Ingeniería Industrial Métodos y tiempos con manufactura ágil
|
|
|
- Blanca Carmona Henríquez
- hace 5 años
- Vistas:
Transcripción

1 Ingeniería Industrial Métodos y tiempos con manufactura ágil Amparo Escalante José D. González Selecciona el libro para continuar
2 Capítulo 5 Análisis de métodos de trabajo (Continuación) Continuar
3 Kaizen Kaizen es una filosofía que permite ver los errores como extraordinarias oportunidades de mejoras, es ver cada defecto como un tesoro. Kaizen es mejoramiento continuo de los procesos, no con grandes o radicales cambios, pero sí con pequeños cambios continuos, constantes, aportados por todos los integrantes de la empresa. El enfoque Kaizen está basado en las personas, es decir, comienza y termina con la gente, por lo que requiere de ellas disciplina, administración del tiempo, desarrollo de habilidades, participación, compromiso, principios morales, comunicación y trabajo en equipo. Para lograr la mejora continua, el Kaizen se vale de un proceso sencillo de cinco etapas, denominado las 5S, enfocado en pequeños logros continuos en las actividades que se desarrollan en el lugar de trabajo, lo que multiplicado muchas veces por cada una de ellas, con el esfuerzo de todos, generará grandes logros.
4 5S Las 5S son técnicas simples y esenciales que por su facilidad de aplicación se vuelven poderosas herramientas para desarrollar la mejora continua en el lugar de trabajo, las cuales muestran cómo identificar lo necesario e innecesario en el lugar de trabajo, las cantidades que se requieren de cada cosa y las reglas que se pueden aplicar para determinarlo. Representan acciones que son principios expresados con cinco palabras japonesas que comienzan con la letra S. Una empresa limpia y segura nos permite orientarla hacia las siguientes metas: Mejoramiento del ambiente y la calidad del trabajo, eliminación de desperdicios producidos por el desorden, falta de aseo, fugas y contaminación entre otros, reducción de pérdidas por la deficiente calidad, disminución del tiempo de respuesta y recorte de costos con la intervención del personal en el cuidado del lugar de trabajo.
5 5S Incremento de la moral en el trabajo, incremento de la vida útil de los equipos, gracias a la inspección permanente por parte de la persona que los maneja. Esto llevará al cumplimiento de los estándares con base en la disciplina del personal que participa en los procedimientos de limpieza, lubricación y ajuste necesarios, identificación a través de objetos de control visual como tarjetas, tableros y carteles para mantener ordenadas todas las cosas, documentos, equipo y herramientas que intervienen en el proceso o procedimiento de trabajo, conservación del sitio de trabajo mediante controles periódicos sobre las acciones de mantenimiento de las mejoras alcanzadas con la aplicación de las 5S, implantación de otros tipos de programa de mejora continua, de producción o servicio como Justo a Tiempo, Calidad Total y Mantenimiento Productivo Total, reducción de las causas potenciales de accidentes, concientización de la importancia del cuidado y conservación del mobiliario, equipo y demás recursos de la organización.

6 Nuevos enfoques de diseño

7 El análisis del valor


8 Diseño para el ambiente
9 Materiales a petición
10 Materiales a petición

11 Calidad total

12 Sistemas flexibles, celdas de manufactura, CIM, CAM, CNC

13 MRP, ERP, KANBAN, Justo a Tiempo (JIT)
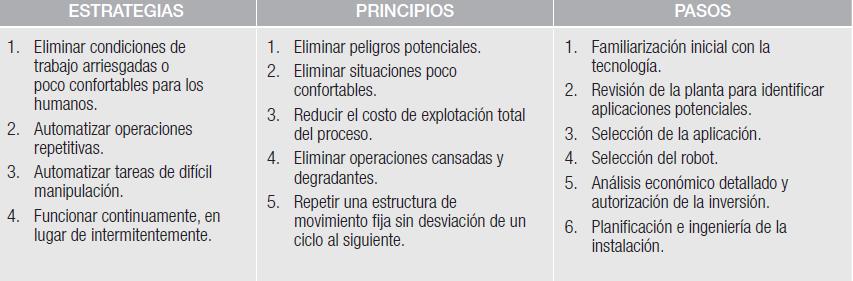

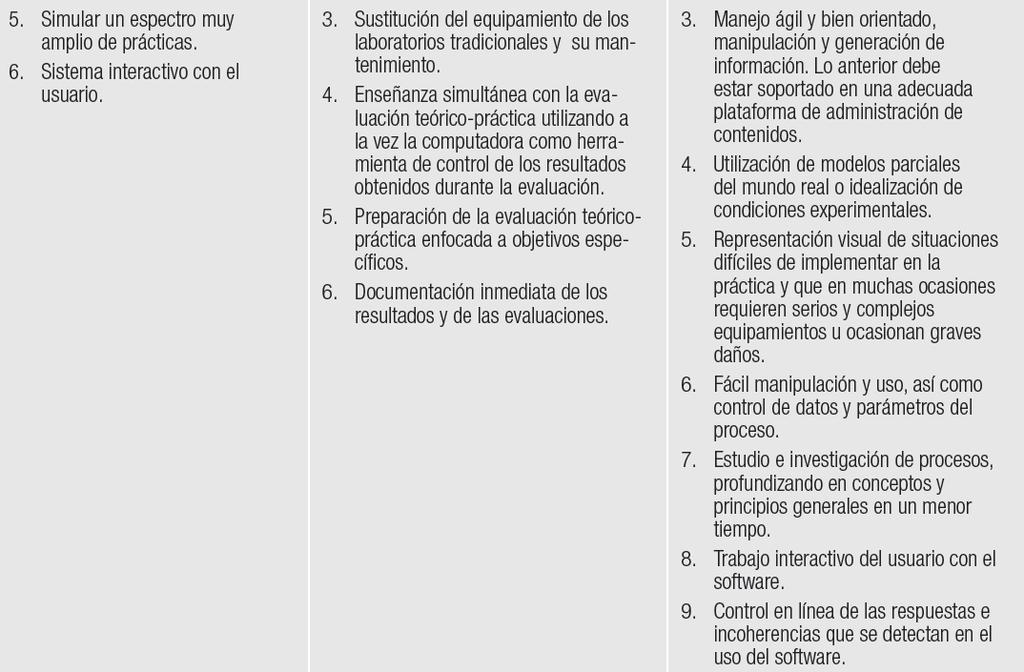
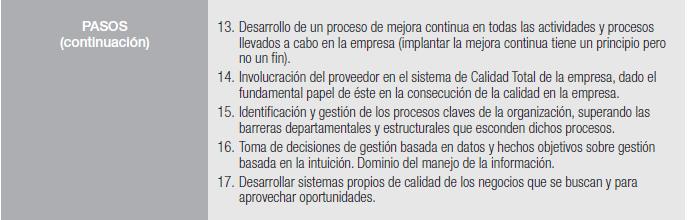
14 Automatización y robótica


15 Psicología industrial, ergonomía, seguridad e higiene, protección ambiental

16 Manipulación de materiales automatizada


17 Distribución de Planta Apoyada en Computadora

18 Sistemas de Tiempos Predeterminados en Computadora

19 Mantenimiento Productivo Total
20 Técnicas de análisis con nivel de detalle por movimientos Cuando las características de la producción lo justifican, se efectúa un análisis detallado de los movimientos utilizados en cada operación que se realiza en el trabajo, registrados en el diagrama bimanual, verificando que se aplican o se pueden aplicar los principios de economía de movimientos mediante un análisis basado en los principios de economía de movimientos.
21 Técnica de análisis con nivel de detalle por micromovimiento Se basa en el análisis minucioso de los micromovimientos registrados en el simograma (diagrama de micromovimientos simultáneos), cuya elaboración se basó en el análisis cuadro por cuadro del video que se tomó para registrar el detalle de la operación en estudio transcribiéndolo en el diagrama mencionado, al identificar cada uno de los micromovimientos utilizados en la estación individual de trabajo en estudio. Todo esto se hace para mejorar los micromovimientos de la operación en estudio, identificando los innecesarios para eliminarlos, y las secuencias óptimas de los movimientos necesarios para la tarea. Es muy importante recordar que este tipo de estudios sólo se justifica cuando las características de la producción son de un nivel muy alto
22 Asignación de recursos hombre máquina a los procesos de manufactura o servicios Cuando se trabaja con máquinas o cuando es necesario tomar en cuenta el factor tiempo para cumplir los objetivos y para determinar el número apropiado de recursos persona-máquina, ya sea de manera independiente o combinados, necesarios para cumplir dichos objetivos. Cuando se trabaja con máquinas automáticas se presenta la oportunidad de aplicar modelos matemáticos relativamente sencillos para resolver este tipo de problemas. Una técnica que ha demostrado su utilidad por la sencillez en que se basa para resolver problemas de asignación de recursos en general, eliminando cuellos de botella, es la Teoría de Restricciones (TOC, por sus iniciales en inglés; Theory Of Constrictions); se describe aquí de manera general y se presenta como una opción para resolver este tipo de problemas. El objetivo de estas técnicas es identificar y reducir o eliminar el tiempo improductivo o muerto del operario o de la máquina aplicando la Ingeniería de Métodos con el apoyo de diagramas con escala de tiempo. Dichos diagramas son: el de proceso de hombre y máquina, el de grupos o cuadrilla o de actividades múltiples, y del operario o simograma.
Qué es Value Stream? Son todas las actividades en un negocio que son necesarias para diseñar y producir un producto y entregarlo al cliente final.
 3.3 Herramientas de Lean Manufacturing. Lean manufacturing es una filosofía de gestión enfocada a la reducción de los ocho tipos de desperdicios (sobreproducción, tiempo de espera, transporte, exceso de
3.3 Herramientas de Lean Manufacturing. Lean manufacturing es una filosofía de gestión enfocada a la reducción de los ocho tipos de desperdicios (sobreproducción, tiempo de espera, transporte, exceso de
Ingeniería Industrial Métodos y tiempos con manufactura ágil
 Ingeniería Industrial Métodos y tiempos con manufactura ágil Amparo Escalante José D. González Selecciona el libro para continuar Capítulo 4 Análisis de métodos de trabajo Continuar Técnica de análisis
Ingeniería Industrial Métodos y tiempos con manufactura ágil Amparo Escalante José D. González Selecciona el libro para continuar Capítulo 4 Análisis de métodos de trabajo Continuar Técnica de análisis
Diplomado Lean Enterprise-Procesos de Manufactura y Servicios
 Diplomado Lean Enterprise-Procesos de Manufactura y Servicios Duración 120 horas Objetivo general: Presentar de manera integrada, los fundamentos, conceptos y aplicaciones de los modelos de manufactura
Diplomado Lean Enterprise-Procesos de Manufactura y Servicios Duración 120 horas Objetivo general: Presentar de manera integrada, los fundamentos, conceptos y aplicaciones de los modelos de manufactura
TÉCNICO SUPERIOR UNIVERSITARIO EN PROCESOS INDUSTRIALES ÁREA MANUFACTURA EN COMPETENCIAS PROFESIONALES ASIGNATURA DE MANUFACTURA APLICADA
 TÉCNICO SUPERIOR UNIVERSITARIO EN PROCESOS INDUSTRIALES ÁREA MANUFACTURA EN COMPETENCIAS PROFESIONALES ASIGNATURA DE MANUFACTURA APLICADA 1. Competencias Administrar la cadena de suministro, a través de
TÉCNICO SUPERIOR UNIVERSITARIO EN PROCESOS INDUSTRIALES ÁREA MANUFACTURA EN COMPETENCIAS PROFESIONALES ASIGNATURA DE MANUFACTURA APLICADA 1. Competencias Administrar la cadena de suministro, a través de
Diplomado en Manufactura Esbelta Duración: 56 horas
 Diplomado en Manufactura Esbelta Duración: 56 horas Objetivo: Al término del curso, los participantes obtendrán los elementos necesarios para comprender las ventajas de la Manufactura Esbelta, que le permitan
Diplomado en Manufactura Esbelta Duración: 56 horas Objetivo: Al término del curso, los participantes obtendrán los elementos necesarios para comprender las ventajas de la Manufactura Esbelta, que le permitan
EXPERIENCIA EN LA INPLEMENTACION DE TPM EN ASTORGA S.A.
 EXPERIENCIA EN LA INPLEMENTACION DE TPM EN ASTORGA S.A. ING. CARLOS A. BUITRAGO R. COORDINADOR PLANTA DE BENEFICIO VII REUNION TECNICA NACIONAL DE ACEITE DE PALMA. SANTAFE DE BOGOTA, OCTUBRE 29, 30 Y 31
EXPERIENCIA EN LA INPLEMENTACION DE TPM EN ASTORGA S.A. ING. CARLOS A. BUITRAGO R. COORDINADOR PLANTA DE BENEFICIO VII REUNION TECNICA NACIONAL DE ACEITE DE PALMA. SANTAFE DE BOGOTA, OCTUBRE 29, 30 Y 31
El Concepto 5S. Que es y para que sirve. MP Asesorias 2003.Derechos Reservados
 El Concepto Que es y para que sirve Cuadro relación Conceptos Conceptos Japones Ingles Español SEIRI SORT ORDENAR SEITON SIMPLIFY ORGANIZAR SEISO SHINE LIMPIAR SEIKETSU SYSTEMISE REGLAMENTAR SHITSUKE SUSTAIN
El Concepto Que es y para que sirve Cuadro relación Conceptos Conceptos Japones Ingles Español SEIRI SORT ORDENAR SEITON SIMPLIFY ORGANIZAR SEISO SHINE LIMPIAR SEIKETSU SYSTEMISE REGLAMENTAR SHITSUKE SUSTAIN
El método justo a tiempo (traducción del inglés Just in Time) es un sistema de organización de la producción para las fábricas, de origen japonés.
 es un sistema de organización de la producción para las fábricas, de origen japonés.") Antecedentes El método justo a tiempo (traducción del inglés Just in Time) es un sistema de organización de la producción para las fábricas, de origen japonés. También conocido como método Toyota o JIT,
Antecedentes El método justo a tiempo (traducción del inglés Just in Time) es un sistema de organización de la producción para las fábricas, de origen japonés. También conocido como método Toyota o JIT,
MAE. Ana Isabel Fallas. Lic. Ronald Leandro.
 1er SIMPOSIO INTERNACIONAL DE INVESTIGACIÓN N EN CIENCIAS ECONÓMICAS, ADMINISTRATIVAS Y CONTABLES MAE. Ana Isabel Fallas. afallas@itcr.ac.cr Lic. Ronald Leandro. rleandro@itcr.ac.cr 1 AGENDA Mejoramiento
1er SIMPOSIO INTERNACIONAL DE INVESTIGACIÓN N EN CIENCIAS ECONÓMICAS, ADMINISTRATIVAS Y CONTABLES MAE. Ana Isabel Fallas. afallas@itcr.ac.cr Lic. Ronald Leandro. rleandro@itcr.ac.cr 1 AGENDA Mejoramiento
INDICE 1. Métodos, Estudio de Tiempos y Pagos de Salarios. 2. Desarrollo del Estudio de Movimientos y Tiempos.
 INDICE 1. Métodos, Estudio de Tiempos y Pagos de Salarios. La importancia de la productividad. Alcance de la ingeniería de métodos y del estudio de tiempos. Ingeniería de métodos. Estudio de tiempos. Sistemas
INDICE 1. Métodos, Estudio de Tiempos y Pagos de Salarios. La importancia de la productividad. Alcance de la ingeniería de métodos y del estudio de tiempos. Ingeniería de métodos. Estudio de tiempos. Sistemas
Presentación de Apertura. Lean Manufacturing en los procesos productivos como metodología para la eliminación de desperdicios
 Presentación de Apertura Lean Manufacturing en los procesos productivos como metodología para la eliminación de desperdicios Mauricio Montoya Peláez Magister en Ingeniería Administrativa Docente Politécnico
Presentación de Apertura Lean Manufacturing en los procesos productivos como metodología para la eliminación de desperdicios Mauricio Montoya Peláez Magister en Ingeniería Administrativa Docente Politécnico
LEAN MANUFACTURING (MANUFACTURA ESBELTA)
") LEAN MANUFACTURING (MANUFACTURA ESBELTA) CONTENIDO Objetivo Por qué implementar Lean? Qué es Lean? Principios de Lean Herramientas Lean Metas de Lean Beneficios OBJETIVO Introducir al interesado en el
LEAN MANUFACTURING (MANUFACTURA ESBELTA) CONTENIDO Objetivo Por qué implementar Lean? Qué es Lean? Principios de Lean Herramientas Lean Metas de Lean Beneficios OBJETIVO Introducir al interesado en el
SISTEMA JUSTO A TIEMPO
 SISTEMA JUSTO A TIEMPO JIT Filosofía de gestión que tiende a fabricar los productos estrictamente necesarios, en el momento preciso y en las cantidades debidas. En Elementos suministrados en la medida
SISTEMA JUSTO A TIEMPO JIT Filosofía de gestión que tiende a fabricar los productos estrictamente necesarios, en el momento preciso y en las cantidades debidas. En Elementos suministrados en la medida
KAIZEN. La clave de la ventaja competitiva japonesa Masaaki Imai
 La clave de la ventaja competitiva japonesa Masaaki Imai Kaizen significa mejoramiento, un mejoramiento progresivo que involucra a todos. En la escuela hablamos de la directiva, de los trabajadores, de
La clave de la ventaja competitiva japonesa Masaaki Imai Kaizen significa mejoramiento, un mejoramiento progresivo que involucra a todos. En la escuela hablamos de la directiva, de los trabajadores, de
índice Prefacio de la tercera edición (revisada)
") índice Prefacio de la tercera edición (revisada) v PARTE PRIMERA. PRODUCTIVIDAD Y ESTUDIO DEL TRABAJO 1. Productividad y nivel de vida 3 1. El nivel de vida 3 2. Condiciones necesarias para un nivel de
índice Prefacio de la tercera edición (revisada) v PARTE PRIMERA. PRODUCTIVIDAD Y ESTUDIO DEL TRABAJO 1. Productividad y nivel de vida 3 1. El nivel de vida 3 2. Condiciones necesarias para un nivel de
LAS 5S Y SU APLICACIÓN A LA INDUSTRIA DEL AEROSOL. I.B. Braian Bautista Hernández. PROPYSOL S.A DE C.V 28 de abril, 2017
 LAS 5S Y SU APLICACIÓN A LA INDUSTRIA DEL AEROSOL I.B. Braian Bautista Hernández. PROPYSOL S.A DE C.V 28 de abril, 2017 Metodología 5S: Principios japoneses que inician su nombre con la letra S que tienen
LAS 5S Y SU APLICACIÓN A LA INDUSTRIA DEL AEROSOL I.B. Braian Bautista Hernández. PROPYSOL S.A DE C.V 28 de abril, 2017 Metodología 5S: Principios japoneses que inician su nombre con la letra S que tienen
Programa de Asignatura
 Asignatura: SISTEMAS DE PRODUCCIÓN Clave:8003 Semestre: VIII Tipo: Obl H. Teoría: H Práctica: HSM: 4 Créditos: 6 Requisitos: Materia Planeación y Control de la Producción Clave: 7998 Objetivo General:
Asignatura: SISTEMAS DE PRODUCCIÓN Clave:8003 Semestre: VIII Tipo: Obl H. Teoría: H Práctica: HSM: 4 Créditos: 6 Requisitos: Materia Planeación y Control de la Producción Clave: 7998 Objetivo General:
Planificaciones Dirección de Manufactura. Docente responsable: WOOD RODOLFO ERNESTO. 1 de 6
 7137 - Dirección de PLANIFICACIONES Actualización: 1ºC/2018 Planificaciones 7137 - Dirección de Docente responsable: WOOD RODOLFO ERNESTO 1 de 6 7137 - Dirección de PLANIFICACIONES Actualización: 1ºC/2018
7137 - Dirección de PLANIFICACIONES Actualización: 1ºC/2018 Planificaciones 7137 - Dirección de Docente responsable: WOOD RODOLFO ERNESTO 1 de 6 7137 - Dirección de PLANIFICACIONES Actualización: 1ºC/2018
Planificaciones Dirección de Manufactura. Docente responsable: WOOD RODOLFO ERNESTO. 1 de 7
 9126 - Dirección de PLANIFICACIONES Actualización: 1ºC/2018 Planificaciones 9126 - Dirección de Docente responsable: WOOD RODOLFO ERNESTO 1 de 7 9126 - Dirección de PLANIFICACIONES Actualización: 1ºC/2018
9126 - Dirección de PLANIFICACIONES Actualización: 1ºC/2018 Planificaciones 9126 - Dirección de Docente responsable: WOOD RODOLFO ERNESTO 1 de 7 9126 - Dirección de PLANIFICACIONES Actualización: 1ºC/2018
UNIVERSIDAD AUTONOMA DE BAJA CALIFORNIA
 UNIVERSIDAD AUTONOMA DE BAJA CALIFORNIA DEPARTAMENTO DE FORMACIÓN BASICA PROGRAMA DE ASIGNATURA POR COMPETENCIAS I. DATOS DE IDENTIFICACIÓN 1. Unidad Académica: FACULTAD DE INGENIERÍA 2. Programa (s) de
UNIVERSIDAD AUTONOMA DE BAJA CALIFORNIA DEPARTAMENTO DE FORMACIÓN BASICA PROGRAMA DE ASIGNATURA POR COMPETENCIAS I. DATOS DE IDENTIFICACIÓN 1. Unidad Académica: FACULTAD DE INGENIERÍA 2. Programa (s) de
ESTUDIO DEL TRABAJO.
 ESTUDIO DEL TRABAJO. HERRAMIENTAS PARA MEJORAR LA PRODUCTIVIDAD. Ingenieria de Valor Ingenieria Concurrente Ingeniería Reversa Diseño para la manufactura Las 5 eses Re-ingeniería Control de Proveedores
ESTUDIO DEL TRABAJO. HERRAMIENTAS PARA MEJORAR LA PRODUCTIVIDAD. Ingenieria de Valor Ingenieria Concurrente Ingeniería Reversa Diseño para la manufactura Las 5 eses Re-ingeniería Control de Proveedores
COMO INICIAR NUESTRO ESFUERZO POR LA CALIDAD?
 HERRAMIENTA DE APOYO EN EL ESFUERZO POR LA CALIDAD COMO INICIAR NUESTRO ESFUERZO POR LA CALIDAD? 1 O B J E T I V O GENERAR UN AMBIENTE ADECUADO PARA EL BIENESTAR DE LAS PERSONAS. PRODUCIR SERVICIOS DE
HERRAMIENTA DE APOYO EN EL ESFUERZO POR LA CALIDAD COMO INICIAR NUESTRO ESFUERZO POR LA CALIDAD? 1 O B J E T I V O GENERAR UN AMBIENTE ADECUADO PARA EL BIENESTAR DE LAS PERSONAS. PRODUCIR SERVICIOS DE
1.- DATOS DE LA ASIGNATURA Nombre de la asignatura: Ingeniería de métodos. Ingeniería Industrial. Carrera: Clave de la asignatura: ICC-1802 SATCA:
 1.- DATOS DE LA ASIGNATURA Nombre de la asignatura: Carrera: Clave de la asignatura: SATCA: Ingeniería de métodos Ingeniería Industrial ICC-1802 2-2-4 2.- PRESENTACION Caracterización de la asignatura.
1.- DATOS DE LA ASIGNATURA Nombre de la asignatura: Carrera: Clave de la asignatura: SATCA: Ingeniería de métodos Ingeniería Industrial ICC-1802 2-2-4 2.- PRESENTACION Caracterización de la asignatura.
GESTION INTEGRAL DEL MANTENIMIENTO ING. JUAN PABLO AMAYA SILVA
 GESTION INTEGRAL DEL MANTENIMIENTO ING. JUAN PABLO AMAYA SILVA QUE PODEMOS HACER PARA OPTIMIZAR LA CONFIABILIDAD? QUE PODEMOS HACER PARA OPTIMIZAR LA CONFIABILIDAD? HERRAMIENTAS PARA LA ADMINISTRACIÓN
GESTION INTEGRAL DEL MANTENIMIENTO ING. JUAN PABLO AMAYA SILVA QUE PODEMOS HACER PARA OPTIMIZAR LA CONFIABILIDAD? QUE PODEMOS HACER PARA OPTIMIZAR LA CONFIABILIDAD? HERRAMIENTAS PARA LA ADMINISTRACIÓN
INSTITUTO TECNOLÓGICO DE NUEVO LEÓN INGENIERÍA EN GESTIÓN EMPRESARIAL C A L I D A D A P L I C A D A A L A G E S T I Ó N E M P R E S A R I A L
 INSTITUTO TECNOLÓGICO DE NUEVO LEÓN INGENIERÍA EN GESTIÓN EMPRESARIAL C A L I D A D A P L I C A D A A L A G E S T I Ó N E M P R E S A R I A L P R O F E S O R A : M A R T A G A B R I E L A R Í O S N A V
INSTITUTO TECNOLÓGICO DE NUEVO LEÓN INGENIERÍA EN GESTIÓN EMPRESARIAL C A L I D A D A P L I C A D A A L A G E S T I Ó N E M P R E S A R I A L P R O F E S O R A : M A R T A G A B R I E L A R Í O S N A V
Diplomado Lean Manufacturing
 Diplomado Lean Manufacturing Duración 96 horas Objetivo general: Desarrollar competencias de alto nivel en herramientas y metodologías relativas a los sistemas de calidad y productividad. Formar especialistas
Diplomado Lean Manufacturing Duración 96 horas Objetivo general: Desarrollar competencias de alto nivel en herramientas y metodologías relativas a los sistemas de calidad y productividad. Formar especialistas
SÍLABO DE GESTIÓN PRODUCCION ESBELTA
 SÍLABO DE GESTIÓN PRODUCCION ESBELTA I. INFORMACIÓN GENERAL 1.1 Facultad Ingeniería 1.2 Carrera Profesional Ingeniería Industrial 1.3 Departamento ---- 1.4 Requisito 100 créditos 1.5 Periodo Lectivo 2014-1
SÍLABO DE GESTIÓN PRODUCCION ESBELTA I. INFORMACIÓN GENERAL 1.1 Facultad Ingeniería 1.2 Carrera Profesional Ingeniería Industrial 1.3 Departamento ---- 1.4 Requisito 100 créditos 1.5 Periodo Lectivo 2014-1
Administración de operaciones aplicando la teoría de restricciones en una PYME. Acero Navarro, Elías German. CAPITULO I GENERALIDADES
 CAPITULO I GENERALIDADES 1.1 UNIDAD DE ESTUDIO La administración de operaciones es la función que permite a las organizaciones alcanzar sus metas mediante la eficiente adquisición y utilización de recursos.
CAPITULO I GENERALIDADES 1.1 UNIDAD DE ESTUDIO La administración de operaciones es la función que permite a las organizaciones alcanzar sus metas mediante la eficiente adquisición y utilización de recursos.
5 S. Agencia de Cooperación Internacional del Japón. Universidad de Santiago de Chile Facultad de Ingeniería Departamento de Ingeniería Industrial
 Agencia de Cooperación Internacional del Japón Universidad de Santiago de Chile Facultad de Ingeniería Departamento de Ingeniería Industrial 5 S Elaboración: Masayuki Daimon Letycia Pailamilla Garcés Pablo
Agencia de Cooperación Internacional del Japón Universidad de Santiago de Chile Facultad de Ingeniería Departamento de Ingeniería Industrial 5 S Elaboración: Masayuki Daimon Letycia Pailamilla Garcés Pablo
MANTENIMIENTO PRODUCTIVO TOTAL TPM
 MANTENIMIENTO PRODUCTIVO TOTAL TPM Un paso más hacia la excelencia empresarial INTRODUCCIÓN El TPM es en la actualidad uno de los sistemas fundamentales para lograr la eficiencia total, en base a la cual
MANTENIMIENTO PRODUCTIVO TOTAL TPM Un paso más hacia la excelencia empresarial INTRODUCCIÓN El TPM es en la actualidad uno de los sistemas fundamentales para lograr la eficiencia total, en base a la cual
ESTUDIO DE MOVIMIENTOS.
 ESTUDIO DE MOVIMIENTOS. El estudio visual de movimientos se utiliza para analizar un método determinado y ayudar al desarrollo de un centro de trabajo eficiente. El estudio de movimientos es el análisis
ESTUDIO DE MOVIMIENTOS. El estudio visual de movimientos se utiliza para analizar un método determinado y ayudar al desarrollo de un centro de trabajo eficiente. El estudio de movimientos es el análisis
Certificación Lean Manufacturing
 Módulo 1 Introducción a la transformación Esbelta / Aprendiendo a observar Duración: 8 horas. Objetivo: Que el participante se familiarice con los conceptos de Transformación Esbelta, sea capaz de establecer
Módulo 1 Introducción a la transformación Esbelta / Aprendiendo a observar Duración: 8 horas. Objetivo: Que el participante se familiarice con los conceptos de Transformación Esbelta, sea capaz de establecer
ÍNDICE PRÓLOGO... AGRADECIMIENTOS... INTRODUCCIÓN... CAPÍTULO 1 ELIMINACIÓN DEL DESPERDICIO Escenas en la fábrica El desperdicio...
 ÍNDICE PRÓLOGO... AGRADECIMIENTOS... INTRODUCCIÓN... CAPÍTULO 1 ELIMINACIÓN DEL DESPERDICIO... 1.1. Escenas en la fábrica... 1.2. El desperdicio... 1.2.1. Siete desperdicios 1.3. Simplificar, combinar
ÍNDICE PRÓLOGO... AGRADECIMIENTOS... INTRODUCCIÓN... CAPÍTULO 1 ELIMINACIÓN DEL DESPERDICIO... 1.1. Escenas en la fábrica... 1.2. El desperdicio... 1.2.1. Siete desperdicios 1.3. Simplificar, combinar
Instalación de Sistemas de Automatización y Datos
 UNIVERSIDADE DE VIGO E. T. S. Ingenieros Industriales 5º Curso Orientación Instalaciones y Construcción Instalación de Sistemas de Automatización y Datos José Ignacio Armesto Quiroga http://www www.disa.uvigo.es/
UNIVERSIDADE DE VIGO E. T. S. Ingenieros Industriales 5º Curso Orientación Instalaciones y Construcción Instalación de Sistemas de Automatización y Datos José Ignacio Armesto Quiroga http://www www.disa.uvigo.es/
Artículo Creado por Juan Francisco Morales Zamora
 4.4.2 Pilar Progresivo o Planificado. El mantenimiento progresivo es uno de los pilares más importantes en la búsqueda de beneficios en una organización industrial. El JIPM le ha dado a este pilar el nombre
4.4.2 Pilar Progresivo o Planificado. El mantenimiento progresivo es uno de los pilares más importantes en la búsqueda de beneficios en una organización industrial. El JIPM le ha dado a este pilar el nombre
Plan para la Mejora Continua de la Productividad e Involucramiento del Personal. 5s y Kaizen
 Plan para la Mejora Continua de la Productividad e Involucramiento del Personal 5s y Kaizen Presentado por: Ing. Black Belt Six Sigma I3-B020 Adalberto Torres Gonzalez www.ti-ingenieros.com Celular: 997877414
Plan para la Mejora Continua de la Productividad e Involucramiento del Personal 5s y Kaizen Presentado por: Ing. Black Belt Six Sigma I3-B020 Adalberto Torres Gonzalez www.ti-ingenieros.com Celular: 997877414
Estrategia de las 5 s y su aplicación en los servicios hospitalarios. Lic. Mg. Silvia Guerra
 Estrategia de las 5 s y su aplicación en los servicios hospitalarios Lic. Mg. Silvia Guerra sguerramail@gmail.com Estrategia de las 5 s: que es? Técnica de gestión japonesa Es una estrategia de mejora
Estrategia de las 5 s y su aplicación en los servicios hospitalarios Lic. Mg. Silvia Guerra sguerramail@gmail.com Estrategia de las 5 s: que es? Técnica de gestión japonesa Es una estrategia de mejora
Contenido básico del trabajo (tiempo irreducible à tiempo mínimo para realizar una tarea). A este tiempo hay que añadirle:
. A este tiempo hay que añadirle:") Unidad II. Organización de la producción. 2.1 Introducción. 2.2 Ingeniería del trabajo como medio directo para aumentar la productividad. 2.3 Utilidad de la ingeniería del trabajo. 2.4 Técnicas utilizadas
Unidad II. Organización de la producción. 2.1 Introducción. 2.2 Ingeniería del trabajo como medio directo para aumentar la productividad. 2.3 Utilidad de la ingeniería del trabajo. 2.4 Técnicas utilizadas
e-prevenga PREVENCIÓN MEDIANTE EL MÉTODO DE LAS 5S
 e-prevenga PREVENCIÓN MEDIANTE EL MÉTODO DE LAS 5S MÉTODO En nuestro lugar de trabajo pasamos, a menudo, más tiempo que en nuestro hogar por lo que debería ser limpio, seguro, confortable y bien organizado
e-prevenga PREVENCIÓN MEDIANTE EL MÉTODO DE LAS 5S MÉTODO En nuestro lugar de trabajo pasamos, a menudo, más tiempo que en nuestro hogar por lo que debería ser limpio, seguro, confortable y bien organizado
Seiri. Clasificar. Seiton. Shitsuke. Disciplinar. Ordenar. Seiso. Seiketsu. Estandarizar. Limpiar
 Seiri Clasificar Shitsuke Disciplinar 5 S s Seiton Ordenar Seiketsu Estandarizar Seiso Limpiar Seiri Clasificar Shitsuke Disciplinar Seiketsu Estandarizar El movimiento de las 5 s es una concepción ligada
Seiri Clasificar Shitsuke Disciplinar 5 S s Seiton Ordenar Seiketsu Estandarizar Seiso Limpiar Seiri Clasificar Shitsuke Disciplinar Seiketsu Estandarizar El movimiento de las 5 s es una concepción ligada
INGENIERÍA INDUSTRIAL EN COMPETENCIAS PROFESIONALES
 INGENIERÍA INDUSTRIAL EN COMPETENCIAS PROFESIONALES ASIGNATURA DE MANUFACTURA ESBELTA UNIDADES DE APRENDIZAJE 1. Competencias Administrar el sistema de gestión de la calidad, con un enfoque sistémico,
INGENIERÍA INDUSTRIAL EN COMPETENCIAS PROFESIONALES ASIGNATURA DE MANUFACTURA ESBELTA UNIDADES DE APRENDIZAJE 1. Competencias Administrar el sistema de gestión de la calidad, con un enfoque sistémico,
Seminario Lean Manufacturing
 Seminario Lean Manufacturing Contáctenos Solicite información Concepto Lean Manufacturing Manufactura Lean son varias herramientas que le ayudará a eliminar todas las operaciones que no le agregan valor
Seminario Lean Manufacturing Contáctenos Solicite información Concepto Lean Manufacturing Manufactura Lean son varias herramientas que le ayudará a eliminar todas las operaciones que no le agregan valor
Ingeniería Industrial
 Ingeniería Industrial El mínimo de créditos a cursar en el Porgrama es de 453, en las áreas de formación que se estippula en el Dictamen. El tiempo previsto para cursar la carrera es de 4 años a partir
Ingeniería Industrial El mínimo de créditos a cursar en el Porgrama es de 453, en las áreas de formación que se estippula en el Dictamen. El tiempo previsto para cursar la carrera es de 4 años a partir
MODELO DE TRANSFORMACIÓN ESBELTA
 MODELO DE TRANSFORMACIÓN ESBELTA PRESENCIA 175 Plantas +56,000 Rutas de distribución +13,000 Productos +133,000 Colaboradores +100 Marcas NUESTRAS PRINCIPALES MARCAS +790,000 GJ de energía eólica consumidos
MODELO DE TRANSFORMACIÓN ESBELTA PRESENCIA 175 Plantas +56,000 Rutas de distribución +13,000 Productos +133,000 Colaboradores +100 Marcas NUESTRAS PRINCIPALES MARCAS +790,000 GJ de energía eólica consumidos
KAIZEN. La clave de la ventaja competitiva japonesa Masaaki Imai
 La clave de la ventaja competitiva japonesa Masaaki Imai Kaizen significa mejoramiento, un mejoramiento progresivo que involucra a todos. En la escuela hablamos de la directiva, de los trabajadores, de
La clave de la ventaja competitiva japonesa Masaaki Imai Kaizen significa mejoramiento, un mejoramiento progresivo que involucra a todos. En la escuela hablamos de la directiva, de los trabajadores, de
Presentado por: Josué Andino Denis Flores Jorge Luis Pontón Diego Soria. Andino, Flores, Pontón, Soria 1
 Presentado por: Josué Andino Denis Flores Jorge Luis Pontón Diego Soria Andino, Flores, Pontón, Soria 1 Temario Objetivos Introducción Modelos y Terminología Estructura de Datos y Directrices de Lenguaje
Presentado por: Josué Andino Denis Flores Jorge Luis Pontón Diego Soria Andino, Flores, Pontón, Soria 1 Temario Objetivos Introducción Modelos y Terminología Estructura de Datos y Directrices de Lenguaje
Lean, herramientas diversas
 Lean, herramientas diversas Una de las ventajas de Lean es que tiene múltiples herramientas sencillas que se pueden usar si se necesitan, aquí van algunas: Poka Yoke Sistema o procedimiento destinado a
Lean, herramientas diversas Una de las ventajas de Lean es que tiene múltiples herramientas sencillas que se pueden usar si se necesitan, aquí van algunas: Poka Yoke Sistema o procedimiento destinado a
Metodología para DFA. Comparación de las metodologías de ensamblaje
 Metodología para DFA El objetivo del diseño para el ensamble (DFA design for assembly) es simplificar el producto de tal modo que los costes por ensamble se reduzcan. Sin embargo, las consecuencias del
Metodología para DFA El objetivo del diseño para el ensamble (DFA design for assembly) es simplificar el producto de tal modo que los costes por ensamble se reduzcan. Sin embargo, las consecuencias del
ÍNDICE INTRODUCCION 1 NATURALEZA, CONTEXTO Y ENFOQUE DE LA DIRECCIÓN DE OPERACIONES 3 PASADO PRESENTE Y FUTURO DE LA DIRECCIÓN DE OPERACIONES 14
 ÍNDICE INTRODUCCION 1 NATURALEZA, CONTEXTO Y ENFOQUE DE LA DIRECCIÓN DE OPERACIONES 3 PASADO PRESENTE Y FUTURO DE LA DIRECCIÓN DE OPERACIONES 14 INTRODUCCIÓN 14 DIRECCIÓN DE OPERACIONES O DIRECCIÓN DE
ÍNDICE INTRODUCCION 1 NATURALEZA, CONTEXTO Y ENFOQUE DE LA DIRECCIÓN DE OPERACIONES 3 PASADO PRESENTE Y FUTURO DE LA DIRECCIÓN DE OPERACIONES 14 INTRODUCCIÓN 14 DIRECCIÓN DE OPERACIONES O DIRECCIÓN DE
Balanceo de la celda de trabajo, de la línea de ensamble y de la planta (UN VERDADERO FLUJO CONTINUO)
") Balanceo de la celda de trabajo, de la línea de ensamble y de la planta (UN VERDADERO FLUJO CONTINUO) Introducción Tal vez no lo sepamos, pero las líneas de montaje tuvieron una repercusión importante
Balanceo de la celda de trabajo, de la línea de ensamble y de la planta (UN VERDADERO FLUJO CONTINUO) Introducción Tal vez no lo sepamos, pero las líneas de montaje tuvieron una repercusión importante
Diplomado en cambio y desarrollo institucional
 MÓDULO V Modelo de éxito de las organizaciones eficaces Instructor: Juan José Ruiz. 1 Concepto de una organización Exitosa Optimizar el servicio Producir 100% de piezas buenas Desafío para reducir el costo
MÓDULO V Modelo de éxito de las organizaciones eficaces Instructor: Juan José Ruiz. 1 Concepto de una organización Exitosa Optimizar el servicio Producir 100% de piezas buenas Desafío para reducir el costo
Ingeniería Industrial Métodos y tiempos con manufactura ágil
 Ingeniería Industrial Métodos y tiempos con manufactura ágil Amparo Escalante José D. González Selecciona el libro para continuar Capítulo 2 Productividad y sistemas Continuar Productividad En la actualidad,
Ingeniería Industrial Métodos y tiempos con manufactura ágil Amparo Escalante José D. González Selecciona el libro para continuar Capítulo 2 Productividad y sistemas Continuar Productividad En la actualidad,
TEMA 1. INTRODUCCIÓN AL CICLO PRODUCTIVO. CAD/CAM
 TEMA 1. INTRODUCCIÓN AL CICLO PRODUCTIVO. CAD/CAM PARTE 1: CICLO PRODUCTIVO. 1. INTRODUCCIÓN AL CICLO PRODUCTIVO. 2. FLEXIBILIDAD EN LA. ESTRATEGIAS A PLANTEAR 3. TECNOLOGÍAS DE. 4. INGENIERÍA SIMULTÁNEA
TEMA 1. INTRODUCCIÓN AL CICLO PRODUCTIVO. CAD/CAM PARTE 1: CICLO PRODUCTIVO. 1. INTRODUCCIÓN AL CICLO PRODUCTIVO. 2. FLEXIBILIDAD EN LA. ESTRATEGIAS A PLANTEAR 3. TECNOLOGÍAS DE. 4. INGENIERÍA SIMULTÁNEA
Administracion de la Calidad
 Universidad Autonoma de Ciudad Juarez Campus Multidisciplinar de Nuevo Casas Grandes Materia Administracion de la Calidad TPS Mtro. Francisco Javier García Heredia PTC Campus multidisciplinar de Nuevo
Universidad Autonoma de Ciudad Juarez Campus Multidisciplinar de Nuevo Casas Grandes Materia Administracion de la Calidad TPS Mtro. Francisco Javier García Heredia PTC Campus multidisciplinar de Nuevo
INDICE 1. El Paradigma de la Producción 2. Sistemas de Producción 3. Tecnologías para la Administración de la Producción
 INDICE Prefacio XIX Agradecimientos XXV 1. El Paradigma de la Producción 1 1. Producción global 1 1.1.1. Historia; 1.1.2. Teorías administrativas 1.2. El ambiente competitivo 5 1.2.1. Posición en el momento;
INDICE Prefacio XIX Agradecimientos XXV 1. El Paradigma de la Producción 1 1. Producción global 1 1.1.1. Historia; 1.1.2. Teorías administrativas 1.2. El ambiente competitivo 5 1.2.1. Posición en el momento;
24.- Diagrama de Dependencia de Procesos Actuales
 24.- Diagrama de Dependencia de Procesos Actuales Inicio Actividad Rev isar lotes por programa de Viv ienda Rev isar datos de Terreno SI Rev isar datos del cliente Buscar datos del cliente Se efectuo deposito
24.- Diagrama de Dependencia de Procesos Actuales Inicio Actividad Rev isar lotes por programa de Viv ienda Rev isar datos de Terreno SI Rev isar datos del cliente Buscar datos del cliente Se efectuo deposito
CICLO DESARROLLO DE UN PRODUCTO
 CICLO DESARROLLO DE UN PRODUCTO CUALQUIER PRODUCTO O SERVICIO QUE SE OFRECE AL MERCADO ES EL RESULTADO DE UN SISTEMA DE PRODUCCION QUE SE CARACTERIZA POR UN INSUMO, PROCESO Y RESULTADO CICLO DESARROLLO
CICLO DESARROLLO DE UN PRODUCTO CUALQUIER PRODUCTO O SERVICIO QUE SE OFRECE AL MERCADO ES EL RESULTADO DE UN SISTEMA DE PRODUCCION QUE SE CARACTERIZA POR UN INSUMO, PROCESO Y RESULTADO CICLO DESARROLLO
Ingeniería en Sistemas Productivos
 PLAN DE ESTUDIOS Ingeniería en Sistemas Productivos www.utsc.edu.mx INGENIERÍA EN SISTEMAS PRODUCTIVOS OBJETIVO Desarrollar e implementar proyectos de reingeniería de procesos de producción, almacén, logística
PLAN DE ESTUDIOS Ingeniería en Sistemas Productivos www.utsc.edu.mx INGENIERÍA EN SISTEMAS PRODUCTIVOS OBJETIVO Desarrollar e implementar proyectos de reingeniería de procesos de producción, almacén, logística
PERFIL PROFESIOGRÁFICO PARA IMPARTIR LAS ASIGNATURAS DE LA LICENCIATURA EN INGENIERÍA INDUSTRIAL (PLAN DE ESTUDIOS 2005)
") ASIGNATURAS SEMESTRE LICENCIATURA EN: OTROS REQUERIMIENTOS Álgebra (1100) Geometría Analítica (1102) Cultura y Comunicación (1107) Cálculo Diferencial (1108) Computación para Ingenieros (1112) Álgebra
ASIGNATURAS SEMESTRE LICENCIATURA EN: OTROS REQUERIMIENTOS Álgebra (1100) Geometría Analítica (1102) Cultura y Comunicación (1107) Cálculo Diferencial (1108) Computación para Ingenieros (1112) Álgebra
HABLEMOS DE LA RENTABILIDAD DEL NEGOCIO. Para aumentar la rentabilidad del negocio solo hay dos formas:
 + HABLEMOS DE LA RENTABILIDAD DEL NEGOCIO Para aumentar la rentabilidad del negocio solo hay dos formas: Solo hay dos formas AUMENTAMOS LAS VENTAS REDUCIMOS LOS COSTOS / GASTOS Si optamos por reducción
+ HABLEMOS DE LA RENTABILIDAD DEL NEGOCIO Para aumentar la rentabilidad del negocio solo hay dos formas: Solo hay dos formas AUMENTAMOS LAS VENTAS REDUCIMOS LOS COSTOS / GASTOS Si optamos por reducción
UNIVERSIDAD NACIONAL JOSE FAUSTINO SANCHEZ CARRION ESCUELA DE POSGRADO
 MAESTRIA EN INGENIERIA INDUSTRIAL PERFIL DE COMPETENCIA DEL EGRESADO(A) DE MAESTRIA EN INGENIERIA INDUSTRIAL: 1. Explica y desarrolla la capacidad para el análisis, diseño, simulación y optimización de
MAESTRIA EN INGENIERIA INDUSTRIAL PERFIL DE COMPETENCIA DEL EGRESADO(A) DE MAESTRIA EN INGENIERIA INDUSTRIAL: 1. Explica y desarrolla la capacidad para el análisis, diseño, simulación y optimización de
TÉCNICO SUPERIOR UNIVERSITARIO EN PROCESOS INDUSTRIALES ÁREA MANUFACTURA EN COMPETENCIAS PROFESIONALES ASIGNATURA DE MÉTODOS Y SISTEMAS DE TRABAJO II
 TÉCNICO SUPERIOR UNIVERSITARIO EN PROCESOS INDUSTRIALES ÁREA MANUFACTURA EN COMPETENCIAS PROFESIONALES ASIGNATURA DE MÉTODOS Y SISTEMAS DE TRABAJO II 1. Competencias Gestionar los procesos de manufactura,
TÉCNICO SUPERIOR UNIVERSITARIO EN PROCESOS INDUSTRIALES ÁREA MANUFACTURA EN COMPETENCIAS PROFESIONALES ASIGNATURA DE MÉTODOS Y SISTEMAS DE TRABAJO II 1. Competencias Gestionar los procesos de manufactura,
ÍNDICE DE CONTENIDOS CAPÍTULO 3: DESCRIPCIÓN DE LA EMPRESA. 27
 Índice de Contenidos ÍNDICE DE CONTENIDOS Página CAPÍTULO 1: INTRODUCCIÓN... 1 1. Introducción 2 1.1. Lugar de Aplicación.. 2 1.2. Problemática.. 3 1.3. Objetivos 4 1.3.1 Objetivos Generales. 4 1.3.2.
Índice de Contenidos ÍNDICE DE CONTENIDOS Página CAPÍTULO 1: INTRODUCCIÓN... 1 1. Introducción 2 1.1. Lugar de Aplicación.. 2 1.2. Problemática.. 3 1.3. Objetivos 4 1.3.1 Objetivos Generales. 4 1.3.2.
CAPÍTULO 8: CONCLUSIONES
 CAPÍTULO 8: CONCLUSIONES En este proyecto se han visto teóricamente las pautas que hay que seguir para cambiar la línea de producción en la que estaba implantado el sistema convencional de un producto
CAPÍTULO 8: CONCLUSIONES En este proyecto se han visto teóricamente las pautas que hay que seguir para cambiar la línea de producción en la que estaba implantado el sistema convencional de un producto
Gestión de Operaciones. Manufactura Just in Time
 Gestión de Operaciones Introducción Manufactura Esbelta o Just in Time -> Eliminar desperdicios. Valor: Entender el valor del trabajo realizado como algo por lo que los clientes quieren pagar Cadena de
Gestión de Operaciones Introducción Manufactura Esbelta o Just in Time -> Eliminar desperdicios. Valor: Entender el valor del trabajo realizado como algo por lo que los clientes quieren pagar Cadena de
UNIVERSIDAD DE ORIENTE COMISIÓN CENTRAL DE CURRÍCULA PROGRAMA DE ASIGNATURA
 UNIVERSIDAD DE ORIENTE COMISIÓN CENTRAL DE CURRÍCULA PROGRAMA DE ASIGNATURA CODIGO: 092-5293 NOMBRE DE LA ASIGNATURA: ADMINISTRACIÓN DE LA PRODUCCIÓN ESCUELA: ADMINISTRACIÓN PRERREQUISITO(S): 092-4883
UNIVERSIDAD DE ORIENTE COMISIÓN CENTRAL DE CURRÍCULA PROGRAMA DE ASIGNATURA CODIGO: 092-5293 NOMBRE DE LA ASIGNATURA: ADMINISTRACIÓN DE LA PRODUCCIÓN ESCUELA: ADMINISTRACIÓN PRERREQUISITO(S): 092-4883
Carrera: ICQ
 1.- DATOS DE LA ASIGNATURA Nombre de la asignatura: Carrera: Clave de la asignatura: SATCA: Seminario de competitividad Ingeniería Industrial ICQ-1806 1-2-3 2.- PRESENTACIÓN Caracterización de la asignatura.
1.- DATOS DE LA ASIGNATURA Nombre de la asignatura: Carrera: Clave de la asignatura: SATCA: Seminario de competitividad Ingeniería Industrial ICQ-1806 1-2-3 2.- PRESENTACIÓN Caracterización de la asignatura.
las Ganancias es la Calidad
 Seminario 5 S s El origen de las Ganancias es la Calidad DE DÓNDE VIENEN LAS GANANCIAS? DE LAS OFICINAS? PLANTAS DE PRODUCCIÓN? DE LA INTELIGENCIA DEL GERENTE? DE LOS SOFTWARES QUE USAN? Ambiente Satisfacción
Seminario 5 S s El origen de las Ganancias es la Calidad DE DÓNDE VIENEN LAS GANANCIAS? DE LAS OFICINAS? PLANTAS DE PRODUCCIÓN? DE LA INTELIGENCIA DEL GERENTE? DE LOS SOFTWARES QUE USAN? Ambiente Satisfacción
INGENIERIA DE MÉTODOS
 VICERRECTORADO ACADÉMICO COORDINACION DE PRE-GRADO PROYECTO DE CARRERA DE INGENIERIA INDUSTRIAL PROGRAMA: INGENIERIA DE MÉTODOS CÓDIGO ASIGNATURA: 1215-545 PRE-REQUISITO: 1215-407 SEMESTRE: QUINTO UNIDADES
VICERRECTORADO ACADÉMICO COORDINACION DE PRE-GRADO PROYECTO DE CARRERA DE INGENIERIA INDUSTRIAL PROGRAMA: INGENIERIA DE MÉTODOS CÓDIGO ASIGNATURA: 1215-545 PRE-REQUISITO: 1215-407 SEMESTRE: QUINTO UNIDADES
Probar. Buscar la causa real, respetar los 5 por qué y después buscar la solución. No buscar la perfección, ganar un 60% desde ahora.
 ESPÍRITU KAIZEN Para el Kaizen el objetivo principal es no parar de mejorar. En base al decálogo de los principios del Espíritu Kaizen, desde Progressa transformamos a las personas de la organización hacia
ESPÍRITU KAIZEN Para el Kaizen el objetivo principal es no parar de mejorar. En base al decálogo de los principios del Espíritu Kaizen, desde Progressa transformamos a las personas de la organización hacia
Guía para la aplicación de 5 s P-SC-10. Depto. Sistema de Gestión de Calidad ABRIL 2016
 Guía para la aplicación de 5 s P-SC-10 Depto. Sistema de Gestión de Calidad ABRIL 2016 Objetivos 1. Metodología 5 S s 2. Beneficios 3. Procedimiento a seguir P-SC-10 4. Criterios para cada zona Qué son
Guía para la aplicación de 5 s P-SC-10 Depto. Sistema de Gestión de Calidad ABRIL 2016 Objetivos 1. Metodología 5 S s 2. Beneficios 3. Procedimiento a seguir P-SC-10 4. Criterios para cada zona Qué son
GENERALIDADES Unidad 1. Introducción a la automatización
 GENERALIDADES Unidad 1. Introducción a la automatización Los sistemas automatizados buscan imitar las acciones de los seres vivos, a través de un conjunto de funciones encadenadas para lograr un resultado.
GENERALIDADES Unidad 1. Introducción a la automatización Los sistemas automatizados buscan imitar las acciones de los seres vivos, a través de un conjunto de funciones encadenadas para lograr un resultado.
Sílabo de Procesos de Manufactura
 Sílabo de Procesos de Manufactura I. Datos Generales Código Carácter UC1002 Obligatorio Créditos 4 Periodo académico 2017 Prerrequisito Ninguno Horas Teóricas: 2 Prácticas: 4 II. Sumilla de la Asignatura
Sílabo de Procesos de Manufactura I. Datos Generales Código Carácter UC1002 Obligatorio Créditos 4 Periodo académico 2017 Prerrequisito Ninguno Horas Teóricas: 2 Prácticas: 4 II. Sumilla de la Asignatura
Análisis de las OPERACIONES
 Análisis de las OPERACIONES Autor: Rodolfo Mosquera / Correo: romosquera@puj.edu.co 1. OBJETIVO: Analizar todos los elementos productivos e improductivos de una operación, para incrementar la producción
Análisis de las OPERACIONES Autor: Rodolfo Mosquera / Correo: romosquera@puj.edu.co 1. OBJETIVO: Analizar todos los elementos productivos e improductivos de una operación, para incrementar la producción
INSTITUTO POLITECNICO NACIONAL SECRETARIA ACADEMICA DIRECCION DE ESTUDIOS PROFESIONALES EN INGENIERIA Y CIENCIAS FISICO MATEMATICAS
 ESCUELA: UPIICSA CARRERA: INGENIERIA INDUSTRIAL ESPECIALIDAD: COORDINACION: ACADEMIAS DE LAB. DE INGRIA. DE METODOS DEPARTAMENTO: CIENCIAS APLICADAS ASIGNATURA: ANALISIS SISTICO DE LA PRODUCCION I CLAVE:
ESCUELA: UPIICSA CARRERA: INGENIERIA INDUSTRIAL ESPECIALIDAD: COORDINACION: ACADEMIAS DE LAB. DE INGRIA. DE METODOS DEPARTAMENTO: CIENCIAS APLICADAS ASIGNATURA: ANALISIS SISTICO DE LA PRODUCCION I CLAVE:
Diagrama de Causa Efecto (Ishikawa)
") Diagrama de Causa Efecto (Ishikawa) Diagrama de Causa y Efecto Cuando se ha identificado el problema a estudiar, es necesario buscar las causas que producen la situación anormal. Cualquier problema por
Diagrama de Causa Efecto (Ishikawa) Diagrama de Causa y Efecto Cuando se ha identificado el problema a estudiar, es necesario buscar las causas que producen la situación anormal. Cualquier problema por
Diagrama hombre - maquina
 Diagrama hombre - maquina Es la representación gráfica de las operaciones en donde intervienen hombres y maquinas. Este diagrama nos permite determinar la organización y con ello, la eficiencia tanto de
Diagrama hombre - maquina Es la representación gráfica de las operaciones en donde intervienen hombres y maquinas. Este diagrama nos permite determinar la organización y con ello, la eficiencia tanto de
CPF-1307 SATCA 1 : Carrera:
 1. Datos Generales de la asignatura Nombre de la asignatura: Sistemas Integrados de Manufactura II. Clave de la asignatura: SATCA 1 : CPF-1307 3-2- 5 Carrera: Ingeniería Industrial. 2. Presentación Caracterización
1. Datos Generales de la asignatura Nombre de la asignatura: Sistemas Integrados de Manufactura II. Clave de la asignatura: SATCA 1 : CPF-1307 3-2- 5 Carrera: Ingeniería Industrial. 2. Presentación Caracterización
SISTEMA DE MANUFACTURA FLEXIBLE
 SISTEMA DE MANUFACTURA FLEXIBLE TIPO: PRODUCCIÓN ORIGEN: ESTADOS UNIDOS Antes de empezar a hablar de manufactura flexible debemos conocer algunos conceptos de automatización que pueden ser desconocidos
SISTEMA DE MANUFACTURA FLEXIBLE TIPO: PRODUCCIÓN ORIGEN: ESTADOS UNIDOS Antes de empezar a hablar de manufactura flexible debemos conocer algunos conceptos de automatización que pueden ser desconocidos
7.- EL MÉTODO DE LAS 5S
 7.- EL MÉTODO DE LAS 5S 7.1.- Introducción del método de las 5S Las operaciones de organización, orden y limpieza fueron desarrolladas por empresas japonesas con el nombre de 5S. Se han aplicado en diversos
7.- EL MÉTODO DE LAS 5S 7.1.- Introducción del método de las 5S Las operaciones de organización, orden y limpieza fueron desarrolladas por empresas japonesas con el nombre de 5S. Se han aplicado en diversos
Carrera: Integrantes de la Academia de Ingeniería Industrial: M.C. Constantino Guzmán Figueroa. Integrantes de la
 1.- DATOS DE LA ASIGNATURA Nombre de la asignatura: Carrera: Ingeniería del factor humano Licenciatura en Ingeniería Industrial Clave de la asignatura: Horas teoría horas práctica - créditos 2-4 - 8 2.-
1.- DATOS DE LA ASIGNATURA Nombre de la asignatura: Carrera: Ingeniería del factor humano Licenciatura en Ingeniería Industrial Clave de la asignatura: Horas teoría horas práctica - créditos 2-4 - 8 2.-
DESCRIPCIÓN DEL CURSO:
 NOMBRE DEL CURSO: INGENIERÍA DE MÉTODOS CÓDIGO: 634 CRÉDITOS: 6 ESCUELA: Mecánica Industrial CÓDIGO PRE REQUISITO: 632 CATEGORÍA: Obligatorio CATEDRÁTICO: ÁREA A LA QUE PERTENECE: CÓDIGO POST REQUISITO:
NOMBRE DEL CURSO: INGENIERÍA DE MÉTODOS CÓDIGO: 634 CRÉDITOS: 6 ESCUELA: Mecánica Industrial CÓDIGO PRE REQUISITO: 632 CATEGORÍA: Obligatorio CATEDRÁTICO: ÁREA A LA QUE PERTENECE: CÓDIGO POST REQUISITO:
Capítulo 2 Marco Teórico CAPÍTULO 2. Marco Teórico. 2.1 Justo a tiempo: un sistema para optimizar la producción (1)
") CAPÍTULO 2 Marco Teórico 2.1 Justo a tiempo: un sistema para optimizar la producción (1) El Sistema Justo a Tiempo fue desarrollado por Toyota Motor Company, con el propósito de hacer más eficientes los
CAPÍTULO 2 Marco Teórico 2.1 Justo a tiempo: un sistema para optimizar la producción (1) El Sistema Justo a Tiempo fue desarrollado por Toyota Motor Company, con el propósito de hacer más eficientes los
De la mejora continua a la Excelencia Operacional: Un Compromiso y Una Responsabilidad. AGM Automotive Costa Rica
 REALIMENTACIÓN DE RESULTADOS DE EVALUACIÓN PREMIO A LA EXCELENCIA De la mejora continua a la Excelencia Operacional: Un Compromiso y Una Responsabilidad AGM Automotive Costa Rica Por: Ignacio Escobedo
REALIMENTACIÓN DE RESULTADOS DE EVALUACIÓN PREMIO A LA EXCELENCIA De la mejora continua a la Excelencia Operacional: Un Compromiso y Una Responsabilidad AGM Automotive Costa Rica Por: Ignacio Escobedo
28/10/2010 INTRODUCCIÓN. CAPITULO V: Mantenimiento Productivo Total EL TPM DEFINICIÓN DEL TPM. Definicion de TPM. Imnovacion del TPM
 INTRODUCCIÓN CAPITULO V: Mantenimiento Productivo Total EL TPM El TPM es en la actualidad uno de los sistemas fundamentales para lograr la eficiencia total, en base a la cual es factible alcanzar la competitividad
INTRODUCCIÓN CAPITULO V: Mantenimiento Productivo Total EL TPM El TPM es en la actualidad uno de los sistemas fundamentales para lograr la eficiencia total, en base a la cual es factible alcanzar la competitividad
Dirección y Gestión de la. Producción Industrial
 Serie Producción Industrial Dirección y Gestión de la Producción Industrial CAPACITACIÓN Y FORMACIÓN INTEGRAL http://humancapitalsite.com INTRODUCCIÓN La Dirección de Operaciones de Producción es un área
Serie Producción Industrial Dirección y Gestión de la Producción Industrial CAPACITACIÓN Y FORMACIÓN INTEGRAL http://humancapitalsite.com INTRODUCCIÓN La Dirección de Operaciones de Producción es un área
EL METODO DE LAS 5 S
 El método de las 5 «S», así denominado por la primera letra (en japonés) de cada una de sus cinco etapas, es una técnica de gestión japonesa basada en cinco principios simples. Seiri ( 整理 ): Organización.
El método de las 5 «S», así denominado por la primera letra (en japonés) de cada una de sus cinco etapas, es una técnica de gestión japonesa basada en cinco principios simples. Seiri ( 整理 ): Organización.
1.- DATOS DE LA ASIGNATURA
 1.- DATOS DE LA ASIGNATURA Nombre de la asignatura: Manufactura Integrada por Computadora Carrera Ingeniería Industrial Clave de la asignatura: MAJ-1402 Horas teoría-horas práctica-créditos: 4-2-6 2.-
1.- DATOS DE LA ASIGNATURA Nombre de la asignatura: Manufactura Integrada por Computadora Carrera Ingeniería Industrial Clave de la asignatura: MAJ-1402 Horas teoría-horas práctica-créditos: 4-2-6 2.-
INGENIERO EN MECATRÓNICA. Este programa educativo se ofrece en las siguientes sedes académicas de la UABC:
 INGENIERO EN MECATRÓNICA Este programa educativo se ofrece en las siguientes sedes académicas de la UABC: Campus Campus Tijuana, Unidad Valle de las Palmas Campus Tijuana, Unidad Tecate Campus Mexicali,
INGENIERO EN MECATRÓNICA Este programa educativo se ofrece en las siguientes sedes académicas de la UABC: Campus Campus Tijuana, Unidad Valle de las Palmas Campus Tijuana, Unidad Tecate Campus Mexicali,
Toda copia en PAPEL es un "Documento No Controlado" a excepción del original.
 S U P E RIO R DE M ISANTLA Responsable del Proceso: Docente frente a grupo Fecha de Versión: Agosto 08, 06 Apartado: 7. Copia Código: PD-GEC-09 Versión : 0. Hoja: de 4.- COMPETENCIAS A DESARROLLAR 4. Competencias
S U P E RIO R DE M ISANTLA Responsable del Proceso: Docente frente a grupo Fecha de Versión: Agosto 08, 06 Apartado: 7. Copia Código: PD-GEC-09 Versión : 0. Hoja: de 4.- COMPETENCIAS A DESARROLLAR 4. Competencias
Mantenimiento Planificado (Keikaku Hozen)
") Pilar Planificado Planificado (Keikaku Hozen) cero@verias.com Dirección: Humberto Alvarez Laverde Pilar Planificado Objetivos del Pilar Mejorar la eficacia de las operaciones de mantenimiento Reducción
Pilar Planificado Planificado (Keikaku Hozen) cero@verias.com Dirección: Humberto Alvarez Laverde Pilar Planificado Objetivos del Pilar Mejorar la eficacia de las operaciones de mantenimiento Reducción
Diplomado. Lean Enterprise - Procesos de Manufactura y Servicios
 Diplomado Lean Enterprise - Procesos de Manufactura y Servicios Objetivo Establecer criterios de elaboración de un proyecto, con objetivos y alcances, que te permitan aplicar los conceptos y las herramientas
Diplomado Lean Enterprise - Procesos de Manufactura y Servicios Objetivo Establecer criterios de elaboración de un proyecto, con objetivos y alcances, que te permitan aplicar los conceptos y las herramientas
ÍNDICE ÍNDICE DE FIGURAS ÍNDICE DE TABLAS PREFACIO LOS SISTEMAS PRODUCTIVOS SECCIÓN I PREVISIÓN DE LA DEMANDA
 ÍNDICE ÍNDICE DE FIGURAS... 15 ÍNDICE DE TABLAS... 21 PREFACIO... 25 1. LOS SISTEMAS PRODUCTIVOS... 29 1.1. Introducción... 31 1.2. Elementos de diseño del proceso... 32 1.2.1. Localización de la planta...
ÍNDICE ÍNDICE DE FIGURAS... 15 ÍNDICE DE TABLAS... 21 PREFACIO... 25 1. LOS SISTEMAS PRODUCTIVOS... 29 1.1. Introducción... 31 1.2. Elementos de diseño del proceso... 32 1.2.1. Localización de la planta...