Clasificación de procesos
|
|
|
- Andrés Casado Sosa
- hace 8 años
- Vistas:
Transcripción
1 Clasificación de procesos Ingeniería de los procesos de fabricación Manufacturing Technology Moldeo de metales Metal Casting Deformación Plástica Forming ang Shaping Arranque de material Material removal Unión Joining Superficie/Microfabricación Surface/Microfabrication Conformado no metálicos Non metallic Forming Medida e inspección Metrology and instrumentation Automatización Automation

2 Procesos de fabricación por deformación plástica Departamento de Ingeniería Mecánica y Fabricación Tecnología Mecánica II. ETSII. UPM
3 Clasificación PROCESO Forja Laminado Plano De forma Extrusión Estirado CARACTERÍSTICAS GENERALES Producción de piezas discretas con un conjunto de moldes; se requieren operaciones de acabado; piezas similares a las de moldeo y metalurgia en polvo; se realizan en caliente a temperaturas elevadas; costes altos de moldes y equipos; costes laborales medios; experiencia del operario de media a alta Producción de superficies planas, planchas, and chapas a alta velocidad y con buen acabado superficial, especialmente en laminado en frío; requiere una gran inversión; y bajos a medios costes laborales Producción de formas estructurales variadas, como perfiles en I y carriles, a gran velocidad; laminado de roscas; requiere rodillos de forma y equipo caro; bajos a medios costes laborales; experiencia del operario media Producción de longitudes largas de productos macizos o huecos de sección constante, se suele realizar a temperatura elevada; posteriormente se corta a la medida deseada; la extrusión en frío presenta similitudes con la forja y se usa en producción discreta; costes medios a altos de matrices y equipo; costes salariales bajos a medios; experiencia del operario baja o media Producción de redondos largos, cable, y tubería, con secciones redondas o variadas; secciones tranversales menores que en la extrusión; buen acabado superficial; Bajos a medios costes de equipo y salariales; experiencia del operario baja o media
4 Forja


5 Deformación por forja

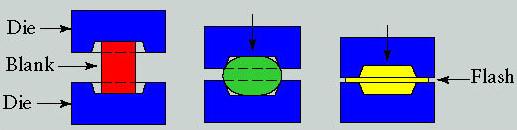
6 Forja en matriz cerrada

7 Matriz de precisión
8 Forja en matriz Proceso Ventajas Limitaciones Matriz abierta Fácil, molde barato, útil para serie corta; amplio rango de tamaños; buena resistencia mecánica Formas sencillas; tolerancias bajas; mecanizado posterior necesario; baja productividad; bajo aprovechamiento del material; se requiere gran Matriz cerrada Buen aprovechamiento del material; mejores propiedades mecánicas; Buena precisión dimensional; alta productividad; repetibilidad pericia Alto coste del molde para pequeñas cantidades; Mecanizado posterior necesario Tipo bloque Costes bajos; alta productividad Mecanizado necesario; características dimensionales bastas Tipo convencional Requiere menos mecanizado que el de tipo bloque; alta productividad; buen Coste del molde más elevado que en el tipo bloque Tipo precisión aprovechamiento del material Buena tolerancias; Mecanizado posterior suprimible; buen aprovechamiento del material, características dimensionales esbeltas Requiere fuerzas elevadas, moldes complicados, necesidad de sistemas de extracción

9 Roblonado


10 Forja giratoria
11 Embutido

12 Tipos de prensas Equipo Prensa Hidráulica Prensa mecánica Prensa de husillo Martillo por gravedad Martillo impulsado m/s
13 Costes unitarios
14 Costes comparados
15 Laminado

16 Laminado de metales
17 Productos planos Plancha metálica mm Paredes de calderas Paredes de reactor nuclear Chapa para blindados Chapa metálica <6mm Carrocerías, fuselajes Recipientes y envases


18 Laminado plano

19 Defectos típicos
20 Acabado superficial


21 Disposiciones típicas

22 Laminado de forma Perfiles Raíles Otras secciones

23 Laminado de anillos


24 Laminado de roscas
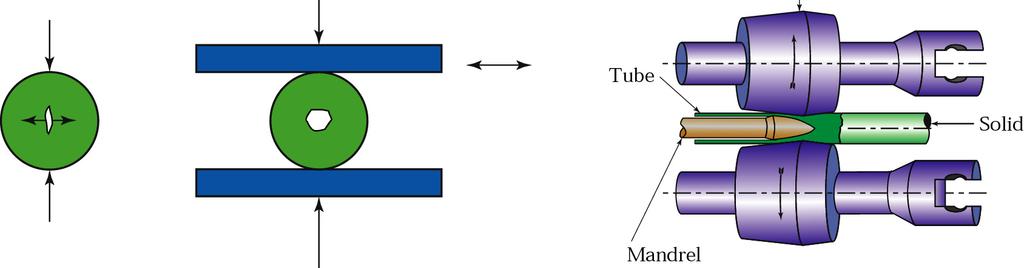

25 Proceso Mannesmann

26 Extrusión y estirado
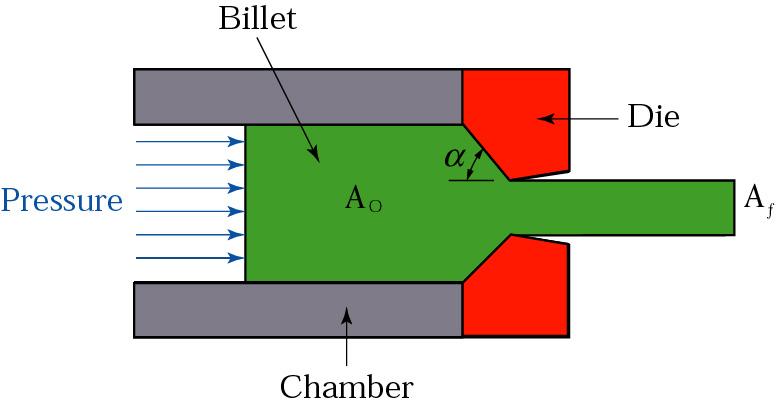


27 Extrusión

28 Tipos de extrusión Directa Indirecta Hidrostática Impacto




29 Formas complejas



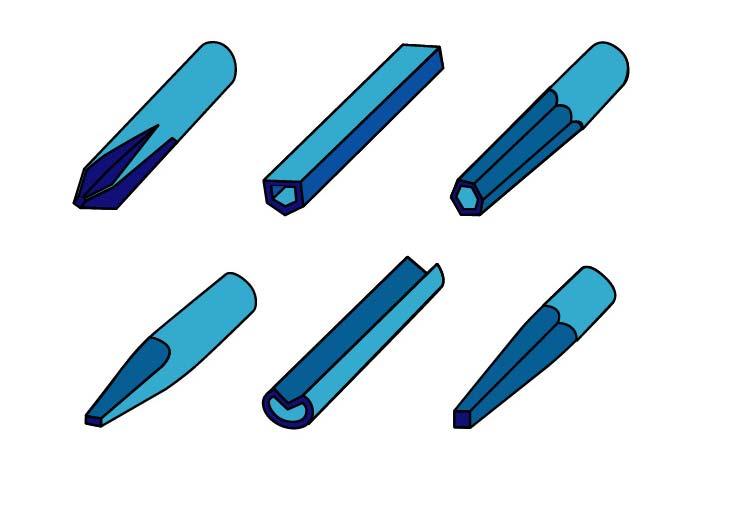
30 Estirado Ángulo de la matriz Reducción de la sección Velocidad Temperatura Lubricación
31 Estirado multietapa

32 Estirado de tubos
Introducción a los procesos de fabricación. Departamento de Ingeniería Mecánica y Fabricación Tecnología Mecánica II. ETSII. UPM
 Introducción a los procesos de fabricación Departamento de Ingeniería Mecánica y Fabricación Tecnología Mecánica II. ETSII. UPM Historia Fabricación Años Desarrollos 1500 1600 Energía hidráulica para trabajo
Introducción a los procesos de fabricación Departamento de Ingeniería Mecánica y Fabricación Tecnología Mecánica II. ETSII. UPM Historia Fabricación Años Desarrollos 1500 1600 Energía hidráulica para trabajo
ÍNDICE 12. CONFORMADO POR DEFORMACIÓN PLÁSTICA MATERIALES 13/14
 12. PLÁSTICA 1 MATERIALES 13/14 ÍNDICE Introducción: conceptos Deformación plástica: PROCESOS Laminación Forja Extrusión Trefilado / Estirado 2 INTRODUCCIÓN: CONCEPTOS 3 Fenómenos Microestructurales: Movimientos
12. PLÁSTICA 1 MATERIALES 13/14 ÍNDICE Introducción: conceptos Deformación plástica: PROCESOS Laminación Forja Extrusión Trefilado / Estirado 2 INTRODUCCIÓN: CONCEPTOS 3 Fenómenos Microestructurales: Movimientos
PROCESO DE EXTRUSIÓN PROCESOS II ING. CARLOS RODELO A
 PROCESO DE EXTRUSIÓN CONTENIDO Definición y Clasificación de los Procesos Equipos y sus Características Técnicas Variables Principales del Proceso Defectos Análisis de Extrusión PROCESOS I Definición Es
PROCESO DE EXTRUSIÓN CONTENIDO Definición y Clasificación de los Procesos Equipos y sus Características Técnicas Variables Principales del Proceso Defectos Análisis de Extrusión PROCESOS I Definición Es
TEMA 8: Procesos continuos y semicontinuos
 Tema 8: Procesos continuos y semicontinuos 1/16 MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 8: Procesos continuos y semicontinuos TECNOLOGÍAS DE FABRICACIÓN Grado en Ingeniería en Organización Industrial
Tema 8: Procesos continuos y semicontinuos 1/16 MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 8: Procesos continuos y semicontinuos TECNOLOGÍAS DE FABRICACIÓN Grado en Ingeniería en Organización Industrial
TEMA 5: Aspectos generales
 Tema 4: Aspectos generales 1/1 MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 5: Aspectos generales TECNOLOGÍAS DE FABRICACIÓN Grado en Ingeniería en Organización Industrial DPTO. DE INGENIERÍA MECÁNICA
Tema 4: Aspectos generales 1/1 MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 5: Aspectos generales TECNOLOGÍAS DE FABRICACIÓN Grado en Ingeniería en Organización Industrial DPTO. DE INGENIERÍA MECÁNICA
TECNOLOGÍAS DE FABRICACIÓN
 TECNOLOGÍAS DE FABRICACIÓN INGENIERÍA EN ORGANIZACIÓN INDUSTRIAL NORMAS DE ORGANIZACIÓN DOCENTE Enero 2014 0. FICHA DE LA ASIGNATURA AÑO ACADÉMICO: 2013/2014 PLAN: INORG202 - Ingeniería en Organización
TECNOLOGÍAS DE FABRICACIÓN INGENIERÍA EN ORGANIZACIÓN INDUSTRIAL NORMAS DE ORGANIZACIÓN DOCENTE Enero 2014 0. FICHA DE LA ASIGNATURA AÑO ACADÉMICO: 2013/2014 PLAN: INORG202 - Ingeniería en Organización
TEMA 4: Aspectos generales
 Tema 4: Aspectos generales 1/1 MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 4: Aspectos generales TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA Universidad del
Tema 4: Aspectos generales 1/1 MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 4: Aspectos generales TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA Universidad del
Forjado. Año Contenido
 Forjado Año 2016 1 Contenido Que es el forjado? Clasificación Líneas de forja y estructura metalográfica. Métodos de observación Herramientas y máquinas de forjar Materiales para forjar Tratamientos térmicos
Forjado Año 2016 1 Contenido Que es el forjado? Clasificación Líneas de forja y estructura metalográfica. Métodos de observación Herramientas y máquinas de forjar Materiales para forjar Tratamientos térmicos
Ingeniería Mecánica e Industrial Ingeniería Mecánica Ingeniería Industrial División Departamento Carrera(s) en que se imparte
 en que se imparte") UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO FACULTAD DE INGENIERÍA PROGRAMA DE ESTUDIO PROCESOS DE MANUFACTURA I 1744 7 10 Asignatura Clave Semestre Créditos Ingeniería Mecánica e Industrial Ingeniería Mecánica
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO FACULTAD DE INGENIERÍA PROGRAMA DE ESTUDIO PROCESOS DE MANUFACTURA I 1744 7 10 Asignatura Clave Semestre Créditos Ingeniería Mecánica e Industrial Ingeniería Mecánica
1. DATOS GENERALES ÁREA/MÓDULO: DISEÑO APLICADO 2. JUSTIFICACIÓN
 Página 1 de 5 PROGRAMA: Ingeniería Mecatrónica PLAN DE ESTUDIOS: III ACTA DE CONSEJO DE 034 FACULTAD/DEPTO./CENTRO: ASIGNATURA/MÓDULO/SEMINARIO: 1. DATOS GENERALES PROCESOS DE MANUFACTURA Y LABORATORIO
Página 1 de 5 PROGRAMA: Ingeniería Mecatrónica PLAN DE ESTUDIOS: III ACTA DE CONSEJO DE 034 FACULTAD/DEPTO./CENTRO: ASIGNATURA/MÓDULO/SEMINARIO: 1. DATOS GENERALES PROCESOS DE MANUFACTURA Y LABORATORIO
PROGRAMA DE ESTUDIO. Básico ( ) Profesional ( X ) Especializado ( ) Práctica ( )
 Profesional ( X ) Especializado ( ) Práctica ( )") PROGRAMA DE ESTUDIO Nombre de la asignatura: PROCESOS DE MANUFACTURA Clave: IME19 Fecha de elaboración: marzo 2015 Horas Semestre Horas semana Horas Teoría Ciclo Formativo: Básico ( ) Profesional ( X )
PROGRAMA DE ESTUDIO Nombre de la asignatura: PROCESOS DE MANUFACTURA Clave: IME19 Fecha de elaboración: marzo 2015 Horas Semestre Horas semana Horas Teoría Ciclo Formativo: Básico ( ) Profesional ( X )
PROCESOS INDUSTRIALES. Programa de la Asignatura
 PROCESOS INDUSTRIALES Programa de la Asignatura 1. METROLOGÍA EN INGENIERÍA 1.1. Medición. Verificación. 1.2. Unidades y patrones de medida. 1.3. Metrotecnia. 1.4. Principios de medición. 1.4.1. Sistematización
PROCESOS INDUSTRIALES Programa de la Asignatura 1. METROLOGÍA EN INGENIERÍA 1.1. Medición. Verificación. 1.2. Unidades y patrones de medida. 1.3. Metrotecnia. 1.4. Principios de medición. 1.4.1. Sistematización
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO FACULTAD DE ESTUDIOS SUPERIORES CUAUTITLÁN LICENCIATURA: INGENIERÍA MECÁNICA ELÉCTRICA
 UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO FACULTAD DE ESTUDIOS SUPERIORES CUAUTITLÁN LICENCIATURA: INGENIERÍA MECÁNICA ELÉCTRICA PROGRAMA DE LA ASIGNATURA DE: Procesos de Conformado de Materiales IDENTIFICACIÓN
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO FACULTAD DE ESTUDIOS SUPERIORES CUAUTITLÁN LICENCIATURA: INGENIERÍA MECÁNICA ELÉCTRICA PROGRAMA DE LA ASIGNATURA DE: Procesos de Conformado de Materiales IDENTIFICACIÓN
Comprender los principios de funcionamiento de los órganos comunes de las máquinas herramientas.
 Programas de Actividades Curriculares Plan 94A Carrera: Ingeniería Mecánica TECNOLOGÍA DE FABRICACIÓN Área: Bloque: Organización-Producción Tecnologías Aplicadas Nivel: 5º año Tipo: Obligatoria Modalidad:
Programas de Actividades Curriculares Plan 94A Carrera: Ingeniería Mecánica TECNOLOGÍA DE FABRICACIÓN Área: Bloque: Organización-Producción Tecnologías Aplicadas Nivel: 5º año Tipo: Obligatoria Modalidad:
13. SINTERIZADO PULVIMETALURGIA CARACTERÍSTICAS CARACTERIZACÓN DE POLVOS PROPIEDADES DE LA MASA DE POLVOS
 13. SINTERIZADO 1 Materiales I 13/14 ÍNDICE CARACTERÍSTICAS CARACTERIZACÓN DE POLVOS PROPIEDADES DE LA MASA DE POLVOS COMPRESIBILIDAD RESISTENCIA EN VERDE SINTERABILIDAD COMPACTACIÓN DE POLVOS METÁLICOS
13. SINTERIZADO 1 Materiales I 13/14 ÍNDICE CARACTERÍSTICAS CARACTERIZACÓN DE POLVOS PROPIEDADES DE LA MASA DE POLVOS COMPRESIBILIDAD RESISTENCIA EN VERDE SINTERABILIDAD COMPACTACIÓN DE POLVOS METÁLICOS
CONFORMACIÓN PLASTICA DE METALES: FORJA
 CONFORMACIÓN PLASTICA DE METALES: FORJA CONTENIDO Definición y Clasificación de los Procesos de Forja Equipos y sus Características Técnicas Variables Principales del Proceso Métodos Operativos (Equipos
CONFORMACIÓN PLASTICA DE METALES: FORJA CONTENIDO Definición y Clasificación de los Procesos de Forja Equipos y sus Características Técnicas Variables Principales del Proceso Métodos Operativos (Equipos
Programa Regular. Asignatura: Procesos de Fabricación. Carrera: Ingeniería Electromecánica. Ciclo Lectivo: Docente/s: Guillermo Bauer
 Programa Regular Asignatura: Procesos de Fabricación Carrera: Ingeniería Electromecánica Ciclo Lectivo: 2016 Docente/s: Guillermo Bauer Carga horaria semanal: 5 Hs Modalidad de la asignatura: teórico-práctica
Programa Regular Asignatura: Procesos de Fabricación Carrera: Ingeniería Electromecánica Ciclo Lectivo: 2016 Docente/s: Guillermo Bauer Carga horaria semanal: 5 Hs Modalidad de la asignatura: teórico-práctica
Presentación del diseño.
 Presentación del diseño. Reconocer TÉCNICAS & PROCESOS. Conceptos Relevantes. D.I. Jorge Cartes Sanhueza. III año Carrera Diseño Industrial Universidad del Bío-Bío. TEMA Aspectos Tecnológicos Aspectos
Presentación del diseño. Reconocer TÉCNICAS & PROCESOS. Conceptos Relevantes. D.I. Jorge Cartes Sanhueza. III año Carrera Diseño Industrial Universidad del Bío-Bío. TEMA Aspectos Tecnológicos Aspectos
Operaciones Industriales
 SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL administradores industriales Operaciones Industriales OPERACIONES MECANIZADAS Ing. LUIS GOMEZ QUISPE Objetivo: Identificación de las operaciones
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL administradores industriales Operaciones Industriales OPERACIONES MECANIZADAS Ing. LUIS GOMEZ QUISPE Objetivo: Identificación de las operaciones
INDICE. XIII Acera del autor. XVII Sistema de unidades y símbolos usados en este texto
 INDICE Prefacio XIII Acera del autor XVII Sistema de unidades y símbolos usados en este texto XVIII 1 Introducción 1 1.1. Qué es manufactura? 3 1.2. los materiales en la manufactura 9 1.3. Procesos de
INDICE Prefacio XIII Acera del autor XVII Sistema de unidades y símbolos usados en este texto XVIII 1 Introducción 1 1.1. Qué es manufactura? 3 1.2. los materiales en la manufactura 9 1.3. Procesos de
FUNCIONAMIENTO DEL PROCESO TECNOLÓGICO Y OTROS PRODUCTOS OBTENIDOS.
 FUNCIONAMIENTO DEL PROCESO TECNOLÓGICO Y OTROS PRODUCTOS OBTENIDOS. Lingotes y colada continúa: Para fabricar los diferentes objetos útiles en la industria metal metálica, es necesario que el hierro se
FUNCIONAMIENTO DEL PROCESO TECNOLÓGICO Y OTROS PRODUCTOS OBTENIDOS. Lingotes y colada continúa: Para fabricar los diferentes objetos útiles en la industria metal metálica, es necesario que el hierro se
Esta norma ha sido elaborada por el comité técnico CTN 38 Metales ligeros y sus aleaciones, cuya secretaría desempeña UNE.
 Norma Española UNE-EN 12392 Enero 2017 Aluminio y aleaciones de aluminio Productos forjados y moldeados Requisitos especiales para productos destinados a la fabricación de equipos a presión Esta norma
Norma Española UNE-EN 12392 Enero 2017 Aluminio y aleaciones de aluminio Productos forjados y moldeados Requisitos especiales para productos destinados a la fabricación de equipos a presión Esta norma
Algunos sí, como el mercurio (Hg) o el plomo (Pb) Los metales son materiales que se obtienen a partir de minerales que forman parte de las rocas.
 o el plomo (Pb) Los metales son materiales que se obtienen a partir de minerales que forman parte de las rocas.") 1 Propiedades de los metales Resistencia mecánica Ductilidad y maleabilidad Tenacidad Plasticidad Elasticidad Conductividad eléctrica, térmica y acústica Fusibilidad Dilatación Oxidación Reciclables Toxicidad,
1 Propiedades de los metales Resistencia mecánica Ductilidad y maleabilidad Tenacidad Plasticidad Elasticidad Conductividad eléctrica, térmica y acústica Fusibilidad Dilatación Oxidación Reciclables Toxicidad,
PROCESOS DE CONFORMADO DE METALES
 PROCESOS DE CONFORMADO DE METALES PROCESOS DE CONFORMADO (I) CONFORMADO CON CONSERVACION DE MASA Los procesos de CONFORMADO PLÁSTICO son aquellos en los que la forma final de la pieza de trabajo se obtiene
PROCESOS DE CONFORMADO DE METALES PROCESOS DE CONFORMADO (I) CONFORMADO CON CONSERVACION DE MASA Los procesos de CONFORMADO PLÁSTICO son aquellos en los que la forma final de la pieza de trabajo se obtiene
TEMA 5: El proceso de forja
 MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 5: El proceso de forja TECNOLOGÍA MECÁNICA DPTO. DE INGENIERÍA MECÁNICA Universidad del País Vasco Euskal Herriko Unibertsitatea Tema 5: El proceso de forja
MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 5: El proceso de forja TECNOLOGÍA MECÁNICA DPTO. DE INGENIERÍA MECÁNICA Universidad del País Vasco Euskal Herriko Unibertsitatea Tema 5: El proceso de forja
240IME33 - Sistemas de Conformación de Piezas
 Unidad responsable: 240 - ETSEIB - Escuela Técnica Superior de Ingeniería Industrial de Barcelona Unidad que imparte: 712 - EM - Departamento de Ingeniería Mecánica Curso: Titulación: 2017 MÁSTER UNIVERSITARIO
Unidad responsable: 240 - ETSEIB - Escuela Técnica Superior de Ingeniería Industrial de Barcelona Unidad que imparte: 712 - EM - Departamento de Ingeniería Mecánica Curso: Titulación: 2017 MÁSTER UNIVERSITARIO
Planificaciones Tecnol. Mecánica II. Docente responsable: LAGUZZI SERGIO DANIEL. 1 de 5
 Planificaciones 6727 - Tecnol. Mecánica II Docente responsable: LAGUZZI SERGIO DANIEL 1 de 5 OBJETIVOS Introducir al alumno al conocimiento de los procesos-máquinas y herramental necesario para la conformación
Planificaciones 6727 - Tecnol. Mecánica II Docente responsable: LAGUZZI SERGIO DANIEL 1 de 5 OBJETIVOS Introducir al alumno al conocimiento de los procesos-máquinas y herramental necesario para la conformación
Capítulo 4: DISEÑO ORIENTADO A LA FABRICACIÓN (DOF) TEMA 7: Proceso de Diseño. DOF. Ingeniería Concurrente.
 TEMA 7: Proceso de Diseño. DOF. Ingeniería Concurrente.") Capítulo 4: DISEÑO ORIENTADO A LA FABRICACIÓN (DOF) TEMA 7: Proceso de Diseño. DOF. Ingeniería Concurrente. ÍNDICE 1. Introducción 2. Aspectos a considerar en un proceso de diseño 3. Etapas de diseño y
Capítulo 4: DISEÑO ORIENTADO A LA FABRICACIÓN (DOF) TEMA 7: Proceso de Diseño. DOF. Ingeniería Concurrente. ÍNDICE 1. Introducción 2. Aspectos a considerar en un proceso de diseño 3. Etapas de diseño y
PROCESOS DE CONFORMADO MECÁNICO 1725 DEPARTAMENTO DE INGENIERÍA QUÍMICA METALÚRGICA. 7o. NÚMERO DE HORAS/SEMANA Teoría 3 Práctica 2 CRÉDITOS 8
 PROCESOS DE CONFORMADO MECÁNICO 1725 DEPARTAMENTO DE INGENIERÍA QUÍMICA METALÚRGICA UBICACIÓN SEMESTRE 7o. TIPO DE ASIGNATURA TEÓRICO-PRÁCTICA NÚMERO DE HORAS/SEMANA Teoría 3 Práctica 2 CRÉDITOS 8 INTRODUCCIÓN.
PROCESOS DE CONFORMADO MECÁNICO 1725 DEPARTAMENTO DE INGENIERÍA QUÍMICA METALÚRGICA UBICACIÓN SEMESTRE 7o. TIPO DE ASIGNATURA TEÓRICO-PRÁCTICA NÚMERO DE HORAS/SEMANA Teoría 3 Práctica 2 CRÉDITOS 8 INTRODUCCIÓN.
Diseño funcional. Especificación de dimensiones y tolerancias
 Diseño funcional Especificación de dimensiones y tolerancias Etapas del proceso de diseño Necesidad > Idea > Alternativas > Concreción = Diseño constructivo Selección > Diseño en detalle Planos = Geometrías
Diseño funcional Especificación de dimensiones y tolerancias Etapas del proceso de diseño Necesidad > Idea > Alternativas > Concreción = Diseño constructivo Selección > Diseño en detalle Planos = Geometrías
RESUMEN TEMA 14: CONFORMACIÓN DE PIEZAS SIN ARRANQUE DE VIRUTA
 RESUMEN TEMA 14: CONFORMACIÓN DE PIEZAS SIN ARRANQUE DE VIRUTA Todas las piezas metálicas, excepto las fundidas, en algún momento de su fabricación han estado sometidas a una operación al menos de conformado
RESUMEN TEMA 14: CONFORMACIÓN DE PIEZAS SIN ARRANQUE DE VIRUTA Todas las piezas metálicas, excepto las fundidas, en algún momento de su fabricación han estado sometidas a una operación al menos de conformado
BOBINAS Y LÁMINAS DE HIERRO NEGRO
 BOBINAS Y LÁMINAS DE HIERRO NEGRO Definición y Uso del Producto DEFINICIÓN USO O APLICACIÓN BOBINAS Y LAMINAS EN CALIENTE LAMINADO: Es una banda o producto, plano o enrollado, en caliente a temperatura
BOBINAS Y LÁMINAS DE HIERRO NEGRO Definición y Uso del Producto DEFINICIÓN USO O APLICACIÓN BOBINAS Y LAMINAS EN CALIENTE LAMINADO: Es una banda o producto, plano o enrollado, en caliente a temperatura
TEMA 6 LOS MATERIALES METÁLICOS REBECA VEGAS GONZÁLEZ 1C TECNOLOGÍA
 TEMA 6 LOS MATERIALES METÁLICOS REBECA VEGAS GONZÁLEZ 1C TECNOLOGÍA 1. LOS METALES Que son los metales? Materiales que tienen múltiples acciones 1.1 PROPIEDADES DE LOS METALES 1.-Buena resistencia mecánica
TEMA 6 LOS MATERIALES METÁLICOS REBECA VEGAS GONZÁLEZ 1C TECNOLOGÍA 1. LOS METALES Que son los metales? Materiales que tienen múltiples acciones 1.1 PROPIEDADES DE LOS METALES 1.-Buena resistencia mecánica
MATERIALES METALICOS
 MATERIALES METALICOS 1.- Qué es una aleación?. (1 punto) Una aleación es una mezcla de dos o más elementos químicos, al menos uno de los cuales, el que se encuentra en mayor proporción, ha de ser un metal.
MATERIALES METALICOS 1.- Qué es una aleación?. (1 punto) Una aleación es una mezcla de dos o más elementos químicos, al menos uno de los cuales, el que se encuentra en mayor proporción, ha de ser un metal.
SILABO DEL CURSO DE TECNOLOGÍA METALMECANICA
 Universidad Privada del Norte SILABO DEL CURSO DE TECNOLOGÍA METALMECANICA I. DATOS GENERALES 1.1 Facultad : Ingeniería 1.2 Carrera : Ingeniería Industrial 1.3 Departamento : Ingeniería Industrial 1.4
Universidad Privada del Norte SILABO DEL CURSO DE TECNOLOGÍA METALMECANICA I. DATOS GENERALES 1.1 Facultad : Ingeniería 1.2 Carrera : Ingeniería Industrial 1.3 Departamento : Ingeniería Industrial 1.4
CIDEAD. TECNOLOGÍA INDUSTRIAL I. 3ª EVALUACIÓN. Tema 23.- Conformación por moldeo
 Desarrollo del tema : 1. Introducción. 2. Conformación por moldeado. 3. Conformación por moldeo : lingoteras. 4. Conformación por moldeo : contínuo. 5. Conformación por moldeo : en moldes 1 1. Introducción.
Desarrollo del tema : 1. Introducción. 2. Conformación por moldeado. 3. Conformación por moldeo : lingoteras. 4. Conformación por moldeo : contínuo. 5. Conformación por moldeo : en moldes 1 1. Introducción.
DISEÑO DE PRODUCTOS DE ESTRUCTURAS METALICAS
 DISEÑO DE PRODUCTOS DE ESTRUCTURAS METALICAS DISEÑO DE PRODUCTOS DE Horas: 140 Teoría: 0 Práctica: 0 Presenciales: 140 A Distancia: 0 Acción: Nº Grupo: Código: MF1146 Plan: CURSOS PRÓXIMOS DE RECICLAJE
DISEÑO DE PRODUCTOS DE ESTRUCTURAS METALICAS DISEÑO DE PRODUCTOS DE Horas: 140 Teoría: 0 Práctica: 0 Presenciales: 140 A Distancia: 0 Acción: Nº Grupo: Código: MF1146 Plan: CURSOS PRÓXIMOS DE RECICLAJE
INDICE. Prologo del editor
 INDICE Prologo del editor V Prologo VII 1. Morfologia de los Procesos 1 1.1. Introduccion 1 1.2. Estructura básica de los procesos de manufactura 1 1.2.1. Modelo general de los procesos 2 1.2.2. Estructura
INDICE Prologo del editor V Prologo VII 1. Morfologia de los Procesos 1 1.1. Introduccion 1 1.2. Estructura básica de los procesos de manufactura 1 1.2.1. Modelo general de los procesos 2 1.2.2. Estructura
PROCESO DE TREFILADO
 Transformación plástica primaria PROCESOS DE CONFORMADO MECÁNICO PROCESOS DE CONFORMADO LINGOTES LÁMINAS PROCESAMIENTO DE POLVO FORJA LAMINACIÓN EXTRUSIÓN CONFORMADO DE LÁMINAS METÁLICAS CONFORMADO SUPERPLÁSTICO
Transformación plástica primaria PROCESOS DE CONFORMADO MECÁNICO PROCESOS DE CONFORMADO LINGOTES LÁMINAS PROCESAMIENTO DE POLVO FORJA LAMINACIÓN EXTRUSIÓN CONFORMADO DE LÁMINAS METÁLICAS CONFORMADO SUPERPLÁSTICO
INDICE Prefacio 1. Introducción 2. Manufactura del hierro, acero y metales no ferrosos 3. Pruebas de los materiales de ingeniería
 INDICE Prefacio XVII 1. Introducción Propósito de este libro 1 Preparación para la manufactura 3 2. Manufactura del hierro, acero y metales no ferrosos Hierro, acero y potencia 8 Manufactura del hierro
INDICE Prefacio XVII 1. Introducción Propósito de este libro 1 Preparación para la manufactura 3 2. Manufactura del hierro, acero y metales no ferrosos Hierro, acero y potencia 8 Manufactura del hierro
9. Procesos industriales de obtención 9. Procesos industriales y conformado de materiales metálicos y conformado Proceso Siderúrgico
 9. Procesos industriales de obtención y conformado de materiales metálicos Hornos. Colada continua. Laminado, trefilado. Conformado superficial. i Perfiles y chapas. Tipificación de aceros. Proceso Siderúrgico
9. Procesos industriales de obtención y conformado de materiales metálicos Hornos. Colada continua. Laminado, trefilado. Conformado superficial. i Perfiles y chapas. Tipificación de aceros. Proceso Siderúrgico
Práctica 3 Trabajo en frío
 Práctica 3 Trabajo en frío Objetivo Determinar el efecto del trabajo en frío, sobre la dureza de los metales metálicos. Preguntas detonantes 1. Por qué consideras que es de suma importancia para los ingenieros
Práctica 3 Trabajo en frío Objetivo Determinar el efecto del trabajo en frío, sobre la dureza de los metales metálicos. Preguntas detonantes 1. Por qué consideras que es de suma importancia para los ingenieros
La fabricación aditiva para sectores industriales. Manuel Antonio García García
 La fabricación aditiva para sectores industriales Manuel Antonio García García [email protected] Información General Fecha de creación: Octubre 2004 Tipo de organización: Entidad privada sin ánimo de lucro
La fabricación aditiva para sectores industriales Manuel Antonio García García [email protected] Información General Fecha de creación: Octubre 2004 Tipo de organización: Entidad privada sin ánimo de lucro
FORJA EN CALIENTE EN MATRIZ CERRADA: INFLUENCIA DEL FLASH Y EL PESO DEL MATERIAL DE PARTIDA SOBRE LA FUERZA Y EL LLENADO DE LA MATRIZ
 FORJA EN CALIENTE EN MATRIZ CERRADA: INFLUENCIA DEL FLASH Y EL PESO DEL MATERIAL DE PARTIDA SOBRE LA FUERZA Y EL LLENADO DE LA MATRIZ Expositora: Daniela Perez Introducción: Influencia del flash y del
FORJA EN CALIENTE EN MATRIZ CERRADA: INFLUENCIA DEL FLASH Y EL PESO DEL MATERIAL DE PARTIDA SOBRE LA FUERZA Y EL LLENADO DE LA MATRIZ Expositora: Daniela Perez Introducción: Influencia del flash y del
DESGASTE DE DADOS (MATRICES) EN EXTRUSIÓN DE ALUMINIO
 EN EXTRUSIÓN DE ALUMINIO") DESGASTE DE DADOS (MATRICES) EN EXTRUSIÓN DE ALUMINIO Composicion quimica del aluminio Par tículas de segunda fase Extrusión de per files Desgaste Composicion quimica del acero Nitruración COMPOSICION
DESGASTE DE DADOS (MATRICES) EN EXTRUSIÓN DE ALUMINIO Composicion quimica del aluminio Par tículas de segunda fase Extrusión de per files Desgaste Composicion quimica del acero Nitruración COMPOSICION
Mediante la embutición se fabrican todo tipo de piezas metálicas huecas o cóncavas. Algunos ejemplos son: ollas, sartenes, cazos, vasos, etc.
 1. ESTAMPACIÓN POR CHAPA METÁLICA La estampación es un proceso de conformación en frío que consiste en dar forma a una chapa metálica presionándola entre dos moldes, uno inferior y otro superior, siendo
1. ESTAMPACIÓN POR CHAPA METÁLICA La estampación es un proceso de conformación en frío que consiste en dar forma a una chapa metálica presionándola entre dos moldes, uno inferior y otro superior, siendo
OPERACIONES DE MANUFACTURA Ing : Elmer de Jesús Fajardo Ospino
 OPERACIONES DE MANUFACTURA Ing : Elmer de Jesús Fajardo Ospino Operaciones de proceso Utiliza energía para alterar la forma, las propiedades físicas o el aspecto de una pieza de trabajo a fin de agregar
OPERACIONES DE MANUFACTURA Ing : Elmer de Jesús Fajardo Ospino Operaciones de proceso Utiliza energía para alterar la forma, las propiedades físicas o el aspecto de una pieza de trabajo a fin de agregar
MATERIALES METÁLICOS ALUMINIO Y SUS ALEACIONES
 MATERIALES METÁLICOS ALUMINIO Y SUS ALEACIONES ALUMINIO Y SUS ALEACIONES Evolución de la producción mundial de Al y aleaciones en el siglo XX y su comparación con otros metales no ferrosos (en miles de
MATERIALES METÁLICOS ALUMINIO Y SUS ALEACIONES ALUMINIO Y SUS ALEACIONES Evolución de la producción mundial de Al y aleaciones en el siglo XX y su comparación con otros metales no ferrosos (en miles de
MOLDEO POR GRAVEDAD. En Gestión de Compras contamos con los medios necesarios para diseñar y fabricar cualquier producto mediante moldeo por gravedad.
 MOLDEO POR GRAVEDAD En Gestión de Compras contamos con los medios necesarios para diseñar y fabricar cualquier producto mediante moldeo por gravedad. PROCESO: El moldeo por gravedad también llamado moldeo
MOLDEO POR GRAVEDAD En Gestión de Compras contamos con los medios necesarios para diseñar y fabricar cualquier producto mediante moldeo por gravedad. PROCESO: El moldeo por gravedad también llamado moldeo
TEXTO: PROCESOS DE MANUFACTURA SIN ARRANQUE DE VIRUTA
 UNIVERSIDAD NACIONAL DEL CALLAO FACULTAD DE INGENIERÍA MECÁNICA - ENERGÍA INSTITUTO DE INVESTIGACIÓN DE LA FACULTAD DE INGENIERÍA MECÁNICA INFORME FINAL DEL TEXTO TEXTO: PROCESOS DE MANUFACTURA SIN ARRANQUE
UNIVERSIDAD NACIONAL DEL CALLAO FACULTAD DE INGENIERÍA MECÁNICA - ENERGÍA INSTITUTO DE INVESTIGACIÓN DE LA FACULTAD DE INGENIERÍA MECÁNICA INFORME FINAL DEL TEXTO TEXTO: PROCESOS DE MANUFACTURA SIN ARRANQUE
ESTUDIO Y ENSAYO DE MATERIALES INGENIERÍA CIVIL UNIVERSIDAD CATÓLICA ARGENTINA
 ESTUDIO Y ENSAYO DE MATERIALES INGENIERÍA CIVIL UNIVERSIDAD CATÓLICA ARGENTINA ACEROS ALEADOS INOXIDABLES Pasividad : Fenómeno consistente en la detención del proceso electroquímico de la corrosión Capa
ESTUDIO Y ENSAYO DE MATERIALES INGENIERÍA CIVIL UNIVERSIDAD CATÓLICA ARGENTINA ACEROS ALEADOS INOXIDABLES Pasividad : Fenómeno consistente en la detención del proceso electroquímico de la corrosión Capa
AMPLIACIÓN DE METROLOGÍA DIMENSIONAL. 1. Normalización. Matriz GPS. 3. Medición de Formas 4. Medición de la Calidad Superficial
 AMPLIACIÓN DE METROLOGÍA DIMENSIONAL 1. Normalización. Matriz GPS 2. Medición de Dimensiones 3. Medición de Formas 4. Medición de la Calidad Superficial 5. Medición porcoordenadas 6. Medición Dimensional
AMPLIACIÓN DE METROLOGÍA DIMENSIONAL 1. Normalización. Matriz GPS 2. Medición de Dimensiones 3. Medición de Formas 4. Medición de la Calidad Superficial 5. Medición porcoordenadas 6. Medición Dimensional
TRABAJO EN LÁMINA METÁLICA PROCESOS II
 PROCESOS DE TRABAJO EN LÁMINA METÁLICA CONTENIDO Generalidades Herramientas Variables Principales del Proceso Análisis del Proceso de Corte Doblado PROCESOS I TRABAJO DE LÁMINAS METÁLICAS GENERALIDADES
PROCESOS DE TRABAJO EN LÁMINA METÁLICA CONTENIDO Generalidades Herramientas Variables Principales del Proceso Análisis del Proceso de Corte Doblado PROCESOS I TRABAJO DE LÁMINAS METÁLICAS GENERALIDADES
Bajo el concepto de manufactura integrada, Aceromex ofrece a sus clientes tecnología de punta para la transformación del acero.
 Bajo el concepto de manufactura integrada, Aceromex ofrece a sus clientes tecnología de punta para la transformación del acero. Para satisfacer las necesidades del mercado de la construcción, Aceromex
Bajo el concepto de manufactura integrada, Aceromex ofrece a sus clientes tecnología de punta para la transformación del acero. Para satisfacer las necesidades del mercado de la construcción, Aceromex
Siderúrgico. Productos Semi-Elaborados. Lingotes
 Productos Semi-Elaborados Lingotes Producto semielaborado, fabricado por el proceso de Vaciado por el Fondo, de sección poligonal. Son la materia prima para la laminación de tubos sin costura para la industria
Productos Semi-Elaborados Lingotes Producto semielaborado, fabricado por el proceso de Vaciado por el Fondo, de sección poligonal. Son la materia prima para la laminación de tubos sin costura para la industria
4. Procesos de Fabricación
 Bloque 1: FUNDAMENTOS DEL DISEÑO MECÁNICO 1. Fundamentos de Diseño Mecánico 2. Materiales en el Diseño de Máquinas 3. Coeficiente de Seguridad en el Diseño de Máquinas 4. Procesos de Fabricación Técnicas
Bloque 1: FUNDAMENTOS DEL DISEÑO MECÁNICO 1. Fundamentos de Diseño Mecánico 2. Materiales en el Diseño de Máquinas 3. Coeficiente de Seguridad en el Diseño de Máquinas 4. Procesos de Fabricación Técnicas
TRABAJO EN FRÍO DE LOS METALES
 TRABAJO EN FRÍO DE LOS METALES CAPÍTULO 5 Conformado mecánico de los metales Mejor acabado superficial. Trabajo en frío de los metales. Características Tolerancias dimensionales más estrechas. Cambio en
TRABAJO EN FRÍO DE LOS METALES CAPÍTULO 5 Conformado mecánico de los metales Mejor acabado superficial. Trabajo en frío de los metales. Características Tolerancias dimensionales más estrechas. Cambio en
Consiste en inyectar un polímero, en estado fundido (o ahulado) en un molde cerrado a presión y frío, a través de un orificio pequeño llamado
 en un molde cerrado a presión y frío, a través de un orificio pequeño llamado") Plásticos Inyección Consiste en inyectar un polímero, en estado fundido (o ahulado) en un molde cerrado a presión y frío, a través de un orificio pequeño llamado compuerta. En ese molde el material se
Plásticos Inyección Consiste en inyectar un polímero, en estado fundido (o ahulado) en un molde cerrado a presión y frío, a través de un orificio pequeño llamado compuerta. En ese molde el material se
ACEROS PARA TRABAJO EN FRÍO 9
 ACEROS PARA TRABAJO EN FRÍO 9 EN/DIN AISI UNE ~D3 F5212 (U12) D2 ~F5211 (U12 mejorado) ~S1 ~F5242 ~1.2721 F5305 ~O2 F5229 (U13) calidad especial Böhler también
ACEROS PARA TRABAJO EN FRÍO 9 EN/DIN AISI UNE ~D3 F5212 (U12) D2 ~F5211 (U12 mejorado) ~S1 ~F5242 ~1.2721 F5305 ~O2 F5229 (U13) calidad especial Böhler también
UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
 1 INGENIERÍA CIVIL EN MECÁNICA PLAN 2012 GUÍA DE LABORATORIO ASIGNATURA PROCESOS MECÁNICOS II CODIGO 15160 NIVEL 06 EXPERIENCIA C604 ENSAYO ERICHSEN 2 1. OBJETIVO GENERAL Familiarizar el alumno con ensayos
1 INGENIERÍA CIVIL EN MECÁNICA PLAN 2012 GUÍA DE LABORATORIO ASIGNATURA PROCESOS MECÁNICOS II CODIGO 15160 NIVEL 06 EXPERIENCIA C604 ENSAYO ERICHSEN 2 1. OBJETIVO GENERAL Familiarizar el alumno con ensayos
TRANSFORMACIÓN DE PLASTICOS
 TRANSFORMACIÓN DE PLASTICOS EXTRUSION El Proceso de Extrusión es muy utilizado en la industria de plásticos para producir longitudes continuas de materiales termoplásticos con sección transversal constante:
TRANSFORMACIÓN DE PLASTICOS EXTRUSION El Proceso de Extrusión es muy utilizado en la industria de plásticos para producir longitudes continuas de materiales termoplásticos con sección transversal constante:
FUNDICIÓN A PRESIÓN. METAL FUNDIDO EN EL CRISÓOL Alimentación (tubo o cazo de metales) ÉMBOLO Y CONTRA-ÉMBOLO Inyección MOLDE
 ÉMBOLO Y CONTRA-ÉMBOLO Inyección MOLDE") FUNDICIÓN A PRESIÓN En Gestión de Compras disponemos de los medios para obtener piezas mediante fundición a presión. Ofrecemos los productos más competitivos pues trabajamos un amplio rango de materiales,
FUNDICIÓN A PRESIÓN En Gestión de Compras disponemos de los medios para obtener piezas mediante fundición a presión. Ofrecemos los productos más competitivos pues trabajamos un amplio rango de materiales,
INDICE Capitulo 1. Introducción a la Manufactura Capitulo 2. Manufactura Capitulo 3. Atributos Geométricos de las Piezas Manufacturadas
 INDICE Capitulo 1. 3 Introducción a la Manufactura 1.1. Desarrollos históricos 3 1.1.1. Primeros desarrollos 3 1.1.2. La primera Revolución Industrial 4 1.1.3. La segunda Revolución Industrial 4 1.2. Función
INDICE Capitulo 1. 3 Introducción a la Manufactura 1.1. Desarrollos históricos 3 1.1.1. Primeros desarrollos 3 1.1.2. La primera Revolución Industrial 4 1.1.3. La segunda Revolución Industrial 4 1.2. Función
Ejemplos de termoformados TERMOFORMADORA
 TERMOFORMADORA EDUCACIONAL aca agregar texto educacional, la maquina esta dirigida a estudiantes y prfesores de casa de estudio TERMOFORMADORA Proceso de termoformado El termoformado es un proceso en el
TERMOFORMADORA EDUCACIONAL aca agregar texto educacional, la maquina esta dirigida a estudiantes y prfesores de casa de estudio TERMOFORMADORA Proceso de termoformado El termoformado es un proceso en el
Transformación de los materiales
 Transformación de los materiales Las técnicas de transformación de los materiales se basan en las propiedades de los mismos. Por las características de los metales podemos aplicar las siguientes técnicas
Transformación de los materiales Las técnicas de transformación de los materiales se basan en las propiedades de los mismos. Por las características de los metales podemos aplicar las siguientes técnicas
TEMA 6: Conformado de chapa
 Tema 6: Conformado de chapa 1/19 MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 6: Conformado de chapa TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA Universidad
Tema 6: Conformado de chapa 1/19 MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 6: Conformado de chapa TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA Universidad
PROPIEDADES Y ENSAYOS
 PROPIEDADES Y ENSAYOS Las propiedades de todos los materiales estructurales se evalúan por ensayos, cuyos resultados sólo dan un índice del comportamiento del material que se debe interpretar mediante
PROPIEDADES Y ENSAYOS Las propiedades de todos los materiales estructurales se evalúan por ensayos, cuyos resultados sólo dan un índice del comportamiento del material que se debe interpretar mediante
TEMA 20: Introducción n a la Metrología a Dimensional
 Tema 20: Introducción a la Metrología Dimensional 1/10 MÓDULO IV: METROLOGÍA A DIMENSIONAL TEMA 20: Introducción n a la Metrología a Dimensional TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS
Tema 20: Introducción a la Metrología Dimensional 1/10 MÓDULO IV: METROLOGÍA A DIMENSIONAL TEMA 20: Introducción n a la Metrología a Dimensional TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS
MATERIALES COMPUESTOS
 MATERIALES COMPUESTOS MATERIALES COMPUESTOS POLÍMEROS COMBINACION DE DOS O MAS FASES QUÍMICAMENTE DISTINTAS E INSOLUBLES CON UNA INTERFASE RECONOCIBLE DE MANERA TAL QUE SU DESEMPEÑO ESTRUCTURAL ES SUPERIOR
MATERIALES COMPUESTOS MATERIALES COMPUESTOS POLÍMEROS COMBINACION DE DOS O MAS FASES QUÍMICAMENTE DISTINTAS E INSOLUBLES CON UNA INTERFASE RECONOCIBLE DE MANERA TAL QUE SU DESEMPEÑO ESTRUCTURAL ES SUPERIOR
Recogida centralizada de recortes de chapa procedentes de la estampación para su posterior evacuación al parque de chatarra.
 TRANSPORTADORES DE CHARNELAS Recogida centralizada de recortes de chapa procedentes de la estampación para su posterior evacuación al parque de chatarra. TRANSPORTADORES DE CHARNELAS Instalaciones de recogida
TRANSPORTADORES DE CHARNELAS Recogida centralizada de recortes de chapa procedentes de la estampación para su posterior evacuación al parque de chatarra. TRANSPORTADORES DE CHARNELAS Instalaciones de recogida
FABRICACIONES ESPECIALES SEGÚN ESPECIFICACIONES
 FABRICACIONES ESPECIALES SEGÚN ESPECIFICACIONES RESISTENCIAS REFUNDIDAS FABRICACIONES ESPECIALES BAJO PLANO SERIES PARA APLICACIONES INDUSTRIALES CT- 010.21 RESISTENCIAS ESPECIALES REFUNDIDAS El elemento
FABRICACIONES ESPECIALES SEGÚN ESPECIFICACIONES RESISTENCIAS REFUNDIDAS FABRICACIONES ESPECIALES BAJO PLANO SERIES PARA APLICACIONES INDUSTRIALES CT- 010.21 RESISTENCIAS ESPECIALES REFUNDIDAS El elemento
TEMARIO DE PROFESORES TÉCNICOS DE F.P. SOLDADURA
 HOJA INFORMATIVA A.5.3.28 TEMARIO DE PROFESORES TÉCNICOS DE F.P. SOLDADURA "Publicado en el B.O.E. de 13 de febrero de 1.996" OCTUBRE 1997 SOLDADURA 1. Productos siderúrgicos. El proceso siderúrgico. Productos
HOJA INFORMATIVA A.5.3.28 TEMARIO DE PROFESORES TÉCNICOS DE F.P. SOLDADURA "Publicado en el B.O.E. de 13 de febrero de 1.996" OCTUBRE 1997 SOLDADURA 1. Productos siderúrgicos. El proceso siderúrgico. Productos
Procesos de deformación volumétrica
 Procesos de deformación volumétrica PROCESOS DE MANUFACTURA 1 Ing. José Carlos López Arenales Qué es un proceso de deformación volumétrica? Proceso mediante el cual se logra una modificación de un material
Procesos de deformación volumétrica PROCESOS DE MANUFACTURA 1 Ing. José Carlos López Arenales Qué es un proceso de deformación volumétrica? Proceso mediante el cual se logra una modificación de un material
Tecnología Mecánica
 Unidad responsable: Unidad que imparte: Curso: Titulación: Créditos ECTS: 2017 205 - ESEIAAT - Escuela Superior de Ingenierías Industrial, Aeroespacial y Audiovisual de Terrassa 712 - EM - Departamento
Unidad responsable: Unidad que imparte: Curso: Titulación: Créditos ECTS: 2017 205 - ESEIAAT - Escuela Superior de Ingenierías Industrial, Aeroespacial y Audiovisual de Terrassa 712 - EM - Departamento
IBNORCA ANTEPROYECTO DE NORMA BOLIVIANA APNB 732
 IBNORCA ANTEPROYECTO DE NORMA BOLIVIANA APNB 732 Productos laminados - Barras corrugadas para hormigón armado - Definiciones, clasificación y requisitos 1 OBJETO Y CAMPO DE APLICACIÓN La presente norma
IBNORCA ANTEPROYECTO DE NORMA BOLIVIANA APNB 732 Productos laminados - Barras corrugadas para hormigón armado - Definiciones, clasificación y requisitos 1 OBJETO Y CAMPO DE APLICACIÓN La presente norma
DESARROLLO Y APLICACIÓN DE MÁQUINA DE FABRICACIÓN DE MOLDES PARA FUNDICIÓN SIN MODELO. Por Haize Galarraga TECNALIA
 DESARROLLO Y APLICACIÓN DE MÁQUINA DE FABRICACIÓN DE MOLDES PARA FUNDICIÓN SIN MODELO Por Haize Galarraga TECNALIA Desarrollo y aplicación de máquina de fabricación de moldes para fundición sin modelo.
DESARROLLO Y APLICACIÓN DE MÁQUINA DE FABRICACIÓN DE MOLDES PARA FUNDICIÓN SIN MODELO Por Haize Galarraga TECNALIA Desarrollo y aplicación de máquina de fabricación de moldes para fundición sin modelo.
Centro Corte Chapa. Plasma Oxicorte Agua Sierra. Industrias Trimar. Distribuidor autorizado ACEROS ANTIDESGASTE
 Industrias Trimar Centro Corte Chapa Plasma Oxicorte Agua Sierra Distribuidor autorizado ACEROS ANTIDESGASTE Introdución Más de 20 años de experiencia y dedicación han situado a Industrias Trimar en una
Industrias Trimar Centro Corte Chapa Plasma Oxicorte Agua Sierra Distribuidor autorizado ACEROS ANTIDESGASTE Introdución Más de 20 años de experiencia y dedicación han situado a Industrias Trimar en una
Situación comercial Galicia y Portugal según Código CNAE y
 Situación comercial Galicia y Portugal según Código CNAE y sector ICEX. Materiales de la construcción. Primer trimestre 2012 Contenido 1. Exportaciones... 3 1.1. Galicia código CNAE... 3 1.2. Galicia sector
Situación comercial Galicia y Portugal según Código CNAE y sector ICEX. Materiales de la construcción. Primer trimestre 2012 Contenido 1. Exportaciones... 3 1.1. Galicia código CNAE... 3 1.2. Galicia sector
CAPITULO 2 TECNOLOGIA DEL PRODUCTO
 CAPITULO 2 TECNOLOGIA DEL PRODUCTO 2.1 Definición de los Productos PERNOS.- Elementos de ajuste que pueden hacerse de fierro, acero u otro material que no sea muy común como los pernos bonificados cuya
CAPITULO 2 TECNOLOGIA DEL PRODUCTO 2.1 Definición de los Productos PERNOS.- Elementos de ajuste que pueden hacerse de fierro, acero u otro material que no sea muy común como los pernos bonificados cuya
CARACTERÍSTICAS DEL ALUMINIO
 CARACTERÍSTICAS DEL ALUMINIO Pesos y medidas Ángulos Lados Desiguales Aleación 6063-T5 Ángulos Lados Iguales Aleación 6063-T5 Barras Aleación 6063 - T5, Tramo standard 3.66 mts. Canales Aleación 6063 T-5
CARACTERÍSTICAS DEL ALUMINIO Pesos y medidas Ángulos Lados Desiguales Aleación 6063-T5 Ángulos Lados Iguales Aleación 6063-T5 Barras Aleación 6063 - T5, Tramo standard 3.66 mts. Canales Aleación 6063 T-5
UNIVERSIDAD TECNOLÓGICA DE PEREIRA FACULTAD DE TECNOLOGÍAS ESCUELA DE TECNOLOGÍA MECÁNICA
 UNIVERSIDAD TECNOLÓGICA DE PEREIRA FACULTAD DE TECNOLOGÍAS ESCUELA DE TECNOLOGÍA MECÁNICA ASIGNATURA: MATERIALES SINTÉTICOS CÓDIGO: TM5A3 ÁREA: REQUISITO: TM443 HORAS SEMANALES: 4 HORAS TEÓRICAS: 2 HORAS
UNIVERSIDAD TECNOLÓGICA DE PEREIRA FACULTAD DE TECNOLOGÍAS ESCUELA DE TECNOLOGÍA MECÁNICA ASIGNATURA: MATERIALES SINTÉTICOS CÓDIGO: TM5A3 ÁREA: REQUISITO: TM443 HORAS SEMANALES: 4 HORAS TEÓRICAS: 2 HORAS
INSTITUTO POLITECNICO NACIONAL SECRETARIA ACADEMICA DIRECCION DE ESTUDIOS PROFESIONALES EN INGENIERIA Y CIENCIAS FISICO MATEMATICAS
 ESCUELA: UPIICSA CARRERA: INGENIERIA INDUSTRIAL LINEA CURRICULAR: MANUFACTURA COORDINACION: ACADEMIA DE PRODUCCION DEPARTAMENTO: CIENCIAS DE LA INGENIERIA ASIGNATURA: PROCESOS DE MANUFACTURA I CLAVE: IPP1
ESCUELA: UPIICSA CARRERA: INGENIERIA INDUSTRIAL LINEA CURRICULAR: MANUFACTURA COORDINACION: ACADEMIA DE PRODUCCION DEPARTAMENTO: CIENCIAS DE LA INGENIERIA ASIGNATURA: PROCESOS DE MANUFACTURA I CLAVE: IPP1
MVM LTDA. Soluciones de Ingeniería por Metalurgia de Polvos
 MVM LTDA Soluciones de Ingeniería por Metalurgia de Polvos QUE ES LA METALURGIA DE POLVOS:? LA ES UNA TÉCNICA MODERNA DE MANUFACTURA PARA LA FABRICACIÓN DE PIEZAS CON ALTA PRECISION, QUE PERMITE OBTENER
MVM LTDA Soluciones de Ingeniería por Metalurgia de Polvos QUE ES LA METALURGIA DE POLVOS:? LA ES UNA TÉCNICA MODERNA DE MANUFACTURA PARA LA FABRICACIÓN DE PIEZAS CON ALTA PRECISION, QUE PERMITE OBTENER
NTE INEN 2480 Primera Revisión 2014-xx
 Quito Ecuador NORMA TÉCNICA ECUATORIANA NTE INEN 2480 Primera Revisión 2014-xx ALAMBRE DE ACERO TREFILADO DE BAJO CONTENIDO DE CARBONO PARA USOS GENERALES. REQUISITOS STEEL WIRE SINKING CONTENT OF LOW
Quito Ecuador NORMA TÉCNICA ECUATORIANA NTE INEN 2480 Primera Revisión 2014-xx ALAMBRE DE ACERO TREFILADO DE BAJO CONTENIDO DE CARBONO PARA USOS GENERALES. REQUISITOS STEEL WIRE SINKING CONTENT OF LOW
NOTA: En el alzado y el detalle C del Señalador de taladros se ha eliminado la marca 12.
 Grupo de Ingeniería Gráfica DIBUJO INDUSTRIAL II DIBUJO INDUSTRIAL 27 JUNIO DE 2007 NOTA: SE RECUERDA QUE TODOS LOS EJERCICIOS DEBEN IR CORRECTAMENTE IDENTIFICADOS CON NÚMERO DE MATRÍCULA, NOMBRE, APELLIDOS
Grupo de Ingeniería Gráfica DIBUJO INDUSTRIAL II DIBUJO INDUSTRIAL 27 JUNIO DE 2007 NOTA: SE RECUERDA QUE TODOS LOS EJERCICIOS DEBEN IR CORRECTAMENTE IDENTIFICADOS CON NÚMERO DE MATRÍCULA, NOMBRE, APELLIDOS
Perfiles de acero conformados en frío. Condiciones técnicas de suministro EXTRACTO DEL DOCUMENTO UNE-EN 10162
 norma española UNE-EN 10162 Enero 2005 TÍTULO Perfiles de acero conformados en frío Condiciones técnicas de suministro Tolerancias dimensionales y de la sección transversal Cold rolled steel sections.
norma española UNE-EN 10162 Enero 2005 TÍTULO Perfiles de acero conformados en frío Condiciones técnicas de suministro Tolerancias dimensionales y de la sección transversal Cold rolled steel sections.