Motores Energía Automatización Transmisión & Distribución Pinturas. Pinturas Manual de Mantenimiento Industrial
|
|
|
- Pilar Villalba Revuelta
- hace 7 años
- Vistas:
Transcripción

1 Motores Energía utomatización Transmisión & istribución Pinturas Pinturas Manual de Mantenimiento Industrial

2 Pinturas Líquidas Línea de producto escripción/composición de la línea WEGTHNE / LKTHNE Primer y acabamiento poliuretano (PU) Poliéster: lifático crílico: lifático WEGPOXI / LKPOXI Primer y acabamiento epoxi midas, aminas, alquitrán, rico en zinc, tolerantes a humedad, sellador, isocianato. WEGLK / LKLK Primer y acabamiento alquídico Lacas nitrocelulosa, alquídicos secado a horno, alquídicos secado al aire. WEGHIRO Primer y acabamiento hidrosoluble lquídico/acrílico, alquídico/melamina, acrílico, éster de epoxi, epoxi y poliuretano. WEGRIL cabamiento crílica monocomponente WEGZIN Primer Silicato inorgánico de zinc. WEGTERM Primer y acabamiento ase silicona (hasta 600 º) ase epoxi (hasta 220 º) Nobac Sistema de revestimiento antimicrobiano y antifúngico ase Epóxi ase Poliuretano Normas Petrobras Pinturas normalizadas Petrobras 2 Manual de Mantenimiento Industrial
3 Productos Normalizados Petrobras Las normas Petrobras establecen sistemas de pintado estandarizados para cada caso específico de aplicación, además de las características de protección presentadas por estos tipos de productos, WEG Pinturas cuenta con una amplia línea de productos y planes de pintado específicos para la solución anticorrosiva en lo referente a mantenimiento industrial. Normas escripción del producto Ref. WEG *N Tipo I cabamiento epoxi poliamina de baja espesura y alta resistencia química. LKPOXI N1198 I *N Tipo II cabamiento epoxi poliamida de baja espesura y alta resistencia en ambientes húmedos. LKPOXI N1198 II *N 1202 Primer epoxi bicomponente poliamida óxido de hierro. LKPOXI N1202 *N 1259 cabamiento fenólico bicomponente con pigmentación de aluminio. LKLK N1259 *N 1265 Epoxi bicomponente poliamida alquitrán de hulla negro. LKPOXI N1265 N 1277 Epoxi poliamida bicomponente rico en zinc. LKPOXI N1277 *N 1342 cabamiento poliuretano alifático bicomponente. LKTHNE N1342 N Tipo I y II Pintura indicadora de alta temperatura. TERMOLK N1514 I y II N 1661 Pintura de etilo silicato inorgánico de zinc bicomponente. ETIL SILITO ZINO N1661 *N 1761 Epoxi bicomponente poliamina lquitrán de hulla. LKPOXI N1761 *N 2198 Primer epoxi isocianato alifático bicomponente de baja espesura. LKPOXI N2198 N 2231 Silicato inorgánico de zinc y aluminio. ETIL SILITO ZINO N2231 LUMÍNIO N 2288 Epoxi poliamina aromática bicomponente con aluminio especial. LKPOXI N2288 *N 2492 cabamiento alquídico brillante. LKLK N2492 N 2628 cabamiento epoxi poliamida bicomponente de alto tenor de sólidos y alta espesura. LKPOXI N2628 N 2629 cabamiento epoxi poliamina bicomponente sin solvente. LKPOXI N2629 N 2630 Primer epoxi poliamida bicomponente fosfato de zinc alto tenor de sólidos y alta espesura. LKPOXI N2630 N 2677 cabamiento poliuretano acrílico alifático bicomponente. LKTHNE N2677 N 2680 Pintura epoxi sin solvente para superficies húmedas. LKPOXI 76 WET SURFE PRIMER / MIENTO *N 2851 Primer y acabamiento epoxi poliamida formulado con pigmentación anticorrosiva y libre de alquitrán. WEG TR FREE 712 N 2851 N 2912 Primer Epoxi Novolac de alta espesura. WEGPOXI LOK N 2912 TIPOS I, II y III Nota: * Normas canceladas por Petrobras, no obstante, continúan en uso en algunas especificaciones. Muestrario de olores Estandarizados ódigo WEG enominación del color ódigo Petrobras odificación Munsell Negro 0010 N Gris oscuro 0035 N 3, Gris medio N Gris claro 0065 N 6, Gris hielo 0080 N lanco 0095 N 9, luminio 0170 * Rojo seguridad R 4/ Óxido de hierro R 3/ Marrón canalización ,5 R 2/ Naranja seguridad ,5 R 6/ rema canalización R 7/ marillo oro R 8/ marillo Petrobras ,5 8/ marillo seguridad / rema claro ,5 9/ Verde seguridad G 6/ Verde emblema 2,5 G 3/4 Nota: * No posee codificación Munsell. olor ódigo WEG enominación del color ódigo Petrobras odificación Munsell Verde Petrobras ,5 G 5/ Verde pastel G 8/ Verde 7,5 G 6/ zul seguridad ,5 P 4/ zul pastel ,5 P 8/ zul 5 P 2/ zul 5 P 6/ zul Petrobras ,5 P 3/ Vinho R 2/6 olor Importante La tonalidad de color y brillo presentadas en este muestrario deben ser usadas solamente como orientación, no pudiendo ser garantizada una conformidad con la pintura original, de esa forma no es recomendado usarla como estándar de color en la avaluación de superficies pintadas. Manual de Mantenimiento Industrial 3
4 Utilización de los olores demás de ser un elemento imprescindible en la composición de ambientes, el color es también un valioso auxilio para la obtención de señalización, sea delimitando áreas, suministrando indicaciones o alertando sobre las condiciones del ambiente. El uso del color en la señalización permite una reacción automática del observador, evitando que la persona tenga que detenerse delante de la señal, leer, analizar y entonces actuar de acuerdo con su finalidad. Para eso, se torna necesario que haya una uniformidad o normalización en la aplicación de los colores, de modo que su significado sea siempre el mismo, permitiendo una identificación inmediata. on el objetivo de orientar y definir este trabajo, puede ser consultada la norma NR 6493 y NR 7195, la cual complementa y normaliza los colores fundamentales para señalización y seguridad dentro de las empresas. Sugerimos establecer colores estandarizados por el sistema Munsell o Ral, conforme son presentados en nuestro muestrario de colores. LNO Vapor ROJO gua y otras sustancias destinadas a combatir incendios NRNJ Productos químicos no gaseosos VERE gua, excepto la destinada a combatir incendios NEGRO Inflamables y combustibles de alta viscosidad LUMÍNIO Gases liquefeitos, inflamáveis e combustíveis de baixa viscosidade MRRÓN Materiales fragmentados (minerales) y petróleo bruto ZUL ire comprimido MRILLO Gases no licuados GRIS OSURO Eletrodutos olores para Seguridad LNO Área destinada a recolectores de residuo, bebederos, áreas en torno a equipos de emergencia, para demarcar corredores por los cuales circulan exclusivamente personas. VERE Identificación de símbolos y equipos de seguridad. MRILLO Indica cuidado, como avisos de advertencia, atención a lugares peligrosos. ZUL Empleado para indicar una acción obligatoria, como el uso de EPI, así como para impedir el movimiento o la energización de equipos (por ejemplo: no accione esta llave ). NRNJ Señaliza peligro con partes móviles en máquinas y equipos, y caras de protecciones internas de cajas y dispositivos eléctricos que puedan ser abiertas. NEGRO Identifica recolectores de residuos, excepto los de origen de servicios de salud. ROJO Identifica equipos de protección y combate a incendios, así como a su localización, inclusive puertas y salida de emergencia. 4 Manual de Mantenimiento Industrial




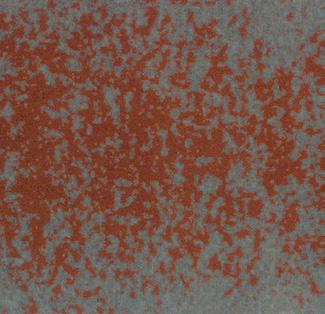
5 1 - Grados de Oxidación Son especificados cuatro grados de oxidación, designados por las letras,, y, respectivamente, conforme la norma ISO La escoria no es acero y su tendencia natural es la de desprenderse del acero. Es formada durante el proceso de laminación del acero calentado a º y resulta de la reacción del oxígeno del aire y el agua de enfriamiento en formato de escoria. Grado Superficie de acero con escoria de laminación adherente intacta, con poca o ninguna oxidación a lo largo de su superficie. Grado Superficie de acero con inicio de oxidación y de la cual la escoria de laminación comenzó a desprenderse, o donde sofrió una pequeña acción de la intemperie. Grado Superficie de acero donde toda escoria de laminación fue eliminada y en la cual se observa una corrosión atmosférica uniforme generalizada. Grado Superficie de acero donde fue eliminada toda la escoria de laminación y en la cual se observa una corrosión atmosférica severa y generalizada, presentando pits y alvéolos. Manual de Mantenimiento Industrial 5


.")
 onsiste en la remoción de óxidos y otros materiales no muy")
.")

6 2 - Grados de Preparación Los grados de preparación definidos por la Norma ISO , son: Limpieza con Herramientas Manuales y Mecánicas g La preparación de la superficie por medio de la limpieza con herramientas manuales y mecánicas (como raspaje, lijado, cepillado con cepillos o discos) son designadas por las letras St. g el mismo modo, aceite, grasas u otros contaminantes, también deben ser removidos por medio de limpieza con solvente o uso de desengrasantes (de acuerdo con la norma SSP-SP1). g Luego de la preparación, la superficie deberá presentarse exenta de polvo o fragmentos sueltos. Limpieza Manual St 2 (de cuerdo con la Norma SSP-SP2) onsiste en la remoción de óxidos y otros materiales no muy adherentes por medio de herramientas manuales tales como: lijas, cepillos y raspadores. (Estándares fotográficos: St 2; St 2 y St 2). Limpieza Mecánica St 3 (de cuerdo con la Norma SSP-SP3) onsiste en la remoción de la camada de óxidos y de otros materiales no muy adherentes, por medio de herramientas mecánicas manuales, tales como: cepillos rotativos, martillos neumáticos de aguja, lijadoras. (Estándar fotográficos: St 3; St 3 y St 3). Grado - El método de limpieza St 2 no es recomendado para este grado de corrosión. Grado - El método de limpieza St 3 no es recomendado para este grado de corrosión. Grado Grado Grado Grado Grado Grado 6 Manual de Mantenimiento Industrial




.")

7 2.2 - Limpieza por horreado brasivo Es obtenido por la proyección, sobre la superficie, de partículas de abrasivo impulsadas por un fluido, en general aire comprimido, creando un perfil de rugosidad. g La preparación de la superficie por chorreado abrasivo es designada por las letras Sa. g ntes de que la pieza siga hacia la cabina de chorreado, deben ser removidos el aceite, la grasa por medio de la limpieza con solvente o uso de desengrasante (conforme la norma SSP-SP1). g Luego del chorreado, deberán ser removidos de la superficie el polvo y las partículas sueltas. g En la inspección visual debe ser verificado si la superficie se encuentra exenta de aceite, grasas, escoria de laminación, oxidación, pintura, materias extrañas de ligera adherencia y analizar si el estándar de chorreado cumple la norma ISO Estándar Sa 1 onocido como chorreado ligero (brush-off) o chorreado de cepillado, en general poco empleado para pintado, excepto en algunas situaciones en el repintado. La remoción de producto adherente se sitúa en el rango de 5%. (Estándares fotográficos: Sa 1; Sa 1 y Sa 1). Estándar Sa 2 (de cuerdo con la Norma SSP-SP6) onocido como chorreado comercial, constituye una limpieza de la superficie con retirada de óxidos, escoria de laminación, pinturas y otras, en cerca de 50% de la superficie. Todos los contaminantes residuales deben permanecer fuertemente adheridos. (Estándares fotográficos: Sa 2; Sa 2 y Sa 2). Grado - El método de limpieza Sa 1 no es recomendado para este grado de corrosión. Grado - El método de limpieza Sa 2 no es recomendado para este grado de corrosión. Grado Grado Grado Grado Grado Grado Manual de Mantenimiento Industrial 7
 efinida como chorreado al metal")







8 Estándar Sa 2 ½ (de cuerdo con la Norma SSP-SP10) efinida como chorreado al metal casi blanco. Limpieza promoviendo la retirada casi el total de los óxidos yde la escoria. Se admite cerca de 5% del área limpia con ligeras manchas o sombras. (Estándares fotográficos: Sa 2 ½; Sa 2 ½; Sa 2 ½; y Sa 2 ½). Estándar Sa 3 (de cuerdo con la Norma SSP-SP5) También llamada de chorreado al metal blanco, constituye una limpieza con total remoción de óxidos y escorias, dejando la superficie del metal completamente limpia. ebe presentar un aspecto metálico uniforme. (Estándares fotográficos: Sa 3, Sa 3; Sa 3 y Sa 3). Grado Grado Grado Grado Grado Grado Grado Grado 8 Manual de Mantenimiento Industrial
9 2.3 - Perfil de Rugosidad En la especificación de un pintado es aconsejable que se determine el perfil de rugosidad y que la espesura de la película de pintura cubra los picos. La vida de la pintura dependerá de ese factor. Es recomendado que el perfil de rugosidad deba situarse entre 1/4 y 1/3 de la espesura total del esquema de pintado o en un máximo de hasta 2/3 de la espesura de la pintura de fondo. La altura del perfil de rugosidad debe ser determinada, mediante el uso de rugosímetro. Perfil muy utilizado: μm. Tabla 1 brasivo Tamaño máximo de la partícula que atraviesa el colador bertura mm olador NT NR 5734 ltura máxima del perfil (µm) Granalla de acero (partículas angulosas) conforme norma RP - SE - J - 444a N o - G 80 0, N o - G 50 0, N o - G 40 1, N o - G 25 1, N o - G 16 1, Granalla de acero (esféricas) conforme norma RP - SE - J - 444a N o S-110 0, N o S-230 1, N o S-280 1, N o S-330 1, N o S-390 1, auxita sinterizada 0, Notas: 1 - No existen estándares fotográficos representando Sa 1; Sa 2; St 2 ni St 3, porque estos grados de preparación no pueden ser alcanzados. 2 - demás del tipo de método de limpieza utilizado, los siguientes factores pueden influenciar en el resultado de la evaluación visual: a) Otro estado inicial de la superficie del acero, además de los grados normalizados de oxidación, ; ; y ; b) El propio color del acero; c) Zonas de rugosidad diferentes, resultantes de ataques irregulares de corrosión o de remoción no uniforme del material; d) Irregularidades de la superficie; e) Marcas causadas por herramientas; f) Iluminación no uniforme; g) Sombreados en el perfil de la superficie causados por proyección oblicua del abrasivo; h) Granos de abrasivo incrustados. 1) Las condiciones iniciales,, y se refieren a los grados de oxidación,, y, respectivamente. 3 - Grados de Preparación por Hidrochorreado El hidrochorreado es utilizado en la remoción de materiales sueltos, productos de corrosión, limpieza de superficies metálicas, remoción de pinturas, oxido e incrustaciones de difícil remoción en estructuras, pisos, corte de concreto y metal, tuberías internas y externas, etc., no obstante, no promueve perfil de rugosidad. onsiste básicamente en la limpieza con agua a ultrapresión lanzada sobre la superficie. No son usados abrasivos, consecuentemente los problemas causados por la generación de polvo y por la disposición de abrasivos son eliminados. Es por lo tanto, propio para superficies anteriormente pintadas, donde ya existía perfil de rugosidad Hidrochorreado - (SSP-VIS 4/NE VIS 7) Las referencias fotográficas a seguir ilustran 5 de las 7 condiciones iniciales1) descritas antes de la preparación de la superficie ondiciones Iniciales ondición (No Ilustrada): superficie de acero completamente cubierta de escoria de laminación intacta y adherente, con poca o ninguna corrosión; ondición (No Ilustrada): superficie de acero con principio de corrosión atmosférica de la cual la escoria de laminación haya comenzado a desagregarse; ondición : superficie de acero de la cual la escoria de laminación haya sido removida por la corrosión atmosférica o pueda ser retirada por medio de raspaje, pudiendo, incluso, presentar algunos alvéolos; ondición : superficie de acero de la cual la escoria de laminación haya sido removida por la corrosión atmosférica y que presenta corrosión alveolar de severa intensidad; ondición E: superficie de acero previamente pintada; pintura levemente colorida aplicada sobre superficie limpiada por chorreado; pintura en su mayor parte intacta; ondición F: superficie de acero previamente pintada; pintura rica en zinc, aplicada sobre acero limpio chorreado; pintura en su mayor parte intacta; ondición G: sistema de pintado aplicado sobre acero conteniendo escoria de laminación; sistema completamente desteñido por la intemperie, completamente ampollado, o completamente manchado; ondición H: sistema de pintado degradado aplicado sobre acero; sistema completamente desteñido por la intemperie, completamente ampollado, o completamente manchado. seguir, se presentan las series de fotografías que describen la condición inicial del acero para las condiciones iniciales,, E, F, G, y H (conforme sección 3.1.1), y el acero previamente limpiado para alcanzar la WJ-1, WJ-2, WJ-3 y WJ-4 de la SSP-SP12/NE. Manual de Mantenimiento Industrial 9















10 Hidrochorro en orrosión Grado ondición Inicial Limpeza Leve WJ-4 Limpeza completa WJ-3 Hidrochorro en orrosión Grado ondición Inicial WJ-4 WJ-3 Hidrochorro en orrosión Grado E ondición Inicial E E WJ-4 E WJ-3 F WJ-4 F WJ-3 G WJ-4 G WJ-3 Hidrochorro en orrosión Grado F ondición Inicial F Hidrochorro en orrosión Grado G ondición Inicial G 10 Manual de Mantenimiento Industrial










11 Limpeza muy completa WJ-2 Substrato limpio al metal desnudo WJ-1 WJ-2 WJ-1 E WJ-2 E WJ-1 E WJ-3 LT * Nota: La E WJ-3 LT es una ilustración alternativa de la condición WJ-3. F WJ-2 F WJ-1 G WJ-2 G WJ-1 Manual de Mantenimiento Industrial 11
, la escoria de laminación generalmente")
, son descritos en SSP-SP12/NE nº 5 como: WJ-1 Substrato limpiado al metal desnudo WJ-2 Limpieza muy completa o limpieza")

12 Hidrochorro en orrosión Grado H Limpeza leve Limpeza completa ondición Inicial H H WJ-4 H WJ Otras ondiciones uando es utilizado hidrochorro para remover pintura y otros contaminantes del acero conteniendo escoria de laminación (condiciones,, y G), la escoria de laminación generalmente no es removida. En este caso, la apariencia del acero limpio podrá ser muy similar a la de la condición o ondición Final Los varios grados de limpieza, sin reoxidación (flash rusting), son descritos en SSP-SP12/NE nº 5 como: WJ-1 Substrato limpiado al metal desnudo WJ-2 Limpieza muy completa o limpieza rigurosa WJ-3 Limpieza completa WJ-4 Limpieza leve Observaciones Las superficies del acero muestran variaciones en la textura, tonalidad, color, tono, corrosión localizada (pitting), floculación y escoria, las cuales deberían ser consideradas cuando son hechas comparaciones con las fotografías de referencias. Las variaciones aceptables en la apariencia que no afectan la limpieza de la superficie son: variaciones causadas por el tipo de acero, condición original de la superficie, espesura del acero, metal soldado, marcas de fabricación de laminadoras, tratamiento térmico, zonas afectadas por el calor y las diferencias causadas por la técnica de limpieza inicial de chorreado abrasivo o por la limpieza estándar. Sigue, también, una tabla explicativa (tabla 2) que complementa las ilustraciones. Tabla 2 Lista de fotografías de referencia (sin Flash Rust) para diversas condiciones iniciales y cuatro grados de limpieza ondición inicial de la superficie ondición 100% oxidación ondición 100% oxidación con PITS ondición E Pintura de color leve aplicada sobre acero chorreado ondición F Pintura rica en zinc aplicada sobre acero chorreado ondición G Sistema de pintado con múltiples camadas bien adheridas sobre acero con escoria de laminación ondición H Sistema de pintado con múltiples camadas deterioradas WJ-1 WJ-2 WJ-3 WJ-4 WJ-1 WJ-2 WJ-3 WJ-4 WJ-1 WJ-2 WJ-3 WJ-4 E WJ-1 E WJ-2 E WJ-3 E WJ-4 F WJ-1 F WJ-2 F WJ-3 F WJ-4 G WJ-1 G WJ-2 G WJ-3 G WJ-4 H WJ-1 H WJ-2 H WJ-3 H WJ Reoxidación (Flash Rust) Las fotografías de referencia a seguir ilustran 3 grados de reoxidación ( WJ-2, WJ 2M y WJ-2 H, conforme será explicado en la tabla 3, y sus respectivas ilustraciones). La reoxidación o florescencia de oxidación es una leve oxidación del acero, que ocurre en el período de secado, tras el hidrochorreado. Éste cambia rápidamente de apariencia. El color de la reoxidación puede variar dependiendo de la edad y composición del acero y del tiempo en que el acero permaneció mojado, antes del secado. 12 Manual de Mantenimiento Industrial


13 Limpieza muy completa H WJ-2 Substrato limpio al metal desnudo H WJ-1 Sigue la tabla 3 que complementa las ilustraciones de reoxidación. Tabla 3 Lista de fotografías de referencia ilustrando niveles de Flash Rust ondición inicial de la superficie ondición 100% oxidación ondición 100% oxidación con PITS Grado de limpieza WJ-2 WJ-3 WJ-2 WJ-3 Sin flash rust Flash rust leve Flash rust moderado Flash rust intenso WJ-2 WJ-2 L WJ-2 M WJ-2 H WJ-3 WJ-3 L WJ-3 M WJ-3 H WJ-2 WJ-2 L WJ-2 M WJ-2 H WJ-3 WJ-3 L WJ-3 M WJ-3 H Sin Flash Rust La superficie del acero, cuando es vista a simple vista no presenta oxidación superficial visible Flash Rust Leve (L) La superficie de acero, cuando vista a simple vista, presenta una finísima camada de oxidación superficial de color amarillo/marrón, siendo fácilmente observada en el substrato de acero. La oxidación puede presentarse distribuida de forma uniforme, o a través de manchas localizadas, estando fuertemente adherida y de difícil remoción a través de la limpieza por medio de paños Flash Rust Moderado (M) La superficie de acero, cuando vista a simple vista, presenta una fina camada de oxidación superficial de color amarillo/marrón que oscurece la superficie original del acero. La camada de oxidación puede estar distribuida uniformemente, o a través de manchas localizadas, no obstante, está suficientemente adherida, causando ligeras marcas en un paño cuando éste es frotado levemente sobre la superficie Flash Rust Intenso (H) La superficie del acero, cuando vista a simple vista presenta una camada de oxidación intensa de color rojo/ marrón que esconde completamente la condición inicial de la superficie. La camada de oxidación puede ser distribuida uniformemente o puede presentarse bajo la forma de manchas, no obstante, la oxidación está levemente adherida y es de fácil remoción, dejando marcas significativas en un paño cuando es frotado levemente sobre su superficie pariencia Es generalmente correcto que, cuando la superficie aún esté húmeda o mojada, ésta parezca ser más oscura, con defectos y variaciones en el color más ampliados. omo la superficie se está secando se forman franjas que necesariamente no son descritas en esta pequeña unidad de fotografías, pero que pueden ser vistas claramente en áreas mayores. Si estas franjas son aceptables o no, deberá ser discutido entre las partes contratantes. Un ejemplo de estas franjas puede ser visto en WJ-3 y WJ-2 M. Siguen las series fotográficas que ilustran los niveles de Flash Rust, y a una tabla explicativa que complementa las ilustraciones. Manual de Mantenimiento Industrial 13










14 Niveles de Flash Rust en Grado Luego de WJ2 ondición Inicial Sin Flash Rust Flash Rust Leve WJ-2 WJ-2 L WJ-3 WJ-3 L WJ-2 WJ-2 L WJ-3 WJ-3 L Niveles de Flash Rust en Grado Luego de WJ3 ondición Inicial Niveles de Flash Rust en Grado Luego de WJ2 ondición Inicial Niveles de Flash Rust en Grado Luego de WJ3 ondición Inicial 14 Manual de Mantenimiento Industrial








15 Flash Rust Moderado Flash Rust Intenso WJ-2 M WJ-2 H WJ-3 M WJ-3 H WJ-2 M WJ-2 H WJ-3 M WJ-3 H Manual de Mantenimiento Industrial 15


, según las normas STM 4541 y NT NR 15877, ha")


 3 - autoalineación - aparato tipo IV (Prueba Método ) 4 - autoalineación - aparato")



 Este equipo portátil, también es citado en la")
16 4 - dherencia La adherencia de una pintura, o de un sistema de pintado, es una importante propiedad del revestimiento a ser evaluada, no obstante, las conocidas pruebas en X y en # ejecutadas conforme la norma de la NT NR presenta pocas informaciones y resultados sobre las nuevas y más modernas pinturas, que a cada año evolucionan considerablemente. 2 - autoalineación - aparato tipo III (Prueba Método ) En medio a esto, el ensayo de adherencia por el método de resistencia a la tracción (pull-off test), según las normas STM 4541 y NT NR 15877, ha sido cada vez más utilizado en las obras. Este ensayo además de medir la tensión de ruptura, permite identificar la naturaleza de la falla de adherencia en el revestimiento. ctualmente, la STM E 4541 cita 5 tipos de métodos y equipos portátiles para realización del ensayo, a saber: 1 - alineación fija - aparato tipo II (Prueba Método ) 2 - autoalineación - aparato tipo III (Prueba Método ) 3 - autoalineación - aparato tipo IV (Prueba Método ) 4 - autoalineación - aparato tipo V (Prueba Método E) 5 - autoalineación - aparato tipo VI (Prueba Método F) Fonte: ill orbett da KT-Tator, Inc. Entre los tipos de aparatos más utilizados, el aparato tipo PTTI se destaca y ha ganado cada vez más espacio entre los equipos. 3 - autoalineación - aparato tipo IV (Prueba Método ) Para una mejor visualización y comparación entre las normas vigentes de la STM y NT presentamos, a seguir, una serie de ilustraciones y comentarios. 1 - alineación fija - aparato tipo II (Prueba Método ) Este equipo portátil, también es citado en la norma de la NT, encontrado como 2 ispositivo de accionamiento neumático. 4 - autoalineación - aparato tipo V (Prueba Método E) Este equipo portátil, también es citado en la norma de la NT, encontrado como 1 ispositivo de accionamiento manual. Existen 2 tipos de equipos portátiles hidráulicos, uno manual y otro automático, ambos también se encuadran en la norma de la NT, como 3 ispositivo de ccionamiento Hidráulico. 16 Manual de Mantenimiento Industrial




17 5 - autoalineación - aparato tipo VI (Prueba Método F) uando el perno es desprendido, la superficie expuesta, fracturada, representa la falla donde se inició la ruptura, a lo largo del plano más débil dentro del sistema compuesto por el perno, pistón, adhesivo, sistema de pintado y substrato. e esa forma se obtiene, en el análisis secundario, la naturaleza de la falla. La naturaleza de la falla es calificada entre fallas adhesivas y cohesivas entre las camadas reales implicadas en su sistema de pintado, debiendo ser cuantificado el porcentual de la falla, y, cuando sea observado más de un tipo de falla, deberá ser cuantificado y registrado el porcentual de cada una. La resistencia del revestimiento al estrés de arrancamiento es calculada con base en la presión máxima de ruptura indicada en el visor del aparato, en el peso y área del pistón, y en el área del perno utilizado, que es la misma área de la superficie originalmente sometida a tensión. Este otro aparato hidráulico es relativamente nuevo y fue incluido en la última revisión de la norma de la STM 4541 de La norma STM 4541 describe que su procedimiento fue desarrollado para substratos metálicos, pudiendo también ser utilizado y apropiado para otros substratos rígidos, tales como plásticos y madera. Para el ensayo sobre concreto, es descrito otro método en la norma STM Esta prueba es destructiva, pudiendo ser necesarias reparaciones localizadas, por eso, siempre que sea posible, la prueba de adherencia debe ser realizada en cuerpos de prueba (réplicas) representativos de la superficie que está siendo revestida, de forma de evitar daños en el pintado. Para mayor agilidad, podemos utilizar las tablas de conversión de cada tipo de pistón con su respectivo perno estándar (0,5 inch) suministrada por los fabricantes de los equipos, convirtiendo la fuerza actual aplicada a la superficie de prueba (tensión de ruptura) en la tensión máxima de estrés de arrancamiento (mayor media de estrés aplicada durante la prueba), valor que generalmente es expresado en MPa, megapascal o psi, libras por pulgada cuadrada. PTTI Pneumatic dhesion Tensile Testing Instrument Es posible que ocurran variaciones en los resultados obtenidos usando diferentes dispositivos o diferentes substratos con el mismo revestimiento. En este catálogo, abordaremos detalladamente el procedimiento de preparación de los cuerpos de prueba, así como la ejecución del ensayo de adherencia por el método de resistencia a la tracción, con base en el aparato neumático Tipo IV (Método de prueba ), por medio de los equipos PTTI y Quantum. El ensayo de adherencia por el método de resistencia a la tracción es ejecutado sujetándose un perno (pieza de ensayo, carretel, tornillo, dolly, pull-stub) del aparato escogido de manera perpendicular a la superficie del revestimiento con un adhesivo. Tras la cura del adhesivo, el pistón (o dispositivo de tracción) del respectivo aparato es conectado a la pieza de ensayo y alineado para aplicar una tensión perpendicular a la superficie debajo del ensayo. La fuerza aplicada al perno es ajustada de acuerdo con el tipo de pistón escogido para ejecutar el ensayo. Este ensayo es monitoreado hasta que el perno se desprenda, o un determinado valor sea alcanzado, obteniéndose, en el análisis primario, la tensión máxima de ruptura que puede soportar un área de la superficie. La tensión de arrancamiento, aplicada a cada muestra de un determinado revestimiento o esquema de pintado, también puede ser calculada utilizando la fórmula de abajo: onde: x= 4F d 2 X = Es la tensión obtenida en el momento del arrancamiento o la mayor tensión alcanzada en ese intento, expresada en megapascales (MPa) o libras por pulgada cuadrada (psi); Manual de Mantenimiento Industrial 17
18 F = Es la fuerza real aplicada sobre el dispositivo de carga (conjunto pistón, anillo de sellado y perno), quedando: F = P isplay Pistón - P Pistón; d = Es el diámetro del perno (carretel, dolly o pull-stub), expresado en pulgadas (pul). Para un mejor entendimiento de este cálculo, presentamos un ejemplo práctico considerando que una determinada prueba haya obtenido la tensión, en el momento del arrancamiento, de 55 psig (P isplay ), utilizando un Pistón F-8 y el perno de 0,5 pulgadas, tenemos: F = P isplay - P Pistón Pistón F = 55 7,91-0,505 F= 434,54 x= 4 434,54 x= 1738,16 x = 1738,16 3,1416 (0,5) 2 3,1416 0,25 0,7854 x = 2213,08 psi ou 15,3 MPa La preparación del perno es un punto que debe ser observado, una vez que la superficie de contacto del perno con el adhesivo debe ser limpiada por chorreado abrasivo y el polvo debe ser removido con cepillo blando. También es requerido que la superficie del revestimiento esté limpia. Un perno puede no adherirse a la superficie debido a una pobre preparación de ésta. Incluso los pernos nuevos no son considerados limpios, visto que siempre es dejado algún residuo después del chorreado. Puede ser usado cualquier método estándar de limpieza y desengrasado de aluminio en el perno, debiendo ser pasados solventes suaves en su revestimiento para remover cualquier contaminante. La superficie limpia no debe ser manipulada, para evitar la contaminación a partir de aceites de la piel, etc. Los pernos no deben ser reutilizados a menos que el adhesivo sea cuidadosamente removido y su superficie sea limpiada nuevamente. El contacto con la superficie del perno debe ser evitado para no contaminarlo, debiendo ser utilizado en un plazo máximo de 24 horas tras la limpieza para mejores resultados (6). La norma STM 4541 (1) también indica dos métodos comprobados para la mejoría de las fuerzas de fijación adhesiva a las superficies de metal (las Guías 2651 y 3933). Otro punto relevante que debe ser observado es la reducción del área del perno en función de su reutilización a lo largo de los ensayos, que resulta en una mayor tensión, en una menor área a ser traccionada debido a la do prueba, una vez que la tasa de variación de presión no es comúnmente ajustada para este desvío del área del perno. Es posible escoger entre seis tamaños diferentes de pistón, cada cual con el rango de carga que mejor se adecua a su aplicación. En la Tabla descrita abajo, presentamos los pistones y los rangos de carga de cada uno. Pistón Tabla Rango de carga de los pistones Rango de carga, usando el perno (pull-stub) de 12,7 mm (1/2 ) de diámetro. iámetro del pistón PSI MPa mm Polegada F ,3-3,4 44,5 1 3/4" (1.75") F ,6-6,9 57,0 2 1/4" (2.25") F ,3-13,8 76,0 3" F ,7-27,6 98,0 3 7/8" (3.875") F ,5-55,2 127,0 5" F-8/12 (F-20) (3 Rangos de carga) F-8; F-12; F-20; F-8; 2,7 27,6 F-12; 4,1 41,3 F-20; 6, ,0 5 3/4 (5.75 ) Se recomienda que un sea escogido un pistón, de forma de que el punto medio del alcance esté próximo a la fuerza de tensión presumida del revestimiento a ser probado. Esto proveerá resultados más precisos a la fuerza presumida del revestimiento (1). El área del pistón utilizada en los cálculos es el área de contacto entre el anillo de sellado y el plato de reacción, siendo asumido que esta área es la referencia comercial del pistón, por ejemplo: - Pistón F-8, tiene un área de aproximadamente 8 in², pudiendo ser ligeramente diferente. Para ejecutar la prueba, asegúrese de que válvula de flujo (sentido horario firme en los dedos) esté cerrad, presione y sujete el botón de operación. Lentamente abra la válvula de flujo (sentido antihorario) y monitoree el manómetro/display de presión del pistón para obtener la tasa de aumento de presión menor que 1 MPa/s (150 psi/s) permitiendo también que la prueba esté completa dentro de 100 segundos, conforme la norma STM El punto relevante en esta etapa del ensayo es que una mayor o menor variación en la tasa da tensión aplicada sobre el pistón interferirá en el valor del resultado. e esta forma, la técnica y la experiencia del operador serán de relevante importancia para el resultado. Para que no ocurran resultados muy discrepantes, en un mismo revestimiento y en un mismo local, podemos calcular la tasa de variación de presión para cada tipo de pistón convirtiendo la tasa de variación de tensión en el perno en tasa de variación de presión en el display del equipo, utilizando las fórmulas de abajo, en conformidad con la tasa máxima de variación de presión (tensión) en el perno, P_Pots=150 psi/s. 18 Manual de Mantenimiento Industrial

19 Para una mejor visualización de la aplicación práctica de la fórmula, utilizamos el área de 7,91 in² del pistón F-8, con el perno estándar de 0,1964 in²: Para la posición horizontal: Ficando: P isplay = P Pots + P Perno s P isplay =3,8 psi s. Pistón Pistón Tabla de resultados del ajuste de la tasa de variación de tensión en el diplay del equipo recomendado para cada tipo de pistón. F-1 30 psig/s F-2 15 psig/s F-4 7,5 psig/s F-8 3,78 psig/s F-12 2,5 psig/s F-16 1,85 psig/s F-20 1,5 psig/s No exceder la tasa de variación de tensión del display cuando sea leído el resultado en el manómetro digital del equipo, para estar en conformidad con la norma STM 4541 y NT NR omo es posible percibir, cuando esté utilizando un pistón de tamaño mayor, podrá ser difícil realizar la prueba a un ritmo suficientemente lento, por eso, la solución puede ser utilizar un pistón de tamaño menor para obtener un mayor control, recordando que el pistón debe ser escogido de forma que el punto medio del alcance esté próximo a la fuerza de tensión presumida del revestimiento a ser probado. El ensayo de adherencia por el método de resistencia a la tracción, además de los valores de la tensión de ruptura, generalmente expresados en MPa, posibilita realizar el análisis de la naturaleza de la falla, que es el local donde ocurrió la ruptura que originó el desprendimiento del perno metálico de la superficie. Tabla escripción de la naturaleza da falla de adherencia lasificación / / / / /Z Naturaleza de la Falla falla cohesiva del substrato falla adhesiva entre el substrato y la primera camada del revestimiento falla cohesiva de la primera camada del revestimiento (primer) falla adhesiva entre las camadas y falla cohesiva de la camada (intermediario) falla adhesiva entre las camadas y falla cohesiva de la camada (acabamiento) falla adhesiva entre la última camada de pintura y el adhesivo falla cohesiva del adhesivo falla adhesiva entre el adhesivo y el perno ( dolly ) Para una mejor visualización de los posibles locales donde la falla de adherencia puede ocurrir presentamos también, de forma esquemática, la ilustración de abajo. Z Z Z Z Z Z Z Z Z Z Falla /Z Falla ohesiva Falla / Falla ohesiva ibujo esquemático de los tipos de fallas de adherencia. Falla / Falla ohesiva Falla / Falla ohesiva Falla / Falla ohesiva En este análisis secundario, también es registrado el porcentual de la falla. uando es observado más de un tipo de falla, es registrado el porcentual de cada una, como es mostrado de forma esquemática en las ilustraciones de al lado. omo en este ejemplo, en un esquema de pintado de 03 (tres) manos de pintura, observamos: - 50% de falla adhesiva /; - y 50% de falla cohesiva (superficial). Manual de Mantenimiento Industrial 19
20 Sucursales WEG en el Mundo LEMNI Türnich - Kerpen Teléfono: info-de@weg.net HIN Nantong - Jiangsu Teléfono: info-cn@weg.net INI angalore - Karnataka Teléfono: info-in@weg.net PORTUGL Maia - Porto Teléfono: info-pt@weg.net alingen - aden-württemberg Teléfono: info@weg-antriebe.de RGENTIN San Francisco - ordoba Teléfono: info-ar@weg.net ordoba - ordoba Teléfono: weg-morbe@weg.com.ar uenos ires Teléfono: ventas@pulverlux.com.ar USTRLI Scoresby - Victoria Teléfono: info-au@weg.net USTRI Markt Piesting - Wiener Neustadt-Land Teléfono: watt@wattdrive.com ÉLGI Nivelles - élgica Teléfono: info-be@weg.net RSIL Jaraguá do Sul - Santa atarina Teléfono: info-br@weg.net HILE La Reina - Santiago Teléfono: info-cl@weg.net Para los países donde no hay una operación WEG, encuentre el distribuidor local en Grupo WEG - Unidad Pinturas Guaramirim - S - rasil Teléfono: +55 (47) tintas@weg.net hangzhou Jiangsu Teléfono: info-cn@weg.net OLOMI San ayetano - ogotá Teléfono: info-co@weg.net EUOR El atan - Quito Teléfono: ceccato@weg.net EMIRTOS RES UNIOS Jebel li - ubai Teléfono: info-ae@weg.net ESPÑ oslada - Madrid Teléfono: wegiberia@wegiberia.es EEUU uluth - Georgia Teléfono: info-us@weg.net Minneapolis - Minnesota Teléfono: FRNI Saint-Quentin-Fallavier - Isère Teléfono: info-fr@weg.net GHN ccra Teléfono: info@zestghana.com.gh Hosur - Tamil Nadu Teléfono: info-in@weg.net ITLI inisello alsamo - Milano Teléfono: info-it@weg.net JPON okohama - Kanagawa Teléfono: info-jp@weg.net MLSI Shah lam - Selangor Teléfono: info@wattdrive.com.my MEXIO Huehuetoca - Mexico Teléfono: info-mx@weg.net Tizayuca - Hidalgo Teléfono: PISES JOS Oldenzaal - Overijssel Teléfono: info-nl@weg.net PERU La Victoria - Lima Teléfono: info-pe@weg.net RUSI y EI Saint Petersburg Teléfono: sales-wes@weg.net SINGPOR Singapor Teléfono: info-sg@weg.net Singapor Teléfono: watteuro@watteuro.com.sg SUFRI Johannesburg Teléfono: info@zest.co.za SUEI Mölnlycke - Suécia Teléfono: info-se@weg.net REINO UNIO Redditch - Worcestershire Teléfono: info-uk@weg.net VENEZUEL Valencia - arabobo Teléfono: info-ve@weg.net ód: Rev:15 ata (m/a): 03/ Sujeito a alterações sem aviso prévio. s informações contidas são valores de referência.
CATÁLOGO DE PRODUCTOS
 Catálogo WEG Tintas CATÁLOGO DE PRODUCTOS REPINTADO AUTOMOTRIZ Motores Automatización Energía Transmisión & Distribución Pinturas LÍNEA ALTA TECNOLOGÍA PRIMER HS 4:1:1 Catalizadores: 5501, 5502, 5503 Dilución
Catálogo WEG Tintas CATÁLOGO DE PRODUCTOS REPINTADO AUTOMOTRIZ Motores Automatización Energía Transmisión & Distribución Pinturas LÍNEA ALTA TECNOLOGÍA PRIMER HS 4:1:1 Catalizadores: 5501, 5502, 5503 Dilución
Motores I Automatización I Energía I Transmisión & Distribución I Pinturas. Electrocentro Solar
 Motores I Automatización I Energía I Transmisión & Distribución I Pinturas Electrocentro Solar www.weg.net Electrocentro Solar WEG Optimización de espacio para generación de energía con alta performance
Motores I Automatización I Energía I Transmisión & Distribución I Pinturas Electrocentro Solar www.weg.net Electrocentro Solar WEG Optimización de espacio para generación de energía con alta performance
Automatización Inversor Solar Central SIW700 Inversor String SIW500 Inversor Monofásico SIW300
 Motores Automatización Energía Transmisión & Distribución Pinturas Automatización Inversor Solar Central Inversor String SIW500 Inversor Monofásico SIW300 Aplicaciones Fotovoltaicas www.weg.net Inversor
Motores Automatización Energía Transmisión & Distribución Pinturas Automatización Inversor Solar Central Inversor String SIW500 Inversor Monofásico SIW300 Aplicaciones Fotovoltaicas www.weg.net Inversor
Motores Energía Automatización Transmissión & Distribuición Pinturas. Pinturas Soluciones para Energía
 Motores Energía Automatización Transmissión & Distribuición Pinturas Pinturas Soluciones para Energía Soluciones para Centrales Hidroeléctricas ERD 33 Pintura epoxi poliamida con alto contenido de sólidos.
Motores Energía Automatización Transmissión & Distribuición Pinturas Pinturas Soluciones para Energía Soluciones para Centrales Hidroeléctricas ERD 33 Pintura epoxi poliamida con alto contenido de sólidos.
Motores Energía Automatización Transmissión & Distribuición Pinturas. Pinturas Soluciones para Marítimo y Offshore
 Motores Energía Automatización Transmissión & Distribuición Pinturas Pinturas WEG Tintas tiene una línea completa de productos anticorrosivos y anti incrustantes para las más variadas aplicaciones en el
Motores Energía Automatización Transmissión & Distribuición Pinturas Pinturas WEG Tintas tiene una línea completa de productos anticorrosivos y anti incrustantes para las más variadas aplicaciones en el
Motores Automatización Energía Transmisión & Distribución Pinturas. Automatización Mini Contactores CW
 Motores Automatización Energía Transmisión & Distribución Pinturas Automatización Mini Contactores CW Mini Contactores CW Sumario Tripolares CW07-7 A (AC-3) 05 Tripolares para Arranque Reverso con Enclavamiento
Motores Automatización Energía Transmisión & Distribución Pinturas Automatización Mini Contactores CW Mini Contactores CW Sumario Tripolares CW07-7 A (AC-3) 05 Tripolares para Arranque Reverso con Enclavamiento
Catálogo WEG Tintas DEFECTOS DE PINTADO CAUSAS, PREVENCIÓN Y CORRECCIÓN. Sistemas Tintométricos Acabados Preparación Pulimento Thinners y Diluyentes
 Catálogo WEG Tintas DEFECTOS DE PINTADO CAUSAS, PREVENCIÓN Y CORRECCIÓN Sistemas Tintométricos Acabados Preparación Pulimento Thinners y Diluyentes Para garantizar mayor productividad y calidad total en
Catálogo WEG Tintas DEFECTOS DE PINTADO CAUSAS, PREVENCIÓN Y CORRECCIÓN Sistemas Tintométricos Acabados Preparación Pulimento Thinners y Diluyentes Para garantizar mayor productividad y calidad total en
Motores Energía Automatización Transmisión & Distribución Pinturas. Pinturas Soluciones para Pisos
 Motores Energía Automatización Transmisión & Distribución Pinturas Pinturas Soluciones para Pisos Soluciones para Pisos Además de ofrecer protección para herramientas, equipos y estructuras industriales,
Motores Energía Automatización Transmisión & Distribución Pinturas Pinturas Soluciones para Pisos Soluciones para Pisos Además de ofrecer protección para herramientas, equipos y estructuras industriales,
PINTURAS Y COMPLEMENTOS
 Catálogo WEG Pinturas PINTURAS Y COMPLEMENTOS REPINTADO AUTOMOTRÍZ Motores Energía Automatización Transmissión & Distribuición Pinturas NUEVAS TECNOLOGÍAS CON ALTA CALIDAD Proporcionar soluciones completas
Catálogo WEG Pinturas PINTURAS Y COMPLEMENTOS REPINTADO AUTOMOTRÍZ Motores Energía Automatización Transmissión & Distribuición Pinturas NUEVAS TECNOLOGÍAS CON ALTA CALIDAD Proporcionar soluciones completas
W22 Motor Eléctrico Monofásico
 Motores Automação Energia Transmissão & Distribuição www.weg.net Tintas W22 Motor Eléctrico Monofásico Catálogo Comercial Mercado Latinoamericano W22 Motor Eléctrico Monofásico 1 Diseño de los Componentes
Motores Automação Energia Transmissão & Distribuição www.weg.net Tintas W22 Motor Eléctrico Monofásico Catálogo Comercial Mercado Latinoamericano W22 Motor Eléctrico Monofásico 1 Diseño de los Componentes
PINTURAS Y COMPLEMENTOS
 Catálogo WEG Pinturas PINTURAS Y COMPLEMENTOS REPINTADO AUTOMOTRÍZ Motores Energía Automatización Transmissión & Distribuición Pinturas NUEVAS TECNOLOGÍAS CON ALTA CALIDAD ÍNDICE Proporcionar soluciones
Catálogo WEG Pinturas PINTURAS Y COMPLEMENTOS REPINTADO AUTOMOTRÍZ Motores Energía Automatización Transmissión & Distribuición Pinturas NUEVAS TECNOLOGÍAS CON ALTA CALIDAD ÍNDICE Proporcionar soluciones
Motores Automatización Energía Transmisión & Distribución Pinturas. W11 Motor Trifásico de Aluminio
 Motores Automatización Energía Transmisión & Distribución Pinturas W11 Motor Trifásico de Aluminio -- 2 W11 Motor Trifásico de Aluminio W11 Motor trifásico proyectado en aluminio, para aplicaciones donde
Motores Automatización Energía Transmisión & Distribución Pinturas W11 Motor Trifásico de Aluminio -- 2 W11 Motor Trifásico de Aluminio W11 Motor trifásico proyectado en aluminio, para aplicaciones donde
Sistemas Tintométricos Acabamientos Preparación Pulimiento Diluyentes. WEG - pintura AUTOMOTRIZ Pinturas y Complementos para el Repintado Automotriz
 Sistemas Tintométricos Acabamientos Preparación Pulimiento Diluyentes WEG - pintura AUTOMOTRIZ Pinturas y Complementos para el Repintado Automotriz NUEVAS TECNOLOGÍAS CON ALTA CALIDAD Unimos tecnología
Sistemas Tintométricos Acabamientos Preparación Pulimiento Diluyentes WEG - pintura AUTOMOTRIZ Pinturas y Complementos para el Repintado Automotriz NUEVAS TECNOLOGÍAS CON ALTA CALIDAD Unimos tecnología
Motores Automatización Energía Transmisión & Distribución Pinturas. Automatización Condensadores de Polipropileno Metalizado para Motores
 Motores Automatización Energía Transmisión & Distribución Pinturas Automatización Condensadores de Polipropileno Metalizado para Motores SEGURIDAD PARA SUS APLICACIONES Los condensadores Motor Run WEG
Motores Automatización Energía Transmisión & Distribución Pinturas Automatización Condensadores de Polipropileno Metalizado para Motores SEGURIDAD PARA SUS APLICACIONES Los condensadores Motor Run WEG
Automatización Relés Electrónicos Línea Modular
 Motores Automatización Energía Transmisión & Distribución Pinturas Automatización Relés Electrónicos Línea Modular g Temporizadores g Impulso Relés Electrónicos Línea 17,5 mm Sumario Aplicaciones 06 Relés
Motores Automatización Energía Transmisión & Distribución Pinturas Automatización Relés Electrónicos Línea Modular g Temporizadores g Impulso Relés Electrónicos Línea 17,5 mm Sumario Aplicaciones 06 Relés
W60 Motor de Inducción Trifásico. Motores Automatización Energía Transmisión & Distribución Pinturas
 W60 Motor de Inducción Trifásico Motores Automatización Energía Transmisión & Distribución Pinturas W60 - Motor de Inducción Trifásico Los motores WEG de la línea W60 fueron diseñados para atender las
W60 Motor de Inducción Trifásico Motores Automatización Energía Transmisión & Distribución Pinturas W60 - Motor de Inducción Trifásico Los motores WEG de la línea W60 fueron diseñados para atender las
Pinturas Esto es WEG. Motores Automatización Energía Transmisión & Distribuición Pinturas
 Pinturas Esto es WEG Motores Automatización Energía Transmisión & Distribuición Pinturas Bienvenido a WEG pinturas 1 gran grupo compuesto por 5 unidades, que actúan de forma integrada a encontrar las mejores
Pinturas Esto es WEG Motores Automatización Energía Transmisión & Distribuición Pinturas Bienvenido a WEG pinturas 1 gran grupo compuesto por 5 unidades, que actúan de forma integrada a encontrar las mejores
Guía Práctica de Capacitación Técnico Comercial
 Motores Automatización Energía Transmisión & Distribución Pinturas Guía Práctica de Capacitación Técnico Comercial Motor Eléctrico Módulo I Índice www.weg.net Motor Eléctrico... 3 Conceptos Básicos Potencia...
Motores Automatización Energía Transmisión & Distribución Pinturas Guía Práctica de Capacitación Técnico Comercial Motor Eléctrico Módulo I Índice www.weg.net Motor Eléctrico... 3 Conceptos Básicos Potencia...
Soluciones en Energía Solar
 Motores Automatización Energía Transmisión & Distribución Pinturas Soluciones en Energía Solar Tecnología para minimizar el consumo de las industrias. Sustentabilidad para maximizar la calidad de vida
Motores Automatización Energía Transmisión & Distribución Pinturas Soluciones en Energía Solar Tecnología para minimizar el consumo de las industrias. Sustentabilidad para maximizar la calidad de vida
MAGMA-M. Reductores y Motorreductores Corona Sinfin
 MAGMA-M Reductores y Motorreductores Corona Sinfin Reductor Modularidad y variedad de montajes www.weg.net/mx Reductores y Motorreductores de Velocidad de Corona Sinfin Reducciones: 10 hasta 4000:1 Capacidad
MAGMA-M Reductores y Motorreductores Corona Sinfin Reductor Modularidad y variedad de montajes www.weg.net/mx Reductores y Motorreductores de Velocidad de Corona Sinfin Reducciones: 10 hasta 4000:1 Capacidad
Automatización Pump Genius WEG. Motores Automatización Energía Transmisión & Distribución Pinturas
 Automatización Motores Automatización Energía Transmisión & Distribución Pinturas BOMBEO INTELIGENTE PARA SU SISTEMA Bombas, tuberías y conexiones pueden sufrir serios daños si la presión o el flujo salen
Automatización Motores Automatización Energía Transmisión & Distribución Pinturas BOMBEO INTELIGENTE PARA SU SISTEMA Bombas, tuberías y conexiones pueden sufrir serios daños si la presión o el flujo salen
Motores Automatización Energía Transmisión & Distribución Pinturas. Automatización Relés de Sobrecarga Térmicos Línea RW
 Motores utomatización Energía Transmisión & Distribución Pinturas utomatización Relés de Sobrecarga Térmicos Línea RW Relés de Sobrecarga Térmicos Línea RW Sumario Presentación 0 Relés de Sobrecarga Térmicos
Motores utomatización Energía Transmisión & Distribución Pinturas utomatización Relés de Sobrecarga Térmicos Línea RW Relés de Sobrecarga Térmicos Línea RW Sumario Presentación 0 Relés de Sobrecarga Térmicos
Energía Hidrogeneradores. Motores Automatización Energía Transmisión & Distribución Pinturas
 Energía Motores Automatización Energía Transmisión & Distribución Pinturas Desarrollados para aplicaciones en centrales hidroeléctricas, los hidrogeneradores WEG poseen una gran gama de opciones, tanto
Energía Motores Automatización Energía Transmisión & Distribución Pinturas Desarrollados para aplicaciones en centrales hidroeléctricas, los hidrogeneradores WEG poseen una gran gama de opciones, tanto
QUÉ ES LA PINTURA INDUSTRIAL
 QUÉ ES LA PINTURA INDUSTRIAL CONCEPTOS BÁSICOS (ver también apartado Sistemas de Pintado) Es un factor primordial previo a las operaciones de pintado. Una deficiente preparación superficial seguida de
QUÉ ES LA PINTURA INDUSTRIAL CONCEPTOS BÁSICOS (ver también apartado Sistemas de Pintado) Es un factor primordial previo a las operaciones de pintado. Una deficiente preparación superficial seguida de
C&C Fondos y Acabados Epoxicos
 C&C Fondos y Acabados Epoxicos 1) C&C Epoxi Submarino Recubrimiento epóxico, diseñado para la reparación de otros revestimientos en cascos y otras piezas de acero y concreto que se encuentran sumergidos
C&C Fondos y Acabados Epoxicos 1) C&C Epoxi Submarino Recubrimiento epóxico, diseñado para la reparación de otros revestimientos en cascos y otras piezas de acero y concreto que se encuentran sumergidos
NORMAS DE PREPARACION SUPERFICIAL DE ACERO
 NORMAS DE PREPARACION SUPERFICIAL DE ACERO Si bien existen diversos Institutos y Centros que han establecido normas, las más conocidas y difundidas y que además han sido homologadas por ASTM son dos: STEEL
NORMAS DE PREPARACION SUPERFICIAL DE ACERO Si bien existen diversos Institutos y Centros que han establecido normas, las más conocidas y difundidas y que además han sido homologadas por ASTM son dos: STEEL
Motores Automatización Energía Transmisión & Distribución Pinturas. Automatización Contactores para Aplicaciones de Seguridad - Línea CWBS
 Motores Automatización Energía Transmisión & Distribución Pinturas Automatización Contactores para Aplicaciones de Seguridad - Línea CWBS Contactores para Aplicaciones de Seguridad - Línea CWBS Sumario
Motores Automatización Energía Transmisión & Distribución Pinturas Automatización Contactores para Aplicaciones de Seguridad - Línea CWBS Contactores para Aplicaciones de Seguridad - Línea CWBS Sumario
Programas de calificación de operarios
 Programas de calificación de operarios Básico de aplicación de recubrimientos protectores Operario de limpieza mediante chorro abrasivo Aplicador de recubrimientos a pistola La superación de estos cursos
Programas de calificación de operarios Básico de aplicación de recubrimientos protectores Operario de limpieza mediante chorro abrasivo Aplicador de recubrimientos a pistola La superación de estos cursos
Motores Automatización Energía Transmisión & Distribución Pinturas. Energía Turbogeneradores
 Motores Automatización Energía Transmisión & Distribución Pinturas Energía Desarrollados para su utilización en Centrales Termoeléctricas, los turbogeneradores de las líneas ST20 y ST40 poseen una amplia
Motores Automatización Energía Transmisión & Distribución Pinturas Energía Desarrollados para su utilización en Centrales Termoeléctricas, los turbogeneradores de las líneas ST20 y ST40 poseen una amplia
Motores Automatización Energía Transmisión & Distribución Pinturas. Automatización Soluciones para Automatización de Sistemas
 Motores Automatización Energía Transmisión & Distribución Pinturas Automatización Soluciones para Automatización de Sistemas Los sistemas de control WEG garantizan alto desempeño de los procesos industriales,
Motores Automatización Energía Transmisión & Distribución Pinturas Automatización Soluciones para Automatización de Sistemas Los sistemas de control WEG garantizan alto desempeño de los procesos industriales,
Nace 1 Quality SA 2 ½ Semi SP 10 DS nd. Nace 2. SP7 DS 1 Nace 4
 Granallado- NORMAS DE PREPARACION DE SUPERFICIES Los trabajos de preparación de superficies están normalizados por varias asociaciones internacionales. Las normas definen la terminación deseada o sea el
Granallado- NORMAS DE PREPARACION DE SUPERFICIES Los trabajos de preparación de superficies están normalizados por varias asociaciones internacionales. Las normas definen la terminación deseada o sea el
NORMAS DE PREPARACION SUPERFICIAL DE ACERO
 NORMAS DE PREPARACION SUPERFICIAL DE ACERO INFORMACIÓN PROPORCIONADA POR: Compaetz Ltda. / Carlos Valdovinos 1647 - Pedro Aguirre Cerda - Santiago - Chile / Fono/Fax : 56-2-563 1564 / 56-2-563 8496 - contacto@ingepint.cl
NORMAS DE PREPARACION SUPERFICIAL DE ACERO INFORMACIÓN PROPORCIONADA POR: Compaetz Ltda. / Carlos Valdovinos 1647 - Pedro Aguirre Cerda - Santiago - Chile / Fono/Fax : 56-2-563 1564 / 56-2-563 8496 - contacto@ingepint.cl
MTW Conjunto de Maniobra y Control de Media Tensión. Motores Automatización Energía Transmisión & Distribución Pinturas
 MTW Conjunto de Maniobra y Control de Media Tensión Motores Automatización Energía Transmisión & Distribución Pinturas Conjunto de Maniobra y Control de Media Tensión Contenido Aplicaciones 05 Características
MTW Conjunto de Maniobra y Control de Media Tensión Motores Automatización Energía Transmisión & Distribución Pinturas Conjunto de Maniobra y Control de Media Tensión Contenido Aplicaciones 05 Características
Preparación de Superficie - Norma SSPC
 INFORMES TECNICOS Agosto 2015 Preparación de Superficie - Norma SSPC Una correcta preparación de superficie previo a la aplicación de cualquier tipo de revestimiento o pintura es un factor de suma importancia
INFORMES TECNICOS Agosto 2015 Preparación de Superficie - Norma SSPC Una correcta preparación de superficie previo a la aplicación de cualquier tipo de revestimiento o pintura es un factor de suma importancia
LIDERPOX 224 HS ESMALTE EPOXICO COLORES
 LIDERPOX 224 HS ESMALTE EPOXICO COLORES LIDERPOX 224 HS ESMALTE EPOXICO COLORES INFORMACIÓN GENERAL TIPO GENÉRICO: EPÓXICO DE TECNOLOGÍA AVANZADA. DESCRIPCIÓN Recubrimiento Epóxico de dos componentes,
LIDERPOX 224 HS ESMALTE EPOXICO COLORES LIDERPOX 224 HS ESMALTE EPOXICO COLORES INFORMACIÓN GENERAL TIPO GENÉRICO: EPÓXICO DE TECNOLOGÍA AVANZADA. DESCRIPCIÓN Recubrimiento Epóxico de dos componentes,
Motores Automatización Energía Transmisión & Distribución Pinturas. MSW Interruptor-Seccionador
 Motores Automatización Energía Transmisión & Distribución Pinturas MSW Interruptor-Seccionador Interruptores-Seccionadores MSW Sumario Introducción 04 Características Generales 06 Cómo Seleccionar el
Motores Automatización Energía Transmisión & Distribución Pinturas MSW Interruptor-Seccionador Interruptores-Seccionadores MSW Sumario Introducción 04 Características Generales 06 Cómo Seleccionar el
Motores Sincrónicos. Motores Automatización Energía Transmisión & Distribución Pinturas
 Motores Sincrónicos Motores Automatización Energía Transmisión & Distribución Pinturas Motores Sincrónicos WEG presenta soluciones industriales completas, ofreciendo al mercado productos desarrollados
Motores Sincrónicos Motores Automatización Energía Transmisión & Distribución Pinturas Motores Sincrónicos WEG presenta soluciones industriales completas, ofreciendo al mercado productos desarrollados
Normas de Preparación de Superficies para Procesos de Granallado
 INFORMES TECNICOS Normas de Preparación de Superficies para Procesos de Granallado Los trabajos de preparación de superficies están normalizados por varias asociaciones internacionales. Las normas definen
INFORMES TECNICOS Normas de Preparación de Superficies para Procesos de Granallado Los trabajos de preparación de superficies están normalizados por varias asociaciones internacionales. Las normas definen
Inspección de Recubrimientos de Protección
 Inspección de Recubrimientos de Protección Objetivo Permitirá a los participantes conocer la normativa técnica internacional y la tecnología de Inspección de Recubrimientos. Se adquiere un enfoque moderno
Inspección de Recubrimientos de Protección Objetivo Permitirá a los participantes conocer la normativa técnica internacional y la tecnología de Inspección de Recubrimientos. Se adquiere un enfoque moderno
Preparación de Superficie
 INFORMES TECNICOS Preparación de Superficie Por qué es necesario realizar una correcta preparación de superficie previo a la aplicación de un revestimiento? Un elevado porcentaje de revestimientos aplicados
INFORMES TECNICOS Preparación de Superficie Por qué es necesario realizar una correcta preparación de superficie previo a la aplicación de un revestimiento? Un elevado porcentaje de revestimientos aplicados
Contenido 1. INTRODUCCIÓN. 2. CARACTERÍSTICAS 2.1. Preparación de Superficie 2.2. Control de calidad del producto
 FOLLETO TÉCNICO Contenido 1. INTRODUCCIÓN 2. CARACTERÍSTICAS 2.1. Preparación de Superficie 2.2. Control de calidad del producto 3. DESEMPEÑO EN SISTEMAS BICAPA Y TRICAPA 3.1. Pruebas de cámara salina
FOLLETO TÉCNICO Contenido 1. INTRODUCCIÓN 2. CARACTERÍSTICAS 2.1. Preparación de Superficie 2.2. Control de calidad del producto 3. DESEMPEÑO EN SISTEMAS BICAPA Y TRICAPA 3.1. Pruebas de cámara salina
Verjas, mallas, cercas y portones, Elementos estructurales (columnas, cerchas, etc.), Estructura metálica, Exterior de tanques
, Estructura metálica, Exterior de tanques") DESCRIPCIÓN BECCGARD PRIMER E. E. es un primario de alto poder anticorrosivo, formulado sobre resinas sintéticas modificadas con epóxico. Sus pigmentos anticorrosivos inhiben de modo eficiente el proceso
DESCRIPCIÓN BECCGARD PRIMER E. E. es un primario de alto poder anticorrosivo, formulado sobre resinas sintéticas modificadas con epóxico. Sus pigmentos anticorrosivos inhiben de modo eficiente el proceso
Motores Automatización Energía Transmisión & Distribución Pinturas. Automatización
 Motores Automatización Energía Transmisión & Distribución Pinturas Automatización Mini Interruptores MDW y MDWH Cuadros de Distribución QDW Interruptores Diferenciales Residuales RDW Dispositivos de Protección
Motores Automatización Energía Transmisión & Distribución Pinturas Automatización Mini Interruptores MDW y MDWH Cuadros de Distribución QDW Interruptores Diferenciales Residuales RDW Dispositivos de Protección
Mantenimiento predictivo y correctivo de metales protección ante el desgaste, corrosión y degradación
 Mantenimiento predictivo y correctivo de metales protección ante el desgaste, corrosión y degradación Qué es la corrosión? Corrosión Es un fenómeno natural que ocurre a través del tiempo. Es un proceso
Mantenimiento predictivo y correctivo de metales protección ante el desgaste, corrosión y degradación Qué es la corrosión? Corrosión Es un fenómeno natural que ocurre a través del tiempo. Es un proceso
USO El producto puede ser aplicado en interiores y exteriores sobre superficies de hierro negro o galvanizado.
 DESCRIPCIÓN CORROSTOP DTM (Direct-to-Metal) es un primario-acabado anticorrosivo al agua de alto desempeño, que proporciona una excelente protección y posee muy buena adherencia sobre superficies de metal.
DESCRIPCIÓN CORROSTOP DTM (Direct-to-Metal) es un primario-acabado anticorrosivo al agua de alto desempeño, que proporciona una excelente protección y posee muy buena adherencia sobre superficies de metal.
Motores Automatización Energía Transmisión & Distribución Pinturas. Automatización Fuentes de Alimentación
 Motores Automatización Energía Transmisión & Distribución Pinturas Automatización Sumario Conmutadas Línea PSS24W 04 Conmutadas Línea PSS24W - Frontal Metálico 7 para Sensores Industriales - Línea PS
Motores Automatización Energía Transmisión & Distribución Pinturas Automatización Sumario Conmutadas Línea PSS24W 04 Conmutadas Línea PSS24W - Frontal Metálico 7 para Sensores Industriales - Línea PS
GALVANIZADO POR INMERSIÓN EN CALIENTE
 GALVANIZADO POR INMERSIÓN EN CALIENTE La corrosión se define como el deterioro de un material metálico como resultado de las reacciones químicas de oxidación con el medio ambiente (aire-tierra-agua). PROTECCIÓN
GALVANIZADO POR INMERSIÓN EN CALIENTE La corrosión se define como el deterioro de un material metálico como resultado de las reacciones químicas de oxidación con el medio ambiente (aire-tierra-agua). PROTECCIÓN
Salas Eléctricas WEG. Motores Automatización Energía Transmisión & Distribución Pinturas
 Salas Eléctricas WEG Motores Automatización Energía Transmisión & Distribución Pinturas Sistema Eléctrico Integrado Los Sistemas Eléctricos Integrados WEG son proyectados y fabricados a (custom) medida
Salas Eléctricas WEG Motores Automatización Energía Transmisión & Distribución Pinturas Sistema Eléctrico Integrado Los Sistemas Eléctricos Integrados WEG son proyectados y fabricados a (custom) medida
INFORMACIÓN TÉCNICA ZINC TECH ORGANIC PRIMER H.S COMPONENTE. Componente A Componente B DESCRIPCIÓN
 COMPONENTE Componente A Componente B 521-86057-999 DESCRIPCIÓN ZINC TECH ORGANIC PRIMER HS es un primario epóxico orgánico de zinc con características de galvanizado. Además posee excelentes propiedades
COMPONENTE Componente A Componente B 521-86057-999 DESCRIPCIÓN ZINC TECH ORGANIC PRIMER HS es un primario epóxico orgánico de zinc con características de galvanizado. Además posee excelentes propiedades
INFORMACIÓN TÉCNICA ZINC-TECH ORGANIC PRIMER COMPONENTE. Componente A Componente B DESCRIPCIÓN
 COMPONENTE Componente A Componente B 521-86053-999 DESCRIPCIÓN Primario orgánico de zinc con propiedades similares al galvanizado. Por su excelente protección anticorrosiva y alta resistencia química es
COMPONENTE Componente A Componente B 521-86053-999 DESCRIPCIÓN Primario orgánico de zinc con propiedades similares al galvanizado. Por su excelente protección anticorrosiva y alta resistencia química es
INFORMACIÓN TÉCNICA BECCTHANE ZINC MIO PRIMER. Primario de poliuretano curado por humedad DESCRIPCIÓN
 DESCRIPCIÓN BECCTHANE ZINC/ MIO PRIMER es un primario anticorrosivo monocomponente rico en zinc, formulado sobre una base de resinas de poliuretano, cuyos pigmentos de zinc curan con la humedad ambiente.
DESCRIPCIÓN BECCTHANE ZINC/ MIO PRIMER es un primario anticorrosivo monocomponente rico en zinc, formulado sobre una base de resinas de poliuretano, cuyos pigmentos de zinc curan con la humedad ambiente.
Esmalte Directo Sobre Hierro y Óxido Forja
 Esmalte Directo Sobre Hierro y Óxido Forja DEFINICIÓN PRODUCTO Óxido brinda una protección óptima de hasta 8 años a las barandillas y rejas de metal. Su fórmula especial actúa a la vez como fondo eficaz
Esmalte Directo Sobre Hierro y Óxido Forja DEFINICIÓN PRODUCTO Óxido brinda una protección óptima de hasta 8 años a las barandillas y rejas de metal. Su fórmula especial actúa a la vez como fondo eficaz
Motores Automatización Energía Transmisión & Distribución Pinturas. CCM Centros de Control de Motores de Baja Tensión
 Motores Automatización Energía Transmisión & Distribución Pinturas CCM Centros de Control de Motores de Baja Tensión 2 Centro de Control de Motores en Baja Tensión Centros de Control de Motores de Baja
Motores Automatización Energía Transmisión & Distribución Pinturas CCM Centros de Control de Motores de Baja Tensión 2 Centro de Control de Motores en Baja Tensión Centros de Control de Motores de Baja
ASTM Inspección de Recubrimientos de Protección. (Curso parte del Programa Especialización en Recubrimientos ASTM) DESCRIPCIÓN
 DESCRIPCIÓN") ASTM Inspección de Recubrimientos de Protección. (Curso parte del Programa Especialización en Recubrimientos ASTM) DESCRIPCIÓN Este curso abarca la importancia, el rol y la responsabilidad de la Inspección
ASTM Inspección de Recubrimientos de Protección. (Curso parte del Programa Especialización en Recubrimientos ASTM) DESCRIPCIÓN Este curso abarca la importancia, el rol y la responsabilidad de la Inspección
Acero al carbono (Hierro negro), Aluminio, Concreto (sin repello), Fibra de vidrio, Galvanizado, Láminas esmaltadas / tejas metálicas
, Aluminio, Concreto (sin repello), Fibra de vidrio, Galvanizado, Láminas esmaltadas / tejas metálicas") COMPONENTE Componente A Componente B 521-86061-999 DESCRIPCIÓN Producto epóxico-poliamida bicomponente. Ideal para ser usado como capa de enlace entre primario y acabado, posee una excelente adherencia,
COMPONENTE Componente A Componente B 521-86061-999 DESCRIPCIÓN Producto epóxico-poliamida bicomponente. Ideal para ser usado como capa de enlace entre primario y acabado, posee una excelente adherencia,
CEPILLO: Sólo para retocar. Utilice un cepillo de cerda sintética o natural de buena calidad. RODILLO: No es recomendable.
 Revestimiento rico en Zinc Brochable Este revestimiento contiene 95% de zinc metálico en la película seca para brindar protección contra la corrosión catódica para el hierro y el acero. También es excelente
Revestimiento rico en Zinc Brochable Este revestimiento contiene 95% de zinc metálico en la película seca para brindar protección contra la corrosión catódica para el hierro y el acero. También es excelente
ESPECIFICACIONES TÉCNICAS PARA LA REPARACIÓN Y RECUBRIMIENTO DE FLOCULADORES Y SEDIMENTADORES DE LA PLANTA EL TROJE
 ESPECIFICACIONES TÉCNICAS PARA LA REPARACIÓN Y RECUBRIMIENTO DE FLOCULADORES Y SEDIMENTADORES DE LA PLANTA EL TROJE Introducción Esta sección determina las especificaciones técnicas para el suministro
ESPECIFICACIONES TÉCNICAS PARA LA REPARACIÓN Y RECUBRIMIENTO DE FLOCULADORES Y SEDIMENTADORES DE LA PLANTA EL TROJE Introducción Esta sección determina las especificaciones técnicas para el suministro
INFORMACIÓN TÉCNICA EPOBECC EPOXY PRIMER RED. Primario Epóxico COMPONENTE. Componente A Componente B
 COMPONENTE Componente A Componente B 521-86051-999 DESCRIPCIÓN Primario bicomponente epoxiamida de uso general con propiedades anticorrosivas, diseñado para ambientes industriales y marinos. Este producto
COMPONENTE Componente A Componente B 521-86051-999 DESCRIPCIÓN Primario bicomponente epoxiamida de uso general con propiedades anticorrosivas, diseñado para ambientes industriales y marinos. Este producto
INTRODUCCIÓN 17 CONSIDERACIONES SOBRE LOS SISTEMAS PROTECTORES Y DURABILIDAD DE LOS MISMOS 17 EXPECTATIVA DE VIDA, DURABILIDAD Y GARANTIAS 19
 238_08 00c indice 29/7/09 10:28 Página 7 ÍNDICE INTRODUCCIÓN 17 CONSIDERACIONES SOBRE LOS SISTEMAS PROTECTORES Y DURABILIDAD DE LOS MISMOS 17 EXPECTATIVA DE VIDA, DURABILIDAD Y GARANTIAS 19 1. CORROSIÓN
238_08 00c indice 29/7/09 10:28 Página 7 ÍNDICE INTRODUCCIÓN 17 CONSIDERACIONES SOBRE LOS SISTEMAS PROTECTORES Y DURABILIDAD DE LOS MISMOS 17 EXPECTATIVA DE VIDA, DURABILIDAD Y GARANTIAS 19 1. CORROSIÓN
Elementos estructurales (columnas, cerchas, etc.), Interior de Tuberías, Superficies enterradas, Tanques aguas residuales, Tanques Hidrocarburos
, Interior de Tuberías, Superficies enterradas, Tanques aguas residuales, Tanques Hidrocarburos") COMPONENTE Componente A Componente B 521-86181-999 DESCRIPCIÓN es un recubrimiento epóxico-fenólico bicomponente para uso industrial y marino. Brinda una excelente resistencia a ambientes agresivos, especialmente
COMPONENTE Componente A Componente B 521-86181-999 DESCRIPCIÓN es un recubrimiento epóxico-fenólico bicomponente para uso industrial y marino. Brinda una excelente resistencia a ambientes agresivos, especialmente
Gran adherencia Primario Alto Rendimiento Excelente protección galvánica Excelente desempeño en zonas C5 según norma ISO 12944
 COMPONENTE Componente A Componente B 521-85053-999 DESCRIPCIÓN Es un primario inorgánico de zinc base agua con propiedades y características de galvanizado, con alta resistencia química, que brinda la
COMPONENTE Componente A Componente B 521-85053-999 DESCRIPCIÓN Es un primario inorgánico de zinc base agua con propiedades y características de galvanizado, con alta resistencia química, que brinda la
Elementos estructurales (columnas, cerchas, etc.), Estructura metálica, Exterior de tanques, Tubería aérea, Verjas, mallas, cercas y portones
, Estructura metálica, Exterior de tanques, Tubería aérea, Verjas, mallas, cercas y portones") DESCRIPCIÓN es un primario anticorrosivo de tipo alquídico que contiene pigmentos inhibidores de la corrosión y fue especialmente diseñado para utilizarse en ambientes de agresividad moderada. Posee una
DESCRIPCIÓN es un primario anticorrosivo de tipo alquídico que contiene pigmentos inhibidores de la corrosión y fue especialmente diseñado para utilizarse en ambientes de agresividad moderada. Posee una
INFORMACIÓN TÉCNICA BECCSIL HT RESISTANT. Aluminio Para Alta Temperatura DESCRIPCIÓN
 DESCRIPCIÓN Beccsil H.T Resistant es un producto basado en resina de silicona modificada, especialmente diseñada para soportar temperaturas de hasta 550 C, tiene una excelente adherencia sobre un primario
DESCRIPCIÓN Beccsil H.T Resistant es un producto basado en resina de silicona modificada, especialmente diseñada para soportar temperaturas de hasta 550 C, tiene una excelente adherencia sobre un primario
INFORMACIÓN TÉCNICA KORAL ANTICORROSIVO ACRÍLICO DESCRIPCIÓN
 DESCRIPCIÓN ANTICORROSIVO ACRÍLICO es un acabado anticorrosivo de alta adherencia y buena elasticidad que posee características especialmente adaptadas para proteger superficies de hierro galvanizado nuevo.
DESCRIPCIÓN ANTICORROSIVO ACRÍLICO es un acabado anticorrosivo de alta adherencia y buena elasticidad que posee características especialmente adaptadas para proteger superficies de hierro galvanizado nuevo.
S28 Orde-pox Alimentario
 NATURALEZA Sistema epoxi de dos componentes sin disolventes, de altas resistencias, formulado con materias primas incluidas en la lista de sustancias permitidas para la fabricación de materiales destinados
NATURALEZA Sistema epoxi de dos componentes sin disolventes, de altas resistencias, formulado con materias primas incluidas en la lista de sustancias permitidas para la fabricación de materiales destinados
Epóxico Novolaca 25P015
 Axalta 25P015 Descripción general Recubrimiento de nueva tecnología epóxico novolaca de dos componentes, libre de solventes, contiene altos sólidos, y proporciona altos espesores. Con excelente resistencia
Axalta 25P015 Descripción general Recubrimiento de nueva tecnología epóxico novolaca de dos componentes, libre de solventes, contiene altos sólidos, y proporciona altos espesores. Con excelente resistencia
VINILO BLANCO BRILLANTE
 VINILO LANCO RILLANTE ESTRUCTURA: V50 - PVG - K135 CARA DE IMPRESIÓN: VINILO LANCO RILLANTE ADHESIVO: PERMANENTE V GRIS - PVG RESPALDO: PAPEL KRAFT - K135 Propiedades V50 PVG - K135 Unidad Variación Peso
VINILO LANCO RILLANTE ESTRUCTURA: V50 - PVG - K135 CARA DE IMPRESIÓN: VINILO LANCO RILLANTE ADHESIVO: PERMANENTE V GRIS - PVG RESPALDO: PAPEL KRAFT - K135 Propiedades V50 PVG - K135 Unidad Variación Peso
USO El producto puede ser aplicado en interiores y exteriores sobre superficies de hierro negro y galvanizado.
 DESCRIPCIÓN es un acabado formulado con aluminio laminar, componente que, al quedar uniformemente distribuido sobre la superficie, brinda una excelente protección por efecto barrera. USO El producto puede
DESCRIPCIÓN es un acabado formulado con aluminio laminar, componente que, al quedar uniformemente distribuido sobre la superficie, brinda una excelente protección por efecto barrera. USO El producto puede
BARNICES PINTURAS DE POLIURETANO
 BARNICES Y PINTURAS DE POLIURETANO - 58 - ADHESIFLEX-IP IMPRIMACIÓN DE POLIURETANO ADHESIFLEX-IP es una imprimación adhesiva formulada con poliuretano aromático monocomponente, que cataliza al contacto
BARNICES Y PINTURAS DE POLIURETANO - 58 - ADHESIFLEX-IP IMPRIMACIÓN DE POLIURETANO ADHESIFLEX-IP es una imprimación adhesiva formulada con poliuretano aromático monocomponente, que cataliza al contacto
NORMA DE DISTRIBUCIÓN N.MA.22.03/0 PINTURA PARA GABINETES ELÉCTRICOS DE USO EXTERIOR FECHA: 20/03/03
 NORMA DE DISTRIBUCIÓN N.MA.22.03/0 PINTURA PARA GABINETES ELÉCTRICOS DE USO EXTERIOR FECHA: 20/03/03 I N D I C E 1. - OBJETO...1 2. - CAMPO DE APLICACION...1 3. - DEFINICIONES...1 5. - ESPECIFICACIONES...2
NORMA DE DISTRIBUCIÓN N.MA.22.03/0 PINTURA PARA GABINETES ELÉCTRICOS DE USO EXTERIOR FECHA: 20/03/03 I N D I C E 1. - OBJETO...1 2. - CAMPO DE APLICACION...1 3. - DEFINICIONES...1 5. - ESPECIFICACIONES...2
Gran adherencia Primario Alto Rendimiento Excelente protección galvánica Excelente desempeño en zonas C5 según norma ISO 12944
 COMPONENTE Componente A Componente B 521-85051-999 DESCRIPCIÓN es un primario inorgánico de zinc de altos sólidos con propiedades y características de galvanizado, que brinda la más alta protección anticorrosiva
COMPONENTE Componente A Componente B 521-85051-999 DESCRIPCIÓN es un primario inorgánico de zinc de altos sólidos con propiedades y características de galvanizado, que brinda la más alta protección anticorrosiva
Monocomponente Libre de plomo y mercurio. Anticorrosivo:
 DESCRIPCIÓN es un primario de secado rápido formulado sobre una base de resinas alquídicas. Contiene pigmentos anticorrosivos que inhiben el proceso de corrosión. Está libre de plomo y cromato de zinc.
DESCRIPCIÓN es un primario de secado rápido formulado sobre una base de resinas alquídicas. Contiene pigmentos anticorrosivos que inhiben el proceso de corrosión. Está libre de plomo y cromato de zinc.
Elementos estructurales (columnas, cerchas, etc.), Estructura metálica, Portones, Puertas, Tubería aérea, Verjas, mallas, cercas y portones
, Estructura metálica, Portones, Puertas, Tubería aérea, Verjas, mallas, cercas y portones") DESCRIPCIÓN ESMALTE FAST DRY BASE AGUA es un acabado especialmente formulado para pintar cualquier estructura metálica a la que se le quiera dar protección y un aspecto brillante. Ofrece una excelente
DESCRIPCIÓN ESMALTE FAST DRY BASE AGUA es un acabado especialmente formulado para pintar cualquier estructura metálica a la que se le quiera dar protección y un aspecto brillante. Ofrece una excelente
INFORMACIÓN TÉCNICA ESMALTE FAST DRY DESCRIPCIÓN
 DESCRIPCIÓN es un acabado de excelente calidad que posee alta resistencia a la abrasión, secado rápido, buen rendimiento, excelente dureza y gran poder cubriente. Ofrece una excelente resistencia y durabilidad
DESCRIPCIÓN es un acabado de excelente calidad que posee alta resistencia a la abrasión, secado rápido, buen rendimiento, excelente dureza y gran poder cubriente. Ofrece una excelente resistencia y durabilidad
CFW100 - Mini Drive Convertidor de Frecuencia. Motores Automatización Energía Transmisión & Distribución Pinturas
 CFW100 - Mini Drive Convertidor de Frecuencia Motores Automatización Energía Transmisión & Distribución Pinturas Mini Drive La tecnología está a su alcance con el convertidor de frecuencia más pequeño
CFW100 - Mini Drive Convertidor de Frecuencia Motores Automatización Energía Transmisión & Distribución Pinturas Mini Drive La tecnología está a su alcance con el convertidor de frecuencia más pequeño
Recubrimientos. No escatime en la preparación de las superficies PROCESOS
 35 35 Recubrimientos No escatime en la preparación de las superficies Ing. Gerardo Rodríguez Garzón* La superficie deberá estar libre de grasa, aceite, polvo, óxido, escama de laminación, recubrimiento
35 35 Recubrimientos No escatime en la preparación de las superficies Ing. Gerardo Rodríguez Garzón* La superficie deberá estar libre de grasa, aceite, polvo, óxido, escama de laminación, recubrimiento
Motores Automatización Energía Transmisión & Distribución Pinturas. Pinturas Soluciones para Pintado de Tanques
 Motores Automatización Enería Transmisión & Distribución Pinturas Pinturas Soluciones para Pintado de Tanques www.we.net Soluciones para Pintado de Tanques Cada sector de mercado tiene sus características
Motores Automatización Enería Transmisión & Distribución Pinturas Pinturas Soluciones para Pintado de Tanques www.we.net Soluciones para Pintado de Tanques Cada sector de mercado tiene sus características
Elementos estructurales (columnas, cerchas, etc.), Estructura metálica, Exterior de tanques, Verjas, mallas, cercas y portones
, Estructura metálica, Exterior de tanques, Verjas, mallas, cercas y portones") DESCRIPCIÓN es un primario anticorrosivo monocomponente formulado sobre una base de resinas sintéticas de alto desempeño. Contiene pigmentos inhibidores de la corrosión y cura a temperatura ambiente. USO
DESCRIPCIÓN es un primario anticorrosivo monocomponente formulado sobre una base de resinas sintéticas de alto desempeño. Contiene pigmentos inhibidores de la corrosión y cura a temperatura ambiente. USO
INFORMACIÓN TÉCNICA ZINC TECH INORGANIC PRIMER H.S COMPONENTE. Componente A Componente B DESCRIPCIÓN
 COMPONENTE Componente A Componente B 521-85051-999 DESCRIPCIÓN es un imprimación de zinc inorgánico de alto contenido de sólidos con propiedades de galvanización, alta resistencia química y proporciona
COMPONENTE Componente A Componente B 521-85051-999 DESCRIPCIÓN es un imprimación de zinc inorgánico de alto contenido de sólidos con propiedades de galvanización, alta resistencia química y proporciona
Elementos estructurales (columnas, cerchas, etc.), Estructura metálica, Exterior de tanques, Verjas, mallas, cercas y portones
, Estructura metálica, Exterior de tanques, Verjas, mallas, cercas y portones") DESCRIPCIÓN es un primario anticorrosivo formulado sobre la base de resinas sintéticas de alto desempeño, que contiene pigmentos inhibidores de la corrosión y cura a temperatura ambiente. Está especialmente
DESCRIPCIÓN es un primario anticorrosivo formulado sobre la base de resinas sintéticas de alto desempeño, que contiene pigmentos inhibidores de la corrosión y cura a temperatura ambiente. Está especialmente
USO El producto puede ser aplicado en interiores y exteriores sobre metales ferrosos como verjas, portones y cerchas.
 DESCRIPCIÓN es un producto de aspecto metálico y de textura granulada que, gracias a su fórmula, permite ser aplicado como primario anticorrosivo o como acabado decorativo. USO El producto puede ser aplicado
DESCRIPCIÓN es un producto de aspecto metálico y de textura granulada que, gracias a su fórmula, permite ser aplicado como primario anticorrosivo o como acabado decorativo. USO El producto puede ser aplicado
FSW Interruptor-Seccionador Fusible. Motors Automation Energy Transmission & Distribution Coatings
 FSW Interruptor-Seccionador Fusible Motors Automation Energy Transmission & Distribution Coatings Los interruptores-seccionadores fusibles FSW, desarrollados de acuerdo con la Norma Internacional IEC
FSW Interruptor-Seccionador Fusible Motors Automation Energy Transmission & Distribution Coatings Los interruptores-seccionadores fusibles FSW, desarrollados de acuerdo con la Norma Internacional IEC
7-530, 7-531, 7-532, , 7-535, 7-536, 7-537
 570 FICHA TÉCNICA 7-530, 7-531, 7-532, 7-533 7-534, 7-535, 7-536, 7-537 DESCRIPCIÓN DEL PRODUCTO Selemix Directo es un acabado poliuretano basado en una tecnología 2K PU para ser aplicado directamente
570 FICHA TÉCNICA 7-530, 7-531, 7-532, 7-533 7-534, 7-535, 7-536, 7-537 DESCRIPCIÓN DEL PRODUCTO Selemix Directo es un acabado poliuretano basado en una tecnología 2K PU para ser aplicado directamente
Elementos estructurales (columnas, cerchas, etc.), Estructura metálica, Tubería aérea, Verjas, mallas, cercas y portones.
, Estructura metálica, Tubería aérea, Verjas, mallas, cercas y portones.") DESCRIPCIÓN ZINC-TECH GALVANIC es un anticorrosivo monocomponente rico en zinc, fabricado con resinas sintéticas y pigmentos que le permiten brindar una excelente protección catódica contra la corrosión.
DESCRIPCIÓN ZINC-TECH GALVANIC es un anticorrosivo monocomponente rico en zinc, fabricado con resinas sintéticas y pigmentos que le permiten brindar una excelente protección catódica contra la corrosión.
ESMALTE ECOLÓGICO BASE AGUA
 Mayo 2018 ESMALTE ECOLÓGICO BASE AGUA Descripción: Recubrimiento acrílico base agua semibrillante de secado al aire posee excelente resistencia y durabilidad. Amigable con el Medio Ambiente. Empleado como
Mayo 2018 ESMALTE ECOLÓGICO BASE AGUA Descripción: Recubrimiento acrílico base agua semibrillante de secado al aire posee excelente resistencia y durabilidad. Amigable con el Medio Ambiente. Empleado como
Motores Automatización Energía Transmisión & Distribución Pinturas. Motores de Inducción Trifásicos Línea WGM Refrigerados por Manto De Agua
 Motores Automatización nergía Transmisión & Distribución Pinturas Motores de Inducción Trifásicos Línea WGM Refrigerados por Manto De Agua www.weg.net Motores de Inducción Trifásicos Línea WGM Refrigerados
Motores Automatización nergía Transmisión & Distribución Pinturas Motores de Inducción Trifásicos Línea WGM Refrigerados por Manto De Agua www.weg.net Motores de Inducción Trifásicos Línea WGM Refrigerados
USO El producto puede ser aplicado en interiores y exteriores sobre superficies de hierro negro, hierro galvanizado y acero al carbono.
 DESCRIPCIÓN es un primario-acabado anticorrosivo monocomponente rico en zinc. Gracias a sus componentes forma una excelente protección catódica contra la corrosión, con propiedades características del
DESCRIPCIÓN es un primario-acabado anticorrosivo monocomponente rico en zinc. Gracias a sus componentes forma una excelente protección catódica contra la corrosión, con propiedades características del
RED OXIDE es un primario monocomponente de buena calidad que contiene pigmentos anticorrosivos, lo que brinda una protección por barrera.
 DESCRIPCIÓN es un primario monocomponente de buena calidad que contiene pigmentos anticorrosivos, lo que brinda una protección por barrera. USO El producto puede ser aplicado sobre superficies de hierro
DESCRIPCIÓN es un primario monocomponente de buena calidad que contiene pigmentos anticorrosivos, lo que brinda una protección por barrera. USO El producto puede ser aplicado sobre superficies de hierro
7N-165 C-POX ST165 MP-WN Revestimiento multifuncional tolerante de superficie Fecha de revisión: Agosto 2011
 DESCRIPCIÓN C-Pox ST165 MP-WN es un revestimiento multifuncional tolerante de superficie cuyas principales propiedades son: - Es posible su aplicación sobre superficies de acero preparadas manualmente.
DESCRIPCIÓN C-Pox ST165 MP-WN es un revestimiento multifuncional tolerante de superficie cuyas principales propiedades son: - Es posible su aplicación sobre superficies de acero preparadas manualmente.
Elementos estructurales (columnas, cerchas, etc.), Estructura metálica, Verjas, mallas, cercas y portones
, Estructura metálica, Verjas, mallas, cercas y portones") DESCRIPCIÓN ANTICORROSIVO TIPO MINIO es un primario de alta humectación que, al aplicarse, forma una película continua que protege y previene la aparición de óxido en superficies de metal. USO El producto
DESCRIPCIÓN ANTICORROSIVO TIPO MINIO es un primario de alta humectación que, al aplicarse, forma una película continua que protege y previene la aparición de óxido en superficies de metal. USO El producto
AISLACION DE CAÑERIAS
 Las cañerías que trabajan a baja temperatura se deben aislar en razón de: Ahorro de energía, Reducción de costos operativos Control de la condensación en la superficie externa Prevenir la condensación
Las cañerías que trabajan a baja temperatura se deben aislar en razón de: Ahorro de energía, Reducción de costos operativos Control de la condensación en la superficie externa Prevenir la condensación
Exterior, Exterior protegido, Interior Superficie Acero al carbono (Hierro negro), Galvanizado, Láminas esmaltadas / tejas metálicas
, Galvanizado, Láminas esmaltadas / tejas metálicas") DESCRIPCIÓN 9350 es un acabado anticorrosivo de alta adherencia y características especialmente adaptadas para proteger superficies de hierro galvanizado nuevo. Contiene pigmentos inhibidores de la corrosión
DESCRIPCIÓN 9350 es un acabado anticorrosivo de alta adherencia y características especialmente adaptadas para proteger superficies de hierro galvanizado nuevo. Contiene pigmentos inhibidores de la corrosión
CFW300 Convertidor de Frecuencia. Motores Automatización Energía Transmisión & Distribución Pinturas
 CFW300 Convertidor de Frecuencia Motores Automatización Energía Transmisión & Distribución Pinturas www.weg.net El convertidor de frecuencia CFW300 es un accionamiento de alta performance desarrollado
CFW300 Convertidor de Frecuencia Motores Automatización Energía Transmisión & Distribución Pinturas www.weg.net El convertidor de frecuencia CFW300 es un accionamiento de alta performance desarrollado
Elementos estructurales (columnas, cerchas, etc.), Estructura metálica, Exterior de tanques
, Estructura metálica, Exterior de tanques") DESCRIPCIÓN es un recubrimiento acrílico monocomponente modificado que puede aplicarse directo al metal (DTM), posee pigmentos de fosfato de zinc que lo convierten en un anticorrosivo de alto nivel. Es
DESCRIPCIÓN es un recubrimiento acrílico monocomponente modificado que puede aplicarse directo al metal (DTM), posee pigmentos de fosfato de zinc que lo convierten en un anticorrosivo de alto nivel. Es
INFORMACIÓN TÉCNICA T.O. MASTERBOND Primario-Acabado Epóxico COMPONENTE. Componente A Componente B
 COMPONENTE Componente A Componente B 513-80468-999 DESCRIPCIÓN Es un primario epóxico de alto desempeño recomendado para la protección de superficies metálicas cuya preparación ha sido limitada. Cura por
COMPONENTE Componente A Componente B 513-80468-999 DESCRIPCIÓN Es un primario epóxico de alto desempeño recomendado para la protección de superficies metálicas cuya preparación ha sido limitada. Cura por