Introducción a los Insertos Para Torno
|
|
|
- Hugo Duarte Quintana
- hace 6 años
- Vistas:
Transcripción
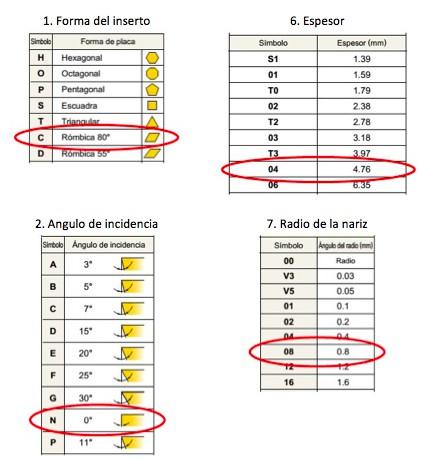
1 Introducción a los Insertos Para Torno Ante la expansión de la maquinaria para torneado de alta performance y con control CNC desde hace unos 40 años, el auge que han cobrado los insertos o plaquitas intercambiables fue notorio, al punto de convertirlos actualmente en la herramienta obligada para el torneado de alta velocidad, aún a pesar de su costo. La gran variedad actual de insertos y porta-insertos en el mercado ha determinado su estandarización bajo normas ISO (o ANSI en Estados Unidos, que emplean medidas inglesas) a fin de facilitar la elección adecuada para cada aplicación. En este artículo, que no pretende ser exhaustivo debido a la inmensa diversidad de insertos, vamos a conocer las dos normas ISO que regulan los insertos de metal duro para torneado, así como los tipos principales de sujeción de los insertos a los porta-insertos, también regulados por ISO. Estandarización de insertos a) Norma ISO 1832 Esta norma agrupa los insertos de metal duro en 10 categorías diferentes que contemplan diversos parámetros. Cada una de estas categorías presenta una multiplicidad de insertos que se designan con símbolos compuestos por letras mayúsculas y/o números, formando una secuencia de identificación del inserto que sigue un orden estricto. La especificación de las categorías 1 a 7 que veremos a continuación es obligatoria en la secuencia de identificación de todo tipo de insertos, mientras que la de las categorías 8, 9 y 10 es optativa y depende de cada fabricante. La categoría 10 se usa, generalmente, para ofrecer información especial del inserto, por ejemplo, las características del rompevirutas. Si en la secuencia de identificación del inserto aparece el símbolo de la categoría 10, este se separa de todos los demás símbolos mediante un guion. Veamos en detalle cada una de las 10 categorías que componen la secuencia de identificación del inserto según ISO, así como los símbolos que representan esas categorías. 1. Forma del inserto: es una letra que indica la forma de la cara superior del inserto. La norma categoriza 16 formas y las más comunes son: redonda, cuadrada, rómbica (de diversos ángulos), triangular y trigonal. 2. Ángulo de alivio frontal o ángulo de incidencia: es una letra que indica la diferencia de 90 medida en un plano normal al borde de corte generado por el ángulo entre el flanco y la superficie superior del inserto. Permite que el filo de corte trabaje libremente y que no se presente roce en la pieza a mecanizar. 3. Tolerancia en las dimensiones: es una letra que define las tolerancias máxima y mínima del tamaño del inserto, designado por el círculo más grande que puede inscribirse dentro del perímetro del mismo. 4. Sistema de sujeción y rompe virutas: es una letra que indica diferencias en el diseño no provistas específicamente en las otras categorías de la secuencia. Las diferencias más comunes son la existencia de agujeros de sujeción, avellanado y características especiales de las superficies de ataque.
2 5. Longitud de la arista de filo: es un número de dos dígitos (con un cero adelante o no) que indica el tamaño del círculo inscrito (CI) para todos los insertos que tienen un CI verdadero (formas redonda, cuadrada, triangular, trigonal, rómbica, etc.). El símbolo de esta categoría se representa solamente con números enteros y no se consideran las cifras decimales; si el diámetro del CI es menor de 10 mm se antepone un cero. En el caso de los insertos de forma rectangular y de paralelogramo, que no tienen un CI verdadero, se usan las dimensiones de ancho y largo. 6. Espesor: es un número o letra + número que indica el espesor del inserto en milímetros. El símbolo de esta categoría se representa solamente con números enteros y no se consideran las cifras decimales. 7. Radio de la nariz (o punta): es un número o letra + número que indica el radio de la punta y varía generalmente de 0,03 mm a 3,2 mm. El símbolo de esta categoría se representa solamente con números enteros y no se consideran las cifras decimales. 8. Arista de corte: es una letra (o dos, según el fabricante) que define condiciones especiales, tales como el tratamiento de la arista y el acabado superficial. 9. Dirección de corte: es una letra que indica el sentido de corte que debe llevar el inserto durante el proceso. Puede ser R (derecho), L (izquierdo) o N (neutro o en ambos sentidos). 10. Personalización del producto: a criterio del fabricante. En su catálogo de insertos, cada fabricante provee las tablas del código ISO que ayudan a identificar cada uno de sus productos. Para una mejor comprensión de cómo funciona este proceso de identificación, veamos un ejemplo. Supongamos que la etiqueta de cierto fabricante de un inserto nos brinda la siguiente secuencia de identificación del inserto: C N M G E N MP Cómo interpretamos cada uno de estos símbolos? La figura que sigue reproduce parte de esas tablas que provee el fabricante, donde podemos identificar con el óvalo rojo las características indicadas correspondientes al inserto en cuestión.
3

4
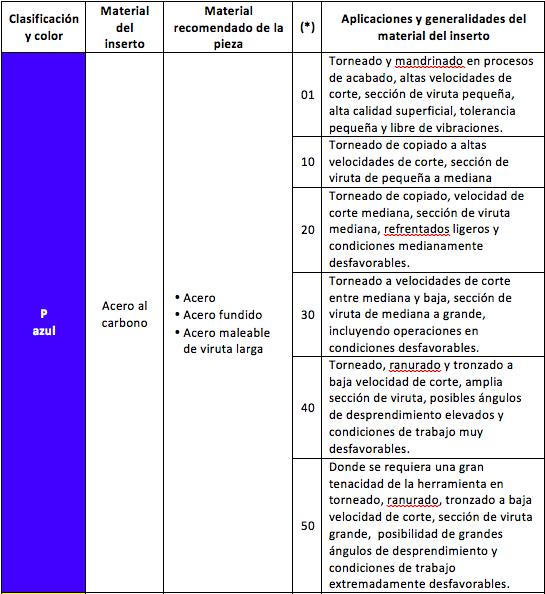
5 De la interpretación de estas tablas, se desprende entonces que un inserto con el código: C N M G E N MP tiene las siguientes características: 1. C : forma rómbica de 80º. 2. N : ángulo de alivio o incidencia de 0º. 3. M : las tolerancias dimensionales en las medidas del inserto son: altura m del rombo de ±0,08 mm a ±0,18 mm, diámetro del círculo inscrito D1 de ±0,05 mm a ± 0,13 mm y espesor S1 ±0,13 mm. 4. G : respecto del sistema de sujeción y rompevirutas, el código G indica que se trata de un inserto con agujero central (cilíndrico) y con rompevirutas en ambas caras : con este número 12 para una forma rómbica C indicada en la categoría 1, vemos que la longitud de la arista de filo (representada por el diámetro del círculo inscrito) es de 12,70 mm : indica que el espesor del inserto es de 4,76 mm : indica que el radio de la nariz es de 0,8 mm. 8. E : arista de corte redondeada. 9. N : dirección de corte en ambos sentidos. 10. MP : características del rompevirutas (información exclusiva del fabricante que provee en su catálogo de insertos). b) Norma ISO 513 Ahora bien, para qué sirven todos estos parámetros que acabamos de ver? Es evidente que deberemos tenerlos en cuenta a la hora de elegir el inserto adecuado para el trabajo que deseamos realizar. Características tales como el tipo de material que conforma la pieza(dureza y fuerza de corte específica), el tipo de corte (desbaste, acabado, ranurado, tronzado, barrenado, roscado, etc.) y la capacidad del torno determinarán el material, la forma, la profundidad de corte, el avance, el radio de la nariz, el tamaño y el espesor delinserto. Respecto del material con el que está construido el inserto, las normas ISO 513 definen 6 categorías de metal duro representadas por una letra y un color diferente. Dentro de cada categoría, también se asignan diversas subcategorías con números que van del 1 al 50, que tienen en cuenta la tendencia del inserto a ser tenaz o duro, donde los números bajos representan menor tenacidad y los números altos representan menor dureza. En la siguiente tabla detallamos cada una de las seis categorías, como así también las subcategorías correspondientes, con sus aplicaciones.

6

7 En términos de versatilidad, tenacidad, vibración y requisitos de potencia, hay formas de insertos que se adaptarán mejor para el trabajo a realizar. Por ejemplo, los insertos rómbicos de 80º son ideales para desbaste y terminación de diámetros interiores y exteriores, mientras que los insertos rómbicos de 55º o 35º se usan para el copiado. El radio de la nariz afecta el acabado superficial de la pieza. Para operaciones de acabado se usan los valores de radio más bajos, capaces de realizar cortes más finos, mientras que para desbaste y desbaste pesado se emplean los valores más altos, que ofrecen un filo fuerte y resistente a avances importantes. Recordemos que el avance es la velocidad de la herramienta hacia la pieza; se mide preferentemente en mm/rev o mm/min. La siguiente tabla
8 muestra la relación entre avance y radio de la nariz, con valores recomendados para el primero. Relación entre avance y radio de la nariz Radio de la nariz (mm) Intervalo de avance recomendado (mm/rev) 0,40 0,12 0,25 0,80 0,25 0,50 1,20 0,36 0,70 1,60 0,50 1,00 2,40 0,70 1,60 A su vez, el avance está relacionado con la velocidad de corte, definida como la velocidad con la cual un punto de la circunferencia de la pieza pasa por la herramienta de corte en un minuto y se expresa en metros por minuto. Relación entre avance y velocidad de corte Material Avance (mm/rev) Velocidad de corte (m/min) Desbaste Acabado Desbaste Acabado Roscado Acero de máquina 0,250 0,500 0,070 0, Acero de herramienta 0,250 0,500 0,070 0, Hierro fundido 0,400 0,065 0,130 0, Bronce 0,400 0,650 0,070 0, Aluminio 0,400 0,750 0,130 0, Estandarización de porta-insertos La elección del portaherramientas para el inserto se realiza de acuerdo con diferentes modos de mecanizado tales como torneado exterior, frontal y copiado. A tal efecto, el sistema de sujeción del inserto al portaherramientas también está normalizado por ISO y, aunque hay varias, existen cuatro categorías principales, simbolizadas por letras: P: el inserto es fijado por medio de una palanca que lo empuja sobre su asiento en la herramienta.
9 C: el inserto se sujetado por una brida a presión, que mantiene al inserto presionado sobre el asiento en el porta-herramientas. S: el agujero del inserto tiene forma cónica y el inserto es fijado por tornillo. M: el inserto es fijado por una cuña (o brida y tornillo) que sujeta simultáneamente la parte superior y lateral del mismo. La tabla que sigue ejemplifica cada uno de los tipos de fijación principales, así como sus características y aplicaciones.
10
1. MATERIALES DE LAS PIEZAS ISO ACEROS P ISO M ISO K ISO N ISO S ISO H
 1. MATERIALES DE LAS PIEZAS ACEROS P M K N S H ACEROS INOXIDABLES FUNDICIÓN NO FERROSOS SUPERALEACIONES TERMORRESISTENTES MATERIALES ENDURECIDOS Tecnología de las herramientas de corte. El material de
1. MATERIALES DE LAS PIEZAS ACEROS P M K N S H ACEROS INOXIDABLES FUNDICIÓN NO FERROSOS SUPERALEACIONES TERMORRESISTENTES MATERIALES ENDURECIDOS Tecnología de las herramientas de corte. El material de
PLACAS TORNEADO US905
 Excelente para el mecanizado de alta precisión de aleaciones termo-resistentes y aleaciones de titanio. Rompevirutas especiales para materiales difíciles de mecanizar. Rango de aplicación para el mecanizado
Excelente para el mecanizado de alta precisión de aleaciones termo-resistentes y aleaciones de titanio. Rompevirutas especiales para materiales difíciles de mecanizar. Rango de aplicación para el mecanizado
Para distinguir las herramientas entre sí, toman diversas denominaciones que dependen:
 HERRAMIENTAS de TORNEADO HSS y METAL DURO SOLDADO Una herramienta monocortante adecuada para tornear está normalmente constituida por una barrita de sección cuadrada, rectangular o redonda, de acero para
HERRAMIENTAS de TORNEADO HSS y METAL DURO SOLDADO Una herramienta monocortante adecuada para tornear está normalmente constituida por una barrita de sección cuadrada, rectangular o redonda, de acero para
Novedades
 Novedades 2011-2012 S o l u c i o n e s P a r a e l M e c a n i z a d o d e R o s c a s www.vargus.com Industria del Petróleo y Gas Plaquitas Para el Torneado de Roscas Petroleras Para Normas API Redonda
Novedades 2011-2012 S o l u c i o n e s P a r a e l M e c a n i z a d o d e R o s c a s www.vargus.com Industria del Petróleo y Gas Plaquitas Para el Torneado de Roscas Petroleras Para Normas API Redonda
Profesor: Richard Ayacura Castillo
 PROCESOS DE FABRICACIÓN FRESADO Profesor: Richard Ayacura Castillo LICEO INDUSTRIAL VICENTE PEREZ ROSALES DEPARTAMENTO DE MECANICA INDUSTRIAL FRESADO 1. Introducción, movimientos. 2. Partes de la fresadora.
PROCESOS DE FABRICACIÓN FRESADO Profesor: Richard Ayacura Castillo LICEO INDUSTRIAL VICENTE PEREZ ROSALES DEPARTAMENTO DE MECANICA INDUSTRIAL FRESADO 1. Introducción, movimientos. 2. Partes de la fresadora.
VARSHAV S.R.L. NEW. Geometrías de los rompevirutas Insertos intercambiables para sistema ISO de fijación P. Negativos, doble cara
 Geometrías de los rompevirutas Insertos intercambiables para sistema ISO de fijación P Negativos, doble cara 22 Geometría para acabado capaz de crear superfi cies lisas y precisas. Excelente control de
Geometrías de los rompevirutas Insertos intercambiables para sistema ISO de fijación P Negativos, doble cara 22 Geometría para acabado capaz de crear superfi cies lisas y precisas. Excelente control de
OPERACIONES DE TORNEADO
 OPERACIONES DE TORNEADO 1. Torneado cilíndrico (cilindrado) exterior Desplazamiento de la cuchilla de forma longitudinal a la pieza (paralelamente al eje de la máquina). Siempre nos quedará un diámetro
OPERACIONES DE TORNEADO 1. Torneado cilíndrico (cilindrado) exterior Desplazamiento de la cuchilla de forma longitudinal a la pieza (paralelamente al eje de la máquina). Siempre nos quedará un diámetro
1 / 10 M. en I. Diego A. Flores Hernández M. en I. Diego A. Flores Hernández
 1 / 10 M. en I. Diego A. Flores Hernández M. en I. Diego A. Flores Hernández MAQUINARIA / PROCESOS MAQUINARIA / PROCESOS Determinar Maquinaria y Procesos Internos y Externos PARÁMETROS MANUFACTURA MATERIALES
1 / 10 M. en I. Diego A. Flores Hernández M. en I. Diego A. Flores Hernández MAQUINARIA / PROCESOS MAQUINARIA / PROCESOS Determinar Maquinaria y Procesos Internos y Externos PARÁMETROS MANUFACTURA MATERIALES
Tema V: Procesos de Mecanizado. Escuela Politécnica Superior Tecnología Mecánica
 Tema V: Procesos de Mecanizado Escuela Politécnica Superior Tecnología Mecánica Índice Mecanizado con Filos Geométricamente Determinados Proceso de Torneado El torno paralelo. Componentes. Clases de tornos.
Tema V: Procesos de Mecanizado Escuela Politécnica Superior Tecnología Mecánica Índice Mecanizado con Filos Geométricamente Determinados Proceso de Torneado El torno paralelo. Componentes. Clases de tornos.
EL TORNO C O N T E N I D O
 C O N T E N I D O El Torno Especificaciones del torno Tipos de tornos Herramientas para tornear Torneado de conos externos Torneado de conos internos Roscado en el torno Parámetros de corte Fluidos de
C O N T E N I D O El Torno Especificaciones del torno Tipos de tornos Herramientas para tornear Torneado de conos externos Torneado de conos internos Roscado en el torno Parámetros de corte Fluidos de
Tuercas especiales, fabricadas según necesidades del cliente: en cuanto a diseño, otros materiales según aplicaciones: hierro fundido, etc.
 MEGEU S.L, empresa dedicada a la mecanización, fue fundada en el año 1.981, desde entonces una parte importante de nuestra actividad, consiste en la fabricación y venta de Husillos y Tuercas de rosca trapecial.
MEGEU S.L, empresa dedicada a la mecanización, fue fundada en el año 1.981, desde entonces una parte importante de nuestra actividad, consiste en la fabricación y venta de Husillos y Tuercas de rosca trapecial.
FABRICACIÓN ASISTIDA POR COMPUTADOR 2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA TEMA 3-1.TORNEADO
 TEMA 3-1.TORNEADO 1. INTRODUCCIÓN. MOVIMIENTOS. 2. PARTES DEL TORNO. 3. HERRAMIENTAS DE TORNEADO. 4. OPERACIONES DE TORNEADO. 5. FUERZAS EN EL TORNEADO. 6. SUJECIÓN DE LA PIEZA. 7. PARÁMETROS DEL TORNEADO.
TEMA 3-1.TORNEADO 1. INTRODUCCIÓN. MOVIMIENTOS. 2. PARTES DEL TORNO. 3. HERRAMIENTAS DE TORNEADO. 4. OPERACIONES DE TORNEADO. 5. FUERZAS EN EL TORNEADO. 6. SUJECIÓN DE LA PIEZA. 7. PARÁMETROS DEL TORNEADO.
16. Proceso de fresado
 16. Proceso de fresado El proceso de fresado Proceso de arranque de material que se obtiene mediante la traslación de una herramienta multifilo mientras gira alrededor de su eje. Proceso muy extendido,
16. Proceso de fresado El proceso de fresado Proceso de arranque de material que se obtiene mediante la traslación de una herramienta multifilo mientras gira alrededor de su eje. Proceso muy extendido,
Herramientas De Corte Materiales y Geometrías
 TECNOLOGÍA DE MATERIALES Herramientas De Corte Materiales y Geometrías TECNOLOGÍA INDUSTRIAL I Liceo Industrial Vicente Pérez Rosales Profesor: Richard Ayacura Castillo HERRAMIENTAS DE CORTE Materiales
TECNOLOGÍA DE MATERIALES Herramientas De Corte Materiales y Geometrías TECNOLOGÍA INDUSTRIAL I Liceo Industrial Vicente Pérez Rosales Profesor: Richard Ayacura Castillo HERRAMIENTAS DE CORTE Materiales
Velocidades y avance para corte.
 Velocidades y avance para corte. La velocidad a la cual gira la pieza de trabajo en el torno es un factor importante y puede influir en el volumen de producción y en la duración de la herramienta de corte.
Velocidades y avance para corte. La velocidad a la cual gira la pieza de trabajo en el torno es un factor importante y puede influir en el volumen de producción y en la duración de la herramienta de corte.
Rectificado de brocas / General
 Rectificado de brocas / General RECTIFICADO DE LA PUNTA DE LA BROCA Para poder producir una punta de broca perfecta, tienen que cumplirse los siguientes puntos: Ángulo de la punta normalizado 118º 1. Ángulo
Rectificado de brocas / General RECTIFICADO DE LA PUNTA DE LA BROCA Para poder producir una punta de broca perfecta, tienen que cumplirse los siguientes puntos: Ángulo de la punta normalizado 118º 1. Ángulo
Procesos de Fabricación II. Guía 1 1 PROCESOS DE FABRICACIÓN II
 Procesos de Fabricación II. Guía 1 1 PROCESOS DE FABRICACIÓN II Procesos de Fabricación II. Guía 1 1 Tema: AFILADO DE HERRAMIENTAS Contenidos Tipos de herramientas empleadas en el torno paralelo Procedimiento
Procesos de Fabricación II. Guía 1 1 PROCESOS DE FABRICACIÓN II Procesos de Fabricación II. Guía 1 1 Tema: AFILADO DE HERRAMIENTAS Contenidos Tipos de herramientas empleadas en el torno paralelo Procedimiento
FRESAS CON PLACAS INTERCAMBIABLES. AQX Herramienta para fresado multifuncional con filo de corte central. Disponible ahora con Ø35!
 FRESAS CO LACAS ITERCABIABLES erramienta para fresado multifuncional con filo central. Disponible ahora con Ø! FRESAS CO LACAS ITERCABIABLES Fresa integral intercambiable para fresado multifuncional Tamaños
FRESAS CO LACAS ITERCABIABLES erramienta para fresado multifuncional con filo central. Disponible ahora con Ø! FRESAS CO LACAS ITERCABIABLES Fresa integral intercambiable para fresado multifuncional Tamaños
Selección de las herramientas
 oara torn Variables de selección La selección y la aplicación de las herramientas de tornear puede llevarse a efecto mediante una serie de pasos lógicos basados en un número de factores relevantes que
oara torn Variables de selección La selección y la aplicación de las herramientas de tornear puede llevarse a efecto mediante una serie de pasos lógicos basados en un número de factores relevantes que
FORMULARIO FABRICACIÓN ASISTIDA POR COMPUTADOR
 FORMULARIO FABRICACIÓN ASISTIDA POR COMPUTADOR Tabla de funciones G empleadas en el CNC 8025/30 (TORNO) (Modal) G00 Posicionamiento rápido (Modal) G01 Interpolación lineal (Modal) G02 Interpolación circular
FORMULARIO FABRICACIÓN ASISTIDA POR COMPUTADOR Tabla de funciones G empleadas en el CNC 8025/30 (TORNO) (Modal) G00 Posicionamiento rápido (Modal) G01 Interpolación lineal (Modal) G02 Interpolación circular
Tema IV: Conformación por Desprendimiento de Material. Escuela Politécnica Superior: Tecnología Mecánica
 Tema IV: Conformación por Desprendimiento de Material Escuela Politécnica Superior: Tecnología Mecánica Índice Tecnología de Mecanizado Introducción Fundamentos del Arranque de Viruta Corte Ortogonal Magnitudes
Tema IV: Conformación por Desprendimiento de Material Escuela Politécnica Superior: Tecnología Mecánica Índice Tecnología de Mecanizado Introducción Fundamentos del Arranque de Viruta Corte Ortogonal Magnitudes
Medidas de la pieza. Forma-posición elemento
 TOLERANCIAS DIMENSIONALES Introducción 1 - Podemos conseguir una dimensión exacta?. - Máquinas están sometidos a: desajustes, deformaciones de tipo elástico y térmico que dan lugar a imperfecciones dimensionales.
TOLERANCIAS DIMENSIONALES Introducción 1 - Podemos conseguir una dimensión exacta?. - Máquinas están sometidos a: desajustes, deformaciones de tipo elástico y térmico que dan lugar a imperfecciones dimensionales.
Tema 4.- Procesos de Mecanizado. Ingeniería de Sistemas y Automática Fabricación Asistida por Computador
 Tema 4.- Procesos de Mecanizado Torneado (1) Movimiento fundamental de corte: -rotativo -pieza Movimiento fundamental de avance: -rectilíneo (generalmente) -herramienta Cabezal: proporciona el par necesario
Tema 4.- Procesos de Mecanizado Torneado (1) Movimiento fundamental de corte: -rotativo -pieza Movimiento fundamental de avance: -rectilíneo (generalmente) -herramienta Cabezal: proporciona el par necesario
Tablas de Engranajes
 Diseño de Máquinas Tablas de Engranajes Madrid, Curso 2.005-2.006 . No se que cojones pasa con el cambio de hoja Índice general 1. Engranajes Cilíndricos Rectos 5 1. Resistencia a la Flexión............................
Diseño de Máquinas Tablas de Engranajes Madrid, Curso 2.005-2.006 . No se que cojones pasa con el cambio de hoja Índice general 1. Engranajes Cilíndricos Rectos 5 1. Resistencia a la Flexión............................
PREGUNTAS DE REPASO. Tomadas del libro: Fundamentos de Manufactura Moderna de Mikell P. Groover
 PREGUNTAS DE REPASO Tomadas del libro: Fundamentos de Manufactura Moderna de Mikell P. Groover 1. Identifique algunas de las razones por la que el maquinado es comercial y tecnológicamente importante.
PREGUNTAS DE REPASO Tomadas del libro: Fundamentos de Manufactura Moderna de Mikell P. Groover 1. Identifique algunas de las razones por la que el maquinado es comercial y tecnológicamente importante.
MÓDULO Programación Básica de códigos ISO
 BÁSICO Programación Básica de códigos ISO 1. FUNDAMENTOS DE LA PROGRAMACIÓN. a. Introducción a la programación manual b. Programación de puntos para los c. Sistemas de programación. (Incremental y absoluto)
BÁSICO Programación Básica de códigos ISO 1. FUNDAMENTOS DE LA PROGRAMACIÓN. a. Introducción a la programación manual b. Programación de puntos para los c. Sistemas de programación. (Incremental y absoluto)
"WORKSHOP OF TECHINAL MACHINING"
 "WORKSHOP OF TECHINAL MACHINING" Jornada Técnica para el aumento de la productividad en el mecanizado Datos técnicos de las herramientas Datos técnicos de las herramientas LA REALIZACIÓN DE LAS PIEZAS
"WORKSHOP OF TECHINAL MACHINING" Jornada Técnica para el aumento de la productividad en el mecanizado Datos técnicos de las herramientas Datos técnicos de las herramientas LA REALIZACIÓN DE LAS PIEZAS
Una nueva revolución en el mercado de los insertos!
 Artículo LAMINA 1 - Rev. 1 Una nueva revolución en el mercado de los insertos! Utilizar las herramientas de corte adecuadas, reducir los tiempos de parada de máquina, incrementar la vida útil de las herramientas
Artículo LAMINA 1 - Rev. 1 Una nueva revolución en el mercado de los insertos! Utilizar las herramientas de corte adecuadas, reducir los tiempos de parada de máquina, incrementar la vida útil de las herramientas
PROCESOS DE FABRICACIÓN TORNEADO. Ingeniería de Sistemas y Automática Tecnología de Fabricación y Tecnología de Máquinas
 PROCESOS DE FABRICACIÓN TORNEADO ÍNDICE: DESCRIPCIÓN HERRAMIENTAS PROCESOS FUERZAS EN TORNEADO PARÁMETROS SUJECCIONES TIPOS DE TORNOS DESCRIPCIÓN Con el nombre genérico de torneado se conoce al conjunto
PROCESOS DE FABRICACIÓN TORNEADO ÍNDICE: DESCRIPCIÓN HERRAMIENTAS PROCESOS FUERZAS EN TORNEADO PARÁMETROS SUJECCIONES TIPOS DE TORNOS DESCRIPCIÓN Con el nombre genérico de torneado se conoce al conjunto
TECNOLOGÍAS DE FABRICACIÓN Mayormente piezas mecánicas. No se descartan otras aplicaciones
 TECNOLOGÍAS DE FABRICACIÓN Mayormente piezas mecánicas. No se descartan otras aplicaciones PROPÓSITO GENERAL: Seleccionar el proceso más adecuado Factores a tener en cuenta: La pieza: Material, forma,
TECNOLOGÍAS DE FABRICACIÓN Mayormente piezas mecánicas. No se descartan otras aplicaciones PROPÓSITO GENERAL: Seleccionar el proceso más adecuado Factores a tener en cuenta: La pieza: Material, forma,
Dibujos técnicos. ejecución e indicaciones especiales (ISO 129:1973) UNE 1039:94 (Resumen) EXPRESIÓN GRÁFICA Y D.A.O. 1 EXPRESIÓN GRÁFICA Y D.A.O.
 UNE 1039:94 (Resumen) EXPRESIÓN GRÁFICA Y D.A.O. 1 EXPRESIÓN GRÁFICA Y D.A.O.") Dibujos técnicos Acotación Principios generales, definiciones, métodos de ejecución e indicaciones especiales (ISO 129:1973) UNE 1039:94 (Resumen) EXPRESIÓN GRÁFICA Y D.A.O. 1 EXPRESIÓN GRÁFICA Y D.A.O.
Dibujos técnicos Acotación Principios generales, definiciones, métodos de ejecución e indicaciones especiales (ISO 129:1973) UNE 1039:94 (Resumen) EXPRESIÓN GRÁFICA Y D.A.O. 1 EXPRESIÓN GRÁFICA Y D.A.O.
AJUSTE LIMADO LIMADORA
 UNIVERSIDAD NACIONAL EXPERIMENTAL POLITECNICA ANTONIO JOSE DE SUCRE VICERECTORADO BARQUISIMETO DEPARTAMENTO DE INGENIERIA MECANICA AJUSTE LIMADO LIMADORA Maquinas similares. UNEXPO Limado LIMADO - LIMADORA
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITECNICA ANTONIO JOSE DE SUCRE VICERECTORADO BARQUISIMETO DEPARTAMENTO DE INGENIERIA MECANICA AJUSTE LIMADO LIMADORA Maquinas similares. UNEXPO Limado LIMADO - LIMADORA
FRESADO. Julio Alberto Aguilar Schafer
 11-FRESADO FRESADO Julio Alberto Aguilar Schafer Introducción Proceso de maquinado en el que se remueve material de manera intermitente. Pieza y herramienta pueden asumir diferentes movimientos. Producción
11-FRESADO FRESADO Julio Alberto Aguilar Schafer Introducción Proceso de maquinado en el que se remueve material de manera intermitente. Pieza y herramienta pueden asumir diferentes movimientos. Producción
MÓDULO Horas. Programación Básica de códigos ISO. Descripción. Temario del Curso. Resumen. Módulo: Básico
 MÓDULO 1 Programación Básica de códigos ISO 21 Horas Descripción El C.N.C. utilizado para ejercer el control de una máquina-herramienta a través de un ordenador mediante un programa escrito previamente
MÓDULO 1 Programación Básica de códigos ISO 21 Horas Descripción El C.N.C. utilizado para ejercer el control de una máquina-herramienta a través de un ordenador mediante un programa escrito previamente
Composites. soluciones de producto. En cooperación con
 Composites soluciones de producto En cooperación con Mecanizado de composites un programa para mejorar el rendimiento competitivo y los resultados Sandvik Coromant y los productos de Precorp así como su
Composites soluciones de producto En cooperación con Mecanizado de composites un programa para mejorar el rendimiento competitivo y los resultados Sandvik Coromant y los productos de Precorp así como su
Sistema modular Coromant EH
 Sistema modular Coromant EH Herramientas flexibles para diámetros reducidos Llegar a partes del componente difíciles de acceder y conservar un montaje de herramienta lo más corto y compacto posible es
Sistema modular Coromant EH Herramientas flexibles para diámetros reducidos Llegar a partes del componente difíciles de acceder y conservar un montaje de herramienta lo más corto y compacto posible es
Bridas.
 Bridas 40 Bridas Bridas planas de acero inoxidable DIN-2576 L a B1 C1 K D Presión nominal 10 Kg/cm 2 Nominal Tubo Brida Pulg. a B1 D C1 K 15 a 150 Utilizar las medidas de PN 16 200 8 250 10 300 12 204
Bridas 40 Bridas Bridas planas de acero inoxidable DIN-2576 L a B1 C1 K D Presión nominal 10 Kg/cm 2 Nominal Tubo Brida Pulg. a B1 D C1 K 15 a 150 Utilizar las medidas de PN 16 200 8 250 10 300 12 204
UNIDAD 2: ELEMENTOS GEOMÉTRICOS
 UNIDAD 2: ELEMENTOS GEOMÉTRICOS POLÍGONO Región del plano limitada por una línea poligonal cerrada. 1. Dibuja polígonos y señala los lados, vértices y ángulos. 4 lados Ángulo Vértice Lado 5 lados Este
UNIDAD 2: ELEMENTOS GEOMÉTRICOS POLÍGONO Región del plano limitada por una línea poligonal cerrada. 1. Dibuja polígonos y señala los lados, vértices y ángulos. 4 lados Ángulo Vértice Lado 5 lados Este
Mesas. Diseños y Estilos Exclusivos de Mesas pensados para sus clientes. Materiales y terminaciones de calidad.
 2013 Mesas Mesas Diseños y Estilos Exclusivos de Mesas pensados para sus clientes. Materiales y terminaciones de calidad. DM-101 Mesa de comedor de Diseño que combina los últimos elementos para crear un
2013 Mesas Mesas Diseños y Estilos Exclusivos de Mesas pensados para sus clientes. Materiales y terminaciones de calidad. DM-101 Mesa de comedor de Diseño que combina los últimos elementos para crear un
SUMINDU CATÁLOGO DE PRODUCTOS INSTRUMENTOS DE MEDICIÓN DIVISIÓN INDUSTRIAL CENTRO DE SERVICIOS MÁS QUE COMERCIALIZAR UN PRODUCTO OFRECEMOS SOLUCIONES
 SUMINDU CATÁLOGO DE PRODUCTOS CENTRO DE SERVICIOS MÁS QUE COMERCIALIZAR UN PRODUCTO OFRECEMOS SOLUCIONES TABLA DE CONTENIDOS INSTRUMENTOS DE MEDICIÓN PRODUCTOS REGLAS CIRCULARES MICRÓMETROS DE EXTERIORES
SUMINDU CATÁLOGO DE PRODUCTOS CENTRO DE SERVICIOS MÁS QUE COMERCIALIZAR UN PRODUCTO OFRECEMOS SOLUCIONES TABLA DE CONTENIDOS INSTRUMENTOS DE MEDICIÓN PRODUCTOS REGLAS CIRCULARES MICRÓMETROS DE EXTERIORES
Calculando el volumen de un prisma recto triangular
 Bitácora del Estudiante Calculando el volumen de un prisma recto triangular Realiza las siguientes actividades, mientras trabajas con el tutorial. 1. Qué propiedad de una figura mides utilizando pies cúbicos
Bitácora del Estudiante Calculando el volumen de un prisma recto triangular Realiza las siguientes actividades, mientras trabajas con el tutorial. 1. Qué propiedad de una figura mides utilizando pies cúbicos
Slide 1 / 139. Geometría 3-D
 Slide 1 / 139 Geometría 3-D Tabla de Contenidos Sólidos 3-Dimensional Redes Volumen Prismas y Cilindros Pirámides, Conos y Esferas Área de la Superficie Prismas Pirámides Cilindros Esferas Más Práctica/Revisión
Slide 1 / 139 Geometría 3-D Tabla de Contenidos Sólidos 3-Dimensional Redes Volumen Prismas y Cilindros Pirámides, Conos y Esferas Área de la Superficie Prismas Pirámides Cilindros Esferas Más Práctica/Revisión
EL PODER DE LAS FRESAS GARANT
 EL PODER DE LAS FRESAS GARANT Jornada Técnica para el aumento de la productividad en el mecanizado Índice Sistema de sujeción GARANT ZeroClamp 4-5 Fresa avance elevado GARANT Hi5 6 Fresado Trocoidal 7
EL PODER DE LAS FRESAS GARANT Jornada Técnica para el aumento de la productividad en el mecanizado Índice Sistema de sujeción GARANT ZeroClamp 4-5 Fresa avance elevado GARANT Hi5 6 Fresado Trocoidal 7
Utilizan como MEDIO el plano. Ambos deben utilizar el mismo código NORMALIZACIÓN
 - NORMALIZACIÓN. Para que la comunicación pueda ser posible, tanto si utilizamos el dibujo como cualquier otro idioma, es necesario que tanto el emisor del mensaje (persona que realiza el dibujo) como
- NORMALIZACIÓN. Para que la comunicación pueda ser posible, tanto si utilizamos el dibujo como cualquier otro idioma, es necesario que tanto el emisor del mensaje (persona que realiza el dibujo) como
Comprender los principios de funcionamiento de los órganos comunes de las máquinas herramientas.
 Programas de Actividades Curriculares Plan 94A Carrera: Ingeniería Mecánica TECNOLOGÍA DE FABRICACIÓN Área: Bloque: Organización-Producción Tecnologías Aplicadas Nivel: 5º año Tipo: Obligatoria Modalidad:
Programas de Actividades Curriculares Plan 94A Carrera: Ingeniería Mecánica TECNOLOGÍA DE FABRICACIÓN Área: Bloque: Organización-Producción Tecnologías Aplicadas Nivel: 5º año Tipo: Obligatoria Modalidad:
INGENIERÍA EJECUCIÓN EN MECÁNICA PROGRAMA DE PROSECUCION DE ESTUDIO VESPERTINO GUÍA DE LABORATORIO ASIGNATURA PROCESOS MECÁNICOS CODIGO 9597 NIVEL 04
 INGENIERÍA EJECUCIÓN EN MECÁNICA PROGRAMA DE PROSECUCION DE ESTUDIO VESPERTINO GUÍA DE LABORATORIO ASIGNATURA PROCESOS MECÁNICOS CODIGO 9597 NIVEL 04 EXPERIENCIA E09 TORNEADO HORARIO: LUNES :19.00 A 21.30
INGENIERÍA EJECUCIÓN EN MECÁNICA PROGRAMA DE PROSECUCION DE ESTUDIO VESPERTINO GUÍA DE LABORATORIO ASIGNATURA PROCESOS MECÁNICOS CODIGO 9597 NIVEL 04 EXPERIENCIA E09 TORNEADO HORARIO: LUNES :19.00 A 21.30
FORMULARIO PARA EL MAQUINADO POR DESCARGAS ELÉCTRICAS: FORMULARIO PARA EL CORTE CON SIERRAS: FORMULARIO PARA EL MAQUINADO POR TORNEADO:
 FORMULARIO PARA EL MAQUINADO POR DESCARGAS ELÉCTRICAS: V = volumen del material a remover (mm 3 ). v R = velocidad de remoción del material ( ) FORMULARIO PARA EL CORTE CON SIERRAS: S = superficie efectiva
FORMULARIO PARA EL MAQUINADO POR DESCARGAS ELÉCTRICAS: V = volumen del material a remover (mm 3 ). v R = velocidad de remoción del material ( ) FORMULARIO PARA EL CORTE CON SIERRAS: S = superficie efectiva
Brocas de metal duro
 Brocas de metal duro La broca innovadora para el sector de la mecánica PLUS8, TECNOLOGíA ALEMANA CON ALMA ITALIANA. Zonas productivas y Centros de investigación y desarrollo en Europa y en Norte América
Brocas de metal duro La broca innovadora para el sector de la mecánica PLUS8, TECNOLOGíA ALEMANA CON ALMA ITALIANA. Zonas productivas y Centros de investigación y desarrollo en Europa y en Norte América
13. Proceso de torneado. Operaciones y geometría
 13. Proceso de torneado. Operaciones y geometría Torneado Mecanizado de una pieza de revolución mediante dos movimientos, uno de rotación de la pieza y otro de avance de la herramienta. Las piezas de revolución
13. Proceso de torneado. Operaciones y geometría Torneado Mecanizado de una pieza de revolución mediante dos movimientos, uno de rotación de la pieza y otro de avance de la herramienta. Las piezas de revolución
Cerámica. Para el mecanizado inteligente y productivo de superaleaciones
 Cerámica Para el mecanizado inteligente y productivo de superaleaciones Mecanizado con cerámica: Aplicaciones Las calidades cerámicas se pueden aplicar a una amplia gama de aplicaciones y materiales; generalmente
Cerámica Para el mecanizado inteligente y productivo de superaleaciones Mecanizado con cerámica: Aplicaciones Las calidades cerámicas se pueden aplicar a una amplia gama de aplicaciones y materiales; generalmente
Contenido. Indice alfanumérico Portaherramientas... 2. Roscado - TORNEADO. Roscado - TORNEADO Índice... 5. Roscado - MDT Índice... 77.
 Contenido Indice alfanumérico Portaherramientas................................. 2 Plaquitas......................................... 3 Roscado - TORNEADO Índice...........................................
Contenido Indice alfanumérico Portaherramientas................................. 2 Plaquitas......................................... 3 Roscado - TORNEADO Índice...........................................
NORMA DE COMPETENCIA LABORAL N.C.L.
 Página 1 de 5 VERSIÓN INICIAL VERIFICACIÓN METODOLÓGICA X VERIFICACIÓN TÉCNICA X CONSULTA PÚBLICA VERSIÓN AVALADA MESA SECTORIAL MESA SECTORIAL: REGIONAL: CENTRO: METODÓLOGO: MANTENIMIENTO DISTRITO CAPITAL
Página 1 de 5 VERSIÓN INICIAL VERIFICACIÓN METODOLÓGICA X VERIFICACIÓN TÉCNICA X CONSULTA PÚBLICA VERSIÓN AVALADA MESA SECTORIAL MESA SECTORIAL: REGIONAL: CENTRO: METODÓLOGO: MANTENIMIENTO DISTRITO CAPITAL
CoroMill 325 Roscado por torbellino. Roscado de alta precisión
 CoroMill 325 Roscado por torbellino Roscado de alta precisión in flexión en las piezas largas y finas Las plaquitas múltiples aplican una presión de corte homogénea sobre las piezas largas y finas, con
CoroMill 325 Roscado por torbellino Roscado de alta precisión in flexión en las piezas largas y finas Las plaquitas múltiples aplican una presión de corte homogénea sobre las piezas largas y finas, con
EXPRESIÓN. Profesor: Julio Serrano
 EXPRESIÓN GRÁFICA Profesor: Julio Serrano Materiales e Instrumentos Para la realización de dibujos se necesita un soporte, generalmente papel, e instrumentos de trazado, como lápices, plumas o rotuladores
EXPRESIÓN GRÁFICA Profesor: Julio Serrano Materiales e Instrumentos Para la realización de dibujos se necesita un soporte, generalmente papel, e instrumentos de trazado, como lápices, plumas o rotuladores
LISTADO DE MÁQUINAS- HERRAMIENTAS Y HERRAMIENTAS
 CAPÍTULO 6: LISTADO DE MÁQUINAS- HERRAMIENTAS Y HERRAMIENTAS Página 49 6. LISTADO DE MÁQUINAS-HERRAMIENTAS Y HERRAMIENTAS 6.1 Clasificación de las herramientas El proceso de fabricación de las piezas se
CAPÍTULO 6: LISTADO DE MÁQUINAS- HERRAMIENTAS Y HERRAMIENTAS Página 49 6. LISTADO DE MÁQUINAS-HERRAMIENTAS Y HERRAMIENTAS 6.1 Clasificación de las herramientas El proceso de fabricación de las piezas se
Desbaste. Acabado/perfilado. Aluminio. Instrucciones. FRESADO CoroMill para todas las aplicaciones. CoroMill 365. CoroMill 245.
 FREADO Coroill para todas las aplicaciones Instrucciones IO/AI Coroill 365 Coroill 245 Coroill 331 Coroill 200 Desbaste Coroill 390 Coroill 245 Coroill 390 Acabado/perfilado Coroill 210 Coroill 300 Coroill
FREADO Coroill para todas las aplicaciones Instrucciones IO/AI Coroill 365 Coroill 245 Coroill 331 Coroill 200 Desbaste Coroill 390 Coroill 245 Coroill 390 Acabado/perfilado Coroill 210 Coroill 300 Coroill
LIMADORA /CEPILLADORA
 LIMADORA /CEPILLADORA Ing.Guillermo Bavaresco La limadora mecánica es una máquina herramienta para el mecanizado de piezas por arranque de viruta, mediante el movimiento lineal alternativo de la herramienta
LIMADORA /CEPILLADORA Ing.Guillermo Bavaresco La limadora mecánica es una máquina herramienta para el mecanizado de piezas por arranque de viruta, mediante el movimiento lineal alternativo de la herramienta
4. PROGRAMACIÓN DE CNC. 4.1. TORNOS.
 4.1. TORNOS. DETERMINACIÓN DEL ORIGEN PIEZA REGLAJE DE LA HERRAMIENTA El reglaje de herramientas es la operación previa al mecanizado, mediante la cual se establece la distancia desde cada punta o extremo
4.1. TORNOS. DETERMINACIÓN DEL ORIGEN PIEZA REGLAJE DE LA HERRAMIENTA El reglaje de herramientas es la operación previa al mecanizado, mediante la cual se establece la distancia desde cada punta o extremo
Nombre de la asignatura: Metrología. Clave de la asignatura: Horas teoría-horas práctica-créditos: 0-4-4
 . DATOS DE LA ASIGNATURA Nombre de la asignatura: Metrología Clave de la asignatura:. UBICACIÓN DE LA ASIGNATURA Horas teoría-horas práctica-créditos: 0-- a)relación CON OTRAS ASIGNATURAS DEL PLAN DE ESTUDIO
. DATOS DE LA ASIGNATURA Nombre de la asignatura: Metrología Clave de la asignatura:. UBICACIÓN DE LA ASIGNATURA Horas teoría-horas práctica-créditos: 0-- a)relación CON OTRAS ASIGNATURAS DEL PLAN DE ESTUDIO
COGSDILL TOOL PRODUCTS, INC. Herramientas de precisión PARA LA INDUSTRIA METALÚRGICA. CogsdillTool INFORMACIÓN SOBRE EL PRODUCTO
 CogsdillTool COGSDILL TOOL PRODUCTS, INC. Herramientas de precisión PARA LA INDUSTRIA METALÚRGICA INFORMACIÓN SOBRE EL PRODUCTO Cogsdill SOLUCIONES TÉCNICAS DE HERRAMIENTAS Y FIJACIÓN PARA LAS INDUSTRIAS
CogsdillTool COGSDILL TOOL PRODUCTS, INC. Herramientas de precisión PARA LA INDUSTRIA METALÚRGICA INFORMACIÓN SOBRE EL PRODUCTO Cogsdill SOLUCIONES TÉCNICAS DE HERRAMIENTAS Y FIJACIÓN PARA LAS INDUSTRIAS
LICEO INDUSTRIAL VICENTE PEREZ ROSALES DEPARTAMENTO DE MECANICA INDUSTRIAL. Profesor: Richard Ayacura Castillo
 LICEO INDUSTRIAL VICENTE PEREZ ROSALES DEPARTAMENTO DE MECANICA INDUSTRIAL Profesor: Richard Ayacura Castillo Movimientos de trabajo en la operación de torneado Movimiento de corte: por lo general se imparte
LICEO INDUSTRIAL VICENTE PEREZ ROSALES DEPARTAMENTO DE MECANICA INDUSTRIAL Profesor: Richard Ayacura Castillo Movimientos de trabajo en la operación de torneado Movimiento de corte: por lo general se imparte
Machos de roscar-introducción...s2 S9. Machos de roscar con canal en espiral a izquierdas/punta espiral... T2 T17
 Roscado con macho Machos de roscar-introducción...s2 S9 Machos de roscar con canal en espiral a izquierdas/punta espiral... T2 T17 Machos de roscar con canal en espiral... T18 T42 Machos de roscar con
Roscado con macho Machos de roscar-introducción...s2 S9 Machos de roscar con canal en espiral a izquierdas/punta espiral... T2 T17 Machos de roscar con canal en espiral... T18 T42 Machos de roscar con
a) Las mediatrices de un triángulo se cortan en un punto llamado... b) Las bisectrices de un triángulo se cortan en un punto llamado...
 Las mediatrices de un triángulo se cortan en un punto llamado... b) Las bisectrices de un triángulo se cortan en un punto llamado...") Geometría Plana 3º E.S.O. PARTE TEÓRICA 1.- Define para un triángulo los siguientes conceptos: Mediatriz: Bisectriz: Mediana: Altura: 2.- Completa las siguientes frases: a) Las mediatrices de un triángulo
Geometría Plana 3º E.S.O. PARTE TEÓRICA 1.- Define para un triángulo los siguientes conceptos: Mediatriz: Bisectriz: Mediana: Altura: 2.- Completa las siguientes frases: a) Las mediatrices de un triángulo
CURSO FABRICACION MECANICA 3/5 EJES CON CATIA V5
 Objetivos y Temario CURSO FABRICACION MECANICA 3/5 EJES CON CATIA V5 OBJETIVOS Al finalizar el módulo el curso será capaz de: - Elaborar operaciones de mecanizado: cajeras, planeados, desbastes prismáticos,
Objetivos y Temario CURSO FABRICACION MECANICA 3/5 EJES CON CATIA V5 OBJETIVOS Al finalizar el módulo el curso será capaz de: - Elaborar operaciones de mecanizado: cajeras, planeados, desbastes prismáticos,
HERRAMIENTAS PARA TORNO
 HERRAMIENTAS PARA TORNO Cucillas para torno Forma A, Forma B, Forma D, Forma E Cucillas para torno calidad P-20 y K-10 4971, 4972, 4973, 4974, 4975, 4976, 4977, 4978, 4980, 4981, 282, 283, 263 234 Cucillas
HERRAMIENTAS PARA TORNO Cucillas para torno Forma A, Forma B, Forma D, Forma E Cucillas para torno calidad P-20 y K-10 4971, 4972, 4973, 4974, 4975, 4976, 4977, 4978, 4980, 4981, 282, 283, 263 234 Cucillas
ANGULOS DESIGUALES. ESPESOR Mm
 Per les normalizados ángulos de lados iguales Perímetro mínimo 150 2 ANGULOS DESIGUALES ESR Mm 6492 18.5 X 12 2 0.5 0.154 0.060 6474 20 X 12 2 0.3 0.162 0.063 6495 22 X 18 2 0.5 0.216 0.083 6581 35 X 10
Per les normalizados ángulos de lados iguales Perímetro mínimo 150 2 ANGULOS DESIGUALES ESR Mm 6492 18.5 X 12 2 0.5 0.154 0.060 6474 20 X 12 2 0.3 0.162 0.063 6495 22 X 18 2 0.5 0.216 0.083 6581 35 X 10
Limas Rotativas CAT 202. Catálogo 202
 CAT 202 Catálogo 202 Índice Limas Rotativas 1/8 (3,18 mm) de vástago 1/4 (6 mm) de vástago 202-13 Forma A 202-14 Forma C Forma D Forma E 202-15 Forma F Forma G Forma H 202-16 Forma L Forma M Forma A+D
CAT 202 Catálogo 202 Índice Limas Rotativas 1/8 (3,18 mm) de vástago 1/4 (6 mm) de vástago 202-13 Forma A 202-14 Forma C Forma D Forma E 202-15 Forma F Forma G Forma H 202-16 Forma L Forma M Forma A+D
HERRAJES PARA MAMPARAS DE TABLERO COMPACTO
 HERRAJES Los herrajes empleados para el montaje de la mampara, o bien se usan como bastidor (es decir, elementos fijos, de sujeción), o bien como pernios. Todos ellos están fabricados de acero inoxidable
HERRAJES Los herrajes empleados para el montaje de la mampara, o bien se usan como bastidor (es decir, elementos fijos, de sujeción), o bien como pernios. Todos ellos están fabricados de acero inoxidable
Las herramientas de corte se pueden clasificar, atendiendo a los materiales empleados para su construcción, en:
 HERRAMIENTAS DE CORTE Clasificación de las herramientas Las herramientas de corte se pueden clasificar, atendiendo a los materiales empleados para su construcción, en: 1. Herramientas de acero (al carbono,
HERRAMIENTAS DE CORTE Clasificación de las herramientas Las herramientas de corte se pueden clasificar, atendiendo a los materiales empleados para su construcción, en: 1. Herramientas de acero (al carbono,
La evolución del torno convencional. Nueva generación SC
 La evolución del torno convencional Nueva generación SC Descripción Nueva gama de tornos provistos de cabezal con variador de velocidad electrónico La nueva gama de tornos SC, equipada con variador de
La evolución del torno convencional Nueva generación SC Descripción Nueva gama de tornos provistos de cabezal con variador de velocidad electrónico La nueva gama de tornos SC, equipada con variador de
FABRICACIÓN ASISTIDA POR COMPUTADOR 2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA TEMA 3-3 TALADRADO.
 TEMA 3-3 TALADRADO. 1. DEFINICIÓN. MOVIMIENTOS.. TALADRADORAS. 3. TIPOS DE HERRAMIENTA. 4. OPERACIONES. 5. PARÁMETROS DEL TALADRADO. 6. CÁLCULO DE POTENCIAS. 7. TIPOS DE BROCAS Y SU MONTAJE. 1. DEFINICIÓN.
TEMA 3-3 TALADRADO. 1. DEFINICIÓN. MOVIMIENTOS.. TALADRADORAS. 3. TIPOS DE HERRAMIENTA. 4. OPERACIONES. 5. PARÁMETROS DEL TALADRADO. 6. CÁLCULO DE POTENCIAS. 7. TIPOS DE BROCAS Y SU MONTAJE. 1. DEFINICIÓN.
MORTAJADORA. mortajadora, excepto que el plano en el que se produce el movimiento principal de corte es vertical.
 MORTAJADORA Ing. Guillermo Bavaresco La mortajadora, también denominadas limadora vertical, es una máquina cuya herramienta animada de movimiento rectilíneo y alternativo vertical o poco inclinado arranca
MORTAJADORA Ing. Guillermo Bavaresco La mortajadora, también denominadas limadora vertical, es una máquina cuya herramienta animada de movimiento rectilíneo y alternativo vertical o poco inclinado arranca
CATÁLOGO DE CINTAS TRANSPORTADORAS
 CATÁLOGO DE CINTAS TRANSPORTADORAS Las cintas metálicas transportadoras están construidas por un entramado metálico articulado, que actúa como elemento transportador continuo para diferentes productos
CATÁLOGO DE CINTAS TRANSPORTADORAS Las cintas metálicas transportadoras están construidas por un entramado metálico articulado, que actúa como elemento transportador continuo para diferentes productos
IDEAS PREVIAS. 1. Planos paralelos. 2.Planos perpendiculares
 IDEAS PREVIAS 1. Planos paralelos..planos perpendiculares .Planos oblicuos. CUERPO GEOMÉTRICO Un Sólido o Cuerpo Geométrico es una figura geométrica de tres dimensiones (largo, ancho y alto), que ocupa
IDEAS PREVIAS 1. Planos paralelos..planos perpendiculares .Planos oblicuos. CUERPO GEOMÉTRICO Un Sólido o Cuerpo Geométrico es una figura geométrica de tres dimensiones (largo, ancho y alto), que ocupa
Mediante herramienta de corte periférico Mediante herramienta de corte frontal
 MAQUINAS HERRAMIENTAS FRESADORAS El fresado es un procedimiento de elaboración mecánica mediante el cual una herramienta (fresa), provista de aristas cortantes dispuestas simétricamente alrededor de un
MAQUINAS HERRAMIENTAS FRESADORAS El fresado es un procedimiento de elaboración mecánica mediante el cual una herramienta (fresa), provista de aristas cortantes dispuestas simétricamente alrededor de un
DEPARTAMENTO DE INGENIERÍA MECÁNICA DISEÑO MECÁNICO INGENIERÍA INDUSTRIAL
 DEPARTAMENTO DE INGENIERÍA MECÁNICA DISEÑO MECÁNICO INGENIERÍA INDUSTRIAL Higinio Rubio Alonso IMPERFECCIONES SUPERFICIALES! Las imperfecciones superficiales se clasifican en: Rugosidades, producto de
DEPARTAMENTO DE INGENIERÍA MECÁNICA DISEÑO MECÁNICO INGENIERÍA INDUSTRIAL Higinio Rubio Alonso IMPERFECCIONES SUPERFICIALES! Las imperfecciones superficiales se clasifican en: Rugosidades, producto de
LANZAMIENTOS NOVIEMBRE Eslingas ojo-ojo Planas tipo III. Taladros de Columna y Taladros de Banco. Maleta Portaherramientas con 20 bolsillos
 LANZAMIENTOS NOVIEMBRE 203 Escanea con tu móvil y descarga el contenido URREAHERRAMIENTASOFICIAL @URREATOOLS Maleta Portaherramientas con 3 bolsillos Maleta Portaherramientas con 20 bolsillos Eslingas
LANZAMIENTOS NOVIEMBRE 203 Escanea con tu móvil y descarga el contenido URREAHERRAMIENTASOFICIAL @URREATOOLS Maleta Portaherramientas con 3 bolsillos Maleta Portaherramientas con 20 bolsillos Eslingas
Maxi-Bevel. Special. D e u s a. Maxi-Bevel. 80 m/s Max.R.P.M Libre Fe, S y Cl < 0,1% INOX
 CATALOGO - DISCOS Corte, Desbaste y Láminas. Mai-Cut D e u s s a a Mai-Cut Mai-Cut Libre Fe, S y EN Cl < 12413 0,1% 80 m/s Ma.R.P.M. 13.300 6.600 Mai-Bevel D e u s s a a Mai-Cut Mai-Cut Mai-Bevel Libre
CATALOGO - DISCOS Corte, Desbaste y Láminas. Mai-Cut D e u s s a a Mai-Cut Mai-Cut Libre Fe, S y EN Cl < 12413 0,1% 80 m/s Ma.R.P.M. 13.300 6.600 Mai-Bevel D e u s s a a Mai-Cut Mai-Cut Mai-Bevel Libre
INTRODUCCIÓN A LA NORMALIZACION
 INTRODUCCIÓN A LA NORMALIZACION INTRODUCCIÓN A LA NORMALIZACION -. INTRODUCCION -. TIPOS DE DIBUJOS TÉCNICOS -. ELEMENTOS QUE COMPONEN UN DIBUJO TÉCNICO -. CLASES Y GRUPOS DE LÍNEAS -. NORMAS A TENER EN
INTRODUCCIÓN A LA NORMALIZACION INTRODUCCIÓN A LA NORMALIZACION -. INTRODUCCION -. TIPOS DE DIBUJOS TÉCNICOS -. ELEMENTOS QUE COMPONEN UN DIBUJO TÉCNICO -. CLASES Y GRUPOS DE LÍNEAS -. NORMAS A TENER EN
RepublicofEcuador EDICTOFGOVERNMENT±
 RepublicofEcuador EDICTOFGOVERNMENT± Inordertopromotepubliceducationandpublicsafety,equaljusticeforal, abeterinformedcitizenry,theruleoflaw,worldtradeandworldpeace, thislegaldocumentisherebymadeavailableonanoncommercialbasis,asit
RepublicofEcuador EDICTOFGOVERNMENT± Inordertopromotepubliceducationandpublicsafety,equaljusticeforal, abeterinformedcitizenry,theruleoflaw,worldtradeandworldpeace, thislegaldocumentisherebymadeavailableonanoncommercialbasis,asit
MAQUINAR PIEZAS MECÁNICAS CON TORNO CNC
 CENTRO DE BACHILLERATO TECNOLOGICO INDUSTRIAL Y DE SERVICIOS No. 50 MECANICA TURNO MATUTINO NOTAS DE TRABAJO PARA LA ASIGNATURA MAQUINAR PIEZAS MECÁNICAS CON TORNO CNC CUARTO SEMESTRE DE LA ESPECIALIDAD
CENTRO DE BACHILLERATO TECNOLOGICO INDUSTRIAL Y DE SERVICIOS No. 50 MECANICA TURNO MATUTINO NOTAS DE TRABAJO PARA LA ASIGNATURA MAQUINAR PIEZAS MECÁNICAS CON TORNO CNC CUARTO SEMESTRE DE LA ESPECIALIDAD
El Mecanizado Tecnología de los Materiales
 El Mecanizado Tecnología de los Materiales TECNOLOGÍA INDUSTRIAL II Liceo Industrial Vicente Pérez Rosales Profesor: Richard Ayacura Castillo MEcanizado ÍNDICE 10.0 Introducción 10.1 Procesos de mecanizado
El Mecanizado Tecnología de los Materiales TECNOLOGÍA INDUSTRIAL II Liceo Industrial Vicente Pérez Rosales Profesor: Richard Ayacura Castillo MEcanizado ÍNDICE 10.0 Introducción 10.1 Procesos de mecanizado
Lección 13 Limadora.-
 Lección 13 Limadora.- La Limadora es una máquina-herramienta de movimiento alternativo horizontal. En la torreta que monta en el Carnero lleva una herramienta simple que efectuará el trabajo de arranque
Lección 13 Limadora.- La Limadora es una máquina-herramienta de movimiento alternativo horizontal. En la torreta que monta en el Carnero lleva una herramienta simple que efectuará el trabajo de arranque
ARTÍCULO BALDOSAS DE HORMIGÓN
 22.36. -1 ARTÍCULO 22.36.- BALDOSAS DE HORMIGÓN 1.- DEFINICIONES 01.- Las baldosas prefabricadas de hormigón son elementos utilizados como material de pavimentación que satisface las siguientes condiciones:
22.36. -1 ARTÍCULO 22.36.- BALDOSAS DE HORMIGÓN 1.- DEFINICIONES 01.- Las baldosas prefabricadas de hormigón son elementos utilizados como material de pavimentación que satisface las siguientes condiciones:
Clase 3 Hilos y Roscas. ME4601 Proyecto Mecánico I
 Clase 3 Hilos y Roscas ME4601 Proyecto Mecánico I Hilos y Roscados El roscado consiste en la mecanización helicoidal interior (tuercas) y exterior (tornillos, husillo) sobre una superficie cilíndrica.
Clase 3 Hilos y Roscas ME4601 Proyecto Mecánico I Hilos y Roscados El roscado consiste en la mecanización helicoidal interior (tuercas) y exterior (tornillos, husillo) sobre una superficie cilíndrica.
Unidad 2 Carreras profesionales en la industria metalmecánica Unidad 3 Cómo obtener el trabajo
 Marcombo S.A. www.marcombo.com TECNOLOGIA DE LAS MAQUINAS HERRAMIENTA por KRAR Isbn 9701506383 Indice del Contenido Prefacio Acerca de los autores Reconocimientos Sección 1 Introducción a las máquinas-herramienta
Marcombo S.A. www.marcombo.com TECNOLOGIA DE LAS MAQUINAS HERRAMIENTA por KRAR Isbn 9701506383 Indice del Contenido Prefacio Acerca de los autores Reconocimientos Sección 1 Introducción a las máquinas-herramienta
215 mm x 100 mm. 160 mm x 80 mm
 LIMAS CONVENCIONALES LIMAS DE DIAMANTE TIJERAS DE CHAPA LIMAS DE DIAMANTE PARA MATRICEROS Las aplicaciones más habituales de las limas diamantadas son en aceros templados (hasta 55 Hrc), metal duro en
LIMAS CONVENCIONALES LIMAS DE DIAMANTE TIJERAS DE CHAPA LIMAS DE DIAMANTE PARA MATRICEROS Las aplicaciones más habituales de las limas diamantadas son en aceros templados (hasta 55 Hrc), metal duro en
CARGA AL VIENTO. Q'v = 9 kg 9.81 N/kg = N
 1 CARGA AL VIENTO. La carga al viento o resistencia al viento nos indica el efecto que tiene el viento sobre la antena. El fabricante la expresa para una velocidad del viento de 120 km/h (130 km/h en la
1 CARGA AL VIENTO. La carga al viento o resistencia al viento nos indica el efecto que tiene el viento sobre la antena. El fabricante la expresa para una velocidad del viento de 120 km/h (130 km/h en la
Qué es una Escuadra Combinada?
 Qué es una Escuadra Combinada? Podría pensarse que, en vista de la multiplicidad de herramientas distintas que contiene, laescuadra combinada es un instrumento moderno, pero nada más lejos de la realidad.
Qué es una Escuadra Combinada? Podría pensarse que, en vista de la multiplicidad de herramientas distintas que contiene, laescuadra combinada es un instrumento moderno, pero nada más lejos de la realidad.
CONOCER Y DIFERENCIAR LOS POLIEDROS REGULARES
 OJETIVO 1 CONOCER Y DIERENCIR LOS POLIEDROS REGULRES NOMRE: CURSO: ECH: CONCEPTO DE POLIEDRO Vértice Un poliedro es un cuerpo geométrico cuyas caras son polígonos. Los elementos del poliedro son: Caras:
OJETIVO 1 CONOCER Y DIERENCIR LOS POLIEDROS REGULRES NOMRE: CURSO: ECH: CONCEPTO DE POLIEDRO Vértice Un poliedro es un cuerpo geométrico cuyas caras son polígonos. Los elementos del poliedro son: Caras:
Ficha técnica. MEC-80x440x800 Premium CNC
 Ficha técnica MEC-80x440x800 Premium CNC Características principales 3 EJES AUTOMÁTICOS. Gracias a los sistemas electrónicos E X P E R I E N C I A Y K N O W - H O W Nos avalan más de 30 años de experiencia
Ficha técnica MEC-80x440x800 Premium CNC Características principales 3 EJES AUTOMÁTICOS. Gracias a los sistemas electrónicos E X P E R I E N C I A Y K N O W - H O W Nos avalan más de 30 años de experiencia
herramientas de tornear. placas
 Pautas para la elección de la placa más adecuada 1 Forma: Indica la geometría externa de la placa 2 Incidencia: Indica el ángulo de incidencia del corte 3 Tolerancia: Indica la tolerancia del acabado 4
Pautas para la elección de la placa más adecuada 1 Forma: Indica la geometría externa de la placa 2 Incidencia: Indica el ángulo de incidencia del corte 3 Tolerancia: Indica la tolerancia del acabado 4
Baran-Mex. Barandales en Inox
 Empresa mexicana con mas de 10 años de experiencia en la fabricación y montaje de barandales de acero inoxidable para distintos usos. 2016 Contenido 1.0 - La empresa...2 2.0 - Nuestro equipo de trabajo...2
Empresa mexicana con mas de 10 años de experiencia en la fabricación y montaje de barandales de acero inoxidable para distintos usos. 2016 Contenido 1.0 - La empresa...2 2.0 - Nuestro equipo de trabajo...2
Problemas geométricos
 Problemas geométricos Contenidos 1. Figuras planas Triángulos Paralelogramos Trapecios Trapezoides Polígonos regulares Círculos, sectores y segmentos 2. Cuerpos geométricos Prismas Pirámides Troncos de
Problemas geométricos Contenidos 1. Figuras planas Triángulos Paralelogramos Trapecios Trapezoides Polígonos regulares Círculos, sectores y segmentos 2. Cuerpos geométricos Prismas Pirámides Troncos de
TRABAJO EN LÁMINA METÁLICA PROCESOS II
 PROCESOS DE TRABAJO EN LÁMINA METÁLICA CONTENIDO Generalidades Herramientas Variables Principales del Proceso Análisis del Proceso de Corte Doblado PROCESOS I TRABAJO DE LÁMINAS METÁLICAS GENERALIDADES
PROCESOS DE TRABAJO EN LÁMINA METÁLICA CONTENIDO Generalidades Herramientas Variables Principales del Proceso Análisis del Proceso de Corte Doblado PROCESOS I TRABAJO DE LÁMINAS METÁLICAS GENERALIDADES
DESCRIPCIÓN DEL PRODUCTO
 T H E W A V E Nombre del Producto: The Wave Largo, ancho, alto: 3650 x 680 x 660 mm Peso: 200 Kg. Patas: Metal en chapa de hierro Anclajes disponibles: Empotrado El banco está compuesto por 4 patas de
T H E W A V E Nombre del Producto: The Wave Largo, ancho, alto: 3650 x 680 x 660 mm Peso: 200 Kg. Patas: Metal en chapa de hierro Anclajes disponibles: Empotrado El banco está compuesto por 4 patas de
Ajustes, tolerancias y acabado superficial. Ing. José Manuel Ramírez 2012
 Ajustes, tolerancias y acabado superficial Ing. José Manuel Ramírez 2012 Conceptos generales Tolerancia (desviación del tamaño básico) Unilateral Bilateral Tipos de ajustes Ajustes de precisión A prensa
Ajustes, tolerancias y acabado superficial Ing. José Manuel Ramírez 2012 Conceptos generales Tolerancia (desviación del tamaño básico) Unilateral Bilateral Tipos de ajustes Ajustes de precisión A prensa
RepublicofEcuador EDICTOFGOVERNMENT±
 RepublicofEcuador EDICTOFGOVERNMENT± Inordertopromotepubliceducationandpublicsafety,equaljusticeforal, abeterinformedcitizenry,theruleoflaw,worldtradeandworldpeace, thislegaldocumentisherebymadeavailableonanoncommercialbasis,asit
RepublicofEcuador EDICTOFGOVERNMENT± Inordertopromotepubliceducationandpublicsafety,equaljusticeforal, abeterinformedcitizenry,theruleoflaw,worldtradeandworldpeace, thislegaldocumentisherebymadeavailableonanoncommercialbasis,asit
EL PROVEEDOR QUE CONFIRMA SU ÉXITO RESUMEN DE NUEVOS PRODUCTOS
 EL PROVEEDOR QUE CONFIRMA SU ÉXITO RESUMEN DE NUEVOS PRODUCTOS 2016-1 MEJORA DE ALTO RENDIMIENTO Se ha logrado mejorar la familia T4, incorporando la plaquita de tamaño 12 (T4-12), cuyas s ya eran realmente
EL PROVEEDOR QUE CONFIRMA SU ÉXITO RESUMEN DE NUEVOS PRODUCTOS 2016-1 MEJORA DE ALTO RENDIMIENTO Se ha logrado mejorar la familia T4, incorporando la plaquita de tamaño 12 (T4-12), cuyas s ya eran realmente