Tema 4.2. Tecnologías de mecanizado no convencionales
|
|
|
- Alba Montero Campos
- hace 6 años
- Vistas:
Transcripción
1 Tema 4.2. Tecnologías de mecanizado no convencionales Contenido 1. Introducción Tipos de procesos Mecanizado químico (CHM) Mecanizado electroquímico (ECM)... 4 A. Configuraciones de herramienta Rectificado electroquímico Mecanizado por descarga eléctrica o electroerosión (EDM)... 7 A. Comparación con métodos anteriores... 8 B. Comparación con mecanizado convencional Mecanizado por láser (LBM)... 9 A. Propiedades del material a tener en cuenta en el mecanizado por láser... 9 B. Parámetros del láser a tener en cuenta en el mecanizado por láser Mecanizado por haz de electrones (EBM) A. Ventajas del mecanizado por láser frente a mecanizado por haz de electrones B. Ventajas de mecanizado por haz de electrones frente a mecanizado por láser Mecanizado por chorro de agua A. Mecanizado por chorro abrasivo Resumen de técnicas no convencionales A. Tolerancias y acabado superficial B. Aplicaciones de los mecanizados no convencionales
2 1. Introducción Problemas en el mecanizado convencional y por tanto, razones que dan lugar a tecnologías de mecanizado no convencionales: 1. Piezas con geometrías complejas requieren muchas etapas y tiempo. Puede ser porque la relación diámetro-longitud del taladro sea muy pequeña, porque los perfiles sean muy complejos con ángulos cerrados. 2. Piezas con elevada dureza: Materiales con una dureza mayor a 400 HB (Dureza Brinell) no se pueden mecanizar por mecanizado convencional porque no se tienen herramientas tan duras (la herramienta tiene que ser más dura que el material). 3. Materiales frágiles están sometidos a altas tensiones y puede romper o materiales con excesiva deformación plástica. 4. La temperatura aumenta en el proceso de mecanizado. Si aumenta mucho, se producen cambios dimensionales provocan que no se puedan conseguir tolerancias y acabados muy precisos. No se pueden conseguir tolerancias ni acabados muy precisos (bajo control dimensional). 2. Tipos de procesos Se tiene 2 grupos de procesos: 1. Procesos químicos y electroquímicos: Dentro de estos se distingue entre: a. Mecanizado electroquímico (ECM): Se basa en la aplicación de una descarga eléctrica. b. Mecanizado químico (CHM): Disolver el material con un agente químico. 2. Procesos térmicos no convencionales: Se distinguen: a. Mecanizado por descarga eléctrica (EDM): b. Mecanizado por haz de electrones (EBM): c. Mecanizado por láser (LBM): d. Mecanizado por plasma (PBM): e. Mecanizado por haz de iones (IBM): La diferencia principal entre estas técnicas es en la partícula o en el mecanismo que se tiene para arrancar el material de la superficie. 2
3 3. Mecanizado químico (CHM) Se basa en sumergir el material que se quiere mecanizar en una solución que ataca el material de la pieza, eso es, que lo disuelve. Generalmente se utilizan ácidos y soluciones alcalinas, también conocidos como disoluciones químicas reagents o etchants. Se introduce el material en una disolución química en la que se produce la eliminación del material por disolución selectiva. El problema es que toda la parte de la pieza que no esté protegida, será atacada por la disolución. Para ello, se emplean máscaras que protegen las zonas que no se quieren mecanizar. No obstante, parte del material por debajo de la máscara también será disuelto. Para conseguir un mecanizado uniforme y no haya zonas localizadas de mecanizado, es necesario mantener una agitación en la disolución para que circule por toda la pieza. Se controla el espesor de mecanizado con el tiempo de residencia y la agitación. Se utiliza para hacer mecanizados superficiales (no se pueden conseguir profundidades muy altas). Se utiliza para aligerar componentes estructurales. Es muy importante limpiar bien la superficie antes y después del mecanizado, ya que si quedan restos del agente químico, la superficie seguirá mecanizando. 3
 En el mecanizado electroquímico se tiene una pieza (es el ánodo, tiene que ser conductora, como un metal) y un electrodo con la forma negativa de la pieza (cátodo).")
4 Ilustración 1. Mecanizado químico (CM) 4. Mecanizado electroquímico (ECM) En el mecanizado electroquímico se tiene una pieza (es el ánodo, tiene que ser conductora, como un metal) y un electrodo con la forma negativa de la pieza (cátodo). Aplicando una diferencia de potencial entre el electrodo y la pieza se consigue una oxidación del material de la pieza (pila galvánica), pasando a estado oxidado. El material oxidado (cationes que salen del metal) se retira haciendo circular una corriente de un electrolito (sustancia conductora que se lleva el material oxidado disuelto o cationes). El electrodo controla la forma de la pieza (el negativo), mientras que la intensidad y el tiempo determinan la cantidad de material mecanizado (espesor que se elimina de la pieza). m α I t El electrodo tiene que ser más noble que el material de la pieza (metal) para que no se oxide. 4
5 Ilustración 2. Mecanizado electroquímico (ECM). Los parámetros no hay que sabérselos de memoria A. Configuraciones de herramienta a) El flujo del electrolito va por dentro de la herramienta. b) El flujo del electrolito va por fuera de la herramienta c) El flujo del electrolito puede ir por fuera de la herramienta y salir por dentro de la herramienta. d) El flujo del electrolito va por fuera de la herramienta y luego cruza por el hueco entre la herramienta y la pieza, ya que la herramienta es maciza. 5

6 Ilustración 3. Para mecanizado electroquímico se suelen utilizar soluciones alcalinas para todos los tipos de aleaciones. Potenciales, corrientes y tiempos suelen ser comunes para todos. No hay que saber de memoria. 5. Rectificado electroquímico Es similar al mecanizado electroquímico, pero se combina con rectificado. En este caso, se tiene una rueda o disco que tiene abrasivos. El rectificado convencional consta de un disco con abrasivos (carburos, diamante, etc.) que va girando y se va comiendo la superficie de la pieza con la que se pone en contacto. En el rectificado electroquímico, se tiene una diferencia de potencial entre la herramienta y la pieza. A diferencia del rectificado convencional, el material no se elimina por rozamiento o fricción del abrasivo con la pieza, se elimina por la diferencia de potencial (consiguiendo que se disuelva material de la pieza, eso es disolución electroquímica). Funciones del abrasivo en rectificado electroquímico: (IMPORTANTE) 6

7 1. El abrasivo sirve de aislante eléctrico para que no se produzcan arcos y chispas entre la pieza y la herramienta. 2. El abrasivo gira para eliminar los productos electrolíticos del área de trabajo, eso es, retira los cationes o material disuelto. Características: Las velocidades de corte son muy altas ( m/min en mecanizado convencional), eso es, son más rápidos que los convencionales. Se consiguen superficies con buen acabado superficial y tolerancias dimensionales exigentes. Ilustración 4. Rectificado electroquímico 6. Mecanizado por descarga eléctrica o electroerosión (EDM) Se tiene una herramienta y la pieza (ambos conductores eléctricos). Se aplica una diferencia de potencial entre la herramienta y la pieza, haciendo pasar un dieléctrico (aislante) entre ambos. Cuando la pieza y la herramienta están a una determinada distancia (se van acercando desde una distancia inicial entre ambos), se produce una chisca o descarga eléctrica entre la pieza y la herramienta. Esa chispa o descarga es la que va a arrancar material de la pieza, el cual será eliminado por un flujo del dieléctrico. 7
8 Eliminación de material por descarga eléctrica: se produce un arco eléctrico o chispa cuando pieza y herramienta están lo suficientemente cerca (se acercan ambos). El material se retira con el flujo de un dieléctrico (fluido con una constante dieléctrica alta). La cantidad de material arrancado depende de la intensidad de corriente y de la temperatura de fusión del material. A mayor temperatura de fusión, más lento es el mecanizado. MRR = ,23 I T f A. Comparación con métodos anteriores Los 3 procesos anteriores (mecanizado electroquímico, rectificado electroquímico y mecanizado por descarga eléctrica) logran un mecanizado superficial, eso es, las profundidades del mecanizado no son muy elevadas. A pesar de ello, en el electroquímico y en el de descarga eléctrica, con el diseño de la herramienta se pueden conseguir mayores profundidades que en el mecanizado químico (este es el más superficial). No obstante, siempre el material que se elimina será el cercano a la herramienta. B. Comparación con mecanizado convencional Si se compara mecanizado convencional con mecanizado con descarga eléctrica, en el convencional se necesitan 12 etapas y en el mecanizado con descarga eléctrica, 4. El tiempo con el de descarga eléctrica es la mitad que el tiempo con el mecanizado convencional. Los procesos de mecanizado no convencionales son procesos más rápidos y que permiten mecanizar con menos etapas. 8
.")
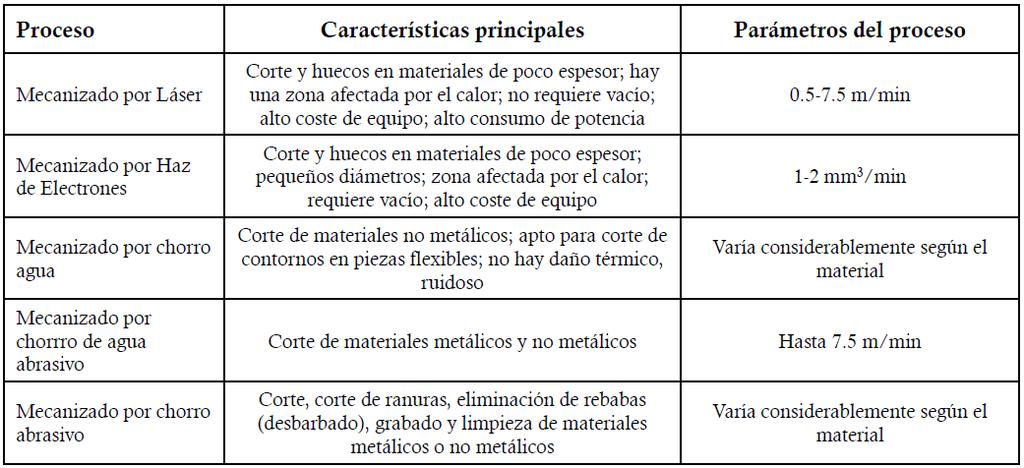
9 7. Mecanizado por láser (LBM) El láser calienta el material, aumenta la temperatura en un punto y producir ablación o eliminación del material. El diámetro del haz del láser es muy pequeño, por lo que se pueden hacer cavidades de gran profundidad y pequeño diámetro. Se consiguen tolerancias buenas (exigentes). El tiempo de mecanizado depende de una constante (calor específico), de la potencia (va a determinar la profundidad del mecanizado), de la velocidad de mecanizado y del diámetro del haz del láser (determina la anchura de la mecanización). t = C P v d A. Propiedades del material a tener en cuenta en el mecanizado por láser 1. Reflectancia (R): Si un material refleja más, es más difícil mecanizar. Eso es porque no absorbe la energía y no se puede eliminar el material. 2. Calor específico (C) y Conductividad térmica (K): A mayor conductividad térmica, mayor disipación del calor y más lento se va a producir el mecanizado (más difícil mecanizar). A mayor calor específico, se consume más energía para lograr el mecanizado (se dificulta el mecanizado). Interesa una baja conductividad térmica y un bajo calor específico. 9
 y evaporación (Lv): A mayor calor latente de evaporación o fusión, más difícil es mecanizar. B. Parámetros del láser a tener en cuenta en el mecanizado por láser 1.")
10 3. Difusividad térmica (k): A mayor difusividad térmica, mayor dificultad para mecanizar. 4. Calor latente de fusión (Lf) y evaporación (Lv): A mayor calor latente de evaporación o fusión, más difícil es mecanizar. B. Parámetros del láser a tener en cuenta en el mecanizado por láser 1. Longitud de onda (λ): A menor longitud de onda, mayor potencia de mecanizado (mayor velocidad de mecanizado). 2. Fluencia, F (J): Es la energía. 3. Funcionamiento continuo o pulsado (frecuencia, f): Un láser pulsado da más potencia, y por lo tanto, es más rápido (mayor mecanizado) que un funcionamiento continuo. 4. Diámetro del haz (φ): 5. Duración del pulso (τ): 10

11 8. Mecanizado por haz de electrones (EBM) Se genera un haz de electrones por emisión termoiónica. Se tiene un filamento de wolframio que emite electrones. Los electrones son acelerados por campos magnéticos y colmados o concentrados para que incidan en un determinado diámetro en la superficie del material que se quiere mecanizar (mucha energía concentrada en una región pequeña). Se utiliza para aplicaciones microelectrónicas. Se consiguen superficies muy brillantes debido a que tienen una baja rugosidad superficial. Las tolerancias conseguidas son muy bajas (alta precisión). Los problemas de este método son: a) Se emiten rayos X, por lo que se requiere personal cualificado. b) El recorrido libre medio de los electrones: camino capaz de recorrer la partícula sin ser dispersada por otra (lo que es capaz de recorrer la particular sin chocar con nada y sin desviarse de su trayectoria). Por ello, se necesita que en el medio no haya nada, eso es, que haya vacío (10 4 bar). A. Ventajas del mecanizado por láser frente a mecanizado por haz de electrones No se necesita vacío. 11

12 No se produce nada perjudicial (no se emiten rayos X). No se necesita personal tan cualificado con en electrones. B. Ventajas de mecanizado por haz de electrones frente a mecanizado por láser Se consiguen profundidades mayores para unas mismas relaciones de profundidaddiámetro de haz con respecto al mecanizado por láser. 9. Mecanizado por chorro de agua Se lanza un chorro de agua a presión y se mecaniza el material (mecanizado hidrodinámico). Se restringe para materiales como plásticos, telas, gomas, productos de madera, etc. En principio, materiales que tengan muy poco espesor. Cualquier otra cosa no se puede mecanizar por chorro de agua. Las presiones no son muy altas, alrededor de 400 MPa, pudiendo llegar hasta 1400 MPa. El diámetro del chorro será de 0,05 a 1 mm. Se empleará para materiales no metálicos. A. Mecanizado por chorro abrasivo Al agua empleada en el mecanizado hidrodinámico se le puede añadir partículas abrasivas. No obstante, se puede emplear aire o agua con el cual se proyectan partículas abrasivas a presión. Se consiguen mayores presiones debido a las partículas. No obstante, sigue la limitación para piezas con poco espesor y de no elevada dureza. 12

13 Se puede emplear para materiales metálicos y no metálicos. 10. Resumen de técnicas no convencionales A. Tolerancias y acabado superficial Tolerancias geométricas muy elevadas en tecnologías de mecanizado convencionales respecto a las no convencionales. Se darán mejores tolerancias y mejores acabados en mecanizado no convencional. Las mejores tolerancias geométricas son con mecanizado por plasma. El acabado superficial con electropulido, métodos químicos y electroquímicos son los mejores. 13

14 B. Aplicaciones de los mecanizados no convencionales 14
15 15
El Mecanizado Tecnología de los Materiales
 El Mecanizado Tecnología de los Materiales TECNOLOGÍA INDUSTRIAL II Liceo Industrial Vicente Pérez Rosales Profesor: Richard Ayacura Castillo MEcanizado ÍNDICE 10.0 Introducción 10.1 Procesos de mecanizado
El Mecanizado Tecnología de los Materiales TECNOLOGÍA INDUSTRIAL II Liceo Industrial Vicente Pérez Rosales Profesor: Richard Ayacura Castillo MEcanizado ÍNDICE 10.0 Introducción 10.1 Procesos de mecanizado
ELECTROEROSIÓN JULIO ALBERTO AGUILAR SCHAFER
 24-ELECTROEROSIÓN ELECTROEROSIÓN JULIO ALBERTO AGUILAR SCHAFER ELECTROEROSIÓN (mecanizado por descarga eléctrica o EDM) Tiene dos variantes: A. -la que utiliza el electrodo de hilo metálico o alambre fino
24-ELECTROEROSIÓN ELECTROEROSIÓN JULIO ALBERTO AGUILAR SCHAFER ELECTROEROSIÓN (mecanizado por descarga eléctrica o EDM) Tiene dos variantes: A. -la que utiliza el electrodo de hilo metálico o alambre fino
Procesos de maquinado no tradicional. Procesos mecánicos Procesos electroquímicos Procesos térmicos Procesos químicos
 Procesos de maquinado no tradicional Procesos mecánicos Procesos electroquímicos Procesos térmicos Procesos químicos 1- Maquinado ultrasónico (USM) Orificios no redondeados Oficios a lo largo de un eje
Procesos de maquinado no tradicional Procesos mecánicos Procesos electroquímicos Procesos térmicos Procesos químicos 1- Maquinado ultrasónico (USM) Orificios no redondeados Oficios a lo largo de un eje
Corte por plasma. Procesos modernos de corte. Ing. J. Gpe. Octavio Cabrera Lazarini M.C.
 Corte por plasma Procesos modernos de corte Ing. J. Gpe. Octavio Cabrera Lazarini M.C. Contenido 0 Historia 1 Fundamentos físico-químicos 2 Proceso de corte con plasma 3 Características del proceso 4 Equipo
Corte por plasma Procesos modernos de corte Ing. J. Gpe. Octavio Cabrera Lazarini M.C. Contenido 0 Historia 1 Fundamentos físico-químicos 2 Proceso de corte con plasma 3 Características del proceso 4 Equipo
Tecnología Mecánica. Fac. de Ingeniería Univ. Nac. de La Pampa. Remoción de Material: Mecanizado No Tradicional
 Tecnología Mecánica Remoción de Material: Mecanizado No Tradicional Contenido Consideraciones de Aplicación 2 Introducción Mecanizado convencional: Formación de viruta por acción de una herramienta y esfuerzo
Tecnología Mecánica Remoción de Material: Mecanizado No Tradicional Contenido Consideraciones de Aplicación 2 Introducción Mecanizado convencional: Formación de viruta por acción de una herramienta y esfuerzo
Cómo se corroe el acero en el agua marina?
 Cómo se corroe el acero en el agua marina? Para entender la protección catódica, primero debemos entender el mecanismo de corrosión. Para que ocurra corrosión, se deben cumplir tres condiciones. 1. Dos
Cómo se corroe el acero en el agua marina? Para entender la protección catódica, primero debemos entender el mecanismo de corrosión. Para que ocurra corrosión, se deben cumplir tres condiciones. 1. Dos
FUNDICIONES. Las fundiciones son aleaciones de hierro, también manganeso, fosforo y azufre. Las
 FUNDICIONES Las fundiciones son aleaciones de hierro, carbono y silicio que generalmente contienen también manganeso, fosforo y azufre. Las fundiciones, que son las más utilizadas en la práctica, aparecen
FUNDICIONES Las fundiciones son aleaciones de hierro, carbono y silicio que generalmente contienen también manganeso, fosforo y azufre. Las fundiciones, que son las más utilizadas en la práctica, aparecen
Definición El fenómeno corrosión se define como el deterioro de los materiales a causa de alguna reacción con el medio ambiente en que son usados.
 Corrosión Definición El fenómeno corrosión se define como el deterioro de los materiales a causa de alguna reacción con el medio ambiente en que son usados. La corrosión es la destrucción lenta y progresiva
Corrosión Definición El fenómeno corrosión se define como el deterioro de los materiales a causa de alguna reacción con el medio ambiente en que son usados. La corrosión es la destrucción lenta y progresiva
PROCESOS DE FABRICACIÓN UNIDAD V. Procesos de maquinado no tradicionales
 PROCESOS DE FABRICACIÓN UNIDAD V Procesos de maquinado no tradicionales Introducción La mayoría de los procesos tradicionales de maquinado quitan material formando virutas, o lo hacen por abrasión. No
PROCESOS DE FABRICACIÓN UNIDAD V Procesos de maquinado no tradicionales Introducción La mayoría de los procesos tradicionales de maquinado quitan material formando virutas, o lo hacen por abrasión. No
EL ALUMINIO. Propiedades del aluminio utilizado en la fabricación de carrocerías
 EL ALUMINIO Propiedades del aluminio utilizado en la fabricación de carrocerías Desde hace algunos años el acero está dejando paso a otros materiales a la hora de fabricar elementos de carrocería, entre
EL ALUMINIO Propiedades del aluminio utilizado en la fabricación de carrocerías Desde hace algunos años el acero está dejando paso a otros materiales a la hora de fabricar elementos de carrocería, entre
PROCESO DE EXTRUSIÓN PROCESOS II ING. CARLOS RODELO A
 PROCESO DE EXTRUSIÓN CONTENIDO Definición y Clasificación de los Procesos Equipos y sus Características Técnicas Variables Principales del Proceso Defectos Análisis de Extrusión PROCESOS I Definición Es
PROCESO DE EXTRUSIÓN CONTENIDO Definición y Clasificación de los Procesos Equipos y sus Características Técnicas Variables Principales del Proceso Defectos Análisis de Extrusión PROCESOS I Definición Es
Módulo Formativo 1 ÍNDICE. Soldadura de acero inoxidable para homologaciones G con TIG y electrodos.
 Módulo Formativo 1 Soldadura de acero inoxidable para homologaciones G con TIG y electrodos. ÍNDICE 1. Fundamentos del procedimiento TIG. 5 2. Electrodos de tungsteno, características, selección, afilado,
Módulo Formativo 1 Soldadura de acero inoxidable para homologaciones G con TIG y electrodos. ÍNDICE 1. Fundamentos del procedimiento TIG. 5 2. Electrodos de tungsteno, características, selección, afilado,
INDICE. Prologo del editor
 INDICE Prologo del editor V Prologo VII 1. Morfologia de los Procesos 1 1.1. Introduccion 1 1.2. Estructura básica de los procesos de manufactura 1 1.2.1. Modelo general de los procesos 2 1.2.2. Estructura
INDICE Prologo del editor V Prologo VII 1. Morfologia de los Procesos 1 1.1. Introduccion 1 1.2. Estructura básica de los procesos de manufactura 1 1.2.1. Modelo general de los procesos 2 1.2.2. Estructura
Fundición en molde permanente
 Fundición en molde permanente Fundición en molde permanente Generalidades Se usan moldes metálicos que se reutilizan muchas veces. Los metales que usualmente se funden en moldes permanentes son el estaño,
Fundición en molde permanente Fundición en molde permanente Generalidades Se usan moldes metálicos que se reutilizan muchas veces. Los metales que usualmente se funden en moldes permanentes son el estaño,
Contenidos. 1. Introducción. 2. Electroerosión (EDM) 3. Mecanizado por Ultrasonidos (USM) 4. Mecanizado por chorro de agua (WJM)
 3. Mecanizado por Ultrasonidos (USM) 4. Mecanizado por chorro de agua (WJM)") Tema 15: Métodos no convencionales de mecanizado 1/13 MÓDULO III: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 15: Métodos M no convencionales de mecanizado TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS
Tema 15: Métodos no convencionales de mecanizado 1/13 MÓDULO III: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 15: Métodos M no convencionales de mecanizado TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS
FÍSICA 2º Bachillerato Ejercicios: Campo magnético y corriente eléctrica
 1(9) Ejercicio nº 1 Una partícula alfa se introduce en un campo cuya inducción magnética es 1200 T con una velocidad de 200 Km/s en dirección perpendicular al campo. Calcular la fuerza qué actúa sobre
1(9) Ejercicio nº 1 Una partícula alfa se introduce en un campo cuya inducción magnética es 1200 T con una velocidad de 200 Km/s en dirección perpendicular al campo. Calcular la fuerza qué actúa sobre
Industrias plásticas JOARGOBE
 Industrias plásticas JOARGOBE INDUSTRIAS PLASTICAS JOARGOBE Calle 65Nro.71F- 95 sur Bogotá tel. 7754165 joargobe@argentina.com Página 1 Presentamos a continuación algunos de los productos desarrollados
Industrias plásticas JOARGOBE INDUSTRIAS PLASTICAS JOARGOBE Calle 65Nro.71F- 95 sur Bogotá tel. 7754165 joargobe@argentina.com Página 1 Presentamos a continuación algunos de los productos desarrollados
Productos para: Electrodos para soldadura por Resistencia Materiales para contactos eléctricos
 Aleaciones Sinterizadas AMPCO Productos para: Electrodos para soldadura por Resistencia Materiales para contactos eléctricos Definición y uso de los productos La alta conductividad eléctrica y térmica
Aleaciones Sinterizadas AMPCO Productos para: Electrodos para soldadura por Resistencia Materiales para contactos eléctricos Definición y uso de los productos La alta conductividad eléctrica y térmica
PROPIEDADES Y ENSAYOS
 PROPIEDADES Y ENSAYOS Las propiedades de todos los materiales estructurales se evalúan por ensayos, cuyos resultados sólo dan un índice del comportamiento del material que se debe interpretar mediante
PROPIEDADES Y ENSAYOS Las propiedades de todos los materiales estructurales se evalúan por ensayos, cuyos resultados sólo dan un índice del comportamiento del material que se debe interpretar mediante
PRÁCTICA Nº 9 y 10 CORROSIÓN I
 PRÁCTICA Nº 9 y 10 CORROSIÓN I OBJETO DE LA PRÁCTICA: CONCEPTO DE ÁNODO Y CÁTODO APLICACIÓN A TRES REACCIONES REDOX CONCEPTO DE ENERGÍA ELÉCTRICA ASOCIADA A CAMBIOS QUÍMICOS Y VICEVERSA REACCIÓN ESPONTÁNEA
PRÁCTICA Nº 9 y 10 CORROSIÓN I OBJETO DE LA PRÁCTICA: CONCEPTO DE ÁNODO Y CÁTODO APLICACIÓN A TRES REACCIONES REDOX CONCEPTO DE ENERGÍA ELÉCTRICA ASOCIADA A CAMBIOS QUÍMICOS Y VICEVERSA REACCIÓN ESPONTÁNEA
ELECTRICIDAD Y MAGNETISMO LABORATORIO PRESENCIAL 1. Coordinación Curso Agosto de 2016
 ELECTRICIDAD Y MAGNETISMO LABORATORIO PRESENCIAL 1 Coordinación Curso Agosto de 2016 TEMA : MOVIMIENTO DE ELECTRONES EN UN CAMPO ELÉCTRICO UNIFORME Hipótesis de trabajo: Siempre que un electrón entre a
ELECTRICIDAD Y MAGNETISMO LABORATORIO PRESENCIAL 1 Coordinación Curso Agosto de 2016 TEMA : MOVIMIENTO DE ELECTRONES EN UN CAMPO ELÉCTRICO UNIFORME Hipótesis de trabajo: Siempre que un electrón entre a
MTEM - Tecnología de Fabricación por Mecanizado
 Unidad responsable: Unidad que imparte: Curso: Titulación: Créditos ECTS: 2016 820 - EEBE - Escuela de Ingeniería de Barcelona Este 712 - EM - Departamento de Ingeniería Mecánica GRADO EN INGENIERÍA MECÁNICA
Unidad responsable: Unidad que imparte: Curso: Titulación: Créditos ECTS: 2016 820 - EEBE - Escuela de Ingeniería de Barcelona Este 712 - EM - Departamento de Ingeniería Mecánica GRADO EN INGENIERÍA MECÁNICA
INGENIERIA CIVIL EN MECANICA VESPERTINO GUÍA DE LABORATORIO ASIGNATURA PROCESOS DE FABRICACIÓN II NIVEL 03 EXPERIENCIA C911
 INGENIERIA CIVIL EN MECANICA VESPERTINO GUÍA DE LABORATORIO ASIGNATURA PROCESOS DE FABRICACIÓN II NIVEL 03 EXPERIENCIA C911 FUERZA DE CORTE EN EL TORNEADO HORARIO: VIERNES 19:00 A 21:30 HORAS 1 1.- OBJETIVOS
INGENIERIA CIVIL EN MECANICA VESPERTINO GUÍA DE LABORATORIO ASIGNATURA PROCESOS DE FABRICACIÓN II NIVEL 03 EXPERIENCIA C911 FUERZA DE CORTE EN EL TORNEADO HORARIO: VIERNES 19:00 A 21:30 HORAS 1 1.- OBJETIVOS
Física y Química 3º ESO
 1. Física y Química. Ciencias de la medida forman parte de las necesitan Ciencias de la naturaleza medir las propiedades de los cuerpos que se dividen en para lo cual se emplean lo que siempre conlleva
1. Física y Química. Ciencias de la medida forman parte de las necesitan Ciencias de la naturaleza medir las propiedades de los cuerpos que se dividen en para lo cual se emplean lo que siempre conlleva
Efectos de corrosión y acumulación de residuos solidos en las superficies de contactos electrónicos
 Efectos de corrosión y acumulación de residuos solidos en las superficies de contactos electrónicos 1. Que es la corrosión? 2. Qué causa la corrosión en los equipos electrónicos? 3. Tipos de corrosión
Efectos de corrosión y acumulación de residuos solidos en las superficies de contactos electrónicos 1. Que es la corrosión? 2. Qué causa la corrosión en los equipos electrónicos? 3. Tipos de corrosión
Corte con Láser. Ing. J. Gpe. Octavio Cabrera Lazarini M.C.
 Corte con Láser Ing. J. Gpe. Octavio Cabrera Lazarini M.C. Historia 1917 Albert Einstein teorizó el principio del láser con la teoría de la emisión estimulada. A partir de 1940 se empezó a trabajar en
Corte con Láser Ing. J. Gpe. Octavio Cabrera Lazarini M.C. Historia 1917 Albert Einstein teorizó el principio del láser con la teoría de la emisión estimulada. A partir de 1940 se empezó a trabajar en
Departamento de Física José Würschmidt Año Sistema de Enseñanza Aprendizaje por Proyectos Experimentales Simples y por Simulación en Computadora
 Sistema de Enseñanza Aprendizaje por Proyectos Experimentales Simples y por Simulación en Computadora Proyecto Física III Motor Magneto hidrodinámico: Comprobación practica de la ley de Lorentz Autor:
Sistema de Enseñanza Aprendizaje por Proyectos Experimentales Simples y por Simulación en Computadora Proyecto Física III Motor Magneto hidrodinámico: Comprobación practica de la ley de Lorentz Autor:
Propiedades de materiales
 Propiedades de materiales Para la realización de diversas tareas el hombre debe seleccionar los materiales adecuados, para lo cual es necesario conocer sus propiedades. Pero qué son las propiedades de
Propiedades de materiales Para la realización de diversas tareas el hombre debe seleccionar los materiales adecuados, para lo cual es necesario conocer sus propiedades. Pero qué son las propiedades de
Brocas de metal duro
 Brocas de metal duro La broca innovadora para el sector de la mecánica PLUS8, TECNOLOGíA ALEMANA CON ALMA ITALIANA. Zonas productivas y Centros de investigación y desarrollo en Europa y en Norte América
Brocas de metal duro La broca innovadora para el sector de la mecánica PLUS8, TECNOLOGíA ALEMANA CON ALMA ITALIANA. Zonas productivas y Centros de investigación y desarrollo en Europa y en Norte América
Microscopio Electrónico
 Microscopio Electrónico Prof. Iván Rebolledo El microscopio electrónico fue desarrollado en los años 30 y fue utilizado con especímenes biológicos por Albert Claude, Keith Porter y George Palade en los
Microscopio Electrónico Prof. Iván Rebolledo El microscopio electrónico fue desarrollado en los años 30 y fue utilizado con especímenes biológicos por Albert Claude, Keith Porter y George Palade en los
RESISTENCIA PARA CÁMARAS Y MOLDES DE INYECCIÓN DE PLÁSTICO
 Los cartuchos de Resistencias Regia se pueden suministrar tanto de Alta como de Baja carga. Compactos y sellados con soldaduras de extrema precisión. Tubo en acero inoxidable AISI 321 rectificado y calibrado,
Los cartuchos de Resistencias Regia se pueden suministrar tanto de Alta como de Baja carga. Compactos y sellados con soldaduras de extrema precisión. Tubo en acero inoxidable AISI 321 rectificado y calibrado,
QUÉ ES LA TEMPERATURA?
 1 QUÉ ES LA TEMPERATURA? Nosotros experimentamos la temperatura todos los días. Cuando estamos en verano, generalmente decimos Hace calor! y en invierno Hace mucho frío!. Los términos que frecuentemente
1 QUÉ ES LA TEMPERATURA? Nosotros experimentamos la temperatura todos los días. Cuando estamos en verano, generalmente decimos Hace calor! y en invierno Hace mucho frío!. Los términos que frecuentemente
Tipos de aserradero y sierras.
 Tipos de aserraderos Clase # 3 Tipos de aserradero y sierras. Tipos de sierras Sierras de cinta o de bandas. Diámetros medios y grandes Sierra de disco o circular de diámetro grande. Lugares apartados.
Tipos de aserraderos Clase # 3 Tipos de aserradero y sierras. Tipos de sierras Sierras de cinta o de bandas. Diámetros medios y grandes Sierra de disco o circular de diámetro grande. Lugares apartados.
Pilas electrolíticas
 Pilas electrolíticas Apellidos, nombre Departamento Centro Atienza Boronat, Mª Julia (matien@qim.upv.es) Herrero Villén, Mª Asunción (maherrero@qim.upv.es) Morais Ezquerro, Sergi B. (smorais@qim.upv.es)
Pilas electrolíticas Apellidos, nombre Departamento Centro Atienza Boronat, Mª Julia (matien@qim.upv.es) Herrero Villén, Mª Asunción (maherrero@qim.upv.es) Morais Ezquerro, Sergi B. (smorais@qim.upv.es)
REACCIONES DE TRANSFERENCIA DE ELECTRONES
 REACCIONES DE TRANSFERENCIA DE ELECTRONES CONCEPTO DE OXIDACIÓNREDUCCIÓN Oxidaciónreducción: proceso en el que se producen transferencias o intercambios de electrones de unas sustancias a otras: una sustancia
REACCIONES DE TRANSFERENCIA DE ELECTRONES CONCEPTO DE OXIDACIÓNREDUCCIÓN Oxidaciónreducción: proceso en el que se producen transferencias o intercambios de electrones de unas sustancias a otras: una sustancia
PROCESOS DE SOLDADURA POR ARCO. Soldadura por Arco Metalico & TIG/GTAW
 PROCESOS DE SOLDADURA POR ARCO Soldadura por Arco Metalico & TIG/GTAW CUADRO DE PROCESOS DE SOLDADURA PROCESO DE SOLDADURA POR ARCO La soldadura es reconocida en todo el mundo como un medio versatil de
PROCESOS DE SOLDADURA POR ARCO Soldadura por Arco Metalico & TIG/GTAW CUADRO DE PROCESOS DE SOLDADURA PROCESO DE SOLDADURA POR ARCO La soldadura es reconocida en todo el mundo como un medio versatil de
1. - Conceptos Generales de Metalurgia y su Vinculación con la Soldadura
 1. - Conceptos Generales de Metalurgia y su Vinculación con la Soldadura 1.1.- Aspectos de la elaboración del acero. Los diferentes tipos de hornos y/o convertidores. 1.2.- La formación de las escorias.
1. - Conceptos Generales de Metalurgia y su Vinculación con la Soldadura 1.1.- Aspectos de la elaboración del acero. Los diferentes tipos de hornos y/o convertidores. 1.2.- La formación de las escorias.
DESGASTE DE DADOS (MATRICES) EN EXTRUSIÓN DE ALUMINIO
 EN EXTRUSIÓN DE ALUMINIO") DESGASTE DE DADOS (MATRICES) EN EXTRUSIÓN DE ALUMINIO Composicion quimica del aluminio Par tículas de segunda fase Extrusión de per files Desgaste Composicion quimica del acero Nitruración COMPOSICION
DESGASTE DE DADOS (MATRICES) EN EXTRUSIÓN DE ALUMINIO Composicion quimica del aluminio Par tículas de segunda fase Extrusión de per files Desgaste Composicion quimica del acero Nitruración COMPOSICION
ENERGIAS DE LIBRE DISPOSICION
 Térmica -Energía Solar La energía solar térmica aprovecha directamente la energía emitida por el sol. Su calor es recogido en colectores líquidos o de gas que son expuestos a la radiación solar absorbiendo
Térmica -Energía Solar La energía solar térmica aprovecha directamente la energía emitida por el sol. Su calor es recogido en colectores líquidos o de gas que son expuestos a la radiación solar absorbiendo
PLACAS TORNEADO US905
 Excelente para el mecanizado de alta precisión de aleaciones termo-resistentes y aleaciones de titanio. Rompevirutas especiales para materiales difíciles de mecanizar. Rango de aplicación para el mecanizado
Excelente para el mecanizado de alta precisión de aleaciones termo-resistentes y aleaciones de titanio. Rompevirutas especiales para materiales difíciles de mecanizar. Rango de aplicación para el mecanizado
Capítulo 4: Circuitos de corriente continua
 Capítulo 4: Circuitos de corriente continua Corriente promedio: carga que pasa por A por unidad de tiempo Corriente Instantánea [ I ] = C/s = A (Ampere) J = q n v d Ley de Ohm George Simon Ohm (1789-1854)
Capítulo 4: Circuitos de corriente continua Corriente promedio: carga que pasa por A por unidad de tiempo Corriente Instantánea [ I ] = C/s = A (Ampere) J = q n v d Ley de Ohm George Simon Ohm (1789-1854)
El Espectro Electromagnético
 El Espectro Electromagnético ONDAS ELECTROMAGNETICAS Se componen de un campo eléctrico y un campo magnético, ambos variando en el tiempo Su energía aumenta con la frecuencia Se distinguen ondas ionizantes
El Espectro Electromagnético ONDAS ELECTROMAGNETICAS Se componen de un campo eléctrico y un campo magnético, ambos variando en el tiempo Su energía aumenta con la frecuencia Se distinguen ondas ionizantes
TECNOLOGÍA DE SECADO DE LECHE
 INFORME TÉCNICO TECNOLOGÍA DE SECADO DE LECHE 1 tecnología de secado de leche El descubrimiento de secado por spray constituyó un avance sumamente importante en la producción de deshidratados sensibles
INFORME TÉCNICO TECNOLOGÍA DE SECADO DE LECHE 1 tecnología de secado de leche El descubrimiento de secado por spray constituyó un avance sumamente importante en la producción de deshidratados sensibles
MOLDMAX HH. Aleación de Cobre Berilio de alta resistencia para moldes
 MOLDMAX HH Aleación de Cobre Berilio de alta resistencia para moldes Esta información se encuentra basada en nuestros conocimientos actuales y está dirigida a proporcionar información general sobre nuestros
MOLDMAX HH Aleación de Cobre Berilio de alta resistencia para moldes Esta información se encuentra basada en nuestros conocimientos actuales y está dirigida a proporcionar información general sobre nuestros
ELECTROQUÍMICA. 1. Conceptos de oxidación-reducción
 ELECTROQUÍMICA 1. Conceptos de oxidación-reducción Oxidación: transformación en la que una especie química pierde electrones o gana oxígeno. Reducción: transformación en la que una especie química gana
ELECTROQUÍMICA 1. Conceptos de oxidación-reducción Oxidación: transformación en la que una especie química pierde electrones o gana oxígeno. Reducción: transformación en la que una especie química gana
Unidad 6: ELECTROQUIMICA
 Unidad 6: ELECTROQUIMICA REACCIONES DE OXIDACION-REDUCCION Las reacciones redox son aquellas en las cuales hay intercambio de electrones entre las sustancias que intervienen en la reacción. Oxidación:
Unidad 6: ELECTROQUIMICA REACCIONES DE OXIDACION-REDUCCION Las reacciones redox son aquellas en las cuales hay intercambio de electrones entre las sustancias que intervienen en la reacción. Oxidación:
LED. Alma Rocío Alonso Zuñiga Iván Cossi Camacho
 LED Alma Rocío Alonso Zuñiga Iván Cossi Camacho Funcionamiento Un led es un componente optoelectónico pasivo y, más concretamente, un diodo que emite luz. Cuando un led se encuentra en polarización directa,
LED Alma Rocío Alonso Zuñiga Iván Cossi Camacho Funcionamiento Un led es un componente optoelectónico pasivo y, más concretamente, un diodo que emite luz. Cuando un led se encuentra en polarización directa,
Por eso en esta asignatura de Tecnología vamos a clasificar los materiales en tres grandes grupos:
 1. CLASIFICACIÓN DE LOS MATERIALES Si miras a tu alrededor los objetos que te rodean, observarás que la mayor parte de ellos están fabricados con plásticos, con madera, con metales, con papel, etc. Por
1. CLASIFICACIÓN DE LOS MATERIALES Si miras a tu alrededor los objetos que te rodean, observarás que la mayor parte de ellos están fabricados con plásticos, con madera, con metales, con papel, etc. Por
Tablas de Engranajes
 Diseño de Máquinas Tablas de Engranajes Madrid, Curso 2.005-2.006 . No se que cojones pasa con el cambio de hoja Índice general 1. Engranajes Cilíndricos Rectos 5 1. Resistencia a la Flexión............................
Diseño de Máquinas Tablas de Engranajes Madrid, Curso 2.005-2.006 . No se que cojones pasa con el cambio de hoja Índice general 1. Engranajes Cilíndricos Rectos 5 1. Resistencia a la Flexión............................
E L E C T R I C I D A D. Tubo de Plasma. Tubo de Plasma
 E L E C T R I C I D A D Tubo de Plasma Tubo de Plasma E L E C T R I C I D A D Además de los sólidos, líquidos y gases, es frecuente utilizar el término cuarto estado de la materia para los plasmas. En
E L E C T R I C I D A D Tubo de Plasma Tubo de Plasma E L E C T R I C I D A D Además de los sólidos, líquidos y gases, es frecuente utilizar el término cuarto estado de la materia para los plasmas. En
Sobre la conductividad (EC)
") Sobre la conductividad (EC) Aspectos generales de la conductividad La conductividad es la medida de la capacidad de una solución para conducir corriente eléctrica. Un instrumento mide conductividad posicionando
Sobre la conductividad (EC) Aspectos generales de la conductividad La conductividad es la medida de la capacidad de una solución para conducir corriente eléctrica. Un instrumento mide conductividad posicionando
SOLDADURA MAG. Argón (Ar) Dióxido de carbono (CO 2
 Dióxido de carbono (CO 2") GASES DE SLDADURA El proceso de soldadura y el gas adecuado van de la mano. Como método de unión, la soldadura se ha utilizado por siglos. Actualmente se utilizan aproximadamente 100 métodos de soldadura
GASES DE SLDADURA El proceso de soldadura y el gas adecuado van de la mano. Como método de unión, la soldadura se ha utilizado por siglos. Actualmente se utilizan aproximadamente 100 métodos de soldadura
Profesor: Richard Ayacura Castillo
 PROCESOS DE FABRICACIÓN FRESADO Profesor: Richard Ayacura Castillo LICEO INDUSTRIAL VICENTE PEREZ ROSALES DEPARTAMENTO DE MECANICA INDUSTRIAL FRESADO 1. Introducción, movimientos. 2. Partes de la fresadora.
PROCESOS DE FABRICACIÓN FRESADO Profesor: Richard Ayacura Castillo LICEO INDUSTRIAL VICENTE PEREZ ROSALES DEPARTAMENTO DE MECANICA INDUSTRIAL FRESADO 1. Introducción, movimientos. 2. Partes de la fresadora.
Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas
 Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas reflejada por bajos valores de dureza, produciendo mayor
Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas reflejada por bajos valores de dureza, produciendo mayor
LOS MATERIALES 1. DEFINICIÓN DE MATERIALES
 LOS MATERIALES 1. DEFINICIÓN DE MATERIALES 2. TIPOS DE MATERIALES. A. MATERIALES CERÁMICOS B. MATERIALES TEXTILES C. MADERAS D. MATERIALES PLÁSTICOS E. MATERIALES METÁLICOS F. MATERIALES PÉTREOS. 3. PROPIEDADES
LOS MATERIALES 1. DEFINICIÓN DE MATERIALES 2. TIPOS DE MATERIALES. A. MATERIALES CERÁMICOS B. MATERIALES TEXTILES C. MADERAS D. MATERIALES PLÁSTICOS E. MATERIALES METÁLICOS F. MATERIALES PÉTREOS. 3. PROPIEDADES
TEMA 1. MECANISMOS BÁSICOS DE TRANSMISIÓN DE CALOR
 TEMA 1. MECANISMOS BÁSICOS DE TRANSMISIÓN DE CALOR El calor: Es una forma de energía en tránsito. La Termodinámica y La Transferencia de calor. Diferencias. TERMODINAMICA 1er. Principio.Permite determinar
TEMA 1. MECANISMOS BÁSICOS DE TRANSMISIÓN DE CALOR El calor: Es una forma de energía en tránsito. La Termodinámica y La Transferencia de calor. Diferencias. TERMODINAMICA 1er. Principio.Permite determinar
Una mezcla es un compuesto formado por varias sustancias con distintas propiedades
 COMPOSICIÓN DE LA MATERIA Mezclas homogéneas y heterogéneas Una mezcla es un compuesto formado por varias sustancias con distintas propiedades Algunos sistemas materiales como la leche a simple vista parecen
COMPOSICIÓN DE LA MATERIA Mezclas homogéneas y heterogéneas Una mezcla es un compuesto formado por varias sustancias con distintas propiedades Algunos sistemas materiales como la leche a simple vista parecen
SISTEMAS DE TUBERIAS Y ACCESORIOS EN POLIPROPILENO.
 ESPECIFICACIONES TECNICAS Temperatura de Trabajo: desde 23 C hasta 95 C con picos intermitentes hasta de 135 C. Presión de trabajo: 150 P.S.I. Presión de Rotura: hasta 2.000 P.S.I. Bajo coeficiente térmico:
ESPECIFICACIONES TECNICAS Temperatura de Trabajo: desde 23 C hasta 95 C con picos intermitentes hasta de 135 C. Presión de trabajo: 150 P.S.I. Presión de Rotura: hasta 2.000 P.S.I. Bajo coeficiente térmico:
ThyssenKrupp Aceros y Servicios S.A.
 Aceros para Herramientas Normas Nombre AISI W. Nr. DIN Moldes para plásticos THYROPLAST 2083/2083 SUPRA 420 1.2083 X42Cr13 Aplicaciones Se recomienda para todo tipo de herramientas de moldeo, aunque sus
Aceros para Herramientas Normas Nombre AISI W. Nr. DIN Moldes para plásticos THYROPLAST 2083/2083 SUPRA 420 1.2083 X42Cr13 Aplicaciones Se recomienda para todo tipo de herramientas de moldeo, aunque sus
Tema 20 Propiedades eléctricas de los materiales.
 Tema 20 Propiedades eléctricas de los materiales. Las propiedades eléctricas miden la respuesta del material cuando se le aplica un campo eléctrico. Conductividad eléctrica R i = V ; R= resistencia del
Tema 20 Propiedades eléctricas de los materiales. Las propiedades eléctricas miden la respuesta del material cuando se le aplica un campo eléctrico. Conductividad eléctrica R i = V ; R= resistencia del
ESTO NO ES UN EXAMEN, ES UNA HOJA DEL CUADERNILLO DE EJERCICIOS. Heroica Escuela Naval
 CUADERNILLO DE FÍSICA. TERCER GRADO. I.- SUBRAYE LA RESPUESTA CORRECTA EN LOS SIGUIENTES ENUNCIADOS. 1.- CUANDO DOS CUERPOS CON DIFERENTE TEMPERATURA SE PONEN EN CONTACTO, HAY TRANSMISIÓN DE: A) FUERZA.
CUADERNILLO DE FÍSICA. TERCER GRADO. I.- SUBRAYE LA RESPUESTA CORRECTA EN LOS SIGUIENTES ENUNCIADOS. 1.- CUANDO DOS CUERPOS CON DIFERENTE TEMPERATURA SE PONEN EN CONTACTO, HAY TRANSMISIÓN DE: A) FUERZA.
REACCIONES DE TRANSFERENCIA DE ELECTRONES (Reacciones Redox)
") REACCIONES DE TRANSFERENCIA DE ELECTRONES (Reacciones Redox) 1 2 Tipos de reacciones redox (según su espontaneidad) Reacciones espontáneas: G
REACCIONES DE TRANSFERENCIA DE ELECTRONES (Reacciones Redox) 1 2 Tipos de reacciones redox (según su espontaneidad) Reacciones espontáneas: G
CONFORMACIÓN PLASTICA DE METALES: FORJA
 CONFORMACIÓN PLASTICA DE METALES: FORJA CONTENIDO Definición y Clasificación de los Procesos de Forja Equipos y sus Características Técnicas Variables Principales del Proceso Métodos Operativos (Equipos
CONFORMACIÓN PLASTICA DE METALES: FORJA CONTENIDO Definición y Clasificación de los Procesos de Forja Equipos y sus Características Técnicas Variables Principales del Proceso Métodos Operativos (Equipos
Práctica 6. Propiedades físicas y enlace químico
 Práctica 6. Propiedades físicas y enlace químico Revisaron: M. en C. Martha Magdalena Flores Leonar Dr. Víctor Manuel Ugalde Saldívar PREGUNTA A RESPONDER AL FINAL DE LA PRÁCTICA Qué tipo de enlace predomina
Práctica 6. Propiedades físicas y enlace químico Revisaron: M. en C. Martha Magdalena Flores Leonar Dr. Víctor Manuel Ugalde Saldívar PREGUNTA A RESPONDER AL FINAL DE LA PRÁCTICA Qué tipo de enlace predomina
Oferta tecnológica: Novedoso método de fabricación de superficies metálicas estructuradas para uso en diferentes Espectroscopias
 Oferta tecnológica: Novedoso método de fabricación de superficies metálicas estructuradas para uso en diferentes Espectroscopias Oferta tecnológica: Novedoso método de fabricación de superficies metálicas
Oferta tecnológica: Novedoso método de fabricación de superficies metálicas estructuradas para uso en diferentes Espectroscopias Oferta tecnológica: Novedoso método de fabricación de superficies metálicas
PREGUNTAS DE REPASO. Tomadas del libro: Fundamentos de Manufactura Moderna de Mikell P. Groover
 PREGUNTAS DE REPASO Tomadas del libro: Fundamentos de Manufactura Moderna de Mikell P. Groover 1. Identifique algunas de las razones por la que el maquinado es comercial y tecnológicamente importante.
PREGUNTAS DE REPASO Tomadas del libro: Fundamentos de Manufactura Moderna de Mikell P. Groover 1. Identifique algunas de las razones por la que el maquinado es comercial y tecnológicamente importante.
TEMPERATURA. E c partículas agitación térmica Tª
 TEMPERATURA Y CALOR TEMPERATURA Temperatura: de un cuerpo es la magnitud que expresa la agitación térmica de sus partículas que lo forman relacionado con su energía cinética, E c. E c partículas agitación
TEMPERATURA Y CALOR TEMPERATURA Temperatura: de un cuerpo es la magnitud que expresa la agitación térmica de sus partículas que lo forman relacionado con su energía cinética, E c. E c partículas agitación
Propiedades de la materia. Características de sólidos, líquidos y gases
 Propiedades de la materia Características de sólidos, líquidos y gases Fluidos Líquidos Ej: H 2 O Estados de la materia Gases Ej: O 2 Amorfos Ej: caucho Cristalinos Ej: sal, azúcar Sólidos Metálicos Enlace
Propiedades de la materia Características de sólidos, líquidos y gases Fluidos Líquidos Ej: H 2 O Estados de la materia Gases Ej: O 2 Amorfos Ej: caucho Cristalinos Ej: sal, azúcar Sólidos Metálicos Enlace
GUIA N o 2: TRANSMISIÓN DE CALOR Física II
 GUIA N o 2: TRANSMISIÓN DE CALOR Física II Segundo Cuatrimestre 2013 Docentes: Ing. Daniel Valdivia Lic. Maria Ines Auliel Universidad Nacional de Tres de febrero Depto de Ingeniería Sede Caseros II Buenos
GUIA N o 2: TRANSMISIÓN DE CALOR Física II Segundo Cuatrimestre 2013 Docentes: Ing. Daniel Valdivia Lic. Maria Ines Auliel Universidad Nacional de Tres de febrero Depto de Ingeniería Sede Caseros II Buenos
Reacciones redox espontáneas
 Celda galvánica o voltaica o electroquímica Pila galvánica o voltaica o electroquímica Cuba galvánica o voltaica o electroquímica Cada una de las partes se denomina: semicelda o semipila o electrodo Pila
Celda galvánica o voltaica o electroquímica Pila galvánica o voltaica o electroquímica Cuba galvánica o voltaica o electroquímica Cada una de las partes se denomina: semicelda o semipila o electrodo Pila
ThyssenKrupp Aceros y Servicios S.A.
 Aceros para Herramientas Normas Nombre AISI W. Nr. DIN Trabajo en caliente THYROTHERM 2344 EFS/EFS SUPRA H13 1.2344 X40CrMoV51 Aplicaciones Fabricación de herramientas para forja y estampa en caliente
Aceros para Herramientas Normas Nombre AISI W. Nr. DIN Trabajo en caliente THYROTHERM 2344 EFS/EFS SUPRA H13 1.2344 X40CrMoV51 Aplicaciones Fabricación de herramientas para forja y estampa en caliente
Ejercicio 1. Ejercicio 2. Ejercicio 3.
 Ejercicio 1. Suponiendo que la antena de una espacio de radio de 10 [kw] radia ondas electromagnéticas esféricas. Calcular el campo eléctrico máximo a 5 [km] de la antena. Ejercicio 2. La gente realiza
Ejercicio 1. Suponiendo que la antena de una espacio de radio de 10 [kw] radia ondas electromagnéticas esféricas. Calcular el campo eléctrico máximo a 5 [km] de la antena. Ejercicio 2. La gente realiza
ESPECIFICACIÓN DE LA MATERIA PRIMA
 CAPÍTULO 3: ESPECIFICACIÓN DE LA MATERIA PRIMA Página 20 3. ESPECIFICACIÓN DE LA MATERIA PRIMA 3.1 Selección del material La elección del material adecuado para fabricar una pieza depende esencialmente
CAPÍTULO 3: ESPECIFICACIÓN DE LA MATERIA PRIMA Página 20 3. ESPECIFICACIÓN DE LA MATERIA PRIMA 3.1 Selección del material La elección del material adecuado para fabricar una pieza depende esencialmente
MEDICIÓN DE CONDUCTIVIDAD TÉRMICA
 MEDICIÓN DE CONDUCTIVIDAD TÉRMICA Introducción: Las soluciones de la Ley de Fourier en su formulación diferencial, empleando las condiciones de borde adecuadas, permite resolver el problema de conducción
MEDICIÓN DE CONDUCTIVIDAD TÉRMICA Introducción: Las soluciones de la Ley de Fourier en su formulación diferencial, empleando las condiciones de borde adecuadas, permite resolver el problema de conducción
SENSORES DE FLUJO. Transducers for Biomedical Measurements: Principles and Applications, R.S.C. Cobbold, Ed. John Wiley & Sons
 SENSORES DE FLUJO Referencias bibliográficas Transducers for Biomedical Measurements: Principles and Applications, R.S.C. Cobbold, Ed. John Wiley & Sons Sensores y acondicionamiento de señal, R. Pallás
SENSORES DE FLUJO Referencias bibliográficas Transducers for Biomedical Measurements: Principles and Applications, R.S.C. Cobbold, Ed. John Wiley & Sons Sensores y acondicionamiento de señal, R. Pallás
16. Proceso de fresado
 16. Proceso de fresado El proceso de fresado Proceso de arranque de material que se obtiene mediante la traslación de una herramienta multifilo mientras gira alrededor de su eje. Proceso muy extendido,
16. Proceso de fresado El proceso de fresado Proceso de arranque de material que se obtiene mediante la traslación de una herramienta multifilo mientras gira alrededor de su eje. Proceso muy extendido,
Existen tres formas de transferencia metálica: 1. Transferencia Spray o de Rocío. 2. Transferencia Globular. 3. Transferencia por Corto-Circuito.
 SISTEMA MIG SÓLIDO Descripción del proceso El sistema MIG fue introducido a fines del año 1940. El proceso es definido por la AWS como un proceso de soldadura al arco, donde la fusión se produce por calentamiento
SISTEMA MIG SÓLIDO Descripción del proceso El sistema MIG fue introducido a fines del año 1940. El proceso es definido por la AWS como un proceso de soldadura al arco, donde la fusión se produce por calentamiento
RECUPERACIÓN PENDIENTES TECNOLOGÍA 3º ESO
 NOMBRE Y APELLIDOS: CURSO: RECUPERACIÓN PENDIENTES TECNOLOGÍA 3º ESO Para recuperar la TECNOLOGÍA DE 3º ESO PENDIENTE será necesario realizar un examen de recuperación y entregar el siguiente trabajo:
NOMBRE Y APELLIDOS: CURSO: RECUPERACIÓN PENDIENTES TECNOLOGÍA 3º ESO Para recuperar la TECNOLOGÍA DE 3º ESO PENDIENTE será necesario realizar un examen de recuperación y entregar el siguiente trabajo:
ÁREA DE FÍSICA GUÍA DE APLICACIÓN TEMA: ACÚSTICA Y ÓPTICA GUÍA: 1203 ESTUDIANTE: FECHA:
 ÁREA DE FÍSICA GUÍA DE APLICACIÓN TEMA: ACÚSTICA Y ÓPTICA GUÍA: 1203 ESTUDIANTE: E-MAIL: FECHA: ACÚSTICA Resuelva cada uno de los siguientes problemas haciendo el proceso completo. 1. Un estudiante golpea
ÁREA DE FÍSICA GUÍA DE APLICACIÓN TEMA: ACÚSTICA Y ÓPTICA GUÍA: 1203 ESTUDIANTE: E-MAIL: FECHA: ACÚSTICA Resuelva cada uno de los siguientes problemas haciendo el proceso completo. 1. Un estudiante golpea
Parte 10 Dispositivos de encendido
 Página 1 de 7 Parte 10 Dispositivos de encendido Preparado: E. Alberto Hernández Martín Responsable Calidad Revisado: Ana María García Gascó Director de certificación Aprobado: Ana María García Gascó Secretaria
Página 1 de 7 Parte 10 Dispositivos de encendido Preparado: E. Alberto Hernández Martín Responsable Calidad Revisado: Ana María García Gascó Director de certificación Aprobado: Ana María García Gascó Secretaria
Todo el proceso se hace a una temperatura de entre 80 y 90 C.
 El electrolizador Para realizar la electrólisis del agua no es necesario aplicar una tensión superior a 2,2Vcc, las bases que se suelen utilizar para variar el PH, están compuestas de KOH o NaOH. Al no
El electrolizador Para realizar la electrólisis del agua no es necesario aplicar una tensión superior a 2,2Vcc, las bases que se suelen utilizar para variar el PH, están compuestas de KOH o NaOH. Al no
Departamento de Física y Química. PAU Física, junio 2012 OPCIÓN A
 1 PAU Física, junio 2012 OPCIÓN A Pregunta 1.- Un satélite de masa m gira alrededor de la Tierra describiendo una órbita circular a una altura de 2 10 4 km sobre su superficie. Calcule la velocidad orbital
1 PAU Física, junio 2012 OPCIÓN A Pregunta 1.- Un satélite de masa m gira alrededor de la Tierra describiendo una órbita circular a una altura de 2 10 4 km sobre su superficie. Calcule la velocidad orbital
QUÍMICA Reactividad y equilibrio químico. Oxido - reducción. Tutora: Romina Saavedra
 QUÍMICA Reactividad y equilibrio químico Oxido - reducción Tutora: Romina Saavedra Balance de reacciones de óxido reducción Una reacción redox o de óxido reducción se caracteriza por la existencia de dos
QUÍMICA Reactividad y equilibrio químico Oxido - reducción Tutora: Romina Saavedra Balance de reacciones de óxido reducción Una reacción redox o de óxido reducción se caracteriza por la existencia de dos
Productos de Fibra Cerámica para Aplicaciones de Alta Temperatura
 3M Nextel Productos de Fibra Cerámica para Aplicaciones de Alta Temperatura Información de Producto 1. PRODUCTO Nextel 312, productos textiles de fibra cerámica para aplicaciones de alta temperatura. 2.
3M Nextel Productos de Fibra Cerámica para Aplicaciones de Alta Temperatura Información de Producto 1. PRODUCTO Nextel 312, productos textiles de fibra cerámica para aplicaciones de alta temperatura. 2.
HILO TÓRICO y JUNTAS TÓRICAS MOLDEADAS DE DIÁMETRO GRANDE
 HILO TÓRICO y JUNTAS TÓRICAS MOLDEADAS DE DIÁMETRO GRANDE En muchos casos, no existen juntas tóricas estándares cubriendo las necesidades de mantenimiento. En estos casos, se recurre frecuentemente al
HILO TÓRICO y JUNTAS TÓRICAS MOLDEADAS DE DIÁMETRO GRANDE En muchos casos, no existen juntas tóricas estándares cubriendo las necesidades de mantenimiento. En estos casos, se recurre frecuentemente al
Física II TRANSFERENCIA DE CALOR INGENIERÍA DE SONIDO
 TRANSFERENCIA DE CALOR INGENIERÍA DE SONIDO Primer cuatrimestre 2012 Titular: Valdivia Daniel Jefe de Trabajos Prácticos: Gronoskis Alejandro Jefe de Trabajos Prácticos: Auliel María Inés TRANSFERENCIA
TRANSFERENCIA DE CALOR INGENIERÍA DE SONIDO Primer cuatrimestre 2012 Titular: Valdivia Daniel Jefe de Trabajos Prácticos: Gronoskis Alejandro Jefe de Trabajos Prácticos: Auliel María Inés TRANSFERENCIA
Tema 2: Propiedades de los Materiales Metálicos.
 Tema 2: Propiedades de los Materiales Metálicos. 1. Propiedades mecánicas. 2. Mecanismos de deformación (Defectos). 3. Comportamiento elasto-plástico. 4. Comportamiento viscoso (fluencia y relajación).
Tema 2: Propiedades de los Materiales Metálicos. 1. Propiedades mecánicas. 2. Mecanismos de deformación (Defectos). 3. Comportamiento elasto-plástico. 4. Comportamiento viscoso (fluencia y relajación).
Sesión 7. El proceso cerámico tradicional (continuación)
") Sesión 7 El proceso cerámico tradicional (continuación) Moldeo El moldeo de las pastas cerámicas tradicionales depende de las propiedades plásticas y de flujo de ésta. La facilidad con que cambia de forma
Sesión 7 El proceso cerámico tradicional (continuación) Moldeo El moldeo de las pastas cerámicas tradicionales depende de las propiedades plásticas y de flujo de ésta. La facilidad con que cambia de forma
Los efectos de la corriente eléctrica sobre las partes vitales del cuerpo humano dependen de lo siguiente:
 En toda instalación eléctrica es necesario garantizar la seguridad de las personas que harán uso de ella. Para tal efecto es necesario dotarla de los mecanismos de protección que corresponda. Cuando se
En toda instalación eléctrica es necesario garantizar la seguridad de las personas que harán uso de ella. Para tal efecto es necesario dotarla de los mecanismos de protección que corresponda. Cuando se
Fabricación baterías LITIO - POLIMERO
 1 Fabricación baterías LITIO - POLIMERO FABRICACIÓN El proceso general de la fabricación de las baterías de litio polímero se resume en: Aleación del cátodo de litio, generación de un lingote, extrusión,
1 Fabricación baterías LITIO - POLIMERO FABRICACIÓN El proceso general de la fabricación de las baterías de litio polímero se resume en: Aleación del cátodo de litio, generación de un lingote, extrusión,
TEMPERATURA Y CALOR. Oxford 2º ESO
 TEMPERATURA Y CALOR Oxford 2º ESO TEMPERATURA Temperatura: de un cuerpo es la magnitud que expresa la agitación térmica de sus partículas que lo forman relacionado con su energía cinética, E c. E c partículas
TEMPERATURA Y CALOR Oxford 2º ESO TEMPERATURA Temperatura: de un cuerpo es la magnitud que expresa la agitación térmica de sus partículas que lo forman relacionado con su energía cinética, E c. E c partículas
UNIDAD 1. ENSAYO Y MEDIDA DE LAS PROPIEDADES DE LOS MATERIALES UNIDAD 3. MODIFICACIÓN DE LAS PROPIEDADES DE LOS METALES
 BLOQUE I. MATERIALES UNIDAD 2. OXIDACIÓN Y CORROSIÓN UNIDAD 3. MODIFICACIÓN DE LAS PROPIEDADES DE LOS METALES UNIDAD 4. DIAGRAMAS DE EQUILIBRIO EN MATERIALES METÁLICAS UNIDAD 5. TRATAMIENTOS TÉRMICOS DE
BLOQUE I. MATERIALES UNIDAD 2. OXIDACIÓN Y CORROSIÓN UNIDAD 3. MODIFICACIÓN DE LAS PROPIEDADES DE LOS METALES UNIDAD 4. DIAGRAMAS DE EQUILIBRIO EN MATERIALES METÁLICAS UNIDAD 5. TRATAMIENTOS TÉRMICOS DE
CENTRO UNIVERSITARIO MONTEJO A.C. Temario Ciencias 3 Énfasis en química. Bloque I. Las características de los materiales
 Bloque I. Las características de los materiales La ciencia y la tecnología en el mundo actual Identifica las aportaciones del conocimiento químico y tecnológico en la satisfacción de necesidades básicas,
Bloque I. Las características de los materiales La ciencia y la tecnología en el mundo actual Identifica las aportaciones del conocimiento químico y tecnológico en la satisfacción de necesidades básicas,
 Motores y sus sistemas auxiliares Encendido electrónico Tema 15. Encendido electrónico. 1 15.1. Sistemas de encendido electrónico Limitaciones de sistemas de encendido convencional. 1. Limitación de velocidad
Motores y sus sistemas auxiliares Encendido electrónico Tema 15. Encendido electrónico. 1 15.1. Sistemas de encendido electrónico Limitaciones de sistemas de encendido convencional. 1. Limitación de velocidad
NORMA DE COMPETENCIA LABORAL N.C.L.
 Página 1 de 5 VERSIÓN INICIAL VERIFICACIÓN METODOLÓGICA X VERIFICACIÓN TÉCNICA X CONSULTA PÚBLICA VERSIÓN AVALADA MESA SECTORIAL MESA SECTORIAL: REGIONAL: CENTRO: METODÓLOGO: MANTENIMIENTO DISTRITO CAPITAL
Página 1 de 5 VERSIÓN INICIAL VERIFICACIÓN METODOLÓGICA X VERIFICACIÓN TÉCNICA X CONSULTA PÚBLICA VERSIÓN AVALADA MESA SECTORIAL MESA SECTORIAL: REGIONAL: CENTRO: METODÓLOGO: MANTENIMIENTO DISTRITO CAPITAL
 TUTORIAL SOLDADURA Seguro que todos los que trabajáis en mantenimiento habéis estado en contacto con estos elementos de unión en diferentes momentos de vuestra vida profesional: en equilibrados, montajes,..
TUTORIAL SOLDADURA Seguro que todos los que trabajáis en mantenimiento habéis estado en contacto con estos elementos de unión en diferentes momentos de vuestra vida profesional: en equilibrados, montajes,..
EAFIT. Termoformado. Principios y aplicacion. Alexander Gil. 18/09/2012. TALLER DE DISEÑO Y DESARROLLO DE PRODUCTOS UNIVERSIDAD EAFIT Página 1
 EAFIT Termoformado Principios y aplicacion Alexander Gil. 18/09/2012 TALLER DE DISEÑO Y DESARROLLO DE PRODUCTOS UNIVERSIDAD EAFIT Página 1 Este documento habla de algunas nociones básicas de termo-formado,
EAFIT Termoformado Principios y aplicacion Alexander Gil. 18/09/2012 TALLER DE DISEÑO Y DESARROLLO DE PRODUCTOS UNIVERSIDAD EAFIT Página 1 Este documento habla de algunas nociones básicas de termo-formado,
Tema 5 Instrumentación
 Control de Procesos Químicos Tema 5 Instrumentación Medida de Temperatura Medida de Presión Se utiliza alguno de estos fenómenos para medir la temperatura: Medida de Temperatura a) Variación de volumen
Control de Procesos Químicos Tema 5 Instrumentación Medida de Temperatura Medida de Presión Se utiliza alguno de estos fenómenos para medir la temperatura: Medida de Temperatura a) Variación de volumen
Reconocer e identificar los materiales de acuerdo al grado de dureza. Identificar los tipos de indentadores utilizados en cada uno de los ensayos.
 1 Competencias: Reconocer e identificar los materiales de acuerdo al grado de dureza. Identificar los tipos de indentadores utilizados en cada uno de los ensayos. Analizar y determinar la dureza de los
1 Competencias: Reconocer e identificar los materiales de acuerdo al grado de dureza. Identificar los tipos de indentadores utilizados en cada uno de los ensayos. Analizar y determinar la dureza de los