FORMACIÓN EN INSPECCIÓN DE SOLDADURA Soldadura MIG / MAG - GMAW
|
|
|
- Amparo Dolores López Jiménez
- hace 6 años
- Vistas:
Transcripción
 o activo (proceso MAG). MIG: METAL INERT GAS.")
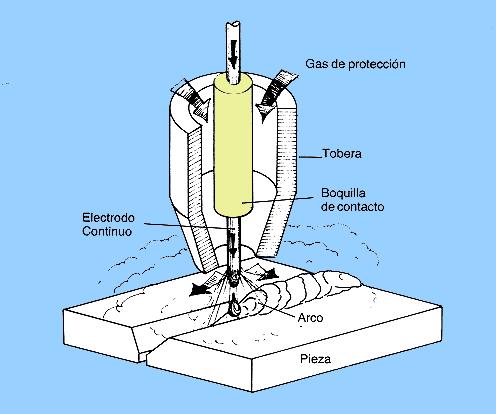
1 Descripción Es un proceso en el cual se establece un arco eléctrico entre un electrodo (alambre) no revestido alimentado en forma continua y la pieza de trabajo. La pileta de fusión es protegida por un gas que puede ser inerte (proceso MIG) o activo (proceso MAG). MIG: METAL INERT GAS. MAG: METAL ACTIVE GAS.
2

3 Descripción del equipo REGULADOR-CAUDALIMETRO METAL BASE GAS DE PROTECCIÓN ALAMBRE ELECTRODO PISTOLA DE SOLDAR ALIMENTADOR TUBO DE GAS ARCO FUENTE V CTE(CV)
4 Descripción del equipo El equipamiento básico para soldadura GMAW está compuesto por una fuente de energía, un alimentador de alambre, una torcha y una fuente de gas protector, además de cables y mangueras como se muestra en la figura anterior. En los casos que se utilice soldadura automatizada, pueden emplearse dispositivos auxiliares como posicionadores y sistemas controlados de movimiento de la torcha.
5 Descripción del equipo Tipo de fuente Para que un proceso de soldadura con electrodo consumible sea estable, es necesario que la velocidad de consumo (fusión) del electrodo sea, en promedio, igual a su velocidad de alimentación, de modo que la longitud del arco permanezca relativamente constante. En la soldadura GMAW existen dos alternativas básicas para lograr este objetivo: 1. Permitir que el equipo controle la velocidad de alimentación, de modo de igualarla a la velocidad de fusión. 2. Mantener la velocidad de alimentación constante y permitir variaciones en los parámetros de soldadura, de forma de mantener la velocidad de consumo aprox. constante y en promedio, igual a la velocidad de alimentación del alambre.
6 Descripción del equipo Tipo de fuente 1. En este caso se trabaja con una fuente de tipo corriente constante, que permite una velocidad de fusión aprox. constante, con un alimentador de alambre de velocidad variable, controlada por el equipo, de forma de mantener la longitud del arco estable. Este control se realiza por comparación de la tensión del arco en cada instante, con un valor de referencia, modificando la velocidad de alimentación de manera de compensar las diferencias observadas entre la tensión real del arco y la tensión de referencia. Por ejemplo, si en cierto momento, por un movimiento involuntario el soldador aleja la torcha de la pieza, provocando un aumento indeseable en el largo del arco de soldadura, se producirá una elevación de la tensión del arco, que será mayor que la tensión de referencia, produciendo un aumento momentáneo de la velocidad de alimentación de alambre, restableciéndose la condición inicial.
7 Descripción del equipo Tipo de fuente 2. En este caso se emplea una fuente de tipo voltaje constante y un alimentador de alambre con velocidad de alimentación constante. Con esas características, este tipo de equipo tiende a mantener la longitud de arco estable. Se puede observar que variaciones en el largo del arco, las cuales van acompañadas de modificaciones en su tensión, tienden a causar grandes variaciones en la corriente de soldadura (FENÓMENO DE AUTO- AJUSTE DEL ARCO).. De esta forma, si en un instante dado el arco toma una longitud mayor que la de equilibrio, la corriente se reduce de modo que la velocidad de consumo cae y el largo del arco tiende a volver a su valor original. Se razona de igual forma cuando el arco disminuye momentáneamente su longitud. Este sistema es más barato, más simple y presenta buenos resultados con alambres más finos (hasta 3.2 mm de diámetro).
8 La fuente utilizada es normalmente del tipo transformador-rectificador, con curva estática característica del tipo voltaje constante, debido al fenómeno de autoajuste del arco. V (Volt.) V1 L2 Característica de Tensión Constante L1 L3 Efecto Auto ajuste del arco. El soldador controla sólo la longitud de arco correcta, el resto control interno de la fuente ( L2>L1>L3 ) Rango de caída de tensión en la fuente: 2 a 8 Volt/100 A. A1 A (Amp.)
9 En definitiva, el autoajuste del arco consiste en una tendencia al equilibrio del arco en una longitud determinada. V(Volt.) 3 I En la figura se presentan tres tipos de curvas estáticas de fuente un dos curvas características de arco. Nótese que la fuente con curva ascendente produce mayor variación en I ( I 3 ) que la curva con voltaje constante ( I 2 ) y que la fuente con corriente constante ( I 1 ). 4 I 3 > I 2 > I 1 I 1 I 3 I (A) 1,2: Curvas características de arco. 3,4,5: Curvas estáticas de fuente.
10 El fenómeno de auto-ajuste del arco depende del nivel de variación de la corriente al modificarse la longitud del arco. La fuente que reaccione con mayor variación de corriente ( I i ), conseguirá restaurar más rápidamente la longitud de arco original. Por esta razón las fuentes con curva de tipo ascendente y de voltaje constante son las que mejor se adaptan a la dinámica de los procesos GMAW y SAW. No obstante, las primeras no se utilizan por eventuales problemas de inestabilidad.
11 Descripción del equipo Alimentador de alambre. El alimentador de alambre utilizado normalmente es accionado por un motor de corriente continua y suministra material a una velocidad constante, ajustable en una faja amplia de valores. Al ajustar la velocidad de alimentación del alambre, se regula la corriente de soldadura suministrada por la máquina, debido a las características de la fuente y del proceso. El alambre pasa entre un conjunto de rodillos, llamados rodillos de alimentación, que pueden estar próximos o lejanos a la torcha de soldadura. Dependiendo de la distancia entre el carretel de alambre y la torcha, uno u otro tipo de alimentador presenta mejores resultados.
12 Descripción del equipo Torcha. La torcha de soldadura consiste básicamente en un tubo de contacto, que produce la energización del alambre, de una boquilla que orienta el caudal de gas protector y de un gatillo de accionamiento del sistema. El tubo de contacto es un tubo a base de cobre, cuyo diámetro interno es ligeramente superior al diámetro del alambre y actúa como contacto eléctrico deslizante. La boquilla está construida en cobre o material cerámico y debe tener un diámetro compatible con la corriente de soldadura y el caudal de gas a emplear en la aplicación concreta.
13 Descripción del equipo Torcha. El gatillo de accionamiento mueve un contactor que está conectado al primario del transformador de la fuente, energizando el circuito de soldadura, además de accionar el alimentador de alambre y una válvula solenoide que comanda el caudal de gas protector de la torcha. Las torchas para soldadura GMAW pueden ser refrigeradas por agua o por el propio gas de protección, dependiendo de su capacidad y factor de trabajo. En cuanto a la forma, pueden ser rectas o curvas, del tipo cuello de cisne, para mejor operatividad.
14 Consumibles. Los principales consumibles utilizados en la soldadura GMAW son el alambre electrodo, el gas de protección y en algunos casos un spray de protección de la torcha y regiones adyacentes contra la adhesión de salpicaduras. Consumibles Alambres. AWS A5.18: Alambres sólidos y varillas aceros al carbono para procesos bajo protección gaseosa (GMAW, GTAW, PAW). AWS A5.20: Alambres acero al carbono para soldadura FCAW. AWS A5.22: Alambres acero inoxidable para soldadura FCAW y varillas acero inoxidable para GTAW.
15 Consumibles Alambres. Los alambres para soldadura están constituidos por metales o aleaciones que poseen composición química, dureza, condiciones superficiales y dimensiones bien controladas. Los alambres de mala calidad pueden producir fallas en la alimentación, inestabilidad de arco y discontinuidades en los cordones de soldadura. Los alambres para acero al carbono generalmente reciben una capa superficial de cobre con el objetivo de mejorar su terminación superficial y el contacto eléctrico con el tubo de cobre. Los alambres de acero empleados con protección de CO 2 contienen mayores tenores de Si y Mn en su composición, debido a su acción desoxidante.
16 Consumibles Alambres. La selección del alambre a ser utilizado en una determinada aplicación se realiza en términos de la composición química del metal de base, del gas de protección a emplear y de la composición química y propiedades mecánicas deseadas para la soldadura. Los alambres y varillas cubiertos por la especificación AWS A5.18 utilizan un sistema de clasificación basado en la composición química del electrodo y en las propiedades mecánicas del metal de soldadura. El sistema para identificar los consumibles cubiertos por esta especificación siguen el modelo de otras especificaciones AWS ya vistas.
17 Consumibles Alambres. ER XXY-Z Las letras ER indican que el metal de aporte puede ser usado en forma de alambre o de varilla. El conjunto XX indica la mínima resistencia a tracción del metal de soldadura producido por el aporte, multiplicado por el factor 1000, expresado en psi. El dígito Y puede ser una letra S (designa un alambre sólido o varilla) o una letra C (designa un aporte compuesto). El dígito Z indica la composición química del alambre.
18 Consumibles - Gases de protección Los gases utilizados en la soldadura GMAW pueden ser inertes, activos o mezclas de ambos. El tipo de gas influencia las características del arco y la transferencia metálica, así como la penetración, forma del cordón, tendencia a la aparición de mordeduras y costo de la soldadura. Gases Inertes: No reaccionan con el material de aporte, ni con el metal base. Argón (Ar), Helio (He) o mezcla de ambos en distintas proporciones. Se utilizan en la soldadura de metales y aleaciones no ferrosas. Gases Activos: Reaccionan con el metal fundido. Anhídrido Carbónico CO2 Mezclas de Ar+CO2 y Ar+O2. Se emplean en la soldadura de metales y aleaciones ferrosas.
19 Consumibles - Gases de protección. El CO 2 puede utilizarse para aceros al carbono, permitiendo gran penetración, buenas propiedades mecánicas y bajo costo inicial. Presenta algunas limitaciones: Salpicadura en la torcha y tubo de contacto. Alambre más caro (desoxidantes) Cordones profundos y estrechos susceptibles de fisuración. Debe evitarse para soldar aceros aleados, pues pueden perderse elementos de aleación por oxidación. No se aplica en aceros inoxidables pues oxida los elementos estabilizadores de carburos, aumentando la tendencia a la corrosión intergranular. Las mezclas Ar+CO 2 permiten algunas ventajas: Mejorar estabilidad del arco y la transferencia metálica. Reducir salpicaduras y proyecciones. Aumentar la velocidad de soldadura.
20 Transferencia Metálica En la soldadura con electrodos consumibles, el metal fundido en el extremo del electrodo (alambre) tiene que transferirse hacia la pileta de fusión. El modo en que ocurre esta transferencia es muy importante en la soldadura GMAW, pues afecta muchas características del proceso tales como: Volumen de gases absorbidos por el metal fundido (H2, N2, O2) Estabilidad del arco. Aplicabilidad del proceso en determinadas posiciones Nivel de salpicadura generado.
21 Transferencia Metálica De forma simplificada, se puede considerar que existen cuatro formas básicas de transferencia de metal de adición desde el electrodo hacia la pieza: Transferencia por corto-circuito. Transferencia globular. Transferencia por spray. Transferencia controlada. El modo de transferencia del metal hacia la pieza depende del tipo y valor de la corriente de soldadura, de la tensión y polaridad en el arco, del diámetro, composición química y stick-out del alambre, del proceso de soldadura y del gas de protección empleado.
22 Transferencia por corto-circuito: Transferencia Metálica Este modo de transferencia ocurre para bajos valores de tensión y corriente y es normalmente empleado para soldadura fuera de posición o en la soldadura de chapas finas. Se forma una gota metálica en el extremo del alambre que va aumentando de diámetro hasta que toca la pileta de fusión, produciendo un corto-circuito. El metal depositado es menos fluido y con menor penetración que el obtenido por spray. Este modo de transferencia se caracteriza por una gran inestabilidad del arco, con formación intensa de salpicaduras. Esto puede ser minimizado con una adecuada selección de parámetros y el ajuste de la reactancia de control, disminuyendo la elevación de corriente en los transitorios.
23 Transferencia globular: Transferencia Metálica Esta transferencia se produce para valores intermedios de tensión y corriente, resultando en un arco más estable que el anterior. El diámetro medio de las gotas transferidas varía con la corriente, tendiendo a disminuir con el aumento de aquella, resultando mayor o menor que el diámetro del electrodo. Transferencia por spray : A medida que la corriente de soldadura aumenta, el diámetro medio de las gotas de metal líquido que se transfieren para la pieza disminuye, hasta que encima de cierta faja, se produce un cambio brusco en el modo de transferencia, que pasa de globular a spray. En este modo, las gotas de metal son extremadamente pequeñas y su número muy elevado.
24 Transferencia por spray : Transferencia Metálica La faja de corriente en que ocurre el cambio mencionado es conocida como corriente de transición. La transferencia por spray solamente ocurre para determinados gases o mezclas de gases de protección. En este modo de transferencia el arco es muy estable, no se producen salpicaduras, siendo el cordón obtenido suave y regular. Durante la transferencia por spray las gotas metálicas sufren la acción de elevadas fuerzas electromagnéticas, que superan la acción de las fuerzas gravitacionales, lo que permitiría en principio aplicar este método en cualquier posición de soldadura. Sin embargo, al ser elevado el valor de la corriente, no podremos aplicarlo en chapas finas, y su empleo fuera de posición es problemático debido al gran tamaño de la pileta de fusión, lo cual dificulta su control.
25 Transferencia controlada: Transferencia Metálica Bajo esta denominación se agrupan otros modos de transferencia que pueden ser obtenidos por la introducción de perturbaciones controladas en la corriente de soldadura y/o en la velocidad de alimentación del alambre. El objetivo es obtener una transferencia controlada del metal de adición, con las características deseables del modo spray, pero a niveles mucho más bajos de corriente media, lo cual permite su aplicación en chapas finas o fuera de posición. La transferencia controlada más utilizada es la pulsada, en la cual la corriente varía en dos niveles, uno inferior a la corriente de transición y otro superior a ella, de modo que durante el lapso del primero la gota a transferir se forma y crece, y durante el tiempo del nivel superior, la misma se transfiere.
26 Transferencia controlada: Transferencia Metálica Para obtener este modo de transferencia se deben utilizar fuentes específicas, capaces de suministrar corriente pulsante, con parámetros de pulso controlables. Una limitación de este modo es la introducción de variables adicionales, dificultando la selección y optimización de los parámetros operacionales. Tomando en cuenta esta situación se desarrollaron fuentes de energía controladas por microprocesadores, en las cuales se pre-programan las condiciones de soldadura optimizadas para una determinada aplicación. Este método de control básico conocido como sinérgico.
27 Transferencia Metálica: variación de la velocidad de transferencia y volumen de gotas con la corriente de soldadura. Zona A: Bajo amperaje, varias gotas por segundo. Zona B: Valores medios de amperaje, cientos de gotas por segundo. Zona C: Valores altos de amperaje, la velocidad de separación aumenta a medida que se incrementa la corriente.

28
29 Condiciones operativas del proceso MIG La habilidad manual requerida del soldador en el proceso GMAW es menor que la necesaria para soldar por electrodo revestido, al estar automatizada la alimentación del aporte, eliminando el movimiento de inmersión de la torcha en dirección a la pileta de fusión. La optimización de los parámetros es más difícil, debido al mayor número de variables de proceso y de su inter-dependencia. La apertura del arco se produce por contacto con la pieza, aproximando la torcha y presionando el gatillo. En ese momento, se inician la salida de gas de protección, la alimentación de alambre y la energización del circuito de soldadura. Al final de la operación, simplemente se suelta el gatillo de la torcha, interrumpiéndose la corriente de soldadura, la alimentación de alambre y la salida de gas de protección. También se utiliza el sistema llamado de 4 tiempos.
30 Condiciones operativas del proceso MIG Las principales variables del proceso GMAW son: tensión, corriente y polaridad del arco de soldadura, velocidad de desplazamiento de la torcha, caudal de gas protector, diámetro y stick-out. El diámetro del alambre se elige principalmente en función del espesor del metal de base, de la posición de soldadura y otros factores que pueden limitar el tamaño de la pileta de fusión o la cantidad de calor aportada. El proceso GMAW utiliza normalmente CC(+), la cual presenta mejor penetración y estabilidad de arco. La corriente alterna no es normalmente empleada. La corriente de soldadura afecta directamente la penetración, forma del cordón, tasa de deposición y modo de transferencia metálico.
31 Condiciones operativas del proceso MIG La tensión del arco afecta el modo de transferencia y la geometría del cordón. Voltajes elevados presentan una mayor tendencia a la aparición de salpicaduras así como un aumento en el ancho del cordón. Las tensiones bajas favorecen la transferencia por corto-circuito o globular, teniendo en consecuencia un arco inestable. Esto facilita la absorción de los gases atmosféricos, resultando porosidad u otros problemas asociados. El largo energizado del alambre ( stick-out ) se define como la distancia entre el extremo del tubo de contacto de la torcha y el extremo del alambre. Como esto resulta difícil de medir en operación se toma hasta la pieza de trabajo. Cuanto mayor sea esta distancia, tanto mayor será el calentamiento por efecto Joule y en consecuencia menor la corriente necesaria para fundir el alambre, a velocidad de alimentación constante.
32 Condiciones operativas del proceso MIG El largo energizado del alambre ( stick-out ) puede entonces ser utilizado como forma de aumentar la tasa de deposición. El caudal de gas de la torcha debe ser tal que proporcione una protección adecuada. En general, cuanto mayor es la corriente de soldadura, mayor es el área de la pileta de fusión y mayor será el caudal de protección necesario. Caudales muy bajos causan la aparición de porosidad, mientras que caudales muy altos pueden ocasionar depresiones en la pileta de fusión y deformar el cordón, además de aumentar el costo. Además, un caudal elevado puede producir turbulencias que reducen significativamente el grado de protección del gas.
33 Condiciones operativas del proceso MIG La velocidad de soldadura afecta la energía de soldadura y por lo tanto la cantidad de calor entregada a la pieza. Velocidades muy bajas pueden producir problemas metalúrgicos debido a la alta energía entregada, mientras que velocidades elevadas resultan en menor penetración, refuerzo y ancho de cordón. Una velocidad excesiva puede provocar la aparición de mordedura (socavadura) y falta de fusión y/o penetración en el cordón.
34 Condiciones operativas del proceso MIG -Regulación de parámetros Clasificación Predeterminados: se eligen antes de empezar a soldar y se determinan según el material base, el tipo de unión y la posición de soldadura. Predeterminados Tipo de Electrodo (*) Parámetros de soldadura a regular Dependientes del equipo Velocidad de alimentación del alambre Dependientes del soldador Velocidad de soldadura Dependientes del equipo: son los que se ajustan en la máquina. Especificados en el procedimiento de soldadura y seleccionados por el operador. Diámetro del Electrodo (*) Gas Protector (*) Tensión Inductancia Distancia del tubo de contacto a la pieza Inclinación de la torcha Dependientes del operador: son aquellos vinculados a la capacitación y habilidad del soldador. Caudal de Gas Protector (*) Estos cambios obligan a detener el proceso
 Aumento Tensión Aumento Veloc.")
35 Condiciones operativas del proceso MIG - Regulación de parámetros Relación entre parámetros Dimensiones del cordón Aumento Corriente (Veloc. alambre) Aumento Tensión Aumento Veloc.de avance a Aumenta Aumenta (*) Disminuye (*) S Aumenta Disminuye(*) Disminuye (*) P Aumenta (*) Disminuye Disminuye t Aumenta (*) Igual Igual (*) Son los más afectados
36 Discontinuidades inducidas por el proceso GMAW (MIG/MAG) Porosidad: es causada por gas retenido en la soldadura. Inclusiones: el oxígeno del metal de base o aquel captado por la soldadura en condiciones deficientes de protección, forma óxidos en la pileta. En general, los óxidos son eliminados. Falta de fusión: puede ocurrir en transferencia por cortocircuito. Enventualmente aparece en transferencia por spray a bajas corrientes. Falta de penetración: iguales causas que el anterior. Mordedura (socavadura): errores del soldador. Superposición: errores del soldador. Fisura interlaminar: ocurre cuando el metal base se fisura en planos paralelos a la dirección de laminación, debido a tensiones de contracción.
37 Condiciones ambientales y de protección individual adecuadas La soldadura no debe ejecutarse en presencia de viento o lluvia. El arco eléctrico emite radiación ultravioleta, además de proyecciones metálicas. El soldador deberá usar guantes, botas, ropa de protección, máscara con vidrio de filtro adecuado. El local deberá contar con adecuada ventilación. Deberán retirarse o mantenerse tapados aquellos recipientes que contengan solventes clorados (tricloroetileno, percloroetileno) para evitar su descomposición formando fósgeno bajo la acción de la radiación ultravioleta.
Existen tres formas de transferencia metálica: 1. Transferencia Spray o de Rocío. 2. Transferencia Globular. 3. Transferencia por Corto-Circuito.
 SISTEMA MIG SÓLIDO Descripción del proceso El sistema MIG fue introducido a fines del año 1940. El proceso es definido por la AWS como un proceso de soldadura al arco, donde la fusión se produce por calentamiento
SISTEMA MIG SÓLIDO Descripción del proceso El sistema MIG fue introducido a fines del año 1940. El proceso es definido por la AWS como un proceso de soldadura al arco, donde la fusión se produce por calentamiento
1. - Conceptos Generales de Metalurgia y su Vinculación con la Soldadura
 1. - Conceptos Generales de Metalurgia y su Vinculación con la Soldadura 1.1.- Aspectos de la elaboración del acero. Los diferentes tipos de hornos y/o convertidores. 1.2.- La formación de las escorias.
1. - Conceptos Generales de Metalurgia y su Vinculación con la Soldadura 1.1.- Aspectos de la elaboración del acero. Los diferentes tipos de hornos y/o convertidores. 1.2.- La formación de las escorias.
Curso: Soldador con máquinas semiautomáticas Mag / Mig
 Curso: Soldador con máquinas semiautomáticas Mag / Mig Acreditación: Certificado de profesionalidad Código: FMEL6106 Objetivos: Realizar soldaduras utilizando procesos semiautomáticos MAG / MIG de aceros
Curso: Soldador con máquinas semiautomáticas Mag / Mig Acreditación: Certificado de profesionalidad Código: FMEL6106 Objetivos: Realizar soldaduras utilizando procesos semiautomáticos MAG / MIG de aceros
Soldaduras Sistema MIG. Instructivo EURATOM S.A. Peru 653 (1068) - C.A.B.A. Tel
 - C.A.B.A. Tel") Soldaduras Sistema MIG Instructivo Peru 653 (1068) - C.A.B.A. Tel. 4361-4134 4362-3330 e-mail: info@euratom.com.ar www.euratom.com.ar Soldadura por Sistema MIG - MAG PRINCIPIOS BASICOS DE FUNCIONAMIENTO
Soldaduras Sistema MIG Instructivo Peru 653 (1068) - C.A.B.A. Tel. 4361-4134 4362-3330 e-mail: info@euratom.com.ar www.euratom.com.ar Soldadura por Sistema MIG - MAG PRINCIPIOS BASICOS DE FUNCIONAMIENTO
Módulo Formativo 1 ÍNDICE. Soldadura de acero inoxidable para homologaciones G con TIG y electrodos.
 Módulo Formativo 1 Soldadura de acero inoxidable para homologaciones G con TIG y electrodos. ÍNDICE 1. Fundamentos del procedimiento TIG. 5 2. Electrodos de tungsteno, características, selección, afilado,
Módulo Formativo 1 Soldadura de acero inoxidable para homologaciones G con TIG y electrodos. ÍNDICE 1. Fundamentos del procedimiento TIG. 5 2. Electrodos de tungsteno, características, selección, afilado,
Manual de conceptos básicos en soldadura y corte Soldadura y corte con gas de protección para procesos: GMAW (MIG/MAG) GTAW (TIG/TAG) FCAW (Tubular)
 GTAW (TIG/TAG) FCAW (Tubular)") Manual de conceptos básicos en soldadura y corte Soldadura y corte con gas de protección para procesos: GMAW (MIG/MAG) GTAW (TIG/TAG) FCAW (Tubular) PAW (Plasma) OAW (Oxiacetileno) OFC-A (Oxicorte-Acetileno)
Manual de conceptos básicos en soldadura y corte Soldadura y corte con gas de protección para procesos: GMAW (MIG/MAG) GTAW (TIG/TAG) FCAW (Tubular) PAW (Plasma) OAW (Oxiacetileno) OFC-A (Oxicorte-Acetileno)
SOLDADURA TIG OBJETIVOS CONTENIDOS 1. Introducción 2. Obtención de los Productos Metálicos
 SOLDADURA TIG OBJETIVOS Aprender la teoría y la técnica para realizar soldaduras TIG Describir la constitución de un sistema de soldadura TIG. Describir el funcionamiento de los componentes del sistema,
SOLDADURA TIG OBJETIVOS Aprender la teoría y la técnica para realizar soldaduras TIG Describir la constitución de un sistema de soldadura TIG. Describir el funcionamiento de los componentes del sistema,
PROCESOS DE SOLDADURA POR ARCO. Soldadura por Arco Metalico & TIG/GTAW
 PROCESOS DE SOLDADURA POR ARCO Soldadura por Arco Metalico & TIG/GTAW CUADRO DE PROCESOS DE SOLDADURA PROCESO DE SOLDADURA POR ARCO La soldadura es reconocida en todo el mundo como un medio versatil de
PROCESOS DE SOLDADURA POR ARCO Soldadura por Arco Metalico & TIG/GTAW CUADRO DE PROCESOS DE SOLDADURA PROCESO DE SOLDADURA POR ARCO La soldadura es reconocida en todo el mundo como un medio versatil de
SOLDADURA ELÉCTRICA OBJETIVOS
 OBJETIVOS SOLDADURA ELÉCTRICA Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco Describir la constitución de un sistema de soldadura eléctrica
OBJETIVOS SOLDADURA ELÉCTRICA Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco Describir la constitución de un sistema de soldadura eléctrica
DEPARTAMENTO DE SERVICIOS INDUSTRIALES DE OASA
 1 2 DEPARTAMENTO DE SERVICIOS INDUSTRIALES DE OASA 1. ASESORIAS 2. INSPECCIONES 3. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS EN SOLDADUR 4. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS DE SEGURIDAD EN LA SOLDADURA
1 2 DEPARTAMENTO DE SERVICIOS INDUSTRIALES DE OASA 1. ASESORIAS 2. INSPECCIONES 3. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS EN SOLDADUR 4. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS DE SEGURIDAD EN LA SOLDADURA
El proceso de soldadura por arco sumergido es un proceso automático desarrollado por la Unión Soviética en 1930, y en el cual el arco eléctrico se
 El proceso de soldadura por arco sumergido es un proceso automático desarrollado por la Unión Soviética en 1930, y en el cual el arco eléctrico se genera entre la pieza de trabajo y un electrodo que es
El proceso de soldadura por arco sumergido es un proceso automático desarrollado por la Unión Soviética en 1930, y en el cual el arco eléctrico se genera entre la pieza de trabajo y un electrodo que es
ELECTRODOS REVESTIDOS PARA SOLDADURA POR ARCO MANUAL ALAMBRE MIG
 CONSUMIBLES PARA SOLDADORAS CONSUMIBLES PARA SOLDADORAS REVESTIDOS PARA SOLDADURA POR ARCO MANUAL ALAMBRE MIG 1 REVESTIDOS PARA SOLDADURA POR ARCO MANUAL Gas protector Metal fundido Escoria Metal solidificado
CONSUMIBLES PARA SOLDADORAS CONSUMIBLES PARA SOLDADORAS REVESTIDOS PARA SOLDADURA POR ARCO MANUAL ALAMBRE MIG 1 REVESTIDOS PARA SOLDADURA POR ARCO MANUAL Gas protector Metal fundido Escoria Metal solidificado
Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco
 Modalidad: Duración: ON-LINE 60 horas SOLDADURA MIG-MAG OBJETIVO: Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco Describir la constitución
Modalidad: Duración: ON-LINE 60 horas SOLDADURA MIG-MAG OBJETIVO: Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco Describir la constitución
Figura 1.- Soldadura por Arco con Electrodo Revestido
 Figura 1.- Soldadura por Arco con Electrodo Revestido Comúnmente escuchamos referirse a él como soldadura MIG. Es más comúnmente usado como un proceso semiautomático; sin embargo, es usado también en aplicaciones
Figura 1.- Soldadura por Arco con Electrodo Revestido Comúnmente escuchamos referirse a él como soldadura MIG. Es más comúnmente usado como un proceso semiautomático; sin embargo, es usado también en aplicaciones
SOLDADOR DE ESTRUCTURAS METÁLICAS PESADAS
 SOLDADOR DE ESTRUCTURAS METÁLICAS PESADAS CONTENIDOS Tecnología y normativa en soldadura y corte Características del metal de aportación en soldadura. Conocimiento de la norma UNE 14003. Simbolización
SOLDADOR DE ESTRUCTURAS METÁLICAS PESADAS CONTENIDOS Tecnología y normativa en soldadura y corte Características del metal de aportación en soldadura. Conocimiento de la norma UNE 14003. Simbolización
WiseRoot+ SOLDADURA DE RAÍZ DE ALTA EFICIENCIA
 WiseRoot+ SOLDADURA DE RAÍZ DE ALTA EFICIENCIA "WiseRoot+ es increíblemente fácil de usar y funciona tal como se publicita. Nos permite tratar con una gran cantidad de discrepancias en los montajes como
WiseRoot+ SOLDADURA DE RAÍZ DE ALTA EFICIENCIA "WiseRoot+ es increíblemente fácil de usar y funciona tal como se publicita. Nos permite tratar con una gran cantidad de discrepancias en los montajes como
OXIACED LTDA. Nombre del producto Mezcla para soldadura Nombre químico No aplica
 Página 1 de 6 1. PRODUCTO QUÍMICO E IDENTIFICACIÓN DE LA EMPRESA Nombre del producto Mezcla para soldadura Nombre químico No aplica Estado Gas comprimido Número UN 1956 Fabricante Dirección Principal Calle
Página 1 de 6 1. PRODUCTO QUÍMICO E IDENTIFICACIÓN DE LA EMPRESA Nombre del producto Mezcla para soldadura Nombre químico No aplica Estado Gas comprimido Número UN 1956 Fabricante Dirección Principal Calle
SOLDADURAS ESPECIALES MIG-MAG Y TIG
 1 CAPACITACIÓN EN: SOLDADURAS ESPECIALES MIG-MAG Y TIG MATERIAL DIDACTICO DISEÑADO Y DIBUJADO POR: LUIS HTO. REYES PEDREROS E.I.S.S.M. AGOSTO - 2007 2 SOLDADURA MIG - MAG PRINCIPIO DE LA SOLDADURA "MIG"
1 CAPACITACIÓN EN: SOLDADURAS ESPECIALES MIG-MAG Y TIG MATERIAL DIDACTICO DISEÑADO Y DIBUJADO POR: LUIS HTO. REYES PEDREROS E.I.S.S.M. AGOSTO - 2007 2 SOLDADURA MIG - MAG PRINCIPIO DE LA SOLDADURA "MIG"
Nuevos Equipos Inversores Soltec
 Nuevos Equipos Inversores Soltec 0 MX-500P Características Principales Proceso: MIG/MAG Sinérgico, MIG Pulsado, Arco Manual, TIG Conexión: 380V / 50Hz Ciclo de Trabajo: 500 Amp / 39 V @ 60% Diámetros Alambre
Nuevos Equipos Inversores Soltec 0 MX-500P Características Principales Proceso: MIG/MAG Sinérgico, MIG Pulsado, Arco Manual, TIG Conexión: 380V / 50Hz Ciclo de Trabajo: 500 Amp / 39 V @ 60% Diámetros Alambre
Soldadura al arco: MMA o SMAW
 2 Soldadura al arco: MMA o SMAW Soldadura al Arco Existe desde 1888 en Rusia con electrodo metálico descubierto (sin fundente) y desde 1900 en Suecia con electrodo cubierto, que a pesar de su mayor precio,
2 Soldadura al arco: MMA o SMAW Soldadura al Arco Existe desde 1888 en Rusia con electrodo metálico descubierto (sin fundente) y desde 1900 en Suecia con electrodo cubierto, que a pesar de su mayor precio,
Gama de gases para Soldadura y Corte ARCAL
 Gama de gases para Soldadura y Corte ARCAL ARCAL es una selección de gases de calidad superior sumamente apreciada por los soldadores profesionales. El método de fabricación permite mantener su calidad
Gama de gases para Soldadura y Corte ARCAL ARCAL es una selección de gases de calidad superior sumamente apreciada por los soldadores profesionales. El método de fabricación permite mantener su calidad
NORMAS DE SEGURIDAD EN SOLDADURA POR ARCO ELÉCTRICO
 NORMAS DE SEGURIDAD EN SOLDADURA POR ARCO ELÉCTRICO Cuando se realiza una soldadura por arco durante la cual ciertas partes conductoras de energía eléctrica están al descubierto, el operador tiene que
NORMAS DE SEGURIDAD EN SOLDADURA POR ARCO ELÉCTRICO Cuando se realiza una soldadura por arco durante la cual ciertas partes conductoras de energía eléctrica están al descubierto, el operador tiene que
Los Procesos de Soldadura por Arco Semi-Automáticos (MAG, MIG y FCAW)
") CAPITULO: III-c. Los Procesos de Soldadura por Arco Semi-Automáticos (MAG, MIG y FCAW) Por: Juan Antonio Alonso. Los Procesos de Soldadura por Arco Semi-Automaticos (MAG, MIG y FCAW) INDICE: SOLDADURA
CAPITULO: III-c. Los Procesos de Soldadura por Arco Semi-Automáticos (MAG, MIG y FCAW) Por: Juan Antonio Alonso. Los Procesos de Soldadura por Arco Semi-Automaticos (MAG, MIG y FCAW) INDICE: SOLDADURA
SOLDADURA MAG. Argón (Ar) Dióxido de carbono (CO 2
 Dióxido de carbono (CO 2") GASES DE SLDADURA El proceso de soldadura y el gas adecuado van de la mano. Como método de unión, la soldadura se ha utilizado por siglos. Actualmente se utilizan aproximadamente 100 métodos de soldadura
GASES DE SLDADURA El proceso de soldadura y el gas adecuado van de la mano. Como método de unión, la soldadura se ha utilizado por siglos. Actualmente se utilizan aproximadamente 100 métodos de soldadura
Manual de conceptos básicos en soldadura y corte Soldadura y corte con gas de protección para procesos: GMAW (MIG/MAG) GTAW (TIG/TAG) FCAW (Tubular)
 GTAW (TIG/TAG) FCAW (Tubular)") Manual de conceptos básicos en soldadura y corte Soldadura y corte con gas de protección para procesos: GMAW (MIG/MAG) GTAW (TIG/TAG) FCAW (Tubular) PAW (Plasma) OAW (Oxiacetileno) OFC-A (Oxicorte-Acetileno)
Manual de conceptos básicos en soldadura y corte Soldadura y corte con gas de protección para procesos: GMAW (MIG/MAG) GTAW (TIG/TAG) FCAW (Tubular) PAW (Plasma) OAW (Oxiacetileno) OFC-A (Oxicorte-Acetileno)
PROCESOS DE SOLDADURA Y CORTE. Ing. Carlos Alberto Rodelo Agamez
 PROCESOS DE SOLDADURA Y CORTE Ing. Carlos Alberto Rodelo Agamez GENERALIDADES Todos los metales y aleaciones son soldables siempre que se aplique el procedimiento y la técnica adecuada. En los procesos
PROCESOS DE SOLDADURA Y CORTE Ing. Carlos Alberto Rodelo Agamez GENERALIDADES Todos los metales y aleaciones son soldables siempre que se aplique el procedimiento y la técnica adecuada. En los procesos
ÍNDICE SOLDADURAS ALUMINIO 1 ACERO AL CARBONO.. 3 ALAMBRES TUBULARES.5
 ÍNDICE SOLDADURAS ALUMINIO 1 ACERO AL CARBONO.. 3 ALAMBRES TUBULARES.5 SOLDADURAS ALUMINIO El micro alambre de aluminio 4043 esta fabricado con la más moderna y avanzada tecnología, durante la limpieza
ÍNDICE SOLDADURAS ALUMINIO 1 ACERO AL CARBONO.. 3 ALAMBRES TUBULARES.5 SOLDADURAS ALUMINIO El micro alambre de aluminio 4043 esta fabricado con la más moderna y avanzada tecnología, durante la limpieza
Manual de conceptos básicos en soldadura y corte Soldadura y corte con gas de protección para procesos: GMAW (MIG/MAG) GTAW (TIG/TAG) FCAW (Tubular)
 GTAW (TIG/TAG) FCAW (Tubular)") Manual de conceptos básicos en soldadura y corte Soldadura y corte con gas de protección para procesos: GMAW (MIG/MAG) GTAW (TIG/TAG) FCAW (Tubular) PAW (Plasma) OAW (Oxiacetileno) OFC-A (Oxicorte-Acetileno)
Manual de conceptos básicos en soldadura y corte Soldadura y corte con gas de protección para procesos: GMAW (MIG/MAG) GTAW (TIG/TAG) FCAW (Tubular) PAW (Plasma) OAW (Oxiacetileno) OFC-A (Oxicorte-Acetileno)
El MIG Pulsado proporciona Ahorros y Calidad Elevados
 El MIG Pulsado proporciona Ahorros y Calidad Elevados Publicado en la web de The Lincoln Electric Co. Traducido por Lincoln-KD Algunas de las fuentes de alimentación con la última tecnología en el mercado
El MIG Pulsado proporciona Ahorros y Calidad Elevados Publicado en la web de The Lincoln Electric Co. Traducido por Lincoln-KD Algunas de las fuentes de alimentación con la última tecnología en el mercado
Cómo soldar aluminio con una soldadora de alambre
 UNIVERSIDAD DON BOSCO FACULTAD DE ESTUDIOS TECNOLÓGICOS CICLO II-15 SOLDADURAS INDUSTRIALES. COORDINACIÓN GUIA DE DE LABORATORIO ELÉCTRICA Y # MECÁNICA 9 Soldar platina de aluminio con proceso MIG en posiciones
UNIVERSIDAD DON BOSCO FACULTAD DE ESTUDIOS TECNOLÓGICOS CICLO II-15 SOLDADURAS INDUSTRIALES. COORDINACIÓN GUIA DE DE LABORATORIO ELÉCTRICA Y # MECÁNICA 9 Soldar platina de aluminio con proceso MIG en posiciones
4.1.3 Herrería Cancelería y vidriería. Técnicas en la Construcción Alejandra Almaguer Alanís Mat:
 4.1 Herramientas según oficio 4.1.3 Herrería 4.1.4 Cancelería y vidriería Técnicas en la Construcción Alejandra Almaguer Alanís Mat:440002597 4.1.3 Herrería Maquina de soldar eléctrica autógena Soldador
4.1 Herramientas según oficio 4.1.3 Herrería 4.1.4 Cancelería y vidriería Técnicas en la Construcción Alejandra Almaguer Alanís Mat:440002597 4.1.3 Herrería Maquina de soldar eléctrica autógena Soldador
SOLDADURA MIG MAG SOLDADURA MIG MAG. Duración: 150 horas. Precio: consultar euros. Modalidad: e-learning. Objetivos: Metodología:
 SOLDADURA MIG MAG Duración: 150 horas Precio: consultar euros. Modalidad: e-learning Objetivos: Aprender la teoría y la técnica para realizar soldaduras MIG-TAG? Describir la constitución de un sistema
SOLDADURA MIG MAG Duración: 150 horas Precio: consultar euros. Modalidad: e-learning Objetivos: Aprender la teoría y la técnica para realizar soldaduras MIG-TAG? Describir la constitución de un sistema
 TUTORIAL SOLDADURA Seguro que todos los que trabajáis en mantenimiento habéis estado en contacto con estos elementos de unión en diferentes momentos de vuestra vida profesional: en equilibrados, montajes,..
TUTORIAL SOLDADURA Seguro que todos los que trabajáis en mantenimiento habéis estado en contacto con estos elementos de unión en diferentes momentos de vuestra vida profesional: en equilibrados, montajes,..
PROCESOS MIG Alambre Tubular Arco Manual Lift TIG Scratch TIG Torchado. Alto x Ancho x Largo TA 400MSTW /400/460/575 V, 1/3 fases, 50/60 Hz
 Thermal Arc 400MSTW PROCESOS MIG Alambre Tubular Arco Manual Lift TIG Scratch TIG Torchado Máquina Salida nominal @ Ciclo de Rango Dimensiones Peso Trabajo Alto x Ancho x Largo TA 400MSTW 208-230/400/460/575
Thermal Arc 400MSTW PROCESOS MIG Alambre Tubular Arco Manual Lift TIG Scratch TIG Torchado Máquina Salida nominal @ Ciclo de Rango Dimensiones Peso Trabajo Alto x Ancho x Largo TA 400MSTW 208-230/400/460/575
Equipos Soldadura Plasma
 6 Equipos Soldadura Plasma 6.1. EQUIPOS SOLDADURA MICROPLASMA GRUPO MICROPLASMA-20...131 GRUPO MICROPLASMA-50...131 GRUPO MICROPLASMA-120...131 GRUPO MICROPLASMA-50 RC 124...131 accesorios necesarios microplasma
6 Equipos Soldadura Plasma 6.1. EQUIPOS SOLDADURA MICROPLASMA GRUPO MICROPLASMA-20...131 GRUPO MICROPLASMA-50...131 GRUPO MICROPLASMA-120...131 GRUPO MICROPLASMA-50 RC 124...131 accesorios necesarios microplasma
Soldadura G.M.A.W - MIG/MAG
 18 PROCESOS Foto www.af.mil Soldadura G.M.A.W - MIG/MAG Un proceso rápido, limpio y versátil Carolina Llano Uribe Periodista Metal Actual Utilizada para unir cualquier metal, no salpica, ni produce escoria.
18 PROCESOS Foto www.af.mil Soldadura G.M.A.W - MIG/MAG Un proceso rápido, limpio y versátil Carolina Llano Uribe Periodista Metal Actual Utilizada para unir cualquier metal, no salpica, ni produce escoria.
DEPARTAMENTO DE SERVICIOS INDUSTRIALES DE OASA
 1 2 DEPARTAMENTO DE SERVICIOS INDUSTRIALES DE OASA 1. ASESORIAS 2. INSPECCIONES 3. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS EN SOLDADUR 4. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS DE SEGURIDAD EN LA SOLDADURA
1 2 DEPARTAMENTO DE SERVICIOS INDUSTRIALES DE OASA 1. ASESORIAS 2. INSPECCIONES 3. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS EN SOLDADUR 4. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS DE SEGURIDAD EN LA SOLDADURA
SOLDADURA ELECTRICA SOLDADURA ELECTRICA. Duración: 150 horas. Precio: consultar euros. Modalidad: e-learning. Objetivos: Metodología:
 SOLDADURA ELECTRICA Duración: 150 horas Precio: consultar euros. Modalidad: e-learning Objetivos: Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con
SOLDADURA ELECTRICA Duración: 150 horas Precio: consultar euros. Modalidad: e-learning Objetivos: Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con
Efectos de corrosión y acumulación de residuos solidos en las superficies de contactos electrónicos
 Efectos de corrosión y acumulación de residuos solidos en las superficies de contactos electrónicos 1. Que es la corrosión? 2. Qué causa la corrosión en los equipos electrónicos? 3. Tipos de corrosión
Efectos de corrosión y acumulación de residuos solidos en las superficies de contactos electrónicos 1. Que es la corrosión? 2. Qué causa la corrosión en los equipos electrónicos? 3. Tipos de corrosión
EL ALUMINIO. Propiedades del aluminio utilizado en la fabricación de carrocerías
 EL ALUMINIO Propiedades del aluminio utilizado en la fabricación de carrocerías Desde hace algunos años el acero está dejando paso a otros materiales a la hora de fabricar elementos de carrocería, entre
EL ALUMINIO Propiedades del aluminio utilizado en la fabricación de carrocerías Desde hace algunos años el acero está dejando paso a otros materiales a la hora de fabricar elementos de carrocería, entre
CALCULO DE SOLDADURA TIPO DE SOLDADURA PROCESO CARACTERISTICAS FORJA (ELECTROPUNT0) INDUCCION
 INDUCCION") CALCULO DE SOLDADURA Por La como elemento de construcción de estructuras y piezas de maquina tiene especial importancia dado que permite obtener elementos livianos resistentes, económicos y seguros. Pero
CALCULO DE SOLDADURA Por La como elemento de construcción de estructuras y piezas de maquina tiene especial importancia dado que permite obtener elementos livianos resistentes, económicos y seguros. Pero
DEPARTAMENTO DE SERVICIOS INDUSTRIALES DE OASA
 1 2 DEPARTAMENTO DE SERVICIOS INDUSTRIALES DE OASA 1. ASESORIAS 2. INSPECCIONES 3. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS EN SOLDADUR 4. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS DE SEGURIDAD EN LA SOLDADURA
1 2 DEPARTAMENTO DE SERVICIOS INDUSTRIALES DE OASA 1. ASESORIAS 2. INSPECCIONES 3. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS EN SOLDADUR 4. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS DE SEGURIDAD EN LA SOLDADURA
Procesos de soldadura semiautomáticos GMAW - FCAW (MIG-MAG) (09)
 (09)") Procesos de soldadura semiautomáticos GMAW - FCAW (MIG-MAG) (09) Soldadura por proceso GMAW (MIG-MAG): La soldadura metálica por arco eléctrico con protección gaseosa (Gas Metal Arc Welding - GMAW) es
Procesos de soldadura semiautomáticos GMAW - FCAW (MIG-MAG) (09) Soldadura por proceso GMAW (MIG-MAG): La soldadura metálica por arco eléctrico con protección gaseosa (Gas Metal Arc Welding - GMAW) es
Catalogo 2014 EQUIPOS DE SOLDADURA
 Catalogo 2014 EQUIPOS DE SOLDADURA SOLDADOR NACIONAL PORTATIL SOLADOR AC MTOVAR DE 150 AMP 110V Ficha técnica Volt 110v Amp 150 amp Rango A primario 30-60 AMP secundario 150 amp max Corriente AC (alterna)
Catalogo 2014 EQUIPOS DE SOLDADURA SOLDADOR NACIONAL PORTATIL SOLADOR AC MTOVAR DE 150 AMP 110V Ficha técnica Volt 110v Amp 150 amp Rango A primario 30-60 AMP secundario 150 amp max Corriente AC (alterna)
MAQUINAS Y SOLDADURAS DE REPARACIÓN Y MANTENIMIENTO
 MAQUINAS Y SOLDADURAS DE REPARAIÓN Y MANTENIMIENTO ELETRODOS ESPEIALES Y DE PRODUIÓN OK 22.65 Si Mn Rt (MPa) Al (%) hv (-29 ) (J) OK 46.00 Si Mn Rt (MPa) Al (%) hv (-29 ) (J) OK 48.06 Si Mn Rt (MPa) Al
MAQUINAS Y SOLDADURAS DE REPARAIÓN Y MANTENIMIENTO ELETRODOS ESPEIALES Y DE PRODUIÓN OK 22.65 Si Mn Rt (MPa) Al (%) hv (-29 ) (J) OK 46.00 Si Mn Rt (MPa) Al (%) hv (-29 ) (J) OK 48.06 Si Mn Rt (MPa) Al
SISTEMA TIG MULTI-TIG 400AC-DC
 SISTEMA TIG MULTI-TIG 400AC-DC Continuando el desarrollo de nuevos productos, Intraud, lanza al mercado la MULTI-TIG 400AC-DC, un equipo para proceso TIG(GTAW) y electrodo revestido(smaw) www.intraud.com/producto/tig.htm
SISTEMA TIG MULTI-TIG 400AC-DC Continuando el desarrollo de nuevos productos, Intraud, lanza al mercado la MULTI-TIG 400AC-DC, un equipo para proceso TIG(GTAW) y electrodo revestido(smaw) www.intraud.com/producto/tig.htm
WisePenetration ARCO DE SOLDADURA EXCEPCIONALMENTE ESTABLE
 WisePenetration ARCO DE SOLDADURA EXCEPCIONALMENTE ESTABLE "Porque debido a una accesibilidad limitada, la posición de la pistola cambia de tracción a empuje durante la soldadura, y la alineación del arco
WisePenetration ARCO DE SOLDADURA EXCEPCIONALMENTE ESTABLE "Porque debido a una accesibilidad limitada, la posición de la pistola cambia de tracción a empuje durante la soldadura, y la alineación del arco
Características Técnicas. Soldadora Proceso ARCO SMAW CD. Procesos de Suelda ARC (SMAW) TIG (GTAW)
 TIG (GTAW)") Soldadora Proceso ARCO SMAW CD Publicación ARCSMART Marzo 2011 Herreria. Manufactura. Educación y aprendizaje. Alto rendimiento en 110V CA Ofrece un alto rendimiento con alimentacion 110V, incluso con
Soldadora Proceso ARCO SMAW CD Publicación ARCSMART Marzo 2011 Herreria. Manufactura. Educación y aprendizaje. Alto rendimiento en 110V CA Ofrece un alto rendimiento con alimentacion 110V, incluso con
SOLDADURA DE ACEROS INOXIDABLES
 SOLDADURA DE ACEROS INOXIDABLES OBJETIVOS Aprender la teoría y la técnica para realizar soldaduras en acero inoxidable Describir la constitución de un sistema de soldadura eléctrica por arco. Describir
SOLDADURA DE ACEROS INOXIDABLES OBJETIVOS Aprender la teoría y la técnica para realizar soldaduras en acero inoxidable Describir la constitución de un sistema de soldadura eléctrica por arco. Describir
ESCUELA POLITÉCNICA NACIONAL
 Área Docente: (Prácticas de laboratorio que se realizan y materias de la malla que se dictan) 1. Actividad 1: TECNOLOGÍA DE SOLDADURA. (FIM) Práctica No.1. INTRODUCCIÓN GENERAL A LA TECNOLOGÍA DE LA SOLDADURA
Área Docente: (Prácticas de laboratorio que se realizan y materias de la malla que se dictan) 1. Actividad 1: TECNOLOGÍA DE SOLDADURA. (FIM) Práctica No.1. INTRODUCCIÓN GENERAL A LA TECNOLOGÍA DE LA SOLDADURA
Desarrollado para la reparación de Moldes y Troqueles The PUK U4
 Desarrollado para la reparación de Moldes y Troqueles The PUK U4 Soldadura de precisión modo fácil U4 La Incorporación de la más reciente tecnología, el PUK U4 ofrece una solución fácil de usar para la
Desarrollado para la reparación de Moldes y Troqueles The PUK U4 Soldadura de precisión modo fácil U4 La Incorporación de la más reciente tecnología, el PUK U4 ofrece una solución fácil de usar para la
Los efectos de la corriente eléctrica sobre las partes vitales del cuerpo humano dependen de lo siguiente:
 En toda instalación eléctrica es necesario garantizar la seguridad de las personas que harán uso de ella. Para tal efecto es necesario dotarla de los mecanismos de protección que corresponda. Cuando se
En toda instalación eléctrica es necesario garantizar la seguridad de las personas que harán uso de ella. Para tal efecto es necesario dotarla de los mecanismos de protección que corresponda. Cuando se
Corte por plasma. Procesos modernos de corte. Ing. J. Gpe. Octavio Cabrera Lazarini M.C.
 Corte por plasma Procesos modernos de corte Ing. J. Gpe. Octavio Cabrera Lazarini M.C. Contenido 0 Historia 1 Fundamentos físico-químicos 2 Proceso de corte con plasma 3 Características del proceso 4 Equipo
Corte por plasma Procesos modernos de corte Ing. J. Gpe. Octavio Cabrera Lazarini M.C. Contenido 0 Historia 1 Fundamentos físico-químicos 2 Proceso de corte con plasma 3 Características del proceso 4 Equipo
Protector de Raíz TIG con Núcleo de Fundente
 39 Protector de Raíz TIG con Núcleo de Fundente MAGNA 39 Protector de Raíz TIG con Núcleo de Fundente La más innovadora formulación con núcleo de fundente para reparación de cañerías in-situ en refinerías,
39 Protector de Raíz TIG con Núcleo de Fundente MAGNA 39 Protector de Raíz TIG con Núcleo de Fundente La más innovadora formulación con núcleo de fundente para reparación de cañerías in-situ en refinerías,
Power MIG 255XT. Conozcamos La. Marcando nuestro camino hacia el liderazgo. 60 Hz. Agosto, Conocimientos de soldadura: 1 PHASE
 Conocimientos de soldadura: Conozcamos La Power MIG 255XT La Power MIG 255 XT es la máquina ideal para ser usada en la soldadura MIG y Alambre Tubular/FCAW dentro del sector industrial semipesado para
Conocimientos de soldadura: Conozcamos La Power MIG 255XT La Power MIG 255 XT es la máquina ideal para ser usada en la soldadura MIG y Alambre Tubular/FCAW dentro del sector industrial semipesado para
EQUIPOS SINÉRGICOS SATURN 401
 4- SOLDADURA MIG EQUIPOS SINÉRGICOS SATURN 401 Equipos Sinérgicos para soldadura MIG/MAG, medias y pesadas. Todas las regulaciones del equipo se hacen desde la pantalla del arrastrador. Muy fácil de usar,
4- SOLDADURA MIG EQUIPOS SINÉRGICOS SATURN 401 Equipos Sinérgicos para soldadura MIG/MAG, medias y pesadas. Todas las regulaciones del equipo se hacen desde la pantalla del arrastrador. Muy fácil de usar,
TECNOLOGIA MIG HD MIG ALTO DEPOSITO
 NUEVAS TECNOLOGIAS CEBORA APLICADAS AL PROCESO MIG/MAG TECNOLOGIA MIG HD MIG ALTO DEPOSITO Seleccionando el proceso de soldadura de alto depósito MIG HD, es posible aumentar la velocidad del hilo a igualdad
NUEVAS TECNOLOGIAS CEBORA APLICADAS AL PROCESO MIG/MAG TECNOLOGIA MIG HD MIG ALTO DEPOSITO Seleccionando el proceso de soldadura de alto depósito MIG HD, es posible aumentar la velocidad del hilo a igualdad
RECOPILADO Y ARMADO POR: Juan Antonio Alonso
 CURSO DE SOLDADURA POR ARCO CON ELECTRODO REVESTIDO. MATERIAL DE APORTE. DEFECTOS: CAUSAS Y SOLUCIONES Ñ RECOPILADO Y ARMADO POR: Juan Antonio Alonso SUMARIO. Introducción:...................................................................3
CURSO DE SOLDADURA POR ARCO CON ELECTRODO REVESTIDO. MATERIAL DE APORTE. DEFECTOS: CAUSAS Y SOLUCIONES Ñ RECOPILADO Y ARMADO POR: Juan Antonio Alonso SUMARIO. Introducción:...................................................................3
UNIDAD DE TRABAJO Nº5 CONCEPTO DE SOLDABILIDAD
 UNIDAD DE TRABAJO Nº5 CONCEPTO DE SOLDABILIDAD 1.- Concepto de Soldabilidad Un material se considera soldable, por un procedimiento determinado y para una aplicación específica, cuando mediante una técnica
UNIDAD DE TRABAJO Nº5 CONCEPTO DE SOLDABILIDAD 1.- Concepto de Soldabilidad Un material se considera soldable, por un procedimiento determinado y para una aplicación específica, cuando mediante una técnica
- PROCESOS DE SOLDADURA BAJO ATMÓSFERA PROTECTORA -
 - PROCESOS DE SOLDADURA BAJO ATMÓSFERA PROTECTORA - Este artículo presenta diferentes procesos de soldadura bajo atmósfera protectora, sus ventajas técnicas respecto a otros métodos, su justificación económica
- PROCESOS DE SOLDADURA BAJO ATMÓSFERA PROTECTORA - Este artículo presenta diferentes procesos de soldadura bajo atmósfera protectora, sus ventajas técnicas respecto a otros métodos, su justificación económica
TIPOS DE SOLDADURA. Soldadura dura o fuerte. Soldadura débil. Forja o presión Fusión Inmersión Horno A gas con soplete Eléctrica
 SOLDADURA DEFINICIÓN Soldadura, en ingeniería, procedimiento por el cual dos o más piezas de metal se unen por aplicación de calor, presión, o una combinación de ambos, con o sin al aporte de otro metal,
SOLDADURA DEFINICIÓN Soldadura, en ingeniería, procedimiento por el cual dos o más piezas de metal se unen por aplicación de calor, presión, o una combinación de ambos, con o sin al aporte de otro metal,
SOLDADOR DE UNIONES ACHAFLANADAS PARA HOMOLOGACIONES "G" CON ELECTRODOS Y TIG
 SOLDADOR DE UNIONES ACHAFLANADAS PARA SOLDADOR DE UNIONES ACHAFLANADAS PARA HOMOLOGACIONES "G" CON ELECTRODOS Y TIG Horas: 20 Teoría: 70 Práctica: 180 Presenciales: 20 A Distancia: 0 Acción: Nº Grupo:
SOLDADOR DE UNIONES ACHAFLANADAS PARA SOLDADOR DE UNIONES ACHAFLANADAS PARA HOMOLOGACIONES "G" CON ELECTRODOS Y TIG Horas: 20 Teoría: 70 Práctica: 180 Presenciales: 20 A Distancia: 0 Acción: Nº Grupo:
1. Concepto de amplificación de señales en los circuitos de control Amplificadores estáticos Amplificadores magnéticos...
 Contenido 1. Concepto de amplificación de señales en los circuitos de control.... 2 2. Amplificadores estáticos.... 2 2.1. Amplificadores magnéticos... 2 2.2. Amplificadores electrónicos.... 3 3. Amplificadores
Contenido 1. Concepto de amplificación de señales en los circuitos de control.... 2 2. Amplificadores estáticos.... 2 2.1. Amplificadores magnéticos... 2 2.2. Amplificadores electrónicos.... 3 3. Amplificadores
RESISTENCIA PARA CÁMARAS Y MOLDES DE INYECCIÓN DE PLÁSTICO
 Los cartuchos de Resistencias Regia se pueden suministrar tanto de Alta como de Baja carga. Compactos y sellados con soldaduras de extrema precisión. Tubo en acero inoxidable AISI 321 rectificado y calibrado,
Los cartuchos de Resistencias Regia se pueden suministrar tanto de Alta como de Baja carga. Compactos y sellados con soldaduras de extrema precisión. Tubo en acero inoxidable AISI 321 rectificado y calibrado,
3.6. Consumibles empleados en la soldadura MIG/MAG
 3. SOLDADURA AL ARCO BAJO GAS PROTECTOR (MIG/MAG) La principal ventaja de este tipo de máquinas no está tanto en la facilidad de soldadura que aporta el operario como en su versatilidad, al poder trabajar
3. SOLDADURA AL ARCO BAJO GAS PROTECTOR (MIG/MAG) La principal ventaja de este tipo de máquinas no está tanto en la facilidad de soldadura que aporta el operario como en su versatilidad, al poder trabajar
b) Frecuencia nominal. La frecuencia (medida en Hz) del sistema de potencia para el cual el banco del capacitor es diseñado.
 Frecuencia nominal. La frecuencia (medida en Hz) del sistema de potencia para el cual el banco del capacitor es diseñado.") 4. Características de los capacitores Como ya se menciono anteriormente los elementos de compensación son necesarios para la adecuada operación de sistemas eléctricos de potencia. Estos pueden clasificarse
4. Características de los capacitores Como ya se menciono anteriormente los elementos de compensación son necesarios para la adecuada operación de sistemas eléctricos de potencia. Estos pueden clasificarse
Boletín Técnico Boletín Técnico N 14 Agosto/2009
 Boletín Técnico Boletín Técnico N 14 Agosto/2009 Introducción Al soldar aceros inoxidables (y lo mismo ocurre con los otros materiales metálicos) se forman óxidos que en la mayor parte de las aplicaciones
Boletín Técnico Boletín Técnico N 14 Agosto/2009 Introducción Al soldar aceros inoxidables (y lo mismo ocurre con los otros materiales metálicos) se forman óxidos que en la mayor parte de las aplicaciones
Trinity Industries de Mexico
 Alimentador MIG-35 F-15-633 September, 2000 O B J E T I V O Objetivo General.- Presentar información sobre la función de cada componente del alimentador MIG-35, su adecuado mantenimiento al que tiene acceso
Alimentador MIG-35 F-15-633 September, 2000 O B J E T I V O Objetivo General.- Presentar información sobre la función de cada componente del alimentador MIG-35, su adecuado mantenimiento al que tiene acceso
Aluminio y aleaciones ARC WELD Identificación punto: ROJO NORMA ASME SFA 5.3 E 4043 AWS A 5.3 E 4043
 ARC WELD 2201 Identificación punto: ROJO NORMA ASME SFA 5.3 E 4043 AWS A 5.3 E 4043 DESCRIPCIÓN Electrodo de aluminio para uniones y revestimientos en aleaciones y fundiciones de los tipos Al-Si. Sólo
ARC WELD 2201 Identificación punto: ROJO NORMA ASME SFA 5.3 E 4043 AWS A 5.3 E 4043 DESCRIPCIÓN Electrodo de aluminio para uniones y revestimientos en aleaciones y fundiciones de los tipos Al-Si. Sólo
Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco
 Modalidad: Duración: ON-LINE 60 horas SOLDADURA TIG OBJETIVO: Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco Describir la constitución de
Modalidad: Duración: ON-LINE 60 horas SOLDADURA TIG OBJETIVO: Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco Describir la constitución de
Sistema TIG. Soldadura. Artículos de Seguridad Página 101. Herramientas eléctricas Página 112. Equipos Página 50. Soldaduras Página 47
 P R O C E S O Soldadura Sistema TIG Artículos de Seguridad Página 101 Herramientas eléctricas Página 112 Equipos Página 50 Soldaduras Página 47 Abrasivos Página 109 Accesorios para soldar Página 105 Gases
P R O C E S O Soldadura Sistema TIG Artículos de Seguridad Página 101 Herramientas eléctricas Página 112 Equipos Página 50 Soldaduras Página 47 Abrasivos Página 109 Accesorios para soldar Página 105 Gases
UNIVERSIDAD DON BOSCO. FACULTAD DE ESTUDIOS TECNÓLÓGICOS TÉCNICO EN ING. MECANICA.
 UNIVERSIDAD DON BOSCO. FACULTAD DE ESTUDIOS TECNÓLÓGICOS TÉCNICO EN ING. MECANICA. CICLO - AÑO 01-2014 GUIA DE LABORATORIO # 13. Nombre de la Práctica: Proceso oxicorte. Lugar de Ejecución: Taller de mecánica
UNIVERSIDAD DON BOSCO. FACULTAD DE ESTUDIOS TECNÓLÓGICOS TÉCNICO EN ING. MECANICA. CICLO - AÑO 01-2014 GUIA DE LABORATORIO # 13. Nombre de la Práctica: Proceso oxicorte. Lugar de Ejecución: Taller de mecánica
NORMA DE DISTRIBUCIÓN N.M.A.90.04/0 MOLDES PARA SOLDADURA EXOTÉRMICA FECHA: 15/06/99
 N.MA.90.04/0 NORMA DE DISTRIBUCIÓN N.M.A.90.04/0 MOLDES PARA SOLDADURA EXOTÉRMICA FECHA: 15/06/99 N.M.A.90.04/0 JUNIO 99 Í N D I C E 1. - OBJETO... 1 2. - CAMPO DE APLICACIÓN... 1 3. - DEFINICIONES...
N.MA.90.04/0 NORMA DE DISTRIBUCIÓN N.M.A.90.04/0 MOLDES PARA SOLDADURA EXOTÉRMICA FECHA: 15/06/99 N.M.A.90.04/0 JUNIO 99 Í N D I C E 1. - OBJETO... 1 2. - CAMPO DE APLICACIÓN... 1 3. - DEFINICIONES...
Shell Térmico Oil B. Aceite para transferencia térmica
 Shell Térmico B es un aceite mineral puro de baja viscosidad, baja tensión de vapor y alta resistencia a la oxidación desarrollado para transferencia de calor ya sea en sistemas de calefacción cerrados
Shell Térmico B es un aceite mineral puro de baja viscosidad, baja tensión de vapor y alta resistencia a la oxidación desarrollado para transferencia de calor ya sea en sistemas de calefacción cerrados
1. Introducción. Causas y Efectos de los cortocircuitos. 2. Protecciones contra cortocircuitos. 3. Corriente de Cortocircuito en red trifásica.
 TEMA 3: CORRIENTES DE CORTOCIRCUITO EN REDES TRIFÁSICAS. INTRODUCCIÓN. CLASIFICACIÓN DE CORTOCIRCUITOS. CONSECUENCIAS DEL CORTOCIRCUITO. CORTOCIRCUITOS SIMÉTRICOS. 1. Introducción. Causas y Efectos de
TEMA 3: CORRIENTES DE CORTOCIRCUITO EN REDES TRIFÁSICAS. INTRODUCCIÓN. CLASIFICACIÓN DE CORTOCIRCUITOS. CONSECUENCIAS DEL CORTOCIRCUITO. CORTOCIRCUITOS SIMÉTRICOS. 1. Introducción. Causas y Efectos de
Consideraciones eléctricas y conceptos básicos sobre la generación, transmisión y distribución de energía Unidad 1 Parte 2.
 Consideraciones eléctricas y conceptos básicos sobre la generación, transmisión y distribución de energía Unidad 1 Parte 2. 1 CONTENIDO 2. ENERGÍA... 3 2.1 Generación... 3 2.2 Subestaciones de energía
Consideraciones eléctricas y conceptos básicos sobre la generación, transmisión y distribución de energía Unidad 1 Parte 2. 1 CONTENIDO 2. ENERGÍA... 3 2.1 Generación... 3 2.2 Subestaciones de energía
PROGRAMA FORMATIVO Soldador de estructuras y depósitos para homologaciones por el procedimiento MAG / MIG
 PROGRAMA FORMATIVO Soldador de estructuras y depósitos para homologaciones por el procedimiento MAG / MIG JUNIO 2006 DATOS GENERALES DEL CURSO 1. Familia Profesional: INDUSTRIA PESADA Y CONSTRUCCIONES
PROGRAMA FORMATIVO Soldador de estructuras y depósitos para homologaciones por el procedimiento MAG / MIG JUNIO 2006 DATOS GENERALES DEL CURSO 1. Familia Profesional: INDUSTRIA PESADA Y CONSTRUCCIONES
CONFORMACIÓN PLASTICA DE METALES: FORJA
 CONFORMACIÓN PLASTICA DE METALES: FORJA CONTENIDO Definición y Clasificación de los Procesos de Forja Equipos y sus Características Técnicas Variables Principales del Proceso Métodos Operativos (Equipos
CONFORMACIÓN PLASTICA DE METALES: FORJA CONTENIDO Definición y Clasificación de los Procesos de Forja Equipos y sus Características Técnicas Variables Principales del Proceso Métodos Operativos (Equipos
Sistemas de refrigeración: compresión y absorción
 Sistemas de refrigeración: compresión y absorción La refrigeración es el proceso de producir frío, en realidad extraer calor. Para producir frío lo que se hace es transportar calor de un lugar a otro.
Sistemas de refrigeración: compresión y absorción La refrigeración es el proceso de producir frío, en realidad extraer calor. Para producir frío lo que se hace es transportar calor de un lugar a otro.
FORMACIÓN EN VÁLVULAS DE CONTROL: CRITERIOS DE SELECCIÓN Y DISEÑOS SEGÚN CONDICIONES DE PROCESO
 FORMACIÓN EN VÁLVULAS DE CONTROL: CRITERIOS DE SELECCIÓN Y DISEÑOS SEGÚN CONDICIONES DE PROCESO. Alberto Argilés Ringo Válvulas S.L. 1.- Introducción La válvula de control manipula el fluido que pasa por
FORMACIÓN EN VÁLVULAS DE CONTROL: CRITERIOS DE SELECCIÓN Y DISEÑOS SEGÚN CONDICIONES DE PROCESO. Alberto Argilés Ringo Válvulas S.L. 1.- Introducción La válvula de control manipula el fluido que pasa por
MEDICIONES ELECTRICAS II
 Año:... Alumno:... Comisión:... MEDICIONES ELECTRICAS II Trabajo Práctico N 2 Tema: RESISTENCIA DE PUESTA A TIERRA. Conceptos Fundamentales: Finalidad de la Puesta a tierra Las tomas a tierra son necesarias
Año:... Alumno:... Comisión:... MEDICIONES ELECTRICAS II Trabajo Práctico N 2 Tema: RESISTENCIA DE PUESTA A TIERRA. Conceptos Fundamentales: Finalidad de la Puesta a tierra Las tomas a tierra son necesarias
E L E C T R I C I D A D. El anillo Saltador. El anillo Saltador
 E L E C T R I C I D A D El anillo Saltador El anillo Saltador E L E C T R I C I D A D Los experimentos realizados simultánea pero independientemente por el inglés Michael Faraday y el norteamericano Joseph
E L E C T R I C I D A D El anillo Saltador El anillo Saltador E L E C T R I C I D A D Los experimentos realizados simultánea pero independientemente por el inglés Michael Faraday y el norteamericano Joseph
Soldadura con arco eléctrico con electrodos revestidos
 Soldadura con arco eléctrico con electrodos revestidos Información del curso Título: Soldadura con arco eléctrico con electrodos revestidos Código: GMC405 Objetivos Realizar soldaduras con arco eléctrico
Soldadura con arco eléctrico con electrodos revestidos Información del curso Título: Soldadura con arco eléctrico con electrodos revestidos Código: GMC405 Objetivos Realizar soldaduras con arco eléctrico
Accionamientos eléctricos Tema VI
 Dispositivos semiconductores de potencia. ELECTRÓNICA DE POTENCIA - Con el nombre de electrónica de potencia o electrónica industrial, se define aquella rama de la electrónica que se basa en la utilización
Dispositivos semiconductores de potencia. ELECTRÓNICA DE POTENCIA - Con el nombre de electrónica de potencia o electrónica industrial, se define aquella rama de la electrónica que se basa en la utilización
SOLDADURA SEMIAUTOMÁTICA CON GAS DE PROTECCIÓN (MIG-MAG)
") SOLDADURA SEMIAUTOMÁTICA CON GAS DE PROTECCIÓN (MIG-MAG) Departamento de Formación Lincoln-KD, S.A SOLDEO MIG/MAG. INDICE Pág 1. PRINCIPIOS DEL PROCESO... 2 1.1 Descripción y denominaciones... 2 1.2 Ventajas
SOLDADURA SEMIAUTOMÁTICA CON GAS DE PROTECCIÓN (MIG-MAG) Departamento de Formación Lincoln-KD, S.A SOLDEO MIG/MAG. INDICE Pág 1. PRINCIPIOS DEL PROCESO... 2 1.1 Descripción y denominaciones... 2 1.2 Ventajas
1.- CORRIENTE CONTINUA CONSTANTE Y CORRIENTE CONTINUA PULSANTE
 UNIDAD 5: CIRCUITOS PARA APLICACIONES ESPECIALES 1.- CORRIENTE CONTINUA CONSTANTE Y CORRIENTE CONTINUA PULSANTE La corriente que nos entrega una pila o una batería es continua y constante: el polo positivo
UNIDAD 5: CIRCUITOS PARA APLICACIONES ESPECIALES 1.- CORRIENTE CONTINUA CONSTANTE Y CORRIENTE CONTINUA PULSANTE La corriente que nos entrega una pila o una batería es continua y constante: el polo positivo
4.- SOLDADURA POR ARCO ELÉCTRICO CON GAS DE PROTECCIÓN
 UNIVERSIDAD DE EXTREMADURA B LOQUE I: CONFORMACIÓN POR M OLDEO Fecha: 22/10/02 Pág: 1 4.- SOLDADURA POR ARCO ELÉCTRICO CON GAS DE PROTECCIÓN 4.1.- INTRODUCCIÓN 4.1.1.- DESARROLLO HISTÓRICO Las técnicas
UNIVERSIDAD DE EXTREMADURA B LOQUE I: CONFORMACIÓN POR M OLDEO Fecha: 22/10/02 Pág: 1 4.- SOLDADURA POR ARCO ELÉCTRICO CON GAS DE PROTECCIÓN 4.1.- INTRODUCCIÓN 4.1.1.- DESARROLLO HISTÓRICO Las técnicas
MODELO DE RESPUESTAS
 1/5 MODELO DE RESPUESTAS ASIGNATURA: PROCESOS DE MANUFACTURA CÓDIGO: 202 MOMENTO: Primera Integral VERSIÓN: 1 FECHA DE APLICACIÓN: Prof. Responsable: Ing. Ana María Alvarez. Coordinador: Ing. Anel Núñez.
1/5 MODELO DE RESPUESTAS ASIGNATURA: PROCESOS DE MANUFACTURA CÓDIGO: 202 MOMENTO: Primera Integral VERSIÓN: 1 FECHA DE APLICACIÓN: Prof. Responsable: Ing. Ana María Alvarez. Coordinador: Ing. Anel Núñez.
Ciclo roca suelo. Ciclo erosivo. Propiedades fisico - quimico de los minerales arcillosos. Estructura de los minerales arcillosos CICLO ROCA SUELO
 Ciclo roca suelo Ciclo erosivo Propiedades fisico - quimico de los minerales arcillosos Estructura de los minerales arcillosos Indice CICLO ROCA SUELO Según la ASTM : ² Suelo : Sedimentos u otras acumulaciones
Ciclo roca suelo Ciclo erosivo Propiedades fisico - quimico de los minerales arcillosos Estructura de los minerales arcillosos Indice CICLO ROCA SUELO Según la ASTM : ² Suelo : Sedimentos u otras acumulaciones
Biblioteca Técnica Documento N 2
 Biblioteca Técnica Documento N 2 SOLDADURA GMAW EN ACEROS AL CARBONO Investigación y Desarrollo en Soldadura Visión Global Hoy en día la soldadura MIG es el proceso que se utiliza más extensamente para
Biblioteca Técnica Documento N 2 SOLDADURA GMAW EN ACEROS AL CARBONO Investigación y Desarrollo en Soldadura Visión Global Hoy en día la soldadura MIG es el proceso que se utiliza más extensamente para
RIESGOS LABORALES EN LOS TRABAJOS DE SOLDADURA I. Autor: Comodoro Descarga ofrecida por: www.prevention-world.com
 RIESGOS LABORALES EN LOS TRABAJOS DE SOLDADURA I DEFINICION Soldadura es un procedimiento por el cual dos o más piezas de metal se unen por aplicación de calor, presión, o una combinación de ambos, con
RIESGOS LABORALES EN LOS TRABAJOS DE SOLDADURA I DEFINICION Soldadura es un procedimiento por el cual dos o más piezas de metal se unen por aplicación de calor, presión, o una combinación de ambos, con
ESPECIFICACIÓN DE LA MATERIA PRIMA
 CAPÍTULO 3: ESPECIFICACIÓN DE LA MATERIA PRIMA Página 20 3. ESPECIFICACIÓN DE LA MATERIA PRIMA 3.1 Selección del material La elección del material adecuado para fabricar una pieza depende esencialmente
CAPÍTULO 3: ESPECIFICACIÓN DE LA MATERIA PRIMA Página 20 3. ESPECIFICACIÓN DE LA MATERIA PRIMA 3.1 Selección del material La elección del material adecuado para fabricar una pieza depende esencialmente
Electrodos para Soldar
 Electrodos para Soldar Soldadura: Definición Existen muchas definiciones de Soldadura. No obstante, ninguna es completa, desde el punto de vista de entregar, en pocas palabras, todo lo que ella involucra.
Electrodos para Soldar Soldadura: Definición Existen muchas definiciones de Soldadura. No obstante, ninguna es completa, desde el punto de vista de entregar, en pocas palabras, todo lo que ella involucra.
Guía de Operación Plasma PAK 150 XL
 Controles de Operación Panel Frontal 1.- Paneles de Control Guía de Operación Plasma PAK 150 XL En este panel se sitúan todos los controles excepto el ajuste de presión. Power ON/OF y RUN/SET; control
Controles de Operación Panel Frontal 1.- Paneles de Control Guía de Operación Plasma PAK 150 XL En este panel se sitúan todos los controles excepto el ajuste de presión. Power ON/OF y RUN/SET; control
REGULADORES PARA GASES PUROS
 REGULADORES PARA GASES PUROS PUREZA TOTAL NUEVA GAMA DE MANORREDUCTORES PARA GASES PUROS Gala Gar amplia su gama de productos para regulación de gas con un catálogo de manorreductores para gases especiales,
REGULADORES PARA GASES PUROS PUREZA TOTAL NUEVA GAMA DE MANORREDUCTORES PARA GASES PUROS Gala Gar amplia su gama de productos para regulación de gas con un catálogo de manorreductores para gases especiales,
COJINETES Y RODAMIENTOS
 COJINETES Y RODAMIENTOS En Gestión de Compras producimos y suministramos cojinetes y rodamientos de diferentes tipos y diferentes normativas en una amplia gama de materiales. PRODUCTO: Los cojinetes y
COJINETES Y RODAMIENTOS En Gestión de Compras producimos y suministramos cojinetes y rodamientos de diferentes tipos y diferentes normativas en una amplia gama de materiales. PRODUCTO: Los cojinetes y
DIFERENCIA, VENTAJAS Y DESVENTAJAS DE INSTRUMENTOS ANALÓGICOS Y DIGITALES
 DIFERENCIA, VENTAJAS Y DESVENTAJAS DE INSTRUMENTOS ANALÓGICOS Y DIGITALES En general los parámetros que caracterizan un fenómeno pueden clasificarse en Analógicos y Digitales, se dice que un parámetro
DIFERENCIA, VENTAJAS Y DESVENTAJAS DE INSTRUMENTOS ANALÓGICOS Y DIGITALES En general los parámetros que caracterizan un fenómeno pueden clasificarse en Analógicos y Digitales, se dice que un parámetro
Corte con Láser. Ing. J. Gpe. Octavio Cabrera Lazarini M.C.
 Corte con Láser Ing. J. Gpe. Octavio Cabrera Lazarini M.C. Historia 1917 Albert Einstein teorizó el principio del láser con la teoría de la emisión estimulada. A partir de 1940 se empezó a trabajar en
Corte con Láser Ing. J. Gpe. Octavio Cabrera Lazarini M.C. Historia 1917 Albert Einstein teorizó el principio del láser con la teoría de la emisión estimulada. A partir de 1940 se empezó a trabajar en
UN PASO EN EL FUTURO
 UN PASO EN EL FUTURO Con los generadores inverter CONVEX, DIGISTAR y DIGITECH vision PULSE se entra en el futuro de la soldadura MIG/MAG: encendidos perfectos y baño de soldadura siempre controlado gracias
UN PASO EN EL FUTURO Con los generadores inverter CONVEX, DIGISTAR y DIGITECH vision PULSE se entra en el futuro de la soldadura MIG/MAG: encendidos perfectos y baño de soldadura siempre controlado gracias