DISEÑO Y AUTOMATIZACIÓN INDUSTRIAL
|
|
|
- María Teresa Alarcón Mendoza
- hace 8 años
- Vistas:
Transcripción
1 Diseño Industrial DISEÑO Y AUTOMATIZACIÓN INDUSTRIAL Pere Ponsa Antoni Granollers

2 2 2.1 Objetivos 2.2 Sistemas de automatización 2.3 Fases para la puesta en marcha de un proyecto de automatización 2.4 Clasificación de interfaces persona-máquina 2.5 Diseño de panel de mando para automatismos y máquinas industriales 2.6 Creación de prototipos 2.7 Referencias 2.1 Objetivos El Capítulo se centra en los aspectos de diseño de los sistemas de automatización. Es decir, desde el planteamiento de metodologías que permiten la aplicación de tecnologías en al ámbito de la producción industrial, hasta las recomendaciones en forma de diseño ergonómico de interfaces persona-máquina. En algunas ocasiones se adopta el punto de vista de diseño centrado en el usuario ya que finalmente es el operario el encargado de realizar tareas de supervisión o control manual, pese a la incesante presencia de automatismos que facilitan la tarea. 2.2 Sistemas de automatización La Real Academia de las Ciencias Físicas y Exactas define la automática como el conjunto de métodos y procedimientos para la substitución del operario en tareas físicas y mentales previamente programadas. De esta definición original se desprende la definición de la automatización como la aplicación de la automática al control de procesos industriales. Por proceso, se entiende aquella parte del sistema en que, a partir de la entrada de material, energía e información, se genera una transformación sujeta a perturbaciones del entorno, que da lugar a la salida de material en forma de producto. Los procesos industriales se conocen como procesos continuos, procesos discretos y procesos batch. Los procesos continuos se caracterizan por la salida del proceso en forma de flujo continuo de material, como por ejemplo la purificación de agua o la generación de electricidad. Los procesos discretos contemplan la salida del proceso en forma de unidades o número finito de piezas, siendo el ejemplo más relevante la fabricación de automóviles. Finalmente, los procesos batch son aquellos en los que la salida del proceso se lleva a cabo en forma de cantidades o lotes de material, como por ejemplo la fabricación de productos farmacéuticos o la producción de cerveza. 2/30

3 Diseño de productos Diseño de procesos Diseño de plantas Diseño de programas El concepto de proceso está claramente relacionado con los conceptos de productos, programas, así como con la planificación de plantas, tal como muestra la figura. La estructura organizativa de la empresa debe contar con una clara relación entre estos conceptos, y para ello el ciclo de diseño está basado en la idea de ingeniería concurrente en la que diversos equipos desarrollan de forma coordinada cada uno de los diseños En concreto es relevante centrarse en qué se va a producir, como y cuando se fabricarán los productos, qué cantidad de producto debe fabricarse, así como especificar el tiempo empleado y el lugar en que se llevarán a cabo dichas operaciones. Estas cuestiones sobrepasan los límites del presente libro (Tompkins et. al., 2006), (Velasco, 2007). En este punto es necesario hacer un breve inciso sobre los tipos de industria existentes y los problemas de control que se plantean en cada tipo de industria. Las industrias relacionadas con la automatización son básicamente la industria manufacturera y la industria de procesos. La industria manufacturera (discrete parts manufacturing) se caracteriza por la presencia de máquinas herramienta de control numérico por ordenador como núcleo de sistemas de fabricación flexible. En esta industria, destaca el uso de estaciones robotizadas en tareas de soldadura al arco o por puntos, pintura, montaje, etc., de forma que en la actualidad la necesidad de automatización es elevada si se desea ofrecer productos de calidad en un entorno competitivo. Uno de los temas principales a 3/30

4 resolver en este tipo de industria es la planificación y gestión de la producción: asignación de tareas a máquinas, diseño del layout de la planta, sistemas flexibles que fabriquen diversos productos, políticas de planificación cercanas a la optimización, etc. En cuanto a la industria de procesos (continuous manufacturing), existen fábricas de productos de naturaleza más o menos continua, como la industria petroquímica, cementera, de la alimentación, farmacéutica, etc. Dentro del proceso de fabricación de estas industrias, se investiga en nuevas tecnologías, para la obtención de nuevos catalizadores, bioprocesos, membranas para la separación de productos, microrreactores, etc. En este tipo de industria, destacan la aplicación de algoritmos de control avanzado, - como, por ejemplo, el control predictivo -, o la formación experta de operarios de salas de control mediante simuladores. Respecto a las necesidades de automatización, la industria de procesos tiene un nivel consolidado en cuanto a salas de control con sistemas de control distribuido (DCS), y el uso de autómatas programables para tareas secuenciales o para configurar sistemas redundantes seguros ante fallos, entre otros elementos. No hay que olvidar que las industrias -tanto la manufacturera como la de procesosrealizan grandes esfuerzos en la optimización del proceso. Algunas de ellas se centran en el aspecto de la calidad, mientras que otras se centran en el aspecto de los costes. Estos factores -mejora de la calidad del producto y disminución de costes en la producción- son los condicionantes fundamentales en estas industrias, y en este sentido la automatización industrial contribuye decisivamente desde que a finales de la década de los años setenta apareció el microprocesador, núcleo de los controladores comerciales presentes en el mercado como los autómatas programables, los controles numéricos y los armarios de control de robots manipuladores industriales. En cuanto a la expresión control de procesos industriales, ésta abarca, desde un punto de vista académico, la teoría de control básica de realimentación y acción PID, la instrumentación de control (sensores, actuadores, dispositivos electrónicos, etc.), la aplicación a procesos industriales (como, por ejemplo, la mezcla de componentes en un reactor químico), las diversas arquitecturas de control (centralizado, distribuido), las estructuras de control (feedback, feedforward, cascada, etc.) y la teoría de control avanzada (control predictivo, control multivariable, etc.), por citar algunos de los aspectos más relevantes. Ciñéndonos a los algoritmos de control presentes en las industrias citadas, cabe destacar el control secuencial y la regulación continua. El control secuencial propone estados (operaciones a realizar para la transformación de la materia prima en producto) y transiciones (información relativa a sensores o elementos lógicos como temporizadores o contadores) en una secuencia ordenada que identifica la evolución dinámica del proceso controlado. En la regulación continua, mediante la estructura de control clásica feedback, se aborda la acción de control proporcional, la acción de control derivativo o la acción de control integral, respecto al error (diferencia entre la consigna y la medida de la variable de salida del proceso) para conseguir así una regulación adecuada de la variable (temperatura, caudal, nivel, etc.). Respecto a instrumentación de control, los tres elementos básicos capaces de llevar a cabo el control secuencial o la regulación continua dentro del control de procesos industriales son el llamado autómata programable PLC, el ordenador industrial y los 4/30

5 reguladores industriales (tanto en versión analógica como digital). Estos tres elementos comparten protagonismo y es frecuente encontrar artículos de opinión donde se comenta el futuro de la utilización de los PLC ante las continuas mejoras del control realizado mediante ordenador. Disputas aparte, cada uno de estos elementos halla su aplicación en la industria actual, y es por ello que la tendencia en los próximos años sea la de continuar utilizando estos elementos. Durante los casi ya treinta años de utilización de autómatas programables en la industria, conviene destacar su labor eficaz en el control secuencial de procesos. Una de las aplicaciones de mayor éxito es la combinación de autómata programable con la tecnología electroneumática. Esta combinación ha permitido ofrecer soluciones de automatización basadas en el posicionamiento, la orientación y el transporte de material dentro de la planta, y es de gran ayuda en las tareas realizadas por otros elementos, como por ejemplo el robot manipulador industrial. Los reguladores industriales son dispositivos generados de forma clara para la regulación continua de variables. Durante años, el regulador analógico tradicional ha sido el elemento capaz de controlar procesos en los que se requiere el control de temperatura, el control de caudal, o el control de presión, todos ellos ejemplos típicos de la ingeniería química. Con los avances en la electrónica digital y la informática industrial, los reguladores han pasado a ser controladores digitales autónomos, polivalentes desde el punto de vista de que se adaptan a un rango de tensiones y corrientes habituales en la automatización industrial, por lo que un mismo controlador está condicionado para la regulación de diversas variables. Además, hoy en día disponen de bloques lógicos de programación de forma que también pueden hacer frente al manejo de sistemas secuenciales. Una arquitectura abierta de estos controladores facilita la implementación de estructuras de control tipo cascada, o arquitectura de control distribuida mediante un bus de campo orientado al control de procesos, como por ejemplo el bus MODBUS. El ordenador aparece en el control de procesos industriales a mediados de la década de los años cincuenta en la forma de control centralizado, una arquitectura en desuso hoy en día. Ya entonces el ordenador disponía de unas funciones, que siguen estando muy presentes en las industrias actuales: monitorización, vigilancia, control y supervisión. El ordenador es tan polivalente que puede utilizarse por sí mismo como elemento regulador de procesos sencillos, como por ejemplo mediante tarjeta de adquisición de datos AD/DA, y con el software adecuado, se pueden regular la temperatura y el nivel de un tanque en el que fluye un cierto caudal de agua entrante y saliente. Por otra parte, mediante la utilización del puerto de comunicaciones RS-232C, el ordenador puede conectarse físicamente al autómata programable, al controlador digital autónomo, o al armario de control de un robot manipulador industrial, y así ampliar las posibilidades de interacción entre estos elementos. Finalmente, y gracias al desarrollo de las comunicaciones industriales, el ordenador puede formar parte de redes de ordenadores jerarquizados mediante la utilización de un bus de bajo nivel (bus AS-i), un bus de campo (PROFIBUS, CAN, por ejemplo) o una red de área local (Ethernet industrial). Para finalizar este apartado, conviene destacar que la automatización contribuye al control automático del proceso y a relevar de esta tarea al operario, si consideramos que lo que interesa es la substitución de la persona por un ente automático. En los complejos 5/30

6 procesos industriales, se ha puesto de manifiesto la necesidad de cambiar del control automático al control manual por necesidades de reajustes en el algoritmo de control o ante anomalías en el proceso, de forma que la automatización está contribuyendo, en un sistema de control abierto, a la intervención del operario, por lo que en estos casos no se trata tanto de sustitución sino de cooperación entre el operario y el controlador. 2.3 Fases para la puesta en marcha de un proyecto de automatización Existen complejos procesos de automatización que requieren de la colaboración entre los diversos departamentos de una empresa (gestión, logística, automatización, distribución, etc.). En esta sección se enfoca el problema en concreto en la parte de automatización, desde el punto de vista del trabajo que debe realizar el ingeniero/ingeniera técnica. El marco metodológico consta de las fases siguientes, que el operario debe realizar: - Automatización - Supervisión - Interacción - Implementación - Pruebas 6/30

7 En el caso de llevar a la práctica un proyecto de automatización, es necesario seguir las fases de la metodología presentada, así como indicar el tipo de operario o grupo de ellos encargados de llevar a cabo las fases por separado o el conjunto de ellas. La figura ilustra la secuencia ordenada de fases. Es decir, si la metodología quiere llevarse a la práctica hay que seguir paso a paso el método de forma secuencial. Cabe destacar el rol del operario en este esquema. El operario lleva a cabo cada una de las fases; hace la transición entre una fase y la siguiente, y, finalmente, se encarga de proceder a una iteración para rehacer el primer ciclo para introducir mejoras. Las fases que aparecen en el marco metodológico no son conceptos puntuales; cada uno de ellas puede tratarse en profundidad. A continuación, se presenta tan sólo un breve resumen de cada una de las fases, ya que lo que se quiere constatar es la relación entre las fases y los aspectos dinámicos intrínsecos de cada fase. Automatización En esta fase elemental hay que desarrollar los pasos siguientes relacionados con el GRAFCET (Grafo de Estados y transiciones) y la puesta en marcha de automatismos: - Observación del proceso a controlar y generación del GRAFCET de primer nivel en su descripción funcional. - Selección del automatismo (autómata programable, regulador digital autónomo). - Selección y cableado físico de sensores y actuadores, con las secciones de entradas y salidas del automatismo. - Generación del GRAFCET de segundo nivel en su descripción tecnológica. En estas líneas, la fase de automatización coincide con todas las propuestas que hacen las referencias bibliográficas básicas de automatización y autómatas programables. En la fase de automatización aparecen diversas tecnologías, entre ellas la sensórica y la neumática, supeditadas a su conexión física con el automatismo (autómata programable, por ejemplo). La representación del control secuencial sobre el proceso se representa mediante GRAFCET. A partir de estas líneas, el GRAFCET generado pasa a denominarse GRAFCET de producción, en asociación con el módulo de producción. 7/30

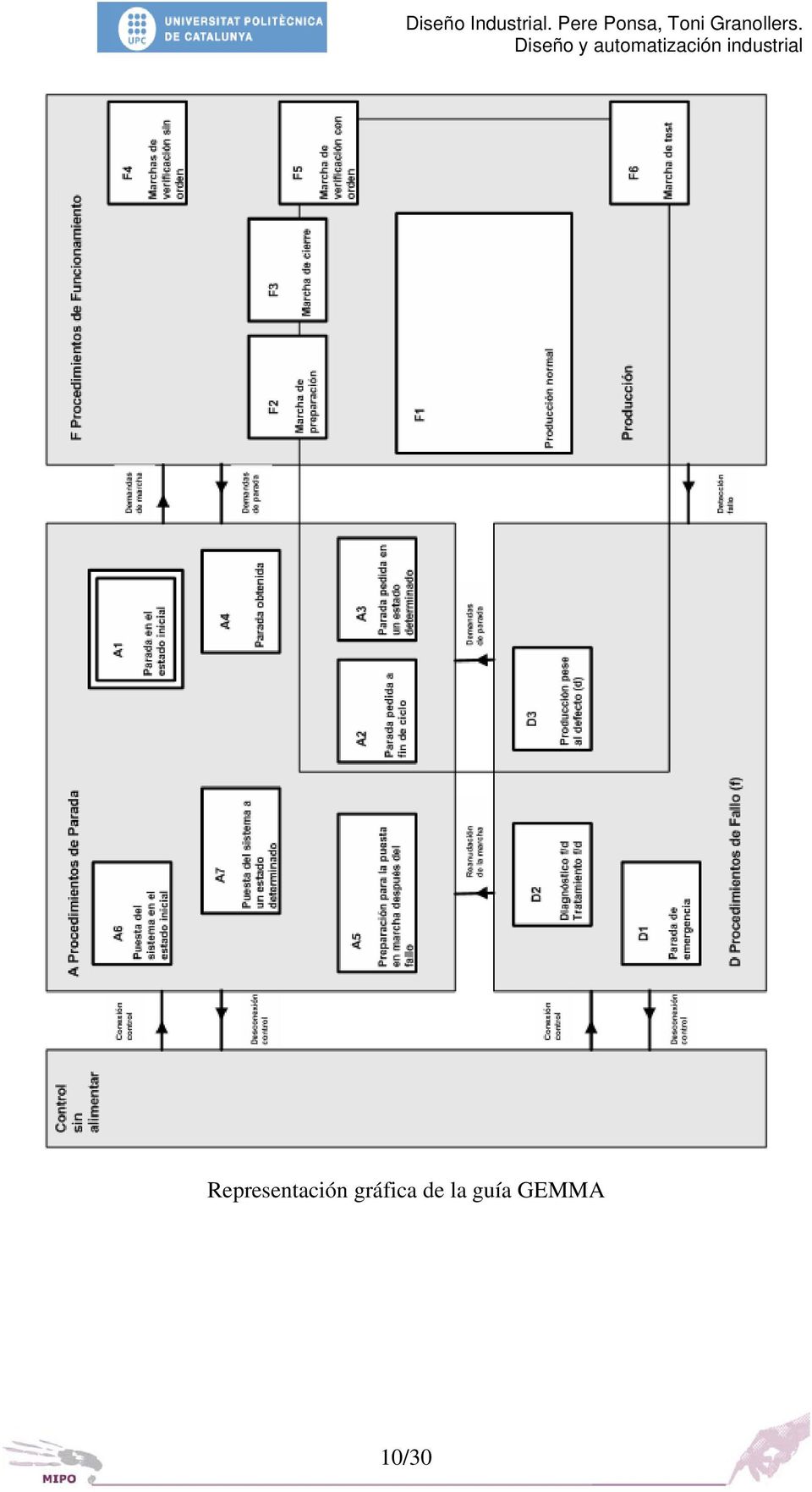
8 Una vez la fase de automatización ya está consolidada, hay que establecer la fase de supervisión. Supervisión A continuación, en esta segunda fase, hay que desarrollar los pasos siguientes: - Hay que reunir el máximo de especificaciones a priori sobre los estados posibles en las que se puede encontrar una máquina o un proceso, según la experiencia del agente encargado de la automatización o según las peticiones del cliente. - Hay que definir los módulos a utilizar según la complejidad del problema (seguridad, modos de marcha, producción) y representar gráficamente el caso de estudio mediante los estados y las transiciones de la guía GEMMA (Guía de Estudios de modos de marcha y paro). - Para cada módulo, hay que generar un GRAFCET parcial. Cabe destacar que en el caso de producción, el GRAFCET de producción ya se ha generado en la fase de automatización, de manera que lo que hay que establecer aquí es la relación con el resto de módulos. En el caso del módulo de modos de marcha el GRAFCET de conducción promueve la activación y desactivación del módulo de producción, que normalmente presenta un desarrollo secuencial cíclico. Finalmente, mediante el módulo de seguridad, el GRAFCET de seguridad pertinente vigila los dos módulos anteriores ante la posible aparición de fallos o situaciones de emergencia en el sistema automatizado. - Los GRAFCET parciales se integran de forma modular y estructurada en un solo GRAFCET general que contemple todos los módulos enunciados en función de la complejidad del problema, mediante las reglas de forzado y las reglas de evolución. - El operario procede a la supervisión cuando está vigilando la evolución del proceso controlado automáticamente, y está atento a la presencia de posibles imprevistos que merezcan activar el módulo de seguridad e intervenir directamente en el mismo. Conviene indicar que GRAFCET muestra el control secuencial a modo de etapas de funcionamiento de la máquina/proceso, mientras que la guía GEMMA muestra la 8/30
 y representar gráficamente el caso de estudio mediante los estados y las")
9 presencia de las acciones del operario humano en forma de estados de parada, funcionamiento y fallo. Una vez la fase de supervisión ya está consolidada, hay que establecer la fase de interacción. Interacción En la interacción entre la supervisión humana llevada a cabo por el operario y el proceso controlado por parte del automatismo, hay que concretar la intervención del operario mediante el diseño del panel de mando en función de las acciones físicas sobre dispositivos y la recepción de señales informativas visuales o acústicas. Los dispositivos concretos a utilizar dependen de los módulos definidos en la fase denominada supervisión. En concreto, presentamos una disposición básica de dispositivos en la siguiente sección. Para el diseño del panel de mando se utilizan conceptos que aparecen en la normativa de seguridad en máquinas, así como especificaciones ergonómicas y el conjunto de situaciones a tratar mediante la guía GEMMA. La siguiente sección muestra en detalle esta integración. En función de la complejidad del problema, el operario debe conocer qué dispositivos necesita y si el panel es el adecuado o conviene hacer mejoras. En automatización industrial, existe una gran diversidad de dispositivos, que se engloban en lo que se conoce como interfaz persona-máquina (HMI human-machine interface). La siguiente sección muestra una posible clasificación de interfaces personamáquina en el ámbito industrial, mientras que la sección 2.4 aborda en detalle el diseño de una interfaz para su uso con la guía GEMMA. La comprensión de la fase de interacción es vital para que el usuario pueda clasificar las diversas situaciones que se dan en el sistema automatizado y procesar la información e intervenir con coherencia. 9/30

10 Representación gráfica de la guía GEMMA 10/30
11 Una vez realizadas las fases de automatización, supervisión e interacción, y antes de seguir con el resto de fases, el operario puede rehacer convenientemente cada una de ellas a medida que aumenta el conocimiento experto del funcionamiento del sistema. A continuación, se procede a las fases de implementación y pruebas. Implementación Sin duda, ésta es la parte más práctica del método y escapa a las pretensiones de este libro. Son sus pasos más significativos: - Selección del lenguaje de programación del automatismo. - Traducción de GRAFCET a lenguaje de programación. Esta fase requiere las habilidades prácticas del operario en la programación de automatismos. Respecto a la traducción de GRAFCET a lenguaje de programación de autómatas como, por ejemplo, el esquema de contactos-, algunos usuarios utilizan el GRAFCET de tercer nivel en su descripción operativa. Otros usuarios prefieren pasar directamente el GRAFCET de segundo nivel, en su descripción tecnológica, al formato de esquema de contactos. Existe otra posibilidad, que es la formulación de las etapas y transiciones del GRAFCET en la forma de biestables S/R (S set, R reset). Cabe destacar que el usuario debe respetar las singularidades observadas, ya que cada casa comercial genera su lenguaje de programación conforme a unas normas propias de diseño, de manera que lo único que queremos recalcar aquí de forma genérica es que la representación formal de la guía GEMMA ha de implementarse adecuadamente en el autómata programable correspondiente. Una vez la fase de implementación está consolidada, hay que establecer la fase de pruebas. Pruebas Una vez implementado el algoritmo general sobre el automatismo, el operario puede verificar dicho algoritmo por partes; vigilar la evolución del proceso o interactuar con el proceso controlado mediante el panel de mando, e incluso puede emular situaciones de emergencia para analizar cómo responde el sistema automatizado ante la implantación de la guía GEMMA. Frente a situaciones problemáticas, el operario puede depurar los algoritmos parciales, o añadir más estados que inicialmente no se habían tomado en consideración y rehacer el algoritmo general. Evidentemente, para afrontar problemas complejos se recomienda dividir el problema en módulos funcionales básicos, y así poder rehacer el algoritmo de forma metódica sólo en las partes a rehacer. Conviene tener muy clara la identificación del aspecto a resolver y clasificar, si es posible, a qué fase corresponde. La comprensión del método genérico que se acaba de exponer pasa por la amplia experiencia en el sector industrial de la automatización y claramente por la puesta en práctica de las ideas aquí expuestas. 11/30

12 La figura anterior muestra las diversas fases secuenciales e iterativas y constituyen un ejemplo de cómo estructurar un proyecto de automatización coherente atendiendo a las tecnologías necesarias para su desarrollo. Al incluir una fase de interacción, debe quedar claro que el operario forma parte del sistema persona-máquina diseñado, de ahí que una nueva figura puede clarificar el rol de la tarea del operario. Supervisión Operario Información Transición PANEL DE MANDO Interacción AUTOMATISMO PROCESO Automatización Centrando el tema de nuevo en la guía GEMMA, es conveniente no perder de vista las fases de supervisión e interacción, ya que en este libro se considera que la fase de automatización ya está realizada previamente, mientras que las fases de implementación y pruebas pertenecen al dominio práctico del puesto de trabajo. Así, el operario encargado de llevar a cabo la puesta a punto de la guía GEMMA tiene una tarea interna más restrictiva. Si hace frente a un problema complejo, lo dividirá y afrontará de forma modular, y de forma iterativa irá completando el análisis hasta obtener una guía adaptada al problema en cuestión. Para mostrar en detalle las tareas de este operario la siguiente figura se acerca a los diagramas característicos que aparecen en las referencias bibliográficas sobre supervisión. El operario vigila el proceso controlado y puede decidir intervenir en el momento oportuno mediante la actividad sobre el panel de mando; la tarea del operario se complementa con su acceso al proceso para resolver in situ problemas de la producción. 12/30

13 2.4 Clasificación de interfaces persona-máquina Las HMI human-machine interfaces destinadas a la automatización industrial se pueden clasificar en dos grupos: de supervisión de procesos (basadas en SCADA Supervisory Control and Data Acquisition) y las de manejo y visualización a nivel de máquina (basadas en paneles). A su vez las HMI de manejo y visualización a nivel de maquina se subdividen en dos grupos: paneles móviles y estacionarios. Supervisión de procesos Sistema SCADA Paneles móviles Paneles estacionarios Manejo y visualización a nivel de máquina Paneles Touch Button Micro paneles Multi paneles Panel PCs Teach pendant para robot industrial El teach pendant en robótica industrial es un tipo de interfaz HMI diseñada para la programación y verificación de los programas a ejecutar por parte del robot industrial. 13/30

14 De los diseños anteriores basados en un display que solo mostraba una linea de instrucciones, se ha pasado a displays que muestran menús desplegables. Esta interfaz acoge la tarea del operario en robótica que debe programar el robot en la tarea industrial programada, por lo que la interacción entre el operario, el robot y diversos elementos de automatización lleva consigo la mejora de la interfaz en cuanto a manejo. Aquí se mezcla la aplicación de normativas de seguridad en máquinas junto al diseño ergonómico eficaz. Una de las últimas funcionalidades añadidas a los teach pendant de robots industriales es la posibilidad de considerar la situación de pánico. Habitualmente el operario disponia de la palanca dead man, palanca que debía mantenerse presionada en el teach pendant mientras se hacía mover cada uno de los ejes del robot. Al dejar de presionar dicha palanca, el robot dejaba de moverse para prevenir una posible colisión entre operario programador y el robot. Considerando que en una situación de emergencia, la tendencia del operario en situación de pánico es apretar con más fuerza dicha palanca, se descubrió experimentalmente que seguían produciéndose accidentes, por lo que a las dos posiciones anteriores se añade un tercer estado, el de pánico, de forma que cuando el operario apreta desmesuradamente la palanca, el sistema interpreta que hay una inminente situación de accidente, por lo que se bloquea también los movimientos del robot industrial. Tablet PC Las Tablet PC s son equipos portátiles conectados al equipo principal mediante un sistema Wireless, y que permite que el operario, moviéndose libremente en planta, pueda acceder a la información, adquirirla, tratarla y compartirla o enviarla a la aplicación gráfica que se encuentra en la sala de control principal. 14/30

15 El dispositivo como puede observarse en la siguiente figura, se trata básicamente de un panel de dimensiones más que aceptables (unas 14, es decir, las mismas dimensiones que las antiguas pantallas de ordenadores de sobremesa) y suficientemente robustos para soportar entornos industriales. Su principal handicap es su ergonomía, pero no tanto por lo que se refiere a su interfaz, porque de hecho funciona como un ordenador de sobremesa con una edición especial de Windows XP y por lo tanto dispone del mismo entorno gráfico que cualquier dispositivo SCADA de la aplicación, sino por el hecho de no disponer de teclado. Por eso, las soluciones que propone el fabricante se encaminan a asemejar al máximo la Tablet PC a un cuaderno, en el que se puedan tomar anotaciones mediante los clásicos bolígrafos de agenda electrónica. Por lo tanto, lo que el fabricante destaca como características técnica diferenciadora de estos dispositivos es su facilidad para introducir información en la Tablet PC, con la finalidad de cambiar parámetros del sistema y que sean reconocidos y para que en una tarea de supervisión, se puedan tomar anotaciones y que éstas puedan ser analizadas a posteriori. Para la introducción de parámetros, la Tablet PC permite introducir información mediante el bolígrafo o bien mediante la propia escritura del operador y que esta información sea interpretada. Por ejemplo, en la figura siguiente se puede observar como el dispositivo permite cambiar el valor de algún parámetro del sistema introduciendo el número 60 y que debe ser reconocido automáticamente por la aplicación de la Tablet : 15/30

16 Si esta interpretación de la escritura del operario no funcionara correctamente, también existe la posibilidad de utilizar el bolígrafo para mecanografiar la información a través de un teclado en pantalla. Si lo que se desea es realizar una anotación para ser enviada o para tenerse en cuenta posteriormente, pero que en definitiva no requiere que sea interpretada por el sistema, también se permite capturar pantallas y realizar anotaciones para ser guardadas como imagen (formato gif o jpeg). La figura siguiente permite observar esta funcionalidad: Esta imagen puede guardarse o bien enviarla utilizando la red inalámbrica a una impresora o como archivo adjunto de un mail. En lo que se refiere a la red inalámbrica cabe destacar la utilización de la tecnología Wi-Fi tan extendida en la actualidad en múltiples aplicaciones tanto profesionales como de gran consumo. La Tablet PC dispone de otras características ergonómicas como el cambio de orientación de la información en pantalla, es decir, permite pasar de formato vertical a formato apaisado. Esto puede ser útil porque puede ser más cómodo utilizar la Tablet 16/30
.")
17 en modo vertical cuando el operador se desplaza y en modo horizontal cuando se instala en su soporte (ver figura siguiente): Especificaciones del Tablet PC Wonderware Display Type Size/Resolution Bezel Options Active Matrix Display; Transmissive (indoor), All- Vis(indoor/outdoor), Hi-Vis (high resolution) 10.4-inch 800 x 600 SVGA active matrix color display 800x600 or 1024x768 Black Aluminum Only PC-Data Pre-Installed Software tag Operating System Processor Memory Hard Disk Drive Network External Interfaces Expansion Slots System Diagnostics Overall Dimensions Wonderware InTouch HMI software, Version 9.x Microsoft Windows XP Tablet PC Edition 933 MHz Mobile Intel Pentium III Processor-M with Enhanced Intel Speedstep technology N/A 20 GB shock-mounted rotating hard disk a/b/g Wireless Ethernet 1 PCMCIA (type III), 1 USB, Docking Station Via Docking Station: Up to 3 serial ports (2 partial),1 USB, 1 EPP parallel port, 1 SVGA video, 1 AC power connection, 1 keyboard, PS/2 Battery status LEDs, HDD activity LED, External Power LED 270x210x40 (mm) Panel de mando en autobus 17/30

18 El panel de mando de la figura ilustra una situación especialmente diseñada. Dentro de los autobuses metropolitanos, en concreto el ejemplo pertenece a los autobuses de la ciudad de Roma, Italia, el propio usuario que se desplaza mediante silla de ruedas puede solicitar la parada del autobús, y accionar el despliegue de la rampa que le permita bajar con la silla de ruedas del autobús a la calle. En otras flotas de autobuses metropolitanos, es el conductor del vehículo el que dispone del panel apropiado para facilitar la entrada o salida del vehículo a usuarios con sillas de rueda, pero el problema reside en la falta de visibilidad de la situación, de manera que el conductor tiene dudas de si realmente el usuario ha finalizado la acción. Panel de mando en ascensor El panel de mando en el interior de un ascensor es un buen ejemplo en el que se ve de forma clara la dificultad de proponer especificaciones de diseño. En primer lugar es importante el contexto (ascensor en establecimiento público, ascensor en vivienda, etc.), tipo de usuario (en un hospital se mezcla un gran número de usuarios distintos como personal medico, personal de mantenimiento, familiares, el propio usuario, etc.), definir qué funcionalidades debe disponer el panel (botones, displays, interfono, etc.). Como vemos hay una gran cantidad de factores a considerar y muchos ejemplos de paneles en el mercado con características diferentes. Ello lleva a considerar la necesidad de regular mediante normativa de seguridad, cómo debería diseñarse un panel de ascensor. A esta idea conviene aplicar conceptos de diseño universal para facilitar el acceso y el uso del panel de mando del ascensor para todos los usuarios. 18/30

19 Una metodología parecida debería contemplarse para la mejora de la accesibilidad y usabilidad de los cajeros automáticos. Estos aspectos se escapan de los objetivos del presente libro. La siguiente sección focaliza el interés en los paneles de mando industriales y de cómo establecer pautas para el diseño ergonómico de los mismos. 2.4 Diseño de panel de mando para automatismos y máquinas industriales Los sistemas persona-máquina están sujetos a los avances tecnológicos, de ahí que de forma periódica se producen avancen en robótica, controladores lógicos, máquinas industriales, equipos de seguridad, equipos de supervisión, etc. Este escenario dinámico inacabado también es aplicable en el caso del panel de mando, y un problema abierto es la creación de especificaciones genéricas para el diseño y la utilización de paneles de mando. El panel de mando forma parte del conjunto de dispositivos HMI, interfaces persona-máquina presentes en sistemas de automatización industrial (terminales programables, monitor con pantalla táctil, botonera de programación, terminal móvil en supervisión de plantas industriales). La diversidad de dispositivos se extiende también a otros ámbitos como por ejemplo en nuestra sociedad y en la aplicación de tecnologías de ayuda para personas con discapacidad, o en el ámbito de la automatización de viviendas mediantes equipos domóticos. En esta sección se presenta la integración de diversas áreas como la ergonomía, la ingeniería de la usabilidad y la normativa de seguridad en máquinas, para el diseño de un panel de mando en el que el operario pueda llevar a cabo la fase de intervención presente en la guía GEMMA. Sirva de ejemplo de cómo a nivel industrial es posible incluir el diseño ergonómico. Especificaciones Actualmente, hay una gran diversidad de paneles, tanto en el ámbito académico como en el industrial. En el ámbito académico, algunos fabricantes de sistemas automatizados didácticos ofrecen un panel de mando simplificado basado exclusivamente en funciones básicas de marcha/paro y parada de emergencia (ver el panel de mando de la figura). 19/30

20 Este tipo de panel permite implementar algunos casos de la guía GEMMA pero presenta la limitación de no ofrecer un panel completo con dispositivos informativos visuales, y, en determinadas situaciones experimentales, algunos controladores son utilizados con finalidades distintas, según sea la situación que hay que tratar, ya que se puede reprogramar el algoritmo. Así por ejemplo, algunos de nuestros estudiantes de ingeniería han utilizado el botón de Reset en algunas ocasiones como botón de Paro convencional. Panel de mando académico únicamente formado por controladores sin la presencia de dispositivos informativos visuales DIV En el ámbito industrial, se encuentran paneles básicos a pie de máquina o mediante soporte a la altura de los ojos del operario. Si la máquina incorpora diversos componentes periféricos, es fácil encontrar diversos paneles que incorporan pulsadores y selectores a lo largo de la máquina, como por ejemplo para poner en marcha una cinta transportadora, para accionar una subestación de montaje o para dirigir las actividades de una máquina-herramienta de CNC, por ejemplo. Los paneles con soporte vertical situados en el campo visual del operario incluyen más elementos, como por ejemplo pulsadores con LED indicador incorporado, selectores de modo de funcionamiento, o bien diversos LEDS indicadores informativos del estado de funcionamiento de componentes de la máquina. En algunos casos, el panel se complementa con balizas de señalización representadas por columnas de LEDS en forma de semáforo (luz fija, intermitente, flash) y con incorporación de señales acústicas (zumbador, sirena). Estos componentes cumplen con diversas especificaciones de seguridad en máquinas, como por ejemplo el grado de protección IP 54 o IP 65. Por una parte, el dispositivo debe cumplir ciertas especificaciones para la utilización para la que ha sido diseñado; por otra parte, estos dispositivos forman parte de máquinas complejas, en que se amplía el sentido de seguridad del dispositivo a la seguridad intrínseca de la máquina que todo fabricante debe prever antes de ofrecerla al mercado. Uno de los aspectos recogidos en estas normas es la asociación del dispositivo con un color concreto y una finalidad fijada. Así, un pulsador de marcha se representa mediante el color verde. El pulsador de paro convencional se representa mediante el color negro. Un pulsador de rearme (Reset), es decir, cuando se suprimen las condiciones anormales y se reestablece el ciclo automático interrumpido, se representa mediante el color amarillo o el azul. La parada de emergencia se representa con un dispositivo que se llama paro de emergencia y consta de una seta de color rojo dentro de un círculo 20/30

TeCS. Sistema de ayuda a la gestión del desarrollo de producto cerámico
 TeCS Sistema de ayuda a la gestión del desarrollo de producto cerámico En el origen de todo proyecto de éxito se halla la capacidad de encauzar y estructurar la creatividad TeCS ofrece un entorno de fácil
TeCS Sistema de ayuda a la gestión del desarrollo de producto cerámico En el origen de todo proyecto de éxito se halla la capacidad de encauzar y estructurar la creatividad TeCS ofrece un entorno de fácil
CAPÍTULO I. Sistemas de Control Distribuido (SCD).
.") 1.1 Sistemas de Control. Un sistema es un ente cuya función es la de recibir acciones externas llamadas variables de entrada que a su vez provocan una o varias reacciones como respuesta llamadas variables
1.1 Sistemas de Control. Un sistema es un ente cuya función es la de recibir acciones externas llamadas variables de entrada que a su vez provocan una o varias reacciones como respuesta llamadas variables
Capítulo 5. Cliente-Servidor.
 Capítulo 5. Cliente-Servidor. 5.1 Introducción En este capítulo hablaremos acerca de la arquitectura Cliente-Servidor, ya que para nuestra aplicación utilizamos ésta arquitectura al convertir en un servidor
Capítulo 5. Cliente-Servidor. 5.1 Introducción En este capítulo hablaremos acerca de la arquitectura Cliente-Servidor, ya que para nuestra aplicación utilizamos ésta arquitectura al convertir en un servidor
WINDOWS 2008 5: TERMINAL SERVER
 WINDOWS 2008 5: TERMINAL SERVER 1.- INTRODUCCION: Terminal Server proporciona una interfaz de usuario gráfica de Windows a equipos remotos a través de conexiones en una red local o a través de Internet.
WINDOWS 2008 5: TERMINAL SERVER 1.- INTRODUCCION: Terminal Server proporciona una interfaz de usuario gráfica de Windows a equipos remotos a través de conexiones en una red local o a través de Internet.
Las 10 preguntas más habituales sobre los Sistemas de Captación de Datos en planta
 Las 10 preguntas más habituales sobre los Sistemas de Captación de Datos en planta 1. Que son los sistemas de captación de datos en planta? Los sistemas de captación de planta permiten simplificar y automatizar
Las 10 preguntas más habituales sobre los Sistemas de Captación de Datos en planta 1. Que son los sistemas de captación de datos en planta? Los sistemas de captación de planta permiten simplificar y automatizar
PROPUESTAS DE PROYECTO ELÉCTRICO PARA EL PRIMER SEMESTRE 2011
 PROPUESTAS DE PROYECTO ELÉCTRICO PARA EL PRIMER SEMESTRE 2011 Profesor Mauricio Espinoza B. Objetivos Propuesta I Diseño de algoritmos de control para los simuladores de Staudinger GMBH de la Escuela de
PROPUESTAS DE PROYECTO ELÉCTRICO PARA EL PRIMER SEMESTRE 2011 Profesor Mauricio Espinoza B. Objetivos Propuesta I Diseño de algoritmos de control para los simuladores de Staudinger GMBH de la Escuela de
Creado dentro de la línea de sistemas operativos producida por Microsoft Corporation.
 WINDOWS Windows, Es un Sistema Operativo. Creado dentro de la línea de sistemas operativos producida por Microsoft Corporation. Dentro de los tipos de Software es un tipo de software de Sistemas. Windows
WINDOWS Windows, Es un Sistema Operativo. Creado dentro de la línea de sistemas operativos producida por Microsoft Corporation. Dentro de los tipos de Software es un tipo de software de Sistemas. Windows
CICLO FORMATIVO: MANTENIMIENTO ELECTROMECÁNICO MÓDULO: MONTAJE Y MANTENIMIENTO DE LÍNEAS AUTOMATIZADAS CURSO: 2014-2015
 v.01 CICLO FORMATIVO: MANTENIMIENTO ELECTROMECÁNICO MÓDULO: MONTAJE Y MANTENIMIENTO DE LÍNEAS AUTOMATIZADAS CURSO: 2014-2015 Duración: 190 HORAS Lugar: AULA 232 OBJETIVOS: La formación del módulo contribuye
v.01 CICLO FORMATIVO: MANTENIMIENTO ELECTROMECÁNICO MÓDULO: MONTAJE Y MANTENIMIENTO DE LÍNEAS AUTOMATIZADAS CURSO: 2014-2015 Duración: 190 HORAS Lugar: AULA 232 OBJETIVOS: La formación del módulo contribuye
Elementos requeridos para crearlos (ejemplo: el compilador)
") Generalidades A lo largo del ciclo de vida del proceso de software, los productos de software evolucionan. Desde la concepción del producto y la captura de requisitos inicial hasta la puesta en producción
Generalidades A lo largo del ciclo de vida del proceso de software, los productos de software evolucionan. Desde la concepción del producto y la captura de requisitos inicial hasta la puesta en producción
INGENIERÍA AMBIENTAL Tema 3. Parte V SCADA (Supervisory Control and Data Acquisition) Alfredo Rosado Máster Universitario
 Alfredo Rosado Máster Universitario") INGENIERÍA AMBIENTAL Tema 3. Parte V SCADA (Supervisory Control and Data Acquisition) Alfredo Rosado Máster Universitario INDICE Control Mediante PC. Introducción SCADA. Funciones y Prestaciones. Módulos.
INGENIERÍA AMBIENTAL Tema 3. Parte V SCADA (Supervisory Control and Data Acquisition) Alfredo Rosado Máster Universitario INDICE Control Mediante PC. Introducción SCADA. Funciones y Prestaciones. Módulos.
Gestión y Desarrollo de Requisitos en Proyectos Software
 Gestión y Desarrollo de Requisitos en Proyectos Software Ponente: María Jesús Anciano Martín Objetivo Objetivo Definir un conjunto articulado y bien balanceado de métodos para el flujo de trabajo de Ingeniería
Gestión y Desarrollo de Requisitos en Proyectos Software Ponente: María Jesús Anciano Martín Objetivo Objetivo Definir un conjunto articulado y bien balanceado de métodos para el flujo de trabajo de Ingeniería
CAPÍTULO II. Gráficos Dinámicos.
 2.1 Definición. Los gráficos dinámicos son representaciones a escala del proceso, en donde se muestra la información de las variables del proceso a través de datos numéricos y de animación gráfica. Éstos
2.1 Definición. Los gráficos dinámicos son representaciones a escala del proceso, en donde se muestra la información de las variables del proceso a través de datos numéricos y de animación gráfica. Éstos
INGENIERÍA EN MECATRÓNICA
 HOJA DE ASIGNATURA CON DESGLOSE DE UNIDADES TEMÁTICAS 1. Nombre de la asignatura Control lógico avanzado 2. Competencias Desarrollar proyectos de automatización y control, a través del diseño, la administración
HOJA DE ASIGNATURA CON DESGLOSE DE UNIDADES TEMÁTICAS 1. Nombre de la asignatura Control lógico avanzado 2. Competencias Desarrollar proyectos de automatización y control, a través del diseño, la administración
Decisión: Indican puntos en que se toman decisiones: sí o no, o se verifica una actividad del flujo grama.
 Diagrama de Flujo La presentación gráfica de un sistema es una forma ampliamente utilizada como herramienta de análisis, ya que permite identificar aspectos relevantes de una manera rápida y simple. El
Diagrama de Flujo La presentación gráfica de un sistema es una forma ampliamente utilizada como herramienta de análisis, ya que permite identificar aspectos relevantes de una manera rápida y simple. El
INSTRODUCCION. Toda organización puede mejorar su manera de trabajar, lo cual significa un
 INSTRODUCCION Toda organización puede mejorar su manera de trabajar, lo cual significa un incremento de sus clientes y gestionar el riesgo de la mejor manera posible, reduciendo costes y mejorando la calidad
INSTRODUCCION Toda organización puede mejorar su manera de trabajar, lo cual significa un incremento de sus clientes y gestionar el riesgo de la mejor manera posible, reduciendo costes y mejorando la calidad
Catálogo de productos. Generado por. Noguiana. info@noguiana.es
 Catálogo de productos Generado por 911010881 Catálogo generado por España - Página 2 de 17 Otras herramientas y productos de ferretería Catálogo generado por España - Página 3 de 17 Almacen Automatico
Catálogo de productos Generado por 911010881 Catálogo generado por España - Página 2 de 17 Otras herramientas y productos de ferretería Catálogo generado por España - Página 3 de 17 Almacen Automatico
SISTEMAS Y MANUALES DE LA CALIDAD
 SISTEMAS Y MANUALES DE LA CALIDAD NORMATIVAS SOBRE SISTEMAS DE CALIDAD Introducción La experiencia de algunos sectores industriales que por las características particulares de sus productos tenían necesidad
SISTEMAS Y MANUALES DE LA CALIDAD NORMATIVAS SOBRE SISTEMAS DE CALIDAD Introducción La experiencia de algunos sectores industriales que por las características particulares de sus productos tenían necesidad
ÍNDICE DISEÑO DE CONTADORES SÍNCRONOS JESÚS PIZARRO PELÁEZ
 ELECTRÓNICA DIGITAL DISEÑO DE CONTADORES SÍNCRONOS JESÚS PIZARRO PELÁEZ IES TRINIDAD ARROYO DPTO. DE ELECTRÓNICA ÍNDICE ÍNDICE... 1 1. LIMITACIONES DE LOS CONTADORES ASÍNCRONOS... 2 2. CONTADORES SÍNCRONOS...
ELECTRÓNICA DIGITAL DISEÑO DE CONTADORES SÍNCRONOS JESÚS PIZARRO PELÁEZ IES TRINIDAD ARROYO DPTO. DE ELECTRÓNICA ÍNDICE ÍNDICE... 1 1. LIMITACIONES DE LOS CONTADORES ASÍNCRONOS... 2 2. CONTADORES SÍNCRONOS...
La compañía Autodesk presenta la nueva versión de su aclamado
 Presentación La compañía Autodesk presenta la nueva versión de su aclamado AutoCAD, AutoCAD 2011, como un potente y completísimo programa de diseño y dibujo asistido por ordenador. Elegido por un gran
Presentación La compañía Autodesk presenta la nueva versión de su aclamado AutoCAD, AutoCAD 2011, como un potente y completísimo programa de diseño y dibujo asistido por ordenador. Elegido por un gran
GUÍA DE USUARIO: GOOGLE DRIVE
 GUÍA DE USUARIO: GOOGLE DRIVE Google Drive es una herramienta telemática de la web 2.0 que permite el trabajo virtual de forma colaborativa. En Google Drive podemos encontrar una barra de navegación en
GUÍA DE USUARIO: GOOGLE DRIVE Google Drive es una herramienta telemática de la web 2.0 que permite el trabajo virtual de forma colaborativa. En Google Drive podemos encontrar una barra de navegación en
La subcontratación como herramienta para la gestión logística
 1 La subcontratación como herramienta para la gestión logística En este artículo se presenta la subcontratación de servicios logísticos como una herramienta que permite optimizar la gestión logística de
1 La subcontratación como herramienta para la gestión logística En este artículo se presenta la subcontratación de servicios logísticos como una herramienta que permite optimizar la gestión logística de
Máxima personalización y adaptabilidad del sistema. Funciona por Wifi, 3G o red LAN. Panel de control personalizado para programar los parámetros.
 Synnex es un sistema de monitorización de la información en pantallas de gran formato. Tiene como objetivo resolver necesidades de visualización y control en los procesos de producción industriales y en
Synnex es un sistema de monitorización de la información en pantallas de gran formato. Tiene como objetivo resolver necesidades de visualización y control en los procesos de producción industriales y en
TITULO: SERVICIO DE INFORMACIÓN A TRAVÉS DE UNA RED DE PUNTOS DE INFORMACIÓN ELECTRÓNICA EN ESPACIOS PÚBLICOS DE LA CIUDAD DE MADRID
 TITULO: SERVICIO DE INFORMACIÓN A TRAVÉS DE UNA RED DE PUNTOS DE INFORMACIÓN ELECTRÓNICA EN ESPACIOS PÚBLICOS DE LA CIUDAD DE MADRID Apoyado por: DOMINION S.A. 1.- Antecedentes/Problemática A la Dirección
TITULO: SERVICIO DE INFORMACIÓN A TRAVÉS DE UNA RED DE PUNTOS DE INFORMACIÓN ELECTRÓNICA EN ESPACIOS PÚBLICOS DE LA CIUDAD DE MADRID Apoyado por: DOMINION S.A. 1.- Antecedentes/Problemática A la Dirección
Sistemas de Gestión de Calidad. Control documental
 4 Sistemas de Gestión de Calidad. Control documental ÍNDICE: 4.1 Requisitos Generales 4.2 Requisitos de la documentación 4.2.1 Generalidades 4.2.2 Manual de la Calidad 4.2.3 Control de los documentos 4.2.4
4 Sistemas de Gestión de Calidad. Control documental ÍNDICE: 4.1 Requisitos Generales 4.2 Requisitos de la documentación 4.2.1 Generalidades 4.2.2 Manual de la Calidad 4.2.3 Control de los documentos 4.2.4
MANUAL DE AYUDA. SAT Móvil (Movilidad del Servicio Técnico)
") MANUAL DE AYUDA SAT Móvil (Movilidad del Servicio Técnico) Fecha última revisión: Abril 2015 INDICE DE CONTENIDOS INTRODUCCION SAT Móvil... 3 CONFIGURACIONES PREVIAS EN GOTELGEST.NET... 4 1. INSTALACIÓN
MANUAL DE AYUDA SAT Móvil (Movilidad del Servicio Técnico) Fecha última revisión: Abril 2015 INDICE DE CONTENIDOS INTRODUCCION SAT Móvil... 3 CONFIGURACIONES PREVIAS EN GOTELGEST.NET... 4 1. INSTALACIÓN
Diseño o Estructurado GRAFCET
 Diseño o Estructurado GRAFCET 1 Introducción Modos de Marcha Marchas automáticas ÍNDICE Funcionamiento automático Funcionamiento semiautomático Marchas de intervención Marchas de ajuste del sistema Seguridad
Diseño o Estructurado GRAFCET 1 Introducción Modos de Marcha Marchas automáticas ÍNDICE Funcionamiento automático Funcionamiento semiautomático Marchas de intervención Marchas de ajuste del sistema Seguridad
Asesoramiento, programación y montaje integral de automatizaciones industriales.
 // AUTOMATIZACIÓN INDUSTRIAL Asesoramiento, programación y montaje integral de automatizaciones industriales. En MENAVOLT trabajamos para ofrecer soluciones completas a proyectos de automatización, sea
// AUTOMATIZACIÓN INDUSTRIAL Asesoramiento, programación y montaje integral de automatizaciones industriales. En MENAVOLT trabajamos para ofrecer soluciones completas a proyectos de automatización, sea
Ingeniería de Software. Pruebas
 Ingeniería de Software Pruebas Niveles de prueba Pruebas unitarias Niveles Pruebas de integración Pruebas de sistema Pruebas de aceptación Alpha Beta Niveles de pruebas Pruebas unitarias Se enfocan en
Ingeniería de Software Pruebas Niveles de prueba Pruebas unitarias Niveles Pruebas de integración Pruebas de sistema Pruebas de aceptación Alpha Beta Niveles de pruebas Pruebas unitarias Se enfocan en
Por qué deberías adaptar tu página web a la navegación móvil?
 Por qué deberías adaptar tu página web a la navegación móvil? Adaptación de páginas web a dispositivos móviles, una realidad. Hoy en día, la variedad de dispositivos móviles existentes en el mercado ha
Por qué deberías adaptar tu página web a la navegación móvil? Adaptación de páginas web a dispositivos móviles, una realidad. Hoy en día, la variedad de dispositivos móviles existentes en el mercado ha
GUÍA PARA REALIZAR PETICIONES RELACIONADAS CON TELEFONÍA IP A TRAVÉS DE LA OFICINA VIRTUAL
 GUÍA PARA REALIZAR PETICIONES RELACIONADAS CON TELEFONÍA IP A TRAVÉS DE LA OFICINA VIRTUAL Los centros educativos podrán dirigir las peticiones relativas a la gestión de las extensiones telefónicas integradas
GUÍA PARA REALIZAR PETICIONES RELACIONADAS CON TELEFONÍA IP A TRAVÉS DE LA OFICINA VIRTUAL Los centros educativos podrán dirigir las peticiones relativas a la gestión de las extensiones telefónicas integradas
CONCEPTOS BASICOS. Febrero 2003 Página - 1/10
 CONCEPTOS BASICOS Febrero 2003 Página - 1/10 EL ESCRITORIO DE WINDOWS Se conoce como escritorio la zona habitual de trabajo con windows, cuando iniciamos windows entramos directamente dentro del escritorio,
CONCEPTOS BASICOS Febrero 2003 Página - 1/10 EL ESCRITORIO DE WINDOWS Se conoce como escritorio la zona habitual de trabajo con windows, cuando iniciamos windows entramos directamente dentro del escritorio,
Contenidos. INFORME ENCUESTA TELEFÓNICA. Curso 2009 10
 ENCUESTA DE OPINIÓN DEL ALUMNADO SOBRE LA ACTUACIÓN DOCENTE DEL PROFESORADO UNIVERSIDAD DE SEVILLA Curso 2009-2010 ENCUESTA TELEFÓNICA Contenidos Introducción.... 4 El Cuestionario... 5 El muestreo...
ENCUESTA DE OPINIÓN DEL ALUMNADO SOBRE LA ACTUACIÓN DOCENTE DEL PROFESORADO UNIVERSIDAD DE SEVILLA Curso 2009-2010 ENCUESTA TELEFÓNICA Contenidos Introducción.... 4 El Cuestionario... 5 El muestreo...
Person IP CRM Manual MOBILE
 Manual MOBILE División Informática BuscPerson Telecomunicaciones : Manual MOBILE 0.- Introducción 3 0.1 Configuración de los terminales 3 0.2 Acceso de Usuarios 3 1.- Funcionalidades CRM 5 1.1 Agenda del
Manual MOBILE División Informática BuscPerson Telecomunicaciones : Manual MOBILE 0.- Introducción 3 0.1 Configuración de los terminales 3 0.2 Acceso de Usuarios 3 1.- Funcionalidades CRM 5 1.1 Agenda del
CONFIGURACIÓN TERMINAL SERVER EN WINDOWS 2003
 CONFIGURACIÓN TERMINAL SERVER EN WINDOWS 2003 AUTORÍA ÁNGEL LUIS COBO YERA TEMÁTICA SERVICIOS DE INTERNET ETAPA BACHILLERATO, CICLOS FORMATIVOS. Resumen En este artículo, se detalla paso a paso como instalar
CONFIGURACIÓN TERMINAL SERVER EN WINDOWS 2003 AUTORÍA ÁNGEL LUIS COBO YERA TEMÁTICA SERVICIOS DE INTERNET ETAPA BACHILLERATO, CICLOS FORMATIVOS. Resumen En este artículo, se detalla paso a paso como instalar
CAPÍTULO 1 Instrumentación Virtual
 CAPÍTULO 1 Instrumentación Virtual 1.1 Qué es Instrumentación Virtual? En las últimas décadas se han incrementado de manera considerable las aplicaciones que corren a través de redes debido al surgimiento
CAPÍTULO 1 Instrumentación Virtual 1.1 Qué es Instrumentación Virtual? En las últimas décadas se han incrementado de manera considerable las aplicaciones que corren a través de redes debido al surgimiento
K2BIM Plan de Investigación - Comparación de herramientas para la parametrización asistida de ERP Versión 1.2
 K2BIM Plan de Investigación - Comparación de herramientas para la parametrización asistida de ERP Versión 1.2 Historia de revisiones Fecha VersiónDescripción Autor 08/10/2009 1.0 Creación del documento.
K2BIM Plan de Investigación - Comparación de herramientas para la parametrización asistida de ERP Versión 1.2 Historia de revisiones Fecha VersiónDescripción Autor 08/10/2009 1.0 Creación del documento.
Una computadora de cualquier forma que se vea tiene dos tipos de componentes: El Hardware y el Software.
 ARQUITECTURA DE LAS COMPUTADORAS QUE ES UNA COMPUTADORA (UN ORDENADOR)? Existen numerosas definiciones de una computadora, entre ellas las siguientes: 1) Una computadora es un dispositivo capaz de realizar
ARQUITECTURA DE LAS COMPUTADORAS QUE ES UNA COMPUTADORA (UN ORDENADOR)? Existen numerosas definiciones de una computadora, entre ellas las siguientes: 1) Una computadora es un dispositivo capaz de realizar
Esta materia está compuesta de 10 asignaturas que se imparten entre los cursos 2º, 3º y 4º.
 Denominación de la MATERIA: 12. INGENIERÍA AUTOMÁTICA Créditos ECTS, carácter (básica, obligatoria, optativa ): 30 ECTS obligatorios 30 ECTS optativos Duración y ubicación temporal dentro del plan de estudios:
Denominación de la MATERIA: 12. INGENIERÍA AUTOMÁTICA Créditos ECTS, carácter (básica, obligatoria, optativa ): 30 ECTS obligatorios 30 ECTS optativos Duración y ubicación temporal dentro del plan de estudios:
Los mayores cambios se dieron en las décadas de los setenta, atribuidos principalmente a dos causas:
 SISTEMAS DISTRIBUIDOS DE REDES 1. SISTEMAS DISTRIBUIDOS Introducción y generalidades La computación desde sus inicios ha sufrido muchos cambios, desde los grandes equipos que permitían realizar tareas
SISTEMAS DISTRIBUIDOS DE REDES 1. SISTEMAS DISTRIBUIDOS Introducción y generalidades La computación desde sus inicios ha sufrido muchos cambios, desde los grandes equipos que permitían realizar tareas
SCT3000 95. Software para la calibración de transductores de fuerza. Versión 3.5. Microtest S.A. microtes@arrakis.es
 SCT3000 95 Versión 3.5 Software para la calibración de transductores de fuerza. Microtest S.A. microtes@arrakis.es Introducción El programa SCT3000 95, es un sistema diseñado para la calibración automática
SCT3000 95 Versión 3.5 Software para la calibración de transductores de fuerza. Microtest S.A. microtes@arrakis.es Introducción El programa SCT3000 95, es un sistema diseñado para la calibración automática
Cómo seleccionar el mejor ERP para su empresa Sumario ejecutivo
 Índice completo de la Guía Índice completo de la Guía 1. Quién debe leer esta guía? 3 2. Qué es un ERP? 7 2.2. Qué es un ERP?... 9 2.3. Cuál es el origen del ERP?... 10 2.4. ERP a medida o paquetizado?...
Índice completo de la Guía Índice completo de la Guía 1. Quién debe leer esta guía? 3 2. Qué es un ERP? 7 2.2. Qué es un ERP?... 9 2.3. Cuál es el origen del ERP?... 10 2.4. ERP a medida o paquetizado?...
Presentaciones. Con el estudio de esta Unidad pretendemos alcanzar los siguientes objetivos:
 UNIDAD 8 Presentaciones Reunión. (ITE. Banco de imágenes) as presentaciones son documentos formados por una sucesión de páginas, llamadas diapositivas, que transmiten información estructurada de manera
UNIDAD 8 Presentaciones Reunión. (ITE. Banco de imágenes) as presentaciones son documentos formados por una sucesión de páginas, llamadas diapositivas, que transmiten información estructurada de manera
2.11.1 CONTRATAS Y SUBCONTRATAS NOTAS
 NOTAS 1 Cuando en un mismo centro de trabajo desarrollen actividades trabajadores de dos o más empresas, éstas deberán cooperar en la aplicación de la normativa sobre prevención de riesgos laborales. A
NOTAS 1 Cuando en un mismo centro de trabajo desarrollen actividades trabajadores de dos o más empresas, éstas deberán cooperar en la aplicación de la normativa sobre prevención de riesgos laborales. A
Traslado de Data Center
 Traslado de Data Center Traslado de Data Center Análisis y metodología garantizan el éxito en el traslado de los Data Center Planificar, analizar y documentar son claves a la hora de realizar la migración
Traslado de Data Center Traslado de Data Center Análisis y metodología garantizan el éxito en el traslado de los Data Center Planificar, analizar y documentar son claves a la hora de realizar la migración
1. Normas y señalización de seguridad
 1. Normas y señalización de seguridad 1.1. Concepto de norma de seguridad Para llevar a cabo cualquier trabajo que pueda incluir un riesgo, se da una recomendación preventiva. Cuando estas recomendaciones
1. Normas y señalización de seguridad 1.1. Concepto de norma de seguridad Para llevar a cabo cualquier trabajo que pueda incluir un riesgo, se da una recomendación preventiva. Cuando estas recomendaciones
PROPÓSITO... 2 DETERMINANTES PARA UNA BUENA EXPERIENCIA DE USO...
 Tabla de Contenido PROPÓSITO... 2 DETERMINANTES PARA UNA BUENA EXPERIENCIA DE USO... 2 1. LA PRESENCIA DE INFORMACIÓN Y AYUDA ÚTIL PARA COMPLETAR LOS TRÁMITES EN LÍNEA.... 2 2. LA DISPONIBILIDAD DE DIVERSOS
Tabla de Contenido PROPÓSITO... 2 DETERMINANTES PARA UNA BUENA EXPERIENCIA DE USO... 2 1. LA PRESENCIA DE INFORMACIÓN Y AYUDA ÚTIL PARA COMPLETAR LOS TRÁMITES EN LÍNEA.... 2 2. LA DISPONIBILIDAD DE DIVERSOS
AUTOMATIZACION. Reconocer la arquitectura y características de un PLC Diferenciar los tipos de entradas y salidas
 AUTOMATIZACION GUIA DE TRABAJO 2 DOCENTE: VICTOR HUGO BERNAL UNIDAD No. 3 OBJETIVO GENERAL Realizar una introducción a los controladores lógicos programables OBJETIVOS ESPECIFICOS: Reconocer la arquitectura
AUTOMATIZACION GUIA DE TRABAJO 2 DOCENTE: VICTOR HUGO BERNAL UNIDAD No. 3 OBJETIVO GENERAL Realizar una introducción a los controladores lógicos programables OBJETIVOS ESPECIFICOS: Reconocer la arquitectura
port@firmas V.2.3.1 Manual de Portafirmas V.2.3.1
 Manual de Portafirmas V.2.3.1 1 1.- Introducción 2.- Acceso 3.- Interfaz 4.- Bandejas de peticiones 5.- Etiquetas 6.- Búsquedas 7.- Petición de firma 8.- Redactar petición 9.- Firma 10.- Devolución de
Manual de Portafirmas V.2.3.1 1 1.- Introducción 2.- Acceso 3.- Interfaz 4.- Bandejas de peticiones 5.- Etiquetas 6.- Búsquedas 7.- Petición de firma 8.- Redactar petición 9.- Firma 10.- Devolución de
Módulo 7: Los activos de Seguridad de la Información
 Módulo 7: Los activos de Seguridad de la Información Se explica en este tema cómo deben abordarse la elaboración de un inventario de activos que recoja los principales activos de información de la organización,
Módulo 7: Los activos de Seguridad de la Información Se explica en este tema cómo deben abordarse la elaboración de un inventario de activos que recoja los principales activos de información de la organización,
"Diseño, construcción e implementación de modelos matemáticos para el control automatizado de inventarios
 "Diseño, construcción e implementación de modelos matemáticos para el control automatizado de inventarios Miguel Alfonso Flores Sánchez 1, Fernando Sandoya Sanchez 2 Resumen En el presente artículo se
"Diseño, construcción e implementación de modelos matemáticos para el control automatizado de inventarios Miguel Alfonso Flores Sánchez 1, Fernando Sandoya Sanchez 2 Resumen En el presente artículo se
INTRODUCCION A LA PROGRAMACION DE PLC
 INTRODUCCION A LA PROGRAMACION DE PLC Esta guía se utilizará para estudiar la estructura general de programación de um PLC Instrucciones y Programas Una instrucción u orden de trabajo consta de dos partes
INTRODUCCION A LA PROGRAMACION DE PLC Esta guía se utilizará para estudiar la estructura general de programación de um PLC Instrucciones y Programas Una instrucción u orden de trabajo consta de dos partes
Unidad didáctica: Funcionamiento de un parking. Actividad: Funcionamiento de un parking de vehículos con entrada y salida automática con:
 Unidad didáctica: Funcionamiento de un parking Descripción: Actividad: Funcionamiento de un parking de vehículos con entrada y salida automática con: Detección del vehiculo entrante Recogida de ticket
Unidad didáctica: Funcionamiento de un parking Descripción: Actividad: Funcionamiento de un parking de vehículos con entrada y salida automática con: Detección del vehiculo entrante Recogida de ticket
Guía de uso del Cloud Datacenter de acens
 guíasdeuso Guía de uso del Cloud Datacenter de Calle San Rafael, 14 28108 Alcobendas (Madrid) 902 90 10 20 www..com Introducción Un Data Center o centro de datos físico es un espacio utilizado para alojar
guíasdeuso Guía de uso del Cloud Datacenter de Calle San Rafael, 14 28108 Alcobendas (Madrid) 902 90 10 20 www..com Introducción Un Data Center o centro de datos físico es un espacio utilizado para alojar
Proyecto Fin de Carrera
 Proyecto Fin de Carrera Gestión del Proyecto para una Plataforma online de intercambio, compra o venta de ayudas técnicas. Consultora: Ana Cristina Domingo Troncho Autor: Álvaro Fanego Lobo Junio de 2013
Proyecto Fin de Carrera Gestión del Proyecto para una Plataforma online de intercambio, compra o venta de ayudas técnicas. Consultora: Ana Cristina Domingo Troncho Autor: Álvaro Fanego Lobo Junio de 2013
Accesibilidad web GUÍA FUNCIONAL
 Accesibilidad web GUÍA FUNCIONAL 0 _ ÍNDICE 01_Introducción 02_Primeros pasos 03_Conceptos 04_Navegación por voz 05_Navegación por teclado 06_Navegación por sonido 07_Compatibilidad con lectores de pantalla
Accesibilidad web GUÍA FUNCIONAL 0 _ ÍNDICE 01_Introducción 02_Primeros pasos 03_Conceptos 04_Navegación por voz 05_Navegación por teclado 06_Navegación por sonido 07_Compatibilidad con lectores de pantalla
COMO CONFIGURAR UNA MAQUINA VIRTUAL EN VIRTUALBOX PARA ELASTIX
 COMO CONFIGURAR UNA MAQUINA VIRTUAL EN VIRTUALBOX PARA ELASTIX En este manual se presenta el proceso de configuración de una Maquina Virtual en VirtualBox, que será utilizada para instalar un Servidor
COMO CONFIGURAR UNA MAQUINA VIRTUAL EN VIRTUALBOX PARA ELASTIX En este manual se presenta el proceso de configuración de una Maquina Virtual en VirtualBox, que será utilizada para instalar un Servidor
USB (Universal Serial Bus)
") USB (Universal Serial Bus) USB es una interfaz para transmisión de datos y distribución de energía que ha sido introducida en el mercado de PC s y periféricos para mejorar las lentas interfaces serie (RS-232)
USB (Universal Serial Bus) USB es una interfaz para transmisión de datos y distribución de energía que ha sido introducida en el mercado de PC s y periféricos para mejorar las lentas interfaces serie (RS-232)
CATÁLOGO CATÁLOGO CATÁLOGO CATÁLOGO CATÁLOGO
 CATÁLOGO MANUAL DE USUARIO CATÁLOGO MANUAL DE USUARIO CATÁLOGO MANUAL DE USUARIO 1. CATÁLOGO MANUAL DE USUARIO CATÁLOGO AHORA CATÁLOGO MANUAL DE USUARIO 1 1. Introducción AHORA Catálogo es una aplicación
CATÁLOGO MANUAL DE USUARIO CATÁLOGO MANUAL DE USUARIO CATÁLOGO MANUAL DE USUARIO 1. CATÁLOGO MANUAL DE USUARIO CATÁLOGO AHORA CATÁLOGO MANUAL DE USUARIO 1 1. Introducción AHORA Catálogo es una aplicación
Oficina Online. Manual del administrador
 Oficina Online Manual del administrador 2/31 ÍNDICE El administrador 3 Consola de Administración 3 Administración 6 Usuarios 6 Ordenar listado de usuarios 6 Cambio de clave del Administrador Principal
Oficina Online Manual del administrador 2/31 ÍNDICE El administrador 3 Consola de Administración 3 Administración 6 Usuarios 6 Ordenar listado de usuarios 6 Cambio de clave del Administrador Principal
Servicio de Informática Vicerrectorado de Tecnologías de la Información y la Comunicación
 Vicerrectorado de Tecnologías de la Información y la Comunicación Conexión mediante Escritorio Remoto de Windows Última Actualización 16 de septiembre de 2013 Histórico de cambios Fecha Descripción Autor
Vicerrectorado de Tecnologías de la Información y la Comunicación Conexión mediante Escritorio Remoto de Windows Última Actualización 16 de septiembre de 2013 Histórico de cambios Fecha Descripción Autor
Proceso Unificado de Rational PROCESO UNIFICADO DE RATIONAL (RUP) El proceso de desarrollo de software tiene cuatro roles importantes:
 El proceso de desarrollo de software tiene cuatro roles importantes:") PROCESO UNIFICADO DE RATIONAL (RUP) El proceso de desarrollo de software tiene cuatro roles importantes: 1. Proporcionar una guía de actividades para el trabajo en equipo. (Guía detallada para el desarrollo
PROCESO UNIFICADO DE RATIONAL (RUP) El proceso de desarrollo de software tiene cuatro roles importantes: 1. Proporcionar una guía de actividades para el trabajo en equipo. (Guía detallada para el desarrollo
REGISTRO DE PEDIDOS DE CLIENTES MÓDULO DE TOMA DE PEDIDOS E INTEGRACIÓN CON ERP
 REGISTRO DE PEDIDOS DE CLIENTES MÓDULO DE TOMA DE PEDIDOS E INTEGRACIÓN CON ERP Visual Sale posee módulos especializados para el método de ventas transaccional, donde el pedido de parte de un nuevo cliente
REGISTRO DE PEDIDOS DE CLIENTES MÓDULO DE TOMA DE PEDIDOS E INTEGRACIÓN CON ERP Visual Sale posee módulos especializados para el método de ventas transaccional, donde el pedido de parte de un nuevo cliente
INSTALACIÓ N A3ERP. Informática para empresas INTRODUCCIÓN CONSIDERACIONES GENERALES DE LA INSTALACIÓN PAQUETES DE INSTALACIÓN PREDEFINIDOS
 Página 1 de 20 INSTALACIÓ N A3ERP INTRODUCCIÓN La instalación de a3erp v9 ha sufrido una trasformación importante respecto a sus versiones anteriores. Cualquier instalación exige la existencia de un pc
Página 1 de 20 INSTALACIÓ N A3ERP INTRODUCCIÓN La instalación de a3erp v9 ha sufrido una trasformación importante respecto a sus versiones anteriores. Cualquier instalación exige la existencia de un pc
LINEAMIENTOS ESTÁNDARES APLICATIVOS DE VIRTUALIZACIÓN
 LINEAMIENTOS ESTÁNDARES APLICATIVOS DE VIRTUALIZACIÓN Tabla de Contenidos LINEAMIENTOS ESTÁNDARES APLICATIVOS DE VIRTUALIZACIÓN... 1 Tabla de Contenidos... 1 General... 2 Uso de los Lineamientos Estándares...
LINEAMIENTOS ESTÁNDARES APLICATIVOS DE VIRTUALIZACIÓN Tabla de Contenidos LINEAMIENTOS ESTÁNDARES APLICATIVOS DE VIRTUALIZACIÓN... 1 Tabla de Contenidos... 1 General... 2 Uso de los Lineamientos Estándares...
SUPLEMENTO EUROPASS AL TÍTULO
 SUPLEMENTO EUROPASS AL TÍTULO DENOMINACIÓN DEL TÍTULO Técnico Superior en Automatización y Robótica Industrial --------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
SUPLEMENTO EUROPASS AL TÍTULO DENOMINACIÓN DEL TÍTULO Técnico Superior en Automatización y Robótica Industrial --------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Manual del Alumno de la plataforma de e-learning.
 2 Manual del Alumno de la Plataforma de E-learning 3 4 ÍNDICE 1. Página de Inicio...7 2. Opciones generales...8 2.1. Qué es el Campus...8 2.2. Nuestros Cursos...9 2.3. Cómo matricularme...9 2.4. Contactar...9
2 Manual del Alumno de la Plataforma de E-learning 3 4 ÍNDICE 1. Página de Inicio...7 2. Opciones generales...8 2.1. Qué es el Campus...8 2.2. Nuestros Cursos...9 2.3. Cómo matricularme...9 2.4. Contactar...9
UNIDADES FUNCIONALES DEL ORDENADOR TEMA 3
 UNIDADES FUNCIONALES DEL ORDENADOR TEMA 3 INTRODUCCIÓN El elemento hardware de un sistema básico de proceso de datos se puede estructurar en tres partes claramente diferenciadas en cuanto a sus funciones:
UNIDADES FUNCIONALES DEL ORDENADOR TEMA 3 INTRODUCCIÓN El elemento hardware de un sistema básico de proceso de datos se puede estructurar en tres partes claramente diferenciadas en cuanto a sus funciones:
Introducción. Ciclo de vida de los Sistemas de Información. Diseño Conceptual
 Introducción Algunas de las personas que trabajan con SGBD relacionales parecen preguntarse porqué deberían preocuparse del diseño de las bases de datos que utilizan. Después de todo, la mayoría de los
Introducción Algunas de las personas que trabajan con SGBD relacionales parecen preguntarse porqué deberían preocuparse del diseño de las bases de datos que utilizan. Después de todo, la mayoría de los
Criterios de revisión de un curso que utiliza PBL ING. y CB.
 Criterios de revisión de un curso que utiliza PBL ING. y CB. Curso: Clave: Facilitador: Profesor: Campus: Introducción: En este documento se presentan los criterios que deben de cumplir los elementos de
Criterios de revisión de un curso que utiliza PBL ING. y CB. Curso: Clave: Facilitador: Profesor: Campus: Introducción: En este documento se presentan los criterios que deben de cumplir los elementos de
3. GESTIÓN DE CONFIGURACIÓN DE SOFTWARE
 3. GESTIÓN DE CONFIGURACIÓN DE SOFTWARE Software Configuration Management (SCM) es una disciplina de la Ingeniería de Software que se preocupa de [Ber92] [Ber84] [Bou98] [Mik97]: Identificar y documentar
3. GESTIÓN DE CONFIGURACIÓN DE SOFTWARE Software Configuration Management (SCM) es una disciplina de la Ingeniería de Software que se preocupa de [Ber92] [Ber84] [Bou98] [Mik97]: Identificar y documentar
Seminario Electrónico de Soluciones Tecnológicas sobre VPNs de Extranets
 Seminario Electrónico de Soluciones Tecnológicas sobre VPNs de Extranets 1 de 12 Seminario Electrónico de Soluciones Tecnológicas sobre VPNs de Extranets 3 Bienvenida. 4 Objetivos. 5 Interacciones de Negocios
Seminario Electrónico de Soluciones Tecnológicas sobre VPNs de Extranets 1 de 12 Seminario Electrónico de Soluciones Tecnológicas sobre VPNs de Extranets 3 Bienvenida. 4 Objetivos. 5 Interacciones de Negocios
INSTITUTO TECNOLÓGICO SUPERIOR FISCOMISIONAL NUESTRA SEÑORA DEL ROSARIO. UTILIZACIÓN DE LA HERRAMIENTA PRTG NETWORK MONITOR Autores:
 1 INSTITUTO TECNOLÓGICO SUPERIOR FISCOMISIONAL NUESTRA SEÑORA DEL ROSARIO UTILIZACIÓN DE LA HERRAMIENTA PRTG NETWORK MONITOR Autores: Aguilar Jiménez, Rita Ximena Pancha Quinaluisa, Miguel Antonio Coautora
1 INSTITUTO TECNOLÓGICO SUPERIOR FISCOMISIONAL NUESTRA SEÑORA DEL ROSARIO UTILIZACIÓN DE LA HERRAMIENTA PRTG NETWORK MONITOR Autores: Aguilar Jiménez, Rita Ximena Pancha Quinaluisa, Miguel Antonio Coautora
El e-commerce de Grupo JAB es una herramienta que permite a los clientes del Grupo, realizar un amplio conjunto de servicios de consulta, petición y
 El de Grupo JAB es una herramienta que permite a los clientes del Grupo, realizar un amplio conjunto de servicios de consulta, petición y compra en los diversos almacenes del Grupo JAB. En concreto podremos:
El de Grupo JAB es una herramienta que permite a los clientes del Grupo, realizar un amplio conjunto de servicios de consulta, petición y compra en los diversos almacenes del Grupo JAB. En concreto podremos:
Metodologías de diseño de hardware
 Capítulo 2 Metodologías de diseño de hardware Las metodologías de diseño de hardware denominadas Top-Down, basadas en la utilización de lenguajes de descripción de hardware, han posibilitado la reducción
Capítulo 2 Metodologías de diseño de hardware Las metodologías de diseño de hardware denominadas Top-Down, basadas en la utilización de lenguajes de descripción de hardware, han posibilitado la reducción
Instalación de Sistemas de Automatización y Datos
 UNIVERSIDADE DE VIGO E. T. S. Ingenieros Industriales 5º Curso Orientación Instalaciones y Construcción Instalación de Sistemas de Automatización y Datos José Ignacio Armesto Quiroga http://www www.disa.uvigo.es/
UNIVERSIDADE DE VIGO E. T. S. Ingenieros Industriales 5º Curso Orientación Instalaciones y Construcción Instalación de Sistemas de Automatización y Datos José Ignacio Armesto Quiroga http://www www.disa.uvigo.es/
PROCEDIMIENTO GENERAL RAZÓN SOCIAL DE LA EMPRESA. Auditorias Internas de Calidad. Código PG-09 Edición 0. Índice:
 Índice: 1. TABLA RESUMEN... 2 2. OBJETO... 2 3. ALCANCE... 2 4. RESPONSABILIDADES... 3 5. ENTRADAS... 3 6. SALIDAS... 3 7. PROCESOS RELACIONADOS... 4 8. DIAGRAMA DE FLUJO... 4 9. DESARROLLO... 5 9.1. ELABORACIÓN
Índice: 1. TABLA RESUMEN... 2 2. OBJETO... 2 3. ALCANCE... 2 4. RESPONSABILIDADES... 3 5. ENTRADAS... 3 6. SALIDAS... 3 7. PROCESOS RELACIONADOS... 4 8. DIAGRAMA DE FLUJO... 4 9. DESARROLLO... 5 9.1. ELABORACIÓN
Control Satelital y gestión de ubicaciones en mapa. (CitiTrack)
") Nuestra compañía CITICA S.A.S dedicada a brindar soluciones de Trazabilidad, Control y Gestión en tiempo real, hace de sus procesos, información, inversiones, tanto humanas como físicas, algo claro, pertinente
Nuestra compañía CITICA S.A.S dedicada a brindar soluciones de Trazabilidad, Control y Gestión en tiempo real, hace de sus procesos, información, inversiones, tanto humanas como físicas, algo claro, pertinente
CNC 8055. Educacional. Ref. 1107
 CNC 855 Educacional Ref. 7 FAGOR JOG SPI ND LE FEE D % 3 5 6 7 8 9 FAGOR JOG SPI ND LE FEE D % 3 5 6 7 8 9 FAGOR JOG SPI ND LE FEE D % 3 5 6 7 8 9 FAGOR JOG SPI ND LE 3 FEE D % 5 6 7 8 9 FAGOR JOG SPI
CNC 855 Educacional Ref. 7 FAGOR JOG SPI ND LE FEE D % 3 5 6 7 8 9 FAGOR JOG SPI ND LE FEE D % 3 5 6 7 8 9 FAGOR JOG SPI ND LE FEE D % 3 5 6 7 8 9 FAGOR JOG SPI ND LE 3 FEE D % 5 6 7 8 9 FAGOR JOG SPI
Gestión de la Configuración
 Gestión de la ÍNDICE DESCRIPCIÓN Y OBJETIVOS... 1 ESTUDIO DE VIABILIDAD DEL SISTEMA... 2 ACTIVIDAD EVS-GC 1: DEFINICIÓN DE LOS REQUISITOS DE GESTIÓN DE CONFIGURACIÓN... 2 Tarea EVS-GC 1.1: Definición de
Gestión de la ÍNDICE DESCRIPCIÓN Y OBJETIVOS... 1 ESTUDIO DE VIABILIDAD DEL SISTEMA... 2 ACTIVIDAD EVS-GC 1: DEFINICIÓN DE LOS REQUISITOS DE GESTIÓN DE CONFIGURACIÓN... 2 Tarea EVS-GC 1.1: Definición de
Autómatas Programables (PLC)
") Autómatas Programables (PLC) 1 Automatización industrial Utilización de técnicas y equipos para el gobierno de un proceso industrial, de tal forma que ese sistema funcione de forma autónoma, con poca o
Autómatas Programables (PLC) 1 Automatización industrial Utilización de técnicas y equipos para el gobierno de un proceso industrial, de tal forma que ese sistema funcione de forma autónoma, con poca o
AUTOMATIZACIÓN INDUSTRIAL III
 ASIGNATURA DE GRADO: AUTOMATIZACIÓN INDUSTRIAL III Curso 2014/2015 (Código:68023024) 1.PRESENTACIÓN DE LA ASIGNATURA El objetivo principal de esta asignatura es aportar al estudiante el conocimiento y
ASIGNATURA DE GRADO: AUTOMATIZACIÓN INDUSTRIAL III Curso 2014/2015 (Código:68023024) 1.PRESENTACIÓN DE LA ASIGNATURA El objetivo principal de esta asignatura es aportar al estudiante el conocimiento y
El objetivo principal del presente curso es proporcionar a sus alumnos los conocimientos y las herramientas básicas para la gestión de proyectos.
 Gestión de proyectos Duración: 45 horas Objetivos: El objetivo principal del presente curso es proporcionar a sus alumnos los conocimientos y las herramientas básicas para la gestión de proyectos. Contenidos:
Gestión de proyectos Duración: 45 horas Objetivos: El objetivo principal del presente curso es proporcionar a sus alumnos los conocimientos y las herramientas básicas para la gestión de proyectos. Contenidos:
Gestión de proyectos
 Gestión de proyectos Horas: 45 El objetivo principal del presente curso es proporcionar a sus alumnos los conocimientos y las herramientas básicas para la gestión de proyectos. Gestión de proyectos El
Gestión de proyectos Horas: 45 El objetivo principal del presente curso es proporcionar a sus alumnos los conocimientos y las herramientas básicas para la gestión de proyectos. Gestión de proyectos El
Guía de instalación de la carpeta Datos de IslaWin
 Guía de instalación de la carpeta Datos de IslaWin Para IslaWin Gestión CS, Classic o Pyme a partir de la revisión 7.00 (Revisión: 10/11/2011) Contenido Introducción... 3 Acerca de este documento... 3
Guía de instalación de la carpeta Datos de IslaWin Para IslaWin Gestión CS, Classic o Pyme a partir de la revisión 7.00 (Revisión: 10/11/2011) Contenido Introducción... 3 Acerca de este documento... 3
Integración de la prevención de riesgos laborales
 Carlos Muñoz Ruiz Técnico de Prevención. INSL Junio 2012 39 Integración de la prevención de riesgos laborales Base legal y conceptos básicos Ley 31/1995, de Prevención de Riesgos Laborales: Artículo 14.
Carlos Muñoz Ruiz Técnico de Prevención. INSL Junio 2012 39 Integración de la prevención de riesgos laborales Base legal y conceptos básicos Ley 31/1995, de Prevención de Riesgos Laborales: Artículo 14.
MANUAL DE USUARIO C20090107
 MANUAL DE USUARIO C20090107 Aplicación formativa para la videoconsola Wii visualizable en un monitor de televisión y compatible con Internet (PC) y smartphones. Solicitante: Colaboradores: : Índice 1 INTRODUCCIÓN...
MANUAL DE USUARIO C20090107 Aplicación formativa para la videoconsola Wii visualizable en un monitor de televisión y compatible con Internet (PC) y smartphones. Solicitante: Colaboradores: : Índice 1 INTRODUCCIÓN...
Informe de Seguimiento. Máster Universitario en Dirección y Administración de Empresas-MBA. Empresas-MBA de la Universidad de Málaga
 Informe de Seguimiento Máster Universitario en Dirección y Administración de Empresas-MBA de la Universidad de Málaga 1. ÁMBITO NORMATIVO El artículo 27 del Real Decreto 1393/2007, de 29 de octubre, modificado
Informe de Seguimiento Máster Universitario en Dirección y Administración de Empresas-MBA de la Universidad de Málaga 1. ÁMBITO NORMATIVO El artículo 27 del Real Decreto 1393/2007, de 29 de octubre, modificado
REDES DE ÁREA LOCAL. APLICACIONES Y SERVICIOS EN WINDOWS
 REDES DE ÁREA LOCAL. APLICACIONES Y SERVICIOS EN WINDOWS Servicio DNS - 1 - Servicio DNS...- 3 - Definición... - 3 - Instalación... - 5 - Configuración del Servidor DNS...- 10 - - 2 - Servicio DNS Definición
REDES DE ÁREA LOCAL. APLICACIONES Y SERVICIOS EN WINDOWS Servicio DNS - 1 - Servicio DNS...- 3 - Definición... - 3 - Instalación... - 5 - Configuración del Servidor DNS...- 10 - - 2 - Servicio DNS Definición
Sistema de marketing de proximidad
 Dizan Vasquez Propuesta de proyecto Sistema de marketing de proximidad ACME México Dizan Vasquez Índice general 1. Descripción 3 2. Resúmen ejecutivo 4 2.1. Objetivo.................................................
Dizan Vasquez Propuesta de proyecto Sistema de marketing de proximidad ACME México Dizan Vasquez Índice general 1. Descripción 3 2. Resúmen ejecutivo 4 2.1. Objetivo.................................................
GESTIÓN DE COMPETENCIAS CLAVE EN LAS ORGANIZACIONES DEL TERCER SECTOR
 Presentación EL PUNTO DE PARTIDA DE LA PUBLICACIÓN El seminario de Competencias clave en las organizaciones del tercer sector social Su objetivo era: identificar competencias clave de las organizaciones
Presentación EL PUNTO DE PARTIDA DE LA PUBLICACIÓN El seminario de Competencias clave en las organizaciones del tercer sector social Su objetivo era: identificar competencias clave de las organizaciones
6. DESCRIPCIÓN DEL SOFTWARE
 Capítulo 2. Equipo 6. DESCRIPCIÓN DEL SOFTWARE 6.1 Introducción El equipo de medida descrito en el capítulo anterior lleva asociado un software que hace de sistema de control del proceso de medición. Este
Capítulo 2. Equipo 6. DESCRIPCIÓN DEL SOFTWARE 6.1 Introducción El equipo de medida descrito en el capítulo anterior lleva asociado un software que hace de sistema de control del proceso de medición. Este
Regulador PID con convertidores de frecuencia DF5, DV5, DF6, DV6. Página 1 de 10 A Regulador PID
 A Página 1 de 10 A Regulador PID INDICE 1. Regulador PID 3 2. Componente proporcional : P 4 3. Componente integral : I 4 4. Componente derivativa : D 4 5. Control PID 4 6. Configuración de parámetros del
A Página 1 de 10 A Regulador PID INDICE 1. Regulador PID 3 2. Componente proporcional : P 4 3. Componente integral : I 4 4. Componente derivativa : D 4 5. Control PID 4 6. Configuración de parámetros del
U.T. 2 Planificación de Proyectos
 U.T. 2 Planificación de Proyectos En el tema anterior hemos visto que es determinante una buena planificación del proyecto, ya que de no realizarse ésta, nunca sabremos el tiempo que resta para la finalización
U.T. 2 Planificación de Proyectos En el tema anterior hemos visto que es determinante una buena planificación del proyecto, ya que de no realizarse ésta, nunca sabremos el tiempo que resta para la finalización
1.4.1.2. Resumen... 1.4.2. ÁREA DE FACTURACIÓN::INFORMES::Pedidos...27 1.4.2.1. Detalle... 1.4.2.2. Resumen... 1.4.3. ÁREA DE
 MANUAL DE USUARIO DE ABANQ 1 Índice de contenido 1 ÁREA DE FACTURACIÓN......4 1.1 ÁREA DE FACTURACIÓN::PRINCIPAL...4 1.1.1. ÁREA DE FACTURACIÓN::PRINCIPAL::EMPRESA...4 1.1.1.1. ÁREA DE FACTURACIÓN::PRINCIPAL::EMPRESA::General...4
MANUAL DE USUARIO DE ABANQ 1 Índice de contenido 1 ÁREA DE FACTURACIÓN......4 1.1 ÁREA DE FACTURACIÓN::PRINCIPAL...4 1.1.1. ÁREA DE FACTURACIÓN::PRINCIPAL::EMPRESA...4 1.1.1.1. ÁREA DE FACTURACIÓN::PRINCIPAL::EMPRESA::General...4
Norma ISO 14001: 2004
 Norma ISO 14001: 2004 Sistema de Gestión Ambiental El presente documento es la versión impresa de la página www.grupoacms.com Si desea más información sobre la Norma ISO 14001 u otras normas relacionadas
Norma ISO 14001: 2004 Sistema de Gestión Ambiental El presente documento es la versión impresa de la página www.grupoacms.com Si desea más información sobre la Norma ISO 14001 u otras normas relacionadas
D.T.Informática S.L. [Sistema hada] hilo Administrador Desarrollo Activo
![D.T.Informática S.L. [Sistema hada] hilo Administrador Desarrollo Activo](/thumbs/24/3309215.jpg "D.T.Informática S.L. [Sistema hada] hilo Administrador Desarrollo Activo") 2010 D.T.Informática S.L. [Sistema hada] hilo Administrador Desarrollo Activo INDICE: 1- Introducción 2- El Servicio hada 3- Copias de Seguridad ( Backups ) 4- Actualizaciones DAF Win 5- Cuentas Comunicación
2010 D.T.Informática S.L. [Sistema hada] hilo Administrador Desarrollo Activo INDICE: 1- Introducción 2- El Servicio hada 3- Copias de Seguridad ( Backups ) 4- Actualizaciones DAF Win 5- Cuentas Comunicación
T3-Rondas V 1.1. Help-Pc, S.L. C/ Pintor Pau Roig, 39 L-5 08330 Premià de Mar Barcelona Tel. (93) 754 90 19 Fax 93 752 35 18 marketing@t2app.
 754 90 19 Fax 93 752 35 18 marketing@t2app.") T3-Rondas V 1.1 1 Indice 1 Requisitos mínimos 3 2 Instalación 3 2.1 Instalación del software 3 2.2 Instalación del terminal 4 3 Configuración Inicial 4 3.1 Crear terminales 5 3.2 Crear puntos de lectura
T3-Rondas V 1.1 1 Indice 1 Requisitos mínimos 3 2 Instalación 3 2.1 Instalación del software 3 2.2 Instalación del terminal 4 3 Configuración Inicial 4 3.1 Crear terminales 5 3.2 Crear puntos de lectura
Eurowin 8.0 SQL. Manual del módulo TALLAS Y COLORES
 Eurowin 8.0 SQL Manual del módulo TALLAS Y COLORES Documento: me_tallasycolores Edición: 05 Nombre: Manual del módulo Tallas y Colores de Eurowin 8.0 SQL Fecha: 30-04-2012 Tabla de contenidos 1. Introducción...
Eurowin 8.0 SQL Manual del módulo TALLAS Y COLORES Documento: me_tallasycolores Edición: 05 Nombre: Manual del módulo Tallas y Colores de Eurowin 8.0 SQL Fecha: 30-04-2012 Tabla de contenidos 1. Introducción...
LOS ESTUDIOS DE INGENIERÍA INDUSTRIAL EN EL NUEVO MARCO DEL ESPACIO EUROPEO DE EDUCACION SUPERIOR. GITI + MII = Ingeniero Industrial
 LOS ESTUDIOS DE INGENIERÍA INDUSTRIAL EN EL NUEVO MARCO DEL ESPACIO EUROPEO DE EDUCACION SUPERIOR. GITI + MII = Ingeniero Industrial Introducción El nuevo marco de los estudios universitarios españoles,
LOS ESTUDIOS DE INGENIERÍA INDUSTRIAL EN EL NUEVO MARCO DEL ESPACIO EUROPEO DE EDUCACION SUPERIOR. GITI + MII = Ingeniero Industrial Introducción El nuevo marco de los estudios universitarios españoles,
LOGISTICA D E COMPRAS
 LOGISTICA D E COMPRAS 1. - Concepto de compras OBTENER EL (LOS) PRODUCTO(S) O SERVICIO(S) DE LA CALIDAD ADECUADA, CON EL PRECIO JUSTO, EN EL TIEMPO INDICADO Y EN EL LUGAR PRECISO. Muchas empresas manejan
LOGISTICA D E COMPRAS 1. - Concepto de compras OBTENER EL (LOS) PRODUCTO(S) O SERVICIO(S) DE LA CALIDAD ADECUADA, CON EL PRECIO JUSTO, EN EL TIEMPO INDICADO Y EN EL LUGAR PRECISO. Muchas empresas manejan