Proyecto Tecnología ~ Pablo Vitale 2016 UNMdP
|
|
|
- Inés Torres Valenzuela
- hace 5 años
- Vistas:
Transcripción



1 1
 - Introducción")
2 - Objetivo: - Ejemplificar metodología de cálculo en operaciones de fresado. - Alcance: - Optimización de fresado mediante condiciones optimas de corte, revisión de bibliografía digital y/o impresa (AB Sandvik Coromant; Iscar) - Introducción : - Caso de estudio y ejemplo de mecanizado: Pieza prismática con sobre espesor 2,5mm 2

3 Ejemplo: acero SAE 1020 Pieza Terminada 3
4 A partir del croquis y la función de la pieza: Secuencia de operaciones: Se eligen: máquinas, herramientas, dispositivos de posicionado y sujeción, material de partida comercial y condiciones de corte Se definen: operaciones a seguir para obtener la pieza, incluido control dimensional final, tiempos parciales por operación y tiempo total unitario por pieza Acabado: se debe dejar sobre-espesor en operación de desbaste Controles de medida: cuando? Desbaste: medida esta próxima a final Acabado: luego de cada pasada Control final antes de desmontar la pieza 4
 max Máxima potencia disponible Kc")
5 Optimización del mecanizado Criterios: (nomenclatura de SANDVIK) Tolerancia dimensional y acabado superficial requeridos Duración económica el filo Máximo caudal de viruta en desbaste: U max = (ae x ap x vf ) max Máxima potencia disponible Kc mínimo 5


6 Planificación: 1- Tipo de operación y método. Planeado, contorneado y ranurado. 2- Máquina. Fresadora de eje vertical. Potencia 2HP. RPM 115 a Avance 24 a 402 mm/min. 3- Tipo de fresa. I - Planear. II Ranurar y contornear. 4- Condiciones de corte. Recomendaciones de Sandvik digital: p143/358 Manual Sandvik-Tech-Inf 6


7 Planificación: 3- Tipo de fresa. Planear. Ranurar y contornear. 7


8 Manual complementario: Sandvik digital : rotating_tools_2015_es (p58/1500) 8

9 - Planeado, primera elección: Recomendación de Sandvik (Sandvik-Tech-Inf _p159/358) 9


 y")
10 Planeado, primera elección: Nomenclatura ISO (Sandvik rotating_tools_2015_es 1- Selección de herramienta (p58/1500) y (p 82/1500) p1462/1500) 10

 y (SRT-2015 p")
11 Planeado, primera elección: Nomenclatura ISO (Sandvik rotating_tools_2015_es p1462/1500) 2- Selección de plaquita de corte (S tech-inf p304/358) y (SRT-2015 p 79/1500) 11


12 Datos de corte: 3- SRT-2015 p (502/1500) Empañe grande: ae / Dc = 0,8 12
13 Datos de corte: 3- SRT-2015 p (526/1500) 13

14 Potencia requerida en el corte 14


15 - Definiciones: 15
16 - Metodología de cálculo propuesta: Comenzar como primera aproximación por valores recomendados por Sandvik para fz y Vc. - Seleccionamos fz = 0,24mm/z. - Si kr = 45 entonces hmx = fz x 0,707 - Si kr = 90 entonces hmx = fz - Vc = para hmx = 0,05 0,1 0,2 - Vida de herramienta de 15min 16
17 - Metodología de cálculo propuesta: - Velocidad de husillo = 1114 RPM para Vc 280m/min Fresadora tiene saltos discretos de velocidad, elijo una menor. Husillo vertical: AB = 875 RPM - Avance de la mesa = Zn x RPM x fz = 1260 Avance máximo real es de 402mm/min. Entonces recalculo para ese avance. fz = 0,077mm/z. Esta dentro del rango recomendado por Sandvik. 17
 - Con todos los datos obtenidos y la corrección de kc por fz, considerando la máxima profundidad axial y radial de corte (ae= 64mm y ap= 2mm) se")
18 - Con las RPM puedo recalcular mediante Taylor la vida de la herramienta. (cerca de 60min) - Con todos los datos obtenidos y la corrección de kc por fz, considerando la máxima profundidad axial y radial de corte (ae= 64mm y ap= 2mm) se obtiene la potencia requerida en el corte. - Pc = 1,409Kw - Potencia disponible 1,5kW (cumple) 18
19 Qué sucede si no alcanza la potencia requerida? - Cambiar parámetros: - Reducir fz al mínimo recomendado por fabricante. - Reducir el avance de la mesa - Reducir las RPM - Reducir profundidad - Reducir el empañe - Utilizar una fresa de menor tamaño - Iterar. Verificar que las condiciones de corte, se corresponden con los criterios de corte recomendados por el fabricante (terminación, vida de herramienta 19

20 20
Tecnología de la Fabricación ~ Industrial / Electromecánica UNMdP
 1 TP N 4. Hoja de procesos. TORNO 1. Selección de herramientas (repaso) 2. Secuencia de operaciones 3. Tiempos de mecanizado 4. Costos directos 5. Hoja de procesos 2 Materiales comunes de herramientas:
1 TP N 4. Hoja de procesos. TORNO 1. Selección de herramientas (repaso) 2. Secuencia de operaciones 3. Tiempos de mecanizado 4. Costos directos 5. Hoja de procesos 2 Materiales comunes de herramientas:
TECNOLOGÍA MECANICA I 2017
 TECNOLOGÍA MECANICA I 2017 Informe TP N o 7. Continuación Tema: Fresado: Hoja de instrucciones Comisión Nº Apellido y nombre Mat. N o Fecha de corrección:././. Docente Revisor: Calificación: Observaciones:
TECNOLOGÍA MECANICA I 2017 Informe TP N o 7. Continuación Tema: Fresado: Hoja de instrucciones Comisión Nº Apellido y nombre Mat. N o Fecha de corrección:././. Docente Revisor: Calificación: Observaciones:
PROFUNDIDAD DE CORTE (ap) mm. CONTACTO DE TRABAJO (ae) mm
 mm. CONTACTO DE TRABAJO (ae) mm") MATERIAL DE LA PIEZA ESTANDAR NACIONAL : AISI/ SAE DENOMINACION 1020 DUREZA :125 : 135HB RESISTENCIA A LA TRACCION laminado simple 456,9 N/mm², normalizado 449 N/mm², recocido 400,7 N/mm² CALIDAD COROMANT:
MATERIAL DE LA PIEZA ESTANDAR NACIONAL : AISI/ SAE DENOMINACION 1020 DUREZA :125 : 135HB RESISTENCIA A LA TRACCION laminado simple 456,9 N/mm², normalizado 449 N/mm², recocido 400,7 N/mm² CALIDAD COROMANT:
16. Proceso de fresado
 16. Proceso de fresado El proceso de fresado Proceso de arranque de material que se obtiene mediante la traslación de una herramienta multifilo mientras gira alrededor de su eje. Proceso muy extendido,
16. Proceso de fresado El proceso de fresado Proceso de arranque de material que se obtiene mediante la traslación de una herramienta multifilo mientras gira alrededor de su eje. Proceso muy extendido,
MECANIZADO POR CNC. Aseguramiento de la tolerancia dimensional y del acabado superficial
 MECANIZADO POR CNC Aseguramiento de la tolerancia dimensional y del acabado superficial Aspectos relacionados: 1. Las características de la máquina y la herramienta. 2. Las funciones del control 3. Programación
MECANIZADO POR CNC Aseguramiento de la tolerancia dimensional y del acabado superficial Aspectos relacionados: 1. Las características de la máquina y la herramienta. 2. Las funciones del control 3. Programación
Profesor: Richard Ayacura Castillo
 PROCESOS DE FABRICACIÓN FRESADO Profesor: Richard Ayacura Castillo LICEO INDUSTRIAL VICENTE PEREZ ROSALES DEPARTAMENTO DE MECANICA INDUSTRIAL FRESADO 1. Introducción, movimientos. 2. Partes de la fresadora.
PROCESOS DE FABRICACIÓN FRESADO Profesor: Richard Ayacura Castillo LICEO INDUSTRIAL VICENTE PEREZ ROSALES DEPARTAMENTO DE MECANICA INDUSTRIAL FRESADO 1. Introducción, movimientos. 2. Partes de la fresadora.
PROBLEMAS DE FABRICACIÓN: MECANIZADO
 En una operación de mecanizado que se aproxima por el modelo de corte ortogonal, la herramienta de corte tiene un ángulo de ataque de 10ºC. El espesor de la viruta antes del corte es de 0.05 mm y después
En una operación de mecanizado que se aproxima por el modelo de corte ortogonal, la herramienta de corte tiene un ángulo de ataque de 10ºC. El espesor de la viruta antes del corte es de 0.05 mm y después
OPTIMIZACION DEL FRESADO
 OPTIMIZACION DEL FRESADO Elección de la fresa y condiciones de corte óptimas Previo análisis del efecto de algunas de las variables del proceso Geometría del corte Tipo de fresado Tipo de fresa Ángulos
OPTIMIZACION DEL FRESADO Elección de la fresa y condiciones de corte óptimas Previo análisis del efecto de algunas de las variables del proceso Geometría del corte Tipo de fresado Tipo de fresa Ángulos
"WORKSHOP OF TECHINAL MACHINING"
 "WORKSHOP OF TECHINAL MACHINING" Jornada Técnica para el aumento de la productividad en el mecanizado Datos técnicos de las herramientas Datos técnicos de las herramientas LA REALIZACIÓN DE LAS PIEZAS
"WORKSHOP OF TECHINAL MACHINING" Jornada Técnica para el aumento de la productividad en el mecanizado Datos técnicos de las herramientas Datos técnicos de las herramientas LA REALIZACIÓN DE LAS PIEZAS
CARRERA HACIA UNA MAYOR PRODUCCIÓN
 CARRERA HACIA UA AYOR RODUCCIÓ La serie OTIU está diseñada para ofrecer altos rendimientos con costes reducidos. El nuevo diseño de la arista de corte proporciona un mecanizado sin vibraciones, para una
CARRERA HACIA UA AYOR RODUCCIÓ La serie OTIU está diseñada para ofrecer altos rendimientos con costes reducidos. El nuevo diseño de la arista de corte proporciona un mecanizado sin vibraciones, para una
OPTIMIZACIÓN DEL MECANIZADO
 OPTIMIZACIÓN DEL MECANIZADO Tomando como base TEORÍA DEL CORTE y las variables que afectan LA MAQUINABILIDAD SOLUCIONES PRÁCTICAS para determinar las CONDICIONES DE CORTE ÓPTIMAS PIEZAS CON LA CALIDAD
OPTIMIZACIÓN DEL MECANIZADO Tomando como base TEORÍA DEL CORTE y las variables que afectan LA MAQUINABILIDAD SOLUCIONES PRÁCTICAS para determinar las CONDICIONES DE CORTE ÓPTIMAS PIEZAS CON LA CALIDAD
G86 HI-FEED SWEEP-MILL Z=4 TiSiN 4 G86 HI-FEED SWEEP-MILL Z=6 TiSiN 4
 HI-FEED LINE HI-FEED LINE ÍNDICE Serie HI-FEED SWEEP-MILL Referencia Descripción Recubrimiento Página G86 HI-FEED SWEEP-MILL Z=4 TiSiN 4 G86 HI-FEED SWEEP-MILL Z=6 TiSiN 4 Serie HI-FEED FIN-MILL Referencia
HI-FEED LINE HI-FEED LINE ÍNDICE Serie HI-FEED SWEEP-MILL Referencia Descripción Recubrimiento Página G86 HI-FEED SWEEP-MILL Z=4 TiSiN 4 G86 HI-FEED SWEEP-MILL Z=6 TiSiN 4 Serie HI-FEED FIN-MILL Referencia
FRESADO. Julio Alberto Aguilar Schafer
 11-FRESADO FRESADO Julio Alberto Aguilar Schafer Introducción Proceso de maquinado en el que se remueve material de manera intermitente. Pieza y herramienta pueden asumir diferentes movimientos. Producción
11-FRESADO FRESADO Julio Alberto Aguilar Schafer Introducción Proceso de maquinado en el que se remueve material de manera intermitente. Pieza y herramienta pueden asumir diferentes movimientos. Producción
Tema VI: Procesos de Mecanizado II. Escuela Politécnica Superior Tecnología Mecánica
 Tema VI: Procesos de Mecanizado II Escuela Politécnica Superior Tecnología Mecánica Índice Proceso de Fresado Introducción Tipos de fresadoras Sujeción de piezas en la fresadora Operaciones de fresado
Tema VI: Procesos de Mecanizado II Escuela Politécnica Superior Tecnología Mecánica Índice Proceso de Fresado Introducción Tipos de fresadoras Sujeción de piezas en la fresadora Operaciones de fresado
Fresadora C.N.C. Fresadora C.N.C. Duración: 60 horas. Precio: 420 euros. Modalidad: e-learning. Objetivos: Metodología:
 Fresadora C.N.C Duración: 60 horas Precio: 420 euros. Modalidad: e-learning Objetivos: Lograr que el alumno conozca los fundamentos de funcionamiento de una fresadora CNC y aprenda las instrucciones de
Fresadora C.N.C Duración: 60 horas Precio: 420 euros. Modalidad: e-learning Objetivos: Lograr que el alumno conozca los fundamentos de funcionamiento de una fresadora CNC y aprenda las instrucciones de
Tecnología Mecánica. Fac. de Ingeniería Univ. Nac. de La Pampa. Procesos de remoción de Material: Corte III
 Tecnología Mecánica Procesos de remoción de Material: Corte III Contenido 2 Introducción Clasificación de procesos Generan formas circulares y Taladrado Generan formas prismáticas, Planeado y Perfilado
Tecnología Mecánica Procesos de remoción de Material: Corte III Contenido 2 Introducción Clasificación de procesos Generan formas circulares y Taladrado Generan formas prismáticas, Planeado y Perfilado
TECNOLOGÍA MECANICA I AÑO 2017 ENSAYO DE POTENCIA EN EL TORNO. DIAGRAMA DE PRODUCCION
 Guía de Trabajos Prácticos Nª 4 TECNOLOGÍA MECANICA I AÑO 2017 ENSAYO DE POTENCIA EN EL TORNO. DIAGRAMA DE PRODUCCION Objetivos: Tomando como base los datos del ensayo a vacío provistos por la cátedra
Guía de Trabajos Prácticos Nª 4 TECNOLOGÍA MECANICA I AÑO 2017 ENSAYO DE POTENCIA EN EL TORNO. DIAGRAMA DE PRODUCCION Objetivos: Tomando como base los datos del ensayo a vacío provistos por la cátedra
TEMA 8: Torneado (I) - Proceso
 - Proceso") MÓDULO III: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 8: Torneado (I) - Proceso TECNOLOGÍA MECÁNICA DPTO. DE INGENIERÍA MECÁNICA Universidad del País Vasco Euskal Herriko Unibertsitatea Tema 8: Torneado (I)
MÓDULO III: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 8: Torneado (I) - Proceso TECNOLOGÍA MECÁNICA DPTO. DE INGENIERÍA MECÁNICA Universidad del País Vasco Euskal Herriko Unibertsitatea Tema 8: Torneado (I)
1 / 10 M. en I. Diego A. Flores Hernández M. en I. Diego A. Flores Hernández
 1 / 10 M. en I. Diego A. Flores Hernández M. en I. Diego A. Flores Hernández MAQUINARIA / PROCESOS MAQUINARIA / PROCESOS Determinar Maquinaria y Procesos Internos y Externos PARÁMETROS MANUFACTURA MATERIALES
1 / 10 M. en I. Diego A. Flores Hernández M. en I. Diego A. Flores Hernández MAQUINARIA / PROCESOS MAQUINARIA / PROCESOS Determinar Maquinaria y Procesos Internos y Externos PARÁMETROS MANUFACTURA MATERIALES
UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
 1 INGENIERÍA CIVIL EN MECÁNICA PLAN 2012 GUÍA DE LABORATORIO ASIGNATURA TEORÍA DEL MECANIZADO CÓDIGO 15147 NIVEL 05 EXPERIENCIA C474 MEDICIÓN DE DESGASTE DE HERRAMIENTAS 2 1. OBJETIVO GENERAL Analizar
1 INGENIERÍA CIVIL EN MECÁNICA PLAN 2012 GUÍA DE LABORATORIO ASIGNATURA TEORÍA DEL MECANIZADO CÓDIGO 15147 NIVEL 05 EXPERIENCIA C474 MEDICIÓN DE DESGASTE DE HERRAMIENTAS 2 1. OBJETIVO GENERAL Analizar
Tema VII: Procesos de Mecanizado III. Escuela Politécnica Superior: Tecnología Mecánica
 Tema VII: Procesos de Mecanizado III Escuela Politécnica Superior: Tecnología Mecánica Índice Taladrado Introducción Maquinas taladradoras Herramientas para taladrar Selección de parámetros de corte en
Tema VII: Procesos de Mecanizado III Escuela Politécnica Superior: Tecnología Mecánica Índice Taladrado Introducción Maquinas taladradoras Herramientas para taladrar Selección de parámetros de corte en
Rendimiento más que suficiente La nueva fresa Format GT
 Rendimiento más que suficiente La nueva fresa Format GT Válido hasta 30.09.2019 _00_0001-0016_GT_ES nm, 1 Fresa de alto rendimiento UNIVERSAL A partir de ahora llegará más rápido. La herramienta para el
Rendimiento más que suficiente La nueva fresa Format GT Válido hasta 30.09.2019 _00_0001-0016_GT_ES nm, 1 Fresa de alto rendimiento UNIVERSAL A partir de ahora llegará más rápido. La herramienta para el
novedades Coropak 11.2 Fecha de lanzamiento: 1 de octubre de 2011
 novedades Coropak 11.2 Fecha de lanzamiento: 1 de octubre de 2011 Escanee este código con un teléfono smart y conozca nuestros productos más en profundidad. Con la nueva generación de herramientas con
novedades Coropak 11.2 Fecha de lanzamiento: 1 de octubre de 2011 Escanee este código con un teléfono smart y conozca nuestros productos más en profundidad. Con la nueva generación de herramientas con
ADMX. Nueva generación de herramientas de fresado con plaquitas ADMX11 / ADEX 11
 ADMX Nueva generación de herramientas de fresado con plaquitas ADMX11 / ADEX 11 Gran amplitud de aplicaciones Mejor calidad de desbaste Mayor vida útil de la herramienta PLAQUITAS Y HERRAMIENTAS PARA FRESADO
ADMX Nueva generación de herramientas de fresado con plaquitas ADMX11 / ADEX 11 Gran amplitud de aplicaciones Mejor calidad de desbaste Mayor vida útil de la herramienta PLAQUITAS Y HERRAMIENTAS PARA FRESADO
E[M]CONOMÍA] significa: Formación en el trabajo. CONCEPT MILL 450. Formación CNC con rendimiento industrial
![E[M]CONOMÍA] significa: Formación en el trabajo. CONCEPT MILL 450. Formación CNC con rendimiento industrial](/thumbs/54/34833096.jpg "E[M]CONOMÍA] significa: Formación en el trabajo. CONCEPT MILL 450. Formación CNC con rendimiento industrial") [ E[M]CONOMÍA] significa: Formación en el trabajo. CONCEPT MILL 450 Formación CNC con rendimiento industrial Concept MILL 450 Experimente el mecanizado de una forma incomparable. La fresadora Concept MILL
[ E[M]CONOMÍA] significa: Formación en el trabajo. CONCEPT MILL 450 Formación CNC con rendimiento industrial Concept MILL 450 Experimente el mecanizado de una forma incomparable. La fresadora Concept MILL
Introducción a los Insertos Para Torno
 Introducción a los Insertos Para Torno Ante la expansión de la maquinaria para torneado de alta performance y con control CNC desde hace unos 40 años, el auge que han cobrado los insertos o plaquitas intercambiables
Introducción a los Insertos Para Torno Ante la expansión de la maquinaria para torneado de alta performance y con control CNC desde hace unos 40 años, el auge que han cobrado los insertos o plaquitas intercambiables
Fresadoras > Convencional > F1200
 Fresadoras > Convencional > F1200 Taladro fresador F1200 Fresadora vertical con colas de milano Referencia 11200 Características Especiales gracias al tope de la caña, se puede utilizar como taladro Equipo
Fresadoras > Convencional > F1200 Taladro fresador F1200 Fresadora vertical con colas de milano Referencia 11200 Características Especiales gracias al tope de la caña, se puede utilizar como taladro Equipo
Tema 4.- Procesos de Mecanizado. Ingeniería de Sistemas y Automática Fabricación Asistida por Computador
 Tema 4.- Procesos de Mecanizado Torneado (1) Movimiento fundamental de corte: -rotativo -pieza Movimiento fundamental de avance: -rectilíneo (generalmente) -herramienta Cabezal: proporciona el par necesario
Tema 4.- Procesos de Mecanizado Torneado (1) Movimiento fundamental de corte: -rotativo -pieza Movimiento fundamental de avance: -rectilíneo (generalmente) -herramienta Cabezal: proporciona el par necesario
MÓDULO IV: MECANIZADO POR ARRANQUE DE VIRUTA. TEMA 14: Taladrado TECNOLOGÍAS DE FABRICACIÓN. Grado en Ingeniería en Organización Industrial
 Tema14: Taladrado 1/17 MÓDULO IV: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 14: Taladrado TECNOLOGÍAS DE FABRICACIÓN Grado en Ingeniería en Organización Industrial DPTO. DE INGENIERÍA MECÁNICA Universidad
Tema14: Taladrado 1/17 MÓDULO IV: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 14: Taladrado TECNOLOGÍAS DE FABRICACIÓN Grado en Ingeniería en Organización Industrial DPTO. DE INGENIERÍA MECÁNICA Universidad
FRESAR EN VEZ DE RECTIFICAR
 FRESAR EN VEZ DE RECTIFICAR M IRROWORX es una fresarlanear, que se ha desarrollado específicamente parroducir superficies absolutamente lisas y planas (inmejorables en rugosidad), para aumentar la productividad
FRESAR EN VEZ DE RECTIFICAR M IRROWORX es una fresarlanear, que se ha desarrollado específicamente parroducir superficies absolutamente lisas y planas (inmejorables en rugosidad), para aumentar la productividad
PLANear con seguridad y certeza
 PLANear con seguridad y certeza 937 870 780 938 029 198 GerSwiss INFORMACIÓN DE PRODUCTO PLANWORX IBERICA TECHNOLOGY PLANear con seguridad y certeza P LANWORX, la fresa para planear para aplicaciones de
PLANear con seguridad y certeza 937 870 780 938 029 198 GerSwiss INFORMACIÓN DE PRODUCTO PLANWORX IBERICA TECHNOLOGY PLANear con seguridad y certeza P LANWORX, la fresa para planear para aplicaciones de
OPTIMIZACIÓN DEL MECANIZADO
 OPTIMIZACIÓN DEL MECANIZADO Tomando como base TEORÍA DEL CORTE y las variables que afectan LA MAQUINABILIDAD SOLUCIONES PRÁCTICAS para determinar las CONDICIONES DE CORTE ÓPTIMAS PIEZAS CON LA CALIDAD
OPTIMIZACIÓN DEL MECANIZADO Tomando como base TEORÍA DEL CORTE y las variables que afectan LA MAQUINABILIDAD SOLUCIONES PRÁCTICAS para determinar las CONDICIONES DE CORTE ÓPTIMAS PIEZAS CON LA CALIDAD
Conceptos de CoroMill
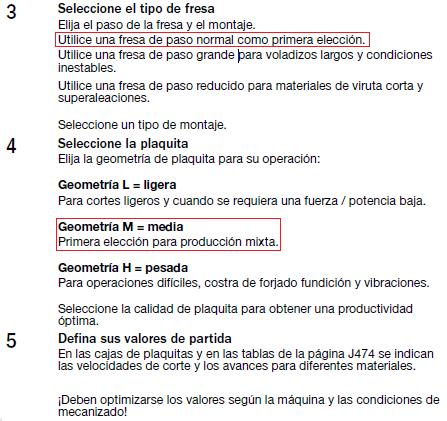
 Conceptos de CoroMill CoroMill : Su primera elección Desde su introducción, CoroMill ha definido el horizonte del fresado. Gracias a las características típicas de sus plaquitas de corte ligero, opciones
Conceptos de CoroMill CoroMill : Su primera elección Desde su introducción, CoroMill ha definido el horizonte del fresado. Gracias a las características típicas de sus plaquitas de corte ligero, opciones
ThyssenKrupp Aceros y Servicios S.A.
 Aceros para Herramientas Maquinaria Norma SAE/AISI W. Nr. DIN Barras y planchas 1045 1.1730 Ck45 Aplicaciones Placas de respaldo, bases, paralelas, etc. para moldes, piezas y partes de máquinas que requieren
Aceros para Herramientas Maquinaria Norma SAE/AISI W. Nr. DIN Barras y planchas 1045 1.1730 Ck45 Aplicaciones Placas de respaldo, bases, paralelas, etc. para moldes, piezas y partes de máquinas que requieren
CARACTERIZACIÓN DEL DESGASTE DE HERRAMIENTA EN EL MECANIZADO CNC DEL ACERO P20 CON HERRAMIENTAS DE CARBURO DE TUNGSTENO.
 CARACTERIZACIÓN DEL DESGASTE DE HERRAMIENTA EN EL MECANIZADO CNC DEL ACERO P20 CON HERRAMIENTAS DE CARBURO DE TUNGSTENO. RESUMEN L.F. Vargas (1), Y.A. Bojacá (2), R.A. Díaz (3) (1) Docente, Departamento
CARACTERIZACIÓN DEL DESGASTE DE HERRAMIENTA EN EL MECANIZADO CNC DEL ACERO P20 CON HERRAMIENTAS DE CARBURO DE TUNGSTENO. RESUMEN L.F. Vargas (1), Y.A. Bojacá (2), R.A. Díaz (3) (1) Docente, Departamento
PREGUNTAS DE REPASO. Tomadas del libro: Fundamentos de Manufactura Moderna de Mikell P. Groover
 PREGUNTAS DE REPASO Tomadas del libro: Fundamentos de Manufactura Moderna de Mikell P. Groover 1. Identifique algunas de las razones por la que el maquinado es comercial y tecnológicamente importante.
PREGUNTAS DE REPASO Tomadas del libro: Fundamentos de Manufactura Moderna de Mikell P. Groover 1. Identifique algunas de las razones por la que el maquinado es comercial y tecnológicamente importante.
ConeFit TM : máxima flexibilidad.
 Manual de producto _ EFICACIA EN EL ARRANQUE DE VIRUTA Fresado ConeFit TM : máxima flexibilidad. WALTER PROTOTYP ConeFit : sistema modular de fresado EL SISTEMA DE HERRAMIENTAS Sistema modular de fresas
Manual de producto _ EFICACIA EN EL ARRANQUE DE VIRUTA Fresado ConeFit TM : máxima flexibilidad. WALTER PROTOTYP ConeFit : sistema modular de fresado EL SISTEMA DE HERRAMIENTAS Sistema modular de fresas
HERRAMIENTA CON ASPIRACIÓN INTERNA DE VIRUTA PARA EL MECANIZADO DE MATERIALES COMPUESTOS.
 HERRAMIENTA CON ASPIRACIÓN INTERNA DE VIRUTA PARA EL MECANIZADO DE MATERIALES COMPUESTOS. 05/06/2014 BIEMH: El futuro de la fabricación de materiales compuestos Aspiración interna de viruta Necesidades
HERRAMIENTA CON ASPIRACIÓN INTERNA DE VIRUTA PARA EL MECANIZADO DE MATERIALES COMPUESTOS. 05/06/2014 BIEMH: El futuro de la fabricación de materiales compuestos Aspiración interna de viruta Necesidades
Soluciones para Titanio
 Estructuras para aeroespacial Soluciones para Titanio Para un mecanizado efi caz Cuatro claes para asegurar su éxito en el mecanizado de titanio Se conoce que la maquinabilidad del titanio es pobre. Su
Estructuras para aeroespacial Soluciones para Titanio Para un mecanizado efi caz Cuatro claes para asegurar su éxito en el mecanizado de titanio Se conoce que la maquinabilidad del titanio es pobre. Su
FRESAS FUTURO ALUMINIO A-CUT
 FRESAS FUTURO ALUMINIO A-CUT 225740 Fresa FUTURO HPC ALU, ZrN, Ángulo de hélice 45º Z3. Cuello rebajado y corte al centro. Para Aluminios, cobres y no férricos. Gama: ø3 a ø25 225750 225780 225790 225800
FRESAS FUTURO ALUMINIO A-CUT 225740 Fresa FUTURO HPC ALU, ZrN, Ángulo de hélice 45º Z3. Cuello rebajado y corte al centro. Para Aluminios, cobres y no férricos. Gama: ø3 a ø25 225750 225780 225790 225800
Recomendaciones de mecanizado
 Recomendaciones de mecanizado Qué es Toolox? Toolox es un acero moderno preendurecido, pretemplado y revenido para s y máquinas, con unas propiedades mecánicas contrastadas y garantizadas. Nuestra idea
Recomendaciones de mecanizado Qué es Toolox? Toolox es un acero moderno preendurecido, pretemplado y revenido para s y máquinas, con unas propiedades mecánicas contrastadas y garantizadas. Nuestra idea
ÍNDICE INDICE DE FIGURAS 4 INDICE DE TABLAS 6 1. INTRODUCCIÓN Objetivo y alcance del proyecto 10
 ÍNDICE INDICE DE FIGURAS 4 INDICE DE TABLAS 6 CAPÍTULO 1 1. INTRODUCCIÓN 9 1.1 Objetivo y alcance del proyecto 10 CAPÍTULO 2 2. FUNCIÓN, PLANO Y DATOS DE FABRICACIÓN DE LA PIEZA 13 2.1 Función de la pieza
ÍNDICE INDICE DE FIGURAS 4 INDICE DE TABLAS 6 CAPÍTULO 1 1. INTRODUCCIÓN 9 1.1 Objetivo y alcance del proyecto 10 CAPÍTULO 2 2. FUNCIÓN, PLANO Y DATOS DE FABRICACIÓN DE LA PIEZA 13 2.1 Función de la pieza
La nueva generación de calidades para fresar. Seis formas nuevas de mejorar la productividad
 La nueva generación de calidades para fresar Seis formas nuevas de mejorar la productividad En un año Sandvik Coromant introduce en la industria tecnología mucho más avanzada que otras compañías en 5 años.
La nueva generación de calidades para fresar Seis formas nuevas de mejorar la productividad En un año Sandvik Coromant introduce en la industria tecnología mucho más avanzada que otras compañías en 5 años.
SECUENCIA DE OPERACIONES EN EL MECANIZADO EN SERIE hoja de procesos - hoja de instrucciones
 SECUENCIA DE OPERACIONES EN EL MECANIZADO EN SERIE hoja de procesos - hoja de instrucciones Selección de: Diseño del proceso de mecanizado secuencia de operaciones óptima material de partida máquinas herramientas
SECUENCIA DE OPERACIONES EN EL MECANIZADO EN SERIE hoja de procesos - hoja de instrucciones Selección de: Diseño del proceso de mecanizado secuencia de operaciones óptima material de partida máquinas herramientas
SuperF-UT. Fresas en metal duro con hélice variable
 Fresas en metal duro con hélice variable Ampliación de programa Ediciòn 2011 Fresas en MD con hélice variable Ventajas Hélices variables para aumentar rendimiento y calidad Para un fresado de alto rendimiento
Fresas en metal duro con hélice variable Ampliación de programa Ediciòn 2011 Fresas en MD con hélice variable Ventajas Hélices variables para aumentar rendimiento y calidad Para un fresado de alto rendimiento
Silent Tools. Impulsando su productividad silenciosamente
 Silent Tools Impulsando su productividad silenciosamente Disfrute del silencio Silent Tools lleva mucho tiempo siendo la marca comercial de una familia de portaherramientas para torneado, fresado, mandrinado
Silent Tools Impulsando su productividad silenciosamente Disfrute del silencio Silent Tools lleva mucho tiempo siendo la marca comercial de una familia de portaherramientas para torneado, fresado, mandrinado
Catálogo de máquinas CNC usadas
 Catálogo de máquinas CNC usadas CENTROS DE MECANIZADO H/V COMPRESORES RECTIFICADORAS TORS 2017 Ing. Sebastián Gallo Gerente Industrial Tel: (+54)(351)420 5370 - sgallo@pertrak.com.ar ESPECIFICACIONES DE
Catálogo de máquinas CNC usadas CENTROS DE MECANIZADO H/V COMPRESORES RECTIFICADORAS TORS 2017 Ing. Sebastián Gallo Gerente Industrial Tel: (+54)(351)420 5370 - sgallo@pertrak.com.ar ESPECIFICACIONES DE
Maquinado es un proceso de manufactura en el que una herramienta de corte se utiliza para remover el exceso de material de una pieza de forma que el
 Maquinado es un proceso de manufactura en el que una herramienta de corte se utiliza para remover el exceso de material de una pieza de forma que el material que quede tenga la forma deseada. La acción
Maquinado es un proceso de manufactura en el que una herramienta de corte se utiliza para remover el exceso de material de una pieza de forma que el material que quede tenga la forma deseada. La acción
Máquinas-Herramienta. Taladros de Columna Transmisión de Bandas y Mesa Redonda.
 Taladros de Columna Transmisión de Bandas y Mesa Redonda Movimiento vertical de la mesa. 866-ZJ4116 866-ZJ4116H 866-ZJ4125 866-ZJ4132A Taladrado 5/8" 16 mm 5/8" 16 mm 1" 25 mm 1-1/4" 32 mm Motor 3/4 Hp
Taladros de Columna Transmisión de Bandas y Mesa Redonda Movimiento vertical de la mesa. 866-ZJ4116 866-ZJ4116H 866-ZJ4125 866-ZJ4132A Taladrado 5/8" 16 mm 5/8" 16 mm 1" 25 mm 1-1/4" 32 mm Motor 3/4 Hp
UNIDAD 2:ANÁLISIS Y DISEÑO DE PIEZA. Dr. Roberto Carlos García Gómez Instituto Tecnológico de Tuxtla Gutiérrez
 UNIDAD 2:ANÁLISIS Y DISEÑO DE PIEZA Dr. Roberto Carlos García Gómez Instituto Tecnológico de Tuxtla Gutiérrez Contenido. 2.1 Análisis de las superficies a maquinar 2.1.1 Análisis de tolerancias geométricas
UNIDAD 2:ANÁLISIS Y DISEÑO DE PIEZA Dr. Roberto Carlos García Gómez Instituto Tecnológico de Tuxtla Gutiérrez Contenido. 2.1 Análisis de las superficies a maquinar 2.1.1 Análisis de tolerancias geométricas
FABRICACIÓN ASISTIDA POR COMPUTADOR. 2º INGENIERÍA TÉCNICA INDUSTRIAL, ESPECIALIDAD MECÁNICA.
 FABRICACIÓN ASISTIDA POR COMPUTADOR. 2º INGENIERÍA TÉCNICA INDUSTRIAL, ESPECIALIDAD MECÁNICA. PROBLEMAS TEMA 7 PROGRAMACIÓN DE TORNOS DE CNC. PARTE 1: FUNCIONES PREPARATORIAS 1.- Programar las siguientes
FABRICACIÓN ASISTIDA POR COMPUTADOR. 2º INGENIERÍA TÉCNICA INDUSTRIAL, ESPECIALIDAD MECÁNICA. PROBLEMAS TEMA 7 PROGRAMACIÓN DE TORNOS DE CNC. PARTE 1: FUNCIONES PREPARATORIAS 1.- Programar las siguientes
SECUENCIA DE OPERACIONES EN EL MECANIZADO EN SERIE hoja de procesos - hoja de instrucciones
 SECUENCIA DE OPERACIONES EN EL MECANIZADO EN SERIE hoja de procesos - hoja de instrucciones Diseño del proceso de mecanizado Selección de: secuencia de operaciones óptima material de partida máquinas herramientas
SECUENCIA DE OPERACIONES EN EL MECANIZADO EN SERIE hoja de procesos - hoja de instrucciones Diseño del proceso de mecanizado Selección de: secuencia de operaciones óptima material de partida máquinas herramientas
0$48,1$5,$0$'5,'6$ C/ Villafranca del Bierzo, 56 P.I. Cobo Calleja Fuenlabrada (Madrid) España ZZZPDTXLQDULDPDGULGFRP
 España ZZZPDTXLQDULDPDGULGFRP") &$7È/2*2*(1(5$/ 0$48,1$5,$0$'5,'6$ C/ Villafranca del Bierzo, 56 P.I. Cobo Calleja 28947 Fuenlabrada (Madrid) España ZZZPDTXLQDULDPDGULGFRP "!$#&%' %'(&) ( "! +*,-./ Volteo máximo sobre bancada mm 360
&$7È/2*2*(1(5$/ 0$48,1$5,$0$'5,'6$ C/ Villafranca del Bierzo, 56 P.I. Cobo Calleja 28947 Fuenlabrada (Madrid) España ZZZPDTXLQDULDPDGULGFRP "!$#&%' %'(&) ( "! +*,-./ Volteo máximo sobre bancada mm 360
PROCESOS DE MANUFACTURA
 PROCESOS DE MANUFACTURA Proceso Técnico Proceso Económico La manufactura la definen como el proceso de convertir la materia prima en productos. Incluye: El diseño del producto, La selección de la materia
PROCESOS DE MANUFACTURA Proceso Técnico Proceso Económico La manufactura la definen como el proceso de convertir la materia prima en productos. Incluye: El diseño del producto, La selección de la materia
PLANIFICACIÓN DE PROCESOS DE MECANIZADO
 Francisco González Contreras María Desamparados Meseguer Calas PLANIFICACIÓN DE PROCESOS DE MECANIZADO EDITORIAL UNIVERSITAT POLITÈCNICA DE VALÈNCIA Los contenidos de esta publicación han sido revisados
Francisco González Contreras María Desamparados Meseguer Calas PLANIFICACIÓN DE PROCESOS DE MECANIZADO EDITORIAL UNIVERSITAT POLITÈCNICA DE VALÈNCIA Los contenidos de esta publicación han sido revisados
TÉCNICO SUPERIOR UNIVERSITARIO EN MANUFACTURA AERONÁUTICA ÁREA MAQUINADOS DE PRECISIÓN EN COMPETENCIAS PROFESIONALES
 1. Competencias ASIGNATURA DE MECANIZADO CONVENCIONAL Desarrollar la manufactura de piezas aeronáuticas mecanizadas considerando las especificaciones técnicas, de calidad, equipos y métodos de mecanizado,
1. Competencias ASIGNATURA DE MECANIZADO CONVENCIONAL Desarrollar la manufactura de piezas aeronáuticas mecanizadas considerando las especificaciones técnicas, de calidad, equipos y métodos de mecanizado,
CoroMill 325 Roscado por torbellino. Roscado de alta precisión
 CoroMill 325 Roscado por torbellino Roscado de alta precisión in flexión en las piezas largas y finas Las plaquitas múltiples aplican una presión de corte homogénea sobre las piezas largas y finas, con
CoroMill 325 Roscado por torbellino Roscado de alta precisión in flexión en las piezas largas y finas Las plaquitas múltiples aplican una presión de corte homogénea sobre las piezas largas y finas, con
PROLOGO...17 HISTORIA Y ARQUITECTURA DE LAS MÁQUINAS DE CONTROL NUMÉRICO. CAMBIO DE HERRAMIENTAS...19
 ÍNDICE PROLOGO....17 Capítulo 1 HISTORIA Y ARQUITECTURA DE LAS MÁQUINAS DE CONTROL NUMÉRICO. CAMBIO DE HERRAMIENTAS...19 1.1. HISTORIA DEL CONTROL NUMÉRICO...21 1.2. INTRODUCCIÓN...22 1.3. VENTAJAS DEL
ÍNDICE PROLOGO....17 Capítulo 1 HISTORIA Y ARQUITECTURA DE LAS MÁQUINAS DE CONTROL NUMÉRICO. CAMBIO DE HERRAMIENTAS...19 1.1. HISTORIA DEL CONTROL NUMÉRICO...21 1.2. INTRODUCCIÓN...22 1.3. VENTAJAS DEL
FORMULARIO FABRICACIÓN ASISTIDA POR COMPUTADOR
 FORMULARIO FABRICACIÓN ASISTIDA POR COMPUTADOR Tabla de funciones G empleadas en el CNC 8025/30 (TORNO) (Modal) G00 Posicionamiento rápido (Modal) G01 Interpolación lineal (Modal) G02 Interpolación circular
FORMULARIO FABRICACIÓN ASISTIDA POR COMPUTADOR Tabla de funciones G empleadas en el CNC 8025/30 (TORNO) (Modal) G00 Posicionamiento rápido (Modal) G01 Interpolación lineal (Modal) G02 Interpolación circular
Calidad de fresado de acero GC1130
 Calidad de fresado de acero GC1130 La evolución del fresado de acero La calidad GC1130 con Zertivo le ofrece tranquilidad El desconchado y el astillamiento, que resultan en una vida útil de la herramienta
Calidad de fresado de acero GC1130 La evolución del fresado de acero La calidad GC1130 con Zertivo le ofrece tranquilidad El desconchado y el astillamiento, que resultan en una vida útil de la herramienta
FABRICACIÓN ASISTIDA POR COMPUTADOR. 2º INGENIERÍA TÉCNICA INDUSTRIAL, ESPECIALIDAD MECÁNICA.
 FABRICACIÓN ASISTIDA POR COMPUTADOR. 2º INGENIERÍA TÉCNICA INDUSTRIAL, ESPECIALIDAD MECÁNICA. PROBLEMAS TEMA 7 PROGRAMACIÓN DE TORNOS DE CNC. PARTE 1: FUNCIONES PREPARATORIAS 1.- Programar las siguientes
FABRICACIÓN ASISTIDA POR COMPUTADOR. 2º INGENIERÍA TÉCNICA INDUSTRIAL, ESPECIALIDAD MECÁNICA. PROBLEMAS TEMA 7 PROGRAMACIÓN DE TORNOS DE CNC. PARTE 1: FUNCIONES PREPARATORIAS 1.- Programar las siguientes
TECNOLOGÍA MECANICA I 2017
 Universidad Nacional de Mar del Plata TECNOLOGÍA MECANICA I 07 TECNOLOGÍA MECANICA I 07 Informe TP N o. Continuación Tema: Análisis de herramientas de corte Comisión Nº Apellido y nombre Mat. N o Fecha
Universidad Nacional de Mar del Plata TECNOLOGÍA MECANICA I 07 TECNOLOGÍA MECANICA I 07 Informe TP N o. Continuación Tema: Análisis de herramientas de corte Comisión Nº Apellido y nombre Mat. N o Fecha
NEW. Tipo TPV / EPV16. Excepcional productividad para el mecanizado de Aluminio y materiales no ferrosos.
 Tungaloy Reporte TR429-MX Cortador de fresado para Altas Velocidades de corte NEW Tipo TPV / EPV16 Excepcional productividad para el mecanizado de Aluminio y materiales no ferrosos. Caracteristicas Excepcional
Tungaloy Reporte TR429-MX Cortador de fresado para Altas Velocidades de corte NEW Tipo TPV / EPV16 Excepcional productividad para el mecanizado de Aluminio y materiales no ferrosos. Caracteristicas Excepcional
MP6100/MP7100/MP9100
 NOVEDADE B208 Nuevas calidades con recubrimiento PVD MP6100/MP7100/MP9100 Nuevas calidades para materiales específicos. Nuevas calidades de PVD para fresado Nuevas calidades con recubrimiento PVD MP6100/MP7100/MP9100
NOVEDADE B208 Nuevas calidades con recubrimiento PVD MP6100/MP7100/MP9100 Nuevas calidades para materiales específicos. Nuevas calidades de PVD para fresado Nuevas calidades con recubrimiento PVD MP6100/MP7100/MP9100
MAQUINADO POR DESCARGAS ELÉCTRICAS
 MAQUINADO POR DESCARGAS ELÉCTRICAS Se quiere elaborar un punzón para una troqueladora en un acero BORA ( AISI-D3+W ) con la geometría mostrada en la figura; obtener el tiempo principal de maquinado para
MAQUINADO POR DESCARGAS ELÉCTRICAS Se quiere elaborar un punzón para una troqueladora en un acero BORA ( AISI-D3+W ) con la geometría mostrada en la figura; obtener el tiempo principal de maquinado para
Brochado - Máquinas Brochadoras
 Brochado - Máquinas Brochadoras La viruta, se extrae progresivamente, a baja velocidad, en dirección lineal y paralela al eje de la herramienta, mediante una sucesión ordenada de filos de corte Brochado
Brochado - Máquinas Brochadoras La viruta, se extrae progresivamente, a baja velocidad, en dirección lineal y paralela al eje de la herramienta, mediante una sucesión ordenada de filos de corte Brochado
FABRICACIÓN ASISTIDA POR COMPUTADOR 2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA TEMA 3-3 TALADRADO.
 TEMA 3-3 TALADRADO. 1. DEFINICIÓN. MOVIMIENTOS.. TALADRADORAS. 3. TIPOS DE HERRAMIENTA. 4. OPERACIONES. 5. PARÁMETROS DEL TALADRADO. 6. CÁLCULO DE POTENCIAS. 7. TIPOS DE BROCAS Y SU MONTAJE. 1. DEFINICIÓN.
TEMA 3-3 TALADRADO. 1. DEFINICIÓN. MOVIMIENTOS.. TALADRADORAS. 3. TIPOS DE HERRAMIENTA. 4. OPERACIONES. 5. PARÁMETROS DEL TALADRADO. 6. CÁLCULO DE POTENCIAS. 7. TIPOS DE BROCAS Y SU MONTAJE. 1. DEFINICIÓN.
FRESAS CON PLACAS INTERCAMBIABLES SRF. Fresa de punta esférica con placa para mecanizado de acabado.
 FESAS CON PLACAS INTECAMBIABLES SF Fresa de punta esférica con placa para mecanizado de acabado. Características SF adios del filo de corte Aplicaciones 5, 6, 8, 10, 12.5, 15, 16 Acabado de moldes, copiado
FESAS CON PLACAS INTECAMBIABLES SF Fresa de punta esférica con placa para mecanizado de acabado. Características SF adios del filo de corte Aplicaciones 5, 6, 8, 10, 12.5, 15, 16 Acabado de moldes, copiado
06-07 CNC torneado y fresado LISTA DE INFRAESTRUCTURAS
 06-07 CNC torneado y fresado LISTA DE INFRAESTRUCTURAS La lista de infraestructuras incluye todos los equipamientos, herramientas, materiales e instalaciones necesarios para el desarrollo de la competición.
06-07 CNC torneado y fresado LISTA DE INFRAESTRUCTURAS La lista de infraestructuras incluye todos los equipamientos, herramientas, materiales e instalaciones necesarios para el desarrollo de la competición.
CAPÍTULO 5 CONSIDERACIONES PARA LA SELECCIÓN DE LOS PARÁMETROS DE CORTE PARA LAS PIEZAS DE TRABAJO
 CAPÍTULO 5 CONSIDERACIONES PARA LA SELECCIÓN DE LOS PARÁMETROS DE CORTE PARA LAS PIEZAS DE TRABAJO Tal y como se mencionó en capítulos anteriores el proceso de torneado que se llevará acabo será el proceso
CAPÍTULO 5 CONSIDERACIONES PARA LA SELECCIÓN DE LOS PARÁMETROS DE CORTE PARA LAS PIEZAS DE TRABAJO Tal y como se mencionó en capítulos anteriores el proceso de torneado que se llevará acabo será el proceso
Rompiendo la barrera de lo convencional!
 Rompiendo la barrera de lo convencional! Filo optimizado y geometría de hélice rápida que reduce drásticamente los esfuerzos de corte y aumenta el caudal de evacuación de la viruta Permite una mayor precisión
Rompiendo la barrera de lo convencional! Filo optimizado y geometría de hélice rápida que reduce drásticamente los esfuerzos de corte y aumenta el caudal de evacuación de la viruta Permite una mayor precisión
CABEZAL PORTA CIGÜEÑAL. Altura del centro. Velocidad de trabajo (2 pasos) 25, 45, 95 r/min 25,45,65,100 CABEZAL PORTA PIEDRA PIEDRA ABRASIVA
 25, 45, 95 r/min 25,45,65,100 CABEZAL PORTA PIEDRA PIEDRA ABRASIVA") Model MQ8260C/1600 MQ8260Ax1600 MQ8260Ax 1800 MQ8260Ax2000 CAPACIDAD Max. Diametro y Largode trabajo Ø600 x 1600mm Ø580 x 1600mm Ø580 x 1800mm Ø580 x 2000mm Diametro de trabajo con luneta Ø30 a Ø100 mm
Model MQ8260C/1600 MQ8260Ax1600 MQ8260Ax 1800 MQ8260Ax2000 CAPACIDAD Max. Diametro y Largode trabajo Ø600 x 1600mm Ø580 x 1600mm Ø580 x 1800mm Ø580 x 2000mm Diametro de trabajo con luneta Ø30 a Ø100 mm
Procesos de Mecanizado Torneado (1)
") Torneado (1) Movimiento fundamental de corte: -rotativo -pieza Movimiento fundamental de avance: -rectilíneo (generalmente) -herramienta Torneado (2) Cabezal: proporciona el par necesario para -hacer girar
Torneado (1) Movimiento fundamental de corte: -rotativo -pieza Movimiento fundamental de avance: -rectilíneo (generalmente) -herramienta Torneado (2) Cabezal: proporciona el par necesario para -hacer girar
B230S VQT5MVRB FRESA TÓRICA PARA UN MECANIZADO DE GRAN EFICACIA DE ALEACIONES DE TITANIO
 VQT5MVRB 2018.10 FRESA TÓRICA PARA UN MECANIZADO DE GRAN EFICACIA DE ALEACIONES DE TITANIO B230S VQT5MVRB MAYOR EFICIENCIA PARA EL RANURADO PROFUNDO La combinación de cinco hélices y un agujero de refrigeración
VQT5MVRB 2018.10 FRESA TÓRICA PARA UN MECANIZADO DE GRAN EFICACIA DE ALEACIONES DE TITANIO B230S VQT5MVRB MAYOR EFICIENCIA PARA EL RANURADO PROFUNDO La combinación de cinco hélices y un agujero de refrigeración
GUÍA: TEORÍA DE CORTE
 UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA ANTONIO JOSÉ DE SUCRE VICE-RECTORADO BARQUISIMETO DEPARTAMENTO DE INGENIERÍA MECÁNICA SECCIÓN DE PROCESOS DE MANUFACTURA GUÍA: TEORÍA DE CORTE 1 PARTES DE
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA ANTONIO JOSÉ DE SUCRE VICE-RECTORADO BARQUISIMETO DEPARTAMENTO DE INGENIERÍA MECÁNICA SECCIÓN DE PROCESOS DE MANUFACTURA GUÍA: TEORÍA DE CORTE 1 PARTES DE
Manguitos para mandril hidráulico ERICKSON HC
 Manguitos para mandril hidráulico ERICKSON HC Aplicación principal Los manguitos de reducción hidráulica ERICKSON se han diseñado especialmente para la sujeción de alta precisión de mangos de herramientas
Manguitos para mandril hidráulico ERICKSON HC Aplicación principal Los manguitos de reducción hidráulica ERICKSON se han diseñado especialmente para la sujeción de alta precisión de mangos de herramientas
FRESADO. En las figuras siguientes vemos las diferencias entre el torneado y el fresado que hemos mencionado:
 FRESADO El fresado es una operación de corte en la que, a diferencia del torneado, usamos una herramienta giratoria de cortes múltiples que entran en contacto alternativamente con el material para producir
FRESADO El fresado es una operación de corte en la que, a diferencia del torneado, usamos una herramienta giratoria de cortes múltiples que entran en contacto alternativamente con el material para producir
Opciones. Fresa con plaquita redonda CoroMill R200
 Rápida oferta de precios Fácil tramitación del pedido Entrega competitiva Fresa con plaquita redonda CoroMill R200 Incluso más posibilidades, gracias al diseño a la medida! Si no encuentra lo que necesita
Rápida oferta de precios Fácil tramitación del pedido Entrega competitiva Fresa con plaquita redonda CoroMill R200 Incluso más posibilidades, gracias al diseño a la medida! Si no encuentra lo que necesita
CNC de 3 ejes Emmegi Phantomatic T4 A
 CNC de 3 ejes Emmegi Phantomatic T4 A Especificaciones Generales: : Tipo: CNC 3 ejes Fabricante: Emmegi Modelo: Phantomatic T4 A : 2008 Especificaciones: Resumen Ctcas.: Carrera eje X (Eje longitudinal):
CNC de 3 ejes Emmegi Phantomatic T4 A Especificaciones Generales: : Tipo: CNC 3 ejes Fabricante: Emmegi Modelo: Phantomatic T4 A : 2008 Especificaciones: Resumen Ctcas.: Carrera eje X (Eje longitudinal):
Herramienta óptima para mecanizado de acabado
 Ampliación de serie Fresa de punta esferica intercambiable para acabado Fresa con radio intercambiable para acabado Actualización 2.2011 B065S SRF/SRB SUF Fresa intercambiable de gran precisión Herramienta
Ampliación de serie Fresa de punta esferica intercambiable para acabado Fresa con radio intercambiable para acabado Actualización 2.2011 B065S SRF/SRB SUF Fresa intercambiable de gran precisión Herramienta
NORMA DE COMPETENCIA LABORAL
 Página 1 de 6 VERSION REGIONAL VERSION AVALADA MESA SECTORIAL MESA SECTORIAL METALMECÁNICA CALDAS CENTRO CENTRO DE AUTOMATIZACIÓN INDUSTRIAL - CALDAS MARÍA TERESA ACEVEDO GONZÁLEZ VERSION 1 FECHA APROBACION
Página 1 de 6 VERSION REGIONAL VERSION AVALADA MESA SECTORIAL MESA SECTORIAL METALMECÁNICA CALDAS CENTRO CENTRO DE AUTOMATIZACIÓN INDUSTRIAL - CALDAS MARÍA TERESA ACEVEDO GONZÁLEZ VERSION 1 FECHA APROBACION
Desbaste. Acabado/perfilado. Aluminio. Instrucciones. FRESADO CoroMill para todas las aplicaciones. CoroMill 365. CoroMill 245.
 FREADO Coroill para todas las aplicaciones Instrucciones IO/AI Coroill 365 Coroill 245 Coroill 331 Coroill 200 Desbaste Coroill 390 Coroill 245 Coroill 390 Acabado/perfilado Coroill 210 Coroill 300 Coroill
FREADO Coroill para todas las aplicaciones Instrucciones IO/AI Coroill 365 Coroill 245 Coroill 331 Coroill 200 Desbaste Coroill 390 Coroill 245 Coroill 390 Acabado/perfilado Coroill 210 Coroill 300 Coroill
TECNOLOGÍAS DE FABRICACIÓN Mayormente piezas mecánicas. No se descartan otras aplicaciones
 TECNOLOGÍAS DE FABRICACIÓN Mayormente piezas mecánicas. No se descartan otras aplicaciones PROPÓSITO GENERAL: Seleccionar el proceso más adecuado Factores a tener en cuenta: La pieza: Material, forma,
TECNOLOGÍAS DE FABRICACIÓN Mayormente piezas mecánicas. No se descartan otras aplicaciones PROPÓSITO GENERAL: Seleccionar el proceso más adecuado Factores a tener en cuenta: La pieza: Material, forma,
DRILLMASTER VERTIMAQ. Tecnología CNC para todos
 DRILLMASTER VERTIMAQ Tecnología CNC para todos Concepto Vertical Todo son ventajas para tu negocio TECNOLOGIA CNC PARA TODOS La máquina vertical ocupa el menor espacio posible, es todo un record tener
DRILLMASTER VERTIMAQ Tecnología CNC para todos Concepto Vertical Todo son ventajas para tu negocio TECNOLOGIA CNC PARA TODOS La máquina vertical ocupa el menor espacio posible, es todo un record tener
UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
 INGENIERÍA CIVIL EN MECÁNICA PLAN 2012 GUÍA DE LABORATORIO ASIGNATURA TEORÍA DEL MECANIZADO CÓDIGO 15147 NIVEL 05 EXPERIENCIA 472 FORMACIÓN DE VIRUTA 1 1. OBJETIVO GENERAL Analizar el proceso de formación
INGENIERÍA CIVIL EN MECÁNICA PLAN 2012 GUÍA DE LABORATORIO ASIGNATURA TEORÍA DEL MECANIZADO CÓDIGO 15147 NIVEL 05 EXPERIENCIA 472 FORMACIÓN DE VIRUTA 1 1. OBJETIVO GENERAL Analizar el proceso de formación
Sistemas de Producción y Fabricación. Práctica 2
 Sistemas de Producción y Fabricación Práctica 2 CAD-CAM Torneado OBJETIVOS DE LA PRÁCTICA: Utilización de un programa CAD-CAM para el desarrollo de programas de CN de torneado. INTRODUCCIÓN: La programación
Sistemas de Producción y Fabricación Práctica 2 CAD-CAM Torneado OBJETIVOS DE LA PRÁCTICA: Utilización de un programa CAD-CAM para el desarrollo de programas de CN de torneado. INTRODUCCIÓN: La programación
TA-A FRESADORA DE BANCADA FIJA
 TA-A FRESADORA DE BANCADA FIJA TA-A FRESADORA DE BANCADA FIJA CENTRO DE FRESADO GRANDES CAPACIDADES EN UNA MÁQUINA COMPACTA Gran poder de arranque de viruta TA-A FRESADORA DE BANCADA FIJA El centro de
TA-A FRESADORA DE BANCADA FIJA TA-A FRESADORA DE BANCADA FIJA CENTRO DE FRESADO GRANDES CAPACIDADES EN UNA MÁQUINA COMPACTA Gran poder de arranque de viruta TA-A FRESADORA DE BANCADA FIJA El centro de
FORMULARIO PARA EL MAQUINADO POR DESCARGAS ELÉCTRICAS: FORMULARIO PARA EL CORTE CON SIERRAS: FORMULARIO PARA EL MAQUINADO POR TORNEADO:
 FORMULARIO PARA EL MAQUINADO POR DESCARGAS ELÉCTRICAS: V = volumen del material a remover (mm 3 ). v R = velocidad de remoción del material ( ) FORMULARIO PARA EL CORTE CON SIERRAS: S = superficie efectiva
FORMULARIO PARA EL MAQUINADO POR DESCARGAS ELÉCTRICAS: V = volumen del material a remover (mm 3 ). v R = velocidad de remoción del material ( ) FORMULARIO PARA EL CORTE CON SIERRAS: S = superficie efectiva
Recomendación y Parametros de corte sobre Acero Pulvimetalúrgico para Utillajes
 Recomendación y Parametros de corte sobre Acero Pulvimetalúrgico para Utillajes 1 Las siguientes recomendaciones de corte son válidas para los aceros pulvimetalúrgicos de Uddeholm para utillajes: ELMAX,
Recomendación y Parametros de corte sobre Acero Pulvimetalúrgico para Utillajes 1 Las siguientes recomendaciones de corte son válidas para los aceros pulvimetalúrgicos de Uddeholm para utillajes: ELMAX,
TEMA 7. PROGRAMACIÓN BÁSICA DE TORNOS DE CNC
 TEMA 7. PROGRAMACIÓN BÁSICA DE TORNOS DE CNC PARTE 2: CICLOS FIJOS EN TORNO: G68, G69. CICLOS FIJOS DE DESBASTADO. G81, G82. CICLOS FIJOS DE DESBASTADO DE TRAMOS RECTOS. G84, G85. CICLOS FIJOS DE DESBASTADO
TEMA 7. PROGRAMACIÓN BÁSICA DE TORNOS DE CNC PARTE 2: CICLOS FIJOS EN TORNO: G68, G69. CICLOS FIJOS DE DESBASTADO. G81, G82. CICLOS FIJOS DE DESBASTADO DE TRAMOS RECTOS. G84, G85. CICLOS FIJOS DE DESBASTADO
ThyssenKrupp Aceros y Servicios S.A.
 Aceros para Herramientas Moldes para plásticos Normas Nombre AISI W. Nr. DIN THYROPLAST 2738 P20+Ni 1.2738 40CrMnNiMo8 Aplicaciones Moldes para la industria plástica con grabado profundo y alta resistencia
Aceros para Herramientas Moldes para plásticos Normas Nombre AISI W. Nr. DIN THYROPLAST 2738 P20+Ni 1.2738 40CrMnNiMo8 Aplicaciones Moldes para la industria plástica con grabado profundo y alta resistencia
Comara icut. Optimización de los procesos de arranque de viruta en tiempo real
 Comara icut Optimización de los procesos de arranque de viruta en tiempo real Retos en la fabricación Los parámetros de corte definidos en un programa CNC se mantienen invariables durante el mecanizado.
Comara icut Optimización de los procesos de arranque de viruta en tiempo real Retos en la fabricación Los parámetros de corte definidos en un programa CNC se mantienen invariables durante el mecanizado.
ThyssenKrupp Aceros y Servicios S.A.
 Aceros para Herramientas Moldes para plásticos Aplicaciones Normas Nombre AISI W. Nr. DIN THYROPLAST 2316 420 mod. Acero para la fabricación de moldes para inyección de plásticos abrasivos y corrosivos
Aceros para Herramientas Moldes para plásticos Aplicaciones Normas Nombre AISI W. Nr. DIN THYROPLAST 2316 420 mod. Acero para la fabricación de moldes para inyección de plásticos abrasivos y corrosivos
Influencia de parámetros de corte y vibraciones en la rugosidad superficial en procesos de torneado
 4. PROCEDIMIENTO EXPERIMENTAL 4.1. Materiales de ensayo Los ensayos realizados tendrán como fin verificar que se cumple la relación de la ecuación 2.3, es decir, las medidas de rugosidad obtenidas experimentalmente
4. PROCEDIMIENTO EXPERIMENTAL 4.1. Materiales de ensayo Los ensayos realizados tendrán como fin verificar que se cumple la relación de la ecuación 2.3, es decir, las medidas de rugosidad obtenidas experimentalmente
MFWN MFWN. Placa económica de 6 aristas y doble cara con resistencia superior a la rotura gracias al diseño de aristas gruesas
 Placa de 6 aristas y doble cara Placa económica de 6 aristas y doble cara con resistencia superior a la rotura gracias al diseño de aristas gruesas Corte afilado gracias a las fuerzas de corte reducidas
Placa de 6 aristas y doble cara Placa económica de 6 aristas y doble cara con resistencia superior a la rotura gracias al diseño de aristas gruesas Corte afilado gracias a las fuerzas de corte reducidas
EL PODER DE LAS FRESAS GARANT
 EL PODER DE LAS FRESAS GARANT Jornada Técnica para el aumento de la productividad en el mecanizado Índice Sistema de sujeción GARANT ZeroClamp 4-5 Fresa avance elevado GARANT Hi5 6 Fresado Trocoidal 7
EL PODER DE LAS FRESAS GARANT Jornada Técnica para el aumento de la productividad en el mecanizado Índice Sistema de sujeción GARANT ZeroClamp 4-5 Fresa avance elevado GARANT Hi5 6 Fresado Trocoidal 7
AJUSTE LIMADO LIMADORA
 UNIVERSIDAD NACIONAL EXPERIMENTAL POLITECNICA ANTONIO JOSE DE SUCRE VICERECTORADO BARQUISIMETO DEPARTAMENTO DE INGENIERIA MECANICA AJUSTE LIMADO LIMADORA Maquinas similares. UNEXPO Limado LIMADO - LIMADORA
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITECNICA ANTONIO JOSE DE SUCRE VICERECTORADO BARQUISIMETO DEPARTAMENTO DE INGENIERIA MECANICA AJUSTE LIMADO LIMADORA Maquinas similares. UNEXPO Limado LIMADO - LIMADORA
MAQUINARIAS MADERERAS
 MAQUINARIAS MADERERAS MOLDURERAS-ENDEREZADORAS DE MADERA a) MOLDURERA-V-HOLD-DE-5-EJES Maquina moldurera enderezadora de madera, Fabricada en China por el mayor fabricante de Asia: V-Hold, modelo I- 520.
MAQUINARIAS MADERERAS MOLDURERAS-ENDEREZADORAS DE MADERA a) MOLDURERA-V-HOLD-DE-5-EJES Maquina moldurera enderezadora de madera, Fabricada en China por el mayor fabricante de Asia: V-Hold, modelo I- 520.