MATERIALES DE METRODE TIPO 410NiMo PARA APLICACIONES EN PLANTAS DE GENERACION HIDROELECTRICAS (By Mark Golding)
|
|
|
- Tomás Roldán Revuelta
- hace 8 años
- Vistas:
Transcripción
1 MATERIALES DE METRODE TIPO 410NiMo PARA APLICACIONES EN PLANTAS DE GENERACION HIDROELECTRICAS (By Mark Golding) 1 INTRODUCCION Las naciones industrializadas del mundo han sido objeto de críticas en los últimos tiempos por la liberación de altas concentraciones de gases de efecto invernadero a la atmosfera. Las regulaciones por el Protocolo de Kioto han introducido restricciones; por lo cual se esta mostrando un mayor interés en hacer uso de energías no contaminantes. En este espectro, las plantas de generación hidroeléctrica están ganando continuamente en importancia como fuente renovable y no contaminante de generación de electricidad. A nivel mundial, las centrales hidroeléctricas producen una cuarta parte de la electricidad mundial suministrando energía a más de un billón de personas. La combinación de centrales hidroeléctricas en todo el mundo generan alrededor de 675 gigawatios, la energía equivalente a 3.6 billones de barriles de petróleo, según el National Renewable Energy Laboratoy(1). Las centrales hidroeléctricas constituyen una parte muy importante en la generación del sistema eléctrico general de muchos países. Por ejemplo, en Nueva Zelanda aproximadamente el 80% de la energía es generada por plantas hidroeléctricas.

2 2. DISEÑO DE UNA CENTRAL HIDROELECTRICA. La idea de utilizar agua para la generación de energía se remonta a miles de años. Hace más de 2000 años, se dice que los griegos utilizaban ruedas movidas por agua para moler trigo y convertirlo en harina. Estas ruedas de agua antiguas eran como las turbinas de hoy en día que giran cuando el flujo de agua golpea sus palas. Mientras que los engranajes de las ruedas servían para moler el trigo en aquellos días al girar los alabes de la turbina mueven el generador que produce la energía en el mundo moderno. (figura 1) Figura 1: Generación de electricidad en una planta de energía hidroeléctrica. Los tres principales tipos de turbinas que hay para las centrales hidroeléctricas son la rueda Pelton (fig 2) la turbina Francis (fig 3) y turbina Kaplan (fig 4), la mas común es la turbina Francis. La turbina Francis opera con una carga de presión de entre 30 y 60 metros y tiene una eficiencia de funcionamiento alta (aproximadamente el 90%) con un alto rango de tamaños de rodete y flujos de agua. El tamaño de un rodete de una turbina Francis puede variar de menos de un metro a más de quince metros de diámetro. La selección del tipo de rodete se basa en los valores de los recursos de agua en función de las condiciones locales. Por ejemplo, el gradiente de presión, la velocidad del agua, turbulencias, terreno local, etc. Todas estas variables son consideradas con el fin de optimizar la energía disponible.

3 3. MECANISMOS UTILIZADOS. Componentes de las turbinas submarinas; corredores principales, palas, alabes guía, caja espiral, cabeza cubierta, parte inferior del anillo,etc, están sometidos directamente al ataque del chorro del agua y el desgaste se produce por corrosión, erosión y cavitación. El desgaste por erosión es un tipo de proceso por el cual el metal se va cortando debido al contacto con las partículas altamente cargadas de agua. Los factores de influencia más importantes en el proceso de erosión son el contenido, la masa, la dureza, la velocidad relativa y el ángulo de ataque de las partículas. La cavitación en el otro lado es una forma de fatiga superficial. La cavitación se asocia generalmente a las partes alta y baja de los alabes dependiendo de la carga de agua. Ambos tipos de desgaste, la erosión y la cavitación suelen ocurrir al mismo tiempo y se refuerzan entre si. Figure 2: Pelton turbine

4 FIGURA3 TURBINA FRANCIS FIGURA 4 TURBINA PELTON El examen del corredor de una turbina hidráulica o del impulsor de una bomba a menudo muestra áreas con picaduras en diferentes estados de desarrollo. Es áreas picadas también se pueden encontrar en la turbina y en las superficies donde el agua pasa a grandes velocidades, este daño es denominado generalmente erosión por cavitación o erosión de impacto. Debido a las diversas condiciones físicas presentes y a las irregularidades en los sistemas de flujo del agua se pueden producir áreas de baja presión extrema. Estas áreas de baja presión generan bolsas o cavidades de vapor que crecen muy rápidamente. Debido a los cambios bruscos en las condiciones de presión y flujo, estas bolsas o cavidades se colapsan causando unas altas presiones de choque que pueden llegar a los 1500MPa. Este valor es superior al límite elástico de la mayoría de los materiales y produce una deformación permanente. La repetida formación y colapso de estas cavidades genera una frecuencia regular de ondas de choque lo cual somete a la superficie cercana del material a una combinación de impacto y tensiones por fatiga de ciclo bajo. El impacto resultante produce una deformación elástica y plástica y después de algún tiempo en la superficie del metal se desarrolla una red de pequeñas grietas. La unión de las grietas produce un desprendimiento de trozos del metal y la erosión se produce dejando atrás un hoyo o picadura. La cavitación produce daños por penetración en la superficie de hasta 10mm por año en los componentes críticos como impulsores, alabes de la turbina y las cubiertas (3). El resultado final es una reducción en la capacidad de producir energía que puede dar lugar a perdidas en términos de tiempo de inactividad, productividad y eficiencia. La vida normal de una central hidroeléctrica es de 30 a 35 años después de los cuales es necesaria una renovación. Pero las plantas ubicadas en la región del Himalaya, los Alpes europeos, los andes o el río amarillo en china sufren la erosión de sedimentos pesados, sobre todo en la época del Monzón. Los sedimentos pesados altamente abrasivos que contiene el agua vienen cargados con un alto porcentaje de cuarzo los cuales al pasar a través de las maquinas y demás componente causan fuertes daños que llevan frecuentemente a la parada forzada de la planta. 4.-MATERIALES La selección del material apropiado para las partes de las turbinas que están sumergidas es importante para asegurar una larga vida útil y evitar paradas frecuentes. Los materiales aparte del cumplimiento de otros requisitos deben ser resistentes a la erosión y poseer un buen grado de soldabilidad para permitir la soldadura de reparación in situ. Anteriormente tanto aceros débilmente aleados como aceros 13Cr1Ni se utilizaron para los rodetes de las turbinas hidroeléctricas como para las paletas de guía pero sufrían una excesiva erosión y cavitación. Recientemente se ha utilizado acero martensitico 410NiMo, este acero ofrece unas buenas características mecánicas, especialmente unos buenos valores de impacto, junto con una mecanización y soldabilidad satisfactorias y una considerable resistencia contra la erosión y la cavitación. Cuando se somete a tensiones cavitacionales una estructura martensitica permite una buena absorción de energía por deformación debido a los finos mecanismos de deformación. Durante el impacto y las tensiones por fatiga de ciclo bajo se produce un desprendimiento de partículas en la intersección de la deformación. Dado que las deformaciones son relativamente pequeñas solo las partículas de metal pequeñas se desprenden y como

5 resultado el daño de cavitación es relativamente lento (4).Sin embargo la combinación de todas estas diferentes características es complicado hasta cierto punto. Además existe la posibilidad de proporcionar revestimientos de protección adicionales tales como revestimientos aplicados por plasma en zonas hidráulicamente críticas por ejemplo: bordes de arrastre de las cuchillas, bordes de salida de las paletas guía. El revestimiento con una aleación austenitica ha sido una solución tradicional durante muchos años. Con un desgaste cavitaciónal severo, el uso de aleaciones de carbono y base de cobalto con relativamente alta dureza y resistencia a corrosión también han sido utilizados. Sin embargo las aleaciones base cobalto una vez depositadas son mas sensibles a agrietarse, son difíciles para aplicar al contorno y son caras. Los materiales comúnmente utilizados para varias partes de las turbina se dan en la tabla 1. Obviamente la opción predominante para los componentes críticos submarinos son los aceros martensíticos 410NiMo, junto con aceros inoxidables austeníticos selectivamente. Una turbina hidráulica que opera en agua limosas o sucias, necesita una consideración importante y un aumento de espesor en los alabes del rodete en las zonas propensas a la erosión, estas zonas son principalmente los bordes de salida del anillo móvil cerca de la falda en el caso de las turbinas Francis y cerca de la sección periférica y en los bordes de pala en el caso de las turbinas Kaplan. Los daños por erosión se producen en el lado de presión de las cuchillas.

6 5. CONSUMIBLES 410NiMo PARA ACEROS INOXIDABLES MARTENSITICOS Los consumibles tipo 410NiMo son utilizados con mucho éxito en la soldadura de aceros inoxidables 410NiMo. El material de soldadura de este tipo aportado, iguala la carga de rotura del material base y son notablemente resistentes al ablandamiento durante el tratamiento térmico posterior a la soldadura (PWHT). El material de aporte producido por los consumibles tipo 410NiMo tiene un deposito de alta resistencia (>760MPa) con mejor resistencia a corrosión, hidrocavitación y sulfuros inducidos SCC, y buena resilencia sub-zero cuando se comparan con chapas de acero 12%Cr (410). En la condición de PWHT la microestructura consta de martensita templada con algo de austenita retenida El rango de materiales martensiticos tipo 410NiMo de METRODE incluye electrodos, hilo MIG/GMAW, varillas TIG/GTAW, e hilo tubular FCW (tabla 2). Estos se pueden utilizar para soldar turbinas hidráulicas, cuerpos de válvulas, bombas, y tuberías de alta presión donde los niveles altos de dureza no son aceptables. 5.1 TIG (GTAW)/ MIG (GMAW) METRODE ofrece alambres macizos ER410NiMo en TIG y en MIG utilizados para soldadura manual, semiautomática, y operaciones robotizadas. Las varillas TIG están disponibles en 3 diámetros 1.6mm, 2.0mm y 2.4mm y el hilo MIG se produce en diámetro 1.2mm. Los procesos con gas de protección aportan la ventaja de proporcionar un cordón de soldadura metalúrgicamente limpio con bajo contenido de oxigeno, por tanto, bajo contenido de inclusiones nos metálicas. Este es el motivo por el que los procesos de soldadura con gas de protección (GTAW), (TIG), (GMAW) Y (MIG), producen buenos valores de tenacidad. Junto con los buenos resultados de resilencia y la limpieza de la soldadura, hace que estos hilos sean muy utilizados en sistemas productivos multi pasadas sin paradas para quitar escorias. La tabla 3 muestra las
 con mejor resistencia a corrosión, hidrocavitación y sulfuros inducidos SCC, y buena")
7 propiedades mecánicas típicas para los cordones de soldadura TIG ER410NiMo después de un PWHT 610ºC/1h. 5.2 MMA (SMAW) El proceso de soldadura SMAW es aún ampliamente utilizado para aplicaciones debido a su simplicidad y adaptabilidad. El proceso requiere un equipo relativamente simple y no requiere un gas de protección por lo que es un proceso atractivo para soldaduras en campo. Metrode ofrece electrodos 13.4.Mo.LR Y 13.4.MoLB en cuatro diámetros 2.5mm, 3.2mm, 4.0mm, 5.0mm MoLR es un electrodo con revestimiento rutilo y un alma hecha con un acero con bajo carbono y el 13.4.MoLB es un electrodo con revestimiento básico y un alma hecha con un acero con bajo carbono. EL revestimiento resistente a la humedad proporciona un metal de aporte con niveles de hidrogeno muy bajos y los diámetros 2.5 y 3.2mm pueden ser usados para soldadura en toda posición. El éxito de este proceso depende no solo de las características de los electrodos sino también de la habilidad del soldador, por tanto la buena operabilidad de los electrodos combinado con un buen soldador da un gran resultado. La tabla 4 muestra las propiedades mecánicas típicas del metal depositado por los electrodos 13.4.MoLR

8 5.3 FCAW La productividad de los hilos tubulares, sin importar el tipo de hilo utilizado es siempre superior al de la soldadura por electrodo MMA debido a un ciclo de servicio superior. Además, los ratios de deposito están en un nivel mucho mas alto, En un ciclo normal de trabajo el ratio de aporte se puede incrementar aproximadamente entre un 20-25% con hilo tubular comparado con el proceso MIG soldando a unos 250A. El hilo de METRODE Supercore 410NiMo está destinado más específicamente a la soldadura y reacondicionamiento de los impulsores de la turbina que requieren un deposito de soldadura con cierto grado de dureza pero no excesivamente superior (después del tratamiento térmico) al del material base. Esto aporta mayor resistencia al desgaste por cavitación y erosión a la arena y efectivamente reduce el daño causado por el continuo golpeo a alta presión del agua. El Supercore 410NiMo de METRODE con un flux de rutilo y una banda de acero inoxidable no solo ofrece una mejor operatividad, sino también una soldadura en toda posición y un menor desescoriado que con electrodo. Estas ventajas reducen el tiempo requerido para completar o reparar el trabajo individual en cada uno de los rodetes de la turbina Pelton, ya que estas reparaciones requieren una gran cantidad de tiempo. El gas de protección puede ser Ar+15-20CO2 o CO2 solo. Como el hilo tubular y el hilo macizo requieren el mismo equipamiento no es necesario un desembolso adicional. El hilo esta disponible en diámetros 1.2 y 1.6mm. Varios resultados de ensayos mecánicos realizados con diferentes PWHT se muestran en las tablas 5, 6 y 7.

9

10
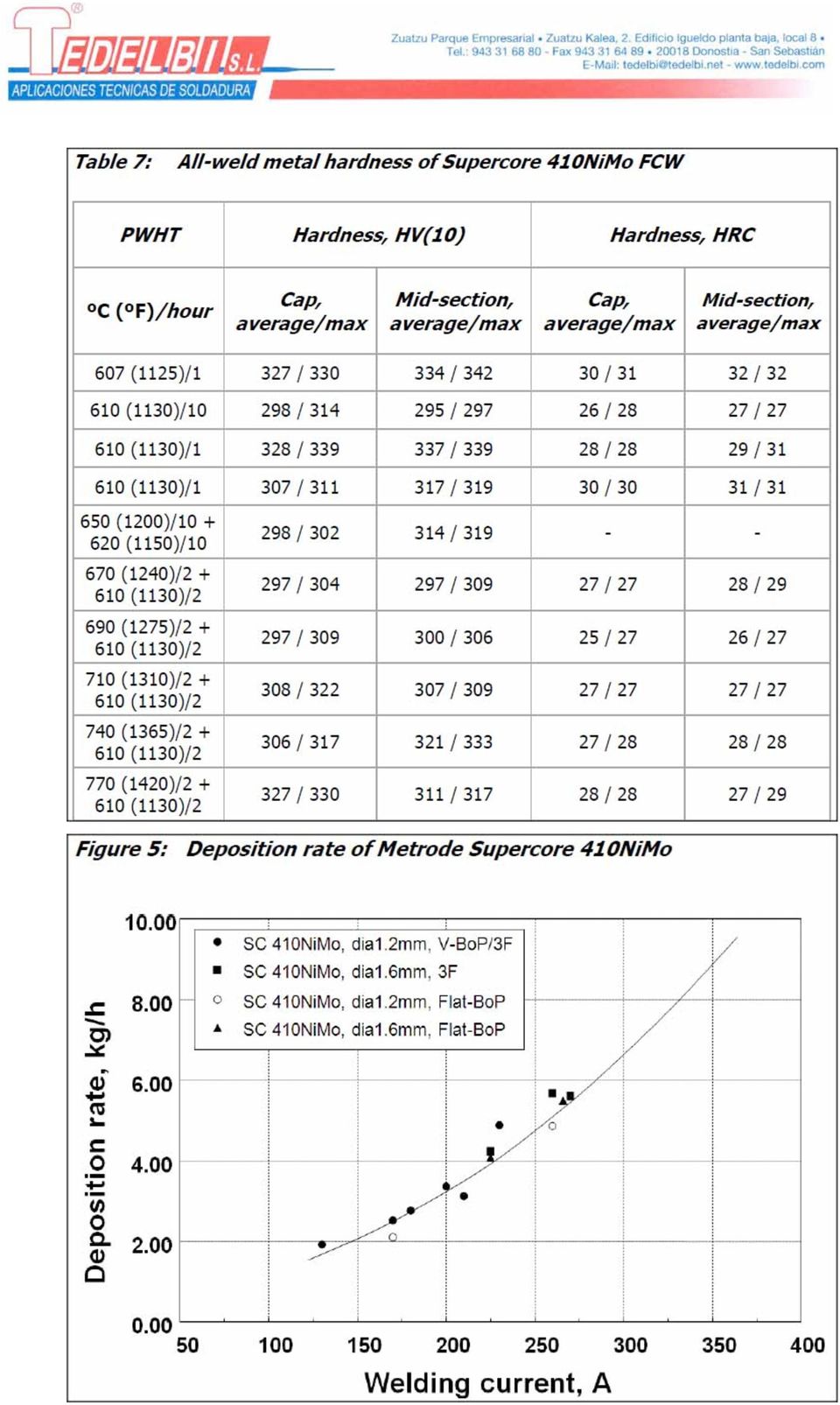
11 6- RECOMENDACIONES PARA LOS PROCESOS DE SOLDADURA. Un combinación de diferentes técnicas de soldadura incluyendo MMA, GTAW TIG o técnicas semiautomáticas como MIG o FCW vienen siendo utilizadas comúnmente. Para procesos donde se busca productividad los procesos semiautomáticos son los más utilizados. La elección concreta del método de soldadura varia dependiendo de factores como geometría de la zona a soldar la accesibilidad y el coste de la mano de obra, los equipos y los consumibles. Por tanto diferentes procesos de soldadura y consumibles serán utilizados para la soldadura de las diferentes partes de los distintos tipos de turbina en función de la ubicación y de la empresa responsable. La tasa de aportación del hilo Supercore 410NiMo 1.2 y 1.6mm han sido evaluados mediante el uso de los diferentes parámetros del proceso. Los ensayos se llevaron a cabo tanto en posición plana (soldadura en plano) como en posición vertical (soldadura en vertical /3F). Los ensayos se ha realizado sobre acero CMn utilizando gas de protección Argoshiel Heavy (Ar-20%CO2-2%O2). Toda la soldadura se ha realizado de forma manual con distintos stickouts dependiendo de los parámetros de soldadura y la posición. EL objetivo era tratar de lograr el más alto ratio de deposición en soldadura vertical mientras mantenemos un baño de fusión controlable y un cordón de soldadura relativamente plano. A medida que el soldador se fue familiarizando con estos hilos era capaz de controlarlos en posición vertical a corrientes más altas de lo que había sido capaz en pruebas anteriores. La tasa máxima de aporte alcanzada en posición vertical con el Supercore 410NiMo de 1.2mm fue de unos 5kgs/hora y el máximo con el Supercore 410NiMo de 1.6mm fue de unos 5.5kgs/ hora. Pero los parámetros utilizados para conseguir estos 5.5kgs/hora con el diámetro 1.6mm eran con demasiado altos produciendo excesivo calor para ser utilizados de forma continua (con unos parámetros mas realistas se produce una velocidad de deposito de 4.25kgs/hora). Las tasas de aporte reales que se pueden lograr en producción probablemente variaran dependiendo del soldador, la posición de soldadura y la accesibilidad pero en general el hilo de 1.2mm produce un baño de soldadura mas controlable en condiciones de mayor velocidad de aporte. El perfil del cordón producido por el hilo de 1.2mm también es más plano y más consistente que el producido con hilos de 1.6mm. Los datos sobre las tasas de aporte se presentan en la figura TIG(GTAW) Las características particulares asociadas al proceso TIG son: - Adecuado para todas posiciones - Permite un control preciso esencial para lograr soldaduras en las que una sola pasada es suficiente como en pasadas de raíz con más cordones por encima. Se recomienda el diámetro 1.6mm para espesores hasta 3mm y 2.4mm para espesores mayores. - Se recomienda gas Argón tanto como gas de protección como de gas de purga.

12 6.2 MIG (GMAW) Las características particulares asociadas al proceso MIG son: - El hilo de diámetro 1.2mm es típicamente utilizado con A, V en condiciones de transferencia por arco spray. - Argon puro + 1-2%O2 o 1-5%CO2, las mezclas de gas con < 5%CO2 también son adecuadas. - Se requiere un funcionamiento en DC+ para soldaduras en toda posición utilizar transferencia por arco pulsado. 6.3 MMA (SMAW) El proceso MMA se puede utilizar para uniones de materiales con espesores por encima de 15mm. Sus características particulares son: - El revestimiento de rutilo con alta resistencia a la humedad con un alma de bajo carbono da unos niveles de hidrogeno muy bajos en el metal depositado. - La recuperación es como un 130% respecto al alma del electrodo y un 65% respecto al total del electrodo - Se puede operar con DC+ o AC se requiere un OCV mínimo de 70V - Con diámetro 2.5mm se puede soldar en todas posiciones incluida ASME 5G/6G - Con diámetros 3.2mm, 4.0mm, y 5.0mm se puede soldar en posición vertical descendente. 6.4 FCAW FCAW se puede utilizar para conseguir una alta velocidad de aporte y gran productividad. Sus características son: - Hilo tubular para toda posición realizado con un flux de rutilo y una banda de acero inoxidable. - Metal aportado 90% con respecto al total del hilo. - Gas de protección Ar-20%CO2 O 100% CO2 a 20-25l/mim - Parámetros de funcionamiento en DC+ 180 A / 29 V para diámetro 1.2mm y 260 A / 30 V para 1.6mm. Para 100% CO2 se requiere un incremento de 2-3 V. 7. DIRECTRICES DE SOLDADURA. Habiendo seleccionado un proceso y unos consumibles adecuados, es necesario utilizar un procedimiento de soldadura adecuado. - Temperatura entre pasadas. Se recomienda rango de temperatura entre pasadas de º C para permitir la transformación de la martensita durante la soldadura. La parte soldada debe bajar hasta la temperatura ambiente antes del PWHT. - Tratamiento térmico posterior a la soldadura (PWHT) Después del tratamiento térmico la microestructura consiste en martensita revenida con parte de austenita retenida. La martensita con alta dureza imparte buena resistencia a la erosión y la austenita retenida se va transformando en martensita a medida que se aplica la tensión por cavitación, produciendo una absorción de la
 El proceso MMA se puede utilizar para uniones de materiales con espesores por encima de 15mm.")
13 energía de choque y la reducción de la cavitación. Se requiere un material de aporte con cierta dureza para una buena resistencia a la erosión en las aplicaciones de las centrales hidráulicas, pero en condiciones acidas, para la máxima resistencia a sulfuros inducidos SCC, NACE MR0175 especifica una dureza máxima de 23HRc. La conformidad con el límite de dureza marcado por NACE MR0175 es a menudo muy difícil de conseguir porque tanto el cordón de soldadura como el HAZ son muy resistentes por PWHT. Es necesario un doble revenido de entre 5 a 10h. La practica mas común es 675ºC/ 10h + 605ºC/10h con un intervalo de enfriamiento al aire hasta temperatura ambiente. Trabajos recientes indican que 650º + 620º es lo optimo, que el enfriamiento al aire hasta temperatura ambiente o mas bajo es esencial. Otras autoridades sugieren elevar la temperatura del primer ciclo del recocido del PWHT hasta 770ºC/2h para una completa austenitización antes del final. El control de la distorsión puede ser mas critico en este caso. En el caso del hilo tubular Supercore 410NiMo no es posible reducir la dureza hasta 23 HRc independientemente del PWHT que llevemos a cabo. Si los consumibles 410NiMo son considerados para la soldadura de las placas de acero inox martensitico 12Cr como los tipos 410 o CA15, el PWHT no debe exceder de los 650ºC a menos que se aplique un segundo revenido a ºC. 8. REFERENCIAS 1. Bonsor, Kevin. "How Hydropower Plants Work." 06 September < 13 March Electricity Generation in New Zealand 3/93, Public Relations Group ECNZ, Wellington, NZ. 3. Simoneau, R. The optimum protection of hydraulic turbines against cavitation erosion.12th IAHR Symposium, Stirling, UK, Aug, Simoneau, R., Lambert, P., Simoneau, M., Dickson, J I and Espérance, G L. Cavitation erosion and deformation mechanisms of Ni and Co austenitic stainless steels (1987).

UNIDAD DE TRABAJO Nº5 CONCEPTO DE SOLDABILIDAD
 UNIDAD DE TRABAJO Nº5 CONCEPTO DE SOLDABILIDAD 1.- Concepto de Soldabilidad Un material se considera soldable, por un procedimiento determinado y para una aplicación específica, cuando mediante una técnica
UNIDAD DE TRABAJO Nº5 CONCEPTO DE SOLDABILIDAD 1.- Concepto de Soldabilidad Un material se considera soldable, por un procedimiento determinado y para una aplicación específica, cuando mediante una técnica
- PROCESOS DE SOLDADURA BAJO ATMÓSFERA PROTECTORA -
 - PROCESOS DE SOLDADURA BAJO ATMÓSFERA PROTECTORA - Este artículo presenta diferentes procesos de soldadura bajo atmósfera protectora, sus ventajas técnicas respecto a otros métodos, su justificación económica
- PROCESOS DE SOLDADURA BAJO ATMÓSFERA PROTECTORA - Este artículo presenta diferentes procesos de soldadura bajo atmósfera protectora, sus ventajas técnicas respecto a otros métodos, su justificación económica
DEFORMACION DEL ACERO DEFORMACION = CAMBIOS DIMENSIONALES+CAMBIOS ENLA FORMA
 DEFORMACION DEL ACERO DEFORMACION = CAMBIOS DIMENSIONALES+CAMBIOS ENLA FORMA Según la norma DIN 17014, el término deformación se define como el cambio dimensional y de forma de un pieza del producto de
DEFORMACION DEL ACERO DEFORMACION = CAMBIOS DIMENSIONALES+CAMBIOS ENLA FORMA Según la norma DIN 17014, el término deformación se define como el cambio dimensional y de forma de un pieza del producto de
Mantenimiento y uso calderas de biomasa Daniel Solé Joan Ribas
 Mantenimiento y uso calderas Daniel Solé Joan Ribas Se pueden identificar como handicaps principales en el uso de calderas, los siguientes: Posibles bloqueos y otras incidencias en los sistemas de transporte
Mantenimiento y uso calderas Daniel Solé Joan Ribas Se pueden identificar como handicaps principales en el uso de calderas, los siguientes: Posibles bloqueos y otras incidencias en los sistemas de transporte
Los hilos de aluminio SUPERGLAZE están fabricados por INDALCO ALLOYS, compañía cien por cien perteneciente a Lincoln Electric.
 Los hilos de aluminio SUPERGLAZE están fabricados por INDALCO ALLOYS, compañía cien por cien perteneciente a Lincoln Electric. Indalco es uno de los 3 principales fabricantes de hilo de aluminio del mundo.
Los hilos de aluminio SUPERGLAZE están fabricados por INDALCO ALLOYS, compañía cien por cien perteneciente a Lincoln Electric. Indalco es uno de los 3 principales fabricantes de hilo de aluminio del mundo.
SOLDADURA DE ACEROS INOXIDABLES
 SOLDADURA DE ACEROS INOXIDABLES OBJETIVOS Aprender la teoría y la técnica para realizar soldaduras en acero inoxidable Describir la constitución de un sistema de soldadura eléctrica por arco. Describir
SOLDADURA DE ACEROS INOXIDABLES OBJETIVOS Aprender la teoría y la técnica para realizar soldaduras en acero inoxidable Describir la constitución de un sistema de soldadura eléctrica por arco. Describir
Tema 15 Clasificación de los metales ferrosos.
 Tema 15 Clasificación de los metales ferrosos. Los aceros son aleaciones de hierro y carbono que pueden contener cantidades apreciables de otros elementos de aleación. Existe una gran cantidad de aleaciones
Tema 15 Clasificación de los metales ferrosos. Los aceros son aleaciones de hierro y carbono que pueden contener cantidades apreciables de otros elementos de aleación. Existe una gran cantidad de aleaciones
TECNOLOGIA DE LA SOLDADURA
 TECNOLOGIA DE LA SOLDADURA PRODUCTOS INDUSTRIALES PRODUCTOS INDUSTRIALES PRODUCTO A FABRICAR mecanismo máquina pieza de máquina estructura reparación planta industrial PROCESO DE FABRICACION Unico o varios
TECNOLOGIA DE LA SOLDADURA PRODUCTOS INDUSTRIALES PRODUCTOS INDUSTRIALES PRODUCTO A FABRICAR mecanismo máquina pieza de máquina estructura reparación planta industrial PROCESO DE FABRICACION Unico o varios
Integración de una resistencia calefactora de SiC y un tubo de nitruro de silicio en baños de aluminio fundido
 Integración de una resistencia calefactora de SiC y un tubo de nitruro de silicio en baños de aluminio fundido Por Mitsuaki Tada Traducido por ENTESIS technology Este artículo describe la combinación de
Integración de una resistencia calefactora de SiC y un tubo de nitruro de silicio en baños de aluminio fundido Por Mitsuaki Tada Traducido por ENTESIS technology Este artículo describe la combinación de
Entre los procesos de soldadura más comúnmente aplicados tenemos:
 5 Uniones Soldadas Se produce una unión soldada entre dos piezas mediante fusión localizada de material en la zona de unión, con o sin aporte externo de material. En las uniones soldadas entre aceros,
5 Uniones Soldadas Se produce una unión soldada entre dos piezas mediante fusión localizada de material en la zona de unión, con o sin aporte externo de material. En las uniones soldadas entre aceros,
GUÍA TÉCNICA DE APLICACIÓN - ANEXOS SIGNIFICADO Y EXPLICACIÓN DE LOS CÓDIGOS IP, IK
 SIGNIFICADO Y EXPLICACIÓN DE LOS CÓDIGOS IP, IK 1 Introducción En el presente anexo se pretende dar una explicación acerca del significado del sistema de clasificación establecido por los códigos IP e
SIGNIFICADO Y EXPLICACIÓN DE LOS CÓDIGOS IP, IK 1 Introducción En el presente anexo se pretende dar una explicación acerca del significado del sistema de clasificación establecido por los códigos IP e
Calderas y Sistemas de Agua Caliente.
 Calderas y Sistemas de Agua Caliente. El objetivo del presente artículo es entregar información técnica para diseñar, especificar y operar sistemas de agua caliente industriales. 1. Introducción Con frecuencia
Calderas y Sistemas de Agua Caliente. El objetivo del presente artículo es entregar información técnica para diseñar, especificar y operar sistemas de agua caliente industriales. 1. Introducción Con frecuencia
SOLDADURA Y CORTE TÉRMICO DE ACEROS RESISTENTES AL DESGASTE RAEX
 www.ruukki.es SOLDADURA Y CORTE TÉRMICO DE ACEROS RESISTENTES AL DESGASTE RAEX CHAPAS Y BOBINAS DE ACERO LAMINADO EN CALIENTE Índice 0 Introducción 1 Aceros resistentes al desgaste Raex 2 Soldabilidad
www.ruukki.es SOLDADURA Y CORTE TÉRMICO DE ACEROS RESISTENTES AL DESGASTE RAEX CHAPAS Y BOBINAS DE ACERO LAMINADO EN CALIENTE Índice 0 Introducción 1 Aceros resistentes al desgaste Raex 2 Soldabilidad
Boletín Técnico Boletín Técnico N 5 Noviembre/2008
 Boletín Técnico Boletín Técnico N 5 Noviembre/2008 Introducción El más usado de todos los aceros inoxidables en el mundo, es el tipo 304. Así como el cromo juega un importante papel en la resistencia a
Boletín Técnico Boletín Técnico N 5 Noviembre/2008 Introducción El más usado de todos los aceros inoxidables en el mundo, es el tipo 304. Así como el cromo juega un importante papel en la resistencia a
Boletín Técnico Boletín Técnico N 1 Julio/2008
 Boletín Técnico Boletín Técnico N 1 Julio/2008 Introducción Los Boletines Técnicos de Acesita Argentina son materiales destinados a la divulgación de informaciones técnicas sobre los aceros inoxidables.
Boletín Técnico Boletín Técnico N 1 Julio/2008 Introducción Los Boletines Técnicos de Acesita Argentina son materiales destinados a la divulgación de informaciones técnicas sobre los aceros inoxidables.
Electrodos para Soldar
 Electrodos para Soldar Soldadura: Definición Existen muchas definiciones de Soldadura. No obstante, ninguna es completa, desde el punto de vista de entregar, en pocas palabras, todo lo que ella involucra.
Electrodos para Soldar Soldadura: Definición Existen muchas definiciones de Soldadura. No obstante, ninguna es completa, desde el punto de vista de entregar, en pocas palabras, todo lo que ella involucra.
Accesorios * CABLES DE ACERO *
 Accesorios * CABLES DE ACERO * Cables de Acero - Conformación Un cable de acero se conforma mediante un conjunto de alambres de acero, retorcidos helicoidalmente, que constituyen una cuerda de metal apta
Accesorios * CABLES DE ACERO * Cables de Acero - Conformación Un cable de acero se conforma mediante un conjunto de alambres de acero, retorcidos helicoidalmente, que constituyen una cuerda de metal apta
La electrólisis permite descomponer la Alúmina en aluminio y oxígeno.
 LA OBTENCIÓN DEL ALUMINIO. La primera fase de la obtención del aluminio consiste en aislar la Alúmina (óxido de aluminio) de estos minerales. Para ello lo primero es triturar la Bauxita para obtener un
LA OBTENCIÓN DEL ALUMINIO. La primera fase de la obtención del aluminio consiste en aislar la Alúmina (óxido de aluminio) de estos minerales. Para ello lo primero es triturar la Bauxita para obtener un
A continuación se presenta los resultados obtenidos en las pruebas realizadas en
 6.0 RESULTADOS, COMPARACIÓN Y ANALISIS. 6.1 PERMEABILIDAD. A continuación se presenta los resultados obtenidos en las pruebas realizadas en el laboratorio para la determinación del coeficiente de permeabilidad
6.0 RESULTADOS, COMPARACIÓN Y ANALISIS. 6.1 PERMEABILIDAD. A continuación se presenta los resultados obtenidos en las pruebas realizadas en el laboratorio para la determinación del coeficiente de permeabilidad
CAPITULO 10 VARILLAS PARA SOLDADURA POR PROCESO DE OXIACETILENO
 X CAPITULO 10 VARILLAS PARA SOLDADURA POR PROCESO DE OXIACETILENO TIPOS DE LLAMA OXIACETILENICA Existen tres tipos distintos de llamas oxiacetilénicas, dependiendo de la proporción de Oxígeno y Acetileno
X CAPITULO 10 VARILLAS PARA SOLDADURA POR PROCESO DE OXIACETILENO TIPOS DE LLAMA OXIACETILENICA Existen tres tipos distintos de llamas oxiacetilénicas, dependiendo de la proporción de Oxígeno y Acetileno
Objetivo: observar el tipo de mantenimiento que se da a instalaciones de gas e instalaciones neumáticas.
 Objetivo: observar el tipo de mantenimiento que se da a instalaciones de gas e instalaciones neumáticas. Son equipos que proveen de energía eléctrica en forma autónoma ante interrupciones prolongadas y
Objetivo: observar el tipo de mantenimiento que se da a instalaciones de gas e instalaciones neumáticas. Son equipos que proveen de energía eléctrica en forma autónoma ante interrupciones prolongadas y
 SOLDADURA Soldadura Se le llama soldadura a la unión de dos materiales, usualmente logrado a través de un proceso de fusión en el cual las piezas son soldadas derritiendo ambas y agregando metal o plástico
SOLDADURA Soldadura Se le llama soldadura a la unión de dos materiales, usualmente logrado a través de un proceso de fusión en el cual las piezas son soldadas derritiendo ambas y agregando metal o plástico
103T-Fierro Cromo Boro
 103T-Fierro Cromo Boro Ficha Técnica Introducción Esta ficha técnica se ofrece como una guía para la gama estándar de productos de Metallisation. Las variaciones de productos adicionales e información
103T-Fierro Cromo Boro Ficha Técnica Introducción Esta ficha técnica se ofrece como una guía para la gama estándar de productos de Metallisation. Las variaciones de productos adicionales e información
COGENERACIÓN. Santiago Quinchiguango
 COGENERACIÓN Santiago Quinchiguango Noviembre de 2014 8.3 Selección del motor térmico. 8.3 Selección del motor térmico. MOTORES TÉRMICOS INTRODUCCIÓN Los motores térmicos son dispositivos que transforman
COGENERACIÓN Santiago Quinchiguango Noviembre de 2014 8.3 Selección del motor térmico. 8.3 Selección del motor térmico. MOTORES TÉRMICOS INTRODUCCIÓN Los motores térmicos son dispositivos que transforman
1. INTRODUCCIÓN 1.1 INGENIERÍA
 1. INTRODUCCIÓN 1.1 INGENIERÍA Es difícil dar una explicación de ingeniería en pocas palabras, pues se puede decir que la ingeniería comenzó con el hombre mismo, pero se puede intentar dar un bosquejo
1. INTRODUCCIÓN 1.1 INGENIERÍA Es difícil dar una explicación de ingeniería en pocas palabras, pues se puede decir que la ingeniería comenzó con el hombre mismo, pero se puede intentar dar un bosquejo
Transferencia de calor Intercambiadores de calor
 Transferencia de calor Intercambiadores de calor Construcción de los intercambiadores de calor La construcción general de los intercambiadores de carcasa y tubos consiste en un haz de tubos paralelos dentro
Transferencia de calor Intercambiadores de calor Construcción de los intercambiadores de calor La construcción general de los intercambiadores de carcasa y tubos consiste en un haz de tubos paralelos dentro
CONCEPTOS BÁSICOS DE PREPARACIÓN MECÁNICA DE MINERALES
 CONCEPTOS BÁSICOS DE PREPARACIÓN MECÁNICA DE MINERALES Reducción de tamaño de las partículas minerales Una vez que el mineral ha sido extraído desde la mina, este puede presentar variados tamaños de partículas,
CONCEPTOS BÁSICOS DE PREPARACIÓN MECÁNICA DE MINERALES Reducción de tamaño de las partículas minerales Una vez que el mineral ha sido extraído desde la mina, este puede presentar variados tamaños de partículas,
SOLDADURA SOLDADURA DE FUSIÓN POR ARCO ELÉCTRICO
 SOLDADURA DEFINICIÓN Es la unión sólida de dos materiales o parte de un material mediante al fusión de sus bordes con calor proveniente de una fuente eléctrica o gaseosa, según el equipo que se emplee
SOLDADURA DEFINICIÓN Es la unión sólida de dos materiales o parte de un material mediante al fusión de sus bordes con calor proveniente de una fuente eléctrica o gaseosa, según el equipo que se emplee
BANDA CURVA. [Escriba su dirección] [Escriba su número de teléfono] [Escriba su dirección de correo electrónico] INTRODUCCIÓN TOLERANCIAS
![BANDA CURVA. [Escriba su dirección] [Escriba su número de teléfono] [Escriba su dirección de correo electrónico] INTRODUCCIÓN TOLERANCIAS](/thumbs/25/6163098.jpg "BANDA CURVA. [Escriba su dirección] [Escriba su número de teléfono] [Escriba su dirección de correo electrónico] INTRODUCCIÓN TOLERANCIAS") ANDA HÖKEN ANDAS CURVA MODULARES ANDA CURVA INTRODUCCIÓN TOLERANCIAS DISEÑO DEL MÓDULO DISEÑO DEL PIÑÓN DISEÑO DE PALETA EMPUJADORA DISEÑO DE TAPÓN CONTENEDOR DE VARILLA INDICACIONES PARA EL MONTAJE CARACTERISTICAS
ANDA HÖKEN ANDAS CURVA MODULARES ANDA CURVA INTRODUCCIÓN TOLERANCIAS DISEÑO DEL MÓDULO DISEÑO DEL PIÑÓN DISEÑO DE PALETA EMPUJADORA DISEÑO DE TAPÓN CONTENEDOR DE VARILLA INDICACIONES PARA EL MONTAJE CARACTERISTICAS
ESTUDIO DEL SISTEMA ESTÁTICO DE PROTECCIÓN DE UNA TURBINA A GAS
 ESTUDIO DEL SISTEMA ESTÁTICO DE PROTECCIÓN DE UNA TURBINA A GAS Patricio León Alvarado 1, Eduardo León Castro 2 1 Ingeniero Eléctrico en Potencia 2000 2 Director de Tesis. Postgrado en Ingeniería Eléctrica
ESTUDIO DEL SISTEMA ESTÁTICO DE PROTECCIÓN DE UNA TURBINA A GAS Patricio León Alvarado 1, Eduardo León Castro 2 1 Ingeniero Eléctrico en Potencia 2000 2 Director de Tesis. Postgrado en Ingeniería Eléctrica
20-SOLDADURA ULTRASÓNICA
 20-SOLDADURA ULTRASÓNICA Soldadura por Ultrasonido Julio Alberto Aguilar Schafer Introducción La soldadura Ultrasónica es un proceso de soldadura en estado sólido que suelda por la aplicación vibraciones
20-SOLDADURA ULTRASÓNICA Soldadura por Ultrasonido Julio Alberto Aguilar Schafer Introducción La soldadura Ultrasónica es un proceso de soldadura en estado sólido que suelda por la aplicación vibraciones
RIESGOS LABORALES EN LOS TRABAJOS DE SOLDADURA I. Autor: Comodoro Descarga ofrecida por: www.prevention-world.com
 RIESGOS LABORALES EN LOS TRABAJOS DE SOLDADURA I DEFINICION Soldadura es un procedimiento por el cual dos o más piezas de metal se unen por aplicación de calor, presión, o una combinación de ambos, con
RIESGOS LABORALES EN LOS TRABAJOS DE SOLDADURA I DEFINICION Soldadura es un procedimiento por el cual dos o más piezas de metal se unen por aplicación de calor, presión, o una combinación de ambos, con
BATERIA AUTOMOTRIZ. HECTOR CISTERNA MARTINEZ Profesor Técnico. Duoc UC, Ingenería Mecánica Automotriz y Autotrónica 16/11/2006
 BATERIA AUTOMOTRIZ HECTOR CISTERNA MARTINEZ Profesor Técnico 1 Introducción La batería es un acumulador de energía que cuando se le alimenta de corriente continua, transforma energía eléctrica en energía
BATERIA AUTOMOTRIZ HECTOR CISTERNA MARTINEZ Profesor Técnico 1 Introducción La batería es un acumulador de energía que cuando se le alimenta de corriente continua, transforma energía eléctrica en energía
Ensayos de hormigón endurecido: determinación de la resistencia a compresión de probetas.
 González,E.yAlloza,A.M. Ensayos de hormigón endurecido: determinación de la resistencia a compresión de probetas. FUNDAMENTO Las probetas se comprimen hasta rotura en una máquina de ensayo de compresión.
González,E.yAlloza,A.M. Ensayos de hormigón endurecido: determinación de la resistencia a compresión de probetas. FUNDAMENTO Las probetas se comprimen hasta rotura en una máquina de ensayo de compresión.
MATERIALES DE USO TÉCNICO V. EL VIDRIO
 MATERIALES DE USO TÉCNICO V. EL VIDRIO EL VIDRIO: El vidrio es un material inorgánico duro, frágil, transparente y amorfo que se encuentra en la naturaleza aunque también puede ser producido por el hombre.
MATERIALES DE USO TÉCNICO V. EL VIDRIO EL VIDRIO: El vidrio es un material inorgánico duro, frágil, transparente y amorfo que se encuentra en la naturaleza aunque también puede ser producido por el hombre.
Tema 11 Endurecimiento por deformación plástica en frío. Recuperación, Recristalización y Crecimiento del grano.
 Tema 11 Endurecimiento por deformación plástica en frío. Recuperación, Recristalización y Crecimiento del grano. El endurecimiento por deformación plástica en frío es el fenómeno por medio del cual un
Tema 11 Endurecimiento por deformación plástica en frío. Recuperación, Recristalización y Crecimiento del grano. El endurecimiento por deformación plástica en frío es el fenómeno por medio del cual un
Eficiencia de calderas: Casos de estudio y alternativas de mejora
 Eficiencia de calderas: Casos de estudio y alternativas de mejora Julián Lucuara Ingeniero Mecánico jelucuara@cenicana.org 1/13 Eficiencia de Calderas La eficiencia térmica de una caldera puede ser determinada
Eficiencia de calderas: Casos de estudio y alternativas de mejora Julián Lucuara Ingeniero Mecánico jelucuara@cenicana.org 1/13 Eficiencia de Calderas La eficiencia térmica de una caldera puede ser determinada
POLIURETANO PARABRISAS 310 ml. CARTUCHO 3M 08603
 SUSTITUCIÓN DE LUNAS Efectividad : 01/04/99 Ficha Técnica nº.1 Página 1 de 5 POLIURETANO PARABRISAS 310 ml. CARTUCHO 3M 08603 I - PRESENTACIÓN Y REFERENCIA Referencia: 3M 08603 Presentación: Cartucho de
SUSTITUCIÓN DE LUNAS Efectividad : 01/04/99 Ficha Técnica nº.1 Página 1 de 5 POLIURETANO PARABRISAS 310 ml. CARTUCHO 3M 08603 I - PRESENTACIÓN Y REFERENCIA Referencia: 3M 08603 Presentación: Cartucho de
CAPITULO 4 FLUIDIZACIÓN EMPLEANDO VAPOR SOBRECALENTADO. 4.1 Comparación del proceso de sacado con vapor sobrecalentado y aire.
 CAPITULO 4 FLUIDIZACIÓN EMPLEANDO VAPOR SOBRECALENTADO. 4.1 Comparación del proceso de sacado con vapor sobrecalentado y aire. El proceso de secado es una de las operaciones más importantes en la industria
CAPITULO 4 FLUIDIZACIÓN EMPLEANDO VAPOR SOBRECALENTADO. 4.1 Comparación del proceso de sacado con vapor sobrecalentado y aire. El proceso de secado es una de las operaciones más importantes en la industria
Selección de manómetros de presión
 Selección de manómetros de presión Qué es un manómetro de presión? Es un instrumento diseñado para medir los cambios en una presión y convertir estos cambios en un movimiento mecánico, indicándolos sobre
Selección de manómetros de presión Qué es un manómetro de presión? Es un instrumento diseñado para medir los cambios en una presión y convertir estos cambios en un movimiento mecánico, indicándolos sobre
Auditorías Energéticas
 Auditorías Energéticas IMPORTANTES RESULTADOS SE OBTIENEN CON LA REALIZACION DE AUDITORIAS ENERGETICAS APLICADAS A LOS SISTEMAS DE GENERACION, DISTRIBUCION Y CONSUMO DE VAPOR. LA REDUCCION DE COSTOS ES
Auditorías Energéticas IMPORTANTES RESULTADOS SE OBTIENEN CON LA REALIZACION DE AUDITORIAS ENERGETICAS APLICADAS A LOS SISTEMAS DE GENERACION, DISTRIBUCION Y CONSUMO DE VAPOR. LA REDUCCION DE COSTOS ES
ThyssenKrupp Aceros y Servicios S.A.
 Aceros para Maquinarias Barras bonificadas Aplicaciones Normas AISI/SAE W. Nr. DIN 4340 1.6565 40NiCrMo7 4337 1.6582 34CrNiMo6 Se utiliza generalmente en la fabricación de piezas que requieren una buena
Aceros para Maquinarias Barras bonificadas Aplicaciones Normas AISI/SAE W. Nr. DIN 4340 1.6565 40NiCrMo7 4337 1.6582 34CrNiMo6 Se utiliza generalmente en la fabricación de piezas que requieren una buena
60E Acero inoxidable con 13% cromo
 60E Acero inoxidable con 13% cromo Ficha Técnica Introducción Esta ficha técnica se ofrece como una guía para la gama estándar de productos de Metallisation. Las variaciones de productos adicionales e
60E Acero inoxidable con 13% cromo Ficha Técnica Introducción Esta ficha técnica se ofrece como una guía para la gama estándar de productos de Metallisation. Las variaciones de productos adicionales e
1. MATERIALES DE LAS PIEZAS ISO ACEROS P ISO M ISO K ISO N ISO S ISO H
 1. MATERIALES DE LAS PIEZAS ACEROS P M K N S H ACEROS INOXIDABLES FUNDICIÓN NO FERROSOS SUPERALEACIONES TERMORRESISTENTES MATERIALES ENDURECIDOS Tecnología de las herramientas de corte. El material de
1. MATERIALES DE LAS PIEZAS ACEROS P M K N S H ACEROS INOXIDABLES FUNDICIÓN NO FERROSOS SUPERALEACIONES TERMORRESISTENTES MATERIALES ENDURECIDOS Tecnología de las herramientas de corte. El material de
CAPITULO 5. PROCESO DE SECADO. El secado se describe como un proceso de eliminación de substancias volátiles (humedad)
") CAPITULO 5. PROCESO DE SECADO. 5.1 Descripción general del proceso de secado. El secado se describe como un proceso de eliminación de substancias volátiles (humedad) para producir un producto sólido y
CAPITULO 5. PROCESO DE SECADO. 5.1 Descripción general del proceso de secado. El secado se describe como un proceso de eliminación de substancias volátiles (humedad) para producir un producto sólido y
Servicios para el procesado de materiales por Tecnología Láser TEMPLE POR LÁSER. (Laser Hardening)
") TEMPLE POR LÁSER (Laser Hardening) Concepto. El Tratamiento Térmico de endurecimiento superficial (Temple) por Láser es un proceso en el cual se utiliza la energía de un haz láser para producir un rápido
TEMPLE POR LÁSER (Laser Hardening) Concepto. El Tratamiento Térmico de endurecimiento superficial (Temple) por Láser es un proceso en el cual se utiliza la energía de un haz láser para producir un rápido
Catalizadores. Posible relación con el incendio de vehículos. calor generado en su interior.
 J. A. Rodrigo Catalizadores En general, los fabricantes de automóviles y de catalizadores suelen aconsejar o recomendar a los usuarios a través del Manual de Instrucciones del vehículo, advertencias como:
J. A. Rodrigo Catalizadores En general, los fabricantes de automóviles y de catalizadores suelen aconsejar o recomendar a los usuarios a través del Manual de Instrucciones del vehículo, advertencias como:
EFICIENCIA EN LOS SISTEMAS DE BOMBEO Y DE AIRE COMPRIMIDO
 EFICIENCIA EN LOS SISTEMAS DE BOMBEO Y DE AIRE COMPRIMIDO 1. GENERALIDADES La sencillez en la operación, la disponibilidad, la facilidad y la seguridad en el manejo de las herramientas y elementos neumáticos
EFICIENCIA EN LOS SISTEMAS DE BOMBEO Y DE AIRE COMPRIMIDO 1. GENERALIDADES La sencillez en la operación, la disponibilidad, la facilidad y la seguridad en el manejo de las herramientas y elementos neumáticos
PN 05 Técnicas básicas de panadería I
 4. AMASAR. DEFINICIÓN Y TIPOS DE MAQUINARIA EM- PLEADA Podemos definir amasar como: Trabajar a mano o máquina masas compuestas, fundamentalmente de harina, agua, sal y levadura, además de otros elementos
4. AMASAR. DEFINICIÓN Y TIPOS DE MAQUINARIA EM- PLEADA Podemos definir amasar como: Trabajar a mano o máquina masas compuestas, fundamentalmente de harina, agua, sal y levadura, además de otros elementos
Capítulo 6. Valoración respiratoria
 498 Capítulo 6. Valoración respiratoria 6.19. La respiración. Intercambio gaseoso y modificaciones durante el esfuerzo 6.19 La respiración. Intercambio gaseoso y modificaciones durante el esfuerzo 499
498 Capítulo 6. Valoración respiratoria 6.19. La respiración. Intercambio gaseoso y modificaciones durante el esfuerzo 6.19 La respiración. Intercambio gaseoso y modificaciones durante el esfuerzo 499
ÍNDICE (del tema del libro) CLASIFICACIÓN DE LOS METALES NO FERROSOS. Metales pesados ESTAÑO COBRE PLOMO CINC OTROS METALES PESADOS. .
 CLASIFICACIÓN DE LOS METALES NO FERROSOS. Metales pesados ESTAÑO COBRE PLOMO CINC OTROS METALES PESADOS. .") ÍNDICE (del tema del libro) CLASIFICACIÓN DE LOS METALES NO FERROSOS Metales pesados ESTAÑO COBRE PLOMO CINC OTROS METALES PESADOS.- Cromo.- Níquel.- Wolframio.- Cobalto Metales ligeros ALUMINIO TITANIO
ÍNDICE (del tema del libro) CLASIFICACIÓN DE LOS METALES NO FERROSOS Metales pesados ESTAÑO COBRE PLOMO CINC OTROS METALES PESADOS.- Cromo.- Níquel.- Wolframio.- Cobalto Metales ligeros ALUMINIO TITANIO
CAPÍTULO 4 PLANTEAMIENTO DEL PROBLEMA. Para que posteriormente se seleccione el más representativo y se proponga una solución
 CAPÍTULO 4 PLANTEAMIENTO DEL PROBLEMA 4.1 Explicación del problema. La empresa Técnicos Tubulares propuso algunos factores de interés para ellos que influyen en el costo de operación del área de inspección
CAPÍTULO 4 PLANTEAMIENTO DEL PROBLEMA 4.1 Explicación del problema. La empresa Técnicos Tubulares propuso algunos factores de interés para ellos que influyen en el costo de operación del área de inspección
Asignatura: Diseño de Máquinas [320099020]
![Asignatura: Diseño de Máquinas [320099020]](/thumbs/27/11383815.jpg "Asignatura: Diseño de Máquinas [320099020]") Universidad de Huelva ESCUELA POLITECNICA SUPERIOR Departamento de Ingeniería Minera, Mecánica y Energética Asignatura: Diseño de Máquinas [320099020] 3º curso de Ingeniería Técnica Industrial (Mecánicos)
Universidad de Huelva ESCUELA POLITECNICA SUPERIOR Departamento de Ingeniería Minera, Mecánica y Energética Asignatura: Diseño de Máquinas [320099020] 3º curso de Ingeniería Técnica Industrial (Mecánicos)
ECONOMIZADORES. El Rol de un Economizador
 La creciente competencia que existe hoy día obliga a las empresas a buscar alternativas para reducir los costos operacionales de sus procesos productivos. Un costo de significativa importancia en la operación
La creciente competencia que existe hoy día obliga a las empresas a buscar alternativas para reducir los costos operacionales de sus procesos productivos. Un costo de significativa importancia en la operación
B23K 23/00 //E01B 29/42 B60M 5/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k N. de publicación: ES 2 036 42 21 k Número de solicitud: 91412 1 k Int. Cl. : H01R 4/02 B23K 23/00 //E01B 29/42 BM /00 k 12 SOLICITUD DE PATENTE A2
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k N. de publicación: ES 2 036 42 21 k Número de solicitud: 91412 1 k Int. Cl. : H01R 4/02 B23K 23/00 //E01B 29/42 BM /00 k 12 SOLICITUD DE PATENTE A2
Generalidades calderas industriales de biomasa ATTSU
 Generalidades calderas industriales de biomasa ATTSU Razones para instalar una caldera de biomasa ATTSU: Energía sostenible y renovable. Comprometida con el medio ambiente y el entorno. El coste de la
Generalidades calderas industriales de biomasa ATTSU Razones para instalar una caldera de biomasa ATTSU: Energía sostenible y renovable. Comprometida con el medio ambiente y el entorno. El coste de la
Tema 3: Materiales metálicos siderúrgicos.
 Tema 3: Materiales metálicos siderúrgicos. 1. Materiales metálicos y Aleaciones. 2. Aceros y fundiciones: el sistema hierrocarbono. 3. Tipos de aceros. 4. Tratamientos térmicos de los aceros 5. Fabricación
Tema 3: Materiales metálicos siderúrgicos. 1. Materiales metálicos y Aleaciones. 2. Aceros y fundiciones: el sistema hierrocarbono. 3. Tipos de aceros. 4. Tratamientos térmicos de los aceros 5. Fabricación
CENTRALES HIDROELECTRICAS
 CENTRALES HIDROELECTRICAS Las centrales hidroeléctricas son instalaciones que permiten aprovechar la energía potencial gravitatoria del agua que transportan los ríos en energía eléctrica, utilizando turbinas
CENTRALES HIDROELECTRICAS Las centrales hidroeléctricas son instalaciones que permiten aprovechar la energía potencial gravitatoria del agua que transportan los ríos en energía eléctrica, utilizando turbinas
Cambio del filtro y aceite de la transmision
 Cambio del filtro y aceite de la transmision Objetivo: Cambiar el fluido de la transmisión automática y eje de transmisión. Esta hoja de actividades contiene: Instrucciones paso por paso para completar
Cambio del filtro y aceite de la transmision Objetivo: Cambiar el fluido de la transmisión automática y eje de transmisión. Esta hoja de actividades contiene: Instrucciones paso por paso para completar
DL CH12 Reactor químico combinado
 DL CH12 Reactor químico combinado Introducción La reacción química es la operación unitaria que tiene por objeto distribuir de una forma distinta los átomos de unas moléculas (compuestos reaccionantes
DL CH12 Reactor químico combinado Introducción La reacción química es la operación unitaria que tiene por objeto distribuir de una forma distinta los átomos de unas moléculas (compuestos reaccionantes
EL ACERO INOXIDABLE EN LA INDUSTRIA DE ALIMENTOS
 EL ACERO INOXIDABLE EN LA INDUSTRIA DE ALIMENTOS 1. POR QUE Y CUANDO LOS ACEROS INOXIDABLES RESISTEN LA CORROSION En la actualidad se acepta que la resistencia a la corrosión de los aceros inoxidables
EL ACERO INOXIDABLE EN LA INDUSTRIA DE ALIMENTOS 1. POR QUE Y CUANDO LOS ACEROS INOXIDABLES RESISTEN LA CORROSION En la actualidad se acepta que la resistencia a la corrosión de los aceros inoxidables
Rec. UIT-R P.527-3 1 RECOMENDACIÓN UIT-R P.527-3 * CARACTERÍSTICAS ELÉCTRICAS DE LA SUPERFICIE DE LA TIERRA
 Rec. UIT-R P.527-3 1 RECOMENDACIÓN UIT-R P.527-3 * CARACTERÍSTICAS ELÉCTRICAS DE LA SUPERFICIE DE LA TIERRA Rc. 527-3 (1978-1982-1990-1992) La Asamblea de Radiocomunicaciones de la UIT, considerando a)
Rec. UIT-R P.527-3 1 RECOMENDACIÓN UIT-R P.527-3 * CARACTERÍSTICAS ELÉCTRICAS DE LA SUPERFICIE DE LA TIERRA Rc. 527-3 (1978-1982-1990-1992) La Asamblea de Radiocomunicaciones de la UIT, considerando a)
Mayor fiabilidad en operaciones de tronzado más profundo
 Mayor fiabilidad en operaciones de tronzado más profundo La prioridad de los requisitos del usuario... en las operaciones de tronzado más profundo se tuvo en cuenta en la fase inicial del desarrollo de
Mayor fiabilidad en operaciones de tronzado más profundo La prioridad de los requisitos del usuario... en las operaciones de tronzado más profundo se tuvo en cuenta en la fase inicial del desarrollo de
7. ANALISIS DE RESULTADO. En ente capítulo se incluye un análisis de los resultados promedio obtenidos a partir de los
 7. ANALISIS DE RESULTADO. 7.1 Introducción. En ente capítulo se incluye un análisis de los resultados promedio obtenidos a partir de los ensayos realizados, para lo cual se muestran ciertas gráficas que
7. ANALISIS DE RESULTADO. 7.1 Introducción. En ente capítulo se incluye un análisis de los resultados promedio obtenidos a partir de los ensayos realizados, para lo cual se muestran ciertas gráficas que
La importancia de dimensionar correctamente los sistemas de frenado en aerogeneradores residenciales.
 La importancia de dimensionar correctamente los sistemas de frenado en aerogeneradores residenciales. La instalación de aerogeneradores en entornos urbanos requiere la implementación de importantes medidas
La importancia de dimensionar correctamente los sistemas de frenado en aerogeneradores residenciales. La instalación de aerogeneradores en entornos urbanos requiere la implementación de importantes medidas
Boletín Técnico Boletín Técnico N 2 Agosto/2008
 Boletín Técnico Boletín Técnico N 2 Agosto/2008 Introducción La contaminación de los aceros inoxidables es una de las principales causas de corrosión en algunos casos encontrados en la práctica. Algunos
Boletín Técnico Boletín Técnico N 2 Agosto/2008 Introducción La contaminación de los aceros inoxidables es una de las principales causas de corrosión en algunos casos encontrados en la práctica. Algunos
CLASIFICACION DE LOS ACEROS (según normas SAE) donde XX es el contenido de C
 donde XX es el contenido de C") CLASIFICACION DE LOS ACEROS (según normas SAE) SAE clasifica los aceros en: al carbono, de media aleación, aleados, inoxidables, de alta resistencia, de herramientas, etc. Aceros al carbono 10XX donde
CLASIFICACION DE LOS ACEROS (según normas SAE) SAE clasifica los aceros en: al carbono, de media aleación, aleados, inoxidables, de alta resistencia, de herramientas, etc. Aceros al carbono 10XX donde
D E S C R I P C I O N
 SISTEMA DE REFRIGERACIÓN CON CO 2 COMO FLUIDO SECUNDARIO D E S C R I P C I O N OBJETO DE LA INVENCIÓN La presente invención se refiere a un sistema de refrigeración con CO 2 como fluido secundario que
SISTEMA DE REFRIGERACIÓN CON CO 2 COMO FLUIDO SECUNDARIO D E S C R I P C I O N OBJETO DE LA INVENCIÓN La presente invención se refiere a un sistema de refrigeración con CO 2 como fluido secundario que
Montalbán y Rodríguez, S.A. Prefabricados de hormigón.
 El objeto de este documento es proporcionar una serie de recomendaciones y criterios prácticos para la correcta colocación de adoquines según se describe en la normativa UNE-EN 1338. 1. CARACTERÍSTICAS
El objeto de este documento es proporcionar una serie de recomendaciones y criterios prácticos para la correcta colocación de adoquines según se describe en la normativa UNE-EN 1338. 1. CARACTERÍSTICAS
Reparación de plásticos mediante grapas térmicas
 1 Reparación de plásticos mediante grapas térmicas La reparación de piezas de material plástico es una operación frecuente en los talleres de reparación de vehículos. Con la aparición de equipos de soldadura
1 Reparación de plásticos mediante grapas térmicas La reparación de piezas de material plástico es una operación frecuente en los talleres de reparación de vehículos. Con la aparición de equipos de soldadura
CAPITULO 6 ANALISIS Y ESTUDIO DE SECADO. El secado de sólidos se puede definir de distintas maneras, según el enfoque que se
 52 CAPITULO 6 ANALISIS Y ESTUDIO DE SECADO 6.1 Definición de secado El secado de sólidos se puede definir de distintas maneras, según el enfoque que se desee adoptar. En los estudios más teóricos se pone
52 CAPITULO 6 ANALISIS Y ESTUDIO DE SECADO 6.1 Definición de secado El secado de sólidos se puede definir de distintas maneras, según el enfoque que se desee adoptar. En los estudios más teóricos se pone
instalaciones para el trabajo en aluminio
 2 instalaciones para el trabajo en aluminio 2. INSTALACIONES PARA EL TRABAJO EN ALUMINIO 2.1. Puesto de trabajo para aluminio 2.2. Equipos para la realización de procesos de soldadura 2.3. Herramientas
2 instalaciones para el trabajo en aluminio 2. INSTALACIONES PARA EL TRABAJO EN ALUMINIO 2.1. Puesto de trabajo para aluminio 2.2. Equipos para la realización de procesos de soldadura 2.3. Herramientas
Generador de Energía de Viento
 Generador de Energía de Viento Parts Manual Manual de Partes English Español SPP-205 Modelo 2002 by ELECFURE Corporation Indice I. Lista de Partes II. Ubicación de Partes III. Caractetisticas Avanzadas
Generador de Energía de Viento Parts Manual Manual de Partes English Español SPP-205 Modelo 2002 by ELECFURE Corporation Indice I. Lista de Partes II. Ubicación de Partes III. Caractetisticas Avanzadas
UIT-T L.4 SECTOR DE NORMALIZACIÓN DE LAS TELECOMUNICACIONES DE LA UIT
 UNIÓN INTERNACIONAL DE TELECOMUNICACIONES UIT-T L.4 SECTOR DE NORMALIZACIÓN DE LAS TELECOMUNICACIONES DE LA UIT CONSTRUCCIÓN, INSTALACIÓN Y PROTECCIÓN DE LOS CABLES Y OTROS ELEMENTOS DE PLANTA EXTERIOR
UNIÓN INTERNACIONAL DE TELECOMUNICACIONES UIT-T L.4 SECTOR DE NORMALIZACIÓN DE LAS TELECOMUNICACIONES DE LA UIT CONSTRUCCIÓN, INSTALACIÓN Y PROTECCIÓN DE LOS CABLES Y OTROS ELEMENTOS DE PLANTA EXTERIOR
NORMA DE DISTRIBUCIÓN NO-DIS-MA-9001 ELECTRODOS DE PUESTA A TIERRA. Jabalinas cilíndricas de acero-cobre
 NORMA DE DISTRIBUCIÓN NO-DIS-MA-9001 ELECTRODOS DE PUESTA A TIERRA Jabalinas cilíndricas de acero-cobre FECHA: 23/07/2012 NO-DIS-MA-9001 2012/07/23 ÍNDICE 0. REVISIONES... 3 1. OBJETO... 1 2. CAMPO DE
NORMA DE DISTRIBUCIÓN NO-DIS-MA-9001 ELECTRODOS DE PUESTA A TIERRA Jabalinas cilíndricas de acero-cobre FECHA: 23/07/2012 NO-DIS-MA-9001 2012/07/23 ÍNDICE 0. REVISIONES... 3 1. OBJETO... 1 2. CAMPO DE
DURABILIDAD DE LAS ESTRUCTURAS: CORROSIÓN POR CARBONATACIÓN. INFLUENCIA DEL ESPESOR Y CALIDAD DEL RECUBRIMIENTO
 DURABILIDAD DE LAS ESTRUCTURAS: CORROSIÓN POR CARBONATACIÓN. INFLUENCIA DEL ESPESOR Y CALIDAD DEL RECUBRIMIENTO Revista Cemento Año 6, Nº 25 Con frecuencia se comenta que el acero y el hormigón pueden
DURABILIDAD DE LAS ESTRUCTURAS: CORROSIÓN POR CARBONATACIÓN. INFLUENCIA DEL ESPESOR Y CALIDAD DEL RECUBRIMIENTO Revista Cemento Año 6, Nº 25 Con frecuencia se comenta que el acero y el hormigón pueden
EFECTO DE LA AGRESIVIDAD ATMOSFÉRICA EN LA TENACIDAD A FRACTURA DE METALES Y ALEACIONES METÁLICAS
 EFECTO DE LA AGRESIVIDAD ATMOSFÉRICA EN LA TENACIDAD A FRACTURA DE METALES Y ALEACIONES METÁLICAS Dentro de la caracterización mecánica de los materiales de ingeniería, la resistencia a la tensión y la
EFECTO DE LA AGRESIVIDAD ATMOSFÉRICA EN LA TENACIDAD A FRACTURA DE METALES Y ALEACIONES METÁLICAS Dentro de la caracterización mecánica de los materiales de ingeniería, la resistencia a la tensión y la
Hidroeléctricas. Natalia Cortes Paula Alejandra Atanache Paola Andrea Acosta. Universidad el Bosque Sexto Semestre 2014
 Hidroeléctricas Natalia Cortes Paula Alejandra Atanache Paola Andrea Acosta Universidad el Bosque Sexto Semestre 2014 Se utiliza también para accionar maquinas giratorias llamados turbinas, que a su vez
Hidroeléctricas Natalia Cortes Paula Alejandra Atanache Paola Andrea Acosta Universidad el Bosque Sexto Semestre 2014 Se utiliza también para accionar maquinas giratorias llamados turbinas, que a su vez
Ensayos VLF (muy baja frecuencia) para cables de Media Tensión
 para cables de Media Tensión") Ensayos VLF (muy baja frecuencia) para cables de Media Tensión Domingo Oliva Rodero Técnico comercial unitronics electric doliva@unitronics-electric.com www.unitronics-electric.es Introducción La fiabilidad
Ensayos VLF (muy baja frecuencia) para cables de Media Tensión Domingo Oliva Rodero Técnico comercial unitronics electric doliva@unitronics-electric.com www.unitronics-electric.es Introducción La fiabilidad
Fichas Técnicas. Indura 6010 Clasificación AWS: E-6010
 Indura 6010 Clasificación AWS: E-6010 para acero al carbono Con hierro en polvo Corriente continua. positivo con polvo de hierro en el revestimiento, que permite una velocidad de depósito mayor y una aplicación
Indura 6010 Clasificación AWS: E-6010 para acero al carbono Con hierro en polvo Corriente continua. positivo con polvo de hierro en el revestimiento, que permite una velocidad de depósito mayor y una aplicación
FUNDICIONES. 2 a 4,5 % C 0,5 a 3,5 % Si 0,4 a 2 % Mn 0,01 a 0,2 % S 0,04 a 0,8 % P
 FUNDICIONES FUNDICIONES Las fundiciones de hierro son aleaciones de hierro carbono del 2 al 5%, cantidades de silicio del 0.5 al 4%, del manganeso hasta 2%, bajo azufre y bajo fósforo. Se caracterizan
FUNDICIONES FUNDICIONES Las fundiciones de hierro son aleaciones de hierro carbono del 2 al 5%, cantidades de silicio del 0.5 al 4%, del manganeso hasta 2%, bajo azufre y bajo fósforo. Se caracterizan
PRESENTA: Comparativa entre calentadores solares
 PRESENTA: Comparativa entre calentadores solares No todos son iguales escoge el mejor! Colectores de Tubo Vacío Colectores Solares Planos Sistemas con colectores de tubos de vacio (Otras compañías) En
PRESENTA: Comparativa entre calentadores solares No todos son iguales escoge el mejor! Colectores de Tubo Vacío Colectores Solares Planos Sistemas con colectores de tubos de vacio (Otras compañías) En
SECADO DE EMBUTIDOS. es una fuente propicia para el desarrollo de bacterias y mohos.
 SECADO DE EMBUTIDOS Imtech DryGenic ayuda a los fabricantes con procesos de secado de embutidos a obtener embutidos de mayor calidad, en un entorno libre de bacterias, limpio y a una temperatura y humedad
SECADO DE EMBUTIDOS Imtech DryGenic ayuda a los fabricantes con procesos de secado de embutidos a obtener embutidos de mayor calidad, en un entorno libre de bacterias, limpio y a una temperatura y humedad
Desarrollo de la estrategia a seguir para. un Sistema de Gestión de la Energía. Instalaciones Industriales
 Desarrollo de la estrategia a seguir para un Sistema de Gestión de la Energía Instalaciones Industriales Noviembre 2014 Contenido 1. Introducción 2. Antecedentes 3. Potencial de mejora energética de los
Desarrollo de la estrategia a seguir para un Sistema de Gestión de la Energía Instalaciones Industriales Noviembre 2014 Contenido 1. Introducción 2. Antecedentes 3. Potencial de mejora energética de los
Clasificación del acero
 ACEROS ALEADOS Clasificación del acero n Los diferentes tipos de acero se agrupan en cinco clases principales: - aceros al carbono - aceros aleados - aceros de baja aleación ultrarresistentes - aceros
ACEROS ALEADOS Clasificación del acero n Los diferentes tipos de acero se agrupan en cinco clases principales: - aceros al carbono - aceros aleados - aceros de baja aleación ultrarresistentes - aceros
Informe de rendimiento de los generadores de vapor en XXX, S.A.
 Informe de rendimiento de los generadores de vapor en XXX, S.A. Objetivo El presente informe tiene por objeto analizar y evaluar el funcionamiento de las calderas de vapor instaladas en XXX, S.A. y sus
Informe de rendimiento de los generadores de vapor en XXX, S.A. Objetivo El presente informe tiene por objeto analizar y evaluar el funcionamiento de las calderas de vapor instaladas en XXX, S.A. y sus
LIMPIEZA Y DESINFECCIÓN EN LA INDUSTRIA LÁCTEA
 LIMPIEZA Y EN LA INDUSTRIA LÁCTEA LD EN LAS INDUSTRIAS DE ALIMENTOS La sanitización/higienización es un concepto general que comprende la creación y mantenimiento de las condiciones óptimas de higiene
LIMPIEZA Y EN LA INDUSTRIA LÁCTEA LD EN LAS INDUSTRIAS DE ALIMENTOS La sanitización/higienización es un concepto general que comprende la creación y mantenimiento de las condiciones óptimas de higiene
ESTUDIO DEL CICLO DE RANKINE
 ESTUDIO DEL CICLO DE RANKINE 1. INTRODUCCIÓN El ciclo de Rankine es el ciclo ideal que sirve de base al funcionamiento de las centrales térmicas con turbinas de vapor, las cuales producen actualmente la
ESTUDIO DEL CICLO DE RANKINE 1. INTRODUCCIÓN El ciclo de Rankine es el ciclo ideal que sirve de base al funcionamiento de las centrales térmicas con turbinas de vapor, las cuales producen actualmente la
La Absorción del Agua
 La Absorción del Agua Importancia del Agua en las Plantas Es el cons5tuyente principal del protoplasma celular, en ocasiones representa hasta el 95% del peso total de la planta. Es el solvente en el que
La Absorción del Agua Importancia del Agua en las Plantas Es el cons5tuyente principal del protoplasma celular, en ocasiones representa hasta el 95% del peso total de la planta. Es el solvente en el que
RESISTENCIA A LA FLEXIÓN DE MORTEROS DE CEMENTO HIDRÁULICO MTC E 618-2000
 RESISTENCIA A LA FLEXIÓN DE MORTEROS DE CEMENTO HIDRÁULICO MTC E 618-2000 Este Modo Operativo está basado en la Norma ASTM C 348, el mismo que se ha adaptado al nivel de implementación y a las condiciones
RESISTENCIA A LA FLEXIÓN DE MORTEROS DE CEMENTO HIDRÁULICO MTC E 618-2000 Este Modo Operativo está basado en la Norma ASTM C 348, el mismo que se ha adaptado al nivel de implementación y a las condiciones
SERVOMOTORES. Los servos se utilizan frecuentemente en sistemas de radiocontrol, mecatrónicos y robótica, pero su uso no está limitado a estos.
 SERVOMOTORES Un servomotor (también llamado Servo) es un dispositivo similar a un motor DC, que tiene la capacidad de ubicarse en cualquier posición dentro de su rango de operación y mantenerse estable
SERVOMOTORES Un servomotor (también llamado Servo) es un dispositivo similar a un motor DC, que tiene la capacidad de ubicarse en cualquier posición dentro de su rango de operación y mantenerse estable
 F:\03- COMERCIAL\CABLESMED\MARKETING CM\RECOMENDACIONES DISEÑO BARANDILLASCOPIA.PDF www.cablesmed.com Nº 7001679 Recomendaciones para el diseño de barandillas con cables tensados Las presentes recomendaciones
F:\03- COMERCIAL\CABLESMED\MARKETING CM\RECOMENDACIONES DISEÑO BARANDILLASCOPIA.PDF www.cablesmed.com Nº 7001679 Recomendaciones para el diseño de barandillas con cables tensados Las presentes recomendaciones
TIPO DE CAMBIO, TIPOS DE INTERES Y MOVIMIENTOS DE CAPITAL
 TIPO DE CAMBIO, TIPOS DE INTERES Y MOVIMIENTOS DE CAPITAL En esta breve nota se intentan analizar las relaciones existentes en el sector español entre tipo de cambio, tasa de inflación y tipos de interés,
TIPO DE CAMBIO, TIPOS DE INTERES Y MOVIMIENTOS DE CAPITAL En esta breve nota se intentan analizar las relaciones existentes en el sector español entre tipo de cambio, tasa de inflación y tipos de interés,
ELECTRODOS ESPECIALES Y PLACAS. Electrodo de Grafito Rígido ELECTRODOS DE GRAFITO RIGIDO
 ELECTRODOS ESPECIALES Y PLACAS Electrodo de Grafito Rígido ELECTRODOS DE GRAFITO RIGIDO Nuestro Proveedor, ha diseñado nuevos electrodos fabricados a partir de grafito para ser utilizados en sistemas de
ELECTRODOS ESPECIALES Y PLACAS Electrodo de Grafito Rígido ELECTRODOS DE GRAFITO RIGIDO Nuestro Proveedor, ha diseñado nuevos electrodos fabricados a partir de grafito para ser utilizados en sistemas de
LUBRICANTES VOLVO MÁXIMA POTENCIA Y EFICIENCIA EN SU MOTOR
 LUBRICANTES VOLVO MÁXIMA POTENCIA Y EFICIENCIA EN SU MOTOR LUBRICANTES RECAMBIO GENUINO VOLVO Qué nos hace diferente del resto de lubricantes del mercado? La exclusividad y la dedicación a los equipos
LUBRICANTES VOLVO MÁXIMA POTENCIA Y EFICIENCIA EN SU MOTOR LUBRICANTES RECAMBIO GENUINO VOLVO Qué nos hace diferente del resto de lubricantes del mercado? La exclusividad y la dedicación a los equipos
VIDRIO TEMPLADO. Suministro de vidrio templado
 VIDRIO TEMPLADO. Suministro de vidrio templado VIDRIO TEMPLADO. Definición. El proceso de templado se consigue calentando el vidrio en hornos hasta una temperatura de 706º C, que hace desaparecer las tensiones
VIDRIO TEMPLADO. Suministro de vidrio templado VIDRIO TEMPLADO. Definición. El proceso de templado se consigue calentando el vidrio en hornos hasta una temperatura de 706º C, que hace desaparecer las tensiones
Nopon Sistema de Aireación de Burbuja Fina
 Nopon Sistema de Aireación de Burbuja Fina Alta transferencia de oxígeno Importante ahorro energético Muy fáciles de montar Bajo coste de mantenimiento Sin problemas de obstrucción Resistentes a la corrosión
Nopon Sistema de Aireación de Burbuja Fina Alta transferencia de oxígeno Importante ahorro energético Muy fáciles de montar Bajo coste de mantenimiento Sin problemas de obstrucción Resistentes a la corrosión
LA ENERGÍA. La energía es una propiedad asociada a los objetos y sustancias y se manifiesta en las transformaciones que ocurren en la naturaleza.
 Objetivos: Unidad II: La energía Conocer qué es la energía Distinguir las distintas formas de energía Comprender las transformaciones de la energía Distinguir entre conservación y degradación de la energía
Objetivos: Unidad II: La energía Conocer qué es la energía Distinguir las distintas formas de energía Comprender las transformaciones de la energía Distinguir entre conservación y degradación de la energía
Empresas Servicios y desarrollos ANÁLISIS DE FALLAS
 ANÁLISIS DE FALLAS El análisis de falla es un examen sistemático de la pieza dañada para determinar la causa raíz de la falla y usar esta información para mejorar la confiabilidad del producto. INTRODUCCIÓN
ANÁLISIS DE FALLAS El análisis de falla es un examen sistemático de la pieza dañada para determinar la causa raíz de la falla y usar esta información para mejorar la confiabilidad del producto. INTRODUCCIÓN
PARTE IV: CONDICIONES TÉCNICAS
 PARTE IV: CONDICIONES TÉCNICAS CT-1 CT-01 CONDICIONES TÉCNICAS: El objetivo de las presentes Condiciones Técnicas es proporcionar a las empresas participantes el marco de referencia para el desarrollo
PARTE IV: CONDICIONES TÉCNICAS CT-1 CT-01 CONDICIONES TÉCNICAS: El objetivo de las presentes Condiciones Técnicas es proporcionar a las empresas participantes el marco de referencia para el desarrollo