1. AWS D1.1/D1.1M:2015
|
|
|
- María del Rosario Ríos Cáceres
- hace 6 años
- Vistas:
Transcripción
1 1. AWS D1.1/D1.1M: Alcance Este código contiene los requisitos para fabricar y montar estructuras de acero soldadas. Cuando este código esté estipulado en los documentos del contrato, se debe requerir la conformidad con todas las disposiciones del código, excepto aquellas disposiciones que el ingeniero (ver definiciones) o los documentos del contrato modifiquen o eximan específicamente. A continuación se presenta un resumen de las cláusulas del código :
2 1.1 Alcance 1. Requerimientos generales 2. Diseño de conexiones soldadas 3. EPSs precalificados 4. Calificación 5. Fabricación 6. Inspección 7. Soldadura de espárragos / pernos 8. Refuerzo y reparación de estructuras existentes 9. Estructuras tubulares
3 1.2 Limitaciones El código fue desarrollado específicamente para estructuras de acero soldadas que utilizan aceros al carbono o de baja aleación que son de espesores mayores o iguales 1/8 in [3 mm] con un límite de elasticidad mínimo especificado de 690 MPa o menor. El código puede ser ajustado para regir fabricaciones estructurales fuera del alcance del propósito previsto. Sin embargo, el ingeniero debe evaluar dicha idoneidad y, sobre la base de tales evaluaciones, incorporar en los documentos del contrato los cambios necesarios en los requerimientos del código para abordar los requerimientos específicos de la aplicación que están fuera del alcance del código.
4 1.3 Definiciones Ingeniero. Ingeniero se define como un individuo debidamente designado que actúa por, y en nombre del propietario en todas las materias dentro del alcance del código Contratista Contratista se definirá como cualquier empresa, o aquella persona que represente a una empresa, responsable de la fabricación, montaje, soldadura en conformidad con las disposiciones de este código Inspector del contratista Inspector del Contratista se definirá como la persona debidamente designada que actúe en nombre y por cuenta del contratista en todos los asuntos de inspección y calidad dentro del alcance del código y de los documentos del contrato.
5 1.3.4 Los términos del código debe (shall), debería (should) y puede (may) Debe (shall). Las disposiciones del código que utilizan debe" son obligatorias a menos que el ingeniero modifique específicamente los documentos del contrato Debería (should) La palabra "debería" se utiliza para recomendar prácticas que se consideran beneficiosas, pero no son requerimientos Puede (may) La palabra "puede" en una disposición permite el uso de procedimientos o prácticas opcionales que pueden ser utilizados como una alternativa o suplemento a los requerimientos del código.
6 2 EPSs precalificados 2.1 Alcance La precalificación de EPSs (Especificaciones de Procedimiento de Soldadura) debe ser definido como eximido de las pruebas de calificación EPS requeridas en la Cláusula 4. Todas las EPS precalificadas deberán ser escritas. Para que un EPS sea precalificado, se requerirá la conformidad con todos los requisitos aplicables de la Cláusula 3. Las EPS que no cumplan con los requisitos de la Cláusula 3 pueden ser calificadas por pruebas de conformidad con la Cláusula 4. Por conveniencia, el Anexo P enumera las disposiciones que deben incluirse en una EPS precalificada. Los soldadores, operadores de soldadura y los soldadores de puntadas que utilicen EPS precalificados deberán ser calificados de acuerdo con la Cláusula 4, Parte C ó Cláusula 9, Parte D para tubulares.
7 2.2 Procesos de soldadura Procesos precalificados SMAW, SAW, GMAW (excepto GMAW-S) y FCAW EPSs que cumplan con todas las disposiciones de la Cláusula 3 deben ser considerados precalificados y son por lo tanto aprobados para su uso sin realizar ensayos de calificación del EPS para el proceso. Para la precalificación de EPS, se requerirá la conformidad con todas las disposiciones aplicables de la Cláusula Procesos aprobados por el código ESW, EGW, GTAW y GMAW-S, pueden ser usados, siempre que los EPS estén calificadas de acuerdo con los requerimientos de la Cláusula FCAW y GMAW fuentes de alimentación FCAW y GMAW que se realiza con EPS precalificados deben ser realizados utilizando fuentes de alimentación de voltaje constante (CV).
8 2.3 Combinación de material base / metal de aporte Solamente los metales base y los metales de aporte enumerados en las Tablas 3.1 y 3.2 pueden utilizarse en EPS precalificados. Las relaciones siguientes de material base / resistencia del metal de aporte deben ser usadas en conjunto con las tablas 3.1 y 3.2 para determinar si requieren metales de aporte de resistencia igual o por debajo


9

10

11
12
13

14
15 2.5 Requerimientos temperatura de precalentamiento mínimo y entre pasadas Se utilizará la tabla 3.3 para determinar las temperaturas mínimas de precalentamiento y temperatura entre pasadas para los aceros listados en el código Combinación de material base / espesor La temperatura mínima de precalentamiento ó temperatura entre pasadas aplicada a una junta compuesta de materiales base con diferentes precalentamientos mínimos de la tabla 3.3 (según la categoría y el espesor) debe ser la más alta de estas temperatura mínimas de precalentamiento.

16

17
18 2.5.2 Temperaturas alternativas de precalentamiento y entre pasadas para SAW Las temperaturas de precalentamiento y entre pasadas para SAW de electrodo paralelo o múltiple deben ser seleccionadas de acuerdo con la tabla 3.3. Para las soldaduras de ranura ó filete de pasada simple, para las combinaciones de metales que se están soldando y la entrada de calor implicada, y con la aprobación del Ingeniero, se pueden establecer temperaturas de precalentamiento y entre pasadas que son suficientes para reducir la dureza en ZAC del metal base: a menos de 225 Vickers para acero con una resistencia a la tracción mínima especificada no superior a 60 ksi [415 MPa] a menos de 280 Vickers para acero con una resistencia a la tracción mínima especificada superior a 60 ksi [415 MPa], pero no superior a 70 Ksi [485 MPa].
19 2.5.2 Temperaturas alternativas de precalentamiento y entre pasadas para SAW El número de dureza Vickers debe ser determinado de acuerdo con la norma ASTM E92. Si se va a utilizar otro método de dureza, el número de dureza equivalente debe ser determinado a partir de la norma ASTM E140, y el ensayo se realizará de acuerdo con la especificación ASTM aplicable.
20 Requerimientos de dureza La determinación de la dureza de la ZAC se realizará sobre lo siguiente: (1) Macrografía de una sección transversal de un espécimen de la probeta (2) La superficie del miembro durante el avance del trabajo, esta debe ser amolada antes del ensayo de dureza: (a) La frecuencia de los ensayos en la ZAC debe ser al menos un área de ensayo por soldadura del metal base de mayor espesor involucrado en la junta por cada 15 m de soldadura de ranura o pares de soldaduras de filete. (b) Estas determinaciones de dureza pueden discontinuarse después de que el procedimiento haya sido establecido, esto es posible si consta aprobación por parte del ingeniero.
21 2.6 Limitación de las variables del EPS Todas los EPS precalificados que se utilizarán deben ser preparados por el fabricante o el contratista como EPSs precalificados escritos. La EPS escrita puede seguir cualquier formato conveniente (véase el Anexo M para ejemplos). Deben ser especificados en la EPS escrita los parámetros de soldadura expresados en la tabla 3.6, y las variables con límites, las mismas deben estar dentro del rango mostrado. Los cambios en las variables esenciales más allá de los permitidos por la tabla 3.7 deben requerir de un EPS precalificado nuevo o revisado, o debe requerir que la EPS sea calificada por ensayos de acuerdo con la Cláusula 4.
22

23
24

25

26
27
28 2.6.1 Combinación de EPSs Se puede utilizar una combinación de EPS calificados y precalificados sin calificación de la combinación, siempre que se observe la limitación de las variables esenciales aplicables a cada proceso.
29 2.7 Requerimientos generales para EPS Todos los requerimientos de la tabla 3.6 deben ser cumplidos para las EPS Requerimientos para soldadura vertical ascendente La progresión para todas las pasadas de soldadura en posición vertical deben ser ascendentes, con las siguientes excepciones: (a) Socavaduras pueden ser reparadas verticalmente descendente cuando el precalentamiento esté de acuerdo con la tabla 3.3, pero no inferior a 20 C [70 F]. (b) Cuando son soldados productos tubulares, la progresión de la soldadura vertical puede ser ascendente ó descendente, pero sólo en la dirección (es) para la cual el soldador está calificado.
30 2.7.2 Limitación de pasada en ancho / profundidad Ni la profundidad ni el ancho máximo en la sección transversal del metal de soldadura depositado en cada pasada de soldadura debe exceder el ancho de la cara de la pasada de soldadura.
31 2.7.2 Limitación de pasada en ancho / profundidad La forma del cordón es un factor importante que afecta el agrietamiento de la soldadura. La solidificación del metal de soldadura fundido debido al efecto de enfriamiento del metal base comienza a lo largo de los lados del metal de soldadura y progresa hacia el interior hasta que se completa. El último metal líquido a solidificar se encuentra en un plano a través de la línea central de la soldadura. Si la profundidad de soldadura es mayor que el ancho de la cara, la superficie de soldadura puede solidificarse antes de la solidificación del centro del cordón. Cuando esto ocurre, las fuerzas de contracción que actúan sobre el centro o núcleo semi-líquido todavía caliente de la soldadura pueden causar una grieta de línea central desarrollar busca evitar.
32 2.7.3 Requerimientos de acero para la intemperie Para aplicaciones expuestas, descubiertas y no pintadas de acero resistentes a la intemperie que requieran metal de soldadura con resistencia a la corrosión atmosférica y características de coloración similares a las del metal base, la combinación de electrodo o electrodo-flux debe ajustarse a la Tabla 3.4.
33 2.7.3 Requerimientos de acero para la intemperie Las excepciones a lo anteriormente visto son las siguientes: (a) Soldaduras de ranura pasada simple. Las soldaduras de ranura hechas con una sola pasada o una sola pasada de cada lado pueden hacerse utilizando cualquiera de los metales de aporte para los metales base del Grupo II en la Tabla 3.2. (b) Soldaduras de filete pasada simple. Las soldaduras de filete de pasada simple hasta los siguientes tamaños pueden ser hechas utilizando cualquiera de los metales de aporte para los metales base del Grupo II listados en la Tabla 3.2: SMAW 6 mm SAW 8 mm GMAW / FCAW 8 mm
34 2.7.4 Gas de protección Los gases de protección para GMAW y FCAW-G deben cumplir con AWS A5.32 / A5.32M, y uno de los siguientes: (a) El gas de protección será el utilizado para la clasificación de los electrodos según las especificaciones AWS A5 aplicables, AWS A5.18, A5.20, A5.28 o A5.29. (b) El gas de protección debe ser el recomendado por el fabricante del electrodo para su uso con el electrodo específico. Tales recomendaciones deben ser apoyadas por ensayos que demuestren que la combinación de electrodo / gas de protección es capaz de satisfacer todos los requerimientos de propiedades mecánicas y químicas para la clasificación de los electrodos cuando se ensayan de acuerdo con la especificación AWS A5 aplicable. La documentación de tales ensayos deben ser suministrada cuando lo solicite el Ingeniero o Inspector.
35 2.8 Requerimientos comunes para la soldadura por arco sumergido de electrodos en paralelo y electrodos múltiples Pasada de raíz GMAW. La pasada de raíz de las soldaduras de ranuras o de filetes puede ser realizada usando proceso GMAW, seguidas por el arco sumergido de electrodo paralelo o múltiple, siempre que el GMAW cumpla con los requisitos de esta sección y proporcionando una separación de 380 mm entre el arco GMAW y el arco siguiente del SAW.
36 2.9. Requerimientos soldadura de filete Ver la Tabla 5.7 para los tamaños mínimos de la soldadura de filete y la Figura 3.5 para los detalles de la junta de soldadura de filete precalificados. Definición de tamaño de soldadura de filete: Para soldaduras de filetes de catetos iguales, las longitudes del cateto del triángulo rectángulo isósceles más grande que se pueden inscribir dentro de la sección transversal de la soldadura de filete. Para las soldaduras de filete de catetos desiguales, las longitudes del cateto del triángulo recto más grande que se puede inscribir dentro de la sección transversal de la soldadura del filete.
37
38
39

40
41 2.9 Requerimientos soldadura de filete Detalles (No tubulares) Ver las Figuras 2.1 y 2.4 para las limitaciones para las soldaduras de filete precalificadas.
42 2.10. Requerimientos comunes de las soldaduras de ranura con penetración parcial y completa FCAW / GMAW en juntas SMAW. Las preparaciones de ranura detalladas para juntas SMAW precalificadas pueden usarse para GMAW o FCAW precalificados Abertura de raíz Las aberturas de las raíces de las juntas pueden variar como se indica en y Sin embargo, para la soldadura automática o mecanizada usando procesos FCAW, GMAW y SAW, la variación máxima de abertura de la raíz (mínimo a máximo abertura de ajuste) no puede exceder de 3 mm. Las variaciones superiores a 3 mm se deben corregir localmente antes de la soldadura automática o mecanizada
43 2.11 Requerimientos juntas de penetración parcial Las soldaduras de ranuras PJP deben ser realizadas utilizando los detalles de unión descritos en la figura 3.2. Se deben aplicar las limitaciones dimensionales de la junta descritas en
44
45 2.11. Requerimientos juntas de penetración parcial Definición Son consideradas soldaduras de ranuras PJP las soldaduras de ranura sin respaldo de acero, soldadas desde un lado y soldaduras de ranura soldadas desde ambos lados, pero sin repelado.
46 2.11. Requerimientos juntas de penetración parcial Tamaño de soldadura. El tamaño de soldadura (E) de una ranura de PJP precalificada debe ser como se muestra en la Figura 3.2 para el proceso particular de soldadura, designación de junta, ángulo de ranura y posición de soldadura que se proponen para la elaboración de la soldadura.

47 Tamaños precalificados de soldadura El tamaño mínimo de soldadura de las soldaduras PJP simple o doble V, biselado, J y U soldaduras de ranura, de los tipos 2 a 9, será como se muestra en la tabla 3.5. El espesor del material base debe ser suficiente para incorporar los requerimientos de los detalles de la junta seleccionados, de acuerdo con las variaciones descritas en y los requerimientos de la tabla 3.5.
48
49 El espesor máximo del material base no debe ser limitado La soldadura de ranura cuadrada con penetración parcial B-P1 y las soldaduras de ranura de bisel acampanado BTC-P10 y B-P11 sus tamaños deben calcularse a partir de la Figura 3.2.
50
51 Dimensiones de junta Las dimensiones de las soldaduras de ranura especificadas en 2.11 pueden variar en los dibujos de diseño o detalle dentro de los límites de tolerancias mostrados en la columna "Como detallada" de la Figura Las tolerancias de ajuste de la figura 3.2 se pueden aplicar a las dimensiones mostradas en el dibujo de detalle. Sin embargo, el uso de tolerancias de ajuste no exime al usuario de cumplir con los requisitos mínimos de tamaño de soldadura de Las ranuras J y U pueden ser preparadas antes o después del ensamblaje.
52 2.12. Requerimientos para soldadura de ranura con penetración completa Las soldaduras de ranuras CJP que pueden utilizarse sin realizar la prueba de calificación EPS descrita en la Cláusula 4 deben ser como se detalla en la figura y están sujetas a las limitaciones descritas en
53 Dimensiones de junta Las dimensiones de las soldaduras de ranura especificadas en 2.12 pueden variar en los dibujos de diseño ó detalle dentro de los límites o tolerancias mostrados en la columna "Como detallada" de la Figura 3.3. La tolerancia de ajuste de la figura 3.3 se puede aplicar a la dimensión que se muestra en el dibujo de detalle.
54
55 Respaldo. Las soldaduras de ranura con CJP precalificadas hechas de un solo lado, excepto como se permite para estructuras tubulares, deben tener respaldo de acero Las soldaduras de ranuras CJP precalificadas detalladas sin respaldo de acero o separadores pueden utilizar respaldo distinto del acero según lo indicado en el punto de la norma cuando se cumplan las siguientes condiciones: (a) El respaldo se retira después de la soldadura, y, (b) El lado de atrás de la soldadura es repelado para encontrar soldadura sana y vuelto a soldar. AWS D1.1, punto 5.9.3, respaldo no de acero: Las raíces de las soldaduras de ranura pueden estar respaldadas por cobre, fundente, cinta de vidrio, cerámica, polvo de hierro o materiales similares para prevenir colgaduras.
56 Respaldo Los procedimientos de soldadura para juntas soldadas con respaldo distinto al acero en el que la soldadura debe dejarse como soldado sin repelado y vuelto a soldar desde el otro lado no están precalificados.
57 Preparación de ranura de doble lado. Se pueden preparar ranuras en J y en U, el otro lado de las ranuras parcialmente soldadas pueden prepararse antes o después del montaje. Después del repelado, el otro lado de las junta debería parecerse a una configuración de junta previamente calificada para la raíz de la junta.
58 2.13. Tratamiento térmico post soldadura El tratamiento térmico post-soldado (PWHT) será precalificado siempre que sea aprobado por el Ingeniero y se cumplan las siguientes condiciones.: (a) El límite de elasticidad mínimo especificado del material base no debe exceder 345 MPa. (b) El material base no debe ser fabricado mediante: tratamiento de templado y revenido (Q & T), temple y autorevenido (Q & ST), laminado termomecánico controlado (TMCP) ó donde el trabajo en frío se utiliza para conseguir propiedades mecánicas más altas (c) No debe requerirse ensayos de tenacidad en el material base, ZAC ó metal de soldadura.
59 2.13. Tratamiento térmico post soldadura El tratamiento térmico post-soldado (PWHT) será precalificado siempre que sea aprobado por el Ingeniero y se cumplan las siguientes condiciones: (d) Deben existir datos disponibles que demuestren que el metal de soldadura debe tener resistencia y ductilidad adecuadas en la condición PWHT. (e) El PWHT se debe lleva a cabo en conformidad con 5.8.

60
61
62 3. Calificación 3.1 Alcance Los requerimientos para las pruebas de calificación de las especificaciones de procedimiento de soldadura (EPSs) y personal de soldadura se describen como sigue: Parte A - Requerimientos generales Esta parte cubre los requerimientos generales de EPS y los requerimientos de performance del personal de soldadura. Parte B Calificación de especificación de procedimientos Esta parte cubre la calificación de un EPS que no está clasificado como precalificado en conformidad con la Cláusula 3. Parte C Calificación de performance Esta parte cubre las pruebas de calificación de performance requeridas por el código para determinar la habilidad de un soldador, operador de soldadura, soldador puntadas para producir soldaduras sanas.
63 Parte A - Requerimientos generales 3.2 General Los requerimientos para las pruebas de calificación de los EPS y del personal de soldadura (definidos como soldadores, operadores de soldadura y soldadores de puntadas) se describen en esta sección: Especificación de procedimientos de soldadura (EPS) Excepto para las EPS precalificadas que cumplan con los requerimientos de la Cláusula 3, un EPS para uso en soldadura de producción debe ser calificado de acuerdo con la Cláusula 4, Parte B Responsabilidad de calificación Cada fabricante o contratista debe llevar a cabo las pruebas requeridas por este código para calificar los EPS. Los EPS calificados debidamente documentados bajo las provisiones de este código por una compañía que más tarde tiene un cambio de nombre debido a acción voluntaria o consolidación con una compañía matriz pueden utilizar el nuevo nombre en sus documentos de EPS mientras que mantenga los registros de calificación de PQR con el nombre de la compañía anterior.
64 Calificación de EPS a otros estándares. La aceptabilidad de la calificación a otras normas es responsabilidad del ingeniero, que se ejercerá sobre la base de la estructura específica ó condiciones de servicio, ó ambos Requerimientos de prueba CVN. Cuando se requiera en los documentos del contrato, las pruebas de CVN deben ser incluidas en la calificación EPS. Los ensayos, requerimientos y procedimientos de CVN deberán estar en conformidad con las disposiciones de la Parte D de esta sección, o como se especifica en los documentos del contrato.
65 3.2.2 Calificación performance para personal de soldadura Los soldadores, los operadores de soldadura y los soldadores de puntadas a ser empleados para soldar bajo este código, y utilizando los procesos de soldadura por arco protegido SMAW, SAW, GMAW, GTAW, FCAW, ESW o EGW, deben ser calificados por las pruebas aplicables descritas en la Parte C de esta sección Calificación previa de performance Las pruebas anteriores de calificación de performance de los soldadores, operadores de soldadura y soldadores de puntadas que estén debidamente documentados son aceptables con la aprobación del Ingeniero. La aceptabilidad de la calificación de desempeño a otras normas es responsabilidad del Ingeniero Responsabilidad de la calificación Cada fabricante o contratista debe ser responsable de la calificación de los soldadores, operadores de soldadura y soldadores de puntadas, si la calificación es realizada por el fabricante, contratista o una agencia de pruebas independiente.
66 3.2.3 Período de efectividad Soldadores y operadores de soldadura La calificación del soldador ó operador de soldadura especificada en este código debe permanecer en efecto indefinidamente a menos que: (a) El soldador no esté ocupado a un proceso dado de soldadura para el cual el soldador o el operario de soldadura esté calificado por un período superior a seis meses, ó (b) Hay alguna razón específica para cuestionar la capacidad de un soldador o operador de soldadura (ver ) Soldador de puntadas Un soldador de puntadas que pasa la prueba descrita en la Parte C ó aquellas pruebas requeridas para la calificación de soldador debe ser considerado elegible para realizar la soldadura por puntadas indefinidamente, en las posiciones y con el proceso para el cual el soldador de puntadas es calificado a menos que haya alguna razón específica para cuestionar la habilidad del soldador.(véase ).
67 3.3 Requerimientos comunes para EPS y calificación de performance de personal de soldadura Calificaciones de ediciones anteriores Las calificaciones que se realizaron y cumplieron los requerimientos de ediciones anteriores de AWS D1.1 mientras esa edición estaba en vigor son válidas y se pueden usar. Se prohíbe el uso de ediciones anteriores para nuevas calificaciones en lugar de las ediciones actuales, a menos que se especifique la edición específica en los documentos del contrato Registros Los registros de los resultados de las pruebas serán conservados por el fabricante o el contratista y deben ser puestos a disposición de aquellos autorizados para examinarlos.
68 3.3 Requerimientos comunes para EPS y personal de soldadura calificación de performance Posiciones de soldadura Todas las soldaduras deben ser clasificadas como planas (F), horizontales (H), verticales (V) o sobre cabeza (OH), de acuerdo con las definiciones mostradas en la Figura 4.1, Figura 4.2 y Las posiciones de montaje de prueba se muestran en: (a) Figura 4.3 (soldadura de ranura en chapa) (b) Figura 4.4 (soldadura de filete en chapa)
69
70
71
72
73 Parte B Calificación de especificación de soldadura (EPS) 3.4 Posiciones de soldadura de producción calificadas Las posiciones de soldadura de producción calificadas de un ensayo de chapa deben cumplir con los requerimientos de la Cláusula 4 y la Tabla 4.1. Las posiciones de soldadura de producción calificadas por una prueba tubular deben cumplir con los requerimientos de la Cláusula 9 y la Tabla 9.9.

74
75 3.5 Tipo de Pruebas de Calificación El tipo y número de ensayos de calificación requeridas para calificar un EPS para un determinado espesor, diámetro ó ambos, debe ajustarse a la Tabla 4.2 (CJP), Tabla 4.3 (PJP) ó Tabla 4.4 (filete). Los detalles sobre de los requerimientos individuales de ensayo no destructivos y mecánicos se encuentran en las siguientes sub-cláusulas: (a) Inspección visual (ver 3.9.1) (b) END (ver 3.9.2) (c) Plegado cara, raíz y lateral (ver ) (d) Ensayo de tracción sección reducida (ver ) (e) Ensayo de tracción a todo el metal de soldadura (ver ) (f) Macrografía (ver )
76
77
78
79 3.6 Tipos de soldadura para calificación de EPS Para la calificación EPS, los tipos de soldadura deben ser clasificados de la siguiente manera: (a) Soldaduras de ranura CJP para conexiones no tubulares (ver 3.10) (b) Soldaduras de ranura PJP para conexiones no tubulares (ver 3.11) (c) Soldadura de filete (ver 3.12) (d) Soldadura de ranura CJP para conexiones tubulares ( ver 9.15) (e) Soldadura de ranura CJP para conexión tubular T, Y y K y juntas a tope (ver 9.16)
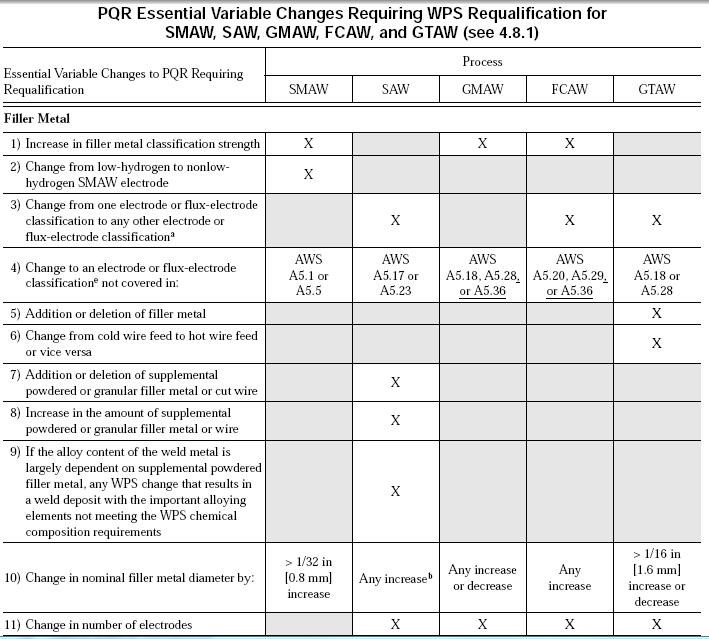
80 3.7 Preparación EPS El fabricante o contratista debe preparar un EPS escrito que especifique todas las variables esenciales aplicables a las que se hace referencia en 3.8. Los valores específicos para estas variables EPS se obtendrán del registro de calificación del procedimiento (PQR), que debe servir como confirmación escrita de una calificación de EPS exitosa. 3.8 Variables esenciales SMAW, SAW, GMAW, GTAW y FCAW Los cambios más allá de las limitaciones de las variables esenciales PQR para los procesos SMAW, SAW, GMAW, GTAW y FCAW que se muestran en la Tabla 4.5 deben requerir de la recalificación del EPS.
81

82

83

84
85
86
87 3.8 Variables esenciales Calificación material base Los EPS que requieran calificación que utilicen materiales base enumerados en la Tabla 3.1 califica a otros grupos de materiales base de acuerdo con la Tabla 4.8. Los EPS para materiales base no listados en la Tabla 3.1 o en la Tabla 4.9 deben ser calificados de acuerdo con la Cláusula 4. El uso de materiales base no listados deben ser aprobados por el ingeniero. Los EPS con aceros listados en la Tabla 4.9 deben también calificar la Tabla 3.1 o la Tabla 4.9, aceros de conformidad con la Tabla 4.8. La Tabla 4.9 también contiene recomendaciones para resistencia del material de aporte en relación de igual al material base, temperaturas mínimas de precalentamiento y entre pasadas.
88
89
90 3.8 Variables esenciales Temperatura de precalentamiento y entre pasadas La temperatura mínima de precalentamiento y entre pasadas debe establecerse sobre la base de la composición del acero como se muestra en la Tabla 3.1. Alternativamente, pueden usarse métodos reconocidos de predicción o directrices tales como los proporcionados en el Anexo H, u otros métodos. Se pueden usar temperaturas de precalentamiento y entre pasadas inferiores a las requeridas por el tabla 3.3 o calculadas según el Anexo H, siempre y cuando sean aprobadas por el ingeniero y calificadas por las pruebas de EPS.
91 3.9 Métodos de pruebas y criterios de aceptación para la calificación de EPS Los ensayos soldados que se ajusten a deben tener especímenes preparados cortando la probeta de chapa como se muestra en las figuras 4.5 a 4.7, según corresponda. Los especímenes de ensayo deben ser preparados para ensayos de acuerdo con las figuras 4.8, 4.9, 4.10 y 4.14, según corresponda.
92
93
94
95
96
97
98
99 3.9.1 Inspección visual de soldaduras Los criterios de aceptación visual para la calificación de las soldaduras de ranuras y filetes deben cumplir con los siguientes requerimientos, según corresponda: Inspección visual de soldadura de ranura Las soldaduras de ranura deben cumplir los siguientes requerimientos: (a) Cualquier fisura debe ser inaceptable (b) Todos los cráteres deben ser llenados hasta completar la sección transversal de soldadura. (c) El refuerzo de soldadura no debe exceder 3 mm. El perfil de soldadura debe estar de acuerdo con la Figura 5.4 y debe tener fusión completa. (d) Socavaduras no deben exceder 1 mm. (e) Para las soldaduras de ranuras con CJP soldadas desde un lado sin respaldo, la concavidad de la raíz o colgaduras deben cumplir con lo siguiente: (e.1) La concavidad máxima de la raíz debe ser 2 mm, siempre que el espesor total de la soldadura sea igual o mayor que el del metal base. (e.2) La colgadura máxima debe ser de 3 mm.
100 Inspección visual de soldadura de filete Las soldaduras de filete deben cumplir los siguientes requerimientos: (a) Cualquier fisura debe ser inaceptable (b) Todos los cráteres deben ser llenados hasta completar la sección transversal de soldadura. (c) El tamaño del cateto de soldadura no debe ser menor que el tamaño requerido del cateto. (d) El perfil de soldadura debe estar de acuerdo con la Figura 5.4 (e) Socavaduras en el metal base no deben exceder 1 mm.
101
102
103
104 3.9.2 Ensayos no destructivos Antes de preparar los especímenes de ensayo mecánico, la calificación de probeta de chapa, caño ó tubo debe ser ensayada no destructivamente de la siguiente manera: Rx ó UT Ya sea RX ó UT deben ser usados. La longitud total de la soldadura en las probetas de chapa, excepto las longitudes de descarte en cada extremo, deben ser examinadas en conformidad con la Cláusula 6, Parte E o F, y la Cláusula 9, Parte F para tubulares Criterio de aceptación Rx ó UT Para una calificación aceptable, la soldadura, según lo revelado por RX o UT, debe ajustarse a los requerimientos de la Cláusula 6, Parte C o Cláusula 9, Parte F para tubulares.
105 3.9.3 Ensayos mecánicos Los ensayos mecánicos deben ser de la siguiente manera: Ensayos de plegado de especímenes de raíz, cara, y lateral Ver Figura 4.8 para plegados de raíz y de cara, Figura 4.9 para plegado laterales. Cada espécimen debe ser plegado en una guía de ensayo de plegado que cumpla con los requerimientos mostrados en las Figuras 4.11 a 4.13 o se ajuste sustancialmente a las mismas, siempre que no se exceda el radio máximo de curvatura. Se pueden usar cualquier medio conveniente para mover el miembro de émbolo con relación al elemento de matriz. El émbolo debe forzar el espécimen dentro de la matriz hasta el mismo tenga forma de U. La soldadura y las ZAC deben estar centradas y completamente dentro de la parte doblada del espécimen después del ensayo.
106
107 3.9.3 Ensayos mecánicos Los ensayos mecánicos deben ser de la siguiente manera: Ensayos de plegado de especímenes de raíz, cara, y lateral Cuando se utilice la guía envolvente, el espécimen se sujetará con firmeza en un extremo para que no haya deslizamiento del espécimen durante la operación de doblado. La soldadura y las ZAC deben estar completamente en la porción plegada del espécimen después del ensayo. Las especímenes ensayados deben ser retirados de la guía cuando el rodillo exterior haya sido movido 180 desde el punto de partida.
108
109
110 3.9.3 Ensayos mecánicos Los ensayos mecánicos deben ser de la siguiente manera: Ensayos de plegado de especímenes longitudinal Cuando las combinaciones de materiales difieren marcadamente en las propiedades mecánicas de flexión, entre los dos materiales base o entre el metal de soldadura y el material de base, pueden ser usados ensayos de plegado longitudinal (cara y raíz) en lugar de los ensayos de plegado transversal de cara y raíz. Los ensayos de soldadura conformes con el punto deben tener especímenes de ensayo preparados cortando la probeta de chapa como se muestra en la figura 4.6 o 4.7, según corresponda. Los especímenes de ensayo para el ensayo de plegado longitudinal deben ser preparados para ensayos como se muestra en la figura 4.8.
111 Criterio de aceptación ensayo de plegado Se debe examinar visualmente la superficie convexa del espécimen plegado para determinar las discontinuidades de la superficie. Para su aceptación, la superficie no debe contener discontinuidades que excedan las siguientes dimensiones: (a) 3 mm medido en cualquier dirección de la superficie (b) 10 mm- la suma de las dimensiones mayores de todas las discontinuidades que exceden 1 mm, pero menor o igual a 3 mm] (c) 6 mm -la máxima fisura en esquina, excepto cuando la fisura en la esquina resulte de la inclusión visible de escoria o de otra discontinuidad del tipo de fusión, entonces debe aplicar el máximo de 3 mm. No deben ser considerados los especímenes con fisuras en las esquinas que superen 6 mm sin evidencia de inclusiones de escoria u otra discontinuidad de tipo de fusión, y se debe ensayar con un nuevo espécimen de la soldadura original.
112 Ensayo de tracción de sección reducida Antes del ensayo, se debe medir al menos el ancho mínimo y el espesor correspondiente de la sección reducida. El espécimen debe romperse bajo carga de tracción y se debe determinar la carga máxima. El área transversal se debe obtener multiplicando el ancho por el espesor. La resistencia a la tracción se debe obtener dividiendo la carga máxima por el área de la sección transversal. Ver figura Criterio de aceptación para ensayo de tracción de sección reducida La resistencia a la tracción no será inferior al mínimo valor del intervalo de tracción especificado del material base utilizado Ensayo de tracción a todo el metal de soldadura El espécimen para ensayo debe ser aprobada de acuerdo con ASTM A370, ver figura 4.14.
113 3.9.4 Ensayo macrográfico Los especímenes de ensayo de soldadura deben ser preparados con un acabado adecuado para el examen macrográfico. Se utilizará una solución adecuada para el ataque para dar una definición clara de la soldadura Criterio de aceptación ensayo macrográfico Para una calificación aceptable, el espécimen de ensayo, cuando se inspeccione visualmente, debe cumplir con los siguientes requerimientos: (a) Soldaduras de ranura con PJP, el tamaño de soldadura real debe ser igual o mayor que el tamaño de soldadura especificado, (E). (b) Las soldaduras de filetes deben tener fusión a la raíz de la junta, pero no necesariamente más allá. (c) El tamaño mínimo del cateto debe cumplir el tamaño de soldadura del filete.
114 Criterio de aceptación ensayo macrográfico (d) Las soldaduras de ranuras PJP y las soldaduras de filete tendrán las siguientes características: (a) No fisuras (b) Fusión completa entre capas adyacentes de metal de soldadura y entre metal de soldadura y material base (c) Perfiles de soldadura conformes al detalle especificado, pero sin ninguna de las variaciones prohibidas en 5.23 (d) Socavaduras que excedan 1 mm
115 3.9.5 Reensayo Si cualquier espécimen de todos los ensayados falla no cumpliendo con los requerimientos del ensayo, se pueden realizar dos reensayos para ese tipo particular de espécimen de ensayo con los especímenes cortados del mismo EPS del material de calificación. Los resultados de ambos especímenes deben cumplir con los requerimientos del ensayo. Para materiales de más de 38 mm de espesor, el fallo de un espécimen debe requerir el ensayo de todos los especímenes del mismo tipo de dos lugares adicionales en el material de prueba.
116 3.10 Soldaduras de ranura con CJP Ver Tabla 4.2 para los requerimientos para calificar un EPS de una soldadura CJP en conexiones no tubulares. Vea las Figuras para la placa de prueba apropiada Juntas esquina ó T Los especímenes de ensayo para soldaduras de ranura en juntas esquina o en T deben ser juntas a tope con la misma configuración de ranura que la esquina o junta en T que se utiliza en la construcción, excepto que la profundidad de la ranura no necesita exceder 25 mm.
117
118 3.11 Soldaduras de ranura con PJP Tipo y numero de especímenes a ensayar. El tipo y número de especímenes que deben ser ensayados para calificar un EPS se muestran en la Tabla 4.3. Una probeta de soldadura debe ser hecha utilizando el tipo de diseño de ranura y EPS para ser utilizado en la construcción, excepto que la profundidad de la ranura no necesita exceder 25 mm. Para el ensayo macrográfico requerido, se puede utilizar cualquier acero de los Grupos I, II y III de la Tabla 3.1 para calificar el tamaño de la soldadura en cualquier acero o combinación de aceros en esos grupos. Si la soldadura de ranura PJP se va a utilizar para juntas de esquina o en T, la junta a tope debe tener una chapa restrictiva temporal en el plano de la cara cuadrada para simular la configuración de la junta en T.
119
120 Tipo y numero de especímenes a ensayar. La probeta de soldadura debe ser ensayada como sigue: Verificación de tamaño de soldadura por macrografía Para EPS que se ajusten en todos los aspectos a la Cláusula 4, deben ser preparados tres especímenes de sección transversal de macrografía para demostrar que se cumple el tamaño de soldadura diseñado (obtenido de los requisitos del WPS) Verificación EPS de ranura con CJP por macrografía. Cuando un EPS ha sido calificado para una soldadura de ranura con CJP y se aplica a las condiciones de soldadura de una soldadura de ranura con PJP, se deben requerir tres especímenes de ensayos macrográficos de la sección transversal para demostrar que el tamaño de soldadura especificado es igualado o excedido.
121 3.12 Soldaduras de filete Tipo y número de especímenes Excepto como se permite en otra parte de la Cláusula 4, el tipo y número de especímenes que deben ser ensayados para calificar un EPS de soldadura de un solo paso y / o una soldadura de filete de pasadas múltiples se muestran en la Tabla 4.4. Las pruebas de calificación pueden ser para una soldadura de un solo paso o una soldadura de filete de pasadas múltiples o ambas.
122
123 3.12 Soldaduras de filete Ensayo soldadura de filete. Una soldadura de filete en T, como se muestra en la Figura 4.15 para la chapa o en la Figura 9.21 para caño, debe ser hecha para cada EPS y posición a ser usado en la construcción. Ensayos son requeridos para la soldadura de filete de un solo paso de tamaño máximo y la soldadura de filete de pasada múltiple de tamaño mínimo utilizada en la construcción. Estos dos ensayos de soldadura de filete pueden ser combinados en una sola probeta de soldadura o individualmente calificados como calificaciones independientes. Cada soldadura se cortará perpendicularmente a la dirección de soldadura en los lugares mostrados en la Figura 4.15 o en la Figura 9.21 según corresponda. Los especímenes que representen una cara de cada corte constituyen un espécimen de ensayo macrográfico y deben ser ensayados de acuerdo con
124
125 4. Calificación de soldadores, Cláusula 4, Parte C 4.1 General Los ensayos de calificación de desempeño por este código están específicamente ideados para determinar la habilidad de producir soldaduras sanas de soldadores, operadores de soldadura ó soldadores de puntadas de soldadura. Las ensayos de calificación no están destinados a utilizarse como guías para la soldadura o soldadura de puntadas durante la construcción real. Las pruebas deben ser realizadas de acuerdo con una EPS. Definición de EPS: Los métodos y prácticas detallados, que incluyen todos los procedimientos de soldadura de junta involucrados en la producción de un conjunto de partes soldadas.
126 4.1.1 Posiciones de soldadura de producción calificadas Soldador y operador de soldadura. Las posiciones de soldadura de producción calificadas por una prueba de chapa, para soldadores y operadores de soldadura, debe ser de acuerdo con la tabla Las posiciones de soldadura de producción calificadas por una prueba tubular para soldadores y operadores de soldadura deben estar en conformidad con la cláusula 9.

127
128 4.1.1 Posiciones de soldadura de producción calificadas Soldadores de puntudas de soldadura. Un soldador de puntadas debe ser calificado por una chapa de prueba en cada posición en la cual la puntada se va a realizar Espesores y diámetros de producción calificados Soldador y operador de soldadura. El rango de soldadura de espesores y diámetros de producción calificados para el cual un soldador u operador de soldadura es calificado debe ser de acuerdo con la tabla Soldadores de puntadas. Calificación de soldadores de puntadas debe ser calificado para espesores mayores o iguales a 3 mm.
129
130
131 4.1.3 Calificación de soldador y operador de soldadura mediante calificación de EPS. Un soldador o un operador de soldadura también puede calificarse soldando una probeta de chapa, caño ó tubo de calificación aprobada de EPS que cumpla con los requerimientos del punto 4.9 de la norma. El soldador o el operador se califica de acuerdo con y Tipo de ensayos de calificación requeridos Soldador o operador de soldadura El tipo y numero de calificaciones de prueba requeridas para soldadores o operadores de soldadura debe ser de acuerdo con la tabla Detalles sobre los requerimientos de cada uno de los END y ensayos mecánicos son mostrados a continuación: (a) Inspección visual (ver 3.9.1) (b) Plegado de cara, raíz y lateral (ver ) (c) Ensayo de macrografía (ver 4.8.2) (d) Quiebre de soldadura de filete (ver )
132 4.2 Tipo de ensayo de calificación requeridos Sustitución de RX por ensayos de plegados guiados. Excepto para juntas soldadas por GMAW-S, el examen radiográfico de una probeta de chapa ó caño de un soldador u operador de soldadura puede ser hecho en lugar de los ensayos de plegado. En lugar de ensayos mecánicos o RT correspondientes a los ensayos de calificación, un operador de soldadura puede ser calificado por RT en los primeros 380 mm de una soldadura de ranura de producción. El rango de espesor del material calificado será el que se muestra en la Tabla 4.11.
133 Ensayo guiado de plegado. Las pruebas mecánicas de los especímenes debe ser preparadas cortando la chapa, caño o tubo como se muestra en las figuras 4.16, 4.19, 4.20, 4.21, 4.22 para calificación de soldador ó figuras 4.17, 4.22, ó 4.24 para calificación de operador de soldadura. El espécimen debe ser aproximadamente rectangular en la sección transversal y estar preparado para ensayo de acuerdo con las figuras 4.8, 4.9, 4.10 ó 4.14 cualquiera que sea aplicable.
134
135
136
137 4.2.2 Soldador de puntadas El soldador de puntadas debe hacer una puntada de soldadura de tamaño máximo 6 mm de 50 mm de largo aproximadamente sobre el espécimen de ruptura de soldadura de filete mostrado en la figura 4.27.
138 Extensión de la calificación Un soldador de puntadas de soldadura que pasa la prueba de ruptura de soldadura de filete debe ser calificado para las puntadas de soldadura de todos los tipos de juntas (excepto, soldaduras de ranura de CJP, soldada de un solo lado sin respaldo) para el proceso y posición en la cual el soldador de puntadas es calificado. Las puntadas de soldaduras con la excepción anterior serán realizadas por soldadores completamente calificados para el proceso y en la posición en el que se va a realizar la soldadura.
139 4.3 Tipos de soldadura para calificación de soldadores y operadores de soldadura. Con el propósito de la calificación del soldador y operador de soldadura, los tipos de soldadura deben ser clasificados como sigue: (a) Soldaduras de ranura para conexiones no tubulares con penetración completa (b) Soldaduras de ranura para conexiones no tubulares con penetración parcial (c) Soldaduras de filete para conexiones no tubulares
140 4.4 Preparación de registro de calificación El personal de soldadura debe seguir un EPS aplicable a la calificación de prueba requerida. Todas las limitaciones de las variables esenciales del EPS deben aplicarse, en adición a las variables esenciales de desempeño. El registro de calificación de desempeño de soldadura (WPQR) debe servir como verificación por escrito y deben listarse todas las variables esenciales aplicables de la tabla Formato sugerido es encontrado en apéndice M. 4.5 Variables esenciales Un cambio más allá de la limitación de las variables esenciales para soldadores, operadores de soldadura o soldadores de puntadas mostradas en la tabla 4.12 debe requerir una recalificación.
141
142
143 4.6 Soldadura de ranura con penetración completa para conexiones no tubulares Ver tabla 4.10 para los requerimientos de posición para calificación de soldadores ó operadores de soldadura sobre conexiones no tubulares. Tenga en cuenta que la calificación en las juntas con respaldo califica para las juntas de soldadura de producción que son repeladas y soldadas desde el lado opuesto Calificación de soldador en chapa Los siguientes números de la figura se aplican a los requerimientos de posición y espesor para los soldadores. (a) Figura Todas posiciones- espesor ilimitado (b) Figura Posición horizontal, espesor ilimitado (c) Figura Todas las posiciones, espesor limitado (d) Figura Posición horizontal, espesor limitado

144
145
146
147
148 4.6.2 Calificación de operador de soldadura en chapa La probeta de calificación para un operador de soldadura que no utilice EGW o ESW debe ajustarse a la Figura Esto debe calificar a un operador de soldadura para soldaduras de ranura y filete en material de espesor ilimitado para el proceso y la posición aprobadas.
149
150 4.7 Extensión de la calificación Soldaduras de ranura con penetración parcial para conexiones no tubulares Calificación de soldaduras de ranura con penetración completa califican para soldadura de ranura con penetración parcial Soldaduras de filete para conexiones no tubulares Calificación de soldaduras de ranura con penetración completa califican para soldadura de filete. Sin embargo cuando solamente es requerida la calificación de soldadura de filete, ver tabla 4.11.
151 4.8 Métodos de ensayos y criterios de aceptación para soldador y operador de soldadura Inspección visual Ver Ensayo de macrografía Los especímenes de ensayo deben ser preparados con un acabado adecuado para el ensayo macrográfico. Los ensayos de macrografía de soldadura de filete deben ser cortados de las juntas de ensayo de prueba para: (a) Calificación de soldador, ver figura (b) Calificación de operador de soldadura, ver figura 4.25.
152
153 Criterio de aceptación para ensayo de macrografía Para una calificación aceptable, el ensayo de espécimen, cuando se inspeccione visualmente, debe cumplir con los siguientes requisitos:. (a) Las soldaduras de filete deben tener fusión a la raíz de la junta pero no necesariamente más allá de la misma. (b) El tamaño mínimo del cateto de soldadura debe cumplir con el tamaño de soldadura del filete especificado.
154 4.8.3 Ensayo de ruptura de soldadura de filete Toda la longitud de la soldadura de filete debe ser examinada visualmente, luego se debe cargar un espécimen de150 mm de longitud, ver Al menos una retoma debe estar situada dentro de la probeta. La carga se aumenta ó repite hasta que la muestra se fracturé o se doble sobre sí misma Criterio de aceptación ensayo de ruptura de soldadura de filete Debe pasar el examen visual antes de la ensayo de rotura, la soldadura debe presentar un aspecto razonablemente uniforme y no debe estar solapada. No debe tener porosidad visible en la superficie de soldadura. El espécimen de rotura debe pasar si: (a) El espécimen se dobla sobre sí mismo ó (b) La soldadura de filete, si está fracturada, tiene una superficie de fractura que muestra una fusión completa a la raíz de la junta sin ninguna inclusión o porosidad mayor de 2,5 mm, y (c) La suma de las dimensiones más grandes de todas las inclusiones y porosidad no debe exceder de 10 mm en el espécimen de 150 mm de largo.
155 Ensayos mecánicos Ver para criterio de aceptación Ensayo radiográfico Si se utiliza RT en lugar de los ensayos de plegado, el refuerzo de soldadura no necesita ser amolado o suavizado para inspección. Si se retira el soporte para RT, la raíz debe ser amolada al ras con el metal base Criterio de aceptación ensayo radiográfico Para una calificación aceptable, la soldadura, según lo revelado por la radiografía, se ajustará a los de la clausula 6.
156 4.9 Método de ensayo y criterios de aceptación para la calificación del soldador de puntadas Una fuerza debe ser aplicada al espécimen como se muestra en la Figura 4.23 hasta que se produzca la ruptura. La fuerza puede aplicarse por cualquier medio conveniente. La superficie de la soldadura y de la fractura debe ser examinada visualmente por defectos.
157 4.9 Método de ensayo y criterios de aceptación para la calificación del soldador de puntadas Criterio de aceptación visual La puntada de soldadura debe presentar un aspecto razonablemente uniforme y estar libre de solape, fisuras y socavaduras superiores a 1 mm. No debe haber ninguna porosidad visible en la superficie de puntada de soldadura Criterio de aceptación visual La superficie de fractura de la puntada de soldadura debe mostrar fusión a la raíz, pero no necesariamente más allá, y debe presentar ninguna fusión incompleta al metales base ó cualquier inclusión ó porosidad mayor de 2.5 mm.
158 4.10 Reprueba Cuando un soldador, un operador de soldadura ó un soldador de puntadas falla un ensayo de calificación, ó si hay una razón específica para cuestionar sus habilidades de soldadura ó el período de efectividad (6 meses) ha caducado, debe aplicarse lo siguiente: Requerimientos de reprueba para soldador y operador de soldadura Reprueba inmediata Se puede hacer una prueba inmediata consistente en dos soldaduras de cada tipo y posición que el soldador o el operador de soldadura falló. Todos los ejemplares de reensayados deben cumplir con todos los requerimientos especificados Reprueba después de entrenamiento o práctica Se puede hacer un nueva prueba, siempre que haya evidencia de que el soldador o operador de soldadura ha tenido más entrenamiento o práctica. Se debe realizar una nueva prueba completa de los tipos y posiciones fallidas o en cuestión.
159 4.10 Reprueba Requerimientos de reprueba para soldador y operador de soldadura Reprueba después del lapso del período de efectividad de la calificación (si el soldador no trabajo por mas de 6 meses en el proceso para el cual fue calificado ). Cuando haya caducado el periodo de calificación de un soldador o soldador, se debe requerir una prueba de recalificación. Los soldadores tienen la opción de utilizar un espesor de prueba de 10 mm para calificar cualquier espesor de soldadura de producción mayor o igual a 3 mm Fallo de un reevaluación de la recalificación No se debe permitir una reprueba inmediata después de la falla de una recalificación de reprueba. Sólo debe ser permitido una reprueba después de una formación y práctica adicionales según
160 4.10 Reprueba Requerimientos de reprueba para soldador de puntadas de soldadura Reprueba sin entrenamiento adicional En caso de que no se cumplan los requerimientos de la prueba, el soldador de puntadas puede realizar un nueva prueba sin entrenamiento adicional Reprueba después de entrenamiento o práctica Se puede hacer una nueva prueba, siempre y cuando el soldador de puntadas haya tenido entrenamiento o práctica adicional. Se debe requerir un nuevo reexamen

161

162
ESCUELA POLITÉCNICA NACIONAL
 Área Docente: (Prácticas de laboratorio que se realizan y materias de la malla que se dictan) 1. Actividad 1: TECNOLOGÍA DE SOLDADURA. (FIM) Práctica No.1. INTRODUCCIÓN GENERAL A LA TECNOLOGÍA DE LA SOLDADURA
Área Docente: (Prácticas de laboratorio que se realizan y materias de la malla que se dictan) 1. Actividad 1: TECNOLOGÍA DE SOLDADURA. (FIM) Práctica No.1. INTRODUCCIÓN GENERAL A LA TECNOLOGÍA DE LA SOLDADURA
Calificaciones en Soldadura Código ASME Sección IX
 Calificaciones en Soldadura Código ASME Sección IX Organización Código ASME IX, Welding and Brazing Qualifications Trata de las calificaciones de procedimientos de soldadura y de desempeño del soldador
Calificaciones en Soldadura Código ASME Sección IX Organización Código ASME IX, Welding and Brazing Qualifications Trata de las calificaciones de procedimientos de soldadura y de desempeño del soldador
1. - Conceptos Generales de Metalurgia y su Vinculación con la Soldadura
 1. - Conceptos Generales de Metalurgia y su Vinculación con la Soldadura 1.1.- Aspectos de la elaboración del acero. Los diferentes tipos de hornos y/o convertidores. 1.2.- La formación de las escorias.
1. - Conceptos Generales de Metalurgia y su Vinculación con la Soldadura 1.1.- Aspectos de la elaboración del acero. Los diferentes tipos de hornos y/o convertidores. 1.2.- La formación de las escorias.
NMX-B SCFI INDUSTRIA SIDERÚRGICA - LÁMINA DE ACERO AL CARBONO, LAMINADA EN FRÍO PARA USO COMÚN - ESPECIFICACIONES
 INDUSTRIA SIDERÚRGICA - LÁMINA DE ACERO AL CARBONO, LAMINADA EN FRÍO PARA USO COMÚN - ESPECIFICACIONES SIDERURGICAL INDUSTRY - STEEL SHEET CARBON, COLD ROLLED COMMERCIAL QUALITY - SPECIFICATIONS P R E
INDUSTRIA SIDERÚRGICA - LÁMINA DE ACERO AL CARBONO, LAMINADA EN FRÍO PARA USO COMÚN - ESPECIFICACIONES SIDERURGICAL INDUSTRY - STEEL SHEET CARBON, COLD ROLLED COMMERCIAL QUALITY - SPECIFICATIONS P R E
EN ISO PONENTE: D. JOSÉ PIQUER CABALLERO
 1 DOCUMENTOS NORMATIVOS PARA EL CUMPLIMIENTO DE EN ISO 3834 EN ISO 3834-5 PONENTE: D. JOSÉ PIQUER CABALLERO Director General de CESOL EN ISO 3834-2 EN ISO 3834-1 EN ISO 3834-3 EN ISO 3834-5 EN ISO 3834-4
1 DOCUMENTOS NORMATIVOS PARA EL CUMPLIMIENTO DE EN ISO 3834 EN ISO 3834-5 PONENTE: D. JOSÉ PIQUER CABALLERO Director General de CESOL EN ISO 3834-2 EN ISO 3834-1 EN ISO 3834-3 EN ISO 3834-5 EN ISO 3834-4
CAPÍTULO 1. ESPECIFICACIONES GENERALES
 CAPÍTULO 1. ESPECIFICACIONES GENERALES 1.1. INTRODUCCIÓN Este Reglamento establece los requisitos s para el proyecto de elementos estructurales de acero realizados con tubos con y sin costura, y de sus
CAPÍTULO 1. ESPECIFICACIONES GENERALES 1.1. INTRODUCCIÓN Este Reglamento establece los requisitos s para el proyecto de elementos estructurales de acero realizados con tubos con y sin costura, y de sus
Curso Inspector de Soldadura
 CURSO Curso Inspector de Soldadura 60 horas. Dirigido a Jefes de Plantas, Control de Calidad, Supervisores, Inspectores, Personal de preparación de materiales, Armadores, Soldadores, Ayudantes y todo aquel
CURSO Curso Inspector de Soldadura 60 horas. Dirigido a Jefes de Plantas, Control de Calidad, Supervisores, Inspectores, Personal de preparación de materiales, Armadores, Soldadores, Ayudantes y todo aquel
La importancia de la calificación de los procedimientos de soldadura y soldadores
 La importancia de la calificación de los procedimientos de soldadura y soldadores 1 Contenido Calidad de las uniones soldadas Procedimientos de Soldadura y su calificación Calificación de Soldadores y
La importancia de la calificación de los procedimientos de soldadura y soldadores 1 Contenido Calidad de las uniones soldadas Procedimientos de Soldadura y su calificación Calificación de Soldadores y
NORMA DE DISTRIBUCIÓN N.M.A.90.04/0 MOLDES PARA SOLDADURA EXOTÉRMICA FECHA: 15/06/99
 N.MA.90.04/0 NORMA DE DISTRIBUCIÓN N.M.A.90.04/0 MOLDES PARA SOLDADURA EXOTÉRMICA FECHA: 15/06/99 N.M.A.90.04/0 JUNIO 99 Í N D I C E 1. - OBJETO... 1 2. - CAMPO DE APLICACIÓN... 1 3. - DEFINICIONES...
N.MA.90.04/0 NORMA DE DISTRIBUCIÓN N.M.A.90.04/0 MOLDES PARA SOLDADURA EXOTÉRMICA FECHA: 15/06/99 N.M.A.90.04/0 JUNIO 99 Í N D I C E 1. - OBJETO... 1 2. - CAMPO DE APLICACIÓN... 1 3. - DEFINICIONES...
PROCEDIMIENTOS DE SOLDADURA PARA ESTRUCTURAS METÁLICAS DE ACERO
 PROCEDIMIENTOS DE SOLDADURA PARA ESTRUCTURAS METÁLICAS DE ACERO Expone: Ing. Andrés Rengifo Inspector CWI 12093151 Educador CWE 1209023E Asesor Técnico Especializado y Capacitador Nacional Soldaduras West
PROCEDIMIENTOS DE SOLDADURA PARA ESTRUCTURAS METÁLICAS DE ACERO Expone: Ing. Andrés Rengifo Inspector CWI 12093151 Educador CWE 1209023E Asesor Técnico Especializado y Capacitador Nacional Soldaduras West
ELECTRODOS REVESTIDOS PARA SOLDADURA POR ARCO MANUAL ALAMBRE MIG
 CONSUMIBLES PARA SOLDADORAS CONSUMIBLES PARA SOLDADORAS REVESTIDOS PARA SOLDADURA POR ARCO MANUAL ALAMBRE MIG 1 REVESTIDOS PARA SOLDADURA POR ARCO MANUAL Gas protector Metal fundido Escoria Metal solidificado
CONSUMIBLES PARA SOLDADORAS CONSUMIBLES PARA SOLDADORAS REVESTIDOS PARA SOLDADURA POR ARCO MANUAL ALAMBRE MIG 1 REVESTIDOS PARA SOLDADURA POR ARCO MANUAL Gas protector Metal fundido Escoria Metal solidificado
Taller en ciudad de Puerto Gral. San Martin, Prov. Santa Fe, Argentina. Hora de Comienzo: -- AM 13:30 PM Fecha: 05 / 12 / 2013
 Cliente: Montarfe SRL Dirección: H. Irigoyen 890 Representante: Claudio Ramírez Teléfono: 03476-429403 Lugar de Ensayo: Pto.Gral. San Martín Provincia: Santa Fe Contratista: Sub-Contratista: Fecha: 05/12/2013
Cliente: Montarfe SRL Dirección: H. Irigoyen 890 Representante: Claudio Ramírez Teléfono: 03476-429403 Lugar de Ensayo: Pto.Gral. San Martín Provincia: Santa Fe Contratista: Sub-Contratista: Fecha: 05/12/2013
Procedimiento para la Aprobación de Sistemas Alternativos de Construcción para la Vivienda Unifamiliar en la República de Panamá
 Procedimiento para la Aprobación de Sistemas Alternativos de Construcción para la Vivienda Unifamiliar en la República de Panamá 1. Alcance El propósito del Procedimiento para la Aprobación de Sistemas
Procedimiento para la Aprobación de Sistemas Alternativos de Construcción para la Vivienda Unifamiliar en la República de Panamá 1. Alcance El propósito del Procedimiento para la Aprobación de Sistemas
ESPECIFICACIONES TÉCNICAS PARTICULARES 5. ARMADURA DE ACERO CORRUGADO. Índice. Item Descripción Página 5. ARMADURAS DE ACERO CORRUGADO 2
 Optimización del Sistema, ESPECIFICACIONES TÉCNICAS PARTICULARES 5. ARMADURA DE ACERO CORRUGADO Índice Item Descripción Página 5. ARMADURAS DE ACERO CORRUGADO 2 5.1 ALCANCES 2 5.2 NORMAS DE REFERENCIA
Optimización del Sistema, ESPECIFICACIONES TÉCNICAS PARTICULARES 5. ARMADURA DE ACERO CORRUGADO Índice Item Descripción Página 5. ARMADURAS DE ACERO CORRUGADO 2 5.1 ALCANCES 2 5.2 NORMAS DE REFERENCIA
REGLAMENTO ARGENTINO PARA CONSTRUCCIONES SISMORRESISTENTES PARTE V SOLDADURA DE ESTRUCTURAS DE ACERO SISMORRESISTENTES
 REGLAMENTO ARGENTINO PARA CONSTRUCCIONES SISMORRESISTENTES PARTE V SOLDADURA DE ESTRUCTURAS DE ACERO SISMORRESISTENTES EDICIÓN JULIO 2015 INPRES Roger Balet Nº 47 Norte Av. Cabildo 65 - Subsuelo (5400)
REGLAMENTO ARGENTINO PARA CONSTRUCCIONES SISMORRESISTENTES PARTE V SOLDADURA DE ESTRUCTURAS DE ACERO SISMORRESISTENTES EDICIÓN JULIO 2015 INPRES Roger Balet Nº 47 Norte Av. Cabildo 65 - Subsuelo (5400)
Consorcio ESS- Bilbao
 Hoja: 1 de 7 ESPECIFICACIÓN TECNICA PARA EL SUMINISTRO DE MATERIAL PARA LA FABRICACIÓN DE LOS PUERTOS DE RF DE LOS TANQUES DEL DRIFT TUBE LINAC (DTL) Hoja: 2 de 7 Contenido 1 GENERAL... 3 2 DOCUMENTOS
Hoja: 1 de 7 ESPECIFICACIÓN TECNICA PARA EL SUMINISTRO DE MATERIAL PARA LA FABRICACIÓN DE LOS PUERTOS DE RF DE LOS TANQUES DEL DRIFT TUBE LINAC (DTL) Hoja: 2 de 7 Contenido 1 GENERAL... 3 2 DOCUMENTOS
Curso: Soldador con máquinas semiautomáticas Mag / Mig
 Curso: Soldador con máquinas semiautomáticas Mag / Mig Acreditación: Certificado de profesionalidad Código: FMEL6106 Objetivos: Realizar soldaduras utilizando procesos semiautomáticos MAG / MIG de aceros
Curso: Soldador con máquinas semiautomáticas Mag / Mig Acreditación: Certificado de profesionalidad Código: FMEL6106 Objetivos: Realizar soldaduras utilizando procesos semiautomáticos MAG / MIG de aceros
8 CONGRESO IBEROAMERICANO DE INGENIERIA MECANICA Cusco, 23 al 25 de Octubre del 2007
 8 CONGRESO IBEROAMERICANO DE INGENIERIA MECANICA Cusco, 23 al 25 de Octubre del 2007 ESTUDIO DE LA SOLDABILIDAD DE BARRAS CORRUGADAS DE ACERO ASTM A 706 DE 3/4", EN JUNTA A TOPE MSc Ing. Roberto Lazarte
8 CONGRESO IBEROAMERICANO DE INGENIERIA MECANICA Cusco, 23 al 25 de Octubre del 2007 ESTUDIO DE LA SOLDABILIDAD DE BARRAS CORRUGADAS DE ACERO ASTM A 706 DE 3/4", EN JUNTA A TOPE MSc Ing. Roberto Lazarte
ARTÍCULO BALDOSAS DE HORMIGÓN
 22.36. -1 ARTÍCULO 22.36.- BALDOSAS DE HORMIGÓN 1.- DEFINICIONES 01.- Las baldosas prefabricadas de hormigón son elementos utilizados como material de pavimentación que satisface las siguientes condiciones:
22.36. -1 ARTÍCULO 22.36.- BALDOSAS DE HORMIGÓN 1.- DEFINICIONES 01.- Las baldosas prefabricadas de hormigón son elementos utilizados como material de pavimentación que satisface las siguientes condiciones:
Estudio comparativo de los procesos de soldadura SMAW y GMAW en las uniones de tuberías de transporte de combustible
 Estudio comparativo de los procesos de soldadura SMAW y GMAW en las uniones de tuberías de transporte de combustible Antonio Rivadeneyra Camino 1 Ing. Omar Serrano 2 RESUMEN El sistema de transporte de
Estudio comparativo de los procesos de soldadura SMAW y GMAW en las uniones de tuberías de transporte de combustible Antonio Rivadeneyra Camino 1 Ing. Omar Serrano 2 RESUMEN El sistema de transporte de
ENSAYOS NO DESTRUCTIVOS
 Quiénes somos? ENSAYOS NO DESTRUCTIVOS es una empresa que presta servicios de evaluación y certificación en el área de Construcción y Mantenimiento Industrial; mediante el trabajo en conjunto del Personal
Quiénes somos? ENSAYOS NO DESTRUCTIVOS es una empresa que presta servicios de evaluación y certificación en el área de Construcción y Mantenimiento Industrial; mediante el trabajo en conjunto del Personal
CAPÍTULO M. FABRICACIÓN, MONTAJE Y CONTROL DE CALIDAD
 CAPÍTULO M. FABRICACIÓN, MONTAJE Y CONTROL DE CALIDAD Este Capítulo establece requerimientos para los planos de taller, fabricación, pintura de taller, montaje, y control de calidad. M.1. PLANOS DE TALLER
CAPÍTULO M. FABRICACIÓN, MONTAJE Y CONTROL DE CALIDAD Este Capítulo establece requerimientos para los planos de taller, fabricación, pintura de taller, montaje, y control de calidad. M.1. PLANOS DE TALLER
Preparado por: José Nieto Carlos Beresneide
 CURSO DE PREPARACION PARA EL EXAMEN DE LA CERTIFICACION INSPECCION, REPARACION, ALTERACION Y RERATEO DE SISTEMAS DE TUBERIAS Preparado por: José Nieto Carlos Beresneide DIRIGIDO A: Este adiestramiento
CURSO DE PREPARACION PARA EL EXAMEN DE LA CERTIFICACION INSPECCION, REPARACION, ALTERACION Y RERATEO DE SISTEMAS DE TUBERIAS Preparado por: José Nieto Carlos Beresneide DIRIGIDO A: Este adiestramiento
CÓMO SER UN INSPECTOR O UN SUPERVISOR DE SOLDADURA?
 CÓMO SER UN INSPECTOR O UN SUPERVISOR DE SOLDADURA? PARA SER UN SUPERVIOR DE SOLDADURA O UN INSPECTOR DE SOLDADURA HAY QUE CALIFICARSE Y CERTIFICARSE CON ALGUNA ENTIDAD AVALADA PARA ELLO INSPECTOR DE SOLDADURA
CÓMO SER UN INSPECTOR O UN SUPERVISOR DE SOLDADURA? PARA SER UN SUPERVIOR DE SOLDADURA O UN INSPECTOR DE SOLDADURA HAY QUE CALIFICARSE Y CERTIFICARSE CON ALGUNA ENTIDAD AVALADA PARA ELLO INSPECTOR DE SOLDADURA
PROTOCOLO DE FABRICACION DE ESTRUCTURA CORREA 400-CV-01
 PROYECTO: CORREAS TRANSPORTADORA CLIENTE : TAG CORREA : 400-CV-20 PROTOCOLO DE FABRICACION DE ESTRUCTURA CORREA 400-CV-01 FABRICANTE: Nº DE PLANO: CAD-400-CV-01 2023-23-PR-003 PÁG 1...DE...2... 400-CV-01
PROYECTO: CORREAS TRANSPORTADORA CLIENTE : TAG CORREA : 400-CV-20 PROTOCOLO DE FABRICACION DE ESTRUCTURA CORREA 400-CV-01 FABRICANTE: Nº DE PLANO: CAD-400-CV-01 2023-23-PR-003 PÁG 1...DE...2... 400-CV-01
El proceso de soldadura por arco sumergido es un proceso automático desarrollado por la Unión Soviética en 1930, y en el cual el arco eléctrico se
 El proceso de soldadura por arco sumergido es un proceso automático desarrollado por la Unión Soviética en 1930, y en el cual el arco eléctrico se genera entre la pieza de trabajo y un electrodo que es
El proceso de soldadura por arco sumergido es un proceso automático desarrollado por la Unión Soviética en 1930, y en el cual el arco eléctrico se genera entre la pieza de trabajo y un electrodo que es
ADMINISTRADOR DE INFRAESTRUCTURAS FERROVIARIAS
 ESPECIFICACIONES TÉCNICAS ADMINISTRADOR DE INFRAESTRUCTURAS FERROVIARIAS ET 03.366.206.5 CONSTITUIDAS POR VARILLAS CILÍNDRICAS 1ª EDICIÓN: Octubre de 1992 Organismo Redactor: Renfe. UN Mantenimiento de
ESPECIFICACIONES TÉCNICAS ADMINISTRADOR DE INFRAESTRUCTURAS FERROVIARIAS ET 03.366.206.5 CONSTITUIDAS POR VARILLAS CILÍNDRICAS 1ª EDICIÓN: Octubre de 1992 Organismo Redactor: Renfe. UN Mantenimiento de
SOLDADURA TIG OBJETIVOS CONTENIDOS 1. Introducción 2. Obtención de los Productos Metálicos
 SOLDADURA TIG OBJETIVOS Aprender la teoría y la técnica para realizar soldaduras TIG Describir la constitución de un sistema de soldadura TIG. Describir el funcionamiento de los componentes del sistema,
SOLDADURA TIG OBJETIVOS Aprender la teoría y la técnica para realizar soldaduras TIG Describir la constitución de un sistema de soldadura TIG. Describir el funcionamiento de los componentes del sistema,
CURSO-TALLER EN MATERIA DE RIESGO Y EMERGENCIAS AMBIENTALES
 CURSO-TALLER EN MATERIA DE RIESGO Y EMERGENCIAS AMBIENTALES Ing. Miguel Angel Grimaldo Aguilar www.profepa.gob.mx 15 de Noviembre de 2016 CONTENIDO 1. Definición. 2. Clasificación. 3. Principales Componentes.
CURSO-TALLER EN MATERIA DE RIESGO Y EMERGENCIAS AMBIENTALES Ing. Miguel Angel Grimaldo Aguilar www.profepa.gob.mx 15 de Noviembre de 2016 CONTENIDO 1. Definición. 2. Clasificación. 3. Principales Componentes.
CMT. CARACTERÍSTICAS DE LOS MATERIALES
 LIBRO: PARTE: TÍTULO: CMT. CARACTERÍSTICAS DE LOS MATERIALES 3. MATERIALES PARA OBRAS DE DRENAJE Y SUBDRENAJE 01. Tubos de Concreto sin Refuerzo A. CONTENIDO Esta Norma contiene las características de
LIBRO: PARTE: TÍTULO: CMT. CARACTERÍSTICAS DE LOS MATERIALES 3. MATERIALES PARA OBRAS DE DRENAJE Y SUBDRENAJE 01. Tubos de Concreto sin Refuerzo A. CONTENIDO Esta Norma contiene las características de
De acuerdo a los requerimientos de las EDs 6.3 Peso neto aproximado 7 CERTIFICACIONES
 PERNO PIN ACERO GALVANIZADO, ROSCA PLASTICA DE 50 mm,19 mm (3/4") x 305 mm (12"), 15 kv 1 MATERIAL Acero estructural de baja aleación laminada en caliente 1.1 Norma de fabricación NTE INEN 2215-2222 -
PERNO PIN ACERO GALVANIZADO, ROSCA PLASTICA DE 50 mm,19 mm (3/4") x 305 mm (12"), 15 kv 1 MATERIAL Acero estructural de baja aleación laminada en caliente 1.1 Norma de fabricación NTE INEN 2215-2222 -
Reglamentación Título F.4 ESTRUCTURAS DE ACERO CON PERFILES DE LÁMINA FORMADA EN FRÍO
 Reglamentación Título F.4 ESTRUCTURAS DE ACERO CON PERFILES DE LÁMINA FORMADA EN FRÍO ESTRUCTURAS DE ACERO CON PERFILES DE LÁMINA FORMADA EN FRÍO Para la NSR-98 F.6.1 Generalidades F.6.2 Elementos F.6.3
Reglamentación Título F.4 ESTRUCTURAS DE ACERO CON PERFILES DE LÁMINA FORMADA EN FRÍO ESTRUCTURAS DE ACERO CON PERFILES DE LÁMINA FORMADA EN FRÍO Para la NSR-98 F.6.1 Generalidades F.6.2 Elementos F.6.3
PROCESO DE EXTRUSIÓN PROCESOS II ING. CARLOS RODELO A
 PROCESO DE EXTRUSIÓN CONTENIDO Definición y Clasificación de los Procesos Equipos y sus Características Técnicas Variables Principales del Proceso Defectos Análisis de Extrusión PROCESOS I Definición Es
PROCESO DE EXTRUSIÓN CONTENIDO Definición y Clasificación de los Procesos Equipos y sus Características Técnicas Variables Principales del Proceso Defectos Análisis de Extrusión PROCESOS I Definición Es
Módulo Formativo 1 ÍNDICE. Soldadura de acero inoxidable para homologaciones G con TIG y electrodos.
 Módulo Formativo 1 Soldadura de acero inoxidable para homologaciones G con TIG y electrodos. ÍNDICE 1. Fundamentos del procedimiento TIG. 5 2. Electrodos de tungsteno, características, selección, afilado,
Módulo Formativo 1 Soldadura de acero inoxidable para homologaciones G con TIG y electrodos. ÍNDICE 1. Fundamentos del procedimiento TIG. 5 2. Electrodos de tungsteno, características, selección, afilado,
CAPÍTULO 15. ZAPATAS Y CABEZALES DE PILOTES
 CAPÍTULO 15. ZAPATAS Y CABEZALES DE PILOTES 15.0. SIMBOLOGÍA A g A s d pilote f ce β γ s área total o bruta de la sección de hormigón, en mm 2. En una sección hueca A g es el área de hormigón solamente
CAPÍTULO 15. ZAPATAS Y CABEZALES DE PILOTES 15.0. SIMBOLOGÍA A g A s d pilote f ce β γ s área total o bruta de la sección de hormigón, en mm 2. En una sección hueca A g es el área de hormigón solamente
NORMA DE COMPETENCIA LABORAL N.C.L.
 Página 1 de 5 VERSIÓN INICIAL VERIFICACIÓN METODOLÓGICA X VERIFICACIÓN TÉCNICA X CONSULTA PÚBLICA VERSIÓN AVALADA MESA SECTORIAL MESA SECTORIAL: REGIONAL: CENTRO: METODÓLOGO: MANTENIMIENTO DISTRITO CAPITAL
Página 1 de 5 VERSIÓN INICIAL VERIFICACIÓN METODOLÓGICA X VERIFICACIÓN TÉCNICA X CONSULTA PÚBLICA VERSIÓN AVALADA MESA SECTORIAL MESA SECTORIAL: REGIONAL: CENTRO: METODÓLOGO: MANTENIMIENTO DISTRITO CAPITAL
PLIEGO DE ESPECIFICACIONES TÉCNICAS PARA LA ADQUISICIÓN DE MATERIALES CATEGORÍA METALÚRGICA
 PLIEGO DE ESPECIFICACIONES TÉCNICAS PARA LA ADQUISICIÓN DE 1. INTRODUCCIÓN: MATERIALES CATEGORÍA METALÚRGICA Se describe a continuación las especificaciones técnicas mínimas que deben cumplir los materiales
PLIEGO DE ESPECIFICACIONES TÉCNICAS PARA LA ADQUISICIÓN DE 1. INTRODUCCIÓN: MATERIALES CATEGORÍA METALÚRGICA Se describe a continuación las especificaciones técnicas mínimas que deben cumplir los materiales
3. ESPECIFICACIÓN DE PROCEDIMIENTO DE SOLDADURA
 75 3. ESPECIFICACIÓN DE PROCEDIMIENTO DE SOLDADURA 3.1. ALCANCE DEL CAPÍTULO 3 Este capítulo cubre los requerimientos generales y específicos para la realización de la especificación de procedimiento de
75 3. ESPECIFICACIÓN DE PROCEDIMIENTO DE SOLDADURA 3.1. ALCANCE DEL CAPÍTULO 3 Este capítulo cubre los requerimientos generales y específicos para la realización de la especificación de procedimiento de
RepublicofEcuador EDICTOFGOVERNMENT±
 RepublicofEcuador EDICTOFGOVERNMENT± Inordertopromotepubliceducationandpublicsafety,equaljusticeforal, abeterinformedcitizenry,theruleoflaw,worldtradeandworldpeace, thislegaldocumentisherebymadeavailableonanoncoercialbasis,asit
RepublicofEcuador EDICTOFGOVERNMENT± Inordertopromotepubliceducationandpublicsafety,equaljusticeforal, abeterinformedcitizenry,theruleoflaw,worldtradeandworldpeace, thislegaldocumentisherebymadeavailableonanoncoercialbasis,asit
Especificaciones de Producto Tubos para Conducción de Fluidos (Líquidos y Gases) Presión Intermedia (Normas Internacionales)
 Presión Intermedia (Normas Internacionales)") Especificaciones de Producto Presión Intermedia (Normas Internacionales) Usos Transporte de aguas blancas y negras en edificaciones en general. Transporte de gas y aire comprimido. Ventajas Los tubos de
Especificaciones de Producto Presión Intermedia (Normas Internacionales) Usos Transporte de aguas blancas y negras en edificaciones en general. Transporte de gas y aire comprimido. Ventajas Los tubos de
Elementos de acero. Figura 1. Empalmes
 2 CONEXIONES Las conexiones de las estructuras metálicas suelen efectuarse mediante soldaduras y/o tornillos. Las conexiones en estructuras metálicas son laboriosas tanto en diseño como en la construcción,
2 CONEXIONES Las conexiones de las estructuras metálicas suelen efectuarse mediante soldaduras y/o tornillos. Las conexiones en estructuras metálicas son laboriosas tanto en diseño como en la construcción,
DEPARTAMENTO DE SERVICIOS INDUSTRIALES DE OASA
 1 2 DEPARTAMENTO DE SERVICIOS INDUSTRIALES DE OASA 1. ASESORIAS 2. INSPECCIONES 3. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS EN SOLDADUR 4. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS DE SEGURIDAD EN LA SOLDADURA
1 2 DEPARTAMENTO DE SERVICIOS INDUSTRIALES DE OASA 1. ASESORIAS 2. INSPECCIONES 3. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS EN SOLDADUR 4. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS DE SEGURIDAD EN LA SOLDADURA
INTRODUCCION GALVANIZADO MECANICO
 I - QUE ES EL GALVANIZADO MECANICO ( G.M. )? El Galvanizado Mecánico es un proceso en el cual se utiliza la energía mecánica para revestir con polvo de zinc una superficie de acero, mediante el impacto
I - QUE ES EL GALVANIZADO MECANICO ( G.M. )? El Galvanizado Mecánico es un proceso en el cual se utiliza la energía mecánica para revestir con polvo de zinc una superficie de acero, mediante el impacto
Calificación de Procedimientos de Soldadura, Operadores y Soldadores en procesos SMAW y GMAW, de acuerdo al Código AWS D1.1 para Aceros Estructurales
 Calificación de Procedimientos de Soldadura, Operadores y Soldadores en procesos SMAW y GMAW, de acuerdo al Código AWS D1.1 para Aceros Estructurales Ma. Angélica Chan Pozo 1, Ing. Omar Serrano Valarezo
Calificación de Procedimientos de Soldadura, Operadores y Soldadores en procesos SMAW y GMAW, de acuerdo al Código AWS D1.1 para Aceros Estructurales Ma. Angélica Chan Pozo 1, Ing. Omar Serrano Valarezo
SOLDADURA ELÉCTRICA OBJETIVOS
 OBJETIVOS SOLDADURA ELÉCTRICA Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco Describir la constitución de un sistema de soldadura eléctrica
OBJETIVOS SOLDADURA ELÉCTRICA Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco Describir la constitución de un sistema de soldadura eléctrica
HOMOLOGACION DE SOLDADORES ACERO - 1
 HOMOLOGACION DE SOLDADORES ACERO - 1 1 NORMATIVA DE APLICACION ESPECIFICACIONES DEL EXAMEN PARA HOMOLOGACION EVALUACION DE LA CALIDAD DE LA SOLDADURA REALIZADA EN EL EXAMEN PARA HOMOLOGACION SOLDEO. UNIONES
HOMOLOGACION DE SOLDADORES ACERO - 1 1 NORMATIVA DE APLICACION ESPECIFICACIONES DEL EXAMEN PARA HOMOLOGACION EVALUACION DE LA CALIDAD DE LA SOLDADURA REALIZADA EN EL EXAMEN PARA HOMOLOGACION SOLDEO. UNIONES
LÍNEA DE FABRICACIÓN WALWORTH
 LÍNEA DE FABRICACIÓN WALWORTH VÁLVULAS DE COMPUERTA DE ACERO FORJADO TAMAÑO (PULGADAS) FIGURA CLASE EXTREMOS 1/4 3/8 1/2 3/4 1 1.25 1.5 2 PÁGINA VÁLVULAS DE COMPUERTA (BONETE BRIDADO Y PASO STD) DISEÑO
LÍNEA DE FABRICACIÓN WALWORTH VÁLVULAS DE COMPUERTA DE ACERO FORJADO TAMAÑO (PULGADAS) FIGURA CLASE EXTREMOS 1/4 3/8 1/2 3/4 1 1.25 1.5 2 PÁGINA VÁLVULAS DE COMPUERTA (BONETE BRIDADO Y PASO STD) DISEÑO
ARTÍCULO TRATAMIENTO SUPERFICIAL DOBLE
 ARTÍCULO 431 07 TRATAMIENTO SUPERFICIAL DOBLE 431.1 DESCRIPCIÓN Este trabajo consiste en dos aplicaciones de un material bituminoso seguidas sucesivamente por la extensión y compactación de sendas capas
ARTÍCULO 431 07 TRATAMIENTO SUPERFICIAL DOBLE 431.1 DESCRIPCIÓN Este trabajo consiste en dos aplicaciones de un material bituminoso seguidas sucesivamente por la extensión y compactación de sendas capas
ANEXO IV. Guía de Métodos Alternativos para Determinar el Precalentamiento en la Soldadura de Aceros Estructurales
 296 ANEXO IV Guía de Métodos Alternativos para Determinar el Precalentamiento en la Soldadura de Aceros Estructurales IV.1.Introducción Un factor que controla la microestructura de la zona afectada por
296 ANEXO IV Guía de Métodos Alternativos para Determinar el Precalentamiento en la Soldadura de Aceros Estructurales IV.1.Introducción Un factor que controla la microestructura de la zona afectada por
METODO ESTANDAR PARA EL PORCENTAJE DE PARTICULAS FRACTURADAS EN AGREGADOS
 Gestor de Calidad Página: 1 de 6 1. Propósito Este método corresponde a una traducción significativamente equivalente de la norma ASTM D 5821 por lo cual no se valida, se realiza una confirmación del método
Gestor de Calidad Página: 1 de 6 1. Propósito Este método corresponde a una traducción significativamente equivalente de la norma ASTM D 5821 por lo cual no se valida, se realiza una confirmación del método
LISTADO DE NORMAS TÉCNICAS DE CALZADO
 LISTADO DE NORMAS TÉCNICAS DE CALZADO NTP 241.024:2009 CALZADO. Etiquetado informativo para el consumidor. 2ª. Ed. Resumen: Establece los conceptos y criterios claros para un etiquetado informativo del
LISTADO DE NORMAS TÉCNICAS DE CALZADO NTP 241.024:2009 CALZADO. Etiquetado informativo para el consumidor. 2ª. Ed. Resumen: Establece los conceptos y criterios claros para un etiquetado informativo del
UNA PROPUESTA DE FORMACION DEL INSPECTOR DE SOLDADURA. Julio Antiquera Muñoz Dpto. Ingeniería Mecánica UNIVERSIDAD DE MAGALLANES
 UNA PROPUESTA DE FORMACION DEL INSPECTOR DE SOLDADURA Julio Antiquera Muñoz Dpto. Ingeniería Mecánica UNIVERSIDAD DE MAGALLANES Descripción del Modelo Utilizado: I. El Inspector de Soldadura. Qué hace?
UNA PROPUESTA DE FORMACION DEL INSPECTOR DE SOLDADURA Julio Antiquera Muñoz Dpto. Ingeniería Mecánica UNIVERSIDAD DE MAGALLANES Descripción del Modelo Utilizado: I. El Inspector de Soldadura. Qué hace?
SECRETARIA DE COMERCIO FOMENTO INDUSTRIAL NORMA MEXICANA NMX-B
 SECRETARIA DE COMERCIO Y FOMENTO INDUSTRIAL NORMA MEXICANA NMX-B-281-1987 PLANCHAS, PERFILES Y BARRAS DE ACERO AL CARBON PARA USO ESTRUCTURAL CON BAJA E INTERMEDIA RESISTENCIA A LA TENSION LOW AND INMEDIATE
SECRETARIA DE COMERCIO Y FOMENTO INDUSTRIAL NORMA MEXICANA NMX-B-281-1987 PLANCHAS, PERFILES Y BARRAS DE ACERO AL CARBON PARA USO ESTRUCTURAL CON BAJA E INTERMEDIA RESISTENCIA A LA TENSION LOW AND INMEDIATE
NMX-EE ENVASE Y EMBALAJE. ENVASE. VIDRIO. GARRAFONES. PACKING-PACKAGING. GLASS LARGE CARAFE. NORMAS MEXICANAS. DIRECCIÓN GENERAL DE NORMAS.
 NMX-EE-159-1983. ENVASE Y EMBALAJE. ENVASE. VIDRIO. GARRAFONES. PACKING-PACKAGING. GLASS LARGE CARAFE. NORMAS MEXICANAS. DIRECCIÓN GENERAL DE NORMAS. PREFACIO En la elaboración de la presente Norma participaron
NMX-EE-159-1983. ENVASE Y EMBALAJE. ENVASE. VIDRIO. GARRAFONES. PACKING-PACKAGING. GLASS LARGE CARAFE. NORMAS MEXICANAS. DIRECCIÓN GENERAL DE NORMAS. PREFACIO En la elaboración de la presente Norma participaron
SECRETARÍA: SEDIGAS Dirección Cl Balmes, 357 6º Teléfono (93) Telefax (93) Barcelona
 Telefax (93) Barcelona") COMITÉ TÉCNICO DE CERTIFICACIÓN EQUIPOS Y ACCESORIOS DE INSTALACIONES RECEPTORAS DE GAS SECRETARÍA: SEDIGAS Dirección Cl Balmes, 357 6º Teléfono (93) 417 28 04 Telefax (93) 418 62 19 08006 Barcelona E-mail:
COMITÉ TÉCNICO DE CERTIFICACIÓN EQUIPOS Y ACCESORIOS DE INSTALACIONES RECEPTORAS DE GAS SECRETARÍA: SEDIGAS Dirección Cl Balmes, 357 6º Teléfono (93) 417 28 04 Telefax (93) 418 62 19 08006 Barcelona E-mail:
USO DE CONCRETOS Y ACEROS DE ALTA RESISTENCIA DE ACUERDO CON LAS NUEVAS NTC
 SIMPOSIO: CONCRETOS ESTRUCTURALES DE ALTO COMPORTAMIENTO Y LAS NUEVAS NTC-DF USO DE CONCRETOS Y ACEROS DE ALTA RESISTENCIA Carlos Javier Mendoza Escobedo CAMBIOS MAYORES f C por f c Tres niveles de ductilidad:
SIMPOSIO: CONCRETOS ESTRUCTURALES DE ALTO COMPORTAMIENTO Y LAS NUEVAS NTC-DF USO DE CONCRETOS Y ACEROS DE ALTA RESISTENCIA Carlos Javier Mendoza Escobedo CAMBIOS MAYORES f C por f c Tres niveles de ductilidad:
ASTM Inspección de Recubrimientos de Protección. (Curso parte del Programa Especialización en Recubrimientos ASTM) DESCRIPCIÓN
 DESCRIPCIÓN") ASTM Inspección de Recubrimientos de Protección. (Curso parte del Programa Especialización en Recubrimientos ASTM) DESCRIPCIÓN Este curso abarca la importancia, el rol y la responsabilidad de la Inspección
ASTM Inspección de Recubrimientos de Protección. (Curso parte del Programa Especialización en Recubrimientos ASTM) DESCRIPCIÓN Este curso abarca la importancia, el rol y la responsabilidad de la Inspección
PROCEDIMIENTO DE EVALUACIÓN Y ACREDITACIÓN DE LAS COMPETENCIAS PROFESIONALES CUESTIONARIO DE AUTOEVALUACIÓN PARA LAS TRABAJADORAS Y TRABAJADORES
 MINISTERIO DE EDUCACIÓN SECRETARÍA DE ESTADO DE EDUCACIÓN Y FORMACIÓN PROFESIONAL DIRECCIÓN GENERAL DE FORMACIÓN PROFESIONAL INSTITUTO NACIONAL DE LAS CUALIFICACIONES PROCEDIMIENTO DE EVALUACIÓN Y ACREDITACIÓN
MINISTERIO DE EDUCACIÓN SECRETARÍA DE ESTADO DE EDUCACIÓN Y FORMACIÓN PROFESIONAL DIRECCIÓN GENERAL DE FORMACIÓN PROFESIONAL INSTITUTO NACIONAL DE LAS CUALIFICACIONES PROCEDIMIENTO DE EVALUACIÓN Y ACREDITACIÓN
TIPOS DE UNIONES SOLDADAS
 TIPOS DE UNIONES SOLDADAS INTRODUCCION La soldadura es un proceso de unión de materiales, en el cual se funden las superficies de contacto de dos o más partes mediante la aplicación de calor o presión.
TIPOS DE UNIONES SOLDADAS INTRODUCCION La soldadura es un proceso de unión de materiales, en el cual se funden las superficies de contacto de dos o más partes mediante la aplicación de calor o presión.
ÍNDICE SOLDADURAS ALUMINIO 1 ACERO AL CARBONO.. 3 ALAMBRES TUBULARES.5
 ÍNDICE SOLDADURAS ALUMINIO 1 ACERO AL CARBONO.. 3 ALAMBRES TUBULARES.5 SOLDADURAS ALUMINIO El micro alambre de aluminio 4043 esta fabricado con la más moderna y avanzada tecnología, durante la limpieza
ÍNDICE SOLDADURAS ALUMINIO 1 ACERO AL CARBONO.. 3 ALAMBRES TUBULARES.5 SOLDADURAS ALUMINIO El micro alambre de aluminio 4043 esta fabricado con la más moderna y avanzada tecnología, durante la limpieza
Manual de conceptos básicos en soldadura y corte Soldadura y corte con gas de protección para procesos: GMAW (MIG/MAG) GTAW (TIG/TAG) FCAW (Tubular)
 GTAW (TIG/TAG) FCAW (Tubular)") Manual de conceptos básicos en soldadura y corte Soldadura y corte con gas de protección para procesos: GMAW (MIG/MAG) GTAW (TIG/TAG) FCAW (Tubular) PAW (Plasma) OAW (Oxiacetileno) OFC-A (Oxicorte-Acetileno)
Manual de conceptos básicos en soldadura y corte Soldadura y corte con gas de protección para procesos: GMAW (MIG/MAG) GTAW (TIG/TAG) FCAW (Tubular) PAW (Plasma) OAW (Oxiacetileno) OFC-A (Oxicorte-Acetileno)
RESISTENCIA A LA FLEXIÓN DEL CONCRETO MÉTODO DE LA VIGA SIMPLE CARGADA EN LOS TERCIOS DE LA LUZ MTC E
 RESISTENCIA A LA FLEXIÓN DEL CONCRETO MÉTODO DE LA VIGA SIMPLE CARGADA EN LOS TERCIOS DE LA LUZ MTC E 709-2000 Este Modo Operativo está basado en las Normas ASTM C 78 y AASHTO T 97, las mismas que se han
RESISTENCIA A LA FLEXIÓN DEL CONCRETO MÉTODO DE LA VIGA SIMPLE CARGADA EN LOS TERCIOS DE LA LUZ MTC E 709-2000 Este Modo Operativo está basado en las Normas ASTM C 78 y AASHTO T 97, las mismas que se han
SOLDADOR DE ESTRUCTURAS METÁLICAS PESADAS
 SOLDADOR DE ESTRUCTURAS METÁLICAS PESADAS CONTENIDOS Tecnología y normativa en soldadura y corte Características del metal de aportación en soldadura. Conocimiento de la norma UNE 14003. Simbolización
SOLDADOR DE ESTRUCTURAS METÁLICAS PESADAS CONTENIDOS Tecnología y normativa en soldadura y corte Características del metal de aportación en soldadura. Conocimiento de la norma UNE 14003. Simbolización
ESPECIFICACIÓN TÉCNICA CABLES DE ACERO GALVANIZADO. 30 de agosto de 2004 UNION FENOSA INTERNACIONAL, S.A.
 30 de agosto de 2004 ESPECIFICACIÓN TÉCNICA CABLES DE ACERO GALVANIZADO UNION FENOSA INTERNACIONAL, S.A. pág. 1 Especificación / Hoja de datos CABLES DE ACERO GALVANIZADO-SP1100205 Modificaciones respecto
30 de agosto de 2004 ESPECIFICACIÓN TÉCNICA CABLES DE ACERO GALVANIZADO UNION FENOSA INTERNACIONAL, S.A. pág. 1 Especificación / Hoja de datos CABLES DE ACERO GALVANIZADO-SP1100205 Modificaciones respecto
Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco
 Modalidad: Duración: ON-LINE 60 horas SOLDADURA MIG-MAG OBJETIVO: Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco Describir la constitución
Modalidad: Duración: ON-LINE 60 horas SOLDADURA MIG-MAG OBJETIVO: Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco Describir la constitución
Existen tres formas de transferencia metálica: 1. Transferencia Spray o de Rocío. 2. Transferencia Globular. 3. Transferencia por Corto-Circuito.
 SISTEMA MIG SÓLIDO Descripción del proceso El sistema MIG fue introducido a fines del año 1940. El proceso es definido por la AWS como un proceso de soldadura al arco, donde la fusión se produce por calentamiento
SISTEMA MIG SÓLIDO Descripción del proceso El sistema MIG fue introducido a fines del año 1940. El proceso es definido por la AWS como un proceso de soldadura al arco, donde la fusión se produce por calentamiento
ISO 9001 Auditing Practices Group Guidance on:
 International Organization for Standardization International Accreditation Forum ISO 9001 Auditing Practices Group Guidance on: Auditando el proceso de Diseño y Desarrollo 1. Introducción El objetivo de
International Organization for Standardization International Accreditation Forum ISO 9001 Auditing Practices Group Guidance on: Auditando el proceso de Diseño y Desarrollo 1. Introducción El objetivo de
COMITÉ DE HOMOLOGACIÓN EMPRESAS DISTRIBUIDORAS CABLE DE VIENTO 5/16, 3/8, 7/16 ESPECIFICACIONES TÉCNICAS
 COMITÉ DE HOMOLOGACIÓN EMPRESAS DISTRIBUIDORAS ESPECIFICACIONES TÉCNICAS CABLE DE VIENTO 5/16, 3/8, 7/16 Especificaciones Técnicas de Materiales 09/11/2011 Rev. 00 Página 1 de 11 MEMORIA Especificaciones
COMITÉ DE HOMOLOGACIÓN EMPRESAS DISTRIBUIDORAS ESPECIFICACIONES TÉCNICAS CABLE DE VIENTO 5/16, 3/8, 7/16 Especificaciones Técnicas de Materiales 09/11/2011 Rev. 00 Página 1 de 11 MEMORIA Especificaciones
PROCESOS DE SOLDADURA POR ARCO. Soldadura por Arco Metalico & TIG/GTAW
 PROCESOS DE SOLDADURA POR ARCO Soldadura por Arco Metalico & TIG/GTAW CUADRO DE PROCESOS DE SOLDADURA PROCESO DE SOLDADURA POR ARCO La soldadura es reconocida en todo el mundo como un medio versatil de
PROCESOS DE SOLDADURA POR ARCO Soldadura por Arco Metalico & TIG/GTAW CUADRO DE PROCESOS DE SOLDADURA PROCESO DE SOLDADURA POR ARCO La soldadura es reconocida en todo el mundo como un medio versatil de
ESPECIFICACIÓN DE LA MATERIA PRIMA
 CAPÍTULO 3: ESPECIFICACIÓN DE LA MATERIA PRIMA Página 20 3. ESPECIFICACIÓN DE LA MATERIA PRIMA 3.1 Selección del material La elección del material adecuado para fabricar una pieza depende esencialmente
CAPÍTULO 3: ESPECIFICACIÓN DE LA MATERIA PRIMA Página 20 3. ESPECIFICACIÓN DE LA MATERIA PRIMA 3.1 Selección del material La elección del material adecuado para fabricar una pieza depende esencialmente
CA TA LO GO D E P R O C T O S
 CA TA LO GO D E P R O DU C T O S Canaleta - Grado 40 Referencia 900 x 3000 26 (0.46 mm) 900 x 4500 24 (0.60 mm) 900 x 5000 24 (0.60 mm) 900 x 6000 24 (0.60 mm) 900 x 7000 24 (0.60 mm) 900 x 8000 24 (0.60
CA TA LO GO D E P R O DU C T O S Canaleta - Grado 40 Referencia 900 x 3000 26 (0.46 mm) 900 x 4500 24 (0.60 mm) 900 x 5000 24 (0.60 mm) 900 x 6000 24 (0.60 mm) 900 x 7000 24 (0.60 mm) 900 x 8000 24 (0.60
MADERA ESTRUCTURAL ESCANDINAVA
 MADERA ESTRUCTURAL ESCANDINAVA La madera aserrada escandinava para uso estructural debe cumplir una serie de propiedades mecánicas, por tanto la clasificación de ésta pretende formar lotes homogéneos en
MADERA ESTRUCTURAL ESCANDINAVA La madera aserrada escandinava para uso estructural debe cumplir una serie de propiedades mecánicas, por tanto la clasificación de ésta pretende formar lotes homogéneos en
Especificaciones de Producto Estructurales Perfiles de Sección Abierta (Perfil ECO T)
") Especificaciones de Producto Usos Uso general en la industria de la construcción y metalmecánica como: Correas en entrepisos y techos: Como soporte de paneles utilizados de encofrado perdido en losas de
Especificaciones de Producto Usos Uso general en la industria de la construcción y metalmecánica como: Correas en entrepisos y techos: Como soporte de paneles utilizados de encofrado perdido en losas de
Ingeniero Internacional de Soldadura (IWE)
") Ingeniero Internacional de Soldadura (IWE) En la reglamentación europea se contempla la obligatoriedad de que las empresas dispongan de personal responsable de las actividades de soldeo y sus tecnologías
Ingeniero Internacional de Soldadura (IWE) En la reglamentación europea se contempla la obligatoriedad de que las empresas dispongan de personal responsable de las actividades de soldeo y sus tecnologías
PROPIEDADES Y ENSAYOS
 PROPIEDADES Y ENSAYOS Las propiedades de todos los materiales estructurales se evalúan por ensayos, cuyos resultados sólo dan un índice del comportamiento del material que se debe interpretar mediante
PROPIEDADES Y ENSAYOS Las propiedades de todos los materiales estructurales se evalúan por ensayos, cuyos resultados sólo dan un índice del comportamiento del material que se debe interpretar mediante
REVISION DE LA MEMORIA DE CALCULO, ANALISIS Y DISEÑO ESTRUCTURAL ARQ. ADRIAN GARCIA GONZALEZ C/SE-0223
 REVISION DE LA MEMORIA DE, ANALISIS Y DISEÑO ESTRUCTURAL ARQ. ADRIAN GARCIA GONZALEZ C/SE-0223 REVISION DE PLANOS ESTRUCTURALES 1.- ART. 53.- Manifestación de construcción tipo B y C d) Dos tantos del
REVISION DE LA MEMORIA DE, ANALISIS Y DISEÑO ESTRUCTURAL ARQ. ADRIAN GARCIA GONZALEZ C/SE-0223 REVISION DE PLANOS ESTRUCTURALES 1.- ART. 53.- Manifestación de construcción tipo B y C d) Dos tantos del
UNIDAD DE TRABAJO Nº5 CONCEPTO DE SOLDABILIDAD
 UNIDAD DE TRABAJO Nº5 CONCEPTO DE SOLDABILIDAD 1.- Concepto de Soldabilidad Un material se considera soldable, por un procedimiento determinado y para una aplicación específica, cuando mediante una técnica
UNIDAD DE TRABAJO Nº5 CONCEPTO DE SOLDABILIDAD 1.- Concepto de Soldabilidad Un material se considera soldable, por un procedimiento determinado y para una aplicación específica, cuando mediante una técnica
FRPMST221.1: Preparar equipos, accesorios, herramientas y consumibles para soldar manualmente por
 Norma de competencia laboral en soldadura Area ocupacional: Fabricación y reconstrucción de productos metálicos soldados (tubería) Nivel ocupacional: II TITULO DE LA NORMA FRPMST221: Soldar manualmente
Norma de competencia laboral en soldadura Area ocupacional: Fabricación y reconstrucción de productos metálicos soldados (tubería) Nivel ocupacional: II TITULO DE LA NORMA FRPMST221: Soldar manualmente
UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica
 INGENIERÍA CIVIL EN MECANICA PLAN 2012 GUÍA DE LABORATORIO ASIGNATURA LABORATORIO DE PROCESOS MECANICO CODIGO 15160 NIVEL 07 EXPERIENCIA C601 MEDICIÓN DE DUREZA 1 MEDICIÓN DE DUREZA 1.- OBJETIVO GENERAL
INGENIERÍA CIVIL EN MECANICA PLAN 2012 GUÍA DE LABORATORIO ASIGNATURA LABORATORIO DE PROCESOS MECANICO CODIGO 15160 NIVEL 07 EXPERIENCIA C601 MEDICIÓN DE DUREZA 1 MEDICIÓN DE DUREZA 1.- OBJETIVO GENERAL
Manual de Calidad para el Vidrio Endurecido ver
 MANUAL DE CALIDAD Manual de Calidad para el Vidrio Endurecido ver 01-2007 VIDRIO ENDURECIDO Este manual cubre los requerimientos para el vidrio endurecido. Este consiste en un proceso en donde el vidrio
MANUAL DE CALIDAD Manual de Calidad para el Vidrio Endurecido ver 01-2007 VIDRIO ENDURECIDO Este manual cubre los requerimientos para el vidrio endurecido. Este consiste en un proceso en donde el vidrio
JUNTAS DE EXPANSION METALICAS
 JUNTAS DE EXPANSION METALICAS ACCIFLEX DE AGUASCALIENTES, S.A. DE C.V. PRESENTA A UD. EL SIGUIENTE Y SIMPLE MANUAL COMO APOYO TECNICO. INTRODUCCION: La dilatación térmica, el movimiento de equipos y las
JUNTAS DE EXPANSION METALICAS ACCIFLEX DE AGUASCALIENTES, S.A. DE C.V. PRESENTA A UD. EL SIGUIENTE Y SIMPLE MANUAL COMO APOYO TECNICO. INTRODUCCION: La dilatación térmica, el movimiento de equipos y las
LABORATORIO 1: RESISTENCIA Y PARÁMETROS RESISTENTES
 LABORATORIO 1: RESISTENCIA Y PARÁMETROS RESISTENTES El comportamiento mecánico de las rocas está definido por su resistencia y su deformabilidad. La resistencia es el esfuerzo que soporta una roca para
LABORATORIO 1: RESISTENCIA Y PARÁMETROS RESISTENTES El comportamiento mecánico de las rocas está definido por su resistencia y su deformabilidad. La resistencia es el esfuerzo que soporta una roca para
SOLDADURA CON ELECTRODOS REVESTIDOS DE ESTRUCTURAS DE ACERO CARBONO, INOXIDABLES Y OTROS MATERIALES.
 SOLDADURA CON ELECTRODOS REVESTIDOS DE ESTRUCTURAS DE ACERO CARBONO, INOXIDABLES Y OTROS MATERIALES. SOLDADURA CON ELECTRODOS REVESTIDOS DE ESTRUCTURAS DE ACERO CARBONO, INOXIDABLES Y OTROS MATERIALES.
SOLDADURA CON ELECTRODOS REVESTIDOS DE ESTRUCTURAS DE ACERO CARBONO, INOXIDABLES Y OTROS MATERIALES. SOLDADURA CON ELECTRODOS REVESTIDOS DE ESTRUCTURAS DE ACERO CARBONO, INOXIDABLES Y OTROS MATERIALES.
Almacenaje de los electrodos. Re horneado de los electrodos. Absorción de Humedad.
 Almacenaje de los electrodos. Como un principio básico los electrodos deben ser almacenados en su empaque original hasta ser usados. Si es posible, los empaques de los electrodos deben ser sacados del
Almacenaje de los electrodos. Como un principio básico los electrodos deben ser almacenados en su empaque original hasta ser usados. Si es posible, los empaques de los electrodos deben ser sacados del
CALCULO DE SOLDADURA TIPO DE SOLDADURA PROCESO CARACTERISTICAS FORJA (ELECTROPUNT0) INDUCCION
 INDUCCION") CALCULO DE SOLDADURA Por La como elemento de construcción de estructuras y piezas de maquina tiene especial importancia dado que permite obtener elementos livianos resistentes, económicos y seguros. Pero
CALCULO DE SOLDADURA Por La como elemento de construcción de estructuras y piezas de maquina tiene especial importancia dado que permite obtener elementos livianos resistentes, económicos y seguros. Pero
TABLA DE DIMENSIONES esorios de Acero al Carbono
 CURVA 90 RL Diametro Nominal DIAMETRO Sch 40 Sch 80 (Plg) (mm) (mm) Esp (mm) Peso (kg) Esp (mm) Peso (kg) ½" 15 21,3 2,77 0,004 3,73 0,28 ¾" 20 26,7 2,87 0,077 3,91 0,33 1 25 33,4 3,38 0,154 4,55 0,4 1.¼
CURVA 90 RL Diametro Nominal DIAMETRO Sch 40 Sch 80 (Plg) (mm) (mm) Esp (mm) Peso (kg) Esp (mm) Peso (kg) ½" 15 21,3 2,77 0,004 3,73 0,28 ¾" 20 26,7 2,87 0,077 3,91 0,33 1 25 33,4 3,38 0,154 4,55 0,4 1.¼
norma española UNE-EN EXTRACTO DEL DOCUMENTO UNE-EN Seguridad funcional
 norma española UNE-EN 61511-1 Enero 2006 TÍTULO Seguridad funcional Sistemas instrumentados de seguridad para el sector de las industrias de procesos Parte 1: Marco, definiciones, requisitos para el sistema,
norma española UNE-EN 61511-1 Enero 2006 TÍTULO Seguridad funcional Sistemas instrumentados de seguridad para el sector de las industrias de procesos Parte 1: Marco, definiciones, requisitos para el sistema,
FRAME. Para obtener más información, visite envíe un correo electrónico a o llame al teléfono (0)
") Los productos frame de 3form, especialmente diseñados para utilizarse con nuestros innovadores materiales, permiten instalar divisiones de pequeño tamaño y crear estructuras de pared simples y aberturas
Los productos frame de 3form, especialmente diseñados para utilizarse con nuestros innovadores materiales, permiten instalar divisiones de pequeño tamaño y crear estructuras de pared simples y aberturas
Documentos de inspección aplicables a la tubería.
 Documentos aplicables a la tubería. Se finen diferentes tipos documentos que, teniendo en cuenta las nes l pedido, ben facilitarse al comprador al hacerle entrega la tubería cualquiera que sea su procedimiento
Documentos aplicables a la tubería. Se finen diferentes tipos documentos que, teniendo en cuenta las nes l pedido, ben facilitarse al comprador al hacerle entrega la tubería cualquiera que sea su procedimiento
ET123 Alambre monopolar de cobre para alumbrado público
 ET123 Alambre monopolar de cobre para alumbrado público ESPECIFICACIÓN TÉCNICA Elaborado por: Revisado por: DISEÑO DE LA RED DISEÑO DE LA RED Revisión #: Entrada en vigencia: ET 123 03/02/2016 -Esta información
ET123 Alambre monopolar de cobre para alumbrado público ESPECIFICACIÓN TÉCNICA Elaborado por: Revisado por: DISEÑO DE LA RED DISEÑO DE LA RED Revisión #: Entrada en vigencia: ET 123 03/02/2016 -Esta información
CMT. CARACTERÍSTICAS DE LOS MATERIALES
 LIBRO: PARTE: TÍTULO: CAPÍTULO: CMT. CARACTERÍSTICAS DE LOS MATERIALES 2. MATERIALES PARA ESTRUCTURAS 03. Acero y Productos de Acero 003. Acero Estructural A. CONTENIDO Esta Norma contiene los requisitos
LIBRO: PARTE: TÍTULO: CAPÍTULO: CMT. CARACTERÍSTICAS DE LOS MATERIALES 2. MATERIALES PARA ESTRUCTURAS 03. Acero y Productos de Acero 003. Acero Estructural A. CONTENIDO Esta Norma contiene los requisitos
COMERCIALIZADORA AICSA, S.A.
 CORTINAS ANTIBACTERIANAS PARA CUBICULOS Y DUCHAS, MARCA ARNCO. 1.1 RESUMEN. A. Esta sección incluye los siguientes aspectos: 1. Riel y ganchos de deslizamiento. 2. Cortinas para cubículos y duchas. B.
CORTINAS ANTIBACTERIANAS PARA CUBICULOS Y DUCHAS, MARCA ARNCO. 1.1 RESUMEN. A. Esta sección incluye los siguientes aspectos: 1. Riel y ganchos de deslizamiento. 2. Cortinas para cubículos y duchas. B.
HILO TÓRICO y JUNTAS TÓRICAS MOLDEADAS DE DIÁMETRO GRANDE
 HILO TÓRICO y JUNTAS TÓRICAS MOLDEADAS DE DIÁMETRO GRANDE En muchos casos, no existen juntas tóricas estándares cubriendo las necesidades de mantenimiento. En estos casos, se recurre frecuentemente al
HILO TÓRICO y JUNTAS TÓRICAS MOLDEADAS DE DIÁMETRO GRANDE En muchos casos, no existen juntas tóricas estándares cubriendo las necesidades de mantenimiento. En estos casos, se recurre frecuentemente al
CABLE PARA PUESTA A TIERRA
 Telefónica del Perú S.A.A r NORMA TÉCNICA CÓDIGO: N-106-5001 Edición 3RA. FECHA: ENERO 2006 No está permitida la reproducción total o parcial de esta publicación por cualquier medio, ya sea mecánico o
Telefónica del Perú S.A.A r NORMA TÉCNICA CÓDIGO: N-106-5001 Edición 3RA. FECHA: ENERO 2006 No está permitida la reproducción total o parcial de esta publicación por cualquier medio, ya sea mecánico o
CONTENEDORES GRAN CAPACIDAD CARGA LATERAL Y VERTICAL
 CONTENEDORES GRAN CAPACIDAD CARGA LATERAL Y VERTICAL 036SC-C CONTENEDOR CARGA LATERAL 3200 1395,00 respetuosos con el medio ambiente. Los contenedores de carga lateral se adaptan 035SC-C CONTENEDOR CARGA
CONTENEDORES GRAN CAPACIDAD CARGA LATERAL Y VERTICAL 036SC-C CONTENEDOR CARGA LATERAL 3200 1395,00 respetuosos con el medio ambiente. Los contenedores de carga lateral se adaptan 035SC-C CONTENEDOR CARGA
MÉXICO ALAMBRE Y CABLE DE ACERO CON RECUBRIMIENTO DE COBRE SOLDADO (ACS) O RECUBRIMIENTO ELECTROLÍTICO ESPECIFICACIÓN CFE E
 O RECUBRIMIENTO ELECTROLÍTICO ESPECIFICACIÓN CFE E") ALAMBRE Y CABLE DE ACERO CON RECUBRIMIENTO DE COBRE SOLDADO MARZO 2016 REVISA Y SUSTITUYE A LA EDICIÓN DE DICIEMBRE 2013 MÉXICO 1 de 5 1 OBJETIVO Esta especificación establece las características técnicas
ALAMBRE Y CABLE DE ACERO CON RECUBRIMIENTO DE COBRE SOLDADO MARZO 2016 REVISA Y SUSTITUYE A LA EDICIÓN DE DICIEMBRE 2013 MÉXICO 1 de 5 1 OBJETIVO Esta especificación establece las características técnicas
RepublicofEcuador EDICTOFGOVERNMENT±
 RepublicofEcuador EDICTOFGOVERNMENT± Inordertopromotepubliceducationandpublicsafety,equaljusticeforal, abeterinformedcitizenry,theruleoflaw,worldtradeandworldpeace, thislegaldocumentisherebymadeavailableonanoncommercialbasis,asit
RepublicofEcuador EDICTOFGOVERNMENT± Inordertopromotepubliceducationandpublicsafety,equaljusticeforal, abeterinformedcitizenry,theruleoflaw,worldtradeandworldpeace, thislegaldocumentisherebymadeavailableonanoncommercialbasis,asit
PROCEDIMIENTO PARA: SISTEMA DE TIERRAS OBRA ELECTROMECANICA
 R.F.C. SEO-040319-J56 PROCEDIMIENTO PARA: OBRA ELECTROMECANICA REVISIÓN 4 CLAVE :SEO- OE-01 FECHA: 24 ABRIL 2009 ELABORÓ REVISÓ APROBÓ ING. JUAN JOSE DE LA ROSA SOBERANO. COORDINADOR DE CALIDAD AMBIENTE
R.F.C. SEO-040319-J56 PROCEDIMIENTO PARA: OBRA ELECTROMECANICA REVISIÓN 4 CLAVE :SEO- OE-01 FECHA: 24 ABRIL 2009 ELABORÓ REVISÓ APROBÓ ING. JUAN JOSE DE LA ROSA SOBERANO. COORDINADOR DE CALIDAD AMBIENTE
Marcado CE. Ladrillos y Bloques cerámicos- Abril 2004 MARCADO CE LADRILLOS Y BLOQUES CERÁMICOS
 MARCADO CE LADRILLOS Y BLOQUES CERÁMICOS 1 MARCADO CE DE PRODUCTOS DE ARCILLA COCIDA PARA USO EN FÁBRICAS DE ALBAÑILERÍA 1.- INTRODUCCIÓN. La nueva norma europea armonizada UNE EN 771-1: Especificaciones
MARCADO CE LADRILLOS Y BLOQUES CERÁMICOS 1 MARCADO CE DE PRODUCTOS DE ARCILLA COCIDA PARA USO EN FÁBRICAS DE ALBAÑILERÍA 1.- INTRODUCCIÓN. La nueva norma europea armonizada UNE EN 771-1: Especificaciones