11 knúmero de publicación: kint. Cl. 6 : B24B 19/22
|
|
|
- María del Carmen Ávila Peralta
- hace 8 años
- Vistas:
Transcripción
1 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: kint. Cl. 6 : B24B 19/22 G02B 6/2 G02B 6/38 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: k Fecha de presentación : k Número de publicación de la solicitud: k Fecha de publicación de la solicitud: k 4 Título: Procedimiento de pulido para un conjunto de conector óptico con fibra óptica y aparato de pulir. k 30 Prioridad: JP / JP 61144/92 k 73 Titular/es: The Furukawa Electric Co., Ltd. 6-1, Marunouchi 2-chome Chiyoda-ku Tokyo 0, JP k 4 Fecha de la publicación de la mención BOPI: k 72 Inventor/es: Xu, Jie; Suzuki, Kenji y Kinoshita, Isamu k 4 Fecha de la publicación del folleto de patente: k 74 Agente: Isern Cuyas, María Luisa ES T3 Aviso: En el plazo de nueve meses a contar desde la fecha de publicación en el Boletín europeo de patentes, de la mención de concesión de la patente europea, cualquier persona podrá oponerse ante la Oficina Europea de Patentes a la patente concedida. La oposición deberá formularse por escrito y estar motivada; sólo se considerará como formulada una vez que se haya realizado el pago de la tasa de oposición (art 99.1 del Convenio sobre concesión de Patentes Europeas). Venta de fascículos: Oficina Española de Patentes y Marcas. C/Panamá, Madrid

2 Campo técnico DESCRIPCION La presente invención se refiere a un procedimiento de pulido y un aparato de pulir para el pulido de la cara extrema de un conjunto de conector óptico con al menos una fibra óptica. Antecedentes técnicos Cuando se conectan al menos dos fibras ópticas de manera separable, se emplea la técnica de fijar conectores ópticos a los extremos de las fibras ópticas que habrán de conectarse y emparejar las caras extremas de dos conjuntos de conector óptico a las fibras ópticas. Cuando la conexión se realiza con este método, para aumentar la precisión de conexión de las fibras ópticas y asegurar una transmisión suave de las señales ópticas, es necesario pulir las caras extremas (caras de conexión) de los conjuntos de conector óptico con las fibras ópticas para asegurar que las caras extremas sean planas y suaves. La mayoría de procedimientos de pulido general lo son para pulir la cara extrema del con tinto de conector óptico con las fibras ópticas mediante granos abrasivos. De acuerdo con el procedimiento de pulido convencional, en el primer paso de pulido, se ha venido utilizando un procedimiento de abrasión utilizando granos abrasivos fijos para eliminar eficazmente la unión adhesiva a la cara extrema del conector óptico con la fibra óptica., pero en los pasos posteriores, la práctica convencional ha consistido en pulir la cara extrema del conector óptico, situando granos adiamantados y otros abrasivos sobre un disco de pulir, etc. El procedimiento de pulido basado en el uso de granos abrasivos, según se emplean en los pasos posteriores, se denomina procedimiento de pulido utilizando granos abrasivos libres, dado que el paso de pulido se realiza con los granos abrasivos no fijados a un disco de pulir u otro pulidor. Si se pulen fibras ópticas realizadas en cristal de cuarzo duro y un conector óptico realizado en plástico blando etc. juntos, como por ejemplo el conjunto de conector óptico con las fibras ópticas, mediante un procedimiento de pulido utilizando granos abrasivos libres, éstos, que pueden moverse respecto del disco de pulir u otro pulidor, tenderán a acumularse en la zona de material blando, es decir, la cara extrema del conector óptico, creándose así el problema de que más de un conector óptico se secciona, sobresaliendo los extremos de las fibras ópticas. En el caso de no asegurarse una lisura suficiente de los extremos de las fibras ópticas, aun cuando se intente la unión de dos conjuntos de conector óptico, resulta extremadamente difícil establecer un contacto directo entre las caras extremas de las fibras ópticas. Este error de conexión genera una mayor pérdida de conexión y tiene un efecto negativo en la transmisión de las señales ópticas. Asimismo, si los conjuntos de conector óptico se unen y separan reiteradamente, es probable que se dañen los extremos de las fibras ópticas que sobresalen de la cara extrema del conjunto de conector óptico, con lo que existe un problema de duración. Asimismo, cada vez que se une o separa el conjunto de conector óptico, la pérdida de conexión debida al error de conexión difiere, con lo que también existe un problema de reproductibilidad. En concreto, al conectar un haz de fibras ópticas múltiples que comprende un haz con una pluralidad de fibras ópticas, además del problema citado anteriormente, es decir el problema de que los extremos de las fibras ópticas sobresalen de la cara extrema del conector óptico, las longitudes de las fibras ópticas que sobresalen por la cara extrema del conjunto de conector óptico también suelen diferir. Por otra parte, en el procedimiento de pulido utilizando granos abrasivos libres, aun cuando se incremente la velocidad de pulido para aumentar la productividad del pulido, se produce un deslizamiento entre las granos abrasivos y el disco de pulir o la cara extrema del conjunto de conector óptico, con lo que el grado de pulido no guarda necesariamente relación con la velocidad de pulido, y se produce el problema del alargamiento del tiempo de pulido, decayendo su eficacia. Asimismo, con un procedimiento de pulido que utiliza granos abrasivos libres, los granos abrasivos (adiamantados, etc.) utilizados se desechan después de cada paso de pulido, derivándose el problema del coste de pulido elevado. Por otra parte, en la tecnología de pulido de superprecisión, se conoce un procedimiento de pulido que utiliza granos abrasivos de los denominados fijos en los que el trabajo de pulido se realiza utilizando un pulidor con granos abrasivos fijos. Sin embargo, el procedimiento de pulido que utiliza granos abrasivos fijos adoptó la técnica de control denominado de alimentación,en el que se realizaba el pulido a la vez 2

3 que se alimentaba la pieza trabajada a la rueda de abrasión Si se pule un material frágil como el cristal con este sistema de control de alimentación, el alcance de la fractura por fragilidad se hace mayor y a menudo pueden apreciarse los arañazosyotrosdaños en la pieza trabajada. Para eliminar este problema, se precisa un control de alimentación exacto y preciso de un nivel de decenas de nm, con lo que es necesario y fundamental emplear un aparato de pulir con un equipo de control complicado y de alta rigidez. Se planteaban problemas de coste y espacio de instalación. Es así que el procedimiento de pulido que utiliza granos abrasivos fijos se adopta casi exclusivamente en el procedimiento de pulido del conjunto de conector óptico. Un ejemplo de lo anterior es la Patente japonesa pendiente de examen y publicada con el n 3 (1991) , que describe el procedimiento de pulido del conjunto de conecto óptico utilizando granos abrasivos fijos. No obstante, en el procedimiento de pulido descrito en la referencia japonesa n , no se garantiza una lisura suficiente del conjunto de conector óptico, derivándose una pérdida de conexión mayor cuando no se emplea un aparato de pulir con equipo de control complicados y de alta rigidez. El procedimiento de pulido descrito en la referencia japonesa n se ilustra escuetamente en la Fig. (a) a (e). Según lo ilustrado en la Fig., se muele una cara superior <<a>> a <<b>> de la pieza trabajada 2, que es un conjunto de conector óptico, con una rueda abrasiva acopada 0. En este procedimiento, la cantidad real de abrasión <<A>> se muestra con la fórmula siguiente: A=x-y. En la fórmula, <<x>> es una cantidad de corte por abrasión, e <<y>> es la tensión elástica del aparato. En este procedimiento, la zona de contacto de la rueda abrasiva 0 y la pieza trabajada 2 cambia, con lo que la resistencia de abrasión cambia en función de la alimentación de la pieza trabajada a la rueda abrasiva. Es por ello que la deflexión del aparato cambia, con lo que cambia la cantidad de abrasión real en función de la alimentación de la pieza trabajada, siendo así que no se garantiza una lisura suficiente de los extremos de la pieza trabajada 2, según lo mostrado en la Fig. 21, que muestra la tendencia a la lisura. Por otra parte, según lo mostrado en la Patente japonesa pendiente de examen y publicada con el n 2 (1990) , se utiliza una película de pulido en un procedimiento de pulido de un conjunto de conector óptico. En este procedimiento, los granos abrasivos se desprenden fácilmente de la película de pulir, dificultando así la administración de la calidad del procedimiento de pulido. Es así queresulta difícil asegurar una lisura eficaz del conjunto de conector óptico. El documento DE-A describe un procedimiento de pulido de acuerdo con el preámbulo de la reivindicación 1 y un aparato de pulir de acuerdo con el preámbulo de la reivindicación 7. Descripción de la invención 4 La invención tiene por objeto proporcionar un procedimiento de pulido para el pulido de la cara extrema de un conjunto de conector con una precisión elevada, de forma económica y eficaz. Para lograr el objeto citado anteriormente, la presente invención aporta un procedimiento de pulido de acuerdo con la reivindicación La rueda abrasiva puede ser una rueda adiamantada con ligante metálico o una rueda que en esta memoria se denomina rueda <<con ligante líquido>>, caracterizándose por su concentración elevada y fuerza ligante reducida, que comprende la mezcla y el endurecido de óxido de cerio (CeO 2 )enpolvou otro polvo con un ligante líquido. Es posible pulir el conjunto de conector óptico con la fibra óptica por medio de una reacción mecanoquímica en el caso de la rueda con ligante líquido. El paso de pulido puede comprender pasos de pulido diversos con una rueda de granos abrasivos fijos diferentes en cada paso de pulido. La presente invención también proporciona un aparato de pulir, que se define en la reivindicación 7. De acuerdo con un procedimiento de pulido que utiliza un aparato de pulir de la presente invención, los granos abrasivos contactan con la superficie de pulido como un todo de manera uniforme, con in- 3

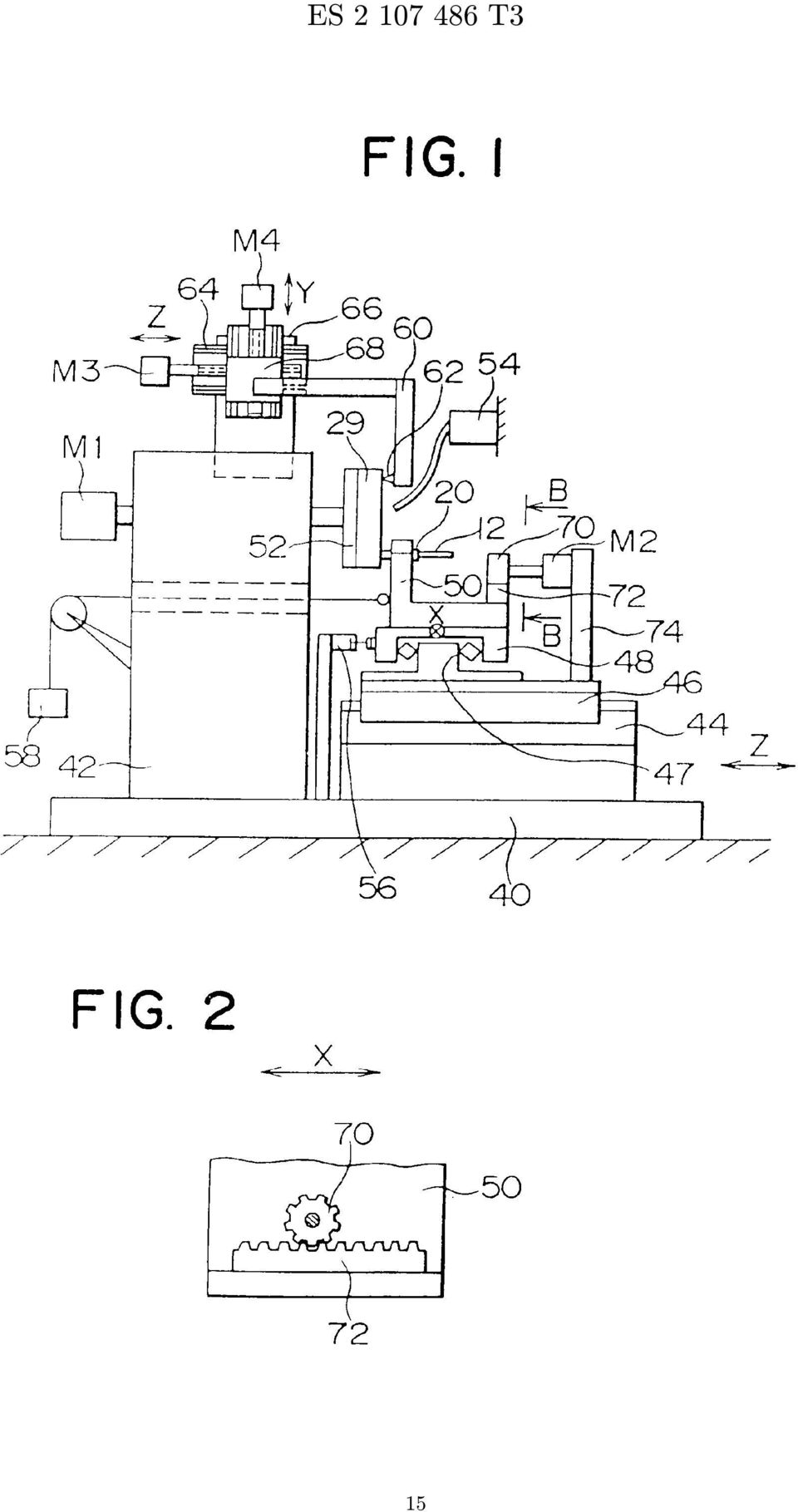
4 1 dependencia de la distribución de dureza de la superficie de pulido, y los extremos de las fibras ópticas realizados en cristal de cuarzo duro nunca sobresaldrán del extremo del conector óptico, porque la cara extrema de un conjunto de conector óptico con fibras ópticas se pule mientras se mantiene presionada contra granos abrasivos fijos bajo una carga constante. Asimismo, más allá de la lisura de la rueda abrasiva, la lisura en la cara extrema del conjunto de conector óptico se obtiene porque la lisura de la rueda abrasiva no sólo se calca sobre la cara extrema del conjunto de conector óptico, sino porque también se mantiene presionada en todo momento toda la superficie extrema del conjunto de conector óptico contra la rueda abrasiva mientras se desplaza el conjunto de conector óptico oscilando sobre la superficie plana de pulido de la rueda abrasiva. Por otra parte, en el procedimiento de pulido de la presente invención, se pule la cara extrema del conjunto de conector óptico a la vez que presiona sobre la rueda abrasiva bajo una carga fija, con lo que aun puliendo un material frágil como el cristal, puede suprimirse la fractura por fragilidad y puede protegerse frente a los arañazos en la pieza trabajada. Asimismo, al utilizarse granos abrasivos fijos, si se aumenta la velocidad de pulido, es posible aumentar la productividad del pulido en proporción a la velocidad y es posible acortar considerablemente el tiempo de pulido. Además, como no se desechan los granos abrasivos después de utilizarse, el coste de pulido es más económico que con un procedimiento de pulido que utilice granos abrasivos libres. Al mejorarse la lisura de la cara extrema del conjunto de conector óptico, puede limitarse la pérdida de conexión debido al error de conexión, cuando se conectan entre sí conjuntos de conector óptico Asimismo, aun uniéndose y separándose repetidamente el conjunto de conector óptico, puede impedirse que se dañe el extremo de la fibra óptica. Además, la duración es superior y al mismo tiempo la pérdida de conexión es uniforme, siendo así posible proporcionar un conjunto de conector óptico superior en cuanto a reproductibilidad. Por otra parte, puede acortarse mucho el tiempo de pulido, con lo que puede pulirse de forma económica. Breve descripción de los dibujos A continuación, se describirán otros objetos y características de la presente invención, en relación con los dibujos que se acompañan, en donde: la Fig. 1 es una vista lateral de una realización de un aparato de pulir que utiliza el procedimiento de pulido de la presente invención; lafig.2esunavistafrontalporlalínea de corte B-B de la Fig. 1; la Fig. 3 es una vista que explica el procedimiento de pulido de un conjunto de conector óptico con el aparato de pulir de la Fig. 1; la Fig. 4 es una vista de la cara extrema de un conjunto de conector óptico pulida con el procedimiento depulidomostradoenlafig.3; la Fig. es una vista en planta del estado de fibras ópticas y un conector óptico como piezas separadas que habrán de pulirse con el procedimiento de pulido de una realización de la presente invención; lafig. 6esunavistaenplantadeunconjuntodeconectoróptico con fibras ópticas pulidas con el procedimiento de pulido de una realización de la presente invención; la Fig. 7 es una vista lateral del primer paso de pulido de una realización de la presente invención; la Fig. 8 es una vista lateral del segundo paso de pulido y del tercer paso de pulido de una realización de la presente invención; 60 la Fig. 9 es una vista esquemática de cuatro pasos de pulido de una realización de la presente invención; 4

5 la Fig. es un gráfico con los resultados del pulido de acuerdo con el procedimiento de pulido de una realización de la presente invención (relación entre carga de presión e intensidad de pulido); la Fig. 11 es un gráfico con los resultados del pulido de acuerdo con el procedimiento de pulido de la otra realización de la presente invención (relación entre carga de presión e intensidad de pulido); la Fig. 12 es un gráfico con los resultados del pulido de acuerdo con un procedimiento de pulido convencional, que utiliza granos abrasivos libres (relación entre carga de presión e intensidad de pulido); 1 la Fig. 13 es una vista esquemática que muestra una cara extrema de un conjunto de conector óptico y posiciones de medición; la Fig. 14 (Fig. 14A y 14B) es un gráfico que muestra la rugosidad superficial de una cara extrema de un conjunto de conector óptico pulido mediante un procedimiento de pulido convencional; la Fig. 1 (Fig. 1A y 1B) es un gráfico que muestra la rugosidad superficial de una cara extrema de un conjunto de conector óptico pulido mediante un procedimiento de pulido de la presente invención; la Fig. 16 es un gráfico con los resultados del pulido de acuerdo con el procedimiento de pulido de una realización de la presente invención (relación entre carga de presión y rugosidad superficial); la Fig. 17 es un gráfico con los resultados del pulido de acuerdo con el procedimiento de pulido de la primera realización de la presente invención (relación entre carga de presión y eficacia de pulido); la Fig. 18 es un gráfico con los resultados del pulido de acuerdo con el procedimiento de pulido de la otra realización de la presente invención (relación entre carga de presión y rugosidad superficial); la Fig. 19 es un gráfico con los resultados del pulido de acuerdo con el procedimiento de pulido de la otra realización de la presente invención (relación entre carga de presión y eficacia de pulido); la Fig. (Fig. a-e) es una vista esquemática que muestra un procedimiento de pulido convencional, con sistema de alimentación controlada de la pieza trabajada; y la Fig. 21 es un gráfico que muestra la lisura de una pieza trabajada, obtenida mediante el procedimiento de pulido convencional. Descripción de las realizaciones preferentes 40 A continuación, se dará una explicación pormenorizada de una realización de la presente invención en base a los dibujos. En primer lugar, se dará una explicación de la estructuración de un conjunto de conector óptico con fibras ópticas, pulido utilizando el procedimiento de pulido de la presente realización La Fig. es una vista en planta del estado de fibras ópticas y un conector óptico como piezas separadas que habrán de pulirse mediante el procedimiento de pulido de la realización de la presente invención, mientras que la Fig. 6 es una vista en planta de un conjunto de conector óptico con fibras ópticas, pulido mediante el procedimiento de pulido de la realización de la presente invención. Según lo mostrado en las Fig. y 6, se forma un orificio a en el conector óptico. En el orificio a se introduce el extremo de un haz de fibras ópticas múltiples en forma de cinta 12 que comprende una disposición integrada de cuatro fibras ópticas 14 realizadas en cristal de cuarzo, concretamente la parte pelada de las cuatro fibras ópticas 14. El haz de fibras ópticas 12 y el conector óptico se utilizan para ensamblar el conjunto de conector óptico que aparece en la Fig. 6, uniéndolos mediante la introducción del extremo de las fibras ópticas 14 del haz de fibras ópticas múltiples peladas en forma de cinta, en el interior del orificio a del conector óptico, al que se aplica anticipadamente un adhesivo 16. Seguidamente, se aplica el adhesivo 16 a la cara extrema frontal b del conector óptico para terminar de fijar las cuatro fibras ópticas 14 sobresalientes de la cara extrema frontal b del conector óptico. El procedimiento de pulido de la cara extrema frontal del conjunto de conector óptico obtenido de
; 1 13 es")
6 este modo se explica a continuación El conector óptico se realiza en plástico, mientras que las fibras ópticas 14 se realizan en cristal de cuarzo, según lo comentado anteriormente, con lo que existe una diferencia grande entre la dureza de ambos. Así pues, si la cara extrema frontal del conjunto de conector óptico se pule con un procedimiento de pulido que utilice granos abrasivos libres, como en la técnica anterior, los granos abrasivos se concentrarán en la zona del conector óptico, de dureza relativamente pequeña, puliéndose más el conector óptico, con lo que las fibras ópticas 14 sobresaldrán de la cara extrema b del conector óptico. Considerando este problema, en la presente invención, la cara extrema del conjunto de conector óptico se pule mediante un procedimiento de pulido con un paso de pulido que utiliza una rueda abrasiva giratoria de granos abrasivos fijos. En concreto, el conjunto de conector óptico se pule a la vez que se presiona contra una superficie plana de la rueda abrasiva giratoria bajo una carga constante, y haciéndolo respecto de la rueda en lugar de utilizar un sistema de control de alimentación convencional. Es de destacar que en la realización comentada seguidamente, la cara extrema del conjunto de conector óptico se pule con un total de cuatro pasos, es decir desde un primer paso de pulido hasta un cuarto paso de pulido, pero el procedimiento de pulido de la presente invención únicamente ha de ser un procedimiento de pulido que utilice granos abrasivos fijos y una carga de presión. El número de pasos, las condiciones de pulido, etc. no se limitan a las de esta realización, pudiendo modificarse de diversas maneras. Sin embargo, al establecer cuatro pasos de pulido, la eficacia es buena porque a mayor número de pasos constitutivos del procedimiento de granos abrasivos fijos, mayor la eficacia. Asimismo, es necesaria la eliminación del adhesivo por los granos abrasivos fijos en el paso inicial como en la técnica anterior. La Fig. 7 es una vista lateral del primer paso de pulido de acuerdo con una realización de la presente invención, mientras que la Fig. 8 es una vista lateral del segundo paso de pulido y el tercer paso de pulido de acuerdo con la misma realización. La Fig. 9 es una vista esquemática en perspectiva de cuatro pasos de pulido. En el primer paso de pulido de la realización, mostrado en la Fig. 7, se utiliza una rueda abrasiva adiamantada electrodepositada 22, que comprende una plancha metálica 24 sobre cuya superficie se electrodepositada diamante 26 para la abrasión de la cara extrema del conjunto de conector óptico, a fin de seccionar los extremos de las fibras ópticas 14 sobresalientes de la cara extrema b del conector óptico y el adhesivo 16 (nótese que en esta memoria, la abrasión se denomina en ocasiones pulido). La rugosidad del grano abrasivo fijo adiamantado electrodepositado de la rueda abrasiva utilizada en el primer paso de pulido deberá oscilar entre el n 00 y el n Es preferible utilizar una rueda abrasiva aproximadamente del n 700. Es de destacar que, en lugar de la rueda abrasiva adiamantada electrodepositada utilizada en el primer paso de pulido, podría utilizarse una rueda abrasiva adiamantada con ligante resinoso o una rueda abrasiva adiamantada con ligante metálico. El conjunto de conector óptico del que se eliminan por abrasión el adhesivo pegado a la cara extrema y las fibras ópticas sobresalientes de la cara extrema en el primer paso de pulido, se envía seguidamente al segundo paso de pulido mostrado en la Fig. 8, en que sigue puliéndose la cara extrema. En el segundo paso de pulido, se realiza el pulido utilizando una rueda abrasiva adiamantada con ligante metálico 28, que es una rueda de granos abrasivos fijos que comprende ligar granos abrasivos adiamantados 30 utilizando un metal 32 como ligante. La rugosidad de la rueda abrasiva adiamantada con ligante metálico utilizada en el segundo paso de pulido deberá oscilar entre el n y el n Es preferible utilizar una rueda abrasiva del n El número de rugosidad se refiere a una gama de tamaños de gramos de la rueda abrasiva, por ejemplo el n y el n representan un tamaño de grano de 3-8 µm y de 2-4 µm, respectivamente. Asimismo, es preferible que el factor de concentración de la rueda abrasiva adiamantada oscile entre 7 y 12. El factor de concentración se define de forma que el factor de concentración 0 muestra que se incorporan 4,4 quilates de diamantes proporcionalmente por cada cm 3 de capa abrasiva de la rueda. El tercer paso de pulido, al igual que el segundo, es uno en que se pule la cara extrema del conjunto de conector óptico utilizando la rueda abrasiva adiamantada con ligante metálico, sólo que en este paso, 6

7 se realiza el pulido utilizando granos abrasivos de menor tamaño que en el segundo paso de pulido. 1 2 La rugosidad de la rueda abrasiva adiamantada con ligante metálico utilizada en el tercer paso de pulido, deberá oscilar entre el n y el n.000. Es preferible utilizar una rueda abrasiva del n Es preferible que el factor de concentración de la rueda abrasiva oscile entre 7 y 12. Es de destacar que, en lugar de la rueda abrasiva adiamantada con ligante metálico utilizada en el segundo paso de pulido y el tercer paso de pulido, podría utilizarse una rueda abrasiva adiamantada con ligante resinoso, constituida por granos abrasivos adiamantados ligados por resina. Sin embargo, es preferible utilizar una rueda abrasiva adiamantada con ligante metálico, ya que la duración de la rueda abrasiva adiamantada con ligante metálico es superior. En el cuarto y último paso de pulido, mostrado en la Fig. 9, se pule la cara extrema del conjunto de conector óptico con una rueda abrasiva con ligante líquido 27 con una alta concentración y fuerza ligante baja, que comprende la mezcla y el endurecido de oxido de cerio (CeO 2 )enpolvoconunligante líquido. En este paso de pulido, el pulido mecánico entre el material de la fibra óptica, es decir, el cristal de cuarzo, y el oxido de cerio, y la reacción química inducida por su fuerza mecánica, es decir la reacción mecanoquímica, lleva a la fusión de la superficie de pulido y la desaparición de arañazos de pulido y la capa cambiada por el tratamiento, posibilitando el pulido de las caras extremas de las fibras ópticas pulidas por el tercer paso de pulido con una mayor precisión. La rugosidad del oxido de cerio en polvo utilizado en el cuarto paso de pulido deberá oscilar entre el n y el n.000. Es preferible utilizar oxido de cerio en polvo del n Asimismo, en este paso, se obtiene un efecto similar utilizando óxido de aluminio, de cromo o de silicio en lugar de oxido de cerio Además, el paso de acabado final, es decir, el cuarto paso de pulido, puede realizarse sin utilizar la rueda abrasiva con ligante líquido del sistema de granos abrasivos fijos, utilizando en cambio el sistema de granos abrasivos libres con los granos abrasivos en polvo del óxido de cerio situados sobre un disco de pulir, etc. En este caso, se obtiene un efecto similar incluso utilizando óxido de aluminio, de cromo o de silicio en lugar de óxido de cerio. Asimismo, los inventores han comprobado que los arañazos y la capa afectada que resulta de los pasos de pulido anteriores, se eliminan eficazmente con el paso de pulido final, utilizando la rueda abrasiva con ligante líquido, aun cuando se utilice la rueda abrasiva adiamantada con ligante metálico en los pasos de pulido anteriores. Es así que los daños al conjunto de conector óptico que provoca la rueda abrasiva adiamantada con ligante metálico no plantean ningún problema. Seguidamente, se explicará un aparato de pulir que utiliza el procedimiento de pulido de la presente invención La Fig. 1 es una vista lateral de una realización de un aparato de pulir que utiliza el procedimiento de pulido de la presente invención, mientras que la Fig. 2 es una vista frontal practicada por la línea de corte B-B de la Fig. 1. En la parte posterior de la bancada de la máquina 40 se dispone una columna 42. En su parte superior, se dispone un aparato de accionamiento giratorio de una rueda abrasiva 2 en el que se monta una rueda abrasiva adiamantada con ligante metálico o rueda abrasiva con ligante líquido, es decir, una rueda abrasiva de pulir 29, girando la rueda abrasiva de pulir 29 a través de un motor M1 sobre un eje con línea axial horizontal. Asimismo, en la parte anterior de la columna 42, se fija a la bancada 40 una guía lineal 44 que se extiende en sentido antero -posterior, es decir en el sentido Z. En esta guía 44, se monta una corredera 46, susceptible de desplazarse sobre la guía lineal 44. Asimismo, se monta en la corredera 46 un asiento 48, que puede estar en sentido de derecha a izquierda, es decir en el sentido X, a través de la guía lineal 47. En este asiento 48, se fija un aparato de sujeción 0 para sujetar el conjunto de conector óptico. 7

8 Se acopla un motor M2 a una pieza de fijación 74 situada sobre la corredera 46. Se fija un engranaje de piñones 70 al extremo anterior del eje de giro. Por otro lado, se fija una cremallera 72, que engrana con el engranaje de piñones 70, al aparato de sujeción 40. Así pues, si se gira el eje de giro del motor M2, el asiento 48 es desplazado respecto de la corredera 46 por el engranaje de piñones 70 y la cremallera 72. Asimismo, se instala un aparato de pistón cilíndrico 6 verticalmente sobre la bancada 40, alcanzando la altura del asiento 48. Cuando se avanza el pistón del aparato de pistón cilíndrico 6, avanza el asiento 48 en el sentido Z, junto con la corredera 46. Es de destacar que el conjunto de conector óptico se acopla al aparato de sujeción 0 en la posición avanzada del pistón del aparato de pistón cilíndrica. Asimismo, después de acoplarse el conjunto de conector óptico al aparato de sujeción 0, se retrae el pistón y se fuerza el contacto entre la cara extrema del conjunto de conector óptico con la rueda abrasiva de pulir 29. Por otra parte, un peso 8 actúa sobre el aparato de sujeción 0. Según lo comentado antes, al retraerse el pistón,elaparatodesujeción 0 retrocede en el sentido Z junto con la corredera 46, presionándose la cara extrema anterior del conjunto de conector óptico contra la superficie de pulido de la rueda abrasiva de pulir 29, por una presión acorde con el peso del peso 8. Es de destacar que, en la presente invención, basta con presionar la cara extrema del conjunto de conector óptico contra la rueda abrasiva de pulir bajo una carga de presión constante durante el pulido, con lo que la carga de presión no sólo puede ajustarse por el peso, como en la presente realización, sino también por un resorte de carga constante. Cuando la rueda abrasiva de pulir 29 es una rueda abrasiva con ligante líquido, como en el cuarto paso de pulido citado anteriormente, la rueda abrasiva tiene una fuerza ligante baja, con lo que al pulirse el conjunto de conector óptico, éste desgasta la región de pulido de la rueda 29. Así pues, es necesario corregir la superficie de pulido de la rueda 29 constituida por la rueda abrasiva con ligante líquido. En el aparato de pulir de esta realización, la superficie de pulido se corrige con la estructura siguiente. Así, sobre la columna 42 se monta una guía en sentido Y 66 que puede desplazar un soporte de una pieza de configuración en L 68 en sentido vertical, es decir, en el sentido Y, por un motor M4. La guía en sentido Y 66 se acopla a la guía en sentido Z 64 a fin de poder ser desplazada en el sentido Z por el motor M3. Al soporte de la pieza de configuración en L 68 se fija una pieza de configuración en L 60 que lleva montada una herramienta para reacondicionar 62 en su extremo anterior. La guía en el sentido Z 64 se utiliza para desplazar la pieza para reacondicionar 62 en el sentido del grosor de la rueda abrasiva con ligantelíquido 29, ajustando la profundidad de corte, y la guía en el sentido Y 66 se utiliza para desplazar la herramienta para reacondicionar 62 en el sentido paralelo de la superficie de pulido de la rueda abrasiva con ligante líquido 29, y corregir la superficie de pulido en su conjunto para que sea plana. Es de destacar que en la Fig. 1, la referencia 4 es una unidad de fluido de maquinado que suministra agua u otro líquido de maquinado a la superficie de pulido durante el pulido del conjunto de conector óptico. Asimismo, según lo explicado anteriormente, la forma de corregir la superficie de pulir se explicó haciendo referencia al caso de una rueda abrasiva de pulir 29 de la Fig. 1, constituida por una rueda abrasiva con ligante líquido, pero cuando se trata de una rueda abrasiva adiamantada con ligante metálico, etc., la referencia numérica 60 de la Fig,1 es un aparato de reavivado y la 62 es un reavivador. De este modo, el aparato de pulir mostrado en la Fig. 1 puede utilizarse en cada uno de los pasos primero a cuatro de pulido de la realización citada anteriormente. En el trabajo de pulido propiamente dicho, se prevén cuatro de los aparatos de pulir anteriores, repartiéndose los pasos entre los mismos. A continuación, se dará una explicación pormenorizada del procedimiento de pulido de esta realización, utilizando el aparato de pulir mostrado en la Fig. 1, haciendo referencia a las Fig. 3 y 4. La Fig. 3 es una vista que explica un procedimiento de pulido de un conjunto de conector óptico que utiliza el aparato de pulir de la Fig. 1, y se corresponde con una vista de la rueda abrasiva de pulido 29 y del conjunto de conector óptico en el sentido de B de la Fig. 1. Por su parte, la Fig. 4 es una vista de la cara extrema del conjunto de conector óptico, pulida con el procedimiento de pulido mostrado en 8

9 la Fig El conjunto de conector óptico, acoplado al aparato de sujeción 0, se desplaza linealmente y de forma oscilante en el sentido X (el sentido de la cuerda de la rueda 29) cubriendo la distancia L entre la posición A y la posición C, mostradas en la Fig. 3, por la acción de la cremallera 72 y el engranaje de piñones 80, cuando se actúa el motor M2, pero al mismo tiempo la rueda abrasiva de pulir 29 gira sobre la línea axial central 2C. Así pues, en la superficie de pulido de la rueda abrasiva de pulir 29, la región entre el círculo L1 y L2 se utiliza eficazmente como región de pulido. Es preferible que la cara extrema del conjunto de conector óptico siempre esté en contacto con la rueda abrasiva de pulir 29 durante el paso de pulido. Asimismo, según lo mostrado en la Fig. 3, dado que el conjunto de conector óptico se desplaza linealmente en el sentido X mientras que la rueda abrasiva de pulir 29 gira, el sentido de pulido de la cara extrema anterior del conjunto de conector óptico es el sentido de la línea L2 mostrada en la Fig. 4 cuando está en la zona A, pero en la posición C se convierte en el sentido que muestra la línea discontinua L3. Es decir, el sentido de pulido de la cara extrema anterior del conjunto de conector óptico cambia gradualmente durante este período. En concreto, cuando el ángulo Θ mostrado en la Fig. 3 es de 4 grados, los sentidos de pulido L2 y L3 mostrados en la Fig. 4 se entrecruzan, con lo que se prefieren estas condiciones de pulido como el procedimiento de pulido. Es de destacar que la realización anterior se ha explicado tomando como ejemplo un conjunto de conector óptico con haz de fibras ópticas múltiples en forma de cinta y un conector óptico, pero el conjunto de conector óptico pulido por la presente invención no se limita únicamente a esta realización, pudiendo tratase de un conjunto de conector óptico de fibra óptica única y conector óptico. A continuación, se dará una explicación pormenorizada de un ejemplo de pulido de la cara extrema de un conjunto de conector óptico mediante el procedimiento de pulido de la presente invención citado anteriormente. En primer lugar, se explicarán a continuación ejemplos que comparan el procedimiento de pulido utilizando granos abrasivos fijos y el procedimiento de pulido utilizando granos abrasivos libres. Las Fig. y 11 son gráficos que muestran los resultados del pulido con el procedimiento de pulido de la presente invención (relaciones de carga de presión P y eficacia de pulido), mientras que la Fig. 12 es un gráfico que muestra los resultados del pulido mediante un procedimiento de pulido convencional, utilizando granos abrasivos libres (relación de carga de presión P y eficacia de pulido). El tiempo de pulido es de 30 segundos en las Fig En el ejemplo de pulido de la cara extrema de un conjunto de conector óptico mediante un procedimiento de pulido convencional que utiliza granos abrasivos libres, mostrado en la Fig. 12, la eficacia de pulido M por unidad de tiempo (nm/s) se mide situando granos abrasivos adiamantados en un disco de pulir, y bajo una velocidad de pulido V de 0 mm/s presionando un material plástico y material de cristal bajo diversas cargas P (gw/mm 2 ). A partir de estos resultados, se comprenderá que la cantidad de pulido por unidad de tiempo del material plástico es superior a la cantidad de pulido del material de cristal, y que si estos materiales se pulen simultáneamente, el plástico se pule más rápidamente. Se producirá el problema de los extremos de las fibras ópticas sobresalientes de la cara extrema del conector óptico. Por contra, la Fig. muestra un ejemplo en el caso de un procedimiento de pulido que utiliza una rueda adiamantada con ligante resinoso, que comprende una rueda de granos abrasivos fijos con una rugosidad del n 2.000, y una velocidad de pulido V de mm/s. La Fig. 11 es el mismo gráfico de la Fig., salvo que se utiliza una rueda adiamantada con ligante metálico. En estos casos, las cantidades de pulido por unidad de tiempo del material plástico y el material de cristal son idénticas. Así pues, las fibras ópticas 14 no sobresaldrán de la cara extrema b del conector óptico. A continuación, se explicarán otros ejemplos en relación con las Fig En un ejemplo de pulido de la cara extrema b de un conjunto de conector óptico mediante el procedimiento de pulido convencional, utilizando granos abrasivos libres, se muestra la lisura de la cara extrema b en la Fig. 14. La Fig. 14(A) muestra la tendencia de las fibras ópticas a sobresalir del 9

10 conector óptico por los puntos de medición <<A>> de la Fig. 13, mientras que la Fig. 14(B) muestra la tendencia a la lisura por los puntos de medición <<B>> de la Fig En un ejemplo de pulido de la cara extrema b de un conjunto de conector óptico con el procedimiento de pulido de la invención, utilizando granos abrasivos fijos, se muestra la lisura de la cara extrema b en la Fig. 1. La Fig. 1(A) muestra las fibras ópticas sobresalientes del conector óptico por los puntos de medición <<A>> de la Fig. 13, mientras que la Fig. 1(B) muestra la lisura por los puntos de medición <<B>> de la Fig. 13. Comparando la Fig. 1 con la Fig. 14, se confirma que los extremos de las fibras ópticas 14 no sobresalen de la cara extrema b y que la lisura se mejora en 0,2 µm de acuerdo con la presente invención. En concreto, se mejora la calidad del procedimiento de pulido de acuerdo con la presente invención. Seguidamente, se dará una explicación de un método para fijar las condiciones de pulido en los pasos de pulido de la presente invención, que comprende los cuatro pasos de pulido citados anteriormente, tomando como ejemplo el tercer paso de pulido. La Fig. 16 muestra la relación entre la carga de presión P del conjunto de conector óptico sobre la rueda adiamantada con ligante metálico, en el caso de una velocidad de pulido V de mm/s, y la rugosidad superficial Ra de la cara extrema pulida del conjunto de conector óptico.la Fig.18 muestra el mismo gráfico de la Fig. 16, salvo que se utiliza una rueda adiamantada con ligante resinoso. Si la rugosidad superficial Ra pretendida en el tercer paso de pulido es inferior a 0,04 µm, cuando se utiliza la rueda abrasiva adiamantada con ligante metálico con una rugosidad del n 4.000, la carga de presión P ha de fijarse para que sea inferior a 13 gw/mm 2,según lo mostrado en la Fig. 16. Cuando se utiliza una rueda adiamantada con ligante resinoso, se determina que la carga de presión sea inferior a30gw/mm 2,según lo mostrado en la Fig. 18, del mismo modo que en la Fig. 16. En este caso, es suficiente que la rugosidad superficial sea de 0,0 µm, ya que raramente se producen daños por pulido. Es de destacar que se intentó utilizar un aparato de control de posicionamiento con una resolución de 1 µm de alimentación del conjunto de conector óptico a la rueda abrasiva, y pulir con un procedimiento de pulido utilizando granos abrasivos fijos, pero una resolución de 1 µm es demasiada rugosidad, con lo que no pudo obtenerse una precisión de acabado suficientemente buena. En este sentido, existe un método de conseguir que la resolución sea la aparentemente necesaria de varas fracciones de un nm, pero esto traería como consecuencia un tamaño superior del aparato, así como un coste superior, con lo que, según lo mostrado en la Fig. 1, se prefiere utilizar un aparato de pulido con una estructura en la que la pieza trabajada se presione contra la rueda abrasiva de granos abrasivos fijos bajo una carga constante. Con este sistema, siempre que la carga que presiona el conjunto de conector óptico contra la rueda abrasiva sea superior a g en cada uno de los pasos, puede obtenerse un acabado satisfactorio del conjunto de conector óptico. Es de destacar que, cuando la carga de presión es inferior a g, se producen problemas como una vibración concomitante durante el pulido, sin que pueda obtenerse una calidad estable de pulido. Las Fig. 17 y 19 muestran la relación entre la carga de presión P y la eficacia de pulido M. Al utilizar una rueda abrasiva adiamantada con ligante metálico, si la eficacia de pulido pretendida M del tercer paso se sitúa en 0, µ/s, no es posible obtener la eficacia de pulido pretendida con una velocidad de pulido Vde1.000mm/syunacargadepresión P inferior a 11 gw/mm 2. Así pues, según lo mostrado en la Fig. 16, para satisfacer las condiciones de Ra<0,04 µm y M=0, nm/s simultáneamente, es necesario utilizar una rueda abrasiva adiamantada con ligante metálico, con una rugosidad del n 4.000, y que la carga de presión P sea superior a 11 gw/mm 2 ylavelocidadde pulido M superior a mm/s, según lo mostrado en la Fig. 17. Al utilizar una rueda adiamantada con ligante resinoso, se determina que la carga de presión sea superior a 26 gw/mm 2, y se determina que la velocidad de pulido M sea superior a mm/s, según lo mostrado en la Fig. 19, del mismo modo que en la Fig. 17. Es posible fijar las condiciones de pulido del tercer paso con el procedimiento anterior. También es posible fijar las condiciones de pulido del mismo modo para el resto de pasos.
 muestra las fibras ópticas sobresalientes del mientras que la Fig. 1(B) muestra la lisura por los puntos de medición <<B>> de la Fig. 13.")
11 Es de destacar, según lo comentado anteriormente, que el procedimiento de pulido de la presente invención únicamente ha de ser un procedimiento de pulido del tipo de presión con carga utilizando granos abrasivos fijos. El número de pasos, las condiciones de pulido, etc. no se limitan a las de la realización, pudiendo modificarse de diversos modos, si bien citando se utilizan cuatro pasos de pulido como en la realización indicada anteriormente, la eficacia mejora porque, a mayor número de pasos en el procedimiento de granos abrasivos fijos, mayor será laeficacia. Por otra parte, en cuanto a calidad, es necesario considerar la combinación de los pasos a realizar con granos abrasivos fijos y los que habrá que realizar con granos abrasivos libres en los pasos de pulido segundo a cuanto, a fin de resolver el problema de protrusión de las fibras. Los inventores que suscriben han realizado experimentos desde esta perspectiva, pasando la cantidad de pulido del segundo paso de pulido a µm, la cantidad de pulido del tercer paso de pulido a µm y la cantidad de pulido del cuarto paso de pulido 3 a µm. Los resultados aparecen en el Cuadro 1. En el Cuadro 1, la marca indica una cantidad cero de protrusión, la marca O indica una protrusión inferior a 0,1 µm, la marca indica una protrusión inferior a 0,1 µm con un pulido total de 8 µm enlos pasos de pulido tercero y cuarto, y la marca X indica una protrusión superior a 0,1 µm. Y en el Cuadro 1, los granos abrasivos fijos de los pasos de pulido segundo y tercero representan una rueda adiamantada con ligante metálico, mientras que los granos abrasivos fijos del cuarto paso de pulido representan una rueda con ligante líquido. Se comprenderá, a partir de los resultados de los Ejemplos 1 a 4 del cuadro 1, que si se utilizan granos abrasivos fijos en el paso final de pulido, pueden obtenerse los mejores resultados con independencia del tipo de granos abrasivos utilizados en el segundo paso de pulido y el tercer paso de pulido. No obstante, aun cuando se realice el pulido del paso final con granos abrasivos libres, sin utilizar granos abrasivos fijos, se comprenderá, a partir de los resultados de los Ejemplos y 6, que si la cantidad de pulido por los granos abrasivos libres es escasa y el paso de pulido inmediatamente anterior se realizó con granos abrasivos fijos, pueden obtenerse resultados satisfactorios. Asimismo, según se muestra en el Ejemplo 8, aun cuando el paso final de pulido y el paso de pulido inmediatamente anterior al mismo se realicen utilizando granos abrasivos libres, cuando la cantidad total de pulido de los dos pasos de pulido sea pequeña, se obtiene prácticamente el mismo resultado que en los Ejemplos o 6. Así pues, en la presente invención, puede decirse que, si la cantidad de pulido por granos abrasivos libres después del pulido por granos abrasivos fijos se mantiene por debajo de 8 µm, es posible mantener la cantidad de protrusión por debajo de 0,1 µm. [CUADRO 1] Segundo paso Tercer paso de Cuarto paso de Evaluación de pulido pulido pulido Ej. 1 granos granos granos abrasivos fijos abrasivos fijos abrasivos fijos Ej. 2 granos granos granos abrasivos libres abrasivos fijos abrasivos fijos Ej. 3 granos granos granos abrasivos libres abrasivos libres abrasivos fijos Ej. 4 granos granos granos O abrasivos fijos abrasivos libres abrasivos fijos Ej. granos granos granos O abrasivos fijos abrasivos fijos abrasivos libres Ej. 6 granos granos granos O abrasivos libres abrasivos fijos abrasivos libres 11

12 [CUADRO 1] (Continuación) Segundo paso Tercer paso de Cuarto paso de Evaluación de pulido pulido pulido Ej. 7 granos granos granos abrasivos fijos abrasivos libres abrasivos libres Comp. granos granos granos X Ej. 1 abrasivos libres abrasivos libres abrasivos libres

13 REIVINDICACIONES 1. Procedimiento de pulido para un conjunto de conector de fibra óptica múltiple (), provisto de al menos dos fibras ópticas (14), que comprende los pasos siguientes: unir al menos dos fibras ópticas (14) a un conector óptico () realizado en un material diferente al de las fibras ópticas (14), a fin de que los extremos de las fibras ópticas (14) queden expuestos desde una cara extrema (b) del conector óptico (); y pulir la cara extrema (b) del conjunto de conector () con las fibras ópticas (14) expuestas desde la cara extrema (b), presionando la cara extrema (b) contra una superficie plana de una rueda abrasiva giratoria (29) que contiene granos abrasivos fijos, bajo una carga constante, caracterizado porque se desplaza el conjunto de conector () linealmente y de manera oscilante en el sentido de la cuerda, perpendicular al sentido radial de la rueda abrasiva giratoria (29). 2. El procedimiento de pulido en la Reivindicación 1, en donde una región de movimiento oscilante del conjunto de conector de fibra óptica múltiple () se sitúaaunángulo aproximado de 90 grados respecto de la rueda abrasiva giratoria (29). 3. El procedimiento de pulido de la Reivindicación 1 o 2, en donde la rueda abrasiva (29) es una rueda adiamantada con ligante metálico. 4. El procedimiento de pulido de la Reivindicación 1 o 2, en donde la rueda abrasiva (29) es una rueda con ligante líquido formada mediante la mezcla y el endurecido de un polvo constituido, como mínimo, por uno de óxido de cerio, de aluminio, de cromo y de silicio, con un ligante líquido, de forma que el conjunto de conector de fibra óptica múltiple con la fibra óptica se pula por medio de una reacción mecanoquímica.. El procedimiento de pulido de una cualquiera de las Reivindicaciones 1 a 4, en donde el paso de pulido incluye al menos dos pasos de pulido, de los que al menos un paso de pulido comprende pulir la cara extrema (b) del conjunto de conector () con las fibras ópticas expuestas desde la misma, presionando la cara extrema (b) contra la superficie plana de la rueda abrasiva giratoria (29) que contiene granos abrasivos fijos, bajo una carga constante, y desplazando la cara extrema (b) linealmente y de manera oscilante en el sentido de la cuerda, perpendicular al sentido radial de la rueda abrasiva giratoria (29). 6. El procedimiento de pulido de la Reivindicación, en donde el último paso de pulido utiliza una rueda con ligante líquido que es un tipo de rueda de granos abrasivos fijos y otros de los pasos de pulido que, en número mínimo de dos, utilizan una rueda adiamantada con ligante metálico. 7. Aparato de pulir para un conjunto de conector de fibra óptica múltiple (), provisto de al menos dos fibras ópticas (14), que comprende: un medio de accionamiento giratorio de una rueda abrasiva (2) para montar y girar una rueda abrasiva (29); un medio de sujeción (0) para sujetar el conjunto de conector de fibra óptica múltiple (), con las fibras ópticas (14) sobresaliendo por una cara extrema (b) del conjunto de conector de fibra óptica múltiple, y enfrentado a una superficie de pulir plana de la rueda abrasiva montada en el medio de accionamiento giratorio de la rueda abrasiva (2); un medio de desplazamiento (46, 48) para permitir un movimiento relativo de la cara extrema del conjunto de conector de fibra óptica múltiple () sujeto por el medio de sujeción (0) y la superficie de pulir de la rueda abrasiva (29); y un medio de carga constante (8) para presionar la cara extrema (b) del conjunto de conector de fibra óptica múltiple (), con las fibras ópticas (14) sobresaliendo del mismo, contra la superficie plana de pulir de la rueda abrasiva giratoria (29), caracterizado por medios de guía (27) y medios de corredera (46) para desplazar el conjunto conector de fibra () en el sentido de la cuerda, perpendicular al sentido radial de la rueda abrasiva (29). 8. El aparato de pulir de la Reivindicación 7, que además comprende un medio móvil para reacondicionar (60, 62), que corrige la superficie de pulir de la rueda abrasiva, desplazándose en paralelo al 13
 del conector óptico (); y pulir la cara extrema (b) del conjunto de conector () con las fibras ópticas (14) expuestas desde la cara extrema (b), presionando la cara extrema (b) contra una")
14 sentido axial de la rueda abrasiva giratoria (29), para seccionar la superficie de pulir de la rueda abrasiva (29), y en paralelo a la superficie plana de pulir. 9. El aparato de pulir de la Reivindicación 7 u 8, en donde la rueda abrasiva es una rueda adiamantada con ligante metálico.. El aparato de pulir de la Reivindicación 7 u 8, en donde la rueda abrasiva es una rueda con ligante líquido formada mediante la mezcla y el endurecido de un polvo constituido como mínimo por uno de oxido de cerio, de aluminio, de cromo y de silicio, con un ligante líquido NOTA INFORMATIVA: Conforme a la reserva del art del Convenio de Patentes Europeas (CPE) y a la Disposición Transitoria del RD 2424/1986, de de octubre, relativo a la aplicación del Convenio de Patente Europea, las patentes europeas que designen a España y solicitadas antes del , no producirán ningún efecto en España en la medida en que confieran protección a productos químicos y farmacéuticos como tales. Esta información no prejuzga que la patente esté onoincluída en la mencionada reserva. 14

15 1
16 16

17 17

18 18

19 19

20

21 21
22 22
23 23
24 24
25 2
26 26
27 27
11 kn. de publicación: ES 2 076 749. 51 kint. Cl. 6 : B23F 15/06
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 076 749 1 kint. Cl. 6 : B23F 1/06 B23F 23/12 B23F 21/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 076 749 1 kint. Cl. 6 : B23F 1/06 B23F 23/12 B23F 21/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea:
11 knúmero de publicación: 2 127 379. 51 kint. Cl. 6 : B25J 9/04
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 127 379 51 kint. Cl. 6 : B25J 9/04 B25J 9/10 B25J 18/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 127 379 51 kint. Cl. 6 : B25J 9/04 B25J 9/10 B25J 18/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea:
11 knúmero de publicación: 2 135 795. 51 kint. Cl. 6 : B61C 17/04. k 72 Inventor/es: Barberis, Dario. k 74 Agente: Dávila Baz, Angel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 13 79 1 Int. Cl. 6 : B61C 17/04 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 971.7 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 13 79 1 Int. Cl. 6 : B61C 17/04 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 971.7 86 Fecha de presentación
11 knúmero de publicación: 2 156 216. 51 kint. Cl. 7 : A61C 8/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 16 216 1 kint. Cl. 7 : A61C 8/00 A61C 7/12 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 9936411.8
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 16 216 1 kint. Cl. 7 : A61C 8/00 A61C 7/12 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 9936411.8
k 11 N. de publicación: ES 2 027 329 k 51 Int. Cl. 5 : B28D 1/08 k 72 Inventor/es: Pittet, Guy k 74 Agente: Ungría Goiburu, Bernardo
 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 N. de publicación: ES 2 027 329 1 Int. Cl. : B28D 1/08 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 881771.9 86 Fecha de presentación
19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 N. de publicación: ES 2 027 329 1 Int. Cl. : B28D 1/08 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 881771.9 86 Fecha de presentación
11 knúmero de publicación: 2 128 845. 51 kint. Cl. 6 : B25H 1/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 128 845 51 kint. Cl. 6 : B25H 1/00 B66F 7/08 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 96909035.6
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 128 845 51 kint. Cl. 6 : B25H 1/00 B66F 7/08 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 96909035.6
11 Número de publicación: 2 256 996. 51 Int. Cl. 7 : B31B 19/74
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 26 996 1 Int. Cl. 7 : B31B 19/74 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99120740.8 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 26 996 1 Int. Cl. 7 : B31B 19/74 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99120740.8 86 Fecha de presentación
11 knúmero de publicación: 2 141 353. 51 kint. Cl. 6 : F16H 37/04. Número de solicitud europea: 95919718.7 86 kfecha de presentación : 12.05.
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 141 33 1 kint. Cl. 6 : F16H 37/04 F16H 7/02 B2J 18/00 B2J 9/ H02K 7/116 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 141 33 1 kint. Cl. 6 : F16H 37/04 F16H 7/02 B2J 18/00 B2J 9/ H02K 7/116 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número
11 knúmero de publicación: 2 153 065. 51 kint. Cl. 7 : B05C 17/02. k 72 Inventor/es: Clauss, Peter. k 74 Agente: Elzaburu Márquez, Alberto
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 13 06 1 Int. Cl. 7 : B0C 17/02 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 96112779.2 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 13 06 1 Int. Cl. 7 : B0C 17/02 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 96112779.2 86 Fecha de presentación
11 knúmero de publicación: 2 190 546. 51 kint. Cl. 7 : A46B 11/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 190 46 1 kint. Cl. 7 : A46B 11/00 F16K 1/06 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 9794997.
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 190 46 1 kint. Cl. 7 : A46B 11/00 F16K 1/06 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 9794997.
11 kn. de publicación: ES 2 082 185. 51 kint. Cl. 6 : G06K 7/10. k 72 Inventor/es: Bengtsson, Kjell. k 74 Agente: Alvarez López, Fernando
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 082 18 1 Int. Cl. 6 : G06K 7/ 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9180072.9 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 082 18 1 Int. Cl. 6 : G06K 7/ 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9180072.9 86 Fecha de presentación
ES 1 036 204 U. Número de publicación: 1 036 204 PATENTES Y MARCAS. Número de solicitud: U 9700152. Int. Cl. 6 : A63F 9/14
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 036 4 21 k Número de solicitud: U 970012 1 k Int. Cl. 6 : A63F 9/14 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 036 4 21 k Número de solicitud: U 970012 1 k Int. Cl. 6 : A63F 9/14 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
Int. Cl.: 74 Agente: Ungría López, Javier
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 361 129 1 Int. Cl.: B2J 1/00 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 96 Número de solicitud europea: 078289. 96 Fecha de
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 361 129 1 Int. Cl.: B2J 1/00 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 96 Número de solicitud europea: 078289. 96 Fecha de
11 Número de publicación: 2 208 222. 51 Int. Cl. 7 : B21J 15/04. 74 Agente: Isern Jara, Jorge
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 208 222 51 Int. Cl. 7 : B21J 15/04 B21J 15/06 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00301734.0
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 208 222 51 Int. Cl. 7 : B21J 15/04 B21J 15/06 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00301734.0
11 Número de publicación: 2 198 652. 51 Int. Cl. 7 : G01D 5/353. 74 Agente: Tavira Montes-Jovellar, Antonio
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 198 62 1 Int. Cl. 7 : G01D /33 G01L 1/24 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 98304833.1 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 198 62 1 Int. Cl. 7 : G01D /33 G01L 1/24 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 98304833.1 86 Fecha
ES 1 097 480 U ESPAÑA 11. Número de publicación: 1 097 480. Número de solicitud: 201331388 A47G 29/00 (2006.01) 03.12.2013
 03.12.2013") 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 21 Número de publicación: 1 097 480 Número de solicitud: 1331388 1 Int. CI.: A47G 29/00 (06.01) 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 21 Número de publicación: 1 097 480 Número de solicitud: 1331388 1 Int. CI.: A47G 29/00 (06.01) 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
11 knúmero de publicación: 2 146 283. 51 kint. Cl. 7 : A61B 6/14. k 72 Inventor/es: Pfeiffer, Manfred. k 74 Agente: Carpintero López, Francisco
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 146 283 1 Int. Cl. 7 : A61B 6/14 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9119680.7 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 146 283 1 Int. Cl. 7 : A61B 6/14 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9119680.7 86 Fecha de presentación
11 Número de publicación: 2 209 060. 51 Int. Cl. 7 : A63H 11/18. 72 Inventor/es: Migliorati, Sostene. 74 Agente: Curell Suñol, Marcelino
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 209 060 51 Int. Cl. 7 : A63H 11/18 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 98204123.8 86 Fecha de
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 209 060 51 Int. Cl. 7 : A63H 11/18 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 98204123.8 86 Fecha de
k 11 N. de publicación: ES 2 047 221 k 51 Int. Cl. 5 : G01R 21/133
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 047 221 k 1 Int. Cl. : G01R 21/133 G11C 7/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 90116348.
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 047 221 k 1 Int. Cl. : G01R 21/133 G11C 7/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 90116348.
11 kn. de publicación: ES 2 092 628. 51 kint. Cl. 6 : F16H 3/08
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 092 628 1 kint. Cl. 6 : F16H 3/08 A63H 31/08 //A63H 17/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 092 628 1 kint. Cl. 6 : F16H 3/08 A63H 31/08 //A63H 17/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea:
11 knúmero de publicación: 2 130 777. 51 kint. Cl. 6 : B43L 13/20
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 130 777 51 kint. Cl. 6 : B43L 13/20 B44F 7/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 96900212.0
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 130 777 51 kint. Cl. 6 : B43L 13/20 B44F 7/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 96900212.0
11 kn. de publicación: ES 2 071 398. 51 kint. Cl. 6 : B65D 8/06
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 071 398 1 kint. Cl. 6 : B6D 8/06 B21D 1/20 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 9211128.8
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 071 398 1 kint. Cl. 6 : B6D 8/06 B21D 1/20 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 9211128.8
11 knúmero de publicación: 2 134 021. 51 kint. Cl. 6 : A61M 5/32. k 73 Titular/es: NOVO NORDISK A/S. k 72 Inventor/es: Smedegaard, Jorgen K.
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 134 021 1 Int. Cl. 6 : A61M /32 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9694196.7 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 134 021 1 Int. Cl. 6 : A61M /32 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9694196.7 86 Fecha de presentación
11 kn. de publicación: ES 2 080 344. 51 kint. Cl. 6 : F02C 7/26
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 080 344 1 kint. Cl. 6 : F02C 7/26 F01D 19/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 91920661.
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 080 344 1 kint. Cl. 6 : F02C 7/26 F01D 19/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 91920661.
ES 1 055 491 U. Número de publicación: 1 055 491 PATENTES Y MARCAS. Número de solicitud: U 200302034. Int. Cl. 7 : A47F 5/13
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 055 491 21 k Número de solicitud: U 200302034 51 k Int. Cl. 7 : A47F 5/13 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 055 491 21 k Número de solicitud: U 200302034 51 k Int. Cl. 7 : A47F 5/13 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 11 N. de publicación: ES 2 054 984 k 51 Int. Cl. 5 : B26B 3/06
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 04 984 k 1 Int. Cl. : B26B 3/06 B26B 29/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 8912062.7
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 04 984 k 1 Int. Cl. : B26B 3/06 B26B 29/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 8912062.7
11 knúmero de publicación: 2 108 710. 51 kint. Cl. 6 : A61M 1/00. k 72 Inventor/es: Masaki, Nobuyuki. k 74 Agente: Carpintero López, Francisco
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 108 710 51 kint. Cl. 6 : A61M 1/00 k 12 TRADUCCION DE PATENTE EUROPEA T3 k k k k 86 Número de solicitud europea: 91900941.5
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 108 710 51 kint. Cl. 6 : A61M 1/00 k 12 TRADUCCION DE PATENTE EUROPEA T3 k k k k 86 Número de solicitud europea: 91900941.5
11 knúmero de publicación: 2 174 587. 51 kint. Cl. 7 : B29C 45/27. k 72 Inventor/es: Christen, Andreas. k 74 Agente: Isern Jara, Jorge
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 174 587 51 Int. Cl. 7 : B29C 45/27 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99900197.7 86 Fecha de
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 174 587 51 Int. Cl. 7 : B29C 45/27 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99900197.7 86 Fecha de
k 11 N. de publicación: ES 2 032 728 k 51 Int. Cl. 5 : E05F 3/10 k 72 Inventor/es: Tillmann, Horst k 74 Agente: Elzaburu Márquez, Alberto
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 032 728 1 Int. Cl. : E0F 3/10 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 91120383.4 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 032 728 1 Int. Cl. : E0F 3/10 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 91120383.4 86 Fecha de presentación
ES 1 014 579 U. Número de publicación: 1 014 579 REGISTRO DE LA PROPIEDAD INDUSTRIAL. Número de solicitud: U 9002117. Int. Cl.
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k Número de publicación: 1 014 79 21 k Número de solicitud: U 9002117 1 k Int. Cl. : B62B 9/08 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k Número de publicación: 1 014 79 21 k Número de solicitud: U 9002117 1 k Int. Cl. : B62B 9/08 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
k 11 N. de publicación: ES 2 043 178 k 51 Int. Cl. 5 : B60B 27/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 043 178 k 1 Int. Cl. : B60B 27/00 F16B 39/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 90110226.9
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 043 178 k 1 Int. Cl. : B60B 27/00 F16B 39/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 90110226.9
11 Número de publicación: 2 275 622. 51 Int. Cl.: 72 Inventor/es: Fast, Peder. 74 Agente: Isern Jara, Jorge
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 27 622 1 Int. Cl.: H04Q 7/32 (06.01) G07F 7/12 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01272427.4
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 27 622 1 Int. Cl.: H04Q 7/32 (06.01) G07F 7/12 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01272427.4
11 Número de publicación: 2 263 258. 51 Int. Cl.: 72 Inventor/es: Okabe, Shouji. 74 Agente: Sugrañes Moliné, Pedro
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 263 28 1 Int. Cl.: H04M 19/08 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9930679. 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 263 28 1 Int. Cl.: H04M 19/08 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9930679. 86 Fecha
ES 2 257 890 A1 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA. 11 Número de publicación: 2 257 890. 21 Número de solicitud: 200202551
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 257 890 21 Número de solicitud: 200202551 51 Int. Cl. 7 : F16H 29/14 12 SOLICITUD DE PATENTE A1 22 Fecha de presentación: 20.01.2005
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 257 890 21 Número de solicitud: 200202551 51 Int. Cl. 7 : F16H 29/14 12 SOLICITUD DE PATENTE A1 22 Fecha de presentación: 20.01.2005
11 knúmero de publicación: 2 147 278. 51 kint. Cl. 7 : E04D 5/10
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 147 278 1 kint. Cl. 7 : E04D /10 E04D /14 E01D 19/08 B32B 7/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número de solicitud
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 147 278 1 kint. Cl. 7 : E04D /10 E04D /14 E01D 19/08 B32B 7/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número de solicitud
11 kn. de publicación: ES 2 075 192. 51 kint. Cl. 6 : B29C 55/06
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 07 192 1 kint. Cl. 6 : B29C /06 //B29K 27/18 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 90890096.2
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 07 192 1 kint. Cl. 6 : B29C /06 //B29K 27/18 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 90890096.2
11 Número de publicación: 2 207 542. 51 Int. Cl. 7 : B23K 9/10. 72 Inventor/es: Mela, Franco. 74 Agente: Ponti Sales, Adelaida
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 207 542 51 Int. Cl. 7 : B23K 9/10 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00954462.8 86 Fecha de
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 207 542 51 Int. Cl. 7 : B23K 9/10 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00954462.8 86 Fecha de
11 knúmero de publicación: 2 194 349. 51 kint. Cl. 7 : A61F 2/06
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 194 349 1 Int. Cl. 7 : A61F 2/06 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9894340.2 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 194 349 1 Int. Cl. 7 : A61F 2/06 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9894340.2 86 Fecha de presentación:
11 knúmero de publicación: 2 182 585. 51 kint. Cl. 7 : B60C 23/04. k 72 Inventor/es: Delaporte, Françis
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 182 8 1 Int. Cl. 7 : BC 23/04 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9999471.6 86 Fecha de presentación:.12.1999
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 182 8 1 Int. Cl. 7 : BC 23/04 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9999471.6 86 Fecha de presentación:.12.1999
Int. Cl.: 72 Inventor/es: Ortubai Balanzategui, Kristina. 74 Agente: Carvajal y Urquijo, Isabel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 279 19 1 Int. Cl.: A63F 3/00 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0378144.4 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 279 19 1 Int. Cl.: A63F 3/00 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0378144.4 86 Fecha
11 knúmero de publicación: 2 150 799. 51 kint. Cl. 7 : B65G 1/02
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 799 1 kint. Cl. 7 : B6G 1/02 A47B 47/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 98221.0 86
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 799 1 kint. Cl. 7 : B6G 1/02 A47B 47/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 98221.0 86
k 11 N. de publicación: ES 2 037 551 k 51 Int. Cl. 5 : A47L 15/48 k 72 Inventor/es: Dygve, Hans Gustav Elof k 74 Agente: Elzaburu Márquez, Alberto
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 037 1 1 Int. Cl. : A47L 1/48 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9080021.8 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 037 1 1 Int. Cl. : A47L 1/48 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9080021.8 86 Fecha de presentación
Int. Cl.: 72 Inventor/es: Orr, Bruce, Francis. 74 Agente: Elzaburu Márquez, Alberto
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 313 901 51 Int. Cl.: H04M 11/06 (2006.01) H04L 27/26 (2006.01) H04L 27/00 (2006.01) H03K 17/30 (2006.01) H03K 17/68 (2006.01)
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 313 901 51 Int. Cl.: H04M 11/06 (2006.01) H04L 27/26 (2006.01) H04L 27/00 (2006.01) H03K 17/30 (2006.01) H03K 17/68 (2006.01)
11 knúmero de publicación: 2 141 193. 51 kint. Cl. 6 : B42F 11/02
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 141 193 1 Int. Cl. 6 : B42F 11/02 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 94201617.1 86 Fecha de
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 141 193 1 Int. Cl. 6 : B42F 11/02 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 94201617.1 86 Fecha de
B23K 23/00 //E01B 29/42 B60M 5/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k N. de publicación: ES 2 036 42 21 k Número de solicitud: 91412 1 k Int. Cl. : H01R 4/02 B23K 23/00 //E01B 29/42 BM /00 k 12 SOLICITUD DE PATENTE A2
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k N. de publicación: ES 2 036 42 21 k Número de solicitud: 91412 1 k Int. Cl. : H01R 4/02 B23K 23/00 //E01B 29/42 BM /00 k 12 SOLICITUD DE PATENTE A2
11 knúmero de publicación: 2 111 939. 51 kint. Cl. 6 : A01K 63/00. k 72 Inventor/es: Tran, Ngoc-Anh. k 74 Agente: Morgades Manonelles, Juan Antonio
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 111 939 1 Int. Cl. 6 : A01K 63/00 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9492018.1 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 111 939 1 Int. Cl. 6 : A01K 63/00 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9492018.1 86 Fecha de presentación
11 kn. de publicación: ES 2 061 330. 51 kint. Cl. 5 : B25J 17/02
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 061 330 1 kint. Cl. : B2J 17/02 B2J 9/10 B2J 19/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 92830099.
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 061 330 1 kint. Cl. : B2J 17/02 B2J 9/10 B2J 19/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 92830099.
11 knúmero de publicación: 2 163 415. 51 kint. Cl. 7 : B01D 39/18
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 163 41 1 kint. Cl. 7 : B01D 39/18 B01D 39/08 B01D 39/16 A47L 9/14 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número de solicitud
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 163 41 1 kint. Cl. 7 : B01D 39/18 B01D 39/08 B01D 39/16 A47L 9/14 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número de solicitud
11 Número de publicación: 2 321 587. 51 Int. Cl.: 72 Inventor/es: Kunigita, Hisayuki. 74 Agente: Elzaburu Márquez, Alberto
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 321 587 51 Int. Cl.: G06T 11/60 (2006.01) G06T 15/00 (2006.01) G06Q 30/00 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 96 Número
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 321 587 51 Int. Cl.: G06T 11/60 (2006.01) G06T 15/00 (2006.01) G06Q 30/00 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 96 Número
51 Int. CI.: G01P 5/01 F03D 7/00 F03D 11/00 TRADUCCIÓN DE PATENTE EUROPEA. 96 Número de solicitud europea: 08012067.8
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 38 310 1 Int. CI.: G01P /01 F03D 7/00 F03D 11/00 (2006.01) (2006.01) (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA 96 Número de
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 38 310 1 Int. CI.: G01P /01 F03D 7/00 F03D 11/00 (2006.01) (2006.01) (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA 96 Número de
k 11 N. de publicación: ES 2 042 302 k 51 Int. Cl. 5 : A62B 18/10 k 72 Inventor/es: Harrison, Brian, H. y k 74 Agente: Ungría Goiburu, Bernardo
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 042 302 1 Int. Cl. : A62B 18/10 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 90909602.6 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 042 302 1 Int. Cl. : A62B 18/10 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 90909602.6 86 Fecha de presentación
Int. Cl. 5 : A63B 27/00. k 71 Solicitante/s: Postes Nervión, S.A. k 72 Inventor/es: Valladares González, Miguel
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k Número de publicación: 1 019 937 21 k Número de solicitud: U 9200102 1 k Int. Cl. : A63B 27/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k Número de publicación: 1 019 937 21 k Número de solicitud: U 9200102 1 k Int. Cl. : A63B 27/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
Int. Cl. 5 : A61C 13/20. 22 kfecha de presentación: 08.07.94 71 k Solicitante/s: Regent Limited P.O. Box, 1170 Georgetown Gran Caimán, KY
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 028 1 21 k Número de solicitud: U 9401907 1 k Int. Cl. : A61C 13/20 A61C 8/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U 22 kfecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 028 1 21 k Número de solicitud: U 9401907 1 k Int. Cl. : A61C 13/20 A61C 8/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U 22 kfecha
11 Número de publicación: 2 213 348. 51 Int. Cl. 7 : H04Q 7/38. 72 Inventor/es: Longhi, Patrice. 74 Agente: Tavira Montes-Jovellar, Antonio
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 213 348 1 Int. Cl. 7 : H04Q 7/38 H04K 3/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9990163. 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 213 348 1 Int. Cl. 7 : H04Q 7/38 H04K 3/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9990163. 86 Fecha
11 knúmero de publicación: 2 148 850. 51 kint. Cl. 7 : A62C 13/64
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 148 80 1 kint. Cl. 7 : A62C 13/64 A62C 13/72 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 971877.
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 148 80 1 kint. Cl. 7 : A62C 13/64 A62C 13/72 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 971877.
51 Int. CI.: H04W 4/12 (2009.01) TRADUCCIÓN DE PATENTE EUROPEA
 TRADUCCIÓN DE PATENTE EUROPEA") 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 466 64 1 Int. CI.: H04W 4/18 (09.01) H04W 4/12 (09.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 96 Fecha de presentación y número
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 466 64 1 Int. CI.: H04W 4/18 (09.01) H04W 4/12 (09.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 96 Fecha de presentación y número
ES 1 039 656 U. Número de publicación: 1 039 656 PATENTES Y MARCAS. Número de solicitud: U 9800581. Int. Cl. 6 : B65D 61/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 039 66 21 k Número de solicitud: U 980081 1 k Int. Cl. 6 : B6D 61/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 039 66 21 k Número de solicitud: U 980081 1 k Int. Cl. 6 : B6D 61/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
REGISTRO DE LA PROPIEDAD INDUSTRIAL. 44-1 Hatagaya 2- Chome, Shibuya-Ku, JP 01.03.89
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 005 353 k 21 Número de solicitud: 8702772 k 51 Int. Cl. 4 : A61B 5/02 k 12 PATENTEDEINVENCION A6 k 22 Fecha de presentación:
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 005 353 k 21 Número de solicitud: 8702772 k 51 Int. Cl. 4 : A61B 5/02 k 12 PATENTEDEINVENCION A6 k 22 Fecha de presentación:
11 Número de publicación: 2 290 597. 51 Int. Cl.: 74 Agente: Carpintero López, Francisco
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 290 97 1 Int. Cl.: H01Q 1/2 (06.01) H01Q /00 (06.01) H01Q 21/ (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 290 97 1 Int. Cl.: H01Q 1/2 (06.01) H01Q /00 (06.01) H01Q 21/ (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud
11 knúmero de publicación: 2 154 731. 51 kint. Cl. 7 : G01B 21/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 14 731 1 kint. Cl. 7 : G01B 21/00 G01B /00 B21D 1/12 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 14 731 1 kint. Cl. 7 : G01B 21/00 G01B /00 B21D 1/12 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea:
11 knúmero de publicación: 2 123 095. 51 kint. Cl. 6 : A63F 3/06. k 72 Inventor/es: Behm, William Frederick y. k 74 Agente: Curell Suñol, Marcelino
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 123 09 1 Int. Cl. 6 : A63F 3/06 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 942827.4 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 123 09 1 Int. Cl. 6 : A63F 3/06 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 942827.4 86 Fecha de presentación
11 knúmero de publicación: 2 159 178. 51 kint. Cl. 7 : B65D 19/42
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 19 178 1 kint. Cl. 7 : B6D 19/42 B60B 33/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 98909368.7
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 19 178 1 kint. Cl. 7 : B6D 19/42 B60B 33/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 98909368.7
Int. Cl. 7 : A63H 29/22
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 177 43 21 k Número de solicitud: 20000293 1 k Int. Cl. 7 : A63H 29/22 A63H 17/26 A63H 18/12 k 12 SOLICITUD DE PATENTE A1
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 177 43 21 k Número de solicitud: 20000293 1 k Int. Cl. 7 : A63H 29/22 A63H 17/26 A63H 18/12 k 12 SOLICITUD DE PATENTE A1
11 Número de publicación: 2 255 031. 51 Int. Cl.: 72 Inventor/es: Lee, Henry. 74 Agente: Zea Checa, Bernabé
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 255 031 51 Int. Cl.: A45B 3/04 (2006.01) A45B 23/00 (2006.01) F21V 33/00 (2006.01) F21S 4/00 (2006.01) F21V 21/088 (2006.01)
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 255 031 51 Int. Cl.: A45B 3/04 (2006.01) A45B 23/00 (2006.01) F21V 33/00 (2006.01) F21S 4/00 (2006.01) F21V 21/088 (2006.01)
Int. Cl. 7 : A01G 25/02
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 184 605 21 k Número de solicitud: 200100858 51 k Int. Cl. 7 : A01G 25/02 A01G 25/06 k 12 SOLICITUD DE PATENTE A1 22 kfecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 184 605 21 k Número de solicitud: 200100858 51 k Int. Cl. 7 : A01G 25/02 A01G 25/06 k 12 SOLICITUD DE PATENTE A1 22 kfecha
11 Número de publicación: 2 235 757. 51 Int. Cl. 7 : B21D 43/05. 74 Agente: Carvajal y Urquijo, Isabel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 235 757 51 Int. Cl. 7 : B21D 43/05 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00128237.5 86 Fecha de
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 235 757 51 Int. Cl. 7 : B21D 43/05 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00128237.5 86 Fecha de
11 knúmero de publicación: 2 163 122. 51 kint. Cl. 7 : B23K 26/12. k 72 Inventor/es: Faerber, Mark. k 74 Agente: Carpintero López, Francisco
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 163 122 1 Int. Cl. 7 : B23K 26/12 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9790148.9 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 163 122 1 Int. Cl. 7 : B23K 26/12 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9790148.9 86 Fecha de presentación:
ES 1 055 325 U. Número de publicación: 1 055 325 PATENTES Y MARCAS. Número de solicitud: U 200301198. Int. Cl. 7 : B60C 29/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 0 32 21 k Número de solicitud: U 01198 1 k Int. Cl. 7 : BC 29/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 0 32 21 k Número de solicitud: U 01198 1 k Int. Cl. 7 : BC 29/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
ES 1 052 740 U. Número de publicación: 1 052 740 PATENTES Y MARCAS. Número de solicitud: U 200202152. Int. Cl. 7 : A47L 15/42
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 02 740 21 k Número de solicitud: U 20020212 1 k Int. Cl. 7 : A47L 1/42 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 02 740 21 k Número de solicitud: U 20020212 1 k Int. Cl. 7 : A47L 1/42 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
ES 1 052 253 U. Número de publicación: 1 052 253 PATENTES Y MARCAS. Número de solicitud: U 200201055. Int. Cl. 7 : B60R 11/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 02 23 21 k Número de solicitud: U 2002010 1 k Int. Cl. 7 : B60R 11/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 02 23 21 k Número de solicitud: U 2002010 1 k Int. Cl. 7 : B60R 11/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
11 Número de publicación: 2 232 572. 51 Int. Cl. 7 : B23Q 17/00. 72 Inventor/es: Desmoulins, Marcel. 74 Agente: Urizar Anasagasti, José Antonio
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 232 72 1 Int. Cl. 7 : B23Q 17/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01400203.4 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 232 72 1 Int. Cl. 7 : B23Q 17/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01400203.4 86 Fecha de presentación:
11 kn. de publicación: ES 2 083 260. 51 kint. Cl. 6 : A47C 31/02
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 083 2 1 Int. Cl. 6 : A47C 31/02 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 93097.4 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 083 2 1 Int. Cl. 6 : A47C 31/02 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 93097.4 86 Fecha de presentación
Int. Cl. 6 : F16C 11/04
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 133 06 21 k Número de solicitud: 9601130 1 k Int. Cl. 6 : F16C 11/04 A61G 7/002 k 12 SOLICITUD DE PATENTE A1 22 kfecha de
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 133 06 21 k Número de solicitud: 9601130 1 k Int. Cl. 6 : F16C 11/04 A61G 7/002 k 12 SOLICITUD DE PATENTE A1 22 kfecha de
11 Número de publicación: 2 294 085. 51 Int. Cl.: 72 Inventor/es: Sasaki, Yoshiyuki. 74 Agente: Sugrañes Moliné, Pedro
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 294 085 51 Int. Cl.: G11B 20/12 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 02255236.8 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 294 085 51 Int. Cl.: G11B 20/12 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 02255236.8 86 Fecha
11 Número de publicación: 2 200 458. 51 Int. Cl. 7 : B42D 15/02. 72 Inventor/es: Ziggel, Carsten. 74 Agente: Roeb Diaz-Álvarez, Maria
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 0 48 1 Int. Cl. 7 : B42D 1/02 G11B 7/24 G11B 23/ 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud: 991239.2 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 0 48 1 Int. Cl. 7 : B42D 1/02 G11B 7/24 G11B 23/ 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud: 991239.2 86 Fecha
11 knúmero de publicación: 2 155 862. 51 kint. Cl. 7 : A47B 9/20
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 1 862 1 kint. Cl. 7 : A47B 9/20 A47B 17/03 A47B 9/04 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 1 862 1 kint. Cl. 7 : A47B 9/20 A47B 17/03 A47B 9/04 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea:
ES 1 012 901 U. Número de publicación: 1 012 901 REGISTRO DE LA PROPIEDAD INDUSTRIAL. Número de solicitud: U 9000385. Int. Cl.
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k Número de publicación: 1 012 901 21 k Número de solicitud: U 900038 1 k Int. Cl. : A47B 96/14 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k Número de publicación: 1 012 901 21 k Número de solicitud: U 900038 1 k Int. Cl. : A47B 96/14 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
Estos elementos mecánicos suelen ir montados sobre los ejes de transmisión, que son piezas cilíndricas sobre las cuales se colocan los mecanismos.
 MECANISMOS A. Introducción. Un mecanismo es un dispositivo que transforma el movimiento producido por un elemento motriz (fuerza de entrada) en un movimiento deseado de salida (fuerza de salida) llamado
MECANISMOS A. Introducción. Un mecanismo es un dispositivo que transforma el movimiento producido por un elemento motriz (fuerza de entrada) en un movimiento deseado de salida (fuerza de salida) llamado
Las aplicaciones hidráulicas son clasificadas básicamente en : Aplicaciones estacionarias y Aplicaciones móviles.
 1. Hidráulica. En los modernos centros de producción y fabricación, se emplean los sistemas hidráulicos, estos producen fuerzas y movimientos mediante fluidos sometidos a presión. La gran cantidad de campos
1. Hidráulica. En los modernos centros de producción y fabricación, se emplean los sistemas hidráulicos, estos producen fuerzas y movimientos mediante fluidos sometidos a presión. La gran cantidad de campos
11 knúmero de publicación: 2 164 289. 51 kint. Cl. 7 : A62C 13/66. k 72 Inventor/es: Neumeir, Anton. k 74 Agente: Botella Reyna, Antonio
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 164 289 1 kint. Cl. 7 : A62C 13/66 k 12 TRADUCCION DE PATENTE EUROPEA T3 k k k k 86 Número de solicitud europea: 97119016.0
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 164 289 1 kint. Cl. 7 : A62C 13/66 k 12 TRADUCCION DE PATENTE EUROPEA T3 k k k k 86 Número de solicitud europea: 97119016.0
11 kn. de publicación: ES 2 077 899. 51 kint. Cl. 6 : B60F 1/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 077 899 51 kint. Cl. 6 : B60F 1/00 B61J 1/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 92104157.0
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 077 899 51 kint. Cl. 6 : B60F 1/00 B61J 1/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 92104157.0
Int. Cl. 6 : A47L 15/48. 22 kfecha de presentación: 22.01.98 71 k Solicitante/s: Electrolux Zanussi S.p.A. Via Giardini Cattaneo 3 33170 Pordenone, IT
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 039 277 21 k Número de solicitud: U 9800169 1 k Int. Cl. 6 : A47L 1/48 A47L 19/04 k 12 SOLICITUD DE MODELO DE UTILIDAD U
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 039 277 21 k Número de solicitud: U 9800169 1 k Int. Cl. 6 : A47L 1/48 A47L 19/04 k 12 SOLICITUD DE MODELO DE UTILIDAD U
11 Número de publicación: 2 254 098. 51 Int. Cl. 7 : A61G 5/06. 72 Inventor/es: Koch, Michael. 74 Agente: Carpintero López, Francisco
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 24 098 1 Int. Cl. 7 : A61G /06 B62B /02 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00121714.0 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 24 098 1 Int. Cl. 7 : A61G /06 B62B /02 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00121714.0 86 Fecha
Int. Cl. 6 : B42F 21/06
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 039 689 21 k Número de solicitud: U 9800644 1 k Int. Cl. 6 : B42F 21/06 B42F 21/04 B42F 21/00 k 12 SOLICITUD DE MODELO DE
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 039 689 21 k Número de solicitud: U 9800644 1 k Int. Cl. 6 : B42F 21/06 B42F 21/04 B42F 21/00 k 12 SOLICITUD DE MODELO DE
11 knúmero de publicación: 2 176 384. 51 kint. Cl. 7 : A41G 3/00. k 72 Inventor/es: Ragazzi, Cesare. k 74 Agente: Ponti Sales, Adelaida
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 176 384 1 Int. Cl. 7 : A41G 3/00 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 96114776.6 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 176 384 1 Int. Cl. 7 : A41G 3/00 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 96114776.6 86 Fecha de presentación:
11 Número de publicación: 2 214 889. 51 Int. Cl. 7 : A45C 13/18. 72 Inventor/es: Haller, Hubert. 74 Agente: Lehmann Novo, María Isabel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 214 889 51 Int. Cl. 7 : A45C 13/18 E05G 1/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99948973.5 86
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 214 889 51 Int. Cl. 7 : A45C 13/18 E05G 1/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99948973.5 86
Int. Cl. 6 : B23C 1/08. 22 kfecha de presentación: 22.07.94 71 k Solicitante/s: Noran S.L. C. Saconi, 18 Arriegas Erandio, Vizcaya, ES
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 118 016 21 k Número de solicitud: 9401634 1 k Int. Cl. 6 : B23C 1/08 B23C 1/16 B23Q 3/10 k 12 SOLICITUD DE PATENTE A1 22
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 118 016 21 k Número de solicitud: 9401634 1 k Int. Cl. 6 : B23C 1/08 B23C 1/16 B23Q 3/10 k 12 SOLICITUD DE PATENTE A1 22
ES 1 039 252 U. Número de publicación: 1 039 252 PATENTES Y MARCAS. Número de solicitud: U 9800125. Int. Cl. 6 : A01K 97/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 039 22 21 k Número de solicitud: U 980012 1 k Int. Cl. 6 : A01K 97/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 039 22 21 k Número de solicitud: U 980012 1 k Int. Cl. 6 : A01K 97/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
k 11 N. de publicación: ES 2 012 398 k 51 Int. Cl. 4 : A61F 2/34 k 72 Inventor/es: Demeulenaere, Claude k 74 Agente: Buceta Facorro, Luís
 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 N. de publicación: ES 2 012 398 51 Int. Cl. 4 : A61F 2/34 12 TRADUCCION DE PATENTE EUROPEA B3 86 Número de solicitud europea : 87400737.0 86 Fecha de presentación
19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 N. de publicación: ES 2 012 398 51 Int. Cl. 4 : A61F 2/34 12 TRADUCCION DE PATENTE EUROPEA B3 86 Número de solicitud europea : 87400737.0 86 Fecha de presentación
11 knúmero de publicación: 2 171 369. 51 kint. Cl. 6 : A61B 17/20
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 171 369 1 kint. Cl. 6 : A61B 17/20 12 k TRADUCCION DE REIVINDICACIONES DE SOLICITUD T1 DE PATENTE EUROPEA 86 k Número de solicitud
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 171 369 1 kint. Cl. 6 : A61B 17/20 12 k TRADUCCION DE REIVINDICACIONES DE SOLICITUD T1 DE PATENTE EUROPEA 86 k Número de solicitud
Int. Cl. 5 : B66F 11/04. 22 kfecha de presentación: 12.03.90 73 k Titular/es: Mariano Marti Solé Avinguda Catalunya, s/n 25660 Alcoletge, Lerida, ES
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k N. de publicación: ES 2 020 884 21 k Número de solicitud: 9000741 1 k Int. Cl. : B66F 11/04 //A01D 46/00 k 12 PATENTEDEINVENCION A6 22 kfecha de presentación:
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k N. de publicación: ES 2 020 884 21 k Número de solicitud: 9000741 1 k Int. Cl. : B66F 11/04 //A01D 46/00 k 12 PATENTEDEINVENCION A6 22 kfecha de presentación:
ES 2 147 081 A1 B22C 13/00. Número de publicación: 2 147 081 PATENTES Y MARCAS. Número de solicitud: 009700998. Int. Cl. 7 : B22C 9/00 16.08.
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 147 081 21 k Número de solicitud: 009700998 51 k Int. Cl. 7 : B22C 9/00 B22C 13/00 k 12 SOLICITUD DE PATENTE A1 22 kfecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 147 081 21 k Número de solicitud: 009700998 51 k Int. Cl. 7 : B22C 9/00 B22C 13/00 k 12 SOLICITUD DE PATENTE A1 22 kfecha
ES 1 050 810 U. Número de publicación: 1 050 810 PATENTES Y MARCAS. Número de solicitud: U 200103091. Int. Cl. 7 : A61D 19/02
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 00 8 21 k Número de solicitud: U 091 1 k Int. Cl. 7 : A61D 19/02 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 00 8 21 k Número de solicitud: U 091 1 k Int. Cl. 7 : A61D 19/02 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
Int. Cl. 7 : B23Q 5/04. 22 kfecha de presentación: 21.05.1997 71 k Solicitante/s: DANOBAT, S.Coop. Arriaga Kalea, 21 20870 Elgoibar, Guipúzcoa, ES
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 151 348 21 k Número de solicitud: 009701091 51 k Int. Cl. 7 : B23Q 5/04 F16H 57/02 k 12 SOLICITUD DE PATENTE A1 22 kfecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 151 348 21 k Número de solicitud: 009701091 51 k Int. Cl. 7 : B23Q 5/04 F16H 57/02 k 12 SOLICITUD DE PATENTE A1 22 kfecha
Int. Cl.: 72 Inventor/es: Meier, Reinhold. 74 Agente: Roeb Díaz-Álvarez, María
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 322 3 1 Int. Cl.: B23K 26/34 (06.01) F16J 1/44 (06.01) F01D 11/12 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 96 Número de solicitud
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 322 3 1 Int. Cl.: B23K 26/34 (06.01) F16J 1/44 (06.01) F01D 11/12 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 96 Número de solicitud
k 11 N. de publicación: ES 2 046 714 k 51 Int. Cl. 5 : B60C 5/08 k 72 Inventor/es: Sicard, Alain k 74 Agente: Esteban Pérez-Serrano, M ā Isabel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 046 714 1 Int. Cl. : BC /08 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 900164.1 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 046 714 1 Int. Cl. : BC /08 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 900164.1 86 Fecha de presentación
k 11 N. de publicación: ES 2 030 155 k 51 Int. Cl. 5 : A61G 15/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 0 1 k 1 Int. Cl. : A61G 1/00 A61B 19/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 881222.2 86
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 0 1 k 1 Int. Cl. : A61G 1/00 A61B 19/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 881222.2 86
ES 1 007 640 U. Número de publicación: 1 007 640 REGISTRO DE LA PROPIEDAD INDUSTRIAL. Número de solicitud: U 8802820. Int. Cl.
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k Número de publicación: 1 007 6 21 k Número de solicitud: U 88028 1 k Int. Cl. 4 : B42D 1/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k Número de publicación: 1 007 6 21 k Número de solicitud: U 88028 1 k Int. Cl. 4 : B42D 1/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
OPERACIONES EN RÉGIMEN DE COMPUESTA
 OPERACIONES EN RÉGIMEN DE COMPUESTA Las operaciones en régimen de compuesta se caracterizan porque los intereses, a diferencia de lo que ocurre en régimen de simple, a medida que se van generando pasan
OPERACIONES EN RÉGIMEN DE COMPUESTA Las operaciones en régimen de compuesta se caracterizan porque los intereses, a diferencia de lo que ocurre en régimen de simple, a medida que se van generando pasan
k 11 N. de publicación: ES 2 012 852 k 21 Número de solicitud: 8802912 k 51 Int. Cl. 4 : G07F 17/32 k 73 Titular/es: Ainsworth Nominees Pty.
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 012 852 k 21 Número de solicitud: 8802912 k 51 Int. Cl. 4 : G07F 17/32 k 12 PATENTEDEINVENCION A6 k 22 Fecha de presentación:
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 012 852 k 21 Número de solicitud: 8802912 k 51 Int. Cl. 4 : G07F 17/32 k 12 PATENTEDEINVENCION A6 k 22 Fecha de presentación: