Historia de PEMEX Historia de Petróleos Mexicanos
|
|
|
- María Mercedes Páez Montes
- hace 7 años
- Vistas:
Transcripción
1 Historia de PEMEX Historia de Petróleos Mexicanos 1937: Tras una serie de eventos que deterioraron la relación entre trabajadores y empresas estalla una huelga en contra de las compañías petroleras extranjeras que paraliza al país. La Junta de Conciliación y Arbitraje falla a favor de los trabajadores, pero las compañías promueven un amparo ante la Suprema Corte de Justicia de la Nación. 1938: Al negar el amparo, la Suprema Corte de Justicia ratifica el laudo emitido por la Junta Federal de Conciliación y Arbitraje a favor de los trabajadores. Tras la negativa de aquéllas para cumplir el mandato judicial, la tarde del 18 de marzo, el Presidente Lázaro Cárdenas del Río decreta la expropiación de los bienes muebles e inmuebles de 17 compañías petroleras a favor de la Nación. El 7 de junio de ese año se crea Petróleos Mexicanos. 1942: PEMEX y el Sindicato de Trabajadores Petroleros de la República Mexicana firman el primer Contrato Colectivo de Trabajo. 1946: En el Distrito Federal, se inaugura la refinería "18 de Marzo", en instalaciones originalmente construidas por la compañía "El Águila". 1948: Se descubren campos de aceite y gas en el noreste del país. 1950: Se inaugura la refinería "Ing. Antonio M. Amor", en Salamanca, Guanajuato. 1952: Geólogos mexicanos descubren la prolongación de la Faja de Oro.

2 1956: Se inaugura la refinería "Gral. Lázaro Cárdenas del Río", en Minatitlán, Veracruz. 1965: Se crea el Instituto Mexicano del Petróleo (IMP). 1971: El pescador campechano Rudecindo Cantarell informa a PEMEX la presencia de una mancha de aceite que brotaba del fondo del mar en la Sonda de Campeche. Ocho años después la producción del pozo Chac marcaría el principio de la explotación de uno de los yacimientos marinos más grandes del mundo: Cantarell. 1972: Se descubre en el sureste del país la región petrolífera denominada Mesozoico Chiapas-Tabasco. Su producción promedio diaria fue de 711 mil barriles. 1974: De importar 6 mil barriles, pasó a exportar 37 mil barriles diarios. Las reservas de hidrocarburos se ubican en 5 mil millones 773 mil barriles. 1976: Se inaugura la refinería "Miguel Hidalgo" en Tula, Hidalgo. 1977: Cantarell empieza a mostrar su potencial. Las reservas se incrementan a 16 mil millones de barriles. 1978: El campo marino Cantarell, en la Sonda de Campeche, se confirma como uno de los más grandes yacimientos marinos del mundo. Las reservas alcanzan los 40 mil 194 millones de barriles. 1979: Se inauguran las refinerías "Héctor R. Lara Sosa", en Cadereyta, Nuevo León y "Antonio Dovalí Jaime", en Salina Cruz, Oaxaca. La perforación del pozo Maalob 1 confirma el descubrimiento de yacimiento Ku-Maalob-Zaap, el segundo yacimiento más importante del país, después de Cantarell y vigésimo tercero a nivel mundial, en términos de reservas. 1981: Inicia operaciones el Complejo Petroquímico La Cangrejera. Se exportan 401 mil barriles diarios de petróleo. 1983: Se anuncian reservas por 72 mil 500 millones de barriles. 1986: Las exportaciones de crudo se ubicaron en un millón 298 mil barriles diarios en promedio. 1987: Entra en operación la ampliación de la Refinería "Miguel Hidalgo" en Tula, Hidalgo, con la Planta Primaria No. 2 de 165 mil barriles diarios, para llegar a 320 mil barriles diarios de capacidad instalada.

3 1990: Sale a la venta la gasolina Magna Sin, que no contiene plomo y de 82 octanos. 1991: Participa Pemex con cinco por ciento de capital social en la petrolera española Repsol. 1991: Por razones ambientales cierra, en el Distrito Federal, la refinería "18 de Marzo". 1992: Se expide una nueva Ley Orgánica de Petróleos Mexicanos y Organismos Subsidiarios que define a Petróleos Mexicanos como órgano descentralizado de la Administración Pública Federal, responsable de la conducción de la industria petrolera nacional. Esta Ley determina la creación de un órgano Corporativo y cuatro Organismos Subsidiarios, que es la estructura orgánica bajo la que opera actualmente. Dichos Organismos son: PEMEX Exploración y Producción (PEP) PEMEX Refinación (PXR) PEMEX Gas y Petroquímica Básica (PGPB) PEMEX Petroquímica (PPQ) 1993: Introduce el combustible Diesel Sin. 1995: Pone a la venta la gasolina Pemex Premium de 93 octanos. 1997: Arranque del proyecto Cantarell, diseñado para optimizar la explotación del yacimiento. Inicia proceso de Reconfiguración de las refinerías de Cadereyta y Ciudad Madero. 2000: Se convierte en la quinta petrolera del mundo

4 2001: Pone en marcha el proyecto Burgos, en el norte del país para incrementar la producción de gas natural. 2003: Pemex Gas pone en operación un conjunto de Proyectos Ambientales para la Conservación del Agua. 2004: Confirma la existencia de hidrocarburos en aguas profundas. 2005: La producción de crudo se ubicó en un promedio diario de tres millones 333 mil barriles de crudo, la más alta de su historia, de los cuales exportó un millón 817 mil barriles. Ocupa el tercer lugar como productor de petróleo. 2006: Lanza al mercado nacional combustibles, (UBA). Crece casi 90 por ciento la longitud de ductos rehabilitados en : Arriba a la Sonda de Campeche la Unidad Flotante de Proceso, se bautiza como Y'um K'ak Naab, el Señor del Mar. 2008: El 28 de noviembre se publican en el Diario Oficial de la Federación siete decretos que integran la Reforma Energética. 2009: Anuncia la construcción de una nueva refinería en Tula, Hidalgo. 2010: Presenta los Contratos Integrales EP para mejorar el esquema de exploración y producción de sus campos maduros
. Crece casi 90 por ciento la longitud de ductos rehabilitados en 2005.")
5 INTRODUCCIÓN 1. OBJETIVO 2. ALCANCE 3. CAMPO DE APLICACION 4. ACTUALIZACIÓN 5. REFERENCIAS 6. DEFINICIONES 7. SÍMBOLOS Y ABREVIATURAS 8. CONSTRUCCIÓN, INSTALACIÓN Y DESMANTELAMIENTO DE DUCTOS SUBMARINOS 8.1 DOCUMENTACIÓN PROCEDIMIENTOS CONSTRUCTIVOS 8.2 EMBARCACIONES 8.3 EQUIPO DE CONSTRUCCIÓN 8.4 MATERIALES TUBERÍA CONEXIONES Y ACCESORIOS MATERIALES CONSUMIBLES DOCUMENTACIÓN MARCADO, EMBALAJE, TRANSPORTE Y 7ALMACENAJE DE TUBERÍA 8.5 PERSONAL PERSONAL PROFESIONISTA PERSONAL TÉCNICO

6 8.5.3 PERSONAL DE BUCEO PERSONAL DE POSICIONAMIENTO PERSONAL DE INSPECCIÓN NO DESTRUCTIVA 8.6 PROCEDIMIENTO DE SOLDADURA CALIFICACIÓN DE LOS PROCEDIMIENTOS DE SOLDADURA CALIFICACIÓN DE SOLDADORES SOLDADURAS DE CAMPO 8.7 PROTECCIÓN ANTICORROSIVA PROTECCIÓN ANTICORROSIVA EN ZONA ATMOSFÉRICA, ZONA SUMERGIDA Y ZONA DE MAREAS Y OLEAJE PROTECCIÓN CATÓDICA 8.8 TENDIDO DE TUBERÍA PREPARATIVOS PARA CONSTRUCCIÓN DE LÍNEA TRANSPORTE Y RECEPCIÓN DE TUBERÍA LIMPIEZA DE TUBERÍA ALINEAMIENTO DE TUBERÍA PRODUCCIÓN DE SOLDADURAS DETECTOR DE DOBLEZ MARCADO DE LA TUBERÍA REPARACIÓN DE SOLDADURAS PROTECCIÓN DE LA JUNTA EN LA RAMPA DE TENDIDO CONTROL DE ESFUERZOS 8.9 FABRICACIÓN E INSTALACIÓN DE ELEMENTOS FABRICACIÓN DE ELEMENTOS EN PATIO DE FABRICACIÓN,

7 CUBIERTA DE LA BARCAZA Y/O CHALÁN INSTALACIÓN DE ELEMENTOS REPARACIÓN DE SOLDADURAS 8.10 INTERCONEXIONES INTERCONEXIÓN SOBRE CUBIERTA INTERCONEXIÓN SUBMARINA INTERCONEXIÓN CON LÍNEAS DE PROCESO EN OPERACIÓN SOBRE PLATAFORMA Y SUBMARINA 8.11 DRAGADO DE LÍNEA REGULAR EQUIPO DE DRAGADO 8.12 ACOLCHONAMIENTO DE CRUCES DE LÍNEAS Y DISPAROS SUBMARINOS 8.13 PRUEBA HIDROSTÁTICA Y LIMPIEZA INTERIOR DE DUCTOS SUBMARINOS E INTERCONEXIONES MATERIALES Y EQUIPOS DE PRUEBA HIDROSTÁTICA Y LIMPIEZA PRUEBA HIDROSTÁTICA LIMPIEZA INTERIOR DE DUCTOS SUBMARINOS 8.14 REGISTROS Y DOCUMENTACIÓN ENTREGABLES DE LA CONSTRUCCIÓN REGISTROS DOCUMENTACIÓN ENTREGABLE 8.15 DESMANTELAMIENTO DE DUCTOS SUBMARINOS EMBARCACIONES Y EQUIPO PARA EL DESMANTELAMIENTO DE TUBERÍA CONSIDERACIONES PREVIAS

8 RETIRO DE TRAMPA DE DIABLOS, DEFENSAS, ABRAZADERAS, DUCTO ASCENDENTE, CUELLO DE GANSO, CURVAS DE EXPANSIÓN Y LÍNEA REGULAR DRAGADO Y/O LIMPIEZA DEL ÁREA DE LA CURVA DE EXPANSIÓN Y LÍNEA REGULAR DRAGADO Y RETIRO DE INTERCONEXIÓN SUBMARINA ÁREA DE ALMACENAMIENTO DE LOS MATERIALES RECUPERADOS DOCUMENTACIÓN Y REGISTROS DEL DESMANTELAMIENTO 8.16 PROTECCIÓN AMBIENTAL Y SEGURIDAD INDUSTRIAL MANIFIESTO DE IMPACTO AMBIENTAL TRABAJOS CON RIESGO Y PLANES DE CONTINGENCIA 9. RESPONSABILIDADES Y MIS FUNCIONES EN LA INDUSTRIA 10.- CONCLUSIONES 11. BIBLIOGRAFÍA 12. ANEXOS

9 INTRODUCCIÓN El diseño y construcción de los ductos que manejan la producción de crudo y gas en la región marina de la Sonda de Campeche, fueron realizados para garantizar una vida útil de 20 años, la cual actualmente ha sido rebasada en algunos de ellos, pero gracias a las mejoras tecnológicas en mantenimiento y control preventivo, tales como inyección de inhibidores de corrosión, reemplazo de ánodos de sacrificio, la inspección y monitoreo con equipos instrumentados para vigilar la integridad interna y externa de los ductos; se ha logrado ampliar la vida útil de los mismos, permitiendo su continua, segura y eficaz operación. Por otro lado, cuando los ductos empiezan a presentar deficiencias en sus componentes de tal forma que ya no garantizan las condiciones seguras en la operación y manejo de hidrocarburos, estos deberán desmantelarse. Tal decisión de desmantelar un ducto recae en las áreas usuarias encargadas de la operación, inspección y mantenimiento de ductos, quienes previo estudio de la integridad de los mismos y basándose en los resultados obtenidos con fundamento en la normatividad existente, propondrán dicho desmantelamiento. Este trabajo se realizó en atención y cumplimiento a: Ley de Petróleos Mexicanos y su Reglamento. Ley de la Comisión Nacional de Hidrocarburos Ley Federal sobre Metrología y Normalización y su Reglamento. Ley de Adquisiciones, Arrendamientos y Servicios del Sector Público y su Reglamento. La Ley de Obras Públicas y servicios relacionados con las mismas y su Reglamento. Guía para la redacción, estructuración y presentación de las normas mexicanas NMX-Z-13/ Guía para la emisión de Normas de Referencia de Petróleos Mexicanos y Organismos Subsidiarios. Participaron en su elaboración las Subsidiarias de Petróleos Mexicanos e Instituciones que se indican a continuación: Pemex-Exploración y Producción (PEP). Petróleos Mexicanos. Instituto Mexicano del Petróleo (IMP). 1. OBJETIVO Dar a conocer los requisitos mínimos necesarios que se deben cumplir en la contratación de los servicios de construcción, instalación de líneas submarinas de recolección y transporte de hidrocarburos así como el procedimiento constructivo de un proceso de tendido de línea.

10 2. ALCANCE Esta trabajo cubre los requisitos en el suministro, manejo y transporte de materiales, la construcción e instalación de un ducto submarino que incluye: tendido de línea regular, fabricación e instalación de curva de expansión, ducto ascendente, interconexiones en disparos submarinos y cubierta de plataforma; abrazaderas, defensa, soportería, protección anticorrosiva, prueba hidrostática y limpieza, dragado, acolchonamiento en cruces y hasta el desmantelamiento de ductos submarinos previa entrega por la rama operativa. Además de la entrega obligatoria por el prestador de servicio de toda la documentación, previo al inicio y al término de los trabajos. Este trabajo está basado en la NRF-106-PEMEX-2005 del 17 de septiembre de CAMPO DE APLICACIÓN Este trabajo está diseñado para la aplicación general y en la contratación de los servicios objeto de la misma, que lleven a cabo los centros de trabajo de Petróleos Mexicanos y Organismos Subsidiarios por las compañías contratistas y prestadores de servicios que desarrollen y/o ejecuten trabajos relacionados con dicho objeto. Por lo tanto debe ser incluida en los procedimientos de contratación: Licitación pública, invitación a cuando menos tres personas o Adjudicación directa, como parte de los requisitos que debe cumplir el proveedor, contratista o licitante, y en su caso, el interesado. Éste trabajo está diseñado y aplica en la construcción, instalación, desmantelamiento de ductos submarinos en profundidades de hasta 100 metros. 4. PROCEDIMENTO DE ACTUALIZACIÓN Las sugerencias para la revisión y actualización de las normativas empleadas para este trabajo de construcción, deben enviarse al Secretario del Subcomité Técnico de Normalización de PEP, quien deberá programar y realizar la actualización de acuerdo a la procedencia de las mismas, y en su caso, a través del Comité de Normalización de Petróleos Mexicanos y Organismos Subsidiarios, procederá a inscribirla en el programa anual de Normalización de PEMEX. Sin embargo, esta norma se debe revisar y actualizar, al menos cada 5 años o antes, si las sugerencias y recomendaciones de cambio lo ameritan. 5. REFERENCIAS Y NORMATIVIDAD 5.1 NOM-001-SEMARNAT Límites máximos permisibles de contaminantes en las descargas residuales en aguas y bienes nacionales. 5.2 NOM-014-STPS Exposición laboral a presiones ambientales anormales Condiciones de seguridad e higiene.

11 5.3 NOM-008-SECRE Control de corrosión externa en tuberías de acero enterradas y/o sumergidas. 5.4 NRF-001-PEMEX Tubería de acero para recolección y transporte de hidrocarburos. 5.5 NRF-004-PEMEX Protección con recubrimientos anticorrosivos a instalaciones superficiales de ductos. 5.6 NRF-009-PEMEX Identificación de productos transportados por tubería o contenidos en tanques de almacenamiento. 5.7 NRF-013-PEMEX Diseño y evaluación de líneas submarinas en el Golfo de México. 5.8 NRF-026-PEMEX Protección con recubrimientos anticorrosivos para tuberías enterradas y/o sumergidas. 5.9 NRF-030-PEMEX Diseño, construcción, inspección y mantenimiento de ductos terrestres para transporte y recolección de hidrocarburos NRF-032-PEMEX Sistemas de Tubería en Plantas Industriales - Diseño y Especificaciones de Materiales NRF-043-PEMEX Acercamiento y amarre de embarcaciones a instalaciones costa afuera NRF-047-PEMEX Diseño, instalación y mantenimiento de los sistemas de protección catódica NRF-053-PEMEX-2006 Sistemas de protección anticorrosiva a base de recubrimientos para instalaciones superficiales 5.14 NRF-084-PEMEX Electrodos para soldadura para los sistemas de ductos e instalaciones relacionadas NRF-096-PEMEX Conexiones y accesorios para ductos de recolección y transporte de hidrocarburos NRF-211-PEMEX Válvulas de compuerta y bola en líneas de transporte de hidrocarburos NMX-B Capacitación, calificación y certificación de personal de ensayos no destructivos.

12 6. DEFINICIONES 6.1 Alineamiento. Trayectoria en la cual la tubería queda localizada. 6.2 Check-list. Lista de verificación empleada para la revisión física y documental de embarcaciones y equipos. 6.3 Contratista. Persona física o moral que realiza contratos de obra pública. 6.4 Cuello de ganso. Parte del sistema de un ducto marino formado con tubería, junta aislante y codos que unen al ducto ascendente con la trampa de diablos. 6.5 Curva de expansión. Componente de la tubería submarina formada principalmente por codos y tramos rectos en forma de L o Z, diseñada para absorber las elongaciones térmicas o mecánicas, que une el ducto ascendente con la línea regular. 6.6 Draga de arrastre o de volteo.- Este tipo de draga es utilizado antes de tender la tubería, sólo requiere de un sistema para localizar el arado, dinamómetros para el control de tensiones del cable de arrastre, profundímetros para establecer la dimensión de la zanja realizada, sonar para detectar tuberías existentes. Este tipo de arado se utiliza para terrenos o suelos medio compactos a compactos. 6.7 Draga de arrastre de chiflón de aire o con bombas de lodos.- Estos tipos de arados son empleados para dragar tuberías ya instaladas, requieren de un sistema localizador del arado, dinamómetros para el cable de arrastre, rodillos laterales y horizontales, profundímetros para establecer las dimensiones de la zanja, sonar para detectar tuberías existentes. Este equipo es utilizado en terrenos medio compactos. 6.8 Draga hidráulica con ruedas dentadas giratorias.- Este tipo de arado se utiliza para dragar tuberías ya instaladas, requiriendo de dinamómetros para establecer las cargas de arrastre y laterales sobre la tubería, profundímetros para establecer las dimensiones de la zanja y sonar para detectar tuberías existentes. Este tipo de arado es empleado para dragar suelos compactos. 6.9 Draga hidráulica de turbina.- Este tipo de draga es utilizado en tuberías ya instaladas, requiere de un sistema robotizado para el control y posicionamiento del equipo, localizador de tuberías existentes (sonar), profundímetros para detectar el perfil de la zanja y paletas removedoras de material, calibradas al diámetro y espesor de la tubería. Este tipo de draga es utilizado en suelos no compactos Draga de almeja.- Este tipo de equipo es utilizado para dragar en aguas poco profundas (arribo a las playas o las costas), es utilizada para trabajar en suelos suaves y compactos antes de tender la tubería; sólo requiere de un equipo de posicionamiento, sonar para detectar otras tuberías y el perfil de la zanja.

13 6.11 Dragado. Proceso mediante el cual la tubería es enterrada en el lecho marino Ducto ascendente. Componente del ducto submarino que une a la curva de expansión con el cuello de ganso Elementos estructurales. Soportan tanto las cargas estáticas como dinámicas de la tubería, conexiones y equipo en la cubierta de la plataforma Embarcación de tendido e instalación. Artefacto Naval y/o barco con la cual se realiza el tendido de la tubería y la instalación de las curvas de expansión, ductos ascendentes, cuellos de ganso, además de las interconexiones en cubierta de plataformas y submarinas Equivalente. Documento normativo nacional o extranjero (Norma, Código, Especificación, Estándar o Práctica Recomendada) que no es Norma Oficial Mexicana (NOM), Norma Mexicana (NMX), o Norma Internacional (ISO o IEC) y que regula como mínimo, los parámetros y conceptos que se requieren evaluar y que se establecen como requisitos en la norma de referencia, además de valores y características (físicas, químicas, fisicoquímicas, mecánicas o de cualquier naturaleza) iguales a las del documento normativo al que se hace referencia Estudios geofísicos. Estudios que determinan las condiciones topográficas y de sedimentos del fondo marino, así como las características estructurales y fallas poco profundas Estudios geotécnicos. Estudios que determinan características físicas y mecánicas de los suelos que forman el fondo marino Hot tapping: Es la acción de barrenar un ducto sin interrumpir el servicio, para la instalación de una interconexión (perforación en línea caliente) Ingeniería de Proyecto. Conjunto de planos, dibujos, normas, especificaciones y requisiciones de materiales, que definen el tipo de obra a desarrollar y construir Interconexión sobre cubierta: Se consideran interconexiones sobre cubierta, todos los arreglos de tuberías y equipos que se conectan entre sí después de la válvula de seccionamiento (lado producción) de una trampa de diablos (cabezales de prueba, producción, trampas de diablos, separadores, quemadores, equipos de bombeo y compresión, paquetes de regulación, endulzadoras, equipos de medición) Interconexión submarina: Se consideran interconexiones submarinas, todas las instalaciones por debajo del nivel medio del mar que se conectan entre sí (curva de expansión, ducto ascendente, disparo, cabezal submarino) al extremo de la línea regular, ó un disparo previamente instalado en otra línea mediante la realización de hot-tapping cuando el ducto esta en operación.

14 6.22 Junta aislante. Accesorio utilizado para aislar eléctricamente el sistema de protección catódica de la plataforma del sistema de la línea regular Procedimiento. Documento en el cual se detalla el proceso de realizar un trabajo o fase de construcción, instalación o reparación mediante actividades secuenciales Recuperación de tubería. Procedimiento por medio del cual la tubería es recuperada del fondo marino, para continuar con las operaciones de tendido o para la instalación de algún elemento del sistema, o desmantelamiento de ductos fuera de operación Soldadura hiperbárica. Acción de soldar en un ambiente artificial seco con una presión igual a la profundidad a la cual se esté realizando esta actividad, con una mezcla de aire-helio Soportería. Apoyos de los ductos ascendentes, como son las abrazaderas para guía y anclaje Supervisor. Es la persona que auxilia técnicamente al Residente de obra, con las funciones que para tal efecto señala el Reglamento de la Ley de Obras Publicas y Servicios relacionados con las mismas, con independencia de los que, en su caso, se pacten en el contrato de supervisión Tendido de tubería. Proceso mediante el cual el ducto es instalado sobre el lecho marino Zona de mareas y oleajes (ZMO). Zona entre las elevaciones de -3,048 m (-10 pies) y +4,572 m (15 pies) medidos a partir del NMM. 7. SIMBOLOS Y ABREVIATURAS. API Instituto Americano del Petróleo (American Petroleum Institute ) ASME Sociedad Americana de Ingenieros Mecánicos (American Society of Mechanical Engineers) ASNT Sociedad Americana para Pruebas no Destructivas (American Society for Nondestructive Testing) ASTM Sociedad Americana para Pruebas de Materiales (American Society of Testing and Materials) AWS Sociedad Americana de Soldadura (American Welding Society) BPD Barco de posicionamiento dinámico EWF Federación Europea de Soldadura (European Welding Federation)

15 Ci Curies D Diámetro nominal de la tubería De Diámetro exterior DI Diámetro interior D.N. Diámetro nominal. EMA Entidad Mexicana de Acreditación EPA Agencia de Protección Ambiental Fy Esfuerzo a la fluencia GPS Sistema de Posicionamiento Global HRb Dureza Rockwell B HRc Dureza Rockwell C ISO Organización Internacional de Normalización MMPCD Millones de pies cúbicos por día NMX Norma Mexicana P.C.M. Pies cúbicos por minuto PD Posicionamiento dinámico RP Práctica recomendada SNT-TC-1A Práctica recomendada para certificación y calificación de personal para pruebas no destructivas st VOC Segundo Espesor de la tubería Componentes orgánicos volátiles

16 8. CONSTRUCCIÓN, INSTALACIÓN Y DESMANTELAMIENTO DE DUCTOS SUBMARINOS A continuación se describen todos los documentos, equipos, requisitos y actividades que el contratista debe desarrollar y cumplir a satisfacción de Pemex a menos que se especifique quien lo debe de cumplir. 8.1 Documentación El contratista antes del inicio de los trabajos de construcción de un ducto marino, debe tener a bordo de la embarcación o en el sitio de la obra la siguiente documentación: contrato, ingeniería del proyecto, plan de calidad, planes de contingencia y los procedimientos constructivos para cada una de las fases a desarrollar, revisados y aprobados por PEMEX Procedimientos constructivos Se debe entregar como mínimo los siguientes procedimientos para su revisión, que apliquen conforme al proyecto, al personal de Pemex designado para supervisar la obra: a) Procedimiento de soldadura. b) Procedimiento de calificación de soldadores. c) Procedimiento de relevado de esfuerzos. d) Procedimientos de pruebas no destructivas. e) Procedimientos de reparación de soldadura. f) Procedimiento de inspección de materiales y equipos. g) Procedimiento de posicionamiento GPS. h) Procedimiento de buceo de construcción. i) Procedimientos de inspección subacuática. j) Procedimientos de tendido de línea regular submarina. k) Procedimiento de recuperación de tubería. l) Procedimiento de izaje/descenso de línea submarina. m) Procedimiento de fabricación e instalación de abrazaderas y defensas. n) Procedimiento de fabricación e instalación de elementos (Accesorios y tuberías) en plataforma. o) Procedimiento para aplicación de protección anticorrosiva y lastrado de tubería. p) Procedimiento para lastrado de codos para curva de expansión.

17 q) Procedimiento de fabricación e instalación de ducto ascendente y curva de expansión. r) Procedimiento de acolchonamiento en cruces de tubería o interconexiones submarinas. s) Procedimiento de dragado de línea regular submarina. t) Procedimiento de instalación de derivaciones o ramales (hot tapping). u) Procedimiento de interconexión submarina con líneas existentes. v) Procedimiento de empate submarino. w) Procedimiento de prueba hidrostática y limpieza del ducto submarino. x) Procedimiento de secado e inertizado del ducto submarino. y) Procedimiento de instalación de instrumentación control y fuerza. z) Procedimiento de recuperación de residuos aceitosos. a1) Procedimiento de embridajes y desembridajes de interconexiones. b1) Procedimiento de manejo y cuidado de los electrodos. c1) Procedimiento de desmantelamiento de un ducto submarino. d1) Plan de contingencia por PD de la embarcación BPD. 8.2 Embarcaciones Se debe entregar la documentación autorizada que acrediten los permisos de navegación y las características de la embarcación principal y de la embarcación de apoyo (chalán, remolcador, abastecedor, lancha de pasajeros, barco cisterna), con la finalidad de comprobar que cumplen con lo requerido para los trabajos de construcción, instalación o desmantelamiento de ductos submarinos, las cuales se describen en el anexo 12.1 de esta norma. Adicionalmente, debe entregar como mínimo la documentación de las embarcaciones que se describe a continuación: a) Certificado de clase. b) Certificado de Francobordo. c) Certificado de Arqueo. d) Certificado de Balsas Salvavidas. e) Planos de Seguridad y de Arreglo General, certificados por Casa Clasificadora o por Marina Mercante.
 Procedimiento de instalación de instrumentación control y fuerza. z) Procedimiento de recuperación de residuos aceitosos. a1) Procedimiento de embridajes y desembridajes de interconexiones.")
18 f) Dotación Mínima Seguridad. g) Cuadernillo de Estabilidad sellado por Marina Mercante, en caso de ser nacional. h) Certificado de Matrícula. i) Certificado de casco y maquinaria. j) Certificado de seguridad marítima. k) Seguros vigentes. l) Permisos de navegación, en caso de ser extranjera. m) Permisos en materia ambiental. Toda embarcación de construcción y embarcaciones auxiliares, deben apegarse a la normatividad establecida de seguridad industrial, respecto al acercamiento de embarcaciones a plataformas establecida en la norma de referencia NRF-043-PEMEX Equipo de construcción Se debe mantener en las embarcaciones o sitio de la obra, el equipo mínimo principal descrito en el anexo 12.1 de esta norma de acuerdo a la fase de construcción por ejecutar, más el que indique Pemex en las bases técnicas de licitación, en cantidad y en condiciones de operación, para efectuar los trabajos de construcción, instalación o desmantelamiento de un ducto submarino, los cuales deben tener sus certificados correspondientes de calibración vigentes. Los equipos que por sus características requieran realizárseles pruebas, estas deben efectuarse por el contratista en presencia del personal de Pemex para verificar sus condiciones de operación. 8.4 Materiales Todos los materiales permanentes deben ser nuevos y cumplir con las características y requisitos establecidos en las Normas de Referencia que se citan a continuación Tubería La tubería suministrada para la línea regular, curva de expansión, ducto ascendente, cuello de ganso e interconexiones submarinas, debe cumplir con la norma de referencia NRF-001-PEMEX El material de la tubería suministrada para ser instalada sobre cubierta de plataforma del lado de producción de la válvula de seccionamiento en trampa de

19 diablos, debe apegarse a lo permitido por la NRF-032-PEMEX No se permiten estibas tubo a tubo y deben utilizarse separadores de madera o de neopreno. Toda la tubería se debe manejar con equipo y accesorios que durante el embarque, traslado y almacenaje se eviten daños mecánicos. Los extremos de la tubería (biseles), deben protegerse con un sistema de protección mecánica que garantice su integridad, conforme lo señala la NRF-001-PEMEX La tubería suministrada, transportada y almacenada para ser instalada en los protectores de las interconexiones submarinas, defensa de ducto ascendente, abrazaderas para ducto ascendente y curva de expansión, cantiliver, plataformas de operación de válvulas y soportería en general, debe apegarse a las especificaciones API 5L Gr. B, ASTM A36, A53, A106 ó equivalentes Conexiones y accesorios Las conexiones y accesorios para línea regular como son: codos, bridas, tees, junta aislante, weldolet, thredolet, sockolet deben cumplir con las características y especificaciones indicados en la norma de referencia NRF-096- PEMEX Para el caso de las válvulas, estas deben cumplir con los requisitos establecidos en la norma de referencia NRF-211-PEMEX-2008, y no deben ser sometidas a prueba hidrostática antes de su instalación, si cuentan con su registro de prueba en fábrica, certificados de calidad y estampado API. Solo debe verificarse el funcionamiento de sus dispositivos de apertura y cierre Materiales consumibles Los materiales consumibles requeridos para la construcción del ducto y que forman parte de la instalación como son: la soldadura y los recubrimientos anticorrosivos, deben cumplir con las normas de referencia NRF-084- PEMEX y con las NRF-004-PEMEX-2003 y NRF-026-PEMEX-2008, respectivamente Documentación Se debe entregar la documentación de los materiales permanentes, los cuales deben ser como mínimo: a) Certificados de pruebas de fábrica. b) Certificados de calidad. c) Pedimento de importación, para materiales o equipos de procedencia extranjera. d) Factura.

20 Para tuberías y accesorios como bridas, codos, tees, weldolet, sockolet, thredolet, juntas aislantes, se debe entregar la documentación señalada en las normas de referencia NRF-001-PEMEX-2007 y NRF-096-PEMEX- 2010, respectivamente. Para los ánodos del sistema de protección catódica, se requiere la documentación establecida en la norma de referencia NRF-047-PEMEX Marcado, embalaje, transporte y almacenaje de tubería Para el manejo, transporte, carga y descarga de tubería, se deben apegar a las recomendaciones de las especificaciones API RP-5L1, API RP-5LW o equivalentes. 8.5 Personal técnico y profesionista El personal que se señala a continuación debe tener experiencia comprobable en trabajos de construcción e instalación o desmantelamiento de un ducto submarino, a fin de garantizar la calidad de la obra y seguridad de las instalaciones, así como la protección al medio ambiente y equilibrio ecológico Personal profesionista El profesionista designado por la contratista como responsable de los trabajos (representante), debe acreditar con documentos originales su especialidad en ingeniería, y comprobar su experiencia en trabajos de construcción costa afuera mediante:. a) Título.. b) Cédula profesional.. c) Currículum. d) Constancias de trabajo (contratos con compañías).. e) Capacitación (cursos) Personal técnico. El personal técnico designado por la contratista para llevar a cabo los trabajos de supervisión y ejecución de la obra, debe acreditar y comprobar su experiencia en trabajos de construcción costa afuera mediante:. a) Currículum. b) Constancias de trabajo (contratos con compañías).. c) Capacitación (cursos).

21 8.5.3 Personal de buceo El personal de buceo seleccionado para llevar a cabo los trabajos de supervisión y ejecución de la obra debe presentar su Currículum, acreditar su especialidad como Buzo Técnico o Especialista en buceo de superficie o de saturación mediante cursos de capacitación y último chequeo médico. Así mismo, el contratista debe presentar el dictamen de cumplimiento con los requisitos establecidos en la NOM-014-STPS-2000, emitido por la Secretaría del Trabajo y Previsión Social Personal de posicionamiento El personal de posicionamiento seleccionado para llevar a cabo los trabajos de posicionamiento de la obra debe presentar su Currículum y acreditar su experiencia en trabajos costa afuera Personal de inspección no destructiva El personal de inspección no destructiva encargado de tomar y revelar radiografías de uniones soldadas, debe presentar su Currículum y acreditar su especialidad como técnico Nivel I certificado por un técnico ASNT Nivel III, de acuerdo a la práctica recomendada SNT-TC-1A de la ASNT o de acuerdo a la NMX-B , y comprobar su experiencia en trabajos costa afuera. El personal de inspección no destructiva encargado de interpretar radiografías de uniones soldadas o efectuar evaluaciones de soldaduras mediante ultrasonido, así como de reportar resultados de la inspección, debe presentar su Currículum y acreditar su especialidad como técnico Nivel II certificado por un técnico ASNT Nivel III, de acuerdo a la práctica recomendada SNT-TC-1A de la ASNT o de acuerdo a la NMX-B , y comprobar su experiencia en trabajos costa afuera mediante registros de evaluaciones de soldaduras. 8.6 Procedimiento de soldadura. Soldadura por arco de metal blindado.
22 Procesos: Uno de los tipos más comunes de soldadura de arco es la soldadura manual con electrodo revestido (SMAW, Shielded Metal Arc Welding), que también es conocida como soldadura manual de arco metálico (MMA) o soldadura de electrodo. La corriente eléctrica se usa para crear un arco entre el material base y la varilla de electrodo consumible, que es de acero y está cubierto con un fundente que protege el área de la soldadura contra la oxidación y la contaminación por medio de la producción del gas CO 2 durante el proceso de la soldadura. El núcleo en sí mismo del electrodo actúa como material de relleno, haciendo innecesario un material de relleno adicional. El proceso es versátil y puede realizarse con un equipo relativamente barato, haciéndolo adecuado para trabajos de taller y trabajo de campo. Un operador puede hacerse razonablemente competente con una modesta cantidad de entrenamiento y puede alcanzar la maestría con experiencia. Los tiempos de soldadura son algo lentos, puesto que los electrodos consumibles deben ser sustituidos con frecuencia y porque la escoria, el residuo del fundente, debe ser retirada después de soldar. Además, el proceso es generalmente limitado a materiales de soldadura ferrosos, aunque electrodos especializados han hecho posible la soldadura del hierro fundido, níquel, aluminio, cobre, acero inoxidable y de otros metales. La soldadura de arco metálico con gas (GMAW), también conocida como soldadura de metal y gas inerte o por su sigla en inglés MIG (Metal inert gas), es un proceso semiautomático o automático que usa una alimentación continua de alambre como electrodo y una mezcla de gas inerte o semi-inerte para proteger la soldadura contra la contaminación. Como con la SMAW, la habilidad razonable del operador puede ser alcanzada con entrenamiento modesto. Puesto que el electrodo es continuo, las velocidades de soldado son mayores para la GMAW que para la SMAW. También, el tamaño más pequeño del arco, comparado a los procesos de soldadura de arco metálico protegido, hace más fácil hacer las soldaduras fuera de posición (ej, empalmes en lo alto, como sería soldando por debajo de una estructura). El equipo requerido para realizar el proceso de GMAW es más complejo y costoso que el requerido para la SMAW, y requiere un procedimiento más complejo de disposición. Por lo tanto, la GMAW es menos portable y versátil, y debido al uso de un gas de blindaje separado, no es particularmente adecuado para el trabajo al aire libre. Sin embargo, debido a la velocidad media más alta en la que las soldaduras pueden ser terminadas, la GMAW es adecuada para la soldadura de producción. El proceso puede ser aplicado a una amplia variedad de metales, tanto ferrosos como no ferrosos.
23 Un proceso relacionado, la soldadura de arco de núcleo fundente (FCAW), usa un equipo similar pero utiliza un alambre que consiste en un electrodo de acero rodeando un material de relleno en polvo. Este alambre nucleado es más costoso que el alambre sólido estándar y puede generar humos y/o escoria, pero permite incluso una velocidad más alta de soldadura y mayor penetración del metal. La soldadura de arco, tungsteno y gas (GTAW), o la soldadura de tungsteno y gas inerte (TIG) (también a veces designada erróneamente como soldadura heliarc), es un proceso manual de soldadura que usa un electrodo de tungsteno no consumible, una mezcla de gas inerte o semi-inerte, y un material de relleno separado. Especialmente útil para soldar materiales finos, este método es caracterizado por un arco estable y una soldadura de alta calidad, pero requiere una significativa habilidad del operador y solamente puede ser lograda en velocidades relativamente bajas. La GTAW puede ser usada en casi todos los metales soldables, aunque es aplicada más a menudo a metales de acero inoxidable y livianos. Con frecuencia es usada cuando son extremadamente importantes las soldaduras de calidad, por ejemplo en bicicletas, aviones y aplicaciones navales. Un proceso relacionado, la soldadura de arco de plasma, también usa un electrodo de tungsteno pero utiliza un gas de plasma para hacer el arco. El arco es más concentrado que el arco de la GTAW, haciendo el control transversal más crítico y así generalmente restringiendo la técnica a un proceso mecanizado. Debido a su corriente estable, el método puede ser usado en una gama más amplia de materiales gruesos que el proceso GTAW, y además, es mucho más rápido. Puede ser aplicado a los mismos materiales que la GTAW excepto al magnesio, y la soldadura automatizada del acero inoxidable es una aplicación importante del proceso. Una variación del proceso es el corte por plasma, un eficiente proceso de corte de acero. La soldadura de arco sumergido (SAW) es un método de soldadura de alta productividad en el cual el arco se pulsa bajo una capa de cubierta de flujo. Esto aumenta la calidad del arco, puesto que los contaminantes en la atmósfera son bloqueados por el flujo. La escoria que forma la soldadura generalmente sale por sí misma, y combinada con el uso de una alimentación de alambre continua, la velocidad de deposición de la soldadura es alta. Las condiciones de trabajo están muy mejoradas sobre otros procesos de soldadura de arco, puesto que el flujo oculta el arco y casi no se produce ningún humo. El proceso es usado comúnmente en la industria, especialmente para productos grandes y en la fabricación de los recipientes de presión soldados.
24 Otros procesos de soldadura de arco incluyen la soldadura de hidrógeno atómico, la soldadura de arco de carbono, la soldadura de electroescoria, la soldadura por electrogas, y la soldadura de arco de perno. Soldadura por resistencia. La soldadura por puntos es un popular método de soldadura por resistencia usado para juntar hojas de metal solapadas de hasta 3 Mm de grueso. Dos electrodos son usados simultáneamente para sujetar las hojas de metal juntas y para pasar corriente a través de las hojas. Las ventajas del método incluyen el uso eficiente de la energía, limitada deformación de la pieza de trabajo, altas velocidades de producción, fácil automatización, y el no requerimiento de materiales de relleno. La fuerza de la soldadura es perceptiblemente más baja que con otros métodos de soldadura, haciendo el proceso solamente conveniente para ciertas aplicaciones. Es usada extensivamente en la industria de automóviles. Los carros ordinarios pueden tener varios miles de puntos soldados hechos por robots industriales. Un proceso especializado, llamado soldadura de choque, puede ser usado para los puntos de soldadura del acero inoxidable. Los métodos de soldadura por rayo de energía, llamados soldadura por rayo láser y soldadura con rayo de electrones, son procesos relativamente nuevos que han llegado a ser absolutamente populares en aplicaciones de alta producción. Los dos procesos son muy similares, diferenciándose más notablemente en su fuente de energía. La soldadura de rayo láser emplea un rayo láser altamente enfocado, mientras que la soldadura de rayo de electrones es hecha en un vacío y usa un haz de electrones. Ambas tienen una muy alta densidad de energía, haciendo posible la penetración de soldadura profunda y minimizando el tamaño del área de la soldadura. Ambos procesos son extremadamente rápidos, y son fáciles de automatizar, haciéndolos altamente productivos. Las desventajas primarias son sus muy altos costos de equipo (aunque éstos están disminuyendo) y una susceptibilidad al agrietamiento. Los desarrollos en esta área incluyen la soldadura de láser híbrido, que usa los principios de la soldadura de rayo láser y de la soldadura de arco para incluso mejores propiedades de soldadura.
25 Soldadura a gas Soldadura a gas de una armadura de acero usando el proceso de oxiacetileno. El proceso más común de soldadura a gas es la soldadura oxiacetilénica, también conocida como soldadura autógena o soldadura oxi-combustible. Es uno de los más viejos y más versátiles procesos de soldadura, pero en años recientes ha llegado a ser menos popular en aplicaciones industriales. Todavía es usada extensamente para soldar tuberías y tubos, como también para trabajo de reparación. El equipo es relativamente barato y simple, generalmente empleando la combustión del acetileno en oxígeno para producir una temperatura de la llama de soldadura de cerca de 3100 C. Puesto que la llama es menos concentrada que un arco eléctrico, causa un enfriamiento más lento de la soldadura, que puede conducir a mayores tensiones residuales y distorsión de soldadura, aunque facilita la soldadura de aceros de alta aleación. Un proceso similar, generalmente llamado corte de oxicombustible, es usado para cortar los metales. Otros métodos de la soldadura a gas, tales como soldadura de acetileno y aire, soldadura de hidrógeno y oxígeno, y soldadura de gas a presión son muy similares, generalmente diferenciándose solamente en el tipo de gases usados. Una antorcha de agua a veces es usada para la soldadura de precisión de artículos como joyería. La soldadura a gas también es usada en la soldadura de plástico, aunque la sustancia calentada es el aire, y las temperaturas son mucho más bajas.
26 Soldadura por resistencia La soldadura por resistencia implica la generación de calor pasando corriente a través de la resistencia causada por el contacto entre dos o más superficies de metal. Se forman pequeños charcos de metal fundido en el área de soldadura a medida que la elevada corriente (1.000 a A) pasa a través del metal. En general, los métodos de la soldadura por resistencia son eficientes y causan poca contaminación, pero sus aplicaciones son algo limitadas y el costo del equipo puede ser alto. Soldador de punto La soldadura por puntos es un popular método de soldadura por resistencia usado para juntar hojas de metal solapadas de hasta 3 mm de grueso. Dos electrodos son usados simultáneamente para sujetar las hojas de metal juntas y para pasar corriente a través de las hojas. Las ventajas del método incluyen el uso eficiente de la energía, limitada deformación de la pieza de trabajo, altas velocidades de producción, fácil automatización, y el no requerimiento de materiales de relleno. La fuerza de la soldadura es perceptiblemente más baja que con otros métodos de soldadura, haciendo el proceso solamente conveniente para ciertas aplicaciones. Es usada extensivamente en la industria de automóviles. Los coches ordinarios pueden tener varios miles de puntos soldados hechos por robots industriales. Un proceso especializado, llamado soldadura de choque, puede ser usado para los puntos de soldadura del acero inoxidable.
27 Como la soldadura de punto, la soldadura de costura confía en dos electrodos para aplicar la presión y la corriente para juntar hojas de metal. Sin embargo, en vez de electrodos de punto, los electrodos con forma de rueda, ruedan a lo largo y a menudo alimentan la pieza de trabajo, haciendo posible las soldaduras continuas largas. En el pasado, este proceso fue usado en la fabricación de latas de bebidas, pero ahora sus usos son más limitados. Otros métodos de soldadura por resistencia incluyen la soldadura de destello, la soldadura de proyección, y la soldadura de volcado. Soldadura por rayo de energía Los métodos de soldadura por rayo de energía, llamados soldadura por rayo láser y soldadura con rayo de electrones, son procesos relativamente nuevos que han llegado a ser absolutamente populares en aplicaciones de alta producción. Los dos procesos son muy similares, diferenciándose más notablemente en su fuente de energía. La soldadura de rayo láser emplea un rayo láser altamente enfocado, mientras que la soldadura de rayo de electrones es hecha en un vacío y usa un haz de electrones. Ambas tienen una muy alta densidad de energía, haciendo posible la penetración de soldadura profunda y minimizando el tamaño del área de la soldadura. Ambos procesos son extremadamente rápidos, y son fáciles de automatizar, haciéndolos altamente productivos. Las desventajas primarias son sus muy altos costos de equipo (aunque éstos están disminuyendo) y una susceptibilidad al agrietamiento. Los desarrollos en esta área incluyen la soldadura de láser híbrido, que usa los principios de la soldadura de rayo láser y de la soldadura de arco para incluso mejores propiedades de soldadura. Soldadura de estado sólido Como el primer proceso de soldadura, la soldadura de fragua, algunos métodos modernos de soldadura no implican derretimiento de los materiales que son juntados. Uno de los más populares, la soldadura ultrasónica, es usada para conectar hojas o alambres finos hechos de metal o termoplásticos, haciéndolos vibrar en alta frecuencia y bajo alta presión. El equipo y los métodos implicados son similares a los de la soldadura por resistencia, pero en vez de corriente eléctrica, la vibración proporciona la fuente de energía. Soldar metales con este proceso no implica el derretimiento de los materiales; en su lugar, la soldadura se forma introduciendo vibraciones mecánicas horizontalmente bajo presión. Cuando se están soldando plásticos, los materiales deben tener similares temperaturas de fusión, y las vibraciones son introducidas verticalmente. La soldadura ultrasónica se usa comúnmente para hacer conexiones eléctricas de aluminio o cobre, y también es un muy común proceso de soldadura de polímeros.
28 Otro proceso común, la soldadura explosiva, implica juntar materiales empujándolos juntos bajo una presión extremadamente alta. La energía del impacto plastifica los materiales, formando una soldadura, aunque solamente una limitada cantidad de calor sea generada. El proceso es usado comúnmente para materiales disímiles de soldadura, tales como la soldadura del aluminio con acero en cascos de naves o placas compuestas. Otros procesos de soldadura de estado sólido incluyen la soldadura de coextrusión, la soldadura en frío, la soldadura de difusión, la soldadura por fricción (incluyendo la soldadura por fricción-agitación en inglés Friction Stir Welding), la soldadura por alta frecuencia, la soldadura por presión caliente, la soldadura por inducción, y la soldadura de rodillo Calificación de los procedimientos de soldadura Antes de iniciar la operación de soldadura en el ducto, debe ser calificada la especificación del procedimiento de soldadura, para asegurar que las soldaduras tengan propiedades mecánicas de acuerdo a la especificación de la tubería. La calidad de la soldadura debe ser determinada por pruebas destructivas y no destructivas. Así mismo, la calificación del procedimiento de soldadura debe ser efectuada por un inspector acreditado por AWS o EWF. El procedimiento de soldadura para la línea regular debe ser calificado e incluir los diferentes parámetros que se enuncian en la tabla. En caso de cambio de alguna de las variables esenciales indicadas en la sección , se debe elaborar y calificar un nuevo procedimiento de soldadura. Para el caso de la curva de expansión, ducto ascendente, cuello de ganso, trampa de diablos e interconexiones sobre cubierta, el procedimiento de soldadura especificado debe ser calificado e incluir los diferentes parámetros que se indican en el Artículo 2 del ASME Sección IX ó equivalente. Para elementos estructurales, el procedimiento de soldadura especificado debe ser calificado e incluir los diferentes parámetros que se indican en el Capítulo 3 del AWS D1.1. En caso de cambio de alguna de las variables esenciales, se debe elaborar y calificar un nuevo procedimiento de soldadura. La información de cada procedimiento calificado debe ser anotada en registros que muestren los resultados completos de las pruebas del procedimiento. La calificación del procedimiento es responsabilidad del contratista y debe efectuarla un inspector de soldadura acreditado por la AWS o EWF, conforme a los criterios de aceptación establecidos dependiendo del servicio del ducto. Independientemente del servicio, el procedimiento de soldadura para la trampa de diablos se calificará con el criterio establecido para servicio amargo.
29 Inspección No Destructiva. Criterio de aceptación. Los criterios de aceptación de las pruebas no destructivas con inspección radiográfica se indican en la tabla siguiente. Para el caso de la calificación de las soldaduras de elementos estructurales, se debe aplicar el criterio de aceptación indicado en el capítulo 6 del AWS D Pruebas destructivas de soldadura. Para línea regular, e interconexiones submarinas, las pruebas destructivas de la soldadura se deben realizar en especímenes que deben ser cortados y preparados de acuerdo al API-STD 1104 sección 5.6 o equivalente. Para las pruebas destructivas de la soldadura de la curva de expansión, ducto ascendente, cuello de ganso, trampa de diablos e interconexiones en cubierta de plataforma, se debe cumplir con lo indicado en el ASME sección IX o equivalente, en lo referente al tipo, número y corte de especímenes, así como también su criterio de aceptación. Para servicio amargo, adicionalmente, se deben efectuar las pruebas de impacto Charpy, perfil de dureza y susceptibilidad al agrietamiento por hidrógeno inducido (HIC), conforme a los incisos , y de la norma de referencia NRF-001-PEMEX-2007, respectivamente. Pruebas no destructivas (PND) Como su nombre lo indica, las PND son pruebas o ensayos de carácter NO destructivo, que se realizan a los materiales, ya sean éstos metales, plásticos (polímeros), cerámicos o compuestos. Este tipo de pruebas, generalmente se emplea para determinar cierta característica física o química del material en cuestión. Las principales aplicaciones de las PND las encontramos en: Detección de discontinuidades (internas y superficiales). Determinación de composición química. Detección de fugas. Medición de espesores y monitoreo de corrosión. Adherencia entre materiales. Inspección de uniones soldadas. Las PND son sumamente importantes en él continúo desarrollo industrial. Gracias a ellas es posible, por ejemplo, determinar la presencia defectos en los materiales o en las soldaduras de equipos tales como recipientes a presión, en los cuales una falla catastrófica puede representar grandes pérdidas en dinero, vida humana y daño al medio ambiente.
30 Las principales PND se muestran en la siguiente Tabla, en la cual, se han agregado las abreviaciones en Inglés, ya que estás en México son comúnmente utilizadas. TIPO DE PRUEBA ABREVIACIÓN EN ABREVIACIÓN EN ESPAÑOL INGLÉS Inspección Visual IV VI Líquidos Penetrantes LP PT Pruebas Magnéticas, PM MT principalmente Partículas Magnéticas Ultrasonido UT UT Pruebas Radiográficas RX RT Pruebas Electromagnéticas, PE ET principalmente Corrientes Eddy Pruebas de Fuga PF LT Emisión Acústica EA AE Pruebas Infrarrojas PI IT Inspección visual La inspección visual (IV), es sin duda una de las Pruebas No Destructivas (PND) más ampliamente utilizada, ya que gracias a esta, uno puede obtener información rápidamente, de la condición superficial de los materiales que se estén inspeccionando, con el simple uso del ojo humano. Durante la IV, en muchas ocasiones, el ojo humano recibe ayuda de algún dispositivo óptico, ya sea para mejorar la percepción de las imágenes recibidas por el ojo humano (anteojos, lupas, etc.) o bien para proporcionar contacto visual en áreas de difícil acceso, tal es el caso de la IV del interior de tuberías de diámetro pequeño, en cuyo caso se pueden utilizar boroscopios, ya sean estos rígidos o flexibles, pequeñas videocámaras, etc. Es importante marcar que, el personal que realiza IV debe tener conocimiento sobre los materiales que esté inspeccionando, así como también, del tipo de irregularidades o discontinuidades a detectar en los mismos. Con esto, podemos concluir que el personal que realiza IV debe tener cierto nivel de experiencia en la ejecución de la IV en cierta aplicación (Por ejemplo, la IV de uniones soldadas). Líquidos penetrantes El método o prueba de líquidos penetrantes (LP), se basa en el principio físico conocido como "Capilaridad" y consiste en la aplicación de un líquido, con buenas características de penetración en pequeñas aberturas, sobre la superficie
31 limpia del material a inspeccionar. Una vez que ha transcurrido un tiempo suficiente, como para que el líquido penetrante recién aplicado, penetre considerablemente en cualquier abertura superficial, se realiza una remoción o limpieza del exceso de líquido penetrante, mediante el uso de algún material absorbente (papel, trapo, etc.) y, a continuación se aplica un líquido absorbente, comúnmente llamado revelador, de color diferente al líquido penetrante, el cual absorberá el líquido que haya penetrado en las aberturas superficiales. Por consiguiente, las áreas en las que se observe la presencia de líquido penetrante después de la aplicación del líquido absorbente, son áreas que contienen discontinuidades superficiales (grietas, perforaciones, etc.) En general, existen dos principales técnicas del proceso de aplicación de los LP: la diferencia entre ambas es que, en una se emplean líquidos penetrantes que son visibles a simple vista ó con ayuda de luz artificial blanca y, en la segunda, se emplean líquidos penetrantes que solo son visibles al ojo humano cuando se les observa en la oscuridad y utilizando luz negra o ultravioleta, lo cual les da un aspecto fluorescente. Estas dos principales técnicas son comúnmente conocidas como: Líquidos Penetrantes Visibles y Líquidos Penetrantes Fluorescentes. Cada una de estas, pueden a su vez, ser divididas en tres subtécnicas: aquellas en las que se utiliza líquidos removibles con agua, aquellas en las que se utiliza líquidos removibles con solvente y aquellas en las que se utilizan líquidos posemulsificables. Cada una de las técnicas existentes en el método de LP, tiene sus ventajas, desventajas y sensibilidad asociada. En general, la elección de la técnica a utilizar dependerá del material en cuestión, el tipo de discontinuidades a detectar y el costo Reparación y eliminación de imperfecciones de soldadura. Las imperfecciones de soldadura, a excepción de las grietas en el cordón de raíz o en los cordones de relleno, pueden ser reparadas. Las imperfecciones en el último cordón, excepto fracturas, pueden ser también reparadas conforme al procedimiento de reparación. Ninguna fractura debe repararse, en caso de presentarse debe eliminarse toda la junta cortando el carrete. Todas las reparaciones deben cumplir los criterios de aceptación para pruebas no destructivas señaladas en esta norma. Antes de hacer la reparación, los defectos deben ser completamente removidos hasta el metal limpio. Las escorias deben ser removidas con cepillo de alambre y/o disco abrasivo. Las soldaduras rechazadas deben ser reparadas o eliminadas conforme a lo indicado en el procedimiento de reparación. Las imperfecciones de soldadura reparadas deben ser nuevamente sometidas a inspección no destructiva. Una soldadura podrá ser reparada como máximo dos veces.
32 Recalificación del procedimiento de soldadura. Un nuevo procedimiento de soldadura debe ser establecido y recalificado cuando cambien cualquiera de las siguientes variables: a) Cambio en el proceso de soldadura. De gas a arco protegido (proceso de gas o soldadura de arco a otro proceso de gas u otra soldadura de arco), de manual a semiautomático o automático o combinación de éstos. b) Cambio en el material de los tubos. Grupos de ASTM o API o sus equivalentes, soldados a tuberías de especificación NRF-001-PEMEX-2007, acero al carbono, con límite elástico mínimo especificado de 289,58 MPa (42000 psi) y menor, más de 289,58 MPa (42000 psi) y menor de 448,16 MPa (65000 psi), mayor o igual a 448,16 MPa (65000 psi); además de comprobar la compatibilidad de las propiedades metalúrgicas del metal base y el de relleno, así como tratamientos térmicos y propiedades mecánicas. c) Cambio en el diseño de la junta. De ranura en "V" a ranura en "U", etc. El cambio en el ángulo del bisel o borde de la ranura, no es variable esencial del procedimiento especificado. d) Cambio en la posición. Para soldadura a tope solamente, un cambio de fija a rotada o viceversa. e) Cambio en el espesor de pared del tubo. Un cambio de grupo de espesor de pared a otro grupo. f) Cambio en el metal de aporte. De un grupo clasificado a otro g) Cambio de polaridad de corriente positiva a negativa. h) Cambio en el lapso de tiempo entre el cordón de fondeo y el segundo cordón. i) Cambio de sentido (de vertical ascendente a vertical descendente o viceversa). j) Cambio en el gas de protección y proporción del mismo. k) Cambio en el fundente de protección. l) Cambio en la velocidad de avance. m) Decremento en la temperatura de precalentamiento especificado. n) Adición de un tratamiento térmico o cambio en sus rangos de valores especificados.
33 ASPECTO Proceso Material DESCRIPCIÓN El proceso específico de soldadura de arco o el proceso de soldadura con gas, manual, semiautomático, automático o combinado. Materiales, tubos y conexiones de tuberías, API-SPEC-5L o equivalente, NRF-001-PEMEX-2007 y otros materiales de especificaciones ASTM o equivalente, aceros al carbono agrupados según el límite mínimo especificado a la fluencia 289,58 MPa ( psi) y menor, mayor de 289,58 MPa ( psi) y menor de 448,16 MPa ( psi); mayor o igual a 448,16 MPa ( psi); además de comprobar la compatibilidad de las propiedades metalúrgicas de los metales base y de relleno, tratamientos térmicos y propiedades mecánicas. Diámetro exterior pulg (mm) Menores de 2 3/8 60,32 2 3/8 a ,32 a 323,85 Mayores de ,85 Diámetro y espesor Espesor de pared pulg Menores de 3/16 3/16 a 3 4 Mayores de 3 4 (mm) 4,76 4,76 a 19,05 19,05 Diseño de junta Metal de aporte y número de cordones Características eléctricas o de flama Forma de la ranura y ángulo del bisel, tamaño de la cara de la raíz y abertura de la raíz o espacio entre miembros a tope. Forma y tamaño del cordón de soldadura. (Ver ) Tipo de respaldo en caso de que aplique. Tamaño y número de clasificación del metal de aporte, número mínimo y secuencia de cordones. Corriente y polaridad, voltaje y corriente para cada electrodo, varilla o alambre. Neutral, carburizante, oxidante, tamaño del orificio en antorcha tipo, para cada tamaño de varilla o alambre.
34 Posición Dirección de la soldadura Tiempo entre pasos Tipo de alineador Remoción de alineador Limpieza Pre y poscalentamiento Fundente y protector Velocidad de recorrido Dibujos y tablas Número de soldadores. Rolado o soldadura de posición fija. Vertical ascendente o descendente. Tiempo máximo entre terminación del cordón de fondeo y principio del segundo cordón; tiempo máximo entre la terminación del segundo cordón y el principio de otros cordones. Interno, externo, no se requiere. Después de completar 100 por ciento del fondeo. Herramientas motrices, herramientas de mano. Relevado de esfuerzos, métodos, temperatura, métodos de control de temperatura, fluctuación de temperatura ambiente. Tipo y tamaño. Centímetros por minuto (pulgadas por minuto). Dibujos por láminas separadas, mostrando la ranura y secuencia de los cordones de soldadura, junto con los datos tabulados según el diámetro y espesor de pared del tubo, el diseño de la junta, el metal de aporte, número de cordones y las características de la corriente eléctrica o de la flama. Así como es mencionado en el código API STD-1104 o equivalente, además todos los registros de o los procedimientos, deben ser iguales o semejantes a lo señalado en dicho código. Número de soldadores por junta. Temperatura entre pasos. Temperatura máxima entre el cordón anterior y el subsecuente.
35 CRITERIOS DE ACEPTACIO N DE PRUEBAS POR INSPECCIO N RADIOGRA FICA DEFECTO LINEA REGULAR E INTERCONEXIONES SUBMARINAS PARA SERVICIO AMARGO Y NO AMARGO CURVA DE EXPANSION, DUCTO ASCENDENTE, CUELLO DE GANSO, TRAMPAS DE DIABLOS Y TUBERI A DE PROCESO EN CUBIERTA DE PLATAFORMA EN AMBOS SERVICIOS FALTA DE PENETRACIO N (FP) Sin desalineamiento. Longitud individual no mayor de 25,4 mm (1 pulg) Longitud acumulada no mayor de 25.4 mm (1 pulg) en cualquierlongitud continua de 304,8 mm (12 pulg) Longitud acumulada no mayor del 8 por ciento de la longitud de la soldadura en cualquier soldadura menor de mm (12 pulg) de longitud. No se acepta CON DESALINEAMIENTO. Longitud individual no mayor de 50,8 mm (2 pulg). Longitud acumulada no mayor de 76,2 mm (3 pulg) en cualquier longitud de soldadura de 304,8 mm (12 pulg) Transversal. Longitud individual no mayor de 50,8 mm (2 pulg) Longitud acumulada no mayor de 50,8 mm (2 pulg) en cualquier longitud continúa de 304,8 mm (12 pulg) FALTA DE FUSION (FF) Longitud individual no mayor de 25,4 mm (1 pulg) Longitud acumulada no mayor de 25,4 mm (1 pulg) en cualquier longitud continua de. 304,8 mm (12 pulg) Longitud acumulada no mayor del 8 por ciento de la longitud total de la soldadura en cualquier soldadura menor de 304,8 mm (12 pulg) de longitud. No se acepta
36 TRASLAPE EN FRI O. Longitud individual no mayor de 50,8 mm (2 pulg) Longitud acumulada no mayor de 50,8 mm (2 pulg) en cualquier longitud continúa de 304,8 mm (12 pulg) Longitud acumulada no mayor de 8 por ciento de la longitud total de la soldadura. CONCAVIDAD EN LA RAIZ (CR) Aceptable cualquier longitud, si la densidad de la imagen radiográfica de la concavidad no excede la del metal base más delgado adyacente. Para áreas que no cumplen lo anterior es aplicable el criterio de quemadura. QUEMADURA (Q) Para tubería con diámetro exterior mayor que o igual a 60,3 mm (2,375 pulg). La dimensión máxima no mayor de 6,35 mm (0,25 pulg) y densidad de la imagen de la quemada no exceda el espesor del material base más delgado adyacente. La dimensión máxima no mayor al espesor de pared más delgado soldado y la densidad de la imagen de la quemada no mayor al metal base más delgado adyacente. La suma de las dimensiones máximas de quemadas separadas cuya densidad de imagen no sea mayor del metal base más delgado adyacente mayor de 12,7 mm (0,50 pulg) en cualquier longitud continua de soldadura de 304,8 mm (12 pulg.) No se acepta INCLUSIONES DE ESCORIA (IE) Para tuberi a con dia metro exterior mayor que o igual a 60.3 mm (2.375 ). Alargadas (IEE). La longitud de una IEE no sea mayor de. 50,8 mm (2 pulg) La longitud acumulada de IEE no sea mayor de 50,8 mm (2 pulg) en 304,8 mm (12 pulg) de longitud continua de soldadura. El ancho de un IEE no sea mayor de 1,588 mm (0,0625 pulg) Longitud individual Ancho individual 2,5 mm (3/32 pulg) y.33 t Longitud acumulada t en 12 t de longitud de la soldadura.
37 Para tubería con diámetro exterior mayor que o igual a 60,3 mm (2,375 pulg). Aisladas (IEA). La longitud acumulada de IEA no sea mayor de 12,7 mm (0,5 ) en 304,8 mm (12 pulg) de longitud continua de soldadura. El ancho de un IEA no sea mayor de mm (0,0625 pulg) Menos de cuatro IEA con ancho ma ximo de 3,75 mm (0,125 pulg) estén presentes en 304,8 mm (12 pulg) de longitud continua de soldadura. La longitud acumulada de IEE y IEA no sea mayor de 8 por ciento de la longitud de la soldadura. POROSIDAD (P) Individual (PI). El tamaño de un poro no sea mayor de 3,175 mm (0.125 pulg) El tamaño de un poro no sea mayor del 25 por ciento del espesor de pared más delgado de la junta. La distribución de la porosidad dispersa no sea mayor a las concentraciones indicadas en las figuras 1 y 2. La dimensión máxima es 0,20 t o, 3,175 mm (0.125 pulg) la que sea menor. Para tuberías de espesor menor a, 3,175 mm (0.125 pulg) el máximo número de poros es de 12 en mm (6 pulg) de soldadura. Agrupada (PA). La porosidad agrupada que ocurre en cualquier paso excepto el paso final debe cumplir con los criterios de PI. El diámetro de la PA no sea mayor de 12,7 mm (0,5 pulg) La longitud acumulada de la PA no sea mayor de 12,7 mm (0,5 pulg) en cualquier longitud continua de soldadura de 304,8 mm ( 12 pulg) Un poro individual no sea mayor de 1,588 mm (0,0625 pulg) en una agrupación.
38 Túnel (PT). La longitud de una indicación individual PT no sea mayor de. 12,7 mm (0,5 pulg) La longitud acumulada no sea mayor de 50,8 mm (2 pulg) en 304,8 mm (12 pulg) de longitud continua de soldadura. Indicaciones individuales, cada una mayor que 6,35 mm (0,25 pulg) de longitud, deben estar separadas por una distancia mínima de 50,8 mm (2 pulg). La longitud acumulada de todas las indicaciones no sea mayor de 8 por ciento de la longitud total de la soldadura. GRIETA (G) Las grietas deben ser consideradas un defecto cuando exista alguna de las condiciones siguientes: La grieta de cualquier tamaño o ubicación en la soldadura que no sea una grieta superficial de tipo cráter o bien una grieta de inicio. La grieta de tipo cráter superficial o de inicio con una longitud no mayor de 3,969 mm (5/32 pulg) NOTA: Grieta superficial tipo cráter o de inicio localizada en el punto de terminación del cordón de soldadura resultado de contracciones del metal de soldadura durante la solidificación. No se acepta SOCAVADOS INTERNOS Y EXTERNOS (SE, SI) La longitud acumulada de indicaciones de socavados externos e internos en cualquier combinación no debe ser mayor de 50,8 mm (2 pulg) en cualquier longitud continua de soldadura de 304,8 mm (12 pulg). La longitud acumulada de indicaciones de socavados externos e internos en cualquier combinación, no sea mayor de 1/6 de la longitud total de la soldadura. No se acepta ACUMULACION DE IMPERFECCIONES (AD) Excluyendo falta de penetración debido a desalineamiento y socavados. La longitud acumulada no sea mayor a 50,8 mm (2 pulg) en cualquier
39 longitud continua de soldadura de. 304,8 mm (12 pulg) La longitud acumulada de indicaciones no sea mayor de 8 por ciento de la longitud total de la soldadura. El origen de estos defectos pueden deberse a múltiples causas y varias de estas causas manifestarse en forma conjunta. Las causas más comunes son: La velocidad de avance al efectuar el cordón. Mal empleo de la técnica de soldadura (Habilidad del soldador si es técnica manual). Mala soldabilidad de los materiales a unir. Incorrecta elección del gas de protección. Aparición de elevados gradientes térmicos en la zona soldada. Mala preparación de la superficie que contendrá el cordón, etc. Entre los defectos más comúnmente encontrados en los cordones de soldadura tenemos: 1 Porosidad: Se usa para describir los huecos globulares, libre de todo material sólido, que se encuentran con frecuencia en los cordones de soldadura. En realidad, los huecos son una forma de inclusión que resulta de las reacciones químicas que tienen lugar durante la aplicación de la soldadura. Difieren de las inclusiones de escoria en que contienen gases y no materia sólida. Los gases que forman los huecos se derivan de los gases liberados por el enfriamiento del metal de la soldadura, como consecuencia de la reducción de solubilidad al descender la temperatura y de las reacciones químicas que tienen lugar dentro de la propia soldadura. Ejemplo de porosidad en soldadura.
40 2 Inclusiones de escoria: Son los óxidos no metálicos que se encuentran a veces en forma de inclusiones alargadas y globulares en los cordones de soldadura. Durante la formación del cordón y la subsiguiente solidificación del metal de la soldadura, tienen lugar varias reacciones químicas entre los materiales (fundente), o con la escoria producida. Algunos de los productos de dichas reacciones son compuestos no metálicos, solubles solo en cierto grado en el metal fundido. Debido a su menor densidad, tienden a buscar la superficie exterior del metal fundido, salvo que encuentren restricciones para ello. 3 Falta de fusión: Ejemplo de inclusión de escorias. Es el agrietamiento del metal de la soldadura. Tiene más probabilidades de ocurrir en la primera capa de soldadura que en cualquier otra parte, y de no repararse continuará pasando a las demás capas al ir siendo depositadas. Esta tendencia de continuar hacia las demás capas sucesivas se reduce considerablemente, o se elimina, con metal de soldadura austenítico. Cuando se encuentra el problema de agrietamiento de la primera capa de metal de la soldadura, pueden lograrse mejoras aplicando uno o más de las siguientes modificaciones: Modificar la manipulación del electrodo o las condiciones eléctricas, lo que cambiará el contorno o la composición del cordón. Disminuir la rapidez de avance, para aumentar el espesor del cordón, aportando con ello más metal de soldadura para resistir los esfuerzos que se están generando. Auxiliarse con precalentamiento, para modificar la intensidad del sistema de esfuerzos que está imponiendo.
41 Ejemplo de inclusión falta de fusión 4 Fisuras: El agrietamiento de las juntas soldadas. Ocurre por la presencia de esfuerzos en varias direcciones, localizados, que en algún punto rebasan la resistencia máxima del metal. Cuando se abren grietas durante la soldadura o como resultado de ésta, generalmente solo es aparente una ligera deformación de la pieza de trabajo. Después que se ha enfriado una junta soldada, hay más probabilidades de que ocurra cuando el material es duro o frágil. Un material dúctil soporta concentraciones de esfuerzo que pudieran ocasionar falla en un material duro o frágil. Ejemplo de fisuras 5 Penetración incompleta: Esta expresión se usa para describir la situación en que el metal depositado y el metal base no se funden en forma integral en la raíz de la soldadura. Puede ser ocasionada porque la cara de la raíz de la soldadura de ranura no alcance la temperatura de fusión a toda su altura, o porque el metal de la soldadura no llegue a la raíz de una soldadura de filete, y deje el hueco ocasionado por el puenteo del metal de la soldadura desde un miembro al otro.
42 Aunque la penetración incompleta puede deberse en unos cuantos casos a la falta de disolución de los óxidos e impurezas de la superficie, las condiciones de transmisión de calor que existen en la junta son una fuente más frecuente de este defecto. La penetración incompleta es indeseable, particularmente si la raíz de la soldadura está sujeta ya sea a tensión directa o a esfuerzos flexionantes. El área que no se funde permite concentraciones de esfuerzos que pueden resultar en fallas sin deformación apreciable. Ejemplo de falta de penetración 6 Socavamiento o mordedura: Se emplea este término para describir: a.- La eliminación por fusión de la pared de una ranura de soldadura en el borde de una capa o cordón, con la formación de una depresión marcada en la pared lateral en la zona a la que debe unirse por fusión la siguiente capa o cordón. b.- La reducción de espesor en el metal base, en la línea en la que se unió por fusión el último cordón de la superficie. El socavamiento en ambos casos se debe a la técnica empleada por el operador. Ciertos electrodos, una corriente demasiado alta, o un arco demasiado largo, pueden aumentar la tendencia al socavamiento. Ejemplo de socavamiento
43 7 Proyecciones: Son gotas de metal fundido propias del proceso, que no representan riesgo mecánico para el cordón a menos que sea excesiva su cantidad. Se deben principalmente a elevadas intensidades de trabajo y a una gran distancia del electrodo y la pieza. CONCLUSIONES DE ACEPTACION Ejemplo de proyecciones Grieta (G) DEFECTO Falta de penetración (FP) Quemaduras(Q) Socavado externo (SE) CRITERIO No se acepta No se acepta No se acepta Profundidad no mayor de 0,8 mm (1/32 pulg) o 12.5% del espesor de la pared del tubo, el que sea menor. Longitud acumulada no mayor de 50,8 mm (2 pulg) en 304,8 mm (12 pulg) de longitud continua de soldadura.
44 CLASIFICACION DE LOS METALES DE APORTE CONSTRUCCIÓN, INSTALACIÓN Y DESMANTELAMIENTO DE DUCTOS SUBMARINOS NRF-106-PEMEX-2010 Rev.: 0 Página 27 de 69 GRUPO ESPECIFICACIÓN AWS ELECTRODO 1 A5.1 E6010, E6011 A5.5 E7010, E A5.5 E8010, E8011, E A5.1 o A 5.5 E7015, E7016, E7018 A 5.5 E8015, E8016, E8018, E9018 A5.18 ER70S-2 5a A5.18 ER70S-6 A5.28 ER80S-D2 A5.28 ER90S-G 7 A5.20 E61T-GSb, E71T-GSb 8 A5.29 E71T8-K6 9 A5.29 E-9178-G Tipos de soldadura, diseño de junta y transición. Soldadura a tope. Las juntas soldadas a tope pueden ser con ranura tipo V sencilla, doble V o tipo J. Los diseños de juntas ilustradas anteriormente, o las combinaciones aplicables de éstos se deben utilizar para extremos de igual espesor. La transición entre extremos de espesor diferente puede lograrse biselando el espesor mediante un medio mecánico con equipo de corte o por medio de un carrete de transición, con diseño de junta aceptable. El carrete debe tener las características y propiedades de los tubos a unir y por lo menos la resistencia mínima especificada a la fluencia.
45 Los croquis anteriores ilustran las preparaciones aceptables para unir extremos de tubería con soldadura a tope que tienen diferente espesor de pared, materiales o resistencia mínima especificada a la fluencia. Cuando la resistencia mínima especificada a la fluencia de la tubería a unir es diferente, el metal de soldadura depositado debe tener propiedades mecánicas, por lo menos iguales a las del tubo que tenga la resistencia más alta. Diámetros interiores diferentes. Si los espesores de pared nominales de los extremos de los tubos no varían en más de 2,38 mm (3/32 pulg), no es necesario tratamiento especial alguno, siempre y cuando se logre penetración completa de la soldadura, ver croquis (a). Cuando la diferencia nominal interior sea mayor de 2,38 mm (3/32 pulg) y no haya acceso al interior del ducto para soldar, la transición debe hacerse con un corte cónico en el interior del extremo del tubo más grueso o bien utilizar piezas de transición de fábrica, ver croquis (b). El ángulo de conicidad no debe ser mayor de 30 grados ni menor de 14 grados. Para esfuerzos circunferenciales no superiores al 20 por ciento de la resistencia mínima especificada a la fluencia del tubo en servicios no amargos, cuando la diferencia nominal interior sea mayor de 2,38 mm (3/32 pulg) pero no exceda de la mitad del espesor de la pared del tubo más delgado y haya acceso al interior del tubo para soldar, la transición debe hacerse con una soldadura cónica, ver croquis (c). En servicios no amargos, cuando la diferencia nominal interior entre caras sea mayor del espesor de pared del tubo más delgado y haya acceso al interior del tubo para soldar, la transición puede efectuarse con un corte cónico por el interior del extremo del tubo más grueso (ver croquis b) o mediante una combinación de soldadura cónica hasta 0,5 veces el espesor de pared del tubo más delgado y luego un corte cónico a partir de ese punto, (ver croquis d). Diámetros exteriores diferentes. Cuando la diferencia exterior entre caras no exceda de la mitad del espesor de pared del tubo más delgado, la transición debe efectuarse mediante soldadura, ver croquis (e), siempre y cuando el ángulo de elevación de superficie de la soldadura no exceda de 30 grados y ambos bordes biselados tengan una fusión adecuada. Cuando haya una diferencia exterior entre caras que exceda la mitad del espesor de pared del tubo más delgado, esa diferencia entre caras en exceso de la mitad del espesor, debe biselarse cónicamente como indica el croquis (f). Diámetros interiores y exteriores diferentes. Cuando haya una diferencia tanto por el interior como por el exterior, el diseño de la junta debe ser como se indica en el croquis (g).en estas condiciones, se debe prestar atención particular al alineamiento apropiado.
46 Soldaduras de filete. Las soldaduras de filete pueden ser desde cóncavas hasta ligeramente convexas. Para fines de resistencia el tamaño de una soldadura de filete se mide como la longitud del cateto del mayor triángulo rectángulo de catetos iguales inscrito en la sección transversal de la soldadura, que cubre los detalles recomendados para las conexiones de bridas Precalentamiento. Los aceros al carbono que tienen un contenido de carbono mayor de 0,32 por ciento, o un carbono equivalente (C+1/4 Mn) mayor de 0,65 por ciento determinado por análisis de cuchara, deben precalentarse a la temperatura indicada por el procedimiento de soldadura. El precalentamiento también se requiere para aceros que tienen bajo contenido de carbono equivalente cuando el procedimiento de soldadura indica que la composición química, la temperatura ambiente y del metal, el espesor de pared del material o la geometría del extremo a soldar requieren de tal tratamiento para producir soldaduras satisfactorias Relevado de esfuerzos. Para los aceros al carbono que tienen un contenido de carbono mayor de 0.32 por ciento, o un carbono equivalente (C+1/4 Mn) mayor de 0,65 por ciento determinado por análisis de cuchara, se deben relevar de esfuerzos, así como para los aceros de bajo contenido de carbono o carbón equivalente cuando existen condiciones adversas como enfriamiento rápido de la soldadura. La temperatura de relevado de esfuerzos debe ser de 593 oc (1200 of) o mayor, para aleaciones de acero ferrítico. Los límites exactos de temperatura deben establecerse en la especificación del procedimiento. Para las soldaduras de las curvas de expansión, ducto ascendente, cuello de ganso, trampa de diablos e interconexiones sobre cubierta de plataforma, cuando el espesor sea mayor de 19,1 mm (0,750 pulg) se deben relevar esfuerzos, exceptuando el relevado en las soldaduras de unión de la junta aislante Calificación de soldadores Los soldadores deben calificarse de acuerdo con los procedimientos autorizados y para la obra a realizarse, los cuales debieron haber cumplido con los requisitos establecidos en Los soldadores deben ser calificados cada vez que cambien las condiciones o parámetros que sirvieron de base para la calificación. La calificación de los soldadores se efectuará por medio de pruebas de acuerdo a la sección 6 del API STD 1104, o a la sección IX del ASME, o sus equivalentes según corresponda de acuerdo al servicio amargo o no amargo. Los criterios de aceptación para la inspección radiográfica y para la inspección visual se indican en las tablas siguientes. La evaluación de la inspección radiográfica debe ser llevada a cabo por el personal de inspección no destructiva descrito en
47 8.6.3 Soldaduras de campo Los electrodos deben ser seleccionados de acuerdo con la tabla mostrada y la norma de referencia NRF-084-PEMEX- 2004, para proporcionar soldaduras con una resistencia igual o mayor a la resistencia de los tubos a unir y tener una composición química similar a la del metal base. La operación de soldado se debe proteger de las condiciones meteorológicas (lluvia, viento, polvo, humedad, etc.) que puedan ser perjudiciales para la soldadura. Durante el tendido de la línea regular, el alineamiento de los tubos de diámetro de 304,8 mm (12 pulg) y mayores, debe realizarse mediante alineadores interiores y este no debe de ser removido antes de que el paso de fondeo esté terminado al 100 por ciento y por lo menos aplicado el 50 por ciento del paso caliente. En el alineamiento de tubería de diámetro menores a 304,8 mm (12 pulg) y en los empates de todos los diámetros se debe utilizar alineadores exteriores tipo canasta, los cuales deben mantenerse hasta aplicar el fondeo en el 50 por ciento distribuido en toda la circunferencia del tubo. Los tubos se deben alinear alternando su costura longitudinal como mínimo a ± 30 grados a cada lado del eje vertical. La conexión eléctrica de tierra no debe soldarse a la tubería, así como tampoco debe realizarse sobre equipos de proceso instalados, como medio de continuidad eléctrica para cerrar el circuito con la pieza que se va a soldar. Todas las soldaduras de campo de ductos en línea regular se deben radiografiar al 100 por ciento con rayos X y con la técnica de inspección de pared sencilla (radial) o de pared doble (focal), en ductos de 203,2 mm (8 pulg) a mm (60 pulg) de diámetro, para obtener radiografías que cumplan con la sensibilidad establecida en el API STD 1104 o equivalente. Para las soldaduras de la curva de expansión, ducto ascendente, cuello de ganso, trampas de diablo e interconexiones sobre cubierta de plataforma, se debe radiografiar al 100 por ciento con el equipo de inspección de rayos X focal o rayos Gamma Iridio 192, cumpliendo con los requisitos del ASME sección V o su equivalente. La evaluación de la inspección radiográfica debe ser llevada a cabo por el personal de inspección no destructiva descrito en el inciso Se deben llevar los registros en los formatos correspondientes en cada una de las juntas de campo efectuadas.

48
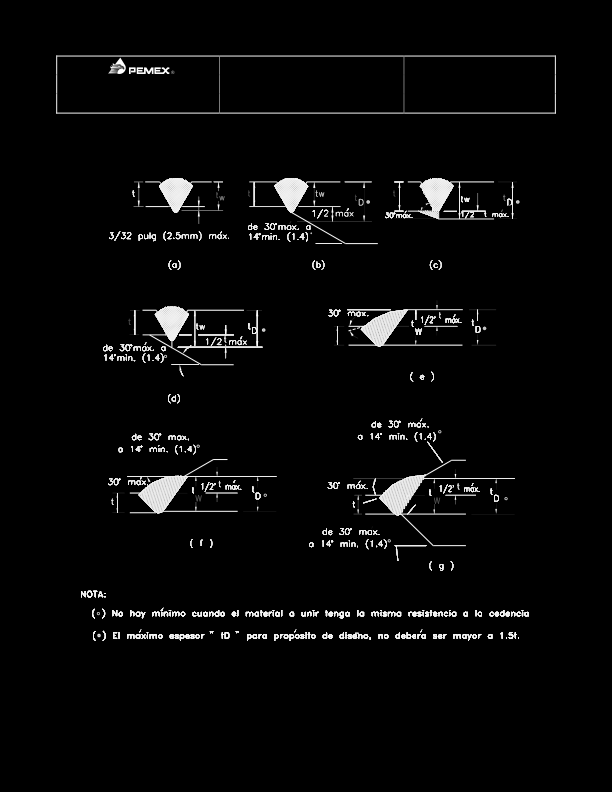
49

50
CAPÍTULO VI REDUCCIÓN DE COSTOS DE SOLDADURA. Las operaciones de soldadura al arco utilizan metales de
 181 CAPÍTULO VI REDUCCIÓN DE COSTOS DE SOLDADURA. Las operaciones de soldadura al arco utilizan metales de aportación que dependen de muchos factores económicos que están relacionados con la cantidad de
181 CAPÍTULO VI REDUCCIÓN DE COSTOS DE SOLDADURA. Las operaciones de soldadura al arco utilizan metales de aportación que dependen de muchos factores económicos que están relacionados con la cantidad de
Servicios Tecnológicos
 Corporación Mexicana de Investigación en Materiales, S.A. de C.V. Servicios Tecnológicos Ciencia y Tecnología No. 790, Col. Saltillo 400 25290 Saltillo, Coahuila; México. Introducción COMIMSAesuncentropúblicodeinvestigaciónauto
Corporación Mexicana de Investigación en Materiales, S.A. de C.V. Servicios Tecnológicos Ciencia y Tecnología No. 790, Col. Saltillo 400 25290 Saltillo, Coahuila; México. Introducción COMIMSAesuncentropúblicodeinvestigaciónauto
Soldaduras con arcos bajo gas protector con electrodo
 Soldaduras con arcos bajo gas protector con electrodo Información del curso Título: Soldaduras con arcos bajo gas protector con electrodo Código: GMC421 Objetivos Realizar soldaduras con arco bajo gas
Soldaduras con arcos bajo gas protector con electrodo Información del curso Título: Soldaduras con arcos bajo gas protector con electrodo Código: GMC421 Objetivos Realizar soldaduras con arco bajo gas
TIPOS DE SOLDADURA. Soldadura dura o fuerte. Soldadura débil. Forja o presión Fusión Inmersión Horno A gas con soplete Eléctrica
 SOLDADURA DEFINICIÓN Soldadura, en ingeniería, procedimiento por el cual dos o más piezas de metal se unen por aplicación de calor, presión, o una combinación de ambos, con o sin al aporte de otro metal,
SOLDADURA DEFINICIÓN Soldadura, en ingeniería, procedimiento por el cual dos o más piezas de metal se unen por aplicación de calor, presión, o una combinación de ambos, con o sin al aporte de otro metal,
CALCULO DE SOLDADURA TIPO DE SOLDADURA PROCESO CARACTERISTICAS FORJA (ELECTROPUNT0) INDUCCION
 INDUCCION") CALCULO DE SOLDADURA Por La como elemento de construcción de estructuras y piezas de maquina tiene especial importancia dado que permite obtener elementos livianos resistentes, económicos y seguros. Pero
CALCULO DE SOLDADURA Por La como elemento de construcción de estructuras y piezas de maquina tiene especial importancia dado que permite obtener elementos livianos resistentes, económicos y seguros. Pero
Tecnología Mecánica. Fac. de Ingeniería Univ. Nac. de La Pampa. Remoción de Material: Mecanizado No Tradicional
 Tecnología Mecánica Remoción de Material: Mecanizado No Tradicional Contenido Consideraciones de Aplicación 2 Introducción Mecanizado convencional: Formación de viruta por acción de una herramienta y esfuerzo
Tecnología Mecánica Remoción de Material: Mecanizado No Tradicional Contenido Consideraciones de Aplicación 2 Introducción Mecanizado convencional: Formación de viruta por acción de una herramienta y esfuerzo
Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco
 Modalidad: Duración: ON-LINE 60 horas SOLDADURA TIG OBJETIVO: Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco Describir la constitución de
Modalidad: Duración: ON-LINE 60 horas SOLDADURA TIG OBJETIVO: Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco Describir la constitución de
Procesos de Soldadura y sus diferentes metodologías y técnicas
 ANTECEDENTES: Procesos de Soldadura y sus diferentes metodologías y técnicas En los últimos 15 años se desarrollaron diferentes tecnologías productivas, donde la soldadura paso a ser la vanguardia en la
ANTECEDENTES: Procesos de Soldadura y sus diferentes metodologías y técnicas En los últimos 15 años se desarrollaron diferentes tecnologías productivas, donde la soldadura paso a ser la vanguardia en la
Mayo 2007. Instalaciones Solares Térmicas
 Mayo 2007 Guía Técnica Instalaciones Solares Térmicas Índice pag. 1. Objetivos del documento y campo de aplicación 1 2. Tipología de las instalaciones. Criterios generales de diseño 7 4. Esquemas hidráulicos
Mayo 2007 Guía Técnica Instalaciones Solares Térmicas Índice pag. 1. Objetivos del documento y campo de aplicación 1 2. Tipología de las instalaciones. Criterios generales de diseño 7 4. Esquemas hidráulicos
Fun ment n o t s o d e d R e R actore s y y Ce C nt n r t ales N uc leares Tem em 4 Concepto de Moderador, Moderador, R efrigerant e y e Reflect
 Fundamentos de Reactores y Centrales Nucleares Tema 4 Concepto de Moderador, Refrigerante y Reflector 1 de 94 Contenido del Tema 4.1 Introducción 4.2 Moderador. Función del moderador. 4.3 Reflector. Función
Fundamentos de Reactores y Centrales Nucleares Tema 4 Concepto de Moderador, Refrigerante y Reflector 1 de 94 Contenido del Tema 4.1 Introducción 4.2 Moderador. Función del moderador. 4.3 Reflector. Función
Clasificación del aluminio
 Clasificación del aluminio El aluminio puro es relativamente débil, por ello se han desarrollado diversas aleaciones con diversos metales como el cobre, magnesio, manganeso y zinc, por lo general, en combinaciones
Clasificación del aluminio El aluminio puro es relativamente débil, por ello se han desarrollado diversas aleaciones con diversos metales como el cobre, magnesio, manganeso y zinc, por lo general, en combinaciones
Entorno sobre la Normalización en México
 Entorno sobre la Normalización en México La Normalización es el proceso mediante el cual se regulan las actividades desempeñadas por los sectores tanto privado como público, en materia de salud, medio
Entorno sobre la Normalización en México La Normalización es el proceso mediante el cual se regulan las actividades desempeñadas por los sectores tanto privado como público, en materia de salud, medio
2.- PERFILES LAMINADOS EN CALIENTE. 2.1. Definición.
 2.- PERFILES LAMINADOS EN CALIENTE 2.1. Definición. El acero está compuesto por hierro y carbono en muy baja proporción (generalmente menos del 1%), así como pequeñas cantidades de algunos otros elementos
2.- PERFILES LAMINADOS EN CALIENTE 2.1. Definición. El acero está compuesto por hierro y carbono en muy baja proporción (generalmente menos del 1%), así como pequeñas cantidades de algunos otros elementos
Gama de gases para Soldadura y Corte ARCAL
 Gama de gases para Soldadura y Corte ARCAL ARCAL es una selección de gases de calidad superior sumamente apreciada por los soldadores profesionales. El método de fabricación permite mantener su calidad
Gama de gases para Soldadura y Corte ARCAL ARCAL es una selección de gases de calidad superior sumamente apreciada por los soldadores profesionales. El método de fabricación permite mantener su calidad
INGENIERÍA DE PROYECTOS 1913 DEPARTAMENTO DE INGENIERÍA QUÍMICA. 9o. NÚMERO DE HORAS/SEMANA Teoría 10 Práctica 10 CRÉDITOS 30
 INGENIERÍA DE PROYECTOS 1913 DEPARTAMENTO DE INGENIERÍA QUÍMICA UBICACIÓN SEMESTRE 9o. TIPO DE ASIGNATURA TEÓRICO-PRÁCTICA NÚMERO DE HORAS/SEMANA Teoría 10 Práctica 10 CRÉDITOS 30 INTRODUCCIÓN. Esta materia,
INGENIERÍA DE PROYECTOS 1913 DEPARTAMENTO DE INGENIERÍA QUÍMICA UBICACIÓN SEMESTRE 9o. TIPO DE ASIGNATURA TEÓRICO-PRÁCTICA NÚMERO DE HORAS/SEMANA Teoría 10 Práctica 10 CRÉDITOS 30 INTRODUCCIÓN. Esta materia,
Reglamento Particular
 Reglamento Particular de la Marca AENOR para tubos flexibles metálicos corrugados de seguridad y rosca para la conexión de aparatos que utilizan combustibles gaseosos Revisión 17 RP 53.08 Fecha 2015-03-23
Reglamento Particular de la Marca AENOR para tubos flexibles metálicos corrugados de seguridad y rosca para la conexión de aparatos que utilizan combustibles gaseosos Revisión 17 RP 53.08 Fecha 2015-03-23
Termostatos V2, V4 y V8 Control automático de temperatura 3.4.01-I ES-1. Características. Aplicaciones. Funciones. Diseño
 ES-1 Características Fuerza de cierre 200 N, 400 N y 800 N Para válvulas de calefacción y refrigeración Robusto y fiable Rangos de temperatura de 0 a 160ºC (-30 a 280ºC bajo pedido) Aplicaciones El control
ES-1 Características Fuerza de cierre 200 N, 400 N y 800 N Para válvulas de calefacción y refrigeración Robusto y fiable Rangos de temperatura de 0 a 160ºC (-30 a 280ºC bajo pedido) Aplicaciones El control
IDEAL PARA EL ALUMINIO Y EL ACERO INOXIDABLE
 Soldadura TIG LA SOLDADURA TIG ES UNO DE LOS MÉTODOS MÁS EFICACES Y QUE MÁS CALIDAD APORTA EN LA UNIÓN DE LOS EMPLEADOS EN LA FABRICACIÓN DE ELEMENTOS METÁLICOS. DE HECHO, SE APLICA EN UNIONES DE JUNTAS
Soldadura TIG LA SOLDADURA TIG ES UNO DE LOS MÉTODOS MÁS EFICACES Y QUE MÁS CALIDAD APORTA EN LA UNIÓN DE LOS EMPLEADOS EN LA FABRICACIÓN DE ELEMENTOS METÁLICOS. DE HECHO, SE APLICA EN UNIONES DE JUNTAS
CONSEJO DE NORMALIZACIÓN Y CERTIFICACIÓN DE COMPETENCIA LABORAL NORMAS TÉCNICAS DE COMPETENCIA LABORAL
 I. Datos Generales de la Calificación CTVC0041.02 Título Construcción de redes de telecomunicaciones Propósito Esta calificación se integra por el conjunto de competencias laborales que se requieren para
I. Datos Generales de la Calificación CTVC0041.02 Título Construcción de redes de telecomunicaciones Propósito Esta calificación se integra por el conjunto de competencias laborales que se requieren para
CARACTERÍSTICAS SOBRESALIENTES Alambre diseñado para doble protección, aplicable por proceso FCAW.
 SUPER COR NORMA A.W.S. A 5.20 CLASE E- 70T-1 ASME SFA 5.20 CARACTERÍSTICAS SOBRESALIENTES Alambre diseñado para doble protección, aplicable por proceso FCAW. Ideal para construcción pesada, en acero al
SUPER COR NORMA A.W.S. A 5.20 CLASE E- 70T-1 ASME SFA 5.20 CARACTERÍSTICAS SOBRESALIENTES Alambre diseñado para doble protección, aplicable por proceso FCAW. Ideal para construcción pesada, en acero al
Sistema TIG. Soldadura. Artículos de Seguridad Página 101. Herramientas eléctricas Página 112. Equipos Página 50. Soldaduras Página 47
 P R O C E S O Soldadura Sistema TIG Artículos de Seguridad Página 101 Herramientas eléctricas Página 112 Equipos Página 50 Soldaduras Página 47 Abrasivos Página 109 Accesorios para soldar Página 105 Gases
P R O C E S O Soldadura Sistema TIG Artículos de Seguridad Página 101 Herramientas eléctricas Página 112 Equipos Página 50 Soldaduras Página 47 Abrasivos Página 109 Accesorios para soldar Página 105 Gases
SOLDADURA POR RESISTENCIA ELÉCTRICA
 TEMA 21 SOLDADURA POR RESISTENCIA ELÉCTRICA Introducción. Bajo la denominación de soldadura por resistencia eléctrica (Electrical Resistance Welding ERW), se agrupan una serie de procesos donde el calor
TEMA 21 SOLDADURA POR RESISTENCIA ELÉCTRICA Introducción. Bajo la denominación de soldadura por resistencia eléctrica (Electrical Resistance Welding ERW), se agrupan una serie de procesos donde el calor
De acuerdo a las Titulaciones de la Mesa sectorial del Sena, el esquema para los diferentes procesos de Certificación sería el siguiente:
 De acuerdo a las Titulaciones de la Mesa sectorial del Sena, el esquema para los diferentes procesos de Certificación sería el siguiente: MANTENIMIENTO Y REPARACIÓN DE ARTEFACTOS A GAS El siguiente esquema
De acuerdo a las Titulaciones de la Mesa sectorial del Sena, el esquema para los diferentes procesos de Certificación sería el siguiente: MANTENIMIENTO Y REPARACIÓN DE ARTEFACTOS A GAS El siguiente esquema
Purgadores de cubeta invertida compactos SIB30, SIB30H y SIB45
 IM-P110-05 ST Issue 1 Purgadores de cubeta invertida compactos SIB30, SIB30H y SIB45 Instrucciones de instalación y mantenimiento 1. Información general de Seguridad 2. Información general del producto
IM-P110-05 ST Issue 1 Purgadores de cubeta invertida compactos SIB30, SIB30H y SIB45 Instrucciones de instalación y mantenimiento 1. Información general de Seguridad 2. Información general del producto
Tubería interior. Tubería interior
 TUBERÍA PREAISLADA ALB CON POLIURETANO (PUR) 1. Descripción Tubería Preaislada ALB flexible, para transporte de calor y frío en redes de distribución, tanto locales como de distrito, formada por una o
TUBERÍA PREAISLADA ALB CON POLIURETANO (PUR) 1. Descripción Tubería Preaislada ALB flexible, para transporte de calor y frío en redes de distribución, tanto locales como de distrito, formada por una o
DIRECCIÓN DEL PARQUE NACIONAL GALAPAGOS FORMULARIO DE INSPECCIÓN TÉCNICA AMBIENTAL
 1.- GESTIÓN DE RESIDUOS SÓLIDOS DATOS DE LA EMBARCACIÓN DIRECCIÓN DEL PARQUE NACIONAL GALAPAGOS FORMULARIO DE INSPECCIÓN TÉCNICA AMBIENTAL Nombre de la embarcación: Tonelaje de Registro Bruto (TRB): Nacionalidad:
1.- GESTIÓN DE RESIDUOS SÓLIDOS DATOS DE LA EMBARCACIÓN DIRECCIÓN DEL PARQUE NACIONAL GALAPAGOS FORMULARIO DE INSPECCIÓN TÉCNICA AMBIENTAL Nombre de la embarcación: Tonelaje de Registro Bruto (TRB): Nacionalidad:
CASCOS DE PROTECCIÓN PARA LA CABEZA
 Número de documento 25 de mayo de 2012 PÁGINA 1 DE 14 COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS SUBCOMITÉ TÉCNICO DE NORMALIZACIÓN DE PEMEX PETROQUÍMICA Esta norma cancela
Número de documento 25 de mayo de 2012 PÁGINA 1 DE 14 COMITÉ DE NORMALIZACIÓN DE PETRÓLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS SUBCOMITÉ TÉCNICO DE NORMALIZACIÓN DE PEMEX PETROQUÍMICA Esta norma cancela
Experiencia Mexicana
 I ng. Ybo Pul i do Sal daña Mayo de 2015 Aseguramiento de la calidad de los sistemas de calentamiento de agua, para uso doméstico, operados con energía solar y gas Experiencia Mexicana San José, Costa
I ng. Ybo Pul i do Sal daña Mayo de 2015 Aseguramiento de la calidad de los sistemas de calentamiento de agua, para uso doméstico, operados con energía solar y gas Experiencia Mexicana San José, Costa
Maestría Gerencia en Proyectos de Ductos. Anomalía Significativa. Defecto que pone en riesgo estructural al ducto durante operación.
 GLOSARIO DE TÉRMINOS Abolladura. Depresión en la superficie del tubo. Análisis de integridad. Es el análisis que se realiza para establecer criterios de severidad de defectos, requerimientos de inspección
GLOSARIO DE TÉRMINOS Abolladura. Depresión en la superficie del tubo. Análisis de integridad. Es el análisis que se realiza para establecer criterios de severidad de defectos, requerimientos de inspección
TEMA 11 PROCESOS DE CONFORMADO
 TEMA 11 PROCESOS DE CONFORMADO PROCESOS DE CONFORMADO CONFORMADO POR MOLDEO El proceso de moldeo Moldeo en arena Otras técnicas de moldeo Desmoldeo y Tratamientos posteriores FORJA LAMINACIÓN SOLDADURA
TEMA 11 PROCESOS DE CONFORMADO PROCESOS DE CONFORMADO CONFORMADO POR MOLDEO El proceso de moldeo Moldeo en arena Otras técnicas de moldeo Desmoldeo y Tratamientos posteriores FORJA LAMINACIÓN SOLDADURA
SOLDADURA DE LOS ACEROS INOXIDABLES
 UNIVERSIDAD DON BOSCO FACULTAD DE ESTUDIOS TECNOLÓGICOS CICLO II-15 SOLDADURAS INDUSTRIALES. COORDINACIÓN GUIA DE DE LABORATORIO ELÉCTRICA Y # MECÁNICA 8 Soldar platina de acero inoxidable con proceso
UNIVERSIDAD DON BOSCO FACULTAD DE ESTUDIOS TECNOLÓGICOS CICLO II-15 SOLDADURAS INDUSTRIALES. COORDINACIÓN GUIA DE DE LABORATORIO ELÉCTRICA Y # MECÁNICA 8 Soldar platina de acero inoxidable con proceso
BOILERS ELÉCTRICOS DE DEPOSITO LÍNEA BE
 Fabricantes de equipo original (OEM) BOILERS ELÉCTRICOS DE DEPOSITO LÍNEA BE Características generales - Ideales para el abastecimiento de agua caliente a temperatura controlada para grandes ó pequeños
Fabricantes de equipo original (OEM) BOILERS ELÉCTRICOS DE DEPOSITO LÍNEA BE Características generales - Ideales para el abastecimiento de agua caliente a temperatura controlada para grandes ó pequeños
DEPOSICIÓN DE ENERGÍA DIRIGIDA PROCESO DE FABRICACIÓN ADITIVA. Junio 2015
 DEPOSICIÓN DE ENERGÍA DIRIGIDA PROCESO DE FABRICACIÓN ADITIVA Junio 2015 1 ÍNDICE Proceso de fabricación por Deposición de Energía Dirigida 1. Introducción 2. Aplicaciones 1.1. Definición 1.2. Esquema
DEPOSICIÓN DE ENERGÍA DIRIGIDA PROCESO DE FABRICACIÓN ADITIVA Junio 2015 1 ÍNDICE Proceso de fabricación por Deposición de Energía Dirigida 1. Introducción 2. Aplicaciones 1.1. Definición 1.2. Esquema
6.4 Protección contra sobreintensidades
 6.4 Protección contra sobreintensidades 6.4.1 Aparamenta de baja tensión Definiciones Aparamenta de maniobra y protección 6.4.2 Protección de instalaciones Conceptos básicos 6.4.3 Fusible Principales características
6.4 Protección contra sobreintensidades 6.4.1 Aparamenta de baja tensión Definiciones Aparamenta de maniobra y protección 6.4.2 Protección de instalaciones Conceptos básicos 6.4.3 Fusible Principales características
Condiciones Límites de operación del servicio 2 1961 kpa @ 38 C
 Petróleos Mexicanos Comité de Normalización de Petróleos Mexicanos y Organismos Subsidiarios AVISO DE ACLARACIONES DE LA NORMA DE REFERENCIA NRF-032-PEMEX-2012 SISTEMAS DE TUBERIA EN PLANTAS INDUSTRIALES-DISEÑO
Petróleos Mexicanos Comité de Normalización de Petróleos Mexicanos y Organismos Subsidiarios AVISO DE ACLARACIONES DE LA NORMA DE REFERENCIA NRF-032-PEMEX-2012 SISTEMAS DE TUBERIA EN PLANTAS INDUSTRIALES-DISEÑO
Cuadro 38 Pemex Refinación: proceso de petróleo crudo en el Sistema Nacional de Refinación (miles de barriles diarios)
") Cuadro 38 Pemex Refinación: proceso de petróleo crudo en el Sistema Nacional de Refinación (miles de barriles diarios) Recibo de petróleo crudo 1 210 1 225 1 256 Variación de inventarios - 18-3 4 Proceso
Cuadro 38 Pemex Refinación: proceso de petróleo crudo en el Sistema Nacional de Refinación (miles de barriles diarios) Recibo de petróleo crudo 1 210 1 225 1 256 Variación de inventarios - 18-3 4 Proceso
Nombre del curso: INSTALACIONES DE GAS NATURAL
 Nombre del curso: INSTALACIONES DE GAS NATURAL Destinatarios: Ingenieros Electromecánico, Químicos, graduados de carreras afines. Fecha de inicio: Viernes, 12 de agosto de 2016 Modalidad: Presencial. Se
Nombre del curso: INSTALACIONES DE GAS NATURAL Destinatarios: Ingenieros Electromecánico, Químicos, graduados de carreras afines. Fecha de inicio: Viernes, 12 de agosto de 2016 Modalidad: Presencial. Se
Características Técnicas. Soldadora Proceso ARCO SMAW CD. Procesos de Suelda ARC (SMAW) TIG (GTAW)
 TIG (GTAW)") Soldadora Proceso ARCO SMAW CD Publicación ARCSMART Marzo 2011 Herreria. Manufactura. Educación y aprendizaje. Alto rendimiento en 110V CA Ofrece un alto rendimiento con alimentacion 110V, incluso con
Soldadora Proceso ARCO SMAW CD Publicación ARCSMART Marzo 2011 Herreria. Manufactura. Educación y aprendizaje. Alto rendimiento en 110V CA Ofrece un alto rendimiento con alimentacion 110V, incluso con
LA NORMATIVA OFICIAL MEXICANA EN EL SECTOR HIDRÁULICO. Sergio S. Volantin Robles Luis Gilberto Calvillo Rodríguez Juan Vicente Gomez Fuster
 LA NORMATIVA OFICIAL MEXICANA EN EL SECTOR HIDRÁULICO Sergio S. Volantin Robles Luis Gilberto Calvillo Rodríguez Juan Vicente Gomez Fuster Comisión Nacional del Agua Priv. Del Relox No 16 piso 1 ala norte
LA NORMATIVA OFICIAL MEXICANA EN EL SECTOR HIDRÁULICO Sergio S. Volantin Robles Luis Gilberto Calvillo Rodríguez Juan Vicente Gomez Fuster Comisión Nacional del Agua Priv. Del Relox No 16 piso 1 ala norte
TEMARIO DE CORROSIÓN BÁSICA. Sección 1. Capítulo 1 - Introducción
 TEMARIO DE CORROSIÓN BÁSICA Sección 1 Capítulo 1 - Introducción Definición de Corrosión 1:1 Formas Básicas de la Corrosión 1:1 Ejemplos de la Corrosión 1:2 Significado de la Corrosión 1:3 Costo de la Corrosión
TEMARIO DE CORROSIÓN BÁSICA Sección 1 Capítulo 1 - Introducción Definición de Corrosión 1:1 Formas Básicas de la Corrosión 1:1 Ejemplos de la Corrosión 1:2 Significado de la Corrosión 1:3 Costo de la Corrosión
ANEXO 2 ACCIONES QUE EL REGULADO DEBE EJECUTAR DURANTE EL TIEMPO DE VIDA DE SU PROYECTO
 ANEXO 2 ACCIONES QUE EL REGULADO DEBE EJECUTAR DURANTE EL TIEMPO DE VIDA DE SU PROYECTO 1. POLÍTICA: 1.1 El regulado debe implementar la política del sistema en materia de Seguridad Industrial, Seguridad
ANEXO 2 ACCIONES QUE EL REGULADO DEBE EJECUTAR DURANTE EL TIEMPO DE VIDA DE SU PROYECTO 1. POLÍTICA: 1.1 El regulado debe implementar la política del sistema en materia de Seguridad Industrial, Seguridad
LA INSPECCIÓN DE LA EMBARCACIÓN
 LA INSPECCIÓN DE LA EMBARCACIÓN CÓMO SUPERARLA CON ÉXITO Jesús Blanco López José Jaime Samaniego Navarro EDITORIAL PAIDOTRIBO ÍNDICE PRÓLOGO... IX PARTE I. ASPECTOS GENERALES DE LA INSPECCIÓN... 1 PANORAMA
LA INSPECCIÓN DE LA EMBARCACIÓN CÓMO SUPERARLA CON ÉXITO Jesús Blanco López José Jaime Samaniego Navarro EDITORIAL PAIDOTRIBO ÍNDICE PRÓLOGO... IX PARTE I. ASPECTOS GENERALES DE LA INSPECCIÓN... 1 PANORAMA
PERMISO DE ALMACENAMIENTO DE PETROLÍFEROS OTORGADO A PEMEX LOGÍSTICA
 PERMISO DE ALMACENAMIENTO DE PETROLÍFEROS Núm. PL/11041/ALM/2015 PERMISO DE ALMACENAMIENTO DE PETROLÍFEROS OTORGADO A PEMEX LOGÍSTICA Este Permiso definitivo de almacenamiento de petrolíferos autoriza
PERMISO DE ALMACENAMIENTO DE PETROLÍFEROS Núm. PL/11041/ALM/2015 PERMISO DE ALMACENAMIENTO DE PETROLÍFEROS OTORGADO A PEMEX LOGÍSTICA Este Permiso definitivo de almacenamiento de petrolíferos autoriza
BOLETÍN OFICIAL DEL ESTADO
 Núm. 113 Jueves 12 de mayo de 2011 Sec. III. Pág. 48352 III. OTRAS DISPOSICIONES MINISTERIO DE INDUSTRIA, TURISMO Y COMERCIO 8322 Resolución de 29 de abril de 2011, de la Dirección General de Industria,
Núm. 113 Jueves 12 de mayo de 2011 Sec. III. Pág. 48352 III. OTRAS DISPOSICIONES MINISTERIO DE INDUSTRIA, TURISMO Y COMERCIO 8322 Resolución de 29 de abril de 2011, de la Dirección General de Industria,
REVISIÓN: 04 FECHA: 2014-07-11 ITEM DESCRIPCIÓN ESPECIFICACIÓN
 PERNO PIN DE ACERO GALVANIZADO, ROSCA PLASTICA DE 50 mm,19 mm (3/4") x 305 mm (12"), 15 kv REVISIÓN: 04 1 MATERIAL Acero estructural de baja aleación laminada en caliente 1.1 Normas de fabricación y ensayos
PERNO PIN DE ACERO GALVANIZADO, ROSCA PLASTICA DE 50 mm,19 mm (3/4") x 305 mm (12"), 15 kv REVISIÓN: 04 1 MATERIAL Acero estructural de baja aleación laminada en caliente 1.1 Normas de fabricación y ensayos
UNIVERSIDAD DON BOSCO. FACULTAD DE ESTUDIOS TECNÓLÓGICOS TÉCNICO EN ING. MECANICA.
 UNIVERSIDAD DON BOSCO. FACULTAD DE ESTUDIOS TECNÓLÓGICOS TÉCNICO EN ING. MECANICA. CICLO - AÑO 02-2013 GUIA DE LABORATORIO # 9. Nombre de la Práctica: Corte por Plasma. Lugar de Ejecución: Taller de mecánica
UNIVERSIDAD DON BOSCO. FACULTAD DE ESTUDIOS TECNÓLÓGICOS TÉCNICO EN ING. MECANICA. CICLO - AÑO 02-2013 GUIA DE LABORATORIO # 9. Nombre de la Práctica: Corte por Plasma. Lugar de Ejecución: Taller de mecánica
Diplomado Ingeniería Petrolera para no Petroleros
 Diplomado Ingeniería Petrolera para no Petroleros Duración 120 horas Objetivo general: Proporcionar a los participantes una visión integral a ser caso de la función de la ingeniería petrolera en la exploración,
Diplomado Ingeniería Petrolera para no Petroleros Duración 120 horas Objetivo general: Proporcionar a los participantes una visión integral a ser caso de la función de la ingeniería petrolera en la exploración,
COMISIÓN FEDERAL DE ELECTRICIDAD
 COMISIÓN FEDERAL DE ELECTRICIDAD ALAMBRE Y CABLE DE ACERO CON RECUBRIMIENTO ABRIL 2003 REVISA Y SUSTITUYE A LA EDICIÓN DE JULIO 1999 MÉXICO 1 de 3 1 OBJETIVO Esta especificación establece las características
COMISIÓN FEDERAL DE ELECTRICIDAD ALAMBRE Y CABLE DE ACERO CON RECUBRIMIENTO ABRIL 2003 REVISA Y SUSTITUYE A LA EDICIÓN DE JULIO 1999 MÉXICO 1 de 3 1 OBJETIVO Esta especificación establece las características
COMPRESORES DE PISTÓN SECO PARA GASES INDUSTRIALES
 COMPRESORES DE PISTÓN SECO PARA GASES INDUSTRIALES La compañía TIGHT diseña y fabrica compresores de pistón seco para LPG, garantizando una instalación, un servicio y mantenimiento de bajo coste con la
COMPRESORES DE PISTÓN SECO PARA GASES INDUSTRIALES La compañía TIGHT diseña y fabrica compresores de pistón seco para LPG, garantizando una instalación, un servicio y mantenimiento de bajo coste con la
PORQUE TU SEGURIDAD TAMBIÉN DEPENDE DE TI.
 EXTIINTORES Pagina : 1/7 PORQUE TU SEGURIDAD TAMBIÉN DEPENDE DE TI. Ex equipos homologados. revisiones. Respe r Cumple las SEGURIIDAD CONTRA IINCENDIIOS-EXTIINTORES SEGURIDAD CONTRA INCENDIOS-EXTINTORES
EXTIINTORES Pagina : 1/7 PORQUE TU SEGURIDAD TAMBIÉN DEPENDE DE TI. Ex equipos homologados. revisiones. Respe r Cumple las SEGURIIDAD CONTRA IINCENDIIOS-EXTIINTORES SEGURIDAD CONTRA INCENDIOS-EXTINTORES
SISTEMAS DE EXTINCION
 SISTEMAS DE EXTINCION ASPECTOS GENERALES LosrequisitosdeesteRTQ7seránaplicablespara las edificaciones de la RTQ 2 y los grupos de ocupación definidos en la RTQ 3/2013, para la instalación de los sistemas
SISTEMAS DE EXTINCION ASPECTOS GENERALES LosrequisitosdeesteRTQ7seránaplicablespara las edificaciones de la RTQ 2 y los grupos de ocupación definidos en la RTQ 3/2013, para la instalación de los sistemas
MANTENCIÓN DE CALDERAS
 A través del presente artículo se desea llamar la atención sobre la importancia de realizar mantenciones periódicas a las calderas y a la vez describir los trabajos que en éstas deben ser considerados.
A través del presente artículo se desea llamar la atención sobre la importancia de realizar mantenciones periódicas a las calderas y a la vez describir los trabajos que en éstas deben ser considerados.
NORMATIVA EUROPEA JORNADA TÉCNICA NUEVO REGLAMENTO DE ALUMBRADO EXTERIOR
 Fernando Ibáñez Abaigar Presidente, Comité Español de Iluminación NORMATIVA EUROPEA JORNADA TÉCNICA NUEVO REGLAMENTO DE ALUMBRADO EXTERIOR INTRODUCCIÓN Dentro de las políticas integradas de producto a
Fernando Ibáñez Abaigar Presidente, Comité Español de Iluminación NORMATIVA EUROPEA JORNADA TÉCNICA NUEVO REGLAMENTO DE ALUMBRADO EXTERIOR INTRODUCCIÓN Dentro de las políticas integradas de producto a
CAPITULO 8 MEMORIA DE CALCULO PARA TANQUES DE 500000 BARRILES PARA ALMACENAMIENTO DE CRUDO.
 CAPITULO 8 MEMORIA DE CALCULO PARA TANQUES DE 500000 BARRILES PARA ALMACENAMIENTO DE CRUDO. BASES DE DISEÑO PRODUCTO CRUDO CODIGO DE DISEÑO API-650 EDICION DE 1993 TIPO DE TECHO FLOTANTE CON POTONES Y
CAPITULO 8 MEMORIA DE CALCULO PARA TANQUES DE 500000 BARRILES PARA ALMACENAMIENTO DE CRUDO. BASES DE DISEÑO PRODUCTO CRUDO CODIGO DE DISEÑO API-650 EDICION DE 1993 TIPO DE TECHO FLOTANTE CON POTONES Y
FACILIDADES DE PRODUCCION EN CAMPOS PETROLEROS
 FACILIDADES DE PRODUCCION EN CAMPOS PETROLEROS Dirigido a: Ingenieros junior, supervisores y personal del área técnica y administrativa de empresas petroleras o de servicios, que deseen ampliar sus conocimientos
FACILIDADES DE PRODUCCION EN CAMPOS PETROLEROS Dirigido a: Ingenieros junior, supervisores y personal del área técnica y administrativa de empresas petroleras o de servicios, que deseen ampliar sus conocimientos
MÁQUINAS DE ENVASADO EN BLÍSTER Y SERVICIOS QUE OFRECEN FLEXIBILIDAD Y ENVASES BLÍSTER EN UNA GRAN VARIEDAD DE MATERIALES.
 MÁQUINAS DE ENVASADO EN BLÍSTER Y SERVICIOS QUE OFRECEN FLEXIBILIDAD Y ENVASES BLÍSTER EN UNA GRAN VARIEDAD DE MATERIALES. 06 1. SOLUCIONES DE ENVASADO 07 1. SOLUCIONES DE ENVASADO MÁQUINAS DE ALTA CALIDAD
MÁQUINAS DE ENVASADO EN BLÍSTER Y SERVICIOS QUE OFRECEN FLEXIBILIDAD Y ENVASES BLÍSTER EN UNA GRAN VARIEDAD DE MATERIALES. 06 1. SOLUCIONES DE ENVASADO 07 1. SOLUCIONES DE ENVASADO MÁQUINAS DE ALTA CALIDAD
Programa Inspector de Equipos a Presión Junta Nacional (The National Board)
") Programa Inspector de Equipos a Presión Junta Nacional (The National Board) La Junta Nacional (The National Board) de Inspectores de Calderas y Recipientes a Presión 1055 Crupper Avenue Columbus, Ohio
Programa Inspector de Equipos a Presión Junta Nacional (The National Board) La Junta Nacional (The National Board) de Inspectores de Calderas y Recipientes a Presión 1055 Crupper Avenue Columbus, Ohio
CATALOGO EQUIPOS DE CORTE POR PLASMA MANUALES DE HYPERTHERM. FAMILIA POWERMAX
 CATALOGO EQUIPOS DE CORTE POR PLASMA MANUALES DE HYPERTHERM. FAMILIA POWERMAX Poligono Industrial Alcalde Caballero C/ Monasterio Descalzas Reales, 29 50.014 ZARAGOZA Tfno. 976475862 Fax 976475156 http://www.suministroscogullada.com
CATALOGO EQUIPOS DE CORTE POR PLASMA MANUALES DE HYPERTHERM. FAMILIA POWERMAX Poligono Industrial Alcalde Caballero C/ Monasterio Descalzas Reales, 29 50.014 ZARAGOZA Tfno. 976475862 Fax 976475156 http://www.suministroscogullada.com
Proyectos de Desarrollo Limpio en Pemex Exploración y Producción
 Proyectos de Desarrollo Limpio en Pemex Exploración y Producción Ing. Rogelio Morando Sedas Abril de 006 0 Contenido II. Desarrollo Sustentable en PEMEX III. Oportunidades Mecanismo de Desarrollo Limpio
Proyectos de Desarrollo Limpio en Pemex Exploración y Producción Ing. Rogelio Morando Sedas Abril de 006 0 Contenido II. Desarrollo Sustentable en PEMEX III. Oportunidades Mecanismo de Desarrollo Limpio
Ficha Pública de proyecto PROYECTO:
 Ficha Pública de proyecto Programa de estímulos a la Innovación 2014 PROYECTO: Integración de la tecnología investment casting en México para la producción de piezas en aceros inoxidables dúplex que demandan
Ficha Pública de proyecto Programa de estímulos a la Innovación 2014 PROYECTO: Integración de la tecnología investment casting en México para la producción de piezas en aceros inoxidables dúplex que demandan
PROGRAMA DE ESTUDIO. 64 4 4 0 8 Teórica ( X ) Presencial ( X ) Teórica-práctica ( ) Híbrida ( )
 Presencial ( X ) Teórica-práctica ( ) Híbrida ( )") PROGRAMA DE ESTUDIO Nombre de la asignatura: METALURGIA MECÁNICA Clave: MMF01 Ciclo Formativo: Básico ( ) Profesional ( ) Especializado ( X ) Fecha de elaboración: marzo 2015 Horas Horas Horas Horas de
PROGRAMA DE ESTUDIO Nombre de la asignatura: METALURGIA MECÁNICA Clave: MMF01 Ciclo Formativo: Básico ( ) Profesional ( ) Especializado ( X ) Fecha de elaboración: marzo 2015 Horas Horas Horas Horas de
6. Refino y obtención de productos 1/6
 6. Refino y obtención de productos 1/6 El petróleo, tal como se extrae del yacimiento, no tiene aplicación práctica alguna. Por ello, se hace necesario separarlo en diferentes fracciones que sí son de
6. Refino y obtención de productos 1/6 El petróleo, tal como se extrae del yacimiento, no tiene aplicación práctica alguna. Por ello, se hace necesario separarlo en diferentes fracciones que sí son de
ESPECIFICACIÓN TÉCNICA E.T. 12.04/1 CONECTORES ELÁSTICOS TIPO CUÑA PARA PUESTA A TIERRA
 ESPECIFICACIÓN TÉCNICA E.T. 12.04/1 CONECTORES ELÁSTICOS TIPO CUÑA PARA PUESTA A TIERRA FECHA DE APROBACIÓN: 09/04/02 E.T. 12.04/1-02/05/00 I N D I C E 1.- OBJETO...1 2.- CAMPO DE APLICACIÓN...1 3.- DESIGNACIÓN...1
ESPECIFICACIÓN TÉCNICA E.T. 12.04/1 CONECTORES ELÁSTICOS TIPO CUÑA PARA PUESTA A TIERRA FECHA DE APROBACIÓN: 09/04/02 E.T. 12.04/1-02/05/00 I N D I C E 1.- OBJETO...1 2.- CAMPO DE APLICACIÓN...1 3.- DESIGNACIÓN...1
Manual de Soldadura. Cortesia de: PROCESO CORTE PLASMA
 Manual de Soldadura Cortesia de: PROCESO CORTE PLASMA CORTE POR PLASMA DESCRIPCION DEL PROCESO El corte por plasma emplea una temperatura extremadamente alta, un arco constricto de alta velocidad que se
Manual de Soldadura Cortesia de: PROCESO CORTE PLASMA CORTE POR PLASMA DESCRIPCION DEL PROCESO El corte por plasma emplea una temperatura extremadamente alta, un arco constricto de alta velocidad que se
Uso de las Normas ASTM en Corporación aceros Arequipa S.A. Ing. Walter Gamonal Ruiz
 Uso de las Normas ASTM en Corporación aceros Arequipa S.A. Ing. Walter Gamonal Ruiz VISIÓN GENERAL 1. Introducción 2. Qué es una Norma? 3. Corporación Aceros Arequipa S.A. 4. Uso de Norma ASTM INTRODUCCIÓN
Uso de las Normas ASTM en Corporación aceros Arequipa S.A. Ing. Walter Gamonal Ruiz VISIÓN GENERAL 1. Introducción 2. Qué es una Norma? 3. Corporación Aceros Arequipa S.A. 4. Uso de Norma ASTM INTRODUCCIÓN
PREGUNTAS MÁS FRECUENTES Arrancadores suaves
 PREGUNTAS MÁS FRECUENTES Arrancadores suaves 1/5 Qué son los contactores principales? Los arrancadores suaves pueden instalarse con o sin un contactor principal. Un contactor principal: Puede ser necesario
PREGUNTAS MÁS FRECUENTES Arrancadores suaves 1/5 Qué son los contactores principales? Los arrancadores suaves pueden instalarse con o sin un contactor principal. Un contactor principal: Puede ser necesario
BIOCOMPOSTABLES OFF SHORE
 BIOCOMPOSTABLES OFF SHORE Ventas_biooffshore@outlook.com Teléfono Oficina: 938118 8206 Teléfono Celular: 981 166 0357 CD DEL CARMEN, CAMPECHE * Distribuidor exclusivo de la marca PRODUCTOS BIODEGRADABLES
BIOCOMPOSTABLES OFF SHORE Ventas_biooffshore@outlook.com Teléfono Oficina: 938118 8206 Teléfono Celular: 981 166 0357 CD DEL CARMEN, CAMPECHE * Distribuidor exclusivo de la marca PRODUCTOS BIODEGRADABLES
OXIACED LTDA. Nombre del producto Argón gaseoso Nombre químico Argón, Ar
 Página 1 de 7 1. PRODUCTO QUÍMICO E IDENTIFICACIÓN DE LA EMPRESA Nombre del producto Argón gaseoso Nombre químico Argón, Ar Estado Gas comprimido Número UN 2817 Fabricante Dirección Principal Calle 17
Página 1 de 7 1. PRODUCTO QUÍMICO E IDENTIFICACIÓN DE LA EMPRESA Nombre del producto Argón gaseoso Nombre químico Argón, Ar Estado Gas comprimido Número UN 2817 Fabricante Dirección Principal Calle 17
Recubrimientos electrolíticos
 Elementos de fijación. Norma EN ISO 4042 Información Técnica 1.- Objeto y cambio de aplicación. Esta norma internacional especifica requisitos dimensionales para elementos de fijación de acero o de aleación
Elementos de fijación. Norma EN ISO 4042 Información Técnica 1.- Objeto y cambio de aplicación. Esta norma internacional especifica requisitos dimensionales para elementos de fijación de acero o de aleación
CONCRETOS DE BAJA RETRACCIÓN: EL PRESENTE EN PISOS INDUSTRIALES Y EL FUTURO EN PAVIMENTOS VIALES
 CONCRETOS DE BAJA RETRACCIÓN: EL PRESENTE EN PISOS INDUSTRIALES Y EL FUTURO EN PAVIMENTOS VIALES Ing. Fredy A. Rodríguez V. Especialista en Ingeniería de Pavimentos Departamento de Soporte Técnico Cartagena
CONCRETOS DE BAJA RETRACCIÓN: EL PRESENTE EN PISOS INDUSTRIALES Y EL FUTURO EN PAVIMENTOS VIALES Ing. Fredy A. Rodríguez V. Especialista en Ingeniería de Pavimentos Departamento de Soporte Técnico Cartagena
NORMAS OCUPACIONALES EN EL ROL:
 PROGRAMA DE FORMACIÓN Y CERTIFICACIÓN DE COMPETENCIAS LABORALES NORMAS OCUPACIONALES EN EL ROL: CORTADOR TÉRMICO CON PROCESO PLASMA MANUAL PÁGINA 1 1. ÁREA DE COMPETENCIAS: Industria Metalúrgica 2. ÁREAS
PROGRAMA DE FORMACIÓN Y CERTIFICACIÓN DE COMPETENCIAS LABORALES NORMAS OCUPACIONALES EN EL ROL: CORTADOR TÉRMICO CON PROCESO PLASMA MANUAL PÁGINA 1 1. ÁREA DE COMPETENCIAS: Industria Metalúrgica 2. ÁREAS
NOM-017-STPS-2008 EQUIPO DE PROTECCION PERSONAL-SELECCION, USO Y MANEJO EN LOS CENTROS DE TRABAJO.
 NOM-017-STPS-2008 EQUIPO DE PROTECCION PERSONAL-SELECCION, USO Y MANEJO EN LOS CENTROS DE TRABAJO. 1 NOM-017-STPS-2008 Objetivo particular: El participante reconocerá el contenido de la NOM-017-STPS-2008,
NOM-017-STPS-2008 EQUIPO DE PROTECCION PERSONAL-SELECCION, USO Y MANEJO EN LOS CENTROS DE TRABAJO. 1 NOM-017-STPS-2008 Objetivo particular: El participante reconocerá el contenido de la NOM-017-STPS-2008,
De acuerdo a los requerimientos de las EDs 6.3 Peso neto aproximado 7 CERTIFICACIONES NOTA 4
 SECCIÓN 3: ESPECIFICACIONES TÉCNICAS DE MATERIALES Y EQUIPOS DEL SISTEMA DE DISTRIBUCIÓN VARILLA DE ANCLAJE DE ACERO GALVANIZADO, TUERCA Y ARANDELA, 16 mm (5/8") DE DIÁMETRO REVISIÓN: 01 FECHA: 2013-04-15
SECCIÓN 3: ESPECIFICACIONES TÉCNICAS DE MATERIALES Y EQUIPOS DEL SISTEMA DE DISTRIBUCIÓN VARILLA DE ANCLAJE DE ACERO GALVANIZADO, TUERCA Y ARANDELA, 16 mm (5/8") DE DIÁMETRO REVISIÓN: 01 FECHA: 2013-04-15
I. ARTÍCULO 25. EMPRESAS PRODUCTIVAS DEL ESTADO
 La reforma a los artículos 25, 27 y 28 de la Constitución Política de los Estados Unidos Mexicanos ( Reforma Energética ) es hoy, una realidad. La Reforma Energética contiene cambios estructurales trascendentales
La reforma a los artículos 25, 27 y 28 de la Constitución Política de los Estados Unidos Mexicanos ( Reforma Energética ) es hoy, una realidad. La Reforma Energética contiene cambios estructurales trascendentales
REHAU - SOLECT SISTEMAS DE ENERGÍA SOLAR TÉRMICA. Construcción Automoción Industria
 SISTEMAS DE ENERGÍA SOLAR TÉRMICA www.rehau.com.ar Construcción Automoción Industria SISTEMAS DE ENERGÍA SOLAR TÉRMICA REHAU De acuerdo al ritmo de la creciente demanda de energía a nivel mundial, se estima
SISTEMAS DE ENERGÍA SOLAR TÉRMICA www.rehau.com.ar Construcción Automoción Industria SISTEMAS DE ENERGÍA SOLAR TÉRMICA REHAU De acuerdo al ritmo de la creciente demanda de energía a nivel mundial, se estima
PROCESOS DE SOLDADURA POR ARCO. Soldadura por Arco Metalico & TIG/GTAW
 PROCESOS DE SOLDADURA POR ARCO Soldadura por Arco Metalico & TIG/GTAW CUADRO DE PROCESOS DE SOLDADURA PROCESO DE SOLDADURA POR ARCO La soldadura es reconocida en todo el mundo como un medio versatil de
PROCESOS DE SOLDADURA POR ARCO Soldadura por Arco Metalico & TIG/GTAW CUADRO DE PROCESOS DE SOLDADURA PROCESO DE SOLDADURA POR ARCO La soldadura es reconocida en todo el mundo como un medio versatil de
Plan Control de Calidad. CONTROL TÉCNICO Página 1
 CONTROL TÉCNICO Página 1 1. CONTROL DE CALIDAD CON ENTREGA DE MATERIALES Y POSTERIOR INSTALACIÓN. En este supuesto se realizarán las siguientes labores de control y apoyo técnico: 1 Presentación a la dirección
CONTROL TÉCNICO Página 1 1. CONTROL DE CALIDAD CON ENTREGA DE MATERIALES Y POSTERIOR INSTALACIÓN. En este supuesto se realizarán las siguientes labores de control y apoyo técnico: 1 Presentación a la dirección
DISPOSITIVOS ELÉCTRICOS DE CONTROL
 Unidad 1 DISPOSITIVOS ELÉCTRICOS DE CONTROL Objetivo: Interpretar los diagramas de control para sistemas electromecánicos. Contenido: 1.1 Introducción a los sistemas de control. 1.2 Simbología normalizada
Unidad 1 DISPOSITIVOS ELÉCTRICOS DE CONTROL Objetivo: Interpretar los diagramas de control para sistemas electromecánicos. Contenido: 1.1 Introducción a los sistemas de control. 1.2 Simbología normalizada
EU MEPS para motores eléctricos de baja tensión
 EU MEPS para motores eléctricos de baja tensión EU MEPS en breve El esquema EU MEPS (European Minimum Energy Performance Standard) establece niveles mínimos de rendimiento para los motores eléctricos introducidos
EU MEPS para motores eléctricos de baja tensión EU MEPS en breve El esquema EU MEPS (European Minimum Energy Performance Standard) establece niveles mínimos de rendimiento para los motores eléctricos introducidos
MEDICIÓN DE RESISTENCIA DE PUESTA A TIERRA
 MEDICIÓN DE RESISTENCIA DE PUESTA A TIERRA Generalidades El método comúnmente utilizado para evaluar la resistencia de puesta a tierra se conoce como el Método de Caída de Tensión, mostrado en la Fig.
MEDICIÓN DE RESISTENCIA DE PUESTA A TIERRA Generalidades El método comúnmente utilizado para evaluar la resistencia de puesta a tierra se conoce como el Método de Caída de Tensión, mostrado en la Fig.
CMT. CARACTERÍSTICAS DE LOS MATERIALES
 LIBRO: PARTE: TÍTULO: CAPÍTULO: CMT. CARACTERÍSTICAS DE LOS MATERIALES 2. MATERIALES PARA ESTRUCTURAS 03. Acero y Productos de Acero 002. Acero de Presfuerzo para Concreto Hidráulico A. CONTENIDO Esta
LIBRO: PARTE: TÍTULO: CAPÍTULO: CMT. CARACTERÍSTICAS DE LOS MATERIALES 2. MATERIALES PARA ESTRUCTURAS 03. Acero y Productos de Acero 002. Acero de Presfuerzo para Concreto Hidráulico A. CONTENIDO Esta
Calentadores Solares Sunnergy
 2014 Calentadores Solares Sunnergy AcguaViz Company, S.A. de C.V. Abedules No. 43 Izcalli del Bosque Naucalpan de Juárez, Edomex C.P. 53278 e-mail: acguaviz@acguaviz.com y chally@acguaviz.com website:
2014 Calentadores Solares Sunnergy AcguaViz Company, S.A. de C.V. Abedules No. 43 Izcalli del Bosque Naucalpan de Juárez, Edomex C.P. 53278 e-mail: acguaviz@acguaviz.com y chally@acguaviz.com website:
Anejo Nº 3.- CONROL DE CALIDAD
 Anejo Nº 3.- CONROL DE CALIDAD Pág. 1 INDICE: 1 INTRODUCCIÓN... 3 2 NORMATIVA... 3 3 MATERIALES... 4 4 EJECUCIÓN DEL PLAN DE CONTROL DE CALIDAD... 5 5 PROGRAMAS PUNTOS DE INSPECCIÓN.... 6 Pág. 2 1 INTRODUCCIÓN
Anejo Nº 3.- CONROL DE CALIDAD Pág. 1 INDICE: 1 INTRODUCCIÓN... 3 2 NORMATIVA... 3 3 MATERIALES... 4 4 EJECUCIÓN DEL PLAN DE CONTROL DE CALIDAD... 5 5 PROGRAMAS PUNTOS DE INSPECCIÓN.... 6 Pág. 2 1 INTRODUCCIÓN
SUBDIRECCIÓN DE DUCTOS GERENCIA COMERCIAL DE TRANSPORTE
 GAS Y PETROQUIMICA BASICA SUBDIRECCIÓN DE DUCTOS GERENCIA COMERCIAL DE TRANSPORTE SOLICITUD DE TRANSPORTE Y/0 DE INTERCONEXIÓN AL SISTEMA DE DUCTOS DE GAS NATURAL REGISTRO FEDERAL DE TRAMITES Y SERVICIOS.
GAS Y PETROQUIMICA BASICA SUBDIRECCIÓN DE DUCTOS GERENCIA COMERCIAL DE TRANSPORTE SOLICITUD DE TRANSPORTE Y/0 DE INTERCONEXIÓN AL SISTEMA DE DUCTOS DE GAS NATURAL REGISTRO FEDERAL DE TRAMITES Y SERVICIOS.
TENEMOS EL PLACER DE PRESENTAR NUESTRO SISTEMA DE CONTROL DE RELACION AIRE/COMBUSTIBLE ControLinks HONEYWELL
 TENEMOS EL PLACER DE PRESENTAR NUESTRO SISTEMA DE CONTROL DE RELACION AIRE/COMBUSTIBLE ControLinks HONEYWELL Tradicionalmente los quemadores usados en calderas industriales y comerciales, y calentadores
TENEMOS EL PLACER DE PRESENTAR NUESTRO SISTEMA DE CONTROL DE RELACION AIRE/COMBUSTIBLE ControLinks HONEYWELL Tradicionalmente los quemadores usados en calderas industriales y comerciales, y calentadores
CONTENIDO MÍNIMO MANUAL DE PROCEDIMIENTOS Y CONTROL INTERNO DE UNA AGENCIA DE BOLSA
 TÍTULO III, CAPÍTULO II ANEXO 1: CONTENIDO MÍNIMO MANUAL DE PROCEDIMIENTOS Y CONTROL INTERNO DE UNA AGENCIA DE BOLSA A. CONTENIDO GENERAL 1. Índice de los procesos generales contenidos en el Manual, que
TÍTULO III, CAPÍTULO II ANEXO 1: CONTENIDO MÍNIMO MANUAL DE PROCEDIMIENTOS Y CONTROL INTERNO DE UNA AGENCIA DE BOLSA A. CONTENIDO GENERAL 1. Índice de los procesos generales contenidos en el Manual, que
AHORRO Y EFICIENCIA ENERGETICA EN INSTALACIONES TERMICAS DEL SECTOR HOTELERO
 AHORRO Y EFICIENCIA ENERGETICA EN INSTALACIONES TERMICAS DEL SECTOR HOTELERO Tipos de Calderas de Agua Caliente, según Directiva 92/42/CEE Resumen de características Caldera Estándar La temperatura en
AHORRO Y EFICIENCIA ENERGETICA EN INSTALACIONES TERMICAS DEL SECTOR HOTELERO Tipos de Calderas de Agua Caliente, según Directiva 92/42/CEE Resumen de características Caldera Estándar La temperatura en
Comunicación de Progreso Medio Ambiente Principios 7, 8 y 9. ASEPAM, 28 de Noviembre de 2006
 Comunicación de Progreso Medio Ambiente Principios 7, 8 y 9 ASEPAM, 28 de Noviembre de 2006 Información en la compañía Sistemas de gestión Repsol YPF tiene implantado un sistema de gestión medioambiental
Comunicación de Progreso Medio Ambiente Principios 7, 8 y 9 ASEPAM, 28 de Noviembre de 2006 Información en la compañía Sistemas de gestión Repsol YPF tiene implantado un sistema de gestión medioambiental
JUNTAS ENCHAQUETADAS JUNTAS METÁLICAS
 JUNTAS ENCHAQUETADAS JUNTAS METÁLICAS Juntas Enchaquetadas Las Juntas Enchaquetadas son también conocidas como Juntas para Intercambiadores de Calor, por el lugar donde se utilizan habitualmente. Consisten
JUNTAS ENCHAQUETADAS JUNTAS METÁLICAS Juntas Enchaquetadas Las Juntas Enchaquetadas son también conocidas como Juntas para Intercambiadores de Calor, por el lugar donde se utilizan habitualmente. Consisten
MANUAL DE GESTION DE HUELLA DEL AGUA
 MANUAL DE GESTION DE HUELLA DEL AGUA ORGANIZACIÓN, PROCEDIMIENTOS Y REGISTROS por: M. Cepeda ISBN: 978-956-8819-04-3 Santiago de Chile Enero de 2011 MANUAL DE GESTION DEL HUELLA DEL AGUA Este permite gerenciar
MANUAL DE GESTION DE HUELLA DEL AGUA ORGANIZACIÓN, PROCEDIMIENTOS Y REGISTROS por: M. Cepeda ISBN: 978-956-8819-04-3 Santiago de Chile Enero de 2011 MANUAL DE GESTION DEL HUELLA DEL AGUA Este permite gerenciar
RESOLUCIÓN No. MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD SUBSECRETARÍA DE LA CALIDAD CONSIDERANDO:
 RESOLUCIÓN No. MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD SUBSECRETARÍA DE LA CALIDAD CONSIDERANDO: Que de conformidad con lo dispuesto en el Artículo 52 de la Constitución de la República del Ecuador, Las
RESOLUCIÓN No. MINISTERIO DE INDUSTRIAS Y PRODUCTIVIDAD SUBSECRETARÍA DE LA CALIDAD CONSIDERANDO: Que de conformidad con lo dispuesto en el Artículo 52 de la Constitución de la República del Ecuador, Las
Los tanques son clasificados según su uso y forma de construcción
 IAPG El abecé del Petróleo y del Gas 10 Tanques de producción y almacenamiento Los tanques son clasificados según su uso y forma de construcción para producción o almacenamiento, y finalmente por el tipo
IAPG El abecé del Petróleo y del Gas 10 Tanques de producción y almacenamiento Los tanques son clasificados según su uso y forma de construcción para producción o almacenamiento, y finalmente por el tipo
4.8. Condiciones óptimas de diseño y de funcionamiento hidráulico. Durante el diseño de una red de alcantarillado, se pretende que:
 1 4.8. Condiciones óptimas de diseño y de funcionamiento hidráulico Durante el diseño de una red de alcantarillado, se pretende que: a) Los costos de construcción no sean elevados b) La red sea funcional
1 4.8. Condiciones óptimas de diseño y de funcionamiento hidráulico Durante el diseño de una red de alcantarillado, se pretende que: a) Los costos de construcción no sean elevados b) La red sea funcional
Procesos de Manufactura I
 Procesos de Manufactura I Rodrigo Echeverri Ingeniero Mecánico, Universidad del Norte 1999. M.A.Sc. University of British Columbia 2003. Que significa Manufactura? Diccionario Babylon.com: Production of
Procesos de Manufactura I Rodrigo Echeverri Ingeniero Mecánico, Universidad del Norte 1999. M.A.Sc. University of British Columbia 2003. Que significa Manufactura? Diccionario Babylon.com: Production of
Varillas roscadas HAS, HIT-Z y HIT-C Hilti
 HIT-Z, HAS y HIT-C Varillas Hilti Especificaciones e información Técnica Varillas roscadas HAS, HIT-Z y HIT-C Hilti Información técnica y especificaciones Hilti ha proporcionado varilla roscada por muchos
HIT-Z, HAS y HIT-C Varillas Hilti Especificaciones e información Técnica Varillas roscadas HAS, HIT-Z y HIT-C Hilti Información técnica y especificaciones Hilti ha proporcionado varilla roscada por muchos
CAPÍTULO 6 INSTALACIONES ELECTRICAS Y CONEXIONES A SISTEMAS DE TIERRAS PARA SITIOS TELCEL (IECSTST)
") CAPÍTULO 6 INSTALACIONES ELECTRICAS Y CONEXIONES A SISTEMAS DE TIERRAS PARA SITIOS TELCEL (IECSTST) 1. REFERENCIA A TIERRA PARA UN SISTEMA DE ALTO VOLTAJE. 1.1 Cuando la subestación de C.A. se encuentra
CAPÍTULO 6 INSTALACIONES ELECTRICAS Y CONEXIONES A SISTEMAS DE TIERRAS PARA SITIOS TELCEL (IECSTST) 1. REFERENCIA A TIERRA PARA UN SISTEMA DE ALTO VOLTAJE. 1.1 Cuando la subestación de C.A. se encuentra
Shell Corena S4 R Aceite sintético para compresores de aire rotativos
 Nombre anterior: Shell Corena AS Shell Corena S4 R Aceite sintético para compresores de aire rotativos MEJORA DE LA EFICIENCIA APLICACIONES SEVERAS EXTENSION PERIODO DE VIDA Shell Corena S4 R es un aceite
Nombre anterior: Shell Corena AS Shell Corena S4 R Aceite sintético para compresores de aire rotativos MEJORA DE LA EFICIENCIA APLICACIONES SEVERAS EXTENSION PERIODO DE VIDA Shell Corena S4 R es un aceite
OEM S de Motores Marinos y su Lubricación
 OEM S de Motores Marinos y su Lubricación MACRO DISTRIBUIDOR MERDIZ. Use this area for cover image (height 6.5cm, width 8cm) Shell Lubricants Ing. Oscar Isaac Monroy Gerente Regional Sur Cables de Electricidad
OEM S de Motores Marinos y su Lubricación MACRO DISTRIBUIDOR MERDIZ. Use this area for cover image (height 6.5cm, width 8cm) Shell Lubricants Ing. Oscar Isaac Monroy Gerente Regional Sur Cables de Electricidad
Criterios generales de seguridad para la operación de reactores nucleares de potencia
 Autoridad Regulatoria Nuclear DEPENDIENTE DE LA PRESIDENCIA DE LA NACION AR 3.9.1. Criterios generales de seguridad para la operación de reactores nucleares de potencia REVISIÓN 1 Aprobada por Resolución
Autoridad Regulatoria Nuclear DEPENDIENTE DE LA PRESIDENCIA DE LA NACION AR 3.9.1. Criterios generales de seguridad para la operación de reactores nucleares de potencia REVISIÓN 1 Aprobada por Resolución
SUPLEMENTO EUROPASS AL DIPLOMA DE TÉCNICO SUPERIOR DE FORMACIÓN PROFESIONAL
 SUPLEMENTO EUROPASS AL DIPLOMA DE TÉCNICO SUPERIOR DE FORMACIÓN PROFESIONAL DENOMINACIÓN DEL TÍTULO (ES) Técnico Superior en Construcciones Metálicas TRADUCCIÓN DE LA DENOMINACION DEL TÍTULO (1) --------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
SUPLEMENTO EUROPASS AL DIPLOMA DE TÉCNICO SUPERIOR DE FORMACIÓN PROFESIONAL DENOMINACIÓN DEL TÍTULO (ES) Técnico Superior en Construcciones Metálicas TRADUCCIÓN DE LA DENOMINACION DEL TÍTULO (1) --------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------