PROCESOS DE FABRICACIÓN UNIDAD V. Procesos de maquinado no tradicionales
|
|
|
- María Luz Salazar Río
- hace 8 años
- Vistas:
Transcripción

1 PROCESOS DE FABRICACIÓN UNIDAD V Procesos de maquinado no tradicionales
2 Introducción La mayoría de los procesos tradicionales de maquinado quitan material formando virutas, o lo hacen por abrasión. No obstante, existen numerosos casos en que estos procesos no son satisfactorios o simplemente no son posibles por alguna de las siguientes razones: El material tiene dureza o resistencia muy elevada, o el mismo es demasiado frágil La pieza es demasiado flexible o resulta difícil sujetar las partes La forma de la pieza es compleja El acabado superficial y la tolerancia dimensional son muy rigurosos El aumento de la temperatura y los esfuerzos residuales en la pieza no son deseables ni aceptables.
3
4 Maquinado Electroquímico (ECM) Maquinado electroquímico (ECM) difiere de las técnicas convencionales, para cortes de metales, en que se utilizan energía eléctrica y química como herramientas de corte. Con este proceso se remueve el metal con facilidad, sin que importe su dureza, y se caracteriza porque no deja virutas. En este proceso una reacción electroquímica disuelve el metal de la pieza de trabajo en una solución. Se pasa una corriente eléctrica continua a través de una solución de electrolito entre el electrodo, que es la herramienta y tiene la forma de la cavidad deseada, que tiene carga negativa y la pieza de trabajo que tiene carga positiva. Esto ocasiona la remoción del metal delante del electrodo al avanzarlo hacia la pieza de trabajo. La reacción química ocasionada por la corriente continua en el electrolito disuelve el metal de la pieza de trabajo. la cantidad de remoción del metal esta en proporción directa con la corriente que pasa entre el electrodo y la pieza de trabajo. Una corriente elevada producirá remoción rápida del metal y a la inversa con una corriente baja.

5 Esquema de las reacciones Electro-Químicas
6 VENTAJAS DEL ECM El maquinado electroquímico ha sido uno de los procesos para trabajar metales que ha permitido maquinar los de la era espacial. Algunas de sus características y ventajas son: Se puede maquinar un metal de cualquier dureza. No se genera calor durante el maquinado y, por lo tanto, no hay deformación de la pieza de trabajo. En el ECM no hay rotación de la herramienta. El desgaste del electrodo (herramienta) es insignificante porque nunca toca la pieza de trabajo. Debido a que el electrodo nunca toca la pieza de trabajo se pueden maquinar secciones delgadas y frágiles sin deformación. La pieza de trabajo queda libre de rebabas. Es fácil producir piezas de trabajo, las formas complejas, cuyo maquinado es difícil con otros procesos. El ECM es adecuado para trabajo de producción en donde hay que hacer agujeros o cavidades múltiples al mismo tiempo.
7 Esmerilado o rectificado electroquímico Esta técnica combina el maquinado electroquímico con el rectificado normal. Aquí se remueve el material de la superficie de la pieza de trabajo con una combinación de la acción electroquímica y una rueda abrasiva con aglutinación metálica (en el proceso se remueve metal por una combinación de energía eléctrica y química). Alrededor del 90% del metal se desprende de la superficie de la pieza con la acción electroquímica y el 10% restante lo barre la rueda abrasiva.
8 VENTAJAS El esmerilado electroquímico tiene muchas ventajas sobre los métodos convencionales. 1. Reduce los costos de las ruedas abrasivas; en especial las de diamante con aglutinación metálica porque solo remueve un 10% del material con la rueda. 2. Se elimina una elevada proporción del material en relación con el desgaste de la rueda. 3. No se genera calor durante el esmerilado; por lo tanto, la pieza no se quema ni sufre deformación. 4. No se producen rebabas, que se deban eliminar con operaciones adicionales. 5. Se pueden cortar piezas de trabajo delgadas y frágiles porque la rueda nunca toca la pieza de trabajo. 6. Se pueden esmerilar con rapidez y facilidad el carburo de tungsteno y las aleaciones superduras. 7. Se pueden cortar metales raros, como el circonio, berilio y otros, sin que importe su dureza, fragilidad o sensibilidad térmica. 8. No se crean esfuerzos en la pieza de trabajo. 9. No ocurre endurecimiento de la pieza de trabajo durante este proceso

9 Fresado electroquímico
10
11 Maquinado por descarga eléctrica (EDM) Es un proceso particularmente útil en la fabricación de formas complejas en materiales de alta dureza o que no pueden ser cortados por métodos tradicionales o en situaciones con altas exigencias de precisión. El principio básico del EDM es la producción de una serie de rápidas e intensas descargas eléctricas, generadas con gran precisión entre una pieza de material conductor y un electrodo en un medio dieléctrico fluido. rápidamente alcanza temperaturas entre los 8,000 y 12,000 grados centígrados. El material erosionado se resolidifica en el dieléctrico en forma de pequeñas esferas y es removido por el dieléctrico.
12 La tasa de remoción de metal es una función de la densidad de corriente. Empíricamente se a demostrado que disminuye para metales de mayor punto de fusión. La electroerosión se puede utilizar en cualquier material que sea conductor eléctrico y la dureza, tenacidad y resistencia del material no influyen sobre la velocidad de remoción. Para controlarla, se puede variar la frecuencia de descarga o la energía por descarga así como el voltaje y la corriente. Entre las aplicaciones más típicas se encuentra la producción de cavidades de matrices para componentes grandes de carrocerías automotrices. Se pueden lograr cortes y formado de partes muy complicadas con materiales duros. Mediante centros de maquinado controlados numéricamente se pueden lograr grandes producciones con alta precisión y repetibilidad aunque las herramientas y equipos son costosos. También se usa como proceso de rectificado y corte, pero para tener una producción económica a gran escala, el acabado superficial no debe ser muy fino. los dos tipos básicos son: El proceso EDM de corte por penetración (Die-Sinking EDM) El proceso EDM de corte por hilo (Wire EDM).

13 EDM de corte por penetración (Die-Sinking EDM)
14 EDM de corte por hilo (Wire EDM). Consiste en un hilo conductor muy delgado que circula constantemente a través de la pieza desde una bobina, en forma parecida una sierra de banda. Este proceso típicamente se realiza en un baño de agua. La trayectoria del hilo es controlada usualmente por computadora, lo que permite producir formas muy complejas. Las chispas de descarga funcionan como dientes de corte. El alambre suele ser de cobre o tungsteno no y debe tener la resistencia tensil y tenacidad suficiente, así como gran conductividad eléctrica y capacidad de arrastrar los desechos producidos durante el corte.
15 El hilo metálico suele ser fabricado de cobre, latón, zinc, etc. con diámetros que oscilan entre los 0.05 mm y 0.33 mm o de tungsteno para hilos de mm (el grosor del cabello humano suele ser de unos mm). El EDM permite maquinados sobre materiales exóticos ampliamente utilizados en las industrias aeronáutica y aeroespacial, como son el Hastelloy, Nitralloy, Waspaloy y el Nimonic 1. Las máquinas de electroerosión con alambre de última generación poseen controles computarizados para regular la trayectoria de corte del alambre, tienen varios cabezales para cortar varias piezas simultáneamente e incluyen funciones de control para evitar la ruptura del alambre. Estas máquinas son extremadamente caras pero poseen la capacidad de cortar placas de hasta 30 cm de espesor. Otras variantes del EDM son el taladrado rápido de agujeros por electroerosión y el proceso de micromecanizado por electroerosión (Micro-EDM). Este último método es de gran importancia en la fabricación de hojas para turbinas en la industria aeronáutica y en la fabricación de diversas componentes para sistemas de inyección de combustible diesel. 1 Harry C. Moser. When do you need EDM? - electrical discharge machining - Emphasis: Electrical Discharge Machining. Modern Machine Shop. FindArticles.com. 30 Mar
16
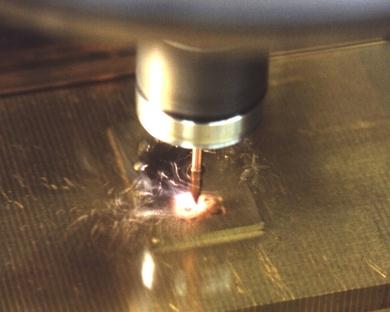
17 Maquinado con rayo Láser. (LBM, por sus siglas en ingles) En este caso, la energía proveniente de una fuente láser se concentra sobre la superficie fundiendo y evaporando de forma controlada la pieza. Los parámetros relevantes son la reflectividad y la conductividad térmica de la pieza, así como sus calores específicos y latentes de fusión y evaporación. El maquinado con rayo láser se usa para taladrar y cortar metales, materiales no metálicos, cerámica y materiales compuestos y pueden cortar placas hasta de 32 mm. También se usan para soldar, para hacer tratamientos térmicos localizados y para marcar partes. Esta técnica se usa cada vez más en las industrias automotriz y electrónica compitiendo con el maquinado por electroerosión.
18
19


20
21 Maquinado hidrodinámico El corte con chorro de agua (en inglés WJC) usa una corriente fina de agua a alta presión y velocidad dirigida hacia la superficie de trabajo para producir un corte. Para obtener una fina corriente de agua, se usa una pequeña abertura de boquilla de un diámetro de a In (0.1 a 0.4 mm). A fin de que la corriente tenga la energía suficiente para cortar se usan presiones hasta de lb/in (400 Mpa), y el chorro alcanza velocidades hasta de 3000 pies/seg (900 m/seg). Una bomba hidráulica presuriza el fluido al nivel deseado. La unidad de boquilla consiste en un soporte y una boquilla de joya. El soporte está hecho de acero inoxidable y la boquilla de Zafiro, rubí o diamante. En el WJC deben usarse sistemas de filtración para separar las virutas producidas durante el proceso. Los fluidos de corte en ese sistema son soluciones de polímeros, las cuales se prefieren debido a que tienden a producir una corriente coherente.
22 Los parámetros de proceso importantes en el WJC incluyen la distancia de separación, el diámetro de abertura de la boquilla, la presión del agua y la velocidad de avance del corte. La distancia de separación es la abertura entre la boquilla y la superficie de trabajo. En general, se prefiere que esta distancia sea mínima para reducir la dispersión de la corriente del fluido antes de que golpee la superficie. Una distancia de separación normal es de 1/8 de In. (3.2 mm). El tamaño del orificio de la boquilla afecta la precisión del corte; las aberturas más pequeñas se usan para cortes más finos sobre materiales más delgados. Para cortar materia prima más gruesa se requieren corrientes de chorro más densas y mayores presiones. La velocidad de avance del corte se refiere a la velocidad a la que se mueve la boquilla a lo largo de la trayectoria de corte. La velocidad de avance típica varía desde 12 in/min (5mm/seg) hasta 1200 in/min (500mm/seg), dependiendo del material de trabajo y su grosor. Por lo general, el WJC se hace en forma automática usando un control numérico computarizado o robots industriales para manipulación de la unidad de boquilla a lo largo de la trayectoria deseada.
23 Es adecuado para materiales flexibles (ya que no se producen flexiones) y las rebabas producidas son muy pequeñas. La pieza se humedece muy poco y puede iniciarse el corte en cualquier lugar sin necesidad de un hueco pretaladrado. La mayor ventaja de esta tecnología en comparación con otros procesos de separación es que se trata de un proceso de corte en frío. Este proceso tecnológico se utiliza preferentemente allí donde cortar, mecanizar con levantamiento de virutas o con procesos térmicos arrojan resultados de corte de calidad insuficiente. Al contrario que en los procesos de corte térmico, los materiales cortados con chorro de agua no sufren ninguna tensión térmica al ser cortados, de tal forma que ni se produce endurecimiento ni torsión de la superficie así como tampoco una fusión goteante o emisiones de gas. Para metales con recubrimiento de plástico, el corte por chorro de agua es, con frecuencia, el único proceso conveniente dado que no se produce ningún cambio superficial negativo. Gran precisión hace superfluo el corte posterior. Elevadas velocidades de corte. Ventajas Seguro para operarios y medio ambiente no se crean ni vapores, ni polvo de material.
.")
24 Corte con chorro de agua abrasiva. Cuando se usa un WJC sobre partes metálicas, por lo general deben agregarse partículas abrasivas a la corriente a chorro para facilitar el corte. Por tanto este proceso se denomina corte con chorro de agua abrasiva (en inglés AWJ). La incorporación de las partículas abrasivas al flujo complica el proceso porque aumenta la cantidad de parámetros que deben controlarse. Entre los parámetros de proceso adicionales están el tipo de abrasivo, el tamaño del esmeril y la velocidad de flujo. Entre los materiales abrasivos comunes están el óxido de aluminio, el dióxido de silicio y el granate (un mineral de silicato); los tamaños del esmeril varían entre 60 y 120. Las partículas abrasivas se agregan a la corriente de agua a aproximadamente 0.5 lb/min (.23 Kg/min).

25

26 Maquinado con haz de electrones La fuente de energía está formada por electrones de alta energía que chocan con la superficie de la pieza y generan calor. Se usan voltajes del orden de los 100kV para llevar a los electrones a velocidades de casi el 80% de la velocidad de la luz y se enfocan a través de un lente magnético sobre la superficie de trabajo. El lente es capaz de reducir el área del haz a un diámetro tan pequeño como mm. Al chocar contra la superficie, la energía cinética de los electrones se convierte en energía térmica de una densidad muy alta, la cual funde o vaporiza el material en un área localizada En términos de aplicaciones es muy parecido al maquinado por rayo láser con la diferencia que necesita de un vacío.
27 Este proceso realiza cortes muy exactos para una amplia gama de metales. Como se mencionó antes, tiene la gran desventaja de necesitar de un vacío para trabajar. También es importante resaltar que la interacción del haz de electrones con la superficie produce rayos X los cuales son perjudiciales. Por tanto, estas máquinas deben ser manipuladas por personal altamente calificados. El maquinado con haz de electrones se usa para diversas aplicaciones de corte de alta precisión sobre cualquier material conocido, las cuales incluyen el taladrado y el corte de ranuras.
28
29
Capitulo II 2.2.6 FUNDICIÓN EN MOLDE PERMANENTE
 82 2.2.6 FUNDICIÓN EN MOLDE PERMANENTE La desventaja económica de cualquiera de los procesos con molde desechable es la necesidad de un nuevo molde para cada fundición. En la fundición con molde permanente,
82 2.2.6 FUNDICIÓN EN MOLDE PERMANENTE La desventaja económica de cualquiera de los procesos con molde desechable es la necesidad de un nuevo molde para cada fundición. En la fundición con molde permanente,
GRUPO TECNOLOGÍA MECÁNICA PROCESOS DE FABRICACIÒN
 BROCHADORAS Generalidades y Tipos de superficies que generan Se llama brochado a la operación que consiste en arrancar lineal y progresivamente la viruta de una superficie de un cuerpo mediante una sucesión
BROCHADORAS Generalidades y Tipos de superficies que generan Se llama brochado a la operación que consiste en arrancar lineal y progresivamente la viruta de una superficie de un cuerpo mediante una sucesión
SIERRAS MARCA KINKELDER
 SIERRAS MARCA KINKELDER Serie Economy 3000 Serie Economy 3000 Diseñada para cortar tubos y perfiles en espesores convencionales, tanto en Acero Medio como Inoxidable. Es la opción en cuanto a costo se
SIERRAS MARCA KINKELDER Serie Economy 3000 Serie Economy 3000 Diseñada para cortar tubos y perfiles en espesores convencionales, tanto en Acero Medio como Inoxidable. Es la opción en cuanto a costo se
Sierras Cinta y Circulares
 Serie Economy 3000 Serie Performance 3000 Sierras Cinta y Circulares Diseñada para cortar tubos y perfiles en espesores convencionales, tanto en Acero Medio como Inoxidable. Es la opción en cuanto a costo
Serie Economy 3000 Serie Performance 3000 Sierras Cinta y Circulares Diseñada para cortar tubos y perfiles en espesores convencionales, tanto en Acero Medio como Inoxidable. Es la opción en cuanto a costo
EVOLUCIÓN DE LAS GRANALLAS DE ACERO INOXIDABLE
 EVOLUCIÓN DE LAS GRANALLAS DE ACERO INOXIDABLE Las granallas de acero inoxidable han sido históricamente el sustituto natural de las granallas de acero convencional cuando existe el el requerimiento de
EVOLUCIÓN DE LAS GRANALLAS DE ACERO INOXIDABLE Las granallas de acero inoxidable han sido históricamente el sustituto natural de las granallas de acero convencional cuando existe el el requerimiento de
MECANIZADO DE METALES.
 MECANIZADO DE METALES. Uno de los procesos de conformación es el de arranque de viruta. En contraste con otros métodos, en los procesos de conformación con arranque de viruta hay una gran pérdida de material
MECANIZADO DE METALES. Uno de los procesos de conformación es el de arranque de viruta. En contraste con otros métodos, en los procesos de conformación con arranque de viruta hay una gran pérdida de material
9.2.- PROCESO DE OBTENCIÓN DEL ACERO Y OTROS PRODUCTOS FERROSOS. 9.9.- IMPACTO MEDIOAMBIENTAL DE LOS PRODUCTOS FERROSOS.
 ÍNDICE (del tema del libro) INTRODUCCIÓN 9.1.- METALES FERROSOS O FÉRRICOS 9.2.- PROCESO DE OBTENCIÓN DEL ACERO Y OTROS PRODUCTOS FERROSOS. 9.3.- COLADA DE ACERO. 9.4.- TRENES DE LAMINACIÓN. 9.5.- PRODUCTOS
ÍNDICE (del tema del libro) INTRODUCCIÓN 9.1.- METALES FERROSOS O FÉRRICOS 9.2.- PROCESO DE OBTENCIÓN DEL ACERO Y OTROS PRODUCTOS FERROSOS. 9.3.- COLADA DE ACERO. 9.4.- TRENES DE LAMINACIÓN. 9.5.- PRODUCTOS
SIERRAS CIRCULARES PARA METALES
 SIERRAS CIRCULARES PARA METALES CATÁLOGO TÉCNICO SIERRAS CIRCULARES PARA METALES 2 20 Tres generaciones Desde 1942, llevamos tres generaciones trabajando con el mismo espíritu innovador y con la misma
SIERRAS CIRCULARES PARA METALES CATÁLOGO TÉCNICO SIERRAS CIRCULARES PARA METALES 2 20 Tres generaciones Desde 1942, llevamos tres generaciones trabajando con el mismo espíritu innovador y con la misma
CAPITULO I INTRODUCCION Y ANALISIS DEL SISTEMA CNC
 CAPITULO I INTRODUCCION Y ANALISIS DEL SISTEMA CNC En muchos países en vías de desarrollo existe un ambie e de grandes expectativas e incertidumbre esto se debe por los cambios rápidos de a tecnología
CAPITULO I INTRODUCCION Y ANALISIS DEL SISTEMA CNC En muchos países en vías de desarrollo existe un ambie e de grandes expectativas e incertidumbre esto se debe por los cambios rápidos de a tecnología
Contenidos. 1. Introducción. 2. Electroerosión (EDM) 3. Mecanizado por Ultrasonidos (USM) 4. Mecanizado por chorro de agua (WJM)
 3. Mecanizado por Ultrasonidos (USM) 4. Mecanizado por chorro de agua (WJM)") Tema 15: Métodos no convencionales de mecanizado 1/13 MÓDULO III: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 15: Métodos M no convencionales de mecanizado TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS
Tema 15: Métodos no convencionales de mecanizado 1/13 MÓDULO III: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 15: Métodos M no convencionales de mecanizado TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS
THE SWEDISH DOCTOR BLADE
 THE SWEDISH DOCTOR BLADE SOBRE PRIMEBLADE PrimeBlade Sweden AB es un fabricante y proveedor global de raclas para impresión flexo, huecograbado y offset, así como para aplicaciones de recubrimiento (coating).
THE SWEDISH DOCTOR BLADE SOBRE PRIMEBLADE PrimeBlade Sweden AB es un fabricante y proveedor global de raclas para impresión flexo, huecograbado y offset, así como para aplicaciones de recubrimiento (coating).
LOS METALES. Propiedades de los metales
 LOS METALES Propiedades de los metales Los metales son unos materiales de enorme interés. Se usan muchísimo en la industria, pues sus excelentes propiedades de resistencia y conductividad son de gran utilidad
LOS METALES Propiedades de los metales Los metales son unos materiales de enorme interés. Se usan muchísimo en la industria, pues sus excelentes propiedades de resistencia y conductividad son de gran utilidad
Como mecanizar aceros de bajo carbono.
 también desarrollan un papel importante en la protección del borde de corte durante el mecanizado en seco. Algunos de los insertos de herramientas de corte más efectivos para el mecanizado en seco combinan
también desarrollan un papel importante en la protección del borde de corte durante el mecanizado en seco. Algunos de los insertos de herramientas de corte más efectivos para el mecanizado en seco combinan
Saw Blade. Sistemas de Lubricación Tecnologías de vanguardia
 Saw Blade Sistemas de Lubricación Tecnologías de vanguardia Tecnologías de Vanguardia Los Sistemas de Lubricación para Sierras de Unist ofrecen todos los beneficios de MQL (mínima cantidad de lubricante)
Saw Blade Sistemas de Lubricación Tecnologías de vanguardia Tecnologías de Vanguardia Los Sistemas de Lubricación para Sierras de Unist ofrecen todos los beneficios de MQL (mínima cantidad de lubricante)
Procesos de Mecanizado HERRAMIENTAS DE CORTE
 Procesos de Mecanizado HERRAMIENTAS DE CORTE Proceso de Corte (Mecanizado) Consiste en remover capas de la pieza de trabajo mediante una Herramienta de Corte, para obtener una parte con la forma, acabado
Procesos de Mecanizado HERRAMIENTAS DE CORTE Proceso de Corte (Mecanizado) Consiste en remover capas de la pieza de trabajo mediante una Herramienta de Corte, para obtener una parte con la forma, acabado
ELECTRODOS ESPECIALES Y PLACAS. Electrodo de Grafito Rígido ELECTRODOS DE GRAFITO RIGIDO
 ELECTRODOS ESPECIALES Y PLACAS Electrodo de Grafito Rígido ELECTRODOS DE GRAFITO RIGIDO Nuestro Proveedor, ha diseñado nuevos electrodos fabricados a partir de grafito para ser utilizados en sistemas de
ELECTRODOS ESPECIALES Y PLACAS Electrodo de Grafito Rígido ELECTRODOS DE GRAFITO RIGIDO Nuestro Proveedor, ha diseñado nuevos electrodos fabricados a partir de grafito para ser utilizados en sistemas de
Aplicaciones industriales de la nanotecnología. Proyecto NANO-SME
 Aplicaciones industriales de la nanotecnología Proyecto NANO-SME 05. Industria aeroespacial Plásticos conductores eléctricos Recubrimientos para componentes sometidos a altas temperaturas de operación
Aplicaciones industriales de la nanotecnología Proyecto NANO-SME 05. Industria aeroespacial Plásticos conductores eléctricos Recubrimientos para componentes sometidos a altas temperaturas de operación
Procesos de fundición
 Procesos de fundición Fundición a la arena. Arena, moldes, modelos, corazones y terminado Procesos especiales de fundición fundición a la arena. Arena, moldes, modelos, corazones y terminado El proceso
Procesos de fundición Fundición a la arena. Arena, moldes, modelos, corazones y terminado Procesos especiales de fundición fundición a la arena. Arena, moldes, modelos, corazones y terminado El proceso
Las tasas de arranque de material con electrodo de forma son del orden de 2 cm3/h.
 Mecanizado Por Electro Erosión La electro erosión es un proceso de fabricación, también conocido como Mecanizado por Descarga Eléctrica o EDM. El proceso de electro erosión consiste en la generación de
Mecanizado Por Electro Erosión La electro erosión es un proceso de fabricación, también conocido como Mecanizado por Descarga Eléctrica o EDM. El proceso de electro erosión consiste en la generación de
CARACTERÍSTICAS MECÁNICAS DE UN TROQUEL PARA PUNZONAR. La Fig. 6.2.8 muestra sus principales componentes y se explican a continuación.
 CARACTERÍSTICAS MECÁNICAS DE UN TROQUEL PARA PUNZONAR La Fig. 6.2.8 muestra sus principales componentes y se explican a continuación. Espiga. Es el medio de unión entre la zapata superior y el carro de
CARACTERÍSTICAS MECÁNICAS DE UN TROQUEL PARA PUNZONAR La Fig. 6.2.8 muestra sus principales componentes y se explican a continuación. Espiga. Es el medio de unión entre la zapata superior y el carro de
UNIDAD 3. MATERIALES MATERIALES MATERIA PRIMA, MATERIAL Y PRODUCTO TECNOLÓGICO CLASIFICACIÓN MATERIALES PROPIEDADES DE LOS MATERIALES
 UNIDAD 3. MATERIALES MATERIALES MATERIA PRIMA, MATERIAL Y PRODUCTO TECNOLÓGICO CLASIFICACIÓN MATERIALES PROPIEDADES DE LOS MATERIALES DEPARTAMENTO TECNOLOGÍA IES AVENIDA DE LOS TOREROS UD. 3: MATERIALES
UNIDAD 3. MATERIALES MATERIALES MATERIA PRIMA, MATERIAL Y PRODUCTO TECNOLÓGICO CLASIFICACIÓN MATERIALES PROPIEDADES DE LOS MATERIALES DEPARTAMENTO TECNOLOGÍA IES AVENIDA DE LOS TOREROS UD. 3: MATERIALES
CAPÍTULO I. FIBRA ÓPTICA. La fibra óptica se ha vuelto el medio de comunicación de elección para la
 CAPÍTULO I. FIBRA ÓPTICA. 1.1 INTRODUCCIÓN. La fibra óptica se ha vuelto el medio de comunicación de elección para la transmisión de voz, video, y de datos, particularmente para comunicaciones de alta
CAPÍTULO I. FIBRA ÓPTICA. 1.1 INTRODUCCIÓN. La fibra óptica se ha vuelto el medio de comunicación de elección para la transmisión de voz, video, y de datos, particularmente para comunicaciones de alta
MÓDULO I: FUNDICIÓN y SINTERIZADO. TEMA 4: Sinterizado TECNOLOGÍAS DE FABRICACIÓN. Grado en Ingeniería en Organización Industrial
 Tema 4: Sinterizado 1/16 MÓDULO I: FUNDICIÓN y SINTERIZADO TEMA 4: Sinterizado TECNOLOGÍAS DE FABRICACIÓN Grado en Ingeniería en Organización Industrial DPTO. DE INGENIERÍA MECÁNICA Universidad del País
Tema 4: Sinterizado 1/16 MÓDULO I: FUNDICIÓN y SINTERIZADO TEMA 4: Sinterizado TECNOLOGÍAS DE FABRICACIÓN Grado en Ingeniería en Organización Industrial DPTO. DE INGENIERÍA MECÁNICA Universidad del País
Aceros SISA SERVICIO INDUSTRIAL, S.A. DE C.V. FALLAS EN LAS HERAMIENTAS CAUSADAS POR UN RECTIFICADO INADECUADO
 Aceros SISA SERVICIO INDUSTRIAL, S.A. DE C.V. La función del rectificado de las herramientas es para remover costras o escamas y superficies descarburizadas así como para lograr dimensiones específicas
Aceros SISA SERVICIO INDUSTRIAL, S.A. DE C.V. La función del rectificado de las herramientas es para remover costras o escamas y superficies descarburizadas así como para lograr dimensiones específicas
Figura 1. Esquema de capa anódica típica
 Información Técnica. Aluminio Anodizado. El anodizado es un proceso electrolítico por el cual se forma una capa de protección sobre la superficie del aluminio base conocida como alúmina u óxido de aluminio
Información Técnica. Aluminio Anodizado. El anodizado es un proceso electrolítico por el cual se forma una capa de protección sobre la superficie del aluminio base conocida como alúmina u óxido de aluminio
Tema 11 Endurecimiento por deformación plástica en frío. Recuperación, Recristalización y Crecimiento del grano.
 Tema 11 Endurecimiento por deformación plástica en frío. Recuperación, Recristalización y Crecimiento del grano. El endurecimiento por deformación plástica en frío es el fenómeno por medio del cual un
Tema 11 Endurecimiento por deformación plástica en frío. Recuperación, Recristalización y Crecimiento del grano. El endurecimiento por deformación plástica en frío es el fenómeno por medio del cual un
 Diapositiva 1 Para presentar los semiconductores, es útil empezar revisando los conductores. Hay dos perspectivas desde las que se puede explorar la conducción: 1) podemos centrarnos en los dispositivos
Diapositiva 1 Para presentar los semiconductores, es útil empezar revisando los conductores. Hay dos perspectivas desde las que se puede explorar la conducción: 1) podemos centrarnos en los dispositivos
1. MATERIALES DE LAS PIEZAS ISO ACEROS P ISO M ISO K ISO N ISO S ISO H
 1. MATERIALES DE LAS PIEZAS ACEROS P M K N S H ACEROS INOXIDABLES FUNDICIÓN NO FERROSOS SUPERALEACIONES TERMORRESISTENTES MATERIALES ENDURECIDOS Tecnología de las herramientas de corte. El material de
1. MATERIALES DE LAS PIEZAS ACEROS P M K N S H ACEROS INOXIDABLES FUNDICIÓN NO FERROSOS SUPERALEACIONES TERMORRESISTENTES MATERIALES ENDURECIDOS Tecnología de las herramientas de corte. El material de
1El fuego y el calor. S u m a r i o. 1.1. El tetraedro del fuego. 1.2. Reacciones químicas. 1.3. Transmisión del calor
 1El fuego y el calor S u m a r i o 1.1. El tetraedro del fuego 1.2. Reacciones químicas 1.3. Transmisión del calor INVESTIGACIÓN DE INCENDIOS EN VEHÍCULOS 5 Capítulo 1 Desde el punto de vista de la investigación
1El fuego y el calor S u m a r i o 1.1. El tetraedro del fuego 1.2. Reacciones químicas 1.3. Transmisión del calor INVESTIGACIÓN DE INCENDIOS EN VEHÍCULOS 5 Capítulo 1 Desde el punto de vista de la investigación
3.6. Consumibles empleados en la soldadura MIG/MAG
 3. SOLDADURA AL ARCO BAJO GAS PROTECTOR (MIG/MAG) La principal ventaja de este tipo de máquinas no está tanto en la facilidad de soldadura que aporta el operario como en su versatilidad, al poder trabajar
3. SOLDADURA AL ARCO BAJO GAS PROTECTOR (MIG/MAG) La principal ventaja de este tipo de máquinas no está tanto en la facilidad de soldadura que aporta el operario como en su versatilidad, al poder trabajar
Cómo mejorar la calidad de corte por plasma
 Cómo mejorar la calidad de corte por plasma En la siguiente guía de referencia, se ofrecen varias soluciones para mejorar la calidad de corte. Es importante intentar llevar a cabo estas sugerencias porque,
Cómo mejorar la calidad de corte por plasma En la siguiente guía de referencia, se ofrecen varias soluciones para mejorar la calidad de corte. Es importante intentar llevar a cabo estas sugerencias porque,
Tratamiento Biológico de Aguas Residuales: Uso de Bacterias Benéficas
 Tratamiento Biológico de Aguas Residuales: Uso de Bacterias Benéficas Las aguas negras La naturaleza procesa la contaminación mediante procesos cíclicos (geoquímicos), pero actualmente le resultan insuficientes
Tratamiento Biológico de Aguas Residuales: Uso de Bacterias Benéficas Las aguas negras La naturaleza procesa la contaminación mediante procesos cíclicos (geoquímicos), pero actualmente le resultan insuficientes
Corte con chorro de agua Procesos modernos de corte
 Corte con chorro de agua Procesos modernos de corte Ing. Madeleine Medina Castillo, M.C. Ing. J. Gpe. Octavio Cabrera Lazarini M.C. Contenido 0 Introducción 1 Características del proceso 2 Ventajas y desventajas
Corte con chorro de agua Procesos modernos de corte Ing. Madeleine Medina Castillo, M.C. Ing. J. Gpe. Octavio Cabrera Lazarini M.C. Contenido 0 Introducción 1 Características del proceso 2 Ventajas y desventajas
INSTRUMENTOS DE CAUDAL
 MEDICIÓN DE CAUDAL INSTRUMENTOS DE CAUDAL El caudal es la variable de proceso básica más difícil de medir. Existen numerosos tipos de medidores y transmisores: Elementos deprimógenos Transmisores de presión
MEDICIÓN DE CAUDAL INSTRUMENTOS DE CAUDAL El caudal es la variable de proceso básica más difícil de medir. Existen numerosos tipos de medidores y transmisores: Elementos deprimógenos Transmisores de presión
 SOLDADURA Soldadura Se le llama soldadura a la unión de dos materiales, usualmente logrado a través de un proceso de fusión en el cual las piezas son soldadas derritiendo ambas y agregando metal o plástico
SOLDADURA Soldadura Se le llama soldadura a la unión de dos materiales, usualmente logrado a través de un proceso de fusión en el cual las piezas son soldadas derritiendo ambas y agregando metal o plástico
CALENTAMIENTO DE AGUA CALIENTE SANITARIA
 CALENTAMIENTO DE AGUA CALIENTE SANITARIA De todas las formas de captación térmica de la energía solar, las que han adquirido un desarrollo comercial en España han sido los sistemas para su utilización
CALENTAMIENTO DE AGUA CALIENTE SANITARIA De todas las formas de captación térmica de la energía solar, las que han adquirido un desarrollo comercial en España han sido los sistemas para su utilización
INTRODUCCIÓN ELEMENTOS. La tecnología del tubo de calor Heat Pipe :
 INTRODUCCIÓN La tecnología del tubo de calor Heat Pipe : En este tipo de colectores el intercambio de calor se realiza mediante la utilización de un tubo de calor, su morfología y modo de funcionamiento
INTRODUCCIÓN La tecnología del tubo de calor Heat Pipe : En este tipo de colectores el intercambio de calor se realiza mediante la utilización de un tubo de calor, su morfología y modo de funcionamiento
RIESGOS LABORALES EN LOS TRABAJOS DE SOLDADURA I. Autor: Comodoro Descarga ofrecida por: www.prevention-world.com
 RIESGOS LABORALES EN LOS TRABAJOS DE SOLDADURA I DEFINICION Soldadura es un procedimiento por el cual dos o más piezas de metal se unen por aplicación de calor, presión, o una combinación de ambos, con
RIESGOS LABORALES EN LOS TRABAJOS DE SOLDADURA I DEFINICION Soldadura es un procedimiento por el cual dos o más piezas de metal se unen por aplicación de calor, presión, o una combinación de ambos, con
LÍMITE PLÁSTICO E ÍNDICE DE PLASTICIDAD DE SUELOS I.N.V. E 126 07
 LÍMITE PLÁSTICO E ÍNDICE DE PLASTICIDAD DE SUELOS I.N.V. E 126 07 1. OBJETO 1.1 El límite plástic o de un suelo es el contenido más bajo de agua, determinado por este procedimiento, en el cual el suelo
LÍMITE PLÁSTICO E ÍNDICE DE PLASTICIDAD DE SUELOS I.N.V. E 126 07 1. OBJETO 1.1 El límite plástic o de un suelo es el contenido más bajo de agua, determinado por este procedimiento, en el cual el suelo
INGENIERIA DE LA ENERGIA HIDRAULICA. Mg. ARRF 1
 INGENIERIA DE LA ENERGIA HIDRAULICA Mg. ARRF 1 La disponibilidad de la energía ha sido siempre esencial para la humanidad que cada vez demanda más recursos energéticos para cubrir sus necesidades de consumo
INGENIERIA DE LA ENERGIA HIDRAULICA Mg. ARRF 1 La disponibilidad de la energía ha sido siempre esencial para la humanidad que cada vez demanda más recursos energéticos para cubrir sus necesidades de consumo
El motor eléctrico. Física. Liceo integrado de zipaquira MOTOR ELECTRICO
 El motor eléctrico Física Liceo integrado de zipaquira MOTOR ELECTRICO Motores y generadores eléctricos, grupo de aparatos que se utilizan para convertir la energía mecánica en eléctrica, o a la inversa,
El motor eléctrico Física Liceo integrado de zipaquira MOTOR ELECTRICO Motores y generadores eléctricos, grupo de aparatos que se utilizan para convertir la energía mecánica en eléctrica, o a la inversa,
Food Processing Equipment FREIDORA CONTINUA
 Food Processing Equipment FREIDORA CONTINUA NEAEN MasterFry NEAEN MasterFry es una freidora diseñada para freír usando una inmersión total en aceite. Gracias a la doble rejilla, también puede utilizar
Food Processing Equipment FREIDORA CONTINUA NEAEN MasterFry NEAEN MasterFry es una freidora diseñada para freír usando una inmersión total en aceite. Gracias a la doble rejilla, también puede utilizar
1. Principales herramientas para el especialista en electricidad y electrónica
 Introducción a la Electricidad Título: Herramientas IES PRADO MAYOR Nota Nombre: Nª Práctica Fecha de Entrega: Curso: 1. Principales herramientas para el especialista en electricidad y electrónica En cada
Introducción a la Electricidad Título: Herramientas IES PRADO MAYOR Nota Nombre: Nª Práctica Fecha de Entrega: Curso: 1. Principales herramientas para el especialista en electricidad y electrónica En cada
ACERO. Elementos de Aleación
 ACERO o Definición y Características El acero es una aleación de hierro y carbono (máximo 2.11% de carbono), al cual se le adicionan variados elementos de aleación, los cuales le confieren propiedades
ACERO o Definición y Características El acero es una aleación de hierro y carbono (máximo 2.11% de carbono), al cual se le adicionan variados elementos de aleación, los cuales le confieren propiedades
ESTUDIO DE DIFERENTES FORMAS DE OBTENER ENERGÍA ELÉCTRICA
 ESTUDIO DE DIFERENTES FORMAS DE OBTENER ENERGÍA ELÉCTRICA Producción de energía eléctrica La energía eléctrica se produce a través de unos aparatos llamados generadores o alternadores. Un generador consta,
ESTUDIO DE DIFERENTES FORMAS DE OBTENER ENERGÍA ELÉCTRICA Producción de energía eléctrica La energía eléctrica se produce a través de unos aparatos llamados generadores o alternadores. Un generador consta,
Catálogo técnico e informativo de tanques presurizados y no presurizados para sistemas
 Termotanque Tanques Solar Catálogo técnico e informativo de tanques presurizados y no presurizados para sistemas Modelos: Presurizados de 1000/2000/3000/4000 L Presurizados con simple serpentina Presurizados
Termotanque Tanques Solar Catálogo técnico e informativo de tanques presurizados y no presurizados para sistemas Modelos: Presurizados de 1000/2000/3000/4000 L Presurizados con simple serpentina Presurizados
Seminario de Electricidad Básica
 Seminario de Electricidad Básica Qué es la Electricidad? Es una forma de energía natural que puede ser producida artificialmente y que se caracteriza por su poder de transformación; ya que se puede convertir
Seminario de Electricidad Básica Qué es la Electricidad? Es una forma de energía natural que puede ser producida artificialmente y que se caracteriza por su poder de transformación; ya que se puede convertir
PROGRAMA DE CAPACITACIÓN CURSO PARA VALUACIÓN DE SINIESTROS
 OBJETIVOS: En este curso los participantes recibirán, -Información de la empresa, productos y servicios. -Conocimientos básicos para la valuación en daños por siniestro. -Información técnica actualizada
OBJETIVOS: En este curso los participantes recibirán, -Información de la empresa, productos y servicios. -Conocimientos básicos para la valuación en daños por siniestro. -Información técnica actualizada
INTRODUCCION AL CONTROL AUTOMATICO DE PROCESOS
 INTRODUCCION AL CONTROL AUTOMATICO DE PROCESOS El control automático de procesos es parte del progreso industrial desarrollado durante lo que ahora se conoce como la segunda revolución industrial. El uso
INTRODUCCION AL CONTROL AUTOMATICO DE PROCESOS El control automático de procesos es parte del progreso industrial desarrollado durante lo que ahora se conoce como la segunda revolución industrial. El uso
CLASIFICACION DE LOS ACEROS (según normas SAE) donde XX es el contenido de C
 donde XX es el contenido de C") CLASIFICACION DE LOS ACEROS (según normas SAE) SAE clasifica los aceros en: al carbono, de media aleación, aleados, inoxidables, de alta resistencia, de herramientas, etc. Aceros al carbono 10XX donde
CLASIFICACION DE LOS ACEROS (según normas SAE) SAE clasifica los aceros en: al carbono, de media aleación, aleados, inoxidables, de alta resistencia, de herramientas, etc. Aceros al carbono 10XX donde
Fundamentos físicos y conceptos básicos sobre sensores
 Fundamentos físicos y conceptos básicos sobre sensores Un sensor es un dispositivo para detectar y señalar una condición de cambio. Con frecuencia, una condición de cambio, se trata de la presencia o ausencia
Fundamentos físicos y conceptos básicos sobre sensores Un sensor es un dispositivo para detectar y señalar una condición de cambio. Con frecuencia, una condición de cambio, se trata de la presencia o ausencia
INFORME TECNICO RETRACCION PLASTICA REDTECNICA GRUPO POLPAICO
 INFORME TECNICO RETRACCION PLASTICA AGRIETAMIENTO POR RETRACCION PLASTICA Descripción breve En losas ocurre el agrietamiento a muy temprana edad, y penetra aproximadamente 12 a 25 mm. Sin embargo, en algunas
INFORME TECNICO RETRACCION PLASTICA AGRIETAMIENTO POR RETRACCION PLASTICA Descripción breve En losas ocurre el agrietamiento a muy temprana edad, y penetra aproximadamente 12 a 25 mm. Sin embargo, en algunas
11 knúmero de publicación: 2 163 122. 51 kint. Cl. 7 : B23K 26/12. k 72 Inventor/es: Faerber, Mark. k 74 Agente: Carpintero López, Francisco
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 163 122 1 Int. Cl. 7 : B23K 26/12 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9790148.9 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 163 122 1 Int. Cl. 7 : B23K 26/12 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9790148.9 86 Fecha de presentación:
TRIGENERACIÓN EN INDUSTRIAS ALIMENTARIAS
 TRIGENERACIÓN EN INDUSTRIAS ALIMENTARIAS Índice 1 INTRODUCCIÓN. 1 2 EL PROCESO DE REFRIGERACIÓN POR ABSORCIÓN CON AMONIACO. 2 3 CONEXIÓN DE UNA PRA CON LA PLANTA DE COGENERACIÓN. 3 3.1 Conexión mediante
TRIGENERACIÓN EN INDUSTRIAS ALIMENTARIAS Índice 1 INTRODUCCIÓN. 1 2 EL PROCESO DE REFRIGERACIÓN POR ABSORCIÓN CON AMONIACO. 2 3 CONEXIÓN DE UNA PRA CON LA PLANTA DE COGENERACIÓN. 3 3.1 Conexión mediante
Clasificación del acero
 ACEROS ALEADOS Clasificación del acero n Los diferentes tipos de acero se agrupan en cinco clases principales: - aceros al carbono - aceros aleados - aceros de baja aleación ultrarresistentes - aceros
ACEROS ALEADOS Clasificación del acero n Los diferentes tipos de acero se agrupan en cinco clases principales: - aceros al carbono - aceros aleados - aceros de baja aleación ultrarresistentes - aceros
MEDIDA DEL CALOR ESPECÍFICO
 Laboratorio de Física General Primer Curso (Termodinámica) MEDIDA DEL CALOR ESPECÍFICO Fecha: 07/02/05 1. Objetivo de la práctica Familiarizarse con las medidas calorimétricas mediante la medida del calor
Laboratorio de Física General Primer Curso (Termodinámica) MEDIDA DEL CALOR ESPECÍFICO Fecha: 07/02/05 1. Objetivo de la práctica Familiarizarse con las medidas calorimétricas mediante la medida del calor
Al aplicar las técnicas de ahorro de combustible permite obtener los siguientes beneficios:
 MANUAL DE CAPACITACIÓN EN CONDUCCIÓN EFICIENTE INTRODUCCIÓN Señor Conductor: Este manual esta dedicado a usted CONDUCTOR PROFESIONAL!, en cuyas capaces y hábiles manos descansa la responsabilidad final
MANUAL DE CAPACITACIÓN EN CONDUCCIÓN EFICIENTE INTRODUCCIÓN Señor Conductor: Este manual esta dedicado a usted CONDUCTOR PROFESIONAL!, en cuyas capaces y hábiles manos descansa la responsabilidad final
Figura 1.12 Señalización analógica y digital de datos analógicos y digitales.
 Los datos digitales se pueden representar por señales digitales, con un nivel de tensión diferente por cada uno de los dígitos binarios. Como se muestra en la figura 1.12, éstas no son las únicas posibilidades.
Los datos digitales se pueden representar por señales digitales, con un nivel de tensión diferente por cada uno de los dígitos binarios. Como se muestra en la figura 1.12, éstas no son las únicas posibilidades.
Siete Claves para un Oxicorte Exitoso
 14 TECNOLOGÍA PROCESOS Siete Claves para un Oxicorte Exitoso Luisa Fernanda Castro Patiño Periodista Metal Actual Foto: www.cima.tie.cl Tenga en cuenta posibles fallas en el oxicorte. Aunque la técnica
14 TECNOLOGÍA PROCESOS Siete Claves para un Oxicorte Exitoso Luisa Fernanda Castro Patiño Periodista Metal Actual Foto: www.cima.tie.cl Tenga en cuenta posibles fallas en el oxicorte. Aunque la técnica
4. METODOLOGÍA. 4.1 Materiales. 4.1.1 Equipo
 4. METODOLOGÍA 4.1 Materiales 4.1.1 Equipo Equipo de cómputo. Para el empleo del la metodología HAZOP se requiere de un equipo de cómputo con interfase Windows 98 o más reciente con procesador Pentium
4. METODOLOGÍA 4.1 Materiales 4.1.1 Equipo Equipo de cómputo. Para el empleo del la metodología HAZOP se requiere de un equipo de cómputo con interfase Windows 98 o más reciente con procesador Pentium
Capitulo II. Sandblast
 Capitulo II. Sandblast 2.1 Antecedente del Sandblast. El primer antecedente del sandblast, se conoce en Inglaterra Reino Unido, en donde en agosto de 1870, Benjamin C. Tilgman, diseñó la primer máquina
Capitulo II. Sandblast 2.1 Antecedente del Sandblast. El primer antecedente del sandblast, se conoce en Inglaterra Reino Unido, en donde en agosto de 1870, Benjamin C. Tilgman, diseñó la primer máquina
EFECTO DE LA AGRESIVIDAD ATMOSFÉRICA EN LA TENACIDAD A FRACTURA DE METALES Y ALEACIONES METÁLICAS
 EFECTO DE LA AGRESIVIDAD ATMOSFÉRICA EN LA TENACIDAD A FRACTURA DE METALES Y ALEACIONES METÁLICAS Dentro de la caracterización mecánica de los materiales de ingeniería, la resistencia a la tensión y la
EFECTO DE LA AGRESIVIDAD ATMOSFÉRICA EN LA TENACIDAD A FRACTURA DE METALES Y ALEACIONES METÁLICAS Dentro de la caracterización mecánica de los materiales de ingeniería, la resistencia a la tensión y la
INTERCAMBIADORES DE CALOR. Mg. Amancio R. Rojas Flores
 INTERCAMBIADORES DE CALOR Mg. Amancio R. Rojas Flores INTRODUCCIÓN Los intercambiadores de calor son aparatos que facilitan el intercambio de calor entre dos fluidos que se encuentran a temperaturas diferentes
INTERCAMBIADORES DE CALOR Mg. Amancio R. Rojas Flores INTRODUCCIÓN Los intercambiadores de calor son aparatos que facilitan el intercambio de calor entre dos fluidos que se encuentran a temperaturas diferentes
MICRÓFONOS. Conceptos básicos
 MICRÓFONOS Conceptos básicos Un micrófono es un dispositivo capaz de convertir la energía acústica en energía eléctrica. El valor de la tensión de la energía eléctrica es proporcional a la presión ejercida
MICRÓFONOS Conceptos básicos Un micrófono es un dispositivo capaz de convertir la energía acústica en energía eléctrica. El valor de la tensión de la energía eléctrica es proporcional a la presión ejercida
Capitulo II 2.2.8 CALIDAD DE LA FUNDICIÓN
 88 2.2.8 CALIDAD DE LA FUNDICIÓN Hay numerosas contingencias que causan dificultades en una operación de fundición y originan defectos de calidad en el producto. En esta sección recopilamos una lista de
88 2.2.8 CALIDAD DE LA FUNDICIÓN Hay numerosas contingencias que causan dificultades en una operación de fundición y originan defectos de calidad en el producto. En esta sección recopilamos una lista de
LÁSERES EN EL PROCESAMIENTO DE MATERIALES. Introducción.
 LÁSERES EN EL PROCESAMIENTO DE MATERIALES. Introducción. Sobre el paso de dos décadas los láseres han tenido un desarrollo confiable, productiva y extensamente usados como herramientas en mano factura
LÁSERES EN EL PROCESAMIENTO DE MATERIALES. Introducción. Sobre el paso de dos décadas los láseres han tenido un desarrollo confiable, productiva y extensamente usados como herramientas en mano factura
III. DIFUSION EN SOLIDOS
 Metalografía y Tratamientos Térmicos III - 1 - III. DIFUSION EN SOLIDOS III.1. Velocidad de procesos en sólidos Muchos procesos de producción y aplicaciones en materiales de ingeniería están relacionados
Metalografía y Tratamientos Térmicos III - 1 - III. DIFUSION EN SOLIDOS III.1. Velocidad de procesos en sólidos Muchos procesos de producción y aplicaciones en materiales de ingeniería están relacionados
MICROELECTRÓNICA TIC Comunicación
 MICROELECTRÓNICA La microelectrónica es la aplicación de la ingeniería electrónica a componentes y circuitos de dimensiones muy pequeñas, microscópicas y hasta de nivel molecular para producir dispositivos
MICROELECTRÓNICA La microelectrónica es la aplicación de la ingeniería electrónica a componentes y circuitos de dimensiones muy pequeñas, microscópicas y hasta de nivel molecular para producir dispositivos
ELECTRICIDAD BÁSICA EN REPARACIÓN DE AUTOMÓVILES
 ELECTRICIDAD BÁSICA EN REPARACIÓN DE AUTOMÓVILES 1) CONCEPTOS BÁSICOS DE ELECTRICIDAD 1.1 TEORÍA ELECTRÓNICA Los físicos distinguen cuatro diferentes tipos de fuerzas que son comunes en todo el Universo.
ELECTRICIDAD BÁSICA EN REPARACIÓN DE AUTOMÓVILES 1) CONCEPTOS BÁSICOS DE ELECTRICIDAD 1.1 TEORÍA ELECTRÓNICA Los físicos distinguen cuatro diferentes tipos de fuerzas que son comunes en todo el Universo.
Departamento de Tecnología. IES Nuestra Señora de la Almudena Mª Jesús Saiz TEMA 1: LA ENERGÍA Y SU TRANSFORMACIÓN. PRODUCCIÓN DE ENERGÍA ELÉCTRICA
 TEMA 1: LA ENERGÍA Y SU TRANSFORMACIÓN. PRODUCCIÓN DE ENERGÍA ELÉCTRICA 1.- Concepto de energía y sus unidades: La energía E es la capacidad de producir trabajo. Y trabajo W es cuando al aplicar una fuerza
TEMA 1: LA ENERGÍA Y SU TRANSFORMACIÓN. PRODUCCIÓN DE ENERGÍA ELÉCTRICA 1.- Concepto de energía y sus unidades: La energía E es la capacidad de producir trabajo. Y trabajo W es cuando al aplicar una fuerza
de protección y seguridad en las soldaduras por puntos de resistencia y por difusión
 5 medidas de protección y seguridad en las soldaduras por puntos de resistencia y por difusión 5. MEDIDAS DE PROTECCI N Y SEGURIDAD EN LAS SOLDADU - RAS POR PUNTOS DE RESISTENCIA Y POR DIFUSI N 5.1. Evaluación
5 medidas de protección y seguridad en las soldaduras por puntos de resistencia y por difusión 5. MEDIDAS DE PROTECCI N Y SEGURIDAD EN LAS SOLDADU - RAS POR PUNTOS DE RESISTENCIA Y POR DIFUSI N 5.1. Evaluación
CONSIDERACIONES TEÓRICAS GENERALES.
 DUREZA VICKERS OBJETIVO DEL ENSAYO. Determinar experimentalmente la dureza Vickers. Estudiar su campo de aplicación. CONSIDERACIONES TEÓRICAS GENERALES. Definición de dureza: Se entiende por dureza la
DUREZA VICKERS OBJETIVO DEL ENSAYO. Determinar experimentalmente la dureza Vickers. Estudiar su campo de aplicación. CONSIDERACIONES TEÓRICAS GENERALES. Definición de dureza: Se entiende por dureza la
Capítulo 1 Introducción y análisis de sistemas CNC
 Capítulo 1 Introducción y análisis de sistemas CNC INTRODUCCIÓN La evolución del control numérico ha producido la introducción del mismo en grandes, medianas, familiares y pequeñas empresas, lo que ha
Capítulo 1 Introducción y análisis de sistemas CNC INTRODUCCIÓN La evolución del control numérico ha producido la introducción del mismo en grandes, medianas, familiares y pequeñas empresas, lo que ha
LA IMPORTANCIA DEL USO DE UN BUEN REFRIGERANTE PARA AUTOMÓVILES
 LA IMPORTANCIA DEL USO DE UN BUEN REFRIGERANTE PARA AUTOMÓVILES DEPARTAMENTO TÉCNICO - VOLCKMANN S.A. Este apunte es ofrecido como una fuente de información sobre el uso del líquido refrigerante- anticongelante
LA IMPORTANCIA DEL USO DE UN BUEN REFRIGERANTE PARA AUTOMÓVILES DEPARTAMENTO TÉCNICO - VOLCKMANN S.A. Este apunte es ofrecido como una fuente de información sobre el uso del líquido refrigerante- anticongelante
Obtención y prueba de corazones y vigas extraídos de concreto endurecido
 el concreto en la obra editado por el instituto mexicano del cemento y del concreto, A.C. Abril 2009 Obtención y prueba de corazones y vigas extraídos de concreto endurecido Primera parte 20 Problemas,
el concreto en la obra editado por el instituto mexicano del cemento y del concreto, A.C. Abril 2009 Obtención y prueba de corazones y vigas extraídos de concreto endurecido Primera parte 20 Problemas,
MANUAL TÉCNICO USO. 1 Manual Técnico
 MANUAL TÉCNICO Formica Magnetic Laminate cuenta con todas las ventajas y la garantía de calidad de los laminados Formica tradicionales pero con el añadido de ser un material ideal para la comunicación
MANUAL TÉCNICO Formica Magnetic Laminate cuenta con todas las ventajas y la garantía de calidad de los laminados Formica tradicionales pero con el añadido de ser un material ideal para la comunicación
GESTIÓN DE PRODUCCIÓN DOCUMENTO
 MAQUINARIA FABRICADA EN ACERO INOXIDABLE La maquinaria fabricada en acero inoxidable, ampliamente utilizada en la industria alimenticia, tiene muchas ventajas y trae muchos beneficios entre los que se
MAQUINARIA FABRICADA EN ACERO INOXIDABLE La maquinaria fabricada en acero inoxidable, ampliamente utilizada en la industria alimenticia, tiene muchas ventajas y trae muchos beneficios entre los que se
CONDICIONES Y RECURSOS
 CONDICIONES Y RECURSOS Uno de los objetivos de la ecología es comprender la distribución y abundancia de las especies y para ello es importante ver el efecto que sobre ella tienen diversos efectos. Destacamos:
CONDICIONES Y RECURSOS Uno de los objetivos de la ecología es comprender la distribución y abundancia de las especies y para ello es importante ver el efecto que sobre ella tienen diversos efectos. Destacamos:
8º CONGRESO IBEROAMERICANO DE INGENIERIA MECANICA Cusco, 23 al 25 de Octubre de 2007
 INSTRUCCIONES PARA LA ELABORACIÓN Y PRESENTACIÓN DE LOS ARTÍCULOS 8º CONGRESO IBEROAMERICANO DE INGENIERIA MECANICA Cusco, 23 al 25 de Octubre de 2007 PROGRAMACIÓN CAD/CAM Francisco D. Calvo López y Eduardo
INSTRUCCIONES PARA LA ELABORACIÓN Y PRESENTACIÓN DE LOS ARTÍCULOS 8º CONGRESO IBEROAMERICANO DE INGENIERIA MECANICA Cusco, 23 al 25 de Octubre de 2007 PROGRAMACIÓN CAD/CAM Francisco D. Calvo López y Eduardo
Mayor fiabilidad en operaciones de tronzado más profundo
 Mayor fiabilidad en operaciones de tronzado más profundo La prioridad de los requisitos del usuario... en las operaciones de tronzado más profundo se tuvo en cuenta en la fase inicial del desarrollo de
Mayor fiabilidad en operaciones de tronzado más profundo La prioridad de los requisitos del usuario... en las operaciones de tronzado más profundo se tuvo en cuenta en la fase inicial del desarrollo de
FRESAS E INSTRUMENTAL ODONTOLOGICO BASICO
 ESCUELA DE SALUD FRESAS E INSTRUMENTAL ODONTOLOGICO BASICO DIRIGIDO A: Alumnos Técnicos en Odontología. PRE- REQUISITO: No tiene INTRODUCCIÓN La cavidad oral es una estructura de una forma, más bien cuadrangular,
ESCUELA DE SALUD FRESAS E INSTRUMENTAL ODONTOLOGICO BASICO DIRIGIDO A: Alumnos Técnicos en Odontología. PRE- REQUISITO: No tiene INTRODUCCIÓN La cavidad oral es una estructura de una forma, más bien cuadrangular,
PROCESO DE ENSAMBLE Procesos de ensamble No permanentes Semipermantes Permanentes
 4. PROCESO DE ENSAMBLE 4.1 Procesos de ensamble 4.1.1. No permanentes La función básica de proceso de ensamble, (montaje) es unir dos o más partes entre sí para formar un conjunto o subconjunto completo.
4. PROCESO DE ENSAMBLE 4.1 Procesos de ensamble 4.1.1. No permanentes La función básica de proceso de ensamble, (montaje) es unir dos o más partes entre sí para formar un conjunto o subconjunto completo.
Practica no.4: Maquinado en Fresadora de Control Numérico utilizando la máquina HURON y/o MILITRONICS.
 Practica no.4: Maquinado en Fresadora de Control Numérico utilizando la máquina HURON y/o MILITRONICS. Clase: Ingeniería de Manufactura Carreras: IMA-IME-IMT Profesor de la materia: Fecha y Hora de Grupo
Practica no.4: Maquinado en Fresadora de Control Numérico utilizando la máquina HURON y/o MILITRONICS. Clase: Ingeniería de Manufactura Carreras: IMA-IME-IMT Profesor de la materia: Fecha y Hora de Grupo
Temas de electricidad II
 Temas de electricidad II CAMBIANDO MATERIALES Ahora volvemos al circuito patrón ya usado. Tal como se indica en la figura, conecte un hilo de cobre y luego uno de níquel-cromo. Qué ocurre con el brillo
Temas de electricidad II CAMBIANDO MATERIALES Ahora volvemos al circuito patrón ya usado. Tal como se indica en la figura, conecte un hilo de cobre y luego uno de níquel-cromo. Qué ocurre con el brillo
UNIDAD DE TRABAJO Nº5 CONCEPTO DE SOLDABILIDAD
 UNIDAD DE TRABAJO Nº5 CONCEPTO DE SOLDABILIDAD 1.- Concepto de Soldabilidad Un material se considera soldable, por un procedimiento determinado y para una aplicación específica, cuando mediante una técnica
UNIDAD DE TRABAJO Nº5 CONCEPTO DE SOLDABILIDAD 1.- Concepto de Soldabilidad Un material se considera soldable, por un procedimiento determinado y para una aplicación específica, cuando mediante una técnica
PROCESOS DE SEPARACIÓN II EVAPORACIÓN
 PROCESOS DE SEPARACIÓN II EVAPORACIÓN Factores de proceso Las propiedades físicas y químicas de la solución que se está concentrando y del vapor que se separa tienen un efecto considerable sobre el tipo
PROCESOS DE SEPARACIÓN II EVAPORACIÓN Factores de proceso Las propiedades físicas y químicas de la solución que se está concentrando y del vapor que se separa tienen un efecto considerable sobre el tipo
60E Acero inoxidable con 13% cromo
 60E Acero inoxidable con 13% cromo Ficha Técnica Introducción Esta ficha técnica se ofrece como una guía para la gama estándar de productos de Metallisation. Las variaciones de productos adicionales e
60E Acero inoxidable con 13% cromo Ficha Técnica Introducción Esta ficha técnica se ofrece como una guía para la gama estándar de productos de Metallisation. Las variaciones de productos adicionales e
COMPOSTAJE Y RECUPERACION DE MATERIALES A PARTIR DE RESIDUOS SOLIDOS URBANOS. Ventajas y desventajas
 FUNDACION NEXUS CIENCIAS SOCIALES MEDIO AMBIENTE SALUD COMPOSTAJE Y RECUPERACION DE MATERIALES A PARTIR DE RESIDUOS SOLIDOS URBANOS. Ventajas y desventajas Buenos Aires, julio 2010 Av. SANTA FE 1845 7º
FUNDACION NEXUS CIENCIAS SOCIALES MEDIO AMBIENTE SALUD COMPOSTAJE Y RECUPERACION DE MATERIALES A PARTIR DE RESIDUOS SOLIDOS URBANOS. Ventajas y desventajas Buenos Aires, julio 2010 Av. SANTA FE 1845 7º
SISTEMA IMPRESIÓN SERIGRAFIA
 INDICE: SISTEMA IMPRESIÓN SERIGRAFIA SERIGRAFÍA 1. Principio 1.1. Proceso serigráfico 1.2. Elementos 1.3. Impreso 2. Formas impresoras 2.2.1. Tipos 2.2. Procesado 3. Máquina 3.1. Entrada 3.2. Cuerpo impresor
INDICE: SISTEMA IMPRESIÓN SERIGRAFIA SERIGRAFÍA 1. Principio 1.1. Proceso serigráfico 1.2. Elementos 1.3. Impreso 2. Formas impresoras 2.2.1. Tipos 2.2. Procesado 3. Máquina 3.1. Entrada 3.2. Cuerpo impresor
Standoblue La tecnología a su servicio.
 Standoblue La tecnología a su servicio. Tanto si se trata de una pequeña reparación o de un retoque utilizando el sistema MicroRepair, con Standoblue se consigue un difuminado perfecto incluso en las áreas
Standoblue La tecnología a su servicio. Tanto si se trata de una pequeña reparación o de un retoque utilizando el sistema MicroRepair, con Standoblue se consigue un difuminado perfecto incluso en las áreas
CONCEPTOS BÁSICOS DE PREPARACIÓN MECÁNICA DE MINERALES
 CONCEPTOS BÁSICOS DE PREPARACIÓN MECÁNICA DE MINERALES Reducción de tamaño de las partículas minerales Una vez que el mineral ha sido extraído desde la mina, este puede presentar variados tamaños de partículas,
CONCEPTOS BÁSICOS DE PREPARACIÓN MECÁNICA DE MINERALES Reducción de tamaño de las partículas minerales Una vez que el mineral ha sido extraído desde la mina, este puede presentar variados tamaños de partículas,
Química, desarrollo histórico y relación con otras ciencias
 Química, desarrollo histórico y relación con otras ciencias La definición de química hace una división entre la época antigua y la moderna; en la primera los procesos químicos eran realizados por artesanos
Química, desarrollo histórico y relación con otras ciencias La definición de química hace una división entre la época antigua y la moderna; en la primera los procesos químicos eran realizados por artesanos
DEFORMACION DEL ACERO DEFORMACION = CAMBIOS DIMENSIONALES+CAMBIOS ENLA FORMA
 DEFORMACION DEL ACERO DEFORMACION = CAMBIOS DIMENSIONALES+CAMBIOS ENLA FORMA Según la norma DIN 17014, el término deformación se define como el cambio dimensional y de forma de un pieza del producto de
DEFORMACION DEL ACERO DEFORMACION = CAMBIOS DIMENSIONALES+CAMBIOS ENLA FORMA Según la norma DIN 17014, el término deformación se define como el cambio dimensional y de forma de un pieza del producto de
FISICA Y QUÍMICA 4º ESO 1.- TRABAJO MECÁNICO.
 1.- TRABAJO MECÁNICO. Si a alguien que sostiene un objeto sin moverse le preguntas si hace trabajo, probablemente te responderá que sí. Sin embargo, desde el punto de vista de la Física, no realiza trabajo;
1.- TRABAJO MECÁNICO. Si a alguien que sostiene un objeto sin moverse le preguntas si hace trabajo, probablemente te responderá que sí. Sin embargo, desde el punto de vista de la Física, no realiza trabajo;
DUREZA ROCKWELL. El esquema de determinación de la dureza según Rockwell se expone en la figura 1.
 DUREZA ROCKWELL OBJETIVO DEL ENSAYO: determinar experimentalmente la dureza Rockwell. Estudiar su campo de aplicación. CONSIDERACIONES TEÓRICAS GENERALES. Definición de dureza: se entiende por dureza la
DUREZA ROCKWELL OBJETIVO DEL ENSAYO: determinar experimentalmente la dureza Rockwell. Estudiar su campo de aplicación. CONSIDERACIONES TEÓRICAS GENERALES. Definición de dureza: se entiende por dureza la
PRESENTACIÓN... 3 LÁSER... 4 ROUTER... 6 WATERJET... 8 MAQUINADOS... 10
 PRESENTACIÓN... 3 LÁSER... 4 ROUTER... 6 WATERJET... 8 MAQUINADOS... 10 presentación Cambiamos el enfoque de taller de corte a Centro de Servicio, Corte y Transformación, no sólo en el nombre sino un cambio
PRESENTACIÓN... 3 LÁSER... 4 ROUTER... 6 WATERJET... 8 MAQUINADOS... 10 presentación Cambiamos el enfoque de taller de corte a Centro de Servicio, Corte y Transformación, no sólo en el nombre sino un cambio
DEFINICIONES BÁSICAS ELEMENTOS PARTICIPANTES TETRAEDRO DEL FUEGO
 DEFINICIONES BASICA EXTINTORES CP DEFINICIONES BÁSICAS FUEGO: Fenómeno químico exotérmico, con desprendimiento de calor y luz, es el resultado de la combinación de: COMBUSTIBLE, CALOR Y OXIGENO. INCENDIO:
DEFINICIONES BASICA EXTINTORES CP DEFINICIONES BÁSICAS FUEGO: Fenómeno químico exotérmico, con desprendimiento de calor y luz, es el resultado de la combinación de: COMBUSTIBLE, CALOR Y OXIGENO. INCENDIO:
TRANSPORTE DE MERCANCÍAS REFRIGERADAS O CONGELADAS
 www.reexporta.com TRANSPORTE DE MERCANCÍAS REFRIGERADAS O CONGELADAS Autor: Alberto Rino Act: 01/05/2003 Los alimentos que se transportan deben hacerlo en general a una temperatura y humedad específica
www.reexporta.com TRANSPORTE DE MERCANCÍAS REFRIGERADAS O CONGELADAS Autor: Alberto Rino Act: 01/05/2003 Los alimentos que se transportan deben hacerlo en general a una temperatura y humedad específica
Procesos de Corte. 1.-Descripción de Procesos. 1.1.-Corte por Arco Plasma
 Procesos de Corte 1.-Descripción de Procesos 1.1.-Corte por Arco Plasma El proceso de corte con arco de plasma (plasma arc cutting, PAC) separa metal empleando un arco constreñido para fundir un área localizada
Procesos de Corte 1.-Descripción de Procesos 1.1.-Corte por Arco Plasma El proceso de corte con arco de plasma (plasma arc cutting, PAC) separa metal empleando un arco constreñido para fundir un área localizada