Capacidad de Procesos según ISO 9000 Ing o. Angel Francisco Arvelo
|
|
|
- Juan Correa Cortés
- hace 8 años
- Vistas:
Transcripción
1
2 EVALUACION DE LA CAPACIDAD DE CALIDAD DE UN PROCESO INDUSTRIAL METODOS ESTADISTICOS SUGERIDOS POR LA NORMA ISO 9000 ANGEL FRANCISCO ARVELO L. Ingenero Industral Master en Estadístca Matemátca CARACAS, MARZO de 997
3 3 ANGEL FRANCISCO ARVELO LUJAN Luján es un Profesor Unverstaro Venezolano en el área de Probabldad y Estadístca, con más de 40 años de experenca en las más reconocdas unversdades del área metropoltana de Caracas. Unversdad Católca Andrés Bello : Profesor Ttular Jublado 970 a 003 Unversdad Central de Venezuela: Profesor por Concurso de Oposcón desde 993 al presente Unversdad Smón Bolívar: Profesor desde 005 al presente Unversdad Metropoltana: Profesor desde 973 a 987 Unversdad Naconal Aberta: Revsor de contendos, desde 979 hasta 004 Sus datos personales son : Lugar y Fecha de Nacmento: Caracas, Correo electrónco: angelf.arvelo@gmal.com Teléfono: Estudos realzados: Ingenero Industral. UCAB Caracas 968 Máster en Estadístca Matemátca CIENES, Unversdad de Chle 97 Cursos de Especalzacón en Estadístca No Paramétrca Unversdad de Mchgan 98 Doctorado en Gestón Tecnológca: Unversdad Poltécnca de Madrd 006 al Presente El Profesor Arvelo fue Drector de la Escuela de Ingenería Industral de la Unversdad Católca Andrés Bello ( ), Coordnador de los Laboratoros de esa msma Unversdad especalzados en ensayos de Caldad, Audtor de Caldad, y autor del lbro Capacdad de Procesos Industrales UCAB 998. En numerosas oportundades, el Profesor Arvelo ha dctado cursos empresarales en el área de Estadístca General y Control Estadístco de Procesos. Una mayor nformacón pueden ser obtendos en la sguente págna web:
4 4 PROLOGO La actual crss económca por la que atravesa nuestro país, con la consecuente pérdda en la capacdad de compra de los consumdores, ha traído como consecuenca que muchas empresas ndustrales vean en la exportacón una salda para su desarrollo. Sn embargo, a la hora de tratar de penetrar los mercados nternaconales, nuestras empresas se han encontrado con la dfcultad de que allí, las normas de caldad son mucho más exgentes, y de oblgatoro cumplmento. Así por ejemplo, el cumplmento de las cláusulas establecdas en la Norma ISO y sus anexos, ya es un requsto mundalmente exgdo para cualquer empresa ndustral o de servcos, que pretenda competr en los mercados de los países desarrollados. Con el objeto de garantzarle a los consumdores y usuaros, que las empresas productoras y de servcos tenen un sstema de aseguramento de la caldad, y que dcho sstema es permanente en el tempo, ha aparecdo la fgura de las llamadas "Audtorías de Caldad", en donde un agente externo a la empresa certfca ante terceros, la exstenca de este sstema de aseguramento de la caldad, y que la empresa responderá ante el consumdor frente a cualquer problema dervado de la produccón de alguna peza defectuosa, o de alguna falla en la prestacón del servco. Aunque las cláusulas prevstas en la norma ISO , son de un carácter bastante general, y están enfocadas exclusvamente haca el sstema y no haca el producto, algunas de ellas hacen mencón a la necesdad de que la empresa cuente con la exstenca de métodos estadístcos para el control de caldad, y sugere la mplantacón de técncas de muestreo para detectar a tempo la aparcón de cualquer tpo de fallas. La aplcacón de métodos de muestreo en la ndustra venezolana, ya era conocda aún antes de la aparcón de la Norma ISO-9000, y así desde hace ya muchos años, COVENIN adoptó los planes de muestreo por atrbutos, conocdos como "Tablas Mltares 05-D", como normas venezolanas. Sn embargo, además de los planes de muestreo, otra evaluacón muy mportante en las audtorías de caldad, son los llamados estudos de capacdad o de habldad de procesos, los cuales requeren de una metodología estadístca.
5 5 Así por ejemplo, la Norma Venezolana Covenn , en donde se dan los lneamentos para la "Gestón de Caldad", establece textualmente en su Título Nº 0 "Caldad en Produccón", Seccón 0. " Capacdad del Proceso", lo sguente: «A los procesos de produccón se les debe verfcar su capacdad para producr de acuerdo con las especfcacones establecdas para el producto. Deben ser dentfcadas las operacones asocadas con las característcas del producto o proceso, que puedan tener efectos sgnfcatvos sobre la caldad del producto. Se debe establecer un control apropado para asegurar la permanenca de estas característcas dentro de las especfcacones y que se hayan realzado los cambos y modfcacones apropadas. La verfcacón de los procesos de produccón debe nclur la revsón de los procedmentos relatvos a materal, equpo, sstemas de computacón, procedmentos y el personal nvolucrado.» El concepto de capacdad de procesos se refere fundamentalmente a la dsposcón que tene el proceso para cumplr con las especfcacones que le son mpuestas por las normas, y así por ejemplo, s el proceso presenta un alto grado de varabldad y las especfcacones son muy estrechas, entonces generará un alto porcentaje de pezas defectuosas, es decr fuera de especfcacón. S por el contraro, el proceso es muy precso, y fabrca pezas con poco margen de varabldad, entonces con calbracones adecuadas, se podrá lograr que la totaldad de las pezas cagan dentro de las especfcacones exgdas, y el proceso se denomnará capaz. Un proceso "capaz" es entonces, aquel que puede cumplr a cabaldad con los requstos de caldad mpuestos por las especfcacones. El concepto de capacdad de procesos no es nuevo en los textos de "Control Estadístco de Caldad ", pero s es una novedad dentro del medo ndustral venezolano. De hecho, antes de la aparcón de la Norma ISO-9000, solo era puesto en práctca por un lmtado número de ndustras, tales como las petroleras, la ndustra automotrz, y algunas transnaconales. El objetvo del presente trabajo, es presentar de una manera clara y precsa, la metodología estadístca necesara para estmar la capacdad de cualquer proceso ndustral que deba someterse a certas especfcacones externas, y puede ser de utldad tanto para la empresa a fn de autoevaluarse, como para el audtor externo. La metodología que aquí se presenta no es propa, de hecho aparece dspersa en buena parte de los textos de "Control Estadístco de Caldad". Consdero que m
6 6 prncpal contrbucón es organzarla, y presentarla de una manera ddáctca, a fn de que pueda ser fáclmente utlzada por las personas relaconadas con el tema. Dado que la metodología aquí descrta requere conocmentos báscos de Estadístca, Probabldades e Inferenca Estadístca, es convenente que las personas responsables de aplcarla, repasen los conceptos fundamentales de tales asgnaturas, puesto que algunos de ellos como el cálculo de certos estadístcos muestrales de deformacón y de curtosís, o el manejo de tablas normales, y pruebas de hpótess, se suponen ya conocdos. He tratado de desarrollar la metodología conclando dos aspectos: el práctco y el académco. El aspecto práctco es sumamente mportante puesto que este trabajo está drgdo a personas del medo ndustral, a quenes les nteresa prncpalmente el aspecto metodológco, con el fn de evaluar su proceso. El aspecto académco es tambén para mí sumamente mportante, ya que dada m condcón de Profesor Unverstaro, actvdad a la que he dedcado gran parte de m vda profesonal por más de 6 años, no me sentría satsfecho s me lmtara a dar un "recetaro" de fórmulas y procedmentos, sn justfcacón teórca alguna. Para conclar estos dos aspectos decdí dvdr el trabajo en cnco capítulos; los cuatro prmeros se referen exclusvamente a aspectos de carácter práctco que consttuyen la esenca de la metodología, y en el qunto capítulo se da el fundamento teórco de la msma. En lo personal, consdero que el Captulo V es junto con la síntess de la metodología, el gran aporte de este trabajo, ya que en los textos de Control de Caldad no aparece la justfcacón de muchos procedmentos, como la deduccón de los coefcentes para construr los gráfcos de control, o los coefcentes para estmar la desvacón típca del proceso a partr del rango medo, etc., y cuyas demostracones han sdo desarrolladas por mí, con la ayuda de técncas de Estadístca Matemátca. Snceramente espero que el presente trabajo sea una contrbucón para el desarrollo del sector ndustral venezolano, de utldad para las personas relaconadas con el Control Estadístco de Caldad, y para aquellos estudantes y profesonales nteresados en conocer el porque de las cosas. EL AUTOR
7 7 CAPITULO I : DISTRIBUCION NORMAL Y CAPACIDAD DE PROCESOS INDUSTRIALES. La curva normal es la más mportante de las dstrbucones estadístcas, y representa un modelo teórco de comportamento para una varable aleatora contnua X, cuya funcón de densdad de probabldad vene dada por la ecuacón: f( x) ( x - ) - e ; - < x < - < μ < > 0 En la expresón anteror, "µ" y " " representan los parámetros de la dstrbucón, que recben el nombre de meda y desvacón típca respectvamente,y defnen en realdad una famla, pues al tomar dferentes valores obtendremos una nueva curva. Los parámetros de la curva tenen una nfluenca determnante en su geometría, y así, el parámetro "µ" representa el eje de smetría o valor central de la dstrbucón, mentras que el parámetro " ", por ser una medda de la varabldad en los valores de "X" con respecto a la meda "µ", ncde en su ancho ; de manera que a un menor valor de " ",la curva se hace más estrecha al estar los valores de la varable más concentrados alrededor del valor de "µ", y a un mayor valor de " " obtendremos una curva más ancha, con una mayor dspersón de los valores de la varable con relacón a la meda. Uno de los prncpales objetvos del Control Estadístco de Caldad es conocer los parámetros con que el proceso está producendo las pezas, pues medante su conocmento se podrá determnar s se está en capacdad de cumplr con las especfcacones que le son exgdas al producto, y obvamente en la medda en que la desvacón típca del proceso se reduzca, se obtendrá un proceso más estable y un producto más homogéneo. VARIABILIDAD DE LOS PROCESOS INDUSTRIALES La Teoría de Control Estadístco de Caldad establece que en todo proceso ndustral exsten dos tpos de causas de varabldad, que se conocen como comunes y asgnables. Las causas comunes consttuyen la suma de los efectos de un conjunto total de causas aleatoras no controlables, que producen una varacón en la caldad del producto manufacturado, y que son semejantes al conjunto de fuerzas que dan lugar a que una moneda caga de uno u otro lado cuando es lanzada al are. Con respecto a estas causas comunes, es poco lo que se puede hacer para reducrlas, debdo a que son nherentes al proceso, a la precsón de las
8 8 máqunas, etc. La desvacón típca " " de la curva, es justamente el reflejo de la varabldad debda a estas causas aleatoras. Las causas asgnables por el contraro, son debdas a la presenca de algunos factores que perturban el proceso, y que por sí solos son capaces de explcar en gran medda la varabldad en la caldad del producto. Entre estas causas podrían ser ctadas como ejemplo, dferencas entre las máqunas, dferencas entre los operaros, dferencas entre los materales, etc. El Control Estadístco de Procesos supone que s se estuda un grupo de datos y se encuentra que se ajustan a una Dstrbucón Normal, entonces no exsten causas asgnables, y se dce que el proceso está bajo control estadístco debdo a que es posble pronostcar con un alto grado de certeza su varabldad. Por el contraro, cuando los datos obtendos del proceso no se ajustan a la Normal, se dce que están actuando una o más causas asgnables, y que el proceso está fuera de control. De lo anteror se deduce entonces que el punto de partda o axoma de la Teoría de Control Estadístco de Procesos es que cuando no actúan causas asgnables, el proceso se comporta según una Dstrbucón Normal, y que la varabldad observada es smplemente aleatora. PROPIEDADES DESCRIPTIVAS DE LA DISTRIBUCION NORMAL Cuando se tene un conjunto de datos provenentes de un proceso ndustral, es mportante reconocer s su comportamento es o no normal, a fn de poder dentfcar causas comunes y causas asgnables. A contnuacón se enuncan una sere de propedades que tene la curva normal, y se señalan algunos procedmentos práctcos que permten verfcar s desde un punto de vsta descrptvo es razonable suponer la normaldad del proceso. En el capítulo sguente se trataran en detalle las pruebas de ajuste, que son las que en defntva permtrán aceptar o rechazar la hpótess de normaldad. º) La curva normal tene una forma acampanada y es smétrca respecto de su meda. Para verfcar la forma acampanada de los datos basta con construr el hstograma de frecuencas para los datos agrupados, y comprobar que la clase modal se ubca en el zona central de la gráfca y que a medda que nos alejamos de ella, en cualquera de las dos dreccones la frecuenca dsmnuye. Para verfcar la smetría respecto de la meda, es necesaro calcular las dferentes meddas de deformacón las cuales deben dar cero. Las prncpales meddas de deformacón son: Coefcente momento de sesgo. Coefcente percentílco de sesgo. Coefcente cuartílco de sesgo.
9 9 º) En la Dstrbucón Normal, la meda, la medana y la moda concden. Para verfcar esta propedad, basta con calcularle a la muestra agrupada, estos tres estadístcos muestrales, y comprobar que el resultado de estos cálculos dan cfras muy cercanas. 3º) En el ntervalo ( µ ± ) deben caer el 68,7% de los datos muestrales, en el ntervalo ( µ ± ) deben caer el 95,45% de los datos muestrales, y en el ntervalo ( µ ± 3 ) deben caer el 99,73% de los datos muestrales. El valor estmado del parámetro "µ" es la meda de la muestra, y el de " " la desvacón típca muestral, y para verfcar que la muestra satsface estos porcentajes, es necesaro calcular el puesto percentl correspondente a cada extremo del ntervalo,a fn de hallar el porcentaje de observacones que se encuentran por debajo de cada extremo, y fnalmente restar dchos porcentajes. 4º) La Dstrbucón Normal es una curva mesocúrtca, para la cual el coefcente momento de curtoss vale 3, y el coefcente percentílco de curtoss vale 0,63.* En el captulo V, sobre Fundamentos Teórcos de la metodología,se encuentra la demostracón de estas propedades. Ejemplo Práctco: Supongamos que al tomar una muestra de 50 botellas de refresco y analzar sus contendos, se agruparon las observacones en ntervalos de 5 cc de ampltud, dando lugar a la sguente dstrbucón de frecuencas: Para una mayor explcacón sobre estos conceptos estadístcos báscos, y su metodología de cálculo, el lector puede consultar algunos textos de Estadístca tales como : Estadístca de Murray R. Spegel, o Estadístca para las Cencas Admnstratvas de Lncoln L. Chao, ambos de la Edtoral Mac. Graw Hll.
10 0 Contendo ( cc ) Frecuenca Para hacer un tratamento descrptvo de estos datos procedemos como sgue: º) En prmer lugar se dbuja un Hstograma de frecuencas: º) A contnuacón, se estman los parámetros de la dstrbucón: ˆ = Meda Muestral = X = L =Varanza Muestral = S = =k * = k f f k * k (L X) f f = k (L ) f nx * k f
11 En donde: L * = Marca de Clase del ntervalo "" f = Frecuenca del ntervalo "". k= Número de ntervalos. n= k f = Número total de datos Es convenente organzar los cálculos en la sguente tabla: Intervalo L * f L * f (L *).f Totales , 00 Susttuyendo obtenemos: ˆ = X = = 07,80 50 = S ( ,50) (50)(07,80) = = 5, = S = 7,3 49 Aclaratora: Uno de los problemas mportantes que se estuda en Inferenca Estadístca es el de estmacón, que trata sobre la metodología a segur para nferr el valor desconocdo de un parámetro poblaconal a partr del estadístco muestral. Usualmente los parámetros poblacones se desgnan con letras gregas, mentras que sus correspondentes estmadores con letras latnas. Así por ejemplo μ representa a la meda poblaconal, mentras que X a la meda muestral que es su estmador. Cuando esta nomenclatura se aplca sobre la varanza, se obtene que la varanza poblaconal N ( x ) desgnada por,vene dada por : ; mentras que la muestral : S n ( x X) n estmador de N. Sn embargo, en Inferenca Estadístca se demuestra que un mejor n es: S c ( x X) n, y recbe el nombre de cuas varanza muestral. Es un estmador Insesgado. Véanse textos de Inferenca Estadístca.
12 Como la dferenca en la estmacón, entre uno y otro es realmente muy pequeña especalmente para muestras grandes y además S c es mejor estmador por ser nsesgado, muchos autores defnen de una vez a S c como varanza muestral y omten defnr al otro. Tal es el caso del control estadístco de caldad en donde ha hecho ya costumbre defnr a la varanza muestral como S n (x X) n 3º) Como sguente paso se verfca que la medana y la moda concden con la meda. La medana se calcula medante como un caso partcular de percentles. n p F La fórmula general para calcular un percentl es : P L 00 c P p = Percentl "p" L - = Límte nferor del ntervalo donde se encuentra P p F - = Frecuenca acumulada hasta el ntervalo anteror. f = Frecuenca del ntervalo donde se encuentra P p. c = Ampltud de los ntervalos de clase. k n= Tamaño de muestra = f Para dentfcar el ntervalo donde cae la medana, construmos la tabla acumulada de frecuencas: Contendo ( cc ) f F Aquí vemos que la medana cae en el cuarto ntervalo, pues en el ntervalo donde la frecuenca acumulada sobrepasa el valor 5, que representa la mtad de los datos. Hacendo p=50, se halla la medana, y resulta ser: p f Medana = P 50 = = 07,78 El cálculo de la moda se hace por la expresón sguente: Moda = L c
13 3 L = Límte nferor de la clase modal. = Dferenca de frecuencas a la zquerda de la clase modal. = Dferenca de frecuencas a la derecha de la clase modal. c = Ampltud de los ntervalos de clase. Para este caso, la clase modal es la cuarta, y se tene: 5 Moda = 07,7 Los tres estadístcos muestrales calculados moda, medana y meda resultaron ser entonces 07,7, 07,78 y 07,80 respectvamente, lo que refleja un comportamento muy cercano al modelo normal. 4º) Para verfcar que se cumplen los porcentajes teórcos dados por la curva normal, se procede a defnr los ntervalos ( µ ± ), ( µ ± ) y ( µ ± 3 ), en base a las estmacones obtendas. Intervalo ( µ ± ) = 07,80 ± 7,3 = [00,57 ; 5,03] Intervalo ( µ ± ) = 07,80 ± (7,3 ) = [93,34 ;,6] Intervalo ( µ ± 3 ) = 07,80 ± 3 (7,3) = [86, ; 9,49] Para calcular el porcentaje de observacones muestrales que caen en cada uno de estos ntervalos, se aplca la fórmula del Puesto Percentl "p", que da el porcentaje de observacones menores o guales que un límte P p. 00 Pp L p F f n c p = Porcentaje de observacones menores guales o menores que P p. L - = Límte nferor del ntervalo donde se encuentra P p. F - = Frecuenca acumulada hasta el ntervalo anteror. f = Frecuenca del ntervalo donde se encuentra P p. c = Ampltud de los ntervalos de clase. n= Tamaño de muestra. De la tabla de frecuencas acumuladas, ya encontrada anterormente, se tene: 00 5, 03 5 Para P p = 5,03 : p = 83,7 % 50 5 Para P p = 00,57 : p = 00 00, = 7,34 % 50 5 En consecuenca, el porcentaje de observacones que corresponde al ntervalo [00,57 ; 5,03] es: 87,7% - 7,34 % = 65,93 %. Para el segundo ntervalo: Para P p =,6 : p = 00 50, = 97,37 %
14 4 Para P p = 93,34 : p = , =,40 % Porcentaje en el segundo ntervalo = 97,37 -,40 = 94,97% Para el tercer ntervalo el 00% de las observacones muestrales caen en él. Los resultados obtendos están bastante próxmos a los teórcos, lo que se nterpreta como un nuevo síntoma de normaldad para la poblacón de donde provene esta muestra. 5º) Para verfcar ahora la smetría de los datos, se precsa encontrar las dferentes meddas de deformacón. La prmera de ellas es el coefcente momento de sesgo "a 3 ", que se calcula por m3 la expresón: a3 3 S. m 3 = Tercer momento muestral respecto de la meda = k * (L X) f El cálculo de m 3 se hace elaborando la sguente tabla, tenendo en cuenta que X = 07,80. Contendo L * f L *- X (L *- X ) 3.f Total 50-9 k f 3 Por tanto: m 3 = 9 50 = -0.5, y a 3 = 0. 5 (7. 3) 3 = Una segunda medda de deformacón es el coefcente percentílco de sesgo, que se determna por la expresón: Coefcente de sesgo percentlco = P 90 P 50 P 0 P90 P0 P 90 = Percentl 90 P 50 = Percentl 50 = Medana P 0 = Percentl 0
15 5 Para el caso en cuestón, la Medana ya se calculó y resulto ser 07,78 ; falta calcular el Percentl 0 y el 90, por la fórmula general para el cálculo de percentles, obtenéndose: P 0 = = 97, P 90 = 5 5 = 7, , 83 07, 78 97, 76 Coefcente de sesgo percentílco = = 0,005 7, 83 97, 76 Una tercera medda de deformacón es el coefcente cuartílco de sesgo, que se determna por la expresón: Coefcente de sesgo cuartílco = Q 3 Q Q Q3 Q Q 3 = P 75 = Tercer Cuartl = Percentl 75 = 0 5 =.99 5 Q = P 50 = Segundo Cuartl = Percentl 50 = Medana = Q = P 5 = Prmer Cuartl = Percentl 5 = 00 5 = Coefcente de sesgo cuartílco = = Las tres meddas de deformacón dan un resultado cas nulo, lo que se nterpreta como una smetría cas perfecta de los datos, lo que revela otra concdenca con la Dstrbucón Normal. 6º) Un últmo paso para verfcar la normaldad de los datos, desde un punto de vsta descrptvo es calcular las meddas de apuntamento, como lo son el coefcente momento de curtoss, y el el coefcente percentílco de curtoss, las cuales tenen para la Dstrbucón Normal, un valor teórco de 3 y de 0,63 respectvamente. ( Véase la demostracón en el Capítulo de Fundamentos Teórcos). El coefcente momento de curtoss a 4 se calcula por la expresón: a 4 = m S Donde: m 4 = Cuarto momento muestral respecto de la meda = 4 4 * 4 (L X) f El cálculo de m 4 se hace a través de la sguente tabla, tenendo en cuenta que X = 07,80. k k f
16 6 Contendo L* f L*- X (L*- X ) 4 f En consecuenca : m 4 = , = 6.89,9 y el coefcente momento de curtoss: a 4 = 6. 89, 9 (7. 3) 4 =.50 La expresón para calcular el coefcente percentílco de curtoss " " es: Coefcente Percentílco de Curtoss = = ( Q3 Q) P P 90 0 Anterormente ya habían sdo calculados los cuartles, y los percentles 0 y 90, obtenendo : Q 3 =.99 ; Q = 0.6 ; P 0 = ; P 90 = 7.83 ( ) Reemplazando: = = De los resultados obtendos conclumos que la curva obtenda es lgeramente menos puntaguda que la normal (Curva Plantcúrtca), puesto que ambos coefcentes resultaron lgeramente menores a los teórcos dados por la curva normal. Es muy frecuente que en el análss descrptvo de los datos, se encuentren stuacones como esta, en donde los resultados muestrales se alejan lgeramente
17 7 de los teórcos dados por la Curva Normal, y de allí la mportanca de las Pruebas de Ajuste a la Normaldad, que se analzan en el capítulo sguente, a fn de evaluar s tales dferencas son o no sgnfcatvas. CONCEPTO DE CAPACIDAD DE UN PROCESO INDUSTRIAL El hecho de que un proceso ndustral se encuentre bajo control estadístco no sgnfca que va a producr artículos de caldad, lo que sgnfca es smplemente que sobre su varabldad están actuando solamente causas comunes, y es perfectamente posble que a pesar de hallarse bajo control, este margen de varabldad sea tan amplo que le mpda cumplr con las especfcacones exgdas por el consumdor. Para poder controlar la caldad deben exstr unas especfcacones, que son los límtes entre los cuales debe caer una determnada característca cuanttatva para que se consdere que el producto satsface los requstos de caldad; así por ejemplo, cuando se exge que un eje debe tener un dámetro de (00.00 ± 0.5) mm, esto sgnfca que su dámetro debe caer en el ntervalo (99.75 ; 00.5) mm para que cumpla con este requsto de caldad. Estos límtes del ntervalo defnen lo que se denomnan las especfcacones, y sus extremos, recben el nombre de "límte nferor de especfcacón" y "límte superor de especfcacón", que en lo sucesvo se desgnaran por "L " y "L S " respectvamente. La dferenca entre esos límtes se defne como la toleranca: T = L S -L Resulta obvo que cuanto mayor sea la toleranca de un producto, más fácl le resultará al proceso cumplr con las exgencas de caldad, puesto que el producto permte una mayor varabldad; pero por el contraro, cuanto más pequeña sea la toleranca, es más dfícl cumplr puesto que el margen de varabldad es más estrecho, y por tanto más exgente. Hemos vsto, que cuando un proceso está bajo control estadístco, los productos que fabrca se comportan según un modelo normal, y que entre los límtes "µ-3 " y "µ+3 ", debe caer entonces el 99.73% de la produccón. De allí entonces, que resulte convenente que un proceso trate de ubcarse entre estos límtes, a fn de garantzar que la cas totaldad de la produccón va a cumplr con la especfcacón. Por otra parte, hay que tener en cuenta que los parámetros "µ" y " " del proceso consttuyen una característca propa del msmo. Su meda "µ" generalmente puede ser fjada a voluntad, según certos ajustes y calbracones que se le hagan
18 8 a las máqunas, pero su desvacón típca " " es mucho más dfícl de modfcar, puesto que depende de las causas comunes que lo afectan, tales como precsón de las máqunas, destreza de los operaros, etc. Cuando la meda "µ" del proceso concde con el punto medo de las especfcacones, se dce que el proceso está centrado. Centrar un proceso no es garantía de que la produccón va a cumplr con las especfcacones, pues s los límtes de especfcacón resultan más estrechos que los límtes de varacón ±3, entonces un certo porcentaje de la produccón va a resultar defectuosa, tal como se muestra en la fgura: Cuando un proceso está centrado, el porcentaje de pezas defectuosas se reparte por gual a ambos lados de la curva. Cuando la meda de un proceso no concde con la meda de la especfcacón, se dce que está descentrado o que la meda está corrda, y en ese caso el porcentaje de pezas por encma del límte superor (defectuosas por exceso) es dferente de las que resultan por debajo del límte nferor (defectuosas por defecto).
19 9 Por lo general, en el Control de Caldad, se trata de mantener al proceso centrado, porque bajo esta stuacón, el porcentaje de pezas fuera de especfcacón es lo mínmo posble (demostracón en el capítulo de "Fundamentos Teórcos" ). Hay stuacones especales en que delberadamente se provoca un corrmento de la meda y el proceso se descentra, debdo a que por un extremo es posble corregr las pezas defectuosas, y por el otro extremo las pezas resultan nservbles. Cuando se presentan stuacones de esta naturaleza, la determnacón del punto en que hay que colocar la meda del proceso, depende del costo de la correccón, del costo de perder la peza nservble, y de la utldad que se obtenga por una peza dentro de la especfcacón. ( Ver Cap.V) Se dce que un proceso es capaz, cuando los límtes de la especfcacón resultan más amplos que sus límtes ± 3, pues en este caso, de estar centrado el proceso, podremos garantzar que práctcamente el 00% de las pezas producdas cumple con la especfcacón exgda. PROCESO CAPAZ CENTRADO La capacdad del proceso es entonces la dsposcón que tene para adaptarse a las especfcacones, y es por consguente una cualdad que debe exgírsele a todo proceso ndustral, s se quere garantzar la fabrcacón de pezas que cumplan los requstos de caldad establecdos en las normas. Para medr la capacdad del proceso es necesaro comparar la ampltud de su ntervalo natural de varacón, que como se sabe es desde µ-3 hasta µ+3, lo
20 0 que da una ampltud de 6, con la ampltud del ntervalo de especfcacón L S -L que es "T" toleranca de la especfcacón, y de allí que la medda utlzada para expresar la capacdad es el denomnado "Coefcente de Capacdad", C P Ls L T defndo por: Cp 6 6 Cuando C P, el proceso es capaz sempre que esté centrado, mentras que cuando C P <, el proceso es ncapaz aunque esté centrado, pues los límtes de la especfcacón resultan demasados estrechos en comparacón con los límtes de varabldad natural del proceso, por efecto de las causas comunes. El hecho de que un proceso sea capaz no sgnfca sn embargo, que no deba ser controlado, pues s aparecen crcunstancas externas que provoquen un corrmento de la meda y lo descentran, van a aparecer entonces un certo porcentaje de defectuosas, en caso de que la dstanca de la nueva meda a uno de los límtes de especfcacón sea nferor a 3, tal como se muestra en la fgura: Para detectar a tempo estos corrmentos en la meda, es por lo que los "Gráfcos de Control" consttuyen una herramenta muy útl en el Control de Procesos. En conclusón, los estudos de capacdad denomnados tambén de habldad, tenen como objetvo el determnar s el proceso puede someterse a las especfcacones que le son mpuestas, o s por el contraro, dchas especfcacones resultan demasado estrctas para el proceso, y por consguente deben ser ampladas o debe recurrrse a otro proceso que sea más precso. USO DE LAS TABLAS NORMALES
21 En numerosas oportundades nteresa determnar la probabldad de que una peza al azar cumpla con determnadas dmensones, o el valor en que debe fjarse la meda de un proceso, para tener una determnada probabldad de que una peza cumpla con una especfcacón. Para hacer tales cálculos, es ndspensable el uso de las tablas normales. La tabla normal permte calcular la probabldad de que una observacón sea gual o menor que una determnada abscsa "x" (Funcón de dstrbucón), para unos parámetros "µ" y " " dados. Dcha probabldad vene dada por el área bajo la curva, a la zquerda de la abscsa "x", tal como se muestra en la fgura: Para entrar en la tabla normal, es necesaro en prmer lugar, tpfcar prevamente la abscsa "x", medante la transformacón: Z = X - La abscsa tpfcada "z" representa la dstanca entre la abscsa "x" y la meda "µ", expresada en funcón de la desvacón típca " ". Así por ejemplo, una abscsa tpfcada z=, representa que la abscsa "x" se halla a dos desvacones típcas de la meda "µ". El sgno de "Z", ndca la poscón de la abscsa 'x" con respecto a la meda "µ", y así cuando "Z" es negatvo la abscsa "x" es menor que la meda "µ" ; mentras que cuando "Z" es postva, la abscsa "x" es mayor que la meda "µ". Las tablas que se encuentran en el anexo, y utlzan la sguente nomenclatura: (z) = Area que en la Normal tpfcada hay desde "z" a la zquerda. (-z) = Area que en la Normal tpfcada hay desde "-z" a la zquerda. D(z) = Area que en la Normal tpfcada hay entre "-z" y "+z". z = Abscsa que en la normal tpfcada deja a la derecha un área. La tabla se utlza cuando se tene una abscsa tpfcada "z", y se quere calcular el área a la zquerda. S "z" es postvo se lee en la columna (z), s "z"
22 es negatvo en la columna (-z),y en caso de que se trate de un ntervalo central smétrco, el área entre "-z y + z" se lee en la columna D(z). S se quere el área a la derecha de una abscsa tpfcada "z", será necesaro restar de, el área a la zquerda leída en la tabla. La tabla se utlza en el caso nverso, cuando se quere determnar la abscsa tpfcada que deja a la zquerda un determnado porcentaje de área, en cuyo caso se lee en la columna z ( ), y s lo que se tene es un área central comprendda en un ntervalo smétrco, el extremo postvo de dcho ntervalo se lee en la columna z(d). Ejemplo : Supongamos que un proceso fabrca pezas cuya longtud sgue una Dstrbucón Normal con meda 7.50 mm y desvacón típca de 0.0 mm. Calcular las sguentes probabldades: a) Que una peza mda menos de 7.80 mm. b) Que una peza mda menos de 7.0 mm. c) Que una peza mda más de 7.60 mm d) Que una peza caga en el ntervalo (7.5 ; 7.75) mm. e) Que una peza caga en el ntervalo (7.50 ± 0.35) mm. Solucón : Desgnando como X la longtud de una peza, se tene : X N ( 7.50 ; 0.0 ) P ( X 7.80 ) = P ( Z < ) = P ( Z <.50) = (.50) = P ( X 7.0 ) = P ( Z < ) = P ( Z < -) = (-) = P ( X > 7.60 ) = P ( Z > ) = P ( Z > 0.50) =- (0.50) = = P( 7.5 < X < 7.75) = P( < Z < ) = P ( -.75 < Z <.5) = (.5) - (-.75) = = P ( 7.5 < X < 7.85) = P ( < Z < ) = P ( -.75 < Z <.75 ) = D (.75 ) = ( Por ser un ntervalo smétrco) Nótese que en todos estos casos, las lecturas fueron hechas en la tabla 3.a, puesto que se daban abscsa para encontrar una probabldad, la cual se mde por el área bajo la curva. Ejemplo : Suponendo que la duracón de unas baterías sgue una Dstrbucón Normal con meda 00 horas, y desvacón típca de horas.
23 3 a) Dar un plazo de garantía sobre la duracón mínma de una batería, de forma que dcha garantía se cumpla con probabldad b) Dar un ntervalo smétrco donde caga la caga la duracón de una batería, con probabldad Solucón : En este ejemplo, tenemos que: X = Duracón de una batería N(00 ; ). a) La garantía se cumple cuando la duracón de la batería es gual o mayor que el plazo de garantía, de forma que s desgnamos por "t" al plazo de garantía, lo que se quere es : P ( X t ) = 0.99, o gráfcamente : P ( X t ) = 0.99 P ( Z t 00 ) = 0.99 En la tabla, se encuentra que para 99% de área a la derecha, es decr % de área a la zquerda, la abscsa tpfcada correspondente leyendo en la tabla t 00 z( ) es : -.36 = -.36 t = ( ) = 7.09 y por consguente, el plazo de garantía para 99% de probabldad de cumplmento, debe ser de 7.09 horas. b) Encontrar un ntervalo smétrco donde caga la duracón de una batería con probabldad 0.90, sgnfca determnar un ntervalo donde s elge una batería al azar, la probabldad de que su duracón caga en dcho ntervalo debe ser de 0.90, y la probabldad complementara de no caer 0.0, debe repartrse por gual para cada cola, es decr 0.05 por la zquerda y 0.05 por la derecha. Por smetría, tenemos entonces que dcho ntervalo debe estar centrado en la meda 00, y la ncógnta es su ampltud " ", tal como se muestra en la fgura: P ( - Z ) = 0.90 Para determnar " ", se procede como sgue: P( 00 - X 00 + ) = 0.90
24 En la tabla, se encuentra que para 90% de área central, la abscsa 4 correspondente es.645 ( Columna z(d) ), y por consguente:.645 y de allí se deduce que : =.645 = 9.74 El ntervalo central smétrco de 90% de probabldad, para la duracón de una batería, es entonces: ± 9.74 = [ 80.6 ; ] horas. EJERCICIOS PROPUESTOS º) Un estudo demostró que los tempos de vda de certa marca de baterías para automóvles, se dstrbuyen normalmente con meda 548 días, y desvacón típca de 85 días. S el fabrcante debe garantzar sus baterías por 80 días, qué porcentaje de las baterías deberá ser cambado?. Solucón:.33 % º) Se ha comprobado que el peso de los estudantes unverstaros, sgue una Dstrbucón Normal con meda 68,5 Kgs., y desvacón típca de 0 Kgs. Cual es la probabldad de encontrar un estudante, cuyo peso esté: a) entre 48 y 7 Kgs. b) superor a 9 Kgs. Solucón : a) b) 0.0 3º) El espesor de las lámnas metálcas producdas por una certa máquna sgue una Dstrbucón Normal, con meda 0 mm., y desvacón típca de 0,0mm. Establezca una especfcacón para el espesor de estas lámnas, de forma que: a) El 95 % de las lámnas cumplan con la especfcacón. b) El 99% de las lámnas cumplan con la especfcacón. Solucón: a) ( ± 0.039) mm b) ( ± 0.055) mm 4º) Las especfcacones para una certa peza mecánca son (0.00 ± 0.50) cms., y la máquna que se dspone para producrlas tene una desvacón típca de 0.30 cms. Las pezas que resulten por encma del límte superor pueden ser reprocesadas y corregdas, pero las que resulten por debajo del límte nferor son consderadas como desperdco. a) Cual debe ser la meda del proceso, s se quere a lo más un % de desperdcos?. b) Para esa meda del proceso. Cuál será el porcentaje de pezas reprocesadas?. Solucón: a) µ = b) 5.6 5º) S se quere que un proceso produzca dentro de las especfcacones (0.00 ± 0.5 ) cms, con a lo más % de pezas defectuosas. En qué valor debe
25 mantenerse controlada a la desvacón típca, cuando el proceso está centrado?. Solucón: º) Hay que producr unas pezas cuyo dámetro debe caer dentro de la especfcacón (90 ± 5) mms ; pero sn embargo, la máquna que se dspone para fabrcarlas, las saca según un dámetro aleatoro que sgue una Dstrbucón Normal con meda 00 mm, y desvacón típca de 0 mms. Cual es la probabldad de producr una peza defectuosa?. Solucón : º) Una máquna cortadora puede ser calbrada para cortar alambres que tengan una meda determnada. Suponendo que la longtud de los alambres obtendos sgue una Dstrbucón Normal con meda el valor calbrado, y desvacón típca de 0, cms. ; determne el valor en que debe calbrarse la meda, s se quere que solamente el 5% de los alambres, tengan una longtud mayor de 0,40 cms. Solucón : µ = 0.07 cms. 5
26 CAPITULO II : PRUEBAS DE AJUSTE A LA NORMAL 6 Hemos vsto en el capítulo anteror como la Dstrbucón Normal es el punto de partda para evaluar la capacdad del proceso, pues la Teoría de Control Estadístco supone como axoma que bajo condcones estables, es decr cuando solo actúan causas comunes o aleatoras, el comportamento del proceso debe ajustarse a ella. El análss descrptvo analzado tambén en el capítulo anteror, srve de gran orentacón para valdar la hpótess de normaldad del proceso, pues cuando se cumplen todas las exgencas allí señaladas, tales como hstograma acampanado, smetría, gualdad entre la moda la medana y la meda, coefcente momento de curtoss gual a 3, etc., tendremos una evdenca muy sgnfcatva acerca de la valdez de la hpótess normal. No podemos sn embargo olvdar, que el comportamento de las muestras es aleatoro, y no necesaramente son un reflejo exacto de la poblacón de donde provenen, y que por lo tanto, es perfectamente posble, que sendo el proceso normal, la muestra presente lgeras desvacones con relacón al modelo teórco. De lo anterormente expuesto, se deduce entonces que una pregunta muy lógca que cualquer nvestgador puede hacerse con relacón a su proceso es: hasta qué punto pueden tolerarse dferencas entre la muestra y el modelo normal teórco, y segur aceptando la hpótess de normaldad?. La respuesta a esta pregunta la dan precsamente las llamadas " Pruebas de Ajuste ". En este capítulo analzaremos tres pruebas de ajuste, las cuales son unas pruebas muy rgurosas, y que proporconan una respuesta defntva a la pregunta anteror. Otro método de ajuste que analzaremos en este capítulo es el uso del papel probablístco, que es de una sencllez extraordnara, pero con la desventaja de los métodos descrptvos, que no permte establecer hasta qué punto son tolerables las dferencas entre los resultados muestrales y el modelo normal teórco. Al fnal del capítulo se ncluyen tambén otras pruebas estadístcas, cuyo objetvo no es probar el ajuste, pero que son de gran utldad en el control de procesos pues srven para controlar alguno de sus parámetros, y en consecuenca srven para detectar a tempo algún desajuste, como por ejemplo un corrmento de su meda, o un ncremento en su desvacón típca.
27 PRUEBA CHI-CUADRADO DE BONDAD DEL AJUSTE 7 Esta es una prueba de carácter completamente general, que se utlza no solamente para verfcar el ajuste a la normaldad, sno tambén para el ajuste a cualquer otra Dstrbucón teórca de probabldad. Aplcada al caso que nos ocupa que es el de normaldad, dcha prueba srve para contrastar la Hpótess Nula H 0 : El proceso se ajusta a una normal, contra la Hpótess Alternatva H : El proceso no se ajusta a una normal. Es decr, s desgnamos por "X" a la varable en estudo, la prueba ch-cuadrado de bondad, es una prueba de hpótess en donde: H 0 : "X" se ajusta a una normal H : "X" no se ajusta a una normal Para decdr s aceptamos o rechazamos la Hpótess nula H 0, dspondremos como nformacón una muestra de valores de la varable "X", la cual deberá estar presentada como una tabla agrupada de frecuencas, en donde los dferentes valores observados de la varable "X", aparecen clasfcados en ntervalos, con sus respectvas frecuencas. Dcha tabla debe ser construda tomando muestras al azar del proceso, y aunque no exste una regla fja acerca de cuantas observacones tomar, es recomendable que tenga por lo menos 00 observacones, clasfcadas en por lo menos 6 ntervalos. Una vez construda esta tabla, los pasos a segur son: Paso : Estmar los parámetros "µ" y " ", de la dstrbucón medante la meda "X", y la varanza muestral "S ", que como ben sabemos se calculan por: = Meda Muestral = X = n n X =Varanza Muestral = S = k (L X) f * k f = k (L ) f nx * k f
28 En donde: L * = Marca de Clase del ntervalo "" f = Frecuenca del ntervalo "". k = Número de ntervalos. n= k f = Número total de datos Paso : Con los parámetros estmados, calcular las probabldades de cada uno de los ntervalos, medante la tabla normal. 8 p = P ( L - X < L ) = P ( L Z < L ) = ( L ) - ( L ) En este paso, es mportante tener en cuenta el detalle de que los ntervalos extremos deben ser defndos como "< L " el prmero, y como " L K el últmo, puesto que de lo contraro la suma de las probabldades de los k ntervalos no será gual a "", debdo a que como es sabdo el domno teórco de la curva normal es desde - hasta +. Paso 3 : Calcular las frecuencas esperadas de cada ntervalo, multplcando el tamaño total de muestra por su probabldad teórca. k e = n. p ; sendo n = f Estas frecuencas esperadas representan el número de observacones que deberían caer en cada uno de los ntervalos, en caso de ser certa la hpótess de normaldad, y por lo tanto deberían ser muy parecdas a las observadas en la realdad, para poder aceptar la hpótess de normaldad del proceso. Paso 4 : Comparar las frecuencas observadas con las esperadas, medante el cálculo del estadístco ch - cuadrado, defndo por: El valor de " ( f - e ) ", mde la dferenca entre las frecuencas observadas y las esperadas; cuanto más grande sea su valor, mayor es la dferenca entre la realdad observada y el modelo teórco normal, mentras que cuanto más pequeño sea su valor, mejor es el ajuste del modelo teórco normal a la realdad observada en la muestra. En este paso, hay que cudar el detalle de que todas las frecuencas esperadas deben ser guales o mayores que "5".En caso de que este requsto no se cumpla, =k = e
29 es necesaro fundr ese ntervalo con cualquera de sus vecnos, hasta alcanzar una frecuenca esperada de 5 ó más. La justfcacón de este requsto es porque la prueba "ch-cuadrado", está basada en la aproxmacón normal a la bnomal, y para que esta aproxmacón sea satsfactora se exge: np 5. 9 Paso 5: Una vez calculado el valor de " ", el últmo paso es r a las tablas de la dstrbucón ch-cuadrado, con un nvel de nvel de sgnfcacón " " prevamente selecconado ( usualmente 5%), con (k -3) grados de lbertad * 3, y leer la abscsa " " que deja a la derecha un área " ". S: Aceptar H 0, es decr es aceptable el ajuste a la Normal. S: > Rechazar H 0, es decr, no es aceptable el ajuste a la Normal. La zona de rechazo es exclusvamente del lado derecho, pues solamente valores grandes de " dstrbucón normal teórca. " reflejan dferencas sgnfcatvas entre la muestra y la Ejemplo: Retomemos la muestra del captulo anteror relatva al contendo de refresco en unas botellas Contendo ( cc ) Frecuenca En general, el número de grados de lbertad es: k--r ; sendo r el número de parámetros estmados, que en el caso de la Dstrbucón Normal es r=.
30 Con el análss descrptvo hecho anterormente, la muestra presentó síntomas evdentes de normaldad, a excepcón de los coefcentes de curtoss que no arrojaron los valores que corresponden para una normal. Para salr de dudas, y verfcar s estas dferencas son o no sgnfcatvas, aplquemos la prueba ch-cuadrado de bondad del ajuste, medante la prueba de hpótess : H o : "X" ( Contendo de la botella) se ajusta a una normal H : "X" ( Contendo de la botella) no se ajusta a una normal Paso : Estmar los parámetros de la dstrbucón. Esta estmacón ya fue hecha en el capítulo anteror con los sguentes resultados: = X = 07,80 = S = 5, = S = 7, 3 Paso : Calcular las probabldades de cada uno de los ntervalos. Para garantzar que la suma de todas las probabldades de, el prmer ntervalo lo tomamos como " < 95 ", y el últmo como " 0 ", y con la ayuda de la tablas normales, tenemos : P( X < 95) = P ( Z < ) = ( -.77 ) = P( 95 X < 00) = P ( 7. 3 Z < ) = P (-.77 Z < -.08)
31 = ( -.08) - ( -.77 ) = = P( 00 X < 05) = P ( Z < ) = P (-.08 Z < -0.39) = ( -0.39) - ( -.08 ) = = 0.08 P( 05 X < 0) = P ( Z < ) = P (-0.39 Z < 0.30) = (0.30) - (-0.39) = = P( 0 X < 5) = P ( Z < ) = P (0.30 Z <.00) = (.00) - (0.30) = = 0.34 P( 5 X < 0) = P ( Z < ) = P (.00 Z <.69) = (.69) - (.00) = = 0.3 P( X 0) = P ( Z ) = P(Z.69) = - (.69) = = Paso 3: Calcular las frecuencas esperadas. Una vez calculada la probabldad de cada uno de los ntervalos, procedemos a calcular su frecuenca esperada, multplcando su probabldad por el tamaño de muestra, en este caso 50 : e = n. p.
32 Los cálculos se presentan en la sguente tabla: 3 Contendo ( cc ) f p e < En este caso,todas las frecuencas esperadas resultaron ser mayores que 5, y por tanto no hay necesdad de fundr ntervalos. Paso 4: Comparar las frecuencas observadas con las esperadas, medante el cálculo del estadístco "ch-cuadrado" : =k ( f - e ) S la hpótess H 0 fuese certa, las frecuencas observadas deberían ser muy parecdas a las esperadas, y esta dferenca es lo que cuantfca el valor de " ". Para nuestro caso : = e ( ) = ( ) ( ) ( -.38) 38. =.90 Paso 5 : Ir a la tabla de la Dstrbucón Ch- Cuadrado, con un nvel de sgnfcacón selecconado, y los grados de lbertad calculados. En nuestro caso, selecconaremos un nvel de sgnfcacón del 5%, y para calcular los grados de lbertad tenemos: k = número de ntervalos = 7
33 grados de lbertad = k - 3 = 4 33 En la tabla encontramos: ; 4 = 9.49 >.90 Aceptar H 0 No exste en consecuenca, una evdenca sgnfcatva para rechazar la hpótess de normaldad, lo que se nterpreta como un ajuste satsfactoro a la Dstrbucón Normal. Ejercco Propuesto: El peso en gramos, de una muestra de cajas de fósforos fue el sguente: Peso Frecuenca , Verfcar a un nvel de sgnfcacón del 5%,s los datos se ajustan a una Dstrbucón Normal. Solucón: =.774 < ; 3 = 7.8 Se acepta el ajuste a la normal. PRUEBA DE KOLMOGOROV - SMIRNOV Esta prueba al gual que la anteror, es una prueba de ajuste, que se utlza exclusvamente para dstrbucones contnuas, y en donde la hpótess a probar es que una determnada muestra provene de una poblacón con una funcón de dstrbucón dada. Esta prueba no requere que los datos estén agrupados en ntervalos, pues es aplcable aún para muestras con datos puntuales, pero su prncpal lmtacón es que la dstrbucón a la cual se quere probar el ajuste, debe estar plenamente defnda, es decr que no puede tener parámetros a estmar.
34 Para el caso de ajuste a la normaldad, esta lmtante hace que la prueba solo pueda aplcarse para parámetros especfcados, que en el caso de control de procesos suelen ser: µ = Punto medo de la especfcacón (Proceso centrado) 34 = Ls - L I 6 (Poscón límte de un proceso capaz). En consecuenca, esta prueba puede rechazar un proceso ajustado a la normal, en caso de que alguno de los parámetros sea dferente a los especfcados; lo que sgnfca que s el proceso está bajo control estadístco, pero no está centrado, o tene una desvacón típca dferente de la especfcada, la prueba conclurá en un rechazo del ajuste propuesto. De allí, que esta prueba resulte partcularmente útl, cuando un proceso tene una desvacón típca conocda, y deba ser sometdo a algunas calbracones, para colocar su meda en un certo valor especfcado, y se quera verfcar que estas calbracones fueron correctamente realzadas. Las hpótess a contrastar en la prueba de Kolmogorov-Smrnov son: H 0 : La funcón de dstrbucón de "X" es F(x) H : La funcón de dstrbucón de "X" no es F(x) El procedmento de la prueba consste en comparar la Funcón de Dstrbucón Teórca F(x), con la dstrbucón acumulada de frecuencas relatvas de la muestra H(x), ya que s el ajuste es satsfactoro ambas deberían ser muy parecdas ; puesto que la prmera representa la probabldad teórca de encontrar una observacón gual o menor que un certo "x", mentras que la segunda representa el porcentaje de observacones muestrales que resultaron ser guales o menores que ese msmo x". Los pasos a segur son los sguentes: Paso : S los datos muestrales están en forma puntual se ordenan de menor a mayor, y se calcula el porcentaje de observacones guales o menores que cada uno de ellos; y s están en forma agrupada se construye la tabla acumulada de frecuencas relatvas.
35 Paso : Se calcula la probabldad teórca de que una observacón sea gual o menor que cada valor muestral para el caso de datos puntuales, o de cada extremo superor de ntervalo para el caso de datos agrupados. Para el caso de ajuste a la normal, este cálculo se hace con la ayuda de las tablas normales: 35 F(x) = P ( X x ) = P ( Z x - ) = ( x - ) Paso 3 : Se calcula la máxma desvacón en valor absoluto, entre la dstrbucón acumulada de frecuencas relatvas para la muestra, y la funcón de dstrbucón teórca. D n = max F(x) - H(x). Evdentemente, cuanto más pequeño sea el estadístco D n, mayor será la concdenca entre la dstrbucón teórca y los resultados muestrales, mentras que cuanto mayor sea su valor, mayor será la dferenca entre la muestra y los valores teórcos, y por tanto naceptable el ajuste, por lo que la prueba es unlateral por la derecha. Paso 4 : El valor crítco del estadístco D n, se encuentra en la tabla ncluda en el apéndce, la cual sumnstra el valor Dn, de forma que s: D n Dn Aceptar H 0. D n > Dn Rechazar H 0. El valor crítco " Dn " depende del nvel de sgnfcacón " " de la prueba, y del tamaño de muestra "n". Ejemplo con datos puntuales: Supongamos que para que un proceso opere correctamente, debe ajustarse a una Dstrbucón Normal con meda mm, y desvacón típca.000 mm, y que una muestra aleatora de 0 observacones do el sguente resultado:
36 Se puede afrmar, a un nvel de sgnfcacón del 5%, que esta muestra provene de una poblacón normal con los parámetros especfcados?. 36 Solucón: Las hpótess a contrastar son: H 0 : El proceso se ajusta a una Dstrbucón Normal con µ=6 y = H : El proceso no se ajusta a una Dstrbucón Normal con µ=6 y = Paso : Comenzamos por ordenar los datos de menor a mayor Luego se calcula H (x), frecuenca relatva acumulada para cada uno de los vente valores, es decr, la proporcón de observacones guales o menores que él. Así por ejemplo : H (3.85) = 0 = 0,05 H (3.38) = 0 = 0,0, y así sucesvamente. Paso : Se calcula con la tabla normal, la probabldad de que una observacón gual o menor que cada uno de estos 0 valores, lo que da la funcón de dstrbucón teórca. F (3.85) = P ( X F (3.38) = P ( X 3.85 ) = P ( Z 3.38 ) = P ( Z ) = (-.36) = ) = (-.3) =0.095 y así sucesvamente con los demás valores.
37 Paso 3 : Se calcula para cada dato, la dferenca en valor absoluto, entre la funcón dstrbucón teórca y la frecuenca relatva acumulada muestral. D = F(x ) - H(x ). El resultado de los cálculos se muestra en la tabla a contnuacón: x F ( x) H(x) D = F(x) - H(x) (Máxmo)
38 En la tabla se encuentra que: D n = max F(x) - H(x) = Paso 4: Ir a la tabla correspondente a los valores crítcos para la prueba de Kolmogorov- Smnov, en donde se lee que para un tamaño de muestra de 0, y un nvel de sgnfcacón del 5%, D n = 0.9. Como en nuestro caso: D n = < D n = 0.9; la conclusón es aceptar la hpótess H 0, de que la muestra provene de una poblacón normal con meda y desvacón típca.000. Ejemplo con datos agrupados : La prueba de Kolmogorov - Smrnov tambén puede ser utlzada en forma aproxmada, en caso de que la muestra este agrupada en ntervalos tal como se muestra en el sguente ejemplo: Supongamos que el peso en gramos de una píldora, debe ajustarse a una Dstrbucón Normal con meda 4 gramos, y desvacón típca de 0,5. Una muestra aleatora de 500 píldoras arrojó: Peso,7-3, 3,-3,5 3,5-3,9 3,9-4,3 4,3-4,7 4,7-5, Frecuenca Probar al 5% de sgnfcacón, s la muestra provene de una poblacón normal con los parámetros especfcados. Solucón: Las hpótess a contrastar son: H 0 : El peso se ajusta a una Dstrbucón Normal con µ=4 y = 0.5 H : El peso no se ajusta a una Dstrbucón Normal con µ=4 y = 0.5 Los pasos a segur son los msmos, con la únca dferenca de que la funcón teórca en lugar de calcularla para cada valor muestral como se hzo anterormente, se calcula para los límtes superores de cada ntervalo; así por ejemplo: F (3,) = P ( X F (3,5) = P ( X 3, ) = P ( Z 3,5 ) = P ( Z 3. 4 ) = 0. 5 (-.80) = ) = 0. 5 (-.00) = 0.587
39 El resultado de los cálculos se muestra en la tabla a contnuacón: 39 x F ( x) H(x) D = F(x) - H(x) Máxmo En la tabla se ve que: D n = max F(x) - H(x) = El valor crítco para un tamaño de muestra de 500, y un nvel de sgnfcacón del 36. 5%, es por la fórmula de aproxmacón: D n = Como D n = < Dn = ; la conclusón es aceptar la hpótess H 0, de que la muestra provene de una poblacón normal con meda 4 y desvacón típca 0.5. Ejerccos propuestos º) Dadas las sguentes dez observacones de un proceso: 3.0, 3.4, 33.3, 33.4, 33.5, 33.7, 34.4, 34.9, 36. y Probar a un nvel de sgnfcacón del 5%, que el proceso se ajusta a una Dstrbucón Normal con meda 3.0 y varanza 3.4. Solucón: D n = 0.56 > Dn = 0.4 Rechazar el ajuste. º) La duracón en mnutos de una muestra de plas, fue la sguente: Probar a un nvel de sgnfcacón del 5%, que la duracón de estas plas se ajusta a una Dstrbucón Normal con meda 80 mnutos y desvacón típca de 40 mnutos. Solucón: D n = < Dn = 0.4 Aceptar el ajuste.
40 40 PRUEBA DE GEARY Las dos pruebas anterores, la prueba ch-cuadrado de bondad del ajuste, y la de Kolmogorov-Smrnov son pruebas generales que pueden ser utlzadas para verfcar no solamente el ajuste a la normal, sno tambén para cualquer otra dstrbucón teórca, con la únca lmtacón para la segunda,de que debe ser contnua y de parámetros especfcados. Esta nueva prueba, la de Geary, es exclusva para probar el ajuste a la Dstrbucón Normal, y por ser exclusva para ella, es más potente, es decr, con menor probabldad de error tpo II. La prueba se fundamenta en el uso de dos estmadores dferentes para el parámetro " " de la Normal. En efecto, un problema que se analza con profunddad en los textos de Estadístca Matemátca, es el relatvo al de la estmacón de los parámetros de una dstrbucón teórca. ( Ver Capítulo V) Para el caso de la Dstrbucón Normal, en la estmacón de "µ" no hay lugar a dudas, pues la meda muestral " X " es el mejor estmador posble por ser nsesgado y de mínma varanza; pero sn embargo, para la estmacón de " ", la stuacón no es tan clara, pues exsten varos estmadores los cuales tenen certas propedades deseables, pero carecen de otras. Algunos estmadores para el parámetro " " son: º) El obtendo por el método por el método de máxma - verosmltud, y tambén por el método de momentos: =n (X - X) = n (X - X) º) La raíz cuadrada del estmador nsesgado para " " : n =n = 3º) El obtendo a partr de la desvacón meda de la muestra.
41 Se defne como desvacón meda de la muestra, a la meda artmétca de las desvacones absolutas respecto de la meda muestral, es decr: D. M =n = 4 X - X n A partr de la desvacón meda muestral, es posble obtener un nuevo estmador para " " dado por : 3 =n = X - X n = D.M La prueba de Geary se fundamenta en que s se toma una muestra aleatora provenente de una poblacón normal, entonces los dferentes estmadores del parámetro " " deben dar resultados smlares, y en consecuenca el cocente entre cualquera de ellos debe dar valores cercanos a la undad. El estadístco muestral utlzado en esta prueba es: u =n = =n = n X - X n (X - X) Para muestras grandes, y en caso de que la muestra provenga de una poblacón con Dstrbucón Normal, la dstrbucón de la varable "U" es tambén una normal con meda, y desvacón típca ;y por tanto su valor tpfcado "Z" debe n caer entre los límtes - z y + z para poder aceptar la Hpótess de Normaldad. Es decr, Z = U n N (0,), y s para la muestra - z z + z Aceptar la Hpótess de normaldad para la poblacón. La prueba es evdentemente blateral, pues valores de "U" alejados de en cualquera de los dos sentdos, reflejan dferenca sgnfcatva entre las estmacones de " ", dadas por el prmer y tercer estmador.
42 Ejemplo: Para lustrar la metodología de la prueba de Geary, analcemos la muestra de 0 datos puntuales que ya fue analzada con la prueba de Kolmogorov-Smrnov : En aquella oportundad la prueba se hzo para parámetros dados: µ=6 y =. Hagamos ahora la prueba de ajuste aplcando la Prueba de Geary, la cual no necesta especfcar parámetros. Los pasos a segur son: Paso : Calcular la meda muestral, que para este caso resulta X = Paso : Calcular la desvacón de cada dato respecto de la meda muestral Paso 3: Calcular la desvacón típca muestral : S = = n ( X X) n El resultado del cálculo es : S=.673, que representa una prmera estmacón del parámetro " ". Paso 4 : Calcular la desvacón meda de la muestra, para lo cual hay que hallar la meda de las desvacones absolutas del paso. D. M =n = X - X n
43 El resultado del cálculo es : D.M= Paso 5 : Hacer la segunda estmacón de " ", medante el uso del estmador : 3 =n = X - X. El resultado de esta nueva estmacón es : 3 = n Paso 6: Calcular el valor dos estmacones. u = del estadístco U, que representa la razón entre las 594. = Paso 7: Tpfcar el valor obtendo de "U", a fn de determnar s es sgnfcatva la dferenca entre el valor obtendo en la muestra, y el resultado esperado, que debó ser gual a. z = u n = = Paso 8 : Ir a la tabla normal con el nvel de sgnfcacón elegdo, y leer el valor crítco para la prueba blateral. Para 5% de sgnfcacón se encuentra z 0.05 =.96, y como el valor obtendo de z= cae en el ntervalo [-.96, +.96], la conclusón es aceptar el ajuste a la normaldad. PAPEL PROBABILISTICO Debdo a que las pruebas estadístcas de ajuste exgen procedmentos un tanto complcados de cálculo, su uso en el medo ndustral ha sdo muy escaso, y en aquellas empresas que requeren verfcar que su proceso se ajusta a una Dstrbucón Normal, el uso del papel probablístco es mucho más conocdo.
44 44 El papel probablístco es un papel especal, el cual tene en el eje horzontal una escala mlmétrca lneal, y en el eje vertcal una escala gual a la funcón de dstrbucón de la normal tpfcada, de forma que cuando en el eje vertcal se representa un certo porcentaje (z), la escala hace que lo que realmente se esté representando sea la abscsa "z" que en la normal tpfcada deja a la zquerda un área (z). Esta escala se conoce como escala "gaussana" o "probablístca". Recordemos que la tabla normal da para cada abscsa tpfcada "z", un área a la zquerda (z), que representa la probabldad de que el valor tpfcado de la varable aleatora "X" sea gual o menor que "z". En consecuenca, el orgen de la escala vertcal es 50%, pues (0) = 0,50. El papel probablístco tene la propedad de que s sobre él se representa, la dstrbucón acumulada de frecuencas relatvas para la una muestra provenente de una poblacón normal, los puntos deben quedar en línea recta. La justfcacón de esta propedad se fundamenta en el hecho de que s el ajuste a normal es adecuado, entonces la dstrbucón acumulada de frecuencas relatvas para la muestra H(x) debería concdr con la Funcón de dstrbucón teórca de la
45 normal F(x), y por la tpfcacón de la normal, se tene entonces que: H(x) = F(x) x = P ( X x) = P(Z ) = P ( Z z ) = (z) 45 S de esta expresón se despeja "x" se tene: x = µ + lneal entre "x" y "z". z, que es una funcón El papel probablístco está dseñado, para que al representar "x" en el eje horzontal y H(x) en el margen derecho del eje vertcal, la escala transforme automátcamente a través de la tabla normal nversa a H (x) en "z", y por tanto se obtenga una recta, en caso de que el ajuste a una Dstrbucón Normal sea satsfactoro. La prueba de ajuste realzada con el papel probablístco no necesta parámetros especfcados, tene la ventaja de su sencllez, y puede ser utlzada tanto para datos muestrales en forma puntual o agrupados. El nconvenente es que no proporcona un crtero que permta establecer hasta que punto son sgnfcatvas las dferencas entre los puntos obtendos y la línea recta, en caso de que estos no queden perfectamente alneados, y puesto que la recta hay que trazarla "a ojo" sobre el papel, este método deja un razonable margen de duda. Una vez trazada la recta, es posble obtener un estmacón gráfca de la meda y de la desvacón típca de la dstrbucón. La meda puede ser obtenda entrando en la escala vertcal con el 50% y cortando a la recta, la lectura que se haga en el eje horzontal corresponde a la meda estmada del proceso. La desvacón típca " ", se estma entrando en el eje vertcal con aproxmadamente 84%, cortando a la recta, y luego se mde la dstanca horzontal entre este punto de corte y la meda.
46 46 El procedmento gráfco de estmacón se fundamenta en las propedades de la normal, ya conocdas: a) La meda "µ" es eje de smetría, y por tanto el área a su zquerda es de 50%. b) En el ntervalo (µ -, µ + ) cae el 68.7% del área, de donde se deduce por smetría que el área a la zquerda del valor "µ + " es 84.35%. Para representar los datos muestrales en el papel probablístco, hay que segur el sguente procedmento: Paso : S los datos están en forma puntual se ordenan de menor a mayor, y s están agrupados se ordenan los ntervalos en forma crecente. Paso : A cada dato se calcula su poscón percentl, es decr el porcentaje de observacones que son guales o menores que él, y s están agrupados se calcula para cada límte superor de clase, la frecuenca relatva acumulada en forma porcentual. Para el caso de datos sn agrupar, la poscón percentl se calcula medante la j sguente expresón 3 : P j.00% n Donde: j = Poscón del dato después de ordenarlos de menor a mayor P j = Poscón percentl que le corresponde al dato j n = Número total de datos Paso 3 : Sobre el eje horzontal del papel probablístco elegmos una escala adecuada de acuerdo con el orden de magntud de los datos, de la msma forma
47 como se utlza un papel mlmetrado corrente, y sobre el margen derecho del eje vertcal se leen los porcentajes acumulados de frecuenca. Elegda la escala adecuada para el eje horzontal, se procede a ubcar sobre el papel los puntos (x j ; P j ) ó (L, H(L ) ), según los datos estén puntuales o agrupados respectvamente. Paso 4: Una vez ubcados los puntos, procedemos a ajustarles una recta. El trazado de esta recta es totalmente subjetvo, y debe hacerse sn que exsta una mayor nfluenca de puntos de uno u otro lado de la recta. S los puntos caen razonablemente sobre una recta, conclumos que los datos se ajustan a una Dstrbucón Normal. Algunos papeles probablístcos mas sofstcados, permten construr a ambos lados de la recta unas bandas de confanza, entre las cuales deben caer la totaldad de los puntos para poder aceptar el ajuste a la normaldad. Ejemplo con datos puntuales: Un embotellador de refrescos está estudando la resstenca a la presón nterna de botellas no retornables de dos ltros. Se toma una muestra de 6 botellas, y se obtene la resstenca a la presón medda en "ps". Los resultados fueron: Usar el papel probablístco para analzar s es razonable suponer que esta varable se ajusta a una Dstrbucón Normal. Solucón: Comenzamos por ordenar los datos de menor a mayor Una vez ordenados se procede a calcular la poscón percentl de cada uno. Así por ejemplo la poscón percentl correspondente al prmer dato es: 47 P.00% 6 = 3,50% Reptendo este cálculo para los demás puntos se obtene:
48 48 X j P j % 3,5 9,375 5,65,875 8,5 34,375 40,65 46,875 X j P j % 53,5 59,375 65,65 7,875 78,5 84, ,65 96,875 A contnuacón se procede a grafcar estos puntos sobre el papel probablstco De la gráfca se obtene que la meda aproxmada del proceso es de 05, y la desvacón típca de.50. En caso de que no se tenga papel probablístco, tambén es posble usar papel mlmetrado, solo que los cálculos resultan lgeramente más complcados. Para usar papel mlmetrado, es necesaro recordar que el fundamento del papel probablístco es la relacón lneal entre "x" y "z", dada por la ecuacón x j = µ + z j, en donde "z j " es la abscsa que en la normal tpfcada corresponde a un área a la zquerda (z j ) = P j En el papel probablístco en la escala vertcal se lee P j, y el papel automátcamente representa "z j ". S se va a utlzar papel mlmetrado, el valor de "z j " que corresponde a cada Pj hay que hallarlo prevamente medante la tabla normal nversa, señalada como 3.b en el anexo.
49 Este procedmento sn embargo, hoy en día está en desuso pues todos los paquetes estadístcos proporconan la gráfca en papel probablístco. Ejemplo con datos agrupados: Retomemos los datos relatvos al contendo de refresco de unas botellas, y cuyo análss descrptvo ya se hzo en el capítulo anteror, y cuyo ajuste a la normaldad ya fue verfcado con la prueba ch - cuadrado de bondad del ajuste. 49 Contendo ( cc ) Frecuenca Para representar estos datos sobre el papel probablstco, se calculan las frecuencas relatvas acumuladas: Contendo ( cc ) f H(L) ,60 % ,0 % ,00 % ,80 % ,0 % ,0 % % Sobre el papel se llevan los puntos (L, H (L ) ), en donde L representa el límte superor del ntervalo, y H (L ) su frecuenca relatva acumulada.
50 50 La gráfca no deja práctcamente lugar a dudas acerca de la normaldad del proceso de llenado de las botellas, tal como lo había advertdo el análss descrptvo, y lo había ratfcado la prueba ch- cuadrado de bondad de ajuste. En general, el uso del papel probablstco con datos agrupados es mucho más cómodo, pues resulta más facl la ubcacón de los puntos dentro del gráfco. OTRAS PRUEBAS DE HIPOTESIS IMPORTANTES EN EL CONTROL DE PROCESOS Para conclur este capítulo, el autor ha consderado oportuno nclur algunas otras pruebas de hpótess relatvas a la Dstrbucón Normal, donde a dferenca de las anterores lo que se quere probar no es el ajuste a la Dstrbucón Normal el cual ya se da por váldo, sno el valor de alguno de sus parámetros. PRUEBA BILATERAL PARA LA MEDIA Esta prueba se utlza cuando se quere probar que la meda de un proceso ha quedado correctamente calbrada en un valor especfcado que llamaremos 0. H o : = 0 H : 0
51 Generalmente el valor especfcado 0,es el punto medo de la especfcacón,y en ese caso la prueba pretende probar la hpótess de que el proceso está centrado, contra la alternatva de que está descentrado. Como la varanza poblacónal " " es desconocda, la prueba debe ser hecha con la Dstrbucón t-student, calculando el valor del estadístco "t" dado por: 5 X 0 t = S n en donde: 0 = Valor especfcado para la meda de la Dstrbucón. X = Meda de la muestra. S = Desvacón típca muestral = n (X X) n n = Tamaño de la muestra. El valor crítco de estadístco "t" dependerá del nvel de sgnfcacón selecconado, y se lee en las tablas de la Dstrbucón t- Student, ncludas en el apéndce, con (n-) grados de lbertad. Se aceptará H 0, en caso de que el valor del estadístco "t" resulte comprenddo entre - t y + t caso contraro se rechazará, es decr: ; n- ; n-; - t ; n- t t ; n- Aceptar Ho t < - t ; n- ó t > + t ; n- Rechazar Ho t ; n-= Abscsa que en una t-student con (n-) grados de lbertad deja a la derecha un área.
52 Ejemplo : El contendo medo de unas bolstas de azúcar debe ser de 0 gramos. Una muestra aleatora de 0 bolstas arrojó el sguente contendo: 0., 9.7,0., 0.3, 0., 9.8, 9.9, 0.4, 0.3 y Asumendo normaldad para el proceso de llenado, probar a un nvel sgnfcacón del %, que el proceso esta correctamente calbrado. de Solucón: Las hpótess a probar son: H : = 0 ( Calbracon correcta) 0 H : 0 ( Calbracon ncorrecta) Para la muestra se tene: X = 0.06, S= El valor del estadístco t = = 0.77 En las tablas de la dstrbucón t-student, se encuentra que t 0.005; 9 = 3.5. Como 0.77 cae en el ntervalo [-3.5, +3.5], la conclusón es aceptar H 0, y por tanto no exste una evdenca sgnfcatva para pensar que el proceso de llenado esté ncorrectamente calbrado. Ejemplo propuesto : El punto de fusón de unos certos flamentos, debe ser de exactamente.000 º C en promedo. Una muestra de 0 flamentos, do por resultado: Fusón (ºC) Frecuenca Asumendo que el punto de fusón de estos flamentos sgue una Dstrbucón Normal, se puede conclur a un nvel de sgnfcacón del 5%, que cumplen con la especfcacón?
53 Solucón: t= < -.09 Rechazar H 0. Exste evdenca sgnfcatva de que no cumple con la especfcacón. 53 Otro aspecto muy mportante con relacón a esta prueba, es del tamaño de muestra requerdo. Toda prueba estadístca está sujeta a dos posbles errores conocdos como error del tpo I y error del tpo II, que en este caso son rechazar una calbracón correcta y no detectar una calbracón mal hecha, respectvamente. En caso de que el proceso se desajuste y la meda se corra a un nuevo valor en lugar del especfcado 0, la prueba debe tener una probabldad alta de detectarlo, y evdentemente cuanto más próxmo esté de 0, mayor será el tamaño de muestra requerdo. El tamaño de muestra necesaro, dependerá entonces del corrmento que se quera detectar - 0, y de las probabldades de Error I ( ) y II ( ) que se fjen. En el capítulo V sobre "Fundamentos Teórcos", se obtene la sguente fórmula que permte calcular el tamaño de muestra para la prueba blateral de meda: n= ( z z ) / ( ) 0 La dfcultad práctca que presenta la aplcacón de esta fórmula, es que en caso de que no se tenga una varanza conocda, es necesaro estmarla prevamente, medante el valor de S en muestras prelmnares o plotos, lo que generalmente conduce a un proceso de aproxmacones sucesvas. Ejemplo : Una máquna llenadora debe ser calbrada para que llene con un contendo medo de exactamente cm 3. Se quere dseñar una prueba de caldad que detecte con una probabldad de 0.90,,una meda de llenado de 3 cm 3. Asumendo normaldad en el llenado, y que la desvacón típca ha sdo estmada prevamente en 4. cm 3, de qué tamaño debe ser dcha muestra para un nvel de sgnfcacón del 5%?, y entre qué lmtes debe encontrarse la meda de dcha muestra, para poder aceptar como correcta la calbracón?.
54 Solucón: Por ser una prueba con varanza conocda, ya no es necesaro aplcar la Dstrbucón t-student. 54 Las Hpótess a probar son: H : = Calbracon correcta 0 H : Calbracon ncorrecta El tamaño de muestra se calcula por: n= ( z z ) / ( ) 0 = 4. ; = 3 ; 0 = ; z 0.05 =.96 ; z 0.0 =.8 n = ( ) (4.) ( 3 ) = envases La hpótess nula H 0 es aceptada cuando: - z X - 0 n + z es decr, cuando la meda muestral X cae en el ntervalo 0 z n Para nuestro caso, el ntervalo de aceptacón es entonces: = = [ 6.64 ; 7.36 ] Lo anteror llevado a la práctca, sgnfca que una vez que el técnco haya hecho la calbracón del proceso de llenado para que llene con una meda de cm 3, el responsable de caldad, deberá verfcar la calbracón tomando una muestra de 7 envases, y en caso de que la meda de esa muestra caga en el ntervalo [6.64, 7.36 ], se consderará la calbracón como correctamente realzada ; caso contraro, se rechazará. Con el tamaño de muestra de 7 y el ntervalo de aceptacón [6.64, 7.36], la probabldad de rechazar una calbracón ben hecha es de 0.05, y la de aceptar una calbracón mal hecha a una meda de 3 cm 3, es de 0.0.
55 55 PRUEBA UNILATERAL DERECHA PARA LA VARIANZA DE UNA DISTRIBUCION NORMAL En muchos procesos ndustrales, nteresa mantener controlada su desvacón típca, puesto que en caso de que ésta sobrepase el valor límte L s L I, deja 6 de ser capaz, y el porcentaje de defectuosos puede ncrementarse consderablemente, aunque el proceso esté centrado. Por esta razón, en el Control Estadístco de Procesos, la prueba más mportante para la varanza es la unlateral derecha, pues lo que se quere es detectar cuando la varanza excede un valor especfcado. Las Hpótess son : H 0 H : > : 0 0 Las prueba de varanza se hace medante el estadístco, defndo por: (n-) S 0 sendo el, el valor especfcado para la varanza del proceso, y S la varanza 0 muestral calculada como : S = n (X X) n La decsón es aceptar H o s, o rechazarla s ;n > ; n- ; n- =Abscsa que en una Dstrbucón ch- cuadrado con (n-) grados de lbertad deja a la derecha un área " ". Ejemplo : En el proceso de llenado de certas latas, se exge que la desvacón típca no exceda de 5 gramos, y con el objeto de mantenerlo controlado, se toman muestras peródcas de latas. a) S una de estas muestras arroja una desvacón típca de 30 gramos. Debe detenerse el proceso?.
56 b) Cual es el máxmo valor que puede tomar la desvacón típca de la muestra, para no detener el proceso?. Asuma un nvel de sgnfcacón del 5%. 56 Solucón: Las hpótess a probar son: H 0 : 5 No detener el proceso H : > 5 Detener el proceso S en una muestra de latas se encuentra S=30, el valor del estadístco para esta muestra es : = (30) 65 = 5,84 En las tablas de la Dstrbucón Ch- Cuadrado, con grados de lbertad se lee 0.05; = 9.68, y como < 9.68 Aceptar H 0, se concluye que una muestra de latas, con una desvacón típca muestral de 30 gramos, no consttuye una evdenca sgnfcatva para detener el proceso. En cuanto al valor límte que puede tomar la desvacón típca muestral sn detener el proceso, tenemos que no se detene cuándo: = S 8,8 S 33,44.. S Este valor representa el valor crítco para la desvacón típca muestral, o lo que es lo msmo, en el momento que una muestra arroje una desvacón típca muestral por encma del valor 33.44, exste una evdenca sgnfcatva para detener al proceso. Ejercco Propuesto : Un proceso se supone normal, y su desvacón típca no debe exceder el valor 0.0. Una muestra de pezas fabrcadas por este proceso arroja los sguentes valores: Consttuye esta muestra una evdenca sgnfcatva para detener el proceso?. Use un nvel de sgnfcacón del %. Solucón: = 8.56 > 4.73 Exste evdenca sgnfcatva para detenerlo.
57 57 El cálculo del tamaño de muestra necesaro una prueba de varanzas es mucho más complcado que para el caso de la prueba de medas, debdo a que requere tanteos y aproxmacones sucesvas. En el texto "Estadístca para Ingeneros", de los autores Albert Bowker y Gerald Leberman, Edtoral Prentce Hall Internaconal, pueden encontrarse en el Cap. VI (Pruebas de Hpótess para un solo parámetro), unos ábacos que permten resolver el problema, medante procedmentos gráfcos. EJERCICIOS DE RECAPITULACION º) Una muestra de 04 tornllos selecconados al azar de la produccón de una ndustra, do el sguente resultado: Dámetro (mm) Frecuenca Utlce las dferentes pruebas de ajuste, y el papel probablstco para decdr acerca de la normaldad del proceso. º) El peso medo de las bolsas de cemento debe ser de 40 Kgs. Una muestra aleatora de bolsas arroja una meda de Kgs., con una desvacón típca de,5 Kgs. Puede conclurse de esta muestra, que la empresa no cumple con lo especfcado?. Asuma normaldad. = 0.05 Solucón : t = No exstenca evdenca sgnfcatva. 3º) Una máquna cortadora debe ser debe ser calbrada para que corte tubos con una longtud meda de 40 cms. En caso de que la calbracón esté correcta, se quere tener una probabldad de 0.95 de aceptarla, y en caso de que esté corrda en 0.05 cms, se quere tener una probabldad de 0.90 de rechazarla. Asumendo normaldad,y que la desvacón típca en la longtud de los tubos es de 0.5 cms qué tamaño de muestra se necesta?. Solucón: n= 95
58 58 4º) En el proceso de produccón de una certa peza mecánca sgue una Dstrbucón Normal, pero se exge por razones de precsón, que la desvacón típca del proceso no exceda de 0,0 centímetros, con apenas una probabldad del %, de detener nnecesaramente al proceso. S una muestra aleatora de 0 pezas arroja una desvacón típca de 0,06 cms. Qué recomendaría Ud. : contnuar o detener el proceso?. Solucón: = =.39 < Contnuar.
59 CAPITULO III : GRAFICAS DE CONTROL 59 Cuando la prueba de ajuste a la normal es aceptada, se dce que el Proceso está bajo control estadístco, es decr, que sobre él solo están actuando causas comunes o aleatoras, y que la varabldad encontrada entre las dferentes pezas es una varabldad natural, propa del proceso. La condcón de estar bajo control estadístco, no es sn embargo permanente en el tempo, y en cualquer momento pueden aparecer causas asgnables como por ejemplo un cambo en la matera prma, un error del operador, un desajuste en la maqunara, etc., que ocasonen una perturbacón. Un proceso puede dejar de estar bajo control estadístco por dos razones no excluyentes, por un corrmento de la meda, por una varacón en su desvacón, o por ambas. Cualquera de estas dos razones puede ocasonar que buena parte de la produccón caga fuera de especfcacón. Las técncas de Control Estadístco de Procesos deben detectar a tempo la presenca de estas causas asgnables, a fn de tomar las meddas correctvas requerdas. Una manera de detectar la aparcón de estas causas asgnables es hacer peródcamente, las pruebas de hpótess para la meda y para la desvacón estudadas en el capítulo anteror, de forma que el rechazo de cualquera de las dos, ndcará que el proceso se saló de control. Sn embargo, este procedmento no es práctco para el medo ndustral, pues requere de un personal altamente adestrado en el manejo de técncas estadístcas, y por este motvo es necesaro entonces, desarrollar otra metodología, que permta hacer estas pruebas de hpótess de una manera más práctca y permanente. Por otro lado, cuando la prueba de ajuste es rechazada, exsten entonces algunas observacones muestrales que fueron tomadas bajo condcones atípcas de operacón. Las pruebas de ajuste no proporconan nformacón acerca de cuáles de las observacones muestrales son las atípcas, y por lo tanto no permten ncar la nvestgacón que permta dentfcar la causa asgnable que actuó sobre el proceso.
60 Por las razones antes expuestas, se hace necesaro entonces desarrollar una metodología que alcance los sguentes objetvos: º) Identfcar en la muestra ncal del proceso las observacones atípcas, a fn de exclurlas de la muestra una vez encontradas las causas asgnables, y no tomarlas en consderacón para estmar los parámetros del proceso. º) Detectar a tempo anormaldades en el proceso, tanto corrmentos de la meda, como ncrementos en la desvacón por encma de sus límtes naturales, para mpedr la produccón de pezas fuera de especfcacón. Las Gráfcas de Control por varables venen a ser la herramenta que permte alcanzar estos objetvos. Es mportante aclarar que exsten dos tpos de Gráfcas de Control: por varables y por atrbutos. Las gráfcas por atrbutos se utlzan para controlar el porcentaje de defectuosas, o el número de defectos, dentro de sus límtes naturales, y detectar a tempo cualquer ncremento sgnfcatvo de cualquera de ellos. Estas gráfcas no son de utldad para los estudos de capacdad del proceso. Las gráfcas de control por varables se aplcan exclusvamente cuando la característca de caldad puede ser expresada medante una varable cuanttatva contnua. Un dagrama de control por varables es esencalmente una prueba de la hpótess para verfcar que el proceso está bajo control estadístco. 60 GRAFICA DE CONTROL PARA UN PROCESO BAJO CONTROL ESTADISTICO
61 La gráfca está formada por dos zonas ; la de arrba se refere a los límtes de control para la meda, la cual tene dos bandas una superor y otra nferor, debdo a que la prueba de hpótess para la meda es blateral, y por lo tanto se rechaza cuando la muestra cae por debajo del límte nferor L.C.L (Abrevatura del nglés Lower Control Lmt), o por arrba del límte superor U.C.L (Upper Control Límt). La línea central representa el punto en donde se estma que está ubcada la meda del proceso. La zona de abajo representa el límte de control para la desvacón del proceso, (generalmente se muestra en forma separada a la prmera), y srve para detectar el momento en que la varacón del proceso se ha modfcado de manera sgnfcatva. Cuando se toma una muestra del proceso, se le calcula su meda y su desvacón ( generalmente se toma el rango muestral como medda de dspersón), y cuando ambos valores caen dentro de sus respectvos límtes de control, lo que estamos hacendo es aceptar la hpótess de que el proceso está bajo control estadístco. Cuando una muestra arroja un valor de la meda muestral que se sale de sus límtes de control, la gráfca nos adverte sobre la presenca de alguna causa asgnable que ha provocado un corrmento de la meda. Cuando la muestra arroja una desvacón fuera de sus límte de control, la gráfca detecta una causa asgnable que ha modfcado la desvacón del proceso. Una modfcacón por encma del límte superor debe ser motvo de preocupacón, pues hace al producto mas heterogéneo y debe ser erradcada ; mentras que una modfcacón por debajo del límte nferor (en caso de que exsta) es benefcosa para el proceso, pues lo hace más homogéneo, y de allí que sea mportante detectar la causa asgnable, para convertrla en un factor permanente dentro del proceso. Como toda prueba de hpótess, la gráfca de control está sujeta a dos posbles errores: Error tpo I : Rechazar una hpótess verdadera, que este caso sgnfca conclur que el proceso está fuera de control cuando en realdad no lo está. Error tpo II : Aceptar una hpótess falsa, que en este caso sgnfca conclur que el proceso esta bajo control cuando en realdad no es así. Generalmente las gráfcas de control se dseñan para una probabldad de error tpo I muy baja, de apenas 0.7%, pues son del tpo ± 3, y por tanto la probabldad de que la muestra caga entre los límtes cuando en realdad el proceso está bajo control es de 99.73%. (En la práctca es frecuente decr que 6
62 estas probabldades son de 99% para la aceptacón de un proceso bajo control, y de % para el rechazo de un proceso bajo control). La razón por la cual las gráfcas se dseñan para una probabldad tan baja de error tpo I, es porque se consdera que este error es muy grave para la produccón, pues ocasonaría la paralzacón del proceso sn que exsta un motvo real para ello ; y por este argumento se quere tener la cas absoluta certeza de que cuando la muestra se salga de alguno de los límtes de control es debdo a que exste una evdenca muy sgnfcatva de que una causa asgnable lo está perturbando. Como la probabldad de error tpo I es muy baja, la del tpo II puede resultar relatvamente alta, especalmente cuando la muestra es pequeña, y por ello ocasonalmente puede ser útl representar la curva de operacón, para saber la probabldad que tene el dagrama de control de detectar cambos en el proceso. Para una mayor nformacón acerca del procedmento para construr esta curva OC para los dagramas de control por varables, el lector puede consultar el Cap. del texto "Control de Caldad y Estadístca Industral", del autor Acheson J. Duncan. 6 TIPOS DE GRAFICAS DE CONTROL POR VARIABLES En la prueba de Geary para verfcar el ajuste a la normaldad, se vo que la desvacón típca de una normal tene dversos estmadores. Otro estmador del parámetro " " de una Dstrbucón Normal, que no fue menconado en aquella oportundad, es el basado en el Rango Muestral. El Rango de la muestra es una medda de varabldad, que se defne como la dferenca entre el máxmo y el mínmo valor muestral. R = Máxmo { X, X, X 3,...,X n } - Mínmo { X, X, X 3,...,X n } En el capítulo de Fundamentos Teórcos, se analza que el Rango de la muestra es una varable aleatora, cuyo valor esperado es proporconal es a la desvacón típca de la poblacón: E ( R) = d. El coefcente "d " representa la constante de proporconaldad, y se encuentra en unas tablas, que más adelante consderaremos.
63 En base a este resultado, s toman "k" muestras de gual tamaño, y R, R, R 3,...,R k, son sus respectvos rangos, entonces "el rango medo" " R ", puede utlzarse como estmador del valor esperado del Rango Muestral, y a partr de él obtener la estmacón de " ", es decr: R = R R R k k = k k R = E(R) 63 E(R) = R = d = R d El uso del "Rango Medo" para estmar " " tene la ventaja de su sencllez de cálculo, ya que para calcular el rango solo hace falta localzar en la muestra el mayor y el menor valor. S el tamaño de muestra es pequeño, la estmacón de la varanza poblaconal " " a partr del "Rango Medo", es cas tan buena como la obtenda a partr del (X X) estmador nsesgado convenconal : n La tabla sguente muestra la efcenca relatva en la estmacón de" " por el método del "Rango Medo", en comparacón con la estmacón nsesgada convenconal, para varos tamaños de muestra : n Efcenca relatva Para n > 0, la estmacón de " " a partr del "Rango Medo", perde rápdamente su efcenca, pues el "Rango muestral" no es un estmador sufcente, al no tomar en consderacón toda la nformacón muestral comprendda entre el mínmo y el máxmo valor. De todo lo anterormente expuesto, podemos conclur entonces que la estmacón del parámetro poblaconal " ", ndspensable para poder estmar la Capacdad del Proceso, puede hacerse de varas maneras, sendo las más mportantes, la estmacón a partr del "Rango Medo", y la estmacón a partr de la "Varanza Muestral". Estas dos formas de estmacón dan lugar a dos tpos de Gráfcas de Control por varables, que se conocen como ( X, R) y ( X, S) según se utlce el rango n
64 muestral "R" o la desvacón típca muestral "S" respectvamente, como medda de la dspersón del proceso. En la práctca las gráfcas ( X, R) son mucho más utlzadas por la sencllez en el cálculo de "R" en comparacón con el de "S", y porque al tomar tamaños de muestra pequeños, la efcenca de ambos estmadores es práctcamente la msma. 64 CONSTRUCCION DE LA GRAFICA ( X, R ) La construccón de una gráfca ( X, R ) se nca con la toma de muchas muestras pequeñas (0 como mínmo), de gual tamaño provenentes del proceso. Cada una de estas muestras se denomna "subgrupo", y suelen ser de 4, 5 ó 6 observacones cada una. Lo anteror sgnfca entonces que para ncar la construccón de la gráfca es necesaro tomar alrededor de unas 80 observacones como mínmo del proceso, las cuales son el resultado de 0 subgrupos cada uno de tamaño 4. Exsten varos razones que justfcan el uso de subgrupos, en lugar de tomar una sola muestra aleatora más grande, dgamos de 80, en nstantes al azar. Entre estas razones las más mportantes son: a) El subgrupo es más homogéneo, pues las 4,5 ó 6 observacones de cada subgrupo corresponden a un msmo nstante.. Por tanto las varacones en el proceso a lo largo del tempo, son detectadas con mayor facldad medante la varacón entre las medas de los dferentes subgrupos. b) Es preferble tomar muestras pequeñas varas veces, que tomar una muestra grande rara vez, pues cuando la muestra cae "fuera de control", se puede dentfcar más fáclmente la causa asgnable que actuó. Con respecto a la eleccón de los subgrupos, el crtero básco es que se deben formar de manera que dentro de cada subgrupo deba exstr homogenedad, pero que a la vez exsta mucha probabldad de varacón de un subgrupo a otro. A contnuacón se cta un pensamento de W.A. Shewhart, creador de la "Teoría de los Gráfcos de Control", y que lustra el prncpo anteror:
65 65 Capacdad de Procesos según ISO 9000 «El objetvo fnal es no solamente detectar las dfcultades sno tambén encontrarlas, y tal descubrmento naturalmente mplca clasfcacón. El ngenero que tene éxto al dvdr sus datos ncalmente en subgrupos raconales, lo estará hacendo mejor nherentemente, a largo plazo, que quen no realce esto convenentemente.» En la práctca, el crtero que más comúnmente se utlza para la formacón de subgrupos, es el del orden de produccón, tomando cada subgrupo como representante de la produccón de lapsos de tempo lo más cercanos posbles como hora, turno, día, etc., o como representante de lotes producdos bajo déntcas condcones de matera prma, maqunaras, operaros, etc., logrando así una probabldad máxma de que las observacones dentro de un msmo subgrupo sean muy parecdas, y que dferencas en el comportamento del proceso, puedan ser rápdamente detectadas medante dferencas entre los subgrupos. Una vez tomadas las muestras de cada subgrupo, el paso sguente es determnar los límtes de control aplcando el sguente procedmento: º) Se calcula para subgrupo su meda y su rango muestral. º) Se calcula la meda de las medas denomnada "Gran Meda", y la meda de los Rangos denomnado "Rango Medo ". Es decr, que s ncalmente se tomaron "k" subgrupos ( k se calcula el par (X, R ), y luego: 0 ), para cada uno Gran Meda = X = X 3 X X X k k ; Rango Medo = R = R R R k k 3º) Se calculan los límtes tentatvos de control medante las sguentes expresones: Para la meda: Límte de Control Superor = U. C. LX = X + A R Límte de Control Inferor = L. C. LX = X - A R Línea Central = X
66 El valor de A depende del tamaño "n" del subgrupo, y se lee en la tabla del Anexo. Para el Rango: 66 Límte Superor de Control = U. C. L R = D 4 R Límte Inferor de Control = L. C. L R = D 3 R Línea Central = R Los valores de D 3 y D 4 se obtenen tambén en la tabla del Anexo. Ejemplo: En una ndustra Farmacéutca se producen pastllas, y para estudar el proceso se toman 0 muestras de 5 pastllas cada una. El resultado del muestreo se da en la tabla a contnuacón: Para construr la Gráfca de Control se procede como sgue: º) En prmer lugar, a cada una de la muestras se le calcula su meda y su rango.
67 El resultado de dchos cálculos es el sguente: 67 Nº Meda Rango Nº Meda Rango º) Calcular la meda de las medas o "Gran Meda ", y el "Rango Medo". Gran Meda = X = Rango Medo = R = º) Calcular los Límtes de Control. En la tabla de coefcentes para los límtes de control, se lee que para n=5 como tamaño del subgrupo: A = ; D 3 = 0 ; D 4 =.4 U. C. LX = X + A R = ( ) = 5.7 L. C. LX = X - A R = ( ) = 4.78 Línea Central = X = U. C. L R = D 4 R =.4 ( ) = 0.7
68 L. C. L R = D 3 R = 0 68 Línea Central = R = º) Dbujar la Gráfca de Control, ubcando sobre ella los límtes de control, la línea central, y los dferentes puntos muestrales.
69 En el capítulo de "Fundamentos Teórcos", se encuentra la justfcacón de este procedmento para encontrar los límtes de control. 69 ANALISIS DE LA GRAFICA ( X, R ) Una vez que el dagrama ha sdo construdo, pueden ocurrr una de las sguentes dos stuacones: º) Que todos los puntos muestrales, tanto del gráfco para la meda, como del gráfco para el rango, cagan dentro de los límtes de control. De producrse esta stuacón, conclumos que no exsten evdencas sgnfcatvas para rechazar la hpótess de que el proceso se encuentra bajo control estadístco, y podemos ncar el "Análss de Capacdad" propamente dcho. Para hacer este análss tendremos que estmar los parámetros del proceso a partr del gráfco, y compararlos con las especfcacones del producto, con el objeto de determnar s es capaz de cumplrlas. El procedmento a segur se explca con detalles, en el capítulo sguente. Sn embargo, dado que el gráfco de control es en el fondo una prueba de hpótess con una probabldad relatvamente alta de error tpo II, el hecho de que todos los puntos muestrales cagan entre los límtes de control, no lo podemos nterpretar como la absoluta certeza de que el proceso se encuentra bajo control estadístco, y exsten certos detalles que podrían ser nterpretados como sgnos de falta de control. Algunos de estos síntomas son: a) Tendencas o desplazamento contnuo en una dreccón, tanto de la meda como del rango. Cuando el proceso esta bajo control debe observarse aleatoredad, en la ubcacón de uno u otro lado de su respectva línea central. S se observa una tendenca tanto crecente como decrecente de la meda muestral, esto podría nterpretarse como desgaste de una maqunaría. Sete o más puntos consecutvos de un msmo lado, 0 de, ó de 4 consttuyen una sera sospecha de que el proceso está fuera de control.
70 70 Cálculos hechos con la Dstrbucón Bnomal permten demostrar que para un proceso bajo control, la probabldad de ocurrenca de cualquera de estas stuacones es menos de %, y que por lo tanto su aparcón puede nterpretarse como que el proceso está fuera de control. Exsten pruebas estadístcas, que permten verfcar la aleatoredad de los puntos muestrales. b) Exstenca de patrones cíclcos, que revelen que cada certo tempo se produce un cambo en la ubcacón de los puntos con respecto a la línea central. Tal comportamento puede ser el reflejo de stuacones cíclcas, tales como fatga o rotacón de los operaros, cambos de turno, encenddo y apagado de maqunaras, cclos de mantenmento, de nspeccón, de produccón, etc. c) Correlacón entre los valores de la meda y del rango. Cuando el proceso está bajo control, el valor de la meda y el rango para una msma muestra son ndependentes. Por lo tanto, s ambos valores para una msma muestra se ubcan sempre a un msmo lado de su respectva línea central, podría nferrse que no exste tal ndependenca, y que alguna causa asgnable está actuando. Por esta razón, entre otras, las gráfcas de medas y la de rangos no pueden ser analzadas en forma aslada, sno conjuntamente. Exsten tambén pruebas estadístcas que permten probar la hpótess de ausenca de correlacón entre los valores de la meda y el rango. Algunos autores sugeren el uso de límtes de advertenca para la meda, los cuales son construdos para ±, y pueden ser utlzados para tomar meddas correctvas tempranas, aunque la muestra no se haya saldo de los límtes de control. Los límtes de advertenca se calculan con las expresones: Límte de Advertenca Superor: X + 3 A R
71 7 Límte de Advertenca Inferor : X - 3 A R º) Que alguno de los puntos muestrales se salga de los límtes de control. De producrse esta stuacón, el gráfco ha detectado que presumblemente alguna causa asgnable ha actuado sobre el proceso, y debe ncarse una nvestgacón que concluya en su dentfcacón. Para efectuar esta nvestgacón se requere de conocmentos técncos y de la ngenería del proceso, y es un asunto que no se resuelve por medo de la teoría estadístca. Para realzarla es necesaro contar con archvos, regstros y planllas de produccón muy ben elaboradas, que permtan al nvestgador llevar a cabo un segumento muy mnucoso acerca de las materas prmas, maqunaras y operaros que actuaron sobre cada subgrupo. De allí la mportanca de clasfcar las muestras en subgrupos, y tambén la enorme nsstenca que hacen las Normas ISO-9000, acerca de la necesdad de llevar procedmentos escrtos para las dferentes etapas del proceso de produccón. Una vez que la nvestgacón logre dentfcar la causa por la cual, una determnada muestra se saló de alguno de los límtes de control, esa muestra puede ser excluda del conjunto de datos, y de nuevo hay que recalcular los nuevos límtes de control con los datos restantes, hasta lograr que el proceso quede bajo control estadístco. De no encontrarse la causa, es posble que la muestra haya ncurrdo en error del tpo I, pero dada la probabldad tan baja del msmo, tal stuacón no debería ocurrr más de ó 3 veces de cada 000. Así por ejemplo, s regresamos al caso anteror, encontramos que la muestra Nº7 se saló de control en el rango. Suponendo que se logró dentfcar la causa asgnable que ocasonó tal stuacón, podemos elmnar la muestra Nº7, y recalcular la " Gran Meda", y el "Rango Medo" para las 9 muestras restantes, encontrando : Gran Meda = X = 4.98 Rango Medo = R = 0.3
72 y los nuevos límtes de control : 7 U. C. LX = X + A R = ( 0.3) = 5.6 L. C. LX = X - A R = ( 0.3) = 4.80 Línea Central = X = 4.98 U. C. L R = D 4 R =.4 ( 0.3 ) = 0.65 L. C. L R = D 3 R = 0 Línea Central = R = 0.3 y las nuevas gráfcas resultan ser: GRAFICA CORREGIDA PARA LA MEDIA GRAFICA CORREGIDA PARA EL RANGO
73 73 Una vez que se ha logrado controlar el proceso, ya estamos en condcones de estmar los parámetros del proceso e ncar la estmacón de capacdad. Ejemplo Propuesto: La longtud total del cuerpo de un encendedor de cgarrllos para automóvl se controla empleando gráfcas ( X, R). La sguente tabla da la longtud para 0 muestras de tamaño 4 cada una ( las medcones se codfcan a partr de 5.00 mm ; esto es, 5 sgnfca 5.5 mm) Calcule los límtes de control, y analce s el proceso se encuentra bajo control.
74 74 Solucón : Límtes para la meda = 0.7 ± 4.89 Límtes para el rango : [ 0 ; 4.4]. Proceso bajo control. CONSTRUCCION DE LA GRAFICA ( X, S ) Hemos vsto que cuando el tamaño de muestra es mayor que 0, la estmacón de " a partr del rango medo perde efcenca, en comparacón con la n (X X) estmacón nsesgada n Por este motvo, cuando el tamaño de los subgrupos es mayor que 0, es preferble el uso del dagrama ( X, S ) en lugar del ( X, R ). Para la construccón de esta gráfca, se utlzara como estmador de al nsesgado, desgnado como S y defndo por la expresón sguente:. S = n ( X X) n S = n ( X X) n Los objetvos de un dagrama ( X, S ) son los msmos que los de un ( X, R), con la únca dferenca que utlza la desvacón típca muestral "S" como medda de la dspersón del proceso, en lugar de utlzar al rango muestral "R". Su construccón parte tambén de "k" muestras cada una de tamaño "n", y para cada una es necesaro calcular su meda y su desvacón típca muestral. Posterormente se calcula "la gran meda", y la meda de las desvacones típcas muestrales que desgnaremos por S. Los límtes de control venen dados por:
75 Para la meda: 75 Límte de Control Superor = U. C. LX = X + A 3 S Límte de Control Inferor = L. C. LX = X - A 3 S Línea Central = X El valor de A 3 depende del tamaño "n" del subgrupo, y se lee en la tabla del Anexo. Para la Desvacón Típca: Límte Superor de Control = U. C. L S = B 4 S Límte Inferor de Control = L. C. L S = B 3 S Línea Central = S Los valores de B 3 y B 4 se obtenen tambén en la tabla del Anexo. En caso de calcular " S " con denomnador "n" en lugar de "n-", los coefcentes A 3, B 3 y B 4 camban por A, B y B respectvamente. En el capítulo de "Fundamentos Teórcos" se ncluye una explcacón detallada acerca del orgen de estos coefcentes. Exsten tambén gráfcos ( X, S) para subgrupos de dferente tamaño, pero en general su empleo es mucho menos conocdo en la ndustra, que los ( X, R ) por la complejdad de los cálculos que requere su construccón, y porque solo se justfca su uso cuando por razones técncas se consdera que el tamaño de los subgrupos debe ser relatvamente grande, stuacón ésta poco frecuente por el alto costo que representa. Ejemplo: Supongamos que la tabla sguente representa el contendo en gramos de unas latas de puré de tomate, y que se tomaron 5 muestras cada una de tamaño 0. Cada muestra fue tomada en dferentes días, y se quere analzar medante una gráfca ( X, S ), s el proceso se encuentra bajo control.
76 76 Para construr la gráfca, comenzamos por calcularle a cada una de las 5 muestras su meda y su desvacón típca muestral. A contnuacón se da el resultado de estos cálculos: Muestra Nº X S Muestra Nº X S
77 Luego se procede a calcular la "Gran Meda" y "La desvacón típca promedo" X = ; S = 4.65 ; y de allí los límtes de control: U. C. LX = ( 4.65 ) = Para la meda: Línea Central = L. C. LX = ( 4.65 ) = 56.3 U. C. L S =.76 ( 4.65 ) = 7.98 Para la Desvacón Típca: Línea Central = 4.65 L. C. L S = 0.84 ( 4.65 ) =.3 Por últmo se traza la gráfca, y se procede a ubcar dentro de ella a cada una de los 5 puntos muestrales GRAFICA DE CONTROL PARA LA MEDIA MUESTRAL
78 78 GRAFICA DE CONTROL PARA LA DESVIACION TIPICA MUESTRAL Por los resultados obtendos se nfere que el proceso se encuentra bajo control, y podemos ncar la estmacón de capacdad.
79 CAPITULO IV : ANALISIS DE LA CAPACIDAD DEL PROCESO En el capítulo anteror se analzó la metodología para encontrar los límtes de control, tanto la meda como para la varabldad del proceso. Estos límtes se suelen llamar "Límtes de control del proceso", y representan la forma como hstórcamente ha vendo operando, puesto que han sdo obtendos a partr de observacones durante un período prolongado de tempo. El lapso de tempo que srvó para construr la gráfca de control, se suele llamar "Período base o de referenca ", y la gráfca de control se usa para detectar cambos en el comportamento del proceso con relacón a ese período. Ahora ben, el hecho de que un proceso se encuentre bajo control, no sgnfca en nngún momento que está producendo pezas acordes con las especfcacones que le son mpuestas ; lo que sgnfca es smplemente que se está comportando de la forma como tradconalmente lo ha vendo hacendo, y que sobre él no están actuando causas asgnables. Es necesaro entonces dstngur entre "Límtes del Proceso", y "Límtes de especfcacón", puesto que representan conceptos muy dferentes. La dferenca prncpal entre uno y otro concepto radca en que, los límtes del proceso se aplcan a muestras provenentes del proceso, y srven para detectar cambos sgnfcatvos en su comportamento ; mentras que los límtes de especfcacón se aplcan para cada peza ndvdualmente, y representan las dmensones que debe cumplr para satsfacer los requermentos de caldad. Generalmente los límtes de especfcacón venen dadas por condcones externas al proceso, tales como exgencas del consumdor, normas naconales o nternaconales etc., y de allí que no necesaramente exsta relacón entre ellas y los límtes del proceso. Obvamente un productor que pretenda cumplr con las condcones de caldad mpuestas externamente, debe tratar de conclar las característcas de produccón del proceso con las especfcacones, y de allí nace la necesdad de los estudos de capacdad. En el Capítulo I, se veron ya algunos conceptos relatvos a la capacdad de procesos, entre los cuales es convenente recordar: Proceso Capaz : Aquel donde 6 L S - L I. 79
80 Proceso Centrado : Aquel donde = L S L I 80 Proceso corrdo o Descentrado : Aquel donde : L S L I En donde: µ = Meda Poblaconal del Proceso. = Desvacón Típca Poblaconal del Proceso. L S = Límte superor de la especfcacón. L I = Límte nferor de la especfcacón. " L S " y " L I " son evdentemente valores conocdos, pues venen dados por las especfcacones ; pero los parámetros poblacones "µ" y " " para el proceso son desconocdos, pues no es posble examnar a todas las pezas. Se plantea entonces la pregunta : cómo estmarlos?. Una posble respuesta a esta pregunta es utlzar los estmadores estudados en el Capítulo II, en donde se vó que los estmadores convenconales para "µ" y " " son " X " y ''S" respectvamente. Sn embargo, estmar así los parámetros poblaconales, exge suponer que en los dferentes nstantes en que fueron tomadas las observacones, las condcones de operacón del proceso eran las msmas. S se toman "k" muestras de tamaño "n" cada una, no es teórcamente correcto fundrlas todas en una sola muestra de k n observacones, y estmar " " a partr de ella, medante el cálculo de "S" en esa muestra fundda. Este procedmento no es correcto, pues medante una smple descomposcón de la suma de cuadrados de las desvacones, se puede demostrar fáclmente que s exsten dferencas entre los subgrupos, la estmacón de " " se verá afectada por tales dferencas. Una explcacón más detallada de esta stuacón puede encontrarse en los textos de Inferenca Estadístca, en el Capítulo de Análss de la Varanza, Clasfcacón Smple. Por las razones antes expuestas, al estmar los parámetros poblaconales es necesaro garantzar que las dferentes muestras fueron tomadas bajo las msmas condcones de operacón del proceso, y de allí el requsto de que para
81 ncar el análss de capacdad, el dagrama de control debe mostrar la ausenca de causas asgnables. ESTIMACION DE LOS PARAMETROS DEL PROCESO A PARTIR DEL GRAFICO DE CONTROL La capacdad del proceso depende obvamente de las especfcacones, y de los parámetros poblaconales "µ" y " ". Las especfcacones afectan a la capacdad del proceso, pues en la medda en que sean más estrechas más dfícl le resultará al proceso cumplrlas, y vceversa, en la medda en que sean más amplas, mayor será la probabldad de cumplrlas. La meda poblaconal "µ" afecta la capacdad del proceso (véase Pag. ), pues el porcentaje de pezas que cumplrán con la especfcacón no es el msmo en cuando el proceso esté centrado, que en el caso de un proceso con meda desplazada o corrda. La desvacón típca poblaconal " ", afecta la capacdad del proceso pues cuanto menor sea su valor, menor será el margen de varabldad de las pezas, y mayor la probabldad de cumplr con la especfcacón, en caso de que el proceso esté centrado. De lo anteror conclumos entonces que para estmar la capacdad del proceso hay que comenzar estmando sus parámetros poblaconales "µ" y " ". En el Cap. III Pag.49, vmos como en un Gráfco de Control ( X, R), se puede utlzar el rango medo " R " como un estmador del parámetro poblaconal " " 8 medante la expresón: = R d El coefcente d, depende del tamaño de muestra y su valor numérco se encuentra en el Anexo, en la Tabla de "Constantes para las Gráfcas de Control". En el caso de un Gráfco de Control ( X, S), la estmacón del parámetro poblaconal " " se hace a partr de la "Desvacón típca muestral promedo" desgnada como "S", medante la expresón: = R c 4. El valor numérco del coefcente c 4, para dstntos tamaños de muestra se lee tambén en la msma Tabla de "Constantes para las Gráfcas de Control".
82 El orgen de estos coefcentes "d " y "c 4 ", así como la justfcacón del método de estmacón, se encuentra en el Capítulo V de Fundamentos Teórcos. En lo que respecta a la estmacón del parámetro poblaconal "µ", ésta se hace para los dos tpos de dagramas de control, a través de la "Gran Meda" : = X. 8 Ejemplo : En el capítulo anteror se construyó una Gráfca de Control ( X, R) para el peso de las pastllas de una Industra Farmacéutca, y se encontró que el proceso estaba "fuera de control", pues una de las muestras quedó fuera de los límtes. Una vez hecha la nvestgacón de rgor, y bajo el supuesto de que se detectó la causa asgnable, se procedó a recalcular los nuevos límtes de control. Para el proceso bajo control : X = 4.98, R = 0.3 En la Tabla de Constantes para las Gráfcas de Control, se encuentra que para un tamaño de subgrupos de n=5, d =.36, y por tanto los parámetros 0. 3 estmados del proceso son : = 4.98, = = Ejemplo : En el captulo anteror se construyó una Gráfca de Control ( X, S) para el contendo de unas latas de puré de tomate. Para el proceso bajo control : X = , S = 4.65 En la Tabla de Constantes para las Gráfcas de Control, se encuentra que para un tamaño de subgrupos de n=0, c 4 = 0.977, y por tanto los parámetros estmados del proceso son : = , = Ejemplos Propuestos : = º) A partr de muchas muestras de ses soldaduras cada una, se determnó que el rango medo de las resstencas al esfuerzo cortante de un certo tpo de soldadura por puntos, fue de R = 35 kn/m. a) Establezca los límtes de control para el rango. b) Suponendo que el proceso está bajo control, estme la desvacón típca del proceso. Solucón: a ) [ 7.4 ; 77.7 ] b) =3.8
83 º) El dámetro de unos vástagos va a ser controlado medante el uso de un dagrama ( X, S). 83 Se tomaron 5 muestras de tamaño 0 cada una, se computaron los valores de X y S para cada una de ellas, y se obtuvo : a) Calcule los límtes de control. 5 X = 65.6 ; S 5 = b) Suponendo que el proceso se encuentra bajo control, estme sus parámetros. Solucón : a ) Límtes para X : [ 4.9 ; 4.96 ]. Para S : [0.0 ; 0.59] b) = 4.6 ; = ANALISIS DE LAS ESPECIFICACIONES Una vez que el proceso se encuentra bajo control, y que sus parámetros han sdo estmados, por el procedmento explcado anterormente, el paso sguente es comparar el resultado de esta estmacón con las especfcacones. Antes de hacer este análss de especfcacones es convenente revsar algunos conceptos prevos, muchos de los cuales ya han sdo menconados a lo largo de esta obra, pero que dada su mportanca es necesaro volver sobre ellos, a fn de evtar falsas nterpretacones. Se llama especfcacón al valor numérco que una certa característca de caldad debe cumplr, para que se consdere al producto como satsfactoro. Generalmente las especfcacones son blaterales, es decr, que establecen dos límtes ; así por ejemplo, cuando decmos que el dámetro de un eje debe cumplr con la especfcacón (.00 ± 0.5 ) mm, esto sgnfca que para que el eje sea aceptable su dámetro debe caer en el ntervalo [.75 ;.5 ] mm. En algunos otros casos, la especfcacón puede ser unlateral, como es por ejemplo, la que se refere a la resstenca mínma que debe tener un materal. El concepto más mportante con relacón a una especfcacón, es que los valores que ella establece se aplcan para cada peza ndvdualmente, y no al promedo de una muestra o subgrupo.
84 Así por ejemplo, s una muestra de 4 ejes arroja un dámetro medo de por ejemplo.0 mm ; esto no sgnfca que n que la muestra cumple con la especfcacón, n que los 4 ejes la cumplen. 84 Por el contraro, es posble que nnguna de los 4 ejes cumpla con la especfcacón, como sería por ejemplo el caso de una muestra con dámetros de.70,.7,.40 y.58, en donde nnguno cae en el ntervalo requerdo por la especfcacón, y la meda muestral sí. Para los estadístcos muestrales, como la meda, el rango, etc., aplcan los límtes de control, y jamás los límtes de especfcacón. La stuacón anterormente descrta es una fuente enorme de confusón, cuando se utlzan gráfcas de control en operacones de produccón, pues muchas veces se cree que los límtes de control son los msmos límtes de especfcacón. Por esta razón, no es recomendable trazar las especfcacones sobre la gráfca de control para " X ", pues exste una tendenca natural a comparar el promedo del subgrupo con los límtes de especfcacón ndvduales. Otra mala nterpretacón opuesta a la anteror, es comparar el valor ndvdual con los límtes de control para la meda, y pensar que exsten problemas cuando uno de esos valores ndvduales cae fuera de los límtes para la meda. Otro concepto que suele crear confusón, es el que se refere a que un proceso bajo control puede producr pezas que no cumplan con la especfcacón, pues s su meda no está correctamente centrada, o s su desvacón es consderable, un porcentaje mportante de la produccón puede salrse de la especfcacón. El personal no famlarzado con estos conceptos puede nclusve llegar a sentr frustracones al preguntarse : Para qué usar estas gráfcas que me ndcan que el proceso está bajo control, y sn embargo obtengo un porcentaje aprecable de pezas defectuosas?. El Dr. W. Edwards Demng, en su lbro " Caldad, Productvdad y Compettvdad. La salda de la crss " Cap., da numerosos ejemplos sobre falacas en la nterpretacón de las Gráfcas de Control, y dce textualmente en la Pag. 59 : «Los límtes de la especfcacón no son límtes de actuacón. De hecho, tenen lugar grandes pérddas cuando un proceso se está ajustando contnuamente en un sentdo y luego en otro, para cumplr las especfcacones. Curosamente un proceso puede que esté en control estadístco, y esté producendo el 0% de artículos defectuosos, y hasta ncluso el 00%».
85 De todo lo anterormente expuesto, debemos estar claros entonces que el objetvo fundamental del Gráfco de Control es el conocmento del proceso bajo condcones estables de operacón, y que el análss de especfcacones y posterormente el estudo de capacdad, consttuyen la herramenta para determnar s el proceso puede o no cumplr las especfcacones. Para ncar el análss de especfcacones, debemos establecer los límtes naturales de varacón del proceso, que como sabemos de las propedades de la dstrbucón normal son µ ± 3. Obsérvese que estos límtes corresponden a cada peza ndvdualmente, y por tanto son comparables con las especfcacones que tambén aplcan para la peza ndvdual. En nuestro caso, los parámetros "µ" y " " han sdo estmados por el procedmento señalado en la Págna 64, y tenemos entonces: L.N.I = Límte natural nferor estmado del proceso = - 3. L.N.S = Límte natural superor estmado del proceso = + 3. L I = Límte nferor de especfcacón ( Fjado externamente por las normas) L S = Límte superor de especfcacón ( Fjado externamente por las normas) Hecha la estmacón de los límtes naturales de varacón para el proceso, se pueden presentar las sguentes stuacones al compararlos con las especfcacones: Stuacón Nº : El ntervalo de varacón natural del proceso está ncludo en el ntervalo defndo por las especfcacones, es decr : [ L.N.I ; L.N.S ] [ L I ; L S ] Esta stuacón es obvamente la deal, y es la que dentfca a un Proceso Capaz, pues aquí el proceso puede cómodamente cumplr con las especfcacones, y no habrá práctcamente pezas defectuosas. En esta stuacón no necesaramente el proceso está centrado. 85
86 86 De darse este caso, la únca recomendacón que se podría hacer es la de tratar de centrar el proceso, a fn de mnmzar el resgo de que por algún desajuste tanto en la meda como en la desvacón, se produzcan defectuosas. Stuacón Nº : Las especfcacones están ncludas dentro del ntervalo de varacón natural del proceso, es decr: [ L I ; L S ] [ L.N.I ; L.N.S ] Este es el caso de un proceso no capaz, en donde las especfcacones resultan demasado estrctas para su precsón, y por más esfuerzos de control que se hagan, el proceso va a producr un porcentaje aprecable de pezas defectuosas. De encontrarse este caso, centrarlo no basta y las recomendacones deben ser radcales, tales como cambar las maqunaras por otras más precsas, entrenar mejor al personal, o negocar un cambo en las especfcacones por otras más amplas, pues al proceso le resulta mposble cumplr a cabaldad con las actuales. Stuacón Nº3 : Nnguno de los dos ntervalos está ncludo dentro del otro.
87 Las pezas conformes son las que se encuentran en la nterseccón de ambos ntervalos. 87 Un caso extremo de esta stuacón es aquella en donde la nterseccón de los dos ntervalos es vacía, y por tanto el 00% de la produccón será defectuosa. Tal stuacón es a la que se refería el Dr. Demng, acerca de como un proceso bajo control estadístco puede ncluso llegar a producr el 00% de pezas defectuosas, e lustra el concepto del porque tener al proceso bajo control no puede consttur por sí solo una meta. Un corrmento sgnfcatvo en la meda del proceso en una u otra dreccón es la causa de esta stuacón Nº3, y el proceso puede ser mejorado de efectuarse los ajustes necesaros para centrarlo. Una vez centrado, el proceso pasará a producr con aproxmadamente el 00% de pezas correctas, en caso de que 6 L S - L I ( Stuacón Nº, Proceso Capaz), o pasará a producr con un porcentaje menor que el actual de pezas defectuosas (Stuacón Nº, Proceso no Capaz), en caso de que 6 > L S - L I. ESTIMACION DEL PORCENTAJE DE DEFECTUOSOS Una buena manera de complementar el Análss de Especfcacones, es estmar para las condcones actuales de operacón del proceso,el porcentaje de pezas defectuosas que produce. Para realzar dcha estmacón solo se necestan los parámetros estmados del proceso, las especfcacones, y las tablas normales explcadas en el prmer capítulo. Ejemplo : Se toman muestras de 4 artículos de un certo proceso de manufactura a ntervalos regulares, y se mde una certa característca de caldad. Para cada
88 muestra se calcula se calcula su meda X, y su rango R. Después de 5 muestras se tene : 5 X = 5350 R 5 = 4, a) Encuentre los límtes de control. b) Suponendo que el proceso esta bajo control estadístco, y que las especfcacones de esta característca de caldad son 60 ± 5. Estme el porcentaje de artículos fuera de especfcacón, para las condcones actuales de operacón. c) Qué porcentaje de artículos se esperaría encontrar fuera de especfcacón, s el proceso estuvese centrado?. Solucón : a) Para encontrar los límtes de control, comenzamos por calcular la "Gran Meda", y el " Rango Medo " : X = = ; R = = 6.46 Para un tamaño de subgrupo n=4, encontramos que las constantes para las gráfcas de control ( X, R ) son : A = 0.79, D 3 =0, D 4 =.8, y por tanto los límtes de control son : U. C. LX = X + A R = ( 6.46 ) = L. C. LX = X - A R = ( 6.46 ) = U. C. L R = D 4 R =.8 ( 6.46 ) = L. C. L R = D 3 R = 0 U.C.L R = D 4 R =.8 ( 6.46 ) = L.C.L R = D 3 R = 0 b) Una vez encontrados los límtes de control, procedemos a estmar los parámetros del proceso, tenendo en cuenta que: = X = ; = R d = = 7.99
89 Nótese que estamos en presenca de la Stuacón Nº, pues los límtes naturales de varacón del proceso son: 89 L.N.I = ( 7.99 ) = ; L.N.S = ( 7.99 ) = mentras que L I = ; L S = El ntervalo dado por las especfcacones [ ; ] está ncludo en el ntervalo natural de varacón del proceso [ ; ], el proceso no es capaz, y en consecuenca habrá un certo porcentaje de pezas fuera de especfcacón. Para estmar este porcentaje de pezas defectuosas utlzamos las tablas normales, los parámetros estmados, y obtenemos: X = Valor numérco de la característca de caldad N ( ; 7.99 ) P( X < 595) = P( Z < ) = P ( Z < -.38) = ( -.38) = P ( 595 X 65 ) = P ( 7.99 Z ) = P ( -.38 Z.38) = (.38) - (-.38) = = P ( X > 65) = P (Z > ) = P ( Z >.38) = - (.38) = De acuerdo con estas estmacones de probabldad, bajo las condcones actuales de operacón, el 90.75% de la produccón cumple con las especfcacones, y la dferenca 9.5% es defectuosa ( 0.87 % por debajo del límte nferor de especfcacón y 8.38% por encma del superor ).
90 c) Como este proceso no es capaz, aunque se centre sempre exstrá un porcentaje aprecable de defectuosas, y para estmarlo basta calcular la probabldad de encontrarse fuera de especfcacón con µ = 60 ( punto medo), y con = Esta suposcón de que = 7.99 para el proceso centrado, es perfectamente legítma, pues como sabemos el valor de " ", es el reflejo de la accón de la causas comunes, y estas segurán actuando aunque se centre el proceso, a menos que se tomen meddas radcales tales como cambar la maqunara, etc P ( 595 X 65 ) = P ( 7.99 Z ) = P ( -.88 Z.88) = D(.88) = ( Por ser un ntervalo smétrco) = % conformes. El porcentaje estmado de pezas defectuosas, como consecuenca de centrar el proceso se reduce entonces a 6.0%. Por no ser el proceso capaz este porcentaje no se puede reducdo mas, a menos que se tomen meddas que logren dsmnur su varabldad. Estas meddas son báscamente las consagradas en algunas de las recomendacones de Demg tales como : a) Implantar un programa vgoroso de educacón y automejora. b) Evtar la relacón con varos proveedores a fn de reducr la varabldad entre las materas prmas. c) Evtar dferencas entre las maqunarías, y procedmentos. Ejerccos Propuestos: º) Para elaborar un gráfco de control ( X, R ) se tomaron 30 muestras cada una de tamaño 4, de una soldadura por puntos. Se mdó la resstenca al esfuerzo cortante, y para cada una de las 30 muestras se calculó su meda y su rango, encontrándose : 30 X = 5450 N, R 30 = 06 N. Suponendo que el proceso está bajo control, determne: a) Los límtes para el gráfco ( X, R ). b) La desvacón típca estmada del proceso.
91 c) S la especfcacón establece que la resstenca mínma de la soldadura por puntos es de 400 N. Qué porcentaje de las soldaduras cumple con esa especfcacón mínma?. 9 Solucón : a) Para X : [ ; 544.3], Para R : [ 0 ; 9.74 ]. b) 9.5 c) 00%. El proceso es capaz º) Se toman muestras de tamaño 6 de un proceso de manufactura, a ntervalos regulares de tempo. Se mde una característca de caldad, dstrbuda normalmente, y se calcula el valor de x y S para cada muestra. Después de analzar 50 subgrupos, se tene que: 50 X 50 = 000, S = 75. a) Calcule los límtes de control para el dagrama ( X, S ). b) Suponendo que todos los puntos en ambas gráfcas, caen entre los límtes de control, cuales son los límtes naturales de varacón del proceso?. c) S las especfcacones son 9.0 ± 4.0. Cual es su conclusón acerca de la capacdad del proceso, para producr artículos conformes a estas especfcacones?. d) Suponendo que se puede retrabajar un artículo que exceda el límte superor, mentras que s se encuentra por debajo del límte nferor hay que rechazarlo, qué porcentaje estmado de artículos de recuperacón y de rechazo produce actualmente el proceso?. e) S el proceso se centrara en µ= 9.0, cual sería el efecto en el porcentaje de artículos para recuperacón y rechazo?. Solucón: a) Para X : [8.07 ;.93], Para S : [0.045 ;.955]. b) [ 5.7 ; 4.73] c) No es capaz. d) Recuperacón:.87 %. Rechazo: 0%. e) 0.57% cada una. ESTIMACION DE LA CAPACIDAD DEL PROCESO El concepto de "Proceso Capaz" ya ha sdo explcado amplamente en las seccones precedentes, y tambén en el Capítulo I ; el problema que se analzara ahora, es el de cómo medr dcha capacdad.
92 La medcón de la capacdad es mportante pues en defntva ésta será la herramenta que permtrá evaluar el proceso en una audtoría de caldad, y servrá tambén para comparar el proceso evaluado con otros procesos smlares, a fn de decdr cuál de ellos presenta una mejor dsposcón para el cumplmento de las especfcacones, y en consecuenca una mejor caldad. 9 La capacdad del proceso se suele evaluar medante un coefcente llamado "Razón o Coefcente de capacdad del proceso ", el cual cuando toma un valor gual o mayor que, ndca que el proceso es capaz. Para estmar este coefcente hay que dstngur dos casos: Caso Nº : Proceso Centrado. Este caso ya fue defndo en la Págna Nº 4, y vene dado por: C P = L s 6 L = Toleranca 6 Para este caso, de proceso centrado, este coefcente se suele llamar "Coefcente de capacdad básca o potencal del proceso ", pues la condcón de proceso centrado representa su estado óptmo de operacón, en lo que a porcentaje de pezas conformes se refere. En efecto, en el Capítulo de Fundamentos Teórcos se demostrará el sguente teorema: " Dada una Dstrbucón Normal con desvacón típca " ", y un ntervalo fjo [a,b], el área bajo la curva en el ntervalo será máxma cuando la meda de la dstrbucón concda con el punto medo del ntervalo ". Gráfcamente, la stuacón es la sguente:
93 Este teorema aplcado al caso en que el ntervalo fjo [ a, b ] es el ntervalo dado por las especfcacones [ L I, L S ], trae como consecuenca que para un proceso centrado el porcentaje de pezas conformes es máxmo. Cuando el proceso es capaz, este porcentaje máxmo de pezas conformes es aproxmadamente el 00%, pero cuando no es capaz no alcanza el 00%,y lamentablemente el proceso no puede ser mejorado, a menos que se logre una amplacón en las especfcacones, o una reduccón en " ", con las consecuentes nversones de captal que esta reduccón acarrea. Por las consderacones anterores, "C P " "Coefcente de capacdad básca del proceso " representa tambén la capacdad potencal o máxma del proceso, y s C P <, no es posble garantzar que la totaldad de las pezas producdas satsfacen la especfcacón. El coefcente "C P " tene tambén otra nterpretacón muy mportante, pues su nverso 00% representa el porcentaje de la banda de toleranca que C p abarca los límtes naturales de varacón del proceso, cuando éste está centrado. Así por ejemplo C P =. 40, se nterpreta en prmer lugar como una medda de que el proceso es capaz en caso de que esté centrado, y en segundo lugar, calculando su nverso expresado en porcentaje % = 7,43 %, puede ser nterpretado como que los límtes naturales de varacón del proceso [ µ - 3 ; µ+ 3 ] representan el 7.43 % de los límtes de especfcacón. Evdentemente cuando C P <, su nverso expresado en porcentaje es mayor que el 00%, y esto se nterpreta como que los límtes naturales de varacón del proceso son más amplos que los límtes de especfcacón, y en consecuenca el proceso no puede cumplrlas a cabaldad. La estmacón de "C P " se hace a partr de la estmacón de " " de la gráfca bajo control; y obtenemos que para un gráfco ( X, R ) : C Ls L p 6R d 93 En caso de haber utlzado un gráfco ( X, S ): C p Ls L 6S c 4
94 A partr del valor estmado de "C P ", y con la ayuda de las tablas normales, se puede estmar el número esperado de pezas defectuosas que producrá el proceso, según la sguente tabla: 94 NUMERO ESPERADO DE PIEZAS DEFECTUOSAS POR CADA MILLON DE PIEZAS PRODUCIDAS Valor de Cp ESPECIFICACIONES UNILATERALES ESPECIFICACIONES BILATERALES 0, , ,00 0,75.00, ,00,00.350,00.700,00,0 483,00 966,00,0 59,00 38,00,30 48,00 96,00,40 3,00 6,00,50 3,40 6,80,60 0,80,60,70 0,7 0,34,80 0,03 0,06,00 0,0009 0,008 Caso Nº : Proceso no centrado. Cuando el proceso no está centrado, el porcentaje de pezas conformes no es máxmo, pero esto no mplca que el proceso no sea capaz, pues puede suceder que las especfcacones le resulten tan amplas que a pesar del corrmento de la meda, la cas totaldad de las pezas cagan dentro de la especfcacón. Tal stuacón se muestra en la sguente fgura :
95 95 Cuando el coefcente de capacdad se calcula para un proceso no centrado se desgna por "C PK ", y recbe el nombre de "Coefcente de Capacdad Real", pues refleja las condcones reales de operacón ; mentras que el anteror "C P " es para la condcón deal de proceso centrado. Para estmar "C PK ", es necesaro dentfcar prmero s la meda del proceso está corrda haca la zquerda o haca la derecha, y para ello es hay que calcular las dferencas "µ - L I ", y "L S - µ". La menor de tales dferencas ndca respectvamente la dreccón del corrmento de la meda del proceso, pues evdentemente cuando se produce un corrmento haca la derecha entonces la meda del proceso está más cerca del límte superor de especfcacón que del límte nferor ; y vceversa. S la menor de las dferencas es "µ - L I ", la meda está corrda haca la zquerda, y de resultar "L S - µ" la menor, entonces el corrmento es a la derecha. Para que el proceso sea capaz en este caso no centrado, la dstanca de la meda del proceso a su límte más cercano de especfcacón debe ser mayor que 3, pues de no ser así, habrá un certo porcentaje de pezas fuera de especfcacón. El coefcente de capacdad real del proceso, se defne por la sguente expresón: C PK = mínmo entre Ls -L ; 3 3 tambén se puede escrbr en funcón de los valores tpfcados correspondentes a los límtes de especfcacón, y queda : C PK = 3 del menor valor entre { z, z ]
96 96 Sendo : z = -L ; z = L s La nterpretacón que tene este coefcente es smlar al del caso centrado, ya que cuando C PK <, esto sgnfca que la meda del proceso se encuentra a menos de tres desvacones típcas del límte de especfcacón más cercano, y por tanto el proceso no es capaz. Entre los coefcentes C P y C PK, exste una relacón matemátca dada por: C PK = C P ( - k ) ( Véase Cap. V: Justfcacón Teórca ) Sendo "k" un parámetro que se defne como "índce de localzacón ", cuyo valor depende del corrmento que haya sufrdo la meda del proceso. El cálculo de "k" se hace a través de las expresón : k = T = Corrmento de la meda = = Punto central de la especfcacón = Meda verdadera del proceso. T = Toleranca = L S - L I El índce de localzacón "k" es una medda relatva del corrmento, debdo a que compara el corrmento " ", con el rado de especfcacón " T ". Valores de "k" cercanos a cero ndcan que el proceso presenta un corrmento relatvo leve, y para ellos C PK C P, mentras que a medda que el corrmento se acentúa, se obtendrá un valor de C PK sgnfcatvamente menor que el de C P. Valores de "k" cercanos a "' ndcan un fuerte corrmento, y que la meda está muy cercana a uno de los extremos de especfcacón.
97 Como C PK C p, un valor de C PK <, con uno de C P, ndca que el proceso no es capaz bajo las condcones actuales de operacón porque la meda esta muy corrda, pero que de tomarse las meddas correctvas necesaras para centrarlo, el proceso llegará a ser capaz. Esta es la gran dferenca entre estos dos coefcentes, "C P " representa el valor máxmo de la capacdad del proceso y no puede ser mejorado a menos que se aplquen meddas radcales o se camben las especfcacones; mentras que "C PK " es una medda de la capacdad actual, susceptble de mejoras con smples ajustes a las maqunaras que centren el proceso. Es mportante destacar que el índce C PK puede ncluso llegar a ser cero o negatvo. En efecto, s la meda del proceso concde con uno de los límtes de especfcacón, entonces C PK = 0, y en este caso el porcentaje de defectuoso es de aproxmadamente 50%, la como se puede aprecar el la gráfca sguente: 97 Dado que : C PK = mínmo entre Ls -L ; 3 3 ; S = L S C PK = 0 Cuando C PK resulta negatvo, la nterpretacón es que la meda del proceso se ha corrdo tanto, que se ha llegado a colocar fuera de los límtes de especfcacón, y en este caso, más del 50% de la pezas resultan defectuosa, tal como puede verse en la gráfca a contnuacón :
98 Dado que : C PK = mínmo entre Ls -L ; 3 3 ; S > L S C PK < 0 98 Como los parámetros del proceso son desconocdos, el verdadero valor de C PK es desconocdo, y puede ser estmado a partr de la estmacón de los parámetros del proceso. Para un proceso bajo control con un gráfco ( X, R ) tenemos: C PK = Mínmo valor entre LS X R d L ; X R I d mentras que para un proceso bajo control con un gráfco ( X, S ) : C PK = Mínmo valor entre LS X ; X - S c L 3 3 S I 4 c 4 Algunos textos y programas de computacón hacen la dstncón entre un C PK para el límte nferor, y otro C PK para el límte superor, los defnen como C PKI y C PKS respectvamente, y luego defnen el Coefcente de Capacdad Real C PK para el proceso como el menor valor entre los dos, lo cual es obvamente equvalente a lo anteror. En el caso de especfcacones unlaterales, no es aplcable el concepto de Proceso Centrado, y resulta obvo que a medda que la meda del proceso se aleje en sentdo contraro del límte únco de especfcacón, el proceso es más capaz, pues el porcentaje de defectuosas dsmnuye, tal como se muestra en la fgura sguente para la stuacón de una sola especfcacón nferor:
99 La capacdad potencal "C P " no exste en estos casos, debdo a que no hay un valor máxmo para la capacdad del proceso. Cuanto más se aleje la meda del proceso del límte únco de especfcacón, mayor será su capacdad. Para calcular la Capacdad real "C PK ", solo nteresa la dstanca de la meda al únco límte de especfcacón exstente, la cual debe ser mayor que " 3 ", para que el proceso sea consderado capaz. 99 C PK = L s 3 ( Solo la especfcacón superor) C PK = 3 L I ( Solo la especfcacón nferor ) La estmacón de la capacdad del proceso se hace al gual que antes, a partr de los parámetros estmados del proceso bajo control. Con relacón al valor mínmo que pueden tomar estos coefcentes para los fnes de aprobacón de una audtoría de caldad, es convenente aclarar que la Norma ISO es muy general y no los establece ; solamente consagra la convenenca de que el proceso de produccón sea capaz. ( Véase en la "Introduccón", el texto exacto de la norma. ).Sn embargo, algunos autores, tales como Douglas C. Montgomery en su texto "Control Estadístco de Caldad " del Grupo Edtoral Iberoamercana, Pag. 4, recomenda algunos valores mínmos para el coefcente "C PK ", en funcón del tpo de proceso, y de la ncdenca que tenga la característca de caldad en la segurdad del usuaro o en la caldad del producto termnado. Los valores mínmos para "C PK ", recomendados por el Dr. Douglas Montgomery son ESPECIFICACIONES BILATERALES ESPECIFICACIONES UNILATERALES Procesos exstentes.33.5 Procesos nuevos Parámetro de segurdad, de resstenca, o crítco del proceso exstente Parámetro de segurdad, de resstenca, o crítco del proceso nuevo.67.60
100 Se entende por característca de segurdad aquella cuya falta de cumplmento pueda ocasonar daños físcos al usuaro tales como por ejemplo, la resstenca de un materal. Se entende por parámetro crítco aquel cuya falta de cumplmento ocasona que el producto termnado sea declarado como nservble. El valor C P =.33 corresponde a un proceso centrado con límtes de especfcacón de ± 4, mentras que el de C P =.67 para ± 5. Ejemplo : Un dado de extrusón se emplea para producr barras de alumno. El dámetro de las barras es una característca de caldad crítca, que debe encontrarse dentro de las especfcacones ( ± ) pulgadas. Se toman 0 muestras de 5 barras cada una, y se les calcula su meda y su rango muestral. Los valores dados en la tabla sguente son los tres últmos dígtos de las medcones ; esto es, 34. se lee como Muestra X R Muestra X R a) Establezca los dagramas ( X, R ), revsando los límtes de control tentatvos s es necesaro, suponendo que pueden encontrarse causas asgnables. b) Calcule los coefcentes C P y C PK, e nterprete el resultado. c) Estme el porcentaje de defectuosos que está producendo el proceso. Solucón : a) X = 34.3, R = 5.65 Los límtes de control tentatvos son: U. C. L X = ( 5.65 ) = Línea Central: X = 34.3
101 L. C. L X = ( 5.65 ) = 3.06 U.C.L R =.4 (5,65 ) =.94 Línea Central R = 5,65 L.C.L R = 0 0 La muestra Nº 0 está fuera de control para X. Suponendo que fueron encontradas las causas asgnables, la muestra Nº 0 puede ser elmnada, y resulta: X = ; R = 5.74 Elmnada la muestra Nº 0, los límtes de control revsados pasan a ser: U. C. L X = ( 5.74 ) = Línea Central: X = L. C. L X = ( 5.65 ) = U.C.L R =,4 ( 5,74 ) =.3 Línea Central R = 5.74 L.C.L R = 0 El proceso queda bajo control b) Los parámetros estmados del proceso son : X = ; = = C P = = =.35 El proceso es potencalmente capaz. 6(. 47) Sn embargo, como = 34.09, y el punto central de la especfcacón es 35.0, el proceso está corrdo haca la zquerda. Los coefcentes de capacdad real estmados son:
102 0 C pki = X 3 L I = (.47) =.3 ; C pks = L S X 3 = =.47 3 (.47) C PK = Menor valor entre {.3 ;.47 } =.3 A pesar de estar la meda corrda haca la zquerda, la especfcacones le resultan tan cómodas, que el proceso sgue sendo capaz. Otra manera de estmar a C PK, es medante el índce de localzacón: Para nuestro caso, se tene: T = L S - L I = = 0.0 = X 0 = = 0.9 K = T = (0.9) = El índce de localzacón resulta ser 0.09 ó 9. %, lo que se nterpreta como una relacón entre el corrmento de la meda con el rado de la especfcacón. No exsten normas acerca de los valores permsbles para este índce de localzacón, entre otras razones porque su ncdenca en la capacdad real del proceso depende de su capacdad potencal "Cp", de manera que un valor de k=0.09, puede nterpretarse como descentralzacón no nfluyente cuando C P es mucho mayor que como este caso, pero muy nfluyente en la Capacdad real s CP. Una vez calculado "k", se tene : C PK = C P ( - k) =.35 ( ) =.3 lo que concde con la estmacón realzada por el otro método. c) En cuanto a la estmacón del porcentaje de pezas defectuosas que actualmente está producendo el proceso, tenemos que el porcentaje de pezas conformes es: P ( 5 X 45 ) = P (. 47 = ( 4.4 ) - ( -3.68) = Z ) = P ( Z 4.4). 47 P ( defectuosas) = = = 0.0 %.
103 El porcentaje estmado de pezas defectuosas da evdentemente nsgnfcante, pues el proceso resultó capaz ; pero podría reducrse aún más s se centrara. 03 EJERCICIOS PROPUESTOS : º) Ventcnco muestras de tamaño 5 cada una, se extraen de un proceso a ntervalos regulares, y se obtenen los sguentes datos: 5 X 5 = ; R = 8.60 a) Calcule los límtes de control para el dagrama ( X, R ). b) Suponendo que el proceso está bajo control, y que los límtes de especfcacón son 4.50 ± 0.50, qué conclusones se pueden extraer acerca de la capacdad del proceso, para operar dentro de estas especfcacones?. c) Estme el porcentaje de artículos defectuosos que se producrán bajo las condcones actuales de operacón. d) Estme los coefcentes C P, C PK, y el "índce de localzacón". Interprete los resultados. Solucón : a) [4.48 ; 4.88] y [ 0 ; 0.73]. c).54 %. d) C P =.3 ; C PK = 0.7 ; k= º) Se toman 8 muestras de tamaño 0 cada una,con el propósto de construr un gráfco ( X, S), para controlar el contendo de una certa sustanca dentro de unas pezas. Los resultados obtendos dan: 8 X 8 = ; S = 8.4. a) Encuentre los límtes de control para el gráfco ( X, S ). b) S las especfcacones establecen que el contendo mínmo de esta sustanca debe ser de 33 gramos, estme el porcentaje de pezas que no la cumplen. c) Calcule el coefcente C pk, e nterprete el resultado. Solucón : a) [ 3.65 ; ] y [ 0.3 ; 0.79] b) 4.68%. c) C PK = 0.07
104 OTROS METODOS PARA ESTIMAR LA CAPACIDAD DEL PROCESO 04 A pesar de que la metodología anterormente descrta para estmar la capacdad del proceso es la que más se utlza, y es práctcamente la únca que aparece dspersa en algunos textos de " Control Estadístco de Caldad ", algunos autores consderan que la msma presenta un punto débl, cual es el supuesto de normaldad para las pezas ndvduales que fabrca el proceso. En efecto, la dstrbucón estadístca de la característca de caldad en estudo para las pezas ndvduales, se suele llamar en el léxco del "Control Estadístco de Procesos", la "Dstrbucón subyacente ", y en el caso de la teoría de los gráfcos de control, el supuesto de normaldad para esta dstrbucón subyacente es el fundamento para determnar todos los coefcentes A, A 3, B 3, B 4, d, c 4, etc., ndspensables para su construccón. Por otro lado, dado que el gráfco de control se aplca para promedos, X, R, S, etc., la normaldad de estos promedos no garantza la normaldad de las observacones ndvduales, pues en la teoría estadístca se estuda un teorema conocdo como " Teorema Central del límte ", el cual garantza la normaldad de los promedos, sea cual fuere la dstrbucón de las observacones ndvduales. De lo anteror se deduce entonces que la normaldad de la dstrbucón subyacente no queda plenamente demostrada a partr de las gráfcas de control, y que es necesaro demostrarla de una manera más rgurosa medante la aplcacón de las pruebas de ajuste estudadas en el Cap. II. Una de las consecuencas de la no normaldad sobre la dstrbucón subyacente, es que ya no es váldo el porcentaje de % de observacones ndvduales para el ntervalo [µ- 3 ; µ + 3 ]. Según la "Desgualdad de Chebyshev", para una dstrbucón subyacente cualquera, este porcentaje es de % por lo menos: P ( X - µ 3 ) - 9 = 8 9 = % En el Cap. V ( Fundamentos Teórcos ), se dan algunos de los resultados obtendos por certos nvestgadores, acerca del efecto de la no normaldad sobre los gráfcos de control.
105 ESTIMACION DE LA CAPACIDAD A PARTIR DEL HISTOGRAMA 05 Con el fn de garantzar que la dstrbucón subyacente sgue realmente una Dstrbucón Normal, este método toma un conjunto de observacones ndvduales provenentes del proceso ( 00 por lo menos), las agrupa en ntervalos de clase para construr el hstograma, posterormente les hace una prueba de normaldad por alguno de los métodos ya explcados en el Cap.II, y en caso de que sea aceptada, a partr de allí estma su capacdad. Aparentemente el método tene la ventaja de garantzar la normaldad, y además de hacer una mejor estmacón de los parámetros del proceso, pues ndudablemente una estmacón de " " basada en "S" para 00 observacones ndvduales, es mucho más confable que otra estmacón basada en R ó en S, para varos subgrupos de un tamaño relatvamente pequeño. Sn embargo,el problema que se presenta ahora es el de cómo garantzar que estas 00 ó más observacones ndvduales, han sdo tomadas bajo unas condcones estables de operacón del proceso? ; pues s durante el desarrollo del muestreo aparecen causas asgnables, la estmacón de " " que se haga a partr de ellas no será realsta, la hpótess de normaldad resultará rechazada, la capacdad del proceso resultará subevaluada, y con el agravante de que aquellas observacones correspondentes a la accón de las causas asgnables no podrán ser dentfcadas. Lamentablemente, sn la ayuda de las gráfcas de control, no podemos tener una probabldad relatvamente alta de poder afrmar que el proceso está operando bajo condcones estables, y de allí que la estmacón de su capacdad no pueda aslarse de la construccón de tales gráfcas. La forma como opera el método es la sguente : º) Se procede a tomar una muestra de 00 observacones ndvduales como mínmo del proceso. La muestra se toma en subgrupos de 4 ó 5 observacones cada una, a ntervalos de tempo sufcentemente dstantes, al gual que como se explcó para la construccón de una gráfca ( X, R), lo que exgrá tomar 0 ó 5 subgrupos. º) Se procede al gual que antes a construr el gráfco, y a elmnar aquellas muestras fuera de control, una vez detectada la causa asgnable. 3º) Con el proceso bajo control, se toman todas aquellas observacones ndvduales correspondentes a las muestras que no fueron elmnadas sn
106 hacer dstncón de subgrupos, y se clasfcan en una tabla agrupada de frecuencas, sguendo los procedmentos de Estadístca Descrptva. 06 Esto garantza que las observacones ndvduales provenen de un proceso estable, sn la accón aparente de causas asgnables. 4º) A la tabla agrupada de frecuencas se le dbuja un hstograma, y se le aplcan pruebas de normaldad, o papel probablístco. 5º) De resultar afrmatva la prueba de ajuste, se estman los parámetros del proceso, a partr de la tabla agrupada de frecuencas. 6º) Con los parámetros estmados, se estma el porcentaje de pezas fuera de especfcacón, y los coefcentes de capacdad C P y C PK. Ejemplo: Tomemos los datos correspondentes a las 0 muestras de 5 pastllas del capítulo anteror Estos datos ya fueron analzados, y los parámetros del proceso estmados, resultando ser µ = 4.98, = Aplquemos ahora este nuevo método, a fín de obtener una estmacón de los parámetros del proceso a partr del hstograma. Como la muestra Nº 7 fue elmnada, los datos quedaron reducdos a 9 muestras de tamaño 5 cada una, es decr 95 observacones. Estas 95 observacones se clasfcan en una tabla de frecuencas: Peso frecuenca
107 07 Los parámetros estmados resultan ser = X = 4.98 ; = S = A contnuacón procedemos a verfcar la normaldad de las observacones ndvduales, medante la aplcacón de la prueba ch - cuadrado de bondad del ajuste, para lo cual es necesaro clasfcarlas en ntervalos. Tenendo en cuenta que se trata de una varable contnua los límtes reales de cada observacón son de ± 0,05. Posterormente con las tablas normales se calculan las frecuencas esperadas, y se procede tal como se explcó en el Cap. II, tenendo en cuenta que la hpótess a probar es : H 0 : El peso de una pastlla se ajusta a una Dstrbucón Normal. H : El peso de una pastlla no se ajusta a una Dstrbucón Normal. Los resultados obtendos se dan en la tabla a contnuacón: Peso de la Pastlla f p e < =
108 Sguendo las reglas de la prueba ch- cuadrado (Captulo II), como el últmo ntervalo resultó con una frecuenca esperada menor que 5, se fundó con el anteror. =k ( f - e ) = e Para este caso k = 6, pues al fnal resultaron 6 ntervalos después de hecha la fusón de los dos últmos ntervalos. Hechos los cálculos, se obtene : 08 =.74 ; mentras que el valor crítco dado por la tabla ch cuadrado con 6--= 3 grados de lbertad, a un nvel de sgnfcacón del 5%, es : 0.05;3 = 7.8, lo que evdentemente conlleva a la aceptacón de la hpótess de que el peso de cada pastlla ndvdualmente sgue una Dstrbucón Normal. Tambén hubera poddo verfcarse la normaldad con el papel probablístco, el cual hubera quedado de la sguente forma: Una vez verfcada la normaldad de los pesos ndvduales, y con los parámetros estmados : = 4.98 ; = 0.458, que resultó lgeramente mayor que 0.333, estmacón a partr de R del gráfco de control, se hace el análss de especfcacones y de capacdad, a gual que como se explcó en las seccones respectvas.
109 Es de hacer notar que este método de estmacón de la capacdad del proceso a partr de su hstograma, está muy poco dfunddo en la Bblografía de Control Estadístco de Caldad ; solo aparece tratado de una forma muy breve en los sguentes textos: º) Control Estadístco de Caldad. Douglas C. Montgomery Grupo Edtoral Ibero Amercana. Méxco º) Control de Caldad. Bertrand L. Hansen Edtoral Hspano Europea. Barcelona. España Este últmo texto lo denomna "Método de la Ampltud Unca", ya que para estmar el porcentaje poblaconal de pezas dentro de los límtes muestrales, utlza el rango o ampltud de la muestra unfcada. En opnón muy personal del autor, las razones que han prevalecdo para la escasa dfusón de este método, a pesar de ser muy completo, son las sguentes: º) En prmer lugar una razón teórca, pues el uso de los estmadores convenconales de "µ" y de " " supone que las observacones muestrales son aleatoras e ndependentes, y como en éste método las observacones son tomadas en subgrupos, es dscutble la legtmdad de estos supuestos. Sn embargo, el supuesto de ndependenca entre las observacones tene certo asdero, pues el método exge que el hstograma sea construído para el proceso bajo control, y con esta exgenca se garantza que no exstan dferencas sgnfcatvas entre los dstntos subgrupos. º) En segundo lugar, una razón práctca, pues éste método es mucho más laboroso, requere un mayor conocmento de los métodos estadístcos, y al fnal arroja la msma estmacón del parámetro "µ". En cuanto a la estmacón de " ", este método dará sempre una estmacón lgeramente mayor, pues la suma total de cuadrados para las observacones se verá lgeramente afectadas por las dferencas poco sgnfcatvas entre los subgrupos. La ventaja de este método con relacón al convenconal es la de garantzar con bastante certeza la normaldad del proceso. El método convenconal no la garantza, sno que la supone. 09
110 Posblemente el lector se preguntará; «qué hacer en caso en caso de que la normaldad resulte rechazada?». La respuesta a esta pregunta la dan los métodos no paramétrcos, o lbres de dstrbucón, que permten analzar las especfcacones sn la necesdad del supuesto de normaldad, pero con la desventaja de requerr tamaños de muestra mayores. Una nformacón más detallada sobre estos métodos puede encontrarse en el ya ctado texto del Dr. Douglas Montgomery, Pag. 6, así como tambén en el texto "Estadístca para Ingeneros " de los autores Albert Bowker y Gerald Leberman, de la Edtoral Prentce Hall. Tambén exste un método conocdo como " Lot Plot ", el cual puede ser aplcado aún cuando la dstrbucón no sea normal. Una explcacón detallada de este método puede encontrarse en el texto " Control de Caldad y Estadístca Industral" del autor Acheson J. Duncan, en el Cap. 3 de "Procesos y procedmentos especales ", y que se utlza prncpalmente como plan de muestreo por varables. 0 INFERENCIAS RELATIVAS A LA CAPACIDAD DEL PROCESO Hemos vsto que la capacdad del proceso se mde a través de tres ndcadores: El porcentaje de pezas defectuosas que produce, el cual debe ser práctcamente cero para un proceso capaz, y los dos coefcentes de capacdad, el potencal "C P " y el real "C PK ", los cuales deben ser ambos mayores que para un proceso capaz. A lo largo de este capítulo, hemos vsto como estmar estos ndcadores de la capacdad del proceso. Sn embargo, no podemos olvdar que estos procedmentos conducen a estmacones puntuales de tales ndcadores porque se apoyan en la estmacón puntual de los parámetros del proceso. Al ser toda estmacón puntual un valor partcular de un estadístco muestral, esta estmacón estará sujeta a la aleatoredad de la muestra, y por lo tanto no se puede afrmar que el valor estmado del parámetro sea exactamente gual al verdadero valor poblaconal. Hasta el momento, los textos de "Control Estadístco de Caldad" y presumblemente las audtorías de caldad, han tratado el problema basados
111 exclusvamente en la estmacón puntual, olvdando por completo que la estmacón obtenda es en realdad un valor partcular de una varable aleatora, y que s se hcera otra evaluacón de la capacdad a partr de otra muestra, muy seguramente el resultado sería otro. Desde un punto de vsta estrctamente teórco, lo más correcto sería que la estmacón de estos ndcadores de capacdad se hcera por ntervalos, y que la decsón relatva a la aprobacón de una audtoría de caldad se hcera medante una prueba de hpótess. Es decr, que s las normas exgeran por ejemplo, que para un determnado proceso el valor mínmo del coefcente de capacdad real debe ser de.33, entonces la decsón de aprobacón o mprobacón de la capacdad del proceso a los fnes de dar cumplmento a lo exgdo por la Norma ISO , se hcera medante la Prueba de Hpótess: H 0 : C PK.33 El proceso cumple con la norma. H : C PK <.33 El proceso no cumple con la norma. Hasta la fecha, no ha sdo desarrollada una metodología para probar este tpo de hpótess, y según algunas nvestgacones realzadas por el autor, el problema se encuentra en fase de nvestgacón. El problema sería fácl de resolver en caso de que la hpótess se refera al coefcente de Capacdad Real "C P ", y la decsón se tomara en base a una sola muestra, como por ejemplo la unfcada, consderada en el método anteror de estmacón a partr del hstograma. La prueba de hpótess: H 0 : C P C P0 H : C P < C P0 se reduce a una prueba unlateral para la varanza, de las ya estudadas en la que sería de la forma: H 0 H : : LS -L 6 C I p0 LS -L 6 C I p0 En cuanto a la estmacón por ntervalos para los coefcentes de capacdad, y para el porcentaje de defectuosos que fabrca el proceso, se presenta el msmo
112 problema, pues hasta la fecha no se ha encontrado la dstrbucón estadístca de sus correspondentes estmadores. Una estmacón por ntervalos para "C P " en base a una sola muestra, podría ser obtenda a partr del ntervalo de confanza para, que como se sabe de la Inferenca Estadístca es : (n -)S (n -)S ; ; lo que daría el sguente / ; n- / ; n- ntervalo del (- ). 00% de confanza para C P : / ; n- LS-LI / ; n- LS-LI n ; 6 S n 6 S En donde: / ; n- = Abscsa que en una Dstrbucón ch- cuadrado con (n-) grados de lbertad deja a la derecha un área " - ". / ; n- = Abscsa que en una Dstrbucón ch- cuadrado con (n-) grados de lbertad deja a la derecha un área " ". El problema está en que la estmacón de la capacdad del proceso no es recomendable hacerla en base a una sola muestra por las razones de establdad que ya conocemos,y por ese motvo las fórmulas anterores no son aplcables cuando la estmacón de " " se hace a partr del rango medo R, o a partr de S, según el gráfco de control utlzado, pues se modfcan las condcones teórcas bajo las cuales se obtene el ntervalo de confanza anteror.
113 3 Por este motvo se hace necesaro encontrar la dstrbucón del estmador de C P y de C PK, bajo estas nuevas condcones de estmacón, en base a k subgrupos de tamaño n cada uno. En el apéndce se encuentran unos artículos de aparcón relatvamente recíente en revstas especalzadas, en donde se aborda el problema. Uno de los artículos ttulados " How Relable s your Capablty Index?" de A.F Bssel, enfrenta el problema de la estmacón por ntervalos para los coefcentes de capacdad, medante la ntroduccón de dos índces báscos que defne como: I= L S L I ; IK = L S L I ó I K = ;y posterormente analza el número efectvo de grados de lbertad con que se realza la estmacón, el cual desgna por f. analza el número efectvo de grados de lbertad con que se realza la estmacón, el cual desgna por "f". Fnalmente, el autor A.F Bssel obtene unas expresones aproxmadas para el ntervalo de confanza correspondente a I K, a partr del cual se puede obtener el de C PK. Tambén se ncluye en el apéndce, otro artículo ttulado " Bootstrap Confdence Interval Estmates of C PK. An Introducton ". Este artículo propone una metodología para estmar por ntervalos al coefcente C PK, por un método denomnado "Bootstrap ", que consste en tomar una muestra aleatora de tamaño "n" del proceso, y posterormente tomar otra muestra con reemplazamento, tambén de tamaño "n", pero provenente de la muestra orgnal, la cual denomna " muestra bootstrap". Como exsten n n muestras bootstrap posbles, cada una de ellas conduce a un valor estmado de C PK ( no necesaramente todos úncos). La dstrbucón de estos valores de C PK, dependerá evdentemente de la muestra orgnal tomada del proceso, y a partr de allí obtene un ntervalo de confanza para C PK, el cual resulta centrado en su valor puntual estmado, y con una ampltud funcón de la desvacón típca de estos dferentes valores de C PK. Tambén se ncluye en el apéndce un programa para obtener el referdo ntervalo de confanza para C PK, por este método "Bootstrap". La estmacón por ntervalos tanto para " C P " como para " C PK ", es sn embargo demasado recente y aún no ha sdo ncorporada en los textos de "Control Estadístco de Caldad". No es de extrañar que un futuro próxmo, en las
114 audtorías de caldad se exjan, así como tambén las pruebas de hpótess para la verfcacón de que el proceso cumple con los requstos cuanttatvos mínmos de capacdad, que aún la norma ISO no establece. 4 RELACION ENTRE LOS LIMITES NATURALES DEL PROCESO Y LOS LIMITES NATURALES DE SUS COMPONENTES Es muy frecuente que la capacdad de un proceso resulte erróneamente evaluada porque su límtes naturales de varacón han sdo mal establecdos. En la Pag. 67 vmos que para hacer la evaluacón de la capacdad del proceso es necesaro comparar sus límtes naturales de varacón con las especfcacones, y que estos límtes naturales se hallan: L.N.I = µ - 3 L.N.S = µ + 3 En algunas oportundades los límtes naturales de varacón para una varable no se determnan por la observacón drecta de ella, s no ndrectamente a través de otras, y es muy frecuente que en esa determnacón se cometan errores, que luego afecten la evaluacón de la capacdad del proceso Ejemplos de tales stuacones son las sguentes: º) Imagnemos que tenemos un envase clíndrco, y que se han determnado los límtes naturales de varacón para su dámetro y para su altura. Supongamos que los del dámetro son (0.00 ± 0.5 ) cms, y que los de la altura son ( 8.00 ± 0.30 ) cms. Cuales son los límtes naturales de varacón para el volumen del envase?. Una persona poco expermentada en el manejo de técncas estadístcas haría el sguente razonamento : La stuacón más desfavorable para el volumen es cuando tanto el dámetro como la altura están en el límte natural nferor, es decr 9.75 cms y 7.70 cms respectvamente, y tenendo en cuenta que V= r h, el mínmo volumen para el envase es.3,5 cm 3, y luego haría un razonamento smlar para el máxmo, con un dámetro de 0.5 cms y una altura de 8.30 cms, obtenendo un límte natural superor para el volumen de.50,04 cm 3. Tal razonamento aparentemente lógco, es ncorrecto desde el punto de vsta estadístco, por la sguente razón :
115 Los límtes naturales de varacón para cada varable, se dan para un 99% de probabldad de cobertura, de manera que obtener un envase que tenga ambas dmensones dámetro y altura por debajo o por encma de su respectvo límte natural de varacón, tene una probabldad muy nferor al % ; suponendo ndependenca entre ambas varables esta probabldad sería : x0.005 x = 5 x 0-5. El ntervalo calculado [.3, 5 ;.50, 04 ], es en consecuenca mucho más amplo que el ntervalo natural de varacón para el volumen. º) Otra stuacón smlar a la anteror se presenta cuando en un proceso hay que mezclar dversos ngredentes. Supongamos que en una determnada etapa del proceso hay que mezclar dos envases de un ngredente "A" con un envase de otro ngredente "B", y que estudos estadístcos han comprobado que los límtes naturales de varacón para el ngredente "A" son entre 40 y 438 gramos, mentras que los del ngredente "B" entre 50 y 56 gramos. Un razonamento smlar al utlzado anterormente nos llevaría a la falsa conclusón de que los límtes naturales de varacón para el producto resultante son entre x = 350 gramos y x = 39 gramos. Este ntervalo [ 350 ; 39] resulta mucho más amplo que el de 99% de probabldad de cobertura, ya que es muy poco probable que al azar selecconemos dos envases "A" con un contendo nferor a 40, acompañados de otro envase con contendo nferor a 50 gramos. Esta probabldad sería(0.005) 3, para cada lado, y en total x(0.005) 3, lo que evdentemente da una probabldad de cobertura superor al 99% para el ntervalo encontrado. El lector seguramente se preguntará que s el razonamento anteror no es el correcto, que debe hacerse entonces para encontrar los límtes naturales de varacón del proceso?. Lamentablemente el problema no es fácl de resolver en el caso general. Solamente cuando las varables nvolucradas sguen cada una de ellas Dstrbucones Normales ndependentes, y la relacón entre la varable del proceso es una funcón lneal de ellas, exste un procedmento sencllo para resolver el problema. En el prmer ejemplo, donde la funcón no es lneal : V = r h, la stuacón es compleja desde el punto de vsta estadístco, pues hay que encontrar la Dstrbucón del Volumen, a partr de la Dstrbucón del dámetro y de la altura, aplcando técncas de Transformacón de Varables Aleatoras, Funcones de Varables Aleatoras, y métodos aproxmados basados en desarrollos en seres 5
116 de Taylor. Una explcacón muy detallada sobre estas técncas puede encontrarse en los sguentes textos : º) Estadístca Matemátca con Aplcacones. Menderhall, Wackerly y Scheaffer. Grupo Edtoral Iberoamercana. Cap. 6 º) Probabldad y Aplcacones Estadístcas. Meyer. Addson - Wesley Iberoamercana. Cap. 5 y 6. En el segundo ejemplo, la relacón es lneal, pues s desgnamos por "Y" al peso de la mezcla, se tene : Y = X A + X A + X B, sendo X A y X B el peso de un envase "A" y de uno "B" respectvamente. Nótese que no es correcto escrbr Y = X A + X B, pues al ser aleatoro el peso de cada caja, no necesaramente el peso total de las dos cajas es de una multplcado por. En la Teoría Estadístca se estuda un teorema cuya demostracón se da en el Cap. V, y el cual establece lo sguente : S X, X... X n son varables aleatoras ndependentes, y normalmente dstrbudas, entonces una funcón lneal de ellas : 6 Y = a 0 + a X + a X a n X n tambén segurá una Dstrbucón normal, y sus parámetros son : Y = a 0 + a + a a n n Y = a + a a n n Aplcando este teorema para el ejemplo, podemos hallar los límtes naturales de varacón para el peso de la mezcla, procedendo como sgue: S los límtes naturales para el peso de las cajas tpo "A" son 40 y 438, suponendo normaldad tenemos : A= 49, y 6 A = = 8 A = 3 y por consguente X A N ( 49 ; 3 ). De manera análoga, s para el ngredente "B" sus límtes naturales de varacón son 50 y 56, entonces se obtene : B= 53, B=, y X B N(53; ).
117 Al ser Y = X A + X A + X B, medante la aplcacón del teorema se concluye entonces que Y N ( 37 ; 9 ), y en consecuenca los lmtes naturales de varacón para el peso de la mezcla sería : Límte Natural Inferor = Y - 3 Y= = Límte Natural Superor = Y+ 3 Y= = El ntervalo obtendo es evdentemente más estrecho que el obtendo por el razonamento ncorrecto explcado anterormente. Ejemplo propuesto : Para hacer un montaje, es necesaro ensamblar tres componentes de la forma como se ndca en la fgura : 7 Las dmensones de cada componente son varables aleatoras ndependentes, que sguen cada una dstrbucón normal, y sus límtes naturales de varacón son de (.00 ± 0.04 ) pulgadas para X, (3.00 ± 0.05 ) pulgadas para X y (.00 ± 0.0 ) pulgadas para X 3. Analce s el proceso es capaz de cumplr con las especfcacones ( 6.00 ± 0.06 ) para el ensamble. Calcule el porcentaje de pezas fuera de especfcacón y su coefcente de capacdad C P. Solucón : No es capaz %. C P = ANALISIS DE CAPACIDAD MEDIANTE DISEÑO DE EXPERIMENTOS Cuando un proceso resulta no capaz para cumplr unas especfcacones, la pregunta que nmedatamente debe hacerse el ngenero o nvestgador es «qué puedo hacer para convertr este proceso en capaz?». La gran mayoría de las veces no es posble consegur una amplacón de las especfcacones, que sería el camno más cómodo y económco para convertr al proceso en capaz, pues las msmas son generalmente exgencas de normas nternaconales.
118 Otra posbldad para convertr el proceso en capaz es la aplcacón de las dversas recomendacones del Dr. Demng, tendentes a reducr la varabldad del proceso, ya menconadas anterormente. La alternatva de susttur las maqunaras y equpos por otros más precsos es tan costosa, que muchas veces no es consderada. El "Dseño de Expermentos" es una prncpales herramentas estadístcas que permte reducr la varabldad de un proceso, medante la dentfcacón de los factores y varables que más lo afectan. En efecto, en un proceso ndustral ntervenen una sere de varables, algunas de ellas controlables, tales como temperatura, presón, tempo, velocdad de gro de certas maqunaras, etc., que afectan en mayor o en menor grado las característcas del producto obtendo. Un expermento controlado consste en tomar una sere de observacones de las característcas de caldad del producto, modfcando smultáneamente varas de las varables de entrada al proceso. Así por ejemplo, para dstntos nveles de presón, temperatura, etc., se observa el valor de una certa característca de caldad, y se analza su varabldad. Medante el uso de estas técncas se logra dentfcar las llamadas varables actvas, que son aquellas que realmente tenen una ncdenca sgnfcatva en el comportamento del proceso, y en las característcas de caldad del producto termnado. La dentfcacón de estas varables actvas es de gran utldad para aumentar la capacdad del proceso, pues medante un control más estrcto de ellas, se puede lograr un comportamento más estable del proceso, y en consecuenca un producto mucho más homogéneo. Estas técncas de "Dseño de Expermentos" son de recente aplcacón en el medo ndustral, pero eran ya conocdas aún antes de la segunda guerra mundal, con aplcacones muy concretas en la agrcultura, pues allí ntervenen gran cantdad de varables como condcones clmatológcas, característcas del suelo, tpos de fertlzantes, etc., y medante su aplcacón se logró dentfcar la combnacón óptma de estos factores, y obtener un óptmo aprovechamento del suelo. Las técncas de Dseño de Expermentos son el complemento ndspensable para los " Dagramas Causa - Efecto", pues no todas las causas que se señalan 8
119 en ellos son sgnfcatvamente nfluyentes en el proceso, y medante la utlzacón del " Dseño de Expermentos ", algunas de las causas consderadas ncalmente como mportantes en la caldad del producto, pueden ser desechadas, e ncorporadas otras. En el apéndce se ncluye un artículo ttulado «Desgnng Process Capablty Studes» de George C. Runner, en donde se hace referenca a los benefcos de los expermentos dseñados en el Control Estadístco de Procesos. Una mayor nformacón sobre estos métodos, puede encontrarse en el texto "Dseño y Análss de Expermentos" del msmo autor ya menconado Douglas C. Montgomery, del Grupo Edtoral Iberoamercana. 9 EJERCICICIOS DE RECAPITULACION º) Los datos sguentes representan la resstenca a la presón nterna de unas botellas para bebdas gaseosas expresada en p.s., y están organzados en 0 muestras de 5 boteas cada una. Muestra Nº Muestra Nº a) Construya un gráfco de control ( X, R). Analce s el proceso está bajo control, y determne los límtes de control.
120 b) S las especfcacones exgen que las botellas para bebdas gaseosas deben tener una resstenca nterna mínma de 00 p.s.. Analce s este proceso es capaz de cumplr con esta especfcacón. c) Estme el coefcente de capacdad real, y el porcentaje de botellas que no cumplen con la especfcacón. d) Unfque las muestras, construya el hstograma, verfque la normaldad del proceso, y recalcule el coefcente C PK, y el porcentaje de pezas fuera de especfcacón. Solucón : a) Proceso bajo control. Para X : ( 0.46 ; ). Para R : ( 0 ; ). b) No es capaz. c) C PK = %. 0 º) Las especfcacones para una peza son 600 ± 0. La produccón de esta peza ha estado bajo control durante un largo tempo, medante el uso de un gráfco ( X, R ). Los límtes de este dagrama para subgrupos de tamaño 9 son: Dagrama para X Dagrama para R Límte Superor Lnea Central Límte Inferor a) Cuáles son sus conclusones acerca de la capacdad del proceso?. b) Estme los coefcentes C P, C PK y el porcentaje de pezas fuera de especfcacón. Solucón : a) No es capaz por no estar centrado. b) C P =. es potencalmente capaz. C PK = % fuera de especfcacón. 3º) Un proceso dstrbudo normalmente emplea el % de la banda de especfcacón, está centrado en la dmensón nomnal, y se localza a la mtad entre los límtes de especfcacón superor e nferor.
121 a) Cual es su coefcente de capacdad actual C P?. b) Qué porcentaje de defectuosas produce actualmente?. c) Suponga que la meda se corre a una dstanca de exactamente desvacones típcas por debajo del límte superor de especfcacón. Cual es ahora su nuevo coefcente de capacdad real?. d) Después del corrmento, cuál es el nuevo porcentaje de pezas defectuosas?. Solucón : a) C P =.50. b) 3.40 por mllón de pezas producdas. c) C PK = 0.67 d).8 %. 4º) Se utlza un dagrama ( X, R ) con subgrupos de tamaño 8, para controlar la resstenca a la tensón ( expresada en lbras) de un hlo. Se selecconaron 30 muestras, se calculó para cada una su meda y su rango, y se obtuvo: 30 X = 607,80, R 30 = 44. Suponendo que el proceso queda bajo control, y que exste una especfcacón nferor que establece que la resstenca de este hlo debe ser de 6 lb. como mínmo, calcule el coefcente de capacdad, y el porcentaje de pezas fuera de especfcacón. Solucón : C PK = 0.84 no es capaz % 5º) Se utlza un dagrama ( X, S ), con subgrupos de tamaño 4 para controlar una certa característca de caldad. Los límtes de este dagrama son: Dagrama para X Dagrama para S Límte Superor Línea Central Límte Inferor Suponendo que el dagrama ndca control, y que las especfcacones son ±.50. a) Cuáles son sus conclusones acerca de la capacdad del proceso?.
122 Capacdad de Procesos según ISO 9000 b) Estme el coefcentes C P, y el porcentaje de pezas fuera de especfcacón. Solucón: C P = 0.77 no es capaz..4 %. 6º) Un eje consste en ses seccones dferentes colocadas una al lado de la otra. Se sabe que las longtudes de estas seccones componentes son varables aleatoras ndependentes, dstrbudas normalmente con las sguentes medas y varanzas : (8.0 ; 0.05), ( 7.5 ; 0.04 ), ( 9.75 ; 0.06) (3.45 ; 0.04), (7.5 ; 0.0) y (6.0 ; 0.07). S las especfcacones establecen que el eje ensamblado tenga una longtud de (5.0 ±.5) pulgadas. Calcule el coefcente de capacdad real del proceso de ensamblaje, y el porcentaje de ejes fuera de especfcacón. Solucón : C PK = 0.78 no es capaz..37% 7º) Dos resstencas son conectadas en sere, para armar un crcuto cuya resstenca total debe ser de (6.00 ± 0.5) ohmos. Suponendo que la resstenca de cada una, es una varable aleatora normalmente dstrbuda, cuáles deben ser los límtes naturales máxmos de varacón de estas resstencas?, para que la conexón sea capaz de cumplr con la especfcacón. Solucón : ± 0.768
123 CAPITULO V : FUNDAMENTOS TEORICOS 3 Los dferentes métodos y procedmentos, destnados a estmar la capacdad de un proceso ndustral, y que han sdo analzados en los capítulos anterores, tenen su fundamento en la Teoría Estadístca, especalmente en la Estadístca Matemátca. Tal como se explcó en la ntroduccón, el autor no ha querdo condconar la explcacón de estos métodos al desarrollo paralelo de su fundamentacón, debdo a que tal enfoque desvrtuaría el propósto de esta obra, la cual pretende servr de referenca a aquellas personas, ngeneros, técncos, empresaros,centífcos, audtores de caldad, etc., que para los fnes de dar cumplmento a lo establecdo en las Normas ISO-9000, tengan que evaluar la capacdad de un proceso ndustral determnado. El objetvo de este capítulo es mprmrle a la obra un carácter más académco, que muestre el fundamento teórco de los métodos, procedmentos y fórmulas que han sdo presentadas a lo largo de los cuatro capítulos anterores, a fn de que se entenda que detrás de toda esta metodología exste todo un basamento teórco, y que los coefcentes, tablas y fórmulas utlzadas no tenen jamás un carácter empírco ; sno que por el contraro, obedecen a un rguroso proceso matemátco de demostracón. La lectura de este capítulo no es necesara para aquellas personas a quenes solo nteresa el aspecto metodológco, y para ellos es sufcente con los cuatro capítulos anterores. Para una mejor comprensón, es convenente que el lector repase algunos conceptos prevos de "Teoría de Probabldades" e "Inferenca Estadístca ", tales como : Valor esperado y Varanza de Varables aleatoras. Funcón generadora de momentos. Funcones de varables aleatoras. Métodos para la obtencón de estmadores. Estmadores nsesgados. La justfcacón de las dferentes propedades y metodologías ha sdo desarrollada en el msmo orden en que han sdo tratadas.
124 PROPIEDADES DE LA CURVA NORMAL 4 La funcón de densdad correspondente a la curva normal es : A partr de allí se demuestra : f( x) ( x - ) - e ; - < x < º) Los parámetros "µ" y " dstrbucón. " representan la meda y la varanza de la En prmer lugar "µ" y " " son parámetros porque para cualquer valor que ellos tomen, el área bajo la curva es sempre gual a, pues : e - (x- ) dx = En efecto, s en esta ntegral hacemos el cambo de varable : z = x se obtene : e z - dz = 0 e z - dz Hacendo la susttucón: t = z dt = z dz dz = t dt, resulta: 0 e t dt = t 0 e t t dt = ( ) = lo que demuestra que efectvamente la ecuacón de la curva normal corresponde a una funcón densdad contnua de probabldad, y en donde "µ" y " " son parámetros. Para demostrar que estos parámetros son realmente la meda y la varanza de la dstrbucón, es necesaro hallar prmero su funcón generadora de momentos M X ( t) :
125 M X (t) = E(e tx ) = e tx e- (x- ) dx 5 Para calcular esta ntegral es necesaro sumar los exponentes que corresponden a la base común e, luego completar cuadrados,, y se llega al sguente resultado: M X (t) = e t t Una vez obtenda la funcón generadora de momentos, por dervacón sucesva y evaluando en t=0, es posble obtener los dferentes momentos de la dstrbucón, y así : dmx( t) = ( t ) e t t E(X) = dm X( t ) dt dt t 0 = Dervando por segunda vez, y evaluando en t=0 : E(X ) = d M dt X ( t ) t 0 = + En consecuenca: Var (X) = E (X ) - [ E (X) ] = demostracón., lo que completa la º) La smetría respecto de la meda es fáclmente demostrable, pues basta con verfcar que la ecuacón de la curva, que como ya sabemos es: ( x - ) - f( x) e ; no se altera cuando se susttuye ( x - µ), por su smétrco respecto de la meda que es [- (x-µ)]. Como consecuenca de la smetría, el coefcente momento de sesgo se anula. El coefcente momento de sesgo poblaconal para una varable aleatora vene dado por: = E ( X E ( X )) ( Var( X)) 3 3. El numerador de esta expresón puede ser desarrollado: E( X - E(X) ) 3 = E (X 3-3 X E(X) + 3X (E(X)) - (E(X)) 3 ) =
126 E (X 3 ) - 3 E (X ) E(X) + 3 E(X) (E(X)) - (E(X)) 3 = 6 E (X 3 ) - 3 E (X ) E(X) + (E(X)) 3 Para la Normal, los dos prmeros momentos respecto al orgen ya son conocdos pues: E ( X ) = µ ; E (X ) = +, y el tercero puede ser obtendo a partr de la tercera dervada de funcón generadora de momentos, en t=0: E (X 3 ) = d M X (t) 3 dt 3 t 0 = Reemplazando resulta : µ. E( X - E(X) ) 3 = µ - 3 ( + ) + 3 = 0 = 0. 3º) En cuanto a la propedad de que la medana de la Dstrbucón Normal tambén esta representada por el parámetro "µ", la msma se desprende de la smetría, y de que el área total bajo la curva es gual a. En efecto, por smetría : P ( X µ) = P (X > µ), y como además : P ( X µ) + P (X > µ) = P ( X µ) = P (X > µ) = " " es la medana. 4º) Tambén el parámetro "µ" es la moda de la dstrbucón, pues al ser f(x) una funcón del tpo exponencal, el máxmo se alcanzará cuando el exponente sea máxmo ; y evdentemente [-( x - µ) ] es máxmo, cuando x= µ. 5º) La demostracón de que el coefcente momento de curtoss vale "3" para cualquer Dstrbucón Normal, es quzás la más nteresante, y parte de la defncón del coefcente momento de curtoss para la poblacón dado por: = E ( X E ( X )) ( Var( X)) E( X - E(X) ) 4 = E (X 4-4 X 3 E(X) + 6 X (E(X)) - 4 X (E(X)) 3 + (E(X)) 4 ) = E (X 4 ) - 4 E(X 3 ) E(X) + 6 E(X ) (E(X)) - 4 E(X) (E(X)) 3 + (E(X)) 4 = E (X 4 ) - 4 E(X 3 ) E(X) + 6 E(X )(E(X)) - 3 (E(X)) 4 Los tres prmeros momentos ya se conocen, y el cuarto se obtene dervando por cuarta vez la funcón generadora de momentos, y evaluando en t=0 : 4
127 E(X 4 ) = d M X (t) 4 dt 4 t 0 = E( X - E(X) ) 4 = ( ) + 6 ( + ) = 3 4 y como Var (X) = 4 = 3 ( ) = 3 Con relacón al valor 0,63 para el coefcente percentílco de curtoss, el msmo sale de las tablas normales, pues como es sabdo este coefcente se calcula medante la expresón : Coefcente percentílco de curtoss = = ( Q3 Q) P P 90 0 Según las tablas : Q 3 = µ ( 75% de área a la zquerda ) Q = µ ( 5% de área a la zquerda P 90 = µ +.8 ( 90% de área a la zquerda ) P 0 = µ -.8 ( 0% de área a la zquerda ) Susttuyendo en la expresón, resulta el valor 0,63 antes señalado, para cualquer curva normal, ndependentemente de sus parámetros. ESTIMACION DE LOS PARAMETROS DE UNA DISTRIBUCION NORMAL A lo largo de toda la obra se ha planteado el problema de la estmacón de los parámetros de una Dstrbucón Normal. Esta estmacón resulta ndspensable para estmar la capacdad del proceso, y hemos vsto que para el caso del parámetro " " no hay lugar a dudas de que la meda de la muestra " X ", resulta el mejor estmador ; mentras que para el parámetro " " no exste un estmador óptmo. La justfcacón teórca de esta stuacón es la sguente:
128 Para estmar los parámetros de una dstrbucón cualquera, exsten dos métodos mportantes : el de máxma verosmltud y el de momentos. La aplcacón de cualquera de estos dos métodos a la Dstrbucón Normal, en base a una muestra aleatora X, X,..., X n provenente de la varable "X", conduce a los msmos estmadores, cuales son: 8 = Meda Muestral = X = n X n ; =Varanza Muestral = S = n (X X n ) En efecto, al aplcar el método de máxma - verosmltud a la Dstrbucón Normal, y en base a una muestra aleatora X, X,..., X n, encontramos que la funcón de verosmltud vene dada por la funcón de densdad conjunta de la muestra : L(X, X,..., X n ) = e ( x ) ( x n ) e = n ( ) n e n ( x ) Los estmadores son aquellos valores de los parámetros que le dan a la muestra máxma verosmltud, y para obtenerlos hay que maxmzar a la funcón de verosmltud L(X, X,..., X n ), para lo que resulta más cómodo maxmzar su logartmo, puesto que los productos se transforman en sumas lo que faclta la dervacón,y por ser el logartmo una funcón crecente, en donde éste alcance su máxmo, la funcón tambén. Tomando logartmos : ln L = - n ln - n ( x ) ln( ) - ; y luego dervando parcalmente para hallar los valores que maxmzan resulta: lnl lnl n ( x ) = = 0 n ( x ) n = = 0 n ; smplfcando: n ( x ) = 0 n ( x ) -n + = 0
129 y al resolver el sstema, se obtenen los estmadores: n n x 9 = X n ( x X) = n = S Al analzar el Hessano con las segundas dervadas, se comprueba que se trata de un máxmo. El método de momentos tambén conduce a los msmos estmadores, tal como se demuestra a contnuacón : Según este método, los momentos muestrales se utlzan para estmar a sus correspondentes poblaconales, y partr de esa estmacón se obtene la de los parámetros. Para la Normal, los momentos poblaconales son : m X E( X) E( X ) mentras que los momentos muestrales son: m n n x Para hallar los estmadores por este método de momentos, es necesaro X resolver el sguente sstema para y : n n x X cuya solucón es: n n x ( x X) n X = n = S
130 Esto demuestra que los dos métodos proporconan los msmos estmadores, pero sn embargo, el de no es óptmo por la razón sguente: Un buen estmador puntual debe reunr cuatro requstos: a) Ser nsesgado. b) Ser consstente. c) Ser sufcente. d) Tener mínma varanza. Cuando se examna a los estmadores anterores a la luz de estas propedades, se encuentra que " X " las cumple todas, y por tanto es el mejor estmador posble para " ". Con S no ocurre lo msmo, pues no es n nsesgado n de mínma varanza, y por lo tanto no es un estmador óptmo para. Para suplr esta defcenca, se han propuesto otros estmadores, entre los cuales el más mportante es : = Cuasvaranza Muestral = Sc = n ( x ) Este estmador tampoco es de mínma varanza, pero es nsesgado, y por ello algunos autores lo preferen frente al de máxma verosmltud. En la bblografía estadístca es frecuente que se desgne por S ndstntamente a uno u otro estmador, y se les llame a ambos "Varanza Muestral", lo que obvamente ocasona una gran confusón a los lectores no enterados de la problemátca. n 30 X Otro estmador para " " es : = n x n X Este estmador es nsesgado, tal como se demuestra a contnuacón : Sea: X N( ; ), y sea: Y = X -. Como Y = X -, se tene : Y = ( X ) ; s X ( X ) ; s X
131 Una de las propedades del valor esperado establece que s Y = (X), y "X" es una varable aleatora contnua con funcón densdad f(x), entonces el valor esperado de la varable Y vene dado por : ( x)f( x )dx. Aplcando esta propedad al caso en que la varable X es una normal, se obtene: ( x ) ( x ) = E(Y) = ( x ) e dx + ( x ) e dx 3 Por smetría: E(Y) = ( x ) ( x ) e dx Con el cambo de varable: z = x se obtene : E(Y) = z e dz 0 z E(Y) = - e z = 0 Basándonos en este resultado, tenemos entonces que para el caso de una muestra aleatora X, X,..., X n, obtendremos entonces "n" desvacones absolutas Y, Y,..., Y n, cada una con valor esperado gual al obtendo anterormente. Por tanto, s se defne el estmador de " " como: = n X n = n n Y n E( Y ) se concluye que : E( )= n el estmador es nsesgado. = = ; lo que demuestra que Es mportante recordar que sobre estmador se apoya la Prueba de Geary, analzada en el segundo capítulo Otros estmadores para " " son los basados en la gráfca de control (Pag. 64), que son los que realmente se utlzan para estmar la capacdad del proceso:
132 3 = R d Gráfco ( X, R) ; = R c 4 Gráfco ( X, S) La justfcacón teórca de estos estmadores será analzada más adelante. FUNDAMENTO DE LAS TABLAS NORMALES Es sabdo de la Teoría de Probabldad, que para encontrar la probabldad de que una varable aleatora contnua "X", tome un valor dentro de un ntervalo [a,b], es necesaro ntegrar su funcón de densdad f(x) entre esos límtes, lo que da como resultado el área bajo la curva en el ntervalo. Cuando este concepto lo aplcamos a la curva normal, encontramos lo sguente: Esta ntegral no ha poddo ser resuelta por los métodos ordnaros de ntegracón, y se ha tendo que recurrr a métodos numércos. S se resolvera la ntegral para valores partculares de los parámetros "µ" y " ", nos encontraríamos con el problema de que las tablas serían ncompletas, pues su uso estaría lmtado a aquellas aplcacones en donde los parámetros tomen valores contendos en la tabla. La tpfcacón de la normal aparece entonces como una respuesta a la necesdad de elaborar unas tablas generales, que puedan ser utlzadas para cualquer valor de los parámetros. La tpfcacón de la Normal puede ser demostrada por dos procedmentos dferentes: º) Hacendo en la ntegral el cambo de varable: z = x Por efecto de esta susttucón, la ntegral queda transformada en : - P (a X b) = e a dz b z
133 En la nueva ntegral, los parámetros no aparecen dentro de la funcón a ntegrar, y además se observa que esta funcón corresponde a la funcón de densdad de una curva normal con = 0 y =, que se defne como la Normal Tpfcada o Estándar. De lo anteror se deduce entonces que el área bajo la curva en una normal cualquera para un ntervalo [ a, b ], es gual al área bajo la normal tpfcada entre los límtes a - y b Las tablas dan el resultado de la ntegracón numérca correspondente a la funcón de densdad de la normal tpfcada desde "- " hasta un límte z - cualquera "z', es decr su funcón de dstrbucón: (z) = e dy. y éste es el fundamento del procedmento explcado en el uso de las tablas normales. Con relacón al uso de la tablas, es fácl ver por smetría las sguentes relacones entre las lecturas : y (-z) = - (z) D(z) = (z) - (-z) = (z) - ( - (z) ) = (z) - Los porcentajes de 68.7%, 95.4 % y % dados en la Pag. 3, y sobre los cuales se apoya toda la Teoría de Gráfcos de Control, salen de las tablas Normales, pues para una Normal cualquera al tpfcarla se tene : P ( µ - X µ + ) = P ( - Z ) = D ( ) = P ( µ - X µ + ) = P ( - Z ) = D ( ) = P ( µ - 3 X µ + 3 ) = P ( -3 Z 3 ) = D ( 3 ) = º) Otra manera de demostrar la tpfcacón de la normal es a partr de su funcón generatrz de momentos. En efecto s X N(µ ; ), y se defne la varable Z = X - La funcón generatrz de momentos de la varable "Z" será : M Z (t) = E(e t Z ) = E( e t X )= E( e t X e t )=e t E( e t X )
134 Tenendo en cuenta que la funcón generatrz de momentos para la Dstrbucón Normal, es: M X (t) = E(e tx ) = e t t, se deduce entonces que: 34 E( e t X ) = M x ( t ( )) = e t t = e t t ; y por lo tanto : M Z (t) = e t t t e = e t ; que corresponde a la funcón generatrz de momentos de una Dstrbucón Normal con =0 y =, lo que demuestra que la transformacón X - Z = converte a una Dstrbucón Normal cualquera en la Normal Tpfcada, y de allí la razón de las tablas normales. PROCESOS CENTRADOS En el Capítulo I se establecó la convenenca de que un proceso esté centrado, y posterormente, al consderar la Capacdad del Proceso, se enuncó el sguente Teorema: " Dada una Dstrbucón Normal con desvacón típca " ", y un ntervalo fjo [a,b], el área bajo la curva en el ntervalo será máxma cuando la meda de la dstrbucón concda con el punto medo del ntervalo ". Sobre este Teorema se fundamenta el hecho de que la capacdad máxma del proceso se obtene cuando está centrado. Su demostracón es la sguente: Supongamos que tenemos un ntervalo fjo [a,b], y que la meda de la Dstrbucón está ubcada en un punto cualesquera " " ; el área bajo en el ntervalo [a, b] será entonces una funcón de " ". Desgnando por ( ) a la referda funcón, se tene que : ( ) = b a e - (x- ) b z - dx = e a dz = ( b - ) - ( a - )
135 Se busca aquel valor de " " que maxmza el área bajo la curva en el ntervalo [a, b], para lo cual hay que dervar ( ) : ( ) = b ( ) + a ( ) = 0 35 Como (z) representa la Funcón de Dstrbucón de la Normal Tpfcada, su dervada (z) será su funcón de densdad, que como se sabe es : (z)= f(z) = e - z La prmera dervada de la funcón cero proporcona entonces la sguente ecuacón: ( ) gualada a ( ) = e -(b- ) + e - (a- ) = 0 e -(b- ) = e -(a- ). lo que conduce a : b- = - ( a- ), pues por hpótess a b. b- = - ( a- ) = a b central del ntervalo [a,b]. La prmera dervada ( ) se anula en el punto Al hacer un análss con la segunda dervada ( ), se encuentra que para = a b se cumple: ( ) < 0,lo comprueba que en él se alcanza un máxmo. Cuando el teorema anteror se aplca al caso partcular, en el que el ntervalo fjo [a, b] está representado por los límtes de la especfcacón [L I, L S ], se concluye entonces que un proceso centrado tene máxma probabldad de producr una peza dentro de los límtes de especfcacón, y por lo tanto tene máxma capacdad. Tambén se menconó que en algunas oportundades convene descentrar el proceso. Esta stuacón se da cuando el costo de una peza defectuosa es dferente por un lado que por el otro. Para encontrar el punto donde debe ubcarse la meda del proceso, en stuacones como esta se procede como sgue : Supongamos que la peza debe encontrarse entre los límtes de especfcacón [L I, L S ], y que cuando cumple con la especfcacón el benefco para la empresa es de Bs. K, dado por la dferenca entre el preco de venta de una peza buena y el costo de producrla.
136 Supongamos tambén que una peza defectuosa puede ser corregda y llevada a los límtes de especfcacón, pero que debdo al costo de la correccón el benefco dsmnuye. Sea K < K, el benefco obtendo por una peza que se encuentre por debajo del límte nferor, y sea K < K el benefco obtendo por una peza por encma del límte superor. Estos valores se obtenen restando del preco de venta de una peza buena el costo de producrla y el costo de corregrla. En caso de que la peza no se pueda corregr por alguno de los dos extremos, entonces K ó K serán negatvos, y representan la pérdda por producr una peza defectuosa, que es su costo de produccón. Desgnando por "Y" al benefco por producr una peza, tenemos que su valor esperado será : E ( Y ) = K P ( X < L I ) + K P ( L I X L S ) + K P ( X >L S ) = ( ) Este valor esperado es una funcón ( ) de la meda del proceso, y lo que se busca es aquel valor de que maxmza la gananca esperada. Tpfcando a la varable "X" se obtene: 36 ( ) = K P ( Z < L I ) + K P ( L I X L S ) + K P ( X > L S ) ( ) = K ( L I ) + K [ ( L S ) - ( L I )]+ K [- ( L S )] = ( ) = (K -K) ( L I ) + ( K- K ) ( L S ) + K Al dervar para hallar el valor de que maxmza, resulta : ( ) = (K -K) (- ) ( L I ) + ( K- K ) (- ) ( L S ) = 0 Tenendo en cuenta que (z) representa la funcón de densdad de la Normal Tpfcada, y smplfcando, resulta : (K -K) e -(L I - ) + ( K- K ) e -(L S - ) = 0 ( K- K ) e -(L S - ) = (K -K ) e -(L - ) I +
137 ) ln( K- K )( - (L S - ) ) = ln(k -K ) ( - (L I - ) 37 Al despejar de esta expresón, se obtene : = L I L S + L S L I ln K K K K Esta fórmula es muy mportante, pues permte determnar el punto donde debe ubcarse la meda del proceso para obtener el máxmo benefco esperado, y en ella puede verse que cuando K = K, es decr cuando el benefco o la pérdda es el msmo a ambos lados de la dstrbucón, el proceso debe estar centrado. De esta fórmula tambén se deduce que cuando K < K, es decr cuando el benefco es mayor del lado derecho que del zquerdo, que es la stuacón más frecuente pues las defectuosas por la zquerda por lo general son ncorregbles, entonces la meda del proceso debe estar corrda haca la derecha. TAMAÑO DE MUESTRA REQUERIDO PARA UNA PRUEBA BILATERAL DE MEDIA La justfcacón de la fórmula dada en el Capítulo II, es la sguente : En una prueba de hpótess del tpo : Ho: H : 0 0 con varanza X 0 conocda, la zona de aceptacón es : z n z / / es decr : 0 z / X 0 / n z n S el proceso se desajusta y pasa a producr con una meda, se quere que la probabldad de no detectar tal desajuste y segur aceptando que = 0, sea apenas " ",es decr: P( 0 z / X 0 n z / = ) =. n Supongamos que > 0, es decr que la meda se corró haca la derecha.
138 38 Desprecando el área a la zquerda del límte z / ; se tene que el área bajo la zona de n aceptacón de H 0 es 0 Tenendo en cuenta para tpfcar, que la varanza de la meda muestral " X " es 0 z / n, se obtene : n n = - z. Al despejar n, se llega a la fórmula: n = ( z z ) / ( ) 0 A una fórmula déntca se llega, s se supone que la meda se corró haca la zquerda. DISTRIBUCION DEL RANGO MUESTRAL La obtencón de los dferentes coefcentes utlzados en la construccón de un gráfco de control ( X, R ), así como la posteror estmacón de los parámetros del proceso, está fundamentada en la dstrbucón de la varable aleatora "Rango Muestral ". Por este motvo, no es posble explcar la teoría que sustenta la construccón de tales gráfcas, sn antes analzar este problema. Como es sabdo, el Rango de una muestra aleatora X, X,..., X n, es un estadístco defndo como : R = Máxmo { X, X,..., X n } - Mínmo { X, X,..., X n }. Para hallar la dstrbucón de "R", comencemos por encontrar la dstrbucón de
139 U = Máxmo { X, X,..., X n } y la de V = Mínmo { X, X,..., X n }, para un caso general, en donde la varable observada "X", tene una funcón de densdad contnua cualesquera f(x). Estamos en presenca de un caso de una funcón de varables aleatoras, y aplcando el método de la "Funcón de Dstrbucón", para la varable "U" : G(u) = P (U u) = P(X u X u... X n u ) = [P(X u)] n u u P(X u) = f( x)dx G(u) = ( f( x)dx) Al dervar para obtener la funcón de densdad de U resulta: n 39 g(u) = n f(u) ( u f( x)dx) n Al proceder de manera análoga con V se obtene: H(v) = P (V v) = - P (V > v) = - P(X > v X > v... X n > v ) = - [P( X > v)] n. P( X > v) = f ( x )dx H(v) = - ( f( x)dx) v v n h(v) = n f( v) ( f( x)dx) v n Como las varables "U" y "V" no son ndependentes, no es posble multplcarlas para hallar su funcón de densdad conjunta, y de allí obtener la funcón de densdad de R = U - V. El razonamento para encontrar V, es el sguente: (u,v), funcón de densdad conjunta entre U y Para que "U" caga en el ntervalo (u, u +du), y smultáneamente "V" en el ntervalo (v, v + dv), es necesaro que una cualquera de las "n" observacones caga en (u, u +du), otra cualquera en (v, v + dv), y las ( n- ) restantes en el ntervalo ( v + dv, u). Tomando en cuenta que tenemos "n" observacones de "X", y que la menor puede ser cualquera de ellas, la mayor cualquer otra, y las ntermedas las (n - ) restantes, el número de permutacones entre las observacones es según n! la fórmula multnomal: = n (n-)!! (n-)!
140 La probabldad de que los eventos anterores ocurran es : 40 (u,v) du dv = n (n-) [ f(u) du ] [ f(v) dv] ( f( x) dx ). y en consecuenca : (u,v) = n (n-) f(u) f(v) ( f( x) dx ).; v u u v u v n n (u,v) = n (n-) f(u) f(v) ( F(u) - F(v)) n-.; v u Una vez encontrada la funcón de densdad conjunta entre U y V, ya es posble hallar la funcón de densdad del Rango R = U - V, aplcando nuevamente el método de la funcón de dstrbucón, según el cual : Q ( r ) = P ( R r ) = P ( U - V r ) = P ( U V + r ) Esta probabldad se calcula por ntegracón de la funcón conjunta: Q ( r ) = v r v n(n ) f(u) f(v) ( F(u) - F(v)) n- du dv v r Q( r ) = n (n -) f( v)dv f (u) ( F(u) - F(v)) n- du v La segunda ntegral puede ser resuelta medante la susttucón : y = F(u), pues dy = f(u) du, y cambando los límtes de ntegracón resulta : F( v r) Q( r ) = n (n -) f( v)dv ( y F(v n )) dy F( v) Q( r ) = n f( v)( F(v r) F(v)) dv n Por últmo, al dervar la funcón de dstrbucón Q(r), se obtene la funcón de densdad " q(r) " para el rango muestral, y resulta : q( r ) = n ( n - ) f( v)( F(v r) F(v)) f( v r)dv n ; r 0 Cuando la expresón anteror se aplca al caso de la Dstrbucón Normal, el problema adquere una dmensón muy compleja desde el punto de vsta
141 matemátco, pues su funcón de densdad f(x), no es posble ntegrar, y por lo tanto no es posble obtener expresones analítcas exactas para las funcones F(v+r) n F(v). Para resolver tal stuacón, exsten algunas expresones, obtendas por desarrollos en sere u otros métodos numércos, que permten con bastante exacttud aproxmar a f(x) ó a F(x). Una de tales fórmulas, es por ejemplo la sguente: ( 83z 35) z 56 4 (z) - e z ; 0 < z < 5.5 Esta fórmula permte generar la tabla de la Funcón de Dstrbucón para la Normal Tpfcada, con valores de "z" comprenddos entre 0 < z < 5.5, con un error relatvo nferor al 0,04%. Tenendo en cuenta que F(x) = ( x ), y medante el uso de fórmulas polnómcas aproxmadas para desarrollar en sere una funcón exponencal, es posble resolver la ntegral para " q(r) ", y luego obtener el valor esperado del rango muestral medante la resolucón de la ntegral. E(R) = 0 r q(r) dr =d El valor esperado del Rango Muestral resulta proporconal a " " ; ésta constante de proporconaldad, es la que se desgna por el coefcente "d " en las respectvas tablas, y su valor obvamente depende de "n". Cuando se construye la gráfca ( X, R), el Rango Medo " R " de los dferentes subgrupos es un estmador de E(R), pues la meda muestral de cualquer varable es sempre un estmador nsesgado de su valor esperado, y de allí la justfcacón del procedmento descrto, según el cual : E(R) = R = d = R d A partr de " q(r) " se obtene tambíen la "Desvacón Típca del Rango Muestral", que se necestará luego para determnar los límtes de control correspondentes a "R", que tambén resulta proporconal a " ", sendo "d 3 " la constante de proporconaldad.
142 4 E(R ) = 0 r q(r)dr ; Var ( R ) = E(R ) - [ E(R) ] ; y se llega a R= Var( R) =d 3 El valor numérco del coefcente "d 3 " depende de "n", y se encuentra en las tablas de "Constantes para las Gráfcas de Control". Lamentablemente no exste una fórmula general que permta generar el valor de los coefcentes d y d 3 en funcón del tamaño de muestra "n", y es necesaro calcularlos evaluando la ntegral por métodos numércos, para cada valor de "n". Para el caso partcular n=, es posble calcular el valor de los coefcentes d y d 3,sn necesdad de métodos numércos, medante el sguente razonamento: En este caso, el rango muestral, puede defnrse como: R = X - X sendo X y X dos observacones ndependentes provenentes de un proceso normal, con meda µ y varanza. Por ser la varable Y = X - X una combnacón lneal entre dos normales ndependentes obtenemos que: Y ( 0 ; ) (Veáse Pag. 8), y además R = Y. Al ser la varable "Y" una normal de meda "0" y varanza, podemos aplcar la propedad ya demostrada, y obtenemos: E(R) = = Se defnó "d " como la constante de proporconaldad entre E(R) y " ", por tanto, para el caso n= se tene: d = =.8 ; tal como aparece en las tablas. Para hallar la varanza del Rango Muestral, se tene: Var ( R ) = E(R ) - [ E(R) ] ; E(R ) = E(X - X ) = E(Y ) = Var (Y) ; por tener "Y" valor esperado gual a cero. Pero Var (Y) = E(R ) = y por tanto : Var ( R ) = - 4 = ( 4 )
143 "d 3 " se defnó como la constante de proporconaldad entre R = Var( R), y. Por tanto para el caso n= : d 3 = 4 = LIMITES DE CONTROL PARA LA GRAFICA ( X, R) Cuando se elabora una gráfca ( X, R) y resulta estar bajo control, lo que se está hacendo en realdad, es una prueba de hpótess blateral para la meda del tpo: Ho: H : 0 0 en donde 0 es la Gran Meda, representada por la meda hstórca del proceso; de forma que cuando la muestra cae entre los límtes de control para la meda, lo que se está aceptando es que el proceso está operando sn cambos sgnfcatvos con relacón a la forma como lo venía hacendo en el pasado. S la varanza " " del proceso fuera conocda, esta hpótess resultaría aceptada cuando : 0 z / X 0 / n z n Los dos extremos de este ntervalo defnen los límtes de control para la meda de la muestra, con las sguentes modfcacones : a) 0 está representado por la Gran Meda X b) Z / = 3, lo que trae como consecuenca que el nvel de sgnfcacón de la prueba sea de apenas 0.7%, o lo que es lo msmo, en caso de que no exsta un corrmento real de la meda con relacón a su promedo hstórco, la muestra tene una probabldad de %, de caer entre los límtes de control. c) Como el valor de " " es desconocdo, se susttuye por su correspondente valor estmado a partr del gráfco de control, que tal como hemos vsto es = R d. Por las aproxmacones anterores, se obtene que los límtes del ntervalo de aceptacón para la Hpótess son: U. C. LX 0 z / = X + 3 n d R n = X + A R
144 L. C. LX = 0 z / = n X - 3 R d n = X - A R 44 En consecuenca, tenemos que la justfcacón del coefcente A es: A = d Con relacón a los límtes de control para el rango, lo que se hace es defnr el ntervalo R ± 3 R, que en realdad no tene una probabldad de 99.73% para el "Rango Muestral", pues éste no sgue una Dstrbucón Normal. 3 n Tenendo en cuenta que : R = d 3, y que el valor estmado de " " es = R d, se obtene que : R = d 3 R d. Los límtes de control para el "Rango Muestral" serán entonces : U. C. L R = R+ 3 R = R + 3 d3 R d 3 d 3 = (+ ) d R = D 4 R L.C.L R = R- 3 R = R - 3 d3 R d 3 d 3 = (- ) d R = D 3 R La relacón entre los coefcentes es en consecuenca : D 4 = + 3 d3 d ; D 3 = - 3 d3 d 0 JUSTIFICACION DE LA GRAFICA ( X,S) Para justfcar la metodología de construccón de una gráfca ( X,S), es necesaro hallar prmero la Dstrbucón estadístca de la varable aleatora "S", al gual que como se hzo antes con la varable aleatora "R". Para hallar esta Dstrbucón, partmos de una ya conocda que es la de "S "* 4.
145 En efecto, en la Inferenca Estadístca se demuestra medante la aplcacón de "Formas Cuadrátcas", que la varable Cuadrado con (n-) grados de lbertad. Desgnando por "U" a la referda varable tenemos entonces : 45 (n )S se dstrbuye como una Ch - U = (n )S (n-) La funcón de densdad de "U" es conocda, y su expresón es : f(u) = n ( ) n u n e u ; u>0 y puesto que la varable "S", esta relaconada con "U" a través de : S = U n se cae en un problema de " Funcones de varables aleatoras", en donde se quere hallar la funcón de densdad de "S" a partr de la de "U". Para resolverlo, se aplca el método de la Funcón de Dstrbucón, y se obtene: G(s) = P ( S s) = P ( U n s ) = P ( U n s ) G(s) = n s 0 n ( ) n n u u e du Esta ntegral corresponde a la "Funcón de Dstrbucón" de la varable "U", en el valor n s, es decr : G (s) = F ( n s ). Por dervacón de G(s), se obtene la funcón de densdad correspondente a "S", y resulta : g ( s) = G (s) = F ( n s ) (n ) (n ) n s = s f( s )
146 g ( s) = n ( ) n n ( n n s (n ) s ) e s 46 Al smplfcar, se obtene el resultado buscado, funcón de densdad de la varable aleatora "S" : g(s)= n ( ) n 3 n s n ( ) e s ; s 0 n n El valor esperado de "S" es en consecuenca: E(S) = 0 s g(s) ds E(S) = o s n ( ) n 3 n ( ) n n s n e s ds Esta ntegral puede ser resuelta medante la susttucón: y = n s Hecha la susttucón, y las smplfcacones algebracas de rgor, se llega a: E(S) = n ( ) n - 0 y n e -y dy n La ntegral obtenda es justamente ( ), y por lo tanto : E(S) = n ( ) n - n ( ) = c 4 en donde el coefcente c 4, vene dado por la expresón : c 4 = n ( ) n ( ) n -
147 Las tablas lo que hacen es computar el valor de c 4, para dversos valores del tamaño de muestra "n", y así por ejemplo : 47 Para n= c 4 = ( ) ( ) c 4 = = = Para n=5 c 4 = c 4 = 5 ( ) ( ) = = Una mayor explcacón sobre las propedades de la Funcón Gamma, puede encontrarse en los textos de "Cálculo Avanzado", como por ejemplo el de Murray R. Spegel, de la coleccón Schaum de la Edtoral Mac.Graw Hll. Una vez encontrado E(S), es necesaro ahora hallar Var ( S), a fn de poder calcular los límtes de control para "S". Como Var (S) = E (S ) - [ E(S)], se plantea el problema de calcular E (S ), el cual pudera ser resuelto, resolvendo la sguente ntegral : E (S ) = 0 s g( s)ds Este camno es sn embargo muy complcado, y resulta mucho más sencllo para encontrar E (S ), aprovechar la demostracón que se hace en Inferenca Estadístca, para comprobar que S, es un estmador nsesgado para, y según la cual : E (S ) =. En conclusón : Var ( S ) = - c 4 = ( - c 4 ) s c4 Al tener E(S) y s,ya se está en condcones de justfcar los límtes de control para la gráfca ( X,S). Como ya se explcó antes, la gráfca es realdad una Prueba de Hpótess blateral para la meda, del tpo: Ho: H : 0 0 ; en donde s la varanza " " del proceso fuera conocda, H 0 resultaría aceptada cuando : z 0 / X 0 / n z n Se hacen las msmas consderacones anterores, y se tene:
148 48 a) 0 está representado por la Gran Meda X b) Z / = 3. c) Como el valor de " " es desconocdo, hay que estmarlo, y en dcha estmacón es en donde se dferenca ésta gráfca con la ( X,R). Se demostró que : E(S) = c 4, y se sabe que la meda de las desvacones típcas muestrales S, es un estmador nsesgado de E(S). Por lo tanto : E( S) = S = c 4 = S c 4 Susttuyendo el valor estmado, en los límtes de aceptacón para H 0, se obtenen los límtes de control, y resulta: U. C. LX 0 z / = X + 3 n L. C. LX = 0 z / n = X - 3 c 4 S 4 n = X + A 3 S S c n = X - A 3 S En consecuenca, tenemos que la justfcacón del coefcente A 3 es : A 3 c 4 3 n Con relacón a los límtes de control para la desvacón típca muestral, la justfcacón es práctcamente la msma que para el Rango Muestral, y están basados en el ntervalo S ± 3 s, que a pesar de no tener una probabldad de 99.73% por no ser la varable "S" una Dstrbucón Normal, tene según la Desgualdad de Chebyshev una probabldad de por lo menos 88.89% de contener al valor de "S" de una muestra aleatora, provenente de un proceso bajo control. Tenendo en cuenta que : s c4, y que el valor estmado de es: = S c 4, se obtene que : s S c4 c4 Los límtes de control para el "Rango Muestral" serán entonces :
149 S U. C. Ls S 3 s = S + 3 c4 = B 4 S c4 49 S L. C. Ls S 3 s = S - 3 c4 = B 3 S c4 La relacón entre los coefcentes es en consecuenca : B 4 c4 3 ; B c 4 3 c4 3 0 c 4 EFECTOS DE LA NO NORMALIDAD Una gran lmtacón de las gráfcas de control es el supuesto de normaldad para la Dstrbucón subyacente. Esta lmtacón ha quedado manfesta en este capítulo, donde todas las demostracones anterores, parten del supuesto de que f(x), funcón de densdad para la característca de caldad de las pezas ndvduales, es la correspondente a una Dstrbucón Normal. Evdentemente s este axoma no se cumple, toda la teoría anteror perde su fundamento. Algunos autores han nvestgado el efecto de la no normaldad sobre la teoría de los gráfcos de control, especalmente en los ( X,R). A contnuacón se transcrbe textualmente lo que el Dr. Douglas C. Montgomery dce sobre el partcular, en su texto : "Control Estadístco de la Caldad" : «Varos autores han estudado el efecto de las desvacones respecto de la normaldad, en los dagramas de control. Burr ( 967) hace notar que las constantes de los límtes de control según la teoría normal común, son muy sóldas respecto a la suposcón de normaldad, y pueden utlzarse a no ser que la poblacón sea extremadamente anormal. Schllng y Nelson ( 976) tambén estudaron el efecto de lo no normaldad sobre los límtes de control del dagrama de x. Investgaron la Dstrbucón unforme, la de trángulo recto, la gamma ( con =, r = /,,, 3 y 4), y dos bmodales, formadas por la combnacón de dos dstrbucones normales. Su estudo ndca que en la mayoría de los casos, es sufcente con utlzar muestras de tamaño 4 ó 5 para asegurar una soldez razonable con respecto a la suposcón normal. Los peores casos se observaron para valores pequeños de "r" en la dstrbucón gamma [ r = / y r =(la dstrbucón
150 exponencal)]. Por ejemplo, tales nvestgadores nforman que el resgo " " real es de 0.04 ó menos, s n 4 para la dstrbucón gamma con r = /, en contraste con un valor teórco de para la dstrbucón normal. Mentras que el uso de límtes de control de tres sgma en el dagrama de X producrá un resgo " " de s la dstrbucón subyacente es normal, no se puede decr lo msmo para el dagrama de R. La dstrbucón muestral de R es asmétrca, ncluso en un muestreo a partr de la dstrbucón normal, y la larga extremdad (o cola) se encuentra en el lado alto o postvo. Por lo tanto, los límtes smétrcos de tres sgmas son solamente una aproxmacón, y el resgo " " en tal dagrama de R no es gual a 0,007. ( en realdad, para n = 4, es de = ). Además, el dagrama de R es más sensble a desvacones respecto a la normaldad que el dagrama de X.» Una alternatva frente a la no normaldad son los métodos no paramétrcos, o lbres de dstrbucón, pero tenen el nconvenente de requerr mayores tamaños de muestra. En los artículos ncludos en el apéndce se hace referenca a estos métodos. 50 RELACION MATEMATICA ENTRE LOS COEFICIENTES DE CAPACIDAD En el capítulo IV se establecó que entre los coefcentes C P y C PK, exste una relacón matemátca dada por: C PK = C P ( - k ) Su demostracón es la sguente: "k" es el "índce de localzacón ", defndo por : K T donde: = Corrmento de la meda = = Punto central de la especfcacón = L I L S. = Meda real del proceso. T = Toleranca en las especfcacones = L S - L I.
151 5 Por defncón : C p Ls 6 L I T 6 T = 6 C P k 6 C 3 p C p (*) Además: C PK = mínmo entre Ls -L ; 3 3 S el proceso está corrdo haca la derecha: C Pero tal como puede aprecarse en la gráfca: pk L s 3 L S - =3 C PK L S - = T T = 3 C PK T 3 C pk Susttuyendo en * resulta: k T C 3 3 C p pk 3 Cp 3 3 C p C pk C p C C p pk Al despejar C PK resulta: k C P = C P - C PK C PK = C P ( - k ) S el proceso está corrdo haca la zquerda: C pk 3 L I y procedendo de manera análoga, se llega a déntco resultado ; lo que completa la demostracón de que para ambos casos se verfca: C PK = C P ( - k ) FUNCION LINEAL DE VARIABLES NORMALES En el capítulo IV, se enuncó el sguente Teorema : S X, X... X n son varables aleatoras ndependentes, y normalmente dstrbudas, entonces una funcón lneal de ellas : Y = a 0 + a X + a X a n X n
152 tambén segurá una Dstrbucón normal, y sus parámetros son : 5 Y = a 0 + a + a a n n Y = a + a a n n Su demostracón es la sguente: Sea M Y (t) = E (e ty ) ; la funcón generadora de momentos correspondente a la varable "Y". Desarrollando se obtene : M Y (t)=e e t ( a 0 a X a ( X anxn ) ) ( ta a tx a tx a tx ) E( e n n ) 0 ta ta X ta X 0 E( e e e n n ) Al ser varables aleatoras ndependentes, el valor esperado del producto es gual al producto de los valores esperados, y por lo tanto: ta ta X ta X ta ta X ta X 0 M Y (t) E( e ) E( e ) E( e n n ) = e 0 E( e ) E( e n n ) Cada uno de los valores esperados resultantes, corresponde a una funcón generadora de momentos, pero evaluada en a t, es decr : E( e tax )= M ( a t) Se sabe que para una Normal, su funcón generatrz de momentos es: X M ( t) E( e ) e X tx t t M ( a t) E( e ) e X ta X a t a t y por lo tanto, la funcón generadora de momentos para "Y" va a resultar: a t at a t nant n an t 0 M ( t) e e e = e a a t a ( 0 ) ( ) t Y La funcón generadora de momentos obtenda para la varable "Y", corresponde justamente a la de una Dstrbucón Normal, con parámetros: tal como se quería demostrar. n n a n Y 0 n a Y a ;
153 CAPITULO VI : CONCLUSIONES Y RECOMENDACIONES 53 º) Para realzar un estudo de capacdad es requsto ndspensable elaborar como paso prevo un gráfco de control, con el objeto de verfcar la establdad del proceso. En general, es preferble utlzar un gráfco ( X, R), a menos que por razones técncas sea necesaro mantener un control más estrcto sobre la varabldad del proceso, en cuyo caso debe utlzarse uno ( X, S). La formacón de subgrupos debe hacerse de manera que cada uno de ellos sea lo más homogéneo posble, y que exsta una gran probabldad de varacón de un subgrupo a otro, para lo cual es recomendable tomar las muestras de cada subgrupo a partr de la produccón de un período breve de tempo, o de un msmo lote. º) Exsten dos metodologías mportantes para evaluar la capacdad de un proceso de produccón, que son: a) A partr del gráfco de control. b) A partr del hstograma. Ambas metodologías tenen certas lmtacones en su fundamentacón teórca, y por ser complementaras, lo recomendable es utlzar ambas, a fn de obtener una mejor estmacón de la capacdad del proceso. Una evaluacón hecha por una sola de las metodologías, tene el nconvenente de estar basada en unos supuestos, de los cuales no se tene una razonable certeza, de que el proceso o la muestra los cumple. 3º) No exsten en las Normas ISO-9000 señalamentos acerca de la metodología a segur para evaluar la capacdad del proceso, n tampoco acerca de los valores mínmos exgdos para los ndcadores de su capacdad. Lo recomendable es que el organsmo competente señale pautas sobre el partcular, ya que actualmente la certfcacón de la capacdad del proceso, a los fnes de dar cumplmento a lo prevsto en la Norma ISO-9000, queda a crtero del audtor. 4º) Los ndcadores de capacdad deberían ser estmados por ntervalos, y la certfcacón de capacdad medante pruebas de hpótess..
154 Esta recomendacón permtría que el audtor tome una decsón más raconal con relacón a la certfcacón de capacdad.. Como este problema se encuentra en fase de desarrollo, una recomendacón para la Unversdades e Insttutos de Investgacón, es que ncen un análss más a fondo del problema, a fn de desarrollar una nueva metodología que permta establecer de una manera más precsa que la actual, los requstos que debe reunr un proceso de produccón, para que le sea concedda la certfcacón de capacdad. 5º) La condcón óptma de operacón de un proceso es cuando está centrado, pues en éste punto su capacdad de caldad es máxma. En conclusón, los responsables de la caldad del proceso deben canalzar su esfuerzos para tratar de lograr un proceso centrado; con la únca excepcón de la stuacón en que el costo de corregr una peza defectuosa es dferente para cada extremo, en cuyo caso, la meda de operacón del proceso debe determnarse por la fórmula dada en el capítulo IV. 6º) Es recomendable la realzacón de expermentos con el proceso, a fn de poder detectar los factores que lo afectan de manera sgnfcatva, y reducr así su varabldad. La cláusula de la Norma ISO-900O (ver Introduccón) así lo sugere, y por lo tanto un estudo de capacdad solamente, no es sufcente para dar cumplmento a lo establecdo en ella. 7º) La revsón de las especfcacones del proceso es tambén otra recomendacón muy mportante, pues el estudo de capacdad supone que son conocdas. Un error en la fjacón de las especfcacones ocasona consecuencas gravísmas en la evaluacón de la capacdad del proceso, y por ello es muy mportante que estén perfectamente defndas. 8º) Otra recomendacón mportante para las empresas de produccón, es la que se refere a la formacón de su personal en Métodos Estadístcos. A lo largo de toda la obra hemos vsto como la evaluacón de capacdad exge el manejo de numerosas destrezas en técncas estadístcas, para cuya realzacón se requere un entrenamento adecuado del personal. Esta recomendacón es extensble tambén a las Facultades de Ingenería,, ya que en los planes de estudo de las dversas especaldades de Ingenería, es 54
155 frecuente encontrar que la enseñanza de la Estadístca no exste, o está mnmzada. S se toma en consderacón que el Ingenero es por lo general, el profesonal llamado a gerencar los procesos de produccón, resulta obvo que para poder establecer metas de caldad en la produccón ndustral, debe fortalecerse su formacón en esta dscplna. 55 COMENTARIO FINAL Un estudo de capacdad no puede ser vsto como un hecho aslado con el propósto de aprobar una audtoría, y lograr una certfcacón de caldad ; debe formar parte de un programa contnuo de mejoramento de la caldad, en donde el lderazgo gerencal es de vtal mportanca. Las técncas de control y mejoramento de procesos no son métodos que se aplcan una vez, sólo cuando el proceso está en problemas, sno que deben tener un carácter permanente, para lo cual se requere el apoyo decddo de la gerenca. La partcpacón y el compromso de la gerenca consttuyen el paso más mportante en todo el proceso de mejoramento. La gerenca desempeña un papel modelo, y el resto de la organzacón la consderará como guía y ejemplo. El trabajo en equpo es tambén muy mportante, pues la dentfcacón de los factores que afectan el comportamento del proceso requere del concurso de todo el personal nvolucrado. Una de las tareas clave en la aplcacón de los dagramas de control estadístco, es la determnacón de las varables apropadas sobre las cuales se debe aplcar el control, así como tambén los puntos del proceso de produccón, en los que debe establecerse el control; y para ello se requere de un adecuado trabajo en equpo. Un programa de Control Estadístco de Procesos debe reunr los sguentes requstos para que pueda tener éxto:. Lderazgo gerencal.. Trabajo en equpo. 3. Educacón del personal a todos los nveles.
156 4. Enfass en el mejoramento contnuo.. 56 Todos los membros de la gerenca y del equpo, deben recbr capactacón relatva a las herramentas apropadas para el mejoramento del proceso. Un dagrama de flujo del proceso para mejorar su entendmento acerca de la forma como opera, es un buen método para analzarlo, y para establecer los puntos donde podrían aplcarse con provecho los controles. Tambén es mportante desarrollar crteros de medcón relatvos a las varables claves, para lo cual se debe contar con equpos de laboratoro adecuadamente calbrados. En este sentdo es muy mportante tambén contar con normas y procedmentos escrtos acerca de la forma como deben hacerse estos ensayos y medcones, ya que s no exste unformdad, ésta varabldad se reflejará njustamente como una varabldad del proceso, y en consecuenca en una nadecuada evaluacón de su capacdad.. Por últmo, es mportante recordar que el contendo de esta obra sólo consdera los aspectos relatvos al estudo de capacdad, pero que esto es sólo uno de los muchos aspectos que evalúa la Norma ISO-9000, y que por lo tanto su cumplmento no garantza la obtencón de la correspondente certfcacón de caldad. La evaluacón del sstema de caldad hecho por la norma ISO-9000 es muchísmo más ampla, y obedece a un concepto más global como es el de CALIDAD TOTAL.
157 57 Tabla N : Area bajo la Dstrbucón Normal Estándar entre 0 y z. z,00,0,0,03,04,05,06,07,08,09 0,0 0,0000 0,0040 0,0080 0,00 0,060 0,099 0,039 0,079 0,039 0,0359 0, 0,0398 0,0438 0,0478 0,057 0,0557 0,0596 0,0636 0,0675 0,074 0,0753 0, 0,0793 0,083 0,087 0,090 0,0948 0,0987 0,06 0,064 0,03 0,4 0,3 0,79 0,7 0,55 0,93 0,33 0,368 0,406 0,443 0,480 0,57 0,4 0,554 0,59 0,68 0,664 0,700 0,736 0,77 0,808 0,844 0,879 0,5 0,95 0,950 0,985 0,09 0,054 0,088 0,3 0,57 0,90 0,4 0,6 0,57 0,9 0,34 0,357 0,389 0,4 0,454 0,486 0,57 0,549 0,7 0,580 0,6 0,64 0,673 0,704 0,734 0,764 0,794 0,83 0,85 0,8 0,88 0,90 0,939 0,967 0,995 0,303 0,305 0,3078 0,306 0,333 0,9 0,359 0,386 0,3 0,338 0,364 0,389 0,335 0,3340 0,3365 0,3389,0 0,343 0,3438 0,346 0,3485 0,3508 0,353 0,3554 0,3577 0,3599 0,36, 0,3643 0,3665 0,3686 0,3708 0,379 0,3749 0,3770 0,3790 0,380 0,3830, 0,3849 0,3869 0,3888 0,3907 0,395 0,3944 0,396 0,3980 0,3997 0,405,3 0,403 0,4049 0,4066 0,408 0,4099 0,45 0,43 0,447 0,46 0,477,4 0,49 0,407 0,4 0,436 0,45 0,465 0,479 0,49 0,4306 0,439,5 0,433 0,4345 0,4357 0,4370 0,438 0,4394 0,4406 0,448 0,449 0,444,6 0,445 0,4463 0,4474 0,4484 0,4495 0,4505 0,455 0,455 0,4535 0,4545,7 0,4554 0,4564 0,4573 0,458 0,459 0,4599 0,4608 0,466 0,465 0,4633,8 0,464 0,4649 0,4656 0,4664 0,467 0,4678 0,4686 0,4693 0,4699 0,4706,9 0,473 0,479 0,476 0,473 0,4738 0,4744 0,4750 0,4756 0,476 0,4767
158 ,0 0,477 0,4778 0,4783 0,4788 0,4793 0,4798 0,4803 0,4808 0,48 0,487 58, 0,48 0,486 0,4830 0,4834 0,4838 0,484 0,4846 0,4850 0,4854 0,4857, 0,486 0,4864 0,4868 0,487 0,4875 0,4878 0,488 0,4884 0,4887 0,4890,3 0,4893 0,4896 0,4898 0,490 0,4904 0,4906 0,4909 0,49 0,493 0,496,4 0,498 0,490 0,49 0,495 0,497 0,499 0,493 0,493 0,4934 0,4936,5 0,4938 0,4940 0,494 0,4943 0,4945 0,4946 0,4948 0,4949 0,495 0,495,6 0,4953 0,4955 0,4956 0,4957 0,4959 0,4960 0,496 0,496 0,4963 0,4964,7 0,4965 0,4966 0,4967 0,4968 0,4969 0,4970 0,497 0,497 0,4973 0,4974,8 0,4974 0,4975 0,4976 0,4977 0,4977 0,4978 0,4979 0,4979 0,4980 0,498,9 0,498 0,498 0,498 0,4983 0,4984 0,4984 0,4985 0,4985 0,4986 0,4986 3,0 0,4987 0,4987 0,4987 0,4988 0,4988 0,4989 0,4989 0,4989 0,4990 0,4990
159 Tabla : Dferentes áreas bajo la curva normal estándar 59 z (z) (-z) D(z) z (z) (-z) D(z) 0,0 0,5040 0,4960 0,0080 0,5 0,6950 0,3050 0,3899 0,0 0,5080 0,490 0,060 0,5 0,6985 0,305 0,3969 0,03 0,50 0,4880 0,039 0,53 0,709 0,98 0,4039 0,04 0,560 0,4840 0,039 0,54 0,7054 0,946 0,408 0,05 0,599 0,480 0,0399 0,55 0,7088 0,9 0,477 0,06 0,539 0,476 0,0478 0,56 0,73 0,877 0,445 0,07 0,579 0,47 0,0558 0,57 0,757 0,843 0,433 0,08 0,539 0,468 0,0638 0,58 0,790 0,80 0,438 0,09 0,5359 0,464 0,077 0,59 0,74 0,776 0,4448 0,0 0,5398 0,460 0,0797 0,60 0,757 0,743 0,455 0, 0,5438 0,456 0,0876 0,6 0,79 0,709 0,458 0, 0,5478 0,45 0,0955 0,6 0,734 0,676 0,4647 0,3 0,557 0,4483 0,034 0,63 0,7357 0,643 0,473 0,4 0,5557 0,4443 0,3 0,64 0,7389 0,6 0,4778 0,5 0,5596 0,4404 0,9 0,65 0,74 0,578 0,4843 0,6 0,5636 0,4364 0,7 0,66 0,7454 0,546 0,4907 0,7 0,5675 0,435 0,350 0,67 0,7486 0,54 0,497 0,8 0,574 0,486 0,48 0,68 0,757 0,483 0,5035 0,9 0,5753 0,447 0,507 0,69 0,7549 0,45 0,5098 0,0 0,5793 0,407 0,585 0,70 0,7580 0,40 0,56 0, 0,583 0,468 0,663 0,7 0,76 0,389 0,53
160 0, 0,587 0,49 0,74 0,7 0,764 0,358 0,585 0,3 0,590 0,4090 0,89 0,73 0,7673 0,37 0,5346 0,4 0,5948 0,405 0,897 0,74 0,7704 0,96 0,5407 0,5 0,5987 0,403 0,974 0,75 0,7734 0,66 0,5467 0,6 0,606 0,3974 0,05 0,76 0,7764 0,36 0,557 0,7 0,6064 0,3936 0,8 0,77 0,7794 0,06 0,5587 0,8 0,603 0,3897 0,05 0,78 0,783 0,77 0,5646 0,9 0,64 0,3859 0,8 0,79 0,785 0,48 0,5705 0,30 0,679 0,38 0,358 0,80 0,788 0,9 0,5763 0,3 0,67 0,3783 0,434 0,8 0,790 0,090 0,58 0,3 0,655 0,3745 0,50 0,8 0,7939 0,06 0,5878 0,33 0,693 0,3707 0,586 0,83 0,7967 0,033 0,5935 0,34 0,633 0,3669 0,66 0,84 0,7995 0,005 0,599 0,35 0,6368 0,363 0,737 0,85 0,803 0,977 0,6047 0,36 0,6406 0,3594 0,8 0,86 0,805 0,949 0,60 0,37 0,6443 0,3557 0,886 0,87 0,8078 0,9 0,657 0,38 0,6480 0,350 0,96 0,88 0,806 0,894 0,6 0,39 0,657 0,3483 0,3035 0,89 0,833 0,867 0,665 0,40 0,6554 0,3446 0,308 0,90 0,859 0,84 0,639 0,4 0,659 0,3409 0,38 0,9 0,886 0,84 0,637 0,4 0,668 0,337 0,355 0,9 0,8 0,788 0,644 0,43 0,6664 0,3336 0,338 0,93 0,838 0,76 0,6476 0,44 0,6700 0,3300 0,340 0,94 0,864 0,736 0,658 0,45 0,6736 0,364 0,3473 0,95 0,889 0,7 0,6579 0,46 0,677 0,38 0,3545 0,96 0,835 0,685 0,669 0,47 0,6808 0,39 0,366 0,97 0,8340 0,660 0,6680 0,48 0,6844 0,356 0,3688 0,98 0,8365 0,635 0,679 0,49 0,6879 0,3 0,3759 0,99 0,8389 0,6 0,
161 0,50 0,695 0,3085 0,389,00 0,843 0,587 0,687 6 z (z) (-z) D(z) z (z) (-z) D(z),0 0,8438 0,56 0,6875,5 0,9345 0,0655 0,8690,0 0,846 0,539 0,693,5 0,9357 0,0643 0,875,03 0,8485 0,55 0,6970,53 0,9370 0,0630 0,8740,04 0,8508 0,49 0,707,54 0,938 0,068 0,8764,05 0,853 0,469 0,7063,55 0,9394 0,0606 0,8789,06 0,8554 0,446 0,709,56 0,9406 0,0594 0,88,07 0,8577 0,43 0,754,57 0,948 0,058 0,8836,08 0,8599 0,40 0,799,58 0,949 0,057 0,8859,09 0,86 0,379 0,743,59 0,944 0,0559 0,888,0 0,8643 0,357 0,787,60 0,945 0,0548 0,8904, 0,8665 0,335 0,7330,6 0,9463 0,0537 0,896, 0,8686 0,34 0,7373,6 0,9474 0,056 0,8948,3 0,8708 0,9 0,745,63 0,9484 0,056 0,8969,4 0,879 0,7 0,7457,64 0,9495 0,0505 0,8990,5 0,8749 0,5 0,7499,65 0,9505 0,0495 0,90,6 0,8770 0,30 0,7540,66 0,955 0,0485 0,903,7 0,8790 0,0 0,7580,67 0,955 0,0475 0,905,8 0,880 0,90 0,760,68 0,9535 0,0465 0,9070,9 0,8830 0,70 0,7660,69 0,9545 0,0455 0,9090,0 0,8849 0,5 0,7699,70 0,9554 0,0446 0,909, 0,8869 0,3 0,7737,7 0,9564 0,0436 0,97, 0,8888 0, 0,7775,7 0,9573 0,047 0,946,3 0,8907 0,093 0,783,73 0,958 0,048 0,964,4 0,895 0,075 0,7850,74 0,959 0,0409 0,98
162 ,5 0,8944 0,056 0,7887,75 0,9599 0,040 0,999,6 0,896 0,038 0,793,76 0,9608 0,039 0,96,7 0,8980 0,00 0,7959,77 0,966 0,0384 0,933,8 0,8997 0,003 0,7995,78 0,965 0,0375 0,949,9 0,905 0,0985 0,809,79 0,9633 0,0367 0,965,30 0,903 0,0968 0,8064,80 0,964 0,0359 0,98,3 0,9049 0,095 0,8098,8 0,9649 0,035 0,997,3 0,9066 0,0934 0,83,8 0,9656 0,0344 0,93,33 0,908 0,098 0,865,83 0,9664 0,0336 0,938,34 0,9099 0,090 0,898,84 0,967 0,039 0,934,35 0,95 0,0885 0,830,85 0,9678 0,03 0,9357,36 0,93 0,0869 0,86,86 0,9686 0,034 0,937,37 0,947 0,0853 0,893,87 0,9693 0,0307 0,9385,38 0,96 0,0838 0,834,88 0,9699 0,030 0,9399,39 0,977 0,083 0,8355,89 0,9706 0,094 0,94,40 0,99 0,0808 0,8385,90 0,973 0,087 0,946,4 0,907 0,0793 0,845,9 0,979 0,08 0,9439,4 0,9 0,0778 0,8444,9 0,976 0,074 0,945,43 0,936 0,0764 0,8473,93 0,973 0,068 0,9464,44 0,95 0,0749 0,850,94 0,9738 0,06 0,9476,45 0,965 0,0735 0,859,95 0,9744 0,056 0,9488,46 0,979 0,07 0,8557,96 0,9750 0,050 0,9500,47 0,99 0,0708 0,8584,97 0,9756 0,044 0,95,48 0,9306 0,0694 0,86,98 0,976 0,039 0,953,49 0,939 0,068 0,8638,99 0,9767 0,033 0,9534,50 0,933 0,0668 0,8664,00 0,977 0,08 0,9545 6
163 z (z) (-z) D(z) z (z) (-z) D(z),0 0,9778 0,0 0,9556,5 0,9940 0,0060 0,9879,0 0,9783 0,07 0,9566,5 0,994 0,0059 0,9883,03 0,9788 0,0 0,9576,53 0,9943 0,0057 0,9886,04 0,9793 0,007 0,9586,54 0,9945 0,0055 0,9889,05 0,9798 0,00 0,9596,55 0,9946 0,0054 0,989,06 0,9803 0,097 0,9606,56 0,9948 0,005 0,9895,07 0,9808 0,09 0,965,57 0,9949 0,005 0,9898,08 0,98 0,088 0,965,58 0,995 0,0049 0,990,09 0,987 0,083 0,9634,59 0,995 0,0048 0,9904,0 0,98 0,079 0,9643,60 0,9953 0,0047 0,9907, 0,986 0,074 0,965,6 0,9955 0,0045 0,9909, 0,9830 0,070 0,9660,6 0,9956 0,0044 0,99,3 0,9834 0,066 0,9668,63 0,9957 0,0043 0,995,4 0,9838 0,06 0,9676,64 0,9959 0,004 0,997,5 0,984 0,058 0,9684,65 0,9960 0,0040 0,990,6 0,9846 0,054 0,969,66 0,996 0,0039 0,99,7 0,9850 0,050 0,9700,67 0,996 0,0038 0,994,8 0,9854 0,046 0,9707,68 0,9963 0,0037 0,996,9 0,9857 0,043 0,975,69 0,9964 0,0036 0,999,0 0,986 0,039 0,97,70 0,9965 0,0035 0,993, 0,9864 0,036 0,979,7 0,9966 0,0034 0,9933, 0,9868 0,03 0,9736,7 0,9967 0,0033 0,9935,3 0,987 0,09 0,9743,73 0,9968 0,003 0,9937,4 0,9875 0,05 0,9749,74 0,9969 0,003 0,9939,5 0,9878 0,0 0,9756,75 0,9970 0,0030 0,9940,6 0,988 0,09 0,976,76 0,997 0,009 0,994,7 0,9884 0,06 0,9768,77 0,997 0,008 0,
164 ,8 0,9887 0,03 0,9774,78 0,9973 0,007 0,9946,9 0,9890 0,00 0,9780,79 0,9974 0,006 0,9947,30 0,9893 0,007 0,9786,80 0,9974 0,006 0,9949,3 0,9896 0,004 0,979,8 0,9975 0,005 0,9950,3 0,9898 0,00 0,9797,8 0,9976 0,004 0,995,33 0,990 0,0099 0,980,83 0,9977 0,003 0,9953,34 0,9904 0,0096 0,9807,84 0,9977 0,003 0,9955,35 0,9906 0,0094 0,98,85 0,9978 0,00 0,9956,36 0,9909 0,009 0,987,86 0,9979 0,00 0,9958,37 0,99 0,0089 0,98,87 0,9979 0,00 0,9959,38 0,993 0,0087 0,987,88 0,9980 0,000 0,9960,39 0,996 0,0084 0,983,89 0,998 0,009 0,996,40 0,998 0,008 0,9836,90 0,998 0,009 0,9963,4 0,990 0,0080 0,9840,9 0,998 0,008 0,9964,4 0,99 0,0078 0,9845,9 0,998 0,008 0,9965,43 0,995 0,0075 0,9849,93 0,9983 0,007 0,9966,44 0,997 0,0073 0,9853,94 0,9984 0,006 0,9967,45 0,999 0,007 0,9857,95 0,9984 0,006 0,9968,46 0,993 0,0069 0,986,96 0,9985 0,005 0,9969,47 0,993 0,0068 0,9865,97 0,9985 0,005 0,9970,48 0,9934 0,0066 0,9869,98 0,9986 0,004 0,997,49 0,9936 0,0064 0,987,99 0,9986 0,004 0,997,50 0,9938 0,006 0,9876 3,00 0,9987 0,003 0,
165 z (z) (-z) D(z) z (z) (-z) D(z) 3,0 0,9987 0,003 0,9974 3,5 0,9998 0,000 0,9996 3,0 0,9987 0,003 0,9975 3,5 0,9998 0,000 0,9996 3,03 0,9988 0,00 0,9976 3,53 0,9998 0,000 0,9996 3,04 0,9988 0,00 0,9976 3,54 0,9998 0,000 0,9996 3,05 0,9989 0,00 0,9977 3,55 0,9998 0,000 0,9996 3,06 0,9989 0,00 0,9978 3,56 0,9998 0,000 0,9996 3,07 0,9989 0,00 0,9979 3,57 0,9998 0,000 0,9996 3,08 0,9990 0,000 0,9979 3,58 0,9998 0,000 0,9997 3,09 0,9990 0,000 0,9980 3,59 0,9998 0,000 0,9997 3,0 0,9990 0,000 0,998 3,60 0,9998 0,000 0,9997 3, 0,999 0,0009 0,998 3,6 0,9998 0,000 0,9997 3, 0,999 0,0009 0,998 3,6 0,9999 0,000 0,9997 3,3 0,999 0,0009 0,9983 3,63 0,9999 0,000 0,9997 3,4 0,999 0,0008 0,9983 3,64 0,9999 0,000 0,9997 3,5 0,999 0,0008 0,9984 3,65 0,9999 0,000 0,9997 3,6 0,999 0,0008 0,9984 3,66 0,9999 0,000 0,9997 3,7 0,999 0,0008 0,9985 3,67 0,9999 0,000 0,9998 3,8 0,9993 0,0007 0,9985 3,68 0,9999 0,000 0,9998 3,9 0,9993 0,0007 0,9986 3,69 0,9999 0,000 0,9998 3,0 0,9993 0,0007 0,9986 3,70 0,9999 0,000 0,9998 3, 0,9993 0,0007 0,9987 3,7 0,9999 0,000 0,9998 3, 0,9994 0,0006 0,9987 3,7 0,9999 0,000 0,9998 3,3 0,9994 0,0006 0,9988 3,73 0,9999 0,000 0,9998 3,4 0,9994 0,0006 0,9988 3,74 0,9999 0,000 0,9998 3,5 0,9994 0,0006 0,9988 3,75 0,9999 0,000 0,9998 3,6 0,9994 0,0006 0,9989 3,76 0,9999 0,000 0,9998 3,7 0,9995 0,0005 0,9989 3,77 0,9999 0,000 0,
166 3,8 0,9995 0,0005 0,9990 3,78 0,9999 0,000 0,9998 3,9 0,9995 0,0005 0,9990 3,79 0,9999 0,000 0,9998 3,30 0,9995 0,0005 0,9990 3,80 0,9999 0,000 0,9999 3,3 0,9995 0,0005 0,999 3,8 0,9999 0,000 0,9999 3,3 0,9995 0,0005 0,999 3,8 0,9999 0,000 0,9999 3,33 0,9996 0,0004 0,999 3,83 0,9999 0,000 0,9999 3,34 0,9996 0,0004 0,999 3,84 0,9999 0,000 0,9999 3,35 0,9996 0,0004 0,999 3,85 0,9999 0,000 0,9999 3,36 0,9996 0,0004 0,999 3,86 0,9999 0,000 0,9999 3,37 0,9996 0,0004 0,999 3,87 0,9999 0,000 0,9999 3,38 0,9996 0,0004 0,9993 3,88 0,9999 0,000 0,9999 3,39 0,9997 0,0003 0,9993 3,89 0,9999 0,000 0,9999 3,40 0,9997 0,0003 0,9993 3,90,0000 0,0000 0,9999 3,4 0,9997 0,0003 0,9994 3,9,0000 0,0000 0,9999 3,4 0,9997 0,0003 0,9994 3,9,0000 0,0000 0,9999 3,43 0,9997 0,0003 0,9994 3,93,0000 0,0000 0,9999 3,44 0,9997 0,0003 0,9994 3,94,0000 0,0000 0,9999 3,45 0,9997 0,0003 0,9994 3,95,0000 0,0000 0,9999 3,46 0,9997 0,0003 0,9995 3,96,0000 0,0000 0,9999 3,47 0,9997 0,0003 0,9995 3,97,0000 0,0000 0,9999 3,48 0,9997 0,0003 0,9995 3,98,0000 0,0000 0,9999 3,49 0,9998 0,000 0,9995 3,99,0000 0,0000 0,9999 3,50 0,9998 0,000 0,9995 4,00,0000 0,0000 0,
167 Tabla.3: Valores de z en funcón del área 67 Area A la zquerda Central Area A la zquerda Central 0,00-3,090 0,00 0,50 0,05 0,690 0,005 -,576 0,006 0,50 0,050 0,706 0,00 -,36 0,03 0,530 0,075 0,7 0,00 -,054 0,05 0,540 0,00 0,739 0,05 -,960 0,03 0,550 0,6 0,755 0,030 -,88 0,038 0,560 0,5 0,77 0,040 -,75 0,050 0,570 0,76 0,789 0,050 -,645 0,063 0,580 0,0 0,806 0,060 -,555 0,075 0,590 0,8 0,84 0,070 -,476 0,088 0,600 0,53 0,84 0,080 -,405 0,00 0,60 0,79 0,860 0,090 -,34 0,3 0,60 0,305 0,878 0,00 -,8 0,6 0,630 0,33 0,896 0,0 -,7 0,38 0,640 0,358 0,95 0,0 -,75 0,5 0,650 0,385 0,935 0,30 -,6 0,64 0,660 0,4 0,954 0,40 -,080 0,76 0,670 0,440 0,974 0,50 -,036 0,89 0,680 0,468 0,994 0,60-0,994 0,0 0,690 0,496,05 0,70-0,954 0,5 0,700 0,54,036 0,80-0,95 0,8 0,70 0,553,058 0,90-0,878 0,40 0,70 0,583,080 0,00-0,84 0,53 0,730 0,63,03 0,0-0,806 0,66 0,740 0,643,6
168 0,0-0,77 0,79 0,750 0,674,50 0,30-0,739 0,9 0,760 0,706,75 0,40-0,706 0,305 0,770 0,739,00 0,50-0,674 0,39 0,780 0,77,7 0,60-0,643 0,33 0,790 0,806,54 0,70-0,63 0,345 0,800 0,84,8 0,80-0,583 0,358 0,80 0,878,3 0,90-0,553 0,37 0,80 0,95,34 0,300-0,54 0,385 0,830 0,954,37 0,30-0,496 0,399 0,840 0,994,405 0,30-0,468 0,4 0,850,036,440 0,330-0,440 0,46 0,860,080,476 0,340-0,4 0,440 0,870,6,54 0,350-0,385 0,454 0,880,75,555 0,360-0,358 0,468 0,890,7,598 0,370-0,33 0,48 0,900,8,645 0,380-0,305 0,496 0,90,34,695 0,390-0,79 0,50 0,90,405,75 0,400-0,53 0,54 0,930,476,8 0,40-0,8 0,539 0,940,555,88 0,40-0,0 0,553 0,950,645,960 0,430-0,76 0,568 0,960,75,054 0,440-0,5 0,583 0,970,88,70 0,450-0,6 0,598 0,975,960,4 0,460-0,00 0,63 0,980,054,36 0,470-0,075 0,68 0,990,36,576 0,480-0,050 0,643 0,995,576,807 0,490-0,05 0,659 0,999 3,090 3,90 0,500 0,000 0,674,000 68
169 Tabla No 3 : Coefcentes para la construccón de gráfcas de control 69
170 Tabla No 4: Percentles de la Dstrbucón Ch Cuadrado 70 grados lbertad v X0,005 X0,00 X0,05 X0,050 X0,00 X0,900 X0,950 X0,975 X0,990 X0,995 0,00 0,00 0,00 0,00 0,0,7 3,84 5,0 6,63 7,88 0,0 0,0 0,05 0,0 0, 4,6 5,99 7,38 9, 0,60 3 0,07 0, 0, 0,35 0,58 6,5 7,8 9,35,34,84 4 0, 0,30 0,48 0,7,06 7,78 9,49,4 3,8 4,86 5 0,4 0,55 0,83,5,6 9,4,07,83 5,09 6,75 6 0,68 0,87,4,64,0 0,64,59 4,45 6,8 8,55 7 0,99,4,69,7,83,0 4,07 6,0 8,48 0,8 8,34,65,8,73 3,49 3,36 5,5 7,53 0,09,95 9,73,09,70 3,33 4,7 4,68 6,9 9,0,67 3,59 0,6,56 3,5 3,94 4,87 5,99 8,3 0,48 3, 5,9,60 3,05 3,8 4,57 5,58 7,8 9,68,9 4,7 6,76 3,07 3,57 4,40 5,3 6,30 8,55,03 3,34 6, 8,30 3 3,57 4, 5,0 5,89 7,04 9,8,36 4,74 7,69 9,8 4 4,07 4,66 5,63 6,57 7,79,06 3,68 6, 9,4 3,3 5 4,60 5,3 6,6 7,6 8,55,3 5,00 7,49 30,58 3,80 6 5,4 5,8 6,9 7,96 9,3 3,54 6,30 8,85 3,00 34,7 7 5,70 6,4 7,56 8,67 0,09 4,77 7,59 30,9 33,4 35,7 8 6,6 7,0 8,3 9,39 0,86 5,99 8,87 3,53 34,8 37,6 9 6,84 7,63 8,9 0,,65 7,0 30,4 3,85 36,9 38,58 0 7,43 8,6 9,59 0,85,44 8,4 3,4 34,7 37,57 40,00 8,03 8,90 0,8,59 3,4 9,6 3,67 35,48 38,93 4,40 8,64 9,54 0,98,34 4,04 30,8 33,9 36,78 40,9 4,80 3 9,6 0,0,69 3,09 4,85 3,0 35,7 38,08 4,64 44,8 4 9,89 0,86,40 3,85 5,66 33,0 36,4 39,36 4,98 45,56 5 0,5,5 3, 4,6 6,47 34,38 37,65 40,65 44,3 46,93 6,6,0 3,84 5,38 7,9 35,56 38,89 4,9 45,64 48,9 7,8,88 4,57 6,5 8, 36,74 40, 43,9 46,96 49,64 8,46 3,56 5,3 6,93 8,94 37,9 4,34 44,46 48,8 50,99 9 3, 4,6 6,05 7,7 9,77 39,09 4,56 45,7 49,59 5, ,79 4,95 6,79 8,49 0,60 40,6 43,77 46,98 50,89 53,67 3 4,46 5,66 7,54 9,8,43 4,4 44,99 48,3 5,9 55,00 3 5,3 6,36 8,9 0,07,7 4,58 46,9 49,48 53,49 56, ,8 7,07 9,05 0,87 3, 43,75 47,40 50,73 54,78 57, ,50 7,79 9,8,66 3,95 44,90 48,60 5,97 56,06 58, ,9 8,5 0,57,47 4,80 46,06 49,80 53,0 57,34 60,7 36 7,89 9,3,34 3,7 5,64 47, 5,00 54,44 58,6 6, ,59 9,96, 4,07 6,49 48,36 5,9 55,67 59,89 6, ,9 0,69,88 4,88 7,34 49,5 53,38 56,90 6,6 64,8 39 0,00,43 3,65 5,70 8,0 50,66 54,57 58, 6,43 65, ,7,6 4,43 6,5 9,05 5,8 55,76 59,34 63,69 66,77 4,4,9 5, 7,33 9,9 5,95 56,94 60,56 64,95 68,05 4,4 3,65 6,00 8,4 30,77 54,09 58, 6,78 66, 69,34 43,86 4,40 6,79 8,96 3,63 55,3 59,30 6,99 67,46 70,6 44 3,58 5,5 7,57 9,79 3,49 56,37 60,48 64,0 68,7 7, ,3 5,90 8,37 30,6 33,35 57,5 6,66 65,4 69,96 73,7 46 5,04 6,66 9,6 3,44 34, 58,64 6,83 66,6 7,0 74, ,77 7,4 9,96 3,7 35,08 59,77 64,00 67,8 7,44 75,70
171 48 6,5 8,8 30,75 33,0 35,95 60,9 65,7 69,0 73,68 76, ,5 8,94 3,55 33,93 36,8 6,04 66,34 70, 74,9 78,3 50 7,99 9,7 3,36 34,76 37,69 63,7 67,50 7,4 76,5 79,49 5 8,73 30,48 33,6 35,60 38,56 64,30 68,67 7,6 77,39 80,75 5 9,48 3,5 33,97 36,44 39,43 65,4 69,83 73,8 78,6 8, ,3 3,0 34,78 37,8 40,3 66,55 70,99 75,00 79,84 83, ,98 3,79 35,59 38, 4,8 67,67 7,5 76,9 8,07 84, ,73 33,57 36,40 38,96 4,06 68,80 73,3 77,38 8,9 85, ,49 34,35 37, 39,80 4,94 69,9 74,47 78,57 83,5 86, ,5 35,3 38,03 40,65 43,8 7,04 75,6 79,75 84,73 88, ,0 35,9 38,84 4,49 44,70 7,6 76,78 80,94 85,95 89, ,77 36,70 39,66 4,34 45,58 73,8 77,93 8, 87,7 90, ,53 37,48 40,48 43,9 46,46 74,40 79,08 83,30 88,38 9, ,30 38,7 4,30 44,04 47,34 75,5 80,3 84,48 89,59 93,9 6 37,07 39,06 4,3 44,89 48,3 76,63 8,38 85,65 90,80 94, ,84 39,86 4,95 45,74 49, 77,75 8,53 86,83 9,0 95, ,6 40,65 43,78 46,59 50,00 78,86 83,68 88,00 93, 96, ,38 4,44 44,60 47,45 50,88 79,97 84,8 89,8 94,4 98, 66 40,6 4,4 45,43 48,3 5,77 8,09 85,96 90,35 95,63 99, ,94 43,04 46,6 49,6 5,66 8,0 87, 9,5 96,83 00, ,7 43,84 47,09 50,0 53,55 83,3 88,5 9,69 98,03 0, ,49 44,64 47,9 50,88 54,44 84,4 89,39 93,86 99,3 03, ,8 45,44 48,76 5,74 55,33 85,53 90,53 95,0 00,43 04, 7 44,06 46,5 49,59 5,60 56, 86,64 9,67 96,9 0,6 05, ,84 47,05 50,43 53,46 57, 87,74 9,8 97,35 0,8 06, ,63 47,86 5,6 54,33 58,0 88,85 93,95 98,5 04,0 07, ,4 48,67 5,0 55,9 58,90 89,96 95,08 99,68 05,0 09, , 49,48 5,94 56,05 59,79 9,06 96, 00,84 06,39 0, ,00 50,9 53,78 56,9 60,69 9,7 97,35 0,00 07,58, ,79 5,0 54,6 57,79 6,59 93,7 98,48 03,6 08,77, ,58 5,9 55,47 58,65 6,48 94,37 99,6 04,3 09,96 3, ,38 5,7 56,3 59,5 63,38 95,48 00,75 05,47,4 5, 80 5,7 53,54 57,5 60,39 64,8 96,58 0,88 06,63,33 6,3 8 5,97 54,36 58,00 6,6 65,8 97,68 03,0 07,78 3,5 7,5 8 5,77 55,7 58,84 6,3 66,08 98,78 04,4 08,94 4,69 8, ,57 55,99 59,69 63,00 66,98 99,88 05,7 0,09 5,88 9, ,37 56,8 60,54 63,88 67,88 00,98 06,39,4 7,06, ,7 57,63 6,39 64,75 68,78 0,08 07,5,39 8,4, ,97 58,46 6,4 65,6 69,68 03,8 08,65 3,54 9,4 3, ,78 59,8 63,09 66,50 70,58 04,8 09,77 4,69 0,59 4, ,58 60,0 63,94 67,37 7,48 05,37 0,90 5,84,77 5, ,39 60,93 64,79 68,5 7,39 06,47,0 6,99,94 7, 90 59,0 6,75 65,65 69,3 73,9 07,57 3,5 8,4 4, 8, ,00 6,58 66,50 70,00 74,0 08,66 4,7 9,8 5,9 9, ,8 63,4 67,36 70,88 75,0 09,76 5,39 0,43 6,46 30, ,63 64,4 68, 7,76 76,0 0,85 6,5,57 7,63 3, ,44 65,07 69,07 7,64 76,9,94 7,63,7 8,80 33, ,5 65,90 69,9 73,5 77,8 3,04 8,75 3,86 9,97 34, ,06 66,73 70,78 74,40 78,73 4,3 9,87 5,00 3,4 35, ,88 67,56 7,64 75,8 79,63 5, 0,99 6,4 3,3 36, ,69 68,40 7,50 76,6 80,54 6,3, 7,8 33,48 37,80 7
172 Tabla No 5 : Valores crítcos de D n para la prueba de Kolmogov Smrnoff 7
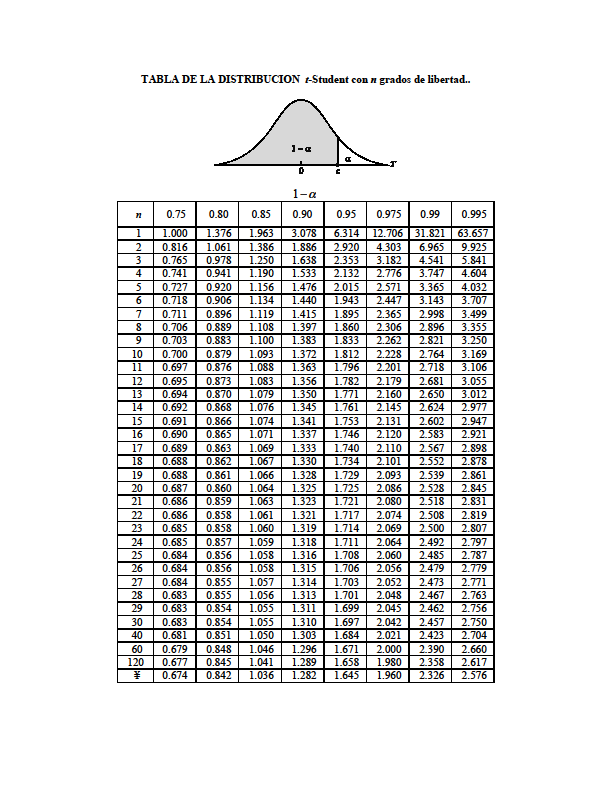
173 73