REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 4. CIRSOC304 Ing.Eduardo Asta
|
|
|
- Aarón Figueroa Domínguez
- hace 7 años
- Vistas:
Transcripción
1 REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 4
2 Capítulo 3-Calificación de Procedimientos (EPS) y Operadores de Soldadura 4.1- CAMPO DE VALIDEZ Requerimientos para ensayos de calificaciones de especificaciones de procedimientos de soldadura (EPS) y personal de soldadura. Calificación de la EPS, que no esté clasificada como precalificada de acuerdo con el Capítulo 3 Ensayos de calificación de habilidad requeridos por el Reglamento para determinar la habilidad del soldador, operador, o soldador punteador para producir soldaduras sanas.
3 4.2.1.Especificación del Procedimiento de Soldadura (EPS) Una EPS para uso en soldadura de producción deberá ser calificada de acuerdo con este Capítulo y las normas IRAM-IAS U , y El proceso de calificación podrá ser realizado por el contratista o a través de Entes de Calificación y Certificación habilitados de acuerdo con la norma IRAM-IAS U La calificación de un procedimiento de soldadura debe ser aprobada por un Inspector de Soldadura certificado bajo la norma IRAM-IAS U (Nivel II o III) contratado para la obra en cuestión, o por un Ente de Calificación y Certificación de Soldadores u Operadores (Norma IRAM-IAS U ). Toda calificación de una EPS generará un RCP
4 4.2.2.Calificación de Habilidad del Personal de Soldadura Calificación de Soldadores y Operadores por medio de ensayos indicados en el Capítulo 4 Procesos SMAW, SAW, GMAW, GTAW, FCAW, ESW o EGW
5 4.2.2.Calificación de Habilidad del Personal de Soldadura Calificación Previa: Puede aceptarse, con la aprobación del Ingeniero responsable y la evidencia, adecuadamente documentada, de la calificación previa de habilidad de soldadores, operadores y soldadores punteadores ante un Ente habilitado de acuerdo con IRAM-IAS U
6 4.2.2.Calificación de Habilidad del Personal de Soldadura Responsabilidad de la Calificación: Cada fabricante o contratista será el responsable por la calificación de soldadores, operadores y soldadores punteadores debiendo realizarlas en un Ente habilitado por IRAM-IAS U Período de Efectividad: La vigencia de la calificación y certificación del soldador, operador o soldador punteador, de acuerdo con lo establecido en la norma IRAM-IAS U , salvo que exista alguna razón específica que cuestione la habilidad de un soldador u operador calificado.
7 4.3. Requerimientos Comunes para la Calificación de EPS y Habilidad del Personal de Soldadura. Edición Aplicable: Las calificaciones deberán ser realizadas con los requerimientos de la última edición del Capítulo 4 del CIRSOC 304 Registros: El fabricante o contratista deberá mantener los registros de los resultados de los ensayos, los cuales deberán estar disponibles para toda persona autorizada a verificarlos
8 4.3. Requerimientos Comunes para la Calificación de EPS y Habilidad del Personal de Soldadura Posiciones de las Soldaduras. Las soldaduras podrán ser calificadas como: plana (F), horizontal (H), vertical (V), y sobrecabeza (OH), de acuerdo con las definiciones mostradas en las Figuras 4.1 y 4.2. Las posiciones de las probetas de soldadura para ensayos se muestran en: Figura 4.3 (soldaduras con bisel en chapa) Figura 4.4 (soldaduras con bisel en caño) Figura 4.5 (soldaduras de filete en chapa) Figura 4.6 (soldaduras de filete en caño)
9 Figura 4.1 Posiciones de Soldaduras con Bisel Tabulación de posiciones de soldaduras con bisel Posición Referencia en el diagrama Angulo de inclinación Rotación de la cara Plana, bajo mano A 0 hasta hasta 210 Horizontal B 0 hasta hasta hasta 280 Sobrecabez a C 0 hasta 80 0 hasta hasta 360 Vertical D E 15 hasta hasta hasta hasta 360
10 Figura 4.2 Posiciones de Soldaduras de Filete Posición Plana, bajo mano Horizontal Sobrecabeza CIRSOC304 Ing.Eduardo D Asta 15 hasta hasta 235 Vertical Tabulación de posiciones de soldaduras de filete Referencia en el diagrama A B C E Ángulo de inclinación 0 hasta 15 0 hasta 15 0 hasta hasta 90 Rotación de la cara 150 hasta hasta hasta hasta hasta hasta 360
11 Figura 4.3 Posiciones de Chapas de Ensayo para Soldaduras con Bisel
12 Figura 4.4 Posiciones de Ensayo de Caño o Tubo para Soldaduras con Bisel
13 Figura 4.5 Posiciones de Ensayo de Chapa para Soldaduras de Filete
14 Figura 4.6 Posiciones para Ensayo de Tubos o Caños para Soldadura de filete
15 4.4- Especificación de Procedimiento de Soldadura (EPS) Posiciones Calificadas de la Soldadura para la Producción : deberán estar de acuerdo con los requerimientos de la Tabla El tipo y cantidad de ensayos requeridos para calificar una EPS en un espesor, diámetro, o ambos, deberá estar de acuerdo con la Tabla 4.2 (JPC), Tabla 4.3 (JPP) o Tabla 4.4 (Filete).
16 Tipo de ensayos para calificación de EPS Inspección visual No destructivo Plegado de cara, de raíz y lateral Tracción en sección reducida Macroataque
17 4.4.3-Tipos de Soldadura para Calificación de EPS: Juntas con bisel de penetración completa (JPC) para uniones no tubulares Juntas con bisel de penetración parcial (JPP) para uniones no tubulares Juntas de filete para uniones tubulares y no tubulares JPC para uniones tubulares JPP para uniones tubulares T, Y, K y a Tope Soldaduras en botón (tapón) y ranura (ojal) para uniones tubulares y no tubulares

18

19

20

21
22 Variables Esenciales: Los cambios que se efectúen más allá de los límites de las variables esenciales del RCP para los procesos SMAW, SAW, GMAW, GTAW y FCAW mostrados en las Tablas 4.5 y 4.6, deberán requerir recalificación de la EPS
23 Calificación de Metal Base: Los metales base incluidos en la Tabla 3.1. que estén sujetos a ensayos de calificación de la EPS podrán calificar otros grupos de metales base de acuerdo con la Tabla 4.8. Los metales base no incluidos en la Tabla 3.1. deberán ser calificados en conformidad con el Capítulo 4.

24
25 Métodos de Ensayo y Criterios Aceptables para Calificación de la EPS: Los ensayos de soldadura para calificación deberán realizarse con probetas preparadas en la forma de chapa, caño o tubo de acuerdo con lo especificado en las Figuras 4.7 a 4.11, cualquiera de las que sea aplicable. Las probetas para ensayos deberán ser preparadas en conformidad con las Figuras 4.12, 4.13, 4.14 y 4.18, según se aplique.
26 Figura 4.7 Ubicación de las Probetas de Ensayo sobre el Tubo de Ensayo Soldado
27 Figura 4.8 Ubicación de las Probetas de Ensayo para el Tubo de Sección Rectangular
28 Figura 4.9 Ubicación de las Probetas de Ensayo sobre Chapas Soldadas para Ensayo Soldadura por Electroescoria y Electrogas Calificación de EPS

29 Figura 4.10 Ubicación de las Probetas de Ensayo sobre Chapas Soldadas para Ensayo con Espesores Mayores que 10 mm Calificación de EPS
30 Figura 4.11 Ubicación de las Probetas de Ensayo sobre Chapas Soldadas para Ensayo con Espesores Iguales o Menores que 10 mm Calificación de EPS
31 Inspección visual: 1) La soldadura deberá estar libre de fisuras 2) Todos los cráteres deberán ser llenados hasta completar la sección transversal de soldadura. 3) La cara de la soldadura deberá estar al ras con la superficie del metal base o deberá emerger suavemente del metal base. La socavación deberá ser 1 mm. El refuerzo o sobremonta de la cara de la soldadura deberá ser 3 mm. 4) La raíz de la soldadura deberá ser inspeccionada y no se deberán verificar evidencias de fisuras, fusión incompleta o penetración inadecuada de la junta. Se permitirá una superficie cóncava de la raíz dentro de los límites indicados en el punto (5), con tal que el espesor total de la soldadura sea igual o mayor que el del metal base. 5) La máxima concavidad de la raíz deberá ser 2 mm y el máximo sobre espesor de raíz por penetración deberá ser 3 mm. Para uniones tubulares T, K e Y, el sobreespesor de raíz por penetración es considerado deseable y no debe ser causa de rechazo.
32 Ensayos no destructivos: Criterio de aceptación para US o RI Para una calificación aceptable de la soldadura, aplicando los ensayos radiográficos o ultrasónicos, los resultados deberán estar conformes a los requerimientos del Capítulo 6 de este Reglamento.
33 Ensayos mecánicos Probetas de plegado de raíz,cara y lateral (Figura 4.12 y 4.13) Método de ensayo (Figura 4.15 a 4.17) Probetas de tracción de sección reducida (Figura 4.14) Probeta de tracción del metal de aporte puro (Figura 4.18)
34 Figura 4.12 Probetas de Plegado de Cara y Raíz
35 Figura 4.13 Probetas de Plegado Lateral
36 Figura 4.14 Probetas de Tracción de Sección Reducida
37 Resistencia a la fluencia especificada o real del metal base[mpa] A [mm] B [mm] C [mm] D [mm] , ,3 30,2 > 345 a < ,8 25, , ,5 31,8 85,7 42,9 Figura 4.15 Ensayo de Plegado Guiado con Matriz
38 Figura 4.16 Figura 4.17
39
40 Criterio de aceptación para ensayos de plegado La superficie convexa de la probeta del ensayo de plegado no debe tener discontinuidades que excedan las siguientes dimensiones: (1) 3 mm, medidos en cualquier dirección sobre la superficie. (2) 10 mm, como la suma de las mayores dimensiones de todas las discontinuidades > 1 mm, pero 3 mm. (3) 6 mm, la máxima fisura en las esquinas de la probeta plegada, excepto cuando dicha fisura resulte de una inclusión de escoria visible u otro tipo de discontinuidad relacionada con la fusión, en cuyo caso se deberá aplicar un máximo de 3 mm. Las probetas con fisuras en las esquinas > 6 mm, sin evidencia de inclusiones de escoria u otro tipo de discontinuidades de fusión, deberán ser descartadas y reemplazadas por otras probetas de ensayo correspondientes a la soldadura original de calificación.
41 Criterio de aceptación para el ensayo de tracción La resistencia a la tracción deberá ser mayor o igual al valor mínimo especificado correspondiente al metal base.
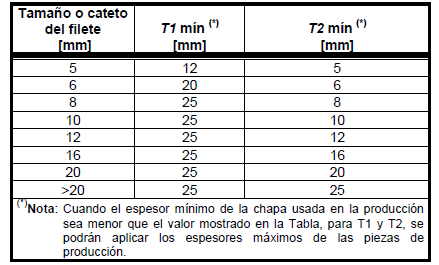
42 Criterio de aceptación del ensayo de macrográfico (1) En soldaduras con JPP, el tamaño real de la soldadura debe ser igual o mayor que el tamaño de soldadura especificado, (E). (2) Las soldaduras de filete deben tener fusión completa de la raíz de la junta, pero no necesariamente más allá de esta. (3) El tamaño mínimo del cateto debe alcanzar el tamaño de filete especificado. (4) Las soldaduras con JPP y soldaduras con filete deben verificar lo siguiente: (a) sin fisuras (b) fusión completa de las pasadas o capas adyacentes al metal de soldadura y entre el metal de soldadura y el metal base. (c) perfiles de soldadura que cumplen con el detalle especificado y se encuentran de acuerdo con lo indicado en el artículo (d) ninguna socavadura mayor o igual que 1 mm.
43 4.7. REQUERIMIENTOS DE CALIFICACIÓN EN SOLDADURA DE FILETE PARA UNIONES TUBULARES Y NO TUBULARES Tipo y cantidad de probetas El tipo y cantidad de probetas que deberán ser ensayadas para calificar una EPS de soldadura de filete se muestran en la Tabla 4.4.
44
45
46 4.8. SOLDADURAS CON JUNTAS DE PENETRACIÓN COMPLETA (JPC) PARA UNIONES TUBULARES, Tabla 4.2 (2) Las uniones a tope de JPC con respaldo o repelado de raíz (4.8.1., Fig.4.24 y4.25) Las uniones a tope de JPC sin respaldo soldadas de un solo lado (4.8.2.,Fig.4.24) Uniones T, Y, K con respaldo o repelado de raíz (4.8.3., Fig.4.25,) Uniones T, Y, K sin respaldo o repelado de raíz, soldadas de un solo lado(4.8.4., Fig.4.27 y 4.28)
47
48
49 Figura Junta de ensayo para uniones T, Y, y K sin respaldo en caño o tubo de sección circular Calificación de soldador y EPS.
50 Figura Junta de ensayo con macroataque para uniones T, Y, y K sin respaldo en tubos de sección rectangular para calificación de soldador y EPS con penetración total en la junta.
51 4.10. SOLDADURAS DE BOTONES (TAPONES) y RANURAS (OJALES) PARA UNIONES TUBULARES Y NO TUBULARES 4.23 y Figura 4.37
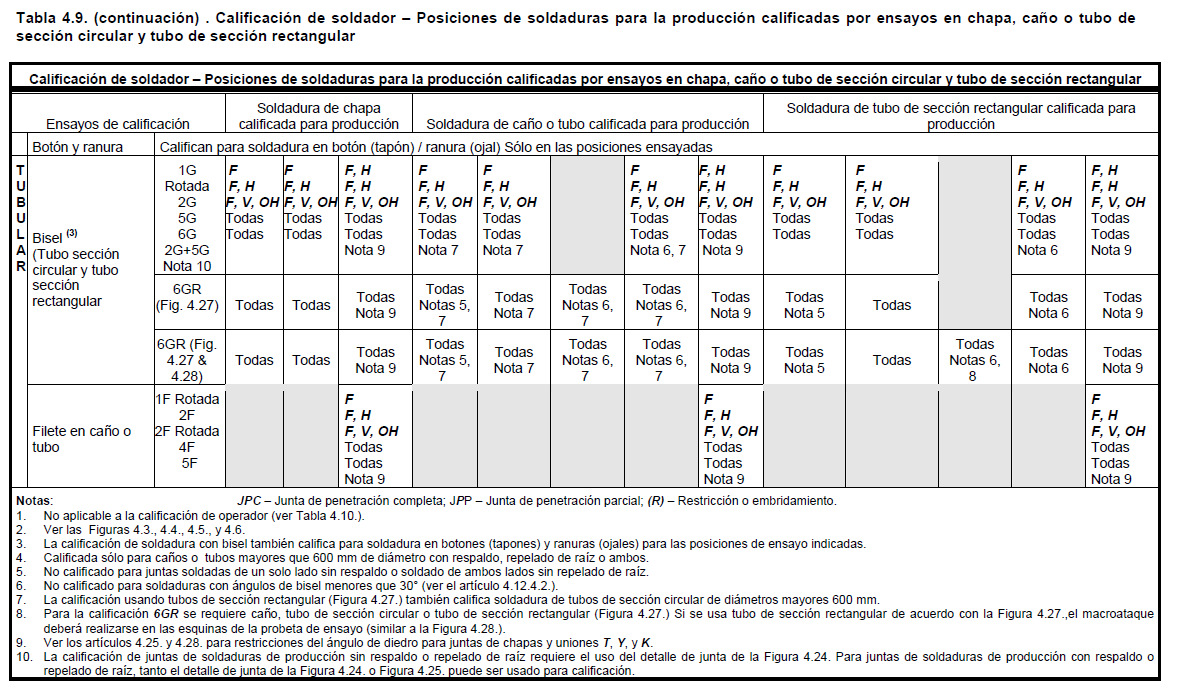
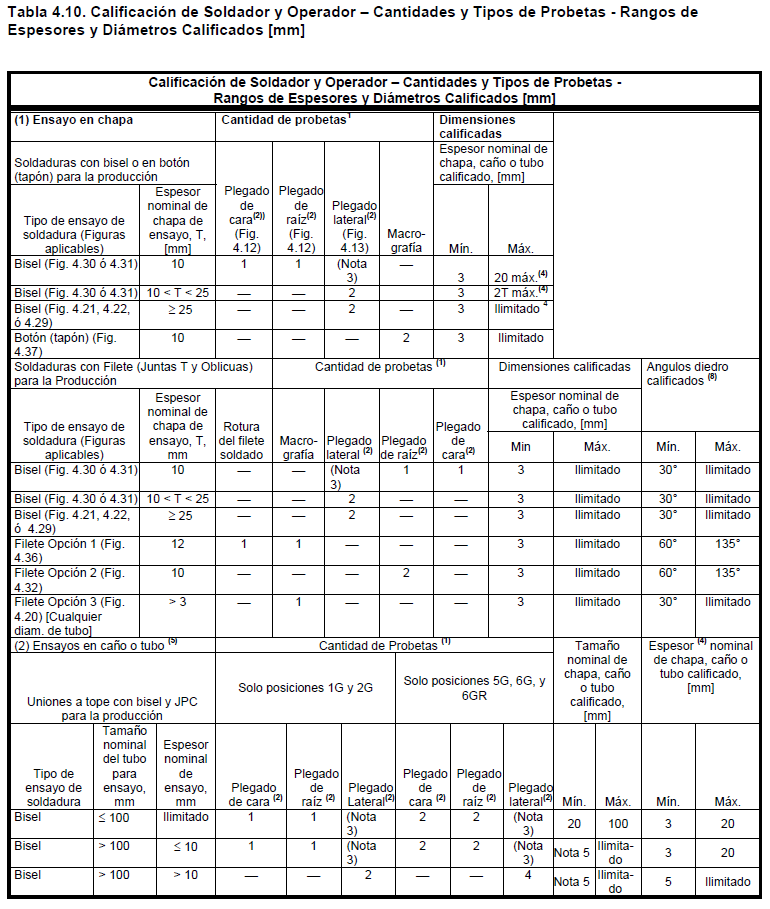
52 4.12. CALIFICACIÓN DE HABILIDAD PARA SOLDADORES Y OPERADORES DE SOLDADURA Tabla 4.9 (Posiciones) Tabla 4.10 ( tipo de ensayo y cantidad de probetas)

53
54
55

56
57 4.13. ENSAYOS DE CALIFICACIÓN REQUERIDOS PARA SOLDADORES Y OPERADORES Inspección visual (ver el artículo ), aplicando los mismos requerimientos que para la EPS El plegado de cara, raíz, y lateral (ver el artículo ), aplicando los mismos requerimientos que para la EPS Macroataque Rotura de soldadura de filete
58 4.13. ENSAYOS DE CALIFICACIÓN REQUERIDOS PARA SOLDADORES Y OPERADORES Sustitución de los ensayos de plegado guiado por RI Los ensayos de plegado para la calificación de soldadores u operadores de soldadura podrán ser sustituidos por el método de ensayo radiográfico (RI) sobre la probeta para ensayos ejecutada tanto en chapa como en tubo o caño. Excepto para juntas soldadas por proceso GMAW con modo de transferencia corto circuito.
59 4.17. SOLDADURA CON BISEL Y JPC PARA UNIONES NO TUBULARES PARA CALIFICACIÓN DE SOLDADORES Y OPERADORES Probeta en chapa para calificación de soldador Las siguientes Figuras se aplican a los requerimientos de posición y espesor para la elaboración de probetas en chapa para calificación de soldadores. Figura 4.21: Todas las posiciones y espesor ilimitado Figura 4.29: Posición horizontal y espesor ilimitado Figura 4.30: Todas las posiciones y espesor limitado Figura 4.31: Posición horizontal y espesor limitado
60
61
62
63
64 4.14. TIPOS DE UNIONES SOLDADAS PARA CALIFICACIÓN DE SOLDADORES Y OPERADORES Soldaduras con bisel y JPC para uniones no tubulares (ver el artículo 4.17.). Soldaduras con bisel y JPP para uniones no tubulares (ver el artículo 4.18.). Soldaduras de filete para uniones no tubulares (ver el artículo 4.19.). Soldaduras con bisel y JPC para uniones tubulares (ver el artículo 4.20.). Soldaduras con bisel y JPP para uniones tubulares (ver el artículo 4.21.). Soldaduras de filete para uniones tubulares (ver el artículo 4.22.). Soldaduras en botones (tapones) y ranuras (ojales) para uniones tubulares y no tubulares (ver el artículo 4.23.).
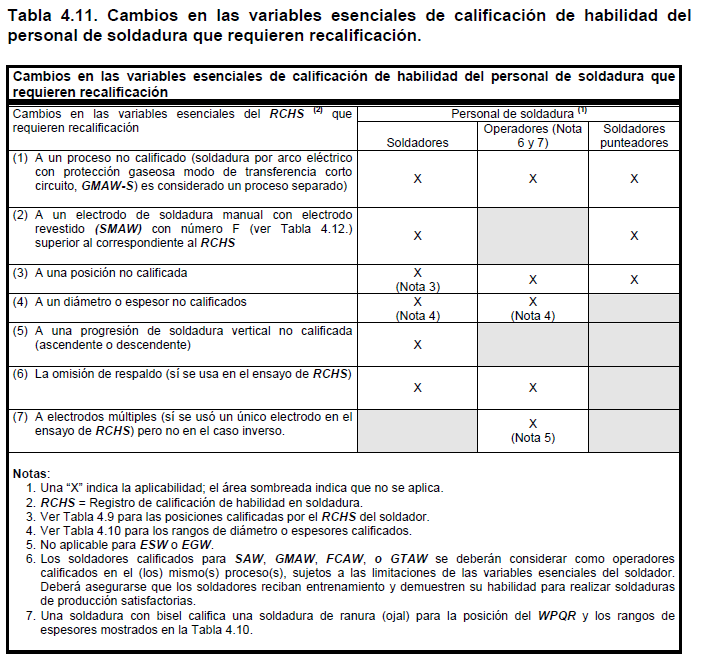
65 4.15. PREPARACIÓN DE LOS REGISTROS DE CALIFICACIÓN DE HABILIDAD EN SOLDADURA (RCHS) VARIABLES ESENCIALES PARA CALIFICACIÓN DE SOLDADORES Y OPERADORES
66

67
68 4.20. SOLDADURAS CON BISEL Y JPC PARA UNIONES TUBULARES PARA CALIFICACIÓN DE SOLDADORES Y OPERADORES Los ensayos de calificación de soldador u operador deberán usar los detalles indicados en las siguientes Figuras: Las uniones a tope con JPC y respaldo o repelado de raíz en el tubo o caño, la Figura Las uniones a tope con JPC sin respaldo ni repelado de raíz, la Figura Las Uniones a tope con JPC y uniones T, Y o K con respaldo en tubo de sección rectangular, la Figura en tubo o caño de cualquier diámetro, chapa o tubo de sección rectangular. Las uniones a tope con JPC y uniones T, Y o K, soldadas de un solo lado, con respaldo en tubo o caño, la Figura en tubo o caño de diámetro apropiado. Las uniones a tope con JPC y uniones T, Y o K, soldadas de un solo lado, sin respaldo en tubo o caño, la Figura Las uniones a tope con JPC y uniones T, Y o K, soldadas de un solo lado, sin respaldo ni repelado de raíz en tubo de sección rectangular. Las opciones son las siguientes: Figura para tubo o caño (cualquier diámetro) o tubo de sección rectangular y la Figura para tubo de sección rectangular. Figura para tubo de sección rectangular con probetas de macroataque tomadas de las ubicaciones mostradas en la Figura 4.28.
4. CALIFICACIÓN DE PROCEDIMIENTOS (EPS), SOLDADORES Y OPERADORES DE SOLDADURA
, SOLDADORES Y OPERADORES DE SOLDADURA") 121 4. CALIFICACIÓN DE PROCEDIMIENTOS (EPS), SOLDADORES Y OPERADORES DE SOLDADURA 4.1. ALCANCE El Cap. 4 de este Reglamento cubre los requerimientos para ensayos de calificaciones de especificaciones de
121 4. CALIFICACIÓN DE PROCEDIMIENTOS (EPS), SOLDADORES Y OPERADORES DE SOLDADURA 4.1. ALCANCE El Cap. 4 de este Reglamento cubre los requerimientos para ensayos de calificaciones de especificaciones de
ANEXO VI. Formularios para EPS, RCP e Informes de Ensayos
 311 ANEXO VI Formularios para EPS, RCP e Informes de Ensayos En este Anexo se especifican a modo de guía los formularios para registrar o documentarla siguiente información: (1) Especificación de Procedimiento
311 ANEXO VI Formularios para EPS, RCP e Informes de Ensayos En este Anexo se especifican a modo de guía los formularios para registrar o documentarla siguiente información: (1) Especificación de Procedimiento
REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 3. CIRSOC 304 Ing. Eduardo Asta 1
 REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 3 CIRSOC 304 Ing. Eduardo Asta 1 Capítulo 3- Especificación de Procedimiento de Soldadura( EPS) 3.1- Alcance Requerimientos
REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 3 CIRSOC 304 Ing. Eduardo Asta 1 Capítulo 3- Especificación de Procedimiento de Soldadura( EPS) 3.1- Alcance Requerimientos
Código para Soldadura Estructural - Acero
 ANSI/AWS D1.1. 2000 Una Norma Nacional Americana Código para Soldadura Estructural - Acero Sociedad Americana de Soldadura AWS D1.1.2000 4. Calificación 4.0 Alcance Los requisitos para ensayos de calificación
ANSI/AWS D1.1. 2000 Una Norma Nacional Americana Código para Soldadura Estructural - Acero Sociedad Americana de Soldadura AWS D1.1.2000 4. Calificación 4.0 Alcance Los requisitos para ensayos de calificación
CAPÍTULO 5. FABRICACIÓN, INSPECCIÓN Y CONTROL DE CALIDAD
 CAPÍTULO 5. FABRICACIÓN, INSPECCIÓN Y CONTROL DE CALIDAD I.5.1. REQUERIMIENTOS GENERALES Las pautas de fabricación, inspección y control de calidad de este Anexo I se encuentran alineadas con lo establecido
CAPÍTULO 5. FABRICACIÓN, INSPECCIÓN Y CONTROL DE CALIDAD I.5.1. REQUERIMIENTOS GENERALES Las pautas de fabricación, inspección y control de calidad de este Anexo I se encuentran alineadas con lo establecido
5.16 Variables que limitan la calificación
 CALIFICACIÓN DE SOLDADORES: referencia de la norma utilizada para la calificación de soldadores en el puente. Las pruebas de calificación descriptas en la norma son especialmente ideadas para determinar
CALIFICACIÓN DE SOLDADORES: referencia de la norma utilizada para la calificación de soldadores en el puente. Las pruebas de calificación descriptas en la norma son especialmente ideadas para determinar
1. AWS D1.1/D1.1M:2015
 1. AWS D1.1/D1.1M:2015 1.1 Alcance Este código contiene los requisitos para fabricar y montar estructuras de acero soldadas. Cuando este código esté estipulado en los documentos del contrato, se debe requerir
1. AWS D1.1/D1.1M:2015 1.1 Alcance Este código contiene los requisitos para fabricar y montar estructuras de acero soldadas. Cuando este código esté estipulado en los documentos del contrato, se debe requerir
REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulos 1 y 2. CIRSOC 304 Ing. Eduardo Asta 1
 REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulos 1 y 2 CIRSOC 304 Ing. Eduardo Asta 1 CAPÍTULOS DEL REGLAMENTO CISRSOC 304 1 Requerimientos Generales 2 Diseño o de Uniones
REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulos 1 y 2 CIRSOC 304 Ing. Eduardo Asta 1 CAPÍTULOS DEL REGLAMENTO CISRSOC 304 1 Requerimientos Generales 2 Diseño o de Uniones
REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 5. CIRSOC 304 Ing. Eduardo Asta 1
 REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 5 CIRSOC 304 Ing. Eduardo Asta 1 CAPÍTULO 5. FABRICACIÓN Y MONTAJE 5.1. CAMPO DE VALIDEZ Los requerimientos y disposiciones
REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 5 CIRSOC 304 Ing. Eduardo Asta 1 CAPÍTULO 5. FABRICACIÓN Y MONTAJE 5.1. CAMPO DE VALIDEZ Los requerimientos y disposiciones
CODIGO DE SOLDADURA PARA ESTRUCTURAS METALICAS AWS D
 CODIGO DE SOLDADURA PARA ESTRUCTURAS METALICAS AWS D1.1-2004 DOCUMENTOS QUE REGULAN LA INSPECCION Y CALIFICACION DE LA SOLDADURA CODIGOS ESTANDARES ESPECIFICACIONES Pero Qué es una Unión Soldada de Calidad?
CODIGO DE SOLDADURA PARA ESTRUCTURAS METALICAS AWS D1.1-2004 DOCUMENTOS QUE REGULAN LA INSPECCION Y CALIFICACION DE LA SOLDADURA CODIGOS ESTANDARES ESPECIFICACIONES Pero Qué es una Unión Soldada de Calidad?
PROGRAMA DE CURSOS DE SOLDADURA CURSO DE AYUDANTE TECNICO
 PROGRAMA DE CURSOS DE SOLDADURA CURSO DE AYUDANTE TECNICO CURSO CURSO DE AYUDANTE TECNICO (20 Horas) OBJETIVOS Seguridad en operaciones de corte y preparación de materiales Seguridad en soldadura Manejo
PROGRAMA DE CURSOS DE SOLDADURA CURSO DE AYUDANTE TECNICO CURSO CURSO DE AYUDANTE TECNICO (20 Horas) OBJETIVOS Seguridad en operaciones de corte y preparación de materiales Seguridad en soldadura Manejo
PROGRAMA DE CURSOS DE SOLDADURA PROCESO SMAW
 PROGRAMA DE CURSOS DE SOLDADURA PROCESO SMAW CURSO PRIMER NIVEL SMAW FILETE (40 Horas) SEGUNDO NIVEL SMAW BISELADA (50 Horas) OBJETIVOS Conocimiento de Seguridad Industrial, en el Proceso SMAW. Conocimiento
PROGRAMA DE CURSOS DE SOLDADURA PROCESO SMAW CURSO PRIMER NIVEL SMAW FILETE (40 Horas) SEGUNDO NIVEL SMAW BISELADA (50 Horas) OBJETIVOS Conocimiento de Seguridad Industrial, en el Proceso SMAW. Conocimiento
La importancia de la calificación de los procedimientos de soldadura y soldadores
 La importancia de la calificación de los procedimientos de soldadura y soldadores 1 Contenido Calidad de las uniones soldadas Procedimientos de Soldadura y su calificación Calificación de Soldadores y
La importancia de la calificación de los procedimientos de soldadura y soldadores 1 Contenido Calidad de las uniones soldadas Procedimientos de Soldadura y su calificación Calificación de Soldadores y
REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS EN ACERO
 Reglamento CIRSOC 304 Ministerio de Planificación Federal, Inversión Pública y Servicios Secretaría de Obras Públicas de la Nación INTI Instituto Nacional de Tecnología Industrial CIRSOC Centro de Investigación
Reglamento CIRSOC 304 Ministerio de Planificación Federal, Inversión Pública y Servicios Secretaría de Obras Públicas de la Nación INTI Instituto Nacional de Tecnología Industrial CIRSOC Centro de Investigación
REGLAMENTO ARGENTINO PARA CONSTRUCCIONES SISMORRESISTENTES PARTE V SOLDADURA DE ESTRUCTURAS DE ACERO SISMORRESISTENTES
 REGLAMENTO ARGENTINO PARA CONSTRUCCIONES SISMORRESISTENTES PARTE V SOLDADURA DE ESTRUCTURAS DE ACERO SISMORRESISTENTES EDICIÓN JULIO 2015 INPRES Roger Balet Nº 47 Norte Av. Cabildo 65 - Subsuelo (5400)
REGLAMENTO ARGENTINO PARA CONSTRUCCIONES SISMORRESISTENTES PARTE V SOLDADURA DE ESTRUCTURAS DE ACERO SISMORRESISTENTES EDICIÓN JULIO 2015 INPRES Roger Balet Nº 47 Norte Av. Cabildo 65 - Subsuelo (5400)
Código de Soldadura para Puentes AWS D1.5. Luis Chiara SOLDEX S.A.
 Código de Soldadura para Puentes AWS D1.5 Luis Chiara SOLDEX S.A. 1 INTRODUCCION 2 PUNTOS CLAVE De que material están hechos los puentes en el Perú? Cuál es la norma para la fabricación de puentes? 3 High
Código de Soldadura para Puentes AWS D1.5 Luis Chiara SOLDEX S.A. 1 INTRODUCCION 2 PUNTOS CLAVE De que material están hechos los puentes en el Perú? Cuál es la norma para la fabricación de puentes? 3 High
PROCEDIMIENTO DE SOLDADURA
 PROCEDIMIENTO DE SOLDADURA Lección 1: Generalidades Leccion 2: Variables esenciales en un procedimiento de Soldadura Leccion 3: Símbolos de la Soldadura Lección 1 Generalidades Definición Cada fabricante
PROCEDIMIENTO DE SOLDADURA Lección 1: Generalidades Leccion 2: Variables esenciales en un procedimiento de Soldadura Leccion 3: Símbolos de la Soldadura Lección 1 Generalidades Definición Cada fabricante
CURSO DE ACTUALIZACIÓN EN SOLDADURA
 FORMACIÓN EN INSPECCIÓN DE SOLDADURA INSTITUTO DE ENSAYO DE MATERIALES CURSO DE ACTUALIZACIÓN EN SOLDADURA DETALLES: Duración: 62 hs. Régimen de dictado: 2 clases semanales de 3 hs cada una, conformando
FORMACIÓN EN INSPECCIÓN DE SOLDADURA INSTITUTO DE ENSAYO DE MATERIALES CURSO DE ACTUALIZACIÓN EN SOLDADURA DETALLES: Duración: 62 hs. Régimen de dictado: 2 clases semanales de 3 hs cada una, conformando
API Standard Welding of Pipelines and Related Facilities. (Soldadura de tuberías e instalaciones relacionadas)
") API Standard 1104 Welding of Pipelines and Related Facilities (Soldadura de tuberías e instalaciones relacionadas) American Petroleum Institute (API): Organización que nuclea a 650 corporaciones vinculadas
API Standard 1104 Welding of Pipelines and Related Facilities (Soldadura de tuberías e instalaciones relacionadas) American Petroleum Institute (API): Organización que nuclea a 650 corporaciones vinculadas
NORMA DE COMPETENCIA LABORAL
 Página 1 de 6 VERSION REGIONAL METODOLOGO VERSION AVALADA MESA SECTORIAL MESA SECTORIAL SOLDADURA ATLANTICO CENTRO CENTRO NACIONAL COLOMBO ALEMÁN - ATLÁNTICO LUIS CARLOS FÁBREGAS PEÑA VERSION 1 FECHA APROBACION
Página 1 de 6 VERSION REGIONAL METODOLOGO VERSION AVALADA MESA SECTORIAL MESA SECTORIAL SOLDADURA ATLANTICO CENTRO CENTRO NACIONAL COLOMBO ALEMÁN - ATLÁNTICO LUIS CARLOS FÁBREGAS PEÑA VERSION 1 FECHA APROBACION
Los E.N.D. en el nuevo Puente sobre el Río Santa Lucía.
 Los E.N.D. en el nuevo Puente sobre el Río Santa Lucía. Nombre del autor: Nombre de la institución: Sergio Sangenís INGENIERO TANGARI S.A. Resumen: La construcción del nuevo puente sobre el río Santa Lucía
Los E.N.D. en el nuevo Puente sobre el Río Santa Lucía. Nombre del autor: Nombre de la institución: Sergio Sangenís INGENIERO TANGARI S.A. Resumen: La construcción del nuevo puente sobre el río Santa Lucía
La Calidad en la Soldadura
 La Calidad en la Soldadura 3as Jornadas de Divulgación e Innovación Tecnológica Talleres Don Bosco 31 de julio de 2002 Ing. Silvia Infanzón Asociación Uruguaya de Ensayos No Destructivos ENSAYOS NO DESTRUCTIVOS
La Calidad en la Soldadura 3as Jornadas de Divulgación e Innovación Tecnológica Talleres Don Bosco 31 de julio de 2002 Ing. Silvia Infanzón Asociación Uruguaya de Ensayos No Destructivos ENSAYOS NO DESTRUCTIVOS
Taller en ciudad de Puerto Gral. San Martin, Prov. Santa Fe, Argentina. Hora de Comienzo: -- AM 13:30 PM Fecha: 05 / 12 / 2013
 Cliente: Montarfe SRL Dirección: H. Irigoyen 890 Representante: Claudio Ramírez Teléfono: 03476-429403 Lugar de Ensayo: Pto.Gral. San Martín Provincia: Santa Fe Contratista: Sub-Contratista: Fecha: 05/12/2013
Cliente: Montarfe SRL Dirección: H. Irigoyen 890 Representante: Claudio Ramírez Teléfono: 03476-429403 Lugar de Ensayo: Pto.Gral. San Martín Provincia: Santa Fe Contratista: Sub-Contratista: Fecha: 05/12/2013
REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS EN ALUMINIO
 REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS EN ALUMINIO EDICIÓN JULIO 2010 Av. Cabildo 65 -Subsuelo - Ala Savio (C1426AAA) Buenos Aires República Argentina TELEFA. (54 11) 4779-5271 / 4779-5273
REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS EN ALUMINIO EDICIÓN JULIO 2010 Av. Cabildo 65 -Subsuelo - Ala Savio (C1426AAA) Buenos Aires República Argentina TELEFA. (54 11) 4779-5271 / 4779-5273
DISCONTINUIDADES EN INSPECCIÓN de uniones soldadas (10) 1. Introducción: 2. Discontinuidades dimensionales Deformación:
 1. Introducción: 2. Discontinuidades dimensionales Deformación:") DISCONTINUIDADES EN INSPECCIÓN de uniones soldadas (10) 1. Introducción: Hablamos de una discontinuidad como la interrupción de la estructura típica (o esperada) de una junta soldada. En este sentido,
DISCONTINUIDADES EN INSPECCIÓN de uniones soldadas (10) 1. Introducción: Hablamos de una discontinuidad como la interrupción de la estructura típica (o esperada) de una junta soldada. En este sentido,
FUNCIONES Y ACTIVIDADES DEL INSPECTOR DE SOLDADURA
 FUNCIONES Y ACTIVIDADES DEL INSPECTOR 1. FUNCIÓN DEL INSPECTOR LA FUNCIÓN DEL INSPECTOR ES JUZGAR LA CALIDAD DE UN PRODUCTO SOLDADO EN RELACIÓN A UNA ESPECIFICACIÓN ESCRITA O CÓDIGO DE FABRICACIÓN. 1.
FUNCIONES Y ACTIVIDADES DEL INSPECTOR 1. FUNCIÓN DEL INSPECTOR LA FUNCIÓN DEL INSPECTOR ES JUZGAR LA CALIDAD DE UN PRODUCTO SOLDADO EN RELACIÓN A UNA ESPECIFICACIÓN ESCRITA O CÓDIGO DE FABRICACIÓN. 1.
UNIVERSIDAD DE MURCIA
 UNIVERSIDAD DE MURCIA FACULTAD DE QUIMICA Grado en Ingeniería Química. INGENIERÍA MECÁNICA PRACTICA Nº 3: TÉCNICAS DE INSPECCIÓN DE MATERIALES. INSPECCIÓN VISUAL. PROFESORES: Félix C. Gómez de León Hijes.
UNIVERSIDAD DE MURCIA FACULTAD DE QUIMICA Grado en Ingeniería Química. INGENIERÍA MECÁNICA PRACTICA Nº 3: TÉCNICAS DE INSPECCIÓN DE MATERIALES. INSPECCIÓN VISUAL. PROFESORES: Félix C. Gómez de León Hijes.
Servicios Post-Venta. Centro de Servicio al Cliente Central telefónica
 Centro de Servicio al Cliente 0801-70670 Central telefónica Suc. Lima: Suc. Arequipa: Suc. Trujillo: Cajamarca: Chiclayo: Ilo: Talara: 01-7084200 054-612157 044-226294 076-340840 074-205918 053-484068
Centro de Servicio al Cliente 0801-70670 Central telefónica Suc. Lima: Suc. Arequipa: Suc. Trujillo: Cajamarca: Chiclayo: Ilo: Talara: 01-7084200 054-612157 044-226294 076-340840 074-205918 053-484068
UNIVERSIDAD DE MURCIA
 UNIVERSIDAD DE MURCIA FACULTAD DE QUIMICA Grado en Ingeniería Química. INGENIERÍA MECÁNICA PRACTICA 2: END. INSPECCIÓN VISUAL. PROFESORES: Félix C. Gómez de León Hijes. Antonio González Carpena. Página
UNIVERSIDAD DE MURCIA FACULTAD DE QUIMICA Grado en Ingeniería Química. INGENIERÍA MECÁNICA PRACTICA 2: END. INSPECCIÓN VISUAL. PROFESORES: Félix C. Gómez de León Hijes. Antonio González Carpena. Página
3. ESPECIFICACIÓN DE PROCEDIMIENTOS DE SOLDADURA
 27 3. ESPECIFICACIÓN DE PROCEDIMIENTOS DE SOLDADURA 3.1. ALCANCE Este Capítulo cubre los requerimientos generales y específicos para la realización de la especificación de procedimiento de soldadura (EPS)
27 3. ESPECIFICACIÓN DE PROCEDIMIENTOS DE SOLDADURA 3.1. ALCANCE Este Capítulo cubre los requerimientos generales y específicos para la realización de la especificación de procedimiento de soldadura (EPS)
3. ESPECIFICACIÓN DE PROCEDIMIENTO DE SOLDADURA
 75 3. ESPECIFICACIÓN DE PROCEDIMIENTO DE SOLDADURA 3.1. ALCANCE DEL CAPÍTULO 3 Este capítulo cubre los requerimientos generales y específicos para la realización de la especificación de procedimiento de
75 3. ESPECIFICACIÓN DE PROCEDIMIENTO DE SOLDADURA 3.1. ALCANCE DEL CAPÍTULO 3 Este capítulo cubre los requerimientos generales y específicos para la realización de la especificación de procedimiento de
Documento Electrónico descargado de:
 //...VIENE DE LA PÁGINA 30978 domingo 11 de junio de 006 NORMAS LEGALES 31135 La temperatura mínima de precalentamiento y de interpase aplicada a una junta compuesta de metales base con diferentes precalentamientos
//...VIENE DE LA PÁGINA 30978 domingo 11 de junio de 006 NORMAS LEGALES 31135 La temperatura mínima de precalentamiento y de interpase aplicada a una junta compuesta de metales base con diferentes precalentamientos
CAPÍTULO 1. ESPECIFICACIONES GENERALES
 CAPÍTULO 1. ESPECIFICACIONES GENERALES 1.1. INTRODUCCIÓN Este Reglamento establece los requisitos s para el proyecto de elementos estructurales de acero realizados con tubos con y sin costura, y de sus
CAPÍTULO 1. ESPECIFICACIONES GENERALES 1.1. INTRODUCCIÓN Este Reglamento establece los requisitos s para el proyecto de elementos estructurales de acero realizados con tubos con y sin costura, y de sus
Ventajas del acero como material estructural:
 LA IMPORTANCIA DE LA INSPECCIÓN DE SOLDADURA EN LA FABRICACIÓN Y MONTAJE DE ESTRUCTURAS METÁLICAS ANA MARIA FERNANDEZ ESPINOZA Ventajas del acero como material estructural: Alta resistencia Uniformidad
LA IMPORTANCIA DE LA INSPECCIÓN DE SOLDADURA EN LA FABRICACIÓN Y MONTAJE DE ESTRUCTURAS METÁLICAS ANA MARIA FERNANDEZ ESPINOZA Ventajas del acero como material estructural: Alta resistencia Uniformidad
BACRO FN BOYA I-B y FN BOYA II-B: BOYA MARÍTIMA - FLUVIAL DE ACERO TIPO I-B y TIPO II-B
 BACRO FN BOYA I-B y FN BOYA II-B: BOYA MARÍTIMA - FLUVIAL DE ACERO TIPO I-B y TIPO II-B A continuación detallamos las especificaciones de materiales, consumibles, procedimientos de soldadura, calificación
BACRO FN BOYA I-B y FN BOYA II-B: BOYA MARÍTIMA - FLUVIAL DE ACERO TIPO I-B y TIPO II-B A continuación detallamos las especificaciones de materiales, consumibles, procedimientos de soldadura, calificación
Q.A.end Ingeniería, Inspección y END Moreno CP: (S2001SYP) - Rosario
 - Rosario") Ingeniería, Inspección y END Moreno 3382 - CP: (S2001SYP) - Rosario E-mail: qaend@eldigital.com.ar FECHA 25/09/2013 Web: www.qaend.com.ar HOJA 1 DE 15 PLANTA / PROYECTO OBRA COMPONENTE MATERIAL Inspección
Ingeniería, Inspección y END Moreno 3382 - CP: (S2001SYP) - Rosario E-mail: qaend@eldigital.com.ar FECHA 25/09/2013 Web: www.qaend.com.ar HOJA 1 DE 15 PLANTA / PROYECTO OBRA COMPONENTE MATERIAL Inspección
PROTOCOLO DE FABRICACION DE ESTRUCTURA CORREA 400-CV-01
 PROYECTO: CORREAS TRANSPORTADORA CLIENTE : TAG CORREA : 400-CV-20 PROTOCOLO DE FABRICACION DE ESTRUCTURA CORREA 400-CV-01 FABRICANTE: Nº DE PLANO: CAD-400-CV-01 2023-23-PR-003 PÁG 1...DE...2... 400-CV-01
PROYECTO: CORREAS TRANSPORTADORA CLIENTE : TAG CORREA : 400-CV-20 PROTOCOLO DE FABRICACION DE ESTRUCTURA CORREA 400-CV-01 FABRICANTE: Nº DE PLANO: CAD-400-CV-01 2023-23-PR-003 PÁG 1...DE...2... 400-CV-01
Curso Inspector de Soldadura
 CURSO Curso Inspector de Soldadura 60 horas. Dirigido a Jefes de Plantas, Control de Calidad, Supervisores, Inspectores, Personal de preparación de materiales, Armadores, Soldadores, Ayudantes y todo aquel
CURSO Curso Inspector de Soldadura 60 horas. Dirigido a Jefes de Plantas, Control de Calidad, Supervisores, Inspectores, Personal de preparación de materiales, Armadores, Soldadores, Ayudantes y todo aquel
ESCUELA POLITÉCNICA NACIONAL
 Área Docente: (Prácticas de laboratorio que se realizan y materias de la malla que se dictan) 1. Actividad 1: TECNOLOGÍA DE SOLDADURA. (FIM) Práctica No.1. INTRODUCCIÓN GENERAL A LA TECNOLOGÍA DE LA SOLDADURA
Área Docente: (Prácticas de laboratorio que se realizan y materias de la malla que se dictan) 1. Actividad 1: TECNOLOGÍA DE SOLDADURA. (FIM) Práctica No.1. INTRODUCCIÓN GENERAL A LA TECNOLOGÍA DE LA SOLDADURA
INSTITUTO POLITÉCNICO NACIONAL. CENTRO DE ESTUDIOS CIENTÍFICOS Y TECNOLÓGICOS No. 7 CUAUHTÉMOC ACADEMIA DE SOLDADURA INDUSTRIAL
 INSTITUTO POLITÉCNICO NACIONAL CENTRO DE ESTUDIOS CIENTÍFICOS Y TECNOLÓGICOS No. 7 CUAUHTÉMOC ACADEMIA DE SOLDADURA INDUSTRIAL MANUAL DE ANÁLISIS DE EFECTOS DE LOS CAMBIOS EN LAS VARIABLES ESENCIALES DEL
INSTITUTO POLITÉCNICO NACIONAL CENTRO DE ESTUDIOS CIENTÍFICOS Y TECNOLÓGICOS No. 7 CUAUHTÉMOC ACADEMIA DE SOLDADURA INDUSTRIAL MANUAL DE ANÁLISIS DE EFECTOS DE LOS CAMBIOS EN LAS VARIABLES ESENCIALES DEL
Estudio comparativo de los procesos de soldadura SMAW y GMAW en las uniones de tuberías de transporte de combustible
 Estudio comparativo de los procesos de soldadura SMAW y GMAW en las uniones de tuberías de transporte de combustible Antonio Rivadeneyra Camino 1 Ing. Omar Serrano 2 RESUMEN El sistema de transporte de
Estudio comparativo de los procesos de soldadura SMAW y GMAW en las uniones de tuberías de transporte de combustible Antonio Rivadeneyra Camino 1 Ing. Omar Serrano 2 RESUMEN El sistema de transporte de
REPARACIONES DE FISURAS EN GRANDES ESPESORES
 norbertospinelli@calderasyrecipient www.calderasyrecipient REPARACIONES DE FISURAS EN GRANDES ESPESORES Las reparaciones realizadas se reflejan en nuestros antecedentes aplicando estrictos procedimientos
norbertospinelli@calderasyrecipient www.calderasyrecipient REPARACIONES DE FISURAS EN GRANDES ESPESORES Las reparaciones realizadas se reflejan en nuestros antecedentes aplicando estrictos procedimientos
NOVEDADES EN ALAMBRES TUBULARES
 EVENTO DE CAPACITACIÓN EN LA UNIVERSIDAD NACIONAL-BOGOTÁ- MARZO DE 2016 NOVEDADES EN ALAMBRES TUBULARES Procesos de Soldadura con Alambre Tubular FCAW con alambre tubular flux cored con Protección Gaseosa
EVENTO DE CAPACITACIÓN EN LA UNIVERSIDAD NACIONAL-BOGOTÁ- MARZO DE 2016 NOVEDADES EN ALAMBRES TUBULARES Procesos de Soldadura con Alambre Tubular FCAW con alambre tubular flux cored con Protección Gaseosa
Calificaciones en Soldadura Código ASME Sección IX
 Calificaciones en Soldadura Código ASME Sección IX Organización Código ASME IX, Welding and Brazing Qualifications Trata de las calificaciones de procedimientos de soldadura y de desempeño del soldador
Calificaciones en Soldadura Código ASME Sección IX Organización Código ASME IX, Welding and Brazing Qualifications Trata de las calificaciones de procedimientos de soldadura y de desempeño del soldador
SIMBOLOS DE SOLDADURA Y DE ENSAYOS NO DESTRUCTIVOS
 SIMBOLOS DE SOLDADURA Y DE ENSAYOS NO DESTRUCTIVOS 1.0 GENERALIDADES Para reducir la excesiva cantidad de información contenida en los documentos y dibujos se han desarrollado LOS SIMBOLOS DE LA SOLDADURA,
SIMBOLOS DE SOLDADURA Y DE ENSAYOS NO DESTRUCTIVOS 1.0 GENERALIDADES Para reducir la excesiva cantidad de información contenida en los documentos y dibujos se han desarrollado LOS SIMBOLOS DE LA SOLDADURA,
CALIFICACIÓN DE PROCEDIMIENTOS DE SOLDAURA Y SOLDADORES (12)
") CALIFICACIÓN DE PROCEDIMIENTOS DE SOLDAURA Y SOLDADORES (12) Introducción En términos generales, todos los trabajos de soldadura necesitan de uno o más procedimientos de soldadura, los cuales deben definir
CALIFICACIÓN DE PROCEDIMIENTOS DE SOLDAURA Y SOLDADORES (12) Introducción En términos generales, todos los trabajos de soldadura necesitan de uno o más procedimientos de soldadura, los cuales deben definir
SECRETARÍA: SEDIGAS Dirección Cl Balmes, 357 6º Teléfono (93) Telefax (93) Barcelona
 Telefax (93) Barcelona") COMITÉ TÉCNICO DE CERTIFICACIÓN EQUIPOS Y ACCESORIOS DE INSTALACIONES RECEPTORAS DE GAS SECRETARÍA: SEDIGAS Dirección Cl Balmes, 357 6º Teléfono (93) 417 28 04 Telefax (93) 418 62 19 08006 Barcelona E-mail:
COMITÉ TÉCNICO DE CERTIFICACIÓN EQUIPOS Y ACCESORIOS DE INSTALACIONES RECEPTORAS DE GAS SECRETARÍA: SEDIGAS Dirección Cl Balmes, 357 6º Teléfono (93) 417 28 04 Telefax (93) 418 62 19 08006 Barcelona E-mail:
RA1-401 PERNOS, TORNILLOS, ESPARRAGOS, PERNOS EN U, ABRAZADERA EN U, PERNOS DE CARRUAJE Y TUERCAS
 EMPRESA DE ENERGÍA DEL PACÍFICO GERENCIA DE TRANSMISIÓN Y DISTRIBUCIÓN ESPECIFICACIÓN TÉCNICA DETALLADA, PERNOS EN U, ABRAZADERA EN U, PERNOS DE CARRUAJE Y TUERCAS Aprobado por: Unidad de Control Interno
EMPRESA DE ENERGÍA DEL PACÍFICO GERENCIA DE TRANSMISIÓN Y DISTRIBUCIÓN ESPECIFICACIÓN TÉCNICA DETALLADA, PERNOS EN U, ABRAZADERA EN U, PERNOS DE CARRUAJE Y TUERCAS Aprobado por: Unidad de Control Interno
CAPÍTULO D. BARRAS TRACCIONADAS
 CAPÍTULO D. BARRAS TRACCIONADAS Este Capítulo es aplicable a barras prismáticas sometidas a tracción por fuerzas estáticas actuando según el eje que pasa por los centros de gravedad de las secciones transversales
CAPÍTULO D. BARRAS TRACCIONADAS Este Capítulo es aplicable a barras prismáticas sometidas a tracción por fuerzas estáticas actuando según el eje que pasa por los centros de gravedad de las secciones transversales
Asignaturas y Temario del CURSO INEM 2015 soldadura GMAW (MIG-MAG) A DISTANCIA
 A DISTANCIA") Asignaturas y Temario del CURSO INEM 2015 soldadura GMAW (MIG-MAG) A DISTANCIA A continuación reflejamos los objetivos y el temario del CURSO INEM 2015 soldadura GMAW (MIG-MAG) A DISTANCIA. Queremos ofrecerte
Asignaturas y Temario del CURSO INEM 2015 soldadura GMAW (MIG-MAG) A DISTANCIA A continuación reflejamos los objetivos y el temario del CURSO INEM 2015 soldadura GMAW (MIG-MAG) A DISTANCIA. Queremos ofrecerte
L b p. D T u T u Sección tubo por Diseño 2 Diseño 1 ranura. (a) (b) (c) Observación: La otra unión extrema del tubo no define el dimensionado
 (b) (c) Observación: La otra unión extrema del tubo no define el dimensionado") EJEMPLO Nº 1 Tubo circular con costura con extremo ranurado y chapa de unión soldada concéntrica, sometido a tracción. Unión abulonada tipo aplastamiento a chapa plana. Aplicación de los Capítulos 2, 3
EJEMPLO Nº 1 Tubo circular con costura con extremo ranurado y chapa de unión soldada concéntrica, sometido a tracción. Unión abulonada tipo aplastamiento a chapa plana. Aplicación de los Capítulos 2, 3
Tubo rectangular con costura unido a chapa de nudo con bulones pasantes y sometido a tracción.
 EJEMPLO Nº 2 Tubo rectangular con costura unido a chapa de nudo con bulones pasantes y sometido a tracción. Aplicación Capítulos 2, 3 y 9. Enunciado: Dimensionar el tubo rectangular con costura, la unión
EJEMPLO Nº 2 Tubo rectangular con costura unido a chapa de nudo con bulones pasantes y sometido a tracción. Aplicación Capítulos 2, 3 y 9. Enunciado: Dimensionar el tubo rectangular con costura, la unión
NORMA DE COMPETENCIA LABORAL
 Página 1 de 8 VERSION REGIONAL METODOLOGO VERSION AVALADA MESA SECTORIAL MESA SECTORIAL SOLDADURA ATLANTICO CENTRO CENTRO NACIONAL COLOMBO ALEMÁN - ATLÁNTICO LUIS CARLOS FÁBREGAS PEÑA VERSION 1 FECHA APROBACION
Página 1 de 8 VERSION REGIONAL METODOLOGO VERSION AVALADA MESA SECTORIAL MESA SECTORIAL SOLDADURA ATLANTICO CENTRO CENTRO NACIONAL COLOMBO ALEMÁN - ATLÁNTICO LUIS CARLOS FÁBREGAS PEÑA VERSION 1 FECHA APROBACION
REVISIÓN: 02 FECHA: ESPECIFICACIONES GENERALES ITEM DESCRIPCIÓN ESPECIFICACIÓN 1 MATERIAL Acero estructural laminado en caliente
 VARILLA DE ANCLAJE DE ACERO GALVANIZADO, TUERCA Y ARANDELA, 16 mm (5/8") DE DIÁMETRO REVISIÓN: 02 ESPECIFICACIONES GENERALES ITEM DESCRIPCIÓN ESPECIFICACIÓN 1 MATERIAL Acero estructural laminado en caliente
VARILLA DE ANCLAJE DE ACERO GALVANIZADO, TUERCA Y ARANDELA, 16 mm (5/8") DE DIÁMETRO REVISIÓN: 02 ESPECIFICACIONES GENERALES ITEM DESCRIPCIÓN ESPECIFICACIÓN 1 MATERIAL Acero estructural laminado en caliente
CURSO SOLDADURA ARCO MANUAL
 CURSO SOLDADURA ARCO MANUAL CURSO SOLDADURA ARCO MANUAL Escuela de Construcción La continua necesidad de las empresas del área de metalmecánica o que poseen áreas o departamentos de mantención, por contar
CURSO SOLDADURA ARCO MANUAL CURSO SOLDADURA ARCO MANUAL Escuela de Construcción La continua necesidad de las empresas del área de metalmecánica o que poseen áreas o departamentos de mantención, por contar
SUPUESTOS PRÁCTICOS DE SOLDADURA. Oposiciones al Cuerpo de Profesores Técnicos de Formación Profesional
 SUPUESTOS PRÁCTICOS DE SOLDADURA Oposiciones al Cuerpo de Profesores Técnicos de Formación Profesional SUPUESTOS PRÁCTICOS SOLDADURA - Página 1 CARACTERÍSTICAS DE LA PRUEBA PRÁCTICA DE LA ESPECIALIDAD
SUPUESTOS PRÁCTICOS DE SOLDADURA Oposiciones al Cuerpo de Profesores Técnicos de Formación Profesional SUPUESTOS PRÁCTICOS SOLDADURA - Página 1 CARACTERÍSTICAS DE LA PRUEBA PRÁCTICA DE LA ESPECIALIDAD
REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 6. CIRSOC 304 Ing. Eduardo Asta 1
 REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 6 CIRSOC 304 Ing. Eduardo Asta 1 6.1. REQUERIMIENTOS GENERALES 6.1.1. Campo de validez Este Capítulo 6 contiene todos
REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 6 CIRSOC 304 Ing. Eduardo Asta 1 6.1. REQUERIMIENTOS GENERALES 6.1.1. Campo de validez Este Capítulo 6 contiene todos
Curso Teórico Práctico Preparatorio para Inspector de Soldadura
 Curso Teórico Práctico Preparatorio para Inspector de Soldadura Presencial PROGRAMA ANALÍTICO Módulo1: Manejo de documentación de soldadura. Módulo 2: Evaluación de Probetas. Módulo 3: Interpretación Radiográfica
Curso Teórico Práctico Preparatorio para Inspector de Soldadura Presencial PROGRAMA ANALÍTICO Módulo1: Manejo de documentación de soldadura. Módulo 2: Evaluación de Probetas. Módulo 3: Interpretación Radiográfica
Diámetro mínimo de abrazadera con abertura de pernos de 20 mm
 ESPECIFICACIONES GENERALES ITEM DESCRIPCIÓN ESPECIFICACIÓN 1 MATERIAL Acero estructural 1.1 Norma de requisitos del tubo NTE INEN 415 1. Norma de requisitos de los perfiles estructurales para la realización
ESPECIFICACIONES GENERALES ITEM DESCRIPCIÓN ESPECIFICACIÓN 1 MATERIAL Acero estructural 1.1 Norma de requisitos del tubo NTE INEN 415 1. Norma de requisitos de los perfiles estructurales para la realización
Código ASME B31.4 Tuberías de Transporte de Hidrocarburos líquidos y otros líquidos.
 COMODORO RIVADAVIA Abierta la inscripción Vacantes limitadas Código ASME B31.4 Tuberías de Transporte de Hidrocarburos líquidos y otros Programa del curso [Escriba texto] ASME (American Society of Mechanical
COMODORO RIVADAVIA Abierta la inscripción Vacantes limitadas Código ASME B31.4 Tuberías de Transporte de Hidrocarburos líquidos y otros Programa del curso [Escriba texto] ASME (American Society of Mechanical
CAPÍTULO 14. TABIQUES
 CAPÍTULO 14. TABIQUES 14.0. SIMBOLOGÍA A g área total o bruta de la sección de hormigón, en mm 2. En una sección hueca, A g es el área de hormigon solamente y no incluye el área del o los vacíos. Ver el
CAPÍTULO 14. TABIQUES 14.0. SIMBOLOGÍA A g área total o bruta de la sección de hormigón, en mm 2. En una sección hueca, A g es el área de hormigon solamente y no incluye el área del o los vacíos. Ver el
SECRETARIA DE COMERCIO FOMENTO INDUSTRIAL NORMA MEXICANA NMX-C
 SECRETARIA DE COMERCIO Y FOMENTO INDUSTRIAL NORMA MEXICANA NMX-C-009-1981 INDUSTRIA DE LA CONSTRUCCION.- TUBOS DE CONCRETO SIN REFUERZO.- ESPECIFICACIONES CONSTRUCTION INDUSTRY.- NONREINFORCED CONCRETE
SECRETARIA DE COMERCIO Y FOMENTO INDUSTRIAL NORMA MEXICANA NMX-C-009-1981 INDUSTRIA DE LA CONSTRUCCION.- TUBOS DE CONCRETO SIN REFUERZO.- ESPECIFICACIONES CONSTRUCTION INDUSTRY.- NONREINFORCED CONCRETE
JORNADA TÈCNICA. 22 de gener de 2015
 PRACTICA GRAMMAGRAFIA JORNADA TÈCNICA EQUIPS A PRESSIÓ 22 de gener de 2015 NOCIONES SOBRE INSPECCIÓN MEDIANTE MÉTODOS DE END DE MATERIALES METÁLICOS PRACTICA GRAMMAGRAFIA 1.- Introducción. 2.- Métodos
PRACTICA GRAMMAGRAFIA JORNADA TÈCNICA EQUIPS A PRESSIÓ 22 de gener de 2015 NOCIONES SOBRE INSPECCIÓN MEDIANTE MÉTODOS DE END DE MATERIALES METÁLICOS PRACTICA GRAMMAGRAFIA 1.- Introducción. 2.- Métodos
EN ISO PONENTE: D. JOSÉ PIQUER CABALLERO
 1 DOCUMENTOS NORMATIVOS PARA EL CUMPLIMIENTO DE EN ISO 3834 EN ISO 3834-5 PONENTE: D. JOSÉ PIQUER CABALLERO Director General de CESOL EN ISO 3834-2 EN ISO 3834-1 EN ISO 3834-3 EN ISO 3834-5 EN ISO 3834-4
1 DOCUMENTOS NORMATIVOS PARA EL CUMPLIMIENTO DE EN ISO 3834 EN ISO 3834-5 PONENTE: D. JOSÉ PIQUER CABALLERO Director General de CESOL EN ISO 3834-2 EN ISO 3834-1 EN ISO 3834-3 EN ISO 3834-5 EN ISO 3834-4
6. INSPECCIÓN Y CONTROL DE CALIDAD
 217 6. INSPECCIÓN Y CONTROL DE CALIDAD 6.1. REQUERIMIENTOS GENERALES 6.1.1. Alcance El Capítulo 6 contiene todos los requerimientos para las calificaciones y responsabilidades de los Inspectores, criterios
217 6. INSPECCIÓN Y CONTROL DE CALIDAD 6.1. REQUERIMIENTOS GENERALES 6.1.1. Alcance El Capítulo 6 contiene todos los requerimientos para las calificaciones y responsabilidades de los Inspectores, criterios
ESPECIFICACIONES TÉCNICAS PARTICULARES 5. ARMADURA DE ACERO CORRUGADO. Índice. Item Descripción Página 5. ARMADURAS DE ACERO CORRUGADO 2
 Optimización del Sistema, ESPECIFICACIONES TÉCNICAS PARTICULARES 5. ARMADURA DE ACERO CORRUGADO Índice Item Descripción Página 5. ARMADURAS DE ACERO CORRUGADO 2 5.1 ALCANCES 2 5.2 NORMAS DE REFERENCIA
Optimización del Sistema, ESPECIFICACIONES TÉCNICAS PARTICULARES 5. ARMADURA DE ACERO CORRUGADO Índice Item Descripción Página 5. ARMADURAS DE ACERO CORRUGADO 2 5.1 ALCANCES 2 5.2 NORMAS DE REFERENCIA
INTRODUCCIÓN A LA SOLDADURA DE ESTRUCTURAS EN ACERO. UTN-FRH Maestría/Posgrado Ingeniería Estructural Mecánica Ing. Eduardo Asta
 INTRODUCCIÓN A LA SOLDADURA DE ESTRUCTURAS EN ACERO UTN-FRH Maestría/Posgrado Ingeniería Estructural Mecánica Ing. Eduardo Asta DISEÑO DE UNIONES SOLDADAS ASPECTOS BÁSICOS MECÁNICOS CONDICIONES DE OPERACIÓN
INTRODUCCIÓN A LA SOLDADURA DE ESTRUCTURAS EN ACERO UTN-FRH Maestría/Posgrado Ingeniería Estructural Mecánica Ing. Eduardo Asta DISEÑO DE UNIONES SOLDADAS ASPECTOS BÁSICOS MECÁNICOS CONDICIONES DE OPERACIÓN
norma española UNE-EN ISO EXTRACTO DEL DOCUMENTO UNE-EN ISO Cualificación de soldadores para el soldeo bajo el agua
 norma española UNE-EN ISO 15618-1 Septiembre 2002 TÍTULO Cualificación de soldadores para el soldeo bajo el agua Parte 1: Soldadores-buceadores para el soldeo húmedo hiperbárico (ISO 15618-1:2001) Qualification
norma española UNE-EN ISO 15618-1 Septiembre 2002 TÍTULO Cualificación de soldadores para el soldeo bajo el agua Parte 1: Soldadores-buceadores para el soldeo húmedo hiperbárico (ISO 15618-1:2001) Qualification
Ministerio de Educación Perfil Profesional Sector Metalmecánica
 Ministerio de Educación Perfil Profesional Sector Metalmecánica Soldador Básico Noviembre de 2009 Perfil Profesional del Soldador Básico Alcance del Perfil Profesional El Soldador Básico está capacitado,
Ministerio de Educación Perfil Profesional Sector Metalmecánica Soldador Básico Noviembre de 2009 Perfil Profesional del Soldador Básico Alcance del Perfil Profesional El Soldador Básico está capacitado,
 UF1673 BERNABÉ JIMÉNEZ PADILLA INGENIERO MECÁNICO Máster en Mantenimiento Industrial ARQUITECTO TÉCNICO - Máster en Prevención de Riesgos Laborales CAPÍTULO 1 SIMBOLOGÍA EN SOLDADURA 2. TIPOS DE SOLDADURAS
UF1673 BERNABÉ JIMÉNEZ PADILLA INGENIERO MECÁNICO Máster en Mantenimiento Industrial ARQUITECTO TÉCNICO - Máster en Prevención de Riesgos Laborales CAPÍTULO 1 SIMBOLOGÍA EN SOLDADURA 2. TIPOS DE SOLDADURAS
8 CONGRESO IBEROAMERICANO DE INGENIERIA MECANICA Cusco, 23 al 25 de Octubre del 2007
 8 CONGRESO IBEROAMERICANO DE INGENIERIA MECANICA Cusco, 23 al 25 de Octubre del 2007 ESTUDIO DE LA SOLDABILIDAD DE BARRAS CORRUGADAS DE ACERO ASTM A 706 DE 3/4", EN JUNTA A TOPE MSc Ing. Roberto Lazarte
8 CONGRESO IBEROAMERICANO DE INGENIERIA MECANICA Cusco, 23 al 25 de Octubre del 2007 ESTUDIO DE LA SOLDABILIDAD DE BARRAS CORRUGADAS DE ACERO ASTM A 706 DE 3/4", EN JUNTA A TOPE MSc Ing. Roberto Lazarte
Código de soldadura estructural Acero
 Documento original aprobado por el Instituto Nacional Estadounidense de Normalización 28 de julio de 2015 Código de soldadura estructural Acero 23 ra edición Reemplaza a la norma AWS D1.1/D1.1M:2010 Preparado
Documento original aprobado por el Instituto Nacional Estadounidense de Normalización 28 de julio de 2015 Código de soldadura estructural Acero 23 ra edición Reemplaza a la norma AWS D1.1/D1.1M:2010 Preparado
ANEXO No. 1 Reglamento Colombiano de Construcción Sismorresistente - NSR10
 ANEXO No. 1 Reglamento Colombiano de Construcción Sismorresistente - NSR10 (Adoptado mediante Decreto 926 del 19 de marzo de 2010 del Ministerio de Ambiente, Vivienda y Desarrollo Territorial) C.3.5 Acero
ANEXO No. 1 Reglamento Colombiano de Construcción Sismorresistente - NSR10 (Adoptado mediante Decreto 926 del 19 de marzo de 2010 del Ministerio de Ambiente, Vivienda y Desarrollo Territorial) C.3.5 Acero
ACTUALIZACIÓN EN ESTÁNDARES DE CALIFICACIÓN EN SOLDADURA
 EVENTO DE CAPACITACIÓN PARA SOLDADORES-UN, BOGOTA NOVIEMBRE 24 DE 2016 ACTUALIZACIÓN EN ESTÁNDARES DE CALIFICACIÓN EN SOLDADURA Refuerzo del Concreto Algunos Ejemplos Estructuras Estáticas en Acero al
EVENTO DE CAPACITACIÓN PARA SOLDADORES-UN, BOGOTA NOVIEMBRE 24 DE 2016 ACTUALIZACIÓN EN ESTÁNDARES DE CALIFICACIÓN EN SOLDADURA Refuerzo del Concreto Algunos Ejemplos Estructuras Estáticas en Acero al
ENSAYO DE ABOCARDADO PARA TUBOS DE ACERO DE SECCION CIRCULAR
 Quito - Ecuador NORMA TÉCNICA ECUATORIANA NTE INEN 133:2013 Primera revisión ENSAYO DE ABOCARDADO PARA TUBOS DE ACERO DE SECCION CIRCULAR Primera edición TEST OF THE FLARING FOR STEEL TUBES OF CIRCULAR
Quito - Ecuador NORMA TÉCNICA ECUATORIANA NTE INEN 133:2013 Primera revisión ENSAYO DE ABOCARDADO PARA TUBOS DE ACERO DE SECCION CIRCULAR Primera edición TEST OF THE FLARING FOR STEEL TUBES OF CIRCULAR
Preparación de las juntas en planita, tubería.
 UNIVERSIDAD DON BOSCO FACULTAD DE ESTUDIOS TECNOLÓGICOS CICLO II-15 SOLDADURAS INDUSTRIALES. COORDINACIÓN DE ELÉCTRICA Y MECÁNICA GUIA DE LABORATORIO # 2 PREPARACION DE JUNTAS DE SOLDADURA I. RESULTADOS
UNIVERSIDAD DON BOSCO FACULTAD DE ESTUDIOS TECNOLÓGICOS CICLO II-15 SOLDADURAS INDUSTRIALES. COORDINACIÓN DE ELÉCTRICA Y MECÁNICA GUIA DE LABORATORIO # 2 PREPARACION DE JUNTAS DE SOLDADURA I. RESULTADOS
26,27, 28, 29, 30 y 31
 INSTRUCTOR INTERNACIONAL Seminario impartido en español Certificación CWI Member of 26,27, 28, 29, 30 y 31 Octubre, 2015 Objetivos del Curso: México,D.F. Convertirse en un Inspector de Soldadura Certificado
INSTRUCTOR INTERNACIONAL Seminario impartido en español Certificación CWI Member of 26,27, 28, 29, 30 y 31 Octubre, 2015 Objetivos del Curso: México,D.F. Convertirse en un Inspector de Soldadura Certificado
CODIGO ASME SECCION V I I DIV. 1 Diseño - Construccion e Inspeccion de Recipientes A Presion
 CODIGO ASME SECCION V I I DIV. 1 Diseño - Construccion e Inspeccion de Recipientes A Presion ASME (AMERICAN SOCIETY OF MECHANICAL ENGINEERS) Fundada en 1880 como la Sociedad Americana de Ingenieros Industriales,
CODIGO ASME SECCION V I I DIV. 1 Diseño - Construccion e Inspeccion de Recipientes A Presion ASME (AMERICAN SOCIETY OF MECHANICAL ENGINEERS) Fundada en 1880 como la Sociedad Americana de Ingenieros Industriales,
LINEAMIENTOS GENERALES PARA EL DISEÑO ESTRUCTURAL DE BASTIDORES Y TRAILER DE VEHICULOS DE TRANSPORTE, CONSTRUIDOS EN NUESTRO PAIS
 LINEAMIENTOS GENERALES PARA EL DISEÑO ESTRUCTURAL DE BASTIDORES Y TRAILER DE VEHICULOS DE TRANSPORTE, CONSTRUIDOS EN NUESTRO PAIS. APLICACION DE NORMAS INTERNACIONALES Héctor Sanzi (1), Eduardo Asta (2).
LINEAMIENTOS GENERALES PARA EL DISEÑO ESTRUCTURAL DE BASTIDORES Y TRAILER DE VEHICULOS DE TRANSPORTE, CONSTRUIDOS EN NUESTRO PAIS. APLICACION DE NORMAS INTERNACIONALES Héctor Sanzi (1), Eduardo Asta (2).
ENSAYOS NO DESTRUCTIVOS
 Quiénes somos? ENSAYOS NO DESTRUCTIVOS es una empresa que presta servicios de evaluación y certificación en el área de Construcción y Mantenimiento Industrial; mediante el trabajo en conjunto del Personal
Quiénes somos? ENSAYOS NO DESTRUCTIVOS es una empresa que presta servicios de evaluación y certificación en el área de Construcción y Mantenimiento Industrial; mediante el trabajo en conjunto del Personal
EVC ingenieros sac Tel
 PROGRAMA DE CERTIFICACION INTERNACIONAL SENIOR INSPECTOR DE SOLDADURA AWS SCWI La Sociedad Americana de Soldadura: AWS aprobó como Agencia Internacional a la empresa EVC ingenieros sac para dictar los
PROGRAMA DE CERTIFICACION INTERNACIONAL SENIOR INSPECTOR DE SOLDADURA AWS SCWI La Sociedad Americana de Soldadura: AWS aprobó como Agencia Internacional a la empresa EVC ingenieros sac para dictar los
Especificaciones para el diseño y fabricación de recipientes a presión. Parte 1
 NORMAS DE DISEÑO En los años 20, no existía ningún criterio a la hora de diseñar calderas y recipientes a presión. Ocurrian explosiones por causas desconocidas. Fue entonces cuando en esta misma decada
NORMAS DE DISEÑO En los años 20, no existía ningún criterio a la hora de diseñar calderas y recipientes a presión. Ocurrian explosiones por causas desconocidas. Fue entonces cuando en esta misma decada
CORPORACIÓN MEXICANA DE INVESTIGACIÓN EN MATERIALES, S.A. DE C.V.
 CORPORACIÓN MEXICANA DE INVESTIGACIÓN EN MATERIALES, S.A. DE C.V. NOMBRE CURSO DURACIÓN SEDES FECHA 1er Semestre FECHA 2do Semestre 1. Fundamentos y Metalurgia de la Soldadura 2. Procesos de Unión 1,2,8
CORPORACIÓN MEXICANA DE INVESTIGACIÓN EN MATERIALES, S.A. DE C.V. NOMBRE CURSO DURACIÓN SEDES FECHA 1er Semestre FECHA 2do Semestre 1. Fundamentos y Metalurgia de la Soldadura 2. Procesos de Unión 1,2,8
CAPITULO 2 2. TRABAJO EXPERIMENTAL: APLICACIÓN DEL PROCESO GMAW EN ELEMENTOS ESTRUCTURALES 2.1 CARACTERISTICAS DE LOS ELEMENTOS ESTRUCTURALES
 CAPITULO 2 2. TRABAJO EXPERIMENTAL: APLICACIÓN DEL PROCESO GMAW EN ELEMENTOS ESTRUCTURALES 2.1 CARACTERISTICAS DE LOS ELEMENTOS ESTRUCTURALES En la construcción de una estructura encontramos diferentes
CAPITULO 2 2. TRABAJO EXPERIMENTAL: APLICACIÓN DEL PROCESO GMAW EN ELEMENTOS ESTRUCTURALES 2.1 CARACTERISTICAS DE LOS ELEMENTOS ESTRUCTURALES En la construcción de una estructura encontramos diferentes
ESPECIFICACIÓN TÉCNICA PARA COLLARÍN
 ESPECIFICACIÓN TÉCNICA PARA CONTROL DE CAMBIOS Entrada en Fecha Elaboró y Aprobó Descripción vigencia Revisó DD MM AA DD MM AA 6 4 216 IDAD CET N&E CET N&E ELABORACIÓN 6 4 216 ET-TD-ME3-8 1 de 11 CONTENIDO
ESPECIFICACIÓN TÉCNICA PARA CONTROL DE CAMBIOS Entrada en Fecha Elaboró y Aprobó Descripción vigencia Revisó DD MM AA DD MM AA 6 4 216 IDAD CET N&E CET N&E ELABORACIÓN 6 4 216 ET-TD-ME3-8 1 de 11 CONTENIDO
1. - Conceptos Generales de Metalurgia y su Vinculación con la Soldadura
 1. - Conceptos Generales de Metalurgia y su Vinculación con la Soldadura 1.1.- Aspectos de la elaboración del acero. Los diferentes tipos de hornos y/o convertidores. 1.2.- La formación de las escorias.
1. - Conceptos Generales de Metalurgia y su Vinculación con la Soldadura 1.1.- Aspectos de la elaboración del acero. Los diferentes tipos de hornos y/o convertidores. 1.2.- La formación de las escorias.
EL INSPECTOR DE SOLDADURA Y SUS RESPONSABILIDADES (01)
") Introducción: EL INSPECTOR DE SOLDADURA Y SUS RESPONSABILIDADES (01) El inspector de soldadura es un trabajador técnico altamente especializado cuya función principal consiste en controlar y asegurar efectivamente
Introducción: EL INSPECTOR DE SOLDADURA Y SUS RESPONSABILIDADES (01) El inspector de soldadura es un trabajador técnico altamente especializado cuya función principal consiste en controlar y asegurar efectivamente
GENERALIDADES: 601 Barras de acero de refuerzo. 602 Malla electrosoldada. FECHA NORMAS Y ESPECIFICACIONES GENERALES DE CONSTRUCCIÓN
 ACERO DE REFUERZO 00 NORMATIVIDAD ASOCIADA: Normas Colombianas de Diseño y Construcción Sismo Resistente (NSR - 98) GENERALIDADES: Este capítulo comprende las actividades relacionadas con el suministro,
ACERO DE REFUERZO 00 NORMATIVIDAD ASOCIADA: Normas Colombianas de Diseño y Construcción Sismo Resistente (NSR - 98) GENERALIDADES: Este capítulo comprende las actividades relacionadas con el suministro,
CONTENIDO SOLDADURA DE LOS ACEROS. APLICACIONES. Capítulo 2: PROCESOS DE CORTE. Capítulo 1: FABRICACIÓN DE LOS ACEROS
 SOLDADURA DE LOS ACEROS. XI CONTENIDO Capítulo 1: FABRICACIÓN DE LOS ACEROS 1. Estructura y propiedades de los aceros... 1 1.1. Selección de materiales... 1 1.2. Influencia de la microestructura... 2 1.3.
SOLDADURA DE LOS ACEROS. XI CONTENIDO Capítulo 1: FABRICACIÓN DE LOS ACEROS 1. Estructura y propiedades de los aceros... 1 1.1. Selección de materiales... 1 1.2. Influencia de la microestructura... 2 1.3.
SECCIÓN PROTECCIÓN CONTRA TORMENTAS ATMOSFERICAS PARA LAS ESTRUCTURAS.
 SECCIÓN 264113 PROTECCIÓN CONTRA TORMENTAS ATMOSFERICAS PARA LAS ESTRUCTURAS. PARTE 1 GENERAL 1.1 DOCUMENTOS RELACIONADOS A. Los planos y disposiciones generales del Contrato, incluyendo las Condiciones
SECCIÓN 264113 PROTECCIÓN CONTRA TORMENTAS ATMOSFERICAS PARA LAS ESTRUCTURAS. PARTE 1 GENERAL 1.1 DOCUMENTOS RELACIONADOS A. Los planos y disposiciones generales del Contrato, incluyendo las Condiciones
SECCIÓN 3: ESPECIFICACIONES TÉCNICAS DE MATERIALES Y EQUIPOS DEL SISTEMA DE DISTRIBUCIÓN
 SECCIÓN 3: ESPECIFICACIONES TÉCNICAS DE MATERIALES Y EQUIPOS DEL SISTEMA DE DISTRIBUCIÓN VARILLA DE ACERO RECUBIERTA DE COBRE PARA PUESTA A TIERRA REVISIÓN: 04 FECHA: 01-09-14 ESPECIFICACIONES GENERALES
SECCIÓN 3: ESPECIFICACIONES TÉCNICAS DE MATERIALES Y EQUIPOS DEL SISTEMA DE DISTRIBUCIÓN VARILLA DE ACERO RECUBIERTA DE COBRE PARA PUESTA A TIERRA REVISIÓN: 04 FECHA: 01-09-14 ESPECIFICACIONES GENERALES
INFORME DE INSPECCIÓN HORNO DE INTERCAMBIO POR CONVECCION. Autopista Ros-Sta fe y Ruta Nº 10 San Lorenzo. horno de intercambio por convección
 SEÑORES: BravoEnergy Argentina S.C.A. Autopista Ros-Sta fe y Ruta Nº 10 San lorenzo - Pcia. Santa Fe - Argentina At Ing: Pablo Rodriguez / Antonio Docters INFORME DE INSPECCIÓN HORNO DE INTERCAMBIO POR
SEÑORES: BravoEnergy Argentina S.C.A. Autopista Ros-Sta fe y Ruta Nº 10 San lorenzo - Pcia. Santa Fe - Argentina At Ing: Pablo Rodriguez / Antonio Docters INFORME DE INSPECCIÓN HORNO DE INTERCAMBIO POR
IMAGEN DEL PROYECTO DESARROLLADO
 DOSIER PROYECTO NOMBRE DEL PROYECTO QUE SE DESARROLLO 1. NOMBRE DEL PROYECTO: El nombre del proyecto hará referencia a los equipos agrícolas, estructura metálica, montaje, o equipos de transporte agrícola
DOSIER PROYECTO NOMBRE DEL PROYECTO QUE SE DESARROLLO 1. NOMBRE DEL PROYECTO: El nombre del proyecto hará referencia a los equipos agrícolas, estructura metálica, montaje, o equipos de transporte agrícola
2. Unión Tipo Aplastamiento y Deslizamiento Crítico: Son los dos tipos de uniones
 1. Área Bruta (A g ): El área bruta de una barra en cualquier punto, es la suma de los productos de los espesores por los anchos brutos de cada elemento de la sección, medidos en la sección normal al eje
1. Área Bruta (A g ): El área bruta de una barra en cualquier punto, es la suma de los productos de los espesores por los anchos brutos de cada elemento de la sección, medidos en la sección normal al eje
Bridas y sus uniones. Parte 1: Bridas de acero EXTRACTO DEL DOCUMENTO UNE-EN LAS OBSERVACIONES A ESTE DOCUMENTO HAN DE DIRIGIRSE A:
 norma española UNE-EN 1092-1 Octubre 2008 TÍTULO Bridas y sus uniones Bridas circulares para tuberías, grifería, accesorios y piezas especiales, designación PN Parte 1: Bridas de acero Flanges and their
norma española UNE-EN 1092-1 Octubre 2008 TÍTULO Bridas y sus uniones Bridas circulares para tuberías, grifería, accesorios y piezas especiales, designación PN Parte 1: Bridas de acero Flanges and their
Soldaduras higiénicas en sistemas de tuberías de acero inoxidable (EHEDG Lisboa 07)
") Soldaduras higiénicas en sistemas de tuberías de acero inoxidable (EHEDG Lisboa 07) ARC MACHINES www.arcmachines.com 1 Prólogo: En la industria farmacéutica y alimentaría, de producción continua, la garantía
Soldaduras higiénicas en sistemas de tuberías de acero inoxidable (EHEDG Lisboa 07) ARC MACHINES www.arcmachines.com 1 Prólogo: En la industria farmacéutica y alimentaría, de producción continua, la garantía
Figura 3.4 Detalles de Juntas con Penetración Completa (JPC) Precalificadas
 Precalificadas") sin bisel con respaldo (1) Junta a tope (B) SMAW Preparación de los bordes de B-L1a 6 max - R = T 1 +6, -2 Todas - 5, 10 C-L1a 6 max I R = T 1 +6, -2 Todas - 5, 10 B-L1a-GF 10 max - R = T 1 +6, -1 Todas
sin bisel con respaldo (1) Junta a tope (B) SMAW Preparación de los bordes de B-L1a 6 max - R = T 1 +6, -2 Todas - 5, 10 C-L1a 6 max I R = T 1 +6, -2 Todas - 5, 10 B-L1a-GF 10 max - R = T 1 +6, -1 Todas
SOLDADURA PARA INGENIEROS
 Mecánica Producción I (491) CÓDIGO: PAG: 1 1 4 Universidad Central de Venezuela Facultad de Escuela de Mecánica Departamento de Unidad Docente y de Investigación Tecnología Mecánica Asignatura SOLDADURA
Mecánica Producción I (491) CÓDIGO: PAG: 1 1 4 Universidad Central de Venezuela Facultad de Escuela de Mecánica Departamento de Unidad Docente y de Investigación Tecnología Mecánica Asignatura SOLDADURA
Curso: Soldador con máquinas semiautomáticas Mag / Mig
 Curso: Soldador con máquinas semiautomáticas Mag / Mig Acreditación: Certificado de profesionalidad Código: FMEL6106 Objetivos: Realizar soldaduras utilizando procesos semiautomáticos MAG / MIG de aceros
Curso: Soldador con máquinas semiautomáticas Mag / Mig Acreditación: Certificado de profesionalidad Código: FMEL6106 Objetivos: Realizar soldaduras utilizando procesos semiautomáticos MAG / MIG de aceros