CAROLINA ACEVEDO GARCIA. Trabajo de Grado presentado como requisito parcial para optar al título de Ingeniera Industrial
|
|
|
- Raquel Revuelta del Río
- hace 8 años
- Vistas:
Transcripción
1 MPLEMENTACION PARCIAL DEL PLAN ESTRATEGICO DE BUENAS PRÁCTICAS DE MANUFACTURA EN UNA MICROEMPRESA DE PRODUCCION Y COMERCIALIZACION DE HIELO EN LA CIUDAD DE CALI CAROLINA ACEVEDO GARCIA Trabajo de Grado presentado como requisito parcial para optar al título de Ingeniera Industrial DIRECTOR: Ing. MARIO FERNANDO ACOSTA RIOS, M.E UNIVERSIDAD SAN BUENAVENTURA FACULTAD DE INGENIERIAS PROGRAMA DE INGENIERIA INDUSTRIAL SANTIAGO DE CALI

2 IMPLEMENTACION PARCIAL DEL PLAN ESTRATEGICO DE BUENAS PRÁCTICAS DE MANUFACTURA EN UNA MICROEMPRESA DE PRODUCCION Y COMERCIALIZACION DE HIELO EN LA CIUDAD DE CALI CAROLINA ACEVEDO GARCIA UNIVERSIDAD SAN BUENAVENTURA FACULTAD DE INGENIERIAS PROGRAMA DE INGENIERIA INDUSTRIAL SANTIAGO DE CALI

3 IMPLEMENTACION PARCIAL DEL PLAN ESTRATEGICO DE BUENAS PRÁCTICAS DE MANUFACTURA EN UNA MICROEMPRESA DE PRODUCCION Y COMERCIALIZACION DE HIELO EN LA CIUDAD DE CALI Aprobado por el comité de trabajo de grado, en Cumplimiento de los requisitos exigidos por la Universidad de San Buenaventura para optar al título de Ingeniero Industrial ING. MARIO FERNANDO ACOSTA RIOS, M.E Director de Tesis ING. ARTURO MONTOYA SERRANO Director Programa de Ingeniería Industrial Evaluador(a) de Tesis Santiago de Cali, Mayo de

4 AGRADECIMIENTOS Un sincero agradecimiento a todas las personas que me apoyaron y colaboraron en la culminación de este trabajo. 4

5 CONTENIDO Pág. INTRODUCCIÓN MARCO TEORICO: BUENAS PRÁCTICAS DE MANUFACTURA ANTECEDENTES: DESCRIPCIÓN DE LA EMPRESA PROCESO: ELABORACIÓN DE LOS PRODUCTOS EN LAS LINEAS DE BLOQUE, TRITURADO Y CUBOS DESCRIPCIÓN DEL PROCESO DESCRIPCIÓN DE LOS PRODUCTOS: BLOQUES, TRITURADO 27 Y CUBOS 4. DIAGNOSTICO SANITARIO DE LA EMPRESA HIELO GLACIAR BAJO DECRETO 3075 DE RESULTADOS: ANALISIS DEL DIAGNOSTICO SANITARIO DE LA EMPRESA HIELO GLACIAR EDIFICACIÓN E INSTALACIONES EQUIPOS Y UTENSILIOS PERSONAL MANIPULADOR DE ALIMENTOS REQUISITOS HIGIÉNICOS DE FABRICACIÓN ASEGURAMIENTO Y CONTROL DE CALIDAD SANEAMIENTO 86 5

6 6. PLAN ESTRATEGICO DE IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA IMPLEMENTACIÓN DE LAS CONDICIONES DE CUMPLIMIENTO DE LAS BUENAS PRÁCTICAS DE MANUFACTURA PRESUPUESTO ECONOMICO PARA LA IMPLEMENTACION DE LAS BUENAS PRACTICAS DE MANUFACTURA CONCLUSIONES BIBLIOGRAFÍA ANEXOS 133 6

7 LISTA DE TABLAS Pág. Tabla 1. Descripción de las propiedades del producto 27 Tabla 2. Diagnostico de las Buenas Prácticas de Manufactura 29 Tabla 3. Consolidado Buenas Prácticas de Manufactura 42 Tabla 4. Análisis en semáforo de la evaluación de BPM 44 Tabla 5. Colores de Identificación de tuberías 53 Tabla 6. Promedio de resultado pruebas de laboratorio 54 Tabla 7 Control y Medición de Cloro Residual y ph de Agua 56 Tabla 8 Cronograma de Mantenimiento Preventivo 68 Tabla 9 Control de Temperatura Cuarto Frio 69 Tabla 10 Plan de dotación 73 Tabla 11. Objetivos Estratégicos de la empresa Hielo Glaciar 95 Tabla 12. Análisis DOFA de la empresa 96 Tabla 13. Plan de acción de implementación de BPM en Hielo 97 Glaciar, 2010 Tabla 14 Cronograma de actividades del Plan de Acción de BPM 105 Tabla 15 Plan de implementación de las BPM 108 Tabla 16 Presupuesto económico del Plan de Acción de BPM 124 7

8 LISTA DE FIGURAS Pág. Figura 1 Organigrama de la empresa 21 Figura 2. Diagrama de Operaciones: Proceso hielo en bloque 24 Figura 3. Diagrama de Operaciones: Proceso hielo triturado 25 Figura 4. Diagrama de Operaciones: Proceso hielo en cubos 26 Figura 5. Grafica % de Cumplimiento 43 Figura 6. Plano de planta Hielo Glaciar, Figura 7. Plano 2 Planta Hielo Glaciar, Figura 8. División física de la bodega 69 Figura 9. Letrero con mensaje alusivo a prácticas higiénicas 71 Figura 10. Letrero con mensaje alusivo a prácticas higiénicas 72 Figura 11 Formulación Estratégica 96 Figura 12 Pantallazo archivo Resultados hoja Diagnostico Inicial 99 Figura 13 Pantallazo archivo Resultados Flecha azul de continuación 100 Figura 14 Pantallazo archivo Resultados Menú del libro análisis 101 Figura 15 Pantallazo archivo Resultados Flecha azul de continuación 102 Figura 16 Pantallazo archivo Resultados Menú del libro Plan estratégico 102 Figura 17 Pantallazo archivo Resultados Menú del libro DOFA estrategia103 8

9 Figura 18 Grafica % cumplimiento comparativo 106 Figura 19 Presupuesto económico del plan de acción de BPM 127 9

10 LISTADO DE FOTOGRAFIAS Pág. Fotografía 1. Hielo en bloque 28 Fotografía 2.Hielo en cubos 28 Fotografía 3. Puerta de acceso principal 47 Fotografía 4. Puerta de acceso producción cuarto frio 50 Fotografía 5. Tanque de almacenamiento y filtros de agua 53 Fotografía 6. Empaque de hielo en bloque y cubos de 3 kg

11 LISTA DE ANEXOS Pág. ANEXO A Decreto 3075 de ANEXO B Formato IVS-AL01 Acta de Visita de Inspección Sanitaria 188 A Fábricas de Alimentos, MIN PROTECCION SOCIAL ANEXO C Certificado de Capacitación 199 ANEXO D Archivo en Excel: Resultados

12 INTRODUCCION El gobierno nacional en busca de garantizar la protección de los consumidores a dispuesto el decreto 3075 de 1997, el cual reza es de orden público, regulan todas las actividades que puedan generar factores de riesgo por el consumo de alimentos, y se aplicaran: ( ) A todas las actividades de fabricación, procesamiento, preparación, envase, almacenamiento, transporte, distribución y comercialización de alimentos en el territorio nacional 1. La empresa Hielo Glaciar consciente de la importancia de ser una empresa productiva y competitiva para el mercado, ha decidido considerar dentro de su plan estratégico de mejoramiento continúo la adopción de las Buenas Prácticas de Manufactura en el marco del decreto 3075 de 1997; buscando ofrecer mayor confianza a los consumidores, la minimización de riesgos ambientales y de salud, desperdicios y reproceso. El presente documento plantea la implementación de los principios y en conjunto con la aplicación de técnicas de análisis de procesos, control de calidad e ingeniería de métodos, el cual se formulo en un plan estratégico a corto plazo de implementación de las BPM; donde ayuda a mejorar la productividad total del proceso y agregarle valor al cliente, en la medida que se involucre la cadena de producción a las herramientas de ingeniería y el marco legal dispuesto por el Min Protección Social, que contribuya a la competitividad del producto final. Esto contribuye a formar una base en la aplicación de otras normas que se establezcan como requisito para un sistema de gestión de calidad, como la norma NTC 6001 para las MYPES (Micro y pequeñas empresas), cuyo objetivo es la mejora de la organización y la consolidación de herramientas que le permitan 1 MINISTERIO DE LA PROTECCCION SOCIAL. Decreto 3075 de

13 desarrollar una estructura interna sólida y altos estándares de calidad competitivos frente a nuevos mercados 2. Con la implementación de las Buenas Prácticas de manufactura dispuestas en el artículo 3075 se busco mejorar la baja capacidad de responder a las exigencias del mercado, al fortalecimiento competitivo, teniendo en cuenta la satisfacción de los clientes y la mejora continua, pero sobre todo los requisitos reglamentarios aplicables en la empresa Hielo Glaciar en sus procesos productivos. 2 Certificación NTC 6001 de sistemas de gestión para MYPES, [Online] en 13

14 1. LAS BUENAS PRÁCTICAS DE MANUFACTURA Las medidas sanitarias son para proteger la vida y la salud de las personas, en el territorio del país, de los riesgos resultantes de la presencia de aditivos, contaminantes, toxinas u organismos patógenos en los productos alimenticios o de riesgos procedentes de enfermedades transmitidas por alimentos de origen animal, vegetal o productos derivados de los mismos o de riesgos que surjan de todo otro peligro en los alimentos. Las medidas sanitarias incluyen toda legislación, decretos, reglamentos, requisitos y procedimientos pertinentes incluidos, criterios relativos al producto terminado; procesos y métodos de producción; procedimientos de análisis, inspección, certificación y aprobación; disposiciones referentes a métodos estadísticos pertinentes, procedimientos de muestro y métodos de evaluación de riesgos; y requisitos de envasado y etiquetado directamente relacionados con la inocuidad de los alimentos 3. Entre las medidas sanitarias en Colombia está el Decreto 3075 de 1997, por el cual se reglamenta parcialmente la Ley 09 de 1979 y se dictan otras disposiciones. ( ) Son de orden público, regulan todas las actividades que puedan generar factores de riesgo por el consumo de alimentos, y se aplicaran: A todas las fábricas y establecimientos donde se procesan los alimentos; los equipos y utensilios y el personal manipulador de alimentos. En este decreto se encuentra en el Titulo II Las condiciones básicas de higiene en la fabricación de alimentos las Buenas Prácticas de manufactura (BPM en adelante); que de acuerdo al Codex Alimentarius, se definen como el conjunto de aquellos procedimientos con los cuales se obtienen productos de calidad microbiológica aceptable, convenientemente controlados mediante pruebas de laboratorio y pruebas en la cadena de elaboración. 3 CODEX ALIMENTARIUS, Directrices para la Determinación de Equivalencia de las Medidas Sanitarias relacionadas con los Sistemas de inspección y Certificación de Alimentos, CAC/GL 53, Normas Oficiales [Online]

15 Históricamente las BPM surgen como una respuesta o reacción ante hechos graves (algunas veces fatales), relacionados con la falta de inocuidad, pureza y eficacia de alimentos y/o medicamentos. Los primeros antecedentes de las BPM datan de 1906 en USA y se relacionan con la aparición del libro "La Jungla" de Upton Sinclair. La novela describía en detalle las condiciones de trabajo imperantes en la industria frigorífica de la ciudad de Chicago, y tuvo como consecuencia una reducción del 50 % en el consumo de carne. Se produjo también la muerte de varias personas que recibieron suero antitetánico contaminado preparado en caballos, que provocó difteria en los pacientes tratados. La gran repercusión de estos hechos hizo que el presidente Roosevelt pidiera al Congreso la sanción del Acta sobre Drogas y Alimentos, que en esencia trataba sobre la pureza de alimentos y fármacos y la prevención de las adulteraciones. Varios años más tarde, un farmacéutico de Tennessee que trataba de encontrar un diluyente adecuado para la sulfanilamida (un precursor de los antibióticos), utilizó dietilenglicol, substancia altamente tóxica. El resultado fue la muerte de más de cien personas. Por ello, es que en 1938 se promulga el Acta sobre Alimentos Drogas y Cosméticos, donde se introduce el concepto de Inocuidad. El último episodio decisivo se produjo el 4 de Julio de 1962, cuando apareció la noticia de los efectos producidos por la Talidomida (una droga eficaz, pero con terribles efectos secundarios en la gestación). Este hecho impulsó el surgimiento de la enmienda Kefauver-Harris y se creó la primera guía de Buenas Prácticas de Manufactura. Estas han tenido varias modificaciones y revisiones posteriores hasta llegar a las actuales BPM para la Producción, Envasado y Manipulación de Alimentos. En 1969, la F.A.O. inició la publicación de una serie de Normas recomendadas (Series CAC/RS) que incluían los Principios Generales de Higiene de los 15

16 Alimentos que a partir de 1981 se transformaron en el Codex Alimentarius, publicado en su versión completa en 1989 para ser distribuido a través de la FAO y la OMS. 4 El primer volumen publicado del Codex Alimentarius contiene las normas, códigos y otros textos que son aplicables a todos los productos alimenticios, o al menos a una amplia gama de éstos. Las materias principales del Codex Alimentarius es la protección de la salud de los consumidores, asegurar unas prácticas de comercio claras y promocionar la coordinación de todas las normas alimentarias acordadas por las organizaciones gubernamentales y no gubernamentales. En Colombia, adscrito al Ministerio de Salud y perteneciente al Sistema Nacional de Salud, se creó por la Ley 100 de 1993 y mediante Decreto 1290 de 1994 el Instituto Nacional de Vigilancia de Medicamentos y Alimentos INVIMA, el cual es un establecimiento público del orden nacional, de carácter científico y tecnológico encargado de ejecutar políticas en materia de vigilancia sanitaria y control de calidad de medicamentos y productos biológicos e insumos para la salud, cosméticos, alimentos procesados y bebidas alcohólicas, productos de aseo y limpieza, plaguicidas de uso doméstico y demás productos que estén bajo su control. Las principales ventajas la implementación de las BPM son: estandarizar la calidad sanitaria de los alimentos, mejorar las condiciones de higiene en los procesos, mantener la imagen de los productos y competir con mercados de Colombia, garantizar la estructura física del establecimiento de acuerdo a las 4 Domínguez Diana, Historia de las BPM, Artículo publicado en Boletín Gerencial Junio 2008, Sí Alimenticio [Online], Acceso 16 Agosto 2009, Disponible en: 16

17 exigencias sanitarias, así como los equipos y utensilios reglamentados en normatividad vigente. Las áreas de aplicación de las BPM son: Edificios e instalaciones, Equipos y utensilios, Personal manipulador de alimentos, Requisitos higiénicos de fabricación, Aseguramiento y control de calidad, saneamiento; almacenamiento, comercialización, transporte y distribución (Decreto 3075, 1997). Por lo tanto, la implementación de las BPM abarca toda la cadena productiva y estructura organizativa de la empresa. Para cumplir con lo consignado en las BPM, y poder garantizar un producto que no haga daño al consumidor (inocuo) es necesario tener en cuenta los lineamientos del Decreto 3075/97 en cuanto a infraestructura y a los programas prerrequisito que son las actividades de rutina necesarias para garantizar que el proceso productivo se desarrolle en condiciones higiénicas y técnicas óptimas. Estos se organizan en planes y programas: 1. Plan de Saneamiento, que contempla. Programa de Limpieza y desinfección, programa de residuos sólidos y programa de control de plagas. 2. Programa de Capacitación 3. Programa de Control de calidad del agua potable 4. Programa de Control de proveedores 5. Programa de Distribuidores 6. Plan de Muestreo 7. Programa de Mantenimiento 8. Programa de Aseguramiento de la calidad 9. Programa de Control de procesos 17

18 10. Programa de Trazabilidad 11. Programa de Tratamiento de aguas residuales Estos planes y programas sirven para prevenir, controlar y vigilar todas las operaciones, desde la recepción de las materias primas hasta la llegada al consumidor final. De esta forma se tiene un manejo completo de las actividades relacionadas, directa o indirectamente con la elaboración de los alimentos. 5 Las BPM son útiles para el diseño y funcionamiento de los establecimientos, y para el desarrollo de procesos y productos relacionados con la alimentación. Es indispensable que estén implementadas previamente, para aplicar posteriormente el Sistema HACCP (Análisis de Peligros y Puntos Críticos de Control), un programa de Gestión de Calidad Total (TQM) o un Sistema de Calidad como ISO La aplicación de estas prácticas recorre una serie de incumbencias técnicas. 6 Para asegurar que un producto sea seguro, se debe comenzar por verificar que las materias primas usadas estén en condiciones que aseguren la protección contra contaminantes (físicos, químicos y biológicos). Por otro lado, es importante que sean almacenadas según su origen, y separadas de los productos terminados, como también de sustancias tóxicas (plaguicidas, solventes u otras sustancias), de manera de impedir la contaminación cruzada. Además, deben tenerse en cuentas las condiciones óptimas de almacenamiento como temperatura, humedad, ventilación e iluminación. Esto aplica teniendo en cuenta principalmente que se debe preservar la cadena de frío durante todo el proceso. 5 Importancia de las buenas prácticas de manufactura en cafeterías y restaurantes Vector, Volumen 2, Enero - Diciembre 2007, Págs FELDMAN Paula, Articulo: Buenas Prácticas de Manufactura: en la higiene y el personal están la clave, Febrero de

19 En cuanto a la estructura del establecimiento, los equipos y los utensilios para la manipulación de alimentos, deben ser de un material que no transmita sustancias tóxicas, olores, ni sabores. Las superficies de trabajo no deben tener hoyos, ni grietas. Se recomienda evitar el uso de maderas y de productos que puedan corroerse, y se aconseja como material adecuado acero inoxidable. Es importante aclarar que no sólo se debe considerar la forma de elaboración del producto para que sea de calidad, sino también la higiene durante el proceso. Entonces, para la limpieza y la desinfección es necesario utilizar productos que no tengan olor ya que pueden producir contaminaciones además de enmascarar otros olores. Por otro lado, el agua utilizada debe ser potable, provista a presión adecuada y a la temperatura necesaria. (Feldman, 2003) 19

20 2. DESCRIPCION DE LA EMPRESA HIELO GLACIAR La empresa inicio con la razón social de Hielos el Paisa en el año de 1998, en el actual predio (Carrera 8ª # 17-29) del barrio Sucre, el cual estaba constituido como una sociedad entre Ricardo L. Álvarez y el actual dueño Diego Acevedo. Se apertura la empresa con una sola maquina, produciendo diariamente 1 tonelada y el mínimo de clientes en la zona centro de Cali. A partir del 2001 el dueño actual compra la parte de su socio en ese entonces, con esto se dio inicio a la ampliación de la producción instalando, construyendo y operando el resto de maquinas que funcionan en la actualidad; así mismo se amplió el mercado incursionando en los restaurantes, pescaderías y ventas de jugos y frutas. Para el año 2003 se introduce una nueva línea de producción de hielo en cubos con maquinas automáticas, congeladores en comodato y domicilio especializado, esto para lograr mayor cubrimiento del mercado. Misión Hielo Glaciar se dedica a la producción, comercialización y distribución de hielo en bloques y cubos en la ciudad de Cali; satisfaciendo las necesidades de los clientes con un producto de calidad por utilizar materia prima técnicamente purificada y un servicio eficaz. Avanza continuamente al mejoramiento del proceso productivo y de comercialización; así como contribución de mayor utilidad y crecimiento de la planta de producción, talento humano y mercado. Visión 20

21 Hielo Glaciar en los siguientes cinco años se afianzará como una empresa líder en el mercado, vendiendo hielo en bloques y cubos con calidad en la pureza del producto y un servicio competente, mediante el mejoramiento de las instalaciones en la planta, en beneficio de la gestión de calidad y ambiente laboral. Adelanta el proceso de establecimiento del registro INVIMA y definición practica de las áreas de operación, de servicios, de distribución y de administración, con una mirada integradora. (Fuente: Entrevista con el Gerente, Diciembre de 2009) Figura 1 Organigrama de la empresa Esta empresa se caracteriza por la operación autónoma, la producción a pequeña escala, stock de inventarios mínimo, flexibilidad en las operaciones y administración empírica. En la actualidad la empresa cuenta con más de 125 clientes de cubos y 100 de hielo en bloques; 5 empleados fijos y aproximadamente 3 subcontratados. Una producción total de 2.7 toneladas diarias. Sin embargo, falta un marco legal de 21
22 suma importancia en las empresas del sector de alimentos, como es el registro Sanitario otorgado por el Instituto Nacional de Vigilancia de Medicamentos y Alimentos INVIMA, que le permita acceder a licitaciones significativas y comenzar a hablar de brindarle confianza al cliente, poseer planes programados en los procesos de producción y en general de la organización. 22
23 3. PROCESO: ELABORACIÓN DE LOS PRODUCTOS EN LA EMPRESA HIELO GLACIAR 3.1 DESCRIPCIÓN DEL PROCESO La empresa Hielo Glaciar fabrica tres tipos de producto: hielo en Bloque, el cual constituye una base para las otras dos líneas y es la más significativa con una producción total de kg. Diarias; el hielo triturado con un promedio de producción diaria de 990 Kg. Y el hielo en cubos con 574 Kg. El proceso de producción se caracteriza por la producción en lotes pequeños con muy baja automatización, la fabricación se realiza bajo pedido pero es principalmente porque la capacidad de planta está diseñada para vender toda la producción y en muy bajo porcentaje del producto fabricado se deja para inventario. El proceso de producción comienza cuando se carga la maquina Salmuera con los moldes de hielo. Se llenan estos moldes con agua potable previamente purificada almacenada en los tanques y pasada por filtros de arena y carbón activado. Las maquinas compresores y la unidad de condensación se enciende y demora 21 a 22 horas en congelar completamente el molde con agua para convertirse en Hielo. Una vez el agua este congelada en moldes, se apaga la maquina salmuera, es decir la unidad condensa dora y el compresor y se descargan los moldes en el área de desmolde; estos bloques tiene tres diferentes disposiciones, como se menciono al inicio venta directa del bloque después de almacenado, triturarse y en cubos. La distribución de la producción en las tres diferentes referencias depende de la variación en las ventas y la programación del día, es decir el hielo en bloque se vende menudeado permanentemente de forma directa, en cambio el hielo triturado depende de los domicilios que se programan y el hielo en cubos representan las ventas de los fines de semana, es por esto que se produce desde el miércoles para inventario del jueves, viernes y sábado. Esta programación la realiza semana 23
24 tras semana empíricamente el gerente de la empresa. A continuación en las figuras 2, 3 y 4 se detalla mejor el proceso con la ayuda de los diagramas de operaciones de cada proceso. Figura 2 Diagrama de Operaciones: Proceso hielo en bloque 24
25 Para el proceso de hielo triturado se requiere previamente tener el hielo en bloque elaborado, ya que este hielo se utiliza para pasarlo a través de la máquina trituradora y posteriormente empacarlo en sus dos presentaciones: de 6,25 Kg. Y 12,5 Kg. Figura 3 Diagrama de Operaciones: Proceso hielo triturado 25
26 En el proceso de hielo en cubos igualmente se fabrica previamente el hielo en bloque para cargarlo en la maquina que corta el cubo, luego se empaca en presentación de 3 Kg. Y 5 Kg.; se pesa y sella la bolsa para luego llevar al cuarto frio y almacenarla. Figura 4. Diagrama de Operaciones: Proceso hielo en cubos 26

27 3.2 DESCRIPCIÓN DE LOS PRODUCTOS: BLOQUES, TRITURADO Y CUBOS Los tres tipos de producto que se fabrican en Hielo Glaciar son de características química igual por tener su base en el hielo en bloque y este a su vez en el agua, como se describió en su proceso; sin embargo difieren en su estructura física por sus especificaciones como producto, por ejemplo el hielo triturado posee un tamaño heterogéneo resultado del proceso en la máquina de triturado, el hielo en cubo tiene forma cúbica y uniforme. A continuación se relacionan las principales características de los tres tipos de producto. Tabla 1. Descripción de las propiedades del producto 27
28 Fotografía 1. Hielo en bloque Fotografía 2.Hielo en cubos 28
29 4. DIAGNOSTICO Y ANALISIS DE LA SITUACION SANITARIA DE LA EMPRESA HIELO GLACIAR El presente diagnóstico se realizó con el fin de evaluar los siete principios de las BPM bajo el decreto 3075 de 1997 del ministerio de salud, y verificar cuál es el estado actual de la edificación, instalación, áreas de elaboración, el personal y en general los factores que interviene en el proceso de producción. Inicialmente se realizó una visita para conocer y observar las operaciones diarias del proceso de producción de hielo, luego se visitó la planta en un turno completo y se registró la calificación respectiva para cada requerimiento de los siete principios (ver Tabla 2), finalizando la visita se retroalimentó con el gerente; posteriormente se consolidó porcentualmente y documentó en la Grafica % Cumplimiento. Tabla 2. Diagnóstico de las Buenas Prácticas de Manufactura 7 DIAGNOSTICO DE LOS PRINCIPIOS DE BUENAS PRACTICAS DE MANUFACTURA Basado en el Decreto 3075 de 1997 CALIFICACION: Cumple:2 ; Cumple Parcialmente: 1; No Cumple: 0; No Aplica: N/A OBJETIVO: Evaluar el estado sanitario de la empresa Hielo Glaciar ASPECTO A VERIFICAR CALIFICACION 1. INSTALACIONES FISICAS La empresa está ubicada en un lugar fuera de focos de insalubridad o contaminación 2 La construcción es resistente al medio ambiente y a prueba de roedores 1 7 Fuente: Elaboración propia basado en formato IVS-AL01 Acta de Visita de Inspección Sanitaria a Fábricas de Alimentos 29
30 TABLA 2: CONTINUACION El acceso a la planta es independiente de casa de habitación 2 La empresa presenta aislamiento y protección contra el libre acceso de animales y personas 2 Las áreas de la empresa están totalmente separadas de cualquier tipo de vivienda y no son utilizadas como dormitorio 2 El funcionamiento de la empresa no pone en riesgo la salud o bienestar de la comunidad 2 Los accesos y alrededores de los restaurantes se encuentran limpios, de materiales adecuados y en buen estado de mantenimiento 2 Se controla el crecimiento de malezas alrededor de la construcción 2 Los alrededores están libres de aguas estancadas 2 Los alrededores están libres de basuras y objetos en desuso 1 Las puertas, ventanas y claraboyas están protegidas para evitar entrada en polvo, lluvia e ingreso de plagas 1 Existe clara separación física entre las áreas de oficina, recepción, producción, laboratorios, servicios sanitarios etc. 1 Las tuberías se encuentran identificadas por los colores establecidos en las normas internacionales 0 Se encuentran claramente señalizadas las diferentes áreas y secciones en cuanto a acceso y circulación de personas, servicios, seguridad, salidas de emergencia, etc. 0 PUNTAJE OBTENIDO INSTALACIONES SANITARIAS La empresa cuenta con servicio sanitario bien ubicados, en cantidad suficiente, separados por sexo y perfecto estado y 1 30
31 funcionamiento (lavamanos, inodoros, ducha) Los servicios sanitarios están dotados con los elementos para la higiene personal (jabón liquido, toallas desechables, papel higiénico) 1 Existe un sitio adecuado e higiénico para el descanso y consumo de alimentos por parte de los empleados (área social) 1 Existen vestieres en número suficiente, separados por sexo, ventilados, en buen estado y alejados del área de proceso 1 Existen casilleros o lockers individuales, con doble comportamiento, ventilados, en buen estado, de tamaño adecuado y destinados exclusivamente para su propósito 1 PUNTAJE OBTENIDO 5 3. PERSONAL MANIPULADOR DE ALIMENTOS 3.1 PRACTICAS HIGIENICAS Y MEDIDAS DE PROTECCION Todos los empleados que manipulan los alimentos llevan uniforme adecuado de color claro y limpio, calzado cerrado de material impermeable 2 Las manos se encuentran limpias, sin esmalte, sin joyas, uñas cortas 2 Los guantes están en perfecto estado, limpios, desinfectados 1 Los empleados que están en contacto directo con el producto, no presentan afecciones en piel o enfermedades infectocontagiosas 1 El personal que manipula alimentos utiliza mallas para cubrir cabello, tapabocas, y protectores de barba en forma adecuada y permanente 1 Los empleados no comen o fuman en la áreas de proceso 2 Los manipuladores evitan practicas antihigiénicas tales como rascarse, escupir, toser 2 31
32 TABLA 2. CONTINUACION No se observan manipuladores sentados en el pasto o andenes o sitios donde pudieran ensuciar la ropa de trabajo 2 Los visitantes cumplen con todas las normas de higiene y protección: uniforme, gorro, practicas de higiene, etc. 0 Los manipuladores se lavan y desinfectan las manos (hasta el codo) cada vez que sea necesario 1 Los manipuladores y operarios no salen fuera de la empresa con el uniforme EDUCACION Y CAPACITACION Existe un programa escrito de capacitación en educación sanitaria 0 Son apropiados los letreros alusivos a la necesidad de lavarse las manos después de ir al baño o de cualquier cambio de actividad 0 Son adecuados los avisos alusivos a prácticas higiénicas, medidas de seguridad, ubicación de extintores 0 Existen programas y actividades permanentes de capacitación en manipulación higiénica de alimentos para el personal nuevo y antiguo y existe registro de estos 0 Conocen los manipuladores las practicas higiénicas 1 PUNTAJE OBTENIDO CONDICIONES DE SANEAMIENTO 4.1 ABASTECIMIENTO DE AGUA Existen procedimientos escritos sobre el manejo y calidad del agua 0 El agua utilizada en la empresa es potable 2 Existen parámetros de calidad para el agua potable 0 Cuentan con registro de laboratorio que verifican la calidad del agua 2 32
33 TABLA 2: CONTINUACION El suministro de agua y la presión es adecuada para todas las operaciones de la empresa 2 El tanque de almacenamiento de agua está protegido, es de capacidad suficiente, se limpia y desinfecta periódicamente 2 Existe control diario del cloro residual y se llevan registros 0 El hielo utilizado en le planta se elabora a partir de agua potable MANEJO Y DISPOSICION DE RESIDUOS LIQUIDOS El manejo de los residuos líquidos no presenta riesgo de contaminación para los productos ni para las superficies de contacto 2 Los trampa grasas están ubicados y diseñados y permiten su limpieza N/A 4.3 MANEJO Y DISPOSICION DE RESIDUOS SÓLIDOS Existen suficientes, adecuados, bien ubicados e identificados recipientes para la recolección interna de los desechos sólidos 1 Son removidos los desechos sólidos con la frecuencia necesaria para evitar que generen olores, contaminación de producto o superficies de contacto y proliferación de plagas 2 después de desocupados los recipientes se lavan y desinfectan, existe registro 2 Existe local e instalación destinada para depósito temporal de los residuos sólidos bien ubicado protegido y en mantenimiento 2 Las emisiones atmosféricas no representan riesgo de contaminación de los productos LIMPIEZA Y DESINFECCION Existen procedimientos escritos específicos de limpieza y desinfección 0 33
34 TABLA 2: CONTINUACION Existen registros que indican que se realiza desinfección, limpieza, desinfección periódica de las áreas, equipos, utensilios y manipuladores 0 Se tienen claramente definidos los productos, cantidad, modo de empleo utilizados para la limpieza y desinfección CONTROL DE PLAGAS Existen procedimientos escritos específicos de control de plagas 0 Hay evidencia de presencia de plagas 2 Existen registros escritos de aplicación de medidas periódicas contra plagas 2 Los productos utilizados se encuentran rotulados y se almacenan en un sitio alejado y protegido N/A PUNTAJE OBTENIDO CONDICIONES DE PROCESO Y FABRICACION 5.1 EQUIPOS Y UTENSILIOS Los equipos y superficies de contacto con el alimento están fabricados con material inerte, no toxico, resistente a la corrosión, no recubiertos con pintura o material desprendible y fácil de limpiar y desinfectar 1 Las áreas circundantes de los equipos son de fácil limpieza y desinfección 2 Cuenta la empresa con los equipos mínimos requerido para el proceso de producción 2 Los equipos, utensilios y superficies son de acabados no porosos, lisos y no absorbentes 1 Los equipos y superficies en contacto con el alimento están diseñados de tal manera que se facilite su limpieza y desinfección 2 34
35 TABLA2: CONTINUACION Los recipientes para materiales no comestibles y desechos son a prueba de fuga, identificados, resistente a la corrosión y de fácil limpieza 1 Las bandas transportadoras se encuentran en buen estado y están diseñadas de tal manera que no represente riesgo de contaminación para el producto N/A Las tuberías, válvulas y ensambles no presentan fugas y están localizados en sitios donde no significan riesgo de contaminación del producto 1 Los tornillos, remaches, tuercas o clavijas están asegurados para prevenir que caigan dentro del producto o equipo en proceso 2 Los procedimientos de mantenimiento de equipos son apropiados y no permiten presencia de agentes contaminantes en el producto (lubricantes, soldadura, pintura, etc.) 1 Existen manuales de procedimiento para servicio y mantenimiento (preventivo y correctivo) de equipos 0 Los equipos están ubicados según la secuencia lógica del proceso de producción y evitan la contaminación cruzada 2 Los equipos donde se realizan operaciones criticas cuentan con instrumentos y accesorios par medición y registro de variables de proceso (termómetros, ph-metro) 1 Los cuartos fríos están equipados con termómetro de precisión de fácil lectura desde el exterior y se registra dicha lectura 1 Los cuartos fríos están construidos con materiales resistentes, fácil de limpiar, impermeables, se encuentran en buen estado y no presentan condensación 2 Se tiene programa y procedimiento escrito de calibración de 0 35
36 equipos e instrumentos de medición 5.2 HIGIENE LOCATIVA DE LA SALA DE PROCESO El área de proceso se encuentra alejada de focos de contaminación 2 Las paredes se encuentran limpias y en buen estado 1 Las paredes son lisas, fáciles de limpiar y su pintura no es desprendible 1 El techo está limpio y es liso, fácil de limpiar, diseñado con un material que no es desprendible 1 Las uniones entre la pared y techo están diseñados de tal manera que evitan la acumulación de polvo y suciedad 2 Las ventanas, puertas y cortinas se encuentran limpias, en buen estado y evitan la acumulación de polvo y suciedad 2 Los pisos se encuentran limpios, en buen estado, sin grietas, perforaciones o roturas 1 El piso tiene la inclinación adecuada para efectos de drenaje 2 Los sifones están equipados con la rejilla adecuada 1 En pisos, paredes y techo hay signo de filtración de humedades 2 Existe lavamanos no accionado manualmente, dotados con jabón liquido y solución desinfectante ubicado para el área de proceso 1 Las uniones del piso y paredes son redondeadas 1 La temperatura ambiental y ventilación de la sala de proceso es adecuada y no afecta la calidad del producto y la los operarios 2 La ventilación por aire acondicionado o ventiladores mantiene presión positiva en la sala y tiene el mantenimiento adecuado: limpieza de filtros y del equipo. N/A La sala se encuentra con adecuada iluminación en calidad e intensidad (natural o artificial). 2 36
37 TABLA 2: CONTINUACION Las lámparas y accesorios son de seguridad, están protegidas para evitar la contaminación en caso de ruptura, están en buen estado y limpias. 1 La sala de proceso se encuentra limpia y ordenada 1 La sala de proceso y los equipos son utilizados exclusivamente para la elaboración de alimentos para consumo humano. 2 Existe lava botas a la entrada de la sala de proceso, bien ubicado, bien diseñado (con desagüe, profundidad y extensión adecuada) y con una concentración conocida y adecuada de desinfectantes. N/A 5.3 MATERIAS PRIMAS E INSUMOS Existen procedimientos escritos para control de calidad de materias primas e insumos, donde se señalen especificaciones de 0 Previo al uso las materias primas son sometidas a los controles de calidad establecidos. 0 Las condiciones y equipo utilizado en el descargue y recepción de las materias primas son adecuadas y evitan la contaminación y proliferación microbiana. 0 Las materias primas e insumos se almacenan en condiciones sanitarias adecuadas, en áreas independientes y debidamente marcadas o etiquetadas. 1 Las materias primas empleadas se encuentran dentro de su vida útil. 2 Las materias primas son conservadas en las condiciones requeridas por cada producto (temperatura, humedad) y sobre estibas. 2 Se llevan registros escritos de las condiciones de conservación de las materias primas. N/A 37
38 TABLA 2: CONTINUACION Se llevan registros de rechazos de materias primas 1 Se llevan fichas técnicas de las materias primas, procedencia, volumen, rotación, condiciones de conservación, etc ENVASES Los materiales de envase y empaque están limpios, en perfectas condiciones y no han sido utilizados previamente para otro fin 2 Los envases son inspeccionados antes del uso. 2 Los envases son almacenados en adecuadas condiciones de sanidad y limpieza, alejados de focos de contaminación OPERACIONES DE FABRICACION El proceso de fabricación del alimento se realiza en óptimas condiciones sanitarias que garantizan la protección y conservación del alimento 2 Se realizan y registran los controles requeridos en los puntos críticos del proceso para asegurar la calidad del producto 1 Las operaciones de fabricación se realizan en forma secuencial y continua de manera que no se producen retrasos indebidos que permitan la proliferación de microorganismos o la contaminación del producto 2 Los procedimientos mecánicos de manufactura lavar, pelar, cortar, clasificar, batir, secar) se realizan de manera que se protege el alimento de la contaminación 2 Existe distinción entre los operarios de las diferentes áreas y restricciones en cuanto a acceso y movilización de los mismos OPERACIONES DE PRODUCTO TERMINADO. El envasar o empacar el producto se lleva un registro con fecha y detalles de elaboración y producción 1 38
39 TABLA 2: CONTINUACION El envasado y/o empaque se realiza en condiciones que eliminan la posibilidad de contaminación del alimento o proliferación de microorganismos 2 Los productos se encuentran rotulados de conformidad con las normas sanitarias ALMACENAMIENTO DE PRODUCTO TERMINADO El almacenamiento del producto terminado se realiza en un sitio que reúne requisitos sanitarios, exclusivamente destinado para este propósito que garantiza el mantenimiento de las condiciones sanitarias del alimento 2 El almacenamiento del producto terminado se realiza en condiciones adecuadas (temperatura, humedad, circulación del aire, libre de fuentes de contaminación, ausencia de plagas, etc.) 2 Se registran las condiciones de almacenamiento. 1 Se llevan control de entrada, salida y rotación de los productos. 2 El almacenamiento de los productos se realiza ordenadamente, en pilas, sobre estibas apropiadas, con adecuada separación de las paredes y del piso 2 Los productos devueltos a la planta por fecha de vencimiento se almacenan en un área exclusiva para este fin y se llevan registros de cantidad de producto, fecha de vencimiento y devolución y destino final CONDICIONES DE TRANSPORTE Las condiciones de transporte excluyen la posibilidad de contaminación y/o proliferación microbiana N/O El transporte garantiza el mantenimiento de las condiciones de conservación requerida por el producto (refrigeración, N/O 39
40 congelación) Los vehículos con refrigeración o congelación tienen adecuado mantenimiento, registro y control de temperatura. N/A Los vehículos se encuentran en adecuadas condiciones sanitarias, de aseo y operación para el transporte de los productos N/O Los productos dentro de los vehículos son transportados en recipientes o canastillas de material sanitario N/O Los vehículos son utilizados exclusivamente para el transporte de alimentos y llevan el aviso " transporte de alimentos" N/O PUNTAJE OBTENIDO SALUD OCUPACIONAL Existen equipos e implementos de seguridad en funcionamiento y bien ubicados (extintores, campanas extractoras de aire 2 Los operarios están dotados y usan los elementos de protección personal requeridos (gafas, cascos, guantes de acero, abrigos, botas, etc.). 2 El establecimiento dispone de botiquín dotado con los elementos mínimos requeridos 2 PUNTAJE OBTENIDO 6 7. ASEGURAMIENTO Y CONTROL DE CALIDAD 7.1 VERIFICACIÓN DE DOCUMENTACIÓN Y PROCEDIMIENTOS Se tienen políticas claramente definidas y escritas de calidad. 0 Posee especificaciones técnicas de productos terminados que incluyan criterios de aceptación, liberación o rechazo de productos 0 40
41 TABLA 2: CONTINUACION Existen manuales, catálogos, guías o instrucciones escritas sobre equipos, procesos, condiciones de almacenamiento y distribución. 0 Existen manuales de las técnicas de análisis de rutina vigentes y validados a disposición del personal del laboratorio a nivel de fisicoquímica y microbiología y organoléptico. 0 Cuenta con manuales de operación estandarizados tanto para los equipos de laboratorio de control de calidad como de las líneas de proceso. N/A Existen planes de muestreo, métodos de ensayo y procedimientos de laboratorio. N/A Los procesos de producción y control de calidad están bajo responsabilidad de profesionales o técnicos capacitados CONDICIONES DEL LABORATORIO DE CONTROL DE CALIDAD La planta cuenta con laboratorio propio SI o NO, si la respuesta es SI continúe a partir del punto siguiente. NO La planta cuenta con laboratorio externo 2 PUNTAJE OBTENIDO 3 En la tabla 3 se consolida los puntajes obtenidos después del diagnostico, relacionando la calificación obtenida de la suma de las calificación desde 0 a 2 de cada uno de los aspectos versus el puntaje máximo, de la cual concluye los principios críticos son: Instalaciones sanitarias con 5 puntos, personal manipulador 17, condiciones de saneamiento 25 y el principio de aseguramiento y control de calidad con 3 puntos. 41

42 No obstante, se asume la falencia de evaluación del formato adjudicado al INVIMA, ya que la calificación es numérica de 0 a 2 de los puntos evaluados; asignada por un ente evaluador del INVIMA bajo la subjetividad y experiencia del mismo, donde 0 es no cumple, 1 cumple parcialmente y 2 cumple. Una evaluación numérica se esperaría sea estimada y calculada, pero la característica dada a cada numero de calificación es según la apreciación del evaluador; allí es donde radica la imprecisión de la evaluación. Debido a esto a largo de ese trabajo se mide la implementación no a través de indicadores, sino del cumplimiento del principio pasando de 0 hasta 2. Tabla 3. Consolidado Buenas Prácticas de Manufactura Por esto es necesario presentar cuantificada la información de forma porcentual en la figura 5 y articularla a un cumplimiento ya que en adelante la implementación está sujeta a cumplir parcial o totalmente con el principio y aspecto de verificación del formato base del cual se partió, formato IVS-AL01 Acta de Visita de Inspección Sanitaria a Fábricas de Alimentos, MIN PROTECCION SOCIAL. 42

43 Figura 5. Grafica % de Cumplimiento A continuación se presenta los puntos evaluados en cada principio condicionados por un color según el porcentaje obtenido, es decir semáforo del estado de cumplimiento. Tabla 4. Análisis en semáforo de la evaluación de BPM 43

44 Entrando más en detalle los aspectos críticos y que requieren mayor atención son 3.2 Educación y capacitación, 4.4 Limpieza y desinfección, 5.3 Materias primas e insumos y 7.2 Verificación de documentación y procedimientos. En estos aspectos el objetivo es cumplir más del 80% de implementación y mejorar en cada principio los recursos que impactan globalmente la empresa, como es el recurso humano, la infraestructura en cuanto a la imagen corporativa, la materia prima y una de las bases para la administración: la documentación. En adelante se prestara toda la atención a los componentes necesarios para la consecución de los objetivos que se derivan del diagnostico en BPM, es decir para el cumplimiento de cada uno de los aspectos qué una vez logrados garantizará 44
45 que los productos fabricados en la empresa Hielo Glaciar estén en condiciones sanitarias adecuadas y se disminuyan los riesgos inherentes a la producción. Para lograr el cumplimiento de las condiciones sanitarias, el proceso de planeación será de tipo operativo, porque no se hará énfasis en la toma de decisiones sino en la parte inicial de identificación y desarrollo de alternativas, siendo la parte que se adelanto con el diagnostico de los 7 principios de BPM; en la ejecución de las alternativas una vez se presente la implementación de las condiciones necesarias para el cumplimiento y finalmente la presentación de toda la propuesta realizada en cuanto los recursos que fueron necesarios para la ejecución del plan. Es importante señalar que esta propuesta académica basada en el decreto 3075 de 1997 constituye un base de mejoramiento de los procesos, instalaciones e información; donde el progreso que se alcance con la planeación de la implementación de las condiciones para el cumplimiento de la BPM es la plataforma de otros programas y estrategias de mayor impacto tanto en la calidad del producto como en la gestión de mercado del mismo. Igualmente la planeación es fundamental en adelante porque ayudará a lograr una aplicación más efectiva de los recursos financieros y materiales, el cual en la empresa Hielo Glaciar son escasos. 45
46 5. RESULTADOS: ANALISIS DEL DIAGNOSTICO SANITARIO DE LA EMPRESA HIELO GLACIAR Con el fin de dar cumplimiento a los principios con calificación critica y consecuente con los resultados de la Tabla 3. Consolidado Buenas Prácticas de Manufactura, se procedió a elaborar las siguientes recomendaciones en la empresa Hielo Glaciar, que busca definir un marco normativo basado en los Principios Generales de las BPM y se presentan algunas de las condiciones generales esenciales para lograr total inocuidad de los productos y la satisfacción de los clientes EDIFICACIÓN E INSTALACIONES En general, las instalaciones se definen como el terreno, la bodega y los equipos utilizados para la proceso de producción en el contexto de la capitalización de la organización; para que estos recursos se consideren utilizados, necesariamente deben ser medidos en cuanto a la eficacia del uso. En la medida en que se mejoren las condiciones de estos tres recursos se proyecta exista un efecto positivo en el costo y capacidad de operación. A continuación se presentan los principales aspectos considerados para acondicionamiento del primer principio de las BPM, en cuanto a Localización y accesos, Diseño y construcción, Abastecimiento de agua, Disposición de residuos sólidos, Instalaciones sanitarias y Condiciones específicas del área de producción. Localización y accesos La empresa Hielo Glaciar está ubicada en la zona centro de Cali, alrededor de empresas y locales comerciales en una calle vehicular totalmente pavimentada, lo que le permite estar fuera de focos de contaminación; sin embargo la arquitectura de la planta no está a prueba de roedores ya que presenta aberturas en las puertas y claraboyas del segundo piso. 46
47 Por lo que resulta necesario adecuar la edificación ajustando la única puerta de acceso, para que no quede con aberturas en la parte inferior y se distinga la entrada de la salida y de esta forma evitar la contaminación cruzada, para la entrada que se documenta en la fotografía 3. En las claraboyas del segundo piso es necesario instalar una malla anti insectos. Fotografía 3. Puerta de acceso principal Diseño y construcción Teniendo en cuenta que la edificación debe poseer una adecuada separación física y funcional de aquellas áreas donde se realizan operaciones de producción susceptibles de ser contaminadas por otras operaciones o medios de contaminación presentes en las áreas adyacentes, la empresa Hielo Glaciar debe 47
48 realizar una re distribución en la recepción y salida de producto ya que la edificación solo cuenta con una puerta de acceso principal al igual que el cuarto frío, para esto necesita hacer lo siguiente: Figura 6. Plano de planta Hielo Glaciar, 2009 En la entrada de acceso a la planta, demarcar una zona para entrada de personal y material al lado derecho de la puerta; y del lado izquierdo, la salida de producto y recepción de clientes, quedando adyacente a la salida del cuarto frío. Como se muestra en la Figura 6 Plano de planta Hielo Glaciar, 2009 en dónde se pintó de color amarillo la entrada y salida. 48
49 Para el cuarto frío acondicionar una puerta en la parte del fondo que da al área de producción, permitiendo que la puerta existente quede únicamente de salida de producto terminado. Igualmente, se descubre la posibilidad de encontrar un mejor método disponible para llevar a cabo la operación de transporte y almacenamiento a lo largo del proceso de producción del hielo en bloque, triturado y en cubo. Teniendo en cuenta que ninguna operación se estudia por sí misma, sino que se toma como parte de un proceso así mismo son las mejoras esperadas, es decir globales para la empresa que pueden ser tanto en el costo del producto como en la calidad del mismo. En la medida en que la distribución del lugar de trabajo que se asigna a un operario, determina los movimiento de este al hacer su trabajo; la adecuación de la puerta en la parte del fondo del cuarto frio Fotografía 4 permite realizar un menor desplazamiento del operario para llevar a cabo la operación de almacenamiento del producto al transportarlo hasta el punto intermedio antes de la distribución, siendo menor el tiempo en 15 segundos por cada bloque (105 bloques/día). Este cambio representa también una mejora en las condiciones de trabajo, ya que disminuye la fatiga de trabajo causada por el desplazamiento de 6,2 metros repetitivamente. 49
50 Fotografía 4. Puerta de acceso producción cuarto frio 50
51 Figura 7. Plano 2 Planta Hielo Glaciar,
52 Por otro lado, considerando el plano 2 de la Planta, se recomienda señalizar el proceso: picar hielo, cargue, descargue y desmolde de maquinas de bloque, fabricación de hielo en cubos, recepción y salida de producto terminado, con pintura alquílica mas catalizador de color amarillo y negro, en el piso a una distancia de 70 cm alrededor de cada máquina o proceso. Señalizar los equipos: Trituradora, maquina de cubos, salmuera 1, 2 y 3, cuarto frío, con letreros en acrílico legibles y a la vista de color azul y letras blancas. Señalizar las áreas: producción, oficina y caja, cuarto de maquinas, recepción y salida de producto terminado, pasillo de flujo peatonal, cafetín y baños, con letreros en acrílico de color negro y letras blancas. Señalizar la red de tuberías: considerando la norma técnica colombiana NTC 3458 el cual establece códigos de colores para la identificación de tuberías en instalaciones industriales 8, como aparece en la tabla 5. Para el caso de la empresa Hielo Glaciar es necesario usar el color verde para la red de agua potable que es totalmente visible encima de las maquinas salmueras; el color naranja para la instalación eléctrica que alimenta a cada máquina a través de la caja de control y el color gris que da a la recepción la red telefónica. 8 Unidad Administrativa Especial de Aeronáutica Civil, Protocolo para el programa de señalización y demarcación de áreas, espacios y dependencias de la unidad administrativa especial de aeronáutica civil, Buenaventura, 2003, pág Consultado 22 de febrero de [on line] 52

53 Tabla 5. Colores de Identificación de tuberías Abastecimiento de agua En Hielo Glaciar el abastecimiento de agua es un requisito muy importante ya que este recurso se utiliza como materia prima; debido a esto poseen tres tanques de almacenamiento de agua con capacidad 1000, 500 y 250 litros suficiente para abastecer un día completo de producción, con la presión y proceso de filtración adecuada para que sea potable. Fotografía 5. Tanque de almacenamiento y filtros de agua 53
54 La empresa tiene un contrato con el Laboratorio MicroQuim Ltda.; para realizar mensualmente prueba de laboratorio microbiológico y físico químico, el procedimiento es el siguiente: un funcionario de la empresa recoge la muestra y registra el nombre, lugar, fecha y hora. En el laboratorio analizan el recuento de bacterias mesófilas, coliformes totales y Ecoli utilizando como método la Filtración por membrana; en el análisis físico químico se mide el PH a través del potenciómetro, la turbiedad utilizando el método 2130B y la Alcalinidad con el método 2320B de titulación. Posteriormente envían el informe de resultado de acuerdo a la codificación de la muestra y el Decreto 1575 Marzo 2007 Resolución Cabe resaltar que el laboratorio es certificado en ISO 9001:2000 SGS, el resultado promedio desde junio del 2009 a Marzo de 2010 se presenta a continuación: Tabla 6. Promedio de resultado pruebas de laboratorio 54

55 Por otro lado, para garantizar internamente la calidad del agua, se necesita diseñar e implementar el cuadro de Control y Medición de Cloro Residual y ph de Agua, como se presenta en la tabla 7; el procedimiento es muy sencillo: el operario toma una muestra de agua del tanque en el comprobador de dos tubos, vierte 5 gotas de rojo fenol en el primer tubo de ensayo para determinar el ph; en el otro tubo 5 gotas de (OTO) ortotolidina 0,10% hidrocloriacido 3,75 como determinador de cloro residual, agita y espera que color arroja el indicador en ambos casos y compara con el color del comprobador para determinar la medida y registra, firmando día y nombre. 55
56 Tabla 7 Control y Medición de Cloro Residual y ph de Agua Disposición de residuos sólidos Para la recolección de residuos sólidos la empresa utiliza como recolector la empresa Metropolitana de Aseo de Cali EMAS S.A E.S.P, el cual periódicamente recoge los desechos directamente en la puerta como se dispone en el Decreto 1713 de el cual establece las normas orientadas a reglamentar el servicio público de aseo en el marco de la gestión integral de los residuos sólidos ordinarios. Para garantizar que internamente no se contamine las áreas y productos es necesario diseñar el Procedimiento de Desechos sólidos y fijar un espacio como Central de Residuos para comenzar el proceso de sensibilización y reciclaje. 9 Colombia. Decreto 1713 de 2002: Reglamentación del Servicio Público de Aseo y la Gestión de Residuos Sólidos, consultado en 24 de febrero de
57 Cumpliendo con lo estipulado en las normas sanitarias vigentes: Los residuos sólidos deben ser removidos frecuentemente de las áreas de producción y disponerse de manera que se elimine la generación de malos olores, el refugio y alimento de animales y plagas y que no contribuya de otra forma al deterioro ambiental. Además, el establecimiento debe disponer de recipientes, locales e instalaciones apropiadas para la recolección y almacenamiento de los residuos sólidos. 1. OBJETIVO Establecer el procedimiento básico de limpieza y desinfección de equipos, utensilios y superficies del área de proceso, que permitan evitar la contaminación microbiológica y física del producto. 2. ALCANCE Aplica a toda la planta en las actividades de procesamiento, almacenamiento y comercialización. 3. RESPONSABLE El personal manipulador del producto en cualquier estado del proceso de producción y el administrador asegurando el debido cumplimiento. 4. TERMINOS RELACIONADOS (DEFINICIONES) DESINFECCION - DESCONTAMINACION: Es el tratamiento físico-químico o biológico aplicado a las superficies limpias en contacto con el alimento con el fin de destruir las células vegetativas de los microorganismos que pueden ocasionar riesgos para la salud pública. 57
58 HIGIENE DE LOS ALIMENTOS: Son el conjunto de medidas preventivas necesarias para garantizar la seguridad, limpieza y calidad de los alimentos en cualquier etapa de su manejo. LIMPIEZA: Es el proceso o la operación de eliminación de residuos de alimentos u otras materias extrañas o indeseables. MANIPULADOR DE ALIMENTOS: Es toda persona que interviene directamente y, aunque sea en forma ocasional, en actividades de fabricación, procesamiento, preparación, envase, almacenamiento, transporte y expendio de alimentos. 5. PASOS A SEGUIR (FLUJOGRAMAS O ACTIVIDADES NARRADAS) Los siguientes pasos se describirán por cada superficie en contacto con el producto. PISOS 1. Barrer todos los residuos sólidos y recogerlos en bolsas de color indicado. 2. Trapear toda la superficie, retirar todo el exceso de agua que favorece el crecimiento microbiano. 3. Aplicar con el trapeador solución a 100 ppm de desinfectante a base de hipoclorito de sodio 4. Remover la solución desinfectante con el trapeador humedecido en agua Nota: un día a la semana esta rutina cambiara y la solución desinfectante será estregada con una escoba de cerdas gruesas con el fin de eliminar suciedad incrustada. PARED 1. Humedecer la pared con abundante agua 2. Aplicar solución limpiadora 3. Estregar con paño abrasivo 4. Enjuagar con agua 58
59 5. Realizar aspersión con solución a 200 ppm hipoclorito de sodio, dejar en contacto por 10 minutos 6. Enjuagar con abundante agua LAMPARAS 1. Aplicar solución limpiadora con paño humedecido 2. Retirar la solución con paño humedecido solo con agua 3. Aplicar solución a 200 ppm hipoclorito de sodio con paño humedecido, dejar en contacto por 10 minutos 4. Retirar la solución de hipoclorito con paño humedecido solo con agua BAÑOS 1. Humedecer con agua las superficies (piso, paredes, techo, sanitario, lavamanos) 2. Aplicar solución limpiadora 3. Estregar con paño abrasivo las paredes y con cepillo de cerdas fuertes los pisos, techo, sanitario, lavamanos 4. Enjuagar con agua 5. Realizar aspersión con solución a 200 ppm hipoclorito de sodio, dejar en contacto por 10 minutos 6. Enjuagar con agua GANCHOS PARA HIELO EN BLOQUE 1. Aplicar solución limpiadora 2. Estregar con paño abrasivo teniendo especial cuidado con las intersecciones 3. Enjuagar con agua 4. Realizar inmersión con solución a 200 ppm hipoclorito de sodio, dejar en contacto por 10 minutos 5. Enjuagar con abundante agua 59
60 MAQUINA HIELO EN CUBOS 1. Suspender la conexión eléctrica 2. Desocupar el equipo de producto y herramientas 3. Humedecer la maquina con abundante agua 4. Aplicar solución limpiadora 5. Estregar con paño abrasivo teniendo especial cuidado con las intersecciones 6. Enjuagar con agua 7. Realizar aspersión con solución a 200 ppm hipoclorito de sodio, dejar en contacto por 10 minutos 8. Enjuagar con abundante agua MOLDES DE HIELO 1. Humedecer con agua las superficies 2. Aplicar solución limpiadora 3. Estregar con paño abrasivo las paredes y con cepillo de cerdas fuertes los pisos, techo, sanitario, lavamanos 4. Enjuagar con agua 5. Realizar aspersión con solución a 200 ppm hipoclorito de sodio, dejar en contacto por 10 minutos 6. Enjuagar con agua y secar superficie interna CUARTO FRIO 7. Suspender la conexión eléctrica 8. Desocupar el cuarto frío de producto, los sobrantes de hielo retirarlos con agua 9. Aplicar solución limpiadora 10. Estregar con paño abrasivo teniendo especial cuidado con los ángulos internos y estibas 11. Enjuagar con agua 60
61 12. Realizar aspersión con solución a 100 ppm hipoclorito de sodio, dejar en contacto por 10 minutos 13. Enjuagar con abundante agua NORMAS (POLITICAS) Cada empleado debe velar por la limpieza diaria de los equipos y herramientas (guantes, gancho y pica hielo) a su cargo. Al presentarse cualquier derrame de materias primas, en proceso o producto terminado, el empleado del área debe realizar inmediatamente una limpieza para evitar la contaminación cruzada o posibles accidentes. Al terminar cada operación debe realizarse el procedimiento de limpieza adecuado y dejar secos al interior las herramientas utilizadas, con el fin de que permanezcan limpios y sin posibilidad de contaminación microbiológica o física; el mismo proceso debe realizarse al empezar cada operación. Los productos utilizados en este procedimiento deben estar incluidos dentro de la lista de productos aprobados para uso en proceso con alimentos, deben contar con fichas técnicas y recepción antes de su uso. Cada seis meses el administrador debe realizar un seguimiento a este procedimiento, revisando las Lista de chequeo, los productos utilizados, el campo de aplicación y aspectos necesarios, de esta actividad deberá realizar la socialización respectiva. 6. FORMATOS Y REGISTROS DEL PROCESO Anexo 1. Lista de Chequeo 7. ANEXOS Anexo 1 Lista de Chequeo 61

62 Anexo 2 Productos Anexo 3 Implementos 8. CAMBIOS EN EL DOCUMENTO 12 de marzo de Cambio de producto para desinfección de superficies. Aprobó administrador. 62
63 Instalaciones sanitarias Considerando que en la empresa Hielo Glaciar no existe posibilidad de construir otro baño, se debe contar con el que hay en la segunda planta y adecuarlo según las normas exigidas por Salud ocupacional, como es en el número de servicios higiénicos, recinto, señalización y dotación. Para la empresa es necesario señalizar el baño como Unisex, teniendo en cuenta que hay mayor número de personal de sexo masculino, pero hay una mujer laborando y el personal de visita; igualmente reforzar este aviso con otros alusivos a prácticas de higiene, con las siguientes frases e imágenes alusivas: Quítese pulseras, cadenas, y todo adorno antes de comenzar a trabajar. Deje la ropa de calle en los vestuarios. Si usa guantes no olvide cambiarlos o limpiarlos como si se tratara de sus propias manos. No fume, no coma, ni salive en su puesto de trabajo En caso de tener alguna herida cúbrala con material impermeable. Lave sus manos a conciencia cada vez que entre al área de trabajo. Por otro lado, el baño de la empresa utilizaba un porta rollo de papel higiénico tradicional, con jabón de baño con olor para limpiar las manos y sin toalla de secar. Para mejorar las condiciones de desinfección del personal y garantizar que no se presente contaminación en los materiales y productos, es importante instalar a través de la empresa Kimberly Clark un dispensador para papel higiénico, jabón espuma y toalla de mano accionado automáticamente. 5.2 EQUIPOS Y UTENSILIOS Para el segundo principio de las BPM se analiza y recomienda adecuar en general los materiales en los que deben estar hechos los utensilios utilizados para el 63
64 proceso de producción del hielo, deben tener características en cuanto al acabado liso, no poroso, no absorbente y estar libres de defectos, ya que pueden atrapar partículas de alimentos o microorganismos que afectan la calidad sanitaria del producto. Y las superficies de los equipos en contacto con el producto deben ser inerte, fácilmente accesible para la limpieza. Para adecuar los equipos y utensilios del área de producción de la empresa Hielo Glaciar, es necesario revisar el material del que se fabricaron ya que estos presentan corrosión y desgaste, principalmente en la maquina salmuera y la Trituradora, según lo que arrojo el diagnostico. Para los equipos es necesario implementar el Programa de Mantenimiento anual, donde se realizó un inventario y hoja de vida de cada uno de los equipos y parte de mobiliario; luego en un cronograma anual se planeó el mantenimiento preventivo de cada uno, para posteriormente controlar el mantenimiento correctivo a través de órdenes de servicio, solicitados cada vez que se repare. 1. OBJETIVO Programar el mantenimiento anual de la maquinaria y equipo, muebles y enseres e infraestructura de los activos de la empresa Hielo Glaciar. 2. ALCANCE Aplica en toda la empresa, a la maquinaria y equipo, muebles y enseres e infraestructura. 3. RESPONSABLE El personal responsable del uso de los equipos, el administrador asegurando el cumplimiento del programa, con personal idóneo para el mantenimiento y planeando el cronograma anual. 64
65 4. TERMINOS RELACIONADOS (DEFINICIONES) Mantenimiento Preventivo: es una actividad programada de inspecciones, tanto de funcionamiento como de seguridad, ajustes, reparaciones, análisis, limpieza, lubricación, calibración, que deben llevarse a cabo en forma periódica en base a un plan establecido. Mantenimiento Correctivo: Aquel que está orientado al diagnostico y reparación del equipo cuando se presenta un problema técnico. 5. PASOS A SEGUIR (FLUJOGRAMAS O ACTIVIDADES NARRADAS) 1. Planear el mantenimiento preventivo de la maquinaria y equipo anualmente, antes del primer mes de cada año. Proyectar el mantenimiento en el anexo 1. Cronograma de Mantenimiento Preventivo para cada uno de los activos. 2. Realizar el mantenimiento preventivo de acuerdo al Cronograma establecido y consignar la práctica en el formato Anexo 2. Rutina de Mantenimiento Preventivo 3. Anexar la rutina de mantenimiento preventivo a la Hoja de vida del activo 4. Para cada mantenimiento correctivo, consignar la practica en el Anexo 3. Formato Solicitud de servicio, especificando la reparación. 6. NORMAS (POLITICAS) El administrador deberá trimestralmente revisar el cumplimiento del cronograma de mantenimiento. Verificar los materiales usados en cada caso. Evaluar el mantenimiento correctivo en cada caso y crear estrategias preventivas, socializar con el equipo de trabajo. 7. FORMATOS Y REGISTROS DEL PROCESO Anexo 1. Cronograma de Mantenimiento Preventivo Anexo 2. Rutina de Mantenimiento Preventivo Anexo 3. Formato Solicitud de servicio 65

66 8. ANEXOS Anexo 1. Cronograma de Mantenimiento Preventivo Anexo 2. Rutina de Mantenimiento Preventivo Anexo 3. Formato Solicitud de servicio 66
67 9. CAMBIOS EN EL DOCUMENTO La justificación natural de la necesidad de realizar el proceso de mantenimiento, es que la empresa requiere que sus instalaciones y equipos estén en buenas condiciones de operación para cumplir con las responsabilidades y objetivos en el uso de las mismas. Otro efecto, es la interrupción del proceso o en la programación del proceso dado que no existe mantenimiento correctivo en el instante que un equipo presenta fallas, lo cual pude traer consecuencias con la relación de los clientes directamente en el incumplimiento de pedidos. Uno de los elementos importantes para hacer más efectivo el proceso de mantenimiento es la comunicación, ya que de esta depende la asignación y consecución de responsabilidades. Otro elemento es la información, ya que históricamente a través de la hoja de vida del equipo se recogen los datos más relevantes para analizar para el costo, periodicidad y materiales usados. El cronograma de mantenimiento preventivo que se planteo para el 2010 es el siguiente: 67
68 Tabla 8 Cronograma de Mantenimiento Preventivo 68
69 En el cronograma de mantenimiento preventivo cabe resaltar que los responsables de los equipos es personal externo; la fecha de programación es cíclica y la ubicación corresponde a la siguiente división imaginaria del espacio físico en la bodega: Figura 8. División física de la bodega Para el proceso de almacenamiento en el cuarto frio, es preciso llevar un registro de temperaturas diario, utilizando el reloj interno de temperatura del cuarto para realizar la medición; para el registro se diseñó la siguiente tabla: Tabla 9 Control de Temperatura Cuarto Frio 69
70 5.3 PERSONAL MANIPULADOR DE ALIMENTOS En el tercer principio evaluado en el diagnostico se reviso el proceso que se lleva a cabo con el recurso humano de la empresa, debido a que el personal manipulador del producto debe tener un reconocimiento médico para desempeñar las funciones, las razones clínicas se refieren a las epidemiológicas. Igualmente la educación y capacitación del personal en prácticas higiénicas del producto. Estado de salud El Gerente de la empresa se deberá comprometer en planear una jornada de revisión médica, sobre todo en temas dermatológicos y respiratorios, esto debe procurar hacerse periódicamente y llevar control por persona o paciente; para evitar contaminación del producto por ser foco medio ambiental de infección. 70
71 Educación y capacitación Como se trata de evitar al máximo la contaminación de los alimentos, es necesario que el personal conozca prácticas higiénicas en la manipulación de alimentos, esto se puede conseguir con una capacitación con un ente calificado y que pueda dar una certificación. Por otro lado, para contribuir a la cultura se diseñaron mensajes alusivos que incentiven realizar prácticas higiénicas. Figura 9. Letrero con mensaje alusivo a prácticas higiénicas Figura 10. Letrero con mensaje alusivo a prácticas higiénicas 71
72 Igualmente, se debe diseñar un plan de dotación según lo establece la ley para todos los empleados cuya remuneración mensual sea hasta dos veces el salario mínimo y que en la fecha de entrega haya cumplido tres meses de laborar en la empresa 10 ; en la empresa Hielo Glaciar aplica para todos los empleados y la dotación consta de botas plásticas de color amarillo especiales para condiciones húmedas y overol blanco para los operarios de la planta; para los mensajeros botas con platina adelante, jean azul oscuro y camiseta con logo institucional, como se describe en la Tabla 10. Permanente debe estar a disposición de los empleados gorros, tapa bocas y guantes desechables antialérgicos y no tóxicos, con propiedades de transpiración y antiestáticos. 10 Cartilla práctica de aspectos laborales, Cámara de comercio de Bogotá, Legis, Consultado en: el 22 de febrero de

73 Tabla 10 Plan de Dotación 5.4 REQUISITOS HIGIÉNICOS DE FABRICACIÓN En este principio se consideran las condiciones de la materia prima, el almacenamiento y el producto terminado, las operaciones de fabricación y prevención de contaminación cruzada. Materias primas, insumos y materiales de empaque La principal materia prima para la fabricación del hielo es el agua, como se explico en el punto de abastecimiento de agua del principio 1 Edificación e instalación se diseño e implemento el registro Control y Medición de Cloro Residual y ph de Agua (Tabla 7) para controlar este recurso internamente, igualmente se explico el proceso que se lleva a cabo con el Laboratorio externo contratado para la verificación mensual de la calidad del agua. 73
74 Por otro lado, para el almacenamiento en los tanques se garantiza la calidad del agua a través del procedimiento de Limpieza y desinfección, como se presenta más adelante en el principio 5 de Saneamiento. En cuanto al envase, para las referencias hielo en cubo de 3 y 5 Kg se utiliza bolsa de densidad alta y calibre 3, además es impresa. Para esta bolsa se considero que el material fuera tipo atoxico y no presentara ningún tipo de riesgo químico y contaminación microbiológica para la salud, adicional presenta un sistema de marcado por impresión en la superficie externa. El hielo triturado de 6,25 Kg. Y 12,5 Kg. y bloque, se utiliza bolsa de calibre1.8 y baja densidad sin impresión, como aparece en la Fotografía 6. Fotografía 6. Empaque de hielo en bloque y cubos de 3 kg. Para el insumo indirecto de fabricación como es la sal mariana, no se tiene un stock de inventario, sino que se considera un justo a tiempo en la medida 74
75 que la cantidad que se programe utilizar para aumentar la concentración de sal (NaCl) se envía la orden de compra al proveedor. Esta sal se utiliza como refrigerante secundario en las maquinas (salmuera) de hielo en bloque, que por su bajo punto de congelación se usa como medio de transmisión de calor. Igual sucede con el gas refrigerante R22. Operaciones de fabricación La empresa Hielo Glaciar para cumplir con los requisitos en las operaciones de fabricación se requiere cumplir con lo siguiente: Diseñar e implementar los registros de control de limpieza y conservación para reducir el crecimiento potencial de micro organismos, como es la tabla 7 Control y Medición de Cloro Residual y ph de Agua y la Tabla 9 Control de Temperatura Cuarto Frio para controlar los factores físicos de temperatura y calidad del agua. Con el objetivo de garantizar que las fluctuaciones de temperatura y otros factores no contribuyan a la descomposición o contaminación del alimento. Se estableció como puntos críticos del proceso: llenado del tanque de agua, empaque del hielo y almacenamiento en cuarto frio. Por esta razón se debe implementar en estos puntos los procedimientos de control físico, químico y organoléptico, con el fin de prevenir o detectar cualquier contaminación en el producto semi elaborado y terminado. De acuerdo a la Figura 1, 2 y 3 Diagramas de Flujo, adicional a los registros que se llevan de temperatura, ph y cloro, es necesario registrar la percepción y evaluación organoléptica que realizan los operarios en la operación de empaque, esto se sugirió al gerente; Ya que hasta el momento la evaluación de producto terminado se sigue realizando por inspección visual. 75
76 Así mismo para evitar condiciones donde se prolifere micro organismos contaminantes se debe diseñar e implementar el programa de saneamiento, que se presenta en el siguiente principio; (Procedimiento de desechos sólidos, Procedimiento de Limpieza y Desinfección, Procedimiento de Control de Plagas del programa de saneamiento). Prevención de la contaminación cruzada Para prevenir la contaminación cruzada en la empresa Hielo Glaciar se deben adoptar las siguientes normas de higiene en la producción, retro alimentándose a los empleados y haciéndose firmar acta de compromiso de cumplimiento. OBJETIVO: En las operaciones de fabricación, envasado y almacenamiento se tomaran medidas eficaces para evitar la contaminación de los alimentos. NORMAS: Las personas que manipulen materias primas o productos semi elaborados susceptibles de contaminar el producto final no deben entrar en contacto con ningún producto final, mientras no se cambien de indumentaria y adopten las debidas precauciones higiénicas y medidas de protección. Cuando exista el riesgo de contaminación en las diversas operaciones del proceso de fabricación, el personal deberá lavarse las manos entre una y otra manipulación del producto. Todo equipo y utensilio que haya entrado en contacto con materias primas o con material contaminado deberá limpiarse y desinfectarse cuidadosamente antes de ser nuevamente utilizado. 76
77 5.5 ASEGURAMIENTO Y CONTROL DE LA CALIDAD Todas las fábricas de alimentos deben contar con un sistema de control y aseguramiento de la calidad, el cual debe ser esencialmente preventivo y cubrir todas las etapas de procesamiento del alimento, desde la obtención de materias primas e insumos, hasta la distribución de productos terminados. En cuanto al agua, teniendo este elemento como materia prima se asegura la calidad a través del Programa de Control de Calidad del agua, el cual reúne todos los aspectos mencionados anteriormente en cada capítulo de este trabajo. Como se expone a continuación: 1. OBJETIVO Establecer el procedimiento básico de control y calidad del agua, que garantice el proceso de limpieza de los tanques de almacenamiento, análisis de muestra del líquido en laboratorio externo y muestreo interno en la medición del cloro residual y ph. 2. ALCANCE Aplica al proceso de almacenamiento de agua, para disposición en el llenado de los moldes como materia prima del hielo en bloque. 3. RESPONSABLE El personal manipulador en cualquier estado del proceso de producción y el administrador asegurando el debido cumplimiento. 4. TERMINOS RELACIONADOS (DEFINICIONES) 5. PASOS A SEGUIR (FLUJOGRAMAS O ACTIVIDADES NARRADAS) PASO 1. Protocolo lavado de tanques Desocupar el tanque de agua, hasta quedar en un nivel mínimo Aplicar solución limpiadora en las superficies interiores 77
78 Limpiar con cepillo de cerdas gruesas al interior y Limpiar con paño abrasivo en la superficie exterior Enjuagar todo el tanque con suficiente agua. Nota: Esta actividad debe realizarse cada diez días, o según análisis del administrador dado por la turbiedad del liquido y otros factores. PASO 2. Análisis laboratorio microbiológico y físico químico El administrador recoge la muestra y registra el nombre, lugar, fecha y hora. Entrega la muestra al laboratorio, el cual analiza el recuento de bacterias mesófilas, coliformes totales y Ecoli utilizando como método la Filtración por membrana; en el análisis físico químico se mide el PH a través del potenciómetro, la turbiedad utilizando el método 2130B y la Alcalinidad con el método 2320B de titulación. Posteriormente envían el informe de resultado de acuerdo a la codificación de la muestra y el Decreto 1575 Marzo 2007 Resolución El administrador una vez recibe el resultado, analiza, evalúa y propone las acciones necesarias según el resultado El administrador archiva el resultado en AZ Resultados de Laboratorio PASO 3. Control y Medición de Cloro Residual y ph de Agua El operario toma una muestra de agua del tanque en el comprobador de dos tubos, vierte 5 gotas de rojo fenol en el primer tubo de ensayo para determinar el ph; En el otro tubo el operario vierte 5 gotas de (OTO) ortotolidina 0,10% hidrocloriacido 3,75 como determinador de cloro residual, agita y espera que color arroja el indicador en ambos casos El operario compara con el color del comprobador para determinar la medida y registra, firmando día y nombre. NORMAS (POLITICAS) 78
79 De acuerdo a los resultados en la prueba de laboratorio, en caso de estar por debajo del valor admisible según resolución 2115 de 2007, el administrador deberá realizar la trazabilidad al producto, a través del lote fabricado en la fecha de la prueba; volver a realizar prueba sin importar que no se haya cumplido el mes; y tomar las acciones correctivas necesarias. De acuerdo a los resultados obtenidos en medición de cloro residual y ph del agua, el operario deberá reportar sí está en los límites admisibles. En caso de presentar acidez se disminuye agregando la mitad de la cantidad que tiene de agua; Si presenta menor cantidad de cloro se agrega hipoclorito hasta lograr la concentración indicada; si presenta límite superior en cloro se debe agregar la mitad de la cantidad que tiene de agua. Cada seis meses el administrador debe realizar un seguimiento a este procedimiento, revisando las Lista de chequeo, los productos utilizados, el campo de aplicación y aspectos necesarios, de esta actividad deberá realizar la socialización respectiva. 6. FORMATOS Y REGISTROS DEL PROCESO Cuadro de Control y Medición de Cl residual y ph 7. ANEXOS Anexo 1 Cuadro de Control y Medición de Cl residual y PH Anexo 2 Carpeta presentación proveedor MicroQuim Ltda. 8. CAMBIOS EN EL DOCUMENTO Por otra parte, dentro del sistema de control esta el procedimiento de control y aseguramiento de la calidad, el cual no se limita a los registros y muestras de laboratorio sino en general a decisiones vinculadas en la calidad del producto. A continuación el Protocolo de Calidad diseñado para la empresa: 1. OBJETIVO 79
80 Establecer las normas básicas que permitan garantizar la calidad del producto a lo largo del proceso de producción. 2. ALCANCE Aplica a toda la planta en las actividades de procesamiento, almacenamiento y comercialización. 3. RESPONSABLE El personal manipulador del producto en cualquier estado del proceso de producción y el administrador asegurando el debido cumplimiento. 4. TERMINOS RELACIONADOS (DEFINICIONES) Higiene de los alimentos: Son el conjunto de medidas preventivas necesarias para garantizar la seguridad, limpieza y calidad de los alimentos en cualquier etapa de su manejo. Materia prima: Son las sustancias naturales o artificiales, elaboradas o no, empleadas por la industria de alimentos para su utilización directa, fraccionamiento o conversión en alimentos para consumo humano. 5. PASOS A SEGUIR (FLUJOGRAMAS O ACTIVIDADES NARRADAS) Diagrama de Operaciones: Proceso hielo en bloque (Figura 2) Diagrama de Operaciones: Proceso hielo triturado (Figura 3) Diagrama de Operaciones: Proceso hielo en cubos (Figura 4) 6. NORMAS (POLITICAS) Especificaciones sobre las materias primas y productos terminados La materia prima utilizada en la empresa Hielo Glaciar es el agua que por reunir los requisitos organolépticos, físicos, químicos y microbiológicos, en las condiciones señaladas en el Decreto 475 de 1998, puede ser consumida por la población humana sin producir efectos adversos a la salud. 80

81 Las especificaciones de calidad para los productos: hielo en bloque, triturado y en cubos se refiere a las microbiologicas y fisicas en su apariecia, como se documenta a continuacion: 81

82 Documentación sobre planta, equipos y proceso. Todos los equipos dispuestos en la empresa Hielo Glaciar deben ser utilizados para los fines que fueron diseñados. La utilización de estos por parte del operario debe ser según procedimientos preestablecidos por el fabricante del equipo. Para obtener el mayor rendimiento del equipo es pertinente cumplir con el programa de mantenimiento preventivo, que asegure una disminución significativa de los riesgos de accidentes o paralización de la producción que afecten directamente la calidad del producto. Características generales de los equipos. Todos los equipos deben tener superficies lisas, en materiales adecuados que descarten la madera ya que deben ser fáciles de limpiar y desinfectar. Tampoco pueden ser integrados por materiales como el cadmio, zinc, antimonio, hierro. Deben ser desmontables para fácil acceso del mantenimiento. Las mesas de elaboración deben ser lisas, sin aristas, resistentes, lavables, des infectables e impermeables. Son factores que facilitan el mantenimiento y la limpieza de los equipos: Soldaduras correctamente realizadas, sin hendiduras, grietas, generando otras superficies que acumulen suciedad. Equipos de fácil desmonte y relativamente pocas piezas. Preferiblemente que las áreas del equipo que entran en contacto con el alimento no se encuentren pintadas, ya que la pintura se desgasta y cae en el producto; si el 82

83 equipo es pintado en parcialidad debe asegurarse la no toxicidad de la pintura y su adhesividad. Cualquier mantenimiento por pequeño que sea debe estar registrado con fecha y especificaciones pertinentes, (ver programa de mantenimiento). 83

84 Plan de muestreo Para el buen funcionamiento de la empresa es necesaria cualquier medida de regulación que permita un correcto sustento de las actividades realizadas y seguimiento de los planes de mejoramiento; para ello se establecen las siguientes inspecciones para el debido control de las acciones de la empresa Hielo Glaciar: 84
85 Inspección realizada por la Secretaria de Salud: es aquella en la que el gobierno a través de sus estamentos especializados evalúa el cumplimiento de los diferentes lineamientos por parte de las compañías manipuladoras / procesadoras de alimentos, con herramientas como el decreto 3075, que identifica las carencias que se puedan tener en cuanto a producción y el diseño de planta que le da base. Inspecciones internas: para el control interno de actividades se ha decidido estructurar las siguientes inspecciones realizadas por parte del personal correspondiente en la empresa, cuantificando los aspectos para tener herramientas de decisión: Inspecciones de materia prima: se refiere al cumplimiento del programa de control y calidad del agua. Inspección en puntos críticos: definiendo como punto crítico la operación de almacenamiento, se debe asegurar el registro de la temperatura Formato Control de Temperatura Cuarto Frio, ya que los cambios de temperatura en descongelamiento y congelamiento del agua pueden favorecer el crecimiento organismos microbianos. Inspecciones de producto terminado: se realizan con el objetivo de evaluar las características de cada lote, de cada tipo de producto según los estándares propuestos por la empresa Hielo Glaciar para sus productos, como se presenta en el primer punto. Dada las características de los productos esta inspección se refiere a los resultados de las pruebas físico-químicas del Programa de control y calidad del agua cuando la muestra es una porción del hielo En cuanto al hielo triturado y en cubos se debe asegurar el registro Inspección de producto terminado, con base en este registro se deben tomar las acciones correctivas necesarias a partir de los resultados desfavorables. 7. FORMATOS Y REGISTROS DEL PROCESO Inspección de Producto Terminado 8. ANEXOS 85
86 9. CAMBIOS EN EL DOCUMENTO < Detalle aquí los cambios realizados en el documento cuando este sea modificado 5.6 SANEAMIENTO Con el objetivo claramente definido de disminuir los riesgos de contaminación de los productos, como se menciono anteriormente se debe diseñar e implementar el Plan de Saneamiento con el compromiso de cumplimiento a cargo de la administración y todo el personal. Este plan de saneamiento consta de los siguientes procedimientos: Limpieza y desinfección; Control de plagas y desechos sólidos. En el primer principio 6.1. Edificación e Instalaciones se presento el procedimiento de Limpieza, a continuación los dos restantes: 1. OBJETIVO Evitar que los residuos sólidos contaminen los productos y las superficies de contacto. Garantizar un estado de saneamiento óptimo en la comunidad. 86
87 2. ALCANCE Aplica a toda la planta en las actividades de procesamiento, almacenamiento y comercialización 3. RESPONSABLE El personal manipulador del producto en cualquier estado del proceso de producción. El administrador asegurando el debido cumplimiento y contratación de una empresa externa que asegure la disposición final de los residuos 4. TERMINOS RELACIONADOS (DEFINICIONES) Desechos industriales: Son todos aquellos desechos producidos por las actividades, productos y servicios de la compañía, en sus operaciones, en condiciones normales o anormales. Desechos orgánicos: Compuestos que contienen carbono combinado con otros elementos químicos, de origen natural o antropogénico. Desechos inorgánicos: metales, vidrio, plásticos y materiales de origen sintético. Desecho biológico: elementos que hayan tenido contacto con cualquier fluido del cuerpo humano (sangre, orina, secreciones, serosas o purulentas, tejidos, etc.). 5. PASOS A SEGUIR (FLUJOGRAMAS O ACTIVIDADES NARRADAS) 1. Los residuos sólidos o desechos industriales generados a partir del proceso se deben depositar diariamente en un recipiente rígido (con bolsa de color indicado, rotulación, tapa) como se indica a continuación: Reciclables: Recipientes de color gris: cartón, papel (incluyendo periódico). Recipientes de color blanco: Toda clase de vidrio limpio. 87
88 Recipientes de color azul: Plásticos (vasos, garrafas, jeringas limpias y sin aguja) y polietileno. Recipientes de color amarillo: residuos de alimento (antes y después de la preparación) No reciclables: Recipientes de color verde: Ordinarios e inertes (papel higiénico, toallas higiénicas, servilletas, empaques de papel plastificado, icopor, plástico no reciclable y papel carbón). Recipientes de color rojo: infectados (materiales de curación, gasas, algodones, elementos infectados y bolsas con sangre) Fuente: Suratep ( 88
89 2. Entregar al carro recolector todos los desechos industriales compilados en la central de desechos, para que sean trasladados al sitio de disposición final. 3. Realizar el proceso de limpieza y desinfección indicado para la zona de basuras, con las medidas de protección necesarias (guantes, tapabocas). 6. NORMAS (POLITICAS) Cada seis meses el administrador debe realizar un seguimiento a este procedimiento, revisando las Lista de chequeo, los productos utilizados, el campo de aplicación y aspectos necesarios, de esta actividad deberá realizar la socialización respectiva. 7. FORMATOS Y REGISTROS DEL PROCESO Anexo 1 Lista de Chequeo 89
90 8. ANEXOS Anexo 1 Lista de Chequeo 9. CAMBIOS EN EL DOCUMENTO 1. OBJETIVO Establecer el procedimiento para modificar las condiciones adversas propias del medio y definir en la empresa las medidas sanitarias que eviten la presencia de plagas que afectan la inocuidad del producto 2. ALCANCE Aplica a toda la planta en las actividades de procesamiento, almacenamiento y comercialización 3. RESPONSABLE El personal manipulador del producto en cualquier estado del proceso de producción y el administrador asegurando el debido cumplimiento y contratación de agente externo para la aplicación de las medidas necesarias 90
91 4. TERMINOS RELACIONADOS (DEFINICIONES) PLAGA: Todos aquellos animales que compiten con el hombre en busca de agua y alimentos, invadiendo los espacios donde se desarrollan actividades humanas; se constituyen como el agente propagador de enfermedades transmitidas por alimento (ETAs). Las plagas más usuales son: Rastreros (cucarachas, hormigas, gorgojos) voladores (moscas), Roedores (Ratas, ratones) 5. PASOS A SEGUIR (FLUJOGRAMAS O ACTIVIDADES NARRADAS) CONTROL DE ARTROPODOS 1. Diagnosticas las áreas de presencia de artrópodos (cucarachas, zancudos, moscas, etc.) y evaluar la eficacia en presencia de los mismos 2. La aplicación se hará cada dos meses, en horas de la noche, después de limpiar, desinfectar y secar todas las áreas 3. Después de cada aplicación se debe reclamar una certificación de aplicación, especificando la dosis, área, modo de empleo de acuerdo a la ficha técnica. CONTROL DE ROEDORES 1. Diagnosticar las áreas de presencia de roedores (ratas, ratones, etc.) y definir la cantidad de cebos a utilizarse. 2. Poner cebos en las áreas definidas previamente, el día domingo y el administrador supervisa las actividades de infestación durante 5 días. 3. La empresa encargada de la aplicación al 5 día de aplicado el cebo, revisa el proceso y realiza el acta respectiva. 91

92 6. NORMAS (POLITICAS) Mensualmente el administrador deberá monitorear las instalaciones para evitar fallas como, desagües sin rejillas, agujeros y grietas en paredes, entrada en muros, tuberías de electricidad o agua, drenaje de agua; para realizar el mantenimiento respectivo y ser sellados, asegurando que estén a prueba de plagas. Los productos utilizados en este procedimiento deben estar incluidos dentro de la lista de productos aprobados para uso en proceso con alimentos, deben contar con fichas técnicas y recepción antes de su uso. Cada seis meses el administrador debe realizar un seguimiento a este procedimiento, revisando las Lista de chequeo, los productos utilizados, el campo de aplicación y aspectos necesarios, de esta actividad deberá realizar la socialización respectiva. 7. FORMATOS Y REGISTROS DEL PROCESO Lista de Chequeo 8. ANEXOS Anexo 1 Productos Anexo 2 Lista de Chequeo 92
93 9. CAMBIOS EN EL DOCUMENTO Para el control y verificación del cumplimiento de los anteriores procedimientos, en común se registra las observaciones en la lista de chequeo; estas observaciones se registran ocasionalmente y el gerente deberá consolidar y revisar las principales observaciones cada seis meses, en cuanto a los productos utilizados, el campo de aplicación y aspectos necesarios de cambio, de esta actividad deberá realizar la socialización respectiva. 93
94 6. PLAN ESTRATEGICO DE IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA La planeación estratégica es el proceso mediante el cual quienes toman decisiones en una organización obtienen, procesan y analizan información pertinente, interna y externa, con el fin de evaluar la situación presente de la empresa, así como su nivel de competitividad con el propósito de anticipar y decidir sobre el direccionamiento de la institución hacia el futuro. La planeación estratégica así entendida tiene seis componentes fundamentales: los estrategas, el direccionamiento, el diagnostico, las opciones, la formulación estratégica y la auditoria estratégica. 11 Los estrategas son funcionarios ubicados en la alta dirección de la empresa a quienes corresponde la definición de los objetivos y políticas, en este caso el gerente de la empresa Hielo Glaciar y el autor de este trabajo como ente asesor externo hacen parte de este componente. En cuanto al direccionamiento estratégico, visión, misión hacen parte del marco de referencia dentro del cual debe definirse el plan estratégico de la empresa, este ha sido pensado previamente por el gerente, presentado en el primer capítulo. Esta información fue compilada a través de investigación descriptiva por fuente primaria, con entrevistas semi estructurada realizada al Gerente de la empresa. Debido a que no se ha formulado y estructurado este planteamiento de forma escrita, sino conceptualmente. Igualmente, de esta forma se revisaron las opciones internas y externas para definir los objetivos, donde reúne cada uno de los vectores de la empresa y formulados de forma tal que logre dar alcance eficaz y eficientemente la misión; los objetivos son los siguientes: 11 Serna Gómez Humberto, Gerencia Estratégica, 8ª edición, Bogotá, 3R editores, pág

95 Tabla 11. Objetivos Estratégicos de la empresa Hielo Glaciar A partir de la información obtenida en entrevistas con el gerente, sobre el entorno donde se identificaron oportunidades y amenazas de los competidores, así como las condiciones, fortalezas y debilidades internas de la empresa. Esta información condujo al análisis DOFA, el cual permitirá definir las estrategias para aprovechar las fortalezas, revisar y prevenir el efecto de las debilidades, anticiparse y prepararse para aprovechar las oportunidades y prevenir el efecto de amenazas. El análisis y las estrategias DOFA se presentan en la tabla 12. Dado el análisis DOFA y exploración de las opciones estratégicas, se deberán convertirse en planes de acción concretos, donde es indispensable definir responsables, tiempos de acción y presupuesto económico, este planteamiento aparece en la figura 11. Dentro de las opciones estratégicas que planteó el gerente esta la formulación del plan estratégico de buenas prácticas de manufactura el cual apunta al cumplimiento de los objetivos 2 y 4, y por ende la misión y visión; para esto se articuló igualmente las 95

96 estrategias DO1, DO2, DO3, DA1 Y DA3. De acuerdo a este planteamiento se fundamentó el direccionamiento de este trabajo y capitulo en desarrollo. Tabla 12. Análisis DOFA de la empresa Figura 11 Formulación Estratégica Serna, Op. Cit., pág
97 Para la formulación del plan estratégico en buenas prácticas de manufactura se articulo el direccionamiento estratégico con el diagnostico inicial de las condiciones de BPM, teniendo en cuenta del diagnostico los principios y aspectos a verificar con calificación critica, es decir igual o menor a 1; estos aspectos a verificar son parte del plan de acción que se planeara en adelante. En el plan de acción de BPM se definieron las acciones a partir de actividades resultantes de los aspectos con calificación critica que posteriormente darán cumplimiento al Decreto 3075 de A estas actividades se les identifico un tiempo necesario para realizarse, los responsables y recursos que fueron de tipo humano, físico y financiero. Tabla 13. Plan de acción de implementación de BPM en Hielo Glaciar,

98 98
99 Como herramienta para organizar y documentar la información del plan estratégico desde al diagnostico se utilizó un archivo en Excel con el nombre de Resultados (Anexo D), este archivo de Excel utiliza macros, hipervínculos y presenta graficas de manera muy dinámica. El primer paso para utilizar el archivo es habilitar el contenido por opciones de advertencia de seguridad dando clic en Habilitar contenido. En forma de guía práctica se explica a continuación el contenido: PASO1 Del capítulo 4 de este trabajo en la primera hoja del libro de Excel se encuentra el formato IVS- AL01 Acta de Visita de Inspección Sanitaria a fabricas de Alimentos, donde se presenta el diagnostico inicial a partir del decreto 3075 de Figura 12 Pantallazo archivo Resultados hoja Diagnostico Inicial 99

100 Para continuar se da clic en la flecha de color azul que se encuentra al final del formato y presentará el segundo libro que contiene el análisis del diagnostico. Figura 13 Pantallazo archivo Resultados Flecha azul de continuación 100

101 PASO 2 En el libro análisis inicialmente se encontrará el mismo listado con las calificaciones y el consolidado porcentual en la fila de los principios. Del lado derecho se encuentra un cuadro aclaratorio del semáforo a usar en los principios. Figura 14 Pantallazo archivo Resultados Menú del libro análisis Este libro se dispone de la siguiente forma: los cuadros superiores de Inicio, Calificación crítica y % Cumplimiento representan el menú del libro. PASO 3 La figura del gráfico arriba del título Calificación dándole clic conduce al grafico del consolidado de los siete principios y el puntaje porcentual de los aspectos verificados en el respectivo principio. Una vez estando en la gráfica para volver al menú del libro debe dar clic en la flecha de color azul con titulo Regresar. 101

102 PASO 4 Continuando en el libro Análisis, para conocer al detalle los aspectos que tienen calificación critica de 0 y 1, se puede dar clic en el cuadro superior del menú Calificación Critica. Por otro lado, se puede explorar el semáforo de cada principio dando clic en el cuadro superior del menú % Cumplimento, donde se describe a través del color amarillo, rojo o verde el estado de cumplimiento del principio, para enfocarse principalmente en los de color rojo, porque tiene un cumplimiento menor al 50%. Finalmente desde cualquier de las situaciones revisadas se puede regresar dando clic en el cuadro superior del menú Inicio. PASO 5 Siguiendo hacia el tercer libro se debe dar clic en la flecha al final del listado de color azul con titulo Resultados. Figura 15 Pantallazo archivo Resultados Flecha azul de continuación PASO 6 Estando una vez en el libro se encontrará nuevamente con un menú en la parte superior que describe los siguientes cuadros: Objetivos- Estrategias, Inicio, Plan estratégico BPM y Plan de acción BPM. Figura 16 Pantallazo archivo Resultados Menú del libro Plan estratégico 102

103 Inicialmente se encuentra un listado que articula el direccionamiento estratégico de la empresa, los objetivos y estrategias con el alcance en BPM, es decir el listado de aspectos verificados con calificación critica, ya que este es el punto de partida de la formulación del plan y el objetivo del trabajo: el cumplimiento de los principios del Decreto 3075 de 1997 para la obtención del registro Sanitario. PASO 7 Para conocer el direccionamiento estratégico debe darse clic en el cuadro superior del menú con titulo Objetivos- Estrategias; y para regresar dar clic en figura de color amarillo con titulo plan estratégico. En este libro se encuentra al inicio la misión y visión; los objetivos estratégicos en un cuadro de color naranja identificados cada uno con un código alfa numérico: la letra O en mayúscula seguido de un numero 1, 2, 3, 4 y 5; para tener en cuenta en el libro de Plan estratégico. Y finalmente se presenta el análisis DOFA con las estrategias diseñadas. Figura 17 Pantallazo archivo Resultados Menú del libro DOFA estrategias 103

104 PASO 8 Estando nuevamente en el libro se orientara al plan de acción de BPM, primero dando clic en el cuadro superior del menú con titulo Plan estratégico BPM, para desplegar la lista de actividades relacionadas a cada aspecto de los principios de BPM. Luego debe darse clic en el cuadro superior del menú con titulo Plan de acción BPM. PASO 9 Una vez estando allí, se muestra en el libro cuatro el plan de acción de BPM (tabla 13), donde se consolida el seguimiento del plan desde los tiempos de acción hasta los tipos de riesgo que pueden presentarse para el incumplimiento de las actividades. En este plan de acción para cada actividad se asocia un aspecto de los principios de BPM, como seguirá apareciendo a lo largo del archivo, pero para las actividades que dan cumplimiento a varios aspectos se presenta una lista desplegable que corresponde a los aspectos asociados. 104

105 PASO 10 Al plan de acción se asigno una fecha de inicio, terminación y de monitoreo, con el fin de realizar el seguimiento temporal de la implementación. Para profundizar en esta área de seguimiento debe darse clic en figura de color azul con el titulo Cronograma. Este libro presenta el cronograma de actividades con la secuencia en el tiempo dado en semanas, haciendo un corte en la semana 15 que representa el 5 de marzo de 2010, es decir se evalúa hasta esta fecha la implementación de la propuesta; el monitoreo se representa con una equis de color rojo; al final en la columna con titulo Ejecutada describe cualitativamente con Si o No el cumplimiento de la actividad. Al igual que la tabla 14. Tabla 14 Cronograma de actividades del Plan de Acción de BPM Para retornar al plan de acción se debe dar clic en la flecha azul de la parte superior izquierda con titulo Regresar. PASO 11 En este plan también se observan los responsables y recursos utilizados para conseguir cada actividad; en la sexta columna se indica la 105
106 inversión total que se requiere para lograrlas. Para entrar más en detalle, se debe dar clic en la figura superior de la columna recursos financieros con titulo Presupuesto. Este libro se explicara mejor en el capítulo 8 de este trabajo. Continuando en la libro de Plan de acción de BPM las tres últimas columnas indican la fuente de verificación, los riesgos que existen para incumplir con la actividad y los indicadores. PASO 12 En la columna de indicadores debe darse clic en la figura con titulo Cumplimiento para revisar el avance que se logró una vez se implemento las actividades planeadas. En el libro análisis 2 se presenta nuevamente el formato IVS- AL01 Acta de Visita de Inspección Sanitaria a fábricas de Alimentos, pero esta vez con una nueva calificación, realizada al corte del proyecto aproximadamente en la semana 15 del cronograma, donde se revisó esta vez en compañía del Administrador cada uno de los aspectos del Acta de Visita y se asigno nuevamente una calificación de acuerdo al avance logrado. La calificación final obtenida se comparo con la inicial en la grafica 3 del archivo Resultados, que se obtiene dando clic en la figura con forma de grafica del libro análisis 2, como aparece a continuación: Figura 18 Grafica % cumplimiento comparativo 106

107 107
108 7. IMPLEMENTACIÓN DE LAS CONDICIONES DE CUMPLIMIENTO DE LAS BUENAS PRÁCTICAS DE MANUFACTURA A partir de direccionamiento del plan de acción se continúa con la presentación de la implementación de las actividades que a la fecha de corte del cronograma se dio cumplimiento. En este capítulo para describir la información se escogió un formato completo donde se expone el aspecto del principio relacionado, los responsables, la metodología que se uso para lograr la actividad, la fuente de verificación y el costo. Tabla 15 Plan de implementación de las Buenas Prácticas de Manufactura HIELO GLACIAR ACTIVIDAD Sellar las aberturas presentadas en puerta, ventanas, claraboya y pared RESPONSABLES FECHA: 5 marzo de 2010 PRINCIPIO COSTO El Gerente de la empresa en el seguimiento de la actividad y un contratista externo que tiene la responsabilidad de realizar la obra con ética, en el tiempo indicado. $ METODOLOGIA Estas adecuaciones se realizaron en varias secciones cada fin de semana, para no interrumpir las actividades comerciales. La puerta bodega es de tipo metálica y dos portillas, una permanece cerrada la otra abre hacia adentro, el espacio que quedaba abajo se disminuyó soldando una sección del mismo color en la parte inferior de toda la puerta. Para la claraboya que se presentaba en la segunda planta, se instalo una malla en plástico de 13 metros x 5,20 metros que cubre toda la superficie, impidiendo el paso de artrópodos y roedores. FUENTE DE VERIFICACION 108
109 FECHA: 5 marzo HIELO GLACIAR de 2010 ACTIVIDAD PRINCIPIO , 4.1.2, Diseñar e implementar el Programa de limpieza y desinfección y RESPONSABLES COSTO El Gerente de la empresa asegurando el cumplimento del programa; el asesor técnico en sanidad pública quien es el responsable de diseñar y capacitar al personal de la planta en el uso del programa. El personal manipulador del producto en el cumplimiento del programa. $ METODOLOGIA 5 ene 2010: en la primera sección el asesor Julio Vidarte - inspector sanitario en conjunto con el Gerente de la empresa diseñan el procedimiento teniendo en cuenta las recomendaciones del asesor y las políticas y metodología que sugiere el gerente. 8 ene 2010: En la 2da sección el asesor presenta el programa de Limpieza para el visto bueno del Gerente, concluyendo que queda aceptado. 13 ene 2010: Después de preparar una presentación de cómo debe implementarse y utilizar el procedimiento se retroalimenta a los empleados, haciéndose firmar el acta de capacitación. 5 mar 2010: En la actividad de monitoreo de cronograma del plan de implementación en responsabilidad del Autor, se constato el cumplimiento de los procedimientos del plan de saneamiento a través de las observaciones realizadas en la lista de chequeo. Consecuencia de este registro y en retro alimentación con el administrador se propuso de acuerdo a las observaciones registradas en la producción y cuarto frio el cambio de detergente, argumentando que la combinación de detergente en polvo e hipoclorito de 109
110 sodio forma una capa sobre la superficie limpiando aparentemente pero dejando la mezcla manchando la superficie. Por esto se cambio a Degratec 21, un detergente neutro con propiedades desengrasantes, formulado a base de surfactantes anicónicos y principalmente no es corrosivo. Este detergente se dispuso a partir del mes de marzo de 2010 FUENTE DE VERIFICACION PROGRAMA DE LIMPIEZA Y DESINFECCIÓN Y LISTA DE CHEQUEO HIELO GLACIAR FECHA: 5 marzo de 2010 ACTIVIDAD PRINCIPIO 1.12 Separar físicamente las áreas de recepción y producción 1.14 RESPONSABLES COSTO El Gerente de la empresa en el seguimiento de la actividad y un contratista externo que tiene la responsabilidad de realizar la obra con ética, en un tiempo indicado $ METODOLOGIA El contratista de acuerdo a las medidas y plano entregado por el gerente indicando cuál es el área a separar se dispuso a comprar los materiales, que consistieron en laminas de panel yeso, pintura, chasos de expansión, tornillos y la estructura que se armo en laminas de aluminio con medidas 3 metros de largo por 10 cm de ancho. 5 dic. 2009: Se instalo la estructura en aluminio, separando la recepción del área de producción pasando encima del cuarto frio y el borde de la maquina Salmuera No.3, dejando el marco de la puerta de acceso al área. 12 dic. 2009: Se pegaron las laminas de panel, se sello con estuco las uniones y pintaron de color blanco toda la superficie. FUENTE DE VERIFICACION FIGURA 7. PLANO 2 PLANTA HIELO GLACIAR, 2009 HIELO GLACIAR ACTIVIDAD Marcar el baño como unisex y revisar funcionamiento RESPONSABLES El Gerente de la empresa invirtiendo en la compra del letrero; el contratista externo que tiene la responsabilidad de revisar el funcionamiento del baño. METODOLOGIA FECHA: 5 marzo de 2010 PRINCIPIO 2.1 COSTO $
111 26 nov. 2009: El gerente compro en la Casa del Acrílico un aviso de color azul con letras blancas con el titulo baño Unisex, se instaló en la parte superior de la puesta. 30 nov. 2009: El contratista reviso el baño encontrando que tiene las válvulas del kit de fluxómetro cedidas, por lo que en todo el funcionamiento presenta un goteo. El contratista compra las válvulas y realiza el cambio. FUENTE DE VERIFICACION HIELO GLACIAR ACTIVIDAD Dotar el baño de dispensador de papel higiénico, jabón y toalla de mano accionado automáticamente RESPONSABLES El Gerente de la empresa invirtiendo en la compra de la dotación FECHA: 5 marzo de 2010 PRINCIPIO 2.2 $ COSTO METODOLOGIA 1 mar 2010: El gerente contacta a través del Comercializadora Distrimas el área de servicio al cliente de Kimberly Clark P, quienes el mismo día instalaron los dispensadores de papel higiénico, toalla de manos y jabón espuma del baño; esta actividad es totalmente gratis, lo que buscan garantizar es comprar el producto. La dotación de los dispensadores se compra mensualmente a la comercializadora Distrimas. FUENTE DE VERIFICACION 111
112 HIELO GLACIAR ACTIVIDAD Diseñar e implementar plan de dotación RESPONSABLES El Gerente de la empresa responsable de la inversión y entrega de dotación, el Inspector Sanitario en la asesoría integral de normas necesarias para cumplimiento del principio. FECHA: 5 marzo de 2010 PRINCIPIO COSTO $ METODOLOGIA 6 Ene 2010: El Gerente y el Autor de este trabajo en conjunto con el Inspector sanitario evaluaron las normas necesarias de la cartilla laboral de Legis para tener en cuenta en el plan, se eligieron los implementos que deben tener las áreas de producción y distribución y para los visitantes; con esta información se redacto el plan y organizo en un cuadro anual para entrega del mismo, el cual por norma será a partir del 30 de abril. FUENTE DE VERIFICACION TABLA 10 PLAN DE DOTACIÓN FECHA: 5 marzo HIELO GLACIAR de 2010 ACTIVIDAD PRINCIPIO 3.1.5, 3.2.1, y Programar una capacitación en prácticas higiénicas RESPONSABLES COSTO El Gerente de la empresa responsable de la inversión, el Inspector Sanitario en la asesoría integral y capacitación, los empleados en la asistencia. $ METODOLOGIA 2 mar 2010: El gerente con ayuda del Autor de este trabajo planearon la logística necesaria para organizar la capacitación, alquilando sillas y 2 mesas, comprando el refrigerio. A las 2:00pm se dio inicio a la capacitación con intensidad de 4 horas. Inicialmente trato la concientización de todo el personal de la importancia de ese tipo de actividades por el mejoramiento de la empresa; en adelante el señor Vidarte presento las prácticas y medidas que se debían adoptar para realizar las labores de forma más higiénicas. Finalmente se entregaron el carnet y el certificado. FUENTE DE VERIFICACION ANEXO C. CERTIFICADO DE CAPACITACION 112
113 HIELO GLACIAR ACTIVIDAD Comprar elementos de protección para tener en inventario y diseñar normas para visitantes RESPONSABLES El Gerente de la empresa responsable de la inversión y de mantener inventario. FECHA: 5 marzo de 2010 PRINCIPIO COSTO $ METODOLOGIA 6 Ene 2010: El Gerente y el Autor de este trabajo en conjunto con el Inspector sanitario evaluaron las normas necesarias del personal que realiza visitas en la planta, además se eligieron los implementos que deben tener en el momento de la visita cuando entran al área; con esta información el Gerente compro los siguientes implementos: cofia, tapabocas, delantal, tapa oídos desechables (3 unid /mes por la tasa de visitas del personal externo) para inventario de las visitas. FUENTE DE VERIFICACION HIELO GLACIAR ACTIVIDAD Instalar lavamanos en área de producción y entrada RESPONSABLES El Gerente de la empresa en el seguimiento de la obra y un contratista externo que tiene la responsabilidad de realizar la obra con ética, en un tiempo indicado FECHA: 5 marzo de 2010 PRINCIPIO COSTO $ METODOLOGIA El contratista de acuerdo a las indicaciones del gerente se dispuso a comprar los materiales, y presento las opciones en cuanto a lavamanos había en el mercado para el visto bueno del gerente. 19 dic. 2009: Se instalo un lavado en la entrada principal y en la zona 2 del área de producción. 12 dic. 2009: el contratista realizo la conexión a la red de agua potable y alcantarillado, dejando en funcionamiento ambos lavados. FUENTE DE VERIFICACION 113
114 HIELO GLACIAR ACTIVIDAD Diseñar e instalar los letreros alusivos a prácticas higiénicas y seguridad FECHA: 5 marzo de 2010 PRINCIPIO 2.2.3, RESPONSABLES COSTO $ El Gerente de la empresa invirtiendo en la compra del letrero METODOLOGIA 9 feb. 2010: el gerente con ayuda del autor diseñaron y construyeron frases que fueran alusivas a prácticas higiénicas, El Autor diseño con imágenes alusivas diapositivas que acompañaran las frases: Quítese pulseras, cadenas, y todo adorno antes de comenzar a trabajar. Deje la ropa de calle en los vestuarios. Si usa guantes no olvide cambiarlos o limpiarlos como si se tratara de sus propias manos. No fume, no coma, ni salive en su puesto de trabajo En caso de tener alguna herida cúbrala con material impermeable. Lave sus manos a conciencia cada vez que entre al área de trabajo. 10 feb. 2010: El autor presento las diapositivas terminadas al Gerente para el visto bueno, este recomendó algunos cambios. 12 feb. 2010: El autor entrega las diapositivas al Gerente para enviarse a laminar y posteriormente se pegaron en distinta áreas de la planta. FUENTE DE VERIFICACION FIGURA 9 Y 10. LETRERO CON MENSAJE ALUSIVO A PRÁCTICAS HIGIÉNICAS HIELO GLACIAR FECHA: 5 marzo de
115 ACTIVIDAD Diseñar e implementar el Programa de Control de calidad del agua potable RESPONSABLES PRINCIPIO 4.1.1, y COSTO El Gerente de la empresa asegurando el cumplimiento del programa, el Laboratorio microbiológico externo realizando mes a mes el análisis y los empleados realizando los registros a diario. $ METODOLOGIA 26 nov. 2009: El Gerente, el Autor en asesoraría del Inspector sanitario diseñaron los protocolos necesarios para el control del agua potable. Primero evaluaron el proceso que llevaban a cabo, en cuanto al lavado de los filtros y análisis de muestra con el laboratorio externo, concluyeron lo siguiente: se debe tener por escrito el protocolo de lavado del tanque y filtros, archivar mensualmente los resultados de análisis del laboratorio e internamente analizar a diario el ph y cloro residual. 27 nov. 2009: Se diseño la tabla 7 Control y Medición de Cloro Residual y ph de Agua del trabajo y elaboro el documento Programa de control de calidad del agua potable que contiene el contrato, documentos soportes y resultados del Laboratorio, los protocolos de lavado de tanques y filtros, los parámetros de calidad, el registro de cada mes del control y medición del cloro y ph. FUENTE DE VERIFICACION PROCEDIMIENTO CONTROL DE CALIDAD DEL AGUA HIELO GLACIAR ACTIVIDAD Diseñar e implementar el programa de control de plagas RESPONSABLES El Gerente de la empresa asegurando el cumplimento del programa; el Autor quien es el responsable de diseñar. La empresa externa encargada de la fumigación FECHA: 5 marzo de 2010 PRINCIPIO COSTO $ METODOLOGIA 12 ene 2010: El Gerente, el autor con la asesoría del Inspector Sanitario diseñan el programa, dejando como prioridad para el Gerente la contratación de la empresa fumigadora. 13 ene 2010: Una vez contratada la empresa Brilladora el diamante sección Fumigación se firma el protocolo del mismo, se asigna un cronograma para la empresa y acuerdos del acta que se llevará a cabo. 5 mar 2010: En la actividad de monitoreo se constato el cumplimiento a través de las 115
116 actas de visita de fumigación que fueron los primeros días de febrero y marzo porque la fumigación se realiza cada dos meses. FUENTE DE VERIFICACION PROGRAMA DE CONTROL DE PLAGAS Y LISTA DE CHEQUEO HIELO GLACIAR ACTIVIDAD Comprar recipientes grandes de pedal con tapa de color: verde, gris y azul RESPONSABLES El Gerente de la empresa invirtiendo en la compra de los recipientes. FECHA: 5 marzo de 2010 PRINCIPIO COSTO $ METODOLOGIA 27 feb. 2010: De acuerdo al procedimiento de Desechos sólidos elaborado por el Autor, el Gerente compro recipientes de color verde para desechos ordinarios, gris para papel y periódico, azul para plástico por el alto peso de este material que se desecha diariamente, el destino de este material es la venta a la empresa distribuidora de las bolsas. Luego de la instalación el Gerente retroalimento del buen uso de los mismo. 5 mar En actividad de monitoreo se constato el uso adecuado de los recipientes. FUENTE DE VERIFICACION HIELO GLACIAR ACTIVIDAD Diseñar e implementar el programa mantenimiento RESPONSABLES El Gerente de la empresa asegurando el cumplimiento del programa, el técnico en refrigeración asesorando el diseño del mismo. Los técnicos y empleados en al cumplimento del procedimiento y registros necesarios. FECHA: 5 marzo de 2010 PRINCIPIO , , COSTO $
117 METODOLOGIA 18 ene 2010: El gerente, el autor en asesoraría del técnico en refrigeración el señor Jaime Castillo R. diseñaron y documentaron el procedimiento de mantenimiento. Primero el gerente con el autor de este trabajo realizaron un inventario de todo el equipo y maquinaria de la empresa. Luego con el técnico se diseñaron los formatos necesarios para registrar en cada mantenimiento preventivo o correctivo y por último se organizo el cronograma anual de mantenimiento preventivo, para esto fue necesario dividir el plano en 4 zonas como aparece en la Figura 8. En este mantenimiento interviene un técnico eléctrico, mecánico y de refrigeración. 5 mar 2010: En la actividad de monitoreo se reviso el cronograma de mantenimiento preventivo, encontrándose que se cumplió para el primer equipo programado en estado OK. FUENTE DE VERIFICACION PROGRAMA DE MANTENIMIENTO HIELO GLACIAR ACTIVIDAD Diseñar e implementar el cuadro de registro de temperatura en el proceso de almacenamiento en cuarto frío RESPONSABLES El Gerente de la empresa asegurando en registro, los empleados registrando fidedignamente la información FECHA: 5 marzo de 2010 PRINCIPIO COSTO $ METODOLOGIA 9 feb. 2010: El gerente con ayuda del Autor diseñaron y construyeron el formato para el registro. Se organizo las impresiones en una tabla legajad ora al lado de la caja eléctrica del cuarto frio, para tener como referencia la temperatura del reloj interno. Tabla 9 del trabajo. FUENTE DE VERIFICACION TABLA 9 CONTROL DE TEMPERATURA CUARTO FRIO HIELO GLACIAR ACTIVIDAD Diseñar e implementar el cuadro de registro de temperatura en el proceso de almacenamiento en cuarto frío RESPONSABLES El Gerente de la empresa asegurando en registro, los empleados registrando fidedignamente la información FECHA: 5 marzo de 2010 PRINCIPIO COSTO $
118 METODOLOGIA 9 feb. 2010: A partir de la Tabla 9 del trabajo, que diseñaron el Gerente y Autor de este trabajo, se procedió a registrar la temperatura desde el reloj interno del cuarto frio diariamente. El costo de esta actividad corresponde a las hora/hombre que se requiere para registrar la temperatura igual a 6 minutos aproximadamente, se calculo con un costo la hora de: $ mar 2010: En actividad de monitoreo del cronograma del plan de acción de BPM se reviso los registros desde el mes de febrero y se encontró como promedio (-7.5) y máxima -10. FUENTE DE VERIFICACION TABLA 9 CONTROL DE TEMPERATURA CUARTO FRIO HIELO GLACIAR FECHA: 5 marzo de 2010 ACTIVIDAD PRINCIPIO Limpiar y pintar las paredes de color blanco RESPONSABLES COSTO El Gerente de la empresa en el seguimiento de la actividad y un contratista externo que tiene la responsabilidad de realizar la obra en el tiempo indicado. $ METODOLOGIA 1 ene 2010: Aprovechando que para esta fecha no hay actividad comercial por recomendación del gerente se asigna esta labor al contratista, el cual debió terminarse lo antes posible. Se pinto con Sikafill el cual es una emulsión acrílica para la impermeabilización flexible de cubiertas, se pudo aplicar en frio y no necesito de pinturas reflectiva como acabado, dura hasta tres años. FUENTE DE VERIFICACION 118
119 HIELO GLACIAR ACTIVIDAD Limpiar y pintar el techo de color blanco RESPONSABLES El Gerente de la empresa en el seguimiento de la actividad y un contratista externo que tiene la responsabilidad de realizar la obra en el tiempo indicado. FECHA: 5 marzo de 2010 PRINCIPIO COSTO $ METODOLOGIA 2 ene 2010: Aprovechando que para esta fecha no hay actividad comercial por recomendación del gerente se asigna esta labor al contratista, el cual debió terminarse lo antes posible. Se pinto con Sikafill el cual es una emulsión acrílica para la impermeabilización flexible de cubiertas, se pudo aplicar en frio y no necesito de pinturas reflectivas como acabado, dura hasta tres años. FUENTE DE VERIFICACION 119
120 HIELO GLACIAR ACTIVIDAD Nivelar el piso de la planta RESPONSABLES El Gerente de la empresa en el seguimiento de la actividad y un contratista externo que tiene la responsabilidad de realizar la obra en el tiempo indicado. FECHA: 5 marzo de 2010 PRINCIPIO COSTO $ METODOLOGIA 1 ene 2010: Teniendo en cuenta que las maquinas Salmueras por ser día festivo no se descargan se garantiza que permanezca el piso seco, en esta primera sección el contratista externo prepara y alista la sección del piso que se requiere nivelar, el cual es la zona de producción. 2 ene 2010: Una vez esta seco el piso con mezcla de arena y cemento se nivela y pinta de color blanco con SikaFill que permite la impermeabilidad. FUENTE DE VERIFICACION HIELO GLACIAR FECHA: 5 marzo de 2010 ACTIVIDAD PRINCIPIO Instalar las rejillas adecuadas para cada sifón RESPONSABLES COSTO $ El Gerente de la empresa invirtiendo en el material y los sifones METODOLOGIA 30 nov. 2009: El gerente en compañía de un operario mide y compran 1 mt de malla metálica que se adecuo como rejilla para dos de los principales sifones, el primero ubicado en el área de producción y el otro en la máquina de cubo. Para el resto de desagües se compra rejilla para tubo de 5 pul. 120
121 FUENTE DE VERIFICACION HIELO GLACIAR ACTIVIDAD Redondear las uniones pared - piso RESPONSABLES El Gerente de la empresa en el seguimiento de la actividad y un contratista externo que tiene la responsabilidad de realizar la obra en el tiempo indicado. FECHA: 5 marzo de 2010 PRINCIPIO COSTO $ METODOLOGIA 6 ene 2010: El contratista según indicaciones del Gerente redondea las uniones de pared y piso principalmente en el área de producción, comienza en la zona de las salmueras después de secarse con un soplador. Continua alrededor de mismas maquinas y finaliza en la zona del cuarto frio. FUENTE DE VERIFICACION 121
122 FECHA: 5 marzo HIELO GLACIAR de 2010 ACTIVIDAD PRINCIPIO 5.3.1, 5.3.2, 5.3.3, 5.3.8, 5.3.9, Diseñar el procedimiento en control de la calidad 5.5.2, 5.7.3, 7.1.1, y RESPONSABLES COSTO El Gerente de la empresa asegurando el cumplimento del programa; el asesor técnico en sanidad pública quien es el responsable de diseñar y capacitar al personal de la planta en el uso del programa. El personal manipulador del producto en el cumplimiento del programa. $ METODOLOGIA 11 ene 2010: El asesor Julio Vidarte - inspector sanitario en conjunto con el Gerente de la empresa diseñan el procedimiento teniendo en cuenta las recomendaciones del asesor y las políticas y metodología que sugiere el gerente. El inspector sanitario alista el documento teniendo en cuanta los parámetros de calidad de las materias primas y producto terminado; documentación sobre la planta, equipos y proceso; el plan de muestro que corresponde al procedimiento del Laboratorio externo para las pruebas microbiológicas. Este documento fue revisado y aprobado por el gerente. FUENTE DE VERIFICACION PROTOCOLO DE CALIDAD, PROGRAMA DE CONTROL Y CALIDAD DEL AGUA HIELO GLACIAR ACTIVIDAD Registrar la fecha y detalle de elaboración y producción RESPONSABLES FECHA: 5 marzo de 2010 PRINCIPIO COSTO El Gerente de la empresa asegurando el registro, El personal manipulador del producto en el cumplimiento del procedimiento $ METODOLOGIA 11 ene 2010: De acuerdo al procedimiento de control de calidad es necesario registrar la fecha y el lote de producción. Esto se debe hacer diariamente, por esto el gerente sensibilizo a través de una charla al personal que empaca las bolsas de hielo quienes son los encargados de registrar la fecha, igualmente entregan el dato diario del total de producción. 122

123 FUENTE DE VERIFICACION HIELO GLACIAR FECHA: 5 marzo de 2010 ACTIVIDAD PRINCIPIO Rotular el empaque de producto terminado RESPONSABLES COSTO $ El Gerente de la empresa adecuando la bolsa de empaque METODOLOGIA 11 ene 2010: Consecuente con procedimiento de control de calidad y el registro de lote y fecha de producción, fue necesario cambiar el rotulo de la bolsa de empaque. El gerente solicito el cambio de la plantilla de impresión, para que esta incluyera estos datos. A partir de este cambio se sella la bolsa diariamente con un sello de tinta indeleble, poniendo la fecha del día de producción como lote y calculando al fecha de vencimiento. Esto se registra luego. FUENTE DE VERIFICACION 123
124 8. PRESUPUESTO ECONOMICO PARA LA IMPLEMENTACION DE LAS BUENAS PRACTICAS DE MANUFACTURA En el libro de presupuesto se presenta para cada actividad los costos en que se incurre para lograr ejecutar completamente la misma; en la primer columna se detalla la cantidad y unidad de medida, en la segunda se describe el tipo de costo que puede estar discriminado en mano de obra, materiales o servicios, consecutivamente el costo y la inversión total resultado de multiplicar la cantidad por el costo. A su vez la columna final nos arroja el costo total de la actividad. En la tabla 15 se presenta un ejemplo del presupuesto para las 10 primeras actividades. Para conocer el valor total de la inversión se debe dar clic en el cuadro superior de color azul con nombre Total, estos valores están detallados por las siguientes áreas: Adecuación de instalaciones físicas, adecuación de herramientas y materiales, diseño e implementación de programas, dotación y compras y por ultimo capacitaciones; para un total de $ pesos. Tabla 16 Presupuesto económico del Plan de Acción de BPM 124
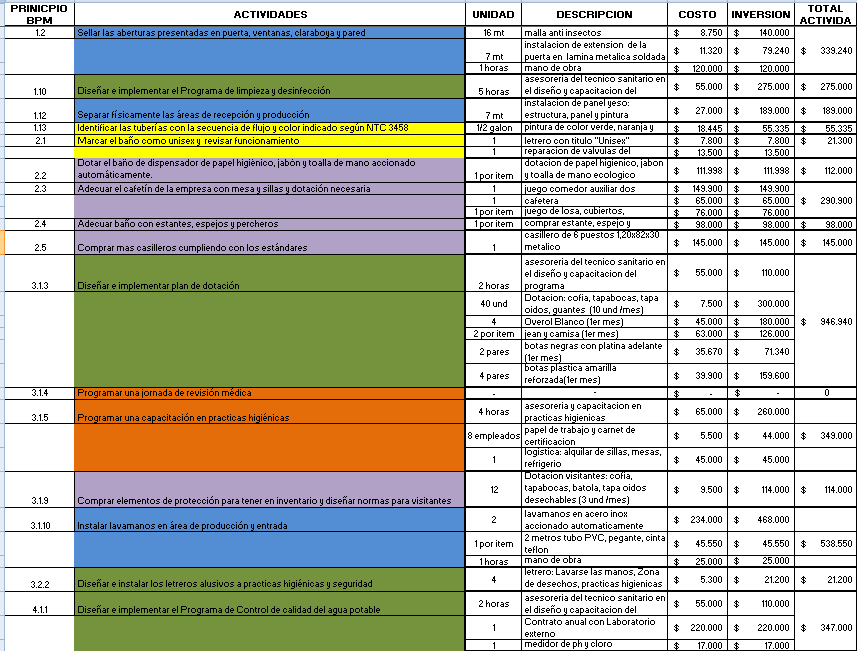
125 125

126 126

127 Consecuente con el análisis del diagnostico se recomienda priorizar la inversión en las actividades de capacitación y diseño e implementación de programas, que representan el 28,8% con $ pesos. El mayor rubro esta en las adecuaciones de herramientas y materiales con $ , este análisis se describe en la figura 19, que aparece en libro al dar clic en la grafica de la parte superior de la tabla. Para regresar debe dar clic en la flecha de la derecha de color azul con titulo Regresar. Figura 19 Presupuesto económico del plan de acción de BPM PRESUPUESTO DEL PLAN DE ACCION DE BPM $ $ $ $ $ ADECUACIONES DE INSTALACION FISICAS ADECUACION DE HERRAMIENTAS Y MATERIALES DISEÑO E IMPLEMENTACION DE PROGRAMAS DOTACIONES Y COMPRAS CAPACITACIONES 127
128 9. CONCLUSIONES La empresa Hielo Glaciar en la evaluación inicial no cumple con el 34% de las condiciones necesarias para tener implementadas las Buenas Prácticas de Manufactura, generando factores que impiden mantener los estándares de calidad requeridos para posicionar competentemente a la empresa en el mercado local. Los aspectos críticos para alcanzar la implementación de las BPM, con un porcentaje de cumplimiento por debajo de 40% son: la Educación y capacitación, el procedimiento de limpieza y desinfección, control de calidad de las materias primas, así como aseguramiento y control de calidad; y en general Verificación de documentos y procedimientos; Estos aspectos constituyeron el mayor esfuerzo y dedicación de recursos para alcanzar su cumplimiento. El tiempo proyectado de 15 semanas para la implementación de las BPM, se cumplió en el diagnostico, propuesta de mejoras y documentación, sin embargo por inversión de recurso tiempo y financiero no se logro el cumplimiento de 9 de las 34 actividades planeadas para este tiempo, dispuesto en el cronograma de trabajo. La implementación de las BPM conto con una inversión alrededor de $ , estableciéndose como el gasto más representativo las adecuaciones de herramientas y materiales, adecuaciones de instalaciones físicas y en el diseño e implementación de programas, con un 85% de participación; en el cual se incluye el costo del recurso humano y las compra de elementos. La intervención en la empresa Hielo Glaciar significo para el administrador y dueño de la misma empresa y para los empleados un impacto de tipo cultural más que en las instalaciones físicas; 128
129 introduciéndose a través de los procedimientos y la costumbre de documentar las operaciones y variables de los puntos críticos del proceso en los registros adecuados. Se elaboraron e implementaron los Planes de Saneamiento que incluye el procedimiento de Limpieza y desinfección, control de plagas y desechos sólidos; el plan de Calidad que contiene el protocolo de calidad y el procedimiento de control y calidad del agua; así como el programa de mantenimiento. Por otro lado se diseñaron plantillas para registro de variables críticas. A partir de la implementación de las BPM se logro alcanzar un cumplimiento del 87% de los aspectos verificados inicialmente, mejorando en un 21% y quedando todos los aspectos por encima del 50% del cumplimiento; logrando principalmente el cumplimiento del 100% en los aspectos que intervienen en las condiciones de saneamiento y documentación de los procesos. El mejor resultado de la implementación es la base que se estableció para continuar con los planes de mejoramiento, desde las adecuaciones en las instalaciones físicas y herramientas, dado que con el interés de preservar de esta forma el lugar y los equipos se convierte en un proceso cíclico. En el recurso humano para conocer nuevas técnicas de hacer más limpio las operaciones en el proceso; y lo que represento mayor impacto: la documentación de los procesos ya que partiendo del registro de las variables criticas, análisis de los registros para convertirse en planes de mejoramiento. 129
130 10. BIBLIOGRAFIA REFERENCIADA CARTILLA PRÁCTICA DE ASPECTOS LABORALES, CÁMARA DE COMERCIO DE BOGOTÁ, LEGIS, [ONLINE], CONSULTADO EN: EMPRENDE.COM/DOCUMENTOS/3369_ASPECTOS_ LABORALES.PDF, EL 22 DE FEBRERO DE 2010 CERTIFICACIÓN NTC 6001 DE SISTEMAS DE GESTIÓN PARA MYPES, [ONLINE] CONSULTADA EN HTTP: // 20 DE FEBRERO DE 2010 CODEX ALIMENTARIUS, DIRECTRICES PARA LA DETERMINACIÓN DE EQUIVALENCIA DE LAS MEDIDAS SANITARIAS RELACIONADAS CON LOS SISTEMAS DE INSPECCIÓN Y CERTIFICACIÓN DE ALIMENTOS, CAC/GL 53, NORMAS OFICIALES [ONLINE] 2003 COLOMBIA. DECRETO 1713 DE 2002: REGLAMENTACIÓN DEL SERVICIO PÚBLICO DE ASEO Y LA GESTIÓN DE RESIDUOS SÓLIDOS [ONLINE], CONSULTADO EN 24 DE FEBRERO DE 2010 DOMÍNGUEZ DIANA, HISTORIA DE LAS BPM, ARTÍCULO PUBLICADO EN BOLETÍN GERENCIAL JUNIO 2008, SÍ ALIMENTICIO [ONLINE], CONSULTADA EN ALIMENTICIA.COM/INDEX.PHP?VIEW=ARTICLE&CATID= 1%3 ALATEST-NEWS&ID=57%3AHISTORIA-DE-LAS- BPM&FORMAT=PDF&OPTION = COM_CONTENT&ITEMID=50 FELDMAN PAULA, ARTICULO: BUENAS PRÁCTICAS DE MANUFACTURA: EN LA HIGIENE Y EL PERSONAL ESTÁN LA CLAVE, [PUBLICACIÓN EN INTERNET], PROGRAMA CALIDAD DE LOS ALIMENTOS ARGENTINOS- SAGPYA, FEBRERO DE
131 DISPONIBLE EN: REVISTAINTERFORUM.COM/ESPANOL/ARTICULOS/022503NATURA MENTE_HIGIENE.HTML, ACCESO EL 27 DE JULIO DE 2009 IMPORTANCIA DE LAS BUENAS PRÁCTICAS DE MANUFACTURA EN CAFETERÍAS Y RESTAURANTES VECTOR, VOLUMEN 2, ENERO - DICIEMBRE 2007, PÁGS SERNA GÓMEZ HUMBERTO, GERENCIA ESTRATÉGICA, 8ª EDICIÓN, BOGOTÁ, 3R EDITORES, PÁG. 19 UNIDAD ADMINISTRATIVA ESPECIAL DE AERONÁUTICA CIVIL, PROTOCOLO PARA EL PROGRAMA DE SEÑALIZACIÓN Y DEMARCACIÓN DE ÁREAS, ESPACIOS Y DEPENDENCIAS DE LA UNIDAD ADMINISTRATIVA ESPECIAL DE AERONÁUTICA CIVIL, BUENAVENTURA, 2003, PÁG [ON LINE] CONSULTADO 22 DE FEBRERO DE 2010 CONSULTADA ANZOLA ROJAS, SERVULO, ADMINISTRACIÓN DE PEQUEÑAS EMPRESAS, 2 ED. 368 P IL. MÉXICO: MCGRAW HILL, C2002, CASTILLO, A CURSO INTERNACIONAL SOBRE DESARROLLO DE IMPLEMENTACIÓN DE PLANES DE ANÁLISIS DE PELIGROS Y PUNTOS CRÍTICOS DE CONTROL (HACCP). IICA/CECADI 2002 CITADO POR RIVEROS ET. AL. EN: CARTILLA TÉCNICA, ECUADOR, COLOMBIA, MINISTERIO DE PROTECION SOCIAL, DECRETO 3075, 23 DE DICIEMBRE: BOGOTÁ: EL MINISTERIO, GONZÁLEZ ORTIZ OSCAR, MODELO CONCEPTUAL GUÍA PARA LA ESCOGENCIA DEL TEMA EN LOS PROYECTOS DE GRADO DE INGENIERÍA INDUSTRIAL, CIENCIA E INGENIERÍA NEOGRANADINA JULIO 2000, PÁG [ONLINE]. 131
132 HODSON, WILLIAM K. MAYNARD. MANUAL DEL INGENIERO INDUSTRIAL. CUARTA EDICIÓN. MCGARW HILL. MÉXICO ICONTEC. NORMA TÉCNICA COLOMBIANA NTC
133 12. ANEXOS 133
134 ANEXO A. DECRETO 3075 DE 1997 REGISTRO INVIMA DECRETO 3075 DE 1997 Por el cual se reglamenta parcialmente la Ley 09 de 1979 y se dictan otras disposiciones. EL PRESIDENTE DE LA REPUBLICA DE COLOMBIA En ejercicio de sus atribuciones constitucionales y legales y en especial las que le confiere el numeral 11 del artículo 189 de la Constitución Política y la Ley 09 de 1979 DECRETA: TITULO I. DISPOSICIONES GENERALES ARTICULO 1o. AMBITO DE APLICACION. La salud es un bien de interés público. En consecuencia, las disposiciones contenidas en el presente Decreto son de orden público, regulan todas las actividades que puedan generar factores de riesgo por el consumo de alimentos, y se aplicaran: a. A todas las fabricas y establecimientos donde se procesan los alimentos; los equipos y utensilios y el personal manipulador de alimentos. b. A todas las actividades de fabricación, procesamiento, preparación, envase, almacenamiento, transporte, distribución y comercialización de alimentos en el territorio nacional. c. A los alimentos y materias primas para alimentos que se fabriquen, envasen, expendan, exporten o importen, para el consumo humano. d. A las actividades de vigilancia y control que ejerzan las autoridades sanitarias sobre la fabricación, procesamiento, preparación, envase, almacenamiento, transporte, distribución, importación, exportación y comercialización de alimentos, sobre los alimentos y materias primas para alimentos. ARTICULO 2o. DEFINICIONES. Para efectos del presente Decreto se establecen las siguientes definiciones: 134
135 ACTIVIDAD ACUOSA ( Aw): es la cantidad de agua disponible en un alimento necesaria para el crecimiento y proliferación de microorganismos. ALIMENTO: Todo producto natural o artificial, elaborado o no, que ingerido aporta al organismo humano los nutrientes y la energía necesarios para el desarrollo de los procesos biológicos. Quedan incluidas en la presente definición las bebidas no alcohólicas, y aquellas sustancias con que se sazonan algunos comestibles y que se conocen con el nombre genérico de especia ALIMENTO ADULTERADO: El alimento adulterado es aquel: a. Al cual se le hayan sustituido parte de los elementos constituyentes, reemplazándolos o no por otras sustancias. b. Que haya sido adicionado por sustancias no autorizadas. c. Que haya sido sometido a tratamientos que disimulen u oculten sus condiciones originales y, d. Que por deficiencias en su calidad normal hayan sido disimuladas u ocultadas en forma fraudulenta sus condiciones originales. ALIMENTO ALTERADO: Alimento que sufre modificación o degradación, parcial o total, de los constituyentes que le son propios, por agentes físicos, químicos o biológicos. ALIMENTO CONTAMINADO: Alimento que contiene agentes y/o sustancias extrañas de cualquier naturaleza en cantidades superiores a las permitidas en las normas nacionales, o en su defecto en normas reconocidas internacionalmente. ALIMENTO DE MAYOR RIESGO EN SALUD PUBLICA: Alimento que, en razón a sus características de composición especialmente en sus contenidos de nutrientes, Aw actividad acuosa y ph, favorece el crecimiento microbiano y por consiguiente, cualquier deficiencia en su proceso, manipulación, conservación, transporte, distribución y comercialización, puede ocasionar trastornos a la salud del consumidor. ALIMENTO FALSIFICADO: Alimento falsificado es aquel que: 135
136 a. Se le designe o expenda con nombre o calificativo distinto al que le corresponde; b. Su envase, rótulo o etiqueta contenga diseño o declaración ambigua, falsa o que pueda inducir o producir engaño o confusión respecto de su composición intrínseca y uso y, c. No proceda de sus verdaderos fabricantes o que tenga la apariencia y caracteres generales de un producto legítimo, protegido o no por marca registrada, y que se denomine como este, sin serlo. ALIMENTO PERECEDERO: El alimento que, en razón de su composición, características físico-químicas y biológicas, pueda experimentar alteración de diversa naturaleza en un tiempo determinado y que, por lo tanto, exige condiciones especiales de proceso, conservación, almacenamiento, transporte y expendio. AMBIENTE: Cualquier áárea interna o externa delimitada físicamente que forma parte del establecimiento destinado a la fabricación, al procesamiento, a la preparación, al envase, almacenamiento y expendio de alimentos. AUTORIDAD SANITARIA COMPETENTE: Por autoridad competente se entender al Instituto Nacional de Vigilancia de Medicamentos y Alimentos INVIMA y a las Direcciones Territoriales de Salud, que, de acuerdo con la Ley, ejercen funciones de inspección, vigilancia y control, y adoptan las acciones de prevención y seguimiento para garantizar el cumplimiento a lo dispuesto en el presente decreto. BUENAS PRACTICAS DE MANUFACTURA: Son los principios básicos y practicas generales de higiene en la manipulación, preparación, elaboración, envasado, almacenamiento, transporte y distribución de alimentos para consumo humano, con el objeto de garantizar que los productos se fabriquen en condiciones sanitarias adecuadas y se disminuyan los riesgos inherentes a la producción. BIOTECNOLOGIA DE TERCERA GENERACION: Es la rama de la ciencia basada en la manipulación de la información genética de las células para la obtención de alimentos. 136
137 CERTIFICADO DE INSPECCION SANITARIA: Es el documento que expide la autoridad sanitaria competente para los alimentos o materias primas importadas o de exportación, en el cual se hace constar su aptitud para el consumo humano. DESINFECCION - DESCONTAMINACION: Es el tratamiento físico-químico o biológico aplicado a las superficies limpias en contacto con el alimento con el fin de destruir las células vegetativas de los microorganismos que pueden ocasionar riesgos para la salud pública y reducir substancialmente el número de otros microorganismos indeseables, sin que dicho tratamiento afecte adversamente la calidad e inocuidad del alimento. DISEÑO SANITARIO: Es el conjunto de características que deben reunir las edificaciones, equipos, utensilios e instalaciones de los establecimientos dedicados a la fabricación, procesamiento, preparación, almacenamiento, transporte, y expendio con el fin de evitar riesgos en la calidad e inocuidad de los alimentos. EMBARQUE: Es la cantidad de materia prima o alimento que se transporta en cada vehículo en los diferentes medios de transporte, sea que, como tal, constituya un lote o cargamento o forme parte de otro. EQUIPO: Es el conjunto de maquinaria, utensilios, recipientes, tuberías, vajillas y demás accesorios que se empleen en la fabricación, procesamiento, preparación, envase, fraccionamiento, almacenamiento, distribución, transporte, y expendio de alimentos y sus materias primas. EXPENDIO DE ALIMENTOS: Es el establecimiento destinado a la venta de alimentos para consumo humano. FABRICA DE ALIMENTOS: Es el establecimiento en el cual se realice una o varias operaciones tecnológicas, ordenadas e higiénicas, destinadas a fraccionar, elaborar, producir, transformar o envasar alimentos para el consumo humano. HIGIENE DE LOS ALIMENTOS: Son el conjunto de medidas preventivas necesarias para garantizar la seguridad, limpieza y calidad de los alimentos en cualquier etapa de su manejo. 137
138 INFESTACION: Es la presencia y multiplicación de plagas que pueden contaminar o deteriorar los alimentos y/o materias primas. INGREDIENTES PRIMARIOS: Son elementos constituyentes de un alimento o materia prima para alimentos, que una vez sustituido uno de los cuales, el producto deja de ser tal para convertirse en otro. INGREDIENTES SEGUNDARIOS: Son elementos constituyentes de un alimento o materia prima para alimentos, que, de ser sustituidos, pueden determinar el cambio de las características del producto, aunque este continúe siendo el mismo. LIMPIEZA: Es el proceso o la operación de eliminación de residuos de alimentos u otras materias extrañas o indeseables. MANIPULADOR DE ALIMENTOS: Es toda persona que interviene directamente y, aunque sea en forma ocasional, en actividades de fabricación, procesamiento, preparación, envase, almacenamiento, transporte y expendio de alimentos. MATERIA PRIMA: Son las sustancias naturales o artificiales, elaboradas o no, empleadas por la industria de alimentos para su utilización directa, fraccionamiento o conversión en alimentos para consumo humano. INSUMO: Comprende los ingredientes, envases y empaques de alimentos. PROCESO TECNOLOGICO: Es la secuencia de etapas u operaciones que se aplican a las materias primas y demás ingredientes para obtener un alimento. Esta definición incluye la operación de envasado y embalaje del producto terminado. REGISTRO SANITARIO: Es el documento expedido por la autoridad sanitaria competente, mediante el cual se autoriza a una persona natural o jurídica para fabricar, envasar; e Importar un alimento con destino al consumo humano. RESTAURANTE O ESTABLECIMIENTO DE CONSUMO DE ALIMENTOS: Es todo establecimiento destinado a la preparación, consumo y expendio de alimentos. 138
139 SUSTANCIA PELIGROSA: Es toda forma de material que durante la fabricación, manejo, transporte, almacenamiento o uso pueda generar polvos, humos, gases, vapores, radiaciones o causar explosión, corrosión, incendio, irritación, toxicidad, u otra afección que constituya riesgo para la salud de las personas o causar daños materiales o deterioro del ambiente. VIGILANCIA EPIDEMIOLOGICA DE LAS ENFERMEDADES TRANSMITIDAS POR ALIMENTOS: Es el conjunto de actividades que permite la recolección de información permanente y continua; tabulación de esta misma, su análisis e interpretación; la toma de medidas conducentes a prevenir y controlar las enfermedades transmitidas por alimentos y los factores de riesgo relacionados con las mismas, además de la divulgación y evaluación del sistema. ARTICULO 3o. ALIMENTOS DE MAYOR RIESGO EN SALUD PUBLICA. Para efectos del presente decreto se consideran alimentos de mayor riesgo en salud pública los siguientes: - Carne, productos cárnicos y sus preparados. - Leche y derivados lácteos. - Productos de la pesca y sus derivados. - Productos preparados a base de huevo. - Alimentos de baja acidez empacados en envases sellados herméticamente. (ph > 4.5) - Alimentos o Comidas preparados de origen animal listos para el consumo. - Agua envasada. - Alimentos infantiles. PARAGRAFO 1o. Se consideran alimentos de menor riesgo en salud pública aquellos grupos de alimentos no contemplados en el presente artículo. PARAGRAFO 2o. El Ministerio de Salud de acuerdo con estudios técnicos, perfil epidemiológico y sus funciones de vigilancia y control, podrá modificar el listado de los alimentos de mayor riesgo en salud pública. 139
140 ARTICULO 4o. MATADEROS. Los mataderos se consideraran como fabricas de alimentos y su funcionamiento obedecerá a lo dispuesto en el Título V de la Ley 09 de 1979 y sus decretos reglamentarios, Decreto 2278 de 1982, Decreto 1036 de 1991 y los demás que lo modifiquen, sustituyan o adicionen. ARTICULO 5o. LECHE. La producción, procesamiento, almacenamiento, transporte, envase, rotulación, expendio y demás aspectos relacionados con la leche se regir n por la ley 09/79 y los Decretos reglamentarios 2437 de 1983, 2473 de 1987 y los demás que los modifiquen, sustituyan o adicionen. ARTICULO 6o. OBLIGATORIEDAD DE DAR AVISO A LA AUTORIDAD SANITARIA. Las personas naturales o jurídicas responsables de las actividades reglamentadas en el presente Decreto deber n informar a la autoridad sanitaria competente la existencia y funcionamiento del establecimiento, cualquier cambio de propiedad, razón social, ubicación o cierre temporal o definitivo del mismo para efectos de la vigilancia y control sanitarios. TITULO II. CONDICIONES BASICAS DE HIGIENE EN LA FABRICACION DE ALIMENTOS ARTICULO 7o. BUENAS PRÁCTICAS DE MANUFACTURA. Las actividades de fabricación, procesamiento, envase, almacenamiento, transporte, distribución y comercialización de alimentos se ceñir n a los principios de las Buenas Practicas de Manufactura estipuladas en el título II del presente decreto. CAPITULO I. EDIFICACION E INSTALACIONES ARTICULO 8o. Los establecimientos destinados a la fabricación, el procesamiento, envase, almacenamiento y expendio de alimentos deberán cumplir las condiciones generales que se establecen a continuación: LOCALIZACION Y ACCESOS. 140
141 a. Estar n ubicados en lugares aislados de cualquier foco de insalubridad que represente riesgos potenciales para la contaminación del alimento. b. Su funcionamiento no deberá poner en riesgo la salud y el bienestar de la comunidad. c. Sus accesos y alrededores se mantendrán limpios, libres de acumulación de basuras y deberán tener superficies pavimentadas o recubiertas con materiales que faciliten el mantenimiento sanitario e impidan la generación de polvo, el estancamiento de aguas o la presencia de otras fuentes de contaminación para el alimento. DISEÑO Y CONSTRUCCION. d. La edificación debe estar diseñada y construida de manera que proteja los ambientes de producción, e impida la entrada de polvo, lluvia, suciedades u otros contaminantes, as como del ingreso y refugio de plagas y animales domésticos. e. La edificación debe poseer una adecuada separación física y / o funcional de aquellas áreas donde se realizan operaciones de producción susceptibles de ser contaminadas por otras operaciones o medios de contaminación presentes en las áreas adyacentes. f. Los diversos locales o ambientes de la edificación deben tener el tamaño adecuado para la instalación, operación y mantenimiento de los equipos, as como para la circulación del personal y el traslado de materiales o productos. Estos ambientes deben estar ubicados según la secuencia lógica del proceso, desde la recepción de los insumos hasta el despacho del producto terminado, de tal manera que se eviten retrasos indebidos y la contaminación cruzada. De ser requerido, tales ambientes deben dotarse de las condiciones de temperatura, humedad u otras necesarias para la ejecución higiénica de las operaciones de producción y/o para la conservación del alimento. g. La edificación y sus instalaciones deben estar construidas de manera que se faciliten las operaciones de limpieza, desinfección y desinfectación según lo establecido en el plan de saneamiento del establecimiento. h. El tamaño de los almacenes o depósitos debe estar en proporción a los volúmenes de insumos y de productos terminados manejados por el 141
142 establecimiento, disponiendo además de espacios libres para la circulación del personal, el traslado de materiales o productos y para realizar la limpieza y el mantenimiento de las áreas respectivas. i. Sus áreas deberán estar separadas de cualquier tipo de vivienda y no podrán ser utilizadas como dormitorio. j. No se permite la presencia de animales en los establecimientos objeto del presente decreto. ABASTECIMIENTO DE AGUA. k. El agua que se utilice debe ser de calidad potable y cumplir con las normas vigentes establecidas por la reglamentación correspondiente del Ministerio de Salud. l. Deben disponer de agua potable a la temperatura y presión requeridas en el correspondiente proceso, para efectuar una limpieza y desinfección efectiva. ll. Solamente se permite el uso de agua no potable, cuando la misma no ocasione riesgos de contaminación del alimento; como en los casos de generación de vapor indirecto, ducha contra incendios, o refrigeración indirecta. En estos casos, el agua no potable debe distribuirse por un sistema de tuberías completamente separados e identificados por colores, sin que existan conexiones cruzadas ni sifón aje de retroceso con las tuberías de agua potable. m. Deben disponer de un tanque de agua con la capacidad suficiente, para atender como mínimo las necesidades correspondientes a un día de producción. La construcción y el mantenimiento de dicho tanque se realizar conforme a lo estipulado en las normas sanitarias vigentes. DISPOSICION DE RESIDUOS LIQUIDOS. n. Dispondrán de sistemas sanitarios adecuados para la recolección, el tratamiento y la disposición de aguas residuales, aprobadas por la autoridad competente. 142
143 o. El manejo de residuos líquidos dentro del establecimiento debe realizarse de manera que impida la contaminación del alimento o de las superficies de potencial contacto con este. DISPOSICION DE RESIDUOS SÓLIDOS. p. Los residuos sólidos deben ser removidos frecuentemente de las áreas de producción y disponerse de manera que se elimine la generación de malos olores, el refugio y alimento de animales y plagas y que no contribuya de otra forma al deterioro ambiental. q. El establecimiento debe disponer de recipientes, locales e instalaciones apropiadas para la recolección y almacenamiento de los residuos sólidos, conforme a lo estipulado en las normas sanitarias vigentes. Cuando se generen residuos orgánicos de fácil descomposición se debe disponer de cuartos refrigerados para el manejo previo a su disposición final. INSTALACIONES SANITARIAS r. Deben disponer de instalaciones sanitarias en cantidad suficiente tales como servicios sanitarios y vestideros, independientes para hombres y mujeres, separados del área de elaboración y suficientemente dotados para facilitar la higiene del personal. s. Los servicios sanitarios deben mantenerse limpios y proveerse de los recursos requeridos para la higiene personal, tales como: papel higiénico, dispensador de jabón, implementos desechables o equipos automáticos para el secado de las manos y papeleras. t. Se deben instalar lavamanos en las reas de elaboración o próximos a estas para la higiene del personal que participe en la manipulación de los alimentos y para facilitar la supervisión de estas practicas. u. Los grifos, en lo posible, no deben requerir accionamiento manual. En las proximidades de los lavamanos se deben colocar avisos o advertencias al personal sobre la necesidad de lavarse las manos luego de usar los servicios sanitarios, después de cualquier cambio de actividad y antes de iniciar las labores de producción. 143
144 v. Cuando lo requieran, deben disponer en las áreas de elaboración de instalaciones adecuadas para la limpieza y desinfección de los equipos y utensilios de trabajo. Estas instalaciones deben construirse con materiales resistentes al uso y a la corrosión, de fácil limpieza y provistas con suficiente agua fría y caliente, a temperatura no inferior a 80o.C. ARTICULO 9o. CONDICIONES ESPECIFICAS DE LAS AREAS DE ELABORACION. Las áreas de elaboración deben cumplir además los siguientes requisitos de diseño y construcción: PISOS Y DRENAJES a. Los pisos deben estar construidos con materiales que no generen sustancias o contaminantes tóxicos, resistentes, no porosos, impermeables, no absorbentes, no deslizantes y con acabados libres de grietas o defectos que dificulten la limpieza, desinfección y mantenimiento sanitario. b. El piso de las áreas húmedas de elaboración debe tener una pendiente mínima de 2% y al menos un drenaje de 10 cm de diámetro por cada 40 m2 de área servida; mientras que en las áreas de baja humedad ambiental y en los almacenes, la pendiente mínima será del 1% hacia los drenajes, se requiere de al menos un drenaje por cada 90 m2 de área servida. Los pisos de las cavas de refrigeración deben tener pendiente hacia drenajes ubicados preferiblemente en su parte exterior. c. El sistema de tuberías y drenajes para la conducción y recolección de las aguas residuales, debe tener la capacidad y la pendiente requeridas para permitir una salida r pida y efectiva de los volúmenes máximos generados por la industria. Los drenajes de piso deben tener la debida protección con rejillas y, si se requieren trampas adecuadas para grasas y sólidos, estarán diseñadas de forma que permitan su limpieza. PAREDES d. En las áreas de elaboración y envasado, las paredes deben ser de materiales resistentes, impermeables, no absorbentes y de fácil limpieza y desinfección. Además, según el tipo de proceso hasta una altura adecuada, las mismas deben poseer acabado liso y sin grietas, pueden recubrirse con 144
145 material cerámico o similar o con pinturas plásticas de colores claros que reúnan los requisitos antes indicados. e. Las uniones entre las paredes y entre estas y los pisos y entre las paredes y los techos, deben estar selladas y tener forma redondeada para impedir la acumulación de suciedad y facilitar la limpieza. TECHOS f. Los techos deben estar diseñados y construidos de manera que se evite la acumulación de suciedad, la condensación, la formación de mohos y hongos, el desprendimiento superficial y además facilitar la limpieza y el mantenimiento. g. En lo posible, no se debe permitir el uso de techos falsos o dobles techos, a menos que se construyan con materiales impermeables, resistentes, de fácil limpieza y con accesibilidad a la cámara superior para realizar la limpieza y desinfectación. VENTANAS Y OTRAS ABERTURAS h. Las ventanas y otras aberturas en las paredes deben estar construidas para evitar la acumulación de polvo, suciedades y facilitar la limpieza; aquellas que se comuniquen con el ambiente exterior, deben estar provistas con malla antiinsecto de fácil limpieza y buena conservación. PUERTAS i. Las puertas deben tener superficie lisa, no absorbente, deben ser resistentes y de suficiente amplitud; donde se precise, tendrán dispositivos de cierre automático y ajuste hermético. Las aberturas entre las puertas exteriores y los pisos no deben ser mayores de 1 cm. j. No deben existir puertas de acceso directo desde el exterior a las áreas de elaboración; cuando sea necesario debe utilizarse una puerta de doble servicio, todas las puertas de las áreas de elaboración deben ser auto cerrables en lo posible, para mantener las condiciones atmosféricas diferenciables deseadas. 145
146 ESCALERAS, ELEVADORES Y ESTRUCTURAS COMPLEMENTARIAS (RAMPAS, PLATAFORMAS) k. Estas deben ubicarse y construirse de manera que no causen contaminación al alimento o dificulten el flujo regular del proceso y la limpieza de la planta. l. Las estructuras elevadas y los accesorios deben aislarse en donde sea requerido, estar diseñadas y con un acabado para prevenir la acumulación de suciedad, minimizar la condensación, el desarrollo de mohos y el descamado superficial. ll. Las instalaciones eléctricas, mecánicas y de prevención de incendios deben estar diseñadas y con un acabado de manera que impidan la acumulación de suciedades y el albergue de plagas. ILUMINACION m. Los establecimientos objeto del presente decreto tendrán una adecuada y suficiente iluminación natural y/o artificial, la cual se obtendrá por medio de ventanas, claraboyas, y lámparas convenientemente distribuidas. n. La iluminación debe ser de la calidad e intensidad requeridas para la ejecución higiénica y efectiva de todas las actividades. La intensidad no debe ser inferior a: 540 lux (59 bujía - pie) en todos los puntos de inspección; 220 lux (20 bujía - pie) en locales de elaboración; y 110 lux (10 bujía - pie) en otras áreas del establecimiento o. Las lámparas y accesorios ubicados por encima de las líneas de elaboración y envasado de los alimentos expuestos al ambiente, deben ser del tipo de seguridad y estar protegidas para evitar la contaminación en caso de ruptura y, en general, contar con una iluminación uniforme que no altere los colores naturales. VENTILACION 146
147 p. Las áreas de elaboración poseerán sistemas de ventilación directa o indirecta, los cuales no deben crear condiciones que contribuyan a la contaminación de estas o a la incomodidad del personal. La ventilación debe ser adecuada para prevenir la condensación del vapor, polvo, facilitar la remoción del calor. Las aberturas para circulación del aire estarán protegidas con mallas de material no corrosivo y serán fácilmente removibles para su limpieza y reparación. q. Cuando la ventilación es inducida por ventiladores y aire acondicionado, el aire debe ser filtrado y mantener una presión positiva en las áreas de producción en donde el alimento este expuesto, para asegurar el flujo de aire hacia el exterior. Los sistemas de ventilación deben limpiarse periódicamente para prevenir la acumulación de polvo. CAPITULO II. EQUIPOS Y UTENSILIOS ARTICULO 10. CONDICIONES GENERALES. Los equipos y utensilios utilizados en el procesamiento, fabricación, preparación, de alimentos dependen del tipo del alimento, materia prima o insumo, de la tecnología a emplear y de la máxima capacidad de producción prevista. Todos ellos deben estar diseñados, construidos, instalados y mantenidos de manera que se evite la contaminación del alimento, facilite la limpieza y desinfección de sus superficies y permitan desempeñar adecuadamente el uso previsto. ARTICULO 11. CONDICIONES ESPECÍFICAS. Los equipos y utensilios utilizados deben cumplir con las siguientes condiciones específicas: a. Los equipos y utensilios empleados en el manejo de alimentos deben estar fabricados con materiales resistentes al uso y a la corrosión, así como a la utilización frecuente de los agentes de limpieza y desinfección. b. Todas las superficies de contacto con el alimento deben ser inertes bajo las condiciones de uso previstas, de manera que no exista interacción entre estas o de estas con el alimento, a menos que este o los elementos contaminantes migren al producto, dentro de los límites permitidos en la respectiva legislación. 147
148 De esta forma, no se permite el uso de materiales contaminantes como: plomo, cadmio, zinc, antimonio, hierro, u otros que resulten de riesgo para la salud. c. Todas las superficies de contacto directo con el alimento deben poseer un acabado liso, no poroso, no absorbente y estar libres de defectos, grietas, intersticios u otras irregularidades que puedan atrapar partículas de alimentos o microorganismos que afectan la calidad sanitaria del producto. Podrán emplearse otras superficies cuando exista una justificación tecnológica específica. d. Todas las superficies de contacto con el alimento deben ser fácilmente accesibles o desmontables para la limpieza e inspección. e. Los ángulos internos de las superficies de contacto con el alimento deben poseer una curvatura continua y suave, de manera que puedan limpiarse con facilidad. f. En los espacios interiores en contacto con el alimento, los equipos no deben poseer piezas o accesorios que requieran lubricación ni roscas de acoplamiento u otras conexiones peligrosas. g. Las superficies de contacto directo con el alimento no deben recubrirse con pinturas u otro tipo de material desprendible que represente un riesgo para la inocuidad del alimento. h. En lo posible los equipos deben estar diseñados y construidos de manera que se evite el contacto del alimento con el ambiente que lo rodea. i. Las superficies exteriores de los equipos deben estar diseñadas y construidas de manera que faciliten su limpieza y eviten la acumulación de suciedades, microorganismos, plagas u otros agentes contaminantes del alimento. j. Las mesas y mesones empleados en el manejo de alimentos deben tener superficies lisas, con bordes sin aristas y estar construidas con materiales resistentes, impermeables y lavables. k. Los contenedores o recipientes usados para materiales no comestibles y desechos, deben ser a prueba de fugas, debidamente identificados, 148
149 construidos de metal u otro material impermeable, de fácil limpieza y de ser requerido provistos de tapa hermética. Los mismos no pueden utilizarse para contener productos comestibles. l. Las tuberías empleadas para la conducción de alimentos deben ser de materiales resistentes, inertes, no porosos, impermeables y fácilmente desmontables para su limpieza. Las tuberías fijas se limpiaran y desinfectaran mediante la recirculación de las sustancias previstas para este fin. ARTICULO 12. CONDICIONES DE INSTALACION Y FUNCIONAMIENTO. Los equipos y utensilios requerirán de las siguientes condiciones de instalación y funcionamiento: a. Los equipos deben estar instalados y ubicados según la secuencia lógica del proceso tecnológico, desde la recepción de las materias primas y demás ingredientes, hasta el envasado y embalaje del producto terminado. b. La distancia entre los equipos y las paredes perimetrales, columnas u otros elementos de la edificación, debe ser tal que les permita funcionar adecuadamente y facilite el acceso para la inspección, limpieza y mantenimiento. c. Los equipos que se utilicen en operaciones criticas para lograr la inocuidad del alimento, deben estar dotados de los instrumentos y accesorios requeridos para la medición y registro de las variables del proceso. As mismo, deben poseer dispositivos para captar muestras del alimento. d. Las tuberías elevadas no deben instalarse directamente por encima de las líneas de elaboración, salvo en los casos tecnológicamente justificados y en donde no exista peligro de contaminación del alimento. e. Los equipos utilizados en la fabricación de alimentos podrán ser lubricados con sustancias permitidas y empleadas racionalmente, de tal forma que se evite la contaminación del alimento. CAPITULO III. PERSONAL MANIPULADOR DE ALIMENTOS ARTICULO 13. ESTADO DE SALUD. 149
150 a. El personal manipulador de alimentos debe haber pasado por un reconocimiento médico antes de desempeñar esta función. Así mismo, deber efectuarse un reconocimiento médico cada vez que se considere necesario por razones clínicas y epidemiológicas, especialmente después de una ausencia del trabajo motivada por una infección que pudiera dejar secuelas capaces de provocar contaminación de los alimentos que se manipulen. La dirección de la empresa tomar las medidas correspondientes para que al personal manipulador de alimentos se le practique un reconocimiento medico, por lo menos una vez al año. b. La dirección de la empresa tomara las medidas necesarias para que no se permita contaminar los alimentos directa o indirectamente a ninguna persona que se sepa o sospeche que padezca de una enfermedad susceptible de transmitirse por los alimentos, o que sea portadora de una enfermedad semejante, o que presente heridas infectadas, irritaciones cutáneas infectadas o diarrea. Todo manipulador de alimentos que represente un riesgo de este tipo deberá comunicarlo a la dirección de la empresa. ARTICULO 14. EDUCACION Y CAPACITACION. a. Todas las personas que han de realizar actividades de manipulación de alimentos deben tener formación en materia de educación sanitaria, especialmente en cuanto a prácticas higiénicas en la manipulación de alimentos. Igualmente deben estar capacitados para llevar a cabo las tareas que se les asignen, con el fin de que sepan adoptar las precauciones necesarias para evitar la contaminación de los alimentos. b. Las empresas deberán tener un plan de capacitación continuo y permanente para el personal manipulador de alimentos desde el momento de su contratación y luego ser reforzado mediante charlas, cursos u otros medios efectivos de actualización. Esta capacitación estará bajo la responsabilidad de la empresa y podrá ser efectuada por esta, por personas naturales o jurídicas contratadas y por las autoridades sanitarias. Cuando el plan de capacitación se realice a través de personas naturales o jurídicas diferentes a la empresa, estas deber n contar con la autorización de la autoridad sanitaria competente. Para este efecto se tendrán en cuenta el contenido de la capacitación, materiales y ayudas utilizadas, así como la idoneidad del personal docente. 150
151 c. La autoridad sanitaria en cumplimiento de sus actividades de vigilancia y control, verificara el cumplimiento del plan de capacitación para los manipuladores de alimentos que realiza la empresa. d. Para reforzar el cumplimiento de las prácticas higiénicas, se han de colocar en sitios estratégicos avisos alusivos a la obligatoriedad y necesidad de su observancia durante la manipulación de alimentos. e. El manipulador de alimentos debe ser entrenado para comprender y manejar el control de los puntos críticos que están bajo su responsabilidad y la importancia de su vigilancia o monitoreo; además, debe conocer los límites críticos y las acciones correctivas a tomar cuando existan desviaciones en dichos límites. ARTICULO 15. PRACTICAS HIGIENICAS Y MEDIDAS DE PROTECCION. Toda persona mientras trabaja directamente en la manipulación o elaboración de alimentos, debe adoptar las practicas higiénicas y medidas de protección que a continuación se establecen: a. Mantener una esmerada limpieza e higiene personal y aplicar buenas practicas higiénicas en sus labores, de manera que se evite la contaminación del alimento y de las superficies de contacto con este. b. Usar vestimenta de trabajo que cumpla los siguientes requisitos: De color claro que permita visualizar fácilmente su limpieza; con cierres o cremalleras y /o broches en lugar de botones u otros accesorios que puedan caer en el alimento; sin bolsillos ubicados por encima de la cintura; cuando se utiliza delantal, este debe permanecer atado al cuerpo en forma segura para evitar la contaminación del alimento y accidentes de trabajo. La empresa será responsable de una dotación de vestimenta de trabajo en número suficiente para el personal manipulador, con el propósito de facilitar el cambio de indumentaria el cual será consistente con el tipo de trabajo que desarrolla c. Lavarse las manos con agua y jabón, antes de comenzar su trabajo, cada vez que salga y regrese al área asignada y después de manipular cualquier material u objeto que pudiese representar un riesgo de contaminación para el alimento. Será obligatorio realizar la desinfección de las manos cuando los riesgos asociados con la etapa del proceso así lo justifiquen. 151
152 d. Mantener el cabello recogido y cubierto totalmente mediante malla, gorro u otro medio efectivo. Se debe usar protector de boca y en caso de llevar barba, bigote o patillas anchas se debe usar cubiertas para estas. e. Mantener las uñas cortas, limpias y sin esmalte. f. Usar calzado cerrado, de material resistente e impermeable y de tacón bajo. g. De ser necesario el uso de guantes, estos deben mantenerse limpios, sin roturas o desperfectos y ser tratados con el mismo cuidado higiénico de las manos sin protección. El material de los guantes, debe ser apropiado para la operación realizada. El uso de guantes no exime al operario de la obligación de lavarse las manos, según lo indicado en el literal c. h. Dependiendo del riesgo de contaminación asociado con el proceso ser obligatorio el uso de tapabocas mientras se manipula el alimento. i. No se permite utilizar anillos, aretes, joyas u otros accesorios mientras el personal realice sus labores. En caso de usar lentes, deben asegurarse a la cabeza mediante bandas, cadenas u otros medios ajustables. j. No esta permitido comer, beber o masticar cualquier objeto o producto, como tampoco fumar o escupir en las áreas de producción o en cualquier otra zona donde exista riesgo de contaminación del alimento. k. El personal que presente afecciones de la piel o enfermedad infectocontagiosa deberá ser excluido de toda actividad directa de manipulación de alimentos. l. Las personas que actúen en calidad de visitantes a las áreas de fabricación deberán cumplir con las medidas de protección y sanitarias estipuladas en el presente Capítulo. CAPITULO IV. REQUISITOS HIGIENICOS DE FABRICACION ARTICULO 16. CONDICIONES GENERALES. Todas las materias primas y demás insumos para la fabricación así como las actividades de fabricación, preparación y procesamiento, envasado y almacenamiento deben cumplir con 152
153 los requisitos descritos en este capítulo, para garantizar la inocuidad y salubridad del alimento. ARTICULO 17. MATERIAS PRIMAS E INSUMOS. Las materias primas e insumos para alimentos cumplirán con los siguientes requisitos: a. La recepción de materias primas debe realizarse en condiciones que eviten su contaminación, alteración y daños físicos. b. Las materias primas e insumos deben ser inspeccionados, previo al uso, clasificados y sometidos a análisis de laboratorio cuando así se requiera, para determinar si cumplen con las especificaciones de calidad establecidas al efecto. c. Las materias primas se someter n a la limpieza con agua potable u otro medio adecuado de ser requerido y a la descontaminación previa a su incorporación en las etapas sucesivas del proceso. d. Las materias primas conservadas por congelación que requieren ser descongeladas previo al uso, deben descongelarse a una velocidad controlada para evitar el desarrollo de microorganismos; no podrán ser recongeladas, además, se manipular n de manera que se minimice la contaminación proveniente de otras fuentes. e. Las materias primas e insumos que requieran ser almacenadas antes de entrar a las etapas de proceso, deberán almacenarse en sitios adecuados que eviten su contaminación y alteración. f. Los depósitos de materias primas y productos terminados ocuparan espacios independientes, salvo en aquellos casos en que a juicio de la autoridad sanitaria competente no se presenten peligros de contaminación para los alimentos. g. Las zonas donde se reciban o almacenen materias primas estarán separadas de las que se destinan a elaboración o envasado del producto final. La autoridad sanitaria competente podrá eximir del cumplimiento de este requisito a los establecimientos en los cuales no exista peligro de contaminación para los alimentos. 153
154 ARTICULO 18. ENVASES. Los envases y recipientes utilizados para manipular las materias primas o los productos terminados deber n reunir los siguientes requisitos: a. Estar fabricados con materiales apropiados para estar en contacto con el alimento y cumplir con las reglamentaciones del Ministerio de Salud. b. El material del envase deberá ser adecuado y conferir una protección apropiada contra la contaminación c. No deben haber sido utilizados previamente para algún fin diferente que pudiese ocasionar la contaminación del alimento a contener. d. Deben ser inspeccionados antes del uso para asegurarse que estén en buen estado, limpios y/o desinfectados. Cuando son lavados, los mismos se escurrirán bien antes de ser usados. e. Se deben mantener en condiciones de sanidad y limpieza cuando no estén siendo utilizados en la fabricación. ARTICULO 19. OPERACIONES DE FABRICACION. Las operaciones de fabricación deberán cumplir con los siguientes requisitos: a. Todo el proceso de fabricación del alimento, incluyendo las operaciones de envasado y almacenamiento, deberán realizarse en optimas condiciones sanitarias, de limpieza y conservación y con los controles necesarios para reducir el crecimiento potencial de microorganismos y evitar la contaminación del alimento. Para cumplir con este requisito, se deberán controlar los factores físicos, tales como tiempo, temperatura, humedad, actividad acuosa (Aw), ph, presión y velocidad de flujo y, además, vigilar las operaciones de fabricación, tales como: congelación, deshidratación, tratamiento térmico, acidificación y refrigeración, para asegurar que los tiempos de espera, las fluctuaciones de temperatura y otros factores no contribuyan a la descomposición o contaminación del alimento. b. Se deben establecer todos los procedimientos de control, físicos, químicos, microbiológicos y organolépticos en los puntos críticos del proceso de fabricación, con el fin de prevenir o detectar cualquier contaminación, falla de saneamiento, incumplimiento de especificaciones o cualquier otro defecto de calidad del alimento, materiales de empaque o del producto terminado. 154
155 c. Los alimentos que por su naturaleza permiten un rápido crecimiento de microorganismos indeseables, particularmente los de mayor riesgo en salud pública deben mantenerse en condiciones que se evite su proliferación. Para el cumplimiento de este requisito deberán adoptarse medidas efectivas como: - Mantener los alimentos a temperaturas de refrigeración no mayores de 4o. C (39o.F) - Mantener el alimento en estado congelado - Mantener el alimento caliente a temperaturas mayores de 60o. C ( 140o.F ) - Tratamiento por calor para destruir los microorganismos mesófilas de los alimentos ácidos o acidificados, cuando estos se van a mantener en recipientes sellados herméticamente a temperatura ambiente. d. Los métodos de esterilización, irradiación, pasteurización, congelación, refrigeración, control de ph, y de actividad acuosa (Aw), que se utilizan para destruir o evitar el crecimiento de microorganismos indeseables, deben ser suficientes bajo las condiciones de fabricación, procesamiento, manipulación, distribución y comercialización, para evitar la alteración y deterioro de los alimentos. e. Las operaciones de fabricación deben realizarse secuencial y continuamente, con el fin de que no se produzcan retrasos indebidos que permitan el crecimiento de microorganismos, contribuyan a otros tipos de deterioro o a la contaminación del alimento. Cuando se requiera esperar entre una etapa del proceso y la subsiguiente, el alimento debe mantenerse protegido y en el caso de alimentos susceptibles de rápido crecimiento microbiano y particularmente los de mayor riesgo en salud pública, durante el tiempo de espera, deberán emplearse temperaturas altas (> 60o.) o bajas (< 4o.C) según sea el caso. f. Los procedimientos mecánicos de manufactura tales como lavar, pelar, cortar, clasificar, desmenuzar, extraer, batir, secar etc, se realizar n de manera que protejan los alimentos contra la contaminación. g. Cuando en los procesos de fabricación se requiera el uso de hielo en contacto con los alimentos, el mismo debe ser fabricado con agua potable y manipulado en condiciones de higiene. 155
156 h. Se deben tomar medidas efectivas para proteger el alimento de la contaminación por metales u otros materiales extraños, instalando mallas, trampas, imanes, detectores de metal o cualquier otro método apropiado. i. Las áreas y equipos usados para la fabricación de alimentos para consumo humano no deben ser utilizados para la elaboración de alimentos o productos para consumo animal o destinados a otros fines. j. No se permite el uso de utensilios de vidrio en las áreas de elaboración debido al riesgo de ruptura y contaminación del alimento. k. Los productos devueltos a la empresa por defectos de fabricación, que tengan incidencia sobre la inocuidad y calidad del alimento no podrán someterse a procesos de reempaque, reelaboración, corrección o esterilización bajo ninguna justificación. ARTICULO 20. PREVENCION DE LA CONTAMINACION CRUZADA. Con el propósito de prevenir la contaminación cruzada, se deberán cumplir los siguientes requisitos: a. Durante las operaciones de fabricación, procesamiento, envasado y almacenamiento se tomaran medidas eficaces para evitar la contaminación de los alimentos por contacto directo o indirecto con materias primas que se encuentren en las fases iniciales del proceso. b. Las personas que manipulen materias primas o productos semielaborados susceptibles de contaminar el producto final no deber n entrar en contacto con ningún producto final, mientras no se cambien de indumentaria y adopten las debidas precauciones higiénicas y medidas de protección. c. Cuando exista el riesgo de contaminación en las diversas operaciones del proceso de fabricación, el personal deberá lavarse las manos entre una y otra manipulación de alimentos. d. Todo equipo y utensilio que haya entrado en contacto con materias primas o con material contaminado deberá limpiarse y desinfectarse cuidadosamente antes de ser nuevamente utilizado. ARTICULO 21. OPERACIONES DE ENVASADO. Las operaciones de envasado de los alimentos deberán cumplir con los siguientes requisitos: 156
157 a. El envasado deberá hacerse en condiciones que excluyan la contaminación del alimento. b. Identificación de lotes. Cada recipiente deberá estar marcado en clave o en lenguaje claro, para identificar la fabrica productora y el lote. Se entiende por lote una cantidad definida de alimentos producida en condiciones esencialmente idénticas. c. Registros de elaboración y producción. De cada lote deberá llevarse un registro, legible y con fecha de los detalles pertinentes de elaboración y producción. Estos registros se conservaran durante un período que exceda el de la vida útil del producto, pero, salvo en caso de necesidad especifica, no se conservaran mas de dos años. CAPITULO V. ASEGURAMIENTO Y CONTROL DE LA CALIDAD ARTICULO 22. CONTROL DE LA CALIDAD. Todas las operaciones de fabricación, procesamiento, envase, almacenamiento y distribución de los alimentos deben estar sujetas a los controles de calidad apropiados. Los procedimientos de control deben prevenir los defectos evitables y reducir los defectos naturales o inevitables a niveles tales que no represente riesgo para la salud. Estos controles variaran según el tipo de alimento y las necesidades de la empresa y deberán rechazar todo alimento que no sea apto para el consumo humano. ARTICULO 23. SISTEMA DE CONTROL. Todas las fábricas de alimentos deben contar con un sistema de control y aseguramiento de la calidad, el cual debe ser esencialmente preventivo y cubrir todas las etapas de procesamiento del alimento, desde la obtención de materias primas e insumos, hasta la distribución de productos terminados. ARTICULO 24. El sistema de control y aseguramiento de la calidad deberá, como mínimo, considerar los siguientes aspectos: a. Especificaciones sobre las materias primas y productos terminados. Las especificaciones definen completamente la calidad de todos los productos y de 157
158 todas las materias primas con los cuales son elaborados y deben incluir criterios claros para su aceptación y liberación o retención y rechazo. b. Documentación sobre planta, equipos y proceso. Se debe disponer de manuales e instrucciones, guías y regulaciones donde se describen los detalles esenciales de equipos, procesos y procedimientos requeridos para fabricar productos. Estos documentos deben cubrir todos los factores que puedan afectar la calidad, manejo de los alimentos, del equipo de procesamiento, el control de calidad, almacenamiento y distribución, métodos y procedimientos de laboratorio. c. Los planes de muestreo, los procedimientos de laboratorio, especificaciones y métodos de ensayo deberán ser reconocidos oficialmente o normalizados con el fin de garantizar o asegurar que los resultados sean confiables. d. El control y el aseguramiento de la calidad no se limita a las operaciones de laboratorio sino que debe estar presente en todas las decisiones vinculadas con la calidad del producto. ARTICULO 25. Se recomienda aplicar el Sistema de Aseguramiento de la calidad sanitaria o inocuidad mediante el análisis de peligros y control de puntos críticos o de otro sistema que garantice resultados similares, el cual deberá ser sustentado y estar disponible para su consulta por la autoridad sanitaria competente. PARAGRAFO 1o. En caso de adoptarse el Sistema de Aseguramiento de la calidad sanitaria o inocuidad mediante el análisis de peligros y control de puntos críticos, la empresa deberá implantarlo y aplicarlo de acuerdo con los principios generales del mismo. PARAGRAFO 2o. El Ministerio de Salud, de acuerdo con el riesgo de los alimentos en salud publica, desarrollo tecnológico de la Industria de Alimentos, requerimientos de comercio Internacional, o a las necesidades de vigilancia y control, reglamentara la obligatoriedad de la aplicación del sistema de análisis de peligros y control de puntos críticos para la industria de alimentos en Colombia. 158
159 ARTICULO 26. Todas las fábricas de alimentos que procesen, elaboren o envasen alimentos de mayor riesgo en salud pública deberán tener acceso a un laboratorio de pruebas y ensayos, el cual puede ser propio o externo. PARAGRAFO 1o. Corresponde al INVIMA acreditar los laboratorios externos de pruebas y ensayos de alimentos. Para ello podrá avalar la acreditación de estos laboratorios otorgada conforme al Decreto 2269 de 1993 por el cual se crea el Sistema Nacional de Normalización, Certificación y Metrología. PARAGRAFO 2o. El Ministerio de Salud establecer las condiciones y requisitos específicos que deben satisfacer los laboratorios de pruebas y ensayos de alimentos para el cumplimiento del presente artículo. PARAGRAFO 3o. El Ministerio de Salud de acuerdo con estudios epidemiológicos o por necesidades de vigilancia y control sanitarios, podrá hacer extensiva la obligatoriedad de tener acceso a un laboratorio de pruebas y ensayos a fabricas que procesen alimentos diferentes a los de mayor riesgo en salud pública. ARTICULO 27. Las fábricas de alimentos que procesen, elaboren o envasen alimentos de mayor riesgo en salud pública, deber n contar con los servicios de tiempo completo de un profesional o de personal técnico idóneo en las áreas de producción y/o control de calidad de alimentos PARAGRAFO. El Ministerio de Salud de acuerdo con estudios epidemiológicos o por necesidades de vigilancia y control sanitarios, podrá hacer extensiva la obligatoriedad de contar con los servicios de personal profesional o técnico, a fábricas que procesen alimentos diferentes a los de mayor riesgo en salud pública. CAPITULO VI. SANEAMIENTO ARTICULO 28. Todo establecimiento destinado a la fabricación, procesamiento, envase y almacenamiento de alimentos debe implantar y desarrollar un Plan de Saneamiento con objetivos claramente definidos y con los procedimientos requeridos para disminuir los riesgos de contaminación de los alimentos. Este plan debe ser responsabilidad directa de la dirección de la Empresa. 159
160 ARTICULO 29. El Plan de Saneamiento debe estar escrito y a disposición de la autoridad sanitaria competente e incluirá como mínimo los siguientes programas: a. Programa de Limpieza y desinfección: Los procedimientos de limpieza y desinfección deben satisfacer las necesidades particulares del proceso y del producto de que se trate. Cada establecimiento debe tener por escrito todos los procedimientos, incluyendo los agentes y sustancias utilizadas as como las concentraciones o formas de uso y los equipos e implementos requeridos para efectuar las operaciones y periodicidad de limpieza y desinfección. b. Programa de Desechos Sólidos: En cuanto a los desechos sólidos (basuras) debe contarse con las instalaciones, elementos, áreas, recursos y procedimientos que garanticen una eficiente labor de recolección, conducción, manejo, almacenamiento interno, clasificación, transporte y disposición, lo cual tendrá que hacerse observando las normas de higiene y salud ocupacional establecidas con el propósito de evitar la contaminación de los alimentos, áreas, dependencias y equipos o el deterioro del medio ambiente. c. Programa de Control de Plagas: Las plagas entendidas como artrópodos y roedores deberán ser objeto de un programa de control específico, el cual debe involucrar un concepto de control integral, esto apelando a la aplicación armónica de las diferentes medidas de control conocidas, con especial énfasis en las radicales y de orden preventivo. CAPITULO VII. ALMACENAMIENTO, DISTRIBUCION, TRANSPORTE Y COMERCIALIZACION ARTICULO 30. Las operaciones y condiciones de almacenamiento, distribución, transporte y comercialización de alimentos deben evitar: a. La contaminación y alteración del alimento b. La Proliferación de microorganismos indeseables en el alimento; y 160
161 c. El deterioro o daño del envase o embalaje ARTICULO 31. ALMACENAMIENTO. Las operaciones de almacenamiento deberán cumplir con las siguientes condiciones: a. Debe llevarse un control de primeras entradas y primeras salidas con el fin de garantizar la rotación de los productos. Es necesario que la empresa periódicamente de salida a productos y materiales inútiles, obsoletos o fuera de especificaciones para facilitar la limpieza de las instalaciones y eliminar posibles focos de contaminación. b. El almacenamiento de productos que requieren refrigeración o congelación se realizar teniendo en cuenta las condiciones de temperatura, humedad y circulación del aire que requiera cada alimento. Estas instalaciones se mantendrán limpias y en buenas condiciones higiénicas, además, se llevar a cabo un control de temperatura y humedad que asegure la conservación del producto. c. El almacenamiento de los insumos y productos terminados se realizara de manera que se minimice su deterioro y se eviten aquellas condiciones que puedan afectar la higiene, funcionalidad e integridad de los mismos. Además se deber n identificar claramente para conocer su procedencia, calidad y tiempo de vida. d. El almacenamiento de los insumos o productos terminados se realizar ordenadamente en pilas o estibas con separación mínima de 60 centímetros con respecto a las paredes perimetrales, y disponerse sobre paletas o tarimas elevadas del piso por lo menos 15 centímetros de manera que se permita la inspección, limpieza y fumigación, si es el caso. No se deben utilizar estibas sucias o deterioradas. e. En los sitios o lugares destinados al almacenamiento de materias primas, envases y productos terminados no podrán realizarse actividades diferentes a estas. f. El almacenamiento de los alimentos devueltos a la empresa por fecha de vencimiento caducada deberá realizarse en una rea o depósito exclusivo para tal fin; este depósito deberá identificarse claramente, se llevara un libro de 161
162 registro en el cual se consigne la fecha y la cantidad de producto devuelto, las salidas parciales y su destino final. Estos registros estarán a disposición de la autoridad sanitaria competente. g. Los plaguicidas, detergentes, desinfectantes y otras sustancias peligrosas que por necesidades de uso se encuentren dentro de la fábrica, deben etiquetarse adecuadamente con un rótulo en que se informe sobre su toxicidad y empleo. Estos productos deben almacenarse en áreas o estantes especialmente destinados para este fin y su manipulación sólo podrá hacerla el personal idóneo, evitando la contaminación de otros productos. ARTICULO 32. Los establecimientos dedicados al depósito de alimentos cumplirán con las condiciones estipuladas para el almacenamiento de alimentos, señaladas en el presente capítulo. ARTICULO 33. TRANSPORTE. El transporte de alimentos deberá cumplir con las siguientes condiciones: a. Se realizara en condiciones tales que excluyan la contaminación y/o la proliferación de microorganismos y protejan contra la alteración del alimento o los daños del envase. b. Los alimentos y materias primas que por su naturaleza requieran mantenerse refrigerados o congelados deben ser transportados y distribuidos bajo condiciones que aseguren y garanticen el mantenimiento de las condiciones de refrigeración o congelación hasta su destino final. c. Los vehículos que posean sistema de refrigeración o congelación, deben ser sometidos a revisión periódica, con el fin de que su funcionamiento garantice las temperaturas requeridas para la buena conservación de los alimentos y contaran con indicadores y sistemas de registro de estas temperaturas. d. La empresa esta en la obligación de revisar los vehículos antes de cargar los alimentos, con el fin de asegurar que se encuentren en buenas condiciones sanitarias. e. Los vehículos deben ser adecuados para el fin perseguido y fabricados con materiales tales que permitan una limpieza fácil y completa. Igualmente se mantendrán limpios y, en caso necesario se someter n a procesos de desinfección. 162
163 f. Se prohíbe disponer los alimentos directamente sobre el piso de los vehículos. Para este fin se utilizaran los recipientes, canastillas, o implementos de material adecuado, de manera que aíslen el producto de toda posibilidad de contaminación y que permanezcan en condiciones higiénicas. g. Se prohíbe transportar conjuntamente en un mismo vehículo alimentos y materias primas con sustancias peligrosas y otras que por su naturaleza representen riesgo de contaminación del alimento o la materia prima. h. Los vehículos transportadores de alimentos deberán llevar en su exterior en forma claramente visible la leyenda: Transporte de Alimentos. i. El transporte de alimentos o materias primas en cualquier medio terrestre, aéreo, marítimo o fluvial dentro del territorio nacional no requiere de certificados, permisos o documentos similares expedidos por parte de las autoridades sanitarias. ARTICULO 34. DISTRIBUCION Y COMERCIALIZACION. Durante las actividades de distribución y comercialización de Alimentos y materias primas deber garantizarse el mantenimiento de las condiciones sanitarias de estos. Toda persona natural o jurídica que se dedique a la distribución o comercialización de alimentos y materias primas será responsable solidario con los fabricantes en el mantenimiento de las condiciones sanitarias de los mismos. PARAGRAFO 1o. Los alimentos que requieran refrigeración durante su distribución, deberán mantenerse a temperaturas que aseguren su adecuada conservación hasta el destino final. PARAGRAFO 2o. Cuando se trate de alimentos que requieren congelación estos deben conservarse a temperaturas tales que eviten su descongelación. ARTICULO 35. EXPENDIO DE ALIMENTOS. El expendio de alimentos deberá cumplir con las siguientes condiciones: a. El expendio de los alimentos deberá realizarse en condiciones que garanticen la conservación y protección de los mismos. b. Los establecimientos que se dediquen al expendio de los alimentos deber n contar con los estantes adecuados para la exhibición de los productos. 163
164 c. Deberán disponer de los equipos necesarios para la conservación, como neveras y congeladores adecuados para aquellos alimentos que requieran condiciones especiales de refrigeración y/ o congelación. d. El propietario o representante legal del establecimiento será el responsable solidario con el fabricante y distribuidor del mantenimiento de las condiciones sanitarias de los productos alimenticios que se expendan en ese lugar. e. Cuando en un expendio de alimentos se realicen actividades de almacenamiento, preparación y consumo de alimentos, las reas respectivas deber n cumplir con las condiciones señaladas para estos fines en el presente Decreto. CAPITULO VIII. RESTAURANTES Y ESTABLECIMIENTOS DE CONSUMO DE ALIMENTOS ARTICULO 36. CONDICIONES GENERALES. Los restaurantes y establecimientos destinados a la preparación y consumo de alimentos cumplirán con las siguientes condiciones sanitarias generales: a. Se localizaran en sitios secos, no inundables y en terrenos de fácil drenaje. b. No se podrán localizar junto a botaderos de basura, pantanos, ciénagas y sitios que puedan ser criaderos de insectos y roedores. c. Los alrededores se conservar n en perfecto estado de aseo, libres de acumulación de basuras, formación de charcos o estancamientos de agua. d. Deben estar diseñados y construidos para evitar la presencia de insectos y roedores. e. Deben disponer de suficiente abastecimiento de agua potable. f. Contaran con servicios sanitarios para el personal que labora en el establecimiento, debidamente dotados y separados del área de preparación de los alimentos. g. Deberán tener sistemas sanitarios adecuados, para la disposición de aguas servidas y excretas. 164
165 h. Contaran con servicios sanitarios para uso del público, separados para hombres y mujeres, salvo en aquellos establecimientos en donde por razones de limitaciones del espacio físico no lo permita caso en el cual podrán emplearse los servicios sanitarios de uso del personal que labora en el establecimiento y los ubicados en centros comerciales. ARTICULO 37. CONDICIONES ESPECÍFICAS DEL AREA DE PREPARACION DE ALIMENTOS. La área de preparación de los alimentos, cumplir con las siguientes condiciones sanitarias específicas: a. Los pisos deben estar construidos con materiales que no generen sustancias o contaminantes tóxicos, resistentes, no porosos, impermeables no absorbentes, no deslizantes y con acabados libres de grietas o defectos que dificulten la limpieza, desinfección y el mantenimiento sanitario. b. El piso de las áreas húmedas debe tener una pendiente mínima de 2% y al menos un drenaje de 10cm de di metro por cada 40m2 de área servida; mientras que en las áreas de baja humedad ambiental y en los depósitos, la pendiente mínima será del 1% hacia los drenajes, se requiere de al menos un drenaje por cada 90 m2 de área servida. c. Las paredes deben ser de materiales resistentes, impermeables, no absorbentes y de fácil limpieza y desinfección. Además hasta una altura adecuada, las mismas deben poseer acabado liso y sin grietas, pueden recubrirse con material cerámico o similar o con pinturas plásticas de colores claros que reúnan los requisitos antes indicados. d. Los techos deben estar diseñados de manera que se evite la acumulación de suciedad, la condensación, la formación de hongos, el desprendimiento superficial y además se facilite la limpieza y el mantenimiento. e. Los residuos sólidos deben ser removidos frecuentemente de la área de preparación de los alimentos y disponerse de manera que se elimine la generación de malos olores, el refugio y alimento para animales y plagas y que no contribuya de otra forma al deterioro ambiental. f. Deben disponerse de recipientes, locales e instalaciones para la recolección y almacenamiento de los residuos sólidos, conforme a lo estipulado en las normas sanitarias vigentes. 165
166 g. Deberá disponerse de recipientes de material sanitario para el almacenamiento de desperdicios orgánicos debidamente tapados, alejados del lugar donde se preparan los alimentos y deberán ser removidos y lavados frecuentemente. h. Se prohíbe el acceso de animales domésticos y la presencia de personas diferentes a los manipuladores de alimentos i. Se prohíbe el almacenamiento de sustancias peligrosas en la cocina o en las áreas de preparación de los alimentos. ARTICULO 38. EQUIPOS Y UTENSILIOS. Los equipos y utensilios empleados en los restaurantes y establecimientos de consumo de alimentos, deben cumplir con las condiciones establecidas en el capitulo II del presente decreto. ARTICULO 39. OPERACIONES DE PREPARACION Y SERVIDO DE LOS ALIMENTOS. Las operaciones de preparación y servido de los alimentos cumplir n con los siguientes requisitos: a. El recibo de insumos e ingredientes para la preparación y servido de alimentos se hará en lugar limpio y protegido de la contaminación ambiental y se almacenaran en recipientes adecuados. b. Los alimentos o materias primas crudos tales como hortalizas, verduras, carnes, y productos hidrobiologicos que se utilicen en la preparación de los alimentos deberán ser lavados con agua potable corriente antes de su preparación. c. Las hortalizas y verduras que se consuman crudas deberán someterse a lavados y desinfección con sustancias autorizadas. d. Los alimentos perecederos tales como leche y sus derivados, carne y preparados, productos de la pesca deber n almacenarse en recipientes separados, bajo condiciones de refrigeración y/o congelación y no podrán almacenarse conjuntamente con productos preparados para evitar la contaminación. e. El personal que esta directamente vinculado a la preparación y/o servido de los alimentos no debe manipular dinero simultáneamente. 166
167 f. Los alimentos y bebidas expuestos para la venta deben mantenerse en vitrinas, campanas plásticas, mallas metálicas o plásticas o cualquier sistema apropiado que los proteja del ambiente exterior. g. El servido de los alimentos deberá hacerse con utensilios ( pinzas, cucharas, etc) según sea el tipo de alimento, evitando en todo caso el contacto del alimento con las manos. h. EL lavado de utensilios debe hacerse con agua potable corriente, jabón o detergente y cepillo, en especial las superficies donde se pican o fraccionan los alimentos, las cuales deben estar en buen estado de conservación e higiene; las superficies para el picado deben ser de material sanitario, de preferencia plástico, nylon, polietileno o teflón. i. La limpieza y desinfección de los utensilios que tengan contacto con los alimentos se hará en tal forma y con elementos o productos que no generen ni dejen sustancias peligrosas durante su uso. Esta desinfección deberá realizarse mediante la utilización de agua caliente, vapor de agua o sustancia químicas autorizadas para este efecto. j. Cuando los establecimientos no cuenten con agua y equipos en cantidad y calidad suficientes para el lavado y desinfección, los utensilios que se utilicen deberán ser desechables con el primer uso. ARTICULO 40. RESPONSABILIDAD. El propietario, la administración del establecimiento y el personal que labore como manipulador de alimentos, ser n responsables de la higiene y la protección de los alimentos preparados y expendidos al consumidor; y estarán obligados a cumplir y hacer cumplir las practicas higiénicas y medidas de protección establecidas en el capitulo III del presente decreto. PARAGRAFO 1o. Los manipuladores de alimentos de los restaurantes y establecimientos de consumo de alimentos deben recibir capacitación sobre manipulación higiénica de alimentos, a través de cursos a cargo de la autoridad local de salud, de la misma empresa o por personas naturales o jurídicas debidamente autorizadas por la autoridad sanitaria local. Para este efecto se tendrán en cuenta el contenido de la capacitación, materiales y ayudas utilizadas, as como la idoneidad del personal docente. 167
168 PARAGRAFO 2o. La autoridad sanitaria competente en cumplimiento de sus actividades de vigilancia y control verificara el cumplimiento de la capacitación para los manipuladores de alimentos a que se refiere este artículo. TITULO III. VIGILANCIA Y CONTROL CAPITULO IX. REGISTRO SANITARIO ARTICULO 41. OBLIGATORIEDAD DEL REGISTRO SANITARIO. Todo alimento que se expenda directamente al consumidor bajo marca de fabrica y con nombres determinados, deberá obtener registro sanitario expedido conforme a lo establecido en el presente decreto. Se exceptúan del cumplimiento de este requisito los alimentos siguientes: a. Los alimentos naturales que no sean sometidos a ningún proceso de transformación, tales como granos, frutas, hortalizas, verduras frescas, miel de abejas, y los otros productos ap colas. b. Los alimentos de origen animal crudos refrigerados o congelados que no hayan sido sometidos a ningún proceso de transformación. c. Los alimentos y materias primas producidos en el país o importados, para utilización exclusiva por la industria y el sector gastronómico en la elaboración de alimentos y preparación de comidas. ARTICULO 42. COMPETENCIA PARA EXPEDIR REGISTRO SANITARIO. El Instituto Nacional de Vigilancia de Medicamentos y Alimentos INVIMA expedirá los registros sanitarios para los alimentos. PARAGRAFO. El INVIMA podrá delegar en algunas entidades territoriales, la expedición de los registros sanitarios, conforme al resultado de la demostración que hagan los entes territoriales de salud, sobre la correspondiente capacidad técnica y humana con que cuenten para el ejercicio de la delegación. 168
169 ARTICULO 43. PRESUNCION DE LA BUENA FE. El registro sanitario se concederá con base en la presunción de la buena fe del interesado conforme al mandato constitucional. ARTICULO 44. VIGENCIA DEL REGISTRO SANITARIO. El registro sanitario tendrá una vigencia de diez años, contados a partir de la fecha de su expedición y podrá renovarse por períodos iguales en los términos establecidos en el presente decreto. ARTICULO 45. SOLICITUD DEL REGISTRO SANITARIO. Para la obtención del registro sanitario el interesado deber presentar los documentos que se señalan para cada caso: A. PARA ALIMENTOS NACIONALES 1. Formulario de solicitud de registro sanitario en el cual se consignara la siguiente información: 1.1. Nombre o razón social de la persona natural o jurídica a cuyo nombre se solicita el registro sanitario y su domicilio. 1.2 Nombre o razón social y ubicación del fabricante. 1.3 Nombre y marca (s) del producto. 1.4 Descripción del producto. 2. Certificado de existencia y representación legal del interesado, cuando se trate de persona jurídica o registro mercantil cuando se trate de persona natural. 3. Certificado de existencia y representación legal o matricula mercantil del fabricante, cuando el alimento sea fabricado por persona diferente al interesado. 4. Recibo de pago por derechos de registro sanitario establecidos en la ley. B. ALIMENTOS IMPORTADOS 1. Formulario de solicitud de Registro Sanitario en el cual se consignara la siguiente información: 169
170 1.1 Nombre o razón social de la persona natural o jurídica a cuyo nombre se solicita el registro sanitario y su domicilio. 1.2 Nombre o razón social y ubicación del fabricante 1.3 Nombre y marca (s) del producto 1.4 Descripción del producto 2. Certificado de existencia y representación legal del interesado, cuando se trate de persona jurídica o matrícula mercantil cuando se trate de persona natural. 3. Certificado expedido por la autoridad sanitaria del país exportador, en el cual conste que el producto esta autorizado para el consumo humano y es de venta libre en ese país. 4. Constancia de que el producto proviene de un fabricante o distribuidor autorizado, salvo cuando el titular del registro sea el mismo fabricante. 5. Recibo de pago por derechos de registro sanitario establecidos en la ley. PARAGRAFO. Para el cumplimiento del presente artículo el Instituto Nacional de Vigilancia de Medicamentos y Alimentos - INVIMA, establecer un formulario único para la solicitud del registro sanitario. ARTICULO 46. El formulario de solicitud de registro sanitario deberá estar suscrito por el representante legal cuando se trate de persona jurídica, el propietario del producto cuando se trate de persona natural, o el respectivo apoderado y debe contener una declaración acerca de que la información presentada es veraz y comprobable en cualquier momento y que conoce y acata los reglamentos sanitarios vigentes que regulan las condiciones sanitarias de las fabricas de alimentos y del producto para el cual se solicita el registro sanitario. ARTICULO 47. Los alimentos importados deberán cumplir con las normas técnico-sanitarias expedidas por el Ministerio de Salud, las oficiales Colombianas o en su defecto con las normas del Codex Alimentarius. ARTICULO 48. TERMINO PARA LA EXPEDICION DEL REGISTRO SANITARIO. Presentada la solicitud de registro sanitario y verificado que el 170
171 formulario se encuentre debidamente diligenciado y con los documentos exigidos, el INVIMA o autoridad delegada proceder inmediatamente a expedir el respectivo registro, mediante el otorgamiento de un número que se colocar en el formulario, con la firma del funcionario competente. Este número de registro identificar el producto para todos los efectos legales. PARAGRAFO. Para el cumplimiento de lo señalado en este artículo el INVIMA o la autoridad delegada deber n adoptar los procesos de sistematización y mecanismos necesarios y mantener actualizada la información de alimentos registrados. ARTICULO 49. RECHAZO DE LA SOLICITUD DEL REGISTRO SANITARIO. Si de la revisión y verificación del formulario de solicitud y de los documentos presentados se determina que no cumplen los requisitos establecidos en el presente decreto, el INVIMA o la autoridad delegada proceder a rechazarla, dejando constancia en el formulario presentado y devolver la documentación al interesado. PARAGRAFO. Los solicitantes podrán interponer los recursos de reposición o apelación directamente o por medio de apoderado contra los actos administrativos que expidan o nieguen el registro sanitario, conforme lo estipula el Código Contencioso Administrativo. ARTICULO 50. REGISTRO SANITARIO PARA VARIOS PRODUCTOS. Se deberán amparar los alimentos bajo un mismo registro sanitario en los siguientes casos: a. Cuando se trate del mismo alimento elaborado por diferentes fabricantes, con la misma marca comercial. b. Cuando se trate del mismo alimento con diferentes marcas, siempre y cuando el titular y el fabricante correspondan a una misma persona natural o jurídica. c. Los alimentos con la misma composición básica que solo difieran en los ingredientes secundarios. d. El mismo producto alimenticio en diferentes formas físicas de presentación al consumidor. 171
172 ARTICULO 51. ACTUALIZACION DE LA INFORMACION DEL REGISTRO SANITARIO. Durante la vigencia del Registro Sanitario, el titular esta en la obligación de actualizar la información cuando se produzcan cambios en la información inicialmente presentada. PARAGRAFO. Para el cumplimiento del presente artículo el INVIMA establecerá un formulario único de actualización de la información del Registro Sanitario. ARTICULO 52. OBLIGACION DE RENOVAR EL REGISTRO SANITARIO. Al término de la vigencia del registro sanitario se deberá obtener la renovación del mismo. Para efectos de la renovación del registro sanitario el interesado deberá presentar antes de su vencimiento la solicitud en el formulario que para estos efectos establezca el INVIMA. Los alimentos conservaran el mismo número cuando se renueve el registro sanitario conforme al presente decreto. ARTICULO 53. RESPONSABILIDAD. El titular del registro, fabricante o importador de alimentos deberá cumplir en todo momento las normas técnicosanitarias, las condiciones de producción y el control de calidad exigido, presupuestos bajo los cuales se concede el Registro Sanitario. En consecuencia, cualquier transgresión de las normas o de las condiciones establecidas y los efectos que estos tengan sobre la salud de la población, será responsabilidad tanto del titular respectivo como del fabricante e importador. ARTICULO 54. TRAMITES ESPECIALES. A los alimentos obtenidos por biotecnología de tercera generación y /o procesos de ingeniería genética, se les otorgara Registro Sanitario previo estudio y concepto favorable de la Comisión Revisora - Sala Especializada de Alimentos, conforme a lo establecido en el Decreto 0936 de mayo 27 de 1996, o los que los sustituyen, adicionen o modifiquen. El Ministerio de Salud reglamentara los productos que ser n cobijados por el presente artículo. CAPITULO X. IMPORTACIONES 172
173 ARTICULO 55. Los alimentos que se importen al país requerirán de Registro Sanitario previo a la importación, expedido según los términos del presente decreto. Todo lote o cargamento de alimentos que se importe al país, deberá venir acompañado del respectivo certificado sanitario o su equivalente expedido por la autoridad sanitaria competente, en el cual conste que los alimentos son aptos para el consumo humano. Cuando el lote o cargamento de alimentos o materia prima objeto de importación, se efectúe por embarques parciales en diferentes medios de transporte, cada embarque deberá estar amparado por un certificado sanitario por la cantidad consignada correspondiente. ARTICULO 56. CERTIFICADO DE INSPECCION SANITARIA PARA NACIONALIZACION. Todo lote o cargamento de alimentos o materias primas objeto de importación, requiere para tal proceso del certificado de inspección sanitaria expedido por la autoridad sanitaria del puerto de ingreso de los productos. ARTICULO 57. DOCUMENTACION PARA EXPEDIR EL CERTIFICADO DE INSPECCION SANITARIA PARA NACIONALIZACION. Para la expedición del certificado de inspección sanitaria para la nacionalización de alimentos y materias primas para alimentos se requiere: a. Certificado sanitario del país de origen o su equivalente. b. Copia del registro sanitario para aquellos productos que estén sujetos a este requisito según lo establecido en este decreto. c. Acta de inspección de la mercancía. d. Resultados de los análisis de laboratorio realizados a las muestras de los productos. PARAGRAFO. La autoridad sanitaria del puerto de ingreso podrá eximir de análisis de laboratorio a aquellos alimentos que conforme al presente decreto no se encuentren dentro de los considerados de mayor riesgo en salud pública y otros alimentos que como resultado de las acciones de vigilancia y control en la importación demuestren repetidamente un comportamiento de calidad 173
174 sanitaria aceptable. En este caso la autoridad sanitaria podrá aceptar certificados de análisis expedidos por laboratorios autorizados o reconocidos por la autoridad sanitaria del país de origen. ARTICULO 58. INSPECCION DE LA MERCANCIA. La autoridad sanitaria en el lugar donde se adelante el proceso de importación practicar una inspección sanitaria para verificar: a. La existencia de la mercancía. b. La conformidad de las condiciones sanitarias del alimento o materia prima con las señaladas en el certificado sanitario del país de origen y en el registro sanitario cuando el producto lo requiera. c. Las condiciones de almacenamiento, conservación, rotulación y empaque. d. Otras condiciones sanitarias de manejo del producto de acuerdo con su naturaleza. De dicha inspección se levantara un acta suscrita por el funcionario que la realiza y por el interesado que participe en ella. ARTICULO 59. ANALISIS DE LABORATORIO. Los análisis de laboratorio a los alimentos o materias primas objeto de importación, se realizaran: a. En el laboratorio de la Dirección de Salud del lugar de ingreso de los productos al país. b. En el laboratorio de la Dirección de Salud correspondiente al lugar de nacionalización de los productos, cuando los alimentos o las materias primas objeto de importación no se nacionalicen en los puertos y puestos fronterizos de entrada al país. PARAGRAFO. En caso que los análisis realizados por los laboratorios de las Direcciones de Salud no se consideren técnicamente suficientes o estos laboratorios no estén en condiciones de realizarlos, la autoridad sanitaria deber remitir muestras para análisis al Instituto Nacional de Vigilancia de Medicamentos y Alimentos INVIMA. ARTICULO 60. TRASLADO DE ALIMENTOS PREVIO A LA NACIONALIZACION. Los alimentos o materias primas que se importen al país, 174
175 previo a la nacionalización, podrán ser trasladados del puerto de desembarque a bodegas que cumplan con los requisitos exigidos para el almacenamiento de alimentos, en las cuales permanecerán hasta cuando se emitan los resultados de los análisis de laboratorio. ARTICULO 61. EXPEDICION DEL CERTIFICADO DE INSPECCION SANITARIA PARA NACIONALIZACION. La autoridad sanitaria competente del lugar de nacionalización del embarque del alimento o materia prima objeto de importación, con base en los documentos allegados, en el acta de inspección de la mercancía, en el resultado aceptable de los análisis del laboratorio, expedirá el certificado de inspección sanitaria. En caso de que falte alguno de los documentos exigidos o que en la inspección de la mercancía se detecten situaciones que puedan afectar las condiciones sanitarias de los alimentos o materias primas, la autoridad sanitaria podrá requerir que se complete la información y aplicar las medidas sanitarias preventivas o de seguridad que considere pertinentes, según la naturaleza de los productos. Si de los resultados de los análisis efectuados por la Dirección de Salud correspondiente se requiere la realización de análisis complementarios y especiales para decidir sobre la aptitud del alimento para el consumo humano deber acudirse al Instituto Nacional de Vigilancia de Medicamentos y Alimentos INVIMA. En caso de que los resultados de los análisis de laboratorio efectuados, demuestren que los alimentos o materias primas no son aptos para el consumo humano, se negara el certificado de inspección sanitaria y se procederá a aplicar las medidas sanitarias de seguridad pertinentes en los términos de este decreto. ARTICULO 62. Los alimentos elaborados o envasados en zona franca se ajustaran a las disposiciones del presente decreto. ARTICULO 63. COSTO DE LOS ANALISIS DE LABORATORIO. Los costos de análisis, transporte de muestras, destrucción o tratamiento, almacenamiento o conservación, por retención o cuarentena de los alimentos, estarán a cargo de los importadores de los mismos. 175
176 ARTICULO 64. AUTORIZACION PARA LA IMPORTACION DE ALIMENTOS. El INVIMA otorgar visto bueno sanitario a la importación de alimentos y materias primas. Para ello determinar los requisitos sanitarios para la aprobación de las licencias de importación, según la naturaleza e implicaciones de orden sanitario y epidemiológico de los alimentos y materias primas y podrá delegar esta facultad a otra entidad pública que cumpla con las condiciones para este fin o a las entidades territoriales. CAPITULO XI. EXPORTACIONES ARTICULO 65. EXPEDICION DEL CERTIFICADO DE INSPECCION SANITARIA. La autoridad sanitaria del puerto de salida expedirá respecto de cada lote o cargamento de alimentos, el certificado de inspección sanitaria para exportación, previa inspección y análisis del cargamento. PARAGRAFO. Los costos de análisis de laboratorio que se requieran para la exportación de alimentos serán asumidos por el exportador. ARTICULO 66. DOCUMENTACION PARA EXPEDIR CERTIFICADO DE INSPECCION SANITARIA PARA LA EXPORTACION DE ALIMENTOS. La expedición del Certificado de inspección sanitaria para la exportación de alimentos y materias primas, requerirá: a. Copia del Registro Sanitario, para aquellos alimentos que están sujetos a este requisito según este decreto. b. Acta de inspección de la mercancía. c. Resultados de los análisis de laboratorio realizados a las muestras de los productos, cuando la autoridad sanitaria del país importador lo requiera. CAPITULO XII. VIGILANCIA SANITARIA ARTICULO 67. COMPETENCIA. El Ministerio de Salud establecerá las políticas en materia de vigilancia sanitaria de los productos de que trata el presente decreto, al Instituto Nacional de Vigilancia de Medicamentos y Alimentos -INVIMA le corresponde la ejecución de las políticas de vigilancia 176
177 sanitaria y control de calidad y a las entidades territoriales a través de las Direcciones Seccionales, Distritales o Municipales de Salud ejercer la inspección, vigilancia y control sanitario conforme a lo dispuesto en el presente decreto. ARTICULO 68. VISITAS DE INSPECCION. Es obligación de la autoridad sanitaria competente, realizar visitas periódicas para verificar y garantizar el cumplimiento de las condiciones sanitarias y de las Buenas Practicas de Manufactura establecidas en el presente decreto. ARTICULO 69. ACTAS DE VISITA. Con fundamento en lo observado en las visitas de inspección, la autoridad sanitaria competente levantara actas en las cuales se hará constar las condiciones sanitarias y las Buenas Practicas de Manufactura encontradas en el establecimiento objeto de la inspección y emitirá concepto favorable o desfavorable según el caso. PARAGRAFO. El Instituto Nacional de Vigilancia de Medicamentos y Alimentos -INVIMA, establecerá un formulario único de acta de visita de aplicación nacional, que deberá ser diligenciado por la autoridad sanitaria competente que practica la visita, en el cual se hará constar el cumplimiento o no de las condiciones sanitarias y las Buenas Practicas de Manufactura establecidas en el presente decreto. ARTICULO 70. PLAZOS PARA EL CUMPLIMIENTO. Si como resultado de la visita de inspección se comprueba que el establecimiento no cumple con las condiciones sanitarias y las Buenas Practicas de Manufactura se proceder a consignar las exigencias necesarias en el formulario correspondiente y se concederá un plazo no mayor de 30 días para su cumplimiento a partir de su notificación. PARAGRAFO. Vencido el plazo mencionado, la autoridad sanitaria deberá realizar visita de inspección para verificar el cumplimiento de las exigencias contenidas en el acta y en caso de encontrar que estas no se han cumplido, deber aplicar las medidas sanitarias de seguridad y sanciones previstas en el presente decreto. Si el cumplimiento de las exigencias es parcial podrá otorgar un nuevo plazo por un término no mayor al inicialmente concedido. ARTICULO 71. NOTIFICACION DEL ACTA. El acta de visita deberá ser firmada por el funcionario que la práctica y notificada al representante legal o 177
178 propietario del establecimiento en un plazo no mayor de 5 cinco días hábiles, contados a partir de la fecha de realización de la visita. Copia del acta notificada se dejara en poder del interesado. Para los vehículos transportadores de alimentos, las autoridades sanitarias le practicaran una inspección y mediante acta harán constar las condiciones sanitarias del mismo. PARAGRAFO. - A solicitud del interesado o de oficio, la autoridad sanitaria podrá expedir certificación en la que conste que el establecimiento visitado cumple con las condiciones sanitarias y las Buenas Prácticas de Manufactura establecidas en el presente decreto. Esta certificación no podrá ser utilizada con fines promociónales, comerciales y publicitarios o similares. ARTICULO 72. PERIODICIDAD DE LAS VISITAS. Es obligación de las autoridades sanitarias de las Direcciones Seccionales y Locales de Salud practicar mínimo dos visitas por semestre a los establecimientos de alimentos de mayor riesgo en salud pública y una visita por semestre para los demás establecimientos de alimentos de menor riesgo objeto del presente decreto. Estas visitas estar n enmarcadas en las acciones de vigilancia en salud pública y control de factores de riesgo. ARTICULO 73. LIBRE ACCESO A LOS ESTABLECIMIENTOS. La autoridad sanitaria competente tendrá libre acceso a los establecimientos objeto del presente decreto en el momento que lo considere necesario, para efectos del cumplimiento de sus funciones de inspección y control sanitarios. ARTICULO 74. MUESTRAS PARA ANALISIS. Las autoridades sanitarias, podrán tomar muestras en cualquiera de las etapas de fabricación, procesamiento, envase, expendio, transporte y comercialización de los alimentos, para efectos de inspección y control sanitario. La acción y periodicidad de muestreo estará determinada por criterios tales como: riesgo para la salud pública, tipo de alimento, tipo de proceso, cobertura de comercialización. ARTICULO 75. ACTA DE TOMA DE MUESTRAS. De toda toma de muestras de alimentos, la autoridad sanitaria competente levantara un acta firmada por las partes que intervengan, en la cual se hará constar la forma de muestreo y la cantidad de muestras tomadas y dejara copia al interesado con una contra muestra. En caso de negativa del representante legal o propietario o encargado 178
179 del establecimiento para firmar el acta respectiva, esta será firmada por un testigo. PARAGRAFO. El Instituto Nacional de Medicamentos y Alimentos -INVIMA establecerá un formulario único de aplicación nacional para la diligencia de toma de muestras de alimentos. ARTICULO 76. REGISTRO DE LA INFORMACION. Las Entidades Territoriales deberán llevar un registro sistematizado de la información de los resultados de las visitas practicadas a los establecimientos objeto del presente decreto, toma de muestras, resultados de laboratorio, la cual estar disponible para efectos de evaluación, seguimiento, control y vigilancia sanitarios. ARTICULO 77. ENFOQUE DEL CONTROL Y VIGILANCIA SANITARIA. Las acciones de control y vigilancia sanitaria sobre los establecimientos regulados en el presente decreto, se enmarcaran en las acciones de vigilancia en salud pública y control de factores de riesgo, estarán enfocadas a asegurar el cumplimiento de las condiciones sanitarias, las Buenas Practicas de Manufactura y se orientaran en los principios que rigen el Sistema de Análisis de Peligros y Control de Puntos Críticos. ARTICULO 78. VIGILANCIA EPIDEMIOLOGICA DE LAS ENFERMEDADES TRANSMITIDAS POR ALIMENTOS. Será obligación de las Entidades Territoriales tener implementados programas de vigilancia epidemiológica de las enfermedades transmitidas por alimentos presentadas en el área de su jurisdicción. PARAGRAFO 1o. La información y notificación de los casos y brotes de Enfermedades Transmitidas por Alimentos deberá hacerse a través del Sistema Alerta Acción y remitirse a la Oficina de Epidemiología del Ministerio de Salud cuando estos ocurran. PARAGRAFO 2o. La Vigilancia Epidemiológica de las Enfermedades Transmitidas por Alimentos estará sometida a los lineamientos generales que sobre el particular reglamente el Ministerio de Salud. PARAGRAFO 3o. La implantación de la Vigilancia Epidemiológica de las Enfermedades Transmitidas por Alimentos estará soportada en las directrices 179
180 de un Sistema Integrado de Vigilancia Epidemiológica reglamentado por el Ministerio de Salud en coordinación con el INVIMA. CAPITULO XIII. REVISION DE OFICIO DEL REGISTRO SANITARIO ARTICULO 79. REVISION. El INVIMA podrá ordenar en cualquier momento la revisión de un alimento amparado con registro sanitario, con el fin de: a. Determinar si el alimento y su comercialización se ajustan a las condiciones del registro sanitario y a las disposiciones sobre la materia. b. Actualizar las especificaciones y metodologías analíticas, de acuerdo con los avances científicos y tecnológicos que se presentan en el campo de los alimentos. c. Adoptar las medidas sanitarias necesarias, cuando se conozca información nacional o internacional acerca de un ingrediente o componente del alimento, que pongan en peligro la salud de los consumidores. ARTICULO 80. PROCEDIMIENTO PARA LA REVISION. El procedimiento a seguir para la revisión del registro sanitario, será el siguiente: a. Mediante resolución motivada y previo concepto de la Sala Especializada de Alimentos de la Comisión Revisora, se ordenara la revisión de oficio del registro sanitario del alimento. Esta decisión se comunicara a los interesados dentro de los cinco (5) días hábiles siguientes al envío de la citación. En el acto de comunicación se solicitara la presentación de los estudios, justificaciones técnicas, plan de cumplimento o los ajustes que se consideren del caso, dependiendo de las razones que motiven la revisión, fijándose un termino de cinco (5) días hábiles contados a partir del día siguiente a la comunicación. b. Si de los motivos que generan la revisión de oficio se desprende que puedan existir terceros afectados o interesados en la decisión, se hará conocer la resolución a estos, conforme lo dispone el Código Contencioso Administrativo. 180
181 c. Durante el término que se le fija al interesado para dar respuesta, el INVIMA podrá realizar los análisis del alimento o de sus componentes, que considere procedentes, solicitar informes, conceptos de expertos en la materia, información de las autoridades sanitarias de otros países o cualquiera otra medida que considere del caso y tenga relación con los hechos determinantes de la revisión. d. Con base en lo anterior y con la información y documentos a que se refiere el literal a del presente artículo, el INVIMA, adoptar la decisión pertinente, mediante resolución motivada, la cual deber notificar a los interesados. e. Si de la revisión se desprende que pudieran existir conductas violatorias de las normas sanitarias, el INVIMA proceder a adoptar las medidas y a iniciar los procesos sanciona torios que correspondan, as como, dar aviso a otras autoridades, si fuera el caso. CAPITULO XIV. MEDIDAS SANITARIAS DE SEGURIDAD, PROCEDIMIENTOS Y SANCIONES ARTICULO 81. Corresponde al Instituto Nacional de Vigilancia de Medicamentos y Alimentos - INVIMA y a las Entidades Territoriales de Salud adoptar las medidas de prevención y correctivas necesarias para dar cumplimiento a las disposiciones del presente decreto, as como tomar las medidas sanitarias de seguridad, adelantar los procedimientos y aplicar las sanciones que se deriven de su incumplimiento. ARTICULO 82. CONOCIMIENTO DE LAS DISPOSICIONES SANITARIAS. Para garantizar el cumplimiento de las normas sanitarias establecidas en el presente decreto y la protección de la comunidad, las autoridades sanitarias deberán informar sobre la existencia de las disposiciones sanitarias y de los efectos que conlleva su incumplimiento. ARTICULO 83. MEDIDAS SANITARIAS DE SEGURIDAD. De conformidad con el artículo 576 de la Ley 09/79 son medidas de seguridad las siguientes: La clausura temporal del establecimiento que podrá ser parcial o total; la suspensión parcial o total de trabajos; el decomiso de objetos y productos, la destrucción o desnaturalización de artículos o productos si es el caso y la 181
182 congelación o suspensión temporal de la venta o empleo de productos y objetos mientras se toma una decisión al respecto. ARTICULO 84. DEFINICION DE LAS MEDIDAS SANITARIAS DE SEGURIDAD. Para efectos del presente decreto se definen las siguientes medidas de seguridad: - CLAUSURA TEMPORAL TOTAL O PARCIAL: Consiste en impedir temporalmente el funcionamiento de una fabrica, depósito, expendio o establecimiento de consumo de alimentos, o una de sus áreas cuando se considere que esta causando un problema sanitario, medida que se adoptar a través de la respectiva imposición de sellos en los que se exprese la leyenda "clausurado temporal, total o parcialmente, hasta nueva orden impartida por la autoridad sanitaria". - SUSPENSION TOTAL O PARCIAL DE TRABAJOS O SERVICIOS: Consiste en la orden del cese de actividades cuando con estas se estén violando las disposiciones sanitarias. La suspensión podrá ordenarse sobre todo o parte de los trabajos o servicios que se adelanten. - CONGELACION O SUSPENSION TEMPORAL DE LA VENTA O EMPLEO DE PRODUCTOS Y OBJETOS: Consiste en el acto por el cual la autoridad sanitaria competente impide la venta o empleo de un producto, materia prima o equipo que se presume esta originando problemas sanitarios mientras se toma una decisión definitiva al respecto, para ser sometidos a un análisis en el cual se verifique que sus condiciones se ajustan a las normas sanitarias. De acuerdo con la naturaleza del alimento o materia prima, podrán permanecer retenidos bajo custodia por un tiempo máximo de 30 días hábiles, lapso en el cual deberá definirse sobre su destino final. Esta medida no podrá exceder en ningún caso de la fecha de vencimiento del alimento o materia prima. - DECOMISO DEL PRODUCTO: Consiste en la incautación o aprehensión del objeto, materia prima, o alimento que no cumple con los requisitos de orden sanitario o que viole normas sanitarias vigentes. El decomiso se hará para evitar que el producto contaminado, adulterado, con fecha de vencimiento expirada, alterado o falsificado, pueda ocasionar daños a la salud del consumidor o inducir a engaño o viole normas sanitarias vigentes. Los 182
183 productos decomisados podrán quedar en custodia mientras se define su destino final. ARTICULO 85. OTRAS MEDIDAS SANITARIAS PREVENTIVAS. Para efectos del contenido de este decreto se definen las siguientes medidas sanitarias preventivas: - AISLAMIENTO DE PERSONAS DEL PROCESO DE ELABORACION: Consiste en separar a una persona del proceso de elaboración de alimentos, por presentar afecciones de la piel o enfermedades infectocontagiosas; esta medida se prolongar solamente por el tiempo estrictamente necesario para que desaparezca el peligro de contagio. - VACUNACION DE PERSONAS: Consiste en aplicar de manera preventiva vacunas al personal que labora en una fabrica, depósito, expendio, o establecimiento de consumo de alimentos, con el fin de inmunización contra las enfermedades infectocontagiosas en caso de epidemia. - CONTROL DE INSECTOS U OTRA FAUNA NOCIVA O TRANSMISORA DE ENFERMEDADES: Consiste en la aplicación de medios físicos, químicos o biológicos tendientes a eliminar los agentes causales de enfermedades o contaminación o destrucción de alimentos o materias primas. ARTICULO 86. ACTUACION. Para la aplicación de las medidas sanitarias de seguridad o preventivas, las autoridades sanitarias competentes, podrán actuar de oficio o a petición de parte, por conocimiento directo o por información de cualquier persona. ARTICULO 87. APLICACION DE LA MEDIDA SANITARIA DE SEGURIDAD. Establecida la necesidad de aplicar una medida sanitaria de seguridad o preventiva, el Instituto Nacional de Vigilancia de Medicamentos y Alimentos- INVIMA o las Entidades Territoriales de Salud, con base en la naturaleza del producto, el tipo de servicio, el hecho que origina la violación de las disposiciones sanitarias o en su incidencia sobre la salud individual o colectiva aplicar la medida correspondiente. ARTICULO 88. DILIGENCIA. Para efectos de aplicar una medida sanitaria de seguridad o preventiva, deber levantarse un acta por triplicado que suscribir el funcionario que la práctica y las personas que intervengan en la diligencia, en 183
184 la cual deberá indicarse la dirección o ubicación del sitio donde se practica la diligencia, los nombres de los funcionarios intervinientes, las circunstancias que han originado la medida, la clase de medida que se imponga y la indicación de las normas sanitarias presuntamente violadas, copia de la misma se entregara a la persona que atienda la diligencia. ARTICULO 89. DESTINO DE LOS PRODUCTOS DECOMISADOS. Los alimentos o materias primas objeto del decomiso deberán ser destruidos o desnaturalizados por la autoridad sanitaria que lo realiza. Cuando no ofrezcan riesgos para la salud humana podrán ser destinados a una Institución de utilidad común sin animo de lucro. PARAGRAFO. De la anterior diligencia se Levantara acta donde conste la cantidad, características y destino final de los productos. En el evento que los alimentos o materias primas se destinen a una Institución de utilidad común sin animo de lucro, se dejara constancia en el acta de tal hecho y se anexar la constancia correspondiente suscrita por el beneficiado. ARTICULO 90. CARACTER DE LAS MEDIDAS SANITARIAS DE SEGURIDAD Y PREVENTIVAS. Las medidas sanitarias de seguridad y preventivas. Las medidas sanitarias de seguridad tienen por objeto, prevenir o impedir que la ocurrencia de un hecho o la existencia de una situación atenten contra la salud de la comunidad; son de ejecución inmediata, transitorias y se aplicaran sin perjuicio de las sanciones a que hubiere lugar. Se levantaran cuando se compruebe que han desaparecido las causas que las originaron y contra ellas no procede recurso alguno. ARTICULO 91. CONSECUENCIAS DE LA APLICACION DE UNA MEDIDA SANITARIA DE SEGURIDAD O PREVENTIVA. Aplicada una medida sanitaria de seguridad o preventiva, se procederá inmediatamente a iniciar el respectivo procedimiento sanciona torio, el cual debe adelantar la oficina jurídica de la entidad territorial correspondiente, con el apoyo técnico si es el caso de la respectiva entidad. ARTICULO 92. INICIACION DEL PROCEDIMIENTO SANCIONATORIO. El procedimiento sanciona torio se iniciar de oficio a solicitud o información de la autoridad sanitaria competente, por denuncia o queja presentada por cualquier persona o como consecuencia de haberse tomado previamente una medida preventiva o de seguridad. 184
185 PARAGRAFO. Aplicada una medida preventiva o de seguridad sus antecedentes deberán obrar dentro del respectivo proceso sanciona torio. ARTICULO 93. INTERVENCION DEL DENUNCIANTE. El denunciante o quejoso podrá intervenir en el curso del procedimiento para aportar pruebas o para auxiliar a la autoridad sanitaria competente para adelantar la respectiva investigación, siempre y cuando esta lo requiera. ARTICULO 94. OBLIGACION DE INFORMAR A LA JUSTICIA ORDINARIA. Si los hechos materia del procedimiento sanciona torio fueren constitutivos de delito, se ordenar ponerlos en conocimiento de la autoridad competente, acompañando copia de las actuaciones surtidas. PARAGRAFO. La existencia de un proceso penal o de otra índole, no dará lugar a la suspensión del proceso sanciona torio. ARTICULO 95. VERIFICACION DE LOS HECHOS. Conocido el hecho o recibida la denuncia o el aviso, el Instituto Nacional de Vigilancia de Medicamentos y Alimentos - INVIMA o las Entidades Territoriales de Salud, ordenar n la correspondiente investigación, para verificar los hechos o las omisiones constitutivas de infracción a las disposiciones sanitarias. ARTICULO 96. DILIGENCIA PARA LA VERIFICACION DE LOS HECHOS. Una vez conocido el hecho o recibida la información según el caso, la autoridad sanitaria competente proceder a comprobarlo y a establecer la necesidad de aplicar una medida sanitaria de seguridad o preventiva, con base en los riesgos que pueda presentar para la salud individual o colectiva. En orden a la verificación de los hechos podrán realizarse todas aquellas diligencias que se consideren necesarias tales como, visitas de inspección sanitaria, toma de muestras, exámenes de laboratorio, pruebas de campo, practicas de dictámenes periciales y en general todas aquellas que se consideren conducentes. ARTICULO 97. CESACION DEL PROCEDIMIENTO. Cuando el Instituto Nacional de Vigilancia Medicamentos y Alimentos - INVIMA o las Entidades Territoriales de Salud, con base en las diligencias practicadas comprueben plenamente que el hecho investigado no ha existido, que el presunto infractor no lo cometió, que las normas técnico-sanitarias no lo consideran como infracción o que el procedimiento sancionatorio no podía iniciarse o 185
186 proseguirse, procederán a dictar un auto que as lo declare y ordenar cesar todo procedimiento contra el presunto infractor. Este auto deberá notificarse personalmente al investigado. ARTICULO 98. NOTIFICACION DE CARGOS. Si de las diligencias practicadas se concluye que existe merito para adelantar la investigación o por haberse aplicado una medida sanitaria de seguridad o preventiva, se procederá a notificar personalmente al presunto infractor de los cargos que se le formulan. PARAGRAFO. Si no fuere posible hacer la notificación personal, se le enviara por correo certificado una citación a la dirección que aquel haya anotado al intervenir por primera vez en la actuación, o a la nueva que figure en comunicación hecha especialmente para tal propósito. La constancia del envío se anexar al expediente. Si no lo hiciere al cabo de cinco (5) días del envío de la citación, se fijara un edicto en la entidad sanitaria competente por el termino de diez (10) días con inserción de la parte correspondiente a los cargos, al vencimiento de los cuales se entender surtida la anotación. ARTICULO 99. TERMINO PARA PRESENTAR DESCARGOS. Dentro de los diez (10) días hábiles siguientes a la notificación, el presunto infractor, directamente o por medio de apoderado, podrá presentar sus descargos por escrito y aportar y solicitar la practica de las pruebas que considere pertinentes. ARTICULO 100. DECRETO Y PRACTICA DE PRUEBAS. La autoridad sanitaria competente decretara la practica de las pruebas que considere conducentes, las que se llevaran a efecto dentro de un término de quince (15) días hábiles, que podrá prorrogarse por un período igual, si en el término inicial no se hubiere podido practicar las decretadas. ARTICULO 101. CALIFICACION DE LA FALTA E IMPOSICION DE LAS SANCIONES. Vencido el término de que trata el artículo anterior y dentro de los diez (10) días hábiles posteriores al mismo la autoridad competente procederá a calificar la falta y a imponer la sanción correspondiente de acuerdo con dicha calificación. ARTICULO 102. CIRCUNSTANCIAS AGRAVANTES. Se consideran circunstancias agravantes de una infracción sanitaria las siguientes: a. Reincidir en la comisión de la misma falta. 186
187 b. Realizar el hecho con pleno conocimiento de sus efectos dañosos o con la complicidad de subalternos o con su participación bajo indebida presión; c. Cometer la falta para ocultar otra. d. Rehuir la responsabilidad o atribuírsela a otro u otros; e. Infringir varias disposiciones sanitarias con la misma conducta y f. Preparar premeditadamente la infracción y sus modalidades. ARTICULO 103. CIRCUNSTANCIAS ATENUANTES. Se consideran circunstancias atenuantes de una infracción sanitaria las siguientes: a. El no haber sido sancionado anteriormente o haber sido objeto de medida sanitaria de seguridad o preventiva por autoridad competente; b. Procurar por iniciativa propia resarcir el daño o compensar el perjuicio causado antes de la sanción. c. El confesar la falta voluntariamente antes de que se produzca daño en la salud individual o colectiva. ARTICULO 104. EXONERACION DE RESPONSABILIDAD. Si se encuentra que no se ha incurrido en violación de las disposiciones sanitarias se expedirá una resolución por la cual se declare al presunto infractor exonerado de responsabilidad y se ordenara archivar el expediente. PARAGRAFO. El funcionario competente que no defina la situación bajo su estudio en los términos previstos en este decreto, incurrirá en causal de mala conducta. ARTICULO 105. FORMALIDAD DE LAS PROVIDENCIAS MEDIANTE LAS CUALES SE IMPONGAN SANCIONES. Las sanciones deberán imponerse mediante resolución motivada, expedida por la autoridad sanitaria competente la cual deberá notificarse personalmente al afectado o a su represente legal dentro del término de los cinco (5) días hábiles posteriores a su expedición. PARAGRAFO. Si no pudiera hacerse la notificación personal se proceder de conformidad con lo dispuesto en el Código Contencioso Administrativo. 187
188 ARTICULO 106. RECURSOS. Contra las providencias que impongan una sanción proceden los recursos de reposición y de apelación dentro de los cinco (5) días hábiles siguientes a la fecha de la respectiva notificación. PARAGRAFO 1o. El recurso de reposición se presentara ante la misma autoridad que expidió la providencia, el de apelación ante la autoridad jerárquica superior. PARAGRAFO 2o. Contra las providencias expedidas por el Instituto Nacional de Vigilancia de Medicamentos y Alimentos - INVIMA sólo procede el recurso de reposición. PARAGRAFO 3o. El recurso de apelación solo podrá concederse en el efecto devolutivo. ARTICULO 107. CLASES DE SANCION. De conformidad con el artículo 577 de la Ley 09 de 1979 las sanciones podrán consistir en: amonestación, multas, decomiso de productos o artículos, suspensión o cancelación del registro y cierre temporal o definitivo del establecimiento, edificación o servicio. PARAGRAFO. El cumplimiento de una sanción no exime al infractor de la ejecución de una obra o medida de carácter sanitario que haya sido ordenada por la autoridad sanitaria competente. ARTICULO 108. AMONESTACION. Consiste en la llamada de atención que se hace por escrito a quien ha violado una disposición sanitaria sin que dicha violación implique riesgo para la salud de las personas, llamada que tiene por finalidad hacer ver las consecuencias del hecho, de la actividad o de la omisión y tendrá como consecuencia la contaminación. En el escrito de amonestación se precisara el plazo que se dará al infractor para el cumplimiento de las disposiciones violadas si es el caso. ARTICULO 109. COMPETENCIA PARA AMONESTAR. La amonestación deberá ser impuesta por el Instituto Nacional de Vigilancia de Medicamentos y Alimentos - INVIMA, las Entidades Territoriales de Salud o los entes que hagan sus veces, cuando sea del caso. 188
189 ARTICULO 110. MULTA. Consiste en la sanción pecuniaria que se impone a un infractor de las normas sanitarias por la ejecución de una actividad contraria a las mismas o por la omisión de una conducta allí prevista. ARTICULO 111. VALOR DE LAS MULTAS. El INVIMA y los Jefes de las Direcciones Territoriales de Salud o de los entes que hagan sus veces, mediante resolución motivada podrán imponer multas hasta una suma equivalente a diez mil (10000) salarios diarios mínimos legales al máximo valor vigente en el momento de dictarse la respectiva resolución, a los propietarios de los establecimientos que fabriquen, envasen y vendan alimentos a quienes los exporten o importen o a los responsables de la distribución, comercialización y transporte de los mismos, por deficiencias en las condiciones sanitarias de las materias primas, productos alimenticios, o establecimientos según el caso. ARTICULO 112. LUGAR Y TÉRMINO PARA EL PAGO DE LAS MULTAS. Las multas deberán cancelarse en la entidad que las hubiere impuesto, dentro de los cinco (5) días hábiles siguientes a la ejecutoria de la providencia que las impone. El no pago en los términos y cuantías señaladas, podrá dar lugar a la cancelación del registro sanitario o del cierre temporal del establecimiento. La multa podrá hacerse efectiva por jurisdicción coactiva. ARTICULO 113. DECOMISO. Los jefes de las Direcciones Seccionales, Distritales o Locales de Salud, la Secretaría Distrital de Salud de Santa fe de Bogota, D. C. o a las entidades que hagan sus veces, o el INVIMA podrán mediante resolución motivada ordenaran el decomiso de los productos cuyas condiciones sanitarias no correspondan a las autorizadas en el respectivo registro sanitario, que violen las disposiciones vigentes o que representen un peligro para la salud de la comunidad. ARTICULO 114. PROCEDIMIENTO PARA APLICAR EL DECOMISO. El decomiso ser realizado por el funcionario designado al efecto y de la diligencia se levantara acta por triplicado que suscribir n el funcionario y las personas que intervengan en la diligencia, una copia se entregara a la persona a cuyo cuidado se encontró la mercancía. PARAGRAFO. Si los bienes decomisados son perecederos en corto tiempo y la autoridad sanitaria establece que su consumo no ofrece peligro para la salud humana, podrá destinarlos a instituciones de utilidad común sin animo de lucro. 189
190 ARTICULO 115. SUSPENSION DEL REGISTRO SANITARIO. El registro sanitario será suspendido por el INVIMA o la autoridad que lo expidió, por las siguientes causales: 1. Cuando la causa que genera la suspensión de funcionamiento de la fabrica que elabora, procesa o envasa el alimento, afecte directamente las condiciones sanitarias del mismo. 2. Cuando las autoridades sanitarias en ejercicio de sus funciones de inspección, vigilancia y control encuentren que el alimento que esta a la venta al público no corresponde con la información y condiciones con que fue registrado. 3. Cuando las autoridades sanitarias en ejercicio de sus funciones de inspección, vigilancia y control encuentren que el alimento que esta a la venta al público no cumple con las normas técnico- sanitarias expedidas por el Ministerio de Salud o las oficiales Colombianas u otras que adopte el Ministerio de Salud. PARAGRAFO 1o. La suspensión del registro sanitario no podrá ser por un término inferior a tres (3) meses, ni superior a un (1) año, lapso en el cual el titular del registro debe solucionar los problemas que originaron la suspensión, en caso que decida continuar fabricando o envasando el alimento al término de la suspensión. PARAGRAFO 2o. La suspensión del registro sanitario del alimento conlleva además al decomiso del alimento y a su retiro inmediato del mercado, por el termino de la suspensión. ARTICULO 116. CANCELACION DEL REGISTRO SANITARIO. El registro sanitario será cancelado por el INVIMA o la autoridad que lo expidió por las siguientes causales: 1. Cuando la autoridad sanitaria en ejercicio de sus funciones de inspección, vigilancia y control encuentre que el establecimiento en donde se fabrica, procesa, elabora o envasa el alimento, no cumple con las condiciones sanitarias y las Buenas Practicas de Manufactura fijadas en el presente decreto. 190
191 2. Cuando la autoridad sanitaria en ejercicio de sus funciones de inspección, vigilancia y control encuentre que el alimento que esta a la venta al público presenta características fisicoquímicas y/o microbiológicas que representen riesgo para la salud de las personas. 3. Cuando por deficiencia comprobada en la fabricación, procesamiento, elaboración, envase, transporte, distribución y demás procesos a que sea sometido el alimento, se produzcan situaciones sanitarias de riesgo para la salud de las personas. 4. Cuando por revisión de oficio del registro sanitario, efectuada por la Sala Especializada de Alimentos de la Comisión Revisora, se compruebe que el alimento es peligroso para la salud o viola las normas sanitarias vigentes. 5. Cuando haya lugar al cierre definitivo del establecimiento que fabrica, procesa, elabora o envasa el alimento. PARAGRAFO 1o. La cancelación del registro sanitario conlleva además, que el titular no pueda volver a solicitar registro sanitario para dicho alimento, durante los cinco (5) años siguientes a la imposición de la cancelación. PARAGRAFO 2o. La cancelación del registro sanitario lleva implícito el decomiso del alimento y su retiro inmediato del mercado. ARTICULO 117. COMPETENCIA PARA ORDENAR LA SUSPENSION O CANCELACION DEL REGISTRO SANITARIO. El INVIMA o la autoridad que expidió el registro sanitario podrán mediante resolución motivada, decretar la suspensión o cancelación del respectivo registro, con base en la persistencia de la situación sanitaria objeto de las anteriores sanciones, en la gravedad que represente la situación sanitaria o en las causales determinadas en el presente decreto. ARTICULO 118. CIERRE TEMPORAL O DEFINITIVO DE ESTABLECIMIENTOS O EDIFICACIONES. Consiste en poner fin a la tareas que en ellos se desarrollan por la existencia de hechos o conductas contrarias a las disposiciones sanitarias una vez se hayan demostrado a través del respectivo procedimiento aquí previsto. El cierre podrá ordenarse para todo el 191
192 establecimiento o edificación o sólo una parte o para un proceso que se desarrolle en el y puede ser temporal o definitivo. ARTICULO 119. COMPETENCIA PARA LA APLICACION DE CIERRE TEMPORAL O DEFINITIVO. El cierre temporal o definitivo será impuesto mediante resolución motivada expedida por el INVIMA o por los Jefes de las Direcciones Seccionales, Distritales o locales de salud, o la entidades que hagan sus veces. ARTICULO 120. EJECUCION DE LA SANCION DE CIERRE. Las Direcciones Seccionales, Distritales o locales de salud o las entidades que hagan sus veces o el INVIMA; podrán tomar las medidas pertinentes para la ejecución de la sanción tales como aposición de sellos, bandas u otros sistemas apropiados. PARAGRAFO. Igualmente deberán dar a la publicidad hechos que como resultado del incumplimiento de las disposiciones sanitarias, deriven riesgos para la salud de las personas con el objeto de prevenir a los usuarios, sin perjuicio de la responsabilidad civil o penal o de otro orden en que pudiera incurrirse por la violación de la Ley 9a de 1979 y sus normas reglamentarias. ARTICULO 121. TERMINO DE LAS SANCIONES. Cuando una sanción se imponga por un período determinado, este empezara a contarse a partir de la fecha de ejecutoria de la providencia que la imponga y se computara para efectos de la misma, el tiempo transcurrido bajo una medida sanitaria de seguridad o preventiva. ARTICULO 122. Cuando del incumplimiento del presente decreto se deriven riesgos para la salud de las personas, deberá darse publicidad a tal hecho para prevenir a los usuarios. ARTICULO 123. AUTORIDADES DE POLICIA. Las autoridades de policía del orden nacional, departamental o municipal, prestaran toda su colaboración a las autoridades sanitarias en orden al cumplimiento de sus funciones. ARTICULO 124. <BASE PARA EL CALCULO DEL MONTO DE RENTAS CEDIDAS A TRANSFORMAR>. El artículo 6o. del Decreto 3007 del 19 de diciembre de 1997 quedara así: "ARTICULO 6o. BASE PARA EL CALCULO DEL MONTO DE RENTAS CEDIDAS A TRANSFORMAR. Para establecer la 192
193 base de cálculo de las rentas cedidas que debe ser transformado en subsidios a la demanda, se deberán deducir los siguientes conceptos: a. El monto destinado a garantizar el funcionamiento de los organismos de dirección de salud a nivel departamental. b. El monto destinado a garantizar el sostenimiento de los Tribunales de Ética Médica y Odontológica. c. El monto destinado a garantizar el pago de la deuda prestaciones, de acuerdo con los compromisos adquiridos mediante los convenios de concurrencia suscritos de conformidad con lo establecido por el artículo 33 de la ley 60 de d. El monto destinado anualmente a cubrir las mesadas pensiónales del personal asumido directamente por las instituciones de salud, hasta el momento en que se suscriba el convenio de concurrencia mencionado en el numeral anterior. e. El monto destinado al financiamiento de los laboratorios de salud pública. f. El monto destinado a garantizar la oferta de los servicios de salud mental no incluidos en el POS-S y a la población desprotegida de la tercera edad. g. Los recursos destinados a la financiación del Plan de Atención Básica. PARAGRAFO. El monto total autorizado a deducir, de conformidad con lo establecido en el presente artículo, no podrá ser en ningún caso superior a la suma de los valores efectivamente cancelados en la vigencia anterior, a precios constantes, con excepción de lo consagrado en los literales c y d.". ARTICULO 125. VIGENCIA. El presente decreto rige a partir de la fecha de su publicación y deroga las disposiciones que le sean contrarias, especialmente los Decretos 2333 de 1982, 1801 de 1985 y 2780 de

194 ANEXO B. ACTA DE VISITA E INSPECCION A FABRICAS DE ALIMENTOS Instituto Nacional de Vigilancia de Medicamentos y Alimentos INVIMA Ministerio de la Protección Social República de Colombia IVS-AL01 ACTA DE VISITA DE INSPECCION SANITARIA A FÁBRICAS DE ALIMENTOS CIUDAD Y FECHA: IDENTIFICACIÓN DEL ESTABLECIMIENTO: RAZÓN SOCIAL DIRECCIÓN NIT TELÉFONOS CIUDAD FAX DEPARTAMENTO REPRESENTANTE LEGAL ACTIVIDAD INDUSTRIAL PRODUCTOS QUE ELABORA 194
BUENAS PRACTICAS DE MANUFACTURA EN LA INDUSTRIA DE ALIMENTOS
 BUENAS PRACTICAS DE MANUFACTURA EN LA INDUSTRIA DE ALIMENTOS QUE SON? Las BPM (GMP) son una herramienta básica para la obtención de productos seguros e inocuos para el consumo humano, que se centralizan
BUENAS PRACTICAS DE MANUFACTURA EN LA INDUSTRIA DE ALIMENTOS QUE SON? Las BPM (GMP) son una herramienta básica para la obtención de productos seguros e inocuos para el consumo humano, que se centralizan
Guía de Responsabilidad Civil Buenas Prácticas de Manufactura en la Industria Alimenticia
 Implementar buenas prácticas de manufactura en la industria alimenticia no sólo es una obligación de carácter legal, también es un beneficio para la industria ya que permite optimizar sus procesos de producción
Implementar buenas prácticas de manufactura en la industria alimenticia no sólo es una obligación de carácter legal, también es un beneficio para la industria ya que permite optimizar sus procesos de producción
EQUIPO APPCC: PERSONAL IMPLICADO EN LA ELABORACIÓN/IMPLANTACIÓN DEL PLAN
 www.gestion-calidad.com NOMBRE DE LA EMPRESA SECTOR/ACTIVIDAD DOMICILIO SOCIAL SISTEMAS DE GESTIÓN IMPLANTADOS/CERTIFICADOS: CIF Nº SEDES/NAVES IMPLANTACIÓN EN SEDE/NAVE/DPTO: FECHA DESDE LA QUE FUNCIONA
www.gestion-calidad.com NOMBRE DE LA EMPRESA SECTOR/ACTIVIDAD DOMICILIO SOCIAL SISTEMAS DE GESTIÓN IMPLANTADOS/CERTIFICADOS: CIF Nº SEDES/NAVES IMPLANTACIÓN EN SEDE/NAVE/DPTO: FECHA DESDE LA QUE FUNCIONA
[ SELLO ALIMENTO SEGURO ]
![[ SELLO ALIMENTO SEGURO ]](/thumbs/27/12141366.jpg "[ SELLO ALIMENTO SEGURO ]") [ SELLO ALIMENTO SEGURO ] 1 Checklist para la concesión del sello Alimento seguro Esta lista tiene como objetivo examinar todos los aspectos respecto de las instalaciones, equipos, utensilios e instrumentos
[ SELLO ALIMENTO SEGURO ] 1 Checklist para la concesión del sello Alimento seguro Esta lista tiene como objetivo examinar todos los aspectos respecto de las instalaciones, equipos, utensilios e instrumentos
Sanidad e Higiene Industrial. Docente: Msc. Abel Rosado Ruiz-Apodaca
 Sanidad e Higiene Industrial Docente: Msc. Abel Rosado Ruiz-Apodaca HACCP y su relación con ISO Los sistemas de calidad en la industria son fundamentales para la elaboración de alimentos que no solo sean
Sanidad e Higiene Industrial Docente: Msc. Abel Rosado Ruiz-Apodaca HACCP y su relación con ISO Los sistemas de calidad en la industria son fundamentales para la elaboración de alimentos que no solo sean
 BUENAS PRACTICAS DE MANUFACTURA Y SISTEMA HACCP Objetivos Revisar conceptos teóricos sobre Buenas Prácticas de Manufactura y Sistema HACCP. Reconocer la importancia de las BPM y de la implementación del
BUENAS PRACTICAS DE MANUFACTURA Y SISTEMA HACCP Objetivos Revisar conceptos teóricos sobre Buenas Prácticas de Manufactura y Sistema HACCP. Reconocer la importancia de las BPM y de la implementación del
RESOLUCIÓN 2674 DE 2013, IVC DE ALIMENTOS CON ENFOQUE DE RIESGO SUBDIRECCIÓN DE SALUD NUTRICIONAL, ALIMENTOS Y BEBIDAS
 RESOLUCIÓN 2674 DE 2013, IVC DE ALIMENTOS CON ENFOQUE DE RIESGO SUBDIRECCIÓN DE SALUD NUTRICIONAL, ALIMENTOS Y BEBIDAS SISTEMA DE INSPECCIÓN, VIGILANCIA Y CONTROL REFERENCIA MUNDIAL DE LA GRANJA A LA MESA
RESOLUCIÓN 2674 DE 2013, IVC DE ALIMENTOS CON ENFOQUE DE RIESGO SUBDIRECCIÓN DE SALUD NUTRICIONAL, ALIMENTOS Y BEBIDAS SISTEMA DE INSPECCIÓN, VIGILANCIA Y CONTROL REFERENCIA MUNDIAL DE LA GRANJA A LA MESA
CAPÍTULO III. DISEÑO DEL SISTEMA DE GESTIÓN DE CALIDAD PARA LA INDUSTRIA NACIONAL DE EMBUTIDOS.
 81 CAPÍTULO III. DISEÑO DEL SISTEMA DE GESTIÓN DE CALIDAD PARA LA INDUSTRIA NACIONAL DE EMBUTIDOS. El diseño del Sistema de Gestión de Calidad esta basado en el cumplimiento del sistema HACCP, por ser
81 CAPÍTULO III. DISEÑO DEL SISTEMA DE GESTIÓN DE CALIDAD PARA LA INDUSTRIA NACIONAL DE EMBUTIDOS. El diseño del Sistema de Gestión de Calidad esta basado en el cumplimiento del sistema HACCP, por ser
CURSO PARA PERSONAL DE FARMACIAS
 F@rma on-line CURSO PARA PERSONAL DE FARMACIAS Capítulo Nº 20 Fabricación de medicamentos 1/6 Introducción Qué es un medicamento? Se entiende por medicamento toda sustancia o mezcla de sustancias destinadas
F@rma on-line CURSO PARA PERSONAL DE FARMACIAS Capítulo Nº 20 Fabricación de medicamentos 1/6 Introducción Qué es un medicamento? Se entiende por medicamento toda sustancia o mezcla de sustancias destinadas
Buenas Prácticas de Manufactura en la Preparación y Servicio de. Ing. Ma. Antonieta de Franco - Dirección de Innovación y Calidad-
 Buenas Prácticas de Manufactura en la Preparación y Servicio de alimentos Ing. Ma. Antonieta de Franco - Dirección de Innovación y Calidad- 1 1. Introducción Actualmente los consumidores se preocupan por
Buenas Prácticas de Manufactura en la Preparación y Servicio de alimentos Ing. Ma. Antonieta de Franco - Dirección de Innovación y Calidad- 1 1. Introducción Actualmente los consumidores se preocupan por
BUENAS PRACTICAS DE MANUFACTURA EN LA INDUSTRIA DE ALIMENTOS. Presentado Por: Ing. Mónica Zapata
 EN LA INDUSTRIA DE ALIMENTOS Presentado Por: Ing. Mónica Zapata Actualmente, se están presentando cambios, tanto en la industria de transformación de alimentos, como en su comercialización, y esto afectan
EN LA INDUSTRIA DE ALIMENTOS Presentado Por: Ing. Mónica Zapata Actualmente, se están presentando cambios, tanto en la industria de transformación de alimentos, como en su comercialización, y esto afectan
LISTA DE CHEQUEO BUENAS PRÁCTICAS DE MANUFACTURA APLICADO AL SECTOR DE PANIFICACION Y PASTELERIA CUMPLIMIENTO DE PRE REQUISITOS
 LISTA DE CHEQUEO BUENAS PRÁCTICAS DE MANUFACTURA APLICADO AL SECTOR DE PANIFICACION Y PASTELERIA CUMPLIMIENTO DE PRE REQUISITOS I.- IDENTIFICACION DEL ESTABLECIMIENTO Nombre del Establecimiento Fecha visita
LISTA DE CHEQUEO BUENAS PRÁCTICAS DE MANUFACTURA APLICADO AL SECTOR DE PANIFICACION Y PASTELERIA CUMPLIMIENTO DE PRE REQUISITOS I.- IDENTIFICACION DEL ESTABLECIMIENTO Nombre del Establecimiento Fecha visita
O K. Unidad 5 Autocontrol y APPCC 1 CÓMO SE CONTROLA LA SEGURIDAD ALIMENTARIA?
 UNIDAD 5. Autocontrol y APPCC Unidad 5 Autocontrol y APPCC 1 CÓMO SE CONTROLA LA SEGURIDAD ALIMENTARIA? Tradicionalmente, los métodos utilizados para el control de los alimentos se apoyaban en la formación
UNIDAD 5. Autocontrol y APPCC Unidad 5 Autocontrol y APPCC 1 CÓMO SE CONTROLA LA SEGURIDAD ALIMENTARIA? Tradicionalmente, los métodos utilizados para el control de los alimentos se apoyaban en la formación
PDF Created with deskpdf PDF Writer - Trial :: http://www.docudesk.com
 CUESTIONARIO DE DICTAMINACION PARTE 4: BUENAS PRACTICAS DE FABRICACION Razón Social: Domicilio: Fabrica: 1 EMPLEADOS Y OBREROS 1.1 Están nuestros empleados y obreros bien capacitados y adistrados? 1.2
CUESTIONARIO DE DICTAMINACION PARTE 4: BUENAS PRACTICAS DE FABRICACION Razón Social: Domicilio: Fabrica: 1 EMPLEADOS Y OBREROS 1.1 Están nuestros empleados y obreros bien capacitados y adistrados? 1.2
Anexo II LIMPIEZA, DESINFECCIÓN, DESINSECTACIÓN Y DESRATIZACIÓN (D.D.D.)
") Anexo II LIMPIEZA, DESINFECCIÓN, DESINSECTACIÓN Y DESRATIZACIÓN (D.D.D.) En toda industria alimentaria debe establecerse un sistema de limpieza y D.D.D., programado y periódico, de todos los locales, instalaciones,
Anexo II LIMPIEZA, DESINFECCIÓN, DESINSECTACIÓN Y DESRATIZACIÓN (D.D.D.) En toda industria alimentaria debe establecerse un sistema de limpieza y D.D.D., programado y periódico, de todos los locales, instalaciones,
1.- Desarrollo documental de un programa APPCC
 1.- Desarrollo documental de un programa APPCC Los puntos que forman el APPCC deben quedar reflejados en un documento completo que compendie toda esta información, de forma lógica y estructurada, de manera
1.- Desarrollo documental de un programa APPCC Los puntos que forman el APPCC deben quedar reflejados en un documento completo que compendie toda esta información, de forma lógica y estructurada, de manera
INSTRUCTIVO DE APILACIÓN DE MATERIALES
 INSTRUCTIVO DE APILACIÓN DE MATERIALES Versión 01 Responsable Directivo empresa 25/03/2015 Página Página 1 de 3 1. OBJETIVO Apilar correctamente los productos adquiridos, de manera que no representen riesgos
INSTRUCTIVO DE APILACIÓN DE MATERIALES Versión 01 Responsable Directivo empresa 25/03/2015 Página Página 1 de 3 1. OBJETIVO Apilar correctamente los productos adquiridos, de manera que no representen riesgos
Sistemas de Gestión de Calidad. Control documental
 4 Sistemas de Gestión de Calidad. Control documental ÍNDICE: 4.1 Requisitos Generales 4.2 Requisitos de la documentación 4.2.1 Generalidades 4.2.2 Manual de la Calidad 4.2.3 Control de los documentos 4.2.4
4 Sistemas de Gestión de Calidad. Control documental ÍNDICE: 4.1 Requisitos Generales 4.2 Requisitos de la documentación 4.2.1 Generalidades 4.2.2 Manual de la Calidad 4.2.3 Control de los documentos 4.2.4
UTZ Certified Cadena de Custodia Lista de Verificación
 UTZ Certified Cadena de Custodia Lista de Verificación Para Cacao Version 3.1, Junio 2012 Introducción La lista de verificación UTZ Certified es una herramienta para que las organizaciones evalúen su desempeño
UTZ Certified Cadena de Custodia Lista de Verificación Para Cacao Version 3.1, Junio 2012 Introducción La lista de verificación UTZ Certified es una herramienta para que las organizaciones evalúen su desempeño
PROGRAMA DE EVALUACIÓN Y DESARROLLO DE PROVEEDORES Sistema de Inocuidad de Alimentos IDEA Food Safety Innovation. www.ideafoodsafetyinnovation.
 PROGRAMA DE EVALUACIÓN Y DESARROLLO DE PROVEEDORES Sistema de Inocuidad de Alimentos IDEA Food Safety Innovation www.ideafoodsafetyinnovation.com Qué es IDEA FSI? www.ideafoodsafetyinnovation.com IDEA
PROGRAMA DE EVALUACIÓN Y DESARROLLO DE PROVEEDORES Sistema de Inocuidad de Alimentos IDEA Food Safety Innovation www.ideafoodsafetyinnovation.com Qué es IDEA FSI? www.ideafoodsafetyinnovation.com IDEA
1.2 Qué es la higiene de los productos alimenticios?:
 Página 1 de 6 1.1.- Introducción Todas las personas tienen derecho a esperar que los alimentos que comen sean inocuos y aptos para el consumo. Las enfermedades de transmisión alimentaria y los daños provocados
Página 1 de 6 1.1.- Introducción Todas las personas tienen derecho a esperar que los alimentos que comen sean inocuos y aptos para el consumo. Las enfermedades de transmisión alimentaria y los daños provocados
REQUISITOS SANITARIOS DE LOS ESTABLECIMIENTOS EN DONDE SE ELABORAN O VENDEN ALIMENTOS
 REQUISITOS SANITARIOS DE LOS ESTABLECIMIENTOS EN DONDE SE ELABORAN O VENDEN ALIMENTOS El presente documento, pretende ser una herramienta de ayuda eficaz, que permita a los responsables de los establecimientos
REQUISITOS SANITARIOS DE LOS ESTABLECIMIENTOS EN DONDE SE ELABORAN O VENDEN ALIMENTOS El presente documento, pretende ser una herramienta de ayuda eficaz, que permita a los responsables de los establecimientos
PLANES de APOYO INDUSTRIA ALIMENTARIA. Higiene en la
 CONTROL DEL AGUA LIMPIEZA Y DESINFECCIÓN TRAZABILIDAD CONTROL DE PLAGAS MANTENIMIENTO FORMACIÓN CONTROL DE PROVEEDORES BUENAS PRÁCTICAS DE FABRICACIÓN Garantizar que el agua utilizada por los establecimientos
CONTROL DEL AGUA LIMPIEZA Y DESINFECCIÓN TRAZABILIDAD CONTROL DE PLAGAS MANTENIMIENTO FORMACIÓN CONTROL DE PROVEEDORES BUENAS PRÁCTICAS DE FABRICACIÓN Garantizar que el agua utilizada por los establecimientos
COMITÉ TECNICO DE NORMALIZACION DE GESTION Y ASEGURAMIENTO DE LA CALIDAD
 COMISION DE REGLAMENTOS TECNICOS - CRT COMITÉ TECNICO DE NORMALIZACION DE GESTION Y ASEGURAMIENTO DE LA CALIDAD SUB COMITÉ SECTOR EDUCACION NORMAS APROBADAS NTP 833.920-2003 Guía de aplicación de la Norma
COMISION DE REGLAMENTOS TECNICOS - CRT COMITÉ TECNICO DE NORMALIZACION DE GESTION Y ASEGURAMIENTO DE LA CALIDAD SUB COMITÉ SECTOR EDUCACION NORMAS APROBADAS NTP 833.920-2003 Guía de aplicación de la Norma
Importancia del diseño higiénico y motivos de empresas deslistadas.
 IV symposium internacional sobre tecnología a alimentaria Importancia del diseño higiénico y motivos de empresas deslistadas. Murcia, 26 de octubre de 2009 Oscar González Gutierrez - Solana Subdirector
IV symposium internacional sobre tecnología a alimentaria Importancia del diseño higiénico y motivos de empresas deslistadas. Murcia, 26 de octubre de 2009 Oscar González Gutierrez - Solana Subdirector
GUIA DE PRACTICAS CORRECTAS DE HIGIENE PARA EL SECTOR APICOLA (Libro de gestión)
") asociación MALAGUEÑA de apicultores www.mieldemalaga.com CRISTINA RUIZ MARTIN - Veterinaria - Asociación Malagueña de Apicultores Colmenar (Málaga) - Tel.: 952 71 80 30 www.mieldemalaga.com Email: mieldemalaga@mieldemalaga.com
asociación MALAGUEÑA de apicultores www.mieldemalaga.com CRISTINA RUIZ MARTIN - Veterinaria - Asociación Malagueña de Apicultores Colmenar (Málaga) - Tel.: 952 71 80 30 www.mieldemalaga.com Email: mieldemalaga@mieldemalaga.com
Norma ISO 14001: 2004
 Norma ISO 14001: 2004 Sistema de Gestión Ambiental El presente documento es la versión impresa de la página www.grupoacms.com Si desea más información sobre la Norma ISO 14001 u otras normas relacionadas
Norma ISO 14001: 2004 Sistema de Gestión Ambiental El presente documento es la versión impresa de la página www.grupoacms.com Si desea más información sobre la Norma ISO 14001 u otras normas relacionadas
GUÍA PARA SISTEMAS DE RASTREABILIDAD
 REQUISITOS GENERALES Y RECOMENDACIONES PARA IMPLEMENTAR RASTREABILIDAD DE ALIMENTOS AGROPECUARIOS PRIMARIOS Y PIENSOS 1 CAMPO DE APLICACIÓN Esta guía específica los requisitos mínimos que debe cumplir
REQUISITOS GENERALES Y RECOMENDACIONES PARA IMPLEMENTAR RASTREABILIDAD DE ALIMENTOS AGROPECUARIOS PRIMARIOS Y PIENSOS 1 CAMPO DE APLICACIÓN Esta guía específica los requisitos mínimos que debe cumplir
TRAZABILIDAD. PROPUESTAS DE LA UE EN MATERIA DE SEGURIDAD ALIMENTARIA.
 TRAZABILIDAD. PROPUESTAS DE LA UE EN MATERIA DE SEGURIDAD ALIMENTARIA. Las recientes alarmas alimentarias han demostrado que la identificación del origen de los alimentos, sus ingredientes y sus fuentes
TRAZABILIDAD. PROPUESTAS DE LA UE EN MATERIA DE SEGURIDAD ALIMENTARIA. Las recientes alarmas alimentarias han demostrado que la identificación del origen de los alimentos, sus ingredientes y sus fuentes
ESCUELA DE TECNOLOGÍA DE ALIMENTOS PERFIL DEL PROFESIONAL EN TECNOLOGÍA/INGENIERÍA DE ALIMENTOS
 PERFIL DEL PROFESIONAL EN TECNOLOGÍA/INGENIERÍA DE ALIMENTOS Su quehacer profesional se enfoca en la investigación, desarrollo y aplicación de las ciencias físicas, químicas, biológicas y biotecnológicas,
PERFIL DEL PROFESIONAL EN TECNOLOGÍA/INGENIERÍA DE ALIMENTOS Su quehacer profesional se enfoca en la investigación, desarrollo y aplicación de las ciencias físicas, químicas, biológicas y biotecnológicas,
LABORATORIOS. Mayeline Gómez Agudelo
 LABORATORIOS Mayeline Gómez Agudelo Que se debe tener en cuenta a la hora de construir un laboratorio? Consideraciones Generales Un laboratorio debe diseñarse con criterios de eficiencia. Ej: Distancia.
LABORATORIOS Mayeline Gómez Agudelo Que se debe tener en cuenta a la hora de construir un laboratorio? Consideraciones Generales Un laboratorio debe diseñarse con criterios de eficiencia. Ej: Distancia.
Norma ISO 14001: 2015
 Norma ISO 14001: 2015 Sistema de Gestión Medioambiental El presente documento es la versión impresa de la página www.grupoacms.com Si desea más información sobre la Norma ISO 14001 u otras normas relacionadas
Norma ISO 14001: 2015 Sistema de Gestión Medioambiental El presente documento es la versión impresa de la página www.grupoacms.com Si desea más información sobre la Norma ISO 14001 u otras normas relacionadas
1. OBJETIVO 2. ALCANCE
 1. OBJETIVO Este instructivo tiene como fin establecer las actividades necesarias para garantizar el adecuado manejo y disposición final de los residuos ordinarios generados en la Universidad del Atlántico,
1. OBJETIVO Este instructivo tiene como fin establecer las actividades necesarias para garantizar el adecuado manejo y disposición final de los residuos ordinarios generados en la Universidad del Atlántico,
Capítulo 7. Limpieza y desinfección. Limpieza y desinfección de instalaciones y equipos. Procedimientos de limpieza:
 Limpieza y desinfección Objetivo: Describir los procesos de limpieza y desinfección aplicables a un establecimiento e industria de alimentos, con el fin de asegurar la inocuidad de los productos que se
Limpieza y desinfección Objetivo: Describir los procesos de limpieza y desinfección aplicables a un establecimiento e industria de alimentos, con el fin de asegurar la inocuidad de los productos que se
cordoba DIPLOMATURA BUENAS PRÁCTICAS DE MANUFACTURA EN ALIMENTOS.-
 cordoba 000 2015 DIPLOMATURA BUENAS PRÁCTICAS DE MANUFACTURA EN ALIMENTOS.- Diplomatura Buenas Prácticas de Manufactura en Alimentos La inocuidad alimentaria es una preocupación industrial y de salud pública.
cordoba 000 2015 DIPLOMATURA BUENAS PRÁCTICAS DE MANUFACTURA EN ALIMENTOS.- Diplomatura Buenas Prácticas de Manufactura en Alimentos La inocuidad alimentaria es una preocupación industrial y de salud pública.
MANUAL NIVEL DE REVISIÓN 2 MANUAL DE PROCESOS
 MANUAL DÍA MES AÑO MANUAL DE PROCESOS REVISIONES Y APROBACIONES DEL DOCUMENTO: ACTIVIDAD PUESTO FIRMA ELABORO: REPRESENTANTE DEL COMITÉ DE CALIDAD REVISO: REPRESENTANTE DEL COMITÉ DE CALIDAD APROBÓ: DIRECTOR
MANUAL DÍA MES AÑO MANUAL DE PROCESOS REVISIONES Y APROBACIONES DEL DOCUMENTO: ACTIVIDAD PUESTO FIRMA ELABORO: REPRESENTANTE DEL COMITÉ DE CALIDAD REVISO: REPRESENTANTE DEL COMITÉ DE CALIDAD APROBÓ: DIRECTOR
Resolución 2674 de 2013
 Resolución 2674 de 2013 Dirección de Alimentos y Bebidas Bogotá D.C., 14 de Mayo de 2014 Fernando Vargas Montaño Objetivo Ámbito de aplicación Contenido general Definiciones Condiciones básicas de higiene
Resolución 2674 de 2013 Dirección de Alimentos y Bebidas Bogotá D.C., 14 de Mayo de 2014 Fernando Vargas Montaño Objetivo Ámbito de aplicación Contenido general Definiciones Condiciones básicas de higiene
DIRECCIÓN DE CONTROL DEL SECTOR INDUSTRIA, PRODUCCIÓN Y COMERCIO
 DIRECCIÓN DE CONTROL DEL SECTOR INDUSTRIA, PRODUCCIÓN Y COMERCIO MERCADOS DE ALIMENTOS, C.A. (MERCAL, C.A.) PROCEDIMIENTOS PARA LA PRESERVACIÓN DE LOS PRODUCTOS ALIMENTICIOS Mercados de Alimentos Mercal,
DIRECCIÓN DE CONTROL DEL SECTOR INDUSTRIA, PRODUCCIÓN Y COMERCIO MERCADOS DE ALIMENTOS, C.A. (MERCAL, C.A.) PROCEDIMIENTOS PARA LA PRESERVACIÓN DE LOS PRODUCTOS ALIMENTICIOS Mercados de Alimentos Mercal,
DECRETO PARA LA MODERNIZACIÓN DE LA SEGURIDAD ALIMENTARIA. by: Harold Wainess & Associates & Agency for Development of Export Markets 2014
 DECRETO PARA LA MODERNIZACIÓN DE LA SEGURIDAD ALIMENTARIA by: Harold Wainess & Associates & Agency for Development of Export Markets 2014 UNA NUEVA NORMA Nueva norma para la regulación y vigilancia del
DECRETO PARA LA MODERNIZACIÓN DE LA SEGURIDAD ALIMENTARIA by: Harold Wainess & Associates & Agency for Development of Export Markets 2014 UNA NUEVA NORMA Nueva norma para la regulación y vigilancia del
Norma ISO 9001: 2008. Sistema de Gestión de la Calidad
 Norma ISO 9001: 2008 Sistema de Gestión de la Calidad Hemos recibido una solicitud de información a través de nuestra Web (www.grupoacms.com). Próximamente un comercial de ACMS se pondrá en contacto con
Norma ISO 9001: 2008 Sistema de Gestión de la Calidad Hemos recibido una solicitud de información a través de nuestra Web (www.grupoacms.com). Próximamente un comercial de ACMS se pondrá en contacto con
LISTA DE CHEQUEO NORMA NTC ISO 9001:2000 No. REQUISITOS EXISTE ESTADO OBSERVACIONES D: Documentado I: Implementado M: Mejorar SI NO D I M
 No. REQUISITOS EXISTE ESTADO OBSERVACIONES 4. SISTEMA DE GESTION DE LA CALIDAD 4.1 Requisitos Generales La organización debe establecer, documentar, implementar y mantener un S.G.C y mejorar continuamente
No. REQUISITOS EXISTE ESTADO OBSERVACIONES 4. SISTEMA DE GESTION DE LA CALIDAD 4.1 Requisitos Generales La organización debe establecer, documentar, implementar y mantener un S.G.C y mejorar continuamente
Ponemos a su consideración nuestro programa CIP: CONTROL INTEGRADO DE PLAGAS (CIP)
") Ponemos a su consideración nuestro programa CIP: CONTROL INTEGRADO DE PLAGAS (CIP) Qué es el CIP? Es la utilización de todos los recursos necesarios por medio de procedimientos operativos estandarizados
Ponemos a su consideración nuestro programa CIP: CONTROL INTEGRADO DE PLAGAS (CIP) Qué es el CIP? Es la utilización de todos los recursos necesarios por medio de procedimientos operativos estandarizados
LIMPIEZA Y DESINFECCIÓN
 LIMPIEZA Y DESINFECCIÓN Descripción Las instalaciones donde se reciben, preparan y expenden alimentos deben dar seguridad higiénica. Deben estar diseñadas de forma que favorezcan y faciliten tanto la higiene
LIMPIEZA Y DESINFECCIÓN Descripción Las instalaciones donde se reciben, preparan y expenden alimentos deben dar seguridad higiénica. Deben estar diseñadas de forma que favorezcan y faciliten tanto la higiene
FORMATO TÉCNICO FT- 05 CONDICIONES TÉCNICAS Y SANITARIAS BODEGAS DE ALMACENAMIENTO
 Las bodegas de almacenamiento que utilice el comitente vendedor deberán cumplir con los siguientes requisitos generales: LOCALIZACIÓN Deben estar localizadas en lugares que estén lejos de focos de insalubridad
Las bodegas de almacenamiento que utilice el comitente vendedor deberán cumplir con los siguientes requisitos generales: LOCALIZACIÓN Deben estar localizadas en lugares que estén lejos de focos de insalubridad
Nombre del Documento: Manual de Gestión de la Calidad. Referencia a punto de la norma ISO 9001:2000: 4.2.2 DIRECCIÓN GENERAL DE EVALUACIÓN
 Página 1 de 8 DIRECCIÓN GENERAL DE EVALUACIÓN 7.1 Planificación de la realización del servicio En la Dirección General de Evaluación (DGE) la planificación de la realización del servicio está sustentada
Página 1 de 8 DIRECCIÓN GENERAL DE EVALUACIÓN 7.1 Planificación de la realización del servicio En la Dirección General de Evaluación (DGE) la planificación de la realización del servicio está sustentada
Todas las empresas y establecimientos alimentarios deben estar registrados según
 1º.- Quién se debe registrar? Todas las empresas y establecimientos alimentarios deben estar registrados según establece el Rgto CE nº 852/2004 del Parlamento Europeo y del Consejo de 29 de abril relativo
1º.- Quién se debe registrar? Todas las empresas y establecimientos alimentarios deben estar registrados según establece el Rgto CE nº 852/2004 del Parlamento Europeo y del Consejo de 29 de abril relativo
Elementos requeridos para crearlos (ejemplo: el compilador)
") Generalidades A lo largo del ciclo de vida del proceso de software, los productos de software evolucionan. Desde la concepción del producto y la captura de requisitos inicial hasta la puesta en producción
Generalidades A lo largo del ciclo de vida del proceso de software, los productos de software evolucionan. Desde la concepción del producto y la captura de requisitos inicial hasta la puesta en producción
PLAN DE ATENCIÓN AL CIUDADANO. Decreto 2641 de 2012
 PLAN DE ATENCIÓN AL CIUDADANO Decreto 2641 de 2012 CONTENIDO Marco normativo Objetivo Desarrollo institucional para el servicio del ciudadano Afianzar la cultura del servicio al ciudadano Fortalecimiento
PLAN DE ATENCIÓN AL CIUDADANO Decreto 2641 de 2012 CONTENIDO Marco normativo Objetivo Desarrollo institucional para el servicio del ciudadano Afianzar la cultura del servicio al ciudadano Fortalecimiento
1.1 EL ESTUDIO TÉCNICO
 1.1 EL ESTUDIO TÉCNICO 1.1.1 Definición Un estudio técnico permite proponer y analizar las diferentes opciones tecnológicas para producir los bienes o servicios que se requieren, lo que además admite verificar
1.1 EL ESTUDIO TÉCNICO 1.1.1 Definición Un estudio técnico permite proponer y analizar las diferentes opciones tecnológicas para producir los bienes o servicios que se requieren, lo que además admite verificar
ARQUITECTURA TÉCNICA ASIGNATURA: MATERIALES DE CONSTRUCCIÓN II CURSO: 2009-2010 APUNTES TEMA 1: CONTROL DE CALIDAD
 ARQUITECTURA TÉCNICA ASIGNATURA: MATERIALES DE CONSTRUCCIÓN II CURSO: 2009-2010 APUNTES TEMA 1: CONTROL DE CALIDAD. CONCEPTO. EVOLUCIÓN CON EL TIEMPO. NORMA UNE EN ISO 9001:2000 Profesor: Victoriano García
ARQUITECTURA TÉCNICA ASIGNATURA: MATERIALES DE CONSTRUCCIÓN II CURSO: 2009-2010 APUNTES TEMA 1: CONTROL DE CALIDAD. CONCEPTO. EVOLUCIÓN CON EL TIEMPO. NORMA UNE EN ISO 9001:2000 Profesor: Victoriano García
EL FORMATO IMPRESO DE ESTE DOCUMENTO ES UNA COPIA NO CONTROLADA
 1. INTRODUCCIÓN El Expediente Maestro de Sitio - SITE MASTER FILE, es un documento preparado por la industria farmacéutica el cual debe contener información específica acerca del manejo de las políticas
1. INTRODUCCIÓN El Expediente Maestro de Sitio - SITE MASTER FILE, es un documento preparado por la industria farmacéutica el cual debe contener información específica acerca del manejo de las políticas
Cadena de valor. Cadena de valor genérica. Actividades primarias. Actividades de apoyo Actividades primarias
 Cadena de valor La cadena de valor habla del valor total que un consumidor está dispuesto a pagar por un producto o servicio dividiendo esto en actividades de valor que desempeña la empresa y el margen
Cadena de valor La cadena de valor habla del valor total que un consumidor está dispuesto a pagar por un producto o servicio dividiendo esto en actividades de valor que desempeña la empresa y el margen
Soporte Técnico en Línea para la Implementación de Estándares GFSI (FSSC 22000, SQF, BRC e IFS)
") Soporte Técnico en Línea para la Implementación de Estándares GFSI (FSSC 22000, SQF, BRC e IFS) Este servicio de acompañamiento on line le permitirá contar con un equipo de profesionales técnicos con mostrada
Soporte Técnico en Línea para la Implementación de Estándares GFSI (FSSC 22000, SQF, BRC e IFS) Este servicio de acompañamiento on line le permitirá contar con un equipo de profesionales técnicos con mostrada
Ponente: Alejandra Espinoza Gregorio Bromatóloga y Nutricionista alejandra_espinozag@hotmail.com
 Ponente: Alejandra Espinoza Gregorio Bromatóloga y Nutricionista alejandra_espinozag@hotmail.com 1. Decreto Supremo Nº 007-98-SA.- Reglamento sobre Vigilancia y Control Sanitario de Alimentos y Bebidas.
Ponente: Alejandra Espinoza Gregorio Bromatóloga y Nutricionista alejandra_espinozag@hotmail.com 1. Decreto Supremo Nº 007-98-SA.- Reglamento sobre Vigilancia y Control Sanitario de Alimentos y Bebidas.
MEDIDAS QUE DEBERÁN APLICARSE PARA PREVENIR Y REDUCIR LA CONTAMINACIÓN MICROBIOLÓGICA EN LA PRODUCCIÓN PRIMARIA DE HORTALIZAS EN EL ESTADO DE PUEBLA
 Dirección General de Inocuidad Agroalimentaria, Acuícola y Pesquera Dirección de Inocuidad Agroalimentaria, Operación Orgánica y Plaguicidas de Uso Agrícola MEDIDAS QUE DEBERÁN APLICARSE PARA PREVENIR
Dirección General de Inocuidad Agroalimentaria, Acuícola y Pesquera Dirección de Inocuidad Agroalimentaria, Operación Orgánica y Plaguicidas de Uso Agrícola MEDIDAS QUE DEBERÁN APLICARSE PARA PREVENIR
FUNCIONES DEL RESPONSABLE TECNICO DE IMPORTACIÓN/FABRICACIÓN DE PRODUCTOS COSMETICOS.
 FUNCIONES DEL RESPONSABLE TECNICO DE IMPORTACIÓN/FABRICACIÓN DE PRODUCTOS COSMETICOS. FUNDAMENTOS JURIDICOS ESPAÑOLES La Ley 14/1986, de 25 de abril, General de Sanidad, en su artículo 40, atribuye a la
FUNCIONES DEL RESPONSABLE TECNICO DE IMPORTACIÓN/FABRICACIÓN DE PRODUCTOS COSMETICOS. FUNDAMENTOS JURIDICOS ESPAÑOLES La Ley 14/1986, de 25 de abril, General de Sanidad, en su artículo 40, atribuye a la
LA SEGURIDAD ALIMENTARIA DESDE LA VIÑA HASTA EL CONSUMIDOR. APLICACIÓN INTEGRAL DEL APPCC (REGLAMENTO (CE) nº 852/2004).
 nº 852/2004).") LA SEGURIDAD ALIMENTARIA DESDE LA VIÑA HASTA EL CONSUMIDOR. APLICACIÓN INTEGRAL DEL APPCC (REGLAMENTO (CE) nº 852/2004). Qué es un Punto de Control Crítico (PCC)? Un punto, etapa o proceso en el que se
LA SEGURIDAD ALIMENTARIA DESDE LA VIÑA HASTA EL CONSUMIDOR. APLICACIÓN INTEGRAL DEL APPCC (REGLAMENTO (CE) nº 852/2004). Qué es un Punto de Control Crítico (PCC)? Un punto, etapa o proceso en el que se
PROCEDIMIENTO GENERAL RAZÓN SOCIAL DE LA EMPRESA. Gestión de almacenes. Código PG-14 Edición 0. Índice
 Índice 1. TABLA RESUMEN... 2 2. OBJETO... 2 3. ALCANCE... 2 4. RESPONSABILIDADES... 3 5. ENTRADAS... 3 6. SALIDAS... 3 7. PROCESOS RELACIONADOS... 3 8. DIAGRAMA DE FLUJO... 4 9. DESARROLLO... 5 9.1. ENTRADA
Índice 1. TABLA RESUMEN... 2 2. OBJETO... 2 3. ALCANCE... 2 4. RESPONSABILIDADES... 3 5. ENTRADAS... 3 6. SALIDAS... 3 7. PROCESOS RELACIONADOS... 3 8. DIAGRAMA DE FLUJO... 4 9. DESARROLLO... 5 9.1. ENTRADA
Normas chilenas de la serie ISO 9000
 Normas chilenas de la serie ISO 9000 Hernán Pavez G. Director Ejecutivo del Instituto Nacional de Normalización, INN, Matías Cousiño N 64, 6 Piso, Santiago, Chile. RESUMEN: en nuestro país las empresas
Normas chilenas de la serie ISO 9000 Hernán Pavez G. Director Ejecutivo del Instituto Nacional de Normalización, INN, Matías Cousiño N 64, 6 Piso, Santiago, Chile. RESUMEN: en nuestro país las empresas
Charlas para la Gestión del Mantenimiento Fernando Espinosa Fuentes
 Charlas para la Gestión del Mantenimiento Fernando Espinosa Fuentes Conseguir una alta eficiencia de los activos es un reto importante ya que tiene un impacto significativo sobre los beneficios. Afecta
Charlas para la Gestión del Mantenimiento Fernando Espinosa Fuentes Conseguir una alta eficiencia de los activos es un reto importante ya que tiene un impacto significativo sobre los beneficios. Afecta
2.11.1 CONTRATAS Y SUBCONTRATAS NOTAS
 NOTAS 1 Cuando en un mismo centro de trabajo desarrollen actividades trabajadores de dos o más empresas, éstas deberán cooperar en la aplicación de la normativa sobre prevención de riesgos laborales. A
NOTAS 1 Cuando en un mismo centro de trabajo desarrollen actividades trabajadores de dos o más empresas, éstas deberán cooperar en la aplicación de la normativa sobre prevención de riesgos laborales. A
REQUISITOS MÍNIMOS PARA INSPECCIÓN EN ESTABLECIMIENTOS QUE TRABAJAN CON PRODUCTOS CONTROLADOS
 MERCOSUR/ XLII SGT Nº 11/ P. RES. Nº 11/14 REQUISITOS MÍNIMOS PARA INSPECCIÓN EN ESTABLECIMIENTOS QUE TRABAJAN CON PRODUCTOS CONTROLADOS VISTO: El tratado de Asunción, los protocolos de Ouro Preto y la
MERCOSUR/ XLII SGT Nº 11/ P. RES. Nº 11/14 REQUISITOS MÍNIMOS PARA INSPECCIÓN EN ESTABLECIMIENTOS QUE TRABAJAN CON PRODUCTOS CONTROLADOS VISTO: El tratado de Asunción, los protocolos de Ouro Preto y la
RESOLUCION NÚMERO 1842 DE 2009
 Hoja 1 de 6 MINISTERIO DE LA PROTECCION SOCIAL (JUNIO 1) Por la cual se determina como artículo de uso doméstico los colchones y colchonetas y se establecen algunos EL MINISTRO DE LA PROTECCIÓN SOCIAL
Hoja 1 de 6 MINISTERIO DE LA PROTECCION SOCIAL (JUNIO 1) Por la cual se determina como artículo de uso doméstico los colchones y colchonetas y se establecen algunos EL MINISTRO DE LA PROTECCIÓN SOCIAL
Política de Seguridad y Salud Ocupacional. Recursos. Humanos. Abril 2006
 Endesa Chile Políticas de Índice 1. PRINCIPIOS 2. LINEAMIENTOS GENERALES 2.1 Organización 2.2 Identificación de Peligros y Evaluación de Riesgos 2.3 Planificación Preventiva 2.4 Control de la acción preventiva
Endesa Chile Políticas de Índice 1. PRINCIPIOS 2. LINEAMIENTOS GENERALES 2.1 Organización 2.2 Identificación de Peligros y Evaluación de Riesgos 2.3 Planificación Preventiva 2.4 Control de la acción preventiva
UNIVERSIDAD MINUTO DE DIOS PROGRAMA CONTADURÍA PÚBLICA
 UNIVERSIDAD MINUTO DE DIOS PROGRAMA CONTADURÍA PÚBLICA COSTOS II Guía No. 1.- Conceptos Básicos OBJETIVO 1. Asimilar conceptos fundamentales de costos I. CONCEPTOS BASICOS DE COSTOS 1. CONTABILIDAD DE
UNIVERSIDAD MINUTO DE DIOS PROGRAMA CONTADURÍA PÚBLICA COSTOS II Guía No. 1.- Conceptos Básicos OBJETIVO 1. Asimilar conceptos fundamentales de costos I. CONCEPTOS BASICOS DE COSTOS 1. CONTABILIDAD DE
GUIA DE AUDITORIA A LABORATORIOS DE CONTROL DE CALIDAD DE ALIMENTOS PARA ANIMALES MEDICAMENTOS Y PRODUCTOS BIOLOGICOS DE USO VETERINARIO
 SUBGERENCIA DE PROTECCIÓN Y REGULACIÓN PECUARIA DIVION DE INSUMOS PECUARIOS GUIA DE AUDITORIA A LABORATORIOS DE CONTROL DE CALIDAD DE ALIMENTOS PARA ANIMALES MEDICAMENTOS Y PRODUCTOS BIOLOGICOS DE USO
SUBGERENCIA DE PROTECCIÓN Y REGULACIÓN PECUARIA DIVION DE INSUMOS PECUARIOS GUIA DE AUDITORIA A LABORATORIOS DE CONTROL DE CALIDAD DE ALIMENTOS PARA ANIMALES MEDICAMENTOS Y PRODUCTOS BIOLOGICOS DE USO
 Equipos a Presión. Condiciones de Seguridad Industrial y Laboral. Marco Normativo. Calderas. Lugo, 25 de octubre de 2011 1 CAMPAÑA EUROPEA SOBRE MANTENIMIENTO SEGURO Principales Objetivos: Sensibilizar
Equipos a Presión. Condiciones de Seguridad Industrial y Laboral. Marco Normativo. Calderas. Lugo, 25 de octubre de 2011 1 CAMPAÑA EUROPEA SOBRE MANTENIMIENTO SEGURO Principales Objetivos: Sensibilizar
Master en Gestion de la Calidad
 Master en Gestion de la Calidad 3. La Calidad en la Actualidad La calidad en la actualidad 1 / 9 OBJETIVOS Al finalizar esta unidad didáctica será capaz: Conocer la calidad en la actualidad. La familia
Master en Gestion de la Calidad 3. La Calidad en la Actualidad La calidad en la actualidad 1 / 9 OBJETIVOS Al finalizar esta unidad didáctica será capaz: Conocer la calidad en la actualidad. La familia
Estudio Técnico INTRODUCCIÓN
 Estudio Técnico INTRODUCCIÓN Cuando la empresa o persona a decidido generar o fabricar parte de los productos o servicios que el mercado demanda para satisfacer sus necesidades, en ese momento se deben
Estudio Técnico INTRODUCCIÓN Cuando la empresa o persona a decidido generar o fabricar parte de los productos o servicios que el mercado demanda para satisfacer sus necesidades, en ese momento se deben
Modificación y parametrización del modulo de Solicitudes (Request) en el ERP/CRM Compiere.
 en el ERP/CRM Compiere.") UNIVERSIDAD DE CARABOBO FACULTAD DE CIENCIA Y TECNOLOGÍA DIRECCION DE EXTENSION COORDINACION DE PASANTIAS Modificación y parametrización del modulo de Solicitudes (Request) en el ERP/CRM Compiere. Pasante:
UNIVERSIDAD DE CARABOBO FACULTAD DE CIENCIA Y TECNOLOGÍA DIRECCION DE EXTENSION COORDINACION DE PASANTIAS Modificación y parametrización del modulo de Solicitudes (Request) en el ERP/CRM Compiere. Pasante:
Para las embarcaciones mayores dedicadas a la captura del camarón se consideran los siguientes procedimientos estándares pre-operacionales:
 2. PROCEDIMIENTOS OPERACIONALES ESTÁNDAR DE SANEAMIENTO (POES) Los Procedimientos Operacionales Estándar de Saneamiento, POES, también conocidos como SSOP, por sus siglas en inglés, son descripciones de
2. PROCEDIMIENTOS OPERACIONALES ESTÁNDAR DE SANEAMIENTO (POES) Los Procedimientos Operacionales Estándar de Saneamiento, POES, también conocidos como SSOP, por sus siglas en inglés, son descripciones de
LOGISTICA D E COMPRAS
 LOGISTICA D E COMPRAS 1. - Concepto de compras OBTENER EL (LOS) PRODUCTO(S) O SERVICIO(S) DE LA CALIDAD ADECUADA, CON EL PRECIO JUSTO, EN EL TIEMPO INDICADO Y EN EL LUGAR PRECISO. Muchas empresas manejan
LOGISTICA D E COMPRAS 1. - Concepto de compras OBTENER EL (LOS) PRODUCTO(S) O SERVICIO(S) DE LA CALIDAD ADECUADA, CON EL PRECIO JUSTO, EN EL TIEMPO INDICADO Y EN EL LUGAR PRECISO. Muchas empresas manejan
CONTENIDO TABLA DE ILUSTRACIONES
 Página 1 de 7 CONTENIDO 1 MANTENIMIENTO 1.1 DIAGRAMA DE FLUJO - MANTENIMIENTO 1.2 MANTENIMIENTO DE INFRAESTRUCTURA 1.3 MANTENIMIENTO DE MAQUINARIA Y EQUIPO 1.3.1 INSPECCIÓN ANTES DE LA OPERACIÓN 1.3.2
Página 1 de 7 CONTENIDO 1 MANTENIMIENTO 1.1 DIAGRAMA DE FLUJO - MANTENIMIENTO 1.2 MANTENIMIENTO DE INFRAESTRUCTURA 1.3 MANTENIMIENTO DE MAQUINARIA Y EQUIPO 1.3.1 INSPECCIÓN ANTES DE LA OPERACIÓN 1.3.2
DISEÑAR UN PLAN DE MEJORAMIENTO DE LAS BUENAS PRACTICAS DE MANUFACTURA BPM EN EL RESTAURANTE CAMPAI EXPRESS BASADO EN EL DECRETO 3075 DE 1997
 DISEÑAR UN PLAN DE MEJORAMIENTO DE LAS BUENAS PRACTICAS DE MANUFACTURA BPM EN EL RESTAURANTE CAMPAI EXPRESS BASADO EN EL DECRETO 3075 DE 1997 ELIANA PASTRANA BOLAÑOS OSCAR FABIAN PAYA FACULTAD DE INGENIERÍA
DISEÑAR UN PLAN DE MEJORAMIENTO DE LAS BUENAS PRACTICAS DE MANUFACTURA BPM EN EL RESTAURANTE CAMPAI EXPRESS BASADO EN EL DECRETO 3075 DE 1997 ELIANA PASTRANA BOLAÑOS OSCAR FABIAN PAYA FACULTAD DE INGENIERÍA
Ejemplos de infracciones graves y acciones correctivas
 Ejemplos de infracciones graves y acciones correctivas Lo siguiente incluye unas infracciones y sus acciones correctivas respectivas. Se supone que la infracción puede ser corregida en el local y que el
Ejemplos de infracciones graves y acciones correctivas Lo siguiente incluye unas infracciones y sus acciones correctivas respectivas. Se supone que la infracción puede ser corregida en el local y que el
El plan de mercadeo. Material de apoyo. El plan de mercadeo
 Universidad de San Carlos de Guatemala Facultad de Ciencias Económicas Escuela de Administración de Empresas Área de Mercadotecnia Mercadotecnia III El plan de Es un documento de trabajo que detalla acciones
Universidad de San Carlos de Guatemala Facultad de Ciencias Económicas Escuela de Administración de Empresas Área de Mercadotecnia Mercadotecnia III El plan de Es un documento de trabajo que detalla acciones
UBICACIÓN DE LA PLANTA
 SECCIÓN II UBICACIÓN DE LA PLANTA La adecuada ubicación de la planta industrial, es tan importante para su éxito posterior, como lo es la elección del proceso mismo, y por lo tanto para lograr esto, se
SECCIÓN II UBICACIÓN DE LA PLANTA La adecuada ubicación de la planta industrial, es tan importante para su éxito posterior, como lo es la elección del proceso mismo, y por lo tanto para lograr esto, se
TRAZABILIDAD. Trazabilidad y Etiquetado La trazabilidad y etiquetado son conceptos distintos tanto en su naturaleza como en su objetivo.
 TRAZABILIDAD Se define como: aquellos procedimientos preestablecidos y autosuficientes que permiten conocer el histórico, la ubicación y la trayectoria de un producto o lote de productos a lo largo de
TRAZABILIDAD Se define como: aquellos procedimientos preestablecidos y autosuficientes que permiten conocer el histórico, la ubicación y la trayectoria de un producto o lote de productos a lo largo de
DIRECCIÓN DE CONTROL DEL SECTOR INDUSTRIA, PRODUCCIÓN Y COMERCIO
 DIRECCIÓN DE CONTROL DEL SECTOR INDUSTRIA, PRODUCCIÓN Y COMERCIO MERCADOS DE ALIMENTOS, C.A. (MERCAL, C.A.) PROCEDIMIENTOS PARA LA DISTRIBUCIÓN DE LOS PRODUCTOS ALIMENTICIOS Mercados de Alimentos Mercal,
DIRECCIÓN DE CONTROL DEL SECTOR INDUSTRIA, PRODUCCIÓN Y COMERCIO MERCADOS DE ALIMENTOS, C.A. (MERCAL, C.A.) PROCEDIMIENTOS PARA LA DISTRIBUCIÓN DE LOS PRODUCTOS ALIMENTICIOS Mercados de Alimentos Mercal,
PROCEDIMIENTO ASEO Y LIMPIEZA
 PAGINA: 1 DE 1 PROCEDIMIENTO ASEO Y LIMPIEZA PAGINA: 1 DE 2 1. OBJETIVO Describir los procedimientos que detallan las actividades que deben realizarse para la prestación de los servicios de aseo y limpieza
PAGINA: 1 DE 1 PROCEDIMIENTO ASEO Y LIMPIEZA PAGINA: 1 DE 2 1. OBJETIVO Describir los procedimientos que detallan las actividades que deben realizarse para la prestación de los servicios de aseo y limpieza
1. DEFINICIONES Y PRINCIPIOS BÁSICOS
 Página 1 de 6 1. 1.1. Definiciones Según la ley 10/1998, de 21 de abril, de residuos se define: Residuo : cualquier sustancia u objeto perteneciente a alguna de las categorías que figuran en el anejo de
Página 1 de 6 1. 1.1. Definiciones Según la ley 10/1998, de 21 de abril, de residuos se define: Residuo : cualquier sustancia u objeto perteneciente a alguna de las categorías que figuran en el anejo de
Requisitos Para Unidades Ambulantes de Alimentos y Carros de Mano
 Requisitos Para Unidades Ambulantes de Alimentos y Carros de Mano Información para empezar a operar una unidad ambulante o un carro de mano para la venta de alimentos Condado de Catawba Departamento de
Requisitos Para Unidades Ambulantes de Alimentos y Carros de Mano Información para empezar a operar una unidad ambulante o un carro de mano para la venta de alimentos Condado de Catawba Departamento de
Created with novapdf Printer (www.novapdf.com). Please register to remove this message.
. Please register to remove this message.") ANÁLISIS DE PELIGROS Y PUNTOS CRÍTICOS DE CONTROL (APPCC) ANÁLISIS DE PELIGROS Y PUNTOS CRÍTICOS DE CONTROL (APPCC) INTRODUCCIÓN 2. En múltiples disposiciones legales se hace referencia a la necesidad
ANÁLISIS DE PELIGROS Y PUNTOS CRÍTICOS DE CONTROL (APPCC) ANÁLISIS DE PELIGROS Y PUNTOS CRÍTICOS DE CONTROL (APPCC) INTRODUCCIÓN 2. En múltiples disposiciones legales se hace referencia a la necesidad
GUIA SOBRE LOS REQUISITOS DE LA DOCUMENTACION DE ISO 9000:2000
 1 INTRODUCCIÓN Dos de los objetivos más importantes en la revisión de la serie de normas ISO 9000 han sido: desarrollar un grupo simple de normas que sean igualmente aplicables a las pequeñas, a las medianas
1 INTRODUCCIÓN Dos de los objetivos más importantes en la revisión de la serie de normas ISO 9000 han sido: desarrollar un grupo simple de normas que sean igualmente aplicables a las pequeñas, a las medianas
Inter American Accreditation Cooperation ACREDITACIÓN DE LABORATORIOS O CERTIFICACIÓN ISO 9001?
 Este documento es una traducción al español preparada y endosada por IAAC del folleto de ILAC Laboratory Accreditation or ISO 9001 Certification? CLASIFICACIÓN Este documento está clasificado como un Documento
Este documento es una traducción al español preparada y endosada por IAAC del folleto de ILAC Laboratory Accreditation or ISO 9001 Certification? CLASIFICACIÓN Este documento está clasificado como un Documento
Área de Seguridad Alimentaria
 Área de Seguridad Alimentaria Sistemas de Autocontrol Alimentario. Planes de Prerrequisitos. APPCC y Legislación Sistemas de Gestión de la Inocuidad de los Alimentos basados en la Norma UNE-EN ISO 22000:2005
Área de Seguridad Alimentaria Sistemas de Autocontrol Alimentario. Planes de Prerrequisitos. APPCC y Legislación Sistemas de Gestión de la Inocuidad de los Alimentos basados en la Norma UNE-EN ISO 22000:2005
Lista de control de evaluación de la seguridad de los alimentos
 Lista de control de evaluación de la seguridad de los alimentos La siguiente autoevaluación le puede ayudar a encontrar las oportunidades de seguridad de los alimentos de su establecimiento. También le
Lista de control de evaluación de la seguridad de los alimentos La siguiente autoevaluación le puede ayudar a encontrar las oportunidades de seguridad de los alimentos de su establecimiento. También le
CAPÍTULO III MARCO TEÓRICO. Cada día cambian las condiciones de los mercados debido a diferentes factores como: el
 CAPÍTULO III MARCO TEÓRICO 3.1 Introducción Cada día cambian las condiciones de los mercados debido a diferentes factores como: el incremento de la competencia, la globalización, la dinámica de la economía,
CAPÍTULO III MARCO TEÓRICO 3.1 Introducción Cada día cambian las condiciones de los mercados debido a diferentes factores como: el incremento de la competencia, la globalización, la dinámica de la economía,
PROGRAMAS PRE-REQUISITOS
 PROGRAMAS PRE-REQUISITOS MVZ Jorge Fco. Trinidad Jaramillo. Con el apoyo del Comité Nacional Sistema Producto Ovinos, Este programa es público ajeno a cualquier partido político, queda prohibido el uso
PROGRAMAS PRE-REQUISITOS MVZ Jorge Fco. Trinidad Jaramillo. Con el apoyo del Comité Nacional Sistema Producto Ovinos, Este programa es público ajeno a cualquier partido político, queda prohibido el uso
CAPÍTULO V DISCUSIÓN. a lo largo de la investigación con la finalidad de demostrar cuáles son las causas de los
 CAPÍTULO V DISCUSIÓN El presente capítulo tiene como objetivo dar a conocer las conclusiones obtenidas a lo largo de la investigación con la finalidad de demostrar cuáles son las causas de los problemas
CAPÍTULO V DISCUSIÓN El presente capítulo tiene como objetivo dar a conocer las conclusiones obtenidas a lo largo de la investigación con la finalidad de demostrar cuáles son las causas de los problemas
CAPITULO V. Conclusiones y recomendaciones. Este capítulo tiene como objetivo mostrar las conclusiones más significativas que se
 CAPÍTULO V 74 CAPITULO V Conclusiones y recomendaciones Este capítulo tiene como objetivo mostrar las conclusiones más significativas que se identificaron a lo largo de la investigación. Asimismo, se presentan
CAPÍTULO V 74 CAPITULO V Conclusiones y recomendaciones Este capítulo tiene como objetivo mostrar las conclusiones más significativas que se identificaron a lo largo de la investigación. Asimismo, se presentan
COSMÉTICOS QUÉ SON LAS BPFC. Son directrices destinadas a proporcionar una guía de Buenas Prácticas de Fabricación (BPF) de productos cosméticos.
 de productos cosméticos.") BUENAS PRÁCTICAS DE FABRICACIÓN DE COSMÉTICOS QUÉ SON LASBPFC? Madrid, Mayo 2010 QUÉ SON LAS BPFC ISO UNE 22716:2008? Son directrices destinadas a proporcionar una guía de Buenas Prácticas de Fabricación
BUENAS PRÁCTICAS DE FABRICACIÓN DE COSMÉTICOS QUÉ SON LASBPFC? Madrid, Mayo 2010 QUÉ SON LAS BPFC ISO UNE 22716:2008? Son directrices destinadas a proporcionar una guía de Buenas Prácticas de Fabricación
Dirección de Planificación y Desarrollo Descripción de Programas y Proyectos - Octubre - 2014
 Dirección de Planificación y Desarrollo Descripción de Programas y Proyectos - Octubre - 2014 Proveer el Data Center de equipo para la prevención y sofocación de incendios La Superintendencia de Valores
Dirección de Planificación y Desarrollo Descripción de Programas y Proyectos - Octubre - 2014 Proveer el Data Center de equipo para la prevención y sofocación de incendios La Superintendencia de Valores
2.1 Clasificación de los sistemas de Producción.
 ADMINISTRACION DE OPERACIONES Sesión 2: La Administración de operaciones II Objetivo específico 1: El alumno conocerá la clasificación de los sistemas de producción, los sistemas avanzados de manufactura
ADMINISTRACION DE OPERACIONES Sesión 2: La Administración de operaciones II Objetivo específico 1: El alumno conocerá la clasificación de los sistemas de producción, los sistemas avanzados de manufactura
Aseguramiento de la Calidad
 Aseguramiento de la Calidad El Aseguramiento de la Calidad consiste en tener y seguir un conjunto de acciones planificadas y sistemáticas, implantadas dentro del Sistema de Calidad de la empresa. Estas
Aseguramiento de la Calidad El Aseguramiento de la Calidad consiste en tener y seguir un conjunto de acciones planificadas y sistemáticas, implantadas dentro del Sistema de Calidad de la empresa. Estas
AUDITORIA DEL SISTEMA DE GESTIÓN Y ENSAYOS PARA LA EMISIÓN DE DECLARACIÓN DE CONFORMIDAD LISTA DE VERIFICACIÓN
 Instituto Nacional de Tecnología Industrial Programa de Metrología Legal Sede Central - Av. Gral. Paz 5445 e/ Albarellos y Av. Constituyentes - B1650KNA C.C. 157 B1650WAB San Martín, Prov. Buenos Aires
Instituto Nacional de Tecnología Industrial Programa de Metrología Legal Sede Central - Av. Gral. Paz 5445 e/ Albarellos y Av. Constituyentes - B1650KNA C.C. 157 B1650WAB San Martín, Prov. Buenos Aires
3. GESTIÓN DE CONFIGURACIÓN DE SOFTWARE
 3. GESTIÓN DE CONFIGURACIÓN DE SOFTWARE Software Configuration Management (SCM) es una disciplina de la Ingeniería de Software que se preocupa de [Ber92] [Ber84] [Bou98] [Mik97]: Identificar y documentar
3. GESTIÓN DE CONFIGURACIÓN DE SOFTWARE Software Configuration Management (SCM) es una disciplina de la Ingeniería de Software que se preocupa de [Ber92] [Ber84] [Bou98] [Mik97]: Identificar y documentar
VALIDACIÓN (HOMOLOGACIÓN) DE PROVEEDORES. Ciudad de Panamá, noviembre 2011
 DE PROVEEDORES. Ciudad de Panamá, noviembre 2011") VALIDACIÓN (HOMOLOGACIÓN) DE PROVEEDORES Ciudad de Panamá, noviembre 2011 TEMAS A TRATAR Escenario actual de las organizaciones. Evolución de la Calidad Principios de la Gestión de la Calidad. Beneficio
VALIDACIÓN (HOMOLOGACIÓN) DE PROVEEDORES Ciudad de Panamá, noviembre 2011 TEMAS A TRATAR Escenario actual de las organizaciones. Evolución de la Calidad Principios de la Gestión de la Calidad. Beneficio
DIPLOMADO EN SISTEMAS DE CALIDAD E INOCUIDAD DE ALIMENTOS
 UNIVERSIDAD DE PAMPLONA FACULTAD DE INGENIERIAS Y ARQUITECTURA PROGRAMA INGENIERIA DE ALIMENTOS DIPLOMADO EN SISTEMAS DE CALIDAD E INOCUIDAD DE ALIMENTOS MAURICIO ROJAS CONTRERAS DECANO LUZ ALBA CABALLERO
UNIVERSIDAD DE PAMPLONA FACULTAD DE INGENIERIAS Y ARQUITECTURA PROGRAMA INGENIERIA DE ALIMENTOS DIPLOMADO EN SISTEMAS DE CALIDAD E INOCUIDAD DE ALIMENTOS MAURICIO ROJAS CONTRERAS DECANO LUZ ALBA CABALLERO
ORGANIZACION INTERNACIONAL DEL TRABAJO ILOLEX: Las normas internacionales del trabajo
 ORGANIZACION INTERNACIONAL DEL TRABAJO ILOLEX: Las normas internacionales del trabajo R156 Recomendación sobre el medio ambiente de trabajo (contaminación del aire, ruido, y vibraciones), 1977 Recomendación
ORGANIZACION INTERNACIONAL DEL TRABAJO ILOLEX: Las normas internacionales del trabajo R156 Recomendación sobre el medio ambiente de trabajo (contaminación del aire, ruido, y vibraciones), 1977 Recomendación