TRABAJO EN FRÍO DE LOS METALES
|
|
|
- Joaquín Nieto Montero
- hace 6 años
- Vistas:
Transcripción

1 TRABAJO EN FRÍO DE LOS METALES
2 CAPÍTULO 5 Conformado mecánico de los metales Mejor acabado superficial. Trabajo en frío de los metales. Características Tolerancias dimensionales más estrechas. Cambio en las propiedades físicas (se pueden ajustar las propiedades mecánicas de acuerdo con las necesidades del producto). Mayor capacidad para ser deformados por cargas de tracción. Mayor consumo de energía para la deformación. Anisotropía. Necesidad de recocidos intermedios, en el caso de grandes porcentajes de deformación.
3 Procesos de trabajo en frío. Estirado Compresión: Doblez: Corte o desprendimiento: Barras Tubos Alambre Embutido con planchado Acuñado Laminado Forja en frío Formado de roscas Extrusión Remachado Doblado Rolado Doblado de placa Engargolado Formado con rodillos Troquelado Punzonado Corte de cinta Recorte Perforado Ranurado Corte con cizalla Procesos de aplicación particular: Formados por alta energía Formado superplástico

4 Estirado. Este tipo de operación consiste en reducir o cambiar la sección transversal del material al someterlo a un esfuerzo de tracción cuando atraviesa una matriz.

5 Estirado. El proceso es similar al de extrusión con la diferencia de estar sometiendo al material a un esfuerzo de tracción. Con este tipo de proceso se fabrican todo tipo de alambres, barras y varillas, distinguiéndose entre ellos en función del diámetro final alcanzado con el producto. También se pueden fabricar perfiles huecos.
 o")
6 Estirado de alambre. Proceso de fabricación Laminado en caliente Decapado Estirado del alambre (Alambrón) o tubo (se aplican recocidos intermedios de ser necesario). Dado de Estirado
7 Banco de Estirado.

8 Banco de estirado de 5 etapas.
, se utilizan mesas o camas de estirar que pueden tener hasta más de 30 m de carrera; en este caso son posibles velocidades")
9 Estirado de alambre. Para producir barras (diámetro mayor de 6 mm), se utilizan mesas o camas de estirar que pueden tener hasta más de 30 m de carrera; en este caso son posibles velocidades comprendidas entre los 10 y 30 m/min. Dichos equipos llegan a tener una capacidad aún mayor a las 130 toneladas de carga. Mesa de Estirado de barra


10 Dados de estirado.
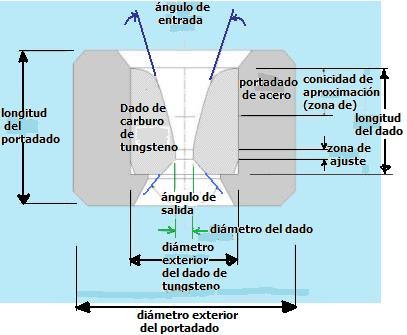
11 Estirado.
12 Estirado. Campana o entrada del dado. Se da el arrastre de lubricante con el material. Cono o zona de aproximación. Su ángulo es determinante en la carga requerida para el proceso y será definido de acuerdo con las características del material. Zona de deslizamiento o de ajuste de las dimensiones. En esta zona el diámetro permanece constante y no hay reducción aunque si una carga apreciable debida a la fricción. Su principal función es permitir reajustes del dado (debido al desgaste); si la longitud de la zona fuera cero no se podría recalibrar el dado En la práctica su longitud es de aproximadamente 2/3 del diámetro del dado. Salida. Su conicidad permite la recuperación elástica del material, asimismo reduce la posibilidad de desgaste cuando el dado está mal alineado.
13 Estirado. El ángulo del dado es determinante en la carga requerida. El óptimo será aquel que minimice la energía necesaria para la deformación, la cual está determinada por tres componentes: Trabajo de deformación. Está definido por la deformación inherente al proceso. Carga de fricción. Depende del área de contacto y por tanto de la conicidad del dado. Trabajo redundante. Es la energía extra necesaria para doblar primero en una dirección determinada las fibras del material y después regresarlas a la dirección de flujo. Es evidente que este término será mayor cuando el ángulo del dado se incremente. Metal Ángulo Optimo Aluminio 24 Cobre 12 Acero 6
14 Defectos generados en estirado. Defectos del material de partida, como podrían ser grietas o fisuras Limpieza inadecuada. El material está todavía recubierto con escamas de óxido que producen desgaste excesivo del dado y ralladuras sobre la pieza. Mal acabado del dado. Produce rayas longitudinales en el producto. La fractura del material es un caso extremo, en el que la carga de estirado supera la resistencia a la tracción del material. Para una reducción y conicidad fijas, esta posibilidad se incrementa con la fricción.
15 Estirado de tubo. Etapas del Proceso Lingote de fundición Formado del tubo Decapado Estirado de la barra hueca previamente formada por extrusión o perforado y estirado

16 Estirado de tubo.

17 Fig Mesa de estirado. Éstas pueden ser mecánicas o hidráulicas (inferior).

18 CAPÍTULO 5 Conformado mecánico de los metales Carga de estirado tubo-.



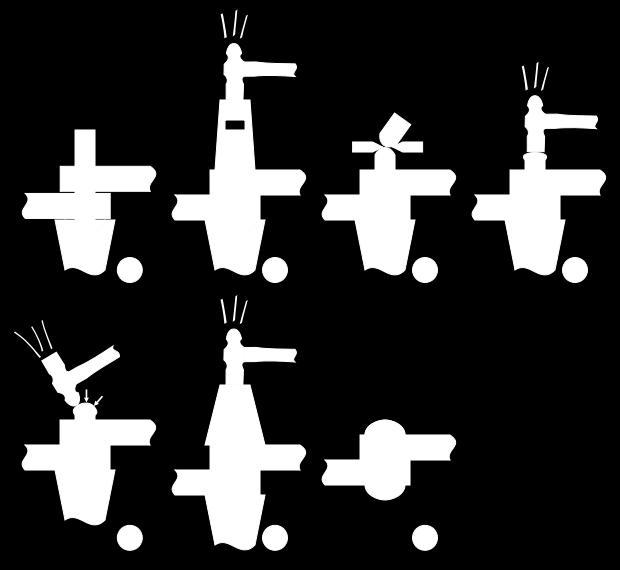
19 Rechazado.


20 Rechazado por corte.

21 Rechazado por corte.



22 Hasta 1400MPa de presión Acuñado.
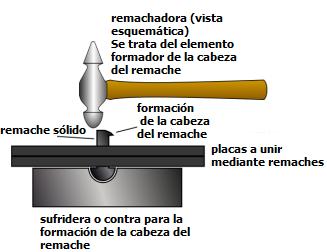
23 Remachado.
24 Estacado.


25 Formado por rodillos.


26 Formado por rodillos.

27 El formado con rodillos permite la producción de laminas acanaladas.

28 Rolado. Descripción esquemática del mecanismo de operación de una roladora. Roladora con capacidad de 10 a 35 mm y longitud de hasta 4 m.


29 Rolado de barras o perfiles.
30 Esquema de una dobladora para tubo.

31 Dobladora de lámina.

32 Dobladora de cortina. Máquina CNC electro-hidráulica, puede tener hasta 12 m de longitud de la mesa y KNew de capacidad

33 Engargolado para la fabricación de latas.


34 Ensamble de un filtro de aceite y de una lata de 3 piezas por engargolado.
35 Conformado de chapa. Este conjunto de procesos de conformado por deformación plástica es específico para el procesado de láminas delgadas de metal con espesores típicos que oscilan entre 0.4 y 6 mm. La materia prima de estos procesos procede de un proceso de laminación y ésta se procesa normalmente en frío; aunque en el caso de grandes espesores, materiales frágiles o deformaciones significativas se procesa a temperaturas más elevadas pero siempre por debajo de la recristalización.




36 Diseños construidos en base a lámina. MP44 CETME C Heckler & Koch G3

37 Troquelado, punzonado. Este tipo de procesos se basan en la generación de una geometría plana sobre una chapa de metal mediante el corte del perfil de la misma con una matriz (troquel, punzón).
38 Troquelado, punzonado. Aunque el principio del proceso es el mismo, se habla de troquelado cuando se genera el corte a lo largo de una línea cerrada para separar la pieza del material circundante, y se habla de punzonado cuando el material cortado es el que se desecha y el que permanece es la pieza deseada.



39 Troquelado, punzonado. El proceso de corte que se produce se muestra en la siguiente figura:


40 CAPÍTULO 5 Conformado mecánico de los metales Fig Holgura entre matriz y punzón
41 CAPÍTULO 5 Conformado mecánico de los metales Troquelado, punzonado. La holgura entre matriz y punzón oscila entre el 2% y 8% del espesor de la chapa como término general, y depende del material considerado. La fuerza requerida para el corte se estima con la expresión: F = 0.7 e L sultìmo e espesor, L Longitud del perfil cortado

42 Cizallado. El cizallado consiste en el corte de una lámina a través de una línea recta abierta. En este caso, la diferencia con las variantes anteriores sólo reside en la geometría del corte.

43 Doblado. Esta técnica es una de las más comunes en el conformado por deformación, y atiende a la deformación del material alrededor de un eje recto.
44 Doblado.

45 Doblado.

46 Embutido. Usualmente los materiales más ocupados en procesos de embutición son aquellos con mayor ductilidad como las aleaciones de aluminio o cobre en comparación con los aceros.

47 Embutición. Este proceso permite la obtención de piezas huecas de diversa forma (acopada, de caja, etc.). El principio básico consiste en empujar el material en forma de lámina sobre la cavidad de una matriz mediante un punzón.

48 Embutición. El esquema del proceso se muestra en la siguiente figura:

49 Embutición. Este proceso puede efectuarse en etapas sucesivas (sobre todo cuando no se cumplen las condiciones antes citadas), con el objeto de tener la pieza definitiva. Estas operaciones reciben el nombre de reembutición.
50 Embutición. Para que el proceso se produzca es necesario que exista una holgura entre el punzón y matriz que permite la fluencia de la chapa. Esta holgura es del orden de un 10% superior que el espesor de la chapa. La severidad de la operación se establece con la relación existente entre la dimensión de la chapa inicial y la dimensión del punzón. El valor límite típico de dicha relación es de 2, aunque depende de los radios del punzón y de la matriz (Rp y Rm), de las condiciones de la fricción, de la profundidad del embutido y de las características del material (ductilidad, anisotropía).

51 Embutición. Un proceso que comparte las características de la embutición y la forja con estampa es el estampado de chapa, que permite el grabado de indentaciones, la generación de muescas, cortes, etc.
52 Carga de embutido. Para que el proceso se produzca es necesario que exista una holgura entre el punzón y matriz que permite la fluencia de la chapa. Esta holgura es del orden de un 10% superior que el espesor de la chapa. La severidad de la operación se establece con la relación existente entre la dimensión de la chapa inicial y la dimensión del punzón. 0 Relación de embutido donde diámetro inicial 0 diámetro final (punzón) f f
53 Carga de embutido. Otro parámetro a controlar en el proceso es la relación entre el espesor y la dimensión original de la chapa. Es recomendable que esta relación sea superior al 1%, ya que si el valor es inferior se aumenta la tendencia al arrugado del material. e 1% 0 donde e espesor del material

54 Carga de embutido. Al considerarse que el espesor e se mantiene constante (deformación plana) e cte 0 d zz 0 zz
55 Carga de embutido. La carga de embutido (sin considerar pisadores) queda: Como f emb s 2 ln r s 0 rf t r emb A Para que no exista adelgazamiento 2 r t emb f f emb r 0 A s emb emb 0 f s ln 0 s Considerando a los pisadores, se puede suponer en una primera instancia que la carga por efecto de tenerlos aumenta de un 15 a 25% de la calculada sin considerarlos. 0 r f
56 CAPÍTULO 5 Conformado mecánico de los metales Carga de embutido. Considerando igualdad: 2 s s ln s ln emb s f 3 f 2 s ln f 3 0 ln 2 f 0 f e ( f ) s s s s 0 s0 3 s s s 1 3 s x x y s s s y 0
57 Carga de embutido. Para el pisador p 0 p r f r 3 r fi s 200t f 2r 2 2r 2r 2 p 4 p 0 fi e p Donde: r0 radio inicial del material (disco de partida) ó blanco r radio interior de la pieza embutida r fi e s radio de la matriz de embutido m esfuerzo máximo del material t espesor del material m
58 Ejemplo. Se va a producir por embutido de chapa de acero, una lata, (siendo ésta de 2 piezas cuerpo y tapa-). Se ha elegido una lámina de calibre # 26 (0.45 mm). La lata es cilíndrica de 10 cms de diámetro por 13 de altura, con un radio inferior de 5mm. Calcule la capacidad de la prensa utilizada para el proceso, considerando que esta se emplea a no más de un 80% de su potencial. El esfuerzo de cedencia del material es de 140 MPa. Adicional a lo anterior, si se presenta un desperdicio del 10%, considerando que el costo del material es de $/kg y que la manufactura representa $0.10 para la tapa y $0.40. para el cuerpo así como $0.15. del engargolado; determine el costo de la lata. Considere que la densidad del acero es de 7.8 g/cm 3.



59 Troquel.


60 Troquel. CAPÍTULO 5 Conformado mecánico de los metales

61 CAPÍTULO 5 Conformado mecánico de los metales Troquel progresivo de 10 etapas para alta producción.

62 CAPÍTULO 5 Conformado mecánico de los metales Fig Dibujo de ensamble de un troquel progresivo.

63 CAPÍTULO 5 Conformado mecánico de los metales Diversos ejemplos de piezas producidas a partir de cinta metálica y procesadas en troqueles.
 a la tracción l perímetro de la pieza t espesor de la")
64 Carga de corte. CAPÍTULO 5 Conformado mecánico de los metales f c tl como c m s m m 2 f 0.7lts donde s m m esfuerzo máximo (último) a la tracción l perímetro de la pieza t espesor de la lámina
65 Carga de corte. CAPÍTULO 5 Conformado mecánico de los metales Holgura -h-. h donde D D m p D m D 2 p diámetro de la matriz diámetro del punzón Metales suaves. h 0.045t 0.05t Aluminio duro y acero suave. h 0.06t Metales duros. h 0.08t 0.1t donde t espesor de la lámina
66 Carga de corte. Holgura -h-. Dm Dp h 2 donde en troquelado D m CAPÍTULO 5 Conformado mecánico de los metales diámetro de la matriz es el tamaño del corte a realizar D p diámetro del punzón es desconocido Dm Dp h 2 donde en punzonado D m diámetro de la matriz es quien lleva la holgura D p diámetro del punzón es es el tamaño del corte a realizar
67 Embutición. CAPÍTULO 5 Conformado mecánico de los metales Otro parámetro a controlar en el proceso es la relación entre el espesor y la dimensión original de la chapa. Es recomendable que esta relación sea superior al 1%, ya que si el valor es inferior se aumenta la tendencia al arrugado del material. La fuerza máxima necesaria para la operación en el caso de un disco de chapa se puede estimar con la expresión: Aunque debe tenerse presente que la fuerza varía en función del desplazamiento del punzón y alcanza el valor máximo a 1/3 del recorrido.

68 Gracias por su atención udiatem Fac. Ingeniería, UNAM Unidad de Investigación y Asistencia Técnica en Materiales

69 CAPÍTULO 1 Introducción
70 Doblado. CAPÍTULO 5 Conformado mecánico de los metales El mecanismo de doblado se observa en la siguiente figura:
71 Doblado. CAPÍTULO 5 Conformado mecánico de los metales En dicho proceso el radio mínimo que se puede obtener es función del tipo de material, su anisotropía y el grado de doblado que sufre. Dicho valor se expresa en función del espesor con la expresión:
72 Doblado. CAPÍTULO 5 Conformado mecánico de los metales Dicho proceso también presenta el fenómeno de recuperación elástica, que supone (por efecto del comportamiento del material) un ángulo de doblado final de la pieza inferior al de ejecución- Este efecto se elimina produciendo un doblado en exceso del material. El esfuerzo necesario para generar el doblado del material depende de la geometría de la matriz de doblado y se estima con la expresión:
PROCESO DE TREFILADO
 Transformación plástica primaria PROCESOS DE CONFORMADO MECÁNICO PROCESOS DE CONFORMADO LINGOTES LÁMINAS PROCESAMIENTO DE POLVO FORJA LAMINACIÓN EXTRUSIÓN CONFORMADO DE LÁMINAS METÁLICAS CONFORMADO SUPERPLÁSTICO
Transformación plástica primaria PROCESOS DE CONFORMADO MECÁNICO PROCESOS DE CONFORMADO LINGOTES LÁMINAS PROCESAMIENTO DE POLVO FORJA LAMINACIÓN EXTRUSIÓN CONFORMADO DE LÁMINAS METÁLICAS CONFORMADO SUPERPLÁSTICO
ÍNDICE 12. CONFORMADO POR DEFORMACIÓN PLÁSTICA MATERIALES 13/14
 12. PLÁSTICA 1 MATERIALES 13/14 ÍNDICE Introducción: conceptos Deformación plástica: PROCESOS Laminación Forja Extrusión Trefilado / Estirado 2 INTRODUCCIÓN: CONCEPTOS 3 Fenómenos Microestructurales: Movimientos
12. PLÁSTICA 1 MATERIALES 13/14 ÍNDICE Introducción: conceptos Deformación plástica: PROCESOS Laminación Forja Extrusión Trefilado / Estirado 2 INTRODUCCIÓN: CONCEPTOS 3 Fenómenos Microestructurales: Movimientos
CONFORMACIÓN PLASTICA DE METALES: FORJA
 CONFORMACIÓN PLASTICA DE METALES: FORJA CONTENIDO Definición y Clasificación de los Procesos de Forja Equipos y sus Características Técnicas Variables Principales del Proceso Métodos Operativos (Equipos
CONFORMACIÓN PLASTICA DE METALES: FORJA CONTENIDO Definición y Clasificación de los Procesos de Forja Equipos y sus Características Técnicas Variables Principales del Proceso Métodos Operativos (Equipos
TRABAJO EN LÁMINA METÁLICA PROCESOS II
 PROCESOS DE TRABAJO EN LÁMINA METÁLICA CONTENIDO Generalidades Herramientas Variables Principales del Proceso Análisis del Proceso de Corte Doblado PROCESOS I TRABAJO DE LÁMINAS METÁLICAS GENERALIDADES
PROCESOS DE TRABAJO EN LÁMINA METÁLICA CONTENIDO Generalidades Herramientas Variables Principales del Proceso Análisis del Proceso de Corte Doblado PROCESOS I TRABAJO DE LÁMINAS METÁLICAS GENERALIDADES
TEMA 8: Procesos continuos y semicontinuos
 Tema 8: Procesos continuos y semicontinuos 1/16 MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 8: Procesos continuos y semicontinuos TECNOLOGÍAS DE FABRICACIÓN Grado en Ingeniería en Organización Industrial
Tema 8: Procesos continuos y semicontinuos 1/16 MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 8: Procesos continuos y semicontinuos TECNOLOGÍAS DE FABRICACIÓN Grado en Ingeniería en Organización Industrial
PROCESOS DE CONFORMADO DE METALES
 PROCESOS DE CONFORMADO DE METALES PROCESOS DE CONFORMADO (I) CONFORMADO CON CONSERVACION DE MASA Los procesos de CONFORMADO PLÁSTICO son aquellos en los que la forma final de la pieza de trabajo se obtiene
PROCESOS DE CONFORMADO DE METALES PROCESOS DE CONFORMADO (I) CONFORMADO CON CONSERVACION DE MASA Los procesos de CONFORMADO PLÁSTICO son aquellos en los que la forma final de la pieza de trabajo se obtiene
PROCESO DE EXTRUSIÓN PROCESOS II ING. CARLOS RODELO A
 PROCESO DE EXTRUSIÓN CONTENIDO Definición y Clasificación de los Procesos Equipos y sus Características Técnicas Variables Principales del Proceso Defectos Análisis de Extrusión PROCESOS I Definición Es
PROCESO DE EXTRUSIÓN CONTENIDO Definición y Clasificación de los Procesos Equipos y sus Características Técnicas Variables Principales del Proceso Defectos Análisis de Extrusión PROCESOS I Definición Es
TEMA 6: Conformado de chapa
 Tema 6: Conformado de chapa 1/19 MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 6: Conformado de chapa TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA Universidad
Tema 6: Conformado de chapa 1/19 MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 6: Conformado de chapa TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA Universidad
Bajo el concepto de manufactura integrada, Aceromex ofrece a sus clientes tecnología de punta para la transformación del acero.
 Bajo el concepto de manufactura integrada, Aceromex ofrece a sus clientes tecnología de punta para la transformación del acero. Para satisfacer las necesidades del mercado de la construcción, Aceromex
Bajo el concepto de manufactura integrada, Aceromex ofrece a sus clientes tecnología de punta para la transformación del acero. Para satisfacer las necesidades del mercado de la construcción, Aceromex
UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
 1 INGENIERÍA CIVIL EN MECÁNICA PLAN 2012 GUÍA DE LABORATORIO ASIGNATURA PROCESOS MECÁNICOS II CODIGO 15160 NIVEL 06 EXPERIENCIA C604 ENSAYO ERICHSEN 2 1. OBJETIVO GENERAL Familiarizar el alumno con ensayos
1 INGENIERÍA CIVIL EN MECÁNICA PLAN 2012 GUÍA DE LABORATORIO ASIGNATURA PROCESOS MECÁNICOS II CODIGO 15160 NIVEL 06 EXPERIENCIA C604 ENSAYO ERICHSEN 2 1. OBJETIVO GENERAL Familiarizar el alumno con ensayos
IBNORCA ANTEPROYECTO DE NORMA BOLIVIANA APNB 732
 IBNORCA ANTEPROYECTO DE NORMA BOLIVIANA APNB 732 Productos laminados - Barras corrugadas para hormigón armado - Definiciones, clasificación y requisitos 1 OBJETO Y CAMPO DE APLICACIÓN La presente norma
IBNORCA ANTEPROYECTO DE NORMA BOLIVIANA APNB 732 Productos laminados - Barras corrugadas para hormigón armado - Definiciones, clasificación y requisitos 1 OBJETO Y CAMPO DE APLICACIÓN La presente norma
Clasificación de procesos
 Clasificación de procesos Ingeniería de los procesos de fabricación Manufacturing Technology Moldeo de metales Metal Casting Deformación Plástica Forming ang Shaping Arranque de material Material removal
Clasificación de procesos Ingeniería de los procesos de fabricación Manufacturing Technology Moldeo de metales Metal Casting Deformación Plástica Forming ang Shaping Arranque de material Material removal
Forjado. Año Contenido
 Forjado Año 2016 1 Contenido Que es el forjado? Clasificación Líneas de forja y estructura metalográfica. Métodos de observación Herramientas y máquinas de forjar Materiales para forjar Tratamientos térmicos
Forjado Año 2016 1 Contenido Que es el forjado? Clasificación Líneas de forja y estructura metalográfica. Métodos de observación Herramientas y máquinas de forjar Materiales para forjar Tratamientos térmicos
Universitat Politècnica de València
 metálicos. 111 Extrusión. Este tipo de proceso se basa en la aplicación de un esfuerzo de compresión sobre el material para que éste fluya a través de una matriz que le da forma a su sección transversal.
metálicos. 111 Extrusión. Este tipo de proceso se basa en la aplicación de un esfuerzo de compresión sobre el material para que éste fluya a través de una matriz que le da forma a su sección transversal.
Procesos de Manufactura I. Laminación
 Procesos de Manufactura I Laminación Laminación. Laminación. Su definición Reducción de la sección transversal de un material, al hacerlo pasar entre dos rodillos cilíndricos que giran en sentido opuesto.
Procesos de Manufactura I Laminación Laminación. Laminación. Su definición Reducción de la sección transversal de un material, al hacerlo pasar entre dos rodillos cilíndricos que giran en sentido opuesto.
TEMA 4: Aspectos generales
 Tema 4: Aspectos generales 1/1 MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 4: Aspectos generales TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA Universidad del
Tema 4: Aspectos generales 1/1 MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 4: Aspectos generales TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA Universidad del
PROCESOS DE CONFORMADO MECÁNICO 1725 DEPARTAMENTO DE INGENIERÍA QUÍMICA METALÚRGICA. 7o. NÚMERO DE HORAS/SEMANA Teoría 3 Práctica 2 CRÉDITOS 8
 PROCESOS DE CONFORMADO MECÁNICO 1725 DEPARTAMENTO DE INGENIERÍA QUÍMICA METALÚRGICA UBICACIÓN SEMESTRE 7o. TIPO DE ASIGNATURA TEÓRICO-PRÁCTICA NÚMERO DE HORAS/SEMANA Teoría 3 Práctica 2 CRÉDITOS 8 INTRODUCCIÓN.
PROCESOS DE CONFORMADO MECÁNICO 1725 DEPARTAMENTO DE INGENIERÍA QUÍMICA METALÚRGICA UBICACIÓN SEMESTRE 7o. TIPO DE ASIGNATURA TEÓRICO-PRÁCTICA NÚMERO DE HORAS/SEMANA Teoría 3 Práctica 2 CRÉDITOS 8 INTRODUCCIÓN.
TEMA 5: Aspectos generales
 Tema 4: Aspectos generales 1/1 MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 5: Aspectos generales TECNOLOGÍAS DE FABRICACIÓN Grado en Ingeniería en Organización Industrial DPTO. DE INGENIERÍA MECÁNICA
Tema 4: Aspectos generales 1/1 MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 5: Aspectos generales TECNOLOGÍAS DE FABRICACIÓN Grado en Ingeniería en Organización Industrial DPTO. DE INGENIERÍA MECÁNICA
Ejercicios Propuestos Tecnologías Fabricación 2016/2017
 Ejercicio 1 Se desea fabricar un componente mediante el empleo de vía seca. Para ello se dispone de dos preimpregnados que se emplean de la siguiente forma: - 4 capas de Prepreg-1-6 capas de Prepreg-2
Ejercicio 1 Se desea fabricar un componente mediante el empleo de vía seca. Para ello se dispone de dos preimpregnados que se emplean de la siguiente forma: - 4 capas de Prepreg-1-6 capas de Prepreg-2
SILABO DEL CURSO DE TECNOLOGÍA METALMECANICA
 Universidad Privada del Norte SILABO DEL CURSO DE TECNOLOGÍA METALMECANICA I. DATOS GENERALES 1.1 Facultad : Ingeniería 1.2 Carrera : Ingeniería Industrial 1.3 Departamento : Ingeniería Industrial 1.4
Universidad Privada del Norte SILABO DEL CURSO DE TECNOLOGÍA METALMECANICA I. DATOS GENERALES 1.1 Facultad : Ingeniería 1.2 Carrera : Ingeniería Industrial 1.3 Departamento : Ingeniería Industrial 1.4
Proceso de corte con Troqueles
 Proceso de corte con Troqueles Inst. Inst. Tecnológico Tecnológico de de Estudios Estudios Superiores Superiores de de Monterrey Monterrey Mayo Mayo - - 2008 2008 1 1 Proceso de Corte Punzón Chapa Rebabas
Proceso de corte con Troqueles Inst. Inst. Tecnológico Tecnológico de de Estudios Estudios Superiores Superiores de de Monterrey Monterrey Mayo Mayo - - 2008 2008 1 1 Proceso de Corte Punzón Chapa Rebabas
Elementos 2. Modo de uso 2. Material 2. Procesos de obtención 3. Vínculos entre elementos 5. Esfuerzos 6. Posibles errores de diseño 6
 INDICE Elementos 2 Modo de uso 2 Material 2 Procesos de obtención 3 Procesos de superficie 4 Vínculos entre elementos 5 Esfuerzos 6 Posibles errores de diseño 6 Bibliografía 7 1 RELEVAMIENTO DE UN PRODUCTO
INDICE Elementos 2 Modo de uso 2 Material 2 Procesos de obtención 3 Procesos de superficie 4 Vínculos entre elementos 5 Esfuerzos 6 Posibles errores de diseño 6 Bibliografía 7 1 RELEVAMIENTO DE UN PRODUCTO
Javier del Cid # Fredy Pappa # Nery Castillo #
 Javier del Cid #1043207 Fredy Pappa #1003407 Nery Castillo #1164606 Existen diferentes técnicas para establecer una unión por medios mecánicos las cuales son: El sujetador mecánico (Remache). Engrapado.
Javier del Cid #1043207 Fredy Pappa #1003407 Nery Castillo #1164606 Existen diferentes técnicas para establecer una unión por medios mecánicos las cuales son: El sujetador mecánico (Remache). Engrapado.
FORJA EN CALIENTE EN MATRIZ CERRADA: INFLUENCIA DEL FLASH Y EL PESO DEL MATERIAL DE PARTIDA SOBRE LA FUERZA Y EL LLENADO DE LA MATRIZ
 FORJA EN CALIENTE EN MATRIZ CERRADA: INFLUENCIA DEL FLASH Y EL PESO DEL MATERIAL DE PARTIDA SOBRE LA FUERZA Y EL LLENADO DE LA MATRIZ Expositora: Daniela Perez Introducción: Influencia del flash y del
FORJA EN CALIENTE EN MATRIZ CERRADA: INFLUENCIA DEL FLASH Y EL PESO DEL MATERIAL DE PARTIDA SOBRE LA FUERZA Y EL LLENADO DE LA MATRIZ Expositora: Daniela Perez Introducción: Influencia del flash y del
Pruebas físicas del alambre
 Pruebas físicas del alambre TEMARIO INTRODUCCION TREFILADO ESFUERZO DEFORMACION PRUEBAS FISICAS PRUEBA DE RESISTENCIA A LA TENSION MEDICION DEL DIAMETRO TORSIONES DOBLECES CERTIFICADOS CAMESA Alambre colchonero
Pruebas físicas del alambre TEMARIO INTRODUCCION TREFILADO ESFUERZO DEFORMACION PRUEBAS FISICAS PRUEBA DE RESISTENCIA A LA TENSION MEDICION DEL DIAMETRO TORSIONES DOBLECES CERTIFICADOS CAMESA Alambre colchonero
DESGASTE DE DADOS (MATRICES) EN EXTRUSIÓN DE ALUMINIO
 EN EXTRUSIÓN DE ALUMINIO") DESGASTE DE DADOS (MATRICES) EN EXTRUSIÓN DE ALUMINIO Composicion quimica del aluminio Par tículas de segunda fase Extrusión de per files Desgaste Composicion quimica del acero Nitruración COMPOSICION
DESGASTE DE DADOS (MATRICES) EN EXTRUSIÓN DE ALUMINIO Composicion quimica del aluminio Par tículas de segunda fase Extrusión de per files Desgaste Composicion quimica del acero Nitruración COMPOSICION
9. Procesos industriales de obtención 9. Procesos industriales y conformado de materiales metálicos y conformado Proceso Siderúrgico
 9. Procesos industriales de obtención y conformado de materiales metálicos Hornos. Colada continua. Laminado, trefilado. Conformado superficial. i Perfiles y chapas. Tipificación de aceros. Proceso Siderúrgico
9. Procesos industriales de obtención y conformado de materiales metálicos Hornos. Colada continua. Laminado, trefilado. Conformado superficial. i Perfiles y chapas. Tipificación de aceros. Proceso Siderúrgico
Mediante la embutición se fabrican todo tipo de piezas metálicas huecas o cóncavas. Algunos ejemplos son: ollas, sartenes, cazos, vasos, etc.
 1. ESTAMPACIÓN POR CHAPA METÁLICA La estampación es un proceso de conformación en frío que consiste en dar forma a una chapa metálica presionándola entre dos moldes, uno inferior y otro superior, siendo
1. ESTAMPACIÓN POR CHAPA METÁLICA La estampación es un proceso de conformación en frío que consiste en dar forma a una chapa metálica presionándola entre dos moldes, uno inferior y otro superior, siendo
Ensayo de falla/fatiga Moreno López Marco Antonio Metodologia del diseño
 Ensayo de falla/fatiga Moreno López Marco Antonio Metodologia del diseño Teorías de falla La falla de un elemento se refiere a la pérdida de su funcionalidad, es decir cuando una pieza o una máquina dejan
Ensayo de falla/fatiga Moreno López Marco Antonio Metodologia del diseño Teorías de falla La falla de un elemento se refiere a la pérdida de su funcionalidad, es decir cuando una pieza o una máquina dejan
Planificaciones Tecnol. Mecánica II. Docente responsable: LAGUZZI SERGIO DANIEL. 1 de 5
 Planificaciones 6727 - Tecnol. Mecánica II Docente responsable: LAGUZZI SERGIO DANIEL 1 de 5 OBJETIVOS Introducir al alumno al conocimiento de los procesos-máquinas y herramental necesario para la conformación
Planificaciones 6727 - Tecnol. Mecánica II Docente responsable: LAGUZZI SERGIO DANIEL 1 de 5 OBJETIVOS Introducir al alumno al conocimiento de los procesos-máquinas y herramental necesario para la conformación
ACEROS PARA TRABAJO EN FRÍO 9
 ACEROS PARA TRABAJO EN FRÍO 9 EN/DIN AISI UNE ~D3 F5212 (U12) D2 ~F5211 (U12 mejorado) ~S1 ~F5242 ~1.2721 F5305 ~O2 F5229 (U13) calidad especial Böhler también
ACEROS PARA TRABAJO EN FRÍO 9 EN/DIN AISI UNE ~D3 F5212 (U12) D2 ~F5211 (U12 mejorado) ~S1 ~F5242 ~1.2721 F5305 ~O2 F5229 (U13) calidad especial Böhler también
MATERIALES METALICOS
 MATERIALES METALICOS 1.- Qué es una aleación?. (1 punto) Una aleación es una mezcla de dos o más elementos químicos, al menos uno de los cuales, el que se encuentra en mayor proporción, ha de ser un metal.
MATERIALES METALICOS 1.- Qué es una aleación?. (1 punto) Una aleación es una mezcla de dos o más elementos químicos, al menos uno de los cuales, el que se encuentra en mayor proporción, ha de ser un metal.
Procesos de Manufactura I. Extrusión
 Procesos de Manufactura I Extrusión Extrusión. Extrusión. Extrusión. Su definición Transformación que sufre un lingote normalmente cilíndrico, que es obligado a fluir a través de una matriz con la forma
Procesos de Manufactura I Extrusión Extrusión. Extrusión. Extrusión. Su definición Transformación que sufre un lingote normalmente cilíndrico, que es obligado a fluir a través de una matriz con la forma
Procesos de deformación volumétrica
 Procesos de deformación volumétrica PROCESOS DE MANUFACTURA 1 Ing. José Carlos López Arenales Qué es un proceso de deformación volumétrica? Proceso mediante el cual se logra una modificación de un material
Procesos de deformación volumétrica PROCESOS DE MANUFACTURA 1 Ing. José Carlos López Arenales Qué es un proceso de deformación volumétrica? Proceso mediante el cual se logra una modificación de un material
1. DATOS GENERALES ÁREA/MÓDULO: DISEÑO APLICADO 2. JUSTIFICACIÓN
 Página 1 de 5 PROGRAMA: Ingeniería Mecatrónica PLAN DE ESTUDIOS: III ACTA DE CONSEJO DE 034 FACULTAD/DEPTO./CENTRO: ASIGNATURA/MÓDULO/SEMINARIO: 1. DATOS GENERALES PROCESOS DE MANUFACTURA Y LABORATORIO
Página 1 de 5 PROGRAMA: Ingeniería Mecatrónica PLAN DE ESTUDIOS: III ACTA DE CONSEJO DE 034 FACULTAD/DEPTO./CENTRO: ASIGNATURA/MÓDULO/SEMINARIO: 1. DATOS GENERALES PROCESOS DE MANUFACTURA Y LABORATORIO
BOBINAS Y LÁMINAS DE HIERRO NEGRO
 BOBINAS Y LÁMINAS DE HIERRO NEGRO Definición y Uso del Producto DEFINICIÓN USO O APLICACIÓN BOBINAS Y LAMINAS EN CALIENTE LAMINADO: Es una banda o producto, plano o enrollado, en caliente a temperatura
BOBINAS Y LÁMINAS DE HIERRO NEGRO Definición y Uso del Producto DEFINICIÓN USO O APLICACIÓN BOBINAS Y LAMINAS EN CALIENTE LAMINADO: Es una banda o producto, plano o enrollado, en caliente a temperatura
EL TORNO C O N T E N I D O
 C O N T E N I D O El Torno Especificaciones del torno Tipos de tornos Herramientas para tornear Torneado de conos externos Torneado de conos internos Roscado en el torno Parámetros de corte Fluidos de
C O N T E N I D O El Torno Especificaciones del torno Tipos de tornos Herramientas para tornear Torneado de conos externos Torneado de conos internos Roscado en el torno Parámetros de corte Fluidos de
Procesos de Fabricación I. Guía 6 y 7 1 PROCESOS DE FABRICACIÓN I
 Procesos de Fabricación I. Guía 6 y 7 1 PROCESOS DE FABRICACIÓN I Procesos de Fabricación I. Guía 6 y 7 1 Tema: OPERACIONES EN LÁMINA METÁLICA Contenidos Herramientas de trazado Herramientas de corte Herramientas
Procesos de Fabricación I. Guía 6 y 7 1 PROCESOS DE FABRICACIÓN I Procesos de Fabricación I. Guía 6 y 7 1 Tema: OPERACIONES EN LÁMINA METÁLICA Contenidos Herramientas de trazado Herramientas de corte Herramientas
ThyssenKrupp Aceros y Servicios S.A.
 Aceros para Herramientas Trabajo en frío Aplicaciones Normas Nombre AISI W. Nr. DIN THYRODUR 2363 A2 1.2363 100 CrMoV 5 Herramientas de corte para papel y cartón de medianas producciones, cuchillas para
Aceros para Herramientas Trabajo en frío Aplicaciones Normas Nombre AISI W. Nr. DIN THYRODUR 2363 A2 1.2363 100 CrMoV 5 Herramientas de corte para papel y cartón de medianas producciones, cuchillas para
Segundo Seminario de Forja Conceptos innovadores para el sector de la Forja argentina. Miguelete, 29 de Abril de 2016
 Segundo Seminario de Forja Conceptos innovadores para el sector de la Forja argentina Miguelete, 29 de Abril de 2016 Tratamiento de defectos en piezas forjadas por simulación numérica Disertante: G. Abate
Segundo Seminario de Forja Conceptos innovadores para el sector de la Forja argentina Miguelete, 29 de Abril de 2016 Tratamiento de defectos en piezas forjadas por simulación numérica Disertante: G. Abate
Bibliografía: - Manufactura, ingeniería y tecnología. Serope Kalpakjian. - Conformación de Metales y Herramientas de Conformación.
 Procesos Tecnológicos II Tema IV Forja en estampas. Conferencia 4. Sumario: - Introducción a la forja en estampas. - Funcionamiento del proceso - Diseño de las piezas estampadas Objetivos: - Enumerar los
Procesos Tecnológicos II Tema IV Forja en estampas. Conferencia 4. Sumario: - Introducción a la forja en estampas. - Funcionamiento del proceso - Diseño de las piezas estampadas Objetivos: - Enumerar los
Programa Regular. Asignatura: Procesos de Fabricación. Carrera: Ingeniería Electromecánica. Ciclo Lectivo: Docente/s: Guillermo Bauer
 Programa Regular Asignatura: Procesos de Fabricación Carrera: Ingeniería Electromecánica Ciclo Lectivo: 2016 Docente/s: Guillermo Bauer Carga horaria semanal: 5 Hs Modalidad de la asignatura: teórico-práctica
Programa Regular Asignatura: Procesos de Fabricación Carrera: Ingeniería Electromecánica Ciclo Lectivo: 2016 Docente/s: Guillermo Bauer Carga horaria semanal: 5 Hs Modalidad de la asignatura: teórico-práctica
PUBLIREPORTAJE 3 de 4
 PUBLIREPORTAJE 3 de 4 SERIE ACERO INOXIDABLE: PARA UN PROYECTO BRILLANTE Y PERDURABLE Por: Fernando Correa (Director del Instituto Mexicano del Inoxidable A.C.) Operaciones de transformación: Corte, doblez,
PUBLIREPORTAJE 3 de 4 SERIE ACERO INOXIDABLE: PARA UN PROYECTO BRILLANTE Y PERDURABLE Por: Fernando Correa (Director del Instituto Mexicano del Inoxidable A.C.) Operaciones de transformación: Corte, doblez,
Carrera: Maquinas Herramienta
 Manual Teórico Práctico del Módulo Autocontenido: Operaciones de Troquelado Profesional Técnico-Bachiller en Maquinas Herramienta MANUAL TEÓRICO-PRÁCTICO DEL MÓDULO OPERACIONES DE TROQUELADO Carrera: Maquinas
Manual Teórico Práctico del Módulo Autocontenido: Operaciones de Troquelado Profesional Técnico-Bachiller en Maquinas Herramienta MANUAL TEÓRICO-PRÁCTICO DEL MÓDULO OPERACIONES DE TROQUELADO Carrera: Maquinas
PROBLEMAS DE FABRICACIÓN: EXTRUSIÓN
 Un tocho de 75 mm de largo y 25 m de diámetro se extruye en una operación de extrusión directa con r x =4.0. La extrusión tiene una sección recta transversal. El ángulo de la matriz es de 90º. Elmaterial
Un tocho de 75 mm de largo y 25 m de diámetro se extruye en una operación de extrusión directa con r x =4.0. La extrusión tiene una sección recta transversal. El ángulo de la matriz es de 90º. Elmaterial
Goiti Danobat System. TC PUNZONES Y MATRICES Tlf
 TC PUNZONES Y MATRICES www.tcpunzones.com Tlf. +34 934 228 023 info@tcpunzones.com Goiti Danobat System 1 Tuerca Muelle GOITI A estándar Arandela Camisa Punzón 2 Sufridera Muelle Cilindro de Recuperación
TC PUNZONES Y MATRICES www.tcpunzones.com Tlf. +34 934 228 023 info@tcpunzones.com Goiti Danobat System 1 Tuerca Muelle GOITI A estándar Arandela Camisa Punzón 2 Sufridera Muelle Cilindro de Recuperación
ESPECIALISTAS EN PEQUEÑAS CANTIDADES DE FLEJE DE ACERO AL CARBONO Y ACERO INOXIDABLE
 ESPECIALISTAS EN PEQUEÑAS CANTIDADES DE FLEJE DE ACERO AL CARBONO Y ACERO INOXIDABLE El personal de FLEJETECH ha estado involucrado en el suministro de fleje de acero laminado en caliente y en frío durante
ESPECIALISTAS EN PEQUEÑAS CANTIDADES DE FLEJE DE ACERO AL CARBONO Y ACERO INOXIDABLE El personal de FLEJETECH ha estado involucrado en el suministro de fleje de acero laminado en caliente y en frío durante
FUNCIONAMIENTO DEL PROCESO TECNOLÓGICO Y OTROS PRODUCTOS OBTENIDOS.
 FUNCIONAMIENTO DEL PROCESO TECNOLÓGICO Y OTROS PRODUCTOS OBTENIDOS. Lingotes y colada continúa: Para fabricar los diferentes objetos útiles en la industria metal metálica, es necesario que el hierro se
FUNCIONAMIENTO DEL PROCESO TECNOLÓGICO Y OTROS PRODUCTOS OBTENIDOS. Lingotes y colada continúa: Para fabricar los diferentes objetos útiles en la industria metal metálica, es necesario que el hierro se
FUNDACIÓ ASCAMM CENTRE TECNOLÒGIC
 TIPOLOGÍA DE LAS PIEZAS DE CHAPA TIPOS DE MATRICES ELEMENTOS DE LAS MATRICES TIPOS DE TRANSFORMACIÓN CALCULOS DE APLICACIÓN EN LAS MATRICES CONSTRUCCIÓN DE MATRICES ANÁLISIS DE COSTES Tamaño Geometría
TIPOLOGÍA DE LAS PIEZAS DE CHAPA TIPOS DE MATRICES ELEMENTOS DE LAS MATRICES TIPOS DE TRANSFORMACIÓN CALCULOS DE APLICACIÓN EN LAS MATRICES CONSTRUCCIÓN DE MATRICES ANÁLISIS DE COSTES Tamaño Geometría
MANTENIMIENTO Y SISTEMAS DE MANUFACTURA SESIÓN 1 HÉCTOR DOMÍNGUEZ UPIITA-IPN
 MANTENIMIENTO Y SISTEMAS DE MANUFACTURA SESIÓN 1 HÉCTOR DOMÍNGUEZ UPIITA-IPN 01-2011 CONTENIDO Manufactura. Definición. Importancia de la manufactura en el desarrollo de la humanidad y sus consecuencias.
MANTENIMIENTO Y SISTEMAS DE MANUFACTURA SESIÓN 1 HÉCTOR DOMÍNGUEZ UPIITA-IPN 01-2011 CONTENIDO Manufactura. Definición. Importancia de la manufactura en el desarrollo de la humanidad y sus consecuencias.
Presentación del diseño.
 Presentación del diseño. Reconocer TÉCNICAS & PROCESOS. Conceptos Relevantes. D.I. Jorge Cartes Sanhueza. III año Carrera Diseño Industrial Universidad del Bío-Bío. TEMA Aspectos Tecnológicos Aspectos
Presentación del diseño. Reconocer TÉCNICAS & PROCESOS. Conceptos Relevantes. D.I. Jorge Cartes Sanhueza. III año Carrera Diseño Industrial Universidad del Bío-Bío. TEMA Aspectos Tecnológicos Aspectos
TEMA 5 DEFORMACIÓN EN CALIENTE. Deformación en Caliente 1. INTRODUCCIÓN
 TEMA 5 DEFORMACIÓN EN CALIENTE 1. INTRODUCCIÓN La deformación plástica de un metal da lugar a dos efectos, una variación de las propiedades y un cambio de forma permanente. Aunque ambos efectos van siempre
TEMA 5 DEFORMACIÓN EN CALIENTE 1. INTRODUCCIÓN La deformación plástica de un metal da lugar a dos efectos, una variación de las propiedades y un cambio de forma permanente. Aunque ambos efectos van siempre
INDICE Prefacio 1. Introducción 2. Manufactura del hierro, acero y metales no ferrosos 3. Pruebas de los materiales de ingeniería
 INDICE Prefacio XVII 1. Introducción Propósito de este libro 1 Preparación para la manufactura 3 2. Manufactura del hierro, acero y metales no ferrosos Hierro, acero y potencia 8 Manufactura del hierro
INDICE Prefacio XVII 1. Introducción Propósito de este libro 1 Preparación para la manufactura 3 2. Manufactura del hierro, acero y metales no ferrosos Hierro, acero y potencia 8 Manufactura del hierro
CIFP Avilés Ciclo Formativo Grado Medio Soldadura y Calderería Curso 10/11 Apuntes de Plegado. Plegado y curvado
 Plegado y curvado Introducción.-Dentro de los procesos de conformación de la chapa metálica, como el cilindrado que ya vimos, en su momento, a continuación y en el presente tema vamos a repasar el "plegado
Plegado y curvado Introducción.-Dentro de los procesos de conformación de la chapa metálica, como el cilindrado que ya vimos, en su momento, a continuación y en el presente tema vamos a repasar el "plegado
Historia y capacidades:
 Historia y capacidades: Somos una empresa que comenzó a operar en enero de 2000, MMI se centra en la fabricación de piezas para camiones y autobuses, industria ferroviaria y todo lo relacionado con la
Historia y capacidades: Somos una empresa que comenzó a operar en enero de 2000, MMI se centra en la fabricación de piezas para camiones y autobuses, industria ferroviaria y todo lo relacionado con la
72.04 Industrias de Procesos de Conformación
 72.04 Industrias de Procesos de Conformación 1-2013 Conformado de Láminas Metálicas Es uno de los procesos de manufactura más utilizados Bajo costo de la chapa Alta relación «Resistencia / peso» Facilidad
72.04 Industrias de Procesos de Conformación 1-2013 Conformado de Láminas Metálicas Es uno de los procesos de manufactura más utilizados Bajo costo de la chapa Alta relación «Resistencia / peso» Facilidad
Indust. de procesos de Conformación PLANIFICACIONES Actualización: 2ºC/2016. Planificaciones Indust. de procesos de Conformación
 Planificaciones 7204 - Indust. de procesos de Conformación Docente responsable: ANGELILLO MACKINLAY TOMAS SANTIAGO 1 de 6 OBJETIVOS El objetivo de la asignatura es la de introducir al alumno, de la carrera
Planificaciones 7204 - Indust. de procesos de Conformación Docente responsable: ANGELILLO MACKINLAY TOMAS SANTIAGO 1 de 6 OBJETIVOS El objetivo de la asignatura es la de introducir al alumno, de la carrera
PROCESOS DE DEFORMACION VOLUMETRICA Y PROCESO DE CONFORMACION DE LAMINAS
 REPUBLICA BOLIVARIANA DE VENEZUELA. MINISTERIO DEL PODER POPULAR PARA LA EDUCACIÓN UNIVERSITARIA. UNIVERSIDAD ALONSO DE OJEDA. PROCESOS DE MANUFACTURA I UNIDAD II Y III PROCESOS DE DEFORMACION VOLUMETRICA
REPUBLICA BOLIVARIANA DE VENEZUELA. MINISTERIO DEL PODER POPULAR PARA LA EDUCACIÓN UNIVERSITARIA. UNIVERSIDAD ALONSO DE OJEDA. PROCESOS DE MANUFACTURA I UNIDAD II Y III PROCESOS DE DEFORMACION VOLUMETRICA
Capítulo06 Propiedades mecánicas
 Material didáctico de apoyo para docentes de Arquitectura /Ingenieria Civil. Capítulo06 Propiedades mecánicas 1 Tenga en cuenta: Este capítulo trata de las aplicaciones no estructurales (para aplicaciones
Material didáctico de apoyo para docentes de Arquitectura /Ingenieria Civil. Capítulo06 Propiedades mecánicas 1 Tenga en cuenta: Este capítulo trata de las aplicaciones no estructurales (para aplicaciones
TECNOLOGÍA TEMA MATERIALES METÁLICOS: DEFINICIÓN, CLASIFICACIÓN Y PROPIEDADES Son los que están compuestos por uno o más metales, pero pueden
 TECNOLOGÍA TEMA 4 0.1. MATERIALES METÁLICOS: DEFINICIÓN, CLASIFICACIÓN Y PROPIEDADES Son los que están compuestos por uno o más metales, pero pueden contener otros componentes como el carbono, fósforo,
TECNOLOGÍA TEMA 4 0.1. MATERIALES METÁLICOS: DEFINICIÓN, CLASIFICACIÓN Y PROPIEDADES Son los que están compuestos por uno o más metales, pero pueden contener otros componentes como el carbono, fósforo,
Departamento de Ingeniería Mecánica Ingeniaritza Mekanikoa Saila. 1. Espesor de viruta antes y después del corte 2. Corte ortogonal y oblicuo
 MECÁNICA DEL CORTE Fundamentos de la mecánica del corte 1. Espesor de viruta antes y después del corte 2. Corte ortogonal y oblicuo 3. Fuerza generada durante el corte 4. Tipos básicos de viruta y zonas
MECÁNICA DEL CORTE Fundamentos de la mecánica del corte 1. Espesor de viruta antes y después del corte 2. Corte ortogonal y oblicuo 3. Fuerza generada durante el corte 4. Tipos básicos de viruta y zonas
Laminación. Contenido
 Laminación Año 2016 1 Contenido Que es la laminación? Laminación de chapas, perfiles y tubos Definiciones de productos siderúrgicos laminados Laminación en caliente Laminación en frío Trefilación 2 LAMINACION
Laminación Año 2016 1 Contenido Que es la laminación? Laminación de chapas, perfiles y tubos Definiciones de productos siderúrgicos laminados Laminación en caliente Laminación en frío Trefilación 2 LAMINACION
9. PROPIEDADES MECÁNICAS EN SÓLIDOS
 9. PROPIEDADES MECÁNICAS EN SÓLIDOS MATERIALES I 12/13 Introducción Bloque I Teoría Elástica Tensión-deformación Propiedades mecánicas Bloque II Desgaste Dureza 2 Resistencia de Materiales Cantidad de
9. PROPIEDADES MECÁNICAS EN SÓLIDOS MATERIALES I 12/13 Introducción Bloque I Teoría Elástica Tensión-deformación Propiedades mecánicas Bloque II Desgaste Dureza 2 Resistencia de Materiales Cantidad de
2. Un ensayo de tracción lo realizamos con una probeta de 15 mm de diámetro y longitud inicial de 150 mm. Los resultados obtenidos han sido:
 PROBLEMAS ENSAYOS 1. Un latón tiene un módulo de elasticidad de 120 GN/m 2 y un límite elástico de 250 10 6 N/m 2. Una varilla de este material de 10 mm 2 de sección y 100 cm de longitud está colgada verticalmente
PROBLEMAS ENSAYOS 1. Un latón tiene un módulo de elasticidad de 120 GN/m 2 y un límite elástico de 250 10 6 N/m 2. Una varilla de este material de 10 mm 2 de sección y 100 cm de longitud está colgada verticalmente
MV Ejecución de las estructuras de acero laminado en la edificación.
 NORMATIVA UTILIZADA: --------------------- MV 101-1962. Acciones a la edificación. MV 102-1975. Acero laminado para estructuras de edificación. MV 103-1972. Cálculo de las estructuras de acero laminado.
NORMATIVA UTILIZADA: --------------------- MV 101-1962. Acciones a la edificación. MV 102-1975. Acero laminado para estructuras de edificación. MV 103-1972. Cálculo de las estructuras de acero laminado.
Conformado y estirado de chapa en la industria aeronaútica empleando obo Festholz. Información técnica y recomendaciones de aplicación
 Conformado y estirado de chapa en la industria aeronaútica empleando obo Festholz Información técnica y recomendaciones de aplicación Conformado y estirado de chapa con obo-festholz Desde hace décadas,
Conformado y estirado de chapa en la industria aeronaútica empleando obo Festholz Información técnica y recomendaciones de aplicación Conformado y estirado de chapa con obo-festholz Desde hace décadas,
Capítulo 2 Antecedentes
 Capítulo 2 Antecedentes 3 2.1 Máquina manual La máquina manual utilizada actualmente puede subdividirse en tres partes principales, estas son: Carrete para alimentar el alambrón. Mesa de enderezado y corte.
Capítulo 2 Antecedentes 3 2.1 Máquina manual La máquina manual utilizada actualmente puede subdividirse en tres partes principales, estas son: Carrete para alimentar el alambrón. Mesa de enderezado y corte.
Unidad4 PLASTICIDAD Y ENDURECIMIENTO POR DEFORMACION PRESENTACION
 Unidad4 PLASTICIDAD Y ENDURECIMIENTO POR DEFORMACION 1 PRESENTACION La plasticidad de los metales es la característica que los diferencia frente a las cerámicas, y que les ha permitido una gran implantación
Unidad4 PLASTICIDAD Y ENDURECIMIENTO POR DEFORMACION 1 PRESENTACION La plasticidad de los metales es la característica que los diferencia frente a las cerámicas, y que les ha permitido una gran implantación
Práctica 3 Trabajo en frío
 Práctica 3 Trabajo en frío Objetivo Determinar el efecto del trabajo en frío, sobre la dureza de los metales metálicos. Preguntas detonantes 1. Por qué consideras que es de suma importancia para los ingenieros
Práctica 3 Trabajo en frío Objetivo Determinar el efecto del trabajo en frío, sobre la dureza de los metales metálicos. Preguntas detonantes 1. Por qué consideras que es de suma importancia para los ingenieros
S í m b o l o d e c a l i d a d
 S í m b o l o d e c a l i d a d LA MÁS MODERNA INGENIERÍA DE PLANTAS, COMO CONDICIÓN PREVIA PARA LA MÁXIMA CALIDAD Procedimiento ESR Para cumplir de forma continuada los requisitos de calidad en grado
S í m b o l o d e c a l i d a d LA MÁS MODERNA INGENIERÍA DE PLANTAS, COMO CONDICIÓN PREVIA PARA LA MÁXIMA CALIDAD Procedimiento ESR Para cumplir de forma continuada los requisitos de calidad en grado
DIPLOMADO DE ESTAMPADO Y TROQUELADO
 DIPLOMADO DE ESTAMPADO Y TROQUELADO I OBJETIVO: Proporcionar a los participantes los conocimientos técnicos básicos para el diseño de los herramentales de estampado y troquelado. II DIRIGIDO A: Personal
DIPLOMADO DE ESTAMPADO Y TROQUELADO I OBJETIVO: Proporcionar a los participantes los conocimientos técnicos básicos para el diseño de los herramentales de estampado y troquelado. II DIRIGIDO A: Personal
NMX-B SCFI INDUSTRIA SIDERÚRGICA - LÁMINA DE ACERO AL CARBONO, LAMINADA EN FRÍO PARA USO COMÚN - ESPECIFICACIONES
 INDUSTRIA SIDERÚRGICA - LÁMINA DE ACERO AL CARBONO, LAMINADA EN FRÍO PARA USO COMÚN - ESPECIFICACIONES SIDERURGICAL INDUSTRY - STEEL SHEET CARBON, COLD ROLLED COMMERCIAL QUALITY - SPECIFICATIONS P R E
INDUSTRIA SIDERÚRGICA - LÁMINA DE ACERO AL CARBONO, LAMINADA EN FRÍO PARA USO COMÚN - ESPECIFICACIONES SIDERURGICAL INDUSTRY - STEEL SHEET CARBON, COLD ROLLED COMMERCIAL QUALITY - SPECIFICATIONS P R E
Fundición en molde permanente
 Fundición en molde permanente Fundición en molde permanente Generalidades Se usan moldes metálicos que se reutilizan muchas veces. Los metales que usualmente se funden en moldes permanentes son el estaño,
Fundición en molde permanente Fundición en molde permanente Generalidades Se usan moldes metálicos que se reutilizan muchas veces. Los metales que usualmente se funden en moldes permanentes son el estaño,
Procesos de Conformado de Lámina
 Procesos de Conformado de Lámina PROCESOS DE MANUFACTURA 1 Ing. José Carlos López Arenales Conformado de Lámina Producción en masa debido a su bajo costo Producción de lámina en rollo de tira ancha. Posición
Procesos de Conformado de Lámina PROCESOS DE MANUFACTURA 1 Ing. José Carlos López Arenales Conformado de Lámina Producción en masa debido a su bajo costo Producción de lámina en rollo de tira ancha. Posición
RESUMEN TEMA 14: CONFORMACIÓN DE PIEZAS SIN ARRANQUE DE VIRUTA
 RESUMEN TEMA 14: CONFORMACIÓN DE PIEZAS SIN ARRANQUE DE VIRUTA Todas las piezas metálicas, excepto las fundidas, en algún momento de su fabricación han estado sometidas a una operación al menos de conformado
RESUMEN TEMA 14: CONFORMACIÓN DE PIEZAS SIN ARRANQUE DE VIRUTA Todas las piezas metálicas, excepto las fundidas, en algún momento de su fabricación han estado sometidas a una operación al menos de conformado
CAPITULO 2 TECNOLOGIA DEL PRODUCTO
 CAPITULO 2 TECNOLOGIA DEL PRODUCTO 2.1 Definición de los Productos PERNOS.- Elementos de ajuste que pueden hacerse de fierro, acero u otro material que no sea muy común como los pernos bonificados cuya
CAPITULO 2 TECNOLOGIA DEL PRODUCTO 2.1 Definición de los Productos PERNOS.- Elementos de ajuste que pueden hacerse de fierro, acero u otro material que no sea muy común como los pernos bonificados cuya
Diseño e instrumentación de una prensa didáctica para el forjado de plastilina. Expositores: Parte 1, Germán Abate Parte 2, Ariel Vilas
 Diseño e instrumentación de una prensa didáctica para el forjado de plastilina Expositores: Parte 1, Germán Abate Parte 2, Ariel Vilas Parte 1: Determinación de la resistencia a la deformación de INTRODUCCIÓN
Diseño e instrumentación de una prensa didáctica para el forjado de plastilina Expositores: Parte 1, Germán Abate Parte 2, Ariel Vilas Parte 1: Determinación de la resistencia a la deformación de INTRODUCCIÓN
Acero laminado en caliente
 Acero laminado en caliente El acero que sale del alto horno de colada de la siderurgia es convertido en acero bruto fundido en lingotes de gran peso y tamaño que posteriormente hay que laminar para poder
Acero laminado en caliente El acero que sale del alto horno de colada de la siderurgia es convertido en acero bruto fundido en lingotes de gran peso y tamaño que posteriormente hay que laminar para poder
ThyssenKrupp Aceros y Servicios S.A.
 Aceros para Herramientas Normas Nombre AISI W. Nr. DIN Trabajo en frío THYRODUR 2436 D6 1.2436 X210CrW12 Aplicaciones Útiles de corte, cuchillas para cortar planchas de acero con espesores hasta aproximadamente
Aceros para Herramientas Normas Nombre AISI W. Nr. DIN Trabajo en frío THYRODUR 2436 D6 1.2436 X210CrW12 Aplicaciones Útiles de corte, cuchillas para cortar planchas de acero con espesores hasta aproximadamente
INDICE. XIII Acera del autor. XVII Sistema de unidades y símbolos usados en este texto
 INDICE Prefacio XIII Acera del autor XVII Sistema de unidades y símbolos usados en este texto XVIII 1 Introducción 1 1.1. Qué es manufactura? 3 1.2. los materiales en la manufactura 9 1.3. Procesos de
INDICE Prefacio XIII Acera del autor XVII Sistema de unidades y símbolos usados en este texto XVIII 1 Introducción 1 1.1. Qué es manufactura? 3 1.2. los materiales en la manufactura 9 1.3. Procesos de
PROCESOS INDUSTRIALES. Programa de la Asignatura
 PROCESOS INDUSTRIALES Programa de la Asignatura 1. METROLOGÍA EN INGENIERÍA 1.1. Medición. Verificación. 1.2. Unidades y patrones de medida. 1.3. Metrotecnia. 1.4. Principios de medición. 1.4.1. Sistematización
PROCESOS INDUSTRIALES Programa de la Asignatura 1. METROLOGÍA EN INGENIERÍA 1.1. Medición. Verificación. 1.2. Unidades y patrones de medida. 1.3. Metrotecnia. 1.4. Principios de medición. 1.4.1. Sistematización
TEMA18 CONFORMADO DE CHAPA
 TEMA18 CONFORMADO DE CHAPA Introducción. En estos últimos años el conformado de chapa fina, por diversos procedimientos, ha adquirido un notable desarrollo debido a la extensa variedad de aplicaciones
TEMA18 CONFORMADO DE CHAPA Introducción. En estos últimos años el conformado de chapa fina, por diversos procedimientos, ha adquirido un notable desarrollo debido a la extensa variedad de aplicaciones
Examen de TECNOLOGIA DE MAQUINAS Febrero 95 Nombre...
 Examen de TECNOLOGIA DE MAQUINAS Febrero 95 Nombre... El tornillo de la junta de la figura es M-10 y calidad 8G. La pieza tiene una altura de 1 cm y su diámetro es doble que el del tornillo. Los módulos
Examen de TECNOLOGIA DE MAQUINAS Febrero 95 Nombre... El tornillo de la junta de la figura es M-10 y calidad 8G. La pieza tiene una altura de 1 cm y su diámetro es doble que el del tornillo. Los módulos
Materiales de construcción
 Materiales de construcción 1º de Grado en Ingeniería Civil PRÁCTICAS DE LABORATORIO SESIÓN 2 - Ensayo de dureza sobre metales - Ensayo de flexotracción y compresión de mortero - Ensayo de tracción sobre
Materiales de construcción 1º de Grado en Ingeniería Civil PRÁCTICAS DE LABORATORIO SESIÓN 2 - Ensayo de dureza sobre metales - Ensayo de flexotracción y compresión de mortero - Ensayo de tracción sobre
pd 2t Examen de TECNOLOGIA DE MAQUINAS Febrero 98 Nombre...
 Examen de TECNOLOGIA DE MAQUINAS Febrero 98 Nombre... La figura representa un tramo de oleoducto, consistente en un tubo de 1 m de diámetro interior y 2.5 cm de espesor, fabricado con un acero común de
Examen de TECNOLOGIA DE MAQUINAS Febrero 98 Nombre... La figura representa un tramo de oleoducto, consistente en un tubo de 1 m de diámetro interior y 2.5 cm de espesor, fabricado con un acero común de
CORTE CON ESTAMPAS. Conjunto Punzón-Matriz
 CORTE CON ESTAMPAS Estampa de corte: dispositivo mecánico para producir piezas de chapa plana en serie mediante punzón y matriz en un solo golpe de prensa Conjunto Punzón-Matriz El Proceso de Corte (recorte)
CORTE CON ESTAMPAS Estampa de corte: dispositivo mecánico para producir piezas de chapa plana en serie mediante punzón y matriz en un solo golpe de prensa Conjunto Punzón-Matriz El Proceso de Corte (recorte)
CLASIFICACIÓN DE LOS MATERIALES
 METALES FERROSOS CLASIFICACIÓN DE LOS MATERIALES MATERIALES METÁLICOS NO METÁLICOS FÉRRICOS Aceros, fundiciones, hierro dulce NO FÉRRICOS Metales ligeros, metales pesados, aleaciones, etc.. NATURALES Seda,
METALES FERROSOS CLASIFICACIÓN DE LOS MATERIALES MATERIALES METÁLICOS NO METÁLICOS FÉRRICOS Aceros, fundiciones, hierro dulce NO FÉRRICOS Metales ligeros, metales pesados, aleaciones, etc.. NATURALES Seda,
Con BALINIT, eficiencia y productividad en plena forma.
 Con BALINIT, eficiencia y productividad en plena forma. Soluciones antidesgaste para útiles de conformado y punzonado. Metal Forming Eleve sus útiles hasta un nuevo nivel de calidad. Con BALINIT. En producción,
Con BALINIT, eficiencia y productividad en plena forma. Soluciones antidesgaste para útiles de conformado y punzonado. Metal Forming Eleve sus útiles hasta un nuevo nivel de calidad. Con BALINIT. En producción,
Siderúrgico. Productos Semi-Elaborados. Lingotes
 Productos Semi-Elaborados Lingotes Producto semielaborado, fabricado por el proceso de Vaciado por el Fondo, de sección poligonal. Son la materia prima para la laminación de tubos sin costura para la industria
Productos Semi-Elaborados Lingotes Producto semielaborado, fabricado por el proceso de Vaciado por el Fondo, de sección poligonal. Son la materia prima para la laminación de tubos sin costura para la industria
PROPIEDADES Y ENSAYOS
 PROPIEDADES Y ENSAYOS Las propiedades de todos los materiales estructurales se evalúan por ensayos, cuyos resultados sólo dan un índice del comportamiento del material que se debe interpretar mediante
PROPIEDADES Y ENSAYOS Las propiedades de todos los materiales estructurales se evalúan por ensayos, cuyos resultados sólo dan un índice del comportamiento del material que se debe interpretar mediante
Operaciones Industriales
 SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL administradores industriales Operaciones Industriales OPERACIONES MECANIZADAS Ing. LUIS GOMEZ QUISPE Objetivo: Identificación de las operaciones
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL administradores industriales Operaciones Industriales OPERACIONES MECANIZADAS Ing. LUIS GOMEZ QUISPE Objetivo: Identificación de las operaciones
ACEROS PARA HERRAMIENTAS
 ACEROS PARA HERRAMIENTAS Clasificación del acero Los diferentes tipos de acero se agrupan en cinco clases principales: - aceros al carbono - aceros aleados - aceros de baja aleación ultrarresistentes -
ACEROS PARA HERRAMIENTAS Clasificación del acero Los diferentes tipos de acero se agrupan en cinco clases principales: - aceros al carbono - aceros aleados - aceros de baja aleación ultrarresistentes -
Ingeniería Mecánica e Industrial Ingeniería Mecánica Ingeniería Industrial División Departamento Carrera(s) en que se imparte
 en que se imparte") UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO FACULTAD DE INGENIERÍA PROGRAMA DE ESTUDIO PROCESOS DE MANUFACTURA I 1744 7 10 Asignatura Clave Semestre Créditos Ingeniería Mecánica e Industrial Ingeniería Mecánica
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO FACULTAD DE INGENIERÍA PROGRAMA DE ESTUDIO PROCESOS DE MANUFACTURA I 1744 7 10 Asignatura Clave Semestre Créditos Ingeniería Mecánica e Industrial Ingeniería Mecánica
Especificaciones de Producto Tubos para Conducción de Fluidos (Líquidos y Gases) Presión Intermedia (Normas Venezolanas)
 Presión Intermedia (Normas Venezolanas)") Especificaciones de Producto Presión Intermedia (Normas Venezolanas) Usos Transporte de aguas blancas y negras en edificaciones en general. Transporte de gas y aire comprimido. Ventajas Los tubos de acero
Especificaciones de Producto Presión Intermedia (Normas Venezolanas) Usos Transporte de aguas blancas y negras en edificaciones en general. Transporte de gas y aire comprimido. Ventajas Los tubos de acero
DISEÑO Y CONSTRUCCIÓN DE UN DISPOSITIVO DE COMPRESIÓN PLANA ACOPLADO A UNA MÁQUINA DE TRACCIÓN
 UNIVERSIDAD DE EL SALVADOR FACULTAD DE INGENIERÍA Y ARQUITECTURA ESCUELA DE INGENIERÍA MECÁNICA DISEÑO Y CONSTRUCCIÓN DE UN DISPOSITIVO DE COMPRESIÓN PLANA ACOPLADO A UNA MÁQUINA DE TRACCIÓN PRESENTADO
UNIVERSIDAD DE EL SALVADOR FACULTAD DE INGENIERÍA Y ARQUITECTURA ESCUELA DE INGENIERÍA MECÁNICA DISEÑO Y CONSTRUCCIÓN DE UN DISPOSITIVO DE COMPRESIÓN PLANA ACOPLADO A UNA MÁQUINA DE TRACCIÓN PRESENTADO
Tema 4: La compactación uniaxial
 Tema 4: La compactación uniaxial Contexto de la tecnología Fundamentos teóricos Tecnología de la compactación uniaxial Ciclos de compactación Tipos de compactación uniaxial Consideraciones de diseño Defectos
Tema 4: La compactación uniaxial Contexto de la tecnología Fundamentos teóricos Tecnología de la compactación uniaxial Ciclos de compactación Tipos de compactación uniaxial Consideraciones de diseño Defectos
11 Número de publicación: Int. Cl. 7 : B32B 15/ Inventor/es: Kästner, Stefan. 74 Agente: Carpintero López, Francisco
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 21 63 1 Int. Cl. 7 : B32B 1/01 B21C 23/22 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00927173. 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 21 63 1 Int. Cl. 7 : B32B 1/01 B21C 23/22 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00927173. 86 Fecha
Tema 5 TRACCIÓN-COMPRESIÓN
 Tema 5 TRACCIÓN-COMPRESIÓN Problema 5.1 Obtenga el descenso del centro de gravedad de la barra, de longitud L, de la figura sometida a su propio peso y a la fuerza que se indica. El peso específico es
Tema 5 TRACCIÓN-COMPRESIÓN Problema 5.1 Obtenga el descenso del centro de gravedad de la barra, de longitud L, de la figura sometida a su propio peso y a la fuerza que se indica. El peso específico es
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO FACULTAD DE ESTUDIOS SUPERIORES CUAUTITLÁN LICENCIATURA: INGENIERÍA MECÁNICA ELÉCTRICA
 UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO FACULTAD DE ESTUDIOS SUPERIORES CUAUTITLÁN LICENCIATURA: INGENIERÍA MECÁNICA ELÉCTRICA PROGRAMA DE LA ASIGNATURA DE: Procesos de Conformado de Materiales IDENTIFICACIÓN
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO FACULTAD DE ESTUDIOS SUPERIORES CUAUTITLÁN LICENCIATURA: INGENIERÍA MECÁNICA ELÉCTRICA PROGRAMA DE LA ASIGNATURA DE: Procesos de Conformado de Materiales IDENTIFICACIÓN