Cómo implantar el indicador OEE? Paso firme hacia una estrategia Lean Manufacturing
|
|
|
- Ignacio San Segundo Sandoval
- hace 8 años
- Vistas:
Transcripción

1 Javier Santos



2 Cómo implantar el indicador OEE? Paso firme hacia una estrategia Lean Manufacturing Javier Santos Tecnun Universidad de Navarra

. Investigación. 3 Estancias Internacionales (5 meses en total).")

3 En pocas palabras CURRICULUM 2013 Profesor Titular de Organización de Empresas. Docencia. Profesor en Tecnun (Universidad de Navarra). Supervisor de 228 proyectos fin de carrera. 2 libros docentes publicados (1 de ellos en 4 idiomas). Investigación. 3 Estancias Internacionales (5 meses en total). Pennsylvania y Albany (USA), Cartagena (Colombia) Participación en 18 proyectos subvencionados. Director de 8 tesis doctorales. 53 Comunicaciones en congresos internacionales. 34 artículos de investigación publicados. 14 capítulos en libros científicos. Director del Máster en Dirección de Producción de Tecnun. Subdirector Escuela de Doctorado Universidad de Navarra 2012-> Hoy Director Dpto. de Organización Industrial 2004-> 2012 Secretario de la Junta directiva de Tecnun 2005->2011



4 Realmente nos importa la Producción? O es algo del pasado?

5 Caso real PANADERÍA Tengo un amigo que tiene una panadería en Gipuzkoa. Está preocupado porque cada semana tira a la basura una media de 5000 kilos de harina. Debería estarlo? Además tiene una media semanal de parada de la instalación de algo más de 4 horas... Le debería preocupar?



6 Proceso de producción PANADERÍA INDUSTRIAL

7 Caso real PANADERÍA INDUSTRIAL Panadería industrial. Trabaja 24 h/día 5 días a la semana. Está parada sólo 4 horas a la semana. 4 líneas de fabricación. La L4 tira 5000 kilos de harina/semana Pero fabrica kilos de pan... A pesar de ello se puede mejorar...



8 El OEE puede ayudarle?



9 Agenda NO TENEMOS POR QUÉ CUMPLIRLA 1. Un poco de teoría 2. Tableraria. Un caso de éxito 3. Propuesta para la panadería. Normas de cálculo 4. Y después de calcular el indicador OEE?

10 Cómo implantar el indicador OEE? Paso firme hacia una estrategia Lean Manufacturing Un poco de teoría

11 Lean Thinking Es una actitud centrada en la eliminación sistemática del despilfarro en los procesos productivos, administrativos y en la vida en general.



12 Lean Manufacturing. Introducción Consiste en la aplicación al entorno productivo de los principio del Lean Thinking. Otra forma de definir el sistema de producción de Toyota. Lean Manufacturing Jidoka Kaizen JIT Jidoka -> Automatización (autonomatización) Kaizen - > mejora continua JIT -> Just in Time (logística)



13 Just in Time. Introducción No se produce nada hasta que no es necesario. El principio del Just In Time es lo necesito hoy, ni ayer, ni mañana Sólo cuando se retira un producto se fabrica. Exigencia una flexibilidad total. En 1949 Toyota estaba al borde de la bancarrota. En EE. UU. gracias a Ford las empresas eran 8 veces más eficientes. El presidente Kiichiro Toyoda planteó un desafío. Alcanzar los ratios de producción de los EEUU en 3 años. Taiichi Onho (vicepresindete) inventó el Just in Time inspirado en el funcionamiento de un supermercado. Con ayuda de otras figuras (Shingo e Hirano).

14 Just in Time. Introducción Fijaron la meta por escrito. Entregar el material adecuado, en la cantidad justa, con calidad perfecta, en el sitio correcto y un poco antes de ser necesario. Aplicación sistemática. Nueva filosofía de gestión. No recibió elogios hasta finales de los 60. En la crisis de 1973 Japón exportó coches a EEUU. Control Visual Poka-Yoke TPM Kanban Revolución del pensamiento Las 5S Operaciones estándares Fabricación en flujo Producción nivelada Jidoka Operarios polivalentes SMED Optimización de la fuerza laboral JUST IN TIME

15 OEE. Midiendo y priorizando mejoras. Existen problemas para priorizar las mejoras. Para mejorar la productividad de un equipo hay que conocer su estado. Indicadores de productividad -> Eficiencia global de un equipo. Tiempo de calendario. Porcentaje fijado para paradas programadas. Mantenimiento, descansos,... Tiempo de carga Paradas programadas Tiempo de calendario

16 Eficiencia global de un equipo Nakajima resumió las 6 grandes pérdidas de tiempo que pueden darse en un equipo. Tiempo de carga Tiempo de operación Tiempo útil Defectos Arranques Paradas menores Reducción de velocidad Averías Preparación

17 Eficiencia global de un equipo Nakajima resumió las pérdidas de tiempo en tres indicadores fundamentales. Tiempo de carga Tiempo de operación eficiencia OEE D R Q delequipo Tiempo útil cantidadprocesada cantidadefectos Q Tasadecalidad 100 cantidadprocesada tiempocicloteoríco cantidadprocesada R Rendimient o 100 tiempooperación tiempodecarga D Disponibil idad tiempodeparada 100 tiempodecarga

18 Eficiencia global de un equipo Eficiencia global del equipo Ratio OEE - Overall Equipment Efficiency) Permite priorizar las acciones de mejora. Los objetivos previstos por Nakajima. más del 90% en la disponibilidad. más de un 95% en la tasa de rendimiento. más del 99% en la tasa de calidad. El OEE aunque forma parte del TPM centrado en el mantenimiento es una medida mucho más amplia y profunda.

19 Eficiencia global de un equipo Impacto en la eficiencia de proyectos de mejora. En la realidad cada indicador se coloca en un gráfico 1,200 1,200 1,000 1,000 0,800 0,800 0,600 0,600 0,400 0,400 0,200 0,000 Situación inicial D R Q OEE 0,200 0,000 Mejora transitoria OEE D R Q 1,200 1,200 1,000 1,000 0,800 0,800 0,600 0,600 0,400 0,400 0,200 0,000 Mejora permanente D R Q OEE 0,200 0,000 Mejora permanente pero peor ratio OEE D R Q OEE

20 Cómo implantar el indicador OEE? Paso firme hacia una estrategia Lean Manufacturing Tableraria. Un caso de éxito

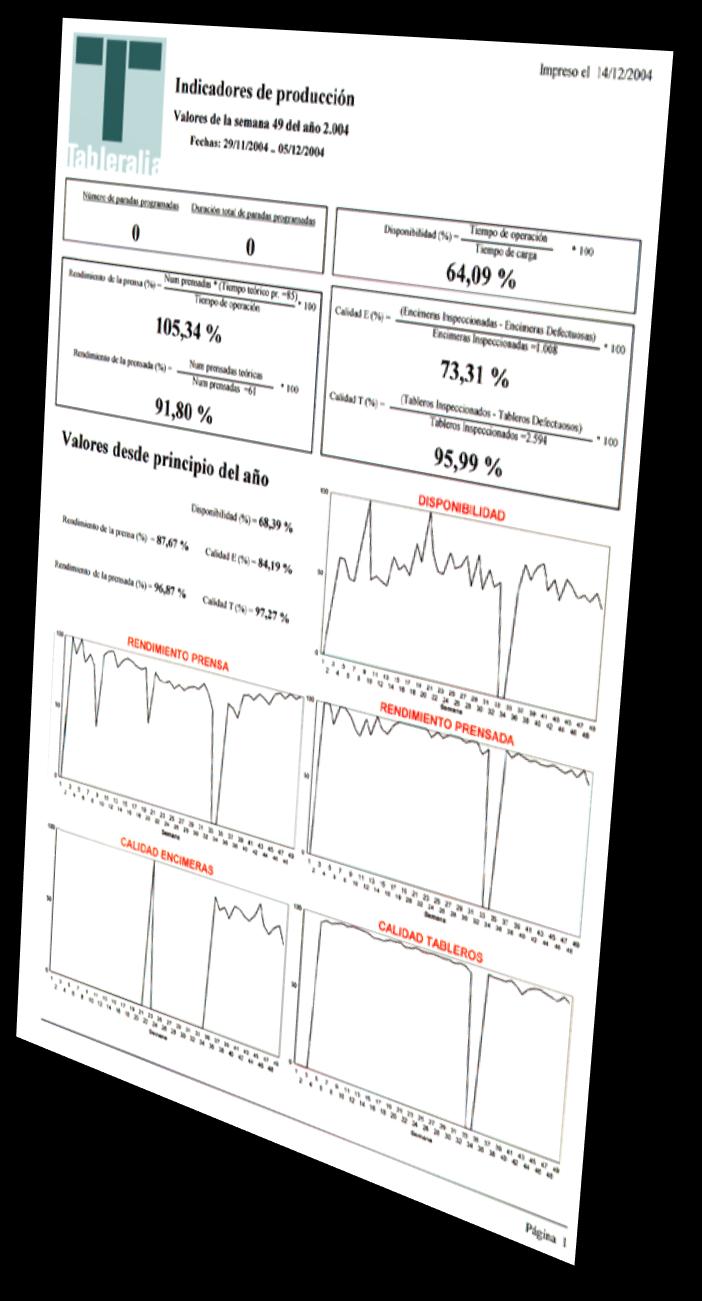
21 Introducción Tableralia es una empresa ubicada en Gipuzkoa dedicada a la fabricación de soluciones en revestimientos de madera natural. Recubrir fachadas, suelos o paredes interiores. Existen dos familias de productos. Encimeras. Tableros. Su gama puede ser elevada. Combinaciones de espesores, materiales y colores. Idénticas dimensiones.
22 Proceso de fabricación Dispone de una línea semiautomatizada para la fabricación de tableros y encimeras.
23 Etapas del proceso Moldeo. Se amontonan tableros por capas en bandejas (hasta 24) a partir de sus componentes. Prensado. Se prensa para que todos los componentes se unan. El ciclo de prensado es de 90 minutos. El objetivo es preparar las 24 bandejas en 90 minutos. Desmoldeo. Se separan los tableros y se colocan en la cinta para el acabado. Acabado. Se cortan a la medida estándar. Se inspeccionan. Se embalan en paquetes para su envío al cliente.
24 Control de producción La línea dispone de un completo sistema de captura de datos implantado en la línea. Registra numerosos parámetros de funcionamiento y tiempos de fabricación. Además es posible que los operarios incluyan las incidencias que tienen lugar en la instalación. Averías, preparaciones, paradas para el bocadillo, Sin embargo, los datos que se registran son tan numerosos que no se tiene tiempo para analizar cada uno de los indicadores de producción que podrían obtenerse.
25 Planteamiento del problema La empresa tiene la sensación de que la productividad es baja. Las averías parecen frecuentes debido a la puesta a punto que aun no ha finalizado. Se intuye que la prensa no trabaja a su máxima capacidad y se está estudiando la posibilidad de trabajar contra stock. Se cree que la calidad de las encimeras es peor que la de los tableros y quieren saber por qué. La empresa pretende implantar un modelo de gestión del mantenimiento participativo, Ofreciendo a sus empleados información para que propongan y lleven a cabo acciones de mejora orientadas a mejorar la productividad de la línea.
26 Planteamiento del problema 1. Qué podría hacer la empresa para comprobar si las acciones que tiene previsto tomar son eficientes? 2. Qué indicadores de producción debería manejar la empresa? Cómo los debería calcular para garantizar que los valores obtenidos son coherentes entre sí? En qué recurso se calcularía si quiere disponerse de indicadores globales de la línea? 3. Qué información debería ofrecer a los operarios para fomentar el trabajo participativo?

27 Una propuesta sencilla
28 El antes y el después dos años después.
29 Comparativa indicadores 100 DISPONIBILIDAD DISPONIBILIDAD Semana Semana 100 RENDIMIENTO PRENSA RENDIMIENTO PRENSA Semana Semana 100 RENDIMIENTO PRENSADA RENDIMIENTO PRENSADA Semana Semana
30 Cómo implantar el indicador OEE? Paso firme hacia una estrategia Lean Manufacturing Propuesta para la panadería. Normas de cálculo
31 Indicadores propuestos para la panadería Tiempo de carga Tiempo de operación eficiencia OEE D R Q del equipo Tiempo útil Q Kilos procesados Kilos Tasa decalidad Kilos procesados R Rendimiento contenedores 100 cajas producidas Kilos por caja 100 tiempo operación tiempo decarga tiempo deparada D Disponibilidad 100 tiempo decarga
32 Indicadores propuestos para la panadería 0,00 0,20 0,40 0,60 0,80 1,00 1,20 01/01/ /01/ /01/ /02/ /02/ /03/ /03/ /04/ /04/ /05/ /05/ /06/ /06/ /07/ /07/ /07/ /08/ /08/ /09/ /09/ /10/ /10/ /11/ /11/ /12/ /12/ /12/2009 disponibilidad 0,00 0,20 0,40 0,60 0,80 1,00 1,20 1,40 1,60 01/01/ /01/ /01/ /02/ /02/ /03/ /03/ /04/ /04/ /05/ /05/ /06/ /06/ /07/ /07/ /07/ /08/ /08/ /09/ /09/ /10/ /10/ /11/ /11/ /12/ /12/ /12/2009 rendimiento 0,00 0,20 0,40 0,60 0,80 1,00 1,20 01/01/ /01/ /01/ /02/ /02/ /03/ /03/ /04/ /04/ /05/ /05/ /06/ /06/ /07/ /07/ /07/ /08/ /08/ /09/ /09/ /10/ /10/ /11/ /11/ /12/ /12/ /12/2009 calidad 0,00 0,20 0,40 0,60 0,80 1,00 1,20 01/01/ /01/ /01/ /02/ /02/ /03/ /03/ /04/ /04/ /05/ /05/ /06/ /06/ /07/ /07/ /07/ /08/ /08/ /09/ /09/ /10/ /10/ /11/ /11/ /12/ /12/ /12/2009 OEE
33 Disponibilidad. Claves para su cálculo correcto Separar las paradas programadas. Se pueden incluir en un indicador de utilización. Tiempo de preparación. Desde la última pieza correcta hasta la primera pieza correcta del siguiente lote (Shingo). Incluye los ensayos y ajustes. Sólo si se hace durante el tiempo de carga. Tiempo de avería. Averías de la máquina. Paradas justificadas superiores a? Regla de oro -> si interviene mantenimiento es una avería.
34 Disponibilidad. Ejemplo de cálculo Problema HM21 Se quiere implantar el cálculo de la eficiencia de Nakajima en un equipo industrial del que se disponen de los siguientes datos, registrados en un período de 10 días. El equipo trabaja 24 horas al día y debería ser capaz de fabricar, teóricamente, 100 piezas cada hora. Día Horas de mantenimiento correctivo ,5 Horas por descansos 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 Horas de preparación de producto Horas de paradas menores justificadas 0, , Horas de mantenimiento preventivo 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 Defectuosos (unidades) Producción correcta (unidades) Determinar los indicadores de disponibilidad, rendimiento y calidad, explicando cómo se calcula cada uno de ellos. 2. Cuál es la eficiencia del equipo?
35 Disponibilidad. Ejemplo de cálculo Se deben separar las paradas según correspondan a Paradas Programadas (Mantenimiento preventivo y descansos) o Paradas (Correctivo y Preparación). Las paradas menores justificadas no deben sumarse porque aparecerán reflejadas en el indicador de rendimiento. Tiempo de calendario = 10 días 24 h = 240 h Tiempo de carga = h Tiempo de operación Paradas Programadas 0,5*10+0,5*10 = 10 h = defectuosos averías = ,5 = 15,5 h cambios = = 8 h cantidadprocesada cantidad defectos Q Tasa decalidad cantidadprocesada defectuosos = unidades 1h 100 u/h teóricas ciclo teórico 0,01 h/ u 100 u tiempo decarga tiempo deparada (240 10) (15,5 8) D Disponibilidad 0,898 tiempo de carga tiempo ciclo teoríco cantidadprocesada R Rendimiento 100 0,954 tiempo operación (240 10) (15,5 8) Eficiencia OEE D R Q 0,898 0,954 0,935 0,801 80,1% del equipo ,935
36 Disponibilidad. Caso real de una panadería Apenas hay cambios de referencia en la línea 4. Dura 15 minutos. La disponibilidad no es mala. Pero invierten 48 horas en paradas programadas semanales. 120% 100% 80% 60% 40% 20% disponibilidad Eliminar variabilidad de las averías. Eliminar el mantenimiento del fin de semana. Integrar las tareas durante la semana. Ampliar el tiempo productivo si hace falta. 0%
37 Rendimiento. Claves para su cálculo correcto Es el rendimiento igual a la productividad? El rendimiento pretende analizar la velocidad de la máquina. El elemento clave es el valor del tiempo de ciclo teórico. Tiempo de ciclo teórico. No puede basarse en históricos. Representa la velocidad teórica de la máquina. Podría necesitar un estudio específico especialmente difícil en ciclos operario-máquina. Tiempo de ciclo distinto por producto. Puede calcularse un ciclo teórico por producto. El rendimiento será una suma de valores.
38 Rendimiento. Ejemplo de cálculo PREGUNTA 3 (1,5 puntos) (40 min.) Se quiere implantar el cálculo de la eficiencia de Nakajima en un equipo industrial del que se disponen de los siguientes datos, registrados en un período de 10 días. El equipo trabaja 24 horas al día. Día Horas mantenimiento correctivo ,5 Horas por descansos 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 Horas de preparación de producto Paradas menores justificadas 0,5 0, Paradas mantenimiento preventivo 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 "Producto E" Producción correcta (unidades) "Producto E" Defectuosos (unidades) "Producto T" Producción correcta (unidades) "Producto T" Defectuosos (unidades) Para el cálculo del tiempo de ciclo la empresa ha suministrado 10 datos de producción total diaria, en días en los que sólo se fabricó uno de los productos para simplificar los cálculos. Hora Producto E Producto T Determinar el tiempo de ciclo de cada producto. 2. Determinar los indicadores de disponibilidad, rendimiento, calidad y eficiencia. 3. Qué primera medida tomaría? Por qué?
39 Rendimiento. Ejemplo de cálculo El tiempo de ciclo se calcula como la media de los 10 valores para cada uno de los dos productos. Tiempo de calendario = 10 días 24 h = 240 h Tiempo de carga = h Tiempo de operación Paradas Programadas 0,5*10+0,5*10 = 10 h ciclo E ciclo T 24 h/d u 10 d 24 h/d u 10 d 0,012 h/u 0,023 h/u E -> = un T -> = un averías = ,5 = 15,5 h cambios = = 8 h E -> def = un T -> = un (240 10) (15,5 8) D Disponibilidad 0, , , R Rendimiento (240 10) (15,5 8) 1, ( ) Q Tasa decalidad ,844 Eficiencia OEE D R Q 0,898 1,110 0,844 0,718 71,8% del equipo La primera medida que se debería tomar es calcular los tiempos de ciclo porque los actuales no son correctos porque se basan en datos de producción total diaria y no se han descontado las paradas de esos días. Como consecuencia, los valores de ciclo son superiores a los que debería tener y por eso el rendimiento es mayor que 1.
40 Rendimiento. Caso real de una panadería Calculan el tiempo de ciclo basado en históricos. Incluye todo el tiempo muerto. Averías, preparación, paradas programadas, % 100% 80% Habrá que recalcular el tiempo de ciclo según la metodología propuesta. El rendimiento empeorará, pero no de forma importante. No superará el 100% 60% 40% 20% rendimiento 0%
41 Calidad. Claves para su cálculo correcto La calidad mide la relación entre productos correctos y totales y se obtiene combinando 3 datos. Productos correctos. Productos defectuosos. Productos totales. Qué pasa con los retrabajados? Son defectuosos convertidos en correctos. Podrían tener un ciclo distinto. Podrían hacerse fuera del proceso principal. El indicador de calidad debe recoger todos aquellos productos defectuosos producidos por el equipo.
42 Calidad. Ejemplo de cálculo Problema HM24 Se quiere implantar el cálculo de la eficiencia de Nakajima en un equipo industrial del que se disponen de los siguientes datos, registrados en un período de 10 días. El equipo trabaja 24 horas al día y debería ser capaz de fabricar, teóricamente, 100 piezas cada hora. Sin embargo, cuando el equipo reprocesa piezas sólo es capaz de fabricar 50 productos por hora. Día Horas mantenimiento correctivo ,5 Horas por descansos 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 Horas de preparación de producto Paradas menores justificadas 0,5 0, paradas mantenimiento preventivo 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 Producción correcta (unidades) Defectuosos (unidades) Retrabajados (unidades) Retrabajados defectuosos (unidades) Determinar los indicadores de disponibilidad, rendimiento y calidad, explicando cómo se calcula cada uno de ellos. 2. Cuál es la eficiencia del equipo?
43 Calidad. Ejemplo de cálculo Los defectuosos son la suma de los defectuosos iniciales y los de después del reprocesado. La producción total incluye los correctos, los defectuosos y los reprocesados. Para calcular el indicador de rendimiento se separan los (correctos+defectuosos) y los reprocesados. Tiempo de calendario = 10 días 24 h = 240 h Tiempo de carga = h Tiempo de operación Paradas Programadas 0,5*10+0,5*10 = 10 h = defectuosos averías = ,5 = 15,5 h cambios = = 8 h defectuosos = unidades = unidades (retrabajadas) tiempo decarga tiempo deparada (240 10) (15,5 8) D Disponibilidad 0,898 tiempo de carga tiempo ciclo teoríco cantidadprocesada R Rendimiento tiempo operación (240 10) (15,5 8) ciclo cantidadprocesada cantidad defectos ( ) Q Tasa decalidad cantidadprocesada Eficiencia OEE D R Q 0,898 0,948 0,844 0,718 71,8% del equipo ciclo 0,948 1h 100 u 1h 0,844 0,01 h/u 0,02 h/u 50 u
44 Calidad. Caso real de una panadería La calidad es muy buena (98,48%). Distinguen los contenedores que desechan con harina o con pan (distinto peso). Sin embargo, la cantidad de dinero que se desperdicia es alta x 12 = kgs de harina al año... El coste ronda los 0,5 Coste anual = % 100% 80% Y sólo en una línea... Y es la mejor... 60% 40% 20% calidad 0%
45 OEE. Caso real de una panadería
46 Y si no se tienen datos? Existen soluciones innovadoras que asisten en el proceso. Izaro W-Lean desarrollado por tecnun e Informática 68. En fase final de validación.
47 Cómo implantar el indicador OEE? Paso firme hacia una estrategia Lean Manufacturing Y después de calcular el indicador OEE?
48 Mejora sistemática. Lean Manufacturing Disponibilidad. Preparación -> SMED Averías -> TPM Rendimiento. Estandarización. Análisis de valor. Diagramas operario-máquina. Calidad. Poka-Yoke. OEE. 5S -> Hábito e implicación.
49 Disponibilidad. SMED Control Visual Poka-Yoke TPM Kanban Revolución del pensamiento Las 5S Operaciones estándares Fabricación en flujo Producción nivelada JUST IN TIME Jidoka Operarios polivalentes SMED Optimización de la fuerza laboral Tiempo de cambio. Desde la última pieza correcta de un lote hasta la primera pieza correcta del lote siguiente. Incluye los ensayos. Single-Minute Exchange of Die. Las operaciones de cambio deben hacerse en menos de 10 minutos. Posibles reducciones del 60%. Reducciones del 90% -> inversión fuerte. No siempre será necesario reducirlo. Cambio de rueda en 15 min.
50 Disponibilidad. SMED. Proceso de cambio Independiente del tipo de máquina. Etapas principales. Preparación, ajuste, control. Desmontaje y montaje de elementos. Medidas, ajustes, calibraciones. Producir piezas iniciales y ajustar la máquina. Observaciones generales. Distintos % de tiempo. Preparación, ajuste y comprobación. Asegurar que los componentes estén disponibles en el momento del cambio. Pruebas y ajustes. Dependen de la pericia del preparador. Difícil conocer su duración exacta.
51 Disponibilidad. SMED. 4 etapas conceptuales Tareas externas Tareas internas Etapa preliminar Estudio del cambio actual Primera etapa Separar tareas Internas y externas Segunda etapa Convertir tareas internas en externas Tercera etapa Mejorar todas las tareas
52 Disponibilidad. Mantenimiento. Control Visual Poka-Yoke TPM Kanban Revolución del pensamiento Las 5S Operaciones estándares Fabricación en flujo Producción nivelada Jidoka Operarios polivalentes SMED Optimización de la fuerza laboral Mantener los recursos productivos para asegurar su servicio al coste previsto. Es la medicina de las máquinas. Conservar los equipos en buen estado y determinar el momento de reemplazar la máquina. Cualquier esfuerzo por mantenerla en marcha no es eficiente y es mejor desenchufarla. JUST IN TIME
53 Disponibilidad. Mantenimiento. Tipos Mantenimiento correctivo. Mantenimiento preventivo. Preventivo sistemático. Preventivo condicional o Predictivo. Mantenimiento autónomo. TPM. Componente B Componente A MTBF Rendimiento del equipo Sustitución T = K MTBF MTTR tiempo MTBF
54 Disponibilidad. Mantenimiento. TPM Años 70 Nakajima desarrolla en Japón el TPM. Nueva filosofía de gestión del mantenimiento. Incluida en las medidas de mejora de Toyota. Nakajima mezcló las teorías del mantenimiento preventivo y calidad total. Definió la eficiencia global del equipo. Claves del TPM. Maximizar la eficiencia global del equipo. Mantenimiento autónomo. Romper con la máxima yo opero tú reparas. Prevención del mantenimiento. Mejorando la mantenibilidad. Formación para mejoras en mantenimiento. Los operarios que operan las máquinas. Gestión inicial de los equipos.
55 Rendimiento. Estudio de métodos Control Visual Poka-Yoke TPM Kanban Revolución del pensamiento Las 5S Operaciones estándares Fabricación en flujo Producción nivelada JUST IN TIME Jidoka Operarios polivalentes SMED Optimización de la fuerza laboral Técnica que permite reducir la cantidad de trabajo mejorando los métodos con los que se realizan las operaciones. Elimina tiempos improductivos. Consecuencia -> Nuevo procedimiento. En un primer momento parecerá peor. Falta de hábito y resistencia al cambio.
56 Rendimiento. Análisis de valor Dirigido a los movimientos del operario. Mejorar tareas en una fábrica. Ergonomía y principios de economía de movimientos.
57 Rendimiento. Diagrama operario-máquina Analizando los tiempos muertos del diagrama se puede optimizar el ciclo de trabajo. Operario Máquina Introducir pieza ocupada procesando Extraer pieza Ocupada Inspeccionar pieza Introducir pieza ocupada
58 Rendimiento. Diagrama operario-máquina Analizando los tiempos muertos del diagrama se puede optimizar el ciclo de trabajo. Operario Máquina Introducir pieza ocupada Inspeccionar pieza procesando Extraer pieza Introducir pieza Ocupada ocupada
59 Rendimiento. Ratio máquina-operario Si el ciclo de la máquina es largo el operario podría atender más de una máquina Operario Introducir pieza M1 ocupada Inspeccionar pieza Procesando Extraer pieza Introducir pieza Ocupada ocupada
60 Rendimiento. Ratio máquina-operario Si el ciclo de la máquina es largo el operario podría atender más de una máquina Operario M1 M2 Introducir pieza Inspeccionar pieza ocupada Procesando Extraer pieza Introducir pieza Procesando Ocupada Ocupada Inspeccionar pieza Extraer pieza Introducir pieza Ocupada ocupada procesando
61 Calidad. Poka-Yoke Control Visual Poka-Yoke TPM Kanban Revolución del pensamiento Las 5S Operaciones estándares Fabricación en flujo Producción nivelada Jidoka Operarios polivalentes SMED Optimización de la fuerza laboral Inventado por Shigeo Shingo. Teoría para garantizar la calidad del 100% de los productos fabricados. Poka-Yoke. Complemento al control estadístico del proceso (SPC). Transformar inspecciones basadas en juicio en dispositivos pasa-no pasa. JUST IN TIME
62 Calidad. Poka-Yoke Claves de un Poka-Yoke. Ingenioso. Simple. Barato. Sugerencias. Peso Dimensiones. Forma. Contadores o piezas sobrantes. Uso de la tecnología. Mecanismos de contacto. Conmutadores de límite. Mecanismos sin contacto. Sensores, contadores,...
63 OEE. 5S. Presentación Revolución del pensamiento Desarrolladas por Hiroyuki Hirano. Corresponden a la inicial de 5 palabras en Japonés e inglés. Las 5S Control Visual Poka-Yoke TPM Kanban Operaciones estándares Fabricación en flujo Producción nivelada Jidoka Operarios polivalentes SMED Optimización de la fuerza laboral Crear actitud de respeto por el orden y la limpieza. Inculcar hábitos que faciliten la implantación de otras herramientas de mejora. En el Just-in-Time aparecen en primer lugar. JUST IN TIME
64 Un entorno de trabajo limpio y ordenado Pilar 1 -> Organización (Seiri). Distinguir elementos necesarios y los que no lo son. Pilar 2 -> Orden (Seiton). Organizar los elementos necesarios de manera que cualquiera pueda encontrarlas, utilizarlas y devolverlas. Pilar 3 -> Limpieza (Seiso). Limpiar el área de trabajo. Pilar 4 -> Estandarización o control visual (Seiketsu). Detectar anomalías de forma sencilla. Pilar 5 -> Disciplina y hábito (Shitsuke). Imponer los nuevos procedimientos de trabajo hasta que se conviertan en hábitos.
65 Beneficios y efectos de las 5S Se pueden relacionar las 5S con otras herramientas de mejora. Disposición ordenada de utillajes. Reducción de tiempos de cambio. La limpieza aumenta la disponibilidad. Mejor mantenimiento. Eliminar inactividades por búsqueda. Reducción de los tiempos de ciclo. Se evita ensamblar piezas erróneas. La calidad es mayor. El HÁBITO facilita la implantación de otras herramientas de mejora.
66 Conclusiones QUÉ HEMOS APRENDIDO 1. El OEE es fácil de calcular pero exige un cálculo metódico y riguroso. 2. El OEE sirve de base a la mejora continua. 3. Las herramientas tradicionales de mejora Lean tienen impacto en el OEE.
67 Cómo implantar el indicador OEE? Paso firme hacia una estrategia Lean Manufacturing Javier Santos Tecnun Universidad de Navarra
CAPÍTULO 3: MARCO TEÓRICO. Lean Manufacturing (LM) es un conjunto de técnicas desarrolladas por la Compañía
 es un conjunto de técnicas desarrolladas por la Compañía") 13 CAPÍTULO 3: MARCO TEÓRICO 1.1 LEAN MANUFACTURING Lean Manufacturing (LM) es un conjunto de técnicas desarrolladas por la Compañía Toyota a partir del año 1950, que sirve para mejorar y optimizar los
13 CAPÍTULO 3: MARCO TEÓRICO 1.1 LEAN MANUFACTURING Lean Manufacturing (LM) es un conjunto de técnicas desarrolladas por la Compañía Toyota a partir del año 1950, que sirve para mejorar y optimizar los
Las 10 preguntas más habituales sobre los Sistemas de Captación de Datos en planta
 Las 10 preguntas más habituales sobre los Sistemas de Captación de Datos en planta 1. Que son los sistemas de captación de datos en planta? Los sistemas de captación de planta permiten simplificar y automatizar
Las 10 preguntas más habituales sobre los Sistemas de Captación de Datos en planta 1. Que son los sistemas de captación de datos en planta? Los sistemas de captación de planta permiten simplificar y automatizar
ORDEN ORGANIZACIÓN ESTANDARIZACIÓN LIMPIEZA INTEGRACIÓN
 LOS CINCO PILARES DE LA FÁBRICA VISUAL ORGANIZACIÓN ORDEN LIMPIEZA ESTANDARIZACIÓN INTEGRACIÓN 1. QUE SON LAS 5 S? Es una técnica que se basa en la implantación de un sistema organizativo en las factorías
LOS CINCO PILARES DE LA FÁBRICA VISUAL ORGANIZACIÓN ORDEN LIMPIEZA ESTANDARIZACIÓN INTEGRACIÓN 1. QUE SON LAS 5 S? Es una técnica que se basa en la implantación de un sistema organizativo en las factorías
KANBAN. Elaboración: Masayuki Daimon Letycia Pailamilla Garcés Pablo Allende Vidal Profesor Juan Sepúlveda Salas
 Agencia de Cooperación Internacional del Japón Universidad de Santiago de Chile Facultad de Ingeniería Departamento de Ingeniería Industrial KANBAN Elaboración: Masayuki Daimon Letycia Pailamilla Garcés
Agencia de Cooperación Internacional del Japón Universidad de Santiago de Chile Facultad de Ingeniería Departamento de Ingeniería Industrial KANBAN Elaboración: Masayuki Daimon Letycia Pailamilla Garcés
PROGRAMA FORMACIÓN ACTIO 2013
 Programa Formación ACTIO 2013 Formación Empresa. Gestión por procesos. Trabajo en equipo: liderazgo y comunicación. Programa Lean Ejecutivo. Lean Manufacturing Ejecutivo. Gestión del Mantenimiento Ejecutivo.
Programa Formación ACTIO 2013 Formación Empresa. Gestión por procesos. Trabajo en equipo: liderazgo y comunicación. Programa Lean Ejecutivo. Lean Manufacturing Ejecutivo. Gestión del Mantenimiento Ejecutivo.
ELABORACIÓN DE PLATOS PREPARADOS PROCESO SENCILLO?
 de elaboración de platos preparados ainia 16 de febrero de 2011 Pablo García Pascual (pgarcia@ainia.es) ELABORACIÓN DE PLATOS PREPARADOS PROCESO SENCILLO? Elaboración de platos preparados Se trata de preparar
de elaboración de platos preparados ainia 16 de febrero de 2011 Pablo García Pascual (pgarcia@ainia.es) ELABORACIÓN DE PLATOS PREPARADOS PROCESO SENCILLO? Elaboración de platos preparados Se trata de preparar
Seminario Lean Manufacturing
 Seminario Lean Manufacturing Contáctenos Solicite información Concepto Lean Manufacturing Manufactura Lean son varias herramientas que le ayudará a eliminar todas las operaciones que no le agregan valor
Seminario Lean Manufacturing Contáctenos Solicite información Concepto Lean Manufacturing Manufactura Lean son varias herramientas que le ayudará a eliminar todas las operaciones que no le agregan valor
Capítulo 2. SISTEMA DE PRODUCCIÓN TOYOTA O MANUFACTURA ESBELTA.
 ÍNDICE Capítulo 1. PRESENTACIÓN DE LA EMPRESA. 1. Presentación de Autoneum.... 1 1.1 Historia de Autoneum.... 1 2. Autoneum en la actualidad.... 3 3. Cartera de ventas para el año 2013... 4 4. Grupo S.A.M.E.A
ÍNDICE Capítulo 1. PRESENTACIÓN DE LA EMPRESA. 1. Presentación de Autoneum.... 1 1.1 Historia de Autoneum.... 1 2. Autoneum en la actualidad.... 3 3. Cartera de ventas para el año 2013... 4 4. Grupo S.A.M.E.A
IMPLANTACIÓN PRÁCTICA DE LAS 5S
 IMPLANTACIÓN PRÁCTICA DE LAS La herramienta que permite mejorar en Productividad y Calidad de forma sencilla y participativa. Más de 60 años prestando servicios a las empresas para mejorar su competitividad.
IMPLANTACIÓN PRÁCTICA DE LAS La herramienta que permite mejorar en Productividad y Calidad de forma sencilla y participativa. Más de 60 años prestando servicios a las empresas para mejorar su competitividad.
TEMA 2. FILOSOFÍA DE LOS GRÁFICOS DE CONTROL. Principios básicos de los gráficos de control. Análisis de patrones.
 TEMA 2. FILOSOFÍA DE LOS GRÁFICOS DE CONTROL. Principios básicos de los gráficos de control. Análisis de patrones. La herramienta que nos indica si el proceso está o no controlado o Estado de Control son
TEMA 2. FILOSOFÍA DE LOS GRÁFICOS DE CONTROL. Principios básicos de los gráficos de control. Análisis de patrones. La herramienta que nos indica si el proceso está o no controlado o Estado de Control son
 Equipos a Presión. Condiciones de Seguridad Industrial y Laboral. Marco Normativo. Calderas. Lugo, 25 de octubre de 2011 1 CAMPAÑA EUROPEA SOBRE MANTENIMIENTO SEGURO Principales Objetivos: Sensibilizar
Equipos a Presión. Condiciones de Seguridad Industrial y Laboral. Marco Normativo. Calderas. Lugo, 25 de octubre de 2011 1 CAMPAÑA EUROPEA SOBRE MANTENIMIENTO SEGURO Principales Objetivos: Sensibilizar
Presentación sobre Manufactura Esbelta
 Presentación sobre Manufactura Esbelta Lean Manufacturing Capitulo Estudiantiles del Depto. Ingeniería Química del RUM Ing. Juan J. Santiago Vice-Presidente IIQ 2007-20082008 Que es Lean Una manera sistemática
Presentación sobre Manufactura Esbelta Lean Manufacturing Capitulo Estudiantiles del Depto. Ingeniería Química del RUM Ing. Juan J. Santiago Vice-Presidente IIQ 2007-20082008 Que es Lean Una manera sistemática
SISTEMAS DE PRODUCCIÓN
 SISTEMAS DE PRODUCCIÓN La producción es el proceso mediante el cual la empresa transforma un conjunto de factores de producción en un producto cuyo valor debe ser mayor que la suma de los valores de los
SISTEMAS DE PRODUCCIÓN La producción es el proceso mediante el cual la empresa transforma un conjunto de factores de producción en un producto cuyo valor debe ser mayor que la suma de los valores de los
Los desperdicios se han clasificado en ocho tipos que son:
 2.1 CONCEPTOS DE UNA TRANSFORMACIÓN LEAN En una transformación LEAN se busca descubrir los inhibidores fundamentales que generan pérdidas en el desempeño de los procesos, se conoce que las mayores pérdidas
2.1 CONCEPTOS DE UNA TRANSFORMACIÓN LEAN En una transformación LEAN se busca descubrir los inhibidores fundamentales que generan pérdidas en el desempeño de los procesos, se conoce que las mayores pérdidas
Empresa de estampado de metales atribuye a Plex su éxito en la gestión de datos
 Empresa de estampado de metales atribuye a Plex su éxito en la gestión de datos Panorama general: Vea cómo este estampador de metales para automóviles utiliza Plex para la gestión de datos en las operaciones
Empresa de estampado de metales atribuye a Plex su éxito en la gestión de datos Panorama general: Vea cómo este estampador de metales para automóviles utiliza Plex para la gestión de datos en las operaciones
SISTEMA KANBAN. Lotes pequeños Simplificación en el diseño. Tiempos de alistamiento y mantenimiento preventivo. Calidad justo a tiempo
 KANBAN Tiempos de alistamiento y mantenimiento preventivo Lotes pequeños Simplificación en el diseño Calidad justo a tiempo SISTEMA KANBAN Distribución en planta celular y por productos Trabajo en equipo,
KANBAN Tiempos de alistamiento y mantenimiento preventivo Lotes pequeños Simplificación en el diseño Calidad justo a tiempo SISTEMA KANBAN Distribución en planta celular y por productos Trabajo en equipo,
APLICACIÓN LEAN SIGMA EN ORGANIZACIONES DE SERVICIOS
 APLICACIÓN LEAN SIGMA EN ORGANIZACIONES DE SERVICIOS Sería posible reducir simultáneamente los defectos y el tiempo de ciclo en los procesos mientras aumentamos la satisfacción de nuestros clientes tanto
APLICACIÓN LEAN SIGMA EN ORGANIZACIONES DE SERVICIOS Sería posible reducir simultáneamente los defectos y el tiempo de ciclo en los procesos mientras aumentamos la satisfacción de nuestros clientes tanto
TEMA 7. 7.1. Características del sistema. 7.2. Etapas en el cambio de útiles. 7.3. Metodología de aplicación SMED. 7.4. Ejemplos prácticos.
 TEMA 7. Reducción n de los tiempos de cambio de útiles: técnicas t SMED. 7.1. Características del sistema. 7.2. Etapas en el cambio de útiles. 7.3. Metodología de aplicación SMED. 7.4. Ejemplos prácticos.
TEMA 7. Reducción n de los tiempos de cambio de útiles: técnicas t SMED. 7.1. Características del sistema. 7.2. Etapas en el cambio de útiles. 7.3. Metodología de aplicación SMED. 7.4. Ejemplos prácticos.
Con la teoría no basta, y para poder comprender
 Por dónde comenzar y qué hacer para implementar sus principios El movimiento de las 5 s es una concepción ligada a la orientación hacia la calidad total que se originó en Japón, por Shingeo Shingo. Básicamente
Por dónde comenzar y qué hacer para implementar sus principios El movimiento de las 5 s es una concepción ligada a la orientación hacia la calidad total que se originó en Japón, por Shingeo Shingo. Básicamente
Establecimiento del Parque Tecnológico Ing. Julio Padilla Mendez"
 Establecimiento del Parque Tecnológico Ing. Julio Padilla Mendez" 2 Aprobado por el Consejo Universitario de la UNI el 3 de febrero del 2011. Instaurado el Consejo Consultivo el 7 de febrero de 2011, con
Establecimiento del Parque Tecnológico Ing. Julio Padilla Mendez" 2 Aprobado por el Consejo Universitario de la UNI el 3 de febrero del 2011. Instaurado el Consejo Consultivo el 7 de febrero de 2011, con
MANUFACTURA ESBELTA TPM MANTENIMIENTO PRODUCTIVO TOTAL
 MANUFACTURA ESBELTA TPM MANTENIMIENTO PRODUCTIVO TOTAL TPM Temas a revisar: Qué es OEE? Cómo se calcula? TPM como parte del Modelo de Manufactura. Introducción a TPM Mejoras enfocadas o Kobetsu Kaizen
MANUFACTURA ESBELTA TPM MANTENIMIENTO PRODUCTIVO TOTAL TPM Temas a revisar: Qué es OEE? Cómo se calcula? TPM como parte del Modelo de Manufactura. Introducción a TPM Mejoras enfocadas o Kobetsu Kaizen
Resumen de los Modelos Kaizen, Lean y Six Sigma
 Resumen de los Modelos Kaizen, Lean y Six Sigma Kaizen Un tercer modelo famoso es el denominado Kaizen. En japonés, Kai significa cambio y Zen significa bueno, con lo que la traducción literal del concepto
Resumen de los Modelos Kaizen, Lean y Six Sigma Kaizen Un tercer modelo famoso es el denominado Kaizen. En japonés, Kai significa cambio y Zen significa bueno, con lo que la traducción literal del concepto
Las 5 S herramientas básicas de mejora de la calidad de vida
 Las 5 S herramientas básicas de mejora de la calidad de vida Autor: Justo Rosas D. Tomado de www.paritarios.cl Qué son las 5 S? Es una práctica de Calidad ideada en Japón referida al Mantenimiento Integral
Las 5 S herramientas básicas de mejora de la calidad de vida Autor: Justo Rosas D. Tomado de www.paritarios.cl Qué son las 5 S? Es una práctica de Calidad ideada en Japón referida al Mantenimiento Integral
El Sistema de Producción de SEAT. Hacía una empresa sincronizada y orientada al valor añadido.
 El Sistema de Producción de SEAT Hacía una empresa sincronizada y orientada al valor añadido. Un sistema de producción sincronizado y orientado al valor añadido se caracteriza por estructuras eficaces,
El Sistema de Producción de SEAT Hacía una empresa sincronizada y orientada al valor añadido. Un sistema de producción sincronizado y orientado al valor añadido se caracteriza por estructuras eficaces,
LEADING ENTERPRISES GROUP
 LEADING ENTERPRISES GROUP JORNADA LEAN SCM CANTABRIA 1 de Octubre de 2013 COMO AUMENTAR LA RENTABILIDAD DE LAS OPERACIONES EN EL GLOBAL DE LA CADENA DE VALOR. EL MODELO INDUSTRIAL LEAN MANUFACTURING EN
LEADING ENTERPRISES GROUP JORNADA LEAN SCM CANTABRIA 1 de Octubre de 2013 COMO AUMENTAR LA RENTABILIDAD DE LAS OPERACIONES EN EL GLOBAL DE LA CADENA DE VALOR. EL MODELO INDUSTRIAL LEAN MANUFACTURING EN
Grupo de cursos de formación para implementar un sistema de control, calidad y mejora continua en procesos de fabricación industrial.
 Grupo de cursos de formación para implementar un sistema de control, calidad y mejora continua en procesos de fabricación industrial. El objetivo de estos cursos, es la formación en técnicas y métodos
Grupo de cursos de formación para implementar un sistema de control, calidad y mejora continua en procesos de fabricación industrial. El objetivo de estos cursos, es la formación en técnicas y métodos
Capítulo 2.- MARCO TEORICO Y CONSEPTUALIZACION
 Capítulo 2.- MARCO TEORICO Y CONSEPTUALIZACION Capítulo 2 Marco teórico y conseptualización 2.1.- Qué es la Manufactura Esbelta? La manufactura esbelta nació en Japón y fue concebida por los grandes expertos
Capítulo 2.- MARCO TEORICO Y CONSEPTUALIZACION Capítulo 2 Marco teórico y conseptualización 2.1.- Qué es la Manufactura Esbelta? La manufactura esbelta nació en Japón y fue concebida por los grandes expertos
TECNOLOGIA LEAN APLICADA A LOS SERVICIOS DE URGENCIAS
 TECNOLOGIA LEAN APLICADA A LOS SERVICIOS DE URGENCIAS Dr. Miquel Sánchez Director d Urgències. Hospital Clínic de Barcelona Lean Practitioner Program Certification por la UPC Donostia, 17 de abril de 2015
TECNOLOGIA LEAN APLICADA A LOS SERVICIOS DE URGENCIAS Dr. Miquel Sánchez Director d Urgències. Hospital Clínic de Barcelona Lean Practitioner Program Certification por la UPC Donostia, 17 de abril de 2015
TEMA 10 EL SISTEMA JUSTO A TIEMPO (JIT)
") BLOQUE 3 DECISIONES TÁCTICAS DEL SUBSISTEMA DE OPERACIONES TEMA 10 EL SISTEMA JUSTO A TIEMPO (JIT) LA FILOSOFÍA DEL JUSTO A TIEMPO El JIT es una filosofía de mejora continua que afecta a todos los elementos
BLOQUE 3 DECISIONES TÁCTICAS DEL SUBSISTEMA DE OPERACIONES TEMA 10 EL SISTEMA JUSTO A TIEMPO (JIT) LA FILOSOFÍA DEL JUSTO A TIEMPO El JIT es una filosofía de mejora continua que afecta a todos los elementos
Administración Logística de Materiales
 Administración Logística de Materiales Para un mejor conocimiento de la industria acerca de distribución física, manufactura y compras, se estableció el programa de administración logística de materiales.
Administración Logística de Materiales Para un mejor conocimiento de la industria acerca de distribución física, manufactura y compras, se estableció el programa de administración logística de materiales.
Artículo publicado en la revista FORUM CALIDAD. Tendencias Emergentes. Parte 5: Agilidad Organizacional
 ARTICLE www.ingecal.cat ingecal@ingecal.cat Fecha: Octubre 2011 Balmes, 247, 6º2ª 08006-Barcelona Tel. 93.237.83.90 Artículo publicado en la revista FORUM CALIDAD Tendencias Emergentes. Parte 5: Agilidad
ARTICLE www.ingecal.cat ingecal@ingecal.cat Fecha: Octubre 2011 Balmes, 247, 6º2ª 08006-Barcelona Tel. 93.237.83.90 Artículo publicado en la revista FORUM CALIDAD Tendencias Emergentes. Parte 5: Agilidad
Overall Equipment Effectiveness
 Overall Equipment Effectiveness Cuando hablamos de mejora continua en un área de producción o de manufactura el OEE es el indicador clave para medir la eficiencia de una maquina o una línea de trabajo.
Overall Equipment Effectiveness Cuando hablamos de mejora continua en un área de producción o de manufactura el OEE es el indicador clave para medir la eficiencia de una maquina o una línea de trabajo.
Unidad de Medio Ambiente. Qué es la estrategia de las 5 S?
 Unidad de Medio Ambiente El método de las 5 s hace referencia al principio de orden y limpieza. Esta ligada al principio de calidad total que se originó en el Japón a partir de la segunda guerra mundial,
Unidad de Medio Ambiente El método de las 5 s hace referencia al principio de orden y limpieza. Esta ligada al principio de calidad total que se originó en el Japón a partir de la segunda guerra mundial,
IMPLEMENTACION DEL PROGRAMA 5 S. CAPITULO II Difenición n del Programa 55 S S Principios de Orientación
 IMPLEMENTACION DEL PROGRAMA 5 S CAPITULO II Difenición n del Programa 55 S S Principios de Orientación Definición n del Programa 2- Principios de Orientación n e Implementación n de la Metódica. El plan
IMPLEMENTACION DEL PROGRAMA 5 S CAPITULO II Difenición n del Programa 55 S S Principios de Orientación Definición n del Programa 2- Principios de Orientación n e Implementación n de la Metódica. El plan
armandovicente.tauro@gmail.com
 armandovicente.tauro@gmail.com LOGÍSTICA DEFINICIÓN Servicio al cliente!!!? Logística son métodos, medios, que permiten el desarrollo de los procesos de aprovisionamiento (compras), almacenamiento,
armandovicente.tauro@gmail.com LOGÍSTICA DEFINICIÓN Servicio al cliente!!!? Logística son métodos, medios, que permiten el desarrollo de los procesos de aprovisionamiento (compras), almacenamiento,
XV Congreso de Calidad y Medio Ambiente en la Automoción
 XV Congreso de Calidad y Medio Ambiente en la Automoción PROCESOS ROBUSTOS Y DE BAJO COSTE EN ENTORNOS INTENSIVOS EN PERSONAL Jidoka, Automatización Low Cost y líneas Chaku-Chaku José Ignacio Erausquin
XV Congreso de Calidad y Medio Ambiente en la Automoción PROCESOS ROBUSTOS Y DE BAJO COSTE EN ENTORNOS INTENSIVOS EN PERSONAL Jidoka, Automatización Low Cost y líneas Chaku-Chaku José Ignacio Erausquin
CERTIFICADO EN MANUFACTURA ESBELTA
 CERTIFICADO EN MANUFACTURA ESBELTA Objetivo general: Ser una organización esbelta en un proceso de mejora e innovación para crear valor para sus clientes, obtener mayores ganancias a través de una cultura
CERTIFICADO EN MANUFACTURA ESBELTA Objetivo general: Ser una organización esbelta en un proceso de mejora e innovación para crear valor para sus clientes, obtener mayores ganancias a través de una cultura
Formación exclusiva de profesionales para profesionales
 UNIDAD FORMATIVA ÁREA LEAN PARA PYMES Implementación Integral de la Metodología Lean Manufacturing OPERACIONES INDUSTRIALES Formación exclusiva de profesionales para profesionales 1 LEAN PARA PYMES Introducción
UNIDAD FORMATIVA ÁREA LEAN PARA PYMES Implementación Integral de la Metodología Lean Manufacturing OPERACIONES INDUSTRIALES Formación exclusiva de profesionales para profesionales 1 LEAN PARA PYMES Introducción
Fundamentos de Lean & Kaizen
 Fundamentos de Lean & Kaizen Leyva Consultores, S.C. Presentado por: {Nombre} {Consultor} {Octubre, 2014} En esencia y en la práctica: Lean (Enterprise/Manufacturing) es adelgazar ó eliminar todo recurso
Fundamentos de Lean & Kaizen Leyva Consultores, S.C. Presentado por: {Nombre} {Consultor} {Octubre, 2014} En esencia y en la práctica: Lean (Enterprise/Manufacturing) es adelgazar ó eliminar todo recurso
Mejora de la Eficiencia con Lean y Seis Sigma
 Mejora de la Eficiencia con Lean y Seis Sigma Madrid, 11 de Noviembre de 2011 Preparado por: Fundamentos Lean MEJORA DE LA EFICIENCIA CON LEAN Y SEIS SIGMA Principios de COSTE MÁS...: PRECIO DE VENTA =
Mejora de la Eficiencia con Lean y Seis Sigma Madrid, 11 de Noviembre de 2011 Preparado por: Fundamentos Lean MEJORA DE LA EFICIENCIA CON LEAN Y SEIS SIGMA Principios de COSTE MÁS...: PRECIO DE VENTA =
Formación Lean Management in situ. Aprende Jugando.
 Formación Lean Management in situ. Aprende Jugando. Lean Management. Catálogo de formación in situ. Todas nuestras formaciones son bonificables a través de la Fundación Tripartita. Programa integrado Lean
Formación Lean Management in situ. Aprende Jugando. Lean Management. Catálogo de formación in situ. Todas nuestras formaciones son bonificables a través de la Fundación Tripartita. Programa integrado Lean
Incremento continuo con KANBAN
 Incremento continuo con KANBAN Pendientes Desarrollo Pruebas Entregable Finalizadas Nelson Monzón López KAIZEN Mejora continua Filosofías LEAN Qué es KANBAN? K A N B A N Visual Etiqueta de instrucción
Incremento continuo con KANBAN Pendientes Desarrollo Pruebas Entregable Finalizadas Nelson Monzón López KAIZEN Mejora continua Filosofías LEAN Qué es KANBAN? K A N B A N Visual Etiqueta de instrucción
Un sistema encaminado a crear flujo continuo y que sea el cliente el que active este flujo (producción JIT).
.") Definición: es una filosofía de trabajo, basada en las personas, que define la forma de mejora y optimización de un sistema de producción focalizándose en identificar y eliminar todo tipo de desperdicio.
Definición: es una filosofía de trabajo, basada en las personas, que define la forma de mejora y optimización de un sistema de producción focalizándose en identificar y eliminar todo tipo de desperdicio.
Charlas para la gestión del mantenimiento Fernando Espinosa Fuentes
 Charlas para la gestión del mantenimiento Fernando Espinosa Fuentes La definición más usual de un indicador es: un hecho cuantificado que mide la eficacia y/o la eficiencia de todo o parte de un proceso
Charlas para la gestión del mantenimiento Fernando Espinosa Fuentes La definición más usual de un indicador es: un hecho cuantificado que mide la eficacia y/o la eficiencia de todo o parte de un proceso
APLICACIÓN DE HERRAMIENTAS TIEMPOS EN CAMBIOS DE PRODUCTO IREX DE COSTA RICA S.A.
 REALIMENTACIÓN DE RESULTADOS DE EVALUACIÓN APLICACIÓN DE HERRAMIENTAS LEAN SIX SIGMA PREMIO PARA A LA EXCELENCIA REDUCCIÓN DE TIEMPOS EN CAMBIOS DE PRODUCTO IREX DE COSTA RICA S.A. YAMARY ONDOY A. AGENDA
REALIMENTACIÓN DE RESULTADOS DE EVALUACIÓN APLICACIÓN DE HERRAMIENTAS LEAN SIX SIGMA PREMIO PARA A LA EXCELENCIA REDUCCIÓN DE TIEMPOS EN CAMBIOS DE PRODUCTO IREX DE COSTA RICA S.A. YAMARY ONDOY A. AGENDA
WHITEPAPER SOLUCIONES HUMAN MES: APOYANDO A LOS OPERARIOS. La colaboración perfecta entre máquinas y personas. www.aptean.com/es
 WHITEPAPER SOLUCIONES HUMAN MES: APOYANDO A LOS OPERARIOS La colaboración perfecta entre máquinas y personas WHITEPAPER SOLUCIONES HUMAN MES: APOYANDO A LOS OPERARIOS 2 INTRODUCCIÓN Los seres humanos son
WHITEPAPER SOLUCIONES HUMAN MES: APOYANDO A LOS OPERARIOS La colaboración perfecta entre máquinas y personas WHITEPAPER SOLUCIONES HUMAN MES: APOYANDO A LOS OPERARIOS 2 INTRODUCCIÓN Los seres humanos son
Justo a tiempo JIT. La filosofía del "justo a tiempo" se fundamenta principalmente en:
 Justo a tiempo JIT El sistema justo a tiempo, comenzó como el sistema de producción de la empresa Toyota por el año 1976 buscando mejorar la flexibilidad de los procesos fabriles como respuesta al descenso
Justo a tiempo JIT El sistema justo a tiempo, comenzó como el sistema de producción de la empresa Toyota por el año 1976 buscando mejorar la flexibilidad de los procesos fabriles como respuesta al descenso
1.3 - Desarrollo Lean
 1.3 - Desarrollo Lean Tema 1: Fundamentos de las metodologías ágiles En qué se parece la fabricación de un producto y el desarollo de software? Fabricación de un producto Entradas: materias primas y componentes
1.3 - Desarrollo Lean Tema 1: Fundamentos de las metodologías ágiles En qué se parece la fabricación de un producto y el desarollo de software? Fabricación de un producto Entradas: materias primas y componentes
SIMULACIONES ACTIO 2012
 Simulaciones ACTIO 2012 SIMULACIONES ACTIO 2012 Simulaciones ACTIO. Efecto Forrester. Lean Manufacturing. Lean Office. Lean Logistics. 5S + Gestión Visual. SMED. Six Sigma. Juegos y simulaciones a medida
Simulaciones ACTIO 2012 SIMULACIONES ACTIO 2012 Simulaciones ACTIO. Efecto Forrester. Lean Manufacturing. Lean Office. Lean Logistics. 5S + Gestión Visual. SMED. Six Sigma. Juegos y simulaciones a medida
Seis Sigma. Nueva filosofía Administrativa.
 Seis Sigma. Nueva filosofía Administrativa. GIN. Filosofía de Calidad. El Seis Sigma es un parámetro cuya base principal es la desviación estándar y su enfoque es reducir la variación y/o defectos en lo
Seis Sigma. Nueva filosofía Administrativa. GIN. Filosofía de Calidad. El Seis Sigma es un parámetro cuya base principal es la desviación estándar y su enfoque es reducir la variación y/o defectos en lo
IMPLANTACION DE TPM. (Mantenimiento Productivo Total)
") IMPLANTACION DE TPM (Mantenimiento Productivo Total) INTRODUCCIÓN QUÉ ES EL MANTENIMIENTO? OBJETIVOS ORIGEN BENEFICIOS PILARES BÁSICOS DEL TPM IMPLANTACIÓN LOS 12 PASOS A SEGUIR MANTENIMIENTO Qué es? Es
IMPLANTACION DE TPM (Mantenimiento Productivo Total) INTRODUCCIÓN QUÉ ES EL MANTENIMIENTO? OBJETIVOS ORIGEN BENEFICIOS PILARES BÁSICOS DEL TPM IMPLANTACIÓN LOS 12 PASOS A SEGUIR MANTENIMIENTO Qué es? Es
En busca de la Manufactura de Clase Mundial. ING. OSCAR EDGARDO MARTIN
 En busca de la Manufactura de Clase Mundial. ING. OSCAR EDGARDO MARTIN Historia de La Manufactura 1800-1900 Manufactura artesanal poco eficiente y de alto costo. Pedidos individuales variables en calidad.
En busca de la Manufactura de Clase Mundial. ING. OSCAR EDGARDO MARTIN Historia de La Manufactura 1800-1900 Manufactura artesanal poco eficiente y de alto costo. Pedidos individuales variables en calidad.
Mapex Quality Manager 7.0
 Mapex Quality Manager 7.0 Mapex Quality Manager es uno de los módulos disponibles para la Mapex Business Platform, tanto para la Corporate Edition como para la SmallBusiness Edition, y permite el control,
Mapex Quality Manager 7.0 Mapex Quality Manager es uno de los módulos disponibles para la Mapex Business Platform, tanto para la Corporate Edition como para la SmallBusiness Edition, y permite el control,
MEDICION DEL TRABAJO
 MEDICION DEL TRABAJO Habíamos dicho al comenzar el curso que habían 4 técnicas que permiten realizar una medición del trabajo 1 Técnicas Directas: - Estudio de tiempos con cronómetro - Muestreo del trabajo
MEDICION DEL TRABAJO Habíamos dicho al comenzar el curso que habían 4 técnicas que permiten realizar una medición del trabajo 1 Técnicas Directas: - Estudio de tiempos con cronómetro - Muestreo del trabajo
INSTRODUCCION. Toda organización puede mejorar su manera de trabajar, lo cual significa un
 INSTRODUCCION Toda organización puede mejorar su manera de trabajar, lo cual significa un incremento de sus clientes y gestionar el riesgo de la mejor manera posible, reduciendo costes y mejorando la calidad
INSTRODUCCION Toda organización puede mejorar su manera de trabajar, lo cual significa un incremento de sus clientes y gestionar el riesgo de la mejor manera posible, reduciendo costes y mejorando la calidad
JUSTO A TIEMPO (JIT)
") PÁG. 1 DE 9 1. QUÉ ES? Just in time (que también se usa con sus siglas JIT), literalmente quiere decir Justo a tiempo. Es una filosofía que define la forma en que debería optimizarse un sistema de producción.
PÁG. 1 DE 9 1. QUÉ ES? Just in time (que también se usa con sus siglas JIT), literalmente quiere decir Justo a tiempo. Es una filosofía que define la forma en que debería optimizarse un sistema de producción.
Cursos Lean Manufacturing
 Cursos Lean Manufacturing Curso:. Horario: 15:30 a 20:30h Lugar: Universidad de Ae Duración: 10 horas Dirigido a: Directores de Fábrica, Directores de Operaciones, Jefes de Producción, Directores de Calidad,
Cursos Lean Manufacturing Curso:. Horario: 15:30 a 20:30h Lugar: Universidad de Ae Duración: 10 horas Dirigido a: Directores de Fábrica, Directores de Operaciones, Jefes de Producción, Directores de Calidad,
Folleto Informativo. El Aprendizaje Combinado Lleva a una Capacitación Efectiva
 Folleto Informativo El Aprendizaje Combinado Lleva a una Capacitación Efectiva En el mundo actual de los negocios, las empresas exitosas buscan la manera de aumentar sus ventajas competitivas y a la vez
Folleto Informativo El Aprendizaje Combinado Lleva a una Capacitación Efectiva En el mundo actual de los negocios, las empresas exitosas buscan la manera de aumentar sus ventajas competitivas y a la vez
Norma ISO 14001: 2015
 Norma ISO 14001: 2015 Sistema de Gestión Medioambiental El presente documento es la versión impresa de la página www.grupoacms.com Si desea más información sobre la Norma ISO 14001 u otras normas relacionadas
Norma ISO 14001: 2015 Sistema de Gestión Medioambiental El presente documento es la versión impresa de la página www.grupoacms.com Si desea más información sobre la Norma ISO 14001 u otras normas relacionadas
CAPITULO I. Introducción. En la actualidad, las empresas están tomando un papel activo en cuanto al uso de sistemas y
 CAPITULO I Introducción 1.1 Introducción En la actualidad, las empresas están tomando un papel activo en cuanto al uso de sistemas y redes computacionales. La tecnología ha ido evolucionando constantemente
CAPITULO I Introducción 1.1 Introducción En la actualidad, las empresas están tomando un papel activo en cuanto al uso de sistemas y redes computacionales. La tecnología ha ido evolucionando constantemente
Mantenimiento Productivo Total T.P.M.
 Mantenimiento Productivo Total 1.- Introducción T.P.M. El TPM se originó y se desarrolló en Japón, por la necesidad de mejorar la gestión de mantenimiento para alcanzar la velocidad con la que se automatizaron
Mantenimiento Productivo Total 1.- Introducción T.P.M. El TPM se originó y se desarrolló en Japón, por la necesidad de mejorar la gestión de mantenimiento para alcanzar la velocidad con la que se automatizaron
1.2 SISTEMAS DE PRODUCCIÓN
 19 1.2 SISTEMAS DE PRODUCCIÓN Para operar en forma efectiva, una empresa manufacturera debe tener sistemas que le permitan lograr eficientemente el tipo de producción que realiza. Los sistemas de producción
19 1.2 SISTEMAS DE PRODUCCIÓN Para operar en forma efectiva, una empresa manufacturera debe tener sistemas que le permitan lograr eficientemente el tipo de producción que realiza. Los sistemas de producción
Estas visiones de la información, denominadas vistas, se pueden identificar de varias formas.
 El primer paso en el diseño de una base de datos es la producción del esquema conceptual. Normalmente, se construyen varios esquemas conceptuales, cada uno para representar las distintas visiones que los
El primer paso en el diseño de una base de datos es la producción del esquema conceptual. Normalmente, se construyen varios esquemas conceptuales, cada uno para representar las distintas visiones que los
Lean Management: una alternativa altamente competitiva
 Lean Management: una alternativa altamente competitiva Lluís Cuatrecasas Presidente del Instituto Lean Decía en mi artículo dedicado a la importancia de la operativa en flujo, que el sentido común nos
Lean Management: una alternativa altamente competitiva Lluís Cuatrecasas Presidente del Instituto Lean Decía en mi artículo dedicado a la importancia de la operativa en flujo, que el sentido común nos
Análisis de los datos
 Universidad Complutense de Madrid CURSOS DE FORMACIÓN EN INFORMÁTICA Análisis de los datos Hojas de cálculo Tema 6 Análisis de los datos Una de las capacidades más interesantes de Excel es la actualización
Universidad Complutense de Madrid CURSOS DE FORMACIÓN EN INFORMÁTICA Análisis de los datos Hojas de cálculo Tema 6 Análisis de los datos Una de las capacidades más interesantes de Excel es la actualización
TECNICA DE LAS 5 S ING. JUANA SEGURA GONZALEZ
 TECNICA DE LAS 5 S ING. JUANA SEGURA GONZALEZ LIMA - PERU 2010 INTRODUCCION CONTENIDO ESTRATEGIA KAIZEN LAS 5 S EVALUACION DE LAS 5 S BENEFICIOS DE LAS 5 S APLICACIONES CASO: TECNICA DE 5 S Y LA SEGURIDAD
TECNICA DE LAS 5 S ING. JUANA SEGURA GONZALEZ LIMA - PERU 2010 INTRODUCCION CONTENIDO ESTRATEGIA KAIZEN LAS 5 S EVALUACION DE LAS 5 S BENEFICIOS DE LAS 5 S APLICACIONES CASO: TECNICA DE 5 S Y LA SEGURIDAD
Pauta Correccion Gestión de Mantenimiento Control #2
 TIEMPO: 75 minutos PUNTAJE MAXIMO: 42 PTOS. FECHA: 22 NOVIEMBRE 2011 1. (12 ptos) De acuerdo a lo estudiado en clases y las diapositivas del curso: 1. Indique en un gráfico una forma de organizar una empresa
TIEMPO: 75 minutos PUNTAJE MAXIMO: 42 PTOS. FECHA: 22 NOVIEMBRE 2011 1. (12 ptos) De acuerdo a lo estudiado en clases y las diapositivas del curso: 1. Indique en un gráfico una forma de organizar una empresa
"El despilfarro más peligroso de todos es el que no reconocemos como tal"
 UNIDAD DE CONOCIMIENTO Lean Management "El despilfarro más peligroso de todos es el que no reconocemos como tal" Shigeo Shingo Sumario Qué es? 1 Herramientas 2 El dato 3 Guía de Trabajo 3 La experiencia
UNIDAD DE CONOCIMIENTO Lean Management "El despilfarro más peligroso de todos es el que no reconocemos como tal" Shigeo Shingo Sumario Qué es? 1 Herramientas 2 El dato 3 Guía de Trabajo 3 La experiencia
de la empresa Al finalizar la unidad, el alumno:
 de la empresa Al finalizar la unidad, el alumno: Identificará el concepto de rentabilidad. Identificará cómo afecta a una empresa la rentabilidad. Evaluará la rentabilidad de una empresa, mediante la aplicación
de la empresa Al finalizar la unidad, el alumno: Identificará el concepto de rentabilidad. Identificará cómo afecta a una empresa la rentabilidad. Evaluará la rentabilidad de una empresa, mediante la aplicación
Cálculo de indicadores productivos
 Cálculo de indicadores productivos Apellidos, nombre Departamento Centro Marin-Garcia, Juan A. (jamarin@omp.upv.es) Garcia-Sabater, Julio J. (jugarsa@omp.upv.es) ROGLE. Depto de Organización de Empresas
Cálculo de indicadores productivos Apellidos, nombre Departamento Centro Marin-Garcia, Juan A. (jamarin@omp.upv.es) Garcia-Sabater, Julio J. (jugarsa@omp.upv.es) ROGLE. Depto de Organización de Empresas
Máxima flexibilidad en paletizado automático al mejor precio
 Máxima flexibilidad en paletizado automático al mejor precio Sistemas de automatización para su proceso productivo Tecnowey, compañía líder en sistemas integrados y tecnología aplicada a la automatización,
Máxima flexibilidad en paletizado automático al mejor precio Sistemas de automatización para su proceso productivo Tecnowey, compañía líder en sistemas integrados y tecnología aplicada a la automatización,
Por qué Invertir en Tecnología: Criterios Objetivos para Analizar el Ahorro de Costes de la Inversión
 Por qué Invertir en Tecnología: Criterios Objetivos para Analizar el Ahorro de Costes de la Inversión En estos tiempos de incertidumbre por la situación económica actual, ante la disyuntiva de realizar
Por qué Invertir en Tecnología: Criterios Objetivos para Analizar el Ahorro de Costes de la Inversión En estos tiempos de incertidumbre por la situación económica actual, ante la disyuntiva de realizar
EL SECTOR AUTOMOTRIZ Y LA SUBCONTRATACIÓN: A
 E SECTOR AUTOMOTRIZ Y A SUBCONTRATACIÓN: A inicios de siglo el sector automotriz se planteó el desafío de cambiar su metodología y forma de gestión de la producción pasando de una cadena de producción
E SECTOR AUTOMOTRIZ Y A SUBCONTRATACIÓN: A inicios de siglo el sector automotriz se planteó el desafío de cambiar su metodología y forma de gestión de la producción pasando de una cadena de producción
AtlanWood Project. Victoriano Conde, victor.conde@institutolean.org Santiago de Compostela, 15 de diciembre 2006
 AtlanWood Project Victoriano Conde, victor.conde@institutolean.org Santiago de Compostela, 15 de diciembre 2006 Instituto Lean Management www.institutolean.org 1 LEAN MANAGEMENT: la nueva competitividad
AtlanWood Project Victoriano Conde, victor.conde@institutolean.org Santiago de Compostela, 15 de diciembre 2006 Instituto Lean Management www.institutolean.org 1 LEAN MANAGEMENT: la nueva competitividad
Cursos Lean Manufacturing
 Cursos Lean Manufacturing Curso:. Horario: 15:30 a 20:30h Lugar: Universidad de Ae Duración: 10 horas Dirigido a: Directores de Fábrica, Directores de Operaciones, Jefes de Producción, Directores de Calidad,
Cursos Lean Manufacturing Curso:. Horario: 15:30 a 20:30h Lugar: Universidad de Ae Duración: 10 horas Dirigido a: Directores de Fábrica, Directores de Operaciones, Jefes de Producción, Directores de Calidad,
CERTAMEN N 1 GESTIÓN DE MANTENCIÓN DE FLOTA (ACA303) NOMBRE: CURSO:
 NOMBRE: CURSO:") GESTIÓN DE MANTENCIÓN DE FLOTA (ACA303) Página 1 de 8 NOMBRE: CURSO: CONTENIDOS EVALUADOS: UNIDADES I y II. I.- INSTRUCCIONES GENERALES - Este CERTAMEN consta de 3 partes y 25 preguntas en total. La primera
GESTIÓN DE MANTENCIÓN DE FLOTA (ACA303) Página 1 de 8 NOMBRE: CURSO: CONTENIDOS EVALUADOS: UNIDADES I y II. I.- INSTRUCCIONES GENERALES - Este CERTAMEN consta de 3 partes y 25 preguntas en total. La primera
5S s. Curso de Formación Las 5s s y su Aplicación Práctica
 Curso de Formación Las 5s s y su Aplicación Práctica La herramienta que permite mejorar en Productividad y Calidad de forma sencilla y participativa. Más de 60 años prestando servicios a las empresas para
Curso de Formación Las 5s s y su Aplicación Práctica La herramienta que permite mejorar en Productividad y Calidad de forma sencilla y participativa. Más de 60 años prestando servicios a las empresas para
LAS 7 GRANDES PERDIDAS. (Identificando las Pérdidas. Parte II)
") LAS 7 GRANDES PERDIDAS. (Identificando las Pérdidas. Parte II) En la primera parte analizamos en qué consistían las pérdidas, las clasificamos y establecimos por qué aparecen. Ahora nos detendremos a identificar
LAS 7 GRANDES PERDIDAS. (Identificando las Pérdidas. Parte II) En la primera parte analizamos en qué consistían las pérdidas, las clasificamos y establecimos por qué aparecen. Ahora nos detendremos a identificar
6. Gestión de proyectos
 6. Gestión de proyectos Versión estudiante Introducción 1. El proceso de gestión de proyectos 2. Gestión del riesgo "La gestión de proyectos se basa en establecer objetivos claros, gestionar el tiempo,
6. Gestión de proyectos Versión estudiante Introducción 1. El proceso de gestión de proyectos 2. Gestión del riesgo "La gestión de proyectos se basa en establecer objetivos claros, gestionar el tiempo,
Pequeños cambios para grandes mejoras La mejora continua de procesos en la gestión n de la cadena de suministro:
 Pequeños cambios para grandes mejoras La mejora continua de procesos en la gestión n de la cadena de suministro: Casos de Éxito en Fabricación n y Distribución Calahorra, 12 de Febrero 2010 Ramón García
Pequeños cambios para grandes mejoras La mejora continua de procesos en la gestión n de la cadena de suministro: Casos de Éxito en Fabricación n y Distribución Calahorra, 12 de Febrero 2010 Ramón García
Gestión de la Configuración
 Gestión de la ÍNDICE DESCRIPCIÓN Y OBJETIVOS... 1 ESTUDIO DE VIABILIDAD DEL SISTEMA... 2 ACTIVIDAD EVS-GC 1: DEFINICIÓN DE LOS REQUISITOS DE GESTIÓN DE CONFIGURACIÓN... 2 Tarea EVS-GC 1.1: Definición de
Gestión de la ÍNDICE DESCRIPCIÓN Y OBJETIVOS... 1 ESTUDIO DE VIABILIDAD DEL SISTEMA... 2 ACTIVIDAD EVS-GC 1: DEFINICIÓN DE LOS REQUISITOS DE GESTIÓN DE CONFIGURACIÓN... 2 Tarea EVS-GC 1.1: Definición de
El objetivo principal del presente curso es proporcionar a sus alumnos los conocimientos y las herramientas básicas para la gestión de proyectos.
 Gestión de proyectos Duración: 45 horas Objetivos: El objetivo principal del presente curso es proporcionar a sus alumnos los conocimientos y las herramientas básicas para la gestión de proyectos. Contenidos:
Gestión de proyectos Duración: 45 horas Objetivos: El objetivo principal del presente curso es proporcionar a sus alumnos los conocimientos y las herramientas básicas para la gestión de proyectos. Contenidos:
Gestión de proyectos
 Gestión de proyectos Horas: 45 El objetivo principal del presente curso es proporcionar a sus alumnos los conocimientos y las herramientas básicas para la gestión de proyectos. Gestión de proyectos El
Gestión de proyectos Horas: 45 El objetivo principal del presente curso es proporcionar a sus alumnos los conocimientos y las herramientas básicas para la gestión de proyectos. Gestión de proyectos El
Una manera sencilla y eficaz de transmitir las necesidades del proceso siguiente es mediante KANBAN.
 Kanban KANBAN es una palabra japonesa que significa entre otras cosas poster o señal. Generalmente se asocia a una tarjeta que se utiliza como señal de comunicación entre puestos de trabajo que advierte
Kanban KANBAN es una palabra japonesa que significa entre otras cosas poster o señal. Generalmente se asocia a una tarjeta que se utiliza como señal de comunicación entre puestos de trabajo que advierte
UNIVERSIDAD DE ORIENTE FACULTAD DE CIENCIAS ECONOMICAS
 UNIVERSIDAD DE ORIENTE FACULTAD DE CIENCIAS ECONOMICAS AUDITORIA DE SISTEMAS COMPUTACIONALES TIPOS DE AUDITORIA LIC. FRANCISCO D. LOVOS Tipos de Auditorías Auditoría de Base de Datos Auditoría de Desarrollo
UNIVERSIDAD DE ORIENTE FACULTAD DE CIENCIAS ECONOMICAS AUDITORIA DE SISTEMAS COMPUTACIONALES TIPOS DE AUDITORIA LIC. FRANCISCO D. LOVOS Tipos de Auditorías Auditoría de Base de Datos Auditoría de Desarrollo
Workshop Mantenimiento Autónomo Automantenimiento Optimización del Mantenimiento y
 Workshop Mantenimiento Autónomo Automantenimiento Optimización del Mantenimiento y Productividad a través del TPM (Total Productive Maintenance) INTRODUCCIÓN Sufre continuas averías en sus equipos que
Workshop Mantenimiento Autónomo Automantenimiento Optimización del Mantenimiento y Productividad a través del TPM (Total Productive Maintenance) INTRODUCCIÓN Sufre continuas averías en sus equipos que
Charlas para la Gestión del Mantenimiento Fernando Espinosa Fuentes
 Charlas para la Gestión del Mantenimiento Fernando Espinosa Fuentes Conseguir una alta eficiencia de los activos es un reto importante ya que tiene un impacto significativo sobre los beneficios. Afecta
Charlas para la Gestión del Mantenimiento Fernando Espinosa Fuentes Conseguir una alta eficiencia de los activos es un reto importante ya que tiene un impacto significativo sobre los beneficios. Afecta
Consiste en identificar y separar los materiales necesarios de los innecesarios y en desprenderse de éstos últimos.
 Introduccion En el trabajo, las personas deben disponer de espacios y entornos adecuados. La empresa y los propios empleados tienen la responsabilidad de organizar, mantener y mejorar sus lugares de trabajo
Introduccion En el trabajo, las personas deben disponer de espacios y entornos adecuados. La empresa y los propios empleados tienen la responsabilidad de organizar, mantener y mejorar sus lugares de trabajo
INTRODUCCIÓN LEAN MANUFACTURING
 INTRODUCCIÓN LEAN MANUFACTURING ÍNDICE 1. Qué es valor? 2. Qué es productividad? 3. Qué es Lean Manufacturing? 4. 5. 6. Introducción al Lean Manufacturing. Toyota Herramientas LEAN En una fábrica 1. Qué
INTRODUCCIÓN LEAN MANUFACTURING ÍNDICE 1. Qué es valor? 2. Qué es productividad? 3. Qué es Lean Manufacturing? 4. 5. 6. Introducción al Lean Manufacturing. Toyota Herramientas LEAN En una fábrica 1. Qué
SISTEMAS Y MANUALES DE LA CALIDAD
 SISTEMAS Y MANUALES DE LA CALIDAD NORMATIVAS SOBRE SISTEMAS DE CALIDAD Introducción La experiencia de algunos sectores industriales que por las características particulares de sus productos tenían necesidad
SISTEMAS Y MANUALES DE LA CALIDAD NORMATIVAS SOBRE SISTEMAS DE CALIDAD Introducción La experiencia de algunos sectores industriales que por las características particulares de sus productos tenían necesidad
Master en Gestion de la Calidad
 Master en Gestion de la Calidad Los 3 niveles de la Calidad Los 3 niveles de la calidad 1 / 8 OBJETIVOS Al finalizar esta unidad didáctica será capaz: Conocer los 3 niveles de la calidad. CONTENIDOS En
Master en Gestion de la Calidad Los 3 niveles de la Calidad Los 3 niveles de la calidad 1 / 8 OBJETIVOS Al finalizar esta unidad didáctica será capaz: Conocer los 3 niveles de la calidad. CONTENIDOS En
GUÍA PRÁCTICA DE PREVENCIÓN D E R IE S G O S L A B O R A L E S E N H O S T E L E R Í A EL MÉTODO PRÁCTICO DE LAS CINCO ESES
 GUÍA PRÁCTICA DE PREVENCIÓN D E R IE S G O S L A B O R A L E S E N H O S T E L E R Í A EL MÉTODO PRÁCTICO DE LAS CINCO ESES PRESENTACIÓN La guía práctica Método práctico para la prevención de riesgos laborales
GUÍA PRÁCTICA DE PREVENCIÓN D E R IE S G O S L A B O R A L E S E N H O S T E L E R Í A EL MÉTODO PRÁCTICO DE LAS CINCO ESES PRESENTACIÓN La guía práctica Método práctico para la prevención de riesgos laborales
MANTENIMIENTO DE EDIFICIOS E
 MANTENIMIENTO DE EDIFICIOS E INSTALACIONES Código: PRA-6301 Fecha: 22-07-2011 Página: 1 de 8 MANTENIMIENTO DE EDICIÓN FECHA MODIFICACIÓN 1 22-07-2011 Edición inicial Elaboración: Revisión: Aprobación:
MANTENIMIENTO DE EDIFICIOS E INSTALACIONES Código: PRA-6301 Fecha: 22-07-2011 Página: 1 de 8 MANTENIMIENTO DE EDICIÓN FECHA MODIFICACIÓN 1 22-07-2011 Edición inicial Elaboración: Revisión: Aprobación:
Criterios para la información de la gestión del mantenimiento
 Criterios para la información de la gestión del mantenimiento (RM. Revista Mantenimiento Nº1, AÑO 1990 - ISS 0716-8616) J.M. Lucía Lucía. Fracer Española España La rápida y espectacular extensión del uso
Criterios para la información de la gestión del mantenimiento (RM. Revista Mantenimiento Nº1, AÑO 1990 - ISS 0716-8616) J.M. Lucía Lucía. Fracer Española España La rápida y espectacular extensión del uso
Charlas para la gestión del mantenimiento Fernando Espinosa Fuentes
 Charlas para la gestión del mantenimiento Fernando Espinosa Fuentes Six Sigma es una metodología de la gerencia de calidad que provee a las empresas de herramientas para mejorar la capacidad de sus procesos
Charlas para la gestión del mantenimiento Fernando Espinosa Fuentes Six Sigma es una metodología de la gerencia de calidad que provee a las empresas de herramientas para mejorar la capacidad de sus procesos
Criterios de Selección de Inversiones: El Valor Actual Neto y sus derivados *.
 Criterios de Selección de Inversiones: El Valor Actual Neto y sus derivados *. Uno de los criterios más válidos para la selección de inversiones alternativas es la determinación del Valor Actual Neto (VAN)
Criterios de Selección de Inversiones: El Valor Actual Neto y sus derivados *. Uno de los criterios más válidos para la selección de inversiones alternativas es la determinación del Valor Actual Neto (VAN)
GESTIÓN, PREVENCIÓN Y PRODUCTIVIDAD DISEÑO, PRODUCTIVIDAD Y BIENESTAR
 GESTIÓN, PREVENCIÓN Y PRODUCTIVIDAD BIENESTAR ENFOQUES EN LA RELACIÓN ERGONOMÍA Y LEAN Qué aporta Lean desde el punto de vista ergonómico? Qué aporta la Ergonomía a Lean? QUÉ ES LEAN? Recurriendo al diccionario:
GESTIÓN, PREVENCIÓN Y PRODUCTIVIDAD BIENESTAR ENFOQUES EN LA RELACIÓN ERGONOMÍA Y LEAN Qué aporta Lean desde el punto de vista ergonómico? Qué aporta la Ergonomía a Lean? QUÉ ES LEAN? Recurriendo al diccionario:
LA TEORÍA DE LA MEDICIÓN DEL DESPILFARRO. José Agustín Cruelles
 LA TEORÍA DE LA MEDICIÓN DEL DESPILFARRO José Agustín Cruelles Torrijos 2010 Índice PARTE I CONCEPTOS 1. INTRODUCCIÓN... 3 2. DEFINICIÓN DEL DESPILFARRO... 9 2.1. Bases y supuestos para esta teoría...10
LA TEORÍA DE LA MEDICIÓN DEL DESPILFARRO José Agustín Cruelles Torrijos 2010 Índice PARTE I CONCEPTOS 1. INTRODUCCIÓN... 3 2. DEFINICIÓN DEL DESPILFARRO... 9 2.1. Bases y supuestos para esta teoría...10
Mantenimiento Autónomo y Desarrollo Organizacional
 Mantenimiento Autónomo y Desarrollo Organizacional Por: Humberto Álvarez Laverde Director ceroaverias.com www.ceroaverias.com El mantenimiento autónomo se debe considerar como un instrumento para intervenir
Mantenimiento Autónomo y Desarrollo Organizacional Por: Humberto Álvarez Laverde Director ceroaverias.com www.ceroaverias.com El mantenimiento autónomo se debe considerar como un instrumento para intervenir
Compras y aprovisionamiento
 Compras y aprovisionamiento El proceso de aprovisionamiento Factores que influyen en la función de aprovisionamiento Evolución de la función de compras Compras y aprovisionamiento en métodos JIT El aprovisionamiento
Compras y aprovisionamiento El proceso de aprovisionamiento Factores que influyen en la función de aprovisionamiento Evolución de la función de compras Compras y aprovisionamiento en métodos JIT El aprovisionamiento