Int. Cl. 7 : B41N 1/ kfecha de presentación: k Solicitante/s: VAW aluminium AG Georg-von-Boeselager-Str. 25 D Bonn, DE
|
|
|
- Estefania Aguilar Parra
- hace 8 años
- Vistas:
Transcripción
1 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: k Número de solicitud: k Int. Cl. 7 : B41N 1/08 B41N 3/00 B41C 1/ k 12 SOLICITUD DE PATENTE A1 22 kfecha de presentación: k Solicitante/s: VAW aluminium AG Georg-von-Boeselager-Str. 2 D-3117 Bonn, DE k 30 Prioridad: DE kfecha de publicación de la solicitud: k Inventor/es: Kaulen, Jürgen; Asten, Wolfgang von; Schmiedel, Helmut y Grzemba, Barbara k 43 Fecha de publicación del folleto de la solicitud: k 74 Agente: Gil Vega, Víctor k 4 Título: Soporte de planchas de impresión y procedimiento de fabricación de soportes de planchas de impresión o de planchas de impresión offset. ES A1 k 7 Resumen: Soporte de planchas de impresión y procedimiento de fabricación de soportes de planchas de impresión o de planchas de impresión offset. La invención se refiere a soportes de planchas de impresión de banda de aluminio laminada y estampada, cuya superficie tiene cavidades con un diámetro medio < 2µm y una extensión 1, (longitud: ancho, según dirección de banda), con un número de cavidades > 200/mm 2, y a su procedimiento de fabricación en el que la rugosidad de la superficie se obtiene por estampación con cilindros que tienen superficies con elevaciones microscópicas de distribución estocástica en forma de casquetes esféricos y un perfil de rugosidad de púas redondas, así como a planchas de impresión de offset. Los soportes de planchas de impresión hechos con este procedimiento tienen una capa de óxido anódica sobre la que se ha aplicado una capa fotosensible, hidrófoba y oleofila. Venta de fascículos: Oficina Española de Patentes y Marcas. C/Panamá, Madrid

2 DESCRIPCION Soporte de planchas de impresión y procedimiento de fabricación de soportes de planchas de impresión o de planchas de impresión offset. Campo y antecedentes de la invención La invención se refiere a un soporte de planchas de impresión de material de aluminio con una topografía de superficie definida y a un procedimiento de fabricación de este soporte de planchas de impresión Normalmente, los soportes de planchas de impresión se fabrican con bandas de aluminio laminadas. Como materiales se utilizan aluminio puro (AA0) y aleaciones del tipo AlMn1 o bien AlMn1Mg (AA 3003, AA33, AA300). El material previo para la fabricación de las bandas consiste en lingotes de fundición rectangulares obtenidos por el procedimiento de colada continua con un espesor de hasta 600 mm. Después de quitar la costra de fundición mediante fresado se laminan los lingotes por conformado en caliente y frío hasta obtener bandas finas. El laminado en frío puede realizarse sin, con uno o con varios recocidos intermedios. La banda laminada terminada tiene espesores finales de 0,1 mm a 0,3 mm y tiene según estándar, una superficie llamada mil finish, caracterizada por estrías de laminado paralelas a la dirección de laminación. Las estrías de laminado se producen por la presión del cilindro de acero rectificado sobre la banda de aluminio. Deja una rugosidad en la banda de Ra = 0,1 µm a0,3µm en dirección de laminación (II WR) y Ra 0, µm perpendicular a la dirección de laminación ( WR). Los soportes de planchas de impresión se fabrican a partir de la banda aumentando aún más la rugosidad superficial de la banda en otro paso del proceso. Se conocen procedimientos mecánicos, químicos y electroquímicos (EC) para producir rugosidades, así como combinaciones de estos procedimientos. La estructura rugosa se protege (anodización) con una delgada capa de óxido duro. Debidoalaaplicación de una capa sensible a la luz/fotocapa se obtiene con el soporte de planchas de impresión una plancha de impresión offset. Aquí, la superficie rugosa del soporte de planchas de impresión tiene las importantes funciones de: a) conseguir la adherencia de la fotocapa y b) conducir el agua en el siguiente proceso de impresión. A continuación se exponen las planchas de impresión, se revelanysecolocanenlamáquina impresora. La estructura rugosa del soporte de planchas de impresión es una característica esencial de la plancha de impresión, determina entre otras cosas su vida útil y, por tanto, el alcance de la tirada. Las planchas cuyas superficies se han hecho rugosas por el procedimiento electroquímico (EC), tienen características óptimas para el proceso de impresión. Se graban concavidades microscópicas en la superficie con un ácido - bien sobre la base del HCl ó HN0 3 - con ayuda de corriente alterna. La finalidad de la rugosidad es la eliminación de la superficie alineada mill-finish y la generación de una fina estructura no alineada con Ra II WR = Ra WR en el rango de Ra = 0,3 µm a1,µm. La desventaja del procedimiento EC consiste en el costo del proceso: gran consumo de energía eléctrica, regeneración de los productos químicos usados y eliminación de aguas y lodos residuales. Hasta la fecha no ha sido posible obtener con los procedimientos conocidos una rugosidad mecánica, sin alinear y lo suficientemente fina. A tal efecto, nos remitimos a la WO 97/31783 (Alcoa) que describe el procedimiento mecánico para producir superficies rugosas con cilindros texturizados. Sobre el cilindro de acero se producen agujeros /concavidades por aplicación de un chorro de arena, rayo Láser, haz de electrones o descarga de chispas (EDT), es decir, se produce una estructura sin alinear en forma de púas en punta de peine; la rugosidad del cilindro, Ra = 0,6 µm a 0,76 µm, se transfiere durante la última pasada de laminación a la banda de aluminio. El valor medio de rugosidad de la banda es entonces Ra = 0,33 µm a 0,43 µm. En la patente de Alcoa se indican reducciones del espesor del 0 % al %. Según este procedimiento, una combinación de laminación + estampado, se obtiene una estructura plana y con grados de laminación superiores - una estructura de alineación microscópica en el soporte de planchas de impresión, que muestra una calidad comparable al cepillado en húmedo en lo que se refiere a la adecuación como planchas de impresión, pero más fácil y más barata de fabricar. Sin embargo, para exigencias mayores (impresión de calidad), este procedimiento no es el idóneo porque no puede sustituir el procedimiento electroquímico para producir una superficie rugosa, sino debe clasificarse como una buena alternativa del proceso mecánico previo para producir superficies rugosas en, un procedimiento combinado mecánico/electroquímico. El objetivo de la presente invención, consiste por tanto en ofrecer un procedimiento puramente mecánico para producir superficies rugosas, procedimiento que combina las ventajas de la fabricación barata de la texturación de cilindros con las características de superficie del procedimiento EC y en el que la estructura conseguida sea, como mínimo, equiparable a un soporte de planchas de impresión con 2
 y aleaciones del tipo AlMn1 o bien AlMn1Mg (AA 3003, AA33, AA300).")
3 superficie rugosa por EC. El objetivo se alcanza, según la invención, por las características indicadas en las reivindicaciones Descripción de la invención Los soportes de planchas de impresión se caracterizan normalmente por el valor medio de rugosidad Ra (con exploración mecánica según DIN 4768). Sorprendentemente, se ha descubierto durante nuestras pruebas que en los soportes de planchas de impresión para imágenes de impresión de trama fina, no son los valores de rugosidad Ra y Rz los parámetros que caracterizan la calidad, sino que es determinante la microestructura de rugosidad, estructura que se caracteriza en planchas de impresión de gran calidad por concavidades menores de 2 µm de diámetro de disposición estocástica, densamente distribuidas y redondas. Hasta la fecha, esta estructura fina solamente puede conseguirse por disolución local del metal por ataque químico/ electroquímico.en una exploración lineal se puede caracterizar la estructura de concavidades de este tipo como de púas de punta. Para sustituir el tratamiento electroquímico de la banda de aluminio por la estampación con un cilindro y conseguir en este paso la topografía de un soporte de planchas de impresión comercial con la rugosidad superficial realizada por el procedimiento electroquímico, el cilindro de estampación tiene que tener un perfil de púas redondas, puesto que, en principio, durante la laminación siempre se transfiere el negativo. La invención incluye el recubrimiento de la superficie de los cilindros de acero para la estampación con pequeñas elevaciones microscópicas en forma de cúpula (casquetes esféricos) de distribución estocástica, de manera que se obtiene durante la laminación la superficie deseada con púas de punta. Las superficies de cilindros en forma de puntas redondas pueden obtenerse, según la invención, por sinterización de, polvo metálico o precipitación galvánica (procedimiento ECD), como se describe, por ejemplo, en las patentes DE y DE (WMV: Topocrom R ). De preferencia, los cilindros se deben recubrir de manera que los casquetes esféricos tengan, un diámetro medio menor que 20 µm y una densidad mínima de 3000/mm 2, es decir, con una distribución de los casquetes esféricos muy densa. La distribución de frecuencia de los diámetros de los casquetes esféricos debe corresponder a una distribución normal. Los valores característicos de rugosidad del cilindro recubierto son Ra 2 µm yrz 8 µm. Se ha descubierto que durante la estampación con un cilindro recubierto de este tipo, se debe cumplir una reducción mínima del espesor del 0,2 % para transferir la estructura de cavidades a la banda. Pero la reducción no puede sobrepasar el % puesto que con grados de conformado mayores se borra la estructura. El soporte de planchas de impresión obtenido durante la estampación con este cilindro tiene un aspecto macroscópico uniforme, sedoso y mate. En el microscopio electrónico de barrido (REM) se puede reconocer una estructura de cavidades no alineada, siendo el tamaño medio de cavidad 2 µm y la relación longitud de las cavidades (IIWR) ancho de cavidades ( WR) 1, (extensión). Las cavidades son adyacentes pero no unidas entre sí, es decir, existe un perfil de puntas. La rugosidad media se sitúa en el rango de Ra = 0, a 1, µm. Durante la medición en dirección longitudinal y transversal los valores se desvían poco entre sí (RaIIWR=Ra WR; diferencia %). Debido a que los valores de rugosidad normales Ra y Rz no describen suficientemente las características esenciales de la estructura de soporte de planchas de impresión, se ha buscado un valor característico que se correlaciona con las características de calidad durante la impresión. Se ha descubierto que el número de puntas normalizado Pc (valor característico de la medición convencional de la rugosidad con palpador mecánico según DIN 4768: número de puntas contadas a lo largo de un tramo de referencia definido) con umbral de recuento de - 0,7 a - 0,0 µm por debajo de la línea central del perfil de rugosidad, como medida del número de cavidades, constituye un criterio de calidad de este tipo. Según la invención, se deben cumplir valores límite de Pc > 0/cm para el umbral de recuento de - 0,7 µm, y especialmente Pc > 0/cm para el umbral de recuento de - 0, µm. Los valores Pc hacen posible una comparación de la estructura fina de soportes de planchas de impresión en cuanto a su calidad con referencia al proceso de impresión por medio de una medición de rugosidad convencional. Esto se ve a continuación en la comparación de los soportes de planchas de impresión según la invención con la estructura rugosa EC de las planchas comerciales (que se intenta conseguir con la invención) y con una superficie estampada según la técnica actual (patente Alcoa). 3

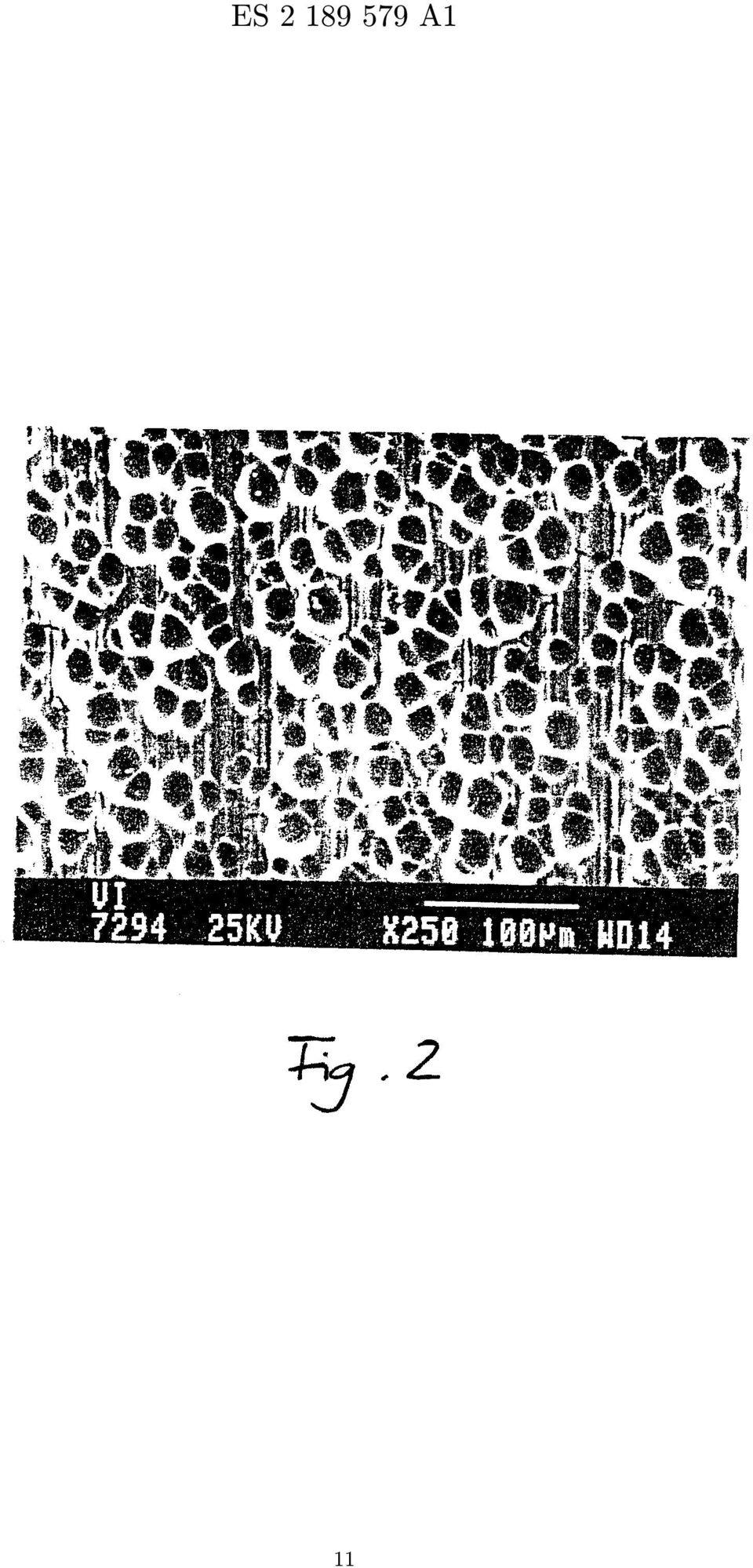
4 Breve descripción de los dibujos - Figura 1. Sección transversal de un perfil de puntas afiladas (a) y de puntas redondeadas (b). - Figura 2. Una toma REM de la estructura de superficie de un producto según el ejemplo la de la invención. - Figura 3. Una toma REM de la estructura de superficie de un producto según el ejemplo 1b de la invención. - Figura 4. Una toma REM de una placa con rugosidad realizada por EC según el ejemplo comparativo 2a. - Figura. Una toma REM de una placa con rugosidad realizada por EC según el ejemplo comparativo 2b Figura 6. Una toma REM de una topografía de superficie, realizada según el ejemplo comparativo 20 - Figura 7. Diagrama del número de puntas Pc normalizado de los ejemplos 1 a 3, representadas con los umbrales de recuento de - 0,7 a - 0,. Ejemplos de ejecución y comparación 2 30 A continuación, la invención se describe con más detalle con ayuda de algunos ejemplos. En todos los ejemplos se trata del mismo material base, es decir, una banda de Al99, fabricada según estándar a partir de un lingote de colada continua por laminación en caliente y en frío con recocido intermedio. La rugosidad de las bandas se obtuvo según diferentes procedimientos: - Soporte de planchas de impresión realizado según invención con cilindro de puntas afiladas. - Soporte de planchas de impresión realizado con rugosidad según el procedimiento electroquímico Un soporte de planchas de impresión realizado con cilindros texturizados. La descripción de las topografías de superficie se realiza con dos Métodos de ensayo, utilizados normalmente para la caracterización de soportes de planchas de impresión y que están a disposición de cualquier fabricante de planchas: - Una medición de la rugosidad con palpador mecánico con un aparato palpador de corte, caracterizándose la rugosidad de la superficie por 3 valores característicos: R a, valor de rugosidad media aritmética (en Inglaterra antes CLA = Center Line Average, en EE.UU. AA = Aritmetic Average) R z, profundidad media de rugosidad 0 P c,número normalizado de puntas (el número medido incluye el número de puntas a lo largo de un tramo de referencia definido por cm con un determinado umbral de recuento indicado a continuación del valor Pc, por ejemplo 0, µm). - Y la representación de la topografía en microscópico electrónico de barrido (REM). Ejemplos 1a y 1b Soporte de planchas de impresión con superficie estampada 60 El material de partida para el soporte de planchas de impresión consistía en una banda laminada de aluminio puro (AA0) con un espesor de 0,3 mm y una superficie millfinish. El cilindro utilizado para la estampación de la banda se recubrió por galvanización. El cátodo re- 4

5 presenta el objeto a recubrir. El ánodo y el cátodo están conectados a una fuente de energía eléctrica regulada. Entre las superficies del ánodo y el cátodo que forma el objeto a recubrir existe una distancia en el líquido electrolítico. La fuente de energía eléctrica es controlada por un regulador programable. Con el regulador se puede determinar de antemano cualquier desarrollo de la tensión o corriente que se conectan entonces automáticamente a través de la fuente de energía con los electrodos. Como baño galvánico se utiliza un electrolito de cromo sulfúrico con 200 gramos de ácido crómico CrO 3 y 2 gramos de ácido sulfúrico H 2 SO 4. Para obtener una superficie de partida adecuada para el cromado de estructura, en primer lugar se rectifica con precisión el cilindro de St2 con una profundidad de rugosidad Rz < 3 µm. A continuación se aplica una capa de níquel con un espesor de 30 µm según las condiciones usuales en galvanotécnica y a continuación una capa de cromo con un espesor de µm con baja tendencia al agrietamiento. La pieza así preparada se rota en un baño galvánico para cromado de estructura con el fin de conseguir un recubrimiento lo más uniforme posible. La pieza constituye el cátodo, como ánodo se utiliza titanio platinado o PbSn7. La distancia entre electrodos se ajusta en 2 cm. Después se comienza con la generación propiamente dicha de la estructura. Durante las dos fases se aumenta la densidad de corriente en etapas hasta la densidad de corriente de estructura. Los datos característicos de las etapas (magnitud de etapas de corriente e intervalo entre dos pasos de corriente) varían durante el aumento. En la primera fase se aumenta la corriente en 16 etapas hasta 40 ma/cm 2, el intervalo entre dos etapas de corriente es de 6 segundos. Después de alcanzarse la densidad de corriente de estructura, se mantiene esta densidad de corriente durante el tiempo de trabajo en rampa. La corriente continua aplicada conduce al crecimiento de la capa de estructura generada en dos fases. La duración del tiempo de trabajo en rampa es de 60 segundos. Después se vuelve reducir la densidad de corriente por etapas, en 22 pasos hasta alcanzar el valor final de 0 ma/cm 2. El tiempo entre dos pasos de corriente es aquí de 4 segundos. La superficie del cilindro recubierto tenía una rugosidad Ra = 1,26 µm y Rz = 7,1 µm. La superficie del cilindro tiene pequeñas elevaciones microscópicas redondas en forma de casquete (casquetes esféricos) con un diámetro medio de 16 µm. La distribución de frecuencia del tamaño de los casquetes esféricos corresponde a una distribución normal. El número de casquetes esféricos se determinó en 000/mm 2.El perfil de rugosidad obtenido se puede caracterizar como de púas redondas visto en sección transversal. Al estampar la banda de Al se transfiere la estructura a la superficie de la banda. En los ejemplos, la banda se estampó utilizando el cilindro descrito con los siguientes grados de laminación: en el ejemplo 1a la reducción del espesor fue del 1, %, en el ejemplo 1b del 4 %. Las bandas estampadas tenían un aspecto macroscopicamente mate y sedoso. La microestructura visible en el microscopio de barrido puede verse de las figuras 2 y 3. Se pueden reconocer cavidades redondas, densamente distribuidas, pero no conectadas una con otra. Para ambos grados de laminación se averiguó untamaño medio de las cavidades de 22 µm yunnúmero de cavidades de aproximadamente 2800/mm 2. Por la variación del grado de laminación resultan las siguientes diferencias en la extensión de las cavidades y la superficie recubierta: - Con un grado de laminación de 1, %(ejemplo comparativo la) se puede cubrir un 80 % de la superficie con una extensión de las cavidades de 1,1. - Con un grado de laminación de 4 % (ejemplo comparativo 1b) se puede cubrir, con el mismo cilindro, prácticamente un 01 de la superficie con una extensión de las cavidades 1, %. En ambos casos, las bandas tienen en sección transversal un perfil de rugosidad con púas afiladas. Los valores características de rugosidad medidos Ra y Rz para los ejemplos comparativos 1a y 1b están indicados en la Tabla 1. Las estructuras están - como se presupone para un soporte de planchas de impresión - sin alinear. Los valores Ra paralelo y transversal a la dirección de laminación se desvían entre sí en menos del %. Los valores Pc obtenidos durante la medición de la rugosidad (número de puntas normalizado) son: - Para un grado de laminación del 1, % (ejemplo comparativo 1a), Pc = 172/cm (- 0, µm)y Pc = 3/cm (- 0,7 µm) - Y para un grado de laminación del 4 % (ejemplo comparativo 1b), Pc = 184/cm (- 0, µm)ypc = 162/cm (- 0,7 µm). Sorprendentemente, los valores Pc quedan en el mismo nivel que en las planchas con rugosidad obtenida por el procedimiento EC, véanse ejemplos comparativos 2a y 2b, y figura 7.

6 Todas las características de las superficies estampadas según la invención están recopiladas en la Tabla Ejemplos comparativos 2a y 2b Soporte de planchas de impresión con rugosidad de superficie por procedimiento electroquímico Como ejemplos comparativos se seleccionan dos soportes de planchas de impresión de superficie rugosa preparada por el procedimiento electroquímico con valores Ra claramente diferentes. El soporte de planchas de impresión del ejemplo comparativo 2a tiene la superficie rugosa preparada en laboratorio con los parámetros de la Tabla 2. La rugosidad Ra = 1,1/1,01µm, II/ WR. En el ejemplo comparativo 2b se trata de un soporte de planchas de impresión comercial con Ra = 0,62/0,69 µm, II/ WR (se eliminó la capa fotosensible). Las superficies muestran en el microscopio electrónico de barrido (REM) la estructura de rugosidad de puntas afiladas típicas en las planchas preparadas por el procedimiento EC, compuesta de cavidades grandes, pequeñas y muy pequeñas adyacentes, véanse las figuras 4 y. Los demás valores característicos de rugosidad pueden verse de la tabla 2. Las superficies con rugosidades significativamente diferentes en lo que se refiere al valor Ra tienen, sorprendentemente, algo en común: los valores Pc quedan situados para un umbral de recuento de - 0,7 µm en el rango Pc > 0/cm y para un umbral de recuento de - 0, µm enpc> 0/cm. Los umbrales de recuento por debajo de la línea central del perfil de rugosidad incluyen, evidentemente, las cavidades más grandes existentes en el soporte de planchas de impresión. Ejemplo comparativo 3 Soporte de planchas de impresión con superficie estampada según la patente Alcoa El material de partida para el soporte de planchas de impresión era la misma banda laminada de aluminio puro (AA0) de 0,3 mm de espesor y una superficie mill finish, utilizada para el soporte de planchas de impresión según la invención. La estampación de la banda se realizó según WO 97/31783 mediante un cilindro con una rugosidad de superficie obtenida por descarga de chispas (Electron Discharge Texturing - texturación por descarga electrónica). El cilindro texturado según EDT tiene con Ra =1,3µm y Rz = 7,3 µm, un nivel de rugosidad similar al del cilindro recubierto utilizado en el caso según la invención. La diferencia esencial con el cilindro recubierto consiste en que el perfil de rugosidad del cilindro EDT, visto en sección transversal, debe caracterizarse como de puntas afiladas. Al estampar la banda de Al, se produce una transferencia de la estructura sobre la superficie de la banda. En el ejemplo mostrado se laminó la banda (según el ejemplo de la invención 1b) con una reducción del espesor del 4 %, puesto que grados de laminación superiores al % conducen a una estructura alineada no deseada. La topografía de superficie generada durante la estampación se examinó por microscopio electrónico de barrido y se encuentra representada en la figura 6. Existe una estructura de cavidades característica. Durante la medición de la rugosidad con palpador mecánico se determinaron para el ejemplo comparativo Ra = 0,42/0,41 µm, II/ WR y Rz = 3,12 µm, véase tabla 3. La correspondiente diferencia con la superficie según la invención resulta de los valores Pc (número de puntas normalizado). Los valores obtenidos durante la medición mecánica de la rugosidad son Pc = 89/cm (- 0, µm) y Pc = 34/cm (- 0,7 µm). En la figura 7 se aplican los valores Pc/cm para los umbrales de recuento - 0, µm y-0,7µm para todos los ejemplos 1a, 1b, 2a, 2b y 3 juntos. Se puede ver que las superficies según la invención quedan en el rango de las planchas con rugosidad por el procedimiento EC, mientras que una superficie estampada con un cilindro texturado según EDT queda lejos de la misma. Al estampar con un cilindro estructurado con púas redondas se obtiene un perfil de rugosidad similar a la rugosidad según EC, lo que no es el caso al utilizar un cilindro de púas afiladas. Con la presente invención, se proporciona un procedimiento para hacer rugosas las superficies de soportes de planchas de impresión que une las ventajas de una fabricación económica por texturación de cilindros con las características de superficie de la rugosidad obtenida por el procedimiento EC, La estructura así obtenida es - medida según los valores Pc - equivalente a un soporte de planchas de impresión 6

7 con rugosidad de superficie EC. Para fabricar una plancha de impresión offset con el soporte de planchas de impresión según la invención, se aplica a continuación de los ejemplos arriba indicados una capa de óxido anódico y después una capa fotosensible. La estructura de rugosidad hace posible una adherencia especialmente buena de la fotocapa y una buena conducción del agua en el proceso de impresión. TABLA

8 TABLA TABLA

9 REIVINDICACIONES Soporte de planchas de impresión de banda de aluminio laminada y estampada, caracterizado porque la superficie tiene cavidades con un diámetro medio menor que 2 µm y una extensión 1, (relación de longitud: ancho con referencia a la dirección de movimiento de la banda), siendo el número de cavidades mayor que 200/mm Soporte de planchas de impresión según la reivindicación 1, caracterizado porque la distribución de los diámetros de cavidades muestra una desviación estándar menor que µm. 3. Soporte de planchas de impresión según una de las reivindicaciones anteriores, caracterizado porque existe una estructura superficial sin alinear con concavidades en forma de moldes caracterizada por un número de puntas normalizado Pc > 0/cm para un umbral de recuento de - 0,7 µm por debajo de la línea central del perfil de rugosidad, medida por palpador mecánico con un aparato palpador de corte. 4. Soporte de planchas de impresión según la reivindicación 3, caracterizado porque la estructura de superficie se caracteriza por un número de puntas normalizado Pc > 0/cm para un umbral de recuento de - 0, µm por debajo de la línea central del perfil de rugosidad, medido por un palpador mecánico de corte.. Procedimiento de fabricación de un soporte de planchas de impresión de aluminio según las reivindicaciones 1 a 4, en el que primero se produce un lingote rectangular de fundición por colada continua y, tras eliminar la costra de fundición por fresado, se lamina en caliente y frío hasta obtener bandas finas, después de lo cual se prepara mecánicamente la rugosidad superficial con un cilindro de estampación, caracterizado porque con esta estampación con cilindros, cuyas superficies tienen pequeñas elevaciones microscópicas, de distribución estocástica, y en forma de casquetes esféricas con un perfil de rugosidad de puntas redondas visto en sección transversal, se obtiene una rugosidad sin alinear en la superficie de la banda de aluminio. 6. Procedimiento según la reivindicación, caracterizado porque la capa superficial de los cilindros se estructura por deposición galvánica en un electrolito, aplicándose la corriente o tensión eléctrica por pulsaciones. 7. Procedimiento según la reivindicación 6, caracterizado porque el recubrimiento galvánico de los cilindros se obtiene por un procedimiento de aplicación con corriente continua por medio de impulsos iniciales para generar el germen del material a depositar e impulsos subsecuentes. 8. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque los cilindros tienen una rugosidad Ra 1, µm yrz 8 µm, medida mecánicamente con un aparato palpador de corte y filtro de ondas eléctrico. 9. Procedimiento según la reivindicación, caracterizado porque el proceso de estampación está relacionado con una reducción del espesor del 0,2 % al %.. Plancha de impresión offset realizada según una de las reivindicaciones a 9, a partir de un soporte de planchas de impresión según las reivindicaciones 1 a 4, caracterizada porque tales soportes de planchas de impresión están provistos de una capa de óxido de aplicación anódica, sobre la que se ha aplicado una capa fotosensible, hidrófoba y oleofila. 60 9

10

11 11
12 12

13 13

14 14

15

16 16

17 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 ES k 21 N. solicitud: k 22 Fecha de presentación de la solicitud: k 32 Fecha de prioridad: INFORME SOBRE EL ESTADO DE LA TECNICA k 1 Int. Cl. 7 : B41N 1/08, 3/00, B41C 1/ DOCUMENTOS RELEVANTES Categoría Documentos citados Reivindicaciones afectadas A DE A (WMV WINTERTHURER METALLVEREDELUNG AG) , 1- columna 4, línea 64 - columna 7, línea 2; figuras. A EP A (FUJI PHOTO FILM CO) , página 2, 1- línea 40 - página, línea 4; figuras. A WO A (ALUMINUM COMPANY OF AMERICA) , 1-9 páginas -8; figuras. A EP A (FUJI PHOTO FILM CO.) , todo el documento. 1-9 A PATENT ABSTRACT OF JAPAN, CD ROM PAJ MIJP 9406 PAJ ,, [ / ] /, JP A (FUJI PHOTO FILM CO) A PATENT ABSTRACT OF JAPAN, CD ROM PAJ MIJP 9406 PAJ [ / ] /, JP A (FUJI PHOTO FILM CO) A PATENT ABSTRACT OF JAPAN, CD ROM PAJ MIJP 908 PAJ [011] [ / ], JP A (FUJI PHOTO FILM CO.) A US A (ASTEN et al.) , todo el documento. -9 A PATENT ABSTRACT OF JAPAN, CD ROM PAJ MIJP 9409 PAJ 1994 [ / ] / 8, JP A (FUJI PHOTO FILM CO) Categoría de los documentos citados X: de particular relevancia Y: de particular relevancia combinado con otro/s de la misma categoría A: refleja el estado de la técnica O: referido a divulgación no escrita P: publicado entre la fecha de prioridad y la de presentación de la solicitud E: documento anterior, pero publicado después de la fecha de presentación de la solicitud El presente informe ha sido realizado para todas las reivindicaciones para las reivindicaciones n : Fecha de realización del informe Examinador Página G. Villarroel Alvaro 1/1
 04.09.1997, 1-9 páginas -8; figuras. A EP 073988 A (FUJI PHOTO FILM CO.).12.1993, todo el documento.")
Int. Cl. 7 : G09F 15/00. 22 kfecha de presentación: 27.07.2001 71 k Solicitante/s: David Donoso Pía Paseo de la Castellana 70, local Madrid, ES
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 199 640 21 k Número de solicitud: 200101771 51 k Int. Cl. 7 : G09F 15/00 G09F 17/00 A47F 5/01 k 12 SOLICITUD DE PATENTE A1
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 199 640 21 k Número de solicitud: 200101771 51 k Int. Cl. 7 : G09F 15/00 G09F 17/00 A47F 5/01 k 12 SOLICITUD DE PATENTE A1
Int. Cl. 7 : B32B 7/04
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 170 710 21 k Número de solicitud: 200002878 1 k Int. Cl. 7 : B32B 7/04 B44C 1/10 k 12 SOLICITUD DE PATENTE A1 22 kfecha de
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 170 710 21 k Número de solicitud: 200002878 1 k Int. Cl. 7 : B32B 7/04 B44C 1/10 k 12 SOLICITUD DE PATENTE A1 22 kfecha de
Int. Cl. 6 : H02G 3/04. 22 kfecha de presentación: 29.03.96 71 k Solicitante/s: ROBERT BOSCH GMBH Wernerstrasse 1 D-70469 Stuttgart, DE
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 13 303 21 k Número de solicitud: 9600761 1 k Int. Cl. 6 : H02G 3/04 B60R 27/00 A01M 29/00 k 12 SOLICITUD DE PATENTE A1 22
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 13 303 21 k Número de solicitud: 9600761 1 k Int. Cl. 6 : H02G 3/04 B60R 27/00 A01M 29/00 k 12 SOLICITUD DE PATENTE A1 22
ES 2 137 877 A1. Número de publicación: 2 137 877 PATENTES Y MARCAS. Número de solicitud: 009702451. Int. Cl. 6 : A45D 44/22
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 137 877 21 k Número de solicitud: 00970241 1 k Int. Cl. 6 : A4D 44/22 k 12 SOLICITUD DE PATENTE A1 k 22 Fecha de presentación:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 137 877 21 k Número de solicitud: 00970241 1 k Int. Cl. 6 : A4D 44/22 k 12 SOLICITUD DE PATENTE A1 k 22 Fecha de presentación:
ES 2 230 956 A1 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA. 11 Número de publicación: 2 230 956. 21 Número de solicitud: 200202096
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 230 956 21 Número de solicitud: 200202096 51 Int. Cl. 7 : B23Q 11/00 12 SOLICITUD DE PATENTE A1 22 Fecha de presentación: 12.09.2002
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 230 956 21 Número de solicitud: 200202096 51 Int. Cl. 7 : B23Q 11/00 12 SOLICITUD DE PATENTE A1 22 Fecha de presentación: 12.09.2002
Int. Cl. 7 : B28B 7/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 146 12 21 k Número de solicitud: 009702444 1 k Int. Cl. 7 : B28B 7/00 E04G 9/04 E04G 9/10 E04C 3/20 k 12 SOLICITUD DE PATENTE
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 146 12 21 k Número de solicitud: 009702444 1 k Int. Cl. 7 : B28B 7/00 E04G 9/04 E04G 9/10 E04C 3/20 k 12 SOLICITUD DE PATENTE
ES 2 196 968 A1 A23L 1/318 A23L 1/315 A22C 11/00. Número de publicación: 2 196 968 PATENTES Y MARCAS. Número de solicitud: 200101862
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 196 968 21 k Número de solicitud: 200101862 1 k Int. Cl. 7 : A23L 1/314 A23L 1/318 A23L 1/31 A22C 11/00 k 12 SOLICITUD DE
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 196 968 21 k Número de solicitud: 200101862 1 k Int. Cl. 7 : A23L 1/314 A23L 1/318 A23L 1/31 A22C 11/00 k 12 SOLICITUD DE
Int. Cl. 7 : B65D 83/06
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 183 690 21 k Número de solicitud: 200002275 51 k Int. Cl. 7 : B65D 83/06 B65D 25/38 A47K 5/10 k 12 SOLICITUD DE PATENTE A1
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 183 690 21 k Número de solicitud: 200002275 51 k Int. Cl. 7 : B65D 83/06 B65D 25/38 A47K 5/10 k 12 SOLICITUD DE PATENTE A1
Int. Cl. 6 : B23C 1/08. 22 kfecha de presentación: 22.07.94 71 k Solicitante/s: Noran S.L. C. Saconi, 18 Arriegas Erandio, Vizcaya, ES
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 118 016 21 k Número de solicitud: 9401634 1 k Int. Cl. 6 : B23C 1/08 B23C 1/16 B23Q 3/10 k 12 SOLICITUD DE PATENTE A1 22
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 118 016 21 k Número de solicitud: 9401634 1 k Int. Cl. 6 : B23C 1/08 B23C 1/16 B23Q 3/10 k 12 SOLICITUD DE PATENTE A1 22
11 Número de publicación: 2 221 796. 21 Número de solicitud: 200301089. 51 Int. Cl. 7 : A23B 4/10. 72 Inventor/es: Gómez Romero, Luis Antonio
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 221 796 21 Número de solicitud: 089 1 Int. Cl. 7 : A23B 4/ 12 SOLICITUD DE PATENTE A1 22 Fecha de presentación: 12.0.03 71 Solicitante/s:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 221 796 21 Número de solicitud: 089 1 Int. Cl. 7 : A23B 4/ 12 SOLICITUD DE PATENTE A1 22 Fecha de presentación: 12.0.03 71 Solicitante/s:
11 knúmero de publicación: 2 163 415. 51 kint. Cl. 7 : B01D 39/18
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 163 41 1 kint. Cl. 7 : B01D 39/18 B01D 39/08 B01D 39/16 A47L 9/14 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número de solicitud
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 163 41 1 kint. Cl. 7 : B01D 39/18 B01D 39/08 B01D 39/16 A47L 9/14 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número de solicitud
Esta sección trata de los diferentes acabados superficiales así como de nuevos desarrollos destinados a optimizar el aporte de cola en la onduladora.
 Aplicación de cola en Onduladora (Parte 2) Optimización del encolado desde el punto de vista de un fabricante de rodillos dosificadores. Un artículo de Georg Selders y Carlos Juanco, Apex Group of Companies
Aplicación de cola en Onduladora (Parte 2) Optimización del encolado desde el punto de vista de un fabricante de rodillos dosificadores. Un artículo de Georg Selders y Carlos Juanco, Apex Group of Companies
11 Número de publicación: 2 200 458. 51 Int. Cl. 7 : B42D 15/02. 72 Inventor/es: Ziggel, Carsten. 74 Agente: Roeb Diaz-Álvarez, Maria
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 0 48 1 Int. Cl. 7 : B42D 1/02 G11B 7/24 G11B 23/ 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud: 991239.2 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 0 48 1 Int. Cl. 7 : B42D 1/02 G11B 7/24 G11B 23/ 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud: 991239.2 86 Fecha
CALIDAD SUPERFICIAL: RUGOSIDAD
 1 CALIDAD SUPERFICIAL: RUGOSIDAD Introducción Dentro del mundo de la tecnología, se observan gran cantidad de piezas que han de ponerse en contacto con otras y rozarse a altas velocidades. El acabado final
1 CALIDAD SUPERFICIAL: RUGOSIDAD Introducción Dentro del mundo de la tecnología, se observan gran cantidad de piezas que han de ponerse en contacto con otras y rozarse a altas velocidades. El acabado final
ES 2 200 721 A1 A61C 7/00. Número de publicación: 2 200 721 PATENTES Y MARCAS. Número de solicitud: 200302472. Int. Cl. 7 : A61C 7/12 01.03.
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 200 721 21 k Número de solicitud: 200302472 51 k Int. Cl. 7 : A61C 7/12 A61C 7/00 k 12 SOLICITUD DE PATENTE A1 22 kfecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 200 721 21 k Número de solicitud: 200302472 51 k Int. Cl. 7 : A61C 7/12 A61C 7/00 k 12 SOLICITUD DE PATENTE A1 22 kfecha
11 Número de publicación: 2 250 124. 51 Int. Cl. 7 : C22C 21/00. 74 Agente: Díez de Rivera y Elzaburu, Ignacio
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 124 1 Int. Cl. 7 : C22C 21/00 B22D 11/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00922378. 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 124 1 Int. Cl. 7 : C22C 21/00 B22D 11/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00922378. 86 Fecha
Int. Cl. 6 : E04G 1/26
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 131 445 21 k Número de solicitud: 9601472 51 k Int. Cl. 6 : E04G 1/26 A62B 1/16 E06C 7/18 k 12 SOLICITUD DE PATENTE A1 22
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 131 445 21 k Número de solicitud: 9601472 51 k Int. Cl. 6 : E04G 1/26 A62B 1/16 E06C 7/18 k 12 SOLICITUD DE PATENTE A1 22
ASPECTOS GENERALES PARA LA SOLUCIÓN DE PROBLEMAS RELACIONADOS CON LA CONDUCCIÓN TRANSITORIA.
 CONDUCCIÓN TRANSITORIA Aquí encontrarás Los métodos gráficos y el análisis teórico necesario para resolver problemas relacionados con la transferencia de calor por conducción en estado transitorio a través
CONDUCCIÓN TRANSITORIA Aquí encontrarás Los métodos gráficos y el análisis teórico necesario para resolver problemas relacionados con la transferencia de calor por conducción en estado transitorio a través
11 Número de publicación: 2 321 587. 51 Int. Cl.: 72 Inventor/es: Kunigita, Hisayuki. 74 Agente: Elzaburu Márquez, Alberto
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 321 587 51 Int. Cl.: G06T 11/60 (2006.01) G06T 15/00 (2006.01) G06Q 30/00 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 96 Número
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 321 587 51 Int. Cl.: G06T 11/60 (2006.01) G06T 15/00 (2006.01) G06Q 30/00 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 96 Número
ENSAYO DE TRACCIÓN UNIVERSAL
 BLOQUE II.- Práctica II.-Ensayo de Tracción, pag 1 PRACTICA II: ENSAYO DE TRACCIÓN UNIVERSAL OBJETIVOS: El objetivo del ensayo de tracción es determinar aspectos importantes de la resistencia y alargamiento
BLOQUE II.- Práctica II.-Ensayo de Tracción, pag 1 PRACTICA II: ENSAYO DE TRACCIÓN UNIVERSAL OBJETIVOS: El objetivo del ensayo de tracción es determinar aspectos importantes de la resistencia y alargamiento
11 Número de publicación: 2 240 556. 51 Int. Cl. 7 : A43C 15/16. 72 Inventor/es: Jungkind, Roland. 74 Agente: Díez de Rivera y Elzaburu, Ignacio
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 240 6 1 Int. Cl. 7 : A43C 1/16 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01993409.0 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 240 6 1 Int. Cl. 7 : A43C 1/16 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01993409.0 86 Fecha de presentación
11 knúmero de publicación: 2 150 799. 51 kint. Cl. 7 : B65G 1/02
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 799 1 kint. Cl. 7 : B6G 1/02 A47B 47/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 98221.0 86
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 799 1 kint. Cl. 7 : B6G 1/02 A47B 47/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 98221.0 86
ES 2 197 747 A1. Número de publicación: 2 197 747 PATENTES Y MARCAS. Número de solicitud: 200100790. Int. Cl. 7 : B26D 7/24
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 197 747 21 k Número de solicitud: 200100790 51 k Int. Cl. 7 : B26D 7/24 k 12 SOLICITUD DE PATENTE A1 k 22 Fecha de presentación:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 197 747 21 k Número de solicitud: 200100790 51 k Int. Cl. 7 : B26D 7/24 k 12 SOLICITUD DE PATENTE A1 k 22 Fecha de presentación:
Int. Cl. 7 : B30B 9/30
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 11 417 21 k Número de solicitud: 00980190 1 k Int. Cl. 7 : B30B 9/30 B30B 1/04 B30B 1/06 k 12 SOLICITUD DE PATENTE A1 22
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 11 417 21 k Número de solicitud: 00980190 1 k Int. Cl. 7 : B30B 9/30 B30B 1/04 B30B 1/06 k 12 SOLICITUD DE PATENTE A1 22
11 knúmero de publicación: 2 141 353. 51 kint. Cl. 6 : F16H 37/04. Número de solicitud europea: 95919718.7 86 kfecha de presentación : 12.05.
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 141 33 1 kint. Cl. 6 : F16H 37/04 F16H 7/02 B2J 18/00 B2J 9/ H02K 7/116 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 141 33 1 kint. Cl. 6 : F16H 37/04 F16H 7/02 B2J 18/00 B2J 9/ H02K 7/116 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número
ES 2 190 724 A1. Número de publicación: 2 190 724 PATENTES Y MARCAS. Número de solicitud: 200100359. Int. Cl. 7 : A61H 1/02
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 190 724 21 k Número de solicitud: 200100359 51 k Int. Cl. 7 : A61H 1/02 k 12 SOLICITUD DE PATENTE A1 k 22 Fecha de presentación:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 190 724 21 k Número de solicitud: 200100359 51 k Int. Cl. 7 : A61H 1/02 k 12 SOLICITUD DE PATENTE A1 k 22 Fecha de presentación:
ES 2 140 999 A1. Número de publicación: 2 140 999 PATENTES Y MARCAS. Número de solicitud: 009601563. Int. Cl. 6 : B42F 3/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 140 999 21 k Número de solicitud: 00960163 1 k Int. Cl. 6 : B42F 3/00 k 12 SOLICITUD DE PATENTE A1 k 22 Fecha de presentación:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 140 999 21 k Número de solicitud: 00960163 1 k Int. Cl. 6 : B42F 3/00 k 12 SOLICITUD DE PATENTE A1 k 22 Fecha de presentación:
ES 1 054 923 U. Número de publicación: 1 054 923 PATENTES Y MARCAS. Número de solicitud: U 200301380. Int. Cl. 7 : B44C 3/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 04 923 21 k Número de solicitud: U 01380 1 k Int. Cl. 7 : B44C 3/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 04 923 21 k Número de solicitud: U 01380 1 k Int. Cl. 7 : B44C 3/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
k 11 N. de publicación: ES 2 030 155 k 51 Int. Cl. 5 : A61G 15/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 0 1 k 1 Int. Cl. : A61G 1/00 A61B 19/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 881222.2 86
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 0 1 k 1 Int. Cl. : A61G 1/00 A61B 19/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 881222.2 86
11 Número de publicación: 2 232 572. 51 Int. Cl. 7 : B23Q 17/00. 72 Inventor/es: Desmoulins, Marcel. 74 Agente: Urizar Anasagasti, José Antonio
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 232 72 1 Int. Cl. 7 : B23Q 17/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01400203.4 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 232 72 1 Int. Cl. 7 : B23Q 17/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01400203.4 86 Fecha de presentación:
11 kn. de publicación: ES 2 075 192. 51 kint. Cl. 6 : B29C 55/06
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 07 192 1 kint. Cl. 6 : B29C /06 //B29K 27/18 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 90890096.2
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 07 192 1 kint. Cl. 6 : B29C /06 //B29K 27/18 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 90890096.2
INFORME. Dirección de Negocio Regulado 1. DESCRIPCIÓN DEL PROBLEMA
 INFORME ORGANISMO EMISOR: IBERDROLA DISTRIBUCIÓN, S.A.U. PROTECCIONES Y ASISTENCIA TÉCNICA REFERENCIA: SPFV HOJA 1 de 11 Dirección de Negocio Regulado 1. DESCRIPCIÓN DEL PROBLEMA En pruebas de desconexión
INFORME ORGANISMO EMISOR: IBERDROLA DISTRIBUCIÓN, S.A.U. PROTECCIONES Y ASISTENCIA TÉCNICA REFERENCIA: SPFV HOJA 1 de 11 Dirección de Negocio Regulado 1. DESCRIPCIÓN DEL PROBLEMA En pruebas de desconexión
11 knúmero de publicación: 2 177 634. 51 kint. Cl. 7 : B29D 11/00. k 72 Inventor/es: Apollonio, Attilio. k 74 Agente: Ungría López, Javier
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 177 634 1 Int. Cl. 7 : B29D 11/00 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99116.9 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 177 634 1 Int. Cl. 7 : B29D 11/00 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99116.9 86 Fecha de presentación:
EFECTO DE LA AGRESIVIDAD ATMOSFÉRICA EN LA TENACIDAD A FRACTURA DE METALES Y ALEACIONES METÁLICAS
 EFECTO DE LA AGRESIVIDAD ATMOSFÉRICA EN LA TENACIDAD A FRACTURA DE METALES Y ALEACIONES METÁLICAS Dentro de la caracterización mecánica de los materiales de ingeniería, la resistencia a la tensión y la
EFECTO DE LA AGRESIVIDAD ATMOSFÉRICA EN LA TENACIDAD A FRACTURA DE METALES Y ALEACIONES METÁLICAS Dentro de la caracterización mecánica de los materiales de ingeniería, la resistencia a la tensión y la
Int. Cl. 7 : A47L 15/48
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 149 6 21 k Número de solicitud: 00970078 1 k Int. Cl. 7 : A47L 1/48 B08B 3/10 k 12 SOLICITUD DE PATENTE A1 22 kfecha de presentación:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 149 6 21 k Número de solicitud: 00970078 1 k Int. Cl. 7 : A47L 1/48 B08B 3/10 k 12 SOLICITUD DE PATENTE A1 22 kfecha de presentación:
Tema 11 Endurecimiento por deformación plástica en frío. Recuperación, Recristalización y Crecimiento del grano.
 Tema 11 Endurecimiento por deformación plástica en frío. Recuperación, Recristalización y Crecimiento del grano. El endurecimiento por deformación plástica en frío es el fenómeno por medio del cual un
Tema 11 Endurecimiento por deformación plástica en frío. Recuperación, Recristalización y Crecimiento del grano. El endurecimiento por deformación plástica en frío es el fenómeno por medio del cual un
ENSAYOS DE IMPULSO DE ORIGEN ATMOSFÉRICO EN TRANSFORMADORES LABORATORIO DE ALTA TENSIÓN FACULTAD DE CIENCIAS EXACTAS FÍSICAS Y NATURALES
 ENSAYOS DE IMPULSO DE ORIGEN ATMOSFÉRICO EN TRANSFORMADORES LABORATORIO DE ALTA TENSIÓN FACULTAD DE CIENCIAS EXACTAS FÍSICAS Y NATURALES UNIVERSIDAD NACIONAL DE CÓRDOBA 2004 Autores Alberto Torresi-Ex.
ENSAYOS DE IMPULSO DE ORIGEN ATMOSFÉRICO EN TRANSFORMADORES LABORATORIO DE ALTA TENSIÓN FACULTAD DE CIENCIAS EXACTAS FÍSICAS Y NATURALES UNIVERSIDAD NACIONAL DE CÓRDOBA 2004 Autores Alberto Torresi-Ex.
Pavimento de superficie a medida: LPX y PUR Eco
 Pavimento de superficie a medida: LPX y PUR Eco Pavimento de superficie de linóleo: LPX y PUR Eco Los revestimientos de superficie de linóleo protegen el pavimento de la suciedad, facilitan la limpieza
Pavimento de superficie a medida: LPX y PUR Eco Pavimento de superficie de linóleo: LPX y PUR Eco Los revestimientos de superficie de linóleo protegen el pavimento de la suciedad, facilitan la limpieza
TÉCNICAS METALOGRAFÍA - PREPARACIÓN DE PROBETAS TÉCNICA METALOGRÁFICA EXTRACCIÓN DE PROBETAS
 1 TÉCNICAS METALOGRAFÍA - PREPARACIÓN DE PROBETAS La metalografía microscópica (o micrografía de metales) estudia los productos metalúrgicos, con el auxilio del microscopio, objetivando determinar sus
1 TÉCNICAS METALOGRAFÍA - PREPARACIÓN DE PROBETAS La metalografía microscópica (o micrografía de metales) estudia los productos metalúrgicos, con el auxilio del microscopio, objetivando determinar sus
Int. Cl. 7 : G07F 13/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 143 398 21 k Número de solicitud: 009800329 51 k Int. Cl. 7 : G07F 13/00 A47J 42/00 k 12 SOLICITUD DE PATENTE A1 22 kfecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 143 398 21 k Número de solicitud: 009800329 51 k Int. Cl. 7 : G07F 13/00 A47J 42/00 k 12 SOLICITUD DE PATENTE A1 22 kfecha
11 knúmero de publicación: 2 144 127. 51 kint. Cl. 7 : B07C 5/342. k 72 Inventor/es: Wahlquist, Anders. k 74 Agente: Esteban Pérez-Serrano, M ā Isabel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 144 127 1 Int. Cl. 7 : B07C /342 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99331.6 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 144 127 1 Int. Cl. 7 : B07C /342 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99331.6 86 Fecha de presentación
B31B 1/30 B65H 45/12 B65H 45/14
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k N. de publicación: ES 2 066 680 21 k Número de solicitud: 9202139 1 k Int. Cl. : B31B 1/26 B31B 1/30 B6H 4/12 B6H 4/14 k 12 SOLICITUD DE PATENTE A2
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k N. de publicación: ES 2 066 680 21 k Número de solicitud: 9202139 1 k Int. Cl. : B31B 1/26 B31B 1/30 B6H 4/12 B6H 4/14 k 12 SOLICITUD DE PATENTE A2
Int. Cl. 7 : A01G 25/02
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 184 605 21 k Número de solicitud: 200100858 51 k Int. Cl. 7 : A01G 25/02 A01G 25/06 k 12 SOLICITUD DE PATENTE A1 22 kfecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 184 605 21 k Número de solicitud: 200100858 51 k Int. Cl. 7 : A01G 25/02 A01G 25/06 k 12 SOLICITUD DE PATENTE A1 22 kfecha
Int. Cl. 6 : A47B 77/08. 22 kfecha de presentación: 08.05.95 71 k Solicitante/s: FAGOR, S. Coop. Barrio San Andrés, s/n 20500 Mondragón, Guipúzcoa, ES
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 127 054 21 k Número de solicitud: 9500874 51 k Int. Cl. 6 : A47B 77/08 F24C 15/30 k 12 SOLICITUD DE PATENTE A1 22 kfecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 127 054 21 k Número de solicitud: 9500874 51 k Int. Cl. 6 : A47B 77/08 F24C 15/30 k 12 SOLICITUD DE PATENTE A1 22 kfecha
11 Número de publicación: 2 266 436. 51 Int. Cl.: 72 Inventor/es: Polvilampi, Janne. 74 Agente: García-Cabrerizo y del Santo, Pedro
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 266 436 1 Int. Cl.: B66F 9/08 (2006.01) B21C 23/14 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 266 436 1 Int. Cl.: B66F 9/08 (2006.01) B21C 23/14 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea:
THE SWEDISH DOCTOR BLADE
 THE SWEDISH DOCTOR BLADE SOBRE PRIMEBLADE PrimeBlade Sweden AB es un fabricante y proveedor global de raclas para impresión flexo, huecograbado y offset, así como para aplicaciones de recubrimiento (coating).
THE SWEDISH DOCTOR BLADE SOBRE PRIMEBLADE PrimeBlade Sweden AB es un fabricante y proveedor global de raclas para impresión flexo, huecograbado y offset, así como para aplicaciones de recubrimiento (coating).
Int. Cl. 6 : G05B 19/06
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 107 943 21 k Número de solicitud: 900140 1 k Int. Cl. 6 : G0B 19/06 D06F 37/30 A47L 1/46 k 12 SOLICITUD DE PATENTE A1 22
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 107 943 21 k Número de solicitud: 900140 1 k Int. Cl. 6 : G0B 19/06 D06F 37/30 A47L 1/46 k 12 SOLICITUD DE PATENTE A1 22
REGISTRO DE LA PROPIEDAD INDUSTRIAL. 44-1 Hatagaya 2- Chome, Shibuya-Ku, JP 01.03.89
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 005 353 k 21 Número de solicitud: 8702772 k 51 Int. Cl. 4 : A61B 5/02 k 12 PATENTEDEINVENCION A6 k 22 Fecha de presentación:
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 005 353 k 21 Número de solicitud: 8702772 k 51 Int. Cl. 4 : A61B 5/02 k 12 PATENTEDEINVENCION A6 k 22 Fecha de presentación:
11 kn. de publicación: ES 2 077 899. 51 kint. Cl. 6 : B60F 1/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 077 899 51 kint. Cl. 6 : B60F 1/00 B61J 1/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 92104157.0
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 077 899 51 kint. Cl. 6 : B60F 1/00 B61J 1/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 92104157.0
UNIDAD 6 Fotogrametría
 UNIDAD 6 Fotogrametría La fotogrametría es la técnica de obtener mediciones reales de un objeto por medio de la fotografía, tanto aérea como terrestre Las fotografías se las realiza con una cámara métrica
UNIDAD 6 Fotogrametría La fotogrametría es la técnica de obtener mediciones reales de un objeto por medio de la fotografía, tanto aérea como terrestre Las fotografías se las realiza con una cámara métrica
Int. Cl. 7 : B23Q 5/04. 22 kfecha de presentación: 21.05.1997 71 k Solicitante/s: DANOBAT, S.Coop. Arriaga Kalea, 21 20870 Elgoibar, Guipúzcoa, ES
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 151 348 21 k Número de solicitud: 009701091 51 k Int. Cl. 7 : B23Q 5/04 F16H 57/02 k 12 SOLICITUD DE PATENTE A1 22 kfecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 151 348 21 k Número de solicitud: 009701091 51 k Int. Cl. 7 : B23Q 5/04 F16H 57/02 k 12 SOLICITUD DE PATENTE A1 22 kfecha
11 kn. de publicación: ES 2 076 061. 51 kint. Cl. 6 : B65D 1/02
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 076 061 1 kint. Cl. 6 : B6D 1/02 B29C 49/48 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 93917373.8
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 076 061 1 kint. Cl. 6 : B6D 1/02 B29C 49/48 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 93917373.8
Ref.: Normas - ST.10/C página: 3.10.3.1 NORMA ST.10/C PRESENTACIÓN DE LOS COMPONENTES DE DATOS BIBLIOGRÁFICOS
 Ref.: Normas - ST.10/C página: 3.10.3.1 NORMA ST.10/C PRESENTACIÓN DE LOS COMPONENTES DE DATOS BIBLIOGRÁFICOS Nota editorial de la Oficina Internacional El Comité de Normas técnicas de la OMPI (CWS) adoptó
Ref.: Normas - ST.10/C página: 3.10.3.1 NORMA ST.10/C PRESENTACIÓN DE LOS COMPONENTES DE DATOS BIBLIOGRÁFICOS Nota editorial de la Oficina Internacional El Comité de Normas técnicas de la OMPI (CWS) adoptó
INFORME TECNICO RETRACCION PLASTICA REDTECNICA GRUPO POLPAICO
 INFORME TECNICO RETRACCION PLASTICA AGRIETAMIENTO POR RETRACCION PLASTICA Descripción breve En losas ocurre el agrietamiento a muy temprana edad, y penetra aproximadamente 12 a 25 mm. Sin embargo, en algunas
INFORME TECNICO RETRACCION PLASTICA AGRIETAMIENTO POR RETRACCION PLASTICA Descripción breve En losas ocurre el agrietamiento a muy temprana edad, y penetra aproximadamente 12 a 25 mm. Sin embargo, en algunas
Int. Cl. 7 : B28B 7/22
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 161 621 21 k Número de solicitud: 00990196 1 k Int. Cl. 7 : B28B 7/22 B28B 7/36 k 12 SOLICITUD DE PATENTE A1 22 kfecha de
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 161 621 21 k Número de solicitud: 00990196 1 k Int. Cl. 7 : B28B 7/22 B28B 7/36 k 12 SOLICITUD DE PATENTE A1 22 kfecha de
Figura 1. Esquema de capa anódica típica
 Información Técnica. Aluminio Anodizado. El anodizado es un proceso electrolítico por el cual se forma una capa de protección sobre la superficie del aluminio base conocida como alúmina u óxido de aluminio
Información Técnica. Aluminio Anodizado. El anodizado es un proceso electrolítico por el cual se forma una capa de protección sobre la superficie del aluminio base conocida como alúmina u óxido de aluminio
CONSIDERACIONES TEÓRICAS GENERALES.
 DUREZA VICKERS OBJETIVO DEL ENSAYO. Determinar experimentalmente la dureza Vickers. Estudiar su campo de aplicación. CONSIDERACIONES TEÓRICAS GENERALES. Definición de dureza: Se entiende por dureza la
DUREZA VICKERS OBJETIVO DEL ENSAYO. Determinar experimentalmente la dureza Vickers. Estudiar su campo de aplicación. CONSIDERACIONES TEÓRICAS GENERALES. Definición de dureza: Se entiende por dureza la
Int. Cl. 6 : E03B 3/28
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k N. de publicación: ES 2 082 720 21 k Número de solicitud: 9401386 51 k Int. Cl. 6 : E03B 3/28 B01D 5/00 k 12 SOLICITUD DE PATENTE A1 22 kfecha de
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k N. de publicación: ES 2 082 720 21 k Número de solicitud: 9401386 51 k Int. Cl. 6 : E03B 3/28 B01D 5/00 k 12 SOLICITUD DE PATENTE A1 22 kfecha de
11 Número de publicación: 2 207 542. 51 Int. Cl. 7 : B23K 9/10. 72 Inventor/es: Mela, Franco. 74 Agente: Ponti Sales, Adelaida
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 207 542 51 Int. Cl. 7 : B23K 9/10 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00954462.8 86 Fecha de
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 207 542 51 Int. Cl. 7 : B23K 9/10 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00954462.8 86 Fecha de
Galvanizado Continuo por Inmersión en Caliente comparado con el Galvanizado General (por Lotes) Rev. 0 Jan-07
 Rev. 0 Jan-07") 2. Procesos de Recubrimiento y Tratamiento de Superficies GalvInfoNote 2.3 Introducción Galvanizado Continuo por Inmersión en Caliente comparado con el Galvanizado General (por Lotes) Rev. 0 Jan-07 Hay
2. Procesos de Recubrimiento y Tratamiento de Superficies GalvInfoNote 2.3 Introducción Galvanizado Continuo por Inmersión en Caliente comparado con el Galvanizado General (por Lotes) Rev. 0 Jan-07 Hay
9.2.- PROCESO DE OBTENCIÓN DEL ACERO Y OTROS PRODUCTOS FERROSOS. 9.9.- IMPACTO MEDIOAMBIENTAL DE LOS PRODUCTOS FERROSOS.
 ÍNDICE (del tema del libro) INTRODUCCIÓN 9.1.- METALES FERROSOS O FÉRRICOS 9.2.- PROCESO DE OBTENCIÓN DEL ACERO Y OTROS PRODUCTOS FERROSOS. 9.3.- COLADA DE ACERO. 9.4.- TRENES DE LAMINACIÓN. 9.5.- PRODUCTOS
ÍNDICE (del tema del libro) INTRODUCCIÓN 9.1.- METALES FERROSOS O FÉRRICOS 9.2.- PROCESO DE OBTENCIÓN DEL ACERO Y OTROS PRODUCTOS FERROSOS. 9.3.- COLADA DE ACERO. 9.4.- TRENES DE LAMINACIÓN. 9.5.- PRODUCTOS
ES 1 054 096 U. Número de publicación: 1 054 096 PATENTES Y MARCAS. Número de solicitud: U 200300474. Int. Cl. 7 : A61C 7/36
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 04 096 21 k Número de solicitud: U 200300474 1 k Int. Cl. 7 : A61C 7/36 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 04 096 21 k Número de solicitud: U 200300474 1 k Int. Cl. 7 : A61C 7/36 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
Int. Cl. 7 : G02B 6/255
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 155 033 21 k Número de solicitud: 009901472 51 k Int. Cl. 7 : G02B 6/255 G02B 6/287 H05B 3/10 B29C 65/02 k 12 SOLICITUD DE
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 155 033 21 k Número de solicitud: 009901472 51 k Int. Cl. 7 : G02B 6/255 G02B 6/287 H05B 3/10 B29C 65/02 k 12 SOLICITUD DE
11 knúmero de publicación: 2 176 384. 51 kint. Cl. 7 : A41G 3/00. k 72 Inventor/es: Ragazzi, Cesare. k 74 Agente: Ponti Sales, Adelaida
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 176 384 1 Int. Cl. 7 : A41G 3/00 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 96114776.6 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 176 384 1 Int. Cl. 7 : A41G 3/00 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 96114776.6 86 Fecha de presentación:
Int. Cl. 7 : A47C 27/14
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 189 662 21 k Número de solicitud: 200102059 51 k Int. Cl. 7 : A47C 27/14 B68G 7/00 k 12 SOLICITUD DE PATENTE A1 22 kfecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 189 662 21 k Número de solicitud: 200102059 51 k Int. Cl. 7 : A47C 27/14 B68G 7/00 k 12 SOLICITUD DE PATENTE A1 22 kfecha
CARACTERÍSTICAS MECÁNICAS DE UN TROQUEL PARA PUNZONAR. La Fig. 6.2.8 muestra sus principales componentes y se explican a continuación.
 CARACTERÍSTICAS MECÁNICAS DE UN TROQUEL PARA PUNZONAR La Fig. 6.2.8 muestra sus principales componentes y se explican a continuación. Espiga. Es el medio de unión entre la zapata superior y el carro de
CARACTERÍSTICAS MECÁNICAS DE UN TROQUEL PARA PUNZONAR La Fig. 6.2.8 muestra sus principales componentes y se explican a continuación. Espiga. Es el medio de unión entre la zapata superior y el carro de
Figura Nº 4.1 (a) Circuito MOS de canal n con Carga de Deplexion (b) Disposición como Circuito Integrado CI
 Circuito MOS de canal n con Carga de Deplexion (b) Disposición como Circuito Integrado CI") Tecnología Microelectrónica Pagina 1 4- FABRICACIÓN DEL FET Describiendo el proceso secuencia de la elaboración del NMOS de acumulación y de dispositivos de deplexion, queda explicada la fabricación de
Tecnología Microelectrónica Pagina 1 4- FABRICACIÓN DEL FET Describiendo el proceso secuencia de la elaboración del NMOS de acumulación y de dispositivos de deplexion, queda explicada la fabricación de
35 Facultad de Ciencias Universidad de Los Andes Mérida-Venezuela. Potencial Eléctrico
 q 1 q 2 Prof. Félix Aguirre 35 Energía Electrostática Potencial Eléctrico La interacción electrostática es representada muy bien a través de la ley de Coulomb, esto es: mediante fuerzas. Existen, sin embargo,
q 1 q 2 Prof. Félix Aguirre 35 Energía Electrostática Potencial Eléctrico La interacción electrostática es representada muy bien a través de la ley de Coulomb, esto es: mediante fuerzas. Existen, sin embargo,
11 Número de publicación: 2 265 862. 51 Int. Cl.: 72 Inventor/es: Pastorino, Giorgio. 74 Agente: Espiell Volart, Eduardo María
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 265 862 51 Int. Cl.: B05D 7/14 (2006.01) B05D 7/22 (2006.01) B05D 5/08 (2006.01) F28F 19/04 (2006.01) 12 TRADUCCIÓN DE PATENTE
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 265 862 51 Int. Cl.: B05D 7/14 (2006.01) B05D 7/22 (2006.01) B05D 5/08 (2006.01) F28F 19/04 (2006.01) 12 TRADUCCIÓN DE PATENTE
Boletín Técnico Boletín Técnico N 4 Octubre/2008
 Boletín Técnico Boletín Técnico N 4 Octubre/2008 Introducción Algunos comentarios sobre los acabados (o terminaciones) de los aceros inoxidables, por lo menos de los más conocidos. Pretendemos con estas
Boletín Técnico Boletín Técnico N 4 Octubre/2008 Introducción Algunos comentarios sobre los acabados (o terminaciones) de los aceros inoxidables, por lo menos de los más conocidos. Pretendemos con estas
B23K 23/00 //E01B 29/42 B60M 5/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k N. de publicación: ES 2 036 42 21 k Número de solicitud: 91412 1 k Int. Cl. : H01R 4/02 B23K 23/00 //E01B 29/42 BM /00 k 12 SOLICITUD DE PATENTE A2
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k N. de publicación: ES 2 036 42 21 k Número de solicitud: 91412 1 k Int. Cl. : H01R 4/02 B23K 23/00 //E01B 29/42 BM /00 k 12 SOLICITUD DE PATENTE A2
La radiología digital. sencilla.
 La radiología digital sencilla. Sistema DR, CR o película: cuál responde mejor a sus necesidades? Kodak puede ayudarle a encontrar la respuesta. Como única empresa que desarrolla y vende toda la gama de
La radiología digital sencilla. Sistema DR, CR o película: cuál responde mejor a sus necesidades? Kodak puede ayudarle a encontrar la respuesta. Como única empresa que desarrolla y vende toda la gama de
11 Número de publicación: 2 285 293. 51 Int. Cl.: 74 Agente: Roeb Díaz-Álvarez, María
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 28 293 1 Int. Cl.: A61C 13/00 (06.01) A61C 8/00 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0076.4
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 28 293 1 Int. Cl.: A61C 13/00 (06.01) A61C 8/00 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0076.4
k 11 N. de publicación: ES 2 001 671 k 21 Número de solicitud: 8601744 k 51 Int. Cl. 4 : A61K 9/10
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 001 671 k 21 Número de solicitud: 81744 k 1 Int. Cl. 4 : A61K 9/ A61K 7/ k 12 PATENTEDEINVENCION A6 22 kfecha de presentación:.09.86
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 001 671 k 21 Número de solicitud: 81744 k 1 Int. Cl. 4 : A61K 9/ A61K 7/ k 12 PATENTEDEINVENCION A6 22 kfecha de presentación:.09.86
11 knúmero de publicación: 2 108 710. 51 kint. Cl. 6 : A61M 1/00. k 72 Inventor/es: Masaki, Nobuyuki. k 74 Agente: Carpintero López, Francisco
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 108 710 51 kint. Cl. 6 : A61M 1/00 k 12 TRADUCCION DE PATENTE EUROPEA T3 k k k k 86 Número de solicitud europea: 91900941.5
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 108 710 51 kint. Cl. 6 : A61M 1/00 k 12 TRADUCCION DE PATENTE EUROPEA T3 k k k k 86 Número de solicitud europea: 91900941.5
ES 1 030 013 U. Número de publicación: 1 030 013 PATENTES Y MARCAS. Número de solicitud: U 9500209. Int. Cl. 6 : A62C 13/76
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 0 013 21 k Número de solicitud: U 9009 1 k Int. Cl. 6 : A62C 13/76 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 0 013 21 k Número de solicitud: U 9009 1 k Int. Cl. 6 : A62C 13/76 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
CAPÍTULO 7. CONCLUSIONES FINALES
 CAPÍTULO 7. CONCLUSIONES FINALES Conclusiones finales El grado de protección, UPF, que un tejido proporciona contra el paso de radiación ultravioleta viene influenciado por todos los parámetros de los
CAPÍTULO 7. CONCLUSIONES FINALES Conclusiones finales El grado de protección, UPF, que un tejido proporciona contra el paso de radiación ultravioleta viene influenciado por todos los parámetros de los
La invención de la luz eléctrica fue una revolución. El alquiler de luz es la siguiente. www.deutsche-lichtmiete.de/en/
 La invención de la luz eléctrica fue una revolución. El alquiler de luz es la siguiente. www.deutsche-lichtmiete.de/en/ 02 Deutsche Lichtmiete - el sistema de alquiler revolucionariamente sencillo. Hemos
La invención de la luz eléctrica fue una revolución. El alquiler de luz es la siguiente. www.deutsche-lichtmiete.de/en/ 02 Deutsche Lichtmiete - el sistema de alquiler revolucionariamente sencillo. Hemos
11 knúmero de publicación: 2 163 122. 51 kint. Cl. 7 : B23K 26/12. k 72 Inventor/es: Faerber, Mark. k 74 Agente: Carpintero López, Francisco
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 163 122 1 Int. Cl. 7 : B23K 26/12 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9790148.9 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 163 122 1 Int. Cl. 7 : B23K 26/12 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9790148.9 86 Fecha de presentación:
Int. Cl. 7 : C23C 2/06
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 178 921 21 k Número de solicitud: 20000118 1 k Int. Cl. 7 : C23C 2/06 B0D 1/18 k 12 SOLICITUD DE PATENTE A1 22 kfecha de
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 178 921 21 k Número de solicitud: 20000118 1 k Int. Cl. 7 : C23C 2/06 B0D 1/18 k 12 SOLICITUD DE PATENTE A1 22 kfecha de
B65D 65/40 B29C 51/16
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 006 648 k 21 Número de solicitud: 880130 k 1 Int. Cl. 4 : B6D 2/36 B6D 6/40 B29C 1/16 k 12 PATENTEDEINVENCION A6 k 22 Fecha
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 006 648 k 21 Número de solicitud: 880130 k 1 Int. Cl. 4 : B6D 2/36 B6D 6/40 B29C 1/16 k 12 PATENTEDEINVENCION A6 k 22 Fecha
ES 2 150 868 A1. Número de publicación: 2 150 868 PATENTES Y MARCAS. Número de solicitud: 009802140. Int. Cl. 7 : A47K 7/03
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 10 868 21 k Número de solicitud: 009802140 1 k Int. Cl. 7 : A47K 7/03 k 12 SOLICITUD DE PATENTE A1 k 22 Fecha de presentación:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 10 868 21 k Número de solicitud: 009802140 1 k Int. Cl. 7 : A47K 7/03 k 12 SOLICITUD DE PATENTE A1 k 22 Fecha de presentación:
ES 1 042 169 U. Número de publicación: 1 042 169 PATENTES Y MARCAS. Número de solicitud: U 9803275. Int. Cl. 6 : A47G 7/04
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 042 169 21 k Número de solicitud: U 980327 1 k Int. Cl. 6 : A47G 7/04 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 042 169 21 k Número de solicitud: U 980327 1 k Int. Cl. 6 : A47G 7/04 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
GRUPO TECNOLOGÍA MECÁNICA PROCESOS DE FABRICACIÒN
 BROCHADORAS Generalidades y Tipos de superficies que generan Se llama brochado a la operación que consiste en arrancar lineal y progresivamente la viruta de una superficie de un cuerpo mediante una sucesión
BROCHADORAS Generalidades y Tipos de superficies que generan Se llama brochado a la operación que consiste en arrancar lineal y progresivamente la viruta de una superficie de un cuerpo mediante una sucesión
ES 1 050 860 U. Número de publicación: 1 050 860 PATENTES Y MARCAS. Número de solicitud: U 200200030. Int. Cl. 7 : B27D 1/10
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 00 8 21 k Número de solicitud: U 000 1 k Int. Cl. 7 : B27D 1/ k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 00 8 21 k Número de solicitud: U 000 1 k Int. Cl. 7 : B27D 1/ k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
11 Número de publicación: 2 214 889. 51 Int. Cl. 7 : A45C 13/18. 72 Inventor/es: Haller, Hubert. 74 Agente: Lehmann Novo, María Isabel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 214 889 51 Int. Cl. 7 : A45C 13/18 E05G 1/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99948973.5 86
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 214 889 51 Int. Cl. 7 : A45C 13/18 E05G 1/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99948973.5 86
ES 2 155 791 A1. Número de publicación: 2 155 791 PATENTES Y MARCAS. Número de solicitud: 009901485. Int. Cl. 7 : A61G 3/06
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 155 791 21 k Número de solicitud: 009901485 51 k Int. Cl. 7 : A61G 3/06 k 12 SOLICITUD DE PATENTE A1 k 22 Fecha de presentación:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 155 791 21 k Número de solicitud: 009901485 51 k Int. Cl. 7 : A61G 3/06 k 12 SOLICITUD DE PATENTE A1 k 22 Fecha de presentación:
01 NORMA UNE EN ISO 12944 a CLASIFICACIÓN DE AMBIENTES
 a CLASIFICACIÓN DE AMBIENTES La norma considera: Seis categorías de corrosividad para ambientes atmosféricos. Tres categorías para estructuras para ambientes en agua o enterrados en el suelo. CATEGORÍA
a CLASIFICACIÓN DE AMBIENTES La norma considera: Seis categorías de corrosividad para ambientes atmosféricos. Tres categorías para estructuras para ambientes en agua o enterrados en el suelo. CATEGORÍA
Informe Quicklook 000 NOMBRE DE LA TECNOLOGÍA. Nombre del Inventor, Institución o Empresa. Programa de Comercialización de Tecnología
 Informe Quicklook 000 NOMBRE DE LA TECNOLOGÍA Nombre del Inventor, Institución o Empresa Programa de Comercialización de Tecnología El propósito de este informe Quicklook es presentar los resultados de
Informe Quicklook 000 NOMBRE DE LA TECNOLOGÍA Nombre del Inventor, Institución o Empresa Programa de Comercialización de Tecnología El propósito de este informe Quicklook es presentar los resultados de
SECCION 304 SUB-BASE DE SUELO MEJORADO CON CEMENTO AL 2% DE CEMENTO
 SECCION 304 SUB-BASE DE SUELO MEJORADO CON CEMENTO AL 2% DE CEMENTO 304.01 DESCRIPCIÓN Esta especificación se aplica a la construcción de partes del pavimento con materiales constituidos de suelo mezclado
SECCION 304 SUB-BASE DE SUELO MEJORADO CON CEMENTO AL 2% DE CEMENTO 304.01 DESCRIPCIÓN Esta especificación se aplica a la construcción de partes del pavimento con materiales constituidos de suelo mezclado
Int. Cl. 7 : G01N 33/04
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 144 36 21 k Número de solicitud: 009800009 1 k Int. Cl. 7 : G01N 33/04 A23C 11/10 k 12 SOLICITUD DE PATENTE A1 22 kfecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 144 36 21 k Número de solicitud: 009800009 1 k Int. Cl. 7 : G01N 33/04 A23C 11/10 k 12 SOLICITUD DE PATENTE A1 22 kfecha
2.3 SISTEMAS HOMOGÉNEOS.
 2.3 SISTEMAS HOMOGÉNEOS. 2.3.1 DISOLUCIONES. Vemos que muchos cuerpos y sistemas materiales son heterogéneos y podemos observar que están formados por varias sustancias. En otros no podemos ver que haya
2.3 SISTEMAS HOMOGÉNEOS. 2.3.1 DISOLUCIONES. Vemos que muchos cuerpos y sistemas materiales son heterogéneos y podemos observar que están formados por varias sustancias. En otros no podemos ver que haya
La electrólisis permite descomponer la Alúmina en aluminio y oxígeno.
 LA OBTENCIÓN DEL ALUMINIO. La primera fase de la obtención del aluminio consiste en aislar la Alúmina (óxido de aluminio) de estos minerales. Para ello lo primero es triturar la Bauxita para obtener un
LA OBTENCIÓN DEL ALUMINIO. La primera fase de la obtención del aluminio consiste en aislar la Alúmina (óxido de aluminio) de estos minerales. Para ello lo primero es triturar la Bauxita para obtener un
EVOLUCIÓN DE LAS GRANALLAS DE ACERO INOXIDABLE
 EVOLUCIÓN DE LAS GRANALLAS DE ACERO INOXIDABLE Las granallas de acero inoxidable han sido históricamente el sustituto natural de las granallas de acero convencional cuando existe el el requerimiento de
EVOLUCIÓN DE LAS GRANALLAS DE ACERO INOXIDABLE Las granallas de acero inoxidable han sido históricamente el sustituto natural de las granallas de acero convencional cuando existe el el requerimiento de
Medios de Transmisión
 Medios de Transmisión Se denomina medio de transmisión al soporte físico mediante el cual el emisor y el receptor establecen la comunicación. Los medios de transmisión se clasifican en guiados y no guiados.
Medios de Transmisión Se denomina medio de transmisión al soporte físico mediante el cual el emisor y el receptor establecen la comunicación. Los medios de transmisión se clasifican en guiados y no guiados.
Int. Cl. 6 : A61B 5/117
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 142 725 21 k Número de solicitud: 009701010 51 k Int. Cl. 6 : A61B 5/117 G06K 9/00 k 12 SOLICITUD DE PATENTE A1 22 kfecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 142 725 21 k Número de solicitud: 009701010 51 k Int. Cl. 6 : A61B 5/117 G06K 9/00 k 12 SOLICITUD DE PATENTE A1 22 kfecha
11 knúmero de publicación: 2 147 278. 51 kint. Cl. 7 : E04D 5/10
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 147 278 1 kint. Cl. 7 : E04D /10 E04D /14 E01D 19/08 B32B 7/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número de solicitud
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 147 278 1 kint. Cl. 7 : E04D /10 E04D /14 E01D 19/08 B32B 7/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número de solicitud
11 knúmero de publicación: 2 153 890. 51 kint. Cl. 7 : B42D 15/10. k 72 Inventor/es: Raja, Yogendra Khimji. k 74 Agente: Durán Moya, Carlos
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 13 890 1 kint. Cl. 7 : B42D 1/ k 12 TRADUCCION DE PATENTE EUROPEA T3 k k k k 86 Número de solicitud europea: 9909901.1 86
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 13 890 1 kint. Cl. 7 : B42D 1/ k 12 TRADUCCION DE PATENTE EUROPEA T3 k k k k 86 Número de solicitud europea: 9909901.1 86
TEMA 9 Cicloconvertidores
 TEMA 9 Cicloconvertidores 9.1.- Introducción.... 1 9.2.- Principio de Funcionamiento... 1 9.3.- Montajes utilizados.... 4 9.4.- Estudio de la tensión de salida.... 6 9.5.- Modos de funcionamiento... 7
TEMA 9 Cicloconvertidores 9.1.- Introducción.... 1 9.2.- Principio de Funcionamiento... 1 9.3.- Montajes utilizados.... 4 9.4.- Estudio de la tensión de salida.... 6 9.5.- Modos de funcionamiento... 7
Int. Cl. 6 : B31B 5/04
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 110 333 21 k Número de solicitud: 940027 1 k Int. Cl. 6 : B31B /04 A63H 27/10 k 12 SOLICITUD DE PATENTE A2 22 kfecha de presentación:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 110 333 21 k Número de solicitud: 940027 1 k Int. Cl. 6 : B31B /04 A63H 27/10 k 12 SOLICITUD DE PATENTE A2 22 kfecha de presentación: