CIUDAD GUAYANA, JUNIO DE
|
|
|
- Ernesto del Río Muñoz
- hace 6 años
- Vistas:
Transcripción
 EVALUACIÓN DE LA EFECTIVIDAD DEL PROCESO DE COLADA EN LA REDUCCIÓN DE DEFECTOS DE SALPICADURAS EN LAS PALANQUILLAS PRODUCIDAS EN LA ACERÍA 150 TM DE SIDOR. BELISARIO, Janeth C.I- 18.450.")
1 UNIVERSIDAD NACIONAL EXPERIMENTAL DE GUAYANA VICE-RECTORADO ACADÉMICO COORDINACIÓN GENERAL DE PREGRADO COORDINACIÓN DE PASANTIA SIDERÚRGICA DEL ORINOCO ALFREDO MANEIRO, (SIDOR C.A) EVALUACIÓN DE LA EFECTIVIDAD DEL PROCESO DE COLADA EN LA REDUCCIÓN DE DEFECTOS DE SALPICADURAS EN LAS PALANQUILLAS PRODUCIDAS EN LA ACERÍA 150 TM DE SIDOR. BELISARIO, Janeth C.I CIUDAD GUAYANA, JUNIO DE 2011.
2 UNIVERSIDAD NACIONAL EXPERIMENTAL DE GUAYANA VICE-RECTORADO ACADÉMICO COORDINACIÓN GENERAL DE PREGRADO COORDINACIÓN DE PASANTIA SIDERÚRGICA DEL ORINOCO ALFREDO MANEIRO, (SIDOR C.A) EVALUACIÓN DE LA EFECTIVIDAD DEL PROCESO DE COLADA EN LA REDUCCIÓN DE DEFECTOS DE SALPICADURAS EN LAS PALANQUILLAS PRODUCIDAS EN LA ACERÍA 150 TM DE SIDOR. Trabajo de Pasantía para optar al Grado de Ingeniero Industrial PEREZ, Luís Tutor Industrial GÓMEZ, Leonir Tutor Académico CIUDAD GUAYANA, JUNIO DE 2011.
3 ÍNDICE INTRODUCCIÓN 10 DESARROLLO: Planteamiento del problema 12 Objetivo general 14 Objetivos específicos 14 Justificación 14 DESCRIPCIÓN DE LA EMPRESA: 15 Misión 16 Visión 16 Política de Calidad 16 Proceso de colada continua de palanquillas 16 MARCO TEÓRICO: Antecedentes de la investigación 18 BASES TEÓRICAS: Fabricación de las palanquillas 18 Fusión en horno eléctrico de arco 19 Metalurgia Secundaria en Horno Cuchara y Estación de Argón 21 Colada Continua de Palanquillas 22 Metalurgia en el distribuidor 25
4 Defectos de colada continua 27 Defectos superficiales en palanquillas 27 Chorros líquidos 34 MARCO METODOLÓGICO: TIPO DE ESTUDIO: 36 Documental 36 De campo 37 Descriptiva 37 Aplicada 38 DISEÑO EXPERIMENTAL 38 POBLACIÓN Y MUESTRA: 39 Población 39 Muestra: 39 Muestra 1 39 Muestra 2 39 TÉCNICAS E INSTRUMENTOS DE RECOLECCIÓN DE DATOS: 40 Observación directa 40 Entrevista estructurada 40 Entrevistas no estructuradas 41 METODOLOGÍA DE ESTUDIO: 41 Análisis de las variables del proceso que dan origen al problema 41
5 PROCEDIMIENTO DE RECOLECCIÓN Y PROCESAMIENTO DE DATOS: 44 Recopilación de información teórica 44 Construcción del Diagrama de Ishikawa de la aparición del defecto 44 Correlación de las condiciones de operación y proceso con la aparición del defecto Correlación de las condiciones de operación con la aparición del defecto, mediante la inspección en línea de las palanquillas RESULTADOS: Análisis estadístico de las variables del proceso que dan origen al problema 47 Diagnostico de las variables del proceso involucradas en la formación de gotas frías en los moldes de la MCC2 aplicando el Diagrama de Ishikawa Verificar los mecanismos de formación del defecto de salpicaduras en las palanquillas Generación de Salpicaduras en el molde 53 Acumulación de Salpicaduras en el molde 53 Correlación de Variables mediante seguimiento e inspección visual de coladas Inspección visual del defecto de salpicaduras atrapadas superficialmente en las palanquillas producidas en la MCC2: Distribución de la población 55 CONSIDERACIONES DURANTE EL MUESTREO: 56 Muestreo realizado durante la variación del SET POINT de control de nivel de acero en el molde 57
6 Muestreo realizado durante la evaluación y seguimiento a la modificación de las tapas distribuidoras de la lubricación de molde 61 CONCLUSIONES 67 RECOMENDACIONES 68 GLOSARIO DE TÉRMINOS BÁSICOS 69 REFERENCIAS BIBLIOGRÁFICAS 72 ANEXOS 74
7 DEDICATORIA A Dios Todopoderoso por darme la oportunidad de vivir. A mis padres Amalia Ramos y Tadeo Belisario, por darme la vida. A mis hermanas Adriana y Veronica Belisario, por siempre estar allí. A mi sobrino ADRIAN ALBERTO LAREZ BELISARIO, que con solo reír llena de luz cualquier espacio, TE QUIERO MUCHISIMO SOBRINO, que Dios te Bendiga. A ustedes les dedico este proyecto
8 AGRADECIMIENTOS Quisiera expresar palabras de agradecimiento muy profundo a todas aquellas personas que han estado conmigo y que de una u otra forma me han apoyado para alcanzar todas mis metas, desde el comienzo de mi carrera, en cada semestre, cada materia, cada trabajo, pasantías, etc. Es muy difícil de nombrar a todas las personas que aportaron su granito de arena para alcanzar este objetivo, y sin menores meritos para ellos, he de nombrar: A DIOS, padre Todopoderoso, por ser la imagen divina que seguimos, y en la que siempre encontramos apoyo, con la FE de que siempre hemos de alcanzar lo que nos proponemos si trabajamos con empeño y con amor. A mis padres Amalia Ramos y Tadeo Belisario, no solo por darme la vida, sino también por tomar la laboriosa responsabilidad de criarme, y no solamente eso, sino de siempre tratar de hacer más de lo necesario, apoyarme en todas mis tareas y sobre todo el ser incondicionales y preocupados, a mis hermanas Adriana y Veronica Belisario, por estar siempre ahí y saber que puedo contar con ustedes, a un nuevo integrante de la familia que ha llenado de amor y de alegría cada pedacito de mi vida, ese pedacito de vida es mi sobrino ADRIAN ALBERTO LAREZ BELISARIO, esa personita que con solo reír llena de luz todos los espacios, TE QUIERO MUCHISIMO SOBRINO, que Dios te Bendiga. A la UNEG, por ser mí casa de estudio durante todos estos años, por brindarme la oportunidad de hacerme profesional, y hacer llegar la luz de muchos conocimientos a mi persona. A mi amiga, María Teresa Marinao, quien fue mi compañera de estudio durante toda la carrera, y quien siempre me brindo esa mano amiga, y con la que compartí muchas experiencias buenas y malas pero que siempre estuvo conmigo. Al Dr. Leonir Gómez, quien fue mi mayor apoyo, y una de las primeras personas en las que conseguí ayuda y luces a lo largo de la carrera y del que me he formado y continuo formándome, y quien además acepto la labor de ser mi tutor académico
9 A Luis Pérez, por su apoyo en el transcurso del trabajo. A la empresa SIDOR C.A, por darme la oportunidad de realizar la práctica profesional en sus instalaciones ya que este trabajo es un requisito indispensable para la obtención del título como Ingeniero Industrial. Muchas Gracias a todos
10 INTRODUCCIÓN La palanquilla es uno de los productos semielaborados de mayor referencia de la Siderúrgica del Orinoco (SIDOR), ya que alimentan la línea de producción de productos largos, de donde se obtienen cabillas (barras) y alambrón. Las mismas son producidas mediante la colada continua de aceros. La presencia de defectos en el semielaborado es perjudicial en los procesos siguientes, entre estos defectos se encuentran las gotas frías o salpicaduras en el molde. Este defecto afecta la calidad de la palanquilla, además de ocasionar problemas durante la laminación como por ejemplo, los encalles o roturas en los trenes de barras y alambrón. Cuando en la palanquilla se detecta la presencia de salpicaduras formando parte de la superficie, el material puede ser descartado y chatarreado, ocasionando pérdidas en cuanto a productividad. En tal sentido, el propósito principal de este trabajo de investigación es la evaluación de la efectividad del proceso de colada continua en la reducción del defecto de salpicaduras superficiales en las palanquillas. Este proyecto de investigación resulta de gran importancia, debido a que, al identificar los factores que favorecen directamente la aparición del defecto estudiado se arrojaran recomendaciones, que contribuyan a minimizar o eliminar el mismo. Para obtener información detallada referente al tema en estudio se pretende realizar una revisión bibliográfica, seguida de la elaboración de entrevistas estructuradas y no estructuradas con los técnicos de operaciones, así como el seguimiento del proceso de fabricación e inspección de palanquillas, esto a modo de cumplir con los objetivos planteados. Este trabajo fue realizado bajo el concepto de una investigación experimental, estructurada en cinco etapas, basadas principalmente en el problema que involucra el defecto de salpicaduras en los moldes de la MCC2. En la primera de ellas, se describe el problema al que se desea dar solución, destacando las variables relevantes en este estudio, como lo son la variación del SET POINT de control de pág. 10
11 nivel de molde y el seguimiento y evaluación de las tapas distribuidoras de la lubricación de molde modificadas, enfatizando la importancia de cada una de ellas en el desarrollo de la investigación. Seguidamente, se complementa la investigación con unas las bases teóricas que permiten conjugar ciertos parámetros, que para algunos autores son relevantes en el proceso de colada continua y que conllevan a una mayor efectividad en el proceso. Una vez concretados los aspectos teóricos, se procede a la aplicación de los métodos, técnicas, procedimientos y herramientas que facilitan el logro de los objetivos planteados, definiendo el tipo de investigación desarrollada y la población objeto de estudio, ya plasmadas las bases teóricas y aplicadas las herramientas, se procede a finalmente a proporcionar los resultados obtenidos, los cuales serán reflejados de acuerdo a los análisis de las evaluaciones realizadas en la efectividad del proceso de colada continua y en la evaluación de las palanquillas, destacando que todas las evaluaciones realizadas se desarrollaron a partir de los datos obtenidos durante el estudio. pág. 11
12 DESARROLLO Planteamiento del Problema SIDOR es un complejo siderúrgico que abarca desde la producción de pellas de mineral de hierro (su reducción), hasta la fabricación de productos terminados de acero, entre los que están los productos largos (barras y alambrón) y los productos planos (láminas en caliente, láminas en frío, y recubiertos). Este proceso global involucra también la obtención de productos semielaborados entre los que se encuentran las palanquillas, lingotes y planchones. Las palanquillas son piezas de acero de sección transversal cuadrada, con dimensiones nominales de 130 mm x 130 mm de lado y longitudes desde 12,30 metros hasta 16 metros. Las mismas son producidas utilizando el método de colada continua, que consiste en solidificar el acero líquido de manera continua, desde la superficie hasta el núcleo a través de moldes refrigerados. El proceso de colada continua es una de las fases de mayor importancia en la determinación de la calidad de los aceros producidos, ya que se deben lograr condiciones óptimas de solidificación y mínima reoxidación del acero para evitar los efectos perjudiciales en la limpieza del mismo. Uno de los adelantos a nivel mundial en el campo de colada continua, es la implementación de sistemas de cambio rápido de boquilla, el cual SIDOR adoptó e implementó en la Acería de Palanquillas, específicamente en la Máquina de Colada Continua N 2, (MCC2). Allí, utiliza un sistema de cambio rápido de boquilla llamado Sistema MNC (Mechanism Nozzle Change), el cual proporciona la secuencialidad exigida por este proceso. La facilidad en el reemplazo de la boquilla inferior alarga la vida útil del distribuidor ya que el desgaste de las boquillas por el paso de acero deja de ser el factor limitante en la continuidad de las coladas, generando beneficios, como la disminución en costos al alargar el funcionamiento de un mismo distribuidor para un mayor número de coladas. pág. 12
13 Entre los problemas más comunes que se presentan en la MCC2, se encuentra la formación de las llamadas velas, las cuales consisten en aglomerados de acero que se adhieren a la salida de las boquillas de los distribuidores durante la colada. Estas ocasionan la desviación del flujo de acero causando la adhesión de gotas frías (salpicaduras) en las paredes del molde, originando como consecuencia roturas por desgarramiento en la palanquilla, conocidas como BREAK OUTS, una vez que la piel, que comienza a solidificarse, se adhiere a las mismas actuando como superficie de transferencia de calor a partir de la cual se da un nuevo frente de solidificación. De la misma forma, las gotas frías generan problemas de calidad al momento de ser removidas, ya que se necesita la utilización de lanzas de oxígeno para su remoción, lo que implica el desplazamiento temporal del dispositivo que protege al acero de la exposición a la atmósfera en el paso del distribuidor hacia el molde (en el caso de aceros de alto carbono). Ya removidas, estas gotas frías, caen al baño de acero líquido del molde pudiendo producir defectos como atrape de escoria. Estos constituyen unos de los defectos más comunes en las palanquillas que provocan su rechazo y cuantiosas pérdidas a la empresa, ya que se ve afectada su composición y homogeneidad. Debido a las razones anteriormente expuestas es de suma importancia reducir el problema de formación de gotas de frías (salpicaduras) en los moldes de la MCC2, para mejorar la productividad en el proceso de colada y la calidad del producto final elaborado en la Acería de palanquillas de SIDOR. Es por ello, que la empresa en su intento por minimizar el problema planteado desarrolló estudios del fenómeno de formación de estas gotas frías, el cual abarcó desde el seguimiento de la fabricación del acero con sus diferentes aleaciones y su caracterización, hasta la obtención del producto final. Por otra parte, SIDOR solicitó la asesoría de la empresa Danieli, fabricante de la MCC2, sobre el tema de la incidencia en la generación de salpicaduras en los moldes. Sin embargo, sus conclusiones en relación a esto estuvieron dirigidas a la química del acero y no al diseño de la máquina. pág. 13
14 Por lo tanto, la presente investigación tiene como objetivo principal, realizar un riguroso seguimiento y evaluación de variables que influyen en la formación de gotas frías en los moldes de la MCC2, con la finalidad de brindar alternativas que contribuyan a minimizar su presencia, permitiendo así cumplir con los requisitos de calidad de los clientes más exigentes. OBJETIVO GENERAL. Evaluar la efectividad del proceso de colada en la reducción del defecto de salpicaduras en las palanquillas producidas en la Máquina de Colada Continua N 2 (MCC2), de la acería 150 TM de SIDOR, mediante seguimiento del producto en correlación con las variables del proceso de colada continua. Objetivos Específicos. 1. Realizar seguimiento a la generación de salpicaduras variando el Set Point de nivel de molde durante el proceso de colada, asegurándose la operatividad de las líneas. 2. Realizar seguimiento para evaluar la generación del defecto salpicaduras, utilizando los moldes con las tapas de lubricación modificadas, según plano AAP-MCC-SA-MDT Correlacionar variables de proceso en la MCC2 y condiciones operativas como tipo de acero, temperaturas de proceso, lubricación de molde, etc., para marcar su efecto en la generación del defecto de salpicaduras en las palanquillas de la MCC 2. Justificación En los procesos productivos, siempre se busca optimizar recursos aprovechando materiales, tiempo y energía y garantizando a su vez la calidad del producto. Cuando el producto presenta algún defecto, se ven comprometidos los criterios pág. 14
15 anteriores en menor o mayor escala. Tal es el caso de las palanquillas que presentan salpicaduras, ya que el defecto puede alcanzar magnitudes que imposibilite el procesamiento de la palanquilla y esta se deba chatarrear parcial o completamente, lo cual se traduce en consumo innecesario de tiempo y energía. Es por esto que se requiere un estudio que permita conocer al detalle la naturaleza del mismo, de modo que, en conjunto con un estudio estadístico y un seguimiento de las condiciones de operación y proceso se puedan determinar las causas reales del problema, con el fin de precisar las condiciones que se deban considerar para asegurar la calidad del producto en términos de la no aparición del defecto salpicaduras en la superficie de las palanquillas. DESCRIPCIÓN DE LA EMPRESA Alrededor de los años 50, se hizo evidente una creciente demanda de acero por su utilidad para fabricar productos terminados, esto, acompañado de la industrialización de los países latinoamericanos de este sector y el descubrimiento de los yacimientos de mineral de hierro en el cerro El Pao (1926) y Cerro Bolívar (1947), fue lo que impulsó el nacimiento de La Industria Siderúrgica del Orinoco Alfredo Maneiro Sidor C.A., fundado durante el gobierno de Marcos Pérez Jiménez, para la producción de acero con tecnologías de Reducción Directa y Hornos de Arco Eléctrico, con los recursos naturales disponibles, lo que redujo las importaciones de productos de acero y dio inicio a la explotación de nuestros yacimientos de mineral de hierro. Esta planta es uno de los complejos más grandes de este tipo en el mundo. Una vez descubierta la factibilidad que tenia este proyecto en Venezuela, debido a nuestra ubicación y vastos recursos minerales, se fue desarrollando un largo proceso de transformación y planificación que dieron como resultado la empresa sólida y gran potencia mundial que conocemos hoy en día. pág. 15
16 Misión. Comercializar y fabricar productos de acero con altos niveles de productividad, calidad y sustentabilidad, abasteciendo prioritariamente al sector transformador nacional como base del desarrollo endógeno, con eficiencia productiva y talento humano altamente calificado, comprometido en la utilización racional de los recursos naturales disponibles; para generar desarrollo social y bienestar a los trabajadores, a los clientes y a la Nación. Visión. Ser la empresa socialista siderúrgica del Estado venezolano, que prioriza el desarrollo del Mercado nacional con miras a los mercados del ALBA, andino, caribeño y del MERCOSUR, para la fabricación de productos de acero con alto valor agregado, alineada con los objetivos estratégicos de la Nación, a los fines de alcanzar la soberanía productiva y el desarrollo sustentable del país. Política de Calidad La siderúrgica socialista SIDOR Alfredo Maneiro tiene como compromiso la búsqueda de la excelencia empresarial con un enfoque dinámico que considera sus relaciones con los clientes, accionistas, empleados, proveedores y la comunidad, promoviendo la calidad en todas sus manifestaciones como una manera de asegurar la confiabilidad de sus productos siderúrgicos y la preservación del medio ambiente. Proceso de Colada Continua de Palanquillas. El presente trabajo fue desarrollado en su totalidad en las Maquinas de Colada Continua de la Acería Eléctrica de Palanquillas, específicamente en la Maquina de Colada Continua N 2. Este proceso consiste en solidificar el acero líquido de manera continua, desde la superficie al núcleo a través de moldes refrigerados, para la producción de palanquillas. El proceso puede ser agrupado en base a la pág. 16
17 secuencia de operaciones en: Carga de acero al distribuidor, Solidificación en el molde, Enfriamiento del acero (enfriamiento secundario) y Manejo, acondicionado y despacho de palanquillas. Fue concebido en 1950, el proceso consiste en colocar un molde con la forma que se requiere debajo de un repartidor o artesa, desde el que con una válvula puede ir dosificando material fundido al molde. Por gravedad el material fundido pasa por el molde, el cual está enfriado por un sistema de agua, al pasar el material fundido por el molde frío se solidifica una piel externa y adquiere la forma del molde. Posteriormente el material es conformado con una serie de rodillos que al mismo tiempo lo arrastran hacia la parte exterior del sistema, una vez conformado el material con la forma necesaria y con la longitud adecuada se corta y manipula. La colada continua es un proceso muy eficaz y efectivo para la fabricación de varios tipos de materiales de uso comercial. Se denomina continua porque el producto sale sin interrupción de la máquina, hasta que se haya agotado el acero en el distribuidor o artesa. SIDOR, en la Acería de Palanquillas, cuenta actualmente con dos máquinas para el proceso de colada continua, de seis líneas de producción cada una, identificadas como MCC 2 y MCC 3. La máquina 2 es la más moderna, instalada a comienzos del año 2002 por la empresa italiana DANIELI, presentando grandes avances en el sistema de automatización, una gran capacidad de sus distribuidores, e implementando el innovador sistema de cambio rápido de boquillas que permite la ventaja de utilizar el mismo distribuidor por un mayor número de coladas consecutivas. pág. 17
18 MARCO TEORICO Antecedentes de la Investigación Existen numerosas investigaciones para minimizar el atrape de gotas frías en las palanquillas, muchas de las cuales, estuvieron centradas en la determinación del origen del defecto de salpicaduras en los moldes, y que fueron relacionados a defectos que operativamente calificaban como escoria atrapada, pero que al caracterizar más detalladamente, demostraban que se trataba de aglomeración de salpicaduras en el molde (gotas frías). Algunos investigadores sugirieron la modificación de la relación Mn/Si, así como una práctica de limpieza de molde más efectiva, reduciendo el problema notablemente. Por su parte, otros investigadores, concluyeron que la lubricación en el molde y las prácticas de limpieza del mismo son determinantes en la generación del defecto de atrape de gotas frías en las palanquillas y que con la aplicación de las recomendaciones anteriores se puede lograr minimizar el problema, implementando la modificación de dichos parámetros. En dichas investigaciones se realizó la caracterización del defecto y el seguimiento de las condiciones de operación para establecer el origen del mismo en cada caso en particular, lo que constituye parte de la metodología de la presente investigación. Bases Teóricas Fabricación de Palanquillas La Palanquilla es un producto semielaborado de sección cuadrada, cortado a determinada longitud y posteriormente transformado por laminación o forja en caliente para obtener productos tales como barras lisas y con resaltes, alambrón, pletinas, entre otros. La fabricación de las mismas se realiza mediante los procesos de aceración y colada continua. pág. 18


19 Figura 1. Palanquillas de 130*130 mm. El proceso de aceración se lleva a cabo mediante la siguiente secuencia de operaciones: recepción y preparación de las materias primas, fusión en el Horno Eléctrico de Arco y afino en la Metalurgia Secundaria. A diferencia de los métodos convencionales para fabricar acero en una sola unidad operativa, actualmente la producción de acero se ha dividido en una etapa primaria y una secundaria. La primera etapa comprende la fusión de la carga metálica en el Horno Eléctrico de Arco, donde se lleva a cabo una refinación parcial. La segunda etapa o Metalurgia Secundaria, que tiene lugar en el cucharón y comprende la puesta en práctica de todas las medidas necesarias para la obtención de aceros de Calidad. Figura 2. Esquema del proceso de fabricación de palanquillas. Fusión en Horno Eléctrico de Arco. La fusión se lleva a cabo mediante un proceso de cuatro etapas, las cuales son: Fusión, oxidación, ajuste de la temperatura y composición química, y sangrado. pág. 19
20 Fusión. Se realiza la carga de la chatarra mediante cestas a través de la apertura superior del horno. El horno contiene un remanente de acero líquido de la colada previa (pie líquido) para ayudar a fundir la carga actual. Luego se conecta la energía eléctrica, generándose un arco eléctrico entre los electrodos y la carga metálica, lo cual produce suficiente energía calórica para fundir la chatarra. Una vez que se ha fundido aproximadamente el 20% de la chatarra, empieza la alimentación del HRD y cal que se mantiene en forma continua hasta completar la carga. El patrón de carga es 20% máximo de chatarra y 80% mínimo de HRD y briquetas. Los electrodos funden la carga metálica de abajo hacia arriba formando un charco de metal fundido. La fundición ocurre por: la radiación del charco de metal fundido, el calor generado por el arco y la resistencia al flujo de corriente ofrecida por la carga. Oxidación. Una vez que la carga es parcialmente fundida, el oxígeno y carbón son inyectados, incrementando la energía química del baño. Se inicia la formación de escoria espumosa con elementos provenientes de la ganga del HRD y las adiciones de cal al Horno. La escoria remueve las impurezas del baño, produciendo la oxidación del fósforo, silicio, manganeso. Se inicia la descarburación del baño al empezar a reaccionar con el oxígeno inyectado y el de la propia atmósfera del horno. Ajuste de Temperatura y Composición Química. En esta etapa se ajusta la temperatura y composición química (Carbono y Fósforo) a los valores de especificación de acuerdo a los requerimientos del proceso en función de los análisis de las muestras tomadas en el período de fusión y analizadas en el Laboratorio Químico. Esto se logra variando las ratas de alimentación de HRD, la cal y la inyección de oxígeno y coque. Sangrado. Una vez que se concluye el tratamiento en el horno, el acero es vaciado fuera del mismo a un contenedor denominado cucharón, que en lo sucesivo será el medio de transporte del acero líquido por el resto de las etapas en el proceso de aceración. El horno nunca se vacía totalmente, de manera que el acero líquido pág. 20
21 que se deja en el mismo, ayude a fundir la próxima carga. El cucharón debe estar precalentado antes de la transferencia para que pueda mantener la temperatura del acero. Metalurgia Secundaria en Horno Cuchara y Estación de Argón Las actividades de afino del acero (metalurgia secundaria) fuera del horno en la instalación denominada Horno Cuchara satisface la necesidad de maximizar productividad, mejorar la calidad del acero, desarrollar nuevas calidades y disminuir costos. Los principales propósitos del proceso de metalurgia secundaria son: 1. Lograr que el acero tenga características químicas requeridas 2. Alcanzar la temperatura del tratamiento final 3. Afino del acero, es decir, separara el baño de inclusiones. La secuencia de operaciones en esta etapa es: 1. Se coloca el cucharón debajo de la bóveda a través de la cual se bajan tres electrodos de grafito para calentar el baño a una temperatura de alrededor de 1600 ºC. 2. Se ajusta la composición química, adicionando elementos formadores de escoria sintética (Cal cálcica, aluminio en hojuelas, bauxita, flúor, alúmina) y ferroaleaciones (ferromanganeso, ferrosilicio y ferrosilicomanganeso). 3. Continúa la inyección de argón por la parte inferior, provocando un agitado controlado para ayudar a la flotación de inclusiones, la desulfuración y homogenización térmica. 4. Se inyecta calcio envainado para modificar las inclusiones de alúmina, formando un aluminato de calcio de bajo punto de fusión, lo cual permite pág. 21

22 asegurar una buena colabilidad del acero. Se obtienen así, los requerimientos de calidad que aseguran un adecuado nivel de limpieza en el acero. 5. Finalmente, el cucharón se transporta a la zona de colada continua. Colada Continua de Palanquillas La colada continua consiste en solidificar el acero líquido de manera continua, desde la superficie al núcleo a través de moldes refrigerados, para la producción de palanquillas. El proceso puede ser agrupado, en base a la secuencia de operaciones, en: Carga de acero al distribuidor, Solidificación en el molde, Enfriamiento del acero (enfriamiento secundario) y Manejo, acondicionado y despacho de palanquillas. Figura 3. Máquina de colada continua 2 de la acería de palanquillas de SIDOR, en donde se aprecian las 6 líneas de colada. Carga de Acero al Distribuidor. El cucharón proveniente de la etapa de Metalurgia Secundaria se posiciona en la plataforma superior de la máquina, sobre un dispositivo llamado torreta giratoria. Una vez en posición, descarga el acero por el fondo. El acero líquido pasa a un distribuidor y desde este, fluye a los moldes de las seis líneas de colada continua para su solidificación. pág. 22

 (b) Figura 4. Distribuidor para fabricación de Palanquillas. (a) Vista interna. (b) Carcasa metálica. Solidificación en Molde.")
23 El distribuidor tiene como objeto suministrar un flujo continuo de acero al molde, lograr la separación de las inclusiones y mantener una altura estable del acero por encima de las boquillas para evitar pase de escoria al molde. La distribución del flujo de acero al molde depende principalmente del diámetro de las boquillas, la densidad del acero líquido y el nivel de acero en distribuidor, y su debido control permite obtener un nivel de acero constante y adecuado en el molde. (a) (b) Figura 4. Distribuidor para fabricación de Palanquillas. (a) Vista interna. (b) Carcasa metálica. Solidificación en Molde. Los moldes son básicamente cajas abiertas de cobre de alta pureza recubiertas con níquel, donde se define la forma, dimensiones y calidad superficial de las palanquillas. Figura 5. Moldes de Colada Continua, a) Vista Superior del Conjunto Molde Carcasa. b) Cuadrado Interno de Cobre El proceso de solidificación se lleva a cabo de la siguiente manera: pág. 23
24 1. Para el arranque de una colada, los moldes son cerrados en su fondo con un dispositivo denominado barra rígida que actúa como tope para la formación de la primera palanquilla. 2. El acero líquido, a una temperatura de aproximadamente C aproximadamente, fluye a través de las boquillas del distribuidor hacia el molde, el cual es refrigerado con agua (enfriamiento primario) y extrae el calor de la capa de acero que comienza a solidificarse. La transferencia de calor ocurre a través de la capa de acero solidificada, desde la superficie solidificada hasta la superficie interior del molde. 3. Se utiliza aceite para lubricar la interfaz entre el molde y la piel solidificada, una parte del aceite se quema al nivel del acero, reduciendo el efecto perjudicial de la oxidación causada por el aire. Otra parte del aceite se descompone en C y entre el acero fundido y la pared del molde sirviendo simplemente de aceite lubricante. El aceite debe ser alimentado uniformemente por la parte superior del molde para evitar el pegado local del acero y la cantidad debe ser la menor posible, conforme a la eficiencia de la lubricación. 4. Los moldes son sometidos a un movimiento de oscilación vertical para lograra una mejor acción de lubricación entre ellos y la piel de acero solidificada, cuya frecuencia varía automáticamente en función de los cambios en la velocidad de colada. La oscilación del molde evita que se pegue la capa sólida al molde, que se peguen las salpicaduras de la capa solidificada, minimiza la fricción y evita las roturas de la capa solidificada. 5. El acero sale del molde por la acción de los rodillos extractoenderezadores. En el caso de la primera colada, la barra falsa es halada por los rodillos, el acero se pega a la punta de la barra falsa y sale por debajo del molde. pág. 24

25 Lubricación en Colada Continua. La lubricación en el molde tiene como objetivo, en conjunto con los movimientos de oscilación del mismo, evitar la adhesión del metal fundido en las paredes del molde. La distribución del lubricante al molde se realiza mediante una tapa o cubierta de lubricación, en la cual hay 4 depósitos de lubricante que, por rebose, suministran el aceite a las paredes del molde. Tapa de Lubricación de Molde Depósitos de Lubricante Figura 6. Plano del sistema de lubricación de moldes MCC2. Metalurgia en el Distribuidor Dimensión del Distribuidor La limpieza del acero depende principalmente de la altura del acero en el distribuidor y la distancia horizontal entre el chorro de colada y zona de entrada de acero en la boquilla. Un incremento en ambas dimensiones es favorable para la limpieza del acero. La altura del distribuidor es fundamental para evitar el paso de inclusiones al molde, debido a que la altura del acero debe de estar en función de la velocidad de colada para permitir un cambio correspondiente de cucharón sin la necesidad de bajar el nivel de acero y ocasionar el arrastre de inclusiones al molde. pág. 25
26 Temperatura del distribuidor El control de la temperatura del acero líquido depende principalmente del sobrecalentamiento del distribuidor, la temperatura del acero en el cucharón y del perfil de temperatura durante la colada. El precalentamiento o sobrecalentamiento del distribuidor es el exceso de temperatura sobre la temperatura de líquidus del acero, usualmente presenta valores entre 20 C-50 C. Tiene como objeto alcanzar un arranque exitoso de la colada, evitando el cierre de boquillas por formación de rebaba o por falta de temperatura del acero que pueda ser absorbida por el refractario. Las pérdidas de calor en el interior del distribuidor deben mantenerse lo más bajas posible, asegurando al mismo tiempo la separación parcial de las inclusiones no metálicas del acero hacia la capa de escoria que cubre la superficie del baño. Temperatura del acero en el distribuidor Las temperaturas de solidificación y de colada de los aceros al carbono se pueden deducir a partir del diagrama hierro carbono. Una referencia aproximada, fija que la temperatura del acero a la salida del horno conviene que sea de 80 a 150 C superior a la de liquidus y la temperatura en el distribuidor, al momento de colar el acero al molde, sea de 40 a 75 C superior a la de solidificación. La máxima temperatura del baño también viene limitada por la resistencia térmica que tienen los ladrillos de refractario que forman el distribuidor y por la resistencia química al ataque de la escoria a las elevadas temperaturas que se alcanzan durante el proceso. Movimiento del acero Las condiciones del flujo en el distribuidor afectan la disminución o eliminación de las inclusiones. Las condiciones de flotación de inclusiones en el distribuidor son difíciles de controlar, ya que el flujo de acero genera gran turbulencia. El movimiento del acero dentro del distribuidor debe evitar una turbulencia excesiva en la interfaz escoria-metal, impidiéndose la generación de regiones pág. 26
27 descubiertas en la escoria que reviste la superficie del acero, lo que ocasionaría la reoxidación del metal por exposición a la atmósfera. La regulación de salida del flujo de acero del distribuidor al molde se da mediante boquillas, cuyo objetivo es conseguir un nivel de acero constante y adecuado en el molde. Defectos de Colada Continua El conocimiento de las causas de los defectos más importantes que se encuentran en los productos elaborados mediante el proceso de colada continua de aceros es uno de los objetivos primarios para la obtención de productos de óptima calidad como así también para una correcta operación de la máquina de colada. El gran número de trabajos científicos y técnicos publicados en el mundo hace necesario efectuar una revisión de dicha literatura y aplicar una metodología de clasificación de los defectos los más simplificados posibles. Los defectos de colada continua se pueden clasificar en tres categorías: 1. Defectos Internos. Entre los cuales se pueden nombrar porosidad Central, fisuras internas, fisuras por flexión, fisuras por contracción, fisuras por compresión. 2. Defectos de Forma. Entre los cuales el de mayor impacto es la romboides. 3. Defectos Superficiales. Definidos con mayor detalle en el siguiente punto. Defectos Superficiales en Palanquillas Es bien conocido que todos los productos elaborados por el proceso de colada continua: palanquillas, tochos o planchones, presentan defectos superficiales en mayor o menor escala. Es necesario minimizar este tipo de defectos tanto como sea posible y para lograrlo se debe controlar el estado superficial del molde o lingotera, la apropiada lubricación y la regularidad de las oscilaciones, así como los pases de escoria, entre otras. Es indudable que la mayoría de estas causas que afectan la calidad superficial de los productos de colada continua están asociadas con la pág. 27
28 composición del acero y la tecnología y/o metodología empleada para la fusión y la colada del mismo. Algunos de los defectos superficiales más comunes en las palanquillas serán descritos a continuación. Enchapado. El enchapado se produce cuando el acero líquido dentro del molde entra en contacto directo con la pared del mismo, se solidifica y adhiere a ella, la película solidificada es arrastrada hacia arriba durante el movimiento ascendente del molde juntamente con éste, en virtud de la fuerza ejercida hacia abajo por el movimiento descendente de la piel, se desprende de la pared interna del molde y es bañada por el acero líquido que sigue alimentando el molde, en caso de no fundirse totalmente se produce entonces este defecto comúnmente llamado enchapado. El enchapado puede evitarse mediante: 1. El empleo de un lubricante apropiado en el molde, por ejemplo aceite de nabo o colza. 2. Una dosificación suficiente del lubricante empleado para molde. Por otra parte cuando se emplea una excesiva dosis de aceite para la lubricación, es posible que se formen poros pequeños ( pinholes ) en la superficie del material. Marca de Empalme (Junta Fría). Durante la colada de aceros calmados con aluminio con chorro de caída libre y no protegido se acumula frecuentemente en la boquilla del distribuidor, óxido de aluminio, al punto tal que el chorro se vuelve errático y, por consiguiente, no se garantiza ya una colada perfecta. Para extraer esas acumulaciones, la mayoría de las veces se procede a interrumpir la alimentación de acero y se disminuye la velocidad de extracción de la palanquilla. En estas condiciones, el nivel del baño se solidifica a partir de la pared interna del molde y cuando se reanuda el proceso de pág. 28
29 colada, el acero líquido cae sobre la superficie ya en parte solidificada no alcanzándola a fundir totalmente. Exudado. Ciertas protuberancias que es posible observar en los cantos y sobre la cara de las palanquillas, son causadas por perforaciones. Estas se producen cuando, durante el movimiento descendente dentro del molde, se agrieta o rompe la piel de la palanquilla, irrumpiendo entonces el acero líquido a través de la piel de la palanquilla y llenando nuevamente el espacio entre palanquilla y molde, en general, el acero líquido se solidifica al entrar en contacto con la pared del molde. La rotura de la piel de la palanquilla puede obedecer a las siguientes causas: 1. Desprendimiento prematuro de la piel respecto de la pared del molde. 2. Molde gastado. 3. Incrustaciones de escoria o salpicaduras de acero oxidadas en la piel. 4. Excesivo o deficiente enfriamiento primario en el molde. La calificación de este defecto dependerá de la altura de la protuberancia generada y, a su vez, de los criterios de aceptación y rechazo. Marcas de Oscilación. En la superficie de la palanquilla es posible observar irregularidades marcadas, de forma ondulada y siguiendo comúnmente un curso perpendicular al eje de la palanquilla. A este tipo de defecto llamado marcas de oscilación se le considera como una característica del producto fabricado en el proceso de colada continua. En el caso de marcas de oscilación fuertemente pronunciadas, éstas pueden generar pliegues o solapados, en el procesado posterior de las palanquillas. Este tipo de ondulaciones si son severas pueden provocar en la etapa de colada fisuras transversales cercanas o en la misma base de las marcas de oscilación. pág. 29
30 Las marcas de oscilación son causadas por el movimiento de la lingotera. La forma y dimensión de las mismas, dependen de la altura y frecuencia de la oscilación. A medida que disminuye la carrera se hace más pequeña la distancia entre marcas, al tiempo que se hacen también menos profundas. Agrietamiento superficial. El agrietamiento superficial rara vez es detectado en la palanquilla en caliente y es dificultoso detectarlo una vez fría, salvo que por medios mecánicos o químicos se elimine la cascarilla de óxido que lo cubre. Si la palanquilla no es prelijada antes del laminado, este cuarteado penetra dentro del material. La mayoría de las fisuras tienen una profundidad que varía entre los 1,5 y 3 mm, y que después del laminado pueden llegar a los 7 u 8 mm de profundidad. Porosidad Superficial y Subsuperficial. Esta distinción entre porosidad superficial ( pinholes ) y subsuperficial ( blowholes ) es debido a que la porosidad subsuperficial o sopladuras son poros grandes alargados en la dirección del crecimiento columnar cerca de la superficie de la palanquilla. La porosidad superficial son grupos de agujeros más pequeños que las sopladuras y como su denominación lo indica, se localizan en la superficie de la palanquilla. Un exceso de lubricación en el molde puede generar pinholes en la superficie de la palanquilla. Grietas Longitudinales. Las grietas longitudinales son grietas discontinuas o continuas en dirección perpendicular a la sección transversal de la palanquilla, que pueden estar presentes tanto en los vértices como en las caras de la misma. Una solidificación no uniforme, desviaciones en la geometría óptima de la lingotera, incrementos bruscos en los parámetros de colada (velocidad y pág. 30
31 temperatura de colada), son los factores que influyen en la generación de este defecto. Grietas Transversales. Las grietas transversales, en las caras o vértices de la palanquilla suelen exhibir la mayoría de las veces una distribución irregular y siguen un curso perpendicular al eje de la palanquilla. En muchos casos se generan en las marcas de oscilación. Estas grietas se generan como resultado de la deformación por doblado dentro de un rango de temperaturas desfavorable, usualmente demasiado bajas. La susceptibilidad a la fisuración es también favorecida por la presencia de ciertos elementos segregados como Nb y V. Otras causas que pueden provocar grietas transversales son: 1. Adherencia de la palanquilla a la lingotera. 2. Presencia de rodillos fijos o con problemas de movimiento en segmentos de apoyo y guiado. 3. Incorrecta alineación de los elementos que tienen contacto directo con la palanquilla a la salida de la lingotera. 4. Enfriamiento secundario irregular o demasiado enérgico. Escoria Atrapada. Este defecto consta de incrustaciones de materiales no metálicos de aspecto vítreo o arenoso (escorias del proceso) situadas en las caras de los productos. Las posibles causas del mismo son: a) Temperatura del acero demasiado baja b) Suciedad en las paredes del molde c) Refractarios de mala calidad d) Chorro de colada con turbulencias e) Baja relación Mn/Si, especialmente cuando se cuele sin protección de chorro. La nata tiene varios orígenes (8) pág. 31
32 a) Productos de reoxidación del acero al estar expuesto al aire durante el colado (principalmente en el chorro de distribuidor a molde) b) Productos de reacción del acero líquido con los refractarios, principalmente del distribuidor. c) Elementos oxidados por mala práctica de elaboración del acero. Varios productos del proceso de desoxidación y elementos oxidados se forman sobre la superficie del baño, mientras está expuesto al aire durante el colado, además de la erosión de los refractarios y los productos de la reacción entre estos y el acero líquido, la oxidación del chorro metálico al caer desde el distribuidor al molde, todo lo cual contribuye a la formación en la lingotera de una nata con altos contenidos de SiO2 y MnO ó Al2O3 de composición variable dependiendo de la composición química del acero. A menos que la nata sea extraída del nivel de colada, ésta puede causar defectos en el producto terminado, al ser atrapada por la piel de la palanquilla, lo cual conduce a incrustaciones de nata en el material laminado en caliente, o bien puede dar origen a una rotura de la piel durante la solidificación, debido a que el acero que rodea a la escoria es recalentado por el núcleo líquido a la salida del molde y por efecto de la presión ferrostática, la escoria es expulsada y por consiguiente el acero líquido se derrama. En el caso de colada con chorro libre y molde lubricado por aceite el atrapado de la nata se produce cuando ésta tiene un alto punto de fusión, mala fluidez y pobres características de humectación por el acero líquido. Otro de los defectos superficiales en las palanquillas son las Gotas frías o Salpicaduras, la cual será mejor descrita en los siguientes puntos por ser objeto de estudios más específicos. Salpicaduras o Gotas Frías. En el proceso de colada continua, al verter el metal líquido en el molde, pequeñas gotas de metal se propagan hacia las paredes del molde, enfriándose con pág. 32

33 rapidez y oxidándose superficialmente. Algunas permanecen adheridas a las paredes y otras se sueltan y caen nuevamente en la masa metálica. Figura 7. Defecto de salpicaduras ubicada ente la esquina de las caras C-D Las gotas que permanecen pegadas a las paredes del molde, son arrastradas por la piel de la palanquilla, las cuales, por la película de óxido, constituyen una discontinuidad superficial en la palanquilla que recibe el nombre de gotas frías. Según estudios relacionados al colado de lingotes en el proceso directo cucharón-lingotera aseguran, que los cucharones demasiado altos tienen el inconveniente de que el acero de la parte inferior está sometido a una gran presión y esto eleva excesivamente la velocidad con que el metal sale del mismo y entra en la lingotera o máquina de colada continua. La velocidad de colada aumenta y, por lo tanto, el peligro de salpicaduras del acero contra las paredes de las lingoteras, esto a su vez, puede provocar la formación de gotas frías pegadas en las superficies de los lingotes y falsas adherencias que originan defectos superficiales que se alargan y agravan durante la laminación. Traspolando el efecto anterior al sistema Cucharón Distribuidor Molde, la altura del distribuidor es la que genera las altas velocidades del chorro, provocando salpicaduras en el molde. pág. 33
34 Chorros Líquidos Los sistemas de chorros líquidos desempeñan un papel importante en muchas operaciones de procesado de metales, siendo la colada continua una de las principales aplicaciones de los mismos. La forma más simple de movimiento del chorro se puede visualizar considerando la descarga de un fluido a través de una boquilla u orificio hacia un medio que consiste del mismo fluido pero en reposo. La región móvil del chorro se ensancha a medida que se mueve corriente abajo debido al atrapamiento progresivo del medio por el fluido móvil. Además uno puede definir arbitrariamente el radio del chorro como la distancia medida desde el eje del chorro hasta un punto en donde la velocidad caiga hasta un nivel adecuadamente bajo. En este sentido, los fenómenos de chorro son bastante parecidos a los problemas encontrados en relación con las capas fronterizas o límites. Chorros Libres El término chorro libre designa un sistema en el que un fluido emerge de una boquilla o de un orificio hacia un medio estacionario, que consiste del mismo material que el fluido del chorro. Al describir el comportamiento de los chorros libres, el interés principal es definir el perfil del chorro y el perfil de velocidades dentro del chorro. Los chorros libres se pueden dividir en sistemas laminares y sistemas turbulentos. Para efectos de la investigación del fenómeno de salpicaduras en el molde se considerará solo el caso de los chorros libres de sistema laminar, ya que, de este tipo, es el flujo de acero líquido desde la boquilla del distribuidor hacia el molde. pág. 34

35 Figura 8. Chorro de acero líquido desde el distribuidor hacia el molde. pág. 35
36 MARCO METODOLÓGICO Para el cumplimento de los objetivos planteados en este estudio, se desarrollaron varias etapas, que permitieron recolectar y correlacionar la información documental y de campo, que permitirán la evaluación de la efectividad del proceso de colada continua, relacionado a la reducción de la caída cualitativa generada por el defecto de salpicaduras en las palanquillas producidas en la Máquina de Colada Continua Nº 2 (MCC2), en la Acería Eléctrica de Palanquillas, mediante seguimiento del producto en correlación con las variables del proceso TIPO DE ESTUDIO En el estudio, se aplico una metodología del tipo proyecto factible, basada en la investigación, elaboración y ejecución de propuestas viables, que permitirán la evaluación de la efectividad del proceso de colada continua en la reducción de la caída cualitativa y cuantitativa generada por el defecto de salpicaduras en las palanquillas, modificando las variables operativas involucradas en la generación del defecto. El proyecto se apoyo en una investigación de tipo documental, en búsquedas de ampliar y profundizar el conocimiento acerca de la naturaleza del problema, con la finalidad de abordar el origen del mismo mediante una investigación de campo, basada en la recolección de datos obtenidos directamente de la realidad, para dar respuesta a la necesidad de determinar las variables que deben ser controladas para reducir al mínimo o eliminar la generación del defecto de salpicaduras en las palanquillas. Documental Para poder tener una visión clara y un conocimiento científico del problema en estudio, fue necesaria la recolección de datos e información extraída directamente del sitio del problema y la recopilación de información de fuentes bibliográficas y del Internet. Arias (2004) define: Es aquella que se basa en la obtención y análisis de datos provenientes de materiales impresos u otros tipos de documentos, los datos básicos pág. 36
37 se encontraron en documentos como (libros, tesis, revistas, periódicos, documentos audiovisuales e Internet). El objetivo de la investigación documental es elaborar un marco teórico conceptual para formar un cuerpo de ideas sobre el objeto de estudio. Con el propósito de elegir los instrumentos para la recopilación de información es conveniente referirse a las fuentes de información. (Pág. 47) De campo En este diseño, el investigador recoge los datos directamente del lugar donde ocurren los hechos. La presente investigación fue desarrollada en su totalidad en las Maquinas de Colada Continua de la Acería Eléctrica de Palanquillas, específicamente en la Maquina de Colada Continua N 2, donde se realizara la evaluación en la efectividad del proceso de colada, en la reducción del defecto de salpicaduras en los moldes, recopilando información que favorece a la disminución o eliminación total del defecto. Al respecto Méndez, (1994) reseña: Se realiza observando el grupo o fenómeno en su ambiente natural. Permite investigar las prácticas, comportamientos, creencia y actividades o grupos, tal como se presenta en la vida real. (Pág. 36). Descriptiva Se manejo este tipo de investigación, ya que permite detallar paso a paso el proceso de colada continua, y evaluar la efectividad del mismo en la reducción del defecto de salpicaduras en los moldes de colada continua de palanquillas, dando de este modo información sistemática con relación a la investigación descriptiva. Sabino, (2002) expresa que: La investigación descriptiva utiliza criterios sistemáticos que permiten poner de manifiesto la estructura y el comportamiento de los fenómenos en estudios, proporcionando de este modo, información sistemática comparable con la de otras fuentes. (Pág. 43) pág. 37
38 Aplicada Mediante este método se busca obtener conocimientos con fines de aplicación inmediata a la realidad, pero flexibles a modificaciones. En este estudio, se adquirieron conocimientos sobre el proceso de colada continua y las variables involucradas en la formación del defecto de salpicadura en los moldes de la MCC2, cumpliendo con la evaluación y seguimiento de las mismas y realizando un análisis comparativo de la caída cualitativa actual y la caída cuantitativa una vez implementada las modificaciones. Al respecto Narváez, (1997): Es el estudio y aplicación a problemas concretos en circunstancias y características completas. Esta forma de investigación se dirige a su aplicación inmediata y no al desarrollo de teorías. (Pág. 35) DISEÑO EXPERIMENTAL Mediante el diseño experimental se busca la manipulación intencional de una o más variables independientes. La variable independiente es la que se considera como supuesta causa en una relación entre variables y, al efecto provocado por dicha causa se le conoce como variable dependiente. Para este estudio se modificaron dos de las variables involucradas en el proceso de colada, como lo son la variación del SET POINT de control de nivel de acero en el molde y la modificación realizada a la ranura de las tapas distribuidoras de la lubricación de moldes, con la finalidad de reducir o eliminar el defecto de salpicaduras en las palanquillas de la MCC2. Al respecto Arias (2004) define: Es la acepción más particular y más armónica con un científico del término se refiere a un estudio en que se manipulan intencionalmente una o más variables independientes, para analizar las consecuencias de una o más variables dependientes, dentro de una situación de control para el investigador. Esta definición quizás parezca muy compleja, sin embargo, conforme se vayan analizando sus componentes se irán aclarando sus sentidos. pág. 38
39 POBLACIÓN Y MUESTRA Población La población a la cual está asociada esta investigación es la producción del total de 26 coladas correspondientes a aceros de bajo y medio carbono, producidas durante el periodo junio septiembre 2011, por la máquina de colada 2 de la acería de palanquillas de SIDOR. Muestra Con la finalidad de cumplir con los objetivos planteados, se analizaron dos muestras de la población planteada. Muestra 1. Comprenderá el estudio de la variación del control de nivel de molde regidos por un plan de acciones preventivas (PAPPPA04004), que contempla algunas de las instrucciones necesarias para su aplicabilidad en el proceso operativo. Esta primera muestra, constara de un lote de palanquillas pertenecientes a 23 coladas de bajo y medio carbono, producidas por la MCC2, durante el periodo junio septiembre De estas 23 coladas se segregaran, inspeccionaran y evaluaran todas las palanquillas correspondientes a diez (10) de las coladas analizadas, para una muestra total de 762 palanquillas. Muestra 2. El segundo muestreo realizado en este estudio, comprenderá la modificación de las tapas distribuidoras de lubricación de molde, y su evaluación y seguimiento, descrito en el plan de acciones preventivas (PAPPPA04001), en el cual se detallan algunos de los procedimientos para su evaluación y análisis. Esta muestra estará constituida por 3 coladas de bajo y medio carbono producido por la MCC2 durante el periodo junio septiembre La totalidad de estas tres (3) coladas (235 palanquillas), se segregaran, inspeccionaran y evaluaran, gracias al apoyo del personal de manejo, acondicionado y despacho de palanquillas. pág. 39

40 Figura 9. Esquema de muestreo aplicado a palanquillas inspeccionadas durante la estadía en planta. Fuente: Autor TÉCNICAS E INSTRUMENTOS DE RECOLECCIÓN DE DATOS Observación directa Esta técnica de estudio permite visualizar con un perfil más claro y preciso, la situación actual del defecto de salpicaduras en la MCC2, al obtener y evaluar los datos de mayor interés y relevantes para el desarrollo de la investigación. En este sentido Sabino, (2000): Haciendo la observación directa, es cuando el investigador forma parte y asume el comportamiento del grupo observador, obteniendo así los datos más importantes que tengan relación con el problema de investigación. (Pág. 105). Entrevista estructurada Este método se emplea con la finalidad de poder conseguir información por parte de los empleados de la empresa que operan en la MCC2 de la acería de palanquillas, acerca del proceso de colada y de las variables que ellos consideren pág. 40
41 están inmersas en la generación del defecto de salpicaduras en los moldes de la maquina 2 (Ver anexo 1). Narváez (1997) comenta en este sentido: La investigación es un encuentro convenio entre dos o más personas para tratar sobre asuntos en particular. (Pág. 58) Entrevistas no Estructuradas Mediante el uso de las entrevistas no estructuradas realizadas al personal que labora en la MCC2 de la acería de palanquillas de SIDOR, se logró obtener conocimientos básicos de las condiciones operativas del proceso de fabricación de palanquillas, indispensables para el estudio del problema. Estas entrevistas también estuvieron orientadas a indagar, según la experiencia del personal, cuales de estas condiciones pudiesen estar involucradas en el origen del problema planteado. METODOLOGÍA DE ESTUDIO El estudio de la evaluación de la efectividad del proceso de colada continua en la reducción de la caída cualitativa y cuantitativa generada por el defecto de salpicaduras en las palanquillas, se desarrollo experimentalmente en tres etapas; la primera, relacionada con el análisis estadístico de las variables inherentes al proceso de colada continua, la segunda, correspondiente a la variación del Set Point de control de nivel de molde y la tercera, asociada al diseño y modificación de las tapas distribuidoras de la lubricación de molde. Análisis de las variables del proceso que dan origen al problema La primera etapa del estudio, consiste en una investigación de campo, que involucra el análisis para determinar la influencia de las variables operativas más relevantes que abarca el proceso de colada continua de palanquillas, en la generación del defecto de salpicaduras en los moldes. Los datos recolectados contienen la información de 44 coladas, utilizando parámetros inherentes al proceso de colada relacionados en un formato de diseño propio, en los cuales se logro fundamentar gran parte del estudio. pág. 41
42 Para estudiar e identificar las variables de proceso que pueden incidir en la evaluación de la efectividad del proceso colada continua en la reducción de la caída cualitativa y cuantitativa generada por el defecto de salpicaduras en las palanquillas, se consideran las siguientes: Tipo de acero Según el porcentaje de carbono presente en el metal, se tienen tres tipos; aceros de alto carbono, aceros de medio carbono y aceros de bajo carbono. Este estudio está basado en aceros de bajo y medio carbono. Sistema de boquilla móvil O sistema de cambio rápido de boquilla, instalado en la MCC2, el sistema MNC, por sus siglas en ingles, correspondiente a Mechanism Nozzle Change, el cual proporciona la secuencialidad exigida por este proceso. Líneas de producción Donde el distribuidor fracciona de manera uniforme el acero liquido en seis orificios de salida o boquillas, identificadas desde el extremo derecho como línea uno (L-1), hasta el izquierdo como línea seis (L-6). Temperatura del acero La temperatura de operación debe estar dentro del rango óptimo previamente determinado y establecido en las prácticas operativas de acuerdo a las especificaciones del acero y no debe sobrepasar los valores de temperatura máximos y mínimos para el retiro de la colada, establecidos respectivamente. Velocidad de colada La velocidad de colada está representada por el flujo de acero que sale de cada boquilla del distribuidor hacia el molde. El promedio de velocidad de colada en la MCC2 oscila alrededor de 3,2 m/min. pág. 42
43 Peso de acero en el distribuidor El peso del acero en condiciones normales de operación y producción, se debe mantener en 30 TM, sin embargo, es flexible a modificaciones para poder controlar otras variables del proceso (temperatura, velocidad de colada, secuencialidad al momento del empalme, etc.). Cambio de boquilla Representada por el tiempo que se encuentra en funcionamiento una boquilla, hasta el instante de su reemplazo, presentándose por razones de disminución, aumento o distorsión del flujo de acero hacia el molde. Nivel de acero en el molde Durante la colada es muy importante mantener constante el nivel del acero en la lingotera y minimizar las fluctuaciones del mismo. Actualmente, en la MCC2, esto se regula por control automático, que consta de un sistema radioactivo, compuesto de cobalto en forma de pastillas, encerrada en una capsula constituida de plomo con una ventanilla por la que se emiten las ondas radioactivas de manera convergente a un receptor. Lubricación en el molde El objetivo fundamental de la lubricación es crear una capa protectora entre la pared del molde y la primera capa de acero solidificada disminuyendo la fricción y el desgaste, evitando que el acero se pegue de las paredes del mismo. La influencia de cada una de las variables involucradas en el proceso de colada continua de palanquillas, descritas anteriormente, que inciden en la generación del defecto de salpicaduras en los moldes de la MCC2, dependen de las condiciones operativas adecuadas al funcionamiento optimo del proceso. En este estudio, se fijaron dos variables principales a evaluar, debido a su importancia en la generación del defecto de salpicaduras en los moldes, estas son: el control de nivel de acero y la lubricación de acero en los moldes de la MCC2 de palanquillas. pág. 43
44 PROCEDIMIENTO DE RECOLECCIÓN Y PROCESAMIENTO DE DATOS Recopilación de Información Teórica Se consulto el Intranet de SIDOR, para hallar información básica de los procesos que se llevan a cabo en la fabricación de palanquillas, así como las prácticas operativas de las diferentes etapas del proceso, y conocer los parámetros y condiciones de operación de la planta, especialmente en las etapas de colada continua y manejo, acondicionado y despacho de palanquillas, a modo de establecer las variables que intervienen en el problema. Construcción del Diagrama de Ishikawa de la aparición del defecto Una vez señalado el defecto visualmente, se procedió a nuevamente a la revisión bibliográfica, en conjunto con la aplicación de entrevistas estructuradas y no estructuradas, al personal involucrado en el proceso de fabricación de palanquillas, para que, en base a su experiencia, se identificaran las posibles causas de la generación del defecto de salpicaduras en los moldes de la MCC2. En el caso particular de las entrevistas estructuradas, se utilizó un cuestionario donde, de acuerdo al criterio del trabajador, se le asignaba una característica cuantificable, de acuerdo a la influencia de las variables listadas en la generación del defecto, correspondiendo (ver anexo 1): Nada: variable sin ningún tipo de influencia en la generación del defecto. Poco: variable que interviene en el proceso pero no genera daños significativos asociados al defecto. Mucho: variable de mayor influencia en la generación del defecto. pág. 44
45 Correlación de las condiciones de operación y proceso con la aparición del defecto El proceso de correlación de condiciones operativas se realizó mediante el uso de metodologías similares para ambos casos, considerando para cada una de las muestras (variación de control de nivel de acero en el molde y modificación, evaluación y seguimiento de las tapas distribuidoras de lubricación de molde) una evaluación más detallada de las variables directamente involucradas dentro del estudio especifico. Correlación de las condiciones de operación con la aparición del defecto, mediante la inspección en línea de las palanquillas. A las 10 coladas consideradas como muestra 1, correspondientes a la variación del control de nivel de acero en el molde, se les efectuara una evaluación y seguimiento durante el proceso de fabricación en la máquina de colada continua 2, verificando la medición y realizando anotaciones de algunas de las variables involucradas en el proceso, para correlacionarlos con el resultado de la inspección de las palanquillas pertenecientes a cada una de esas coladas. Una vez finalizado el muestreo de las 10 coladas (el cual estuvo delimitado por el tiempo de estadía en planta), se realizaran los gráficos de la cantidad de palanquillas pertenecientes a cada colada con defectos (salpicaduras) y palanquillas sin defectos, versus cada una de las variables consideradas para el estudio; esto con la intención de observar alguna tendencia en la aparición de los defectos con relación a dichas variables. Las variables que se tomaran en cuenta en esta fase del estudio fueron: Tipo de Acero Grado de carbono (bajo y medio) Máquina de Colada Continua pág. 45
46 Nivel de acero en el molde Velocidad extracto-enderezadora Una vez realizado el estudio de la muestra 1, referente a la variación del control de nivel de acero en el molde, se procederá al análisis y correlación del muestreo realizado a la muestra 2, que comprenderá la modificación evaluación y seguimiento de las tapas distribuidoras de lubricación de molde, en la MCC2, considerando para ello, una muestra de 3 coladas (235 palanquillas), evaluadas desde el inicio del proceso de colada que involucra las variables relacionadas en el mismo (tipo de acero, grado de carbono (bajo y medio), máquina de colada continua, nivel de acero en el molde, velocidad extracto-enderezadora, nivel de acero en el distribuidor, lubricación de molde), hasta su segregación e inspección en manejo, acondicionado y despacho de palanquillas. Finalizado el muestreo de las 3 coladas, al igual que en el muestreo anterior, se realizaran los gráficos de la cantidad de palanquillas pertenecientes a cada colada con defectos (salpicaduras) y palanquillas sin defectos, relacionadas con cada una de las variables consideradas para el estudio; con la finalidad de observar alguna tendencia en la aparición de los defectos de salpicadura. pág. 46
47 RESULTADOS En la siguiente sección se muestran y analizan los resultados obtenidos en las distintas fases de la investigación, que involucra la evaluación de la efectividad del proceso de colada en la reducción de defectos de salpicaduras en las palanquillas producidas por la MCC2 en la acería de palanquillas. La primera etapa abarcó la recopilación de la información que permitió la elaboración del diagrama de Ishikawa, donde se plasman las variables que intervienen en el proceso de colada, específicamente en la formación de gotas frías (salpicaduras). Una vez recopilada la información, se desarrolló un análisis estadístico que involucraba las variables del proceso que daban origen al problema en estudio, haciendo énfasis en el control de nivel de acero en el molde y en la modificación realizada a las tapas distribuidoras de la lubricación de molde. Análisis estadístico de las variables del proceso que dan origen al problema La evaluación y seguimiento de las variables que originan la formación del defecto de salpicaduras en los moldes de la MCC2, considerados en este estudio, se ejecutaron con la finalidad de realizar un análisis comparativo entre los estándares considerados por los técnicos y fabricantes de la maquina y las modificaciones implementadas en las mismas. En el caso de la variación del SET POINT del control de nivel de acero en el molde, se realizó un muestreo estadístico que contempla la recolección de los datos correspondientes a las variables involucradas en el proceso de colada continua de palanquillas, incluyendo la variación de la amplitud del SET POINT de control de nivel en el molde. Al igual que para el muestreo efectuado a la modificación realizada a las tapas distribuidoras de lubricación de moldes, donde se evaluó la incidencia del defecto hacia las aristas de las palanquillas. Esto se realizó con el objetivo de comparar la frecuencia en la incidencia de la aparición del defecto de salpicaduras una vez aplicadas estas modificaciones. pág. 47
48 La frecuencia en la formación del defecto de salpicaduras en los moldes de la MCC2 para todas las calidades de aceros, clasificados por el contenido de carbono en bajo y medio (para este estudio), y considerando las dos variables en estudio (SET POINT de control de nivel de acero en el molde y tapas distribuidoras de lubricación de molde), se pudo comprobar que los aceros con bajo contenido de carbono presentan una mayor incidencia de salpicaduras en el molde, pero menor cantidad de defectos en el producto final (palanquilla), mientras que los aceros de medio carbono superan la frecuencia del defecto en las palanquillas, esto es debido a que para los aceros con bajo porcentaje de carbono.la frecuencia de limpieza de los moldes es mucho mayor, en cambio en los aceros de contenido medio de carbono la frecuencia de limpieza de los moldes se reduce por tratarse de un acero más calmado, esto conlleva a la acumulación de gotas frías (salpicaduras) en las paredes del los moldes que son soldadas y arrastradas por la piel de la palanquilla. Debido a ello, la evaluación del problema se basó en el análisis del proceso de colada continua de palanquillas para aceros de bajo y medio carbono y verificando el porcentaje de incidencia del defecto generado en cada uno de ellos. Con la finalidad de establecer el efecto de los parámetros involucrados en el proceso de colada, se verifica el comportamiento de cada una de ellas sobre las variables en estudio, con el objeto de establecer criterios al momento de la evaluación. Es posible distinguir que a medida que aumenta o disminuye alguno de los parámetros involucrados en el proceso, cambien las condiciones operativas de la maquina, lo que permite la aparición del defecto. Esto pudiera estar relacionado con el hecho de que, a medida que disminuye el contenido de carbono en el baño de acero líquido aumenta la temperatura de inicio de solidificación y se reduce la región de transición entre el comienzo y el fin de la solidificación. Por otro lado, la frecuencia en la formación del defecto en función del peso de acero en el distribuidor, viene dado por el nivel y altura del mismo, el cual proporciona el aumento en la velocidad de colada como consecuencia de la presión pág. 48
49 ferrostática y por ende una mayor turbulencia en el flujo de acero al pasar por las boquillas. Es posible que a medida que el nivel de acero en el distribuidor desciende, la presión ferrostática disminuya, lo que implicaría una menor turbulencia del acero a la salida del distribuidor, caso contrario para niveles del distribuidor intermedio, donde el proceso se encuentra alejado de una elevada turbulencia a la salida del acero, sin embargo, y haciendo referencia a lo anterior, se puede decir que, para niveles altos en el distribuidor la presión ferrostática tiende a aumentar al igual que la velocidad de colada, pudiendo generar la deformación del chorro de acero que cae al molde y produciendo la adherencia de salpicaduras en las paredes del molde. Diagnostico de las variables del proceso involucradas en la formación de gotas frías en los moldes de la MCC2 aplicando el Diagrama de Ishikawa El defecto de salpicaduras no cuenta con una sustentación teórica sobre las causas que lo originan. Es por ello, que este estudio constituye un aporte importante y significativo en la búsqueda de la disminución o eliminación de las causas que originan este defecto. A fin de ilustrar las causas presentadas en el diagrama, a continuación se muestra una breve descripción de cada una de ellas. Mano de Obra. Se considera este factor ya que se presumió que la limpieza de los moldes tuviese un grado de influencia bastante relevante en la aparición de este defecto en las palanquillas; si no se aplica un limpieza adecuada a los moldes durante la colada, es posible que se produzcan acumulaciones de salpicaduras y que estas puedan ser atrapadas por la piel de la palanquilla dándose el defecto en la misma. Máquina. Hay ciertas condiciones de diseño especialmente de la MCC2, como lo son la distancia boquilla menisco de acero en el molde y la altura de acero en el pág. 49

50 distribuidor (velocidad de colada), que según la teoría pudiesen favorecer la generación de este defecto. Adicional a esto, y según la información recopilada en planta y de otros estudios realizados, las condiciones de lubricación de molde también podrían tener su grado de influencia en el atrape de salpicaduras en el molde; por lo cual se consideran estas condiciones entre las posibles causas del defecto. Sumado a esto, si por situaciones de colabilidad o de formación de velas, se da la deformación o turbulencia del chorro de colada, esto pudiese incrementar la generación de salpicaduras. Material. En este diagrama se considera el tipo de acero fabricado considerando el hecho de que a cada uno pudiese tener un comportamiento distinto y por ende, se le dan tratamientos distintos y pudiese ser que en alguno de estos se de más el defecto que otro. Cabe destacar que para este estudio solo se evaluaron aceros de bajo y medio carbono. Figura 10. Diagrama causa-efecto del defecto de salpicaduras en la MCC2. pág. 50

51 Tal como se aprecia en el diagrama, la formación de gotas frías (salpicaduras) es un proceso complejo que involucra un conjunto de variables, aunque el efecto de unas variables es mucho más determinante que otras en la generación del defecto de salpicaduras y es muy dependiente del proceso aplicado en cada proceso. Este estudio pretende el análisis de dichas variables para determinar la influencia de cada una de ellas Verificar los mecanismos de formación del defecto de salpicaduras en las palanquillas. En la figura 10, se describe el mecanismo de formación del defecto salpicaduras. En el mismo, se puede apreciar que por efecto de la caída del chorro de acero líquido, se generan salpicaduras (en forma de gotas) del metal líquido que se adhieren a las paredes del molde, solidificándose e incrustándose parcialmente por efecto de la contracción durante el enfriamiento. La acumulación de estas gotas frías (salpicaduras) puede llegar a tal magnitud que, al crecer, y por efecto del movimiento de oscilación del molde entren en contacto con la piel de la palanquilla, soldándose parcialmente a esta y siendo arrastrada hacia abajo. Figura 11. Mecanismo de formación del defecto de salpicaduras MCC2. pág. 51



52 Figura 12 a). Defecto de salpicaduras en la palanquilla, esquina A-B Figura 12 b). Defecto de salpicadura en la palanquilla, esquina A-B, vista más a detalle El mecanismo antes descrito puede ser desglosado en las etapas mostradas en el esquema de la figura, que a continuación se explican. Figura 13. Esquema de la generación y atrape de salpicaduras en los moldes de la MCC2. pág. 52
53 Generación de Salpicaduras en el molde En esta etapa del proceso, las propiedades del fluido incidente (chorro de acero líquido), son las que propician las salpicaduras de acero líquido. Tabla I. Propiedades de diseño de las MCC MCC2 MCC3 Distancia boquilla-menisco de acero liquido (cm) 53,3 (aprox.) 47,3 (aprox.) Nivel de acero en el distribuidor (mm) En efecto, las condiciones de diseño de la máquina 2 pudiesen favorecer el fenómeno de salpicaduras de acero líquido, considerando que estos dos factores son los que controlan el fenómeno del flujo de acero líquido que origina el defecto en los moldes de la MCC2. Acumulación de Salpicaduras en el molde Frecuencia de Limpieza del Molde. Al generarse más salpicaduras en el molde, se hace necesaria una limpieza más rigurosa del mismo para que no se de la acumulación de gotas frías (salpicaduras) en las paredes del mismo. Lubricación del Molde. a) Propiedades del Lubricante. La viscosidad es la principal característica de la mayoría de los productos lubricantes. Si la viscosidad es demasiado baja el lubricante no soporta las cargas de desplazamiento y desaparece del medio sin cumplir su objetivo. De modo que si se al utiliza un lubricante de menor viscosidad, se corre el riesgo de que este no cubra los requisitos mínimos de lubricación de las paredes del molde, favoreciendo la adherencia de las salpicaduras proyectadas por el impacto del chorro de acero líquido en dichas paredes. pág. 53
54 Tabla II. Propiedades del lubricante usado en moldes de Colada Continua Lubricante en uso Apariencia Liquido Ámbar Punto de inflamación C 260 Densidad (g/ml) 0,89 Viscosidad (cst, 100) 12 b) Distribución por Caras. Al considerar los resultados anteriores, se puede apreciar que la mayoría de las salpicaduras se ubicaron hacia las esquinas de la palanquilla, lo cual se puede explicar teóricamente ya que estas zonas son más frías y solidifican más rápidamente el material que entre en contacto con ellas, debido al diseño de las tapas distribuidoras del lubricante, sin embargo, una vez modificado este diseño, en lo que a la ranura de lubricación se refiere, el defecto disminuyó considerablemente. Es de hacer referencia que los depósitos para la distribución del lubricante en la MCC2, no eran continuos, generando un déficit de lubricación y, por ende, aumentando la posibilidad de mayor adherencia de salpicaduras en las paredes del molde, por lo que se le realizó una modificación a la tapas distribuidoras de la lubricación de moldes, que consistió en darle continuidad a la ranura de lubricación, de modo que la distribución fuera más uniforme y homogénea (ver figuras 14a y 14b). pág. 54
 Tapas de lubricación de moldes, MCC2, modificación de las tapas de distribuidoras del lubricante Correlación de Variables mediante seguimiento e inspección visual de coladas A continuación se")

55 a) b) Figura 14.a) Tapas de lubricación de moldes, MCC2, diseño original distribución irregular de lubricante en las esquinas. b) Tapas de lubricación de moldes, MCC2, modificación de las tapas de distribuidoras del lubricante Correlación de Variables mediante seguimiento e inspección visual de coladas A continuación se presentan parte de los resultados de la inspección de las palanquillas de acuerdo al muestreo realizado. Inspección visual del defecto de salpicaduras atrapadas superficialmente en las palanquillas producidas en la MCC2. Distribución de la Población. Para realizar la evaluación de las coladas de la población en estudio (1993 palanquillas de 26 coladas), se ejecutó la inspección de un 50,03% de las piezas (997 palanquillas), de las cuales se pudo observar que el porcentaje de piezas que presentaron defectos considerados como salpicaduras, del material producido por la MCC2, estuvo representado por un 1,71% de las piezas inspeccionadas. El 100% de la población ensayada se tomó como base para validar la operatividad del equipo una vez realizado los cambios. pág. 55

56 Figura 15. Incidencia de salpicaduras en función de las variables involucradas en el estudio MCC2 El mayor porcentaje de piezas con defectos fue observado en el muestreo realizado a la variación del SET POINT de control de nivel de molde, representado por un 76,4% del total de piezas inspeccionadas que incluyen el 1,10% de piezas con defectos, mientras que el muestreo realizado a las tapas de lubricación de moldes, estuvo constituido por la inspección del 23,6% del total de piezas inspeccionadas en el estudio, incluyendo un 0,60% de piezas con defectos definidos como salpicaduras. Consideraciones Durante el Muestreo. En esta fase del estudio, se consideraron para la realización de la evaluación y seguimiento, solo las piezas inspeccionadas, representadas por el 50,03% de la población, incluyendo un 1,71% de piezas con defectos de salpicaduras, tal como se mencionó anteriormente. pág. 56

 que corresponden al 76,4% del total de las piezas inspeccionadas, compuestas de aceros de bajo y medio carbono,")
57 Muestreo realizado durante la variación del SET POINT de control de nivel de acero en el molde. Figura 16. Esquema de Control de nivel de acero en el molde MCC2. Para el estudio referente a la variación del SET POINT de control de nivel de acero en los moldes de la MCC2, se realizo un muestreo estadístico, constituido por 23 coladas, donde se realizaron las anotaciones correspondientes a las variables involucradas en el proceso de colada continua con la finalidad de validar la operatividad del equipo. Del muestreo, se seleccionaron e inspeccionaron 10 coladas (762 palanquillas) que corresponden al 76,4% del total de las piezas inspeccionadas, compuestas de aceros de bajo y medio carbono, considerando como piezas con defectos de salpicaduras un 1,10%. Esta inspección se realizó en las instalaciones de manejo, acondicionado y despacho de palanquillas, en donde, una vez separadas y pág. 57
58 extendidas las palanquillas, se inspeccionaron de manera visual las tres caras visibles (un 75% del total de la palanquilla), con la finalidad de comprobar la incidencia en la generación del defecto. Para ello, se inspeccionaron cada una de las coladas involucradas en el estudio, a fin de verificar cuál de ellas presentó el defecto y cuál fue el grado de criticidad 1 según los criterios establecidos en la práctica de inspección. Figura 17. Distribución de salpicaduras en coladas donde se vario el SET POINT de nivel de molde, MCC2. Adicional a esto, y siendo la base de este estudio la variación del SET POINT de control de nivel de acero en los moldes de la MCC2, se pudo constatar mediante la inspección realizada que, para un SET POINT donde la amplitud es mayor, la incidencia en la generación del defecto de salpicaduras tiende a aumentar, en comparación a un SET POINT con una menor amplitud, donde el defecto disminuye considerablemente, es decir, el 9,72% de los defectos estuvieron asociados al SET 1 El grado de criticidad está representado por el porcentaje de piezas que pasan a ser chatarra. pág. 58

59 POINT correspondiente a una amplitud de 75%, mientras que para un 50% en la amplitud del SET POINT, el defecto alcanzó a reflejarse en un 3,95%. Figura 18. Incidencia de salpicaduras en función de la variación del SET POINT de control de nivel de molde MCC2. Otro de los parámetros a considerar en la generación del defecto de salpicaduras, es el relacionado al tipo de acero, cabe destacar que para efectos de este estudio y por condiciones operativas y de estadía en la planta solo se analizaron y evaluaron aceros de bajo y medio carbono (bajo carbono 1703 y medio carbono 1759), donde se pudo observar que para aceros con menor porcentaje de carbono (TACE 1703) la incidencia en el defecto de salpicadura tiende a ser menor, es decir, solo un 2,57% de las piezas inspeccionadas presentaron el defecto, en cambio, para aceros de medio carbono (TACE 1759) el defecto tiende a aumentar notablemente, generando un 11,09% de piezas con salpicaduras. pág. 59


60 Figura 19. Incidencia de salpicaduras en función del tipo de acero MCC2 La evaluación de cada uno de los parámetros expuestos anteriormente, permite analizar de manera más detallada y con mayor certeza el grado de severidad correspondiente a cada uno de estos parámetros, y su importancia en la incidencia de la generación del defecto de salpicadura en los moldes de la MCC2. Figura 20. Distribución del defecto de salpicaduras para control de nivel en función de los parámetros en estudio MCC2 pág. 60
61 Muestreo realizado durante la evaluación y seguimiento a la modificación de las tapas distribuidoras de la lubricación de molde. La segunda variable a considerar en este estudio, comprende la evaluación y seguimiento del proceso de colada continua utilizando los moldes con las tapas distribuidoras de lubricación modificadas, de acuerdo al plano AAP-MCC-SA- MDT015 (ver figura 14 y 21) correspondientes a la MCC2, para ello, se realizo un muestreo estadístico, donde se consideraron 3 coladas (235 palanquillas) correspondientes al 23,6% de las piezas inspeccionadas, compuestas de aceros de bajo y medio carbono, considerando como piezas con defectos de salpicaduras un 0,60%. Una vez separadas y extendidas las palanquillas, se inspeccionaron de manera visual, las tres caras visibles (un 75% del total de la palanquilla), con la finalidad de comprobar la incidencia en la generación del defecto. Figura 21. Plano modificado AAP-MCC-SA-MDT015_02, donde se aprecia la continuidad en la ranura de lubricación MCC2. pág. 61

62 Figura 22. Distribución de piezas con defectos por coladas procesadas con tapas de lubricación modificadas en los moldes de la MCC2 Siendo la lubricación de molde una de las variables base en el estudio del defecto de salpicaduras en la MCC2, se pudo comprobar mediante la inspección realizada a las palanquillas fabricadas, con las tapas de lubricación de moldes modificadas, que el 8,13% de las palanquillas fueron afectadas con los defectos de salpicaduras. Estas fueros procesadas aplicando en la MCC2, un SET POINT de control de nivel en el molde de 65% (SET POINT estándar). Aplicando un SET POINT de 50%, los resultaron fueron más satisfactorios, debido a que para el 100% de las palanquillas inspeccionadas con SET POINT de control de nivel de acero en el molde los resultados de inspección fueron de 0% de defectos de salpicaduras. pág. 62

63 Figura 23. Incidencia de salpicaduras vs. SET POINT en función de la modificación de las tapas de lubricación MCC2 La modificación de las tapas distribuidoras de lubricación de moldes y su implementación en el proceso de colada continua realizado en la MCC2 de palanquillas, resultó significativo en la disminución del defecto de atrape de salpicaduras, ya que al darle continuidad a la ranura por la que se distribuye el lubricante, se contribuye a la uniformidad y homogenización del mismo hacia las paredes del molde, disminuyendo la cantidad de gotas frías (salpicaduras) que se adhieren a las mismas. Así como se tomó en cuenta en el muestreo de la variación del SET POINT del control del nivel de acero en el molde, contempló el tipo de acero como otro de los parámetros a considerar en la generación del defecto de salpicaduras. En donde se observó un comportamiento opuesto en relación al tipo de acero. Cabe enfatizar que para efectos de este estudio y por limitaciones en planta, solo se analizaron y evaluaron aceros de bajo y medio carbono (bajo carbono 1703 y medio carbono 1758), donde se pudo observar que para aceros con menor porcentaje de carbono (TACE 1703) la incidencia en el defecto de salpicadura tiende a aumentar, es decir, el 5,63% de las piezas inspeccionadas presentaron el defecto, en cambio, para aceros de medio carbono (TACE 1758) el defecto disminuye, generando un 2,50% de piezas con salpicaduras. pág. 63


64 Figura 24. Distribución del defecto por tace en función de la modificación de las tapas de lubricación de moldes MCC2 La evaluación de cada uno de los parámetros expuestos anteriormente, permite analizar de manera más detallada y con mayor certeza el grado de severidad correspondiente a cada uno de estos parámetros, y su importancia en la incidencia de la generación del defecto de salpicadura en los moldes de la MCC2. Figura 25. Distribución de parámetros donde hubo mayor influencia de salpicaduras en las palanquillas MCC2 pág. 64

65 De los resultados de la evaluación efectuada al proceso de colada continua y en función a la modificación realizada a las tapas distribuidoras de lubricación de moldes, se logro constatar que el 8,13% de las piezas que presentaron el defectos fueron elaboradas bajo las modificaciones establecidas de acuerdo al plano AAP- MCC-SA-MDT015, en comparación a la evaluación realizada al proceso de acuerdo a los planos originales, es decir, sin las modificaciones que implican la continuidad de la ranura de lubricación, obteniendo como resultado un 14% de piezas con defectos. Figura 26 a) Plano original AAP-MCC-SA- MDT015_01, donde se aprecia la discontinuidad de la ranura de lubricación Figura 26 b) Plano modificado AAP-MCC-SA- MDT015_02, donde se aprecia la continuidad en la ranura de lubricación pág. 65

66 Figura 27. Incidencia de salpicaduras en función de las tapas de lubricación de moldes MCC2 Por lo tanto, la reducción en la amplitud del SET POINT de control de nivel a un 50%, resulta conveniente, ya que disminuye el rango de variabilidad en el control del nivel del acero en el molde, lo que implica una menor probabilidad de que el nivel del acero alcance valores que permitan un cierre automático de la línea por bajo o alto nivel. Además, la implementación de la modificación de las tapas distribuidoras de lubricación de moldes en la MCC2, contribuye con la disminución del defecto de salpicaduras, ya que al darle continuidad a la ranura de lubricación, esta permite que el recorrido del lubricante dentro de la misma sea uniforme, procurando así un una lubricación optima en las paredes del molde evitando la adherencia de gotas frías en la piel de la palanquillas. Los valores porcentuales reflejados representan las piezas asociadas al defecto, sin embargo, todo el material afectado no necesariamente influyo en el índice de caída cualitativa, debido a los criterios de aceptación y rechazo en el sector, expuestos en la práctica PRAPPA05008 referente a la inspección de palanquillas. Cabe destacar que del total de piezas evaluadas (997 palanquillas), solo se descartaron 2 piezas como chatarra. pág. 66
67 CONCLUSIONES 1. Las condiciones de diseño de la MCC2, con mayor altura del distribuidor y mayor distancia boquilla-menisco de acero en el molde, respecto de la MCC3, así como una distribución no homogénea del lubricante en las paredes del molde favorecen la generación y acumulación de salpicaduras. 2. Una limpieza deficiente de molde y distribución de lubricante en las caras del molde de modo no homogéneo, favorecen la acumulación de salpicaduras dentro del mismo, las cuales, al ser atrapadas por la piel de la palanquilla, pasan a formar parte de su superficie constituyendo el defecto, el cual se califica como salpicaduras. 3. Aplicando un SET POINT de control de nivel en el molde donde la amplitud de variación es mayor, la incidencia en la generación del defecto de salpicaduras, en comparación a uno de menor amplitud, disminuye considerablemente, es decir, el 9,72% de los defectos estuvo asociado a un SET POINT de 75% correspondiente a una amplitud promedio de 10,9 mm, mientras que con un SET POINT de 50% y amplitud promedio de 13,5 mm, se tuvo el 3,95% de defectos. 4. Al utilizar las tapas de lubricación de moldes modificadas, según el plano AAP-MCC-SA-MDT015_02, con un SET POINT de control de nivel en el molde de 65% (SET POINT estándar), el 8,13% de las palanquillas fueron afectadas con los defectos de salpicaduras. Al reducir el SET POINT a un 50%, los resultados fueron más satisfactorios, ya que en este SET POINT, para el 100% de las palanquillas inspeccionadas no se tuvo defectos en las palanquillas. pág. 67
68 RECOMENDACIONES 1. Ya que el diseño de la maquina se considera como una de las causas en la incidencia de la generación de salpicaduras en los moldes de la MCC2, se recomienda evaluar la factibilidad de modificar uno de los carros porta distribuidores. Esta modificación consistiría en la implementando un sistema neumático, en el carro portadistribuidor, que permitirá subir o bajar el distribuidor, acortando o alargando la distancia de la boquilla al menisco del baño de acero, y por lo tanto, disminuyendo el impacto del chorro de acero al caer al molde, disminuyendo la caída cualitativa en lo que a defectos de salpicaduras se refiere. 2. Realizar la simulación de generación de salpicaduras en el molde de colada continua para estimar los tiempos de formación de la costra y establecer una práctica de limpieza efectiva. 3. Aplicar un SET POINT de control de nivel en el molde de 50% durante el proceso de colada, que aumente la eficiencia del proceso y disminuya la variabilidad de la amplitud en el control de nivel en el molde de la MCC2 y validar el comportamiento en el índice de la caída cualitativa del defecto. 4. Aplicar la modificación a todas las tapas de distribución de lubricante de moldes en la MCC2, de acuerdo al plano AAP-MCC-SA-MDT015, de modo que exista una mayor uniformidad de la lubricación hacia las 4 caras del molde, asegurando una efectiva lubricación por toda la superficie del perímetro interno, evitando la acumulación y adherencia de salpicaduras en las paredes del mismo durante el proceso de colada, esto se logra garantizando una práctica de limpieza efectiva, previo diseño de método y frecuencia. pág. 68
69 Glosario de Términos Básicos Acero. Aleación de hierro y carbono, donde el carbono no supera el 2% en peso de la composición de la aleación. Acero Bajo Carbono. Acero con menos del 0,25% de C en peso. Es un acero muy dúctil y maleable. Acero Medio Carbono. Aceros con % de Carbono en peso entre 0,25% y 0,6%. Es más resistente que el acero bajo carbono, pero menos dúctil. Acero Alto Carbono. Aceros con % de Carbono en peso entre 0,60% y 1,4%. Son aún más resistentes, pero también menos dúctiles. Acero Calmado o Reposado es aquel que ha sido desoxidado por completo previamente a la colada, por medio de la adición de metales. Mediante este procedimiento se consiguen piezas perfectas pues no produce gases durante la solidificación, evitando las sopladuras. Caída Cualitativa. Razón porcentual utilizada en SIDOR como indicador de descartes atribuidos a productos no conformes por defectos de forma de forma dimensional o química, respecto a la producción bruta. Chatarra. Material ferroso que por lo general es refundido y vaciado para formar acero nuevo. Cucharón. Recipiente de acero, cubierto internamente con material refractario que se utiliza para el transporte y tratamiento del acero. Distribuidor. Recipiente de acero, cubierto internamente con material refractario, que se encarga principalmente de la distribución del acero líquido a los moldes de la máquina de colada. De forma simultánea actúa como amortiguador, de manera que pág. 69
70 durante el cambio de cuchara en la colada secuencial se pueda seguir colando mientras se apertura el próximo cucharon. Escoria. Impurezas en el acero fundido. Se puede agregar material fundente como la caliza para fomentar la reunión de elementos no deseados y formar la escoria. Puesto que esta última es más liviana que el acero, flota en la superficie del acero fundido desde donde puede ser extraída. Fluido. Sustancia o medio continuo que se deforma continuamente en el tiempo ante la aplicación de una solicitación o tensión tangencial sin importar la magnitud de ésta. Flujo Laminar. Se llama flujo laminar o corriente laminar, al tipo de movimiento de un fluido cuando éste es perfectamente ordenado, estratificado, suave, de manera que el fluido se mueve en láminas paralelas sin entremezclarse si la corriente tiene lugar entre dos planos paralelos, o en capas cilíndricas coaxiales. Flujo turbulento. Régimen de flujo caracterizado por baja difusión de momento, alta convección y cambios espacio-temporales rápidos de presión y velocidad. Fuelle. Dispositivo para la protección de chorro distribuidor molde mediante el cual se inyecta un gas inerte (argón), para desplazar el oxígeno alrededor del chorro de acero líquido. HRD. Hierro de reducción directa, producto de alto contenido metálico obtenido de la reducción del mineral de hierro a temperaturas inferiores a la de fusión del hierro. Inclusiones no Metálicas. Óxidos, sulfuros, aluminatos y silicatos, que pueden ser exógenos o endógenos al proceso de fabricación de acero y reducen la calidad del mismo. pág. 70
71 Metalurgia Secundaria. Procesamiento intermedio del acero que ocurre inmediatamente después de salir del Horno Eléctrico de fusión, pero antes de la colada continua, mientras el acero todavía se encuentra en el cucharón. Al recalentar y agitar el acero, se controla la temperatura y composición química a fin de mejorar la calidad del metal. Molde. Pieza interiormente hueca, en la cual se vierte el metal fundido para que adquiera la forma deseada (en el caso de palanquillas son de 1 m de largo aproximadamente y sección cuadrada). Refractario. Material resistente al calor. Debido a que su punto de fusión es muy superior a las temperaturas de operación del proceso, el revestimiento con material refractario se encuentra en la mayoría de los contenedores de las acerías que están en contacto con metal fundido (horno fusión, cucharón, distribuidor). Reoxidación del acero. Es la reacción producida cuando el acero se pone en contacto con un agente oxidante, principalmente el aire atmosférico o una escoria con alto contenido de FeO. Temperatura de Líquidus. Temperatura por encima de la cual, la aleación se halla completamente líquida. Torreta Giratoria. Es el equipo de la máquina de colada continua donde se colocan los cucharones durante el proceso de colada. pág. 71
72 REFERENCIAS BIBLIOGRÁFICAS 1. Siderúrgica del Orinoco dirección de recursos humanos capacitación entrenamiento. (1999) Componentes y Principios de la Máquina de Colada Continua y Equipos Auxiliares. Ciudad Guayana - Edo Bolivar. 2. Ghosh Ahindra Secundary steelmaking: principles and applications press, USA (2001) 3. Balestrini, Miriam. (2000) Como se Elabora el Proyecto de Investigación. Consultores Asociados, Caracas, Venezuela, 2da Edición 4. Siderúrgica del Orinoco-DANIELI Corp. (2000) Modernización colada continua de palanquillas Ciudad Guayana Edo Bolívar. 5. Díaz de Rada, Josep. (2005) El Trabajo de Campo en la Investigación Mediante Encuestas. México ISBN: Santillana B, Oropeza M. (2001). Minimización de atrape de escoria y gotas frías en palanquillas de SIDETUR. Venezuela 7. SIDOR: Procesos y Productos. Gerencia de Calidad, SIDOR Componentes y Equipos de Funcionamiento de Máquina de Colada Continua y Equipos Auxiliares: Diseño de entrenamiento. SIDOR Curso de Formación Operativo. DANIELI Corp. Service. 10. Castillo R; Guaragna E. (1977). Defectos en palanquillas y tochos de colada continua. Comisión Nacional de Energía Atómica GURMENDI. Buenos Aires. pág. 72
73 11. ILAFA (1986). Álbum de Defectos de Productos Siderúrgicos, II parte: Semiproductos de Colada Continua. 12. Maita J. (Octubre de 2002). Clogging en Buza de Cuchara en Vaciado de Aceros al Carbono Para Barras. Caracas, Venezuela. 13. Enriquez J, Temps E. (Junio de 2009). Monografías sobre Tecnología del Acero. Parte II, COLADA DEL ACERO. Madrid pág. 73
74 ANEXOS Anexo 1. Formato de encuesta realizada a los técnicos de la MCC2. pág. 74
75 pág. 75
76 pág. 76
77 pág. 77
78 Anexo 2. Plan de Acciones Preventivas PAPPPA Efecto de la variación del SET POINT de control de nivel de salpicaduras en moldes de la MCC2 pág. 78
79 pág. 79


80 pág. 80
81 Anexo 3. Plan de Acciones Preventivas PAPPPA Uso de Tapas modificadas en molde de la MCC2 pág. 81

82 pág. 82

83 pág. 83


84 Anexo 4. Anexo 5. Muestreo estadístico para en control de nivel de acero en el molde de la MCC2, Prueba a 75%. pág. 84
85 LECTURA DE CONTROL DE NIVEL Anexo 6. Grafico de la variación de la amplitud de control de nivel de acero en el molde de la MCC2, Prueba en la Línea 3 a un SET POINT de 75%. 85,0 AMPLITUD DE VARIACIÓN DE NIVEL L-23 COLADA TACE: ,0 MIN ESPERADO MIN MEDIA 75,0 SET POINT MAX 70,0 MAX ESPERADO 65,0 MUESTRAS Anexo 7 pág. 85


86 Anexo 8 Anexo 9. Muestreo estadístico para en control de nivel de acero en el molde de la MCC2, Prueba a 50%. Anexo 10. Grafico de la variación de la amplitud de control de nivel de acero en el molde de la MCC2, Prueba en la Línea 3 a un SET POINT de 50%. pág. 86

87 LECTURA DE CONTROL DE NIVEL 65 AMPLITUD DE VARIACIÓN DE NIVEL L-25 COLADA TACE MIN ESPERADO 50 MIN 45 MEDIA 40 SET POINT Anexo 11 pág. 87

88 Anexo 12. Plano original AAP-MCC-SA-MDT015-1, tapa distribuidora de la lubricación de molde con discontinuidad en la ranura de lubricación MCC2. pág. 88

89 Anexo 13. Plano modificado AAP-MCC-SA-MDT015-2, tapa distribuidora de la lubricación de molde con ranura de lubricación continua MCC2. pág. 89
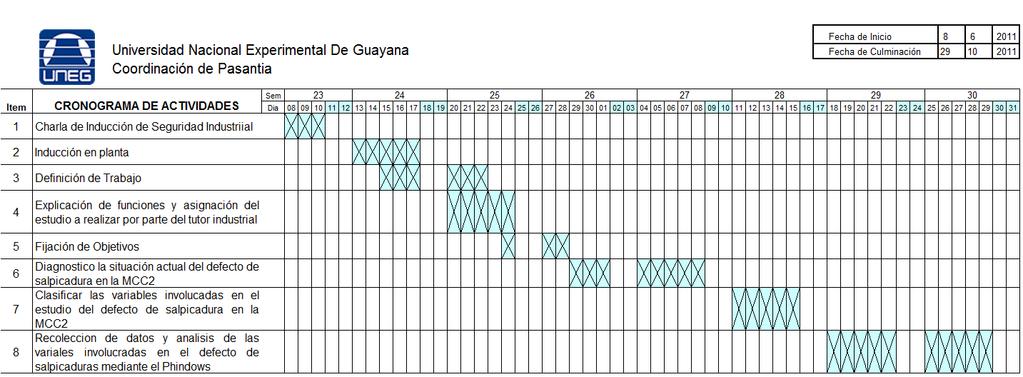
90 pág. 90

91 pág. 91
CALIFICACIÓN DE LAS SOLDADURA POR RAYOS X.- Una vez vistos los distintos defectos que se pueden presentar en una unión soldada, vamos a intentar el
 CALIFICACIÓN DE LAS SOLDADURA POR RAYOS X.- Una vez vistos los distintos defectos que se pueden presentar en una unión soldada, vamos a intentar el calificarlos por medio de la norma UNE-14011, que tiene
CALIFICACIÓN DE LAS SOLDADURA POR RAYOS X.- Una vez vistos los distintos defectos que se pueden presentar en una unión soldada, vamos a intentar el calificarlos por medio de la norma UNE-14011, que tiene
HIERRO Y ACERO EN VENEZUELA
 HIERRO Y ACERO EN VENEZUELA QUE SON EL HIERRO Y EL ACERO? HIERRO Es un mineral que constituye el principal materia prima de los procesos siderúrgicos, es maleable, de color gris plateado y presenta propiedades
HIERRO Y ACERO EN VENEZUELA QUE SON EL HIERRO Y EL ACERO? HIERRO Es un mineral que constituye el principal materia prima de los procesos siderúrgicos, es maleable, de color gris plateado y presenta propiedades
PROCESOS INDUSTRIALES
 PROCESOS INDUSTRIALES Tutorial Sesión 2 M en C Rogelio Velasco Salazar 1 NOMBRE DE LA ASIGNATURA O UNIDAD DE APRENDIZAJE PROCESOS INDUSTRIALES CLAVE DE LA ASIGNATURA LII 216 OBJETIVO(S) GENERAL(ES) DE
PROCESOS INDUSTRIALES Tutorial Sesión 2 M en C Rogelio Velasco Salazar 1 NOMBRE DE LA ASIGNATURA O UNIDAD DE APRENDIZAJE PROCESOS INDUSTRIALES CLAVE DE LA ASIGNATURA LII 216 OBJETIVO(S) GENERAL(ES) DE
72.02 Industrias I Facultad de Ingeniería Universidad de Buenos Aires. Horno Eléctrico y Colada Continua Equipos y Procesos
 Horno Eléctrico y Colada Continua Equipos y Procesos Proceso de fabricación del acero Esquemas Reducción Indirecta Mineral / Algomerado Coque Fundentes REDUCCIÓN Reducción Directa Mineral / Aglomerado
Horno Eléctrico y Colada Continua Equipos y Procesos Proceso de fabricación del acero Esquemas Reducción Indirecta Mineral / Algomerado Coque Fundentes REDUCCIÓN Reducción Directa Mineral / Aglomerado
FUNDICIONES. Las fundiciones son aleaciones de hierro, también manganeso, fosforo y azufre. Las
 FUNDICIONES Las fundiciones son aleaciones de hierro, carbono y silicio que generalmente contienen también manganeso, fosforo y azufre. Las fundiciones, que son las más utilizadas en la práctica, aparecen
FUNDICIONES Las fundiciones son aleaciones de hierro, carbono y silicio que generalmente contienen también manganeso, fosforo y azufre. Las fundiciones, que son las más utilizadas en la práctica, aparecen
Convertidor LD. Background
 Convertidor LD Background Historia del Convertidor LD 1856: convertidor Bessemer 1877: convertidor Thomas 1950: Convertidor LD Objetivo del convertidor LD El procesamiento en el convertidor LD tiene por
Convertidor LD Background Historia del Convertidor LD 1856: convertidor Bessemer 1877: convertidor Thomas 1950: Convertidor LD Objetivo del convertidor LD El procesamiento en el convertidor LD tiene por
CAPÍTULOII: DESCRIPCIÓN DE LOS PROCESOS ANALIZADOS II-1. Introducción
 CAPÍTULOII: DESCRIPCIÓN DE LOS PROCESOS ANALIZADOS II-1. Introducción En este Capítulo se van a describir con detalle los procesos de fabricación de los moldes y fabricación de los ánodos. Tal como se
CAPÍTULOII: DESCRIPCIÓN DE LOS PROCESOS ANALIZADOS II-1. Introducción En este Capítulo se van a describir con detalle los procesos de fabricación de los moldes y fabricación de los ánodos. Tal como se
PROCESO DE TREFILADO
 Transformación plástica primaria PROCESOS DE CONFORMADO MECÁNICO PROCESOS DE CONFORMADO LINGOTES LÁMINAS PROCESAMIENTO DE POLVO FORJA LAMINACIÓN EXTRUSIÓN CONFORMADO DE LÁMINAS METÁLICAS CONFORMADO SUPERPLÁSTICO
Transformación plástica primaria PROCESOS DE CONFORMADO MECÁNICO PROCESOS DE CONFORMADO LINGOTES LÁMINAS PROCESAMIENTO DE POLVO FORJA LAMINACIÓN EXTRUSIÓN CONFORMADO DE LÁMINAS METÁLICAS CONFORMADO SUPERPLÁSTICO
Navega fácilmente por el curso utilizando las flechas del teclado EDUCACIÓN CONTINUA DEACERO
 Navega fácilmente por el curso utilizando las flechas del teclado back next 1 PROCESOS PARA LA FABRICACIÓN DE ALAMBRÓN Y VARILLA DA-42 2 PROCESO GENERAL PARA LA PRODUCCIÓN DEL ACERO 3 PRODUCCIÓN DEL ACERO
Navega fácilmente por el curso utilizando las flechas del teclado back next 1 PROCESOS PARA LA FABRICACIÓN DE ALAMBRÓN Y VARILLA DA-42 2 PROCESO GENERAL PARA LA PRODUCCIÓN DEL ACERO 3 PRODUCCIÓN DEL ACERO
FUNDICION A PRESION. También llamado: Proceso de fundición por inyección
 FUNDICION A PRESION También llamado: FUNDICION A PRESION Proceso de fundición por inyección Procedimiento i En este proceso se inyecta a alta velocidad el metal líquido en el molde. La velocidad está alrededor
FUNDICION A PRESION También llamado: FUNDICION A PRESION Proceso de fundición por inyección Procedimiento i En este proceso se inyecta a alta velocidad el metal líquido en el molde. La velocidad está alrededor
UNIDAD TEMÁTICA 1: Generalidades. Procesos. Objetivos. Las operaciones de la fundición. Historia. La fundición como un proceso de formado. Ventajas.
 ASIGNATURA: Fundición de los Metales Ferrosos y no Ferrosos ESPECIALIDAD: Metalurgia PLAN: 95 Adecuado (Ordenanza Nº 1058) NIVEL: 5 to. MODALIDAD: Anual DICTADO: Anual HORAS: 4 semanales ÁREA: Tecnologías
ASIGNATURA: Fundición de los Metales Ferrosos y no Ferrosos ESPECIALIDAD: Metalurgia PLAN: 95 Adecuado (Ordenanza Nº 1058) NIVEL: 5 to. MODALIDAD: Anual DICTADO: Anual HORAS: 4 semanales ÁREA: Tecnologías
UNIVERSIDAD NACIONAL MAYOR DE SAN MARCOS. Metalurgia del estaño en el Perú via lanza sumergida tecnología Ausmelt
 UNIVERSIDAD NACIONAL MAYOR DE SAN MARCOS FACULTAD DE QUÍMICA E INGENIERIA QUÍMICA E.A.P. DE INGENIERIA QUÍMICA Metalurgia del estaño en el Perú via lanza sumergida tecnología Ausmelt Capítulo 3. Fundamento
UNIVERSIDAD NACIONAL MAYOR DE SAN MARCOS FACULTAD DE QUÍMICA E INGENIERIA QUÍMICA E.A.P. DE INGENIERIA QUÍMICA Metalurgia del estaño en el Perú via lanza sumergida tecnología Ausmelt Capítulo 3. Fundamento
Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas
 Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas reflejada por bajos valores de dureza, produciendo mayor
Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas reflejada por bajos valores de dureza, produciendo mayor
PROCESOS DE CONFORMADO DE METALES
 PROCESOS DE CONFORMADO DE METALES PROCESOS DE CONFORMADO (I) CONFORMADO CON CONSERVACION DE MASA Los procesos de CONFORMADO PLÁSTICO son aquellos en los que la forma final de la pieza de trabajo se obtiene
PROCESOS DE CONFORMADO DE METALES PROCESOS DE CONFORMADO (I) CONFORMADO CON CONSERVACION DE MASA Los procesos de CONFORMADO PLÁSTICO son aquellos en los que la forma final de la pieza de trabajo se obtiene
CONFORMACIÓN PLASTICA DE METALES: FORJA
 CONFORMACIÓN PLASTICA DE METALES: FORJA CONTENIDO Definición y Clasificación de los Procesos de Forja Equipos y sus Características Técnicas Variables Principales del Proceso Métodos Operativos (Equipos
CONFORMACIÓN PLASTICA DE METALES: FORJA CONTENIDO Definición y Clasificación de los Procesos de Forja Equipos y sus Características Técnicas Variables Principales del Proceso Métodos Operativos (Equipos
LA INDUSTRIA DE LA METALURGIA. ARROYO CAMPOS Bryam CERNA BAYONA Kevin MEJÍA REYES Hans
 LA INDUSTRIA DE LA METALURGIA ARROYO CAMPOS Bryam CERNA BAYONA Kevin MEJÍA REYES Hans LA INDUSTRIA DE LA METALURGIA - OBJETIVOS Y FINALIDADES - INTRODUCCIÓN - IMPOTANCIA EN LA INDUSTRIA LA INDUSTRIA DE
LA INDUSTRIA DE LA METALURGIA ARROYO CAMPOS Bryam CERNA BAYONA Kevin MEJÍA REYES Hans LA INDUSTRIA DE LA METALURGIA - OBJETIVOS Y FINALIDADES - INTRODUCCIÓN - IMPOTANCIA EN LA INDUSTRIA LA INDUSTRIA DE
Ternium l Jesus Guerrero Lopez PRODUCCION ALAMBRON
 Ternium l Jesus Guerrero Lopez PRODUCCION ALAMBRON Grados de Acero suministrados en Alambron Aceros al Carbono Aceros para Soldadura Aceros para Forja y acabados en frio Aceros Especiales y Automotrices
Ternium l Jesus Guerrero Lopez PRODUCCION ALAMBRON Grados de Acero suministrados en Alambron Aceros al Carbono Aceros para Soldadura Aceros para Forja y acabados en frio Aceros Especiales y Automotrices
MOLDEO POR GRAVEDAD. En Gestión de Compras contamos con los medios necesarios para diseñar y fabricar cualquier producto mediante moldeo por gravedad.
 MOLDEO POR GRAVEDAD En Gestión de Compras contamos con los medios necesarios para diseñar y fabricar cualquier producto mediante moldeo por gravedad. PROCESO: El moldeo por gravedad también llamado moldeo
MOLDEO POR GRAVEDAD En Gestión de Compras contamos con los medios necesarios para diseñar y fabricar cualquier producto mediante moldeo por gravedad. PROCESO: El moldeo por gravedad también llamado moldeo
UNIVERSIDAD DON BOSCO FACULTAD DE ESTUDIOS TECNOLÓGICOS COORDINACIÓN DE ELÉCTRICA Y MECÁNICA
 UNIVERSIDAD DON BOSCO FACULTAD DE ESTUDIOS TECNOLÓGICOS COORDINACIÓN DE ELÉCTRICA Y MECÁNICA GUIA DE LABORATORIO # 2 CICLO: 02-2015 Nombre de la Práctica: Métodos de depósito y tipos de uniones Lugar de
UNIVERSIDAD DON BOSCO FACULTAD DE ESTUDIOS TECNOLÓGICOS COORDINACIÓN DE ELÉCTRICA Y MECÁNICA GUIA DE LABORATORIO # 2 CICLO: 02-2015 Nombre de la Práctica: Métodos de depósito y tipos de uniones Lugar de
Las fundiciones grises son aleaciones hipoeutécticas que tienen una composición que varía entre 93 y 93,8% de hierro, 2,5 y 4% de
 FUNDICIÓN GRIS CARACTERÍSTICAS GENERALES Las fundiciones grises son aleaciones hipoeutécticas que tienen una composición que varía entre 93 y 93,8% de hierro, 2,5 y 4% de carbono y 1 a 3% de silicio. Son
FUNDICIÓN GRIS CARACTERÍSTICAS GENERALES Las fundiciones grises son aleaciones hipoeutécticas que tienen una composición que varía entre 93 y 93,8% de hierro, 2,5 y 4% de carbono y 1 a 3% de silicio. Son
1. - Conceptos Generales de Metalurgia y su Vinculación con la Soldadura
 1. - Conceptos Generales de Metalurgia y su Vinculación con la Soldadura 1.1.- Aspectos de la elaboración del acero. Los diferentes tipos de hornos y/o convertidores. 1.2.- La formación de las escorias.
1. - Conceptos Generales de Metalurgia y su Vinculación con la Soldadura 1.1.- Aspectos de la elaboración del acero. Los diferentes tipos de hornos y/o convertidores. 1.2.- La formación de las escorias.
Refractarios Caires, C.A.
 Contenido Introducción. Información General sobre refractarios. Aplicaciones. Servicios. Con más de 30 años en el mercado, Refractarios Caires comercializa materiales refractarios y afines, además de brindar
Contenido Introducción. Información General sobre refractarios. Aplicaciones. Servicios. Con más de 30 años en el mercado, Refractarios Caires comercializa materiales refractarios y afines, además de brindar
SOLADADURA OXIACETILENICA
 SOLDAR Es la acción de unir piezas de igual o distinta naturaleza, en la que su adherencia se produce por aporte de calor a una temperatura adecuada, con aplicación de presión o sin ella y con adición
SOLDAR Es la acción de unir piezas de igual o distinta naturaleza, en la que su adherencia se produce por aporte de calor a una temperatura adecuada, con aplicación de presión o sin ella y con adición
Siderúrgico. Productos Semi-Elaborados. Lingotes
 Productos Semi-Elaborados Lingotes Producto semielaborado, fabricado por el proceso de Vaciado por el Fondo, de sección poligonal. Son la materia prima para la laminación de tubos sin costura para la industria
Productos Semi-Elaborados Lingotes Producto semielaborado, fabricado por el proceso de Vaciado por el Fondo, de sección poligonal. Son la materia prima para la laminación de tubos sin costura para la industria
Práctica 9 Proceso de fundición
 Práctica 9 Proceso de fundición Objetivo Conocer el proceso de fundición y moldeo en arena, para la elaboración de piezas coladas. Preguntas detonantes 1.- Cuál es la importancia de la fundición en el
Práctica 9 Proceso de fundición Objetivo Conocer el proceso de fundición y moldeo en arena, para la elaboración de piezas coladas. Preguntas detonantes 1.- Cuál es la importancia de la fundición en el
FORMACIÓN EN VÁLVULAS DE CONTROL: CRITERIOS DE SELECCIÓN Y DISEÑOS SEGÚN CONDICIONES DE PROCESO
 FORMACIÓN EN VÁLVULAS DE CONTROL: CRITERIOS DE SELECCIÓN Y DISEÑOS SEGÚN CONDICIONES DE PROCESO. Alberto Argilés Ringo Válvulas S.L. 1.- Introducción La válvula de control manipula el fluido que pasa por
FORMACIÓN EN VÁLVULAS DE CONTROL: CRITERIOS DE SELECCIÓN Y DISEÑOS SEGÚN CONDICIONES DE PROCESO. Alberto Argilés Ringo Válvulas S.L. 1.- Introducción La válvula de control manipula el fluido que pasa por
Soldadura: Fundamentos
 Ingeniería de los Sistemas de Producción Soldadura: Fundamentos Rosendo Zamora Pedreño Dpto. Ingeniería de Materiales y Fabricación rosendo.zamora@upct.es Índice Fundamentos de Soldadura 1. Introducción
Ingeniería de los Sistemas de Producción Soldadura: Fundamentos Rosendo Zamora Pedreño Dpto. Ingeniería de Materiales y Fabricación rosendo.zamora@upct.es Índice Fundamentos de Soldadura 1. Introducción
REVESTIMIENTO REFRACTARIO EN HORNO DE SOLERA GALOPANTE
 REVESTIMIENTO REFRACTARIO EN HORNO DE SOLERA GALOPANTE Qué es un material refractario? El calificativo de refractario se refiere a los materiales no metálicos capaces de resistir altas temperaturas sin
REVESTIMIENTO REFRACTARIO EN HORNO DE SOLERA GALOPANTE Qué es un material refractario? El calificativo de refractario se refiere a los materiales no metálicos capaces de resistir altas temperaturas sin
INDICE. XIII Acera del autor. XVII Sistema de unidades y símbolos usados en este texto
 INDICE Prefacio XIII Acera del autor XVII Sistema de unidades y símbolos usados en este texto XVIII 1 Introducción 1 1.1. Qué es manufactura? 3 1.2. los materiales en la manufactura 9 1.3. Procesos de
INDICE Prefacio XIII Acera del autor XVII Sistema de unidades y símbolos usados en este texto XVIII 1 Introducción 1 1.1. Qué es manufactura? 3 1.2. los materiales en la manufactura 9 1.3. Procesos de
Proceso de fabricación del acero. Procesos de Reducción. Reducción Directa. Tecnologías Reducción - Fusión VÍAS DE FABRICACIÓN DEL ACERO
 72.02 INDUSTRIAS I Proceso de fabricación del acero Procesos de Reducción Reducción Directa Tecnologías Reducción - Fusión Ing. Jorge Nicolini VÍAS DE FABRICACIÓN DEL ACERO COQUE MINERAL Y/O AGLOMERADO
72.02 INDUSTRIAS I Proceso de fabricación del acero Procesos de Reducción Reducción Directa Tecnologías Reducción - Fusión Ing. Jorge Nicolini VÍAS DE FABRICACIÓN DEL ACERO COQUE MINERAL Y/O AGLOMERADO
SUAREZ ANZORENA, Ma. del Pilar Materiales y Procesos I T.P. nº 2
 Cuchara La cuchara solo consta de un elemento, aunque también se puede dividir en dos: La cabeza: Es la parte inferior de la cuchara la cual tiene forma de cóncava. En la cabeza es donde se depositan los
Cuchara La cuchara solo consta de un elemento, aunque también se puede dividir en dos: La cabeza: Es la parte inferior de la cuchara la cual tiene forma de cóncava. En la cabeza es donde se depositan los
Ventajas del acero como material estructural:
 LA IMPORTANCIA DE LA INSPECCIÓN DE SOLDADURA EN LA FABRICACIÓN Y MONTAJE DE ESTRUCTURAS METÁLICAS ANA MARIA FERNANDEZ ESPINOZA Ventajas del acero como material estructural: Alta resistencia Uniformidad
LA IMPORTANCIA DE LA INSPECCIÓN DE SOLDADURA EN LA FABRICACIÓN Y MONTAJE DE ESTRUCTURAS METÁLICAS ANA MARIA FERNANDEZ ESPINOZA Ventajas del acero como material estructural: Alta resistencia Uniformidad
INDICE. Prologo del editor
 INDICE Prologo del editor V Prologo VII 1. Morfologia de los Procesos 1 1.1. Introduccion 1 1.2. Estructura básica de los procesos de manufactura 1 1.2.1. Modelo general de los procesos 2 1.2.2. Estructura
INDICE Prologo del editor V Prologo VII 1. Morfologia de los Procesos 1 1.1. Introduccion 1 1.2. Estructura básica de los procesos de manufactura 1 1.2.1. Modelo general de los procesos 2 1.2.2. Estructura
Existen tres formas de transferencia metálica: 1. Transferencia Spray o de Rocío. 2. Transferencia Globular. 3. Transferencia por Corto-Circuito.
 SISTEMA MIG SÓLIDO Descripción del proceso El sistema MIG fue introducido a fines del año 1940. El proceso es definido por la AWS como un proceso de soldadura al arco, donde la fusión se produce por calentamiento
SISTEMA MIG SÓLIDO Descripción del proceso El sistema MIG fue introducido a fines del año 1940. El proceso es definido por la AWS como un proceso de soldadura al arco, donde la fusión se produce por calentamiento
Fundición en molde permanente
 Fundición en molde permanente Fundición en molde permanente Generalidades Se usan moldes metálicos que se reutilizan muchas veces. Los metales que usualmente se funden en moldes permanentes son el estaño,
Fundición en molde permanente Fundición en molde permanente Generalidades Se usan moldes metálicos que se reutilizan muchas veces. Los metales que usualmente se funden en moldes permanentes son el estaño,
SISTEMAS NEUMÁTICOS E HIDRÁULICOS
 1. INTRODUCCIÓN SISTEMAS NEUMÁTICOS E HIDRÁULICOS La neumática es la rama de la tecnología que se dedica a estudiar y a desarrollar aplicaciones prácticas con aire comprimido, realizadas mediante circuitos
1. INTRODUCCIÓN SISTEMAS NEUMÁTICOS E HIDRÁULICOS La neumática es la rama de la tecnología que se dedica a estudiar y a desarrollar aplicaciones prácticas con aire comprimido, realizadas mediante circuitos
Práctica 10 RECONOCIMIENTO DE LOS MICROCONSTITUYENTES DE LAS FUNDICIONES DE HIERRO
 Práctica 10 RECONOCIMIENTO DE LOS MICROCONSTITUYENTES DE LAS FUNDICIONES DE HIERRO OBJETIVO El alumno identificará los constituyentes principales de los diferentes tipos de hierro fundido. INTRODUCCIÓN
Práctica 10 RECONOCIMIENTO DE LOS MICROCONSTITUYENTES DE LAS FUNDICIONES DE HIERRO OBJETIVO El alumno identificará los constituyentes principales de los diferentes tipos de hierro fundido. INTRODUCCIÓN
Conociendo más de los Lubricantes Sintéticos (Aplicaciones Industriales)
") Conociendo más de los Lubricantes Sintéticos (Aplicaciones Industriales) BÁSICOS MINERALES Normalmente se considera al petróleo como el elemento base para la elaboración de productos lubricantes en aplicaciones
Conociendo más de los Lubricantes Sintéticos (Aplicaciones Industriales) BÁSICOS MINERALES Normalmente se considera al petróleo como el elemento base para la elaboración de productos lubricantes en aplicaciones
PROYECTO BIZKAITEK 12/71/2003/4/1 MEMORIA TECNICA AÑO 2003
 PROYECTO BIZKAITEK 12/71/2003/4/1 MEMORIA TECNICA AÑO 2003 CARACTERIZACION DE LA RESPUESTA A LA FATIGA DE LAS FUNDICIONES GRAFITICAS ESFEROIDALES CON APLICACION AL SECTOR AUTOMOCIÓN Maristas-Azterlan Durango,
PROYECTO BIZKAITEK 12/71/2003/4/1 MEMORIA TECNICA AÑO 2003 CARACTERIZACION DE LA RESPUESTA A LA FATIGA DE LAS FUNDICIONES GRAFITICAS ESFEROIDALES CON APLICACION AL SECTOR AUTOMOCIÓN Maristas-Azterlan Durango,
MÁQUINA PARA MOLDEO POR INYECCIÓN. Partes de una Máquina
 MÁQUINA PARA MOLDEO POR INYECCIÓN Partes de una Máquina Bancada: Soporte o base marco en fundición de hierro y con partes de acero soldadas por arco eléctrico. Mecanismo de cierre: debe de cumplir con
MÁQUINA PARA MOLDEO POR INYECCIÓN Partes de una Máquina Bancada: Soporte o base marco en fundición de hierro y con partes de acero soldadas por arco eléctrico. Mecanismo de cierre: debe de cumplir con
ESPECIFICACIÓN DE LA MATERIA PRIMA
 CAPÍTULO 3: ESPECIFICACIÓN DE LA MATERIA PRIMA Página 20 3. ESPECIFICACIÓN DE LA MATERIA PRIMA 3.1 Selección del material La elección del material adecuado para fabricar una pieza depende esencialmente
CAPÍTULO 3: ESPECIFICACIÓN DE LA MATERIA PRIMA Página 20 3. ESPECIFICACIÓN DE LA MATERIA PRIMA 3.1 Selección del material La elección del material adecuado para fabricar una pieza depende esencialmente
SISTEMA OXIACETILÉNICO
 SISTEMA OXIACETILÉNICO Descripción del Proceso El proceso de soldadura oxiacetilénica mostrada en la figura, consiste en una llama dirigida por un soplete, obtenida por medio de la combustión de los gases
SISTEMA OXIACETILÉNICO Descripción del Proceso El proceso de soldadura oxiacetilénica mostrada en la figura, consiste en una llama dirigida por un soplete, obtenida por medio de la combustión de los gases
PELLETS DE MINERAL DE HIERRO ENERGIZADOS PARA SECADO, REDUCCIÓN DIRECTA Y PRODUCCIÓN DE HIERRO ESPONJA EN FORMA SIMULTÀNEA Y UN SOLO REACTOR
 PELLETS DE MINERAL DE HIERRO ENERGIZADOS PARA SECADO, REDUCCIÓN DIRECTA Y PRODUCCIÓN DE HIERRO ESPONJA EN FORMA SIMULTÀNEA Y UN SOLO REACTOR La fabricación de acero se efectúa a partir de la fusión de
PELLETS DE MINERAL DE HIERRO ENERGIZADOS PARA SECADO, REDUCCIÓN DIRECTA Y PRODUCCIÓN DE HIERRO ESPONJA EN FORMA SIMULTÀNEA Y UN SOLO REACTOR La fabricación de acero se efectúa a partir de la fusión de
Convección Problemas de convección 1.1. PROBLEMAS DE CONVECCIÓN 1
 1.1. PROBLEMAS DE CONVECCIÓN 1 Convección 1.1. Problemas de convección Problema 1 Una placa cuadrada de 0,1 m de lado se sumerge en un flujo uniforme de aire a presión de 1 bar y 20 C con una velocidad
1.1. PROBLEMAS DE CONVECCIÓN 1 Convección 1.1. Problemas de convección Problema 1 Una placa cuadrada de 0,1 m de lado se sumerge en un flujo uniforme de aire a presión de 1 bar y 20 C con una velocidad
GUIA INFORMATIVA SOBRE RECOMENDACIONES PARA LA REALIZACIÓN DE EMPALMES CON SOLDADURA
 GUIA INFORMATIVA SOBRE RECOMENDACIONES PARA LA REALIZACIÓN DE EMPALMES CON SOLDADURA Código Página GI-DS DST-01 014 1 de 8 1. OBJETIVO Informar al personal de Servicios Técnicos sobre buenas prácticas
GUIA INFORMATIVA SOBRE RECOMENDACIONES PARA LA REALIZACIÓN DE EMPALMES CON SOLDADURA Código Página GI-DS DST-01 014 1 de 8 1. OBJETIVO Informar al personal de Servicios Técnicos sobre buenas prácticas
Apliweld: la soldadura Exotérmica Procedimiento general Selección de material Molde múltiple Apliweld Soldaduras aceptables
 Apliweld: la soldadura Exotérmica Procedimiento general Selección de material Molde múltiple Apliweld Soldaduras aceptables Soldadura aluminotérmica La soldadura aluminotérmica APLIWELD tiene su base química
Apliweld: la soldadura Exotérmica Procedimiento general Selección de material Molde múltiple Apliweld Soldaduras aceptables Soldadura aluminotérmica La soldadura aluminotérmica APLIWELD tiene su base química
CONTENEDORES PARA LA RECOGIDA DE RESIDUOS SÓLIDOS URBANOS DE LITROS DE CAPACIDAD
 CONTENEDORES PARA LA RECOGIDA DE RESIDUOS SÓLIDOS URBANOS DE 3.200 LITROS DE CAPACIDAD Descripción Siguiendo con una actitud innovadora, Plastic Omnium Sistemas Urbanos ha creado un nuevo modelo de la
CONTENEDORES PARA LA RECOGIDA DE RESIDUOS SÓLIDOS URBANOS DE 3.200 LITROS DE CAPACIDAD Descripción Siguiendo con una actitud innovadora, Plastic Omnium Sistemas Urbanos ha creado un nuevo modelo de la
Obtención de hierro. Hematites (Fe2O3) Magnetita (Fe3O4) Siderita (FeCO3) Limonita (Fe2O3.H2O) Pirita (FeS2)
 Magnetita (Fe3O4) Siderita (FeCO3) Limonita (Fe2O3.H2O) Pirita (FeS2)") Obtención de hierro Alrededor de nosotros hay numerosos objetos de hierro, acero o alguna otra aleación metálica que contiene hierro. Por lo tanto es poco probable que alguien no conozca sobre este metal.
Obtención de hierro Alrededor de nosotros hay numerosos objetos de hierro, acero o alguna otra aleación metálica que contiene hierro. Por lo tanto es poco probable que alguien no conozca sobre este metal.
9. Procesos industriales de obtención 9. Procesos industriales y conformado de materiales metálicos y conformado Proceso Siderúrgico
 9. Procesos industriales de obtención y conformado de materiales metálicos Hornos. Colada continua. Laminado, trefilado. Conformado superficial. i Perfiles y chapas. Tipificación de aceros. Proceso Siderúrgico
9. Procesos industriales de obtención y conformado de materiales metálicos Hornos. Colada continua. Laminado, trefilado. Conformado superficial. i Perfiles y chapas. Tipificación de aceros. Proceso Siderúrgico
Nombre de la asignatura: Procesos de Fabricación. Créditos: Aportación al perfil
 Nombre de la asignatura: Procesos de Fabricación Créditos: 2-2-4 Aportación al perfil Minimiza costos de producción mediante la actualización de procesos tecnológicos de fabricación. Optimiza los recursos
Nombre de la asignatura: Procesos de Fabricación Créditos: 2-2-4 Aportación al perfil Minimiza costos de producción mediante la actualización de procesos tecnológicos de fabricación. Optimiza los recursos
La distinción entre ambas se puede realizar de manera muy básica de la siguiente manera:
 TUTORIAL TRANSMISIÓN DE CALOR Seguro que este tutorial os resultará de importante utilidad puesto que resulta de gran aplicación para numerosas aplicaciones en la industria. Quizás se pueda calificar el
TUTORIAL TRANSMISIÓN DE CALOR Seguro que este tutorial os resultará de importante utilidad puesto que resulta de gran aplicación para numerosas aplicaciones en la industria. Quizás se pueda calificar el
13. SINTERIZADO PULVIMETALURGIA CARACTERÍSTICAS CARACTERIZACÓN DE POLVOS PROPIEDADES DE LA MASA DE POLVOS
 13. SINTERIZADO 1 Materiales I 13/14 ÍNDICE CARACTERÍSTICAS CARACTERIZACÓN DE POLVOS PROPIEDADES DE LA MASA DE POLVOS COMPRESIBILIDAD RESISTENCIA EN VERDE SINTERABILIDAD COMPACTACIÓN DE POLVOS METÁLICOS
13. SINTERIZADO 1 Materiales I 13/14 ÍNDICE CARACTERÍSTICAS CARACTERIZACÓN DE POLVOS PROPIEDADES DE LA MASA DE POLVOS COMPRESIBILIDAD RESISTENCIA EN VERDE SINTERABILIDAD COMPACTACIÓN DE POLVOS METÁLICOS
Soldaduras higiénicas en sistemas de tuberías de acero inoxidable (EHEDG Lisboa 07)
") Soldaduras higiénicas en sistemas de tuberías de acero inoxidable (EHEDG Lisboa 07) ARC MACHINES www.arcmachines.com 1 Prólogo: En la industria farmacéutica y alimentaría, de producción continua, la garantía
Soldaduras higiénicas en sistemas de tuberías de acero inoxidable (EHEDG Lisboa 07) ARC MACHINES www.arcmachines.com 1 Prólogo: En la industria farmacéutica y alimentaría, de producción continua, la garantía
Procesos de Fundición
 Procesos de Fundición Se denomina fundición al proceso de fabricación de piezas útiles, comúnmente metálicas pero también de plástico, a partir del material fundido e introducirlo en una cavidad, llamada
Procesos de Fundición Se denomina fundición al proceso de fabricación de piezas útiles, comúnmente metálicas pero también de plástico, a partir del material fundido e introducirlo en una cavidad, llamada
Cómo mejorar la eficiencia de un compresor gracias al lubricante
 ARTÍCULOS TÉCNICOS Cómo mejorar la eficiencia de un compresor gracias al lubricante La mejora de la eficiencia energética de un compresor, la reducción de costes y el menor impacto medioambiental, se pueden
ARTÍCULOS TÉCNICOS Cómo mejorar la eficiencia de un compresor gracias al lubricante La mejora de la eficiencia energética de un compresor, la reducción de costes y el menor impacto medioambiental, se pueden
Capitulo I. Escoria de Cobre. 1.1 Aspectos Generales.
 Capitulo I. Escoria de Cobre 1.1 Aspectos Generales. La escoria de cobre (Figura 1) se obtiene como material de desecho del proceso de refinación de dicho metal, el que se realiza a través de procesos
Capitulo I. Escoria de Cobre 1.1 Aspectos Generales. La escoria de cobre (Figura 1) se obtiene como material de desecho del proceso de refinación de dicho metal, el que se realiza a través de procesos
MODELO DE RESPUESTAS
 1/5 MODELO DE RESPUESTAS ASIGNATURA: PROCESOS DE MANUFACTURA CÓDIGO: 202 MOMENTO: Primera Integral VERSIÓN: 1 FECHA DE APLICACIÓN: Prof. Responsable: Ing. Ana María Alvarez. Coordinador: Ing. Anel Núñez.
1/5 MODELO DE RESPUESTAS ASIGNATURA: PROCESOS DE MANUFACTURA CÓDIGO: 202 MOMENTO: Primera Integral VERSIÓN: 1 FECHA DE APLICACIÓN: Prof. Responsable: Ing. Ana María Alvarez. Coordinador: Ing. Anel Núñez.
FLUIDOS PARA SISTEMAS HIDRÁULICOS. Quality Endurance Passion
 FLUIDOS PARA SISTEMAS HIDRÁULICOS Función de un La función principal de un sistema hidráulico es la de transmitir potencia, controlar fuerza y energía, a través de medios mecánicos, eléctricos o fluidos,
FLUIDOS PARA SISTEMAS HIDRÁULICOS Función de un La función principal de un sistema hidráulico es la de transmitir potencia, controlar fuerza y energía, a través de medios mecánicos, eléctricos o fluidos,
DESGASTE DE DADOS (MATRICES) EN EXTRUSIÓN DE ALUMINIO
 EN EXTRUSIÓN DE ALUMINIO") DESGASTE DE DADOS (MATRICES) EN EXTRUSIÓN DE ALUMINIO Composicion quimica del aluminio Par tículas de segunda fase Extrusión de per files Desgaste Composicion quimica del acero Nitruración COMPOSICION
DESGASTE DE DADOS (MATRICES) EN EXTRUSIÓN DE ALUMINIO Composicion quimica del aluminio Par tículas de segunda fase Extrusión de per files Desgaste Composicion quimica del acero Nitruración COMPOSICION
RECICLAJE DE ARENAS RESIDUALES DE FUNDICION. Edmundo Claro Pétreos Quilín
 RECICLAJE DE ARENAS RESIDUALES DE FUNDICION Edmundo Claro Pétreos Quilín 21-11-2006 Contenidos 1. Generación de arenas residuales en las fundiciones 2. Características de las arenas residuales 3. Reciclaje
RECICLAJE DE ARENAS RESIDUALES DE FUNDICION Edmundo Claro Pétreos Quilín 21-11-2006 Contenidos 1. Generación de arenas residuales en las fundiciones 2. Características de las arenas residuales 3. Reciclaje
FUNDICIÓN DE METALES
 FUNDICIÓN DE METALES Introducción Materiales sólidos: -metales -polímeros -cerámicos Metales: - sólidos cristalinos - con electrones deslocalizados - variedad de propiedades - gran variedad de usos - se
FUNDICIÓN DE METALES Introducción Materiales sólidos: -metales -polímeros -cerámicos Metales: - sólidos cristalinos - con electrones deslocalizados - variedad de propiedades - gran variedad de usos - se
Se denomina transmisión mecánica a un mecanismo encargado de trasmitir potencia entre dos o más elementos dentro de una máquina.
 Transmisión Mecánica Se denomina transmisión mecánica a un mecanismo encargado de trasmitir potencia entre dos o más elementos dentro de una máquina. Transmisión con correa en una instalación industrial.
Transmisión Mecánica Se denomina transmisión mecánica a un mecanismo encargado de trasmitir potencia entre dos o más elementos dentro de una máquina. Transmisión con correa en una instalación industrial.
???? 1.5? El proceso alcanza un grado de metalización del 95% y un grado de reducción del 90%. Se pide:
 REDUCCION DIRECTA Un ensayo de laboratorio de un proceso de reducción directa de pellets de mineral de hierro muestran los resultados obtenidos (ver tabla, valores expresados en Kg.). Entrada: Pellets
REDUCCION DIRECTA Un ensayo de laboratorio de un proceso de reducción directa de pellets de mineral de hierro muestran los resultados obtenidos (ver tabla, valores expresados en Kg.). Entrada: Pellets
EL ALUMINIO. Propiedades del aluminio utilizado en la fabricación de carrocerías
 EL ALUMINIO Propiedades del aluminio utilizado en la fabricación de carrocerías Desde hace algunos años el acero está dejando paso a otros materiales a la hora de fabricar elementos de carrocería, entre
EL ALUMINIO Propiedades del aluminio utilizado en la fabricación de carrocerías Desde hace algunos años el acero está dejando paso a otros materiales a la hora de fabricar elementos de carrocería, entre
PROCESOS DE SOLDADURA POR ARCO. Soldadura por Arco Metalico & TIG/GTAW
 PROCESOS DE SOLDADURA POR ARCO Soldadura por Arco Metalico & TIG/GTAW CUADRO DE PROCESOS DE SOLDADURA PROCESO DE SOLDADURA POR ARCO La soldadura es reconocida en todo el mundo como un medio versatil de
PROCESOS DE SOLDADURA POR ARCO Soldadura por Arco Metalico & TIG/GTAW CUADRO DE PROCESOS DE SOLDADURA PROCESO DE SOLDADURA POR ARCO La soldadura es reconocida en todo el mundo como un medio versatil de
Separador Centrífugo Líquido - Sólido Serie CSS
 Sistema de Filtración de Agua para Torres de Enfriamiento Separador Centrífugo Líquido - Sólido Serie CSS Desarrollando tecnología para: Nuestra salud, nuestra economía, y nuestro medio ambiente. Principios
Sistema de Filtración de Agua para Torres de Enfriamiento Separador Centrífugo Líquido - Sólido Serie CSS Desarrollando tecnología para: Nuestra salud, nuestra economía, y nuestro medio ambiente. Principios
FUMBARRI PROCESO PRODUCTIVO
 1. INTRODUCION Fundada en 1956, Fumbarri centra su actividad inicial principalmente a la fabricación de piezas seriada de tamaño medio pequeño para infinidad de sectores. Con el paso del tiempo comienza
1. INTRODUCION Fundada en 1956, Fumbarri centra su actividad inicial principalmente a la fabricación de piezas seriada de tamaño medio pequeño para infinidad de sectores. Con el paso del tiempo comienza
Efectos de corrosión y acumulación de residuos solidos en las superficies de contactos electrónicos
 Efectos de corrosión y acumulación de residuos solidos en las superficies de contactos electrónicos 1. Que es la corrosión? 2. Qué causa la corrosión en los equipos electrónicos? 3. Tipos de corrosión
Efectos de corrosión y acumulación de residuos solidos en las superficies de contactos electrónicos 1. Que es la corrosión? 2. Qué causa la corrosión en los equipos electrónicos? 3. Tipos de corrosión
TEXTO: PROCESOS DE MANUFACTURA SIN ARRANQUE DE VIRUTA
 UNIVERSIDAD NACIONAL DEL CALLAO FACULTAD DE INGENIERÍA MECÁNICA - ENERGÍA INSTITUTO DE INVESTIGACIÓN DE LA FACULTAD DE INGENIERÍA MECÁNICA INFORME FINAL DEL TEXTO TEXTO: PROCESOS DE MANUFACTURA SIN ARRANQUE
UNIVERSIDAD NACIONAL DEL CALLAO FACULTAD DE INGENIERÍA MECÁNICA - ENERGÍA INSTITUTO DE INVESTIGACIÓN DE LA FACULTAD DE INGENIERÍA MECÁNICA INFORME FINAL DEL TEXTO TEXTO: PROCESOS DE MANUFACTURA SIN ARRANQUE
1. DATOS GENERALES ÁREA/MÓDULO: DISEÑO APLICADO 2. JUSTIFICACIÓN
 Página 1 de 5 PROGRAMA: Ingeniería Mecatrónica PLAN DE ESTUDIOS: III ACTA DE CONSEJO DE 034 FACULTAD/DEPTO./CENTRO: ASIGNATURA/MÓDULO/SEMINARIO: 1. DATOS GENERALES PROCESOS DE MANUFACTURA Y LABORATORIO
Página 1 de 5 PROGRAMA: Ingeniería Mecatrónica PLAN DE ESTUDIOS: III ACTA DE CONSEJO DE 034 FACULTAD/DEPTO./CENTRO: ASIGNATURA/MÓDULO/SEMINARIO: 1. DATOS GENERALES PROCESOS DE MANUFACTURA Y LABORATORIO
IBNORCA ANTEPROYECTO DE NORMA BOLIVIANA APNB 732
 IBNORCA ANTEPROYECTO DE NORMA BOLIVIANA APNB 732 Productos laminados - Barras corrugadas para hormigón armado - Definiciones, clasificación y requisitos 1 OBJETO Y CAMPO DE APLICACIÓN La presente norma
IBNORCA ANTEPROYECTO DE NORMA BOLIVIANA APNB 732 Productos laminados - Barras corrugadas para hormigón armado - Definiciones, clasificación y requisitos 1 OBJETO Y CAMPO DE APLICACIÓN La presente norma
CALIBRACIÓN BAÑOS DE ARENA FLUIDIZADA
 Instrumentación y control de procesos Calibraciones trazables en planta Calibraciones E.N.A.C. en laboratorio Sistemas integrales de medida de nivel Válvulas de control e industriales CALIBRACIÓN BAÑOS
Instrumentación y control de procesos Calibraciones trazables en planta Calibraciones E.N.A.C. en laboratorio Sistemas integrales de medida de nivel Válvulas de control e industriales CALIBRACIÓN BAÑOS
Firmes de Carreteras. Sostenibilidad
 Firmes de Carreteras. Sostenibilidad Lucía Miranda Pérez 1 Introducción 2 1 Sostenibilidad Mezclas Asfálticas Medioambiente Emisión de gases Materiales residuales Sociales Seguridad Salud para los trabajadores
Firmes de Carreteras. Sostenibilidad Lucía Miranda Pérez 1 Introducción 2 1 Sostenibilidad Mezclas Asfálticas Medioambiente Emisión de gases Materiales residuales Sociales Seguridad Salud para los trabajadores
07/12/2009 CARACTERÍSTICAS PRINCIPALES GRAFICOS DE CONTROL POR ATRIBUTOS DEFINICIÓN
 GRAFICOS DE CONTROL POR ATRIBUTOS DEFINICIÓN Son Gráficos de Control basados en la observación de la presencia o ausencia de una determinada característica, o de cualquier tipo de defecto en el producto,
GRAFICOS DE CONTROL POR ATRIBUTOS DEFINICIÓN Son Gráficos de Control basados en la observación de la presencia o ausencia de una determinada característica, o de cualquier tipo de defecto en el producto,
Forjado. Año Contenido
 Forjado Año 2016 1 Contenido Que es el forjado? Clasificación Líneas de forja y estructura metalográfica. Métodos de observación Herramientas y máquinas de forjar Materiales para forjar Tratamientos térmicos
Forjado Año 2016 1 Contenido Que es el forjado? Clasificación Líneas de forja y estructura metalográfica. Métodos de observación Herramientas y máquinas de forjar Materiales para forjar Tratamientos térmicos
SOLDADURA MIG MAG OBJETIVOS CONTENIDOS Parte 1 Introducción Parte 2 Obtención de los Productos Metálicos
 SOLDADURA MIG MAG OBJETIVOS Aprender la teoría y la técnica para realizar soldaduras MIG-TAG Describir la constitución de un sistema de soldadura MIG-TAG. Describir el funcionamiento de los componentes
SOLDADURA MIG MAG OBJETIVOS Aprender la teoría y la técnica para realizar soldaduras MIG-TAG Describir la constitución de un sistema de soldadura MIG-TAG. Describir el funcionamiento de los componentes
Tema 2 FUNDAMENTOS FÍSICOS DEL ORDEÑO MECÁNICO.
 . Tema 2 FUNDAMENTOS FÍSICOS DEL ORDEÑO MECÁNICO. Mecanismo de extracción de la leche La máquina de ordeño extrae la leche de las vacas de forma similar a como lo hacen las crías, es decir, mediante una
. Tema 2 FUNDAMENTOS FÍSICOS DEL ORDEÑO MECÁNICO. Mecanismo de extracción de la leche La máquina de ordeño extrae la leche de las vacas de forma similar a como lo hacen las crías, es decir, mediante una
CAPÍTULO I I. EL PROBLEMA. El proceso de polimerización de estireno, específicamente el de
 CAPÍTULO I I. EL PROBLEMA 1. Planteamiento del Problema El proceso de polimerización de estireno, específicamente el de polimerización de poliestireno cristal data desde los años 1930 y 1940, donde las
CAPÍTULO I I. EL PROBLEMA 1. Planteamiento del Problema El proceso de polimerización de estireno, específicamente el de polimerización de poliestireno cristal data desde los años 1930 y 1940, donde las
2.- Para qué se utilizan los compresores de desplazamiento positivo? Se utiliza cuando se requiere mucho volumen de aire a baja presión.
 1.- Qué son los compresores? Es una máquina de fluido que está construida para aumentar la presión y desplazar cierto tipo de fluidos llamados compresibles, tales como gases y vapores. 2.- Para qué se
1.- Qué son los compresores? Es una máquina de fluido que está construida para aumentar la presión y desplazar cierto tipo de fluidos llamados compresibles, tales como gases y vapores. 2.- Para qué se
Programa Regular. Asignatura: Procesos de Fabricación. Carrera: Ingeniería Electromecánica. Ciclo Lectivo: Docente/s: Guillermo Bauer
 Programa Regular Asignatura: Procesos de Fabricación Carrera: Ingeniería Electromecánica Ciclo Lectivo: 2016 Docente/s: Guillermo Bauer Carga horaria semanal: 5 Hs Modalidad de la asignatura: teórico-práctica
Programa Regular Asignatura: Procesos de Fabricación Carrera: Ingeniería Electromecánica Ciclo Lectivo: 2016 Docente/s: Guillermo Bauer Carga horaria semanal: 5 Hs Modalidad de la asignatura: teórico-práctica
Método sísmico de estudio del interior terrestre
 Método sísmico de estudio del interior terrestre Los métodos sísmicos están basados en el análisis de las ondas sísmicas producidas en los terremotos o en explosiones controladas. Las vibraciones viajan
Método sísmico de estudio del interior terrestre Los métodos sísmicos están basados en el análisis de las ondas sísmicas producidas en los terremotos o en explosiones controladas. Las vibraciones viajan
PUNTO DE INFLAMACION MEDIANTE LA COPA ABIERTA TAG MTC E
 PUNTO DE INFLAMACION MEDIANTE LA COPA ABIERTA TAG MTC E 312-2000 Este Modo Operativo está basado en las Normas ASTM D 3143 y AASHTO T 79, las mismas que se han adaptado al nivel de implementación y a las
PUNTO DE INFLAMACION MEDIANTE LA COPA ABIERTA TAG MTC E 312-2000 Este Modo Operativo está basado en las Normas ASTM D 3143 y AASHTO T 79, las mismas que se han adaptado al nivel de implementación y a las
Principales Fallas en Compresores Cómo Diagnosticarlas, Corregirlas y Prevenirlas
 Principales Fallas en Compresores Cómo Diagnosticarlas, Corregirlas y Prevenirlas Ing. Carlos C. Obella Director de Servicio Técnico y Desarrollo de Producto Emerson Climate Technologies Latinoamérica
Principales Fallas en Compresores Cómo Diagnosticarlas, Corregirlas y Prevenirlas Ing. Carlos C. Obella Director de Servicio Técnico y Desarrollo de Producto Emerson Climate Technologies Latinoamérica
SOLDADURA DE ACEROS INOXIDABLES
 Modalidad: ON-LINE DURACIÓN: 60 horas SOLDADURA DE ACEROS INOXIDABLES CONTENIDOS Parte 1 Introducción Soldadura común Presentación Introducción Tecnologías de unión Clasificación de los Procesos de Soldeo
Modalidad: ON-LINE DURACIÓN: 60 horas SOLDADURA DE ACEROS INOXIDABLES CONTENIDOS Parte 1 Introducción Soldadura común Presentación Introducción Tecnologías de unión Clasificación de los Procesos de Soldeo
2.2 SISTEMAS TERMODINÁMICOS
 2.2 SISTEMAS TERMODINÁMICOS En termodinámica se puede definir como sistema a toda aquella parte del universo que se separa para su estudio. Esta separación se hace por medio de superficies que pueden ser
2.2 SISTEMAS TERMODINÁMICOS En termodinámica se puede definir como sistema a toda aquella parte del universo que se separa para su estudio. Esta separación se hace por medio de superficies que pueden ser
De acuerdo a los requerimientos de las EDs 6.3 Peso neto aproximado 7 CERTIFICACIONES
 PERNO PIN ACERO GALVANIZADO, ROSCA PLASTICA DE 50 mm,19 mm (3/4") x 305 mm (12"), 15 kv 1 MATERIAL Acero estructural de baja aleación laminada en caliente 1.1 Norma de fabricación NTE INEN 2215-2222 -
PERNO PIN ACERO GALVANIZADO, ROSCA PLASTICA DE 50 mm,19 mm (3/4") x 305 mm (12"), 15 kv 1 MATERIAL Acero estructural de baja aleación laminada en caliente 1.1 Norma de fabricación NTE INEN 2215-2222 -
MATERIALES Y PROCESOS III
 MATERIALES Y PROCESOS III DEFINICIÓN Es un proceso de transformación secundario, en el cual una lámina de material termoplástico se moldea por la acción de temperatura y presión. La temperatura ayuda a
MATERIALES Y PROCESOS III DEFINICIÓN Es un proceso de transformación secundario, en el cual una lámina de material termoplástico se moldea por la acción de temperatura y presión. La temperatura ayuda a
100% Acero Inoxidable. Gabinete para Exteriores en. Resistente a la Oxidación. Grado de Protección NEMA 4X
 Gabinete para Exteriores en Acero Inoxidable Al estar fabricado en Acero Inoxidable es fácil de limpiar, siendo una solución práctica para la protección de servidores en zonas de lavado y lugares en donde
Gabinete para Exteriores en Acero Inoxidable Al estar fabricado en Acero Inoxidable es fácil de limpiar, siendo una solución práctica para la protección de servidores en zonas de lavado y lugares en donde
INTRODUCCIÓN A LOS PAVIMENTOS URBANOS DE HORMIGÓN
 JORNADA DE ACTUALIZACIÓN TÉCNICA DISEÑO Y CONSTRUCCIÓN DE PAVIMENTOS URBANOS DE HORMIGÓN INTRODUCCIÓN A LOS PAVIMENTOS URBANOS DE HORMIGÓN Ing. Diego H. Calo Dpto. Técnico de Pavimentos 16-17 de Octubre
JORNADA DE ACTUALIZACIÓN TÉCNICA DISEÑO Y CONSTRUCCIÓN DE PAVIMENTOS URBANOS DE HORMIGÓN INTRODUCCIÓN A LOS PAVIMENTOS URBANOS DE HORMIGÓN Ing. Diego H. Calo Dpto. Técnico de Pavimentos 16-17 de Octubre
MODELO DE RESPUESTAS
 1/7 MODELO DE RESPUESTAS ASIGNATURA: PROCESOS DE MANUFACTURA CÓDIGO: 202 MOMENTO: Segunda Integral VERSIÓN: 1 FECHA DE APLICACIÓN: 16/05/2009 Prof. Responsable: Ing. Ana María Alvarez Coordinador: Ing.
1/7 MODELO DE RESPUESTAS ASIGNATURA: PROCESOS DE MANUFACTURA CÓDIGO: 202 MOMENTO: Segunda Integral VERSIÓN: 1 FECHA DE APLICACIÓN: 16/05/2009 Prof. Responsable: Ing. Ana María Alvarez Coordinador: Ing.
Stargold Al: Impulsa la Productividad Soldando Aluminio y sus Aleaciones
 Stargold Al: Impulsa la Productividad Soldando Aluminio y sus Aleaciones El presente catálogo tiene un valor puramente informativo, y recoge el estado actual de conocimientos técnicos sobre la materia.
Stargold Al: Impulsa la Productividad Soldando Aluminio y sus Aleaciones El presente catálogo tiene un valor puramente informativo, y recoge el estado actual de conocimientos técnicos sobre la materia.
FACTORES IMPORTANTES EN LA RECUPERACION ECONOMICA DE MINERALES Exploración mineral Estudio de factibilidad Desarrollo de la mina Minado Procesamiento
 EVALUACION DE YACIMIENTOS FACTORES IMPORTANTES EN LA RECUPERACION ECONOMICA DE MINERALES Exploración mineral Estudio de factibilidad Desarrollo de la mina Minado Procesamiento del mineral Fundición Refinado
EVALUACION DE YACIMIENTOS FACTORES IMPORTANTES EN LA RECUPERACION ECONOMICA DE MINERALES Exploración mineral Estudio de factibilidad Desarrollo de la mina Minado Procesamiento del mineral Fundición Refinado
Empresa Mixta Aceros del Alba. Marco Normativo Institucional. Estructura Organizativa. Memoria. Capítulo II. EM Aceros del Alba
 Empresa Mixta Aceros del Alba Marco Normativo Institucional Estructura Organizativa 673 Líneas de Acción del Ejercicio Económico Financiero Modelo Productivo Socialista Objetivo Estratégico: Desarrollar
Empresa Mixta Aceros del Alba Marco Normativo Institucional Estructura Organizativa 673 Líneas de Acción del Ejercicio Económico Financiero Modelo Productivo Socialista Objetivo Estratégico: Desarrollar
CENTRIFUGACIÓN. Fundamentos. Teoría de la centrifugación
 CENTRIFUGACIÓN Fundamentos. Teoría de la centrifugación Fuerzas intervinientes Tipos de centrífugas Tubular De discos Filtración centrífuga 1 SEDIMENTACIÓN Se basa en la diferencia de densidades entre
CENTRIFUGACIÓN Fundamentos. Teoría de la centrifugación Fuerzas intervinientes Tipos de centrífugas Tubular De discos Filtración centrífuga 1 SEDIMENTACIÓN Se basa en la diferencia de densidades entre
GENERALIDADES Y DETALLES DE ARMADO.
 GENERALIDADES Y DETALLES DE ARMADO. Utilización de ganchos en el hormigón armado. El anclaje de las armaduras en las estructuras de hormigón armado, resultan de asegurar en los distintos elementos estructurales
GENERALIDADES Y DETALLES DE ARMADO. Utilización de ganchos en el hormigón armado. El anclaje de las armaduras en las estructuras de hormigón armado, resultan de asegurar en los distintos elementos estructurales
EL TORNO C O N T E N I D O
 C O N T E N I D O El Torno Especificaciones del torno Tipos de tornos Herramientas para tornear Torneado de conos externos Torneado de conos internos Roscado en el torno Parámetros de corte Fluidos de
C O N T E N I D O El Torno Especificaciones del torno Tipos de tornos Herramientas para tornear Torneado de conos externos Torneado de conos internos Roscado en el torno Parámetros de corte Fluidos de
TEMA 7: CINÉTICA HETEROGÉNEA FLUIDO - SÓLIDO CQA-7/1
 TEMA 7: CINÉTICA HETEROGÉNEA FLUIDO - SÓLIDO CQA-7/1 PLANTEAMIENTO DEL MODELO CINÉTICO Reacciones heterogéneas fluido-sólido: numerosas y de gran importancia industrial: Se ponen en contacto un gas o un
TEMA 7: CINÉTICA HETEROGÉNEA FLUIDO - SÓLIDO CQA-7/1 PLANTEAMIENTO DEL MODELO CINÉTICO Reacciones heterogéneas fluido-sólido: numerosas y de gran importancia industrial: Se ponen en contacto un gas o un
Recubrimientos duros aplicados a herramientas de corte
 Recubrimientos duros aplicados a herramientas de corte Los procesos por arranque de viruta son ampliamente utilizados en la fabricación de componentes mecánicos La vida útil del filo de la herramienta
Recubrimientos duros aplicados a herramientas de corte Los procesos por arranque de viruta son ampliamente utilizados en la fabricación de componentes mecánicos La vida útil del filo de la herramienta
EL PAPEL DE LA ESTADISTICA EN O Y M. Objetivo: Identificar índices estadísticos, y métodos más convenientes, para aplicarlos en el estudio de O y M.
 EL PAPEL DE LA ESTADISTICA EN O Y M Objetivo: Identificar índices estadísticos, y métodos más convenientes, para aplicarlos en el estudio de O y M. O y M necesita apoyarse en la estadística que en casos
EL PAPEL DE LA ESTADISTICA EN O Y M Objetivo: Identificar índices estadísticos, y métodos más convenientes, para aplicarlos en el estudio de O y M. O y M necesita apoyarse en la estadística que en casos