MAQUINADO PROCESOS DE MANUFACTURA 1. Ing. José Carlos López Arenales
|
|
|
- Lucía María Ángeles Ortega Rico
- hace 6 años
- Vistas:
Transcripción
1 MAQUINADO PROCESOS DE MANUFACTURA 1 Ing. José Carlos López Arenales
2 Material de Trabajo Maquinabilidad Propiedad de los materiales que permiten fabricar piezas satisfactorias a bajo costo y mínima dificultad.
3 Maquinabilidad Índice de maquinabilidad: Velocidad de corte para tornear para una vidad de la herramienta de 60 minutos. Varía según los procesos. Falla total por desportillado o agrietamiento bajo condiciones específicas. (veloc. De corte o volumen removido para un criterio dado de vida de herramienta.
4 Materiales maquinables Baja ductibilidad. Que la separación de la viruta ocurra después de un corte mínimo y se rompa fácilmente. Opuesto a la deformación plástica. La resistencia TS y la dureza deben ser bajas. La adhesión o unión metalúrgica fuerte entre herramienta y material es indeseable.
5 Materiales maquinables Los compuestos duros como algunos óxidos, todos los carburos, muchos compuestos intermetálicos y elementos como el silicio. Partículas suaves o que se suavizan a temperaturas altas, son benéficas ya que promueven el corte localizado y contribuyen al rompimiento de la viruta. La alta conductividad térmica es útil para mantener temperaturas bajas durante el corte. Un bajo punto de fusión del material significa que las temperaturas de corte permanecerán bajas. Menores a las temperaturas en donde la herramienta se suaviza.
6 Material de Trabajo Materiales ferrosos: Aceros al carbono Condición recocida, varia la cantidad de carbono (más carbono + resistencia ductilidad. Tratados térmicamente (acero esferoidal) baja resistencia y alta conductivilidad. Trabajados en frío (estirados), la resistencia es mayor y la ductilidad disminuye. Bajos contenidos de carbono (0.2%) el material es demasiado dúctil y el material trabajado en frío ofrece la mejor maquinabilidad.
7 Material de Trabajo Materiales ferrosos: Aceros al maquinado libre Aceros al plomo Aceros resulfurados Indeseables: ductibilidad y resistencia a la fatiga disminuida. Aceros aleados La dureza incrementa el desgaste de la herramienta La porosidad incrementa problemas de corte.
8 Material de trabajo Aceros inoxidables Resistencia elevada Baja conductividad Hierros fundidos Muy difíciles de maquinar Presencia de cementita primaria Hierro fundido nodular es más dúctil y resistente.(puede dar mayor vida a la herramienta.
9 Material de trabajo Materiales no ferrosos: Bajo punto de fusión: Aleaciones de zinc Baja resistencia Ductilidad limitada Altamente maquinables Aleaciones de magnesio: Baja ductilidad Maquinado libre Altamente maquinables
10 Material de trabajo Materiales no ferrosos: Aleaciones de aluminio: Trabajados en frío Alta ductilidad Alta adhesión acabado superficial pobre. Alta conductividad térmica. Bajo punto de fusión altas velocidades de maquinado. (70 m/s). Aleado con el silicio provoca un desgaste rápido en las herramientas.
11 Material de trabajo Materiales no ferrosos: Aleaciones con base cobre: Trabajado en frío Los latones se maquinan bien. La disposición de la viruta es difícil. Aleaciones con plomo, azufre o telurio mejoran las condiciones de viruta, la fuerza de corte disminuye y el acabado superficial mejora. No aplicablesa procesos alimenticios.
12 Material de trabajo Materiales no ferrosos: Aleaciones con base níquel: Alta adhesión Baja conductividad térmica Alta resistencia Exige condición recocida o sobreenvejecida Se debe evitar el asufre en los fluidos de corte.
13 Materiales de trabajo Titanio: Elevada adhesión Baja conductividad térmica Viruta discontinua Maquinado difícil
14 Herramientas de corte El material de la herramienta debe ser más duro que el material de la pieza de trabajo. La tenacidad debe ser alta choques mecánicos eliminación de viruta. La resistencia al impacto térmico. Calor frío. Baja adhesión al material de la pieza La solubilidad de la herramienta en el material debe ser bajo.
15 Herramientas de corte Aceros al carbono: normalmente para madera y a tasas bajas de producción Aceros de alta velocidad HSS: aleaciones con C 0.8%, Cr 4%, Mo 5-8 %, V 1-2% y tugsteno. Recubrimientos superficiales, revenido con vapor (pavoneado). Incrementa la vida de la herramienta.
16 Herramientas de corte Carburos fundidos: Aleaciones con cobalto Carburos cementados: Cobalto 3-5% mayor dureza Cobalto de 6-15% alta tenacidad Carburo de titanio 10-40% para maquinado de acero.
17 Herramientas de corte Carburos revestidos: Recubrimiento de cerámicos 5 micras. Carburo de titanio reduce el desgaste Nitruro de titanio reduce la fricción y adhesión. Ver gráfico de la página 680 del texto.
18 Clasificación Dentro de las formas de eliminar material por medio de formación de viruta existen dos clasificaciones: Formado Generación Basado en el número de bordes de corte.
19 Formado Es cuando la herramienta de corte posee la forma específica del contorno terminado de la pieza de trabajo. Existe el movimiento relativo (primario) de la pieza que genera la viruta. Se debe introducir o alimentar la herramienta a la profundidad requerida.
20 Formado La exactitud del perfil superficial depende principalmente de la herramienta del formado. Puede ser cualquiera de los movimientos primarios: Torneado la pieza de trabajo gira Cepillado ambas se mueven respecto a la otra Fresado la herramienta gira






21 Formado
22 Generación Existe el movimiento de formación de viruta (primario). Existe también un accionamiento a lo largo de la superficie de la pieza de trabajo, denominado movimiento de avance continuo. Además la herramienta experimenta un movimiento de variación con respecto al eje de la pieza de trabajo.



23 Generación

24 Movimientos de corte
25 Maquinado de un solo punto Se usa una herramienta de un punto único de corte. Herramienta Torneado Perforado Careado Trozado

26 Operaciones de torneado


27

28 Maquinado de un solo punto
29 Maquinado de un solo punto Formado Torno automático Torno revolver Maquinas para fabricación de tornillos Maquina automática de husillos múltiples Cepillado

30 Torno
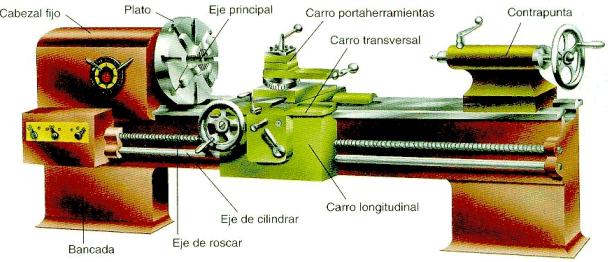
31 Torno
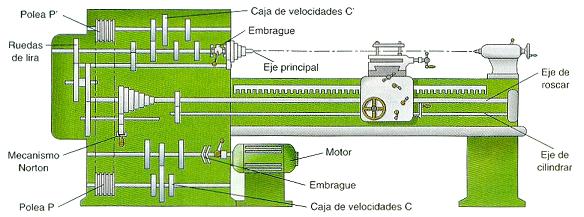
32 Torno

33 Torno automático


34 Torno revolver


35 Cepillo




36 Maquinado de puntos múltiples Taladrado
37 Maquinado de puntos múltiples Fresado Fresadoras horizontales Fresadoras verticales

38 Fresadora
39 Maquinado de puntos múltiples Máquinas fresadoras De copiado CNC Centros de maquinado Aserrado y limado Escariado y corte de roscas Producción de engranes


40 Fresadoras


41 Aserrado


42 Limado


43 Centro de maquinado

44


45 Escariadores
46 Tipos de corte Ver Velocidades de corte vrs. Dureza del material. Página 711 y 712. Corte de desbaste La profundidad y el avance del corte son grandes La producción se acelera Corte de acabado La profundidad y el avance de corte son pequeños Mayor exigencia para las herramientas cuando hay superficies duras.
47 Control numérico y automatización Remoción de materiales más rápido. Mejores tolerancias. Estandarización.
48 Control numérico y automatización Rigidez Control de vibraciones Husillo impulsor Estabilidad térmica Movimiento de alimentación Manejo de viruta
49 Control numérico y automatización Manejo de herramientas Programación Maquinado sin atención Medición automática Programación dinámica
50 Maquinado abrasivo Proceso en el cual se elimina material por medio de la aplicación de una multitud de partículas o granos angulares y abrasivos. Las partículas pueden o no estar aglutinadas para formar una herramienta con una forma definida.
51 Maquinado abrasivo Superficies muy bien controladas Tolerancias estrechas Acabado de alta calidad
52 Maquinado abrasivo Aglutinado Suelto Por impacto
53 Maquinado abrasivo Aglutinado Esmerilado Superficial Cilíndrico Sin centros Interno Avance lento Rectificado Abrasivos recubiertos
54 Maquinado abrasivo Abrasivos características: Dureza alta a temperatura ambiente y a temperaturas altas. Rugosidad controlada (facilidad de fractura) generación de nuevos filos de corte de un grano desgastado. Baja adhesión al material de la pieza de trabajo.
55 Maquinado abrasivo Estabilidad química aumenta con la resistencia al desgaste. Resistencia a la corrosión por presencia de oxígeno y fluidos de corte. La velocidad de avance baja requiere que el tamaño del grano sea varias veces mayor que la profundidad de contacto. Se debe especificar el tamaño de grano.
56 Maquinado abrasivo Superabrasivos: Nitruro Cúbico de Boro (CBN). También conocido como CBN, es después del diamante el más duro, posee además una elevada dureza en caliente hasta 2000 C, tiene también una excelente estabilidad química durante el mecanizado, es un material de corte relativamente frágil, pero es más tenaz que las cerámicas.
57 Maquinado abrasivo Su mayor aplicación es en el torneado de piezas duras Se fabrica a gran presión y temperatura con el fin de unir los cristales de boro cúbico con un aglutinante cerámico o metálico.

58

59 Maquinado abrasivo Esmerilado: Es uno de los procesos más utilizados. Los abrasivos se aglutinan con un agente adecuado. Procesos estrictamente controlados.
60 Maquinado abrasivo Aglutinantes: Vitrificados: arcillas cocidas y cerámicos Silicato de sodio Hule Laca Metálicos

61
62 Maquinado abrasivo Objetivos: Esmerilado de precisión: muy utilizado. Esmerilado burdo: remoción de material, rebarbado. Esmerilado profundo: la profundidad completa se elimina de una sola pasada, tasa baja de alimentación. Esmerilado profundo de alta eficiencia: usa ruedas de CBN, velocidad m/s, avances de 700 a 2,500 mm/min.
63 Maquinado abrasivo Abrasivos recubiertos Usan un respaldo flexible como papel o tela Rectificado Piedra plana o barra
64 Procesos con abrasivos sueltos Lapeado Desgaste abrasivo de tres cuerpos, la pieza, el abrasivo y la superficie conformadora. Maquinado Ultrasónico Se utiliza un transductor piezoeléctrico para generar vibraciones (20,000 Hz) de pequeña amplitud (0.04 a 0.08 mm), el gránulo se aplica en una lechada.
65 Procesos con abrasivos sueltos Cardado de potencia Pieza hecha de alambres flexibles girando a alta velocidad (15 a 30 m/s). El objetivo es crear una superficie de acabado específico. Se usa también en el desbarbado.
66 Procesos con abrasivos sueltos Abrillantado, pulido y bruñido Se utiliza una rueda con fieltro o tela Abrillantado: el abrasivo se encuentra en un aglutinante suave. Pulido: el abrasivo se utiliza seco o en aceite. Se busca tener superficies altamente reflejantes.
67 Procesos con abrasivos sueltos Procesos de impacto Chorro de perdigones Hidrorectificado Maquinado por fluido abrasivo
68 Resumen La maquinabilidad de los materiales es muy variable. El maquinado implica la competencia entre la pieza y la herramienta. Un objetivo principal es el de producir formas y superficies dentro de tolerancias específicas, libres de daño con rugosidad y texturas adecuadas.
69 Resumen El maquinado es un sistema en donde interactúan: características de la pieza, los materiales de la herramienta, el líquido de corte, geometría del proceso, propiedades de la máquina herramienta. La productividad aumenta cuando el tiempo perdido por carga, descarga, verificación y cambio de herramienta se minimiza.
70 Resumen Se pueden producir grandes cantidades de viruta, que es recomendable que se recicle. Se debe tener siempre presente la seguridad de las personas, algunas máquinas son cerradas otras no, usando EPP y ropas adecuadas.
El Mecanizado Tecnología de los Materiales
 El Mecanizado Tecnología de los Materiales TECNOLOGÍA INDUSTRIAL II Liceo Industrial Vicente Pérez Rosales Profesor: Richard Ayacura Castillo MEcanizado ÍNDICE 10.0 Introducción 10.1 Procesos de mecanizado
El Mecanizado Tecnología de los Materiales TECNOLOGÍA INDUSTRIAL II Liceo Industrial Vicente Pérez Rosales Profesor: Richard Ayacura Castillo MEcanizado ÍNDICE 10.0 Introducción 10.1 Procesos de mecanizado
EL TORNO C O N T E N I D O
 C O N T E N I D O El Torno Especificaciones del torno Tipos de tornos Herramientas para tornear Torneado de conos externos Torneado de conos internos Roscado en el torno Parámetros de corte Fluidos de
C O N T E N I D O El Torno Especificaciones del torno Tipos de tornos Herramientas para tornear Torneado de conos externos Torneado de conos internos Roscado en el torno Parámetros de corte Fluidos de
Brocas de metal duro
 Brocas de metal duro La broca innovadora para el sector de la mecánica PLUS8, TECNOLOGíA ALEMANA CON ALMA ITALIANA. Zonas productivas y Centros de investigación y desarrollo en Europa y en Norte América
Brocas de metal duro La broca innovadora para el sector de la mecánica PLUS8, TECNOLOGíA ALEMANA CON ALMA ITALIANA. Zonas productivas y Centros de investigación y desarrollo en Europa y en Norte América
TECNOLOGÍA DE LAS HERRAMIENTAS DE CORTE
 Este curso está orientado fundamentalmente al mecanizado en tornos, específicamente con aceros de baja aleación. TECNOLOGÍA DE LAS HERRAMIENTAS DE CORTE Cuando hablamos de mecanizado con herramientas de
Este curso está orientado fundamentalmente al mecanizado en tornos, específicamente con aceros de baja aleación. TECNOLOGÍA DE LAS HERRAMIENTAS DE CORTE Cuando hablamos de mecanizado con herramientas de
PREGUNTAS DE REPASO. Tomadas del libro: Fundamentos de Manufactura Moderna de Mikell P. Groover
 PREGUNTAS DE REPASO Tomadas del libro: Fundamentos de Manufactura Moderna de Mikell P. Groover 1. Identifique algunas de las razones por la que el maquinado es comercial y tecnológicamente importante.
PREGUNTAS DE REPASO Tomadas del libro: Fundamentos de Manufactura Moderna de Mikell P. Groover 1. Identifique algunas de las razones por la que el maquinado es comercial y tecnológicamente importante.
VARSHAV S.R.L. NEW. Geometrías de los rompevirutas Insertos intercambiables para sistema ISO de fijación P. Negativos, doble cara
 Geometrías de los rompevirutas Insertos intercambiables para sistema ISO de fijación P Negativos, doble cara 22 Geometría para acabado capaz de crear superfi cies lisas y precisas. Excelente control de
Geometrías de los rompevirutas Insertos intercambiables para sistema ISO de fijación P Negativos, doble cara 22 Geometría para acabado capaz de crear superfi cies lisas y precisas. Excelente control de
Procesos de maquinado no tradicional. Procesos mecánicos Procesos electroquímicos Procesos térmicos Procesos químicos
 Procesos de maquinado no tradicional Procesos mecánicos Procesos electroquímicos Procesos térmicos Procesos químicos 1- Maquinado ultrasónico (USM) Orificios no redondeados Oficios a lo largo de un eje
Procesos de maquinado no tradicional Procesos mecánicos Procesos electroquímicos Procesos térmicos Procesos químicos 1- Maquinado ultrasónico (USM) Orificios no redondeados Oficios a lo largo de un eje
INTRODUCCION. Piense en HSS
 INTRODUCCION Piense en HSS INDICE METALURGIA DEL HSS 2 Excelente resistencia 3 Un filo de corte vivo 4 Herramientas seguras y de confianza Elementos de aleación 6 La influencia de los elementos de aleación
INTRODUCCION Piense en HSS INDICE METALURGIA DEL HSS 2 Excelente resistencia 3 Un filo de corte vivo 4 Herramientas seguras y de confianza Elementos de aleación 6 La influencia de los elementos de aleación
Unidad 2 Carreras profesionales en la industria metalmecánica Unidad 3 Cómo obtener el trabajo
 Marcombo S.A. www.marcombo.com TECNOLOGIA DE LAS MAQUINAS HERRAMIENTA por KRAR Isbn 9701506383 Indice del Contenido Prefacio Acerca de los autores Reconocimientos Sección 1 Introducción a las máquinas-herramienta
Marcombo S.A. www.marcombo.com TECNOLOGIA DE LAS MAQUINAS HERRAMIENTA por KRAR Isbn 9701506383 Indice del Contenido Prefacio Acerca de los autores Reconocimientos Sección 1 Introducción a las máquinas-herramienta
16. Proceso de fresado
 16. Proceso de fresado El proceso de fresado Proceso de arranque de material que se obtiene mediante la traslación de una herramienta multifilo mientras gira alrededor de su eje. Proceso muy extendido,
16. Proceso de fresado El proceso de fresado Proceso de arranque de material que se obtiene mediante la traslación de una herramienta multifilo mientras gira alrededor de su eje. Proceso muy extendido,
VSM México S.A. de C.V. Bienvenido a VSM
 VSM México S.A. de C.V. Bienvenido a VSM Quiénes somos? Somos una empresa 100% mexicana fundada en 1999, fabricante de productos de abrasivos revestidos. Nuestra estrategia corporativa está 100% orientada
VSM México S.A. de C.V. Bienvenido a VSM Quiénes somos? Somos una empresa 100% mexicana fundada en 1999, fabricante de productos de abrasivos revestidos. Nuestra estrategia corporativa está 100% orientada
Herramientas De Corte Materiales y Geometrías
 TECNOLOGÍA DE MATERIALES Herramientas De Corte Materiales y Geometrías TECNOLOGÍA INDUSTRIAL I Liceo Industrial Vicente Pérez Rosales Profesor: Richard Ayacura Castillo HERRAMIENTAS DE CORTE Materiales
TECNOLOGÍA DE MATERIALES Herramientas De Corte Materiales y Geometrías TECNOLOGÍA INDUSTRIAL I Liceo Industrial Vicente Pérez Rosales Profesor: Richard Ayacura Castillo HERRAMIENTAS DE CORTE Materiales
ACEROS ESPECIALES. Página 1 de 11. HH Aleaciones S.A. de C.V Políticas de Privacidad Todos los derechos reservados México.
 ACEROS ESPECIALES Página 1 de 11 1018 ACERO AL CARBON Análisis Químico (Típico) % C Mn P S 0.15/0.20 0.60/0.90 0.040 máx. 0.050 máx. Propiedades Mecánicas Resistencia a la Limite Elongacion Reducion de
ACEROS ESPECIALES Página 1 de 11 1018 ACERO AL CARBON Análisis Químico (Típico) % C Mn P S 0.15/0.20 0.60/0.90 0.040 máx. 0.050 máx. Propiedades Mecánicas Resistencia a la Limite Elongacion Reducion de
PLANIFICACION ANUAL UNIDADES. Horas Prácticas: 122 horas
 PLANIFICACION ANUAL UNIDADES ESPECIALIDAD: MECÁNICA ASIGNATURA: MAQUINAS HERRAMIENTAS II CARGA HORARIA: 192 horas reloj. CARGA HORARIA DISCRIMINADA: Horas Teóricas: 70 horas Horas Prácticas: 122 horas
PLANIFICACION ANUAL UNIDADES ESPECIALIDAD: MECÁNICA ASIGNATURA: MAQUINAS HERRAMIENTAS II CARGA HORARIA: 192 horas reloj. CARGA HORARIA DISCRIMINADA: Horas Teóricas: 70 horas Horas Prácticas: 122 horas
PROCESO DE EXTRUSIÓN PROCESOS II ING. CARLOS RODELO A
 PROCESO DE EXTRUSIÓN CONTENIDO Definición y Clasificación de los Procesos Equipos y sus Características Técnicas Variables Principales del Proceso Defectos Análisis de Extrusión PROCESOS I Definición Es
PROCESO DE EXTRUSIÓN CONTENIDO Definición y Clasificación de los Procesos Equipos y sus Características Técnicas Variables Principales del Proceso Defectos Análisis de Extrusión PROCESOS I Definición Es
Ingeniería Mecánica. Guia de Materiales. Materiales alternativos.
 Ingeniería Mecánica Guia de Materiales. Materiales alternativos. 1) Aceros al Carbono. Tipos y Características. Ejemplos. Un acero resulta básicamente una aleación de hierro y carbono con un contenido
Ingeniería Mecánica Guia de Materiales. Materiales alternativos. 1) Aceros al Carbono. Tipos y Características. Ejemplos. Un acero resulta básicamente una aleación de hierro y carbono con un contenido
Práctica 10 RECONOCIMIENTO DE LOS MICROCONSTITUYENTES DE LAS FUNDICIONES DE HIERRO
 Práctica 10 RECONOCIMIENTO DE LOS MICROCONSTITUYENTES DE LAS FUNDICIONES DE HIERRO OBJETIVO El alumno identificará los constituyentes principales de los diferentes tipos de hierro fundido. INTRODUCCIÓN
Práctica 10 RECONOCIMIENTO DE LOS MICROCONSTITUYENTES DE LAS FUNDICIONES DE HIERRO OBJETIVO El alumno identificará los constituyentes principales de los diferentes tipos de hierro fundido. INTRODUCCIÓN
1 / 10 M. en I. Diego A. Flores Hernández M. en I. Diego A. Flores Hernández
 1 / 10 M. en I. Diego A. Flores Hernández M. en I. Diego A. Flores Hernández MAQUINARIA / PROCESOS MAQUINARIA / PROCESOS Determinar Maquinaria y Procesos Internos y Externos PARÁMETROS MANUFACTURA MATERIALES
1 / 10 M. en I. Diego A. Flores Hernández M. en I. Diego A. Flores Hernández MAQUINARIA / PROCESOS MAQUINARIA / PROCESOS Determinar Maquinaria y Procesos Internos y Externos PARÁMETROS MANUFACTURA MATERIALES
RUEDAS ABRASIVAS. Tipos de grano. Al 2 O 3
 RUEDAS ARASIVAS Tipos de grano *Óxido de Alumínio. *Carburo de Silício. Al 2 O 3 (Óxido de alumínio) Se obtiene de la bauxita por medio de un horno eléctrico, es un grano afilado y tenaz, rectifica, corta
RUEDAS ARASIVAS Tipos de grano *Óxido de Alumínio. *Carburo de Silício. Al 2 O 3 (Óxido de alumínio) Se obtiene de la bauxita por medio de un horno eléctrico, es un grano afilado y tenaz, rectifica, corta
INFORMATICA INFORMATICA (ACTIVIDAD 3)
") INFORMATICA WORD - Abrir el documento Columnas.doc. INFORMATICA (ACTIVIDAD 3) - Realizar las modificaciones necesarias en el documento hasta obtener el documento Columnas_01.doc. - Para efectuar las modificaciones
INFORMATICA WORD - Abrir el documento Columnas.doc. INFORMATICA (ACTIVIDAD 3) - Realizar las modificaciones necesarias en el documento hasta obtener el documento Columnas_01.doc. - Para efectuar las modificaciones
Comprender los principios de funcionamiento de los órganos comunes de las máquinas herramientas.
 Programas de Actividades Curriculares Plan 94A Carrera: Ingeniería Mecánica TECNOLOGÍA DE FABRICACIÓN Área: Bloque: Organización-Producción Tecnologías Aplicadas Nivel: 5º año Tipo: Obligatoria Modalidad:
Programas de Actividades Curriculares Plan 94A Carrera: Ingeniería Mecánica TECNOLOGÍA DE FABRICACIÓN Área: Bloque: Organización-Producción Tecnologías Aplicadas Nivel: 5º año Tipo: Obligatoria Modalidad:
CLASIFICACION GENERAL. FERROSOS Aceros y sus tipos Hierros y sus clases NO FERROSOS Bronces Latones NORMAS
 CLASIFICACION GENERAL Aceros y sus tipos Hierros y sus clases NO Bronces Latones NORMAS AISI SAE ASTM Internacional Normas Europeas CLASIFICACIÓN GENERAL CLASIFICACION GENERAL Aceros y sus tipos Hierros
CLASIFICACION GENERAL Aceros y sus tipos Hierros y sus clases NO Bronces Latones NORMAS AISI SAE ASTM Internacional Normas Europeas CLASIFICACIÓN GENERAL CLASIFICACION GENERAL Aceros y sus tipos Hierros
CONFORMACIÓN PLASTICA DE METALES: FORJA
 CONFORMACIÓN PLASTICA DE METALES: FORJA CONTENIDO Definición y Clasificación de los Procesos de Forja Equipos y sus Características Técnicas Variables Principales del Proceso Métodos Operativos (Equipos
CONFORMACIÓN PLASTICA DE METALES: FORJA CONTENIDO Definición y Clasificación de los Procesos de Forja Equipos y sus Características Técnicas Variables Principales del Proceso Métodos Operativos (Equipos
NORMA DE COMPETENCIA LABORAL N.C.L.
 Página 1 de 5 VERSIÓN INICIAL VERIFICACIÓN METODOLÓGICA X VERIFICACIÓN TÉCNICA X CONSULTA PÚBLICA VERSIÓN AVALADA MESA SECTORIAL MESA SECTORIAL: REGIONAL: CENTRO: METODÓLOGO: MANTENIMIENTO DISTRITO CAPITAL
Página 1 de 5 VERSIÓN INICIAL VERIFICACIÓN METODOLÓGICA X VERIFICACIÓN TÉCNICA X CONSULTA PÚBLICA VERSIÓN AVALADA MESA SECTORIAL MESA SECTORIAL: REGIONAL: CENTRO: METODÓLOGO: MANTENIMIENTO DISTRITO CAPITAL
Profesor: Richard Ayacura Castillo
 PROCESOS DE FABRICACIÓN FRESADO Profesor: Richard Ayacura Castillo LICEO INDUSTRIAL VICENTE PEREZ ROSALES DEPARTAMENTO DE MECANICA INDUSTRIAL FRESADO 1. Introducción, movimientos. 2. Partes de la fresadora.
PROCESOS DE FABRICACIÓN FRESADO Profesor: Richard Ayacura Castillo LICEO INDUSTRIAL VICENTE PEREZ ROSALES DEPARTAMENTO DE MECANICA INDUSTRIAL FRESADO 1. Introducción, movimientos. 2. Partes de la fresadora.
ThyssenKrupp Aceros y Servicios S.A.
 Aceros para Herramientas Normas Nombre AISI W. Nr. DIN Trabajo en caliente THYROTHERM 2344 EFS/EFS SUPRA H13 1.2344 X40CrMoV51 Aplicaciones Fabricación de herramientas para forja y estampa en caliente
Aceros para Herramientas Normas Nombre AISI W. Nr. DIN Trabajo en caliente THYROTHERM 2344 EFS/EFS SUPRA H13 1.2344 X40CrMoV51 Aplicaciones Fabricación de herramientas para forja y estampa en caliente
Fundición en molde permanente
 Fundición en molde permanente Fundición en molde permanente Generalidades Se usan moldes metálicos que se reutilizan muchas veces. Los metales que usualmente se funden en moldes permanentes son el estaño,
Fundición en molde permanente Fundición en molde permanente Generalidades Se usan moldes metálicos que se reutilizan muchas veces. Los metales que usualmente se funden en moldes permanentes son el estaño,
Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas
 Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas reflejada por bajos valores de dureza, produciendo mayor
Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas reflejada por bajos valores de dureza, produciendo mayor
Mecanizado con abrasivos
 Mecanizado con abrasivos Profesor: Manuel Balboa E. Luis Zúñiga A. Modulo: Conformado y Mecanizado Avanzado de Piezas Especiales. Sección: Rectificado. Objetivos Conocer los distintos tipos de mecanizado
Mecanizado con abrasivos Profesor: Manuel Balboa E. Luis Zúñiga A. Modulo: Conformado y Mecanizado Avanzado de Piezas Especiales. Sección: Rectificado. Objetivos Conocer los distintos tipos de mecanizado
BRONCES CENTRIFUGADOS
 BRONCES CENTRIFUGADOS METALSERVICE METALES CATALUNYA, S.L. C/ AUSIAS MARC 144 08013 BARCELONATel. 93 246 90 96 Fax 93 246 91 65 www.metal-service.net iglidur DryLin igubal igus Distribuidor Oficial SELFOIL
BRONCES CENTRIFUGADOS METALSERVICE METALES CATALUNYA, S.L. C/ AUSIAS MARC 144 08013 BARCELONATel. 93 246 90 96 Fax 93 246 91 65 www.metal-service.net iglidur DryLin igubal igus Distribuidor Oficial SELFOIL
CAPÍTULO 2 ANTECEDENTES Y PARÁMETROS A CONSIDERAR PARA EL MAQUINADO DE PIEZAS DE ALUMINIO 6061 T6, COBRE UNS C11000 Y ACERO AISI 1020 EN EL TORNO
 CAPÍTULO 2 ANTECEDENTES Y PARÁMETROS A CONSIDERAR PARA EL MAQUINADO DE PIEZAS DE ALUMINIO 6061 T6, COBRE UNS C11000 Y ACERO AISI 1020 EN EL TORNO El torneado se puede definir como el conjunto de operaciones
CAPÍTULO 2 ANTECEDENTES Y PARÁMETROS A CONSIDERAR PARA EL MAQUINADO DE PIEZAS DE ALUMINIO 6061 T6, COBRE UNS C11000 Y ACERO AISI 1020 EN EL TORNO El torneado se puede definir como el conjunto de operaciones
Herramientas de corte (útil de corte)
") www.monografias.com Herramientas de corte (útil de corte) 1. Características y Propiedades 2. Producción de la Herramienta de Corte 3. Aceros. 4. Norma ISO. 5. Valores de los Ángulos de Incidencia y Salida
www.monografias.com Herramientas de corte (útil de corte) 1. Características y Propiedades 2. Producción de la Herramienta de Corte 3. Aceros. 4. Norma ISO. 5. Valores de los Ángulos de Incidencia y Salida
PROCESO DE TREFILADO
 Transformación plástica primaria PROCESOS DE CONFORMADO MECÁNICO PROCESOS DE CONFORMADO LINGOTES LÁMINAS PROCESAMIENTO DE POLVO FORJA LAMINACIÓN EXTRUSIÓN CONFORMADO DE LÁMINAS METÁLICAS CONFORMADO SUPERPLÁSTICO
Transformación plástica primaria PROCESOS DE CONFORMADO MECÁNICO PROCESOS DE CONFORMADO LINGOTES LÁMINAS PROCESAMIENTO DE POLVO FORJA LAMINACIÓN EXTRUSIÓN CONFORMADO DE LÁMINAS METÁLICAS CONFORMADO SUPERPLÁSTICO
Procesos de Mecanizado HERRAMIENTAS DE CORTE
 Procesos de Mecanizado HERRAMIENTAS DE CORTE Proceso de Corte (Mecanizado) Consiste en remover capas de la pieza de trabajo mediante una Herramienta de Corte, para obtener una parte con la forma, acabado
Procesos de Mecanizado HERRAMIENTAS DE CORTE Proceso de Corte (Mecanizado) Consiste en remover capas de la pieza de trabajo mediante una Herramienta de Corte, para obtener una parte con la forma, acabado
Discos de corte finos Meccanocar
 Discos de corte finos Meccanocar 340 01 00100 340 01 00300 340 01 00400 340 01 00800 340 02 00100 340 02 000 340 02 00300 340 02 00400 Discos de corte Meccanocar 340 01 000 340 01 00500 340 01 00900 340
Discos de corte finos Meccanocar 340 01 00100 340 01 00300 340 01 00400 340 01 00800 340 02 00100 340 02 000 340 02 00300 340 02 00400 Discos de corte Meccanocar 340 01 000 340 01 00500 340 01 00900 340
METAL DURO CON RECUBRIMIENTO
 INFORMACIÓN GENERAL METAL DURO CON RECUBRIMIENTO CVD = Calidades con recubrimiento por Deposición Química de Vapor GC2015, GC2025, GC2135, GC235, GC3005, GC3015, GC3020, GC3025, GC3115, GC4015, GC4025,
INFORMACIÓN GENERAL METAL DURO CON RECUBRIMIENTO CVD = Calidades con recubrimiento por Deposición Química de Vapor GC2015, GC2025, GC2135, GC235, GC3005, GC3015, GC3020, GC3025, GC3115, GC4015, GC4025,
Javier del Cid # Fredy Pappa # Nery Castillo #
 Javier del Cid #1043207 Fredy Pappa #1003407 Nery Castillo #1164606 Existen diferentes técnicas para establecer una unión por medios mecánicos las cuales son: El sujetador mecánico (Remache). Engrapado.
Javier del Cid #1043207 Fredy Pappa #1003407 Nery Castillo #1164606 Existen diferentes técnicas para establecer una unión por medios mecánicos las cuales son: El sujetador mecánico (Remache). Engrapado.
Pulvimetalurgia. Se define como el arte de elaborar productos comerciales a partir de polvos metálicos.
 Pulvimetalurgia Producción y caracterización de polvos Métodos para producir polvos Polvos especiales Conformación Extrusión Sinterizado Se define como el arte de elaborar productos comerciales a partir
Pulvimetalurgia Producción y caracterización de polvos Métodos para producir polvos Polvos especiales Conformación Extrusión Sinterizado Se define como el arte de elaborar productos comerciales a partir
TEMA 12: Herramientas de corte
 MÓDULO III: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 12: Herramientas de corte TECNOLOGÍA MECÁNICA DPTO. DE INGENIERÍA MECÁNICA Universidad del País Vasco Euskal Herriko Unibertsitatea Tema12: Herramientas
MÓDULO III: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 12: Herramientas de corte TECNOLOGÍA MECÁNICA DPTO. DE INGENIERÍA MECÁNICA Universidad del País Vasco Euskal Herriko Unibertsitatea Tema12: Herramientas
EL ALUMINIO. Propiedades del aluminio utilizado en la fabricación de carrocerías
 EL ALUMINIO Propiedades del aluminio utilizado en la fabricación de carrocerías Desde hace algunos años el acero está dejando paso a otros materiales a la hora de fabricar elementos de carrocería, entre
EL ALUMINIO Propiedades del aluminio utilizado en la fabricación de carrocerías Desde hace algunos años el acero está dejando paso a otros materiales a la hora de fabricar elementos de carrocería, entre
FRESADO. Julio Alberto Aguilar Schafer
 11-FRESADO FRESADO Julio Alberto Aguilar Schafer Introducción Proceso de maquinado en el que se remueve material de manera intermitente. Pieza y herramienta pueden asumir diferentes movimientos. Producción
11-FRESADO FRESADO Julio Alberto Aguilar Schafer Introducción Proceso de maquinado en el que se remueve material de manera intermitente. Pieza y herramienta pueden asumir diferentes movimientos. Producción
ACEROS PARA HERRAMIENTAS
 ACEROS PARA HERRAMIENTAS Clasificación del acero Los diferentes tipos de acero se agrupan en cinco clases principales: - aceros al carbono - aceros aleados - aceros de baja aleación ultrarresistentes -
ACEROS PARA HERRAMIENTAS Clasificación del acero Los diferentes tipos de acero se agrupan en cinco clases principales: - aceros al carbono - aceros aleados - aceros de baja aleación ultrarresistentes -
Longitud del. zanco. 135 Ángulo de la punta. 118 Ángulo de la punta
 Brocas para Metal Elaboradas para brindar precisión controlada y velocidad Longitud del zanco Longitud del canal Diámetro del zanco Longitud total Ángulo de la punta Diámetro de la broca Longitud total:
Brocas para Metal Elaboradas para brindar precisión controlada y velocidad Longitud del zanco Longitud del canal Diámetro del zanco Longitud total Ángulo de la punta Diámetro de la broca Longitud total:
TEMA 4. MATERIALES. 4.- Nombra tres objetos que se puedan construir con cada uno de los materiales de la actividad anterior.
 TEMA 4. MATERIALES 1.- Qué son las materias primas? Para qué se utilizan? 2.- Clasifica las siguientes materias primas según su origen: lana, mármol, lino, arcilla, corcho, arena, madera, algodón, hierro,
TEMA 4. MATERIALES 1.- Qué son las materias primas? Para qué se utilizan? 2.- Clasifica las siguientes materias primas según su origen: lana, mármol, lino, arcilla, corcho, arena, madera, algodón, hierro,
2. Materiales de herramienta
 2. Materiales de herramienta En las operaciones de mecanizado las herramientas de corte trabajan a elevadas temperaturas, sometidas a fricción y a importantes fuerzas. Por lo que es de esperar que la herramienta
2. Materiales de herramienta En las operaciones de mecanizado las herramientas de corte trabajan a elevadas temperaturas, sometidas a fricción y a importantes fuerzas. Por lo que es de esperar que la herramienta
INDICE 1. Introducción a las maquinas herramientas Sección 2. Oportunidades en la rama de maquinado Unidad 3. Como obtener el trabajo Sección
 INDICE Prefacio vii Acerca de los autores viii Reconocimientos ix 1. Introducción a las maquinas herramientas 2 Unidad 1. historias de las maquinas 4 2. Oportunidades en la rama de maquinado 16 Unidad
INDICE Prefacio vii Acerca de los autores viii Reconocimientos ix 1. Introducción a las maquinas herramientas 2 Unidad 1. historias de las maquinas 4 2. Oportunidades en la rama de maquinado 16 Unidad
siafix Los discos de cambio rápido de sia Abrasives
 siafix Los discos de cambio rápido de sia Abrasives Sistema de cambio rápido siafix Sistema de cambio rápido siafix Para las más variadas aplicaciones de lijado en metal de alta aleación y materiales composites,
siafix Los discos de cambio rápido de sia Abrasives Sistema de cambio rápido siafix Sistema de cambio rápido siafix Para las más variadas aplicaciones de lijado en metal de alta aleación y materiales composites,
FRESAS CON PLACAS INTERCAMBIABLES. AQX Herramienta para fresado multifuncional con filo de corte central. Disponible ahora con Ø35!
 FRESAS CO LACAS ITERCABIABLES erramienta para fresado multifuncional con filo central. Disponible ahora con Ø! FRESAS CO LACAS ITERCABIABLES Fresa integral intercambiable para fresado multifuncional Tamaños
FRESAS CO LACAS ITERCABIABLES erramienta para fresado multifuncional con filo central. Disponible ahora con Ø! FRESAS CO LACAS ITERCABIABLES Fresa integral intercambiable para fresado multifuncional Tamaños
Tecnología Mecánica. Fac. de Ingeniería Univ. Nac. de La Pampa. Remoción de Material: Mecanizado No Tradicional
 Tecnología Mecánica Remoción de Material: Mecanizado No Tradicional Contenido Consideraciones de Aplicación 2 Introducción Mecanizado convencional: Formación de viruta por acción de una herramienta y esfuerzo
Tecnología Mecánica Remoción de Material: Mecanizado No Tradicional Contenido Consideraciones de Aplicación 2 Introducción Mecanizado convencional: Formación de viruta por acción de una herramienta y esfuerzo
MODELO DE RESPUESTAS
 1/5 MODELO DE RESPUESTAS ASIGNATURA: PROCESOS DE MANUFACTURA CÓDIGO: 202 MOMENTO: Primera Integral VERSIÓN: 1 FECHA DE APLICACIÓN: Prof. Responsable: Ing. Ana María Alvarez. Coordinador: Ing. Anel Núñez.
1/5 MODELO DE RESPUESTAS ASIGNATURA: PROCESOS DE MANUFACTURA CÓDIGO: 202 MOMENTO: Primera Integral VERSIÓN: 1 FECHA DE APLICACIÓN: Prof. Responsable: Ing. Ana María Alvarez. Coordinador: Ing. Anel Núñez.
RAMAX 2. Acero inoxidable para portamoldes pretemplado
 RAMAX 2 Acero inoxidable para portamoldes pretemplado Esta información se basa en nuestro presente estado de conocimientos y está dirigida a proporcionar información general sobre nuestros productos y
RAMAX 2 Acero inoxidable para portamoldes pretemplado Esta información se basa en nuestro presente estado de conocimientos y está dirigida a proporcionar información general sobre nuestros productos y
Tradición Liderazgo Excelencia. Honestidad Compromiso Confianza S e r v i c i o
 Tradición Liderazgo Excelencia Tecnología Innovación Calidad Honestidad Compromiso Confianza S e r v i c i o con más de 140 años de experiencia es Líder en el Mercado Industrial de Abrasivos. Con una amplia
Tradición Liderazgo Excelencia Tecnología Innovación Calidad Honestidad Compromiso Confianza S e r v i c i o con más de 140 años de experiencia es Líder en el Mercado Industrial de Abrasivos. Con una amplia
T6. Los metales. Tecnologías 1-ESO
 Tecnologías 1-ESO T6. Los metales Bibliografía: Tecnologías I. Proyecto Conecta 2.0. L. Martín, A. Carrascal, J. J. García, L. C. Toledo, C. Barbado. Editorial SM, 2011. Tecnología 1º ESO. P. Vejo Gallo.
Tecnologías 1-ESO T6. Los metales Bibliografía: Tecnologías I. Proyecto Conecta 2.0. L. Martín, A. Carrascal, J. J. García, L. C. Toledo, C. Barbado. Editorial SM, 2011. Tecnología 1º ESO. P. Vejo Gallo.
TEMA 1: Fundición n en Arena
 Tema1: Fundición en Arena 1/18 MÓDULO I: FUNDICIÓN TEMA 1: Fundición n en Arena TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA Universidad del País s Vasco Euskal
Tema1: Fundición en Arena 1/18 MÓDULO I: FUNDICIÓN TEMA 1: Fundición n en Arena TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA Universidad del País s Vasco Euskal
7 - Discos abrasivos. Discos abrasivos... 7-1 a 7-4 DISCOS ABRASIVOS PRODUCTOS DE SOLDADURA PROFESIONAL PRODUCIDOS POR
 7 - Discos abrasivos Discos abrasivos... 7-1 a 7-4 7 DISCOS ABRASIVOS WELDLINE es una marca registrada de SPS (Grupo Air Liquide Welding) interior.indd 57 18/01/11 8:29 Weldline ofrece un rango de discos
7 - Discos abrasivos Discos abrasivos... 7-1 a 7-4 7 DISCOS ABRASIVOS WELDLINE es una marca registrada de SPS (Grupo Air Liquide Welding) interior.indd 57 18/01/11 8:29 Weldline ofrece un rango de discos
Pastas Sóli. das. tratado.
 Pastas Sóli das Pastas Sólidas de Pulir R.T.410 - MARRON COMPOSICIÓN: Grasas y ceras saponificables y trípoli americano tratado. CARACTERÍSTICAS: Semi-seca apropiada para moldes especiales. APLICACIONES:
Pastas Sóli das Pastas Sólidas de Pulir R.T.410 - MARRON COMPOSICIÓN: Grasas y ceras saponificables y trípoli americano tratado. CARACTERÍSTICAS: Semi-seca apropiada para moldes especiales. APLICACIONES:
Corte con Láser. Ing. J. Gpe. Octavio Cabrera Lazarini M.C.
 Corte con Láser Ing. J. Gpe. Octavio Cabrera Lazarini M.C. Historia 1917 Albert Einstein teorizó el principio del láser con la teoría de la emisión estimulada. A partir de 1940 se empezó a trabajar en
Corte con Láser Ing. J. Gpe. Octavio Cabrera Lazarini M.C. Historia 1917 Albert Einstein teorizó el principio del láser con la teoría de la emisión estimulada. A partir de 1940 se empezó a trabajar en
ThyssenKrupp Aceros y Servicios S.A.
 Aceros para Herramientas Moldes para plásticos Normas Nombre AISI W. Nr. DIN THYROPLAST 2738 P20+Ni 1.2738 40CrMnNiMo8 Aplicaciones Moldes para la industria plástica con grabado profundo y alta resistencia
Aceros para Herramientas Moldes para plásticos Normas Nombre AISI W. Nr. DIN THYROPLAST 2738 P20+Ni 1.2738 40CrMnNiMo8 Aplicaciones Moldes para la industria plástica con grabado profundo y alta resistencia
*Unidades del catalogo en mm. Rev. 1 09/05/04 www.veroe.com Página 1
 Descripción T00: Selección de herramientas T01: Herramienta 1 labio de corte T02: Herramienta 1 labio de corte TiALN T03: Herramienta 2 labios de corte T04: Herramienta 2 labios de corte alta velocidad
Descripción T00: Selección de herramientas T01: Herramienta 1 labio de corte T02: Herramienta 1 labio de corte TiALN T03: Herramienta 2 labios de corte T04: Herramienta 2 labios de corte alta velocidad
Discos de freno ATE originales
 Discos de freno ATE originales 1 Discos de freno ATE originales Calidad superior Qué es lo que caracteriza nuestra calidad superior ATE? 2 Discos de freno ATE originales Calidad superior ATE utiliza diferentes
Discos de freno ATE originales 1 Discos de freno ATE originales Calidad superior Qué es lo que caracteriza nuestra calidad superior ATE? 2 Discos de freno ATE originales Calidad superior ATE utiliza diferentes
PRODUCTOS TIPO MARCA CALIDAD
 Aceros Alta Frecuencia, S. A., fue fundada en 1960 líder en la fabricación de sierra de cinta de diente duro y lomo flexible y navaja de cinta (cuchilla en banda), sirviendo a la industria nacional desde
Aceros Alta Frecuencia, S. A., fue fundada en 1960 líder en la fabricación de sierra de cinta de diente duro y lomo flexible y navaja de cinta (cuchilla en banda), sirviendo a la industria nacional desde
ACEROS PARA TRABAJO EN FRÍO 9
 ACEROS PARA TRABAJO EN FRÍO 9 EN/DIN AISI UNE ~D3 F5212 (U12) D2 ~F5211 (U12 mejorado) ~S1 ~F5242 ~1.2721 F5305 ~O2 F5229 (U13) calidad especial Böhler también
ACEROS PARA TRABAJO EN FRÍO 9 EN/DIN AISI UNE ~D3 F5212 (U12) D2 ~F5211 (U12 mejorado) ~S1 ~F5242 ~1.2721 F5305 ~O2 F5229 (U13) calidad especial Böhler también
Propiedades de la materia. Características de sólidos, líquidos y gases
 Propiedades de la materia Características de sólidos, líquidos y gases Fluidos Líquidos Ej: H 2 O Estados de la materia Gases Ej: O 2 Amorfos Ej: caucho Cristalinos Ej: sal, azúcar Sólidos Metálicos Enlace
Propiedades de la materia Características de sólidos, líquidos y gases Fluidos Líquidos Ej: H 2 O Estados de la materia Gases Ej: O 2 Amorfos Ej: caucho Cristalinos Ej: sal, azúcar Sólidos Metálicos Enlace
TEMA 2: Desarrollos de la Fundición en Arena
 Tema 2: Desarrollos de la Fundición en Arena 1/13 MÓDULO I: FUNDICIÓN TEMA 2: Desarrollos de la Fundición en Arena TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA
Tema 2: Desarrollos de la Fundición en Arena 1/13 MÓDULO I: FUNDICIÓN TEMA 2: Desarrollos de la Fundición en Arena TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA
Se utiliza para fijaciones donde exista un avellanado previo. Uso exclusivo para utilización de llaves fijas, de tubo y de estrella.
 TIPOS DE CABEZA Mejor respecto a la cabeza redonda tanto en agarre como en apriete. Se combina con todo tipo de mortajas. Añade a las ventajas de la cabeza alomada el llevar incorporada una arandela lo
TIPOS DE CABEZA Mejor respecto a la cabeza redonda tanto en agarre como en apriete. Se combina con todo tipo de mortajas. Añade a las ventajas de la cabeza alomada el llevar incorporada una arandela lo
EN ISO PONENTE: D. JOSÉ PIQUER CABALLERO
 1 DOCUMENTOS NORMATIVOS PARA EL CUMPLIMIENTO DE EN ISO 3834 EN ISO 3834-5 PONENTE: D. JOSÉ PIQUER CABALLERO Director General de CESOL EN ISO 3834-2 EN ISO 3834-1 EN ISO 3834-3 EN ISO 3834-5 EN ISO 3834-4
1 DOCUMENTOS NORMATIVOS PARA EL CUMPLIMIENTO DE EN ISO 3834 EN ISO 3834-5 PONENTE: D. JOSÉ PIQUER CABALLERO Director General de CESOL EN ISO 3834-2 EN ISO 3834-1 EN ISO 3834-3 EN ISO 3834-5 EN ISO 3834-4
NMX-B SCFI INDUSTRIA SIDERÚRGICA - LÁMINA DE ACERO AL CARBONO, LAMINADA EN FRÍO PARA USO COMÚN - ESPECIFICACIONES
 INDUSTRIA SIDERÚRGICA - LÁMINA DE ACERO AL CARBONO, LAMINADA EN FRÍO PARA USO COMÚN - ESPECIFICACIONES SIDERURGICAL INDUSTRY - STEEL SHEET CARBON, COLD ROLLED COMMERCIAL QUALITY - SPECIFICATIONS P R E
INDUSTRIA SIDERÚRGICA - LÁMINA DE ACERO AL CARBONO, LAMINADA EN FRÍO PARA USO COMÚN - ESPECIFICACIONES SIDERURGICAL INDUSTRY - STEEL SHEET CARBON, COLD ROLLED COMMERCIAL QUALITY - SPECIFICATIONS P R E
13. SINTERIZADO PULVIMETALURGIA CARACTERÍSTICAS CARACTERIZACÓN DE POLVOS PROPIEDADES DE LA MASA DE POLVOS
 13. SINTERIZADO 1 Materiales I 13/14 ÍNDICE CARACTERÍSTICAS CARACTERIZACÓN DE POLVOS PROPIEDADES DE LA MASA DE POLVOS COMPRESIBILIDAD RESISTENCIA EN VERDE SINTERABILIDAD COMPACTACIÓN DE POLVOS METÁLICOS
13. SINTERIZADO 1 Materiales I 13/14 ÍNDICE CARACTERÍSTICAS CARACTERIZACÓN DE POLVOS PROPIEDADES DE LA MASA DE POLVOS COMPRESIBILIDAD RESISTENCIA EN VERDE SINTERABILIDAD COMPACTACIÓN DE POLVOS METÁLICOS
Capítulo II TRATAMIENTOS TÉRMICOS Y SELECCIÓN DEL MATERIAL PARA LA FABRICACIÓN DE LEVAS
 Capítulo II TRATAMIENTOS TÉRMICOS Y SELECCIÓN DEL MATERIAL PARA LA FABRICACIÓN DE LEVAS 2.1) Introducción. Como se dijo en el capítulo anterior, para que un mecanismo leva-seguidor sea vida útil de la
Capítulo II TRATAMIENTOS TÉRMICOS Y SELECCIÓN DEL MATERIAL PARA LA FABRICACIÓN DE LEVAS 2.1) Introducción. Como se dijo en el capítulo anterior, para que un mecanismo leva-seguidor sea vida útil de la
Velocidades y avance para corte.
 Velocidades y avance para corte. La velocidad a la cual gira la pieza de trabajo en el torno es un factor importante y puede influir en el volumen de producción y en la duración de la herramienta de corte.
Velocidades y avance para corte. La velocidad a la cual gira la pieza de trabajo en el torno es un factor importante y puede influir en el volumen de producción y en la duración de la herramienta de corte.
Productos de Planchas Recubiertas por Inmersión en Caliente
 1. Productos con Recubrimientos Metálicos y Especificaciones GalvInfoNote 1.2 Introducción Productos de Planchas Recubiertas por Rev. 0 Jan-07 GalvInfoNote 2.1 describe el proceso de recubrimiento por
1. Productos con Recubrimientos Metálicos y Especificaciones GalvInfoNote 1.2 Introducción Productos de Planchas Recubiertas por Rev. 0 Jan-07 GalvInfoNote 2.1 describe el proceso de recubrimiento por
Por eso en esta asignatura de Tecnología vamos a clasificar los materiales en tres grandes grupos:
 1. CLASIFICACIÓN DE LOS MATERIALES Si miras a tu alrededor los objetos que te rodean, observarás que la mayor parte de ellos están fabricados con plásticos, con madera, con metales, con papel, etc. Por
1. CLASIFICACIÓN DE LOS MATERIALES Si miras a tu alrededor los objetos que te rodean, observarás que la mayor parte de ellos están fabricados con plásticos, con madera, con metales, con papel, etc. Por
Sticks de pulido abrasivo, ruedas de esmerilado
 Sticks de pulido abrasivo, ruedas de 7 Contenido Sticks de pulido abrasivo, ruedas de Puntas montadas...2 Puntas de de diamante...7 Ruedas de...15 Clavijas de...19 Tapas abrasivas, cintas, discos y soportes...24
Sticks de pulido abrasivo, ruedas de 7 Contenido Sticks de pulido abrasivo, ruedas de Puntas montadas...2 Puntas de de diamante...7 Ruedas de...15 Clavijas de...19 Tapas abrasivas, cintas, discos y soportes...24
Calidades de Plaquitas
 1~16 Resumen de Torneado Herramientas Pequeñas Ranurado Corte Taladrado Fresado Tabla de Selección 2~6 2~3 3 4 4 5 5 6 Recubierto por PVD Metal Duro con Recubrimiento CVD Metal Duro con Recubrimiento PVD
1~16 Resumen de Torneado Herramientas Pequeñas Ranurado Corte Taladrado Fresado Tabla de Selección 2~6 2~3 3 4 4 5 5 6 Recubierto por PVD Metal Duro con Recubrimiento CVD Metal Duro con Recubrimiento PVD
Capitulo II. Sandblast
 Capitulo II. Sandblast 2.1 Antecedente del Sandblast. El primer antecedente del sandblast, se conoce en Inglaterra Reino Unido, en donde en agosto de 1870, Benjamin C. Tilgman, diseñó la primer máquina
Capitulo II. Sandblast 2.1 Antecedente del Sandblast. El primer antecedente del sandblast, se conoce en Inglaterra Reino Unido, en donde en agosto de 1870, Benjamin C. Tilgman, diseñó la primer máquina
Análisis de producto. Prensa Ajos
 Análisis de producto Prensa Ajos Análisis histórico Análisis comunicacional Análisis morfológico Análisis funcional-estructural Análisis tecnológico Análisis ergonómico- operativo Universidad de Palermo
Análisis de producto Prensa Ajos Análisis histórico Análisis comunicacional Análisis morfológico Análisis funcional-estructural Análisis tecnológico Análisis ergonómico- operativo Universidad de Palermo
Tema V: Procesos de Mecanizado. Escuela Politécnica Superior Tecnología Mecánica
 Tema V: Procesos de Mecanizado Escuela Politécnica Superior Tecnología Mecánica Índice Mecanizado con Filos Geométricamente Determinados Proceso de Torneado El torno paralelo. Componentes. Clases de tornos.
Tema V: Procesos de Mecanizado Escuela Politécnica Superior Tecnología Mecánica Índice Mecanizado con Filos Geométricamente Determinados Proceso de Torneado El torno paralelo. Componentes. Clases de tornos.
Desbaste. Acabado/perfilado. Aluminio. Instrucciones. FRESADO CoroMill para todas las aplicaciones. CoroMill 365. CoroMill 245.
 FREADO Coroill para todas las aplicaciones Instrucciones IO/AI Coroill 365 Coroill 245 Coroill 331 Coroill 200 Desbaste Coroill 390 Coroill 245 Coroill 390 Acabado/perfilado Coroill 210 Coroill 300 Coroill
FREADO Coroill para todas las aplicaciones Instrucciones IO/AI Coroill 365 Coroill 245 Coroill 331 Coroill 200 Desbaste Coroill 390 Coroill 245 Coroill 390 Acabado/perfilado Coroill 210 Coroill 300 Coroill
HOLDAX Acero pretemplado para moldes y portamoldes
 INFORMACION TECNICA SOBRE ACERO PARA UTILLAJES HOLDAX Acero pretemplado para moldes y portamoldes Wherever tools are made Wherever tools are used Los datos en este impreso están basados en nuestros conocimientos
INFORMACION TECNICA SOBRE ACERO PARA UTILLAJES HOLDAX Acero pretemplado para moldes y portamoldes Wherever tools are made Wherever tools are used Los datos en este impreso están basados en nuestros conocimientos
Herramientas de Diamante y CBN:
 54 HERRAMIENTAS Foto: www.2.bp.blogspot.com Herramientas de Diamante y CBN: las Más Duras de la Industria Carlos Elías Sepúlveda Lozano Periodista Metal Actual Menos mantenimiento de perfil, más producción.
54 HERRAMIENTAS Foto: www.2.bp.blogspot.com Herramientas de Diamante y CBN: las Más Duras de la Industria Carlos Elías Sepúlveda Lozano Periodista Metal Actual Menos mantenimiento de perfil, más producción.
Propiedades Generales de los Materiales. Escuela Politécnica Superior: Tecnología Mecánica
 Propiedades Generales de los Materiales Escuela Politécnica Superior: Tecnología Mecánica Fundiciones o Hierros de Fundición Ventajas: costo relativamente bajo y facilidad de fabricación. Algunos son poco
Propiedades Generales de los Materiales Escuela Politécnica Superior: Tecnología Mecánica Fundiciones o Hierros de Fundición Ventajas: costo relativamente bajo y facilidad de fabricación. Algunos son poco
Composites. soluciones de producto. En cooperación con
 Composites soluciones de producto En cooperación con Mecanizado de composites un programa para mejorar el rendimiento competitivo y los resultados Sandvik Coromant y los productos de Precorp así como su
Composites soluciones de producto En cooperación con Mecanizado de composites un programa para mejorar el rendimiento competitivo y los resultados Sandvik Coromant y los productos de Precorp así como su
CLASIFICACION DE LOS ACEROS (según normas SAE) donde XX es el contenido de C
 donde XX es el contenido de C") CLASIFICACION DE LOS ACEROS (según normas SAE) SAE clasifica los aceros en: al carbono, de media aleación, aleados, inoxidables, de alta resistencia, de herramientas, etc. Aceros al carbono 10XX donde
CLASIFICACION DE LOS ACEROS (según normas SAE) SAE clasifica los aceros en: al carbono, de media aleación, aleados, inoxidables, de alta resistencia, de herramientas, etc. Aceros al carbono 10XX donde
LOS MATERIALES 1. DEFINICIÓN DE MATERIALES
 LOS MATERIALES 1. DEFINICIÓN DE MATERIALES 2. TIPOS DE MATERIALES. A. MATERIALES CERÁMICOS B. MATERIALES TEXTILES C. MADERAS D. MATERIALES PLÁSTICOS E. MATERIALES METÁLICOS F. MATERIALES PÉTREOS. 3. PROPIEDADES
LOS MATERIALES 1. DEFINICIÓN DE MATERIALES 2. TIPOS DE MATERIALES. A. MATERIALES CERÁMICOS B. MATERIALES TEXTILES C. MADERAS D. MATERIALES PLÁSTICOS E. MATERIALES METÁLICOS F. MATERIALES PÉTREOS. 3. PROPIEDADES
Como mecanizar aceros de bajo carbono.
 también desarrollan un papel importante en la protección del borde de corte durante el mecanizado en seco. Algunos de los insertos de herramientas de corte más efectivos para el mecanizado en seco combinan
también desarrollan un papel importante en la protección del borde de corte durante el mecanizado en seco. Algunos de los insertos de herramientas de corte más efectivos para el mecanizado en seco combinan
Electrodos Revestidos
 12 Electrodos Revestidos 12.1. ELECTRODOS PARA SOLDADURA DE ACEROS AL CARBONO PRAXAIR R-46 (AWS 5.1: E 6013)...201 PRAXAIR R-49 (AWS 5.1: E 6013)...201 PRAXAIR B-69 (AWS 5.1: E 7018-1)...201 PRAXAIR B-70
12 Electrodos Revestidos 12.1. ELECTRODOS PARA SOLDADURA DE ACEROS AL CARBONO PRAXAIR R-46 (AWS 5.1: E 6013)...201 PRAXAIR R-49 (AWS 5.1: E 6013)...201 PRAXAIR B-69 (AWS 5.1: E 7018-1)...201 PRAXAIR B-70
Tema 15 Clasificación de los metales ferrosos.
 Tema 15 Clasificación de los metales ferrosos. Los aceros son aleaciones de hierro y carbono que pueden contener cantidades apreciables de otros elementos de aleación. Existe una gran cantidad de aleaciones
Tema 15 Clasificación de los metales ferrosos. Los aceros son aleaciones de hierro y carbono que pueden contener cantidades apreciables de otros elementos de aleación. Existe una gran cantidad de aleaciones
Perforación de metal. www.irwin.com
 Perforación de metal Elaboradas para brindar precision controlada y velocidad del vástago Diámetro del vástago Ángulo de la punta Diámetro de la punta la broca : desde la punta hasta el extremo opuesto
Perforación de metal Elaboradas para brindar precision controlada y velocidad del vástago Diámetro del vástago Ángulo de la punta Diámetro de la punta la broca : desde la punta hasta el extremo opuesto
FUNDICIONES. 2 a 4,5 % C 0,5 a 3,5 % Si 0,4 a 2 % Mn 0,01 a 0,2 % S 0,04 a 0,8 % P
 FUNDICIONES FUNDICIONES Las fundiciones de hierro son aleaciones de hierro carbono del 2 al 5%, cantidades de silicio del 0.5 al 4%, del manganeso hasta 2%, bajo azufre y bajo fósforo. Se caracterizan
FUNDICIONES FUNDICIONES Las fundiciones de hierro son aleaciones de hierro carbono del 2 al 5%, cantidades de silicio del 0.5 al 4%, del manganeso hasta 2%, bajo azufre y bajo fósforo. Se caracterizan
PROCESOS DE FABRICACIÓN CON ARRANQUE DE VIRUTA
 TEMA 5 PROCESOS DE FABRICACIÓN CON ARRANQUE DE VIRUTA Indice 1.- Introducción 2.- Herramientas de corte 3.- Torneado 4.- Taladrado 5.- Fresado 6.- Otros procesos de maquinado 7.- Centros de maquinado 8.-
TEMA 5 PROCESOS DE FABRICACIÓN CON ARRANQUE DE VIRUTA Indice 1.- Introducción 2.- Herramientas de corte 3.- Torneado 4.- Taladrado 5.- Fresado 6.- Otros procesos de maquinado 7.- Centros de maquinado 8.-
Existen tres formas de transferencia metálica: 1. Transferencia Spray o de Rocío. 2. Transferencia Globular. 3. Transferencia por Corto-Circuito.
 SISTEMA MIG SÓLIDO Descripción del proceso El sistema MIG fue introducido a fines del año 1940. El proceso es definido por la AWS como un proceso de soldadura al arco, donde la fusión se produce por calentamiento
SISTEMA MIG SÓLIDO Descripción del proceso El sistema MIG fue introducido a fines del año 1940. El proceso es definido por la AWS como un proceso de soldadura al arco, donde la fusión se produce por calentamiento
Materiales. Presentado Por: Daniela Calderón Lavado 903 San Josemaria Escrivá De Balaguer
 Materiales Presentado Por: Daniela Calderón Lavado 903 San Josemaria Escrivá De Balaguer Propiedades De La Materia Propiedades De La Materia son las materias primas, los materiales, y un producto tecnológico.
Materiales Presentado Por: Daniela Calderón Lavado 903 San Josemaria Escrivá De Balaguer Propiedades De La Materia Propiedades De La Materia son las materias primas, los materiales, y un producto tecnológico.
Velocidad de avance: distancia que recorre la herramienta en cada revolución de la pieza (mm/rv). Factores que influyen sobre el proceso de corte:
. Factores que influyen sobre el proceso de corte:") Capitulo 20: Fundamentos del corte Introducción: los procesos de corte quitan material de la superficie de una pieza y producen virutas. Algunos operaciones de corte son: cilindrado, tronzado (cuando con
Capitulo 20: Fundamentos del corte Introducción: los procesos de corte quitan material de la superficie de una pieza y producen virutas. Algunos operaciones de corte son: cilindrado, tronzado (cuando con
Centro Corte Chapa. Plasma Oxicorte Agua Sierra. Industrias Trimar. Distribuidor autorizado ACEROS ANTIDESGASTE
 Industrias Trimar Centro Corte Chapa Plasma Oxicorte Agua Sierra Distribuidor autorizado ACEROS ANTIDESGASTE Introdución Más de 20 años de experiencia y dedicación han situado a Industrias Trimar en una
Industrias Trimar Centro Corte Chapa Plasma Oxicorte Agua Sierra Distribuidor autorizado ACEROS ANTIDESGASTE Introdución Más de 20 años de experiencia y dedicación han situado a Industrias Trimar en una
Clasificación del acero
 ACEROS ALEADOS Clasificación del acero n Los diferentes tipos de acero se agrupan en cinco clases principales: - aceros al carbono - aceros aleados - aceros de baja aleación ultrarresistentes - aceros
ACEROS ALEADOS Clasificación del acero n Los diferentes tipos de acero se agrupan en cinco clases principales: - aceros al carbono - aceros aleados - aceros de baja aleación ultrarresistentes - aceros
METALOGRAFÍA DE LA FUNDICIÓN. Introducción. Tipos De Fundición
 1 METALOGRAFÍA DE LA FUNDICIÓN La metalografía microscópica (o micrografía de metales) estudia los productos metalúrgicos, con el auxilio del microscopio, objetivando determinar sus constituyentes y su
1 METALOGRAFÍA DE LA FUNDICIÓN La metalografía microscópica (o micrografía de metales) estudia los productos metalúrgicos, con el auxilio del microscopio, objetivando determinar sus constituyentes y su
Maxi-Bevel. Special. D e u s a. Maxi-Bevel. 80 m/s Max.R.P.M Libre Fe, S y Cl < 0,1% INOX
 CATALOGO - DISCOS Corte, Desbaste y Láminas. Mai-Cut D e u s s a a Mai-Cut Mai-Cut Libre Fe, S y EN Cl < 12413 0,1% 80 m/s Ma.R.P.M. 13.300 6.600 Mai-Bevel D e u s s a a Mai-Cut Mai-Cut Mai-Bevel Libre
CATALOGO - DISCOS Corte, Desbaste y Láminas. Mai-Cut D e u s s a a Mai-Cut Mai-Cut Libre Fe, S y EN Cl < 12413 0,1% 80 m/s Ma.R.P.M. 13.300 6.600 Mai-Bevel D e u s s a a Mai-Cut Mai-Cut Mai-Bevel Libre
Procesos de Conformado de Lámina
 Procesos de Conformado de Lámina PROCESOS DE MANUFACTURA 1 Ing. José Carlos López Arenales Conformado de Lámina Producción en masa debido a su bajo costo Producción de lámina en rollo de tira ancha. Posición
Procesos de Conformado de Lámina PROCESOS DE MANUFACTURA 1 Ing. José Carlos López Arenales Conformado de Lámina Producción en masa debido a su bajo costo Producción de lámina en rollo de tira ancha. Posición
Ministerio de Educación. Dirección de Educación Técnica Profesional. Familia de Especialidades: Mecánica. Código: Programa de Asignatura
 Ministerio de Educación Dirección de Educación Técnica Profesional Familia de Especialidades: Mecánica Código: Programa de Asignatura Mecánica Básica I (Temático 1er. Año) Nivel: MEDIO SUPERIOR TECNICO
Ministerio de Educación Dirección de Educación Técnica Profesional Familia de Especialidades: Mecánica Código: Programa de Asignatura Mecánica Básica I (Temático 1er. Año) Nivel: MEDIO SUPERIOR TECNICO
Pagina 1 SIERRA CINTA SUECA UDDEHOLM EN ROLLO NUMERO ANCHO CALIBRE DIENTES X DE PARTE PULGADAS ESPESOR PULGADA
 SIERRA CINTA SUECA UDDEHOLM EN ROLLO NUMERO ANCHO CALIBRE DIENTES X DE PARTE PULGADAS ESPESOR PULGADA 33674 1/4 23 4 33676 1/4 25 6 33678 3/8 23 4 33679 3/8 23 4 33670 1/2 23 6 33671 1/2 23 3 33680 1/2
SIERRA CINTA SUECA UDDEHOLM EN ROLLO NUMERO ANCHO CALIBRE DIENTES X DE PARTE PULGADAS ESPESOR PULGADA 33674 1/4 23 4 33676 1/4 25 6 33678 3/8 23 4 33679 3/8 23 4 33670 1/2 23 6 33671 1/2 23 3 33680 1/2