Segundo Seminario de Forja Conceptos innovadores para el sector de la Forja argentina. Miguelete, 29 de Abril de 2016
|
|
|
- Consuelo Herrero Ortiz
- hace 6 años
- Vistas:
Transcripción

1 Segundo Seminario de Forja Conceptos innovadores para el sector de la Forja argentina Miguelete, 29 de Abril de 2016
2 Tratamiento de defectos en piezas forjadas por simulación numérica Disertante: G. Abate
3 Validación de una herramienta de simulación Objetivo: Corroborar que el comportamiento mostrado por el software se corresponda con los fenómenos físicos que deseamos analizar.
4 Cuál es el mecanismo para validar una herramienta de simulación computacional? Análisis de una pieza forjada real Reproducción de defectos en base a: CAD 3D matrices Material de partida Temperatura de forja Precalentamiento Máquina de forja
5 Qué sucede si lo alcanzamos? Comprendemos el proceso Podemos mirar dentro de la matriz, y estamos en condiciones de empezar a proponer cambios y probarlos. Vamos a analizar casos reales!!!!!

6 Reproducción de defectos: Pliegue en pistón forjado de aluminio Pistón forjado de aluminio A partir de la muestra, recibida se realizó el relevamiento de la geometría, y a partir de ella, se efectuó el modelo 3D mediante un software de CAD. CAD Punzón superior




7 Reproducción de defectos: Pliegue en pistón forjado de aluminio Una vez ubicados los modelos realizados en CAD y establecidas las condiciones de borde, se corre la simulación. Representación del conjunto Punzón Matriz Inferior - Tejo Para acortar los tiempos de procesamiento, si la pieza es simétrica, puede simularse solo una fracción.


8 Reproducción de defectos: Pliegue en pistón forjado de aluminio Resultados: mapas de temperaturas



9 Reproducción de defectos: Pliegue en pistón forjado de aluminio Los defectos que se observan en la simulación resultaron muy parecidos a los encontrados en la pieza real. Por otro lado, y dado que, tanto la pieza final, como el material de partida son simétricos, los pliegues se presentaron en todos los cuartos (figura derecha).



10 Reproducción de defectos: Pliegue en pistón forjado de aluminio Resultados: pliegue causado por dos frentes de flujo de material en direcciones concurrentes y a diferentes velocidades.

11 Velocidad de desplazamiento Etapa 1 Etapa 2 Etapa 3 11


12 Reproducción de defectos: Pliegue en pistón forjado de aluminio Mapa de temperaturas durante el conformado del pistón modificado Si la sección interior del pistón mantiene un espesor constante, la velocidad de desplazamiento del material es homogénea, y en consecuencia, el pliegue no se produce.



13 Velocidad de desplazamiento Etapa 1 Etapa 2 Etapa 3 13

14 Reproducción de defectos: Fisura en rebaba de brazo de suspensión La pieza es realizada en tres pasos, repartidor, preforma y final. En la preforma se observa una fisura que queda en la rebaba de la figura final. Sin embargo en la zona inferior de la foto puede verse que ese problema fue solucionado. Qué pasó entonces?


15 Reproducción de defectos: Fisura en rebaba de brazo de suspensión Repartidor con radios pequeños y saltos abruptos de sección, defecto observado: fisura/pliegue, en la unión entre las dos secciones de diferente diámetro.

16 Reproducción de defectos: Fisura en rebaba de brazo de suspensión Repartidor con radios mayores y cambios de sección graduales, sin incrementar el peso de corte. Defecto observado: falta de llenado en la zona de mayor diámetro.


17 Reproducción de defectos: Tuerca unión doble Distintos materiales de partida / Defectos / Rebaba
18 OBJETIVOS, Tuerca unión doble Transferencia de conocimiento a las forjas locales Caracterización de defectos Selección adecuada del material de partida
19 INTRODUCCION, Tuerca unión doble En este trabajo, se simuló con Simufact.Forming el proceso de forja en caliente de una tuerca utilizada en cañerías de petróleo, la misma fue cedida por "CAFOR".
20 Pieza con defectos Tuerca unión doble forjada en caliente Tuerca union doble 3" Tuerca union doble 4"
21 CARACTERIZACIÓN DE DEFECTOS Falta de llenado en el diámetro interior Falta de llenado en los extremos de los salientes Vista inferior



22 CARACTERIZACIÓN DE DEFECTOS Falta de llenado en el diámetro interior Pliegue perimetral Vista inferior Vista superior


23 Método experimental Pieza forjada Tuerca petrolera de 3" Material: SAE 1022 Diámetro exterior: 150 mm Diámetro interior: 116 mm Máximo Radio: 125 mm Peso de la tuerca rebabada: 6,1 kg

24 Método experimental Maquinaria: prensa de fricción Capacidad nominal: 1000 t Energía máxima: 112 kj Velocidad máxima del maso: 420 mm/s Eficiencia durante el golpe: 0,9
25 Método experimental Datos de entrada utilizados en la simulación Coeficiente de fricción: 0,3 en el aplastado 0,4 en el conformado Temperatura del material: 1200 C Precalentamiento de la matriz: 180 C



26 Proceso de conformado Material de partida 76,2 mm 88,6 mm 101,4 mm Recalcado 15 % 25 % 50 % 15 % 15 %



27 Proceso de conformado Material de partida Ø 88,9 mm Ø 101,6 mm Ø 120 mm Recalcado 15 % 25 % 50 % 15 % 15 %
28 n Método experimental Geometría del material de partida Alto (mm) Grado de deformación(%) Area de preforma(mm 2 ) 1 Square 76, Square 76, Square 76, Square 86, Square 101, Round 88, Round 88, Round 88, Round 101, Round 120,



29 Resultados y discusión Geometría de la rebaba Preforma rectangular Preforma cilíndrica



30 RESULTS AND DISCUSSION Corrida 1 (Rectangular; 76.2 mm; 15%) - Defectos Problemas de llenado Pliegues Vista superior Vista inferior Vista superior


31 Resultados y discusión Corrida 7 (redondo; 88.9 mm; 25%) - Defectos Problemas de llenado Pliegues Vista superior Vista inferior Vista superior

32 Resultados y discusión

33 Resultados y discusión



34 Resultados y discusión Evolución del pliegue Etapa 1 Etapa 2 Etapa 3 Comparación de defectos Vista superior
35 Resultados y discusión




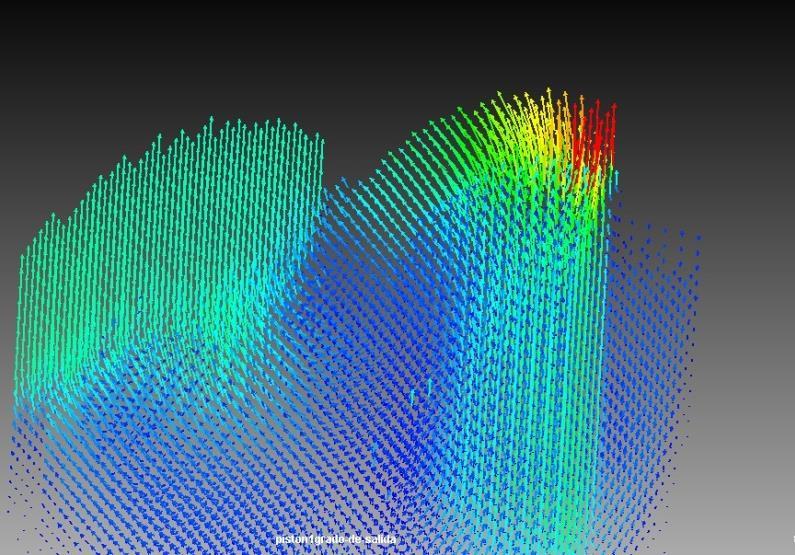
36 Resultados y discusión Flujo de material Flujo de material durante el proceso de conformado, velocidad y dirección (vista superior).





37 Resultados y discusión Flujo de material Flujo de material durante el proceso de conformado, velocidad y dirección (vista inferior).
38 Resultados y discusión Corrida 1 Preforma rectangular: 76,2 mm 15 % recalcado Área: 5681 mm 2 Corrida 3 Preforma rectangular: 76,2 mm 50 % recalcado Área: 9138 mm 2



39 88,9 mm 15 % aplastamiento 6200 mm 2 101,6 mm 15 % Aplastamiento 8500 mm mm 15 % aplastamiento mm 2 88,9 mm 50 % aplastamiento 9300 mm 2
40 Resultados y discusión Defectos de llenado Comparación de defectos Vista superior Vista inferior

41 Presión de contacto Corrida 1 Preforma cuadrada: 76,2 mm 15 % Aplastamiento Área: 5681 mm 2 Corrida 3 Preforma cuadrada: 76,2 mm 50 % Aplastamiento Área: 9138 mm 2



42 Presión de contacto Presión de contacto: 88,9 mm 15 % Aplastado 6200 mm 2 101,6 mm 15 % Aplastado 8500 mm mm 15 % Aplastado mm 2 88,9 mm 50 % Aplastado 9300 mm 2

43 Conclusiones Los defectos encontrados en la simulación coinciden con los existentes en la pieza real. En consecuencia, la tuerca de 4 fue realizada a partir de una barra de sección circular y sin preforma




44 Conclusiones 3 inch petroleum nut Los defectos encontrados en la simulación no coinciden exactamente con la pieza real, con lo cual creemos que fue realizada a partir de un material de sección cuadrada y probablemente con un repartidor.
45 CONCLUSIONES Es posible mediante esta herramienta realizar INGENIERÍA INVERSA sobre piezas comerciales, no fabricadas en el país, con el aliciente de poder incluir mejoras, incluso sobre el proceso original, conociendo de antemano, los mecanismos de generación de los posibles defectos de fabricación y los esfuerzos involucrados.

 debe ser mayor al propio valor")
46 Caso de análisis de falla por sobrecarga: Acuñado de monedas de curso legal Las monedas de curso legal en Argentina son fabricadas en una aleación de cobre denominada CuAlNi y acuñadas en frío. El valor nominal de la moneda (extrínseco) debe ser mayor al propio valor del metal (intrínseco) que lo constituye
47 Caso de análisis de falla por sobrecarga: Acuñado de monedas de curso legal La empresa decide cambiar le material del cospel a un SAE 1010 Consecuencia: Cospel original CuAlNi Cospel de reemplazo SAE 1010 Rotura prematura de los punzones a cargo de la deformación plástica
 De acuerdo con las mediciones realizadas, el acuñado presenta una profundidad máxima aproximada de 80mm, en cada cara de la moneda.")
48 Caso de análisis de falla por sobrecarga: Acuñado de monedas de curso legal Número Perfil (µm) L (µm) De acuerdo con las mediciones realizadas, el acuñado presenta una profundidad máxima aproximada de 80mm, en cada cara de la moneda.

49 Caso de análisis de falla por sobrecarga: Acuñado de monedas de curso legal Carga: 65 t Cospel de aleación base Cobre Carga de acuñado necesaria obtenida por simulación para lograr un grabado de 80 µm en CuAlNi Resultados: mapas de temperaturas
50 Caso de análisis de falla por sobrecarga: Acuñado de monedas de curso legal Carga: 105 t Cospel de Acero SAE 1010 Carga de acuñado necesaria obtenida por simulación para lograr un grabado de 80 µm en acero Resultados: mapas de temperaturas
51 Conclusiones En relación a la simulación del acuñado, el cambio del material del cospel ha provocado un incremento muy significativo de la carga, afectando esta situación drásticamente a la duración de los punzones (según los técnicos de la planta de acuñado la duración pasó de de monedas con el cospel de aleación de cobre, a monedas con el cospel con núcleo de acero). Es decir que, el cambio de cospel, ha resultado determinante en los problemas de calidad del acuñado de las monedas, en la marcada disminución de la duración de los punzones, e incluso, en el caso de insistir en su utilización, terminará afectando negativamente sobre el desgaste de las acuñadoras.
52 Muchas Gracias! Av. General Paz 5445 B1650WAB San Martín Buenos Aires, Argentina (54 11)
53 Resumen del Seminario NUEVAS IDEAS
54 Pin-on disk y compresión de anillo para determinar el coeficiente de rozamiento. Los defectos de forjado se pueden reproducir por simulación => es posible corregirlos. Las fuerzas laterales se pueden estimar. La cantidad de golpes, la presión de contacto, la velocidad de deslizamiento y el tiempo de contacto tienen una marcada influencia sobre el desgaste.
55 Rugosidades más altas pueden ayudar a reducir el desgaste (comentar láser). Las zonas más comprometidas desde el punto de vista del desgaste, pueden obtenerse por simulación computacional (presión de contacto). Preformas fundidas, extruidas en caliente y soldadas por fricción.

56 Muchas Gracias! Av. General Paz 5445 B1650WAB San Martín Buenos Aires, Argentina (54 11)
Diseño e instrumentación de una prensa didáctica para el forjado de plastilina. Expositores: Parte 1, Germán Abate Parte 2, Ariel Vilas
 Diseño e instrumentación de una prensa didáctica para el forjado de plastilina Expositores: Parte 1, Germán Abate Parte 2, Ariel Vilas Parte 1: Determinación de la resistencia a la deformación de INTRODUCCIÓN
Diseño e instrumentación de una prensa didáctica para el forjado de plastilina Expositores: Parte 1, Germán Abate Parte 2, Ariel Vilas Parte 1: Determinación de la resistencia a la deformación de INTRODUCCIÓN
CONFORMACIÓN PLASTICA DE METALES: FORJA
 CONFORMACIÓN PLASTICA DE METALES: FORJA CONTENIDO Definición y Clasificación de los Procesos de Forja Equipos y sus Características Técnicas Variables Principales del Proceso Métodos Operativos (Equipos
CONFORMACIÓN PLASTICA DE METALES: FORJA CONTENIDO Definición y Clasificación de los Procesos de Forja Equipos y sus Características Técnicas Variables Principales del Proceso Métodos Operativos (Equipos
PROCESO DE TREFILADO
 Transformación plástica primaria PROCESOS DE CONFORMADO MECÁNICO PROCESOS DE CONFORMADO LINGOTES LÁMINAS PROCESAMIENTO DE POLVO FORJA LAMINACIÓN EXTRUSIÓN CONFORMADO DE LÁMINAS METÁLICAS CONFORMADO SUPERPLÁSTICO
Transformación plástica primaria PROCESOS DE CONFORMADO MECÁNICO PROCESOS DE CONFORMADO LINGOTES LÁMINAS PROCESAMIENTO DE POLVO FORJA LAMINACIÓN EXTRUSIÓN CONFORMADO DE LÁMINAS METÁLICAS CONFORMADO SUPERPLÁSTICO
DEPARTAMENTO DE INGENIERÍA MECÁNICA INGENIARITZA MEKANIKOA SAILA TECNOLOGÍAS DE FABRICACIÓN Y TECNOLOGÍA DE MÁQUINAS - PRÁCTICAS DE LABORATORIO
 TECNOLOGÍAS DE FABRICACIÓN Y TECNOLOGÍA DE MÁQUINAS - PRÁCTICAS DE LABORATORIO CONFORMADO PLÁSTICO COMPONENTE DE LA CARROCERÍA DE UN VEHÍCULO Las piezas de esta práctica corresponden a etapas intermedias
TECNOLOGÍAS DE FABRICACIÓN Y TECNOLOGÍA DE MÁQUINAS - PRÁCTICAS DE LABORATORIO CONFORMADO PLÁSTICO COMPONENTE DE LA CARROCERÍA DE UN VEHÍCULO Las piezas de esta práctica corresponden a etapas intermedias
TEMA 5: El proceso de forja
 MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 5: El proceso de forja TECNOLOGÍA MECÁNICA DPTO. DE INGENIERÍA MECÁNICA Universidad del País Vasco Euskal Herriko Unibertsitatea Tema 5: El proceso de forja
MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 5: El proceso de forja TECNOLOGÍA MECÁNICA DPTO. DE INGENIERÍA MECÁNICA Universidad del País Vasco Euskal Herriko Unibertsitatea Tema 5: El proceso de forja
Física II TRANSFERENCIA DE CALOR INGENIERÍA DE SONIDO
 TRANSFERENCIA DE CALOR INGENIERÍA DE SONIDO Primer cuatrimestre 2012 Titular: Valdivia Daniel Jefe de Trabajos Prácticos: Gronoskis Alejandro Jefe de Trabajos Prácticos: Auliel María Inés TRANSFERENCIA
TRANSFERENCIA DE CALOR INGENIERÍA DE SONIDO Primer cuatrimestre 2012 Titular: Valdivia Daniel Jefe de Trabajos Prácticos: Gronoskis Alejandro Jefe de Trabajos Prácticos: Auliel María Inés TRANSFERENCIA
GUIA N o 2: TRANSMISIÓN DE CALOR Física II
 GUIA N o 2: TRANSMISIÓN DE CALOR Física II Segundo Cuatrimestre 2013 Docentes: Ing. Daniel Valdivia Lic. Maria Ines Auliel Universidad Nacional de Tres de febrero Depto de Ingeniería Sede Caseros II Buenos
GUIA N o 2: TRANSMISIÓN DE CALOR Física II Segundo Cuatrimestre 2013 Docentes: Ing. Daniel Valdivia Lic. Maria Ines Auliel Universidad Nacional de Tres de febrero Depto de Ingeniería Sede Caseros II Buenos
Tema IV: Conformación por Desprendimiento de Material. Escuela Politécnica Superior: Tecnología Mecánica
 Tema IV: Conformación por Desprendimiento de Material Escuela Politécnica Superior: Tecnología Mecánica Índice Tecnología de Mecanizado Introducción Fundamentos del Arranque de Viruta Corte Ortogonal Magnitudes
Tema IV: Conformación por Desprendimiento de Material Escuela Politécnica Superior: Tecnología Mecánica Índice Tecnología de Mecanizado Introducción Fundamentos del Arranque de Viruta Corte Ortogonal Magnitudes
QUÉ ES LA TEMPERATURA?
 1 QUÉ ES LA TEMPERATURA? Nosotros experimentamos la temperatura todos los días. Cuando estamos en verano, generalmente decimos Hace calor! y en invierno Hace mucho frío!. Los términos que frecuentemente
1 QUÉ ES LA TEMPERATURA? Nosotros experimentamos la temperatura todos los días. Cuando estamos en verano, generalmente decimos Hace calor! y en invierno Hace mucho frío!. Los términos que frecuentemente
Carrera: Maquinas Herramienta
 Manual Teórico Práctico del Módulo Autocontenido: Operaciones de Troquelado Profesional Técnico-Bachiller en Maquinas Herramienta MANUAL TEÓRICO-PRÁCTICO DEL MÓDULO OPERACIONES DE TROQUELADO Carrera: Maquinas
Manual Teórico Práctico del Módulo Autocontenido: Operaciones de Troquelado Profesional Técnico-Bachiller en Maquinas Herramienta MANUAL TEÓRICO-PRÁCTICO DEL MÓDULO OPERACIONES DE TROQUELADO Carrera: Maquinas
DESGASTE DE DADOS (MATRICES) EN EXTRUSIÓN DE ALUMINIO
 EN EXTRUSIÓN DE ALUMINIO") DESGASTE DE DADOS (MATRICES) EN EXTRUSIÓN DE ALUMINIO Composicion quimica del aluminio Par tículas de segunda fase Extrusión de per files Desgaste Composicion quimica del acero Nitruración COMPOSICION
DESGASTE DE DADOS (MATRICES) EN EXTRUSIÓN DE ALUMINIO Composicion quimica del aluminio Par tículas de segunda fase Extrusión de per files Desgaste Composicion quimica del acero Nitruración COMPOSICION
INGENIERIA CIVIL EN MECANICA VESPERTINO GUÍA DE LABORATORIO ASIGNATURA PROCESOS DE FABRICACIÓN II NIVEL 03 EXPERIENCIA C911
 INGENIERIA CIVIL EN MECANICA VESPERTINO GUÍA DE LABORATORIO ASIGNATURA PROCESOS DE FABRICACIÓN II NIVEL 03 EXPERIENCIA C911 FUERZA DE CORTE EN EL TORNEADO HORARIO: VIERNES 19:00 A 21:30 HORAS 1 1.- OBJETIVOS
INGENIERIA CIVIL EN MECANICA VESPERTINO GUÍA DE LABORATORIO ASIGNATURA PROCESOS DE FABRICACIÓN II NIVEL 03 EXPERIENCIA C911 FUERZA DE CORTE EN EL TORNEADO HORARIO: VIERNES 19:00 A 21:30 HORAS 1 1.- OBJETIVOS
Ingeniería Asistida por Computador
 Problema No 1: Se desea mecanizar un eje como el que representa en la figura, el elemento debe soportar una carga de 6500N actuando sobre un tramo de la barra, el material considerado para la pieza es
Problema No 1: Se desea mecanizar un eje como el que representa en la figura, el elemento debe soportar una carga de 6500N actuando sobre un tramo de la barra, el material considerado para la pieza es
Tecnología de. Tecnología de Fabricación y. Máquinas. Procesos de fabricación; Conformado por moldeo. Inyección de termoplásticos
 Procesos de fabricación; Conformado por moldeo. Inyección de termoplásticos Tecnología de Fabricación y Tecnología de Máquinas DISEÑO PARA LA INYECCIÓN DE TERMOPLÁSTICOS 1. Introducción 2. Materiales para
Procesos de fabricación; Conformado por moldeo. Inyección de termoplásticos Tecnología de Fabricación y Tecnología de Máquinas DISEÑO PARA LA INYECCIÓN DE TERMOPLÁSTICOS 1. Introducción 2. Materiales para
DILATACIÓN PREGUNTAS PROBLEMAS
 DILATACIÓN 1. Qué es la temperatura? PREGUNTAS PROBLEMAS 1. Dos barras idénticas de fierro (α = 12 x 10-6 /Cº) de 1m de longitud, fijas en uno de sus extremos se encuentran a una temperatura de 20ºC si
DILATACIÓN 1. Qué es la temperatura? PREGUNTAS PROBLEMAS 1. Dos barras idénticas de fierro (α = 12 x 10-6 /Cº) de 1m de longitud, fijas en uno de sus extremos se encuentran a una temperatura de 20ºC si
INDICE. Prologo del editor
 INDICE Prologo del editor V Prologo VII 1. Morfologia de los Procesos 1 1.1. Introduccion 1 1.2. Estructura básica de los procesos de manufactura 1 1.2.1. Modelo general de los procesos 2 1.2.2. Estructura
INDICE Prologo del editor V Prologo VII 1. Morfologia de los Procesos 1 1.1. Introduccion 1 1.2. Estructura básica de los procesos de manufactura 1 1.2.1. Modelo general de los procesos 2 1.2.2. Estructura
DETERMINACIÓN DE LA RESISTENCIA A LA DEFORMACIÓN DE PLASTILINA PARA EL DISEÑO DE UNA PRENSA DIDACTICA DE FORJA
 DETERMINACIÓN DE LA RESISTENCIA A LA DEFORMACIÓN DE PLASTILINA PARA EL DISEÑO DE UNA PRENSA DIDACTICA DE FORJA Abate, Germán 1 ; Perez, Daniela 1 ; Baez, Mauricio 1 ; Santos, Luciano 1 ; Martinez Krahmer,
DETERMINACIÓN DE LA RESISTENCIA A LA DEFORMACIÓN DE PLASTILINA PARA EL DISEÑO DE UNA PRENSA DIDACTICA DE FORJA Abate, Germán 1 ; Perez, Daniela 1 ; Baez, Mauricio 1 ; Santos, Luciano 1 ; Martinez Krahmer,
INFORME TÉCNICO ESTRUCTURA CUBIERTA LUZ 10 METROS CON AREAS DE SERVICIO INDICE. 1.- ANTECEDENTES y OBJETO NORMATIVA UTILIZADA...
 INDICE 1.- ANTECEDENTES y OBJETO...2 2.- NORMATIVA UTILIZADA...3 3.- REALIZACIÓN DEL ESTUDIO...4 3.1.- CONSIDERACIONES DE CÁLCULO... 5 3.2.- COEFICIENTES DE PONDERACIÓN... 6 3.3.- SOFTWARE USADO... 7 3.4.-
INDICE 1.- ANTECEDENTES y OBJETO...2 2.- NORMATIVA UTILIZADA...3 3.- REALIZACIÓN DEL ESTUDIO...4 3.1.- CONSIDERACIONES DE CÁLCULO... 5 3.2.- COEFICIENTES DE PONDERACIÓN... 6 3.3.- SOFTWARE USADO... 7 3.4.-
TEMA 6: Conformado de chapa
 Tema 6: Conformado de chapa 1/19 MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 6: Conformado de chapa TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA Universidad
Tema 6: Conformado de chapa 1/19 MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 6: Conformado de chapa TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA Universidad
TRABAJOS PRACTICOS N 8 TEMA: DISEÑO DE ELEMENTOS ESTRUCTURALES SOMETIDOS A TRACCIÓN, COMPRESION, APLASTAMIENTO Y CORTE.
 8.1. Especifíquese una aleación de aluminio conveniente para una barra redonda con un diámetro de 10 mm. Sometida a una fuerza de Tracción directa estática de 8,50 kn. 8.2. Una barra rectangular con sección
8.1. Especifíquese una aleación de aluminio conveniente para una barra redonda con un diámetro de 10 mm. Sometida a una fuerza de Tracción directa estática de 8,50 kn. 8.2. Una barra rectangular con sección
PROCESO DE EXTRUSIÓN PROCESOS II ING. CARLOS RODELO A
 PROCESO DE EXTRUSIÓN CONTENIDO Definición y Clasificación de los Procesos Equipos y sus Características Técnicas Variables Principales del Proceso Defectos Análisis de Extrusión PROCESOS I Definición Es
PROCESO DE EXTRUSIÓN CONTENIDO Definición y Clasificación de los Procesos Equipos y sus Características Técnicas Variables Principales del Proceso Defectos Análisis de Extrusión PROCESOS I Definición Es
CÁLCULO DE INCERTIDUMBRE EN LAS MEDICIONES
 OBJETIVOS CÁLCULO DE INCERTIDUMBRE EN LAS MEDICIONES Reportar correctamente resultados, a partir del procesamiento de datos obtenidos a través de mediciones directas. INTRODUCCION En el capítulo de medición
OBJETIVOS CÁLCULO DE INCERTIDUMBRE EN LAS MEDICIONES Reportar correctamente resultados, a partir del procesamiento de datos obtenidos a través de mediciones directas. INTRODUCCION En el capítulo de medición
Guía para presentación de piezas a galvanizar
 Guía para presentación de piezas a galvanizar Cuando se elaboran construcciones metálicas que vayan a ser galvanizados por inmersión en caliente, deben tenerse en cuenta ciertas reglas sencillas que tiene
Guía para presentación de piezas a galvanizar Cuando se elaboran construcciones metálicas que vayan a ser galvanizados por inmersión en caliente, deben tenerse en cuenta ciertas reglas sencillas que tiene
1. DATOS GENERALES ÁREA/MÓDULO: DISEÑO APLICADO 2. JUSTIFICACIÓN
 Página 1 de 5 PROGRAMA: Ingeniería Mecatrónica PLAN DE ESTUDIOS: III ACTA DE CONSEJO DE 034 FACULTAD/DEPTO./CENTRO: ASIGNATURA/MÓDULO/SEMINARIO: 1. DATOS GENERALES PROCESOS DE MANUFACTURA Y LABORATORIO
Página 1 de 5 PROGRAMA: Ingeniería Mecatrónica PLAN DE ESTUDIOS: III ACTA DE CONSEJO DE 034 FACULTAD/DEPTO./CENTRO: ASIGNATURA/MÓDULO/SEMINARIO: 1. DATOS GENERALES PROCESOS DE MANUFACTURA Y LABORATORIO
ELEMENTOS CON CHAPA CONFORMADA EN FRÍO. Secciones Tubulares. Secciones Abiertas
 EN FRÍO Secciones Tubulares Secciones Abiertas 1 Los elementos de chapa conformada en frío se utilizan ampliamente en estructuras y construcciones sometidas a esfuerzos ligeros o moderados. Se aplican
EN FRÍO Secciones Tubulares Secciones Abiertas 1 Los elementos de chapa conformada en frío se utilizan ampliamente en estructuras y construcciones sometidas a esfuerzos ligeros o moderados. Se aplican
Si cada elefante pesa en promedio 3800 kg y se considera que su peso se reparte uniformemente sobre la plataforma:
 Considerar los siguientes datos para un acero: Límite elástico = 345 MPa Módulo de Young = 207 GPa Tenacidad a fractura = 90 MPa Tensión de rotura = 517 MPa Deformación bajo carga máxima = 20% Factor de
Considerar los siguientes datos para un acero: Límite elástico = 345 MPa Módulo de Young = 207 GPa Tenacidad a fractura = 90 MPa Tensión de rotura = 517 MPa Deformación bajo carga máxima = 20% Factor de
Laboratorio de Propiedades Termofísicas. Centro Nacional de Metrología
 Medición de la conductividad térmica de materiales sólidos conductores Leonel Lira Cortés Laboratorio de Propiedades Termofísicas División Termometría, Área Eléctrica Centro Nacional de Metrología INTRODUCCION
Medición de la conductividad térmica de materiales sólidos conductores Leonel Lira Cortés Laboratorio de Propiedades Termofísicas División Termometría, Área Eléctrica Centro Nacional de Metrología INTRODUCCION
ANGULOS DESIGUALES. ESPESOR Mm
 Per les normalizados ángulos de lados iguales Perímetro mínimo 150 2 ANGULOS DESIGUALES ESR Mm 6492 18.5 X 12 2 0.5 0.154 0.060 6474 20 X 12 2 0.3 0.162 0.063 6495 22 X 18 2 0.5 0.216 0.083 6581 35 X 10
Per les normalizados ángulos de lados iguales Perímetro mínimo 150 2 ANGULOS DESIGUALES ESR Mm 6492 18.5 X 12 2 0.5 0.154 0.060 6474 20 X 12 2 0.3 0.162 0.063 6495 22 X 18 2 0.5 0.216 0.083 6581 35 X 10
LÍNEA DE FABRICACIÓN WALWORTH
 LÍNEA DE FABRICACIÓN WALWORTH VÁLVULAS DE COMPUERTA DE ACERO FORJADO TAMAÑO (PULGADAS) FIGURA CLASE EXTREMOS 1/4 3/8 1/2 3/4 1 1.25 1.5 2 PÁGINA VÁLVULAS DE COMPUERTA (BONETE BRIDADO Y PASO STD) DISEÑO
LÍNEA DE FABRICACIÓN WALWORTH VÁLVULAS DE COMPUERTA DE ACERO FORJADO TAMAÑO (PULGADAS) FIGURA CLASE EXTREMOS 1/4 3/8 1/2 3/4 1 1.25 1.5 2 PÁGINA VÁLVULAS DE COMPUERTA (BONETE BRIDADO Y PASO STD) DISEÑO
Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas
 Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas reflejada por bajos valores de dureza, produciendo mayor
Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas reflejada por bajos valores de dureza, produciendo mayor
Análisis de falla en tensores y poleas de correas de distribución
 Análisis de falla en tensores y poleas de correas de distribución Por qué se recomienda cambiar los tensores al cambiar la correa? Con toda probabilidad, el origen de los daños producidos en la correa
Análisis de falla en tensores y poleas de correas de distribución Por qué se recomienda cambiar los tensores al cambiar la correa? Con toda probabilidad, el origen de los daños producidos en la correa
plegadoras horizontales euromac bending machines
 plegadoras horizontales 1 Cualquier taller que trabaje con acero o cobre puede sacar provecho de una Digibend Está pensando en utilizar una prensa convencional para plegar pequeñas piezas, material de
plegadoras horizontales 1 Cualquier taller que trabaje con acero o cobre puede sacar provecho de una Digibend Está pensando en utilizar una prensa convencional para plegar pequeñas piezas, material de
Disco. Casquillos especiales con sujeción al suelo. Círculo de lanzamiento de disco apto para minusválidos
 Tapa de revestimiento Hueco de revisión Desagüe de fijación Círculo de lanzamiento de disco 2,50 m de diámetro, preparado para empotrar en hormigón de perfil en T de aluminio para una máxima estabilidad
Tapa de revestimiento Hueco de revisión Desagüe de fijación Círculo de lanzamiento de disco 2,50 m de diámetro, preparado para empotrar en hormigón de perfil en T de aluminio para una máxima estabilidad
LABORATORIO 1: RESISTENCIA Y PARÁMETROS RESISTENTES
 LABORATORIO 1: RESISTENCIA Y PARÁMETROS RESISTENTES El comportamiento mecánico de las rocas está definido por su resistencia y su deformabilidad. La resistencia es el esfuerzo que soporta una roca para
LABORATORIO 1: RESISTENCIA Y PARÁMETROS RESISTENTES El comportamiento mecánico de las rocas está definido por su resistencia y su deformabilidad. La resistencia es el esfuerzo que soporta una roca para
TRABAJO EN LÁMINA METÁLICA PROCESOS II
 PROCESOS DE TRABAJO EN LÁMINA METÁLICA CONTENIDO Generalidades Herramientas Variables Principales del Proceso Análisis del Proceso de Corte Doblado PROCESOS I TRABAJO DE LÁMINAS METÁLICAS GENERALIDADES
PROCESOS DE TRABAJO EN LÁMINA METÁLICA CONTENIDO Generalidades Herramientas Variables Principales del Proceso Análisis del Proceso de Corte Doblado PROCESOS I TRABAJO DE LÁMINAS METÁLICAS GENERALIDADES
Obra: Pista de patinaje sobre hielo
 Obra: Pista de patinaje sobre hielo Cubierta colgante pesada que cubre una luz libre de 95 metros. Su estructura está conformada por cables colocados cada 2 metros con apoyos a distinta altura. Completan
Obra: Pista de patinaje sobre hielo Cubierta colgante pesada que cubre una luz libre de 95 metros. Su estructura está conformada por cables colocados cada 2 metros con apoyos a distinta altura. Completan
El valor máximo de la tensión a que esta sometida El valor mínimo de la tensión La diferencia entre el valor máximo y mínimo El valor medio (σ med )
") 11. Ensayo de fatiga Un ensayo de fatiga es aquel en el que la pieza está sometida a esfuerzos variables en magnitud y sentido, que se repiten con cierta frecuencia. Muchos de los materiales, sobre todo
11. Ensayo de fatiga Un ensayo de fatiga es aquel en el que la pieza está sometida a esfuerzos variables en magnitud y sentido, que se repiten con cierta frecuencia. Muchos de los materiales, sobre todo
Elevadores de cangilones
 Elevadores de cangilones Sinopsis de los sistemas 11 pewag cadenas transportadoras pewag cadenas transportadoras Cadenas transportadoras de calidad pewag acreditada pewag las cadenas transportadoras se
Elevadores de cangilones Sinopsis de los sistemas 11 pewag cadenas transportadoras pewag cadenas transportadoras Cadenas transportadoras de calidad pewag acreditada pewag las cadenas transportadoras se
PROCESOS DE CONFORMADO MECÁNICO 1725 DEPARTAMENTO DE INGENIERÍA QUÍMICA METALÚRGICA. 7o. NÚMERO DE HORAS/SEMANA Teoría 3 Práctica 2 CRÉDITOS 8
 PROCESOS DE CONFORMADO MECÁNICO 1725 DEPARTAMENTO DE INGENIERÍA QUÍMICA METALÚRGICA UBICACIÓN SEMESTRE 7o. TIPO DE ASIGNATURA TEÓRICO-PRÁCTICA NÚMERO DE HORAS/SEMANA Teoría 3 Práctica 2 CRÉDITOS 8 INTRODUCCIÓN.
PROCESOS DE CONFORMADO MECÁNICO 1725 DEPARTAMENTO DE INGENIERÍA QUÍMICA METALÚRGICA UBICACIÓN SEMESTRE 7o. TIPO DE ASIGNATURA TEÓRICO-PRÁCTICA NÚMERO DE HORAS/SEMANA Teoría 3 Práctica 2 CRÉDITOS 8 INTRODUCCIÓN.
T 1 T 2. x L. Con frecuencia es importante el valor de la resistencia térmica multiplicado por el área de flujo de calor, en este caso sera
 1. ey de Fourier ué flujo de calor es necesario hacer pasar a través de una barra circular de madera de 5 cm de diámetro y 10 cm de longitud, cuya temperatura en los extremos es de 50 C y 10 C en sus extremos?
1. ey de Fourier ué flujo de calor es necesario hacer pasar a través de una barra circular de madera de 5 cm de diámetro y 10 cm de longitud, cuya temperatura en los extremos es de 50 C y 10 C en sus extremos?
CAPÍTULO 1. ESPECIFICACIONES GENERALES
 CAPÍTULO 1. ESPECIFICACIONES GENERALES 1.1. INTRODUCCIÓN Este Reglamento establece los requisitos s para el proyecto de elementos estructurales de acero realizados con tubos con y sin costura, y de sus
CAPÍTULO 1. ESPECIFICACIONES GENERALES 1.1. INTRODUCCIÓN Este Reglamento establece los requisitos s para el proyecto de elementos estructurales de acero realizados con tubos con y sin costura, y de sus
13. SINTERIZADO PULVIMETALURGIA CARACTERÍSTICAS CARACTERIZACÓN DE POLVOS PROPIEDADES DE LA MASA DE POLVOS
 13. SINTERIZADO 1 Materiales I 13/14 ÍNDICE CARACTERÍSTICAS CARACTERIZACÓN DE POLVOS PROPIEDADES DE LA MASA DE POLVOS COMPRESIBILIDAD RESISTENCIA EN VERDE SINTERABILIDAD COMPACTACIÓN DE POLVOS METÁLICOS
13. SINTERIZADO 1 Materiales I 13/14 ÍNDICE CARACTERÍSTICAS CARACTERIZACÓN DE POLVOS PROPIEDADES DE LA MASA DE POLVOS COMPRESIBILIDAD RESISTENCIA EN VERDE SINTERABILIDAD COMPACTACIÓN DE POLVOS METÁLICOS
CASO DE ESTUDIO N 6. Resistencia de una prótesis Femoral. Análisis de Seguridad con Teorías de Falla en materiales Dúctil o Frágil
 CAPITULO TENSIONES Y DEFORMACIONES. REVISIÓN DE PRINCIPIOS FÍSICOS CASO DE ESTUDIO N 6 Resistencia de una prótesis Femoral. Análisis de Seguridad con Teorías de Falla en materiales Dúctil o Frágil . Introducción
CAPITULO TENSIONES Y DEFORMACIONES. REVISIÓN DE PRINCIPIOS FÍSICOS CASO DE ESTUDIO N 6 Resistencia de una prótesis Femoral. Análisis de Seguridad con Teorías de Falla en materiales Dúctil o Frágil . Introducción
Resumen: Extrusor Multifilamento para Impresión 3D en Color. Víctor Andueza García. ETS-Ingeniería Industrial, Málaga
 Resumen: Extrusor Multifilamento para Impresión 3D en Color Víctor Andueza García ETS-Ingeniería Industrial, Málaga Motivación del proyecto La impresión 3D es, sin duda, una de las tecnologías que más
Resumen: Extrusor Multifilamento para Impresión 3D en Color Víctor Andueza García ETS-Ingeniería Industrial, Málaga Motivación del proyecto La impresión 3D es, sin duda, una de las tecnologías que más
VALIDACIÓN MEDIANTE CAE DE PARÁMETROS DE PROCESO DE INYECCIÓN DE PLÁSTICO PARA DESARROLLO DE UN MOLDE
 VALIDACIÓN MEDIANTE CAE DE PARÁMETROS DE PROCESO DE INYECCIÓN DE PLÁSTICO PARA DESARROLLO DE UN MOLDE R. Martín del Campo Vázquez a*, R. Alvarado Almanza a, V.H. López Enríquez a, V. Granados Alejo a.
VALIDACIÓN MEDIANTE CAE DE PARÁMETROS DE PROCESO DE INYECCIÓN DE PLÁSTICO PARA DESARROLLO DE UN MOLDE R. Martín del Campo Vázquez a*, R. Alvarado Almanza a, V.H. López Enríquez a, V. Granados Alejo a.
NORMA ESPAÑOLA PRNE
 NORMA ESPAÑOLA PRNE 108-136 Febrero 2010 TITULO: PROCEDIMIENTOS DE ANCLAJE PARA UNIDADES DE ALMACENAMIENTO DE SEGURIDAD. Requisitos, Clasificación y métodos de anclaje para cajas fuertes CORRESPONDENCIA.
NORMA ESPAÑOLA PRNE 108-136 Febrero 2010 TITULO: PROCEDIMIENTOS DE ANCLAJE PARA UNIDADES DE ALMACENAMIENTO DE SEGURIDAD. Requisitos, Clasificación y métodos de anclaje para cajas fuertes CORRESPONDENCIA.
Para distinguir las herramientas entre sí, toman diversas denominaciones que dependen:
 HERRAMIENTAS de TORNEADO HSS y METAL DURO SOLDADO Una herramienta monocortante adecuada para tornear está normalmente constituida por una barrita de sección cuadrada, rectangular o redonda, de acero para
HERRAMIENTAS de TORNEADO HSS y METAL DURO SOLDADO Una herramienta monocortante adecuada para tornear está normalmente constituida por una barrita de sección cuadrada, rectangular o redonda, de acero para
DEFORMACIÓN DE METALES
 DEFORMACIÓN DE METALES Embutición y conformado de chapa (Acero, acero inoxidable) s puros sin disolvente Serie ANTICORIT MZA 08 Lubricante para la estampación de piezas para automóviles. Homologación Volkswagen.
DEFORMACIÓN DE METALES Embutición y conformado de chapa (Acero, acero inoxidable) s puros sin disolvente Serie ANTICORIT MZA 08 Lubricante para la estampación de piezas para automóviles. Homologación Volkswagen.
CADENAS Web:
 CADENAS Cadenas a Rodillos Simples Reductores y Motorreductores de Velocidad Tablas SERIE ISO Dimensiones Nominales Rodillo Interno Altura de Placa Otras Dimensiones Centro de Calibre Remach. Largo Total
CADENAS Cadenas a Rodillos Simples Reductores y Motorreductores de Velocidad Tablas SERIE ISO Dimensiones Nominales Rodillo Interno Altura de Placa Otras Dimensiones Centro de Calibre Remach. Largo Total
Cobre, Bronce Y Latón
 Cobre, Bronce Y Latón convertido en soluciones para su industria. w w w. f o r m a q. c o m Quienes Somos? FormaQ es una empresa del sector Metalmecánico dedicada a la fundición y fabricación de partes
Cobre, Bronce Y Latón convertido en soluciones para su industria. w w w. f o r m a q. c o m Quienes Somos? FormaQ es una empresa del sector Metalmecánico dedicada a la fundición y fabricación de partes
EQUIPOS DE CLINCHADO
 Phyton LA El clinchado (o clinching) es un proceso innovador para la fijación mecánica por deformación en frío de la chapa. Se basa en la deformación plástica de las láminas metálicas que se necesitan
Phyton LA El clinchado (o clinching) es un proceso innovador para la fijación mecánica por deformación en frío de la chapa. Se basa en la deformación plástica de las láminas metálicas que se necesitan
Medición del módulo de elasticidad de una barra de acero
 Medición del módulo de elasticidad de una barra de acero Horacio Patera y Camilo Pérez hpatera@fra.utn.edu.ar Escuela de Educación Técnica Nº 3 Florencio Varela, Buenos Aires, Argentina En este trabajo
Medición del módulo de elasticidad de una barra de acero Horacio Patera y Camilo Pérez hpatera@fra.utn.edu.ar Escuela de Educación Técnica Nº 3 Florencio Varela, Buenos Aires, Argentina En este trabajo
Especificaciones de Producto Tubos para Instalaciones Eléctricas Conduit Rígido (Serie Pesada)
") Especificaciones de Producto Conduit Rígido (Serie Pesada) Usos Para cableado de instalaciones eléctricas en edificaciones industriales, viviendas, comercios y redes de distribución. Ventajas Los tubos
Especificaciones de Producto Conduit Rígido (Serie Pesada) Usos Para cableado de instalaciones eléctricas en edificaciones industriales, viviendas, comercios y redes de distribución. Ventajas Los tubos
Ejercicios y problemas de neumática e hidráulica
 Ejercicios y problemas de neumática e hidráulica 1. Un depósito contiene aire comprimido a 4 atm. Cuál es su presión en pascales? (Sol.: 400.000 pascales). 2. Si tenemos una jeringuilla que contiene 0,02
Ejercicios y problemas de neumática e hidráulica 1. Un depósito contiene aire comprimido a 4 atm. Cuál es su presión en pascales? (Sol.: 400.000 pascales). 2. Si tenemos una jeringuilla que contiene 0,02
De acuerdo a los requerimientos de las EDs 6.3 Peso neto aproximado 7 CERTIFICACIONES
 PERNO PIN ACERO GALVANIZADO, ROSCA PLASTICA DE 50 mm,19 mm (3/4") x 305 mm (12"), 15 kv 1 MATERIAL Acero estructural de baja aleación laminada en caliente 1.1 Norma de fabricación NTE INEN 2215-2222 -
PERNO PIN ACERO GALVANIZADO, ROSCA PLASTICA DE 50 mm,19 mm (3/4") x 305 mm (12"), 15 kv 1 MATERIAL Acero estructural de baja aleación laminada en caliente 1.1 Norma de fabricación NTE INEN 2215-2222 -
BOMBA MANUAL DE AGUA ESPECIFICACIONES TÉCNICAS
 BOMBA MANUAL DE AGUA ESPECIFICACIONES TÉCNICAS Centro Panamericano de Ingeniería Sanitaria y Ciencias del Ambiente División de Salud y Ambiente Organización Panamericana de la Salud Organización Mundial
BOMBA MANUAL DE AGUA ESPECIFICACIONES TÉCNICAS Centro Panamericano de Ingeniería Sanitaria y Ciencias del Ambiente División de Salud y Ambiente Organización Panamericana de la Salud Organización Mundial
Comprender los principios de funcionamiento de los órganos comunes de las máquinas herramientas.
 Programas de Actividades Curriculares Plan 94A Carrera: Ingeniería Mecánica TECNOLOGÍA DE FABRICACIÓN Área: Bloque: Organización-Producción Tecnologías Aplicadas Nivel: 5º año Tipo: Obligatoria Modalidad:
Programas de Actividades Curriculares Plan 94A Carrera: Ingeniería Mecánica TECNOLOGÍA DE FABRICACIÓN Área: Bloque: Organización-Producción Tecnologías Aplicadas Nivel: 5º año Tipo: Obligatoria Modalidad:
DESARROLLO DE DISPOSITIVOS MÉDICOS, A TRAVÉS DE LA INGENIERÍA ASISTIDA POR COMPUTADORA RAÚL LESSO ARROYO
 DESARROLLO DE DISPOSITIVOS MÉDICOS, A TRAVÉS DE LA INGENIERÍA ASISTIDA POR COMPUTADORA RAÚL LESSO ARROYO AGENDA DISPOSITIVOS MEDICOS BIOMECANICA HERRAMIENTAS CAD-CAE CASOS DE ESTUDIOS 1. Diseño y pruebas
DESARROLLO DE DISPOSITIVOS MÉDICOS, A TRAVÉS DE LA INGENIERÍA ASISTIDA POR COMPUTADORA RAÚL LESSO ARROYO AGENDA DISPOSITIVOS MEDICOS BIOMECANICA HERRAMIENTAS CAD-CAE CASOS DE ESTUDIOS 1. Diseño y pruebas
UNIVERSIDAD CATOLICA ANDRES BELLO FACULTAD DE INGENIERIA DEPARTAMENTO DE FÍSICA LABORATORIO DE FÍSICA II TELECOMUNICACIONES OPTICA FISICA
 UNIVERSIDAD CATOICA ANDRES BEO FACUTAD DE INGENIERIA DEPARTAMENTO DE FÍSICA ABORATORIO DE FÍSICA II TEECOMUNICACIONES OPTICA FISICA Una onda es una perturbación física de algún tipo que se propaga en el
UNIVERSIDAD CATOICA ANDRES BEO FACUTAD DE INGENIERIA DEPARTAMENTO DE FÍSICA ABORATORIO DE FÍSICA II TEECOMUNICACIONES OPTICA FISICA Una onda es una perturbación física de algún tipo que se propaga en el
SIMULACION Y ANALISIS DE PIEZAS CON SOLIDWORKS Y CATIA V5
 Objetivos y Temario SIMULACION Y ANALISIS DE PIEZAS CON SOLIDWORKS Y CATIA V5 OBJETIVOS Con SolidWorks Simulation, podemos ensayar nuestros modelos tridimensionales de piezas y ensamblajes al mismo tiempo
Objetivos y Temario SIMULACION Y ANALISIS DE PIEZAS CON SOLIDWORKS Y CATIA V5 OBJETIVOS Con SolidWorks Simulation, podemos ensayar nuestros modelos tridimensionales de piezas y ensamblajes al mismo tiempo
PROPIEDADES Y ENSAYOS
 PROPIEDADES Y ENSAYOS Las propiedades de todos los materiales estructurales se evalúan por ensayos, cuyos resultados sólo dan un índice del comportamiento del material que se debe interpretar mediante
PROPIEDADES Y ENSAYOS Las propiedades de todos los materiales estructurales se evalúan por ensayos, cuyos resultados sólo dan un índice del comportamiento del material que se debe interpretar mediante
Tuercas especiales, fabricadas según necesidades del cliente: en cuanto a diseño, otros materiales según aplicaciones: hierro fundido, etc.
 MEGEU S.L, empresa dedicada a la mecanización, fue fundada en el año 1.981, desde entonces una parte importante de nuestra actividad, consiste en la fabricación y venta de Husillos y Tuercas de rosca trapecial.
MEGEU S.L, empresa dedicada a la mecanización, fue fundada en el año 1.981, desde entonces una parte importante de nuestra actividad, consiste en la fabricación y venta de Husillos y Tuercas de rosca trapecial.
Sólo cuerdas dinámicas
 Efectos de una caída Al caernos desde una cierta altura estando amarrados con una se producen varios sucesos simultáneos. Toda la energía potencial que habíamos ganado con la altura se convierte en cinética
Efectos de una caída Al caernos desde una cierta altura estando amarrados con una se producen varios sucesos simultáneos. Toda la energía potencial que habíamos ganado con la altura se convierte en cinética
INFORMACION PRELIMINAR DEL HELE SHAW HELE SHAW MODELO HS
 1 INFORMACION PRELIMINAR DEL HELE SHAW HELE SHAW MODELO HS1-50-01 1. INTRODUCCIÓN Este es un instrumento que permite simular fenómenos y diferentes condiciones en modelos bidimensionales, Fue creado por
1 INFORMACION PRELIMINAR DEL HELE SHAW HELE SHAW MODELO HS1-50-01 1. INTRODUCCIÓN Este es un instrumento que permite simular fenómenos y diferentes condiciones en modelos bidimensionales, Fue creado por
65. INSTITUTO DE CAPACITACIÓN E INVESTIGACIÓN DEL PLÁSTICO Y DEL CAUCHO ICIPC
 65. INSTITUTO DE CAPACITACIÓN E INVESTIGACIÓN DEL PLÁSTICO Y DEL CAUCHO ICIPC Contacto: Miguel Ángel Blanco Pinzon Dirección: Carrera 49 No. 5 Sur - 190, Medellín (Antioquia) Teléfono: (+4) 3116478 - Fax:
65. INSTITUTO DE CAPACITACIÓN E INVESTIGACIÓN DEL PLÁSTICO Y DEL CAUCHO ICIPC Contacto: Miguel Ángel Blanco Pinzon Dirección: Carrera 49 No. 5 Sur - 190, Medellín (Antioquia) Teléfono: (+4) 3116478 - Fax:
POLEAS WICHARD. PASTECAS WICHARD
 POLEAS WICHARD. Wichard ofrece una gama completa de poleas diseñadas y fabricadas en Francia. Las poleas Wichard, producidas con materiales de altas prestaciones, están sujetas a rigurosos procesos de
POLEAS WICHARD. Wichard ofrece una gama completa de poleas diseñadas y fabricadas en Francia. Las poleas Wichard, producidas con materiales de altas prestaciones, están sujetas a rigurosos procesos de
Análisis de la precisión de posicionamiento
 Causas de error en la precisión de posicionamiento Las causas de error en la precisión de posicionamiento incluyen la precisión del ángulo de paso, el juego axial y la rigidez axial del sistema de husillo.
Causas de error en la precisión de posicionamiento Las causas de error en la precisión de posicionamiento incluyen la precisión del ángulo de paso, el juego axial y la rigidez axial del sistema de husillo.
Aerogenerador de 17 pies de diámetro Hecho en Casa
 Aerogenerador de 17 pies de diámetro Hecho en Casa Esta es la traducción autorizada del artículo Large 17 Turbine de la gente de Otherpower. PAGINA 1 Fabricación del chasis y procedimiento de diseño del
Aerogenerador de 17 pies de diámetro Hecho en Casa Esta es la traducción autorizada del artículo Large 17 Turbine de la gente de Otherpower. PAGINA 1 Fabricación del chasis y procedimiento de diseño del
UNIVERSIDAD SIMÓN BOLÍVAR UNIDAD DE LABORATORIOS LABORATORIO A SECCIÓN DE MECÁNICA DE FLUIDOS
 1. Objetivos UNIVERSIDAD SIMÓN BOLÍVAR PRÁCTICA ESTUDIO DEL FLUJO TURBULENTO EN TUBERÍAS LISAS Analizar flujo turbulento en un banco de tuberías lisas. Determinar las pérdidas de carga en tuberías lisas..
1. Objetivos UNIVERSIDAD SIMÓN BOLÍVAR PRÁCTICA ESTUDIO DEL FLUJO TURBULENTO EN TUBERÍAS LISAS Analizar flujo turbulento en un banco de tuberías lisas. Determinar las pérdidas de carga en tuberías lisas..
PREGUNTAS PRUEBAS PAU MATERIALES
 PREGUNTAS PRUEBAS PAU MATERIALES JUNIO 2010 FE Opción A Defina brevemente las siguientes propiedades que presentan los compuestos metálicos: a) Elasticidad (0,5 puntos) b) Tenacidad (0,5 puntos) c) Maleabilidad
PREGUNTAS PRUEBAS PAU MATERIALES JUNIO 2010 FE Opción A Defina brevemente las siguientes propiedades que presentan los compuestos metálicos: a) Elasticidad (0,5 puntos) b) Tenacidad (0,5 puntos) c) Maleabilidad
Los pesos de las partículas pueden reemplazarse por una única (equivalente) resultante con un punto de aplicación G bien definido.
 resultante con un punto de aplicación G bien definido.") UNIDAD 2 EQUILIBRIO DE CUERPOS RÍGIDOS. CENTROS DE GRAVEDAD GENERALIDADES.- El centro de gravedad es aquel que localiza el peso resultante de un sistema de partículas y el centro de masas de un sistema
UNIDAD 2 EQUILIBRIO DE CUERPOS RÍGIDOS. CENTROS DE GRAVEDAD GENERALIDADES.- El centro de gravedad es aquel que localiza el peso resultante de un sistema de partículas y el centro de masas de un sistema
Convección Problemas de convección 1.1. PROBLEMAS DE CONVECCIÓN 1
 1.1. PROBLEMAS DE CONVECCIÓN 1 Convección 1.1. Problemas de convección Problema 1 Una placa cuadrada de 0,1 m de lado se sumerge en un flujo uniforme de aire a presión de 1 bar y 20 C con una velocidad
1.1. PROBLEMAS DE CONVECCIÓN 1 Convección 1.1. Problemas de convección Problema 1 Una placa cuadrada de 0,1 m de lado se sumerge en un flujo uniforme de aire a presión de 1 bar y 20 C con una velocidad
Nuevos materiales (cerámica, metales, polímeros) Lubricantes y aditivos del aceite Sistemas autolubricadores Garantía de calidad.
 Lubricantes y aditivos del aceite Sistemas autolubricadores Garantía de calidad.") Introducción El control de la fricción y del desgaste en piezas móviles de máquinas es un elemento crítico a hacer frente en la industria. Es importante tener datos comparables de análisis obtenidos durante
Introducción El control de la fricción y del desgaste en piezas móviles de máquinas es un elemento crítico a hacer frente en la industria. Es importante tener datos comparables de análisis obtenidos durante
Procesos de maquinado no tradicional. Procesos mecánicos Procesos electroquímicos Procesos térmicos Procesos químicos
 Procesos de maquinado no tradicional Procesos mecánicos Procesos electroquímicos Procesos térmicos Procesos químicos 1- Maquinado ultrasónico (USM) Orificios no redondeados Oficios a lo largo de un eje
Procesos de maquinado no tradicional Procesos mecánicos Procesos electroquímicos Procesos térmicos Procesos químicos 1- Maquinado ultrasónico (USM) Orificios no redondeados Oficios a lo largo de un eje
Brocas de metal duro
 Brocas de metal duro La broca innovadora para el sector de la mecánica PLUS8, TECNOLOGíA ALEMANA CON ALMA ITALIANA. Zonas productivas y Centros de investigación y desarrollo en Europa y en Norte América
Brocas de metal duro La broca innovadora para el sector de la mecánica PLUS8, TECNOLOGíA ALEMANA CON ALMA ITALIANA. Zonas productivas y Centros de investigación y desarrollo en Europa y en Norte América
Ingeniería Mecánica. Guia de Materiales. Materiales alternativos.
 Ingeniería Mecánica Guia de Materiales. Materiales alternativos. 1) Aceros al Carbono. Tipos y Características. Ejemplos. Un acero resulta básicamente una aleación de hierro y carbono con un contenido
Ingeniería Mecánica Guia de Materiales. Materiales alternativos. 1) Aceros al Carbono. Tipos y Características. Ejemplos. Un acero resulta básicamente una aleación de hierro y carbono con un contenido
Se denomina transmisión mecánica a un mecanismo encargado de trasmitir potencia entre dos o más elementos dentro de una máquina.
 Transmisión Mecánica Se denomina transmisión mecánica a un mecanismo encargado de trasmitir potencia entre dos o más elementos dentro de una máquina. Transmisión con correa en una instalación industrial.
Transmisión Mecánica Se denomina transmisión mecánica a un mecanismo encargado de trasmitir potencia entre dos o más elementos dentro de una máquina. Transmisión con correa en una instalación industrial.
Especificaciones de Producto Tubos para Instalaciones Eléctricas Conduit IMC (Serie Intermedia)
") Especificaciones de Producto Usos Instalaciones eléctricas visibles u ocultas para cualquier tipo de condición atmosférica y en cualquier tipo de edificación, principalmente para instalaciones de tipo
Especificaciones de Producto Usos Instalaciones eléctricas visibles u ocultas para cualquier tipo de condición atmosférica y en cualquier tipo de edificación, principalmente para instalaciones de tipo
9. Procesos industriales de obtención 9. Procesos industriales y conformado de materiales metálicos y conformado Proceso Siderúrgico
 9. Procesos industriales de obtención y conformado de materiales metálicos Hornos. Colada continua. Laminado, trefilado. Conformado superficial. i Perfiles y chapas. Tipificación de aceros. Proceso Siderúrgico
9. Procesos industriales de obtención y conformado de materiales metálicos Hornos. Colada continua. Laminado, trefilado. Conformado superficial. i Perfiles y chapas. Tipificación de aceros. Proceso Siderúrgico
SHOT PEENING. Informe: Granalladora Americana S.C.A. INTRODUCCIÓN AL SHOT- PEENING
 Informe: Granalladora Americana S.C.A. SHOT PEENING INTRODUCCIÓN AL SHOT- PEENING El shot-peening es un método de trabajo en frío que consiste en impactos de granalla a alta velocidad sobre una superficie.
Informe: Granalladora Americana S.C.A. SHOT PEENING INTRODUCCIÓN AL SHOT- PEENING El shot-peening es un método de trabajo en frío que consiste en impactos de granalla a alta velocidad sobre una superficie.
Cables de Acero para MTC. Ing. Duarte Pablo Ing. Menne Germán Martinez Krammer Ignacio
 Cables de Acero para MTC Autores Ing. Duarte Pablo Ing. Menne Germán Martinez Krammer Ignacio CABLES DE ACERO PARA MTC CÓMO INFLUYEN LAS TECNOLOGÍAS APLICADAS EN LA VIDA ÚTIL DEL CABLE Temario 1. Tecnologías
Cables de Acero para MTC Autores Ing. Duarte Pablo Ing. Menne Germán Martinez Krammer Ignacio CABLES DE ACERO PARA MTC CÓMO INFLUYEN LAS TECNOLOGÍAS APLICADAS EN LA VIDA ÚTIL DEL CABLE Temario 1. Tecnologías
Capítulo 2 Antecedentes
 Capítulo 2 Antecedentes 3 2.1 Máquina manual La máquina manual utilizada actualmente puede subdividirse en tres partes principales, estas son: Carrete para alimentar el alambrón. Mesa de enderezado y corte.
Capítulo 2 Antecedentes 3 2.1 Máquina manual La máquina manual utilizada actualmente puede subdividirse en tres partes principales, estas son: Carrete para alimentar el alambrón. Mesa de enderezado y corte.
Validez de las monedas por sus características físicas y verificación de su autenticidad
 Validez de las monedas por sus características físicas y verificación de su autenticidad 1 julio 2014 Contenido 1 Cuidado de las monedas 2 Monedas metálicas deterioradas 3 Monedas metálicas sin valor 4
Validez de las monedas por sus características físicas y verificación de su autenticidad 1 julio 2014 Contenido 1 Cuidado de las monedas 2 Monedas metálicas deterioradas 3 Monedas metálicas sin valor 4
Electrica AURE. Acero Inoxidable
 Electrica AURE S.A. DE C.V. A U R E Acero Inoxidable ACEROS AUSTENITICOS (SERIE 300) HOJA ESPESOR PESO PESO POR HOJA CALIBRE Pulgadas mm kg/m2 3'x8' 3'x10' 4'x8' 4'x10' 10 0.1350 3.430 27.783 61.910 77.400
Electrica AURE S.A. DE C.V. A U R E Acero Inoxidable ACEROS AUSTENITICOS (SERIE 300) HOJA ESPESOR PESO PESO POR HOJA CALIBRE Pulgadas mm kg/m2 3'x8' 3'x10' 4'x8' 4'x10' 10 0.1350 3.430 27.783 61.910 77.400
Determinación de la Tensión Adm.de una barra de acero por medio del diagrama.
 TRABAJO PRÁCTICO N 7 Determinación de la Tensión Adm.de una barra de acero por medio del diagrama. CONSIDERACIONES TEÓRICAS GENERALES Se denomina tracción axial al caso de solicitación de un cuerpo donde
TRABAJO PRÁCTICO N 7 Determinación de la Tensión Adm.de una barra de acero por medio del diagrama. CONSIDERACIONES TEÓRICAS GENERALES Se denomina tracción axial al caso de solicitación de un cuerpo donde
Selección de listados
 ÍNDICE 1.- NORMA Y MATERIALES... 2 2.- ACCIONES... 2 3.- DATOS GENERALES... 2 4.- DESCRIPCIÓN DEL TERRENO... 2 6.- GEOMETRÍA... 2 7.- ESQUEMA DE LAS FASES... 3 8.- CARGAS... 3 9.- RESULTADOS DE LAS FASES...
ÍNDICE 1.- NORMA Y MATERIALES... 2 2.- ACCIONES... 2 3.- DATOS GENERALES... 2 4.- DESCRIPCIÓN DEL TERRENO... 2 6.- GEOMETRÍA... 2 7.- ESQUEMA DE LAS FASES... 3 8.- CARGAS... 3 9.- RESULTADOS DE LAS FASES...
Pípila 197 Zona Centro C.P Irapuato, Gto., Mex. Tels.: y
 Trofeos Reconocimientos medallas pins botones tazas llaveros agendas platones plumas gorras playeras grabados con punta de diamante, láser y sand blast personalizadores portarretratos termos placas de
Trofeos Reconocimientos medallas pins botones tazas llaveros agendas platones plumas gorras playeras grabados con punta de diamante, láser y sand blast personalizadores portarretratos termos placas de
PREGUNTAS DE REPASO. Tomadas del libro: Fundamentos de Manufactura Moderna de Mikell P. Groover
 PREGUNTAS DE REPASO Tomadas del libro: Fundamentos de Manufactura Moderna de Mikell P. Groover 1. Identifique algunas de las razones por la que el maquinado es comercial y tecnológicamente importante.
PREGUNTAS DE REPASO Tomadas del libro: Fundamentos de Manufactura Moderna de Mikell P. Groover 1. Identifique algunas de las razones por la que el maquinado es comercial y tecnológicamente importante.
FISICA I HOJA 8 ESCUELA POLITÉCNICA DE INGENIERÍA DE MINAS Y ENERGIA 8. ELASTICIDAD FORMULARIO
 8. ELASTICIDAD FORMULARIO Tmf de carga? 8.1) Que diámetro mínimo debe tener un cable de acero para poder aguantar 1 Resistencia a la rotura E R = 7,85x10 8 N.m -2 8.2) Desde un barco se lanzó una pesa
8. ELASTICIDAD FORMULARIO Tmf de carga? 8.1) Que diámetro mínimo debe tener un cable de acero para poder aguantar 1 Resistencia a la rotura E R = 7,85x10 8 N.m -2 8.2) Desde un barco se lanzó una pesa
CARACTERISTICAS y BENEFICIOS ESPECIFICACIONES TÉCNICAS PANEL SOLAR. SolarCool Cuanto más calor hace, mejor funciona!
 COOL SISTEMA AIRE ACONDICIONADO SolarCool se enorgullece de ofrecer el sistema de aire acondicionado SolarCool. Este consiste en el collector solar térmico a tubo de vacio que se adapta a un split dos
COOL SISTEMA AIRE ACONDICIONADO SolarCool se enorgullece de ofrecer el sistema de aire acondicionado SolarCool. Este consiste en el collector solar térmico a tubo de vacio que se adapta a un split dos
RESUMEN DE LOS PASOS A SEGUIR PARA LA REALIZACIÓN DE UN ENSAYO NO DESTRUCTIVO POR EL METODO DE RADIOGRAFÍA INDUSTRIAL
 RESUMEN DE LOS PASOS A SEGUIR PARA LA REALIZACIÓN DE UN ENSAYO NO DESTRUCTIVO POR EL METODO DE RADIOGRAFÍA INDUSTRIAL 1) Planificación Interpretación del ensayo: Instrucciones / Manuales / Elemento a radiografiar.
RESUMEN DE LOS PASOS A SEGUIR PARA LA REALIZACIÓN DE UN ENSAYO NO DESTRUCTIVO POR EL METODO DE RADIOGRAFÍA INDUSTRIAL 1) Planificación Interpretación del ensayo: Instrucciones / Manuales / Elemento a radiografiar.
Laboratorio de Mecánica de Fluidos I
 Laboratorio de Mecánica de Fluidos I Práctica # 3: Demostración del Teorema de Bernoulli Objetivo Demostrar el Teorema de Bernoulli y sus limitaciones. Determinar el coeficiente de descarga. En este experimento
Laboratorio de Mecánica de Fluidos I Práctica # 3: Demostración del Teorema de Bernoulli Objetivo Demostrar el Teorema de Bernoulli y sus limitaciones. Determinar el coeficiente de descarga. En este experimento
La Red Latinoamericana
 1 2 3 4 5 La Red Latinoamericana 6 7 Reglamento Técnico 1513 NTC 2289: 2012 Barras Corrugadas RT 1513: 2012 Barras Corrugadas 8 9 Reglamento Técnico 0277 Barra de acero al carbono laminada en caliente,
1 2 3 4 5 La Red Latinoamericana 6 7 Reglamento Técnico 1513 NTC 2289: 2012 Barras Corrugadas RT 1513: 2012 Barras Corrugadas 8 9 Reglamento Técnico 0277 Barra de acero al carbono laminada en caliente,
MICROMETRO EXTERIOR MICROMETRO EXTERIOR TOP
 MICROMETRO EXTERIOR 0300-044061 0-25 0,01 6,5 22,00 0301-044062 25-50 0,01 6,5 30,00 0302-044063 50-75 0,01 6,5 36,00 0303-044064 75-100 0,01 6,5 40,00 0304-044065 100-125 0,01 6,5 48,00 0305-044066 125-150
MICROMETRO EXTERIOR 0300-044061 0-25 0,01 6,5 22,00 0301-044062 25-50 0,01 6,5 30,00 0302-044063 50-75 0,01 6,5 36,00 0303-044064 75-100 0,01 6,5 40,00 0304-044065 100-125 0,01 6,5 48,00 0305-044066 125-150
UNIDAD 1. ENSAYO Y MEDIDA DE LAS PROPIEDADES DE LOS MATERIALES UNIDAD 3. MODIFICACIÓN DE LAS PROPIEDADES DE LOS METALES
 BLOQUE I. MATERIALES UNIDAD 2. OXIDACIÓN Y CORROSIÓN UNIDAD 3. MODIFICACIÓN DE LAS PROPIEDADES DE LOS METALES UNIDAD 4. DIAGRAMAS DE EQUILIBRIO EN MATERIALES METÁLICAS UNIDAD 5. TRATAMIENTOS TÉRMICOS DE
BLOQUE I. MATERIALES UNIDAD 2. OXIDACIÓN Y CORROSIÓN UNIDAD 3. MODIFICACIÓN DE LAS PROPIEDADES DE LOS METALES UNIDAD 4. DIAGRAMAS DE EQUILIBRIO EN MATERIALES METÁLICAS UNIDAD 5. TRATAMIENTOS TÉRMICOS DE
Procesos de deformación volumétrica
 Procesos de deformación volumétrica PROCESOS DE MANUFACTURA 1 Ing. José Carlos López Arenales Qué es un proceso de deformación volumétrica? Proceso mediante el cual se logra una modificación de un material
Procesos de deformación volumétrica PROCESOS DE MANUFACTURA 1 Ing. José Carlos López Arenales Qué es un proceso de deformación volumétrica? Proceso mediante el cual se logra una modificación de un material
Sistemas de suelo. para cerdas activas y lechones sanos
 Sistemas de suelo para cerdas activas y lechones sanos Sistemas higiénicos de suelo para corrales de maternidad y de destete Los nuevos sistemas de suelo de Big Dutchman reúnen las elevadas exigencias
Sistemas de suelo para cerdas activas y lechones sanos Sistemas higiénicos de suelo para corrales de maternidad y de destete Los nuevos sistemas de suelo de Big Dutchman reúnen las elevadas exigencias
CONTENEDORES GRAN CAPACIDAD CARGA LATERAL Y VERTICAL
 CONTENEDORES GRAN CAPACIDAD CARGA LATERAL Y VERTICAL 036SC-C CONTENEDOR CARGA LATERAL 3200 1395,00 respetuosos con el medio ambiente. Los contenedores de carga lateral se adaptan 035SC-C CONTENEDOR CARGA
CONTENEDORES GRAN CAPACIDAD CARGA LATERAL Y VERTICAL 036SC-C CONTENEDOR CARGA LATERAL 3200 1395,00 respetuosos con el medio ambiente. Los contenedores de carga lateral se adaptan 035SC-C CONTENEDOR CARGA