Índice de la memoria
|
|
|
- Lucía Moya Olivera
- hace 8 años
- Vistas:
Transcripción
1 Índice de la memoria Capítulo 1: Introducción Introducción al Lean Manufacturing Beneficios de implantar el Lean Manufacturing El Lean Manufacturing en España Motivación que ha impulsado a la realización de este proyecto Objetivos Ámbito de aplicación del Taller Lean Capítulo 2: Protocolo de desarrollo Introducción PRIMERA SIMULACIÓN Antes de la simulación: Durante la simulación: Después de la simulación: SEGUNDA SIMULACIÓN Antes de la simulación: Durante la simulación: Después de la simulación: TERCERA SIMULACION Antes de la simulación: Durante la simulación: Después de la simulación: CUARTA SIMULACIÓN Sistema Óptimo Antes de la simulación: Durante la simulación: Después de la simulación: Competición: Antes de la simulación: Durante la simulación: Después de la simulación: RESUMEN

2 Capítulo 3: Material necesario Dossier para el participante Coches LEGO Maletín ad-hoc y hoja de instrucciones Documento Excel Hoja de cliente Hoja de control de calidad Pallets de transporte Presentación Cronómetros Cartulinas Otros Preparativos Capítulo 4: Conceptos Lean Lean Manufacturing Definición Fundamentos Mapa de flujo de valor HERRAMIENTAS Takt time S SMED TPM GESTIÓN VISUAL OPERACIONES ESTANDAR MATRIZ DE HABILIDADES RESOLUCIÓN DE PROBLEMAS SISTEMA PULL KANBAN EQUILIBRADO DE LINEA DISTRIBUCIÓN EN PLANTA DISTRIBUCIÓN FIJA

3 DISTRIBUCION POR PROCESOS DISTRIBUCION POR PRODUCTO CÉLULAS EN FORMA DE U Capítulo 5: Taller de prueba Análisis Toma de Tiempos: Primera Simulación Segunda Simulación Tercera Simulación Cuarta Simulación RESUMEN Capítulo 6: Conclusiones Capítulo 7: Bibliografía Capítulo 8: ANEXOS ANEXO 1: DOSSIER PARA LOS PARTICIPANTES EN TALLER LEAN ANEXO 2: HOJA DE CLIENTE ANEXO 3: HOJA DE CONTROL DE CALIDAD ANEXO 3: INSTRUCCIONES DE MONTAJE ANEXO 4: CARTULINAS DE REPRESENTACIÓN DE COCHES ANEXO 1: DOSSIER PARA LOS PARTICIPANTES EN TALLER LEAN ANEXO 2: HOJA DE CLIENTE ANEXO 3: HOJA DE CONTROL DE CALIDAD ANEXO 4: INSTRUCCIONES DE MONTAJE ANEXO 4: CARTULINAS DE REPRESENATACION DE COCHES

4 Índice de Figuras Fig. 1: Beneficios de la implantación Lean Fig. 2: Coche LEGO y flujo del proceso Fig. 3: Maletín puesto Fig. 4: Subconjuntos a montar en cada puesto Fig. 5: Tabla de toma de tiempos Fig. 6: Distribución en planta inicial Fig. 7 Distribución del proceso para equilibrado de línea Fig. 8: Evolución de los indicadores Fig. 9: Coche LEGO Fig. 10: Maletín de puesto Fig. 11: Instrucciones de montaje Fig. 12 Hoja Excel para la recogida de datos Fig. 13: Demanda simulación Fig. 14: Demanda simulación Fig. 15: Demanda simulación Fig. 16: Demanda simulación Fig. 17: Ejemplo de hoja de cliente rellena Fig. 18: Posición correcta parachoques Fig. 19: Posición incorrecta parachoques desplazado hacia arriba Fig. 20: Posición incorrecta desplazado lateralmente Fig. 21: Posición incorrecta inversa Fig. 22: Posición correcta Fig. 23: Posición incorrecta lado opuesto Fig. 24: Posición correcta Fig. 25: Posición incorrecta inverso Fig. 26: Posición incorrecta desplazado Fig. 27: Posición correcta Fig. 28: Posición incorrecta asientos desplazados Fig. 29: Posición incorrecta asiento conductor en lado drcho Fig. 30: Posición correcta Fig. 31: Posición incorrecta Fig. 32: Posición correcta Fig. 33: Posición incorrecta Fig. 34: Posición correcta Fig. 35: Posición incorrecta Fig. 36: Pallet de transferencia Fig. 37: Cartulinas de referencia Fig. 38: Bases de la filosofía Lean Fig. 39: Oportunidades de mejora Fig. 40: 7 Desperdicios

5 Fig. 41: Mapa de Flujo de Valor Fig. 42: SHITSUKE Fig. 43: Proceso de cambio de fabricación Fig. 44: Fases del SMED Fig. 45: Pilares TPM Fig. 46: Ejemplos de gestión visual Fig. 47: Matriz de habilidades Fig. 48: Poka-Yoke Fig. 49: Diferencia en procesos por lotes y procesos de flujo continuo Fig. 50: Kanban en fabricación Fig. 51: distribución de trabajo entre puestos desigual Fig. 52: Carga de trabajo equilibrada entre puestos Fig. 53: Distribución por procesos Fig. 54: Distribución por producto Fig. 55: Distribución en U Fig. 56: Evolución gráfica de indicadores clave

6 Índice de Tablas Tabla 1 principios esenciales del Lean Tabla 2: Toma de tiempos Tabla 3: Toma de tiempos Tabla 4 Parámetros de producción Tabla 5 Plan de producción Tabla 6: stock inicial Tabla 7 Stock final Tabla 8 Datos a anotar en resultados Tabla 9 Valoración de stock inicial Tabla 10 Valoración de stock final Tabla 11 Resultados Tabla 12 :Evolución stock inicial Tabla 13: evolución stock final Tabla 14: Evolución de los resultados Tabla 15: Stock inicial sistema PULL Tabla 16: Stock inicial para equilibrado de línea Tabla 17 Resumen simulaciones Tabla 18: formulario de control de calidad Tabla 19: Características y causas de desperdicios en transporte Tabla 20: Características y causas de desperdicios en inventario Tabla 21: Características y causas de desperdicios en movimientos Tabla 22: Características y causas de desperdicios en esperas Tabla 23: Características y causas de desperdicios en sobreproducción Tabla 24: Características y causas de desperdicios en sobreprocesos Tabla 25: Características y causas de desperdicios en defectos Tabla 26: PUSH vs PULL Tabla 27: Ventajas e inconvenientes de la distribución fija Tabla 28: Ventajas e inconvenientes de la distribución por procesos Tabla 29: Ventajas e inconvenientes de la distribución por producto Tabla 30: Ventajas e inconvenientes de la distribución en U Tabla 31: toma de tiempos taller de prueba Tabla 32: plan de producción primera simulación taller de prueba Tabla 33: stock inicial primera simulación taller de prueba Tabla 34: Resultados primera simulación taller de prueba Tabla 35: variación de stock primera simulación taller de prueba Tabla 36: plan de producción segunda simulación taller de prueba Tabla 37: stock inicial segunda simulación taller de prueba Tabla 38: resultados segunda simulación taller de prueba Tabla 39: variación de stock segunda simulación taller de prueba

7 Tabla 40: stock inicial tercera simulación taller de prueba Tabla 41: resultados tercera simulación taller de prueba Tabla 42: variación de stock tercera simulación taller de prueba Tabla 43: stock inicial cuarta simulación taller de prueba Tabla 44: resultados cuarta simulación taller de prueba Tabla 45: variación de stock cuarta simulación taller de prueba Tabla 46: Resumen evolución del proceso

8 8 Desarrollo de un Taller Lean
9 Agradecimientos A mis padres que me han apoyado durante todos estos años y a todas aquellas personas, amigos, familiares que han hecho de estos últimos años los mejores. 9

10 10 Desarrollo de un Taller Lean

11 Capítulo 1: Introducción En el presente capítulo se realizará una breve introducción al Lean Manufacturing, donde se verán los beneficios que aporta y su situación en España hoy en día. A continuación se hablará de las principales motivaciones que han llevado a la realización de este proyecto, lo objetivos para la consecución del mismo y por último se verán las diferentes aplicaciones que pudiera tener este proyecto Introducción al Lean Manufacturing Hoy en día, la situación de crisis global en la que vivimos, ha afectado a muchas empresas que no han sabido adaptarse adecuadamente al cambio que ha vivido la economía en estos últimos años. Donde empresas aparentemente solventes y consolidadas, no han sido capaces de hacer frente a la crisis, mostrando las debilidades e ineficiencias que en épocas de bonanza no salían a la luz. Esta situación, ha provocado en muchas ocasiones la desaparición de las mismas o a dado lugar a transformaciones y reestructuraciones drásticas, que en muchos casos han supuesto despidos masivos de trabajadores. Por ello actualmente las empresas, tanto del sector industrial como de servicios, se enfrentan al reto de buscar e implantar nuevas técnicas organizativas y de producción que les permitan competir en un mercado global. El modelo de fabricación esbelta, conocido como Lean Manufacturing, constituye una alternativa consolidada y su aplicación y potencial deben ser tomados en consideración por toda empresa que pretenda ser competitiva. Esta metodología de mejora de la eficiencia en manufacturas fue concebida en Japon por Taiichi Ohno, director y consultor de la empresa Toyota. Ingresado en 1937, Ohno observó que antes de la guerra, la productividad japonesa era muy inferior a la estadounidense. Después de la guerra, Ohno visitó Estados Unidos, donde estudió los principales pioneros de productividad y reducción de desperdicio del país como Frederick Taylor y Henry Ford. Ohno se mostró impresionado por el énfasis excesivo que los estadounidenses ponían en la producción en masa de grandes volúmenes en perjuicio de la variedad, y el nivel de desperdicio que generaban las industrias en el país más rico de la posguerra. Cuando visitó los supermercados tuvo un efecto inspirador inmediato. Ohno encontró en ellos un ejemplo perfecto de su idea de manejar inventarios reducidos, eliminar pasos innecesarios y controlar las actividades primarias y dar control al que hace el trabajo (en este caso el cliente) como apoyo a la cadena de valor. La palabra japonesa muda significa desperdicio y se refiere en específico, a cualquier actividad humana que consume recursos y no crea valor añadido al producto. El origen de la propia palabra lean se atribuye al equipo de JP Womack, y Daniel Jones y Roos. Estos investigadores no fueron los únicos pioneros en la materia, pero si los que consiguieron hacer llegar la filosofía lean a través de dos libros: "La máquina que cambió el 11

12 mundo" y "Lean Thinking". En este libro se sintetiza el Programa de Vehículos a Motor que se realizó en el MIT (Massachusetts Institute of Technology) con el fin de contrastar, de una forma sistemática, los sistemas de producción de Japón, Europa y Estados Unidos. En esta publicación se exponían las características de un nuevo sistema de producción capaz de combinar eficiencia, flexibilidad y calidad utilizable en cualquier lugar del mundo. El objetivo es encontrar herramientas que ayuden a eliminar todos los desperdicios y todas las operaciones que no le agregan valor al producto o a los procesos, aumentando el valor de cada actividad realizada y eliminando lo que no se requiere. Este proceso de manufactura está relacionado con la utilización del activity-based costing (generación de costos basado en la actividad) el cual busca relacionar los costos con todos los valores que el cliente percibe en el producto y por los cuales está dispuesto a pagar. Por otro lado, sirve para implantar una filosofía de mejora continua que le permita a las compañías reducir sus costos, mejorar los procesos y eliminar los desperdicios para aumentar la satisfacción de los clientes y mantener el margen de utilidad. El propósito de la metodología Lean es serle útil a la comunidad lo cual implica estar en busca de la mejora continua. Precisamente, según Suzuki (2004), las técnicas JIT, junto al sistema de organización del trabajo japonés JWO (Japanese Work Organization) y el Jidoka, son los fundamentos que configuran el Lean Manufacturing. El JWO consiste en idear y establecer una manera de organizar el trabajo orientado a la exhaustiva aplicación práctica de las habilidades de los trabajadores. Esto es, a la plena utilización de las capacidades de la mano de obra. El sistema se completa con otras prácticas organizativas, tales como la formación de trabajadores para que puedan realizar varias tareas, la asignación flexible del trabajo, la asignación de responsabilidad a los trabajadores con el fin de comprobar parámetros de calidad y para efectuar mantenimiento básico. El Jidoka consiste en proporcionar a las máquinas la capacidad de parar el proceso si detecta que no puede fabricar una pieza sin errores. JIT JWO Lean Reducción producto en curso Trabajadores Jidoka multidisciplinares Flujo continuo Calidad en el puesto Calidad Total Reducción tiempos de entrega Mantenimiento en el puesto Mejora continua Reducción tiempos de fabricación Mejoras del puesto Compromiso dirección y empleados Tabla 1 principios esenciales del Lean Fuente: Univ. Politécnica de Madrid, Dpto. Organización Industrial La tabla anterior (Tabla1) muestra un resumen de los principios esenciales que se han ido sumando al modelo Lean. En un primer grupo se encuadran los principios JIT originales, que afectan a productividad, costes, plazo de entrega y diversidad de productos. En un segundo grupo se recogen los principios JWO que usan el potencial de los trabajadores. El último grupo 12

13 estaría formado por aquellos principios que se han ido incorporando finalmente para configurar lo que se entiende por Lean Beneficios de implantar el Lean Manufacturing Los beneficios obtenidos en una implantación Lean son evidentes y están demostrados, que van desde el aumento de la productividad, reducción de costes, mejor utilización de los recursos, etc. El gráfico que presenta a continuación muestra el resultado de un estudio realizado por Aberdeen Group a 300 empresas estadounidenses que implantaron la metodología Lean en sus procedimientos, donde se muestran reducciones del 20% al 50% en los aspectos importantes de la fabricación. 100% 90% 80% 80 Beneficios del Lean % 60% 50% % 30% 20% 10% 0% Coste de compras Coste de producción Área utilizada Inventarios Coste de Calidad Lead Time Fig. 1: Beneficios de la implantación Lean Fuente: Univ. Politécnica de Madrid, Dpto. Organización Industrial 13

14 1.3. El Lean Manufacturing en España En España, el interés por el Lean Manufacturing está creciendo en los últimos años aunque todavía existe un gran desconocimiento, especialmente entre las pequeñas y medianas empresas. Los responsables de algunas organizaciones se muestran escépticos y consideran difícil poder generar ventajas duraderas a partir de la implantación Lean. Sin embargo, los numerosos éxitos de implantaciones Lean en nuestro país demuestran que cuando las direcciones de las empresas se comprometen con este modelo se alcanzan siempre resultados muy positivos. En muchas ocasiones los problemas principales para su aplicación están relacionados con la falta de convicción de los directivos sobre las ventajas que aporta, la resistencia al cambio de los trabajadores y la ausencia de liderazgo. En estas condiciones el factor humano toma una especial relevancia como clave en su implantación y mantenimiento. La implicación de la alta dirección y sus acciones de motivación y comunicación con todos los niveles de la empresa resultan fundamentales. Un hecho sobresaliente es que hay muchas empresas están aplicando técnicas Lean sin ser plenamente conscientes de ello. Acciones relacionadas con mejora de tiempos, optimización de distribución en planta, organización de puestos de trabajo o aplicación de la calidad total son, en definitiva, acciones Lean. El problema es que se trata de iniciativas aisladas y no forman parte de una política consciente y asumida por todos los actores de la empresa dirigida hacia la mejora continua. 14

15 1.4. Motivación que ha impulsado a la realización de este proyecto. Como conclusión de los dos apartados anteriores, la consecución de este proyecto está motivada por el carácter global que tiene la filosofía del Lean Manufacturing. Permitiendo implantarse en todo tipo de sectores, tanto de producción como de servicios. Teniendo gran demanda tanto en países ya desarrollados que están viviendo una situación de crisis generalizada, donde las grandes y pequeñas empresas se ven obligadas a ser más eficaces y eficientes para poder salir adelante. Así como en países en vías de desarrollo con economías emergentes, donde la necesidad de desarrollar la industria y los servicios de estos países, con pocas capacidades económicas, proporciona un marco ideal para el desarrollo de la metodología Lean Objetivos. El principal objetivo de este proyecto es el desarrollo de una herramienta didáctica, gracias a la cual, quien realice este taller práctico, podrá experimentar de primera mano los problemas que se dan en un proceso productivo y cómo se pueden resolver o mejorar dichos problemas aplicando la metodología Lean y las herramientas de mejora continua. Con ello se busca una manera de aprendizaje mucho más atractiva y motivante, donde los participantes podrán interiorizar mejor los conocimientos adquiridos participando de manera activa y en primera persona en un proceso de fabricación que se ve afectado por los cambios en el mercado y las decisiones que toman sus trabajadores. La participación y la involucración de los participantes en el proyecto será base de la consecución de dicho objetivo. 15

16 1.6. Ámbito de aplicación del Taller Lean. Consultoría: Debido a los problemas, que se han comentado en el apartado anterior, que se dan a la hora de llevar a cabo una implantación Lean, la realización de este taller por parte de los actores clave en los procesos de implantación en una empresa, permitirá hacerles ver de primera mano la efectividad que puede tener una correcta implantación Lean dentro de las praxis de su empresa y las ventajas que aporta tanto para mejorar los resultados de la empresa como para mejorar la calidad de los puestos de trabajo, aumentando el compromiso de estos para con la empresa. Universidad: La implantación de este taller Lean en el plan de estudios de carreras relacionadas con el mundo industrial, permitirá a sus alumnos realizar un aprendizaje proactivo e interiorizar a los conceptos que se buscan transmitir de forma efectiva, al verse inmersos en un proceso productivo de verdad, experimentando de primera mano los problemas que se dan y cómo somos capaces de mejorarlo a través del Lean y de las herramientas de mejora continua. Otra utilidad de este taller para las universidades podría ser su realización en las jornadas de puertas abiertas tanto por los padres como por los hijos y potenciales futuros alumnos, de cara a promocionar la metodología de enseñanza de la escuela basada en el aprendizaje proactivo y en la participación del alumno, acercándoles lo máximo posible a lo que se podrán encontrar en su futuro profesional. Esta manera de utilizar el taller constituiría una posible ventaja competitiva para la universidad. Colegios: La realización en colegios de este taller de una forma más simplificada, permitirá acercar el mundo industrial a los futuros universitarios, presentándoles de una forma más atractiva y simple, cómo se desarrolla el día a día en un proceso productivo, donde se tiene que hacer frente a problemas inesperados y tomar decisiones para solventarlos y mejorar. 16

17 17 Desarrollo de un Taller Lean

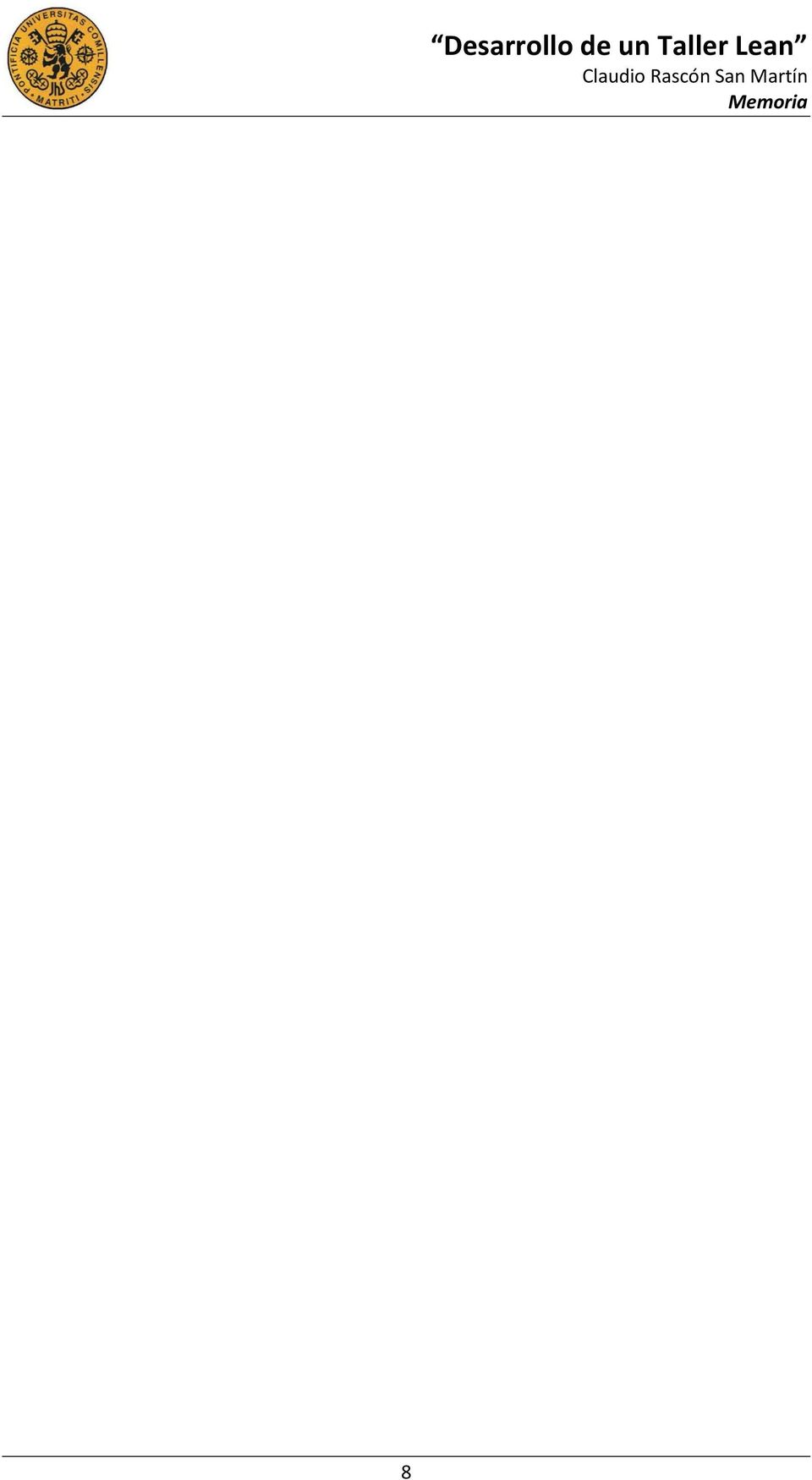
18 Capítulo 2: Protocolo de desarrollo El protocolo de desarrollo es el documento sobre el que el ponente o los ponentes del taller deberán apoyarse para seguir los diferentes pasos. En él se detallan paso a paso cada una de las actividades que deberán realizar los participantes a lo largo de las diferentes simulaciones. 2.1 Introducción OBJETIVO: el objetivo de este taller es el aprendizaje de los conceptos básicos del Lean Management y de las herramientas de mejora continua. Participando de forma activa y en primera persona en un proceso de fabricación que se ve afectado por los cambios en el mercado y las decisiones que toman sus trabajadores. La participación y la involucración de los participantes será base de la consecución de dicho objetivo. El taller consistirá en la simulación de un proceso de fabricación de coches ensamblados a partir de piezas LEGO. Los coches estarán formados por 5 subconjuntos que formarán los diferentes puestos del sistema productivo: Chasis, Motor, Habitáculo, Tablero, Ruedas y Control de Calidad. Y existen tres tipos de vehículos: Rojo, Amarillo y Verde. Fig. 2: Coche LEGO y flujo del proceso 18

19 En cada uno de los puestos, los participantes dispondrán de un maletín con las piezas LEGO necesarias y las instrucciones de montaje de cada puesto en concreto. Fig. 3: Maletín puesto A continuación se muestran los subconjuntos que se montarán en cada puesto. R CC T H M CH Fig. 4: Subconjuntos a montar en cada puesto 19

20 Los diferentes roles que los participantes desempeñarán en las simulaciones son los siguientes: Jefe de producción: deberá determinar el plan de fabricación, las necesidades de personal de cada puesto, los stocks iniciales de WIP y producto final, establecer lotes de transferencia y decidir durante los procesos de simulación. Operarios de puestos: deberán ensamblar los subconjuntos de cada puesto en cuestión según las instrucciones específicas de cada puesto, para lo cual dispondrán de las instrucciones y piezas necesarias. Operario Control de Calidad: deberá verificar que la fabricación ha sido correcta antes de entregar el coche. Dispondrán de una Hoja de Control de Calidad, en la que irán anotando los defectos que detecten en los diferentes coches. Carretilleros: deberán trasladar los subconjuntos entre los puestos, para lo cual dispondrán de unas plataformas de transporte especiales. Cliente: deberá demandar los vehículos durante las simulaciones y anotar aquellos que se le suministran y los que no. Para ello dispondrá de una Hoja de Cliente donde anotar dichos datos. Observador: deberá anotar el lead time del proceso y de los sucesos que se den durante cada simulación. APRENDIZAJE: A continuación se hará una introducción al Lean Management y a sus principios. Qué es? Qué busca? Qué beneficios aporta? Cuál es su origen? Dónde se puede aplicar? El proceso partirá de un Modelo de Producción tradicional. 20

21 2.2. PRIMERA SIMULACIÓN Antes de la simulación: Toma de tiempos. Antes de empezar con las simulaciones, se hará que los participantes pasen por todos los puestos y se familiaricen con las operaciones y tareas de cada uno. Se hará una pequeña práctica de Métodos y Tiempos en la que se registrarán los tiempos medios de cada una de las operaciones, lo cuales ayudarán a dimensionar más tarde el proceso productivo. A partir de dichos tiempos medios se determinarán la frecuencia con la que se deberá producir y las necesidades de personal de cada puesto. Para la toma de tiempos se dividirá a los participantes en grupos de dos o tres personas Cada grupo dispondrá de 3 a 4 minutos por cada puesto para familiarizarse con el montaje de piezas de cada uno y medir el tiempo de ejecución en cada uno de ellos con los cronómetros. Cada grupo llevará una hoja donde apuntará los tiempos registrados. Cada vez que se rote de puesto, los participantes deben dejar el material tal y como lo habían encontrado, dejando las piezas en el maletín y dejando únicamente las piezas de muestra sin desmontar. A continuación se reunirán los distintos grupos de nuevo para anotar los tiempos medios que tarda cada grupo en realizar las diferentes operaciones. Dichos datos se anotarán en la tabla de TOMA DE TIEMPOS del documento Excel (Tabla 2), tal y como se muestra a continuación: OPERACIÓN DESCRICIÓN G1 G2 G3 G4 G5 G6 Media Operarios 1 MONTAJE CHASIS MONTAJE MOTOR , MONTAJE HABITÁCULO , MONTAJE TABLERO , MONTAJE RUEDAS , CONTROL DE CALIDAD ,50 2 TOTAL ,67 9 Carretillero 2 Takt Time: 25 Dtor. Prod. 1 Observador 2 Cliente 1 TOTAL 15 Tabla 2: Toma de tiempos 21
22 Desarrollo de un Taller Lean A partir de los valores obtenidos se obtendrá una media del tiempo que se tarda en realizar cada una de las operaciones. Cabe la posibilidad de que en alguno de los puestos se de una gran dispersión en los valores obtenidos. Para estos casos, se considerarán como anómalos aquellos que se desvíen de manera significativa del resto de valores y no se tendrán en cuenta. Este fenómeno se puede dar por varios motivos: curva de aprendizaje exponencial, habilidad de algunos participantes significativamente mayor o menor, incomprensión de la tarea a realizar Por ello cuando aparezca un dato significativamente disperso se optará por eliminarlo para que no desvirtúe los datos del proceso. Takt time: Uno de los elementos fundamentales del sistema de producción es el takt time, que se define como la cadencia a la cual se debe fabricar un producto para satisfacer la frecuencia de la demanda del cliente. Se calcula de la siguiente forma: El valor del takt time del proceso se obtiene a partir de los datos conocidos de la previsión de la demanda (24 unidades) y del tiempo que duración de la simulación (10 minutos). Obteniendo un valor de takt time inicial de 25 segundos. Asignación de puesto de Jefe de producción: A continuación se procede a asignar el puesto de jefe de producción, ya sea de forma voluntaria o se elige al azar entre los participantes. Una vez obtenidos los tiempos medios de las operaciones de cada puesto y el takt time, se procede a determinar las necesidades de personal de cada puesto. En esta parte el jefe de producción tiene la última palabra a la hora de decidir la distribución del personal. OPERACIÓN Takt Time: DESCRICIÓN MONTAJE CHASIS MONTAJE MOTOR MONTAJE HABITÁCULO MONTAJE TABLERO MONTAJE RUEDAS CONTROL DE CALIDAD TOTAL G G G G Fig.Tabla 5: Tabla 3: Toma de toma de tiempos de tiempos 22 G G Media Operarios , , , , , ,67 9 Carretillero 2 Dtor. Prod. 1 Observador 2 Cliente 1 TOTAL 15
23 Desarrollo de un Taller Lean A partir de los tiempos medios obtenidos en cada una de las operaciones y el número de operarios de cada puesto se procede a dimensionar el proceso, definiendo un plan de producción y estableciendo unos niveles de stock de WIP (Work In Progress) y de producto terminado. Número máximo de cambios: Para establecer el plan de producción es necesario conocer el número máximo de cambios de color de coche que se pueden realizar durante la simulación. Para ello es necesario conocer el tiempo disponible para realizar cambios y el tiempo de cambio. El tiempo de cambio TC se predeterminará en 60 segundos, pudiéndose modificar más adelante. En este caso el tiempo de cambio significará el tiempo para el cambio de color del coche, durante el cual el puesto MOTOR NO podrá montar ningún subconjunto. El tiempo disponible para cambios se obtendrá restándole al tiempo total de simulación el tiempo que estará el puesto MOTOR produciendo, que será aquel que marque la diferenciación del tipo de coche y el único que se vea afectado por el tiempo de cambio. El tiempo que está el puesto motor produciendo, se obtiene de multiplicar el número de unidades previstas a producir por el tiempo estimado de salida del puesto motor. Este tiempo estimado de salida se obtiene de dividir el tiempo medio obtenido en la toma de tiempos para el puesto motor entre el número de operarios que se les haya asignado a dicho puesto. A continuación se obtendrá el número máximo de cambios que se podrán realizar como máximo dividiendo el tiempo disponible para cambios entre el tiempo de cambio. 23
24 Desarrollo de un Taller Lean A continuación se muestra un ejemplo de la anterior explicación para el cálculo del número máximo de cambios que se pueden realizar: Ej.: Tiempo de simulación disponible=10 min.= 600 seg Tiempo de cambion(tc)= 60 seg Tiempo estimado de salida puesto motor = Previsión de demanda = 24 uds. = 8,5 seg/op. 24uds.x8,5 seg = 204 seg fabricando Tiempo disponible para cambios= 600 seg- 204 seg = 396 seg disponibles para cambios Nº máximo de cambios = = 6,6=> 6 cambios Para facilitar el cálculo de estos parámetros sólo es necesario introducir el tiempo de cambio TC en la tabla de parámetros de producción (Tabla 4) en la hoja SIMULACION I del documento Excel. TIPO AMARILLO ROJO VERDE TOTAL PARÁMETROS DE PRODUCCIÓN PREVISIÓN DEMANDA TAKT TIME (seg) 5 Tiempo de cambio TC (seg) 12 Disponible Simulación 7 24 Disponible Cambios Max. Cambios Tabla 4 Parámetros de producción Una vez conocido el número máximo de cambios que se podrán realizar durante la simulación y apoyados en la previsión de la demanda, se definirá un plan de producción que se ajuste. De nuevo el jefe de producción tendrá la última palabra a la hora de decidir el orden de fabricación de los diferentes modelos. 24
25 Plan de producción: El plan de producción se anotará en la siguiente tabla (Tabla 5) en la hoja SIMULACIÓN I del documento Excel, especificando el orden de fabricación de los diferentes tipos de coche, el color y el número de unidades que se fabricarán, comprobando así si el plan de producción establecido entra dentro de los límites de tiempo. PLAN DE PRODUCCIÓN Verde Amarillo Rojo ORDEN DE PRODUCCIÓN Cambio Cambio Cambio Cambio Cambio Cambio Tiempo utilizado 564 Tiempo disponible 600 Tabla 5 Plan de producción 25
26 Stocks iniciales: Una vez se haya definido el plan de producción, se procede a establecer los stocks iniciales tanto de WIP como de producto terminado de acuerdo al plan de producción. En el almacén final se podrá poner el stock que se desee. Los niveles de stock se introducirán en la tabla de stock inicial (Tabla 6) en la hoja SIMULACION I del documento Excel. STOCK RELACIONADO AL PLAN DE PRODUCCIÓN PUESTOS Verde Amarillo Rojo SALIDA DE CHASIS ENTRADA DE MOTOR 3 SALIDA DE MOTOR ENTRADA HABITÁCULO 2 SALIDA HABITÁCULO ENTRADA TABLERO 1 SALIDA TABLERO ENTRADA RUEDAS 2 SALIDA RUEDAS ENTRADA CONT. CAL. 1 SALIDA CONT. CAL Tabla 6: stock inicial Asignación de resto de roles: Una vez determinados los stocks iniciales, el plan de producción y las necesidades de personal de cada puesto, se procede a asignar los diferentes roles al resto de participantes (carretilleros, operarios, observador y cliente), entregándoles a cada uno una tarjeta con el puesto que deberán desempeñar. 26

27 Comienzo de simulaciones: A continuación cada participante se colocará en su puesto correspondiente. Inicialmente el lay out del proceso estará desordenado para poder ver de forma más clara los problemas que se vayan dando. También cabe destacar que los participantes se sentarán dándose la espalda entre los diferentes puestos. El lay out inicial que se debe disponer al principio se muestra a continuación: Fig. 6: Distribución en planta inicial El jefe de producción deberá entregar el plan de producción al puesto clave (MOTOR) y tendrá analizar y determinar con los carretilleros cómo se llevará a cabo el movimiento de pallets entre los distintos puestos, en cuanto al número de unidades que llevará cada pallet y los itinerarios que deberán seguir. Antes de comenzar a simular es necesario colocar en cada puesto el stock inicial establecido previamente, por lo cual se deberán montar los subconjuntos de acuerdo al mismo, excepto a la entrada del Control de Calidad y el stock de producto terminado que no será necesario ya que se sustituirá por cartulinas. Una persona externa llevará el tiempo de simulación y otra controlará que el tiempo de cambio se cumple correctamente en el puesto MOTOR. 27
28 Durante la simulación: La simulación NO SE DETENDRÁ bajo ningún concepto hasta que termine el tiempo de simulación. Con ello conseguimos que los problemas que se den a lo largo de la simulación afecten a la evolución del proceso, viendo su efecto en los resultados finales. Puestos: - Una vez se haya iniciado el tiempo de simulación, los puestos comienzan a fabricar de acuerdo al WIP que se encuentra a la entrada de su puesto. La gestión de los stocks intermedios será FIFO. Para que los puestos sepan qué unidad procesar primero, cada posición del pallet estará numerada del uno al cinco, siendo cinco el lote de transferencia máximo. - Cabe destacar que si un puesto no tiene un pallet de salida debe detener su producción y esperar hasta que un carretillero le traiga uno. - En el caso del puesto CHASIS, se considera que tiene materia prima ilimitada, por lo que fabricará siempre que tenga pallet de salida. - El puesto de MOTOR tiene que seguir el plan de producción y cumplir con los tiempos de cambio. - En el puesto de CONTROL DE CALIDAD, revisarán los coches que les vayan entrando y avisarán al jefe de producción de aquellos que presenten defectos para que este de la orden a los carretilleros para que los cojan para su reproceso. Los defectuosos se reprocesan en el puesto donde se haya producido el defecto. - Al comenzar los operarios de CC deberán pasar las cartulinas a la frecuencia a la que se tarda en realizar dicha operación para lo cual dispondrán de un cronómetro. Carretilleros: - Los carretilleros llevan los pallets según los lotes preestablecidos, siguiendo las órdenes del jefe de producción. Cliente: - El cliente, que contará con un cronómetro, pedirá un coche a la frecuencia del takt time, siguiendo el orden de pedido establecido en la Hoja de Cliente que le será entregada por el ponente al comienzo de la simulación. También anotará cuándo se le suministra correctamente un coche y cuándo no. 28
29 Observador: - El observador pondrá un distintivo en uno de los coches al comienzo del proceso de producción y medirá el tiempo que tarda en llegar desde el primer puesto de producción hasta que llega al cliente (lead time). Jefe de producción: - Durante la simulación el jefe de producción deberá controlar el desarrollo del proceso, tomando las decisiones que considere oportunas en cuanto al cambio en el plan de producción y el control de los carretilleros. PUNTUALIZACIONES: Con el fin de dar pie a la posterior explicación de diferentes conceptos se influirá en el desarrollo de las distintas simulaciones. Durante esta primera simulación se cumplirá la previsión de la demanda facilitada a los participantes, pidiendo cada color de manera aleatoria. Pero, en un determinado momento de la simulación, el cliente pedirá un coche gris lo cual provocará incertidumbre ya que no estaba considerado en el plan de producción. Poniendo de manifiesto la capacidad de reacción del jefe de producción. 29
30 Después de la simulación: Una vez finalizado el tiempo de simulación: Se hará un recuento del WIP, a la entrada y salida de cada puesto, y del producto terminado al final del proceso (Tabla 7). Se anotarán el número de coches entregados al cliente (Tabla 7). Se anotarán el número de roturas de stock anotadas por el cliente (Tabla 7). Se anotará el lead time anotado por el observador (Tabla 8). Se anotará el número de unidades que han presentado defectos en el puesto de control de calidad *En el caso de que el coche marcado para calcular el Lead time no llegase al cliente antes de que se acabe la simulación, se realizará una aproximación en función del WIP que se encuentra por delante de él. Multiplicando el número de unidades de WIP delante de él por el takt time. STOCK RELACIONADO AL PLAN DE PRODUCCIÓN PUESTOS Verde Amarillo Rojo SALIDA DE CHASIS 1 ENTRADA DE MOTOR SALIDA DE MOTOR ENTRADA HABITÁCULO 3 SALIDA HABITÁCULO ENTRADA TABLERO 2 SALIDA TABLERO 1 ENTRADA RUEDAS SALIDA RUEDAS 1 ENTRADA CONT. CAL. 1 1 SALIDA CONT. CAL. 1 1 Tabla 7 Stock final. 30
31 RESULTADOS ACTUAL VENTAS 22 FACTURACIÓN M.O.D. M.O.I PRODUCTIVIDAD LEAD TIME TEÓRICO (seg) LEAD TIME REAL (seg) 485 ROTURAS 76 DEFECTIVOS 1 SUPERFICIE (m2) ROTACIÓN (Tiempo) ROTACIÓN (Dinero) Coste de no calidad Tabla 8 Datos a anotar en resultados Una vez anotados los datos mencionados, durante unos 5 minutos, se pondrán en común los problemas que han visto los participantes durante la simulación. A continuación se pasará a analizar los datos obtenidos para ver la evolución del proceso a lo largo de las distintas simulaciones. Para ello nos ayudaremos de las tablas de stock inicial y final, y de la tabla de resultados. Para el análisis de la evolución de los stocks se compararán las tablas de stock inicial y de stock final, dándole un valor al WIP en función del puesto en que se encuentren tal y como se muestra en las tablas 9 y
32 STOCK INICIAL STOCK RELACIONADO AL PLAN DE PRODUCCIÓN WIP (Uds) COSTE UNITARIO ( /Ud) INVENTARIO ( ) PUESTOS Verde Amarillo Rojo SALIDA DE CHASIS ENTRADA DE MOTOR SALIDA DE MOTOR ENTRADA HABITÁCULO SALIDA HABITÁCULO ENTRADA TABLERO SALIDA TABLERO ENTRADA RUEDAS SALIDA RUEDAS ENTRADA CONT. CAL SALIDA CONT. CAL TOTAL Tabla 9 Valoración de stock inicial STOCK FINAL STOCK RELACIONADO AL PLAN DE PRODUCCIÓN WIP (Uds) COSTE UNITARIO ( /Ud) INVENTARIO ( ) PUESTOS Verde Amarillo Rojo SALIDA DE CHASIS ENTRADA DE MOTOR SALIDA DE MOTOR ENTRADA HABITÁCULO SALIDA HABITÁCULO ENTRADA TABLERO SALIDA TABLERO ENTRADA RUEDAS SALIDA RUEDAS ENTRADA CONT. CAL SALIDA CONT. CAL TOTAL Tabla 10 Valoración de stock final 32
33 Con los valores del stock al inicio y final de la simulación se podrá ver la evolución que éste ha sufrido y ver las posibles causas de dicha evolución. También ayudarán a obtener algunos de los indicadores de la tabla de resultados. La tabla de resultados que se muestra a continuación (Tabla 11), muestra una serie de indicadores considerados clave dentro de un proceso productivo, los cuales ayudarán a analizar la evolución del proceso de forma objetiva. RESULTADOS ACTUAL VENTAS 22 FACTURACIÓN ,00 M.O.D. 11 M.O.I 3 PRODUCTIVIDAD 1,57 LEAD TIME TEÓRICO (seg) 225 LEAD TIME REAL (seg) 485 ROTURAS 76 DEFECTUOSOS 1 SUPERFICIE (m2) 100 ROTACIÓN (Tiempo) 1,24 ROTACIÓN (Dinero) 2,91 Coste de no calidad Tabla 11 Resultados Los indicadores clave considerados han sido: Ventas: número de vehículos entregados al cliente. Facturación: ventas por el precio de venta (7000 ). Mano de obra directa: aquella que toca el producto. Se consideran los operarios y los carretilleros. Mano de obre indirecta: aquella que no toca el producto. Se consideran el jefe de producción y el observador. Productividad: relación entre la produccion y los recuersos empleados en ella. Calculándose como: Ventas / (M.O.D. + M.O.I) Lead time teórico: tiempo de maduración teórico desde CHASIS a ALMACEN. Se calcula según la ecuación de Little= WIP*takt time. Lead time real: tiempo de maduración real, medido por el observador. Roturas: Número de veces que el cliente ha pedido un coche y no se le ha suministrado al momento. Defectivos: número de vehículos mal procesados. 33
34 Superficie: superficie que ocupa el proceso productivo considerada en porcentaje de ocupación total. Rotación en tiempo: número de veces que le damos la vuelta al stock dentro del tiempo de simulación. Se obtiene del cocientre entre el tiempo de simulación y el lead time real. Rotación en dinero: número de veces que damos la vuelta al stock en cuanto su valor. Se obtiene del cociente entre el valor de ventas y el valor de stock final. Coste de no calidad: perdidas por la no calidad de los coches. Se obtiene del producto entre el número de defectivos y el valor del coche en almacén. APRENDIZAJE: Esta primera simulación se caracteriza por la inflexibilidad del proceso, incapaz de satisfacer los pedidos inesperados (coche gris) del cliente y de adaptarse a la demanda. A pesar de cumplirse la previsión de la demanda, se produce un gran número de roturas de stock. A su vez aparecerán cuellos de botella, así como puestos de montaje ociosos. Los carretilleros por norma general tendrán cargas de trabajo dispares. Y apenas se prestará atención al cliente. Los principales conceptos que caben explicar son: Importancia del lead time y del tiempo de cambio en la flexibilidad de los procesos. SMED Concepto de valor para el cliente. *En función de los acontecimientos que se den durante la simulación o sean planteados por los participantes, se explicarán otros conceptos menos. Una vez explicados los diferentes conceptos que se han considerado oportunos, se dividirá a los participantes en grupos de cuatro o cinco componentes para que durante 5 minutos preparen una serie de cuatro mejoras a implantar. A continuación cada grupo expondrá las mejoras que han considerado oportunas y del total de mejoras elegirán tres o cuatro para su puesta en marcha en la siguiente simulación. *La implantación de determinadas mejoras estará condicionada bien por su complejidad o debido a que pueden desviar o distorsionar el objetivo del taller. 34
35 35 Desarrollo de un Taller Lean
36 2.3. SEGUNDA SIMULACIÓN Antes de la simulación: Una vez elegidas las mejoras a implantar, los participantes procederán de nuevo a: Determinar las nuevas necesidades de personal para cada puesto (en caso de que fuera necesario). Definir un nuevo plan de producción. Establecer unos niveles de stock inicial de WIP y de producto terminado. En el caso de que el tiempo de cambio se haya modificado será necesario tener en cuenta el número máximo de cambios que se podrán realizar esta vez. A continuación cada participante se colocará de nuevo en su puesto correspondiente.en esta ocasión los operarios cambiarán de puestos para fomentar la polivalencia de los trabajadores El jefe de producción a su vez deberá entregar el plan de producción al puesto clave (MOTOR) y tendrá que analizar y determinar con los carretilleros cómo se llevará a cabo el movimiento de pallets entre los distintos puestos. Antes de comenzar a simular es necesario colocar en cada puesto el stock inicial establecido previamente, por lo cual se deberán montar los subconjuntos de acuerdo al mismo, excepto a la entrada del Control de Calidad y el stock de producto terminado que no será necesario ya que se sustituirá por cartulinas. Una persona externa llevará el tiempo de simulación y otra controlará que el tiempo de cambio se cumple correctamente en el puesto MOTOR. 36
37 Durante la simulación: Los participantes procederán tal y como se ha explicado en la simulación anterior (apartado ). PUNTUALIZACIONES: Durante esta segunda simulación no se cumplirá la previsión de la demanda, pidiendo esta vez más unidades de un determinado color, y de nuevo, el cliente pedirá un coche gris. Ambas condiciones buscan poner de manifiesto de nuevo la inflexibilidad del proceso y provocar inestabilidad en los niveles de stock Después de la simulación: De nuevo, una vez finalizado el tiempo de simulación: Se hará un recuento del WIP, a la entrada y salida de cada puesto, y del producto terminado al final del proceso (Tabla 7). Se anotarán el número de coches entregados al cliente (Tabla 7). Se anotarán el número de roturas de stock anotadas por el cliente (Tabla 7). Se anotará el lead time anotado por el observador (Tabla 8). Se anotará el número de unidades que han presentado defectos en el puesto de control de calidad Cabe destacar que para esta segunda simulación, las anotaciones se harán esta vez en la hoja SIMULACION II del documento Excel adjunto. Una vez anotados los datos mencionados se pondrán en común los problemas que han visto los participantes durante la simulación. De nuevo se analizarán los datos obtenidos en esta segunda simulación, pudiendo esta vez compararlos con los de la simulación anterior y viendo la evolución que han experimentado los diferentes indicadores, en cuanto a si mejoran o no(tabla12, Tabla13, Tabla14). 37
38 PUESTOS STOCK INICIAL STOCK RELACIONADO AL PLAN DE PRODUCCIÓN WIP (Uds) COSTE UNITARIO ( /Ud) INVENTARIO ( ) Verde Amarillo Rojo SALIDA DE CHASIS ENTRADA DE MOTOR SALIDA DE MOTOR ENTRADA HABITÁCULO SALIDA HABITÁCULO ENTRADA TABLERO SALIDA TABLERO ENTRADA RUEDAS SALIDA RUEDAS ENTRADA CONT. CAL SALIDA CONT. CAL TOTAL INVENTARIO SIMULACIÓN ANTERIOR MEJORA CON RESPECTO AL EJERCICIO ANTERIOR Tabla 12 :Evolución stock inicial No Mejora PUESTOS STOCK FINAL STOCK RELACIONADO AL PLAN DE PRODUCCIÓN WIP (Uds) COSTE UNITARIO ( /Ud) INVENTARIO ( ) Verde Amarillo Rojo SALIDA DE CHASIS ENTRADA DE MOTOR SALIDA DE MOTOR ENTRADA HABITÁCULO SALIDA HABITÁCULO ENTRADA TABLERO SALIDA TABLERO ENTRADA RUEDAS SALIDA RUEDAS ENTRADA CONT. CAL SALIDA CONT. CAL TOTAL INVENTARIO SIMULACIÓN ANTERIOR MEJORA CON RESPECTO AL EJERCICIO ANTERIOR Tabla 13: evolución stock final No Mejora 38
39 RESULTADOS ACTUAL ANTERIOR MEJORA VENTAS No Mejora FACTURACIÓN No Mejora M.O.D No Mejora M.O.I 3 3 No Mejora PRODUCTIVIDAD 1,57 1,57 No Mejora LEAD TIME TEÓRICO (seg) No Mejora LEAD TIME REAL (seg) ROTURAS No Mejora DEFECTIVOS 1 1 No Mejora SUPERFICIE (m2) No Mejora ROTACIÓN (Tiempo) 2,18 1,24 0,94 ROTACIÓN (Dinero) 1,79 2,91 No Mejora Coste de no calidad No Mejora Tabla 14: Evolución de los resultados APRENDIZAJE: Esta segunda simulación, por norma general, se caracterizará de nuevo por la inflexibilidad del proceso, incapaz de adaptarse a la demanda. Es posible que aparezcan nuevos cuellos de botella y nuevos puestos ociosos. A todo ello habrá que sumarle el aumento significativo del nivel de stock al no cumplirse la previsión de la demanda. Todo ello provocará un gran número de roturas. Por ello cabe explicar los inconvenientes de los modelos de producción en masa, y dar paso al modelo de fabricación PULL donde se explicaran conceptos como: Cambio de modelo, PULL vs PUSH. KANBAN Importancia de orientar las mejorar de manera adecuada Flujo de información. *En función de los acontecimientos que se den durante la simulación o sean planteados por los participantes, se explicarán otros conceptos menos. *La implantación de determinadas mejoras estará condicionada bien por su complejidad o debido a que pueden desviar o distorsionar el objetivo del taller. 39
40 2.4. TERCERA SIMULACION Antes de la simulación: APRENDIZAJE: En la tercera simulación se pasará de un sistema PUSH a uno PULL donde los puestos sólo trabajen cuando el puesto siguiente se lo demande y en la cantidad necesaria. En esta simulación sólo habrá dos carretilleros, uno para satisfacer los pedidos normales (tren logístico) y otro para satisfacer los pedidos especiales o, en caso de saturación del primero, apoyarlo. Para esta tercera simulación no será necesario definir un plan de producción. Se hará lo que el cliente interno/externo consuma. Los stocks son un vehículo de cada color en cada puesto salvo en aquellos que haya dos operarios que habrá dos para poder atender la demanda. Para todos los puestos el principio es: 1 coche de cada color a la salida. Si hay N operarios, N coches de cada color (porque tardan más de 30 en la operación, en el caso de las ruedas más de 50 cada uno).por lo tanto a la salida de habitáculo, tablero, ruedas y control de calidad se ponen 2. Calculo de stock a la salida de MOTOR: A continuación se muestra un ejemplo de cómo se calcula el stock necesario a la salida del puesto motor. Si se hacen 2 motores cada 22 y el tiempo de cambio es de 30. Como simulamos un entorno saturado y el mercado no pide más vehículos, una vez determinado el tiempo para producir los 24 vehículos, el restante lo vamos a utilizar para cambiar de color de coche. Con esto lo que se busca primero es estabilizar los niveles de stock y luego minimizarlos en la medida de los posible. Si la demanda (como referencia) es: 12 rojos, 6 verdes y 6 amarillos, El tiempo para producir es 264 y como la simulación dura 600, nos queda por lo tanto para realizar cambios 336. Por ello como máximo podremos realizar 11 cambios. Me interesa realizar el máximo mezclado de vehículos, manteniendo la proporción de la demanda: doble de rojos que de blancos y amarillos, considerando que el mercado demanda de manera más o menos uniforme. Una proporción adecuada por lo tanto basándonos en una demanda de 12R-6V-6A una posible secuencia sería la siguiente: 3R,C,2V,C,2A,C,3R,C, V,C,2A,C,3R,C,2 V,C,2A,C,3R,C, V,C 40
41 Esta reflexión la hacemos para dimensionar el stock a la salida del puesto Motor: En este reparto, en el peor de los escenarios planteados, desde que se hace el último rojo de una serie (3RC2VC2AC) hasta que se hace el siguiente, transcurren: 90 correspondientes a los cambios, 44 correspondientes a la fabricación de 2V y 2A. Total =134. En ese tiempo se pedirían 5,36 6 vehículos (134 /25 ). Como la demanda de los rojos es aproximadamente la 1 de cada 2 vehículos que se piden, podemos decir que se pedirán 3 coches rojos. Aplicando el mismo razonamiento para los verdes (3R2V2A): 90 de cambios + 22 de verde + 44 (2 verdes se hacen en 22, pero uno también, porque el puesto está optimizado siempre para que se fabrique siempre un número par de vehículos). Total= 156. En ese tiempo se pedirían 7 (6,24) vehículos. Como la demanda de verdes es menor, 1 de cada 4, si dividimos 7/4 =1,75, cogemos nuevamente el inmediatamente superior, 2. En el amarillo sigue la misma relación. Es importante hacer hincapié que la persona del puesto motor no tiene que seguir ningún plan de producción, solo podrá producir cuando existan huecos y ella misma decidirá de qué color. Quedando por lo tanto los niveles de stock de la siguiente manera(tabla15): STOCK RELACIONADO AL PLAN DE PRODUCCIÓN PUESTOS Verde Amarillo Rojo SALIDA DE CHASIS SALIDA DE MOTOR SALIDA HABITÁCULO SALIDA TABLERO SALIDA RUEDAS SALIDA CONT. CAL Tabla 15: Stock inicial sistema PULL Disposición de los participantes: Para favorecer el flujo del proceso se crea una célula de trabajo uniendo los puestos de CHASIS y MOTOR, los carretilleros no deberán transportar las piezas entre ambos puestos sino que los propios operarios realizarán el movimiento de material. En esta ocasión para favorecer el flujo de información los participantes se colocarán mirando los unos a los otros. 41
42 Tren logístico: Para solventar el problema de la distribución del lay-out se propone utilizar un tren logístico : un carretillero realizará siempre el mismo recorrido con la misma frecuencia para mover la misma cantidad de piezas de un puesto a otro. Deberá ser capaz de realizar el recorrido completo dentro del takt time. Únicamente deberá coger del pallet de salida de cada puesto el color correspondiente y entregárselo al puesto siguiente. El objeto de este carretillero no es otro que evitar la sobreproducción y detectar cualquier problema en el momento en que se produzca. Estabiliza los stocks porque alimenta a los puestos con los componentes estrictamente necesarios y cada ciclo los repone. Si el tren logístico se encuentra con algún incidente durante el recorrido, se detendrá hasta que solucione, parando la producción de la planta. Así nos aseguramos que los defectivos no avanzan por el proceso.otras virtudes de este carretillero es que, evita paradas de producto y mejora el lead time. A continuación cada participante se colocará de nuevo en su puesto correspondiente.de nuevo los operarios cambiarán de puestos para fomentar la polivalencia de los trabajadores Antes de comenzar a simular es necesario colocar en cada puesto el stock inicial establecido previamente, por lo cual se deberán montar los subconjuntos de acuerdo al mismo, excepto a la entrada del Control de Calidad y el stock de producto terminado que no será necesario ya que se sustituirá por cartulinas. *En esta ocasión solo será necesario tener pallets a la salida de cada puesto. Una persona externa llevará el tiempo de simulación y otra controlará que el tiempo de cambio se cumple correctamente en el puesto MOTOR. 42
43 Durante la simulación: Los participantes procederán tal y como se ha explicado anteriormente. Los operarios de los puestos que deberán fabricar únicamente cuando tengan vacíos los huecos a la salida de su puesto. Los carretilleros realizarán esta vez las labores de tren logístico. PUNTUALIZACIONES: En esta tercera simulación la demanda será de nuevo aleatoria, de nuevo se pedirá un coche gris y la frecuencia con la que pida el cliente (takt time) no será constante (+/- 5 ) Después de la simulación: De nuevo, una vez finalizado el tiempo de simulación: Se hará un recuento del WIP, a la entrada y salida de cada puesto, y del producto terminado al final del proceso (Tabla 7). Se anotarán el número de coches entregados al cliente (Tabla 7). Se anotarán el número de roturas de stock anotadas por el cliente (Tabla 7). Se anotará el lead time anotado por el observador (Tabla 8). Se anotará el número de unidades que han presentado defectos en el puesto de control de calidad. Cabe destacar que para esta tercera simulación, las anotaciones se harán esta vez en la hoja SIMULACION III del documento Excel adjunto. Una vez anotados los datos mencionados, durante unos cinco minutos, se pondrá en común los problemas que han visto los participantes durante la simulación. De nuevo se analizarán los datos obtenidos en esta tercera simulación, comparándolos con los de la simulación anterior y viendo la evolución que han experimentado los diferentes indicadores, en cuanto a si mejoran o no. 43
44 APRENDIZAJE: Por norma general, durante esta tercera simulación, se experimentará una mejoría notable en casi todas las variables de estudio. La gestión de unidades defectuosas o la incapacidad del tren logístico de recorrer el proceso antes del takt-time serán algunos de los posibles problemas que pudieran aparecer durante la simulación. También se pondrá de manifiesto que muchos de los puesto de trabajo están ociosos durante la simulación. En esta tercera simulación se hará patente la mejora del proceso lo que permitirá la explicación de conceptos que hasta el momento eran menos relevantes: ANDON. Estandarización de los procesos. Importancia de estabilizar el stock. Etc. *En función de los acontecimientos que se den durante la simulación o sean planteados por los participantes, se explicarán otros conceptos menos. *La implantación de determinadas mejoras estará condicionada bien por su complejidad o debido a que pueden desviar o distorsionar el objetivo del taller. 44
45 2.5. CUARTA SIMULACIÓN Para la cuarta y última simulación, se propondrá a los participantes elegir entre realizar una simulación en unas condiciones óptimas o bien realizar una competición entre dos plantas productivas, dividiendo al grupo en dos grupos, cada uno de los cuales realizarían la simulación por separado y al final de la cual se compararían los resultados Sistema Óptimo Antes de la simulación: APRENDIZAJE: Para la realización de esta simulación se introducirá el concepto de trabajar al takt time. Los operarios deberán trabajar durante el takt time, invadiendo el puesto siguiente para continuar con su labor en el caso de que fuera necesario. Con ello se evita que los operarios estén ociosos. Esta manera de trabajar es posible gracias a la polivalencia de los operarios al haber ido rotando por los diferentes puestos poniendo de manifiesto la curva de aprendizaje. También se introducirá el concepto de célula flexible. Disposición de los participantes: Para que esto funcione de manera óptima, se crearán dos células de trabajo, una entre los puestos de CHASIS-MOTOR, compuesta por dos operarios y otra entre los puestos HABITÁCULO-TABLERO-RUEDAS que contará con tres operarios(fig.7). Para facilitar el funcionamiento de las células, los operarios trabajarán de pie. Según esta teoría, dividiendo el tiempo medio total que se tarda en fabricar un vehículo entre el takt time, se obtendría el número de operarios necesarios en el proceso. Fig. 7 Distribución del proceso para equilibrado de línea 45
46 Célula flexible: Ante pedidos especiales, un operario realizará todo el proceso de fabricación, montando todos los subconjuntos desde el puesto chasis hasta el de ruedas. Para esta simulación el stock inicial se dispondrá de la siguiente manera (Tabla16): PUESTOS STOCK RELACIONADO AL PLAN DE PRODUCCIÓN Verde Amarillo Rojo SALIDA DE CHASIS SALIDA DE MOTOR SALIDA HABITÁCULO SALIDA TABLERO SALIDA RUEDAS Tabla 16: Stock inicial para equilibrado de línea A continuación cada participante se colocará de nuevo en su puesto correspondiente. Esta vez habrá participantes que no tengan que intervenir en el proceso. Antes de comenzar a simular es necesario colocar en cada puesto el stock inicial establecido previamente, por lo cual se deberán montar los subconjuntos de acuerdo al mismo, excepto el stock de producto terminado que no será necesario ya que se sustituirá por cartulinas. Una persona externa llevará el tiempo de simulación y otra controlará que el tiempo de cambio se cumple correctamente en el puesto MOTOR Durante la simulación: Los operarios fabricarán de acuerdo a los explicado anteriormente, trabajando durante el tack time e invadiendo en caso de que fuese necesario el puesto siguiente. Solo se fabricará aquello que nos pida el cliente. Por norma general el número de operarios que intervendrán será menor y las fluctuaciones de la demanda se suplirán aumentado o disminuyendo el número de trabajadores. Durante la simulación se introducirá un vehículo gris y se variará el takt time. En esta ocasión ya no habrá puesto de Control de Calidad gracias al autocontrol y a la integración de los puestos. 46
47 Después de la simulación: De nuevo, una vez finalizado el tiempo de simulación: Se hará un recuento del WIP, a la entrada y salida de cada puesto, y del producto terminado al final del proceso (Tabla 7). Se anotarán el número de coches entregados al cliente (Tabla 7). Se anotarán el número de roturas de stock anotadas por el cliente (Tabla 7). Se anotará el lead time anotado por el observador (Tabla 8). Se anotará el número de unidades que han presentado defectos en el puesto de control de calidad. Cabe destacar que para esta cuarta simulación, las anotaciones se harán esta vez en la hoja SIMULACION IV del documento Excel adjunto. Una vez anotados los datos mencionados, durante unos cinco minutos, se pondrá en común los problemas que han visto los participantes durante la simulación. De nuevo se analizarán los datos obtenidos en esta cuarta simulación, comparándolos con los de la simulación anterior y viendo la evolución que han experimentado los diferentes indicadores, en cuanto a si mejoran o no. 47
48 Competición: Antes de la simulación: En caso de que los participantes eligieran esta opción, se dividirá al grupo en dos y se colocarán las mesas en dos filas. Cada grupo determinará las necesidades de personal para cada puesto y los stocks de WIP y de producto terminado. Una vez los grupos estén preparados se comenzará la simulación. Una persona externa llevará el tiempo de simulación y otra controlará que el tiempo de cambio de cada grupo se cumple correctamente. En este caso la simulación tardará menos tiempo y las figuras de jefe de producción y observador pasarán a ser operarios. Y en esta ocasión habrá dos personas que realicen el puesto de cliente para anotar los datos de cada uno de los equipos Durante la simulación: Los puestos comenzarán a fabricar en función de las necesidades del siguiente puesto. Los carretilleros en esta ocasión, sólo deberán encargarse de las unidades defectuosas al estar los puestos colocados en línea. El cliente pedirá un coche cada takt time e irá anotando aquellos coches que se les suministran y los que no (roturas). Durante esta simulación, la demanda será aleatoria, pero en este caso no se pedirá ningún coche gris Después de la simulación: De nuevo, una vez finalizado el tiempo de simulación: Se hará un recuento del WIP, a la entrada y salida de cada puesto, y del producto terminado al final del proceso (Tabla 7). Se anotarán el número de coches entregados al cliente (Tabla 7). Se anotarán el número de roturas de stock anotadas por el cliente (Tabla 7). Se anotará el lead time anotado por el observador (Tabla 8). Se anotará el número de unidades que han presentado defectos en el puesto de control de calidad. 48
49 Cabe destacar que para esta segunda simulación, las anotaciones se harán esta vez en la hoja SIMULACION IV del documento Excel adjunto. Una vez anotados los datos de ambos equipos, durante unos cinco minutos, se pondrá en común los problemas que han visto los participantes durante la simulación. De nuevo se analizarán los datos obtenidos en esta cuarta simulación, comparándolos con los de la simulación anterior y viendo la evolución que han experimentado los diferentes indicadores, en cuanto a si mejoran o no. 49
50 2.6. RESUMEN Una vez realizadas todas las simulaciones, el ponente expondrá la evolución que ha experimentado el proceso a lo largo de las simulaciones y realizará un breve repaso de los conceptos claves que han tratado a lo largo del Taller Lean y a los problemas que se han enfrentado los participantes a lo largo del mismo. Para dicha explicación el ponente se ayudará de la hoja RESUMEN del documento Excel (Fig.8)(Tabla17). Una vez finalizado el Taller Lean los alumnos deberán entregar al profesor una memoria de lo visto en el taller. En dicha memoria, los alumnos deberán explicar cada una de las simulaciones, explicando los conceptos que se vieron y por qué, los problemas que tuvieron durante las simulaciones y como fueron mejorando el proceso. RESULTADOS S1 S2 S3 S4 VENTAS M.O.D M.O.I PRODUCTIVIDAD 1,57 1,36 1,71 2,78 LEAD TIME TEÓRICO (seg) LEAD TIME REAL (seg) ROTURAS DEFECTIVO SUPERFICIE (m2) ROTACIÓN (Tiempo) 1,00 1,00 2,93 7,50 ROTACIÓN (Dinero) 3,02 1,12 1,87 3,72 Tabla 17 Resumen simulaciones 50
51 Fig. 8: Evolución de los indicadores 51
52 Capítulo 3: Material necesario En este capítulo se realizará una breve descripción del material necesario para la realización del taller, así como los preparativos previos que se deben de llevar a cabo antes del comienzo del mismo Dossier para el participante El dossier del participante es el documento que deberá tener cada uno de los grupos de alumnos que tomen parte en el taller práctico. Dicho dossier está formado por una práctica previa que los alumnos deberán tener hecha antes de realizar el taller, y por una práctica que deberán entregar una vez finalizado el taller, donde se describirá la evolución del taller a lo largo de las diferentes simulaciones, poniendo de manifiesto los problemas que se vieron, las mejoras propuestas, cómo estas afectaron al proceso, etc Coches LEGO Como producto a fabricar dentro del proceso se ha diseñado un coche a partir de piezas LEGO, cuya modularidad permitirá adaptar el proceso al número de participantes que formen el taller. Fig. 9: Coche LEGO Los coches estarán formados por varios subconjuntos que compondrán los diferentes puestos del sistema productivo. Cada uno de estos puestos estará formado por bloques de piezas previamente montantadas y por piezas individuales que se deberán ensamblar de acuerdo a las hojas de instrucciones. Está previsto que en cada simulación se fabriquen una media de 24 coches, para evitar que los diferentes puesto se queden sin materia prima es necesario que haya piezas suficientes para montar 40 coches. Además tener piezas para más coches permitirá realizar competiciones entre los participantes. 52


53 3.3. Maletín ad-hoc y hoja de instrucciones Para facilitar el manejo de las piezas de los distintos subconjuntos y poder tenerlas ordenadas, se han diseñado cinco maletines ad-hoc para cada uno de los puestos. Cada uno de los maletines está formado por compartimentos adaptados a las mediadas de las piezas y subconjuntos de cada puesto, lo que facilitará encontrar las piezas necesarias y ordenarlas cada vez que se termine una simulación. Fig. 10: Maletín de puesto En cada del maletín aparecerán las instrucciones de montaje específicas para cada uno de los puestos donde se especificará paso a paso el ensamblado de los diferentes subconjuntos y piezas. Fig. 11: Instrucciones de montaje 53

54 3.4. Documento Excel Con el fin de poder analizar la evolución que experimentará el proceso durante las diferentes simulaciones. Los ponentes se apoyarán en un documento Excel en el cual se introducirán los datos necesarios para la obtención de los diferentes parámetros a estudiar. Dicho documento consta de tres partes principales: TOMA DE TIEMPOS, SIMULACIÓN (I, II, III y IV) y RESUMEN. La primera parte del documento Excel es la hoja de toma de tiempos, en dicha hoja se deberán anotar los tiempos obtenidos por los participantes en los diferentes puestos. Los hojas de simulación del documento Excel ayudarán a dimensionar el proceso, analizar los resultados obtenidos y a ver la evolución que este sufre el proceso durante las diferentes simulaciones. Para finalizar en la hoja de resumen se podrá apreciar la evolución a lo largo de las diferentes simulaciones de los diferentes indicadores clave a través de su representación gráfica. Fig. 12 Hoja Excel para la recogida de datos 54
55 3.5. Hoja de cliente Durante las diferentes simulaciones se le entregará al Cliente una hoja donde aparecerán los distintos tipos de vehículos que deberá pedir y en qué orden. En esta hoja anotará si el vehículo se le entrega y el número de turnos que está esperando por cada vehículo (roturas), en el caso de que las hubiera. Estos datos ayudarán en la obtención de los indicadores a estudio. En la primera simulación (Fig13) se cumplirá la previsión de la demanda con 12 coches rojos, 7 verdes y 5 amarillos. Con el fin de influir en el proceso se introducirá un coche gris durante la simulación. Fig. 13: Demanda simulación 1 En la segunda simulación (Fig14) no se cumplirá la previsión de la demanda, se pedirán más unidades de color verde en este caso, provocando un cambio brusco en la demanda, pidiéndose 8 coches rojos, 11 verdes y 5 amarillos. De nuevo se introducirá un coche de color gris en medio de la simulación. Fig. 14: Demanda simulación 2 55
56 En la tercera simulación (Fig15) tampoco se cumplirá la previsión de la demanda, pidiéndose 9 coches rojos, 8 verdes y 7 amarillos. De nuevo se introducirá un coche de color gris en medio de la simulación. Fig. 15: Demanda simulación 3 En la cuarta simulación (Fig16) tampoco se cumplirá la previsión de la demanda, pidiéndose 9 coches rojos, 8 verdes y 7 amarillos. De nuevo se introducirá un coche de color gris en medio de la simulación. Para esta última simulación, el cliente podrá variar la frecuencia a la que pide con un margen de 5 segundos. Fig. 16: Demanda simulación 4 56
. Fig.")
57 A continuación se muestra un ejemplo de cómo se debería rellenar una hoja de cliente (Fig17). Fig. 17: Ejemplo de hoja de cliente rellena 57
, donde se irán anotando las comprobaciones que se le hacen al coche.")
58 3.6. Hoja de control de calidad En el puesto de control de calidad los participantes dispondrán de una hoja de control de calidad, que les ayudará de guía a la hora de verificar que el montaje del coche ha sido correcto. En dicha hoja aparecerán unas tablas como la que se muestra a continuación (Tabla18), donde se irán anotando las comprobaciones que se le hacen al coche. Tabla 18: formulario de control de calidad A continuación se ilustran cada una de las observaciones que se deben realizar. Parachoques en posición correcta: Fig. 18: Posición correcta parachoques Fig. 19: Posición incorrecta parachoques desplazado hacia arriba 58

59 Fig. 20: Posición incorrecta desplazado lateralmente Fig. 21: Posición incorrecta inversa Volante colocado en el lado izquierdo: Fig. 22: Posición correcta 59

60 Fig. 23: Posición incorrecta lado opuesto Parabrisas en posición correcta: Fig. 24: Posición correcta Fig. 25: Posición incorrecta inverso Fig. 26: Posición incorrecta desplazado 60


61 Asientos en posción correcta: Fig. 27: Posición correcta Fig. 28: Posición incorrecta asientos desplazados Fig. 29: Posición incorrecta asiento conductor en lado drcho. 61

62 Ejes de rueda en posición correcta: Fig. 30: Posición correcta Fig. 31: Posición incorrecta Llantas orientadas correctamente Fig. 32: Posición correcta Fig. 33: Posición incorrecta 62

63 Antena en posición correcta Fig. 34: Posición correcta Fig. 35: Posición incorrecta Otros: Cualquier otro tipo de defecto de montaje que el coche pudiera presentar será motivo suficiente para descartar el coche en el control de calidad. 63

64 3.7. Pallets de transporte Para el transporte de los subconjuntos entre los diferentes puestos, los participantes dispondrán de pallets de transporte diseñados ad-hoc, a partir de poliestireno expandido. En dicho pallets habrá cinco huecos, que corresponden al lote máximo de transferencia. Dichos huecos aparecerán numerados del uno al cinco para facilitar la gestión de inventario de tipo FIFO. Debe haber un pallets a la entrada y a la salida de cada puesto excepto en CHASIS donde sólo es necesario un pallet a la salida. Por lo tanto es necesario disponer de un mínimo de 11 pallets. Fig. 36: Pallet de transferencia 3.8. Presentación Con el fin de apoyar las diferentes explicaciones del ponente, se dispondrá de una presentación, en formato power point, en la que sintetizarán algunos de los conceptos claves a explicar. En dicha presentación se tocarán temas como el Lean manufacturing y sus fundamentos, los sistemas de producción en masa, las ventajas del el cambio de un sistema push a uno pull, el equilibrado de línea, etc Cronómetros Para la toma de tiempos de cada una de las operaciones y el control de tiempos durante las simulaciones posteriores, será necesario que los participantes dispongan de cronómetros digitales que les permitan llevar a cabo las diferentes anotaciones. *Como mínimo se necesitarán 6 cronómetros, uno para cada uno de los puestos. 64
65 3.10. Cartulinas Para facilitar el trabajo al cliente se usarán unas fichas de cartulina que representan los coches de cada color, estas cartulinas sustituirán a los coches que se encuentran a la salida del puesto de control de calidad antes de empezar cada una de las simulaciones o lo que es lo mismo, el stock inicial de producto terminado. Con ello evitaremos tener que montar más coches de los estrictamente necesarios, ahorrando en tiempo y material. Fig. 37: Cartulinas de referencia Otros Para poder realizar el taller de manera cómoda y eficaz será necesario disponer de un espacio lo suficientemente amplio como para poder disponer los diferentes puestos de montaje de manera suficientemente separada como para que los participantes se puedan mover entre los puestos sin problema. Será necesario un proyector para que los participantes puedan ver el Excel y la presentación de manera clara. También es recomendable disponer de una pizarra donde el ponente pueda realizar aclaraciones a las distintas explicaciones Preparativos Antes de realizar el taller, además de disponer del material necesario que se ha explicado anteriormente, son necesarios unos determinados preparativos que se listan a continuación: Las mesas que conformarán los puestos deberán estar colocadas de acuerdo al lay out de la primera simulación. En cada mesa deberá estar el maletín correspondiente a dicho puesto. En cada puesto deberá haber un ejemplo del subconjunto que sale y del subconjunto que entra. En el caso del puesto de Control de Calidad habrá un ejemplo de coche correcto y varios de coches incorrectos, suficientes como para representar los errores explicados. 65
66 Capítulo 4: Conceptos Lean 4.1. Lean Manufacturing Definición Una serie de principios, conceptos y técnicas diseñadas para eliminar el desperdicio y establecer un sistema de producción eficiente, justo a tiempo, que permita realizar entregas a los clientes de los productos requeridos, cuando son requeridos, en la cantidad requerida, en la secuencia requerida y sin defectos. Aplicar las prácticas lean es una forma de reducir costes, mejorar los resultados y crear valor para la empresa, aumentando la satisfacción del cliente y la productividad. Fig. 38: Bases de la filosofía Lean Fuente: 66
67 Fundamentos El cliente es el rey- Quién es? qué necesidades tiene? por qué está dispuesto a pagar? Antes de empezar a pensar en valor y no-valor, tenemos que identificar a nuestro cliente y lo que quiere realmente. Es capital conocer en todo momento qué necesita el Cliente (incluso sin que él mismo lo sepa) y responder a tal necesidad (dar valor al Cliente). También es de vital importancia saber hasta cuando está dispuesto a pagar el cliente, ya que en muchas ocasiones, darle al cliente más de lo que necesita no aumenta su satisfacción. Por ello, el cliente pasa a tomar un papel clave en los procesos de Lean Manufacturing ya que condicionará el curso de las estrategias y decisiones que se tomen. Concepto de valor Todo proceso productivo está formado por una serie de actividades que según su naturaleza pueden ser de tres tipos: Actividades de Valor Añadido (VA) Actividades de NO Valor Añadido (NVA) Desperdicios o Despilfarros Las actividades de valor añadido (VA) son todas aquellas que cambian la forma, la naturaleza o las características del producto, de acuerdo a las necesidades del cliente y por lo cual este está dispuesto a pagar. Las actividades de No valor añadido (NVA) son aquellas actividades que no añaden valor a producto y que incurren en un aumento de coste o de tiempo, pero que son inevitables. Los desperdicios son cualquier actividad que absorbe recursos, pero no crea valor para el cliente, pudiéndose eliminar del proceso. 67

68 Lead time o tiempo de ciclo. El sumatorio de tiempos de las actividades que conforman un proceso recibe el nombre de tiempo de ciclo o lead time, que será el tiempo que tarda el proceso en fabricar una unidad de producto. Este tiempo de ciclo o lead time estará formado tiempos donde se añada valor al producto y tiempos en los que no. Lead time: VA+NVA+ Desperdicios Valor Añadido Oportunidad de mejora Fig. 39: Oportunidades de mejora Fuente: DOI Escuela Técnica Superior de Ingeniería (ICAI) Por ello todas aquellas actividades que no aporten un valor añadido al proceso, ya sean de no valor añadido o desperdicios, constituirán una oportunidad de mejora para el proceso mediante su reducción o en caso de que fuera posible su eliminación, reduciendo de esta manera el tiempo de ciclo o lead time sin reducir el valor que el cliente percibe. Ser capaces controlar y reducir el lead time de nuestro proceso es de vital importancia ya que permite: Aumenta nuestra capacidad de respuesta al cliente Nos hace más competitivos: nos diferenciamos de la competencia. Nos permite ofrecer plazos de entrega fiables. Más flexibilidad: podemos mejorar el producto más rápido Reduce nuestra necesidad de financiación-> periodo de maduración más corto. Las ineficiencias que se consideran dentro del proceso se agrupan en las siguientes. Muda: 7+1 Desperdicios Muri: sobre carga de personas o equipos Mura: Variabilidad en el proceso 68
69 Los 7+1 Desperdicios. Como se mencionó con anterioridad, los desperdicios o mudas son cualquier actividad que absorbe recursos, pero no crea valor para el cliente, pudiéndose eliminar del proceso. Fig. 40: 7 Desperdicios Fuente: Los principales desperdicios son: Transporte Inventarios Movimiento Esperas Sobreproducción Sobre proceso Defectos 69
70 TRANSPORTE: movimiento innecesario de partes entre procesos. Características Causas Aumenta el tiempo de producción Consume recursos y espacio en planta Mala comunicación Aumenta la obra en curso El producto puede resultar dañado Implicaciones en los riesgos laborales Proceso mal diseñado (Célula) Cadena de valor deficiente Flujos de material complejos Equipos compartidos Tabla 19: Características y causas de desperdicios en transporte INVENTARIOS: Toda aquella materia prima, obra en curso o producto terminado que está siendo almacenado. Características Causas Añade costes Requiere un espacio de almacenamiento adicional Requiere una gestión de recursos adicional Esconde problemas (defectos) Las partes pueden resultar dañadas Expiración de tiempo de vida Riesgo laboral La producción no está nivelada Predicción de fabricación imprecisa Paradas y puestas a punto de máquina excesivas Push en vez de pull Tamaños grandes de lote Proveedores no fiables Tabla 20: Características y causas de desperdicios en inventario MOVIMIENTO: movimiento innecesario de personas dentro de un proceso. Características Causas Añade costes Interrumpe el flujo productivo Mayor tiempo de proceso Riesgo laboral No existe un procedimiento operativo estándar Layout inadecuado, célula de trabajo mal diseñada Housekeeping deficiente (5Cs) Formación inadecuada Tabla 21: Características y causas de desperdicios en movimientos 70
71 ESPERAS: Personas o partes en espera de finalización de un ciclo de trabajo, de información o de decisión. Características Causas Va generalmente asociado a paradas y/o reinicios de producción (Problemas) Interrumpe la continuidad en el flujo de trabajo Genera cuellos de botella Aumenta el Lead Time Fallo en la planificación de entrega (Cliente) Proveedores no fiables Operarios no flexibles Paradas / Rupturas de máquina Planificación de producción ineficiente Problemas de calidad, diseño e ingeniería Procesos no documentados Tabla 22: Características y causas de desperdicios en esperas SOBREPRODUCCION: producir antes, más rápido o en mayor cantidad que lo demandado por el cliente. Características Causas Cuesta dinero Requiere recursos no planeados Genera inventario Esconde inventario / defectos Necesidad de espacio Push (MRP) en lugar de Pull (tracción) Tamaños grandes de lote Siempre queda mejor parecer ocupados Mala utilización del personal Falta de perspectiva de cliente Tabla 23: Características y causas de desperdicios en sobreproducción 71
72 SOBREPROCESO: procesar más allá de lo estándares requeridos por el cliente. Características Causas Consume recursos Aumenta el tiempo de producción Es un trabajo más allá de lo especificado Puede reducir la vida de la parte o componente El cliente no está más satisfecho Estándares no actualizados Actitud incorrecta: Siempre lo hemos hecho así No existe entendimiento del proceso Falta de innovación y espíritu de mejora Deficiencia de estándares de operación Tabla 24: Características y causas de desperdicios en sobreprocesos DEFECTOS: un defecto representa un componente considerado inaceptable desde el punto de vista del cliente por no cumplir sus estándares de calidad. Características Causas Añade costes Interrumpe lo planificado Consume recursos Genera burocracia. (Flujos de Información) Afecta a la confianza del cliente Requiere inspecciones Procesos descontrolados y no capaces Falta de habilidades, formación y soporte Diseño e ingeniería imprecisos Fiabilidad de máquina Procesos no documentados Tabla 25: Características y causas de desperdicios en defectos El octavo desperdicio que cabe considerar es la infrautilización de la personas, empleados cuyo potencial no es utilizado. Esto puede ser causado por una mala planificación y diseño del proceso, o por una formación o supervisión poco efectiva. Este fenómeno tiene como consecuencias más directas la desmotivación por parte del personal, la aparición de accidentes y aumentos de tiempos y costes. 72
.")
73 Sobrecarga en personas y procesos Otras de las ineficiencias que se dan es la sobrecarga de trabajo tanto a personas como a sistemas. A causa de un desconocimiento del proceso por parte de los directivos o por la naturaleza del proceso (sistema PUSH). Variabilidad La variabilidad para un proceso se da cuando una actividad se desarrolla de forma diferente en cada equipo, dándose distintos niveles de dificultas para una misma tarea. En muchos casos esto se da por no estar documentada la forma óptima de proceder. En el caso del producto la variabilidad se puede dar de varias maneras. Se puede estar fabricando varios productos que cubren una misma necesidad. Hay diferencias entre unidades de producto al no estar estandarizados. Conocimiento no capitalizado Mapa de flujo de valor El mapa del flujo de valor o Value Stream Map (VSM) nos ayuda a identificar todas las acciones necesarias para diseñar, solicitar, fabricar y entregar un producto. Permite a todos los actores del proceso ver cómo intervienen y afectan al proceso global. Se trata de una representación visual del proceso, donde se identifican actividades VA, NVA y Desperdicios. Fig. 41: Mapa de Flujo de Valor Fuente: DOI Escuela Técnica Superior de Ingeniería (ICAI) Una vez determinado el mapa e identificados los desperdicios, se establece un plan de acción para eliminarlos. 73
74 Desarrollo de un Taller Lean 4.2. HERRAMIENTAS Takt time Uno de los elementos fundamentales del sistema de producción es el takt time, que se define como la cadencia a la cual se debe fabricar un producto para satisfacer la frecuencia de la demanda del cliente. Cuyo método de cálculo es el siguiente: S Las 5S son un método para la organización del puesto de trabajo cuyo objetivo es: conseguir un puesto de trabajo ordenado, mejorar la seguridad, mentar la calidad, identificar las desviaciones del estándar inmediatamente, proporcionar un ambiente donde tenga cabida la mejora continua. Fig. 42: SHITSUKE Fuente: 74
75 Seleccionar: decidir lo que se necesita en el puesto de trabajo y en qué cantidad, eliminar lo que es innecesario y proveer al puesto de trabajo de aquello que le falta. Este hábito permitirá: liberar espacio ocupado, eliminar obstáculos, evitar que se sigan añadiendo más cosas innecesarias, mejorar la seguridad, controlar lo que hay en el área y comenzar el proceso de orden. Ordenar: designar un sitio para cada cosa y que cada cosa esté en su sitio (tableros con siluetas, marcas en el suelo, etiquetas). Con ello se conseguirá: facilitar la búsqueda de los elementos y su devolución, eliminar el tener que buscar las cosas, crear un mejor ambiente de trabajo, reducir los accidentes y facilitar la limpieza del puesto de trabajo. Limpiar: es responsabilidad de todos mantener el área de trabajo ordenada, para lo cual será necesario establecer un proceso sobre la asignación de las tareas de limpieza, teniendo que convertirse está tarea en algo rutinario, no ocasional. Tener el puesto de trabajo limpio nos permite mejorar la percepción del cliente y la imagen de la empresa (marketing), detectar de manera más fácil las irregularidades, ayudar a la estandarización de las actividades e incrementar la seguridad. Estandarizar: realizar un estándar permite asegurar el mantenimiento de las 5S, facilitando el posterior mantenimiento del puesto de trabajo y asegurarnos de que las primeras S no sean algo ocasional. Mantener: consiste en conseguir hacer de las 5S un hábito de trabajo realizando verificaciones periódicas del taller. Esta tarea requiere tiempo, apoyo y reconocimiento por parte de los trabajadores y directivos de la organización. 75

76 SMED SMED: Single Minute Exchange of Die. También conocido como Quick Change Over o Reducción del Tiempo de Cambio. Es un método que analiza y reduce el tiempo de cambio, definido como el necesario para cambiar un proceso desde que se produce una pieza/producto buena hasta que se produce la siguiente. Fig. 43: Proceso de cambio de fabricación Fuente: DOI Escuela Técnica Superior de Ingeniería (ICAI) Para ello es necesario diferenciar entre dos tipos de operaciones en el proceso de cambio: internas y externas. Operación interna: aquella que se realiza con la máquina sin producir piezas. Operación externa: aquella que se realiza con la máquina produciendo piezas. Entre los distintos tipos de operaciones durante el cambio podemos encontrar Preparación de materiales, herramientas, etc. (30% del tiempo total de cambio) o Buscar, acercar y preparar los elementos que se van a utilizar: herramientas y útiles, plantillas, accesorios, dispositivos de control y medición. Revisar, retirar y guardar útiles, limpiar maquinaria, etc. Montaje y desmontaje de útiles, herramientas, etc. (20% del tiempo total de cambio) o Soltar, sacar, meter y atar. Colocación (posicionado, centrado, dimensionado) y establecimiento de los parámetros de trabajo. Pruebas y ajustes. (50% del tiempo total de cambio) o Ajustes tras realizar una pieza (de medida, de presión, de temperatura). La frecuencia y duración de las pruebas dependen de la habilidad del técnico de preparación. 76
 Fig.")
77 El proceso a seguir es el siguiente: Fase previa (identificación): operaciones actuales, elementos actuales, variabilidad en el proceso, etc. 1ª Fase: separar operaciones externas de internas. 2ª Fase: convertir operaciones internas en externas. 3ª Fase: eliminar/reducir operaciones (1º internas, 2º externas) Fig. 44: Fases del SMED Fuente: DOI Escuela Técnica Superior de Ingeniería (ICAI) El ser capaces de reducir al máximo es factor clave a la hora de ser competitivos ya que: Hace más flexible el proceso, posibilita reducir el tamaño de lote. Aumenta la disponibilidad de la unidad y la capacidad. Elimina el desperdicio que supone el ajuste. El trabajo en paralelo aumenta la productividad. Reduce el lead time global del proceso. 77

78 Desarrollo de un Taller Lean TPM Total Productive Maintenance o Mantenimiento Productivo Total es un sistema de gestión de mantenimiento a lo largo de la compañía, multi-funcional, basado en el trabajo en equipo que crea una cultura donde todos llegan a ser partícipes en otros servicios de la compañía para mejorar la efectividad global de los equipos (Overall Equipment Effectiveness), la calidad y la eficiencia. Fig. 45: Pilares TPM Fuente: OEE= Disponibilidad x Productividad x Calidad Los principales motivos de pérdida de eficiencia de un equipo afectan a : Disponibilidad (averías, ajustes y puestas a punto) Productividad (esperas, pequeñas paradas, velocidad reducida, etc.) Calidad (defectos de puesta en marcha, defectos en calidad, retrabajos, etc.) La disponibilidad es la porción de tiempo que el equipo está funcionando cuando se necesita. La productividad es ratio de funcionamiento del equipo frente al original diseñado en las especificaciones. 78
79 Desarrollo de un Taller Lean La Calidad es el porcentaje de piezas buenas realizadas respecto del total. La OEE proporciona un punto de referencia para realizar un seguimiento al progreso en la eliminación de los despilfarros del proceso de fabricación. El 100% significa OEE producción perfecta (fabricación de piezas únicas buenas, tan rápido como sea posible, sin tiempo de inactividad). Por ello buena implementación del TPM robustece los sistemas, reduce la incertidumbre y nos permite encarar pedidos con la seguridad de que los equipos no fallarán GESTIÓN VISUAL Indicadores visuales, pantallas y controles utilizados en las plantas de fabricación para mejorar el tráfico de información, proporcionando un entendimiento inmediato de la situación y de la acción requerida, cuyo principal objetivo es ser capaces de distinguir una situación normal de otra anormal inmediatamente. Gracias a la gestión visual el proceso se vuelve más transparente lo que nos permite ver y controlar lo que sucede, dando la oportunidad a mejorar el proceso identificando problemas y eliminando los desperdicios. Fig. 46: Ejemplos de gestión visual Fuente: 79
80 Uno de los elementos significativos de la gestión visual son lo KPI (Key Performance Indicator) los que nos permite ver el estado real del proceso con respecto a sus objetivos, lo cual nos ayuda a monitorizar el proceso y a priorizar la acciones de mejora. Estos indicadores deben cumplir una serie de características: Esencial o Parámetro clave para el negocio o Centrado en el cliente o Medible, no manipulable Útil o o o o Actualizado, en fecha Fácil de entender Ayuda a gestionar y dirigir las mejoras Importante y relevante Inmediato o Fácil de obtener o Transmite sentido de urgencia y de propiedad o Las responsabilidades quedan claramente definidas o Permite seguimiento diario: real vs objetivo o Objetivos claros Estos indicadores sirven de soporte para las reuniones de equipo, facilitan la comunicación entre turnos, permiten un escalado de problemas si fuese necesario y proporcionan información actualizada para todos: gestión desde taller OPERACIONES ESTANDAR Consiste en documentar los procedimientos de fabricación que registren los mejores resultados. Debe ser un documento abierto y fácil de modificar. Una operación estándar es la mejor manera de realizar un determinado trabajo, garantizando la seguridad de los trabajadores, la calidad del producto y la máxima eficiencia del proceso. La estandarización de las operaciones permite convertir conocimiento intrínseco en explícito, capitalizando de esta forma la experiencia adquirida. Anima al intercambio de conocimientos. Siendo la forma de asegurar que las mejoras se mantienen ya que evita la vuelta atrás. Siendo este un proceso en el cual el voluntario se ve involucrado. La creatividad y las nuevas ideas son bienvenidas. Su incorporación al estándar facilitan la formación y la transmisión del conocimiento. Los métodos estables y repetibles proporcionan capacidad de predecir, tiempos estables y resultados de los procesos estables. Siendo esta la base para conseguir flujo continuo y reducir la variabilidad. 80

81 MATRIZ DE HABILIDADES El desarrollo de las Competencias personales es el desarrollo del mayor capital de una empresa. La matriz de habilidades es una herramienta que nos ayuda a desarrollar las competencias de los equipos de trabajo. Establece la capacitación requerida en cada área o equipo, permite compartir la información entre los diferentes equipos y departamentos. Sirve para identificar el estado actual del capital humano y planificar las necesidades de formación. Fig. 47: Matriz de habilidades Fuente: DOI Escuela Técnica Superior de Ingeniería (ICAI) Nos ayuda a examinar fortalezas y debilidades de cada equipo. Permite distribuir los recursos humanos allí donde son más necesarios. Con ello conseguimos aumentar la flexibilidad de nuestros procesos al incentivar la polivalencia de los trabajadores realizando proyectos y actividades diferentes según las necesidades RESOLUCIÓN DE PROBLEMAS Los problemas han de ser concebidos como oportunidades de mejora. Los problemas repetitivos indican que hay un fallo en la forma en que estamos dirigiendo la actividad. Con las herramientas Lean, la fábrica se hace transparente viéndose más fácilmente los problemas y surgiendo así la necesidad de solucionarlos. Es necesario ser conscientes de que se aprende más de los errores y de los problemas que se solucionan que si no hubiese problemas y nunca cometiésemos errores ya que en ese caso no estancaríamos y las mejoras e innovaciones serian mínimas. En un entorno Lean, se busca eliminar los errores definitivamente. El objetivo será, no sólo corregir un error, sino evitar que se vuelva a producir. Para la consecución de dicho objetivo será necesario seguir los siguientes tres pasos: 81
 Fig.")

82 1. Identificar el problema 2. Identificar la causa raíz 3. Determinar acciones correctoras. Una de la herramientas de las que se sirve la metodología Lean es Poka Yoke. Poka yoke es el término japonés para: a prueba de fallos.consiste en el diseño de un sistema simple y barato que hace imposible que se produzca el error (ej: enchufes de tres clavijas, USB, etc.) Fig. 48: Poka-Yoke Fuente: DOI Escuela Técnica superior de Ingeniería (ICAI) SISTEMA PULL A diferencia de los sistemas de producción de tipo PUSH donde cada puesto fabricaba en función del material que tenía a la entrada del puesto o en función de unas previsiones, en un sistema PULL los puestos solo fabricarán cuando el cliente ya sea externo o interno lo requiera. Con este sistema conseguimos controlar el ritmo de producción entre dos procesos, donde cada puesto genera únicamente lo que consume el anterior y en la cantidad requerida, con ello evitamos una sobreproducción y producir antes de tiempo. Fig. 49: Diferencia en procesos por lotes y procesos de flujo continuo Fuente: DOI Escuela Técnica superior de Ingeniería (ICAI) 82
83 Problemas del sistema PUSH Beneficios del sistema PULL Sobreproducción / Inventario Fabricamos para cubrir problemas, por si acaso Presión concentrada al final del proceso Aumento de inventario no necesario Desperdicio es una forma de vida Produce sólo lo que el cliente requiere Mejora la comunicación entre procesos Existe un método estándar para la comunicación entre procesos El sistema de Producción puede responder a los cambios en la demanda del cliente Los niveles de inventario decrecen Tabla 26: PUSH vs PULL Fuente: DOI Escuela Técnica superior de Ingeniería (ICAI) KANBAN Los sistemas PULL Se basan en la reposición automática a través de señales visuales que indican cuándo se necesita producir. Estas señales visuales reciben el nombre Kanban. Kanban es el término japonés para señal y es el sistema de comunicación en procesos pull. Kanban es la señal que da la orden de reponer o fabricar. Fig. 50: Kanban en fabricación Fuente: 83
84 EQUILIBRADO DE LINEA El equilibrado de línea lo que pretende es repartir la carga de trabajo entre los distintos operarios. Los operarios deberán trabajar durante el takt time, invadiendo el puesto siguiente para continuar con su labor en el caso de que fuera necesario. Con ello se evita que los operarios estén ociosos. Esta manera de trabajar es posible gracias a la polivalencia de los operarios al haber ido rotando por los diferentes puestos, poniendo de manifiesto la curva de aprendizaje. Para determinar la carga de trabajo de cada operario, nos ayudamos de la Tabla de Equilibrado de línea que nos permitirá ver que puestos tienen una mayor carga de trabajo y cuales están ociosos, con lo que podremos definir las tareas de cada puesto y remarcar las oportunidades de mejora. Esto se logra haciendo el contenido del trabajo visible, usando codificación en colores para diferenciar VA, NVA y Desperdicio. Por lo cual si una de las actividades no es capaz de realizar su tarea dentro del tiempo de tacto, esto provocará que no se satisfaga la demanda en el plazo acordado con sus consecuentes costes. Sobrecarga de trabajo Tiempo Takt Time Proceso Fig. 51: distribución de trabajo entre puestos desigual 84
85 Por ello es necesario repartir las diferentes operaciones entre los distintos puesto de manera equitativa, lo que nos permitirá cumplir con la demanda, e identificar y concentrar de manera más clara los despilfarros que se den en el proceso. Takt Time Tiempo Proceso Fig. 52: Carga de trabajo equilibrada entre puestos 85
86 4.3. DISTRIBUCIÓN EN PLANTA La distribución en planta o lay-out es la disposición física de los equipos e instalaciones industriales. Incluye los espacios necesarios para los equipos de producción, la mano de obra directa, la indirecta, el movimiento de material y su almacenamiento, así como el resto de actividades auxiliares o de servicios. Dicho término distribución en planta o lay-out puede significar o o o Disposición existente Nuevo plan propuesto de distribución El trabajo de hacer la distribución Por lo tanto, una distribución en planta puede ser una instalación existente, un proyecto o una tarea. Los patrones comunes que se pueden encontrar son: Disposición Fija Disposición por procesos Disposición por producto (linear o celular) Dentro de un proceso normalmente no se encuentran en su forma pura. Generalmente se combinan varios tipos de distribuciones, siendo en ocasiones, difícil clasificarlas dentro de uno de los tipos. Estas combinaciones aprovechan las ventajas de cada distribución para reducir costes, manteniendo capacidad, flexibilidad y tiempos de trabajo. 86
87 DISTRIBUCIÓN FIJA En una distribución fija, el material o los componentes principales permanecen en un lugar fijo, no se mueven. Todas las herramientas, hombres y resto de material se llevan a él. Este tipo de distribución se utiliza cuando las características del producto a fabricar impiden que este se pueda mover y son las máquinas y los hombres los que van hacia él: astilleros, fabricación de prensas de gran tonelaje, procesos de calderería, etc. VENTAJAS INCONVENIENTES Se evita el desplazamiento de la pieza mayor Se adapta a la demanda intermitente Se adapta a una gran variedad de productos Ingeniería de organización poco costosa Aumenta la cantidad de desplazamientos hasta el punto de montaje La calidad no puede automatizarse, dependerá del operario El proceso es manual por lo que la productividad es baja Tabla 27: Ventajas e inconvenientes de la distribución fija Fuente: DOI Escuela Técnica superior de Ingeniería (ICAI) 87
88 DISTRIBUCION POR PROCESOS En la distribución por procesos, las máquinas agrupadas entre iguales o semejantes, es decir, por grupos funcionales. Los diferentes lotes de piezas son dirigidos a través de los respectivos departamentos en el orden establecido en la secuencia de operaciones. Cada grupo debe tener un supervisor. En este tipo de procesos la producción no es secuencial sino por lotes, es decir, se transporta el material de una sección a otra según las operaciones que hayan de realizarse. Fig. 53: Distribución por procesos Fuente: DOI Escuela Técnica superior de Ingeniería (ICAI) VENTAJAS INCONVENIENTES Mejor utilización de la maquinaria, menos máquinas Adaptable a cambios en la secuencia de operaciones Adaptable a gran variedad de productos Adaptable a la demanda intermitente Genera especialistas Facilidad para mantener la producción ante avería, falta de material/personal. Flujos complejos Lotes de transferencia elevados Stocks intermedios Exceso de trabajo en curso Tiempo de proceso y de maduración altos Producción difícil de equilibrar y coordinar la Trabajadores poco flexibles e insatisfechos Tabla 28: Ventajas e inconvenientes de la distribución por procesos Fuente: DOI Escuela Técnica superior de Ingeniería (ICAI) 88
89 DISTRIBUCION POR PRODUCTO En la distribución por producto las máquinas dispuestas siguiendo el proceso de fabricación del producto; el número de máquinas es función de la cantidad a producir y de la producción por máquina. Los puestos de trabajo están colocados uno a continuación de otro y cada puesto alimenta al siguiente. La manutención entre máquinas o puestos no existe o es muy pequeña. Fig. 54: Distribución por producto Fuente: DOI Escuela Técnica superior de Ingeniería (ICAI) VENTAJAS INCONVENIENTES Flujos lineales Reducción de inventarios Tiempo de proceso más reducido Menor manipulación de materiales Menor superficie ocupada Facilita la organización de la producción Reduce los problemas interdepartamentales Una avería para la línea Un cambio de diseño provoca un cambio en la línea Hay máquinas que no trabajan a pleno rendimiento Excesiva incidencia de los cuellos de botella Trabajo repetitivo de los operarios con tiempos de producción cortos Tabla 29: Ventajas e inconvenientes de la distribución por producto Fuente: DOI Escuela Técnica superior de Ingeniería (ICAI) 89
90 CÉLULAS EN FORMA DE U Las células de trabajo en forma de U se consisten en una distribución en planta por producto, donde las máquinas se orientan según el flujo de fabricación, respondiendo a la forma de una U. Este tipo de distribución se usa cuando hay productos diferentes requieren un conjunto de máquinas comunes. Su producción total justifica la dedicación de las máquinas. Todos los productos tienen la misma secuencia en sus rutas. No existe gran diferencia de ciclo de cada máquina. VENTAJAS Fig. 55: Distribución en U Fuente : INCONVENIENTES Menor tiempo de maduración Mayor polivalencia y satisfacción del operario Capacidad de adaptarse a diferentes niveles de demanda Reducción de inventarios Disminución de los tiempos de cambio Mejor equilibrado de tiempos Organización de la producción más sencilla Detección del defectivo más rápida Mayor inversión en máquinas Necesidad de alta fiabilidad, pues una parada detiene el proceso Necesidad de inversión elevada en la formación de los operarios Puede darse un excedente de personal al establecer esta distribución Tabla 30: Ventajas e inconvenientes de la distribución en U Fuente: DOI Escuela Técnica superior de Ingeniería (ICAI) 90
91 91 Desarrollo de un Taller Lean
92 Capítulo 5: Taller de prueba Para la puesta en marcha y mejora de este proyecto se realizó un taller de prueba en el que se contó con la participación de 13 voluntarios Análisis Toma de Tiempos: Una vez realizada la introducción al Lean Manufacturing y explicado en qué va a consistir el taller, hacemos que todos los participantes pasen por los diferentes puestos para familiarizarse con las tareas de montaje a realizar en cada uno de ellos. Dichos datos nos ayudarán más adelante a dimensionar el proceso productivo. Se divide a los participantes en seis grupos de dos o tres personas cada uno. El objetivo de esta toma de tiempos es la obtención del tiempo medio en que se tarda en montar cada uno de los subconjuntos. Cada 5 minutos los grupos irán rotando entre los diferentes puestos hasta que todos hayan pasado por todos los puestos. A continuación se recogen los tiempos medios de cada grupo y se anotan en la hoja Excel de toma de tiempos. Se puede apreciar que en algunos puestos se da una gran dispersión en los tiempos obtenidos. Esto puede ser debido a que los participantes han tenido en cuenta el primer montaje que han realizado el cual suele llevar mucho más tiempo de lo normal al no estar familiarizados aún con las operaciones, también puede ser producido por una curva de aprendizaje exponencial, una habilidad mayor o menor a la hora de montar legos o falta de información a la hora de explicar las tareas a realizar. En cualquier caso, los tiempos anómalos que se dan, tanto por arriba como por abajo, se descartan para que no distorsione el valor medio de la operación. PUESTO DESCRICIÓN G1 G2 G3 G4 G5 G6 Media Operarios 1 MONTAJE CHASIS MONTAJE MOTOR , MONTAJE HABITÁCULO , MONTAJE TABLERO , MONTAJE RUEDAS , CONTROL DE CALIDAD ,20 2 TOTAL ,20 10 Carretillero 2 Takt Time: 25 Dtor. Prod. 1 Observador 1 Cliente 1 TOTAL 15 Tabla 31: toma de tiempos taller de prueba Una vez realizada la toma de tiempos se ha elegido un jefe de producción, y se ha procedido a dimensionar las necesidades de personal de cada puesto. Se han duplicado los puestos de motor, dejando un exceso de capacidad para hacer frente a posibles imprevistos. 92
93 5.2. Primera Simulación Antes de empezar a fabricar es necesario definir el plan de producción y cuantificar los stocks intermedios. Conocemos la previsión de la demanda en cuanto a tipos de vehículos, y conocemos la frecuencia a la que nos va a pedir el cliente (takt time). El plan está condicionado por los tiempos de cambio (60 ) que nos limitarán el número de veces que podremos cambiar de color de coche. Tras llegar a un acuerdo entre todos los participantes, se han establecido el siguiente plan de producción. PLAN DE PRODUCCIÓN Verde Amarillo Rojo ORDEN DE PRODUCCIÓN C C C c Tabla 32: plan de producción primera simulación taller de prueba A continuación se procede a establecer los niveles de stocks inicial (en el almacén final tiene la posibilidad de poner el stock que quiera). Finalmente se establecieron los stocks de WIP como de producto terminado de la siguiente manera. STOCK RELACIONADO AL PLAN DE PRODUCCIÓN PUESTOS Verde Amarillo Rojo SALIDA DE CHASIS ENTRADA DE MOTOR 5 SALIDA DE MOTOR ENTRADA HABITÁCULO 2 SALIDA HABITÁCULO ENTRADA TABLERO 2 SALIDA TABLERO ENTRADA RUEDAS 3 SALIDA RUEDAS ENTRADA CONT. CAL. 3 SALIDA CONT. CAL Tabla 33: stock inicial primera simulación taller de prueba 93
94 Una vez se han establecido los niveles de stock y el plan de producción los participantes pasan a sentarse en sus correspondientes puestos para dar comienzo a la simulación. Durante la simulación: Mediada la simulación, el cliente ha solicitado un vehículo gris que ha generado desconcierto por no estar planificado. La planta ha continuado con el trabajo atendiendo al plan de producción establecido. El director de producción tarda mucho en introducirlo dentro del plan. Finalmente se comienza a fabricar pero no se queda en medio del proceso. También se puede apreciar la aparición de un cuello de botella en el puesto de montaje de tablero, debido al exceso de capacidad en el puesto anterior. Cabe destacar también que en ningún momento se escucha al cliente. Análisis de los resultados: RESULTADOS ACTUAL VENTAS 22 FACTURACIÓN ,00 M.O.D. 12 M.O.I 2 PRODUCTIVIDAD 1,57 LEAD TIME TEÓRICO (seg) 375 LEAD TIME REAL (seg) 600 ROTURAS 48 DEFECTIVOS 2 SUPERFICIE (m2) 100 ROTACIÓN (Tiempo) 1,00 ROTACIÓN (Dinero) 3,02 Coste de no calidad Tabla 34: Resultados primera simulación taller de prueba INICIAL FINAL WIP TOTAL Tabla 35: variación de stock primera simulación taller de prueba Se han vendido 22 vehículos, tres menos de los demandados por el mercado (cliente). El WIP se ha reducido ligeramente a lo largo de la simulación (de 15 a 13 vehículos). Esa reducción se mantiene en cuanto al stock global (18 a 15).Podemos calificar la evolución del stock como estable ya que hemos acabado la simulación con un stock muy similar al del comienzo. En principio la variabilidad puede deberse a los 2 defectivos que se han producido. Se han producido 48 roturas. Hay que destacar que 20 de ellas se han debido al vehículo gris. Aun así, hay más roturas por vehículos estándares que por el vehículo especial. El Lead Time teórico se ha calculado utilizando la Ecuación de Little. Para calcular el Lead 94
95 Time real marcamos un vehículo y cronometramos el tiempo que tarda en atravesar la línea. La simulación dura 600 segundos, la fórmula de Little decía que en 375 segundos debiera llegar el vehículo marcado. Hemos introducido un vehículo marcado a los 90 segundos. Sin embargo ha finalizado la simulación y no ha llegado ese vehículo marcado. En 510 no ha sido capaz de atravesar la línea. Hemos dado por bueno que el vehículo marcado llegaría en 600 ya que se encontraba en el puesto de ruedas cuando hemos acabado la simulación, nos ha parecido un tiempo razonable. Es el primer registro que hacemos de los indicadores. A estas alturas no tenemos histórico ni evolución. Lo que sí sabemos es que la empresa no es rentable, pero sí que tiene potencial de mejora. En esta primera simulación se han puesto de manifiesto la inflexibilidad que tiene el proceso de producción en masa, lo que ha dado pie a resaltar la importancia del tiempo de ciclo(lead time) dentro de un proceso como fuente de flexibilidad, a explicar la metodología SMED para reducir los tiempos de cambio y la importancia de escuchar al cliente. Propuestas de mejora: A continuación se divide a los participantes en tres grupos, durante unos minutos, para que propongan cinco mejoras a implantar en el proceso. Las propuestas de mejora fueron las siguientes: o EQUIPO 1 a) Modificar lay out. b) Kits de montaje. c) Polivalencia. d) Modificar ruta de fabricación. Puesto motor al final. o EQUIPO 2 a) Aumentar los stocks intermedios. b) Atención al Cliente. c) Modificar lay out. d) Mejorar diseño de puestos de trabajo (ergonomía). e) Polivalencias de operarios y carretillero polivalente. o EQUIPO 3 a) Escuchar al Cliente (el director de producción). b) Polivalencia... Un carretillero fuera, y pasa a tablero. c) Inversión en reducir tiempo de cambio SMED. d) Aumentar el stock inicial. e) Revisar los tiempos de las operaciones. 95
96 Del total de mejoras propuestas se han elegido tres. Cambio de Lay Out: Se deniega desde la dirección y se sugiere aplicar mejoras que impliquen una menor inversión. El lay out no siempre se puede cambiar, por lo tanto, antes de ver el impacto de esta mejora, hay que analizar el de otras que no impliquen una elevada inversión. La disposición en planta es muy importante, de eso no hay duda, pero puede camuflar otras potenciales mejoras. Es decir, no hace falta tener una disposición óptima para gestionar mejor el proceso e implantar otras mejoras. Ayuda y lo facilita, pero hay ocasiones en las que no se puede hacer, y eso no significa que debamos desistir en la mejora del proceso. Autocontrol: Se incide en la necesidad de producir con menor índice de defectivos. Las personas se comprometen a que de su puesto de trabajo no salga ningún producto defectuoso. SMED: Para reducir el tiempo de cambio y conseguir una mayor flexibilidad del proceso. Se establece una reducción del 50%. En lugar de 60 segundos serán 30 segundos Segunda Simulación Una vez determinadas las mejoras a implantar, se replantean de nuevo los niveles de stock y el plan de producción, teniendo en cuenta que ahora el tiempo de cambio será la mitad por lo que se podrán realizar más cambios. El nuevo plan de producción queda estipulado de la siguiente manera: PLAN DE PRODUCCIÓN Verde Amarillo Rojo ORDEN DE PRODUCCIÓN C C C C C C C Tabla 36: plan de producción segunda simulación taller de prueba 96
97 Los niveles de stock establecidos son los siguientes: PUESTOS SALIDA DE CHASIS ENTRADA DE MOTOR SALIDA DE MOTOR ENTRADA HABITÁCULO 3 SALIDA HABITÁCULO STOCK RELACIONADO AL PLAN DE PRODUCCIÓN Verde Amarillo Rojo ENTRADA TABLERO 4 SALIDA TABLERO ENTRADA RUEDAS 3 SALIDA RUEDAS ENTRADA CONT. CAL. 2 4 SALIDA CONT. CAL Tabla 37: stock inicial segunda simulación taller de prueba Una vez se han establecido los niveles de stock y el plan de producción los participantes pasan de nuevo a sentarse en sus correspondientes puestos para dar comienzo a la simulación. Los participantes que desempeñan la labor de operario cambian de puesto para así fomentar la polivalencia de los trabajadores. Durante la simulación: Igual que en la simulación anterior, el cliente ha solicitado un vehículo gris. En este caso el equipo estaba preparado para afrontarlo con mayor solvencia. Para que llegue al final se toman las medidas necesarias, como por ejemplo saltarse el FIFO. En esta ocasión es en el puesto de ruedas donde aparece un cuello de botella y no es capaz de sacar los coches a tiempo. No se cumple el FIFO debido al exceso de inventario en el puesto de ruedas. Se observa un exceso de capacidad notable en el puesto de control de calidad ya que ahora los operarios son capaces de realizar la misma tarea en mucho menos tiempo. 97
98 Análisis de los resultados: RESULTADOS ACTUAL ANTERIOR MEJORA VENTAS No mejora FACTURACIÓN , ,00 No mejora M.O.D No mejora M.O.I 2 2 No mejora PRODUCTIVIDAD 1,36 2 No mejora LEAD TIME TEÓRICO (seg) No mejora LEAD TIME REAL (seg) No mejora ROTURAS No mejora DEFECTIVOS 2 2 No mejora SUPERFICIE (m2) No mejora ROTACIÓN (Tiempo) 1,00 1 No mejora ROTACIÓN (Dinero) 1,12 3 No mejora Coste de no calidad ,00 No mejora Tabla 38: resultados segunda simulación taller de prueba INICIAL FINAL WIP TOTAL Tabla 39: variación de stock segunda simulación taller de prueba Una vez terminada la segunda simulación nos encontramos con que no hemos mejorado ninguno de los indicadores. Pese a las modificaciones y a las propuestas de mejora introducidas no se logró satisfacer la demanda del cliente. Se han vendido 6 vehículos menos de los demandados, y eso que hemos entregado el coche gris. Hemos empeorado considerablemente en cuanto a número de roturas globales. Más si tenemos en cuenta que el coche gris ha penalizado menos que en la anterior. Hemos incrementado en un 50% las roturas. Debemos prestar especial atención a la evolución del stock. Hemos sido muy estables en cuanto a WIP (igual al comienzo y al final de la simulación), incluso en el valor global. Sin embargo, en cuanto al tipo de vehículo se nos ha disparado el stock de vehículos rojos al final de la simulación. Estamos saturando nuestros almacenes con un tipo de producto que parece haber perdido cuota en el mercado y nos estamos siendo capaces de abastecer lo que ahora se demanda. Seguimos sin conocer nuestro tiempo de maduración real. Hemos puesto el mismo valor que en la anterior simulación para tener una referencia. El número de defectivos se ha mantenido. Lo peor, es que somos menos rentables que en la primera simulación. Pese a las medidas adoptadas, una brusca variación en la demanda ha provocado que los resultados no mejoren ostensiblemente, incluso empeoren en algunos aspectos clave como la atención al cliente. 98
99 De nuevo se ha puesto de manifiesto la inflexibilidad del sistema de producción en masa.las mejoras han supuesto una inversión significativa y sin embargo no han tenido el efecto que cabría esperar. Se hace indispensable aprender dos lecciones, una que planificar implica fallar y la otra que las mejoras tienen que ser orientadas. Hemos querido mejorar sin tener del todo claro dónde debíamos hacerlo. Queda claro que las propuestas de la anterior simulación tienen un margen de mejora significativo, pero aun así queda patente la ineficacia de este modelo de producción ante imprevistos. Por ello se les presenta a los participantes una serie de mejoras y conceptos con el fin de mejorar significativamente el proceso. Propuestas de mejora (ponente): 1. Modelo de fabricación PULL y señalización KANBAN 2. Desde el motor, hacer sólo lo que pide el Cliente. 3. Tener un stock que cubra lo que se tarda en llegar al Cliente desde el motor. 4. Autonomía de gestión en cada equipo de trabajo (célula). 5. TPM. 6. Diferenciar el tratamiento de los productos estándar, frente a los productos especiales (coche gris, reprocesos, etc.), que se desacoplan de la producción ordinaria. 7. Tren logístico. 8. Comunicación visual: o Identificar los puestos (para facilitar el trabajo al carretillero). o Los puestos se ven unos a otros (para sincronizar ritmo) o Las tarjetas kanban evitan los mensajes verbales (malentendidos, ruido, etc.) Tras esto se decide cambiar de modelo de producción, de fabricar los previamente planificado basado en unas previsiones (push) a fabricar únicamente lo que nos pide el cliente (pull). 99
100 5.4. Tercera Simulación Para esta tercera simulación no será necesario definir un plan de producción. Se hará lo que el cliente interno/externo consuma. Los stocks son un vehículo de cada color en cada puesto salvo en aquellos que haya dos operarios que habrá dos para poder atender la demanda. Para todos los puestos el principio es: 1 coche de cada color a la salida. Si hay N operarios, N coches de cada color (porque tardan más de 30 en la operación, en el caso de las ruedas más de 50 cada uno).por lo tanto a la salida de habitáculo, tablero, ruedas y control de calidad se ponen 2. En el taller se hizo una simplificación para calcular el buffer a la salida del puesto motor, tras la cual se determinó que debería haber 3 coches rojos, 2 coches verdes y dos amarillos. Es importante hacer hincapié que la persona del puesto motor no tiene que seguir ningún plan de producción, solo podrá producir cuando existan huecos y ella misma decidirá de qué color. Quedando pues los niveles de stock de la siguiente manera: STOCK RELACIONADO AL PLAN DE PRODUCCIÓN PUESTOS Verde Amarillo Rojo SALIDA DE CHASIS SALIDA DE MOTOR SALIDA HABITÁCULO SALIDA TABLERO SALIDA RUEDAS SALIDA CONT. CAL Tabla 40: stock inicial tercera simulación taller de prueba Para favorecer el flujo del proceso se crea un célula de trabajo uniendo los puestos de chasis y motor. Durante la simulación: Tenemos 2 personas haciendo las labores de tren logístico (anteriores carretilleros). Cuando un tren se para, otro tiene que seguir con el ciclo siguiente. El comienzo es un poco caótico porque la disposición en planta no es óptima y provoca confusiones, pero en el momento que se adapta, el sistema fluye a la perfección, quedando latentes los despilfarros por espera del resto de operarios del sistema productivo. Se percibe poca relevancia del Director de Producción. El sistema se gestiona solo. 100
101 El vehículo especial recibe también trato especial, y es atendido por otro tren logístico. Si los operarios no pueden atender dos vehículos en un ciclo solicitan refuerzo con una señal visual (ANDON). Mediada la simulación se produce un problema de calidad que provoca que el tren logístico pierda dos ciclos. En ese momento se evidencia que el sistema tiene que ser muy robusto, porque es muy sensible a incidencias. Análisis de los resultados: RESULTADOS ACTUAL ANTERIOR MEJORA VENTAS FACTURACIÓN , M.O.D No Mejora M.O.I 2 2 No Mejora PRODUCTIVIDAD 1,71 1 0,36 LEAD TIME TEÓRICO (seg) No Mejora LEAD TIME REAL (seg) ROTURAS DEFECTIVOS 7 2 No Mejora SUPERFICIE (m2) No Mejora ROTACIÓN (Tiempo) 2,93 1 1,93 ROTACIÓN (Dinero) 1,87 1 0,75 Coste de no calidad , No Mejora Tabla 41: resultados tercera simulación taller de prueba INICIAL FINAL WIP TOTAL Tabla 42: variación de stock tercera simulación taller de prueba En esta ocasión sí hemos mejorado los resultados. A pesar de los problemas mencionados anteriormente vemos como vendemos más con menos recursos. Sin penalizar en ningún momento el servicio al cliente (aunque con demoras). El tiempo de entrega del vehículo gris nos sirve de referencia para valorar el tiempo de respuesta a un cliente. Lo podemos tomar como tiempo de maduración en el sentido de que podrías comprometerte con un cliente a entregarle en plazo que nos ha indicado el vehículo gris. Eso sí, de cara a la rotación sigue siendo más representativo el teórico. En referencia al stock, se ha incrementado ligeramente con respecto a la anterior simulación, pero el objetivo en realidad es primero estabilizarlo. Durante la mitad de la simulación el stock estaba comportándose de formo totalmente estable. Cuando se producen los problemas de calidad empezamos a consumirlo y por eso al final de la simulación vemos que no se ha mantenido constante. Se han entregado todos los vehículos solicitados por el cliente y sin planificar, produciendo en función a sus pedidos, y sin generar apenas roturas de stock (insatisfacciones), más allá de las lógicas debidas al vehículo especial. 101
102 Propuesta de mejora. Ha quedado patente la eficacia de un modelo de fabricación PULL, donde se fabrica únicamente lo que el cliente necesita, pero se ha visto que hay un enorme despilfarro en cuanto al uso del potencial humano. Por ello se introducen dos nuevos conceptos, integración de puestos y equilibrado de línea, los cuales se aplican en la cuarta y última simulación Cuarta Simulación Para esta última simulación hemos dejado al grupo disponer el lay out de la manera óptima, una vez demostrado que en una disposición no óptima también se pueden reducir despilfarros. Se hacen dos células de trabajo: CHASIS-MOTOR por un lado, compuesta de dos operarios y HABITÁCULO-TABLERO-RUEDAS por tres, uno de ellos apenas intervendrá pero es necesario para casos puntuales. Concentra el despilfarro. Ahora la disposición está orientada al producto y podemos atacar el despilfarro detectado en la Simulación III de los tiempos de espera de los operarios mediante la integración de puestos: Hacemos que las personas trabajen durante el takt time, teniendo que invadir el puesto siguiente si es necesario para continuar con su labor (esto se consigue gracias a la polivalencia de los operarios que han ido rotando por diferentes puestos). Para que esto funcione todos trabajarán de pie. De esta manera, si queda algún despilfarro de esperas, se concentra, se convierte en significativo. A partir de ahí se puede atacar el despilfarro u optimizar el recurso: PUESTOS STOCK RELACIONADO AL PLAN DE PRODUCCIÓN Verde Amarillo Rojo SALIDA DE CHASIS SALIDA DE MOTOR SALIDA HABITÁCULO SALIDA TABLERO SALIDA RUEDAS Tabla 43: stock inicial cuarta simulación taller de prueba 102
103 Durante la simulación Son solo 8 las personas que intervienen en el proceso de producción de los vehículos, de los cuales uno, apenas interviene. Entra una persona para hacer el vehículo gris. Ahí estaríamos viendo el concepto de célula flexible. Una subida de la demanda se soluciona incrementando el número de operarios. A pesar de los cambios de takt time el proceso es flexible y consigue atender a la demanda. El arranque es tenso, pero una vez se estabiliza, el sistema fluye y atiende al cliente sin ninguna dificultad. Se han entregado todos los coches y no se ha producido ningún defecto de calidad. Análisis de los resultados: RESULTADOS ACTUAL ANTERIOR MEJORA VENTAS FACTURACIÓN , M.O.D M.O.I PRODUCTIVIDAD 2,78 2 1,06 LEAD TIME TEÓRICO (seg) LEAD TIME REAL (seg) ROTURAS DEFECTIVOS SUPERFICIE (m2) ROTACIÓN (Tiempo) 7,50 3 4,57 ROTACIÓN (Dinero) 3,72 2 1,86 Coste de no calidad 0, ,00 Tabla 44: resultados cuarta simulación taller de prueba INICIAL FINAL WIP 6 8 TOTAL Tabla 45: variación de stock cuarta simulación taller de prueba Como se puede apreciar en la tabla de resultados hemos sido capaces de mejorar en todos los indicadores. La mano de obra se ha reducido considerablemente al equilibrar la carga de trabajo entre los operarios, aumentando por consiguiente el nivel de productividad. Los tiempos de maduración tanto teórico como real se han reducido de manera considerable, aumentando por ello las rotaciones tanto en tiempo como en dinero. La superficie necesaria se ha reducido a la mitad al crear las células de trabajo. 103
104 Los niveles de stock se han minimizado y se han mantenido constantes a lo largo del proceso. Las dos unidades de WIP de más, son debidas a que la simulación se paró antes de que pudiesen ser entregadas RESUMEN Durante las primeras simulaciones se dieron muchos de los problemas típicos de los modelos de fabricación tradicional como fueron: la aparición de cuellos de botella, la incapacidad de adaptarse a las variaciones de la demanda, un alto nivel de roturas de stock, etc. Al final, aunque no sin dificultad, los participantes fueron capaces de ir mejorando en los resultados obtenidos, consiguiendo finalmente ser capaces de satisfacer todos los pedidos del cliente utilizando los mínimos recursos posibles. En la tabla y la gráfica que se muestran a continuación (Tabla46)(Fig.56) se puede observar la evolución que sufrieron los diferentes parámetros a los largo de las cuatro simulaciones que se realizaron. RESULTADOS S1 S2 S3 S4 VENTAS M.O.D. M.O.I. PRODUCTIVIDAD LEAD TIME TEÓRICO (seg) LEAD TIME REAL (seg) ROTURAS DEFECTIVO SUPERFICIE (m2) ROTACIÓN (Tiempo) ROTACIÓN (Dinero) ,57 1,36 1,71 2, ,00 1,00 2,93 7,50 3,02 1,12 1,87 3,72 Tabla 46: Resumen evolución del proceso 104
105 Fig. 56: Evolución gráfica de indicadores clave 105
106 Capítulo 6: Conclusiones Como se ha podido comprobar a la hora de realizar el taller de prueba, aquellas personas que realicen este taller práctico, independientemente de los conocimientos previos que pudiera tener sobre Lean Manufacturing, podrán aprender muchos de los conceptos que presenta la filosofía Lean. Con este taller conseguimos que se interioricen de forma más profunda los conceptos teóricos que se desean transmitir mediante la involucración de los propios participantes en el proceso de fabricación. El hecho de que los participantes estén en contacto directo con el proceso de fabricación, permite que puedan sufrir y sentir de primera mano muchos de los problemas que se dan en el día a día de las organizaciones. Esta sensación de impotencia a la hora de no poder conseguir unos objetivos marcados permitirá motivar e inquietar a los participantes a querer saber cómo se pueden solucionar esos problemas, lo cual dará pie a realizar las diferentes explicaciones. Con la realización de varias simulaciones, se conseguirá apreciar la evolución que podría sufrir una empresa en su proceso de implantación del Lean Manufacturing en sus prácticas, desde unos comienzos torpes e ineficientes hasta un proceso flexible capaz de adaptarse a los cambios en el entorno. Algunos de los problemas que se han dado durante el taller de prueba han sido: Aparición de cuellos de botella a lo largo del proceso por una mala planificación del personal necesario para cada puesto. Falta de comunicación entre los diferentes puestos que componen el proceso. Incapacidad de satisfacer lo que el cliente demanda en el momento preciso por una mala planificación de la producción. Incapacidad de satisfacer pedidos inesperados al no estar planificados. Reprocesos de productos por defectos de calidad. Inflexibilidad de los modelos de fabricación en masa, basados en previsiones de la demanda. Deficiencias en la distribución de los puestos (lay-out). Las unidades defectuosas avanzan por todo el proceso hasta llegar al control de calidad. 106
107 Algunos de los conceptos Lean y de las herramientas de mejora continua que se han explicado gracias a dichos problemas han sido: Características e ineficiencias de los modelos de producción en masa basados en previsiones. Introducir la filosofía del Lean Manufacturing La importancia del tiempo de ciclo como fuente de flexibilidad para el proceso. SMED como herramienta de reducción del tiempo de cambio. Importancia de escuchar al cliente. Importancia de fomentar el flujo de información entre los puestos. Concepto de valor. TMP mantenimiento productivo total. Autocontrol de los trabajadores para no dejar pasar defectuosos. Poka-Yoke Aplicación de las 5S en los puestos de trabajo. Polivalencia de los trabajadores gracias a pasar por los diferentes puestos. Curva de aprendizaje. Los cambios en la distribución de la planta pueden tapar muchas oportunidades de mejora y en muchos casos suponen una inversión demasiado grande. Importancia de orientar correctamente las mejoras. Saber dónde y cómo debemos aplicarlas. Modelo de fabricación Pull vs Push Kanban Tren logístico (water-spider, mizusumashi) Importancia de que los sitemas sean robustos. ANDON Equilibrado de línea, trabajar al takt time. Célula de fabricación flexible. Distribuciones de planta eficientes. Para concluir cabe apreciar que la involucración y participación de forma pro activa de aquellas personas que participen en el taller, será un factor determinante para poder aprovechar al máximo los beneficios de la realización del Taller práctico Lean. 107
108 Capítulo 7: Bibliografía Ortiz, S. (2013). Estrategias de distribución en planta (Lay out). Universidad Pontificia de Comillas, ICAI, Madrid Ortiz, S. (2013). Sistemas de producción justo a tiempo- Just In Time (JIT) y Producción ajustada-lean Manufacturing Universidad Pontificia de Comillas, ICAI, Madrid Escuela de Organización Industrial (2013).Lean manufacturing. Conceptos, técnicas e implantación. Universidad Politécnica de Madrid, Madrid 108
109 109 Desarrollo de un Taller Lean
110 Capítulo 8: ANEXOS 8.1. ANEXO 1: DOSSIER PARA LOS PARTICIPANTES EN TALLER LEAN 8.2. ANEXO 2: HOJA DE CLIENTE 8.3. ANEXO 3: HOJA DE CONTROL DE CALIDAD 8.4. ANEXO 3: INSTRUCCIONES DE MONTAJE 8.5. ANEXO 4: CARTULINAS DE REPRESENTACIÓN DE COCHES 110
111 ANEXO 1: DOSSIER PARA LOS PARTICIPANTES EN TALLER LEAN INTRODUCCION OBJETIVO: el objetivo de este taller es el aprendizaje de los conceptos básicos del Lean Management y de las herramientas de mejora continua. Participando de forma activa y en primera persona en un proceso de fabricación que se ve afectado por los cambios en el mercado y las decisiones que toman sus trabajadores. La participación y la involucración de los participantes será base de la consecución de dicho objetivo. El taller consistirá en la simulación de un proceso de fabricación de coches ensamblados a partir de piezas LEGO. Los coches estarán formados por 5 subconjuntos que formarán los diferentes puestos del sistema productivo: Chasis, Motor, Habitáculo, Tablero, Ruedas y Control de Calidad. Y existen tres tipos de vehículos: Rojo, Amarillo y Verde. 111
112 En cada uno de los puestos, los participantes dispondrán de un maletín con las piezas LEGO necesarias y las instrucciones de montaje de cada puesto en concreto. Maletín de puesto. A continuación se muestran los subconjuntos que se montarán en cada puesto y un ejemplo de las instrucciones de montaje que se encuentran en los maletines. R CC T H M CH Subconjuntos a montar de cada puesto. 112
113 Ejemplo de instrucciones de montaje. Los diferentes roles que los participantes desempeñarán en las simulaciones son los siguientes: Jefe de producción: deberá determinar el plan de fabricación, las necesidades de personal de cada puesto, los stocks iniciales de WIP y producto final, establecer lotes de transferencia y decidir durante los procesos de simulación. Operarios de puestos: deberán ensamblar los subconjuntos de cada puesto en cuestión según las instrucciones específicas de cada puesto, para lo cual dispondrán de las instrucciones y piezas necesarias. Operario Control de Calidad: deberá verificar que la fabricación ha sido correcta antes de entregar el coche. Dispondrán de una Hoja de Control de Calidad, en la que irán anotando los defectos que detecten en los diferentes coches. Carretilleros: deberán trasladar los subconjuntos entre los puestos, para lo cual dispondrán de unas plataformas de transporte especiales. Cliente: deberá demandar los vehículos durante las simulaciones y anotar aquellos que se le suministran y los que no. Para ello dispondrá de una Hoja de Cliente donde anotar dichos datos. Observador: deberá anotar el lead time del proceso y de los sucesos que se den durante cada simulación. 113
114 PRÁCTICA Nº1: Trabajo previo que los alumnos deberán realizar: A partir de los tiempos de referencia de cada puesto del proceso se pide: PUESTO DESCRIPCION TIEMPO REFERENCIA 1 MONTAJE DE CHASIS 15 2 MONTAJE DE MOTOR 17 3 MONTAJE DE HABITACULO 18 4 MONTAJE DE TABLERO 22 5 MONTAJE DE RUEDAS 44 6 CONTROL DE CALIDAD 46 TOTAL Determinar el takt time del proceso en función de los tiempos de referencia. 2. Determinar las necesidades de personal para cada puesto. 3. Definir un plan de producción para satisfacer la demanda teniendo en cuenta el número máximo de cambios que se podrán realizar. 4. Establecer los stocks iniciales de acuerdo al plan de producción definido anteriormente. Para realizar los diferentes apartados se facilitan los siguientes datos: Tiempo de duración de la jornada laboral: 10min. *Este tiempo corresponde al tiempo disponible para realizar cada una de las simulaciones. Previsión de la demanda: TIPO PREVISIÓN DEMANDA(uds) AMARILLO 5 ROJO 12 VERDE 7 TOTAL 24 Tiempo de cambio: 60 seg. *Este tiempo corresponde al tiempo que los operarios del puesto MOTOR deberán esperar cada vez que se realice un cambio en el tipo de coche a fabricar. Personal disponible: 15 personas. 114
115 Desarrollo de un Taller Lean 1. Determinar el takt time del proceso en función de los tiempos de referencia. Uno de los elementos fundamentales del sistema de producción es el takt time, que se define como la cadencia a la cual se debe fabricar un producto para satisfacer la frecuencia de la demanda del cliente. Se calcula de la siguiente forma: 2. Determinar las necesidades de personal para cada puesto. OPERACIÓN DESCRICIÓN 1 MONTAJE CHASIS 2 MONTAJE MOTOR 3 MONTAJE HABITÁCULO 4 MONTAJE TABLERO 5 MONTAJE RUEDAS 6 CONTROL DE CALIDAD TOTAL Carretillero Jefe Prod. Observador Cliente TOTAL 115 Operarios
116 Desarrollo de un Taller Lean 3. Definir un plan de producción para satisfacer la demanda teniendo en cuenta el número máximo de cambios que se podrán realizar. También se debe especificar el tipo de coche y número de unidades que se van a fabricar cada vez. PLAN DE PRODUCCIÓN Verde Amarillo Rojo ORDEN DE PRODUCCIÓN Tiempo Cambio Cambio Cambio Cambio Cambio Cambio Cambio Tiempo utilizado Tiempo disponible Para establecer el plan de producción es necesario conocer el número máximo de cambios de color de coche que se pueden realizar durante la simulación. Para ello es necesario conocer el tiempo disponible para realizar cambios y el tiempo de cambio TC. El tiempo disponible para cambios se obtendrá restándole al tiempo total de simulación el tiempo que estará el puesto MOTOR produciendo, que será aquel que marque la diferenciación del tipo de coche y el único que se vea afectado por el tiempo de cambio. El tiempo que está el puesto motor produciendo, se obtiene de multiplicar el número de unidades previstas a producir por el tiempo estimado de salida del puesto motor. 116
117 Desarrollo de un Taller Lean Este tiempo estimado de salida se obtiene de dividir el tiempo estimado para el puesto motor entre el número de operarios que se les haya asignado a dicho puesto. A continuación se obtendrá el número máximo de cambios que se podrán realizar como máximo dividiendo el tiempo disponible para cambios entre el tiempo de cambio TC. 4. Establecer los stocks iniciales de acuerdo al plan de producción definido anteriormente. *Se podrá disponer de todo el stock de producto terminado que se considere oportuno. PUESTOS STOCK RELACIONADO AL PLAN DE PRODUCCIÓN Verde SALIDA DE CHASIS ENTRADA DE MOTOR SALIDA DE MOTOR ENTRADA HABITÁCULO SALIDA HABITÁCULO ENTRADA TABLERO SALIDA TABLERO ENTRADA RUEDAS SALIDA RUEDAS ENTRADA CONT. CAL. SALIDA CONT. CAL. 117 Amarillo Rojo
118 SIMULACIÓN Nº 1: I. TOMA DE TIEMPOS. Antes de empezar con las simulaciones, se pasará por todos los puestos para familiarizarse con las operaciones y tareas de cada uno. Se hará una pequeña práctica de Métodos y Tiempos en la que se registrarán los tiempos medios de cada una de las operaciones, lo cuales ayudarán a dimensionar más tarde el proceso productivo. PUESTO DESCRIPCION TIEMPO OBTENIDO TPO. MEDIO 1 MONTAJE DE CHASIS 2 MONTAJE DE MOTOR 3 MONTAJE DE HABITACULO 4 MONTAJE DE TABLERO 5 MONTAJE DE RUEDAS 6 CONTROL DE CALIDAD TOTAL Se pide: 1. Determinar el takt time del proceso en función de los tiempos de referencia. 2. Determinar las necesidades de personal para cada puesto. 3. Definir un plan de producción para satisfacer la demanda teniendo en cuenta el número máximo de cambios que se podrán realizar. 4. Establecer los stocks iniciales de acuerdo al plan de producción definido anteriormente. 5. Simular bajo las condiciones establecidas previamente. 6. Recoger los datos necesarios para la obtención de los resultados: stock final, hoja de cliente, defectuosos y lead time. 7. Analizar los resultados obtenidos. 8. Analizar los problemas que se han dado durante la simulación y sus posibles causas. 9. Proponer soluciones a los diferentes problemas y elegir 4 mejoras a implantar en la siguiente simulación: *lote de transferencia máximo es de 5 unidades. *criterio de gestión de stocks tipo FIFO. *NO se podrá fabricar ni realizar premontajes si no se dispone de un pallet de salida. 118
119 OPERACIÓN DESCRICIÓN Operarios 1 MONTAJE CHASIS 2 MONTAJE MOTOR 3 MONTAJE HABITÁCULO 4 MONTAJE TABLERO 5 MONTAJE RUEDAS 6 CONTROL DE CALIDAD TOTAL Carretillero Jefe Prod. Observador Cliente TOTAL PLAN DE PRODUCCIÓN Verde Amarillo Rojo ORDEN DE PRODUCCIÓN Tiempo Cambio Cambio Cambio Cambio Cambio Cambio Cambio Tiempo utilizado Tiempo disponible 119
120 STOCK INICIAL STOCK RELACIONADO AL PLAN DE PRODUCCIÓN WIP (Uds) COSTE UNITARIO ( /Ud) PUESTOS Verde Amarillo Rojo SALIDA DE CHASIS ENTRADA DE MOTOR SALIDA DE MOTOR ENTRADA HABITÁCULO SALIDA HABITÁCULO ENTRADA TABLERO SALIDA TABLERO ENTRADA RUEDAS SALIDA RUEDAS ENTRADA CONT. CAL SALIDA CONT. CAL TOTAL INVENTARIO ( ) STOCK FINAL STOCK RELACIONADO AL PLAN DE PRODUCCIÓN WIP (Uds) COSTE UNITARIO ( /Ud) PUESTOS Verde Amarillo Rojo SALIDA DE CHASIS ENTRADA DE MOTOR SALIDA DE MOTOR ENTRADA HABITÁCULO SALIDA HABITÁCULO ENTRADA TABLERO SALIDA TABLERO ENTRADA RUEDAS SALIDA RUEDAS ENTRADA CONT. CAL SALIDA CONT. CAL TOTAL INVENTARIO ( ) 120
121 RESULTADOS VENTAS FACTURACIÓN M.O.D. M.O.I PRODUCTIVIDAD LEAD TIME TEÓRICO (seg) LEAD TIME REAL (seg) ROTURAS DEFECTUOSOS SUPERFICIE (m2) ROTACIÓN (Tiempo) ROTACIÓN (Dinero) Coste de no calidad ACTUAL OBSERVACIONES: 121
122 SIMULACIÓN Nº 2: Una vez decididas las mejoras que se desean implantar se pide: 1. Determinar el takt time del proceso en función de los tiempos de referencia. 2. Determinar las necesidades de personal para cada puesto. 3. Definir un plan de producción para satisfacer la demanda teniendo en cuenta el número máximo de cambios que se podrán realizar. 4. Establecer los stocks iniciales de acuerdo al plan de producción definido anteriormente. 5. Simular bajo las condiciones establecidas previamente. 6. Recoger los datos necesarios para la obtención de los resultados: stock final, hoja de cliente, defectuosos y lead time. 7. Analizar los resultados obtenidos y ver su evolución con respecto a la simulación anterior. 8. Analizar los problemas que se han dado durante la simulación, sus posibles causas y como de efectivas han sido las mejoras que se han implantado. 9. Proponer soluciones a los diferentes problemas y elegir 4 mejoras a implantar en la siguiente simulación. *lote de transferencia máximo es de 5 unidades. *criterio de gestión de stocks tipo FIFO. *NO se podrá fabricar ni realizar premontajes si no se dispone de un pallet de salida. 122
123 ERACIÓN DESCRICIÓN Operarios 1 MONTAJE CHASIS 2 MONTAJE MOTOR 3 MONTAJE HABITÁCULO 4 MONTAJE TABLERO 5 MONTAJE RUEDAS 6 CONTROL DE CALIDAD TOTAL Carretillero Dtor. Prod. Observador Cliente TOTAL PLAN DE PRODUCCIÓN Verde Amarillo Rojo ORDEN DE PRODUCCIÓN Tiempo Cambio Cambio Cambio Cambio Cambio Cambio Tiempo utilizado Tiempo disponible 123
124 PUESTOS STOCK INICIAL STOCK RELACIONADO AL PLAN DE PRODUCCIÓN WIP (Uds) COSTE UNITARIO ( /Ud) Verde Amarillo Rojo SALIDA DE CHASIS ENTRADA DE MOTOR SALIDA DE MOTOR ENTRADA HABITÁCULO SALIDA HABITÁCULO ENTRADA TABLERO SALIDA TABLERO ENTRADA RUEDAS SALIDA RUEDAS ENTRADA CONT. CAL SALIDA CONT. CAL TOTAL INVENTARIO SIMULACIÓN ANTERIOR MEJORA CON RESPECTO AL EJERCICIO ANTERIOR INVENTARIO ( ) PUESTOS STOCK FINAL STOCK RELACIONADO AL PLAN DE PRODUCCIÓN WIP (Uds) COSTE UNITARIO ( /Ud) Verde Amarillo Rojo SALIDA DE CHASIS ENTRADA DE MOTOR SALIDA DE MOTOR ENTRADA HABITÁCULO SALIDA HABITÁCULO ENTRADA TABLERO SALIDA TABLERO ENTRADA RUEDAS SALIDA RUEDAS ENTRADA CONT. CAL SALIDA CONT. CAL TOTAL INVENTARIO SIMULACIÓN ANTERIOR MEJORA CON RESPECTO AL EJERCICIO ANTERIOR INVENTARIO ( ) 124
125 RESULTADOS ACTUAL ANTERIOR MEJORA VENTAS FACTURACIÓN M.O.D. M.O.I PRODUCTIVIDAD LEAD TIME TEÓRICO (seg) LEAD TIME REAL (seg) ROTURAS DEFECTUSOS SUPERFICIE (m2) ROTACIÓN (Tiempo) ROTACIÓN (Dinero) Coste de no calidad OBSERVACIONES: 125
126 SIMULACIÓN Nº 3: Una vez decididas las mejoras que se desean implantar se pide: 1. Determinar el takt time del proceso en función de los tiempos de referencia. 2. Determinar las necesidades de personal para cada puesto. 3. Definir un plan de producción para satisfacer la demanda teniendo en cuenta el número máximo de cambios que se podrán realizar. 4. Establecer los stocks iniciales de acuerdo al plan de producción definido anteriormente. 5. Simular bajo las condiciones establecidas previamente. 6. Recoger los datos necesarios para la obtención de los resultados: stock final, hoja de cliente, defectuosos y lead time. 7. Analizar los resultados obtenidos y ver su evolución con respecto a la simulación anterior. 8. Analizar los problemas que se han dado durante la simulación, sus posibles causas y como de efectivas han sido las mejoras que se han implantado. 9. Proponer soluciones a los diferentes problemas y elegir 4 mejoras a implantar en la siguiente simulación. *lote de transferencia máximo es de 5 unidades. *criterio de gestión de stocks tipo FIFO. *NO se podrá fabricar ni realizar premontajes si no se dispone de un pallet de salida. 126
127 ERACIÓN DESCRICIÓN Operarios 1 MONTAJE CHASIS 2 MONTAJE MOTOR 3 MONTAJE HABITÁCULO 4 MONTAJE TABLERO 5 MONTAJE RUEDAS 6 CONTROL DE CALIDAD TOTAL Carretillero Dtor. Prod. Observador Cliente TOTAL PLAN DE PRODUCCIÓN Verde Amarillo Rojo ORDEN DE PRODUCCIÓN Tiempo Cambio Cambio Cambio Cambio Cambio Cambio Tiempo utilizado Tiempo disponible 127
128 PUESTOS STOCK INICIAL STOCK RELACIONADO AL PLAN DE PRODUCCIÓN WIP (Uds) COSTE UNITARIO ( /Ud) Verde Amarillo Rojo SALIDA DE CHASIS ENTRADA DE MOTOR SALIDA DE MOTOR ENTRADA HABITÁCULO SALIDA HABITÁCULO ENTRADA TABLERO SALIDA TABLERO ENTRADA RUEDAS SALIDA RUEDAS ENTRADA CONT. CAL SALIDA CONT. CAL TOTAL INVENTARIO SIMULACIÓN ANTERIOR MEJORA CON RESPECTO AL EJERCICIO ANTERIOR INVENTARIO ( ) PUESTOS STOCK FINAL STOCK RELACIONADO AL PLAN DE PRODUCCIÓN WIP (Uds) COSTE UNITARIO ( /Ud) Verde Amarillo Rojo SALIDA DE CHASIS ENTRADA DE MOTOR SALIDA DE MOTOR ENTRADA HABITÁCULO SALIDA HABITÁCULO ENTRADA TABLERO SALIDA TABLERO ENTRADA RUEDAS SALIDA RUEDAS ENTRADA CONT. CAL SALIDA CONT. CAL TOTAL INVENTARIO SIMULACIÓN ANTERIOR MEJORA CON RESPECTO AL EJERCICIO ANTERIOR INVENTARIO ( ) 128
129 RESULTADOS ACTUAL ANTERIOR MEJORA VENTAS FACTURACIÓN M.O.D. M.O.I PRODUCTIVIDAD LEAD TIME TEÓRICO (seg) LEAD TIME REAL (seg) ROTURAS DEFECTUSOS SUPERFICIE (m2) ROTACIÓN (Tiempo) ROTACIÓN (Dinero) Coste de no calidad OBSERVACIONES: 129
130 SIMULACIÓN Nº4: Una vez decididas las mejoras que se desean implantar se pide: 1. Determinar el takt time del proceso en función de los tiempos de referencia. 2. Determinar las necesidades de personal para cada puesto. 3. Definir un plan de producción para satisfacer la demanda teniendo en cuenta el número máximo de cambios que se podrán realizar. 4. Establecer los stocks iniciales de acuerdo al plan de producción definido anteriormente. 5. Simular bajo las condiciones establecidas previamente. 6. Recoger los datos necesarios para la obtención de los resultados: stock final, hoja de cliente, defectuosos y lead time. 7. Analizar los resultados obtenidos y ver su evolución con respecto a la simulación anterior. 8. Analizar los problemas que se han dado durante la simulación, sus posibles causas y como de efectivas han sido las mejoras que se han implantado. 9. Proponer soluciones a los diferentes problemas y elegir 4 mejoras a implantar en la siguiente simulación. *lote de transferencia máximo es de 5 unidades. *criterio de gestión de stocks tipo FIFO. *NO se podrá fabricar ni realizar premontajes si no se dispone de un pallet de salida. 130
131 ERACIÓN DESCRICIÓN Operarios 1 MONTAJE CHASIS 2 MONTAJE MOTOR 3 MONTAJE HABITÁCULO 4 MONTAJE TABLERO 5 MONTAJE RUEDAS 6 CONTROL DE CALIDAD TOTAL Carretillero Dtor. Prod. Observador Cliente TOTAL PLAN DE PRODUCCIÓN Verde Amarillo Rojo ORDEN DE PRODUCCIÓN Tiempo Cambio Cambio Cambio Cambio Cambio Cambio Tiempo utilizado Tiempo disponible 131
132 PUESTOS STOCK INICIAL STOCK RELACIONADO AL PLAN DE PRODUCCIÓN WIP (Uds) COSTE UNITARIO ( /Ud) Verde Amarillo Rojo SALIDA DE CHASIS ENTRADA DE MOTOR SALIDA DE MOTOR ENTRADA HABITÁCULO SALIDA HABITÁCULO ENTRADA TABLERO SALIDA TABLERO ENTRADA RUEDAS SALIDA RUEDAS ENTRADA CONT. CAL SALIDA CONT. CAL TOTAL INVENTARIO SIMULACIÓN ANTERIOR MEJORA CON RESPECTO AL EJERCICIO ANTERIOR INVENTARIO ( ) PUESTOS STOCK FINAL STOCK RELACIONADO AL PLAN DE PRODUCCIÓN WIP (Uds) COSTE UNITARIO ( /Ud) Verde Amarillo Rojo SALIDA DE CHASIS ENTRADA DE MOTOR SALIDA DE MOTOR ENTRADA HABITÁCULO SALIDA HABITÁCULO ENTRADA TABLERO SALIDA TABLERO ENTRADA RUEDAS SALIDA RUEDAS ENTRADA CONT. CAL SALIDA CONT. CAL TOTAL INVENTARIO SIMULACIÓN ANTERIOR MEJORA CON RESPECTO AL EJERCICIO ANTERIOR INVENTARIO ( ) 132
133 RESULTADOS ACTUAL ANTERIOR MEJORA VENTAS FACTURACIÓN M.O.D. M.O.I PRODUCTIVIDAD LEAD TIME TEÓRICO (seg) LEAD TIME REAL (seg) ROTURAS DEFECTUSOS SUPERFICIE (m2) ROTACIÓN (Tiempo) ROTACIÓN (Dinero) Coste de no calidad OBSERVACIONES: 133
134 RESUMEN: 1. Una vez finalizadas las cuatro simulaciones que componen el taller, el alumno deberá entregar un informe en el que se describa la evolución que ha sufrido el proceso de fabricación a lo largo del taller. En dicho informe se deben explicar: Problemas que se han dado en cada una de las simulaciones y sus posibles causas. Propuestas y conceptos que se han explicado con el fin de eliminar dichos problemas y mejorar el proceso. Cómo han afectado dichas propuestas al rendimiento global del proceso. Descripción de la evolución de los indicadores clave a lo largo del proceso. 134
135 ANEXO 2: HOJA DE CLIENTE HOJA DE CLIENTE 1 SIMULACION Nº1: Nº COLOR DISPONIBLE ROTURA STOCK Total coches pedidos: Total coches entregados: Total roturas: 135
136 HOJA DE CLIENTE 2 SIMULACION Nº2: Nº COLOR DISPONIBLE ROTURA STOCK Total coches pedidos: Total coches entregados: Total roturas: 136
137 HOJA DE CLIENTE 3 SIMULACION Nº3: Nº COLOR DISPONIBLE ROTURA STOCK Total coches pedidos: Total coches entregados: Total roturas: 137
138 HOJA DE CLIENTE 4 SIMULACION Nº4: Nº COLOR DISPONIBLE ROTURA STOCK Total coches pedidos: Total coches entregados: Total roturas: 138
139 ANEXO 3: HOJA DE CONTROL DE CALIDAD OBSERVACIONES Parachoques alineado Volante colocado en lado izq Parabrisas alineado Asientos posición correcta Ejes ruedas posición correcta. Llantas en lado correcto. Antena en posición correcta. OBSERVACIONES Parachoques alineado Volante colocado en lado izq Parabrisas alineado Asientos posición correcta Ejes ruedas posición correcta. Llantas en lado correcto. Antena en posición correcta. OBSERVACIONES Parachoques alineado Volante colocado en lado izq Parabrisas alineado Asientos posición correcta Ejes ruedas posición correcta. Llantas en lado correcto. Antena en posición correcta. OBSERVACIONES Parachoques alineado Volante colocado en lado izq Parabrisas alineado Asientos posición correcta Ejes ruedas posición correcta. Llantas en lado correcto. Antena en posición correcta. 139
140 ANEXO 4: INSTRUCCIONES DE MONTAJE INSTRUCCIONES MONTAJE DE CHASIS 2 140

141 INSTRUCCIONES MONTAJE DE MOTOR 141
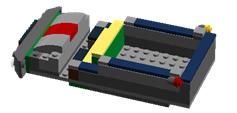

142 INSTRUCCIONES MONTAJE DE HABITÁCULO 142

143 INSTRUCCIONES MONTAJE DE TABLERO 2 143

144 INSTRUCCIONES MONTAJE DE RUEDAS 2 144
Justo a tiempo JIT. La filosofía del "justo a tiempo" se fundamenta principalmente en:
 Justo a tiempo JIT El sistema justo a tiempo, comenzó como el sistema de producción de la empresa Toyota por el año 1976 buscando mejorar la flexibilidad de los procesos fabriles como respuesta al descenso
Justo a tiempo JIT El sistema justo a tiempo, comenzó como el sistema de producción de la empresa Toyota por el año 1976 buscando mejorar la flexibilidad de los procesos fabriles como respuesta al descenso
DETERMINACIÓN DEL VOLUMEN DE PEDIDO.
 Lote económico de compra o Lote Optimo DETERMINACIÓN DEL VOLUMEN DE PEDIDO. Concepto que vemos en casi todos libros de aprovisionamiento, habitualmente la decisión de la cantidad a reaprovisionar en las
Lote económico de compra o Lote Optimo DETERMINACIÓN DEL VOLUMEN DE PEDIDO. Concepto que vemos en casi todos libros de aprovisionamiento, habitualmente la decisión de la cantidad a reaprovisionar en las
SÍNTESIS Y PERSPECTIVAS
 SÍNTESIS Y PERSPECTIVAS Los invitamos a observar, a identificar problemas, pero al mismo tiempo a buscar oportunidades de mejoras en sus empresas. REVISIÓN DE CONCEPTOS. Esta es la última clase del curso.
SÍNTESIS Y PERSPECTIVAS Los invitamos a observar, a identificar problemas, pero al mismo tiempo a buscar oportunidades de mejoras en sus empresas. REVISIÓN DE CONCEPTOS. Esta es la última clase del curso.
Compras y aprovisionamiento
 Compras y aprovisionamiento El proceso de aprovisionamiento Factores que influyen en la función de aprovisionamiento Evolución de la función de compras Compras y aprovisionamiento en métodos JIT El aprovisionamiento
Compras y aprovisionamiento El proceso de aprovisionamiento Factores que influyen en la función de aprovisionamiento Evolución de la función de compras Compras y aprovisionamiento en métodos JIT El aprovisionamiento
LA LOGÍSTICA COMO FUENTE DE VENTAJAS COMPETITIVAS
 LA LOGÍSTICA COMO FUENTE DE VENTAJAS COMPETITIVAS Los clientes compran un servicio basandose en el valor que reciben en comparacion con el coste en el que incurren. Por, lo tanto, el objetivo a largo plazo
LA LOGÍSTICA COMO FUENTE DE VENTAJAS COMPETITIVAS Los clientes compran un servicio basandose en el valor que reciben en comparacion con el coste en el que incurren. Por, lo tanto, el objetivo a largo plazo
GUÍA TÉCNICA PARA LA DEFINICIÓN DE COMPROMISOS DE CALIDAD Y SUS INDICADORES
 GUÍA TÉCNICA PARA LA DEFINICIÓN DE COMPROMISOS DE CALIDAD Y SUS INDICADORES Tema: Cartas de Servicios Primera versión: 2008 Datos de contacto: Evaluación y Calidad. Gobierno de Navarra. evaluacionycalidad@navarra.es
GUÍA TÉCNICA PARA LA DEFINICIÓN DE COMPROMISOS DE CALIDAD Y SUS INDICADORES Tema: Cartas de Servicios Primera versión: 2008 Datos de contacto: Evaluación y Calidad. Gobierno de Navarra. evaluacionycalidad@navarra.es
SISTEMAS DE PRODUCCIÓN
 SISTEMAS DE PRODUCCIÓN La producción es el proceso mediante el cual la empresa transforma un conjunto de factores de producción en un producto cuyo valor debe ser mayor que la suma de los valores de los
SISTEMAS DE PRODUCCIÓN La producción es el proceso mediante el cual la empresa transforma un conjunto de factores de producción en un producto cuyo valor debe ser mayor que la suma de los valores de los
Administración Logística de Materiales
 Administración Logística de Materiales Para un mejor conocimiento de la industria acerca de distribución física, manufactura y compras, se estableció el programa de administración logística de materiales.
Administración Logística de Materiales Para un mejor conocimiento de la industria acerca de distribución física, manufactura y compras, se estableció el programa de administración logística de materiales.
KANBAN. Elaboración: Masayuki Daimon Letycia Pailamilla Garcés Pablo Allende Vidal Profesor Juan Sepúlveda Salas
 Agencia de Cooperación Internacional del Japón Universidad de Santiago de Chile Facultad de Ingeniería Departamento de Ingeniería Industrial KANBAN Elaboración: Masayuki Daimon Letycia Pailamilla Garcés
Agencia de Cooperación Internacional del Japón Universidad de Santiago de Chile Facultad de Ingeniería Departamento de Ingeniería Industrial KANBAN Elaboración: Masayuki Daimon Letycia Pailamilla Garcés
Modificación y parametrización del modulo de Solicitudes (Request) en el ERP/CRM Compiere.
 en el ERP/CRM Compiere.") UNIVERSIDAD DE CARABOBO FACULTAD DE CIENCIA Y TECNOLOGÍA DIRECCION DE EXTENSION COORDINACION DE PASANTIAS Modificación y parametrización del modulo de Solicitudes (Request) en el ERP/CRM Compiere. Pasante:
UNIVERSIDAD DE CARABOBO FACULTAD DE CIENCIA Y TECNOLOGÍA DIRECCION DE EXTENSION COORDINACION DE PASANTIAS Modificación y parametrización del modulo de Solicitudes (Request) en el ERP/CRM Compiere. Pasante:
BÚSQUEDA DE CERO INCIDENCIAS: IMPLANTACION DE UN SISTEMA DE GESTIÓN ERP.
 BÚSQUEDA DE CERO INCIDENCIAS: IMPLANTACION DE UN SISTEMA DE GESTIÓN ERP. 1. Identificación y Breve descripción de su empresa Actividad: Larmario s. l. se dedica al diseño, fabricación a medida, distribución
BÚSQUEDA DE CERO INCIDENCIAS: IMPLANTACION DE UN SISTEMA DE GESTIÓN ERP. 1. Identificación y Breve descripción de su empresa Actividad: Larmario s. l. se dedica al diseño, fabricación a medida, distribución
Unidad 18. Clasificación según el momento en que se determinan los costos.
 Unidad 18 Clasificación según el momento en que se determinan los costos. Desde este punto de vista, los costos de producción pueden determinarse con posterioridad a la conclusión del periodo de costos,
Unidad 18 Clasificación según el momento en que se determinan los costos. Desde este punto de vista, los costos de producción pueden determinarse con posterioridad a la conclusión del periodo de costos,
www.fundibeq.org Además se recomienda su uso como herramienta de trabajo dentro de las actividades habituales de gestión.
 HOJAS DE COMPROBACIOÓN Y HOJAS DE RECOGIDA DE DATOS 1.- INTRODUCCIÓN En este documento se describe el proceso de obtención de información a partir de la recogida y análisis de datos, desde el establecimiento
HOJAS DE COMPROBACIOÓN Y HOJAS DE RECOGIDA DE DATOS 1.- INTRODUCCIÓN En este documento se describe el proceso de obtención de información a partir de la recogida y análisis de datos, desde el establecimiento
Ejercicios de Teoría de Colas
 Ejercicios de Teoría de Colas Investigación Operativa Ingeniería Informática, UC3M Curso 08/09 1. Demuestra que en una cola M/M/1 se tiene: L = ρ Solución. L = = = = = ρ np n nρ n (1 ρ) nρ n n=1 ρ n ρ
Ejercicios de Teoría de Colas Investigación Operativa Ingeniería Informática, UC3M Curso 08/09 1. Demuestra que en una cola M/M/1 se tiene: L = ρ Solución. L = = = = = ρ np n nρ n (1 ρ) nρ n n=1 ρ n ρ
CAPÍTULO 3: MARCO TEÓRICO. Lean Manufacturing (LM) es un conjunto de técnicas desarrolladas por la Compañía
 es un conjunto de técnicas desarrolladas por la Compañía") 13 CAPÍTULO 3: MARCO TEÓRICO 1.1 LEAN MANUFACTURING Lean Manufacturing (LM) es un conjunto de técnicas desarrolladas por la Compañía Toyota a partir del año 1950, que sirve para mejorar y optimizar los
13 CAPÍTULO 3: MARCO TEÓRICO 1.1 LEAN MANUFACTURING Lean Manufacturing (LM) es un conjunto de técnicas desarrolladas por la Compañía Toyota a partir del año 1950, que sirve para mejorar y optimizar los
1.2 SISTEMAS DE PRODUCCIÓN
 19 1.2 SISTEMAS DE PRODUCCIÓN Para operar en forma efectiva, una empresa manufacturera debe tener sistemas que le permitan lograr eficientemente el tipo de producción que realiza. Los sistemas de producción
19 1.2 SISTEMAS DE PRODUCCIÓN Para operar en forma efectiva, una empresa manufacturera debe tener sistemas que le permitan lograr eficientemente el tipo de producción que realiza. Los sistemas de producción
ERP GESTION LOGÍSTICA
 ERP GESTION LOGÍSTICA o Introducción El objetivo de este módulo reside en dar soporte informático al control de sus existencias para poder responder en cualquier momento a la cuestión Qué cantidad y cuánto
ERP GESTION LOGÍSTICA o Introducción El objetivo de este módulo reside en dar soporte informático al control de sus existencias para poder responder en cualquier momento a la cuestión Qué cantidad y cuánto
 Introducción En los años 60 s y 70 s cuando se comenzaron a utilizar recursos de tecnología de información, no existía la computación personal, sino que en grandes centros de cómputo se realizaban todas
Introducción En los años 60 s y 70 s cuando se comenzaron a utilizar recursos de tecnología de información, no existía la computación personal, sino que en grandes centros de cómputo se realizaban todas
Lean Management: una alternativa altamente competitiva
 Lean Management: una alternativa altamente competitiva Lluís Cuatrecasas Presidente del Instituto Lean Decía en mi artículo dedicado a la importancia de la operativa en flujo, que el sentido común nos
Lean Management: una alternativa altamente competitiva Lluís Cuatrecasas Presidente del Instituto Lean Decía en mi artículo dedicado a la importancia de la operativa en flujo, que el sentido común nos
Control del Stock, aprovisionamiento y distribución a tiendas.
 Control del Stock, aprovisionamiento y distribución a tiendas. Tan importante como el volumen de ventas y su rentabilidad, el control del stock supone uno de los pilares fundamentales en el éxito de una
Control del Stock, aprovisionamiento y distribución a tiendas. Tan importante como el volumen de ventas y su rentabilidad, el control del stock supone uno de los pilares fundamentales en el éxito de una
APLICACIÓN LEAN SIGMA EN ORGANIZACIONES DE SERVICIOS
 APLICACIÓN LEAN SIGMA EN ORGANIZACIONES DE SERVICIOS Sería posible reducir simultáneamente los defectos y el tiempo de ciclo en los procesos mientras aumentamos la satisfacción de nuestros clientes tanto
APLICACIÓN LEAN SIGMA EN ORGANIZACIONES DE SERVICIOS Sería posible reducir simultáneamente los defectos y el tiempo de ciclo en los procesos mientras aumentamos la satisfacción de nuestros clientes tanto
Lean Manufacturing: cómo gestionar eficazmente la organización
 Lean Manufacturing: cómo gestionar eficazmente la organización En un momento en que la eficiencia y competitividad son vitales, aplicar la filosofía Lean Manufacturing se convierte en un aliado preciso
Lean Manufacturing: cómo gestionar eficazmente la organización En un momento en que la eficiencia y competitividad son vitales, aplicar la filosofía Lean Manufacturing se convierte en un aliado preciso
Aseguramiento de la Calidad
 Aseguramiento de la Calidad El Aseguramiento de la Calidad consiste en tener y seguir un conjunto de acciones planificadas y sistemáticas, implantadas dentro del Sistema de Calidad de la empresa. Estas
Aseguramiento de la Calidad El Aseguramiento de la Calidad consiste en tener y seguir un conjunto de acciones planificadas y sistemáticas, implantadas dentro del Sistema de Calidad de la empresa. Estas
MEDICION DEL TRABAJO
 MEDICION DEL TRABAJO Habíamos dicho al comenzar el curso que habían 4 técnicas que permiten realizar una medición del trabajo 1 Técnicas Directas: - Estudio de tiempos con cronómetro - Muestreo del trabajo
MEDICION DEL TRABAJO Habíamos dicho al comenzar el curso que habían 4 técnicas que permiten realizar una medición del trabajo 1 Técnicas Directas: - Estudio de tiempos con cronómetro - Muestreo del trabajo
Análisis de los datos
 Universidad Complutense de Madrid CURSOS DE FORMACIÓN EN INFORMÁTICA Análisis de los datos Hojas de cálculo Tema 6 Análisis de los datos Una de las capacidades más interesantes de Excel es la actualización
Universidad Complutense de Madrid CURSOS DE FORMACIÓN EN INFORMÁTICA Análisis de los datos Hojas de cálculo Tema 6 Análisis de los datos Una de las capacidades más interesantes de Excel es la actualización
Introducción. Definición de los presupuestos
 P o r q u é e l p r e s u p u e s t o d e b e s e r e l c a m i n o a s e g u i r p a r a g a r a n t i z a r e l é x i t o d e s u e m p r e s a? Luis Muñiz Economista Introducción El aumento de la incertidumbre
P o r q u é e l p r e s u p u e s t o d e b e s e r e l c a m i n o a s e g u i r p a r a g a r a n t i z a r e l é x i t o d e s u e m p r e s a? Luis Muñiz Economista Introducción El aumento de la incertidumbre
de la empresa Al finalizar la unidad, el alumno:
 de la empresa Al finalizar la unidad, el alumno: Identificará el concepto de rentabilidad. Identificará cómo afecta a una empresa la rentabilidad. Evaluará la rentabilidad de una empresa, mediante la aplicación
de la empresa Al finalizar la unidad, el alumno: Identificará el concepto de rentabilidad. Identificará cómo afecta a una empresa la rentabilidad. Evaluará la rentabilidad de una empresa, mediante la aplicación
Gestión de la Configuración
 Gestión de la ÍNDICE DESCRIPCIÓN Y OBJETIVOS... 1 ESTUDIO DE VIABILIDAD DEL SISTEMA... 2 ACTIVIDAD EVS-GC 1: DEFINICIÓN DE LOS REQUISITOS DE GESTIÓN DE CONFIGURACIÓN... 2 Tarea EVS-GC 1.1: Definición de
Gestión de la ÍNDICE DESCRIPCIÓN Y OBJETIVOS... 1 ESTUDIO DE VIABILIDAD DEL SISTEMA... 2 ACTIVIDAD EVS-GC 1: DEFINICIÓN DE LOS REQUISITOS DE GESTIÓN DE CONFIGURACIÓN... 2 Tarea EVS-GC 1.1: Definición de
TABLA DE DECISION. Consideremos la siguiente tabla, expresada en forma genérica, como ejemplo y establezcamos la manera en que debe leerse.
 TABLA DE DECISION La tabla de decisión es una herramienta que sintetiza procesos en los cuales se dan un conjunto de condiciones y un conjunto de acciones a tomar según el valor que toman las condiciones.
TABLA DE DECISION La tabla de decisión es una herramienta que sintetiza procesos en los cuales se dan un conjunto de condiciones y un conjunto de acciones a tomar según el valor que toman las condiciones.
TEMA 4.- EL SUBSISTEMA DE PRODUCCIÓN.
 TEMA 4.- EL SUBSISTEMA DE PRODUCCIÓN. 1. Concepto y elementos del subsistema de producción. 2. Clases de procesos productivos 3. Objetivos y decisiones en la administración de la producción Concepto y
TEMA 4.- EL SUBSISTEMA DE PRODUCCIÓN. 1. Concepto y elementos del subsistema de producción. 2. Clases de procesos productivos 3. Objetivos y decisiones en la administración de la producción Concepto y
PROGRAMA FORMACIÓN ACTIO 2013
 Programa Formación ACTIO 2013 Formación Empresa. Gestión por procesos. Trabajo en equipo: liderazgo y comunicación. Programa Lean Ejecutivo. Lean Manufacturing Ejecutivo. Gestión del Mantenimiento Ejecutivo.
Programa Formación ACTIO 2013 Formación Empresa. Gestión por procesos. Trabajo en equipo: liderazgo y comunicación. Programa Lean Ejecutivo. Lean Manufacturing Ejecutivo. Gestión del Mantenimiento Ejecutivo.
Los costos de gestionar la cadena de suministros y la eficiencia en las operaciones: hasta cuánto hay que invertir en la gestión?
 Mohamad, Jorge Alejandro Los costos de gestionar la cadena de suministros y la eficiencia en las operaciones: hasta cuánto hay que invertir en la gestión? Preprint del artículo publicado en Revista Énfasis
Mohamad, Jorge Alejandro Los costos de gestionar la cadena de suministros y la eficiencia en las operaciones: hasta cuánto hay que invertir en la gestión? Preprint del artículo publicado en Revista Énfasis
QUESO CAMPO REAL, UN CASO DE ÉXITO DE RFID
 QUESO CAMPO REAL, UN CASO DE ÉXITO DE RFID La legislación vigente planteaba serios problemas en el funcionamiento interno de la fabricación, debido al excesivo número de manipulaciones al que es sometido
QUESO CAMPO REAL, UN CASO DE ÉXITO DE RFID La legislación vigente planteaba serios problemas en el funcionamiento interno de la fabricación, debido al excesivo número de manipulaciones al que es sometido
Curso. Gestión de la Producción y mejora de procesos. In company
 Curso Gestión de la Producción y mejora de procesos In company El sistema educativo ha dejado una laguna en este ámbito del conocimiento, no estando los profesionales que gestionan las fábricas muchas
Curso Gestión de la Producción y mejora de procesos In company El sistema educativo ha dejado una laguna en este ámbito del conocimiento, no estando los profesionales que gestionan las fábricas muchas
Anexo VI EVALUACIÓN DEL DESEMPEÑO
 Anexo VI EVALUACIÓN DEL DESEMPEÑO EVALUACIÓN DEL DESEMPEÑO ÍNDICE Introducción......Pg.03-03 Para que sirve la Evaluación del Desempeño?...Pg.03-04 Finalidad de la......pg.04-04 Utilidades de la.......pg.05-05
Anexo VI EVALUACIÓN DEL DESEMPEÑO EVALUACIÓN DEL DESEMPEÑO ÍNDICE Introducción......Pg.03-03 Para que sirve la Evaluación del Desempeño?...Pg.03-04 Finalidad de la......pg.04-04 Utilidades de la.......pg.05-05
1.4.1.2. Resumen... 1.4.2. ÁREA DE FACTURACIÓN::INFORMES::Pedidos...27 1.4.2.1. Detalle... 1.4.2.2. Resumen... 1.4.3. ÁREA DE
 MANUAL DE USUARIO DE ABANQ 1 Índice de contenido 1 ÁREA DE FACTURACIÓN......4 1.1 ÁREA DE FACTURACIÓN::PRINCIPAL...4 1.1.1. ÁREA DE FACTURACIÓN::PRINCIPAL::EMPRESA...4 1.1.1.1. ÁREA DE FACTURACIÓN::PRINCIPAL::EMPRESA::General...4
MANUAL DE USUARIO DE ABANQ 1 Índice de contenido 1 ÁREA DE FACTURACIÓN......4 1.1 ÁREA DE FACTURACIÓN::PRINCIPAL...4 1.1.1. ÁREA DE FACTURACIÓN::PRINCIPAL::EMPRESA...4 1.1.1.1. ÁREA DE FACTURACIÓN::PRINCIPAL::EMPRESA::General...4
TECNOLOGIA LEAN APLICADA A LOS SERVICIOS DE URGENCIAS
 TECNOLOGIA LEAN APLICADA A LOS SERVICIOS DE URGENCIAS Dr. Miquel Sánchez Director d Urgències. Hospital Clínic de Barcelona Lean Practitioner Program Certification por la UPC Donostia, 17 de abril de 2015
TECNOLOGIA LEAN APLICADA A LOS SERVICIOS DE URGENCIAS Dr. Miquel Sánchez Director d Urgències. Hospital Clínic de Barcelona Lean Practitioner Program Certification por la UPC Donostia, 17 de abril de 2015
TEMA 2. FILOSOFÍA DE LOS GRÁFICOS DE CONTROL. Principios básicos de los gráficos de control. Análisis de patrones.
 TEMA 2. FILOSOFÍA DE LOS GRÁFICOS DE CONTROL. Principios básicos de los gráficos de control. Análisis de patrones. La herramienta que nos indica si el proceso está o no controlado o Estado de Control son
TEMA 2. FILOSOFÍA DE LOS GRÁFICOS DE CONTROL. Principios básicos de los gráficos de control. Análisis de patrones. La herramienta que nos indica si el proceso está o no controlado o Estado de Control son
AHORRACOM SOLUCIONES AVANZADAS S.L. Avda. de la Industria 13, Oficina 25. 28108 Alcobendas, Madrid. www.ahorracom.com
 PAGTE Plan de Ahorro y Gestión de Telecomunicaciones para Empresas En Ahorracom nos ponemos de su parte. Por eso nos interesa que usted, nuestro cliente, esté al tanto de todos los procesos que llevamos
PAGTE Plan de Ahorro y Gestión de Telecomunicaciones para Empresas En Ahorracom nos ponemos de su parte. Por eso nos interesa que usted, nuestro cliente, esté al tanto de todos los procesos que llevamos
PLAN DE MEJORAS. Herramienta de trabajo. Agencia Nacional de Evaluación de la Calidad y Acreditación
 PLAN DE MEJORAS Herramienta de trabajo Agencia Nacional de Evaluación de la Calidad y Acreditación Índice 1 Introducción...3 2 Pasos a seguir para la elaboración del plan de mejoras...5 2.1 Identificar
PLAN DE MEJORAS Herramienta de trabajo Agencia Nacional de Evaluación de la Calidad y Acreditación Índice 1 Introducción...3 2 Pasos a seguir para la elaboración del plan de mejoras...5 2.1 Identificar
TEMA 8: SISTEMA DE COSTES POR PROCESOS. INDICE. 1.- Caracteristicas generales de los sistemas de costes por procesos.
 Costes y Sistemas de Costes. Profesor: Jose Ignacio González Gómez. Página 1 de 6 TEMA 8: SISTEMA DE COSTES POR PROCESOS. INDICE 1.- CARACTERISTICAS GENERALES DE LOS SIS TEMAS DE COSTES POR PROCESOS...1
Costes y Sistemas de Costes. Profesor: Jose Ignacio González Gómez. Página 1 de 6 TEMA 8: SISTEMA DE COSTES POR PROCESOS. INDICE 1.- CARACTERISTICAS GENERALES DE LOS SIS TEMAS DE COSTES POR PROCESOS...1
Metodología básica de gestión de proyectos. Octubre de 2003
 Metodología básica de gestión de proyectos Octubre de 2003 Dentro de la metodología utilizada en la gestión de proyectos el desarrollo de éstos se estructura en tres fases diferenciadas: Fase de Éjecución
Metodología básica de gestión de proyectos Octubre de 2003 Dentro de la metodología utilizada en la gestión de proyectos el desarrollo de éstos se estructura en tres fases diferenciadas: Fase de Éjecución
Trabajo lean (1): A que podemos llamar trabajo lean?
: A que podemos llamar trabajo lean?") Trabajo lean (1): A que podemos llamar trabajo lean? Jordi Olivella Nadal Director de Comunicación del Instituto Lean Management Este escrito inicia una serie de artículos sobre la organización en trabajo
Trabajo lean (1): A que podemos llamar trabajo lean? Jordi Olivella Nadal Director de Comunicación del Instituto Lean Management Este escrito inicia una serie de artículos sobre la organización en trabajo
Adaptación al NPGC. Introducción. NPGC.doc. Qué cambios hay en el NPGC? Telf.: 93.410.92.92 Fax.: 93.419.86.49 e-mail:atcliente@websie.
 Adaptación al NPGC Introducción Nexus 620, ya recoge el Nuevo Plan General Contable, que entrará en vigor el 1 de Enero de 2008. Este documento mostrará que debemos hacer a partir de esa fecha, según nuestra
Adaptación al NPGC Introducción Nexus 620, ya recoge el Nuevo Plan General Contable, que entrará en vigor el 1 de Enero de 2008. Este documento mostrará que debemos hacer a partir de esa fecha, según nuestra
El ABC del ERP. (Christopher Koch)
") El ABC del ERP. (Christopher Koch) La aparición de los sistemas de gestión ERP (Planificación de recursos empresariales) parece ir lógicamente unida a la idea de la empresa sin divisiones en departamentos
El ABC del ERP. (Christopher Koch) La aparición de los sistemas de gestión ERP (Planificación de recursos empresariales) parece ir lógicamente unida a la idea de la empresa sin divisiones en departamentos
La subcontratación como herramienta para la gestión logística
 1 La subcontratación como herramienta para la gestión logística En este artículo se presenta la subcontratación de servicios logísticos como una herramienta que permite optimizar la gestión logística de
1 La subcontratación como herramienta para la gestión logística En este artículo se presenta la subcontratación de servicios logísticos como una herramienta que permite optimizar la gestión logística de
LOGISTICA D E COMPRAS
 LOGISTICA D E COMPRAS 1. - Concepto de compras OBTENER EL (LOS) PRODUCTO(S) O SERVICIO(S) DE LA CALIDAD ADECUADA, CON EL PRECIO JUSTO, EN EL TIEMPO INDICADO Y EN EL LUGAR PRECISO. Muchas empresas manejan
LOGISTICA D E COMPRAS 1. - Concepto de compras OBTENER EL (LOS) PRODUCTO(S) O SERVICIO(S) DE LA CALIDAD ADECUADA, CON EL PRECIO JUSTO, EN EL TIEMPO INDICADO Y EN EL LUGAR PRECISO. Muchas empresas manejan
En busca de la Manufactura de Clase Mundial. ING. OSCAR EDGARDO MARTIN
 En busca de la Manufactura de Clase Mundial. ING. OSCAR EDGARDO MARTIN Historia de La Manufactura 1800-1900 Manufactura artesanal poco eficiente y de alto costo. Pedidos individuales variables en calidad.
En busca de la Manufactura de Clase Mundial. ING. OSCAR EDGARDO MARTIN Historia de La Manufactura 1800-1900 Manufactura artesanal poco eficiente y de alto costo. Pedidos individuales variables en calidad.
CAPÍTULO 5. CONCLUSIONES. objetivo descrito inicialmente, el que consistió en establecer las bases necesarias para aplicar
 25 CAPÍTULO 5. CONCLUSIONES. De acuerdo a lo propuesto en este documento, se considera haber cumplido con el objetivo descrito inicialmente, el que consistió en establecer las bases necesarias para aplicar
25 CAPÍTULO 5. CONCLUSIONES. De acuerdo a lo propuesto en este documento, se considera haber cumplido con el objetivo descrito inicialmente, el que consistió en establecer las bases necesarias para aplicar
Lean management en los procesos de servicios
 Lean management en los procesos de servicios Lluís Cuatrecasas Presidente del Instituto Lean En varias ocasiones me han cuestionado la conveniencia de aplicar lean en los procesos de servicios, alegando
Lean management en los procesos de servicios Lluís Cuatrecasas Presidente del Instituto Lean En varias ocasiones me han cuestionado la conveniencia de aplicar lean en los procesos de servicios, alegando
ÍNDICE DISEÑO DE CONTADORES SÍNCRONOS JESÚS PIZARRO PELÁEZ
 ELECTRÓNICA DIGITAL DISEÑO DE CONTADORES SÍNCRONOS JESÚS PIZARRO PELÁEZ IES TRINIDAD ARROYO DPTO. DE ELECTRÓNICA ÍNDICE ÍNDICE... 1 1. LIMITACIONES DE LOS CONTADORES ASÍNCRONOS... 2 2. CONTADORES SÍNCRONOS...
ELECTRÓNICA DIGITAL DISEÑO DE CONTADORES SÍNCRONOS JESÚS PIZARRO PELÁEZ IES TRINIDAD ARROYO DPTO. DE ELECTRÓNICA ÍNDICE ÍNDICE... 1 1. LIMITACIONES DE LOS CONTADORES ASÍNCRONOS... 2 2. CONTADORES SÍNCRONOS...
Seguimiento y evaluación
 Seguimiento y evaluación Por qué es necesario contar con herramientas para el seguimiento y la evaluación? Es la manera en que se puede evaluar la calidad e impacto del trabajo en relación con el plan
Seguimiento y evaluación Por qué es necesario contar con herramientas para el seguimiento y la evaluación? Es la manera en que se puede evaluar la calidad e impacto del trabajo en relación con el plan
Criterio 2: Política y estrategia
 Criterio 2: Política y estrategia Definición. Cómo implanta el servicio su misión, y visión mediante una estrategia claramente centrada en todos los grupos de interés y apoyada por políticas, planes, objetivos,
Criterio 2: Política y estrategia Definición. Cómo implanta el servicio su misión, y visión mediante una estrategia claramente centrada en todos los grupos de interés y apoyada por políticas, planes, objetivos,
BASE DE DATOS FINANCIADA POR:
 TERCER CONCURSO DE EXPERIENCIAS MENCIÓN ESPECIAL (B) Acercar la asociación a las familias APA CP SEIS DE DICIEMBRE. Madrid. FAPA Francisco Giner de los Ríos. DESCRIPCIÓN DEL PROYECTO Para incrementar la
TERCER CONCURSO DE EXPERIENCIAS MENCIÓN ESPECIAL (B) Acercar la asociación a las familias APA CP SEIS DE DICIEMBRE. Madrid. FAPA Francisco Giner de los Ríos. DESCRIPCIÓN DEL PROYECTO Para incrementar la
Reducir Costos o Eliminar Desperdicios. Un caso real de Lean Warehousing.
 Reducir Costos o Eliminar Desperdicios. Un caso real de Lean Warehousing. Introducción El objetivo de este artículo es plantear una visión no nueva pero no tan internalizada, y por lo tanto no suficientemente
Reducir Costos o Eliminar Desperdicios. Un caso real de Lean Warehousing. Introducción El objetivo de este artículo es plantear una visión no nueva pero no tan internalizada, y por lo tanto no suficientemente
ISO 9001:2000 DOCUMENTO INFORMATIVO DOCUMENTO ELABORADO POR CHRISTIAN NARBARTE PARA EL IVECE
 ISO 9001:2000 DOCUMENTO INFORMATIVO DOCUMENTO ELABORADO POR CHRISTIAN NARBARTE PARA EL IVECE MARZO 2007 Este documento contesta las preguntas más frecuentes que se plantean las organizaciones que quieren
ISO 9001:2000 DOCUMENTO INFORMATIVO DOCUMENTO ELABORADO POR CHRISTIAN NARBARTE PARA EL IVECE MARZO 2007 Este documento contesta las preguntas más frecuentes que se plantean las organizaciones que quieren
INSTRODUCCION. Toda organización puede mejorar su manera de trabajar, lo cual significa un
 INSTRODUCCION Toda organización puede mejorar su manera de trabajar, lo cual significa un incremento de sus clientes y gestionar el riesgo de la mejor manera posible, reduciendo costes y mejorando la calidad
INSTRODUCCION Toda organización puede mejorar su manera de trabajar, lo cual significa un incremento de sus clientes y gestionar el riesgo de la mejor manera posible, reduciendo costes y mejorando la calidad
ISO 9001:2015 Comprender los cambios clave. Lorri Hunt
 ISO 9001:2015 Comprender los cambios clave Lorri Hunt Exención de responsabilidad Si bien la información suministrada en esta presentación pretende explicar con precisión la actualización de la ISO 9001,
ISO 9001:2015 Comprender los cambios clave Lorri Hunt Exención de responsabilidad Si bien la información suministrada en esta presentación pretende explicar con precisión la actualización de la ISO 9001,
Las Relaciones Públicas en el Marketing social
 Las Relaciones Públicas en el Marketing social El marketing social es el marketing que busca cambiar una idea, actitud o práctica en la sociedad en la que se encuentra, y que intenta satisfacer una necesidad
Las Relaciones Públicas en el Marketing social El marketing social es el marketing que busca cambiar una idea, actitud o práctica en la sociedad en la que se encuentra, y que intenta satisfacer una necesidad
JUSTO A TIEMPO (JIT)
") PÁG. 1 DE 9 1. QUÉ ES? Just in time (que también se usa con sus siglas JIT), literalmente quiere decir Justo a tiempo. Es una filosofía que define la forma en que debería optimizarse un sistema de producción.
PÁG. 1 DE 9 1. QUÉ ES? Just in time (que también se usa con sus siglas JIT), literalmente quiere decir Justo a tiempo. Es una filosofía que define la forma en que debería optimizarse un sistema de producción.
PRESENTACIÓN CONSULTORÍA LOGÍSTICA. Realizado.- Antonio Iglesias
 PRESENTACIÓN CONSULTORÍA LOGÍSTICA Realizado.- Antonio Iglesias PRESENTACIÓN 2 Quiénes Somos? blife es una empresa especializada en realizar servicios de consultoría y formación para las empresas de Distribución
PRESENTACIÓN CONSULTORÍA LOGÍSTICA Realizado.- Antonio Iglesias PRESENTACIÓN 2 Quiénes Somos? blife es una empresa especializada en realizar servicios de consultoría y formación para las empresas de Distribución
INTRODUCCIÓN: Una Visión Global del Proceso de Creación de Empresas
 INTRODUCCIÓN: Una Visión Global del Proceso de Creación de Empresas 1 INTRODUCCIÓN. Una visión global del proceso de creación de empresas Cuando se analiza desde una perspectiva integral el proceso de
INTRODUCCIÓN: Una Visión Global del Proceso de Creación de Empresas 1 INTRODUCCIÓN. Una visión global del proceso de creación de empresas Cuando se analiza desde una perspectiva integral el proceso de
El objetivo principal del presente curso es proporcionar a sus alumnos los conocimientos y las herramientas básicas para la gestión de proyectos.
 Gestión de proyectos Duración: 45 horas Objetivos: El objetivo principal del presente curso es proporcionar a sus alumnos los conocimientos y las herramientas básicas para la gestión de proyectos. Contenidos:
Gestión de proyectos Duración: 45 horas Objetivos: El objetivo principal del presente curso es proporcionar a sus alumnos los conocimientos y las herramientas básicas para la gestión de proyectos. Contenidos:
Gestión de proyectos
 Gestión de proyectos Horas: 45 El objetivo principal del presente curso es proporcionar a sus alumnos los conocimientos y las herramientas básicas para la gestión de proyectos. Gestión de proyectos El
Gestión de proyectos Horas: 45 El objetivo principal del presente curso es proporcionar a sus alumnos los conocimientos y las herramientas básicas para la gestión de proyectos. Gestión de proyectos El
Modelos de sourcing que optimizan la demanda IT
 Modelos de sourcing que optimizan la demanda IT gestión de la demanda IT: la problemática La gestión de la demanda es un proceso clave en cualquier organización ya que ayuda a sostener las actividades
Modelos de sourcing que optimizan la demanda IT gestión de la demanda IT: la problemática La gestión de la demanda es un proceso clave en cualquier organización ya que ayuda a sostener las actividades
Introducción a la logística integral
 Introducción a la logística integral 1. Qué es la logística? En toda empresa, independientemente del sector en que desarrolle su actividad, existen cuatro grandes flujos, que corresponden a otras tantas
Introducción a la logística integral 1. Qué es la logística? En toda empresa, independientemente del sector en que desarrolle su actividad, existen cuatro grandes flujos, que corresponden a otras tantas
ISO9001:2015. Todos los certificados emitidos en este periodo tienen una fecha de caducidad de 15 de septiembre de 2018.
 ISO9001:2015 PLAN DE TRANSICIÓN Tras la publicación de la nueva versión de la norma ISO9001 el pasado mes de septiembre se inicia un periodo de convivencia entre las dos versiones de la norma. Este periodo
ISO9001:2015 PLAN DE TRANSICIÓN Tras la publicación de la nueva versión de la norma ISO9001 el pasado mes de septiembre se inicia un periodo de convivencia entre las dos versiones de la norma. Este periodo
RELOJ PRIMIGENIO. Un juego de apuestas, faroleo y press your luck de 3 a 5 jugadores.
 RELOJ PRIMIGENIO Un juego de apuestas, faroleo y press your luck de 3 a 5 jugadores. - Materiales 1 Baraja Primigenia Estas reglas o una imagen para tener las cartas de referencia con las que se forma
RELOJ PRIMIGENIO Un juego de apuestas, faroleo y press your luck de 3 a 5 jugadores. - Materiales 1 Baraja Primigenia Estas reglas o una imagen para tener las cartas de referencia con las que se forma
Los desperdicios se han clasificado en ocho tipos que son:
 2.1 CONCEPTOS DE UNA TRANSFORMACIÓN LEAN En una transformación LEAN se busca descubrir los inhibidores fundamentales que generan pérdidas en el desempeño de los procesos, se conoce que las mayores pérdidas
2.1 CONCEPTOS DE UNA TRANSFORMACIÓN LEAN En una transformación LEAN se busca descubrir los inhibidores fundamentales que generan pérdidas en el desempeño de los procesos, se conoce que las mayores pérdidas
Las cuatro claves para planificar nuestro ahorro de cara a la jubilación
 Las cuatro claves para planificar nuestro ahorro de cara a la jubilación Raquel Antequera Directora Canal Asesor Madrid Cuando pensamos en el futuro tendemos a pensar en el trabajo o la familia, pero no
Las cuatro claves para planificar nuestro ahorro de cara a la jubilación Raquel Antequera Directora Canal Asesor Madrid Cuando pensamos en el futuro tendemos a pensar en el trabajo o la familia, pero no
Capitalización o Pago Único de la prestación Contributiva 27 de agosto de 2012. Alberto Repullo
 Capitalización o Pago Único de la prestación Contributiva 27 de agosto de 2012. Alberto Repullo EN QUE CONSISTE Es una medida para fomentar y facilitar iniciativas de empleo autónomo, a través del abono
Capitalización o Pago Único de la prestación Contributiva 27 de agosto de 2012. Alberto Repullo EN QUE CONSISTE Es una medida para fomentar y facilitar iniciativas de empleo autónomo, a través del abono
COMO AUMENTAR MIS VENTAS: ENFOQUE EN PROMOCION Y PUBLICIDAD
 COMO AUMENTAR MIS VENTAS: ENFOQUE EN PROMOCION Y PUBLICIDAD OBJETIVOS Conocer la importancia del uso de Publicidad y Promoción en el negocio. Cómo mejorar el negocio a través de la Promoción y Publicidad.
COMO AUMENTAR MIS VENTAS: ENFOQUE EN PROMOCION Y PUBLICIDAD OBJETIVOS Conocer la importancia del uso de Publicidad y Promoción en el negocio. Cómo mejorar el negocio a través de la Promoción y Publicidad.
El Outsourcing como Opción Estratégica
 El Outsourcing como Opción Estratégica Improven Consultores Colón 18, 2ºF 46004 Valencia Tel: 96 352 18 22 Fax: 96 352 20 79 www.improven-consultores.com info@improven-consultores.com El outsourcing como
El Outsourcing como Opción Estratégica Improven Consultores Colón 18, 2ºF 46004 Valencia Tel: 96 352 18 22 Fax: 96 352 20 79 www.improven-consultores.com info@improven-consultores.com El outsourcing como
Mantenimiento de Sistemas de Información
 de Sistemas de Información ÍNDICE DESCRIPCIÓN Y OBJETIVOS... 1 ACTIVIDAD MSI 1: REGISTRO DE LA PETICIÓN...4 Tarea MSI 1.1: Registro de la Petición... 4 Tarea MSI 1.2: Asignación de la Petición... 5 ACTIVIDAD
de Sistemas de Información ÍNDICE DESCRIPCIÓN Y OBJETIVOS... 1 ACTIVIDAD MSI 1: REGISTRO DE LA PETICIÓN...4 Tarea MSI 1.1: Registro de la Petición... 4 Tarea MSI 1.2: Asignación de la Petición... 5 ACTIVIDAD
SISTEMA KANBAN. Lotes pequeños Simplificación en el diseño. Tiempos de alistamiento y mantenimiento preventivo. Calidad justo a tiempo
 KANBAN Tiempos de alistamiento y mantenimiento preventivo Lotes pequeños Simplificación en el diseño Calidad justo a tiempo SISTEMA KANBAN Distribución en planta celular y por productos Trabajo en equipo,
KANBAN Tiempos de alistamiento y mantenimiento preventivo Lotes pequeños Simplificación en el diseño Calidad justo a tiempo SISTEMA KANBAN Distribución en planta celular y por productos Trabajo en equipo,
CADENA DE VALOR. Andalucia Emprende, Fundación Pública Andaluza
 CADENA DE VALOR Andalucia Emprende, Fundación Pública Andaluza 09/06/2014 INDICE PÁG 1. INTRODUCCIÓN 3 2. CADENA DE VALOR DE MCKINSEY 4 3. CADENA DE VALOR DE PORTER 5 3.1. Actividades Primarias o Principales
CADENA DE VALOR Andalucia Emprende, Fundación Pública Andaluza 09/06/2014 INDICE PÁG 1. INTRODUCCIÓN 3 2. CADENA DE VALOR DE MCKINSEY 4 3. CADENA DE VALOR DE PORTER 5 3.1. Actividades Primarias o Principales
Cómo seleccionar el mejor ERP para su empresa Sumario ejecutivo
 Índice completo de la Guía Índice completo de la Guía 1. Quién debe leer esta guía? 3 2. Qué es un ERP? 7 2.2. Qué es un ERP?... 9 2.3. Cuál es el origen del ERP?... 10 2.4. ERP a medida o paquetizado?...
Índice completo de la Guía Índice completo de la Guía 1. Quién debe leer esta guía? 3 2. Qué es un ERP? 7 2.2. Qué es un ERP?... 9 2.3. Cuál es el origen del ERP?... 10 2.4. ERP a medida o paquetizado?...
Las prácticas de excelencia
 Las prácticas de excelencia Se enmarcan en la existencia de estrategias dedicadas a la gestión del conocimiento interno de la organización, promoviendo iniciativas, a través de distintos instrumentos que
Las prácticas de excelencia Se enmarcan en la existencia de estrategias dedicadas a la gestión del conocimiento interno de la organización, promoviendo iniciativas, a través de distintos instrumentos que
CAPITULO VI ESTRATEGIAS DE OUTSOURCING
 CAPITULO VI ESTRATEGIAS DE OUTSOURCING Cuando una compañía decide llevar a cabo un proceso de outsourcing debe definir una estrategia que guíe todo el proceso. Hay dos tipos genéricos de estrategia de
CAPITULO VI ESTRATEGIAS DE OUTSOURCING Cuando una compañía decide llevar a cabo un proceso de outsourcing debe definir una estrategia que guíe todo el proceso. Hay dos tipos genéricos de estrategia de
CAPITULO III SISTEMA DE INVENTARIOS
 CAPITULO III SISTEMA DE INVENTARIOS Desde el punto de vista logístico, la cuestión más importante vinculada a los inventarios es su costo y solamente puede mantenerse bajo, si el volumen de inventarios
CAPITULO III SISTEMA DE INVENTARIOS Desde el punto de vista logístico, la cuestión más importante vinculada a los inventarios es su costo y solamente puede mantenerse bajo, si el volumen de inventarios
CAPÍTULO 3. HERRAMIENTA DE SOFTWARE DE PLANEACIÓN DE
 CAPÍTULO 3. HERRAMIENTA DE SOFTWARE DE PLANEACIÓN DE INVENTARIO Y PROCESO Objetivos del capítulo Desarrollar una herramienta de software de planeación de inventario con los datos obtenidos del capítulo
CAPÍTULO 3. HERRAMIENTA DE SOFTWARE DE PLANEACIÓN DE INVENTARIO Y PROCESO Objetivos del capítulo Desarrollar una herramienta de software de planeación de inventario con los datos obtenidos del capítulo
Propuesta de Innovación
 Universidad de Zaragoza Máster en Profesorado de Educación Secundaria Propuesta de Innovación Evaluación e innovación docente e investigación educativa en Informática y Tecnología Profesores: José María
Universidad de Zaragoza Máster en Profesorado de Educación Secundaria Propuesta de Innovación Evaluación e innovación docente e investigación educativa en Informática y Tecnología Profesores: José María
Gestión de Retales WhitePaper Noviembre de 2009
 Gestión de Retales WhitePaper Noviembre de 2009 Contenidos 1. Introducción 3 2. Almacén de retales 4 3. Propiedades de los materiales 6 4. Alta de retales 8 5. Utilización de retales en un lote de producción
Gestión de Retales WhitePaper Noviembre de 2009 Contenidos 1. Introducción 3 2. Almacén de retales 4 3. Propiedades de los materiales 6 4. Alta de retales 8 5. Utilización de retales en un lote de producción
Ejercicio de estadística para 3º de la ESO
 Ejercicio de estadística para 3º de la ESO Unibelia La estadística es una disciplina técnica que se apoya en las matemáticas y que tiene como objetivo la interpretación de la realidad de una población
Ejercicio de estadística para 3º de la ESO Unibelia La estadística es una disciplina técnica que se apoya en las matemáticas y que tiene como objetivo la interpretación de la realidad de una población
OPCION A ECONOMÍA Y ORGANIZACIÓN DE EMPRESAS - JUNIO DE 2006 1
 UNIVERSIDAD DE ZARAGOZA PRUEBA DE ACCESO A ESTUDIOS UNIVERSITARIOS JUNIO DE 2006 Ejercicio de: ECONOMÍA Y ORGANIZACIÓN DE EMPRESAS Tiempo disponible: 1 h. 30 m. Se valorará el uso de vocabulario y la notación
UNIVERSIDAD DE ZARAGOZA PRUEBA DE ACCESO A ESTUDIOS UNIVERSITARIOS JUNIO DE 2006 Ejercicio de: ECONOMÍA Y ORGANIZACIÓN DE EMPRESAS Tiempo disponible: 1 h. 30 m. Se valorará el uso de vocabulario y la notación
JUSTO A TIEMPO YA. Con el objetivo de dar a conocer una de las formulas para, lograr la excelencia
 JUSTO A TIEMPO YA Andrade, G. Raciel, González N. Nora E. Celaya F. Roberto, Treviño, Moreno Dolores. INSTITUTO TECNOLOGICO DE SONORA Email:janethita16@hotmail.com,ngonzalez@itson.mx,rocefi@itson.mx,mmoreno@itson.mx
JUSTO A TIEMPO YA Andrade, G. Raciel, González N. Nora E. Celaya F. Roberto, Treviño, Moreno Dolores. INSTITUTO TECNOLOGICO DE SONORA Email:janethita16@hotmail.com,ngonzalez@itson.mx,rocefi@itson.mx,mmoreno@itson.mx
Capitulo 3. Primer Año de Operaciones
 Capitulo 3 Primer Año de Operaciones Área de producción La empresa, como se había mencionado anteriormente, contaba hasta antes de asumir la administración de ella con cinco períodos de operación. La información
Capitulo 3 Primer Año de Operaciones Área de producción La empresa, como se había mencionado anteriormente, contaba hasta antes de asumir la administración de ella con cinco períodos de operación. La información
KANBAN se define como "Un sistema de producción altamente efectivo y eficiente" y significa en japonés: etiqueta de instrucción. Su principal función
 KANBAN se define como "Un sistema de producción altamente efectivo y eficiente" y significa en japonés: etiqueta de instrucción. Su principal función es ser una orden de trabajo, es decir, un dispositivo
KANBAN se define como "Un sistema de producción altamente efectivo y eficiente" y significa en japonés: etiqueta de instrucción. Su principal función es ser una orden de trabajo, es decir, un dispositivo
Las 5 S herramientas básicas de mejora de la calidad de vida
 Las 5 S herramientas básicas de mejora de la calidad de vida Autor: Justo Rosas D. Tomado de www.paritarios.cl Qué son las 5 S? Es una práctica de Calidad ideada en Japón referida al Mantenimiento Integral
Las 5 S herramientas básicas de mejora de la calidad de vida Autor: Justo Rosas D. Tomado de www.paritarios.cl Qué son las 5 S? Es una práctica de Calidad ideada en Japón referida al Mantenimiento Integral
Sistemas de Gestión de Calidad. Control documental
 4 Sistemas de Gestión de Calidad. Control documental ÍNDICE: 4.1 Requisitos Generales 4.2 Requisitos de la documentación 4.2.1 Generalidades 4.2.2 Manual de la Calidad 4.2.3 Control de los documentos 4.2.4
4 Sistemas de Gestión de Calidad. Control documental ÍNDICE: 4.1 Requisitos Generales 4.2 Requisitos de la documentación 4.2.1 Generalidades 4.2.2 Manual de la Calidad 4.2.3 Control de los documentos 4.2.4
GUÍA PARA LA INDUCCIÓN AL PUESTO DE TRABAJO
 GUÍA PARA LA INDUCCIÓN AL PUESTO DE TRABAJO DIRECCION DE RECURSOS HUMANOS INDUCCIÓN AL PUESTO. La finalidad de la Inducción es brindar información general, amplia y suficiente al colaborador que le permita
GUÍA PARA LA INDUCCIÓN AL PUESTO DE TRABAJO DIRECCION DE RECURSOS HUMANOS INDUCCIÓN AL PUESTO. La finalidad de la Inducción es brindar información general, amplia y suficiente al colaborador que le permita
Práctica del paso de generación de Leads
 Práctica del paso de generación de Leads La parte práctica de este módulo consiste en poner en marcha y tener en funcionamiento los mecanismos mediante los cuales vamos a generar un flujo de interesados
Práctica del paso de generación de Leads La parte práctica de este módulo consiste en poner en marcha y tener en funcionamiento los mecanismos mediante los cuales vamos a generar un flujo de interesados
Sistemas de Calidad Empresarial
 Portal Empresarial Aljaraque Empresarial Sistemas de Calidad Empresarial 1 ÍNDICE 1. INTRODUCCIÓN. 2. CONCEPTO DE CALIDAD Y SU SISTEMA. 3. MÉTODO PARA IMPLANTAR UN SISTEMA DE GESTIÓN DE LA CALIDAD. 4.
Portal Empresarial Aljaraque Empresarial Sistemas de Calidad Empresarial 1 ÍNDICE 1. INTRODUCCIÓN. 2. CONCEPTO DE CALIDAD Y SU SISTEMA. 3. MÉTODO PARA IMPLANTAR UN SISTEMA DE GESTIÓN DE LA CALIDAD. 4.
Para optimizar este proceso lo dividiremos en etapas y deberemos tener bien claro el objetivo que debemos alcanzar en cada una de ellas:
 ETAPAS DEL PROCESO DE SELECCIÓN DE PERSONAL EN LAS EMPRESAS FAMILIARES En la actualidad muchas empresas familiares han evolucionado intentando aplicar técnicas adecuadas para el proceso de Selección de
ETAPAS DEL PROCESO DE SELECCIÓN DE PERSONAL EN LAS EMPRESAS FAMILIARES En la actualidad muchas empresas familiares han evolucionado intentando aplicar técnicas adecuadas para el proceso de Selección de
AtlanWood Project. Victoriano Conde, victor.conde@institutolean.org Santiago de Compostela, 15 de diciembre 2006
 AtlanWood Project Victoriano Conde, victor.conde@institutolean.org Santiago de Compostela, 15 de diciembre 2006 Instituto Lean Management www.institutolean.org 1 LEAN MANAGEMENT: la nueva competitividad
AtlanWood Project Victoriano Conde, victor.conde@institutolean.org Santiago de Compostela, 15 de diciembre 2006 Instituto Lean Management www.institutolean.org 1 LEAN MANAGEMENT: la nueva competitividad
CRM. Qué es CRM. Información para la Gestión
 CRM Qué es CRM Es una estrategia de negocios orientada a la fidelización de clientes, enfocándose en que cada empleado de la empresa tenga información actualizada y confiable de los mismos, con el objetivo
CRM Qué es CRM Es una estrategia de negocios orientada a la fidelización de clientes, enfocándose en que cada empleado de la empresa tenga información actualizada y confiable de los mismos, con el objetivo
Juan Luis Durich: Trabajadores comprometidos, clientes satisfechos
 24 25 ConsumoValor Juan Luis Durich: Trabajadores comprometidos, clientes satisfechos Entrevista realizada por Ricardo Díaz Sánchez, socio de Deloitte Juan Luis Durich Director general de Consum Juan Luis
24 25 ConsumoValor Juan Luis Durich: Trabajadores comprometidos, clientes satisfechos Entrevista realizada por Ricardo Díaz Sánchez, socio de Deloitte Juan Luis Durich Director general de Consum Juan Luis
MANUAL DE AYUDA. SAT Móvil (Movilidad del Servicio Técnico)
") MANUAL DE AYUDA SAT Móvil (Movilidad del Servicio Técnico) Fecha última revisión: Abril 2015 INDICE DE CONTENIDOS INTRODUCCION SAT Móvil... 3 CONFIGURACIONES PREVIAS EN GOTELGEST.NET... 4 1. INSTALACIÓN
MANUAL DE AYUDA SAT Móvil (Movilidad del Servicio Técnico) Fecha última revisión: Abril 2015 INDICE DE CONTENIDOS INTRODUCCION SAT Móvil... 3 CONFIGURACIONES PREVIAS EN GOTELGEST.NET... 4 1. INSTALACIÓN
EL FONDO DE MANIOBRA Y LAS NECESIDADES OPERATIVAS DE FONDOS
 2 EL FONDO DE MANIOBRA Y LAS NECESIDADES OPERATIVAS DE FONDOS Las inversiones de una empresa están reflejadas en su activo. Una forma de clasificación de las diferentes inversiones es en función del plazo
2 EL FONDO DE MANIOBRA Y LAS NECESIDADES OPERATIVAS DE FONDOS Las inversiones de una empresa están reflejadas en su activo. Una forma de clasificación de las diferentes inversiones es en función del plazo