Tecnología de la Fabricación ~ Industrial / Electromecánica UNMdP
|
|
|
- Cristina Domínguez Sevilla
- hace 6 años
- Vistas:
Transcripción




1 1


 2.")

2 TP N 4. Hoja de procesos. TORNO 1. Selección de herramientas (repaso) 2. Secuencia de operaciones 3. Tiempos de mecanizado 4. Costos directos 5. Hoja de procesos 2




3 Materiales comunes de herramientas: 3

4 (Conceptos generales) 4
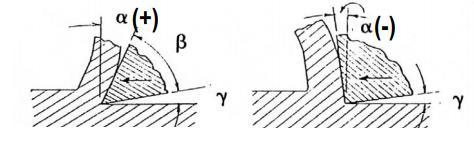
5 Ángulos de herramienta: 5




6 6




7 7

![[m/min] fn](/docs-images/75/71513030/images/8-6.jpg "[mm/rev] ap")
8 Parámetros de corte Vc [m/min] fn [mm/rev] ap [mm] 8
9 - Velocidad de corte: Vc [m/min] (velocidad tangencial) Velocidad a la cual el filo de corte mecaniza la superficie de la pieza. - Factores de corrección: Vida útil (empíricos) Vc = factor de corrección x Vc Vida de Herramienta Factor de corrección ,10 1,0 0,95 0,90 0,87 0,80 0,75 - Manual Sandvik. Pág. A229 (Ed. 2000) - CoroKey_2010.pdf (pág. 18) 9




10 Desbaste (PR) Condiciones a cumplir: 1. Pieza. Tolerancia y terminación. 2. Máquina. Potencia restringida. 3. Herramienta. Duración económica del filo. Acabado (PF) Mecanizado medio (PM) 10
11 A partir del plano y función de la pieza: Secuencia de operaciones: Se eligen: máquinas, herramientas, dispositivos de posicionado y sujeción, material de partida comercial, condiciones de corte y fluido de corte. Se evalúa la potencia consumida (retroalimentación) Se definen: operaciones para obtener la pieza, incluido control dimensional final, tiempos parciales por operación y tiempo total unitario por pieza. (Aclaración): Acabado: se debe dejar sobre-espesor en operación de desbaste. Controles de medida: cuando? Desbaste: medida esta próxima a final Acabado: luego de cada pasada Control final antes de desmontar la pieza 11
 La potencia neta del torno debe verificar la potencia necesaria para el corte:")
12 Potencia consumida en corte: Modelo matemático de Sandvik: Ao = ap x fn (sección de viruta) Relación ap / fn = 5 ~ 10 OK: formación y evacuación de viruta) La potencia neta del torno debe verificar la potencia necesaria para el corte: 12
13 El mecanizado: requiere sucesión de tareas y operaciones Preparación de la máquina-herramienta Preparación de las herramientas de corte Mecanizado : tiempos productivos (corte efectivo) y tiempos improductivos Tiempos improductivos: colocación y retiro de la pieza y herramientas, reglaje, cambios de herramientas, cambios de marcha, control de cotas, cambios de posición de la pieza, etc.. Existen tablas con estimaciones. Lo ideal: estudio de tiempos Tiempos productivos: pueden conocerse mediante cálculo, cuando se definen condiciones de corte: Vc, ap, Fn 13
14 Tiempos de mecanizado (efectivo): Tiempo necesario por pasada: RPM cte. en torno convencional: 1000VC ( m / min) N( rpm) d( mm) Número de pasadas : Tiempo total: 14
15 Costos generales de mecanizado de piezas: Costos directos del material a mecanizar (costo por kilo, lote) Costo de la herramienta por pieza (duración del filo) Costos de preparación de máquina (ej: set velocidades) Costos improductivos (reglajes y maniobras) Costo directo de mecanizado por pieza : Tiempos de maniobras (improductivos o de operario) Tiempos de mecanizado efectivo por pieza (productivos) Proporción correspondiente al tiempo de preparación de máquina. (prop. Tp = Tp /TñoL ) Se adiciona un 15% de tiempo suplementario (ritmo desigual de trabajo, tolerancia necesidades personales, ajustes y/o afilado de herramientas, etc ) 15

16 Costo directo de mecanizado por pieza: 16
17 Definición: documento escrito, con la secuencia cronológica de todos los procesos, los elementos básicos y el tiempo necesario para su ejecución. Comprende las operaciones en distintas máquinas, los tratamientos térmicos, controles de calidad, tiempos de espera entre procesos, almacenaje, etc. Todos los procesos básicos para obtener la pieza según planos de diseño y su disposición. Caracteristicas básicas (hoja de proceso de mecanizado) Encabezado: nombre pieza y conjunto Croquis y número de plano Listado de operaciones: Máquina Herramientas Tiempo parciales en c/ máquina Tiempo total 17
18 Ejemplo: 18

19 El perfilado por ASME de un eje para carros de transporte dio como resultado la pieza presentada con su respectivo croquis. El material base a emplear es acero SAE 1020, barra pre-cortada de diámetro 27mm y largo 82mm. El volumen de piezas a mecanizar es muy bajo. Peso aproximado 0,3 kg. Obtener secuencia de operaciones, herramientas y parámetros de corte, considerando la potencia disponible. 19
 Condiciones de corte: Vc, fn y ap Movimientos de posicionado de pieza y htas. (tiempos muertos): Evaluar mejor opción Operaciones: Desbaste (2, 3, 4 pasadas de XXmm) Acabado (1 o 2.")
20 Consideraciones básicas previas Máquinas (torno) pieza de revolución Herramientas (desbaste y acabado) Escalón a 90º + cilindrado + frenteado Utillaje (llaves, lunetas, soportes..) Condiciones de corte: Vc, fn y ap Movimientos de posicionado de pieza y htas. (tiempos muertos): Evaluar mejor opción Operaciones: Desbaste (2, 3, 4 pasadas de XXmm) Acabado (1 o 2.. Pasadas de XXmm Control de cotas (tiempo muerto) 20


21 Máquina a emplear: Torno Sideral (7.5HP) disponible al husillo: 3,9 4,9 kw Avances posibles / Potencia disponible al husillo 21

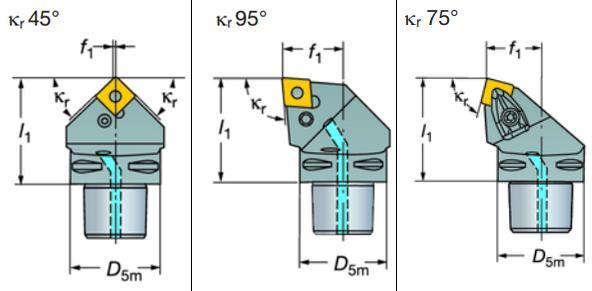
22 Selección de herramienta / porta-herramienta: Calidades: 4225 PR 4225 PF 22

23 23

24 Material comercial: Barra redonda de diámetro 27mm. Largo 6m, precortada a 82mm.. 24
, calibre, comparadores, fluido de")
25 Utillaje y elementos necesarios Plato auto-centrante 3 mordazas, llaves necesarias (francesa, del plato, etc ), calibre, comparadores, fluido de corte, EPP 25
26 Secuencia de operaciones óptima: (demande menos movimientos y tiempo) Suponemos herramientas ya posicionadas y regladas. Solo estimamos mecanizados. Nro. Operación Observación 1 Montar pieza en plato 3 mordazas Voladizo 72mm 2 Frenteado a 1mm Hta. 1 kr 95º (acabado) 3 Cilindrado acabado D 26 mm x L 70mm Hta. 1 kr 95º (acabado) 4 Cilindrado desbaste D 21mm x L 14mm Hta. 2 kr 95º (desbaste) 5 Cilindrado acabado D 20 mm x L 15mm Hta. 2 kr 95º (acabado) 6 Chaflanes 7 Giro pieza 8 Montar pieza en plato 3 mordazas Voladizo mm 9 Frenteado a 1mm Hta. 1 kr 95º (acabado) 10 Cilindrado desbaste D 21 mm x L 14mm Hta. 1 kr 95º (desbaste) 11 Cilindrado acabado D 20 mm x L 15mm Hta. 1 kr 95º (acabado) 12 Chaflanes 26
 Vc = 130 m/min (verificar filo recrecido) 1000VC ( m / min) N( rpm) d( mm)")
27 Parámetros de corte: Velocidad de corte Acabado: Vc = 470 m/min N = 5756 RPM ideal (máximo 1500 ) Vc = 130 m/min Desbaste: Vc = 365 m/min N = 4470 RPM ideal (máximo 1500 ) Vc = 130 m/min (verificar filo recrecido) 1000VC ( m / min) N( rpm) d( mm) 27
28 Parámetros de corte: avances y profundidad Acabado: fn = 0,11 mm/rev rango fn = (0,04 0,15) mm/rev ap = 0,5 1 mm (secuencia de operaciones) rango ap = (0,08 2) mm Desbaste: fn = 0,31 mm/rev rango fn = (0,12 0,35) mm/rev ap = 2,5 mm (secuencia de operaciones) rango ap = (1 4) mm 28
 OK!")
29 Potencia requerida para el corte: Se debe evaluar cada caso, pero se considera el mas severo (desbaste con el máximo ap y fn) Evaluación de potencia : - Manual Sandvik digital Pág. A516 (Ed. 2012) OK! Si no cumple la desigualdad, cambiar parámetros de Pn (ej: ap) 29
PROBLEMAS DE FABRICACIÓN: MECANIZADO
 En una operación de mecanizado que se aproxima por el modelo de corte ortogonal, la herramienta de corte tiene un ángulo de ataque de 10ºC. El espesor de la viruta antes del corte es de 0.05 mm y después
En una operación de mecanizado que se aproxima por el modelo de corte ortogonal, la herramienta de corte tiene un ángulo de ataque de 10ºC. El espesor de la viruta antes del corte es de 0.05 mm y después
Procesos de Mecanizado Torneado (1)
") Torneado (1) Movimiento fundamental de corte: -rotativo -pieza Movimiento fundamental de avance: -rectilíneo (generalmente) -herramienta Torneado (2) Cabezal: proporciona el par necesario para -hacer girar
Torneado (1) Movimiento fundamental de corte: -rotativo -pieza Movimiento fundamental de avance: -rectilíneo (generalmente) -herramienta Torneado (2) Cabezal: proporciona el par necesario para -hacer girar
SECUENCIA DE OPERACIONES EN EL MECANIZADO EN SERIE hoja de procesos - hoja de instrucciones
 SECUENCIA DE OPERACIONES EN EL MECANIZADO EN SERIE hoja de procesos - hoja de instrucciones Selección de: Diseño del proceso de mecanizado secuencia de operaciones óptima material de partida máquinas herramientas
SECUENCIA DE OPERACIONES EN EL MECANIZADO EN SERIE hoja de procesos - hoja de instrucciones Selección de: Diseño del proceso de mecanizado secuencia de operaciones óptima material de partida máquinas herramientas
PROCESOS DE MANUFACTURA
 PROCESOS DE MANUFACTURA Proceso Técnico Proceso Económico La manufactura la definen como el proceso de convertir la materia prima en productos. Incluye: El diseño del producto, La selección de la materia
PROCESOS DE MANUFACTURA Proceso Técnico Proceso Económico La manufactura la definen como el proceso de convertir la materia prima en productos. Incluye: El diseño del producto, La selección de la materia
MECANIZADO POR CNC. Aseguramiento de la tolerancia dimensional y del acabado superficial
 MECANIZADO POR CNC Aseguramiento de la tolerancia dimensional y del acabado superficial Aspectos relacionados: 1. Las características de la máquina y la herramienta. 2. Las funciones del control 3. Programación
MECANIZADO POR CNC Aseguramiento de la tolerancia dimensional y del acabado superficial Aspectos relacionados: 1. Las características de la máquina y la herramienta. 2. Las funciones del control 3. Programación
Profesor: Richard Ayacura Castillo
 PROCESOS DE FABRICACIÓN FRESADO Profesor: Richard Ayacura Castillo LICEO INDUSTRIAL VICENTE PEREZ ROSALES DEPARTAMENTO DE MECANICA INDUSTRIAL FRESADO 1. Introducción, movimientos. 2. Partes de la fresadora.
PROCESOS DE FABRICACIÓN FRESADO Profesor: Richard Ayacura Castillo LICEO INDUSTRIAL VICENTE PEREZ ROSALES DEPARTAMENTO DE MECANICA INDUSTRIAL FRESADO 1. Introducción, movimientos. 2. Partes de la fresadora.
UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
 INGENIERÍA CIVIL EN MECÁNICA PLAN 2012 GUÍA DE LABORATORIO ASIGNATURA TEORÍA DEL MECANIZADO CÓDIGO 15147 NIVEL 05 EXPERIENCIA 472 FORMACIÓN DE VIRUTA 1 1. OBJETIVO GENERAL Analizar el proceso de formación
INGENIERÍA CIVIL EN MECÁNICA PLAN 2012 GUÍA DE LABORATORIO ASIGNATURA TEORÍA DEL MECANIZADO CÓDIGO 15147 NIVEL 05 EXPERIENCIA 472 FORMACIÓN DE VIRUTA 1 1. OBJETIVO GENERAL Analizar el proceso de formación
UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
 1 INGENIERÍA CIVIL EN MECÁNICA PLAN 2012 GUÍA DE LABORATORIO ASIGNATURA TEORÍA DEL MECANIZADO CÓDIGO 15147 NIVEL 05 EXPERIENCIA 476 OPTIMIZACIÓN DE CONDICIONES DE TORNEADO. 2 1. OBJETIVO GENERAL Conceptualizar
1 INGENIERÍA CIVIL EN MECÁNICA PLAN 2012 GUÍA DE LABORATORIO ASIGNATURA TEORÍA DEL MECANIZADO CÓDIGO 15147 NIVEL 05 EXPERIENCIA 476 OPTIMIZACIÓN DE CONDICIONES DE TORNEADO. 2 1. OBJETIVO GENERAL Conceptualizar
UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
 1 INGENIERÍA CIVIL EN MECÁNICA PLAN 2012 GUÍA DE LABORATORIO ASIGNATURA TEORÍA DEL MECANIZADO CÓDIGO 15147 NIVEL 05 EXPERIENCIA C474 MEDICIÓN DE DESGASTE DE HERRAMIENTAS 2 1. OBJETIVO GENERAL Analizar
1 INGENIERÍA CIVIL EN MECÁNICA PLAN 2012 GUÍA DE LABORATORIO ASIGNATURA TEORÍA DEL MECANIZADO CÓDIGO 15147 NIVEL 05 EXPERIENCIA C474 MEDICIÓN DE DESGASTE DE HERRAMIENTAS 2 1. OBJETIVO GENERAL Analizar
Torneado pieza #2... i. Contenido... i. 1. Descripción... iii. 2. Herramientas... iii Herramienta para tornear (T1)... iv
... iv") TORNEADO PIEZA #2 Contenido Torneado pieza #2... i Contenido... i 1. Descripción... iii 2. Herramientas... iii 2.1. Herramienta para tornear (T1)... iv 2.2. Herramienta para ranurar (T2)... iv 2.3. Herramienta
TORNEADO PIEZA #2 Contenido Torneado pieza #2... i Contenido... i 1. Descripción... iii 2. Herramientas... iii 2.1. Herramienta para tornear (T1)... iv 2.2. Herramienta para ranurar (T2)... iv 2.3. Herramienta
FABRICACIÓN ASISTIDA POR COMPUTADOR. 2º INGENIERÍA TÉCNICA INDUSTRIAL, ESPECIALIDAD MECÁNICA.
 FABRICACIÓN ASISTIDA POR COMPUTADOR. 2º INGENIERÍA TÉCNICA INDUSTRIAL, ESPECIALIDAD MECÁNICA. PROBLEMAS TEMA 7 PROGRAMACIÓN DE TORNOS DE CNC. PARTE 1: FUNCIONES PREPARATORIAS 1.- Programar las siguientes
FABRICACIÓN ASISTIDA POR COMPUTADOR. 2º INGENIERÍA TÉCNICA INDUSTRIAL, ESPECIALIDAD MECÁNICA. PROBLEMAS TEMA 7 PROGRAMACIÓN DE TORNOS DE CNC. PARTE 1: FUNCIONES PREPARATORIAS 1.- Programar las siguientes
Qué es una máquina-herramienta?
 El torno CNC Qué es una máquina-herramienta? Una máquina-herramienta puede considerarse constituida por el conjunto de dispositivos que permiten el desplazamiento relativo entre una pieza y la herramienta
El torno CNC Qué es una máquina-herramienta? Una máquina-herramienta puede considerarse constituida por el conjunto de dispositivos que permiten el desplazamiento relativo entre una pieza y la herramienta
Rompiendo la barrera de lo convencional!
 Rompiendo la barrera de lo convencional! Filo optimizado y geometría de hélice rápida que reduce drásticamente los esfuerzos de corte y aumenta el caudal de evacuación de la viruta Permite una mayor precisión
Rompiendo la barrera de lo convencional! Filo optimizado y geometría de hélice rápida que reduce drásticamente los esfuerzos de corte y aumenta el caudal de evacuación de la viruta Permite una mayor precisión
Maquinado es un proceso de manufactura en el que una herramienta de corte se utiliza para remover el exceso de material de una pieza de forma que el
 Maquinado es un proceso de manufactura en el que una herramienta de corte se utiliza para remover el exceso de material de una pieza de forma que el material que quede tenga la forma deseada. La acción
Maquinado es un proceso de manufactura en el que una herramienta de corte se utiliza para remover el exceso de material de una pieza de forma que el material que quede tenga la forma deseada. La acción
TEMA 7. PROGRAMACIÓN BÁSICA DE TORNOS DE CNC
 TEMA 7. PROGRAMACIÓN BÁSICA DE TORNOS DE CNC PARTE 2: CICLOS FIJOS EN TORNO: G68, G69. CICLOS FIJOS DE DESBASTADO. G81, G82. CICLOS FIJOS DE DESBASTADO DE TRAMOS RECTOS. G84, G85. CICLOS FIJOS DE DESBASTADO
TEMA 7. PROGRAMACIÓN BÁSICA DE TORNOS DE CNC PARTE 2: CICLOS FIJOS EN TORNO: G68, G69. CICLOS FIJOS DE DESBASTADO. G81, G82. CICLOS FIJOS DE DESBASTADO DE TRAMOS RECTOS. G84, G85. CICLOS FIJOS DE DESBASTADO
Instructivo pap y solución de problemas PH-CS-RT BOX
 Instructivo pap y solución de problemas PH-CS-RT BOX Instructivo pap y solución de problemas PH-CS-RT BOX Información Objetivo Definir el método de trabajo para la puesta a punto y solución de problemas
Instructivo pap y solución de problemas PH-CS-RT BOX Instructivo pap y solución de problemas PH-CS-RT BOX Información Objetivo Definir el método de trabajo para la puesta a punto y solución de problemas
PREGUNTAS DE REPASO. Tomadas del libro: Fundamentos de Manufactura Moderna de Mikell P. Groover
 PREGUNTAS DE REPASO Tomadas del libro: Fundamentos de Manufactura Moderna de Mikell P. Groover 1. Identifique algunas de las razones por la que el maquinado es comercial y tecnológicamente importante.
PREGUNTAS DE REPASO Tomadas del libro: Fundamentos de Manufactura Moderna de Mikell P. Groover 1. Identifique algunas de las razones por la que el maquinado es comercial y tecnológicamente importante.
CABEZAL PORTA CIGÜEÑAL. Altura del centro. Velocidad de trabajo (2 pasos) 25, 45, 95 r/min 25,45,65,100 CABEZAL PORTA PIEDRA PIEDRA ABRASIVA
 25, 45, 95 r/min 25,45,65,100 CABEZAL PORTA PIEDRA PIEDRA ABRASIVA") Model MQ8260C/1600 MQ8260Ax1600 MQ8260Ax 1800 MQ8260Ax2000 CAPACIDAD Max. Diametro y Largode trabajo Ø600 x 1600mm Ø580 x 1600mm Ø580 x 1800mm Ø580 x 2000mm Diametro de trabajo con luneta Ø30 a Ø100 mm
Model MQ8260C/1600 MQ8260Ax1600 MQ8260Ax 1800 MQ8260Ax2000 CAPACIDAD Max. Diametro y Largode trabajo Ø600 x 1600mm Ø580 x 1600mm Ø580 x 1800mm Ø580 x 2000mm Diametro de trabajo con luneta Ø30 a Ø100 mm
MAQUINADO POR DESCARGAS ELÉCTRICAS
 MAQUINADO POR DESCARGAS ELÉCTRICAS Se quiere elaborar un punzón para una troqueladora en un acero BORA ( AISI-D3+W ) con la geometría mostrada en la figura; obtener el tiempo principal de maquinado para
MAQUINADO POR DESCARGAS ELÉCTRICAS Se quiere elaborar un punzón para una troqueladora en un acero BORA ( AISI-D3+W ) con la geometría mostrada en la figura; obtener el tiempo principal de maquinado para
"WORKSHOP OF TECHINAL MACHINING"
 "WORKSHOP OF TECHINAL MACHINING" Jornada Técnica para el aumento de la productividad en el mecanizado Datos técnicos de las herramientas Datos técnicos de las herramientas LA REALIZACIÓN DE LAS PIEZAS
"WORKSHOP OF TECHINAL MACHINING" Jornada Técnica para el aumento de la productividad en el mecanizado Datos técnicos de las herramientas Datos técnicos de las herramientas LA REALIZACIÓN DE LAS PIEZAS
HERRAMIENTA CON ASPIRACIÓN INTERNA DE VIRUTA PARA EL MECANIZADO DE MATERIALES COMPUESTOS.
 HERRAMIENTA CON ASPIRACIÓN INTERNA DE VIRUTA PARA EL MECANIZADO DE MATERIALES COMPUESTOS. 05/06/2014 BIEMH: El futuro de la fabricación de materiales compuestos Aspiración interna de viruta Necesidades
HERRAMIENTA CON ASPIRACIÓN INTERNA DE VIRUTA PARA EL MECANIZADO DE MATERIALES COMPUESTOS. 05/06/2014 BIEMH: El futuro de la fabricación de materiales compuestos Aspiración interna de viruta Necesidades
Tema VI: Procesos de Mecanizado II. Escuela Politécnica Superior Tecnología Mecánica
 Tema VI: Procesos de Mecanizado II Escuela Politécnica Superior Tecnología Mecánica Índice Proceso de Fresado Introducción Tipos de fresadoras Sujeción de piezas en la fresadora Operaciones de fresado
Tema VI: Procesos de Mecanizado II Escuela Politécnica Superior Tecnología Mecánica Índice Proceso de Fresado Introducción Tipos de fresadoras Sujeción de piezas en la fresadora Operaciones de fresado
Torneado pieza #4... i. Contenido... i. 1. Descripción... iii. 2. Herramientas... iii Herramienta para tornear (T1)... iv
... iv") TORNEADO PIEZA #4 Contenido Torneado pieza #4... i Contenido... i 1. Descripción... iii 2. Herramientas... iii 2.1. Herramienta para tornear (T1)... iv 2.2. Herramienta para ranurar (T2)... iv 2.3. Herramienta
TORNEADO PIEZA #4 Contenido Torneado pieza #4... i Contenido... i 1. Descripción... iii 2. Herramientas... iii 2.1. Herramienta para tornear (T1)... iv 2.2. Herramienta para ranurar (T2)... iv 2.3. Herramienta
3.1. HOJAS DE PROCESOS: PIEZAS
 Máquina Control Amarre OT Descripción Operaciones PROCESO SIERRA ---- 1 S 1.1 Cortar tocho: Ø 110x160 mm MESA MARCAR ---- 1 M 1.2 Marcado de centro pieza con gramil TALADRADORA ---- 1 Ta 1.3 Hacer punto
Máquina Control Amarre OT Descripción Operaciones PROCESO SIERRA ---- 1 S 1.1 Cortar tocho: Ø 110x160 mm MESA MARCAR ---- 1 M 1.2 Marcado de centro pieza con gramil TALADRADORA ---- 1 Ta 1.3 Hacer punto
INGENIERIA CIVIL EN MECANICA VESPERTINO GUÍA DE LABORATORIO ASIGNATURA PROCESOS DE FABRICACIÓN II NIVEL 03 EXPERIENCIA C911
 INGENIERIA CIVIL EN MECANICA VESPERTINO GUÍA DE LABORATORIO ASIGNATURA PROCESOS DE FABRICACIÓN II NIVEL 03 EXPERIENCIA C911 FUERZA DE CORTE EN EL TORNEADO HORARIO: VIERNES 19:00 A 21:30 HORAS 1 1.- OBJETIVOS
INGENIERIA CIVIL EN MECANICA VESPERTINO GUÍA DE LABORATORIO ASIGNATURA PROCESOS DE FABRICACIÓN II NIVEL 03 EXPERIENCIA C911 FUERZA DE CORTE EN EL TORNEADO HORARIO: VIERNES 19:00 A 21:30 HORAS 1 1.- OBJETIVOS
TÉCNICO SUPERIOR UNIVERSITARIO EN MANUFACTURA AERONÁUTICA ÁREA MAQUINADOS DE PRECISIÓN EN COMPETENCIAS PROFESIONALES ASIGNATURA DE MECANIZADO CNC
 TÉCNICO SUPERIOR UNIVERSITARIO EN MANUFACTURA AERONÁUTICA ÁREA MAQUINADOS DE PRECISIÓN EN COMPETENCIAS PROFESIONALES ASIGNATURA DE MECANIZADO CNC 1. Competencias Desarrollar la manufactura de piezas aeronáuticas
TÉCNICO SUPERIOR UNIVERSITARIO EN MANUFACTURA AERONÁUTICA ÁREA MAQUINADOS DE PRECISIÓN EN COMPETENCIAS PROFESIONALES ASIGNATURA DE MECANIZADO CNC 1. Competencias Desarrollar la manufactura de piezas aeronáuticas
Tema 4.- Procesos de Mecanizado. Ingeniería de Sistemas y Automática Fabricación Asistida por Computador
 Tema 4.- Procesos de Mecanizado Torneado (1) Movimiento fundamental de corte: -rotativo -pieza Movimiento fundamental de avance: -rectilíneo (generalmente) -herramienta Cabezal: proporciona el par necesario
Tema 4.- Procesos de Mecanizado Torneado (1) Movimiento fundamental de corte: -rotativo -pieza Movimiento fundamental de avance: -rectilíneo (generalmente) -herramienta Cabezal: proporciona el par necesario
Introducción a los Insertos Para Torno
 Introducción a los Insertos Para Torno Ante la expansión de la maquinaria para torneado de alta performance y con control CNC desde hace unos 40 años, el auge que han cobrado los insertos o plaquitas intercambiables
Introducción a los Insertos Para Torno Ante la expansión de la maquinaria para torneado de alta performance y con control CNC desde hace unos 40 años, el auge que han cobrado los insertos o plaquitas intercambiables
FORMULARIO PARA EL MAQUINADO POR DESCARGAS ELÉCTRICAS: FORMULARIO PARA EL CORTE CON SIERRAS: FORMULARIO PARA EL MAQUINADO POR TORNEADO:
 FORMULARIO PARA EL MAQUINADO POR DESCARGAS ELÉCTRICAS: V = volumen del material a remover (mm 3 ). v R = velocidad de remoción del material ( ) FORMULARIO PARA EL CORTE CON SIERRAS: S = superficie efectiva
FORMULARIO PARA EL MAQUINADO POR DESCARGAS ELÉCTRICAS: V = volumen del material a remover (mm 3 ). v R = velocidad de remoción del material ( ) FORMULARIO PARA EL CORTE CON SIERRAS: S = superficie efectiva
PROCESOS DE FABRICACIÓN TORNEADO. Ingeniería de Sistemas y Automática Tecnología de Fabricación y Tecnología de Máquinas
 PROCESOS DE FABRICACIÓN TORNEADO ÍNDICE: DESCRIPCIÓN HERRAMIENTAS PROCESOS FUERZAS EN TORNEADO PARÁMETROS SUJECCIONES TIPOS DE TORNOS DESCRIPCIÓN Con el nombre genérico de torneado se conoce al conjunto
PROCESOS DE FABRICACIÓN TORNEADO ÍNDICE: DESCRIPCIÓN HERRAMIENTAS PROCESOS FUERZAS EN TORNEADO PARÁMETROS SUJECCIONES TIPOS DE TORNOS DESCRIPCIÓN Con el nombre genérico de torneado se conoce al conjunto
TEMA 3 TEORÍAS DE CORTE
 1 TEMA 3 TEORÍAS DE CORTE Velocidad de Corte. Es la velocidad que corresponde al movimiento principal de corte y es el número de metros por minuto recorridos por un punto de la pieza o de la arista cortante
1 TEMA 3 TEORÍAS DE CORTE Velocidad de Corte. Es la velocidad que corresponde al movimiento principal de corte y es el número de metros por minuto recorridos por un punto de la pieza o de la arista cortante
16. Proceso de fresado
 16. Proceso de fresado El proceso de fresado Proceso de arranque de material que se obtiene mediante la traslación de una herramienta multifilo mientras gira alrededor de su eje. Proceso muy extendido,
16. Proceso de fresado El proceso de fresado Proceso de arranque de material que se obtiene mediante la traslación de una herramienta multifilo mientras gira alrededor de su eje. Proceso muy extendido,
T M E A M R A I R O - Al A e l sa s do d r o a r s: Di D s i ti t nt n o t s t po p s o, de mon o t n a t nt n e f j i o y móv ó i v l,
 Departamento de Ingeniería Mecánica Tecnología Mecánica I 67.15 Unidad 6_B: Alesadoras 1 TEMARIO - Alesadoras: Distintos tipos, de montante fijo y móvil, verticales y horizontales, punteadoras etc. Principio
Departamento de Ingeniería Mecánica Tecnología Mecánica I 67.15 Unidad 6_B: Alesadoras 1 TEMARIO - Alesadoras: Distintos tipos, de montante fijo y móvil, verticales y horizontales, punteadoras etc. Principio
UNIVERSIDAD TECNOLOGICA DEL PERU FACULTAD DE INGENIERIA INDUSTRIAL Y MECANICA.
 UNIVERSIDAD TECNOLOGICA DEL PERU FACULTAD DE INGENIERIA INDUSTRIAL Y MECANICA. CARRERA CODIGO ASIGNATURA NOMBRE DE LA ASIGNATURA Todas la ingenierías Z525 Procesos de Manufactura 1 PRACTICA N LABORATORIO
UNIVERSIDAD TECNOLOGICA DEL PERU FACULTAD DE INGENIERIA INDUSTRIAL Y MECANICA. CARRERA CODIGO ASIGNATURA NOMBRE DE LA ASIGNATURA Todas la ingenierías Z525 Procesos de Manufactura 1 PRACTICA N LABORATORIO
PROCESO DE CORTE. Algunos procesos de desbaste de material
 PROCESO DE CORTE Algunos procesos de desbaste de material PROCESO DE CORTE Variables independientes: - Material, recubrimiento y condiciones de la herramienta - Forma, acabado superficial y filo de la
PROCESO DE CORTE Algunos procesos de desbaste de material PROCESO DE CORTE Variables independientes: - Material, recubrimiento y condiciones de la herramienta - Forma, acabado superficial y filo de la
LICEO INDUSTRIAL VICENTE PEREZ ROSALES DEPARTAMENTO DE MECANICA INDUSTRIAL. Profesor: Richard Ayacura Castillo
 LICEO INDUSTRIAL VICENTE PEREZ ROSALES DEPARTAMENTO DE MECANICA INDUSTRIAL Profesor: Richard Ayacura Castillo Movimientos de trabajo en la operación de torneado Movimiento de corte: por lo general se imparte
LICEO INDUSTRIAL VICENTE PEREZ ROSALES DEPARTAMENTO DE MECANICA INDUSTRIAL Profesor: Richard Ayacura Castillo Movimientos de trabajo en la operación de torneado Movimiento de corte: por lo general se imparte
06-07 CNC torneado y fresado LISTA DE INFRAESTRUCTURAS
 06-07 CNC torneado y fresado LISTA DE INFRAESTRUCTURAS La lista de infraestructuras incluye todos los equipamientos, herramientas, materiales e instalaciones necesarios para el desarrollo de la competición.
06-07 CNC torneado y fresado LISTA DE INFRAESTRUCTURAS La lista de infraestructuras incluye todos los equipamientos, herramientas, materiales e instalaciones necesarios para el desarrollo de la competición.
CATALOGO TORNO PARALELO C.N.C. MODELO L Características técnicas
 CATALOGO TORNO PARALELO C.N.C. MODELO L-1330 Características técnicas Máximo diámetro torneable sobre Bancada (volteo sobre bancada) 330mm Máximo diámetro torneable sobre Carro (volteo sobre carro) 144mm
CATALOGO TORNO PARALELO C.N.C. MODELO L-1330 Características técnicas Máximo diámetro torneable sobre Bancada (volteo sobre bancada) 330mm Máximo diámetro torneable sobre Carro (volteo sobre carro) 144mm
Obtención de Piezas en Máquinas-Herramientas Convencionales FRESADORA
 Obtención de Piezas en Máquinas-Herramientas Convencionales FRESADORA 1 Torno Paralelo 2 Comparación entre Mecanizado Convencional y por CNC MECANIZADO CONVENCIONAL Plano pieza OPERARIO Hoja de Instrucciones
Obtención de Piezas en Máquinas-Herramientas Convencionales FRESADORA 1 Torno Paralelo 2 Comparación entre Mecanizado Convencional y por CNC MECANIZADO CONVENCIONAL Plano pieza OPERARIO Hoja de Instrucciones
TORNO DE SOBREMESA MARCA BELFLEX MODELO BF 520 TME
 TORNO DE SOBREMESA MARCA BELFLEX MODELO BF 520 TME Características Potencia 0,55-0,75 Kw-Hp Diametro sobre bancada 200 mm Distancia entre puntos 520 mm Cono punto MT3 Cono contrapunto MT2 Velocidad 140-1.710
TORNO DE SOBREMESA MARCA BELFLEX MODELO BF 520 TME Características Potencia 0,55-0,75 Kw-Hp Diametro sobre bancada 200 mm Distancia entre puntos 520 mm Cono punto MT3 Cono contrapunto MT2 Velocidad 140-1.710
FRESADO. Julio Alberto Aguilar Schafer
 11-FRESADO FRESADO Julio Alberto Aguilar Schafer Introducción Proceso de maquinado en el que se remueve material de manera intermitente. Pieza y herramienta pueden asumir diferentes movimientos. Producción
11-FRESADO FRESADO Julio Alberto Aguilar Schafer Introducción Proceso de maquinado en el que se remueve material de manera intermitente. Pieza y herramienta pueden asumir diferentes movimientos. Producción
PLACAS TORNEADO US905
 Excelente para el mecanizado de alta precisión de aleaciones termo-resistentes y aleaciones de titanio. Rompevirutas especiales para materiales difíciles de mecanizar. Rango de aplicación para el mecanizado
Excelente para el mecanizado de alta precisión de aleaciones termo-resistentes y aleaciones de titanio. Rompevirutas especiales para materiales difíciles de mecanizar. Rango de aplicación para el mecanizado
MEMORIA JUSTIFICATIVA
 MEMORIA JUSTIFICATIVA AYUDAS DE LA UNIVERSIDAD DE SALAMANCA PARA LOS PROYECTOS ESTRATÉGICOS DE FORMACIÓN Y MEJORA DOCENTE CONVOCATORIA DE 2011 TÍTULO DEL PROYECTO: Elaboración de material docente para
MEMORIA JUSTIFICATIVA AYUDAS DE LA UNIVERSIDAD DE SALAMANCA PARA LOS PROYECTOS ESTRATÉGICOS DE FORMACIÓN Y MEJORA DOCENTE CONVOCATORIA DE 2011 TÍTULO DEL PROYECTO: Elaboración de material docente para
Brocas TAF. Bajo nivel de ruido al taladrar y cuerpo resistente. Económica, 4 filos de corte por placa. JUST FIT SLEEVE B013S
 B013S Broca de tipo intercambiable Brocas TAF Económica, 4 filos de corte por placa. Bajo nivel de ruido al taladrar y cuerpo resistente Nueva revestidavp15tf (rompeviruta U2) para mecanizado estable y
B013S Broca de tipo intercambiable Brocas TAF Económica, 4 filos de corte por placa. Bajo nivel de ruido al taladrar y cuerpo resistente Nueva revestidavp15tf (rompeviruta U2) para mecanizado estable y
Bajo el concepto de manufactura integrada, Aceromex ofrece a sus clientes tecnología de punta para la transformación del acero.
 Bajo el concepto de manufactura integrada, Aceromex ofrece a sus clientes tecnología de punta para la transformación del acero. Para satisfacer las necesidades del mercado de la construcción, Aceromex
Bajo el concepto de manufactura integrada, Aceromex ofrece a sus clientes tecnología de punta para la transformación del acero. Para satisfacer las necesidades del mercado de la construcción, Aceromex
CATALOGO TORNOS PARALELOS A CNC SERIE K. MODELOS: K-1630 y K-1640
 CATALOGO TORNOS PARALELOS A CNC SERIE K MODELOS: K-1630 y K-1640 ESPECIFICACIONES K-1630 K-1640 Distancia entre centros 750mm 1000mm Volteo sobre bancada 410mm 410mm Volteo sobre carro 220mm 220mm Ancho
CATALOGO TORNOS PARALELOS A CNC SERIE K MODELOS: K-1630 y K-1640 ESPECIFICACIONES K-1630 K-1640 Distancia entre centros 750mm 1000mm Volteo sobre bancada 410mm 410mm Volteo sobre carro 220mm 220mm Ancho
Sierra de Cinta MEBAeco
 Pol. Ind. Font de la Parera, s/n 08430 - La Roca del Vallès - Barcelona (España) (+34) 93 842 41 60 - (+34) 93 842 41 28 tronzadorasmg@tronzadorasmg.com www.tronzadorasmg.com www.joaquinplata.es Sierra
Pol. Ind. Font de la Parera, s/n 08430 - La Roca del Vallès - Barcelona (España) (+34) 93 842 41 60 - (+34) 93 842 41 28 tronzadorasmg@tronzadorasmg.com www.tronzadorasmg.com www.joaquinplata.es Sierra
ALTAS REVOLUCIONES TORNO VERTICAL HONOR SEIKI ZARAGOZA BARCELONA.
 MANDRINADORAS TORNOS VERTICALES TORNOS PESADOS CNC TORNOS PARALELOS CONVENCIONALES RECTIFICADORAS CENTROS DE MECANIZADO TORNOS BANCADA INCLINADA TORNO VERTICAL HONOR SEIKI ALTAS REVOLUCIONES ZARAGOZA BARCELONA
MANDRINADORAS TORNOS VERTICALES TORNOS PESADOS CNC TORNOS PARALELOS CONVENCIONALES RECTIFICADORAS CENTROS DE MECANIZADO TORNOS BANCADA INCLINADA TORNO VERTICAL HONOR SEIKI ALTAS REVOLUCIONES ZARAGOZA BARCELONA
Unión Obrera Metalúrgica Regional Mendoza. Asociación de Industriales Metalúrgicos de Mendoza Regional Mendoza
 Norma de Competencia TORNERO CNC Sector Metalmecánico Unión Obrera Metalúrgica Regional Mendoza Asociación de Industriales Metalúrgicos de Mendoza Regional Mendoza Asociación de Supervisores de la Industria
Norma de Competencia TORNERO CNC Sector Metalmecánico Unión Obrera Metalúrgica Regional Mendoza Asociación de Industriales Metalúrgicos de Mendoza Regional Mendoza Asociación de Supervisores de la Industria
Guía del usuario. Silent Tools. productos para tornear
 Guía del usuario Silent Tools productos para tornear Introducción Esta guía le ayudará a utilizar las barras de mandrinar antivibratorias (Silent Tools) para conseguir los mejores resultados posibles en
Guía del usuario Silent Tools productos para tornear Introducción Esta guía le ayudará a utilizar las barras de mandrinar antivibratorias (Silent Tools) para conseguir los mejores resultados posibles en
Material de apoyo curricular para Tecnología de la Madera y Taller de Carpintería. Cálculos aplicados a la carpintería. Máquinas
 Material de apoyo curricular para Tecnología de la Madera y Taller de Carpintería Cálculos aplicados a la carpintería Máquinas Material preparado por el Maestro Técnico Sergio Adorno Programa de Educación
Material de apoyo curricular para Tecnología de la Madera y Taller de Carpintería Cálculos aplicados a la carpintería Máquinas Material preparado por el Maestro Técnico Sergio Adorno Programa de Educación
Tema VII: Procesos de Mecanizado III. Escuela Politécnica Superior: Tecnología Mecánica
 Tema VII: Procesos de Mecanizado III Escuela Politécnica Superior: Tecnología Mecánica Índice Taladrado Introducción Maquinas taladradoras Herramientas para taladrar Selección de parámetros de corte en
Tema VII: Procesos de Mecanizado III Escuela Politécnica Superior: Tecnología Mecánica Índice Taladrado Introducción Maquinas taladradoras Herramientas para taladrar Selección de parámetros de corte en
TÉCNICO SUPERIOR UNIVERSITARIO EN MANUFACTURA AERONÁUTICA ÁREA MAQUINADOS DE PRECISIÓN EN COMPETENCIAS PROFESIONALES
 1. Competencias ASIGNATURA DE MECANIZADO CONVENCIONAL Desarrollar la manufactura de piezas aeronáuticas mecanizadas considerando las especificaciones técnicas, de calidad, equipos y métodos de mecanizado,
1. Competencias ASIGNATURA DE MECANIZADO CONVENCIONAL Desarrollar la manufactura de piezas aeronáuticas mecanizadas considerando las especificaciones técnicas, de calidad, equipos y métodos de mecanizado,
CoroMill 325 Roscado por torbellino. Roscado de alta precisión
 CoroMill 325 Roscado por torbellino Roscado de alta precisión in flexión en las piezas largas y finas Las plaquitas múltiples aplican una presión de corte homogénea sobre las piezas largas y finas, con
CoroMill 325 Roscado por torbellino Roscado de alta precisión in flexión en las piezas largas y finas Las plaquitas múltiples aplican una presión de corte homogénea sobre las piezas largas y finas, con
OPERACIONES DE TORNEADO
 OPERACIONES DE TORNEADO 1. Torneado cilíndrico (cilindrado) exterior Desplazamiento de la cuchilla de forma longitudinal a la pieza (paralelamente al eje de la máquina). Siempre nos quedará un diámetro
OPERACIONES DE TORNEADO 1. Torneado cilíndrico (cilindrado) exterior Desplazamiento de la cuchilla de forma longitudinal a la pieza (paralelamente al eje de la máquina). Siempre nos quedará un diámetro
ADMX. Nueva generación de herramientas de fresado con plaquitas ADMX11 / ADEX 11
 ADMX Nueva generación de herramientas de fresado con plaquitas ADMX11 / ADEX 11 Gran amplitud de aplicaciones Mejor calidad de desbaste Mayor vida útil de la herramienta PLAQUITAS Y HERRAMIENTAS PARA FRESADO
ADMX Nueva generación de herramientas de fresado con plaquitas ADMX11 / ADEX 11 Gran amplitud de aplicaciones Mejor calidad de desbaste Mayor vida útil de la herramienta PLAQUITAS Y HERRAMIENTAS PARA FRESADO
Tecnología Mecánica. Fac. de Ingeniería Univ. Nac. de La Pampa. Procesos de remoción de Material: Corte III
 Tecnología Mecánica Procesos de remoción de Material: Corte III Contenido 2 Introducción Clasificación de procesos Generan formas circulares y Taladrado Generan formas prismáticas, Planeado y Perfilado
Tecnología Mecánica Procesos de remoción de Material: Corte III Contenido 2 Introducción Clasificación de procesos Generan formas circulares y Taladrado Generan formas prismáticas, Planeado y Perfilado
NORMA DE COMPETENCIA LABORAL N.C.L.
 Página 1 de 5 VERSIÓN INICIAL VERIFICACIÓN METODOLÓGICA X VERIFICACIÓN TÉCNICA X CONSULTA PÚBLICA VERSIÓN AVALADA MESA SECTORIAL MESA SECTORIAL: REGIONAL: CENTRO: METODÓLOGO: MANTENIMIENTO DISTRITO CAPITAL
Página 1 de 5 VERSIÓN INICIAL VERIFICACIÓN METODOLÓGICA X VERIFICACIÓN TÉCNICA X CONSULTA PÚBLICA VERSIÓN AVALADA MESA SECTORIAL MESA SECTORIAL: REGIONAL: CENTRO: METODÓLOGO: MANTENIMIENTO DISTRITO CAPITAL
Proceso de fabricación. Ejemplo de aplicación.
 Proceso de fabricación. Ejemplo de aplicación. Escuela de Ingeniería a Industriales - UVa Área de Ingeniería de los Procesos de Fabricación Sistemas de Producción y Fabricación Valladolid, Septiembre de
Proceso de fabricación. Ejemplo de aplicación. Escuela de Ingeniería a Industriales - UVa Área de Ingeniería de los Procesos de Fabricación Sistemas de Producción y Fabricación Valladolid, Septiembre de
BLOQUE I. TECNOLOGÍAS DE FABRICACIÓN. Tema 1. Tecnologías de Mecanizado
 BLOQUE I. TECNOLOGÍAS DE FABRICACIÓN Tema 1. Tecnologías de Mecanizado MECANIZADO POR ARRANQUE DE VIRUTA Conceptos básicos Mecanizado: Proceso de fabricación en el que se emplea una herramienta de corte
BLOQUE I. TECNOLOGÍAS DE FABRICACIÓN Tema 1. Tecnologías de Mecanizado MECANIZADO POR ARRANQUE DE VIRUTA Conceptos básicos Mecanizado: Proceso de fabricación en el que se emplea una herramienta de corte
Departamento de Ingeniería Mecánica Ingeniaritza Mekanikoa Saila. 1. Espesor de viruta antes y después del corte 2. Corte ortogonal y oblicuo
 MECÁNICA DEL CORTE Fundamentos de la mecánica del corte 1. Espesor de viruta antes y después del corte 2. Corte ortogonal y oblicuo 3. Fuerza generada durante el corte 4. Tipos básicos de viruta y zonas
MECÁNICA DEL CORTE Fundamentos de la mecánica del corte 1. Espesor de viruta antes y después del corte 2. Corte ortogonal y oblicuo 3. Fuerza generada durante el corte 4. Tipos básicos de viruta y zonas
Piense en precisión, Piense en HSS ESCARIADO
 Piense en precisión, Piense en HSS ESCARIADO INDICE HERRAMIENTAS DE ESCARIADO 2 Esquema de un escariador 3 Qué tipo de HSS para el máximo rendimiento? 4 Recubrimientos para el mejor rendimiento 5 Vocabulario
Piense en precisión, Piense en HSS ESCARIADO INDICE HERRAMIENTAS DE ESCARIADO 2 Esquema de un escariador 3 Qué tipo de HSS para el máximo rendimiento? 4 Recubrimientos para el mejor rendimiento 5 Vocabulario
TIPOS DE FRESADORA. Dependiendo de la orientación del eje de giro de la herramienta de corte, se distinguen tres tipos de fresadoras:
 1 FRESADORA Una fresadora es una máquina herramienta utilizada para realizar mecanizados por arranque de viruta mediante el movimiento de una herramienta rotativa de varios filos de corte denominada fresa.
1 FRESADORA Una fresadora es una máquina herramienta utilizada para realizar mecanizados por arranque de viruta mediante el movimiento de una herramienta rotativa de varios filos de corte denominada fresa.
Micfa s. a. CATALOGO MORTAJADORAS SERIE NC. Características técnicas: Modelos: NC-200A1; NC-300A1; NC-350A1
 CATALOGO MORTAJADORAS SERIE NC Modelos: NC-200A1; NC-300A1; NC-350A1 Características técnicas: Control electrónico PLC de fácil utilización Servo motor AC con tornillos bola clase C3 de alta precisión
CATALOGO MORTAJADORAS SERIE NC Modelos: NC-200A1; NC-300A1; NC-350A1 Características técnicas: Control electrónico PLC de fácil utilización Servo motor AC con tornillos bola clase C3 de alta precisión
La evolución del torno convencional. Nueva generación SC
 La evolución del torno convencional Nueva generación SC Descripción Nueva gama de tornos provistos de cabezal con variador de velocidad electrónico La nueva gama de tornos SC, equipada con variador de
La evolución del torno convencional Nueva generación SC Descripción Nueva gama de tornos provistos de cabezal con variador de velocidad electrónico La nueva gama de tornos SC, equipada con variador de
Tecnología up-gear. La mejor solución para la fabricación de engranajes cónicos grandes
 Tecnología up-gear La mejor solución para la fabricación de engranajes cónicos grandes Soluciones de mecanizado optimizadas junto con una nueva alianza de fabricación estratégica Tanto si fabrica engranajes
Tecnología up-gear La mejor solución para la fabricación de engranajes cónicos grandes Soluciones de mecanizado optimizadas junto con una nueva alianza de fabricación estratégica Tanto si fabrica engranajes
FABRICACIÓN ASISTIDA POR COMPUTADOR 2º INGENIERÍA TÉCNICA INDUSTRIAL ESPECIALIDAD MECÁNICA TEMA 3-1.TORNEADO
 TEMA 3-1.TORNEADO 1. INTRODUCCIÓN. MOVIMIENTOS. 2. PARTES DEL TORNO. 3. HERRAMIENTAS DE TORNEADO. 4. OPERACIONES DE TORNEADO. 5. FUERZAS EN EL TORNEADO. 6. SUJECIÓN DE LA PIEZA. 7. PARÁMETROS DEL TORNEADO.
TEMA 3-1.TORNEADO 1. INTRODUCCIÓN. MOVIMIENTOS. 2. PARTES DEL TORNO. 3. HERRAMIENTAS DE TORNEADO. 4. OPERACIONES DE TORNEADO. 5. FUERZAS EN EL TORNEADO. 6. SUJECIÓN DE LA PIEZA. 7. PARÁMETROS DEL TORNEADO.
MAXIMAT F-1 Fresadora/Taladro de Coordenadas
 MAXIMAT F-1 Fresadora/Taladro de Coordenadas Cabezal de taladrar y fresar Columna mesa de coordenadas con topes longitudinales. Protector del portabrocas Herramientas de servicio Manual de instrucciones.
MAXIMAT F-1 Fresadora/Taladro de Coordenadas Cabezal de taladrar y fresar Columna mesa de coordenadas con topes longitudinales. Protector del portabrocas Herramientas de servicio Manual de instrucciones.
Keeping the Customer First. Tungaloy Report No.3-SP1. Rompevirutas -AL
 Keeping the Customer First Tungaloy Report No.3-SP1 Rompevirutas Rompevirutas Para aleaciones de aluminio y metales no férricos NUEVO Características La calidad es el desarrollo más reciente de Tungaloy,
Keeping the Customer First Tungaloy Report No.3-SP1 Rompevirutas Rompevirutas Para aleaciones de aluminio y metales no férricos NUEVO Características La calidad es el desarrollo más reciente de Tungaloy,
Catálogo de máquinas CNC usadas
 Catálogo de máquinas CNC usadas CENTROS DE MECANIZADO H/V COMPRESORES RECTIFICADORAS TORS 2017 Ing. Sebastián Gallo Gerente Industrial Tel: (+54)(351)420 5370 - sgallo@pertrak.com.ar ESPECIFICACIONES DE
Catálogo de máquinas CNC usadas CENTROS DE MECANIZADO H/V COMPRESORES RECTIFICADORAS TORS 2017 Ing. Sebastián Gallo Gerente Industrial Tel: (+54)(351)420 5370 - sgallo@pertrak.com.ar ESPECIFICACIONES DE
03 Los datos técnicos. C 32
 03 Los datos técnicos. C 32 42 43 03.1 Los datos técnicos. C 32 Zona de trabajo Recorridos Eje X 650 mm Recorridos Eje Y 650 mm Recorridos Eje Z 500 mm Avances rápidos lineales (dinámicos) XYZ 45 45 40
03 Los datos técnicos. C 32 42 43 03.1 Los datos técnicos. C 32 Zona de trabajo Recorridos Eje X 650 mm Recorridos Eje Y 650 mm Recorridos Eje Z 500 mm Avances rápidos lineales (dinámicos) XYZ 45 45 40
MECANIZADO EN SECO. Taladrado.
 MECANIZADO EN SECO. Taladrado. Mariano Jiménez Calzado Victorino Sandes Villalta Analizando las tendencias actuales de la fabricación por arranque de material, coincidimos en que la evolución del mecanizado
MECANIZADO EN SECO. Taladrado. Mariano Jiménez Calzado Victorino Sandes Villalta Analizando las tendencias actuales de la fabricación por arranque de material, coincidimos en que la evolución del mecanizado
* Las imágenes de este catálogo son sólo para su referencia.
 1 * Las Las imágenes de de este este catálogo son son sólo sólo para para su su referencia. 41 2.5 110 60 V HZ cepillo Rebanadora 16 Rodillo de alimentación: Dentados de acero sólido Rodillo de Salida:
1 * Las Las imágenes de de este este catálogo son son sólo sólo para para su su referencia. 41 2.5 110 60 V HZ cepillo Rebanadora 16 Rodillo de alimentación: Dentados de acero sólido Rodillo de Salida:
Máquinas-Herramienta. Tornos CNC Serie CKE
 Tornos CNC Serie CKE Máquinas-Herramienta Características Motor de conversión de frecuencia de 3 cambios que genera velocidad infinitamente variable en su rango. Movimientos longitudinal (Z) y transversal
Tornos CNC Serie CKE Máquinas-Herramienta Características Motor de conversión de frecuencia de 3 cambios que genera velocidad infinitamente variable en su rango. Movimientos longitudinal (Z) y transversal
VELOCIDADES Y AVANCES PARA CORTE CON TORNO.
 Trabajo cooperativo. Planeamiento de los trabajos a desarrollar en el torno Yunnan 1640-G, de la Universidad Tecnológica del Perú UTP Asignatura: Procesos de manufactura 1. Profesor: Carlos Alvarado de
Trabajo cooperativo. Planeamiento de los trabajos a desarrollar en el torno Yunnan 1640-G, de la Universidad Tecnológica del Perú UTP Asignatura: Procesos de manufactura 1. Profesor: Carlos Alvarado de
Programación de Máquinas a Control Numérico
 Programación de Máquinas a Control Numérico Maquina a Control Numérico moderna Interior Estructuras Principales Plato Carros Longitudinal y Transversal Torreta Portaherramientas Portaherramientas Flujo
Programación de Máquinas a Control Numérico Maquina a Control Numérico moderna Interior Estructuras Principales Plato Carros Longitudinal y Transversal Torreta Portaherramientas Portaherramientas Flujo
LISTADO DE ARTÍCULOS Y CENTROS RECEPTORES
 ADQUISICIÓN DE MÁQUINA HERRAMIENTA CON CONTROL NUMÉRICO, CON DESTINO A ACENTROS PÚBLICOS DE FORMACIÓN PROFESIONAL DE NAVARRA PLIEGO DE PRESCRIPCIONES TÉCNICAS (A N E X O I) LOTE Nº ÚNICO: MÁQUINA HERRAMIENTA
ADQUISICIÓN DE MÁQUINA HERRAMIENTA CON CONTROL NUMÉRICO, CON DESTINO A ACENTROS PÚBLICOS DE FORMACIÓN PROFESIONAL DE NAVARRA PLIEGO DE PRESCRIPCIONES TÉCNICAS (A N E X O I) LOTE Nº ÚNICO: MÁQUINA HERRAMIENTA
TORNEADO. Se denomina torno a un conjunto de máquina y herramientas que permiten mecanizar piezas de forma geométrica de revolución.
 TORNEADO Se denomina torno a un conjunto de máquina y herramientas que permiten mecanizar piezas de forma geométrica de revolución. Estas máquinas operan haciendo girar la pieza a mecanizar (sujeta en
TORNEADO Se denomina torno a un conjunto de máquina y herramientas que permiten mecanizar piezas de forma geométrica de revolución. Estas máquinas operan haciendo girar la pieza a mecanizar (sujeta en
TEMA 8: Torneado (I) - Proceso
 - Proceso") MÓDULO III: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 8: Torneado (I) - Proceso TECNOLOGÍA MECÁNICA DPTO. DE INGENIERÍA MECÁNICA Universidad del País Vasco Euskal Herriko Unibertsitatea Tema 8: Torneado (I)
MÓDULO III: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 8: Torneado (I) - Proceso TECNOLOGÍA MECÁNICA DPTO. DE INGENIERÍA MECÁNICA Universidad del País Vasco Euskal Herriko Unibertsitatea Tema 8: Torneado (I)
TEMA 6. BASES PARA LA PROGRAMACIÓN DE MHCN
 TEMA 6. BASES PARA LA PROGRAMACIÓN DE MHCN 1. INFORMACIÓN NECESARIA. 2. FASES DE PROGRAMACIÓN. 3. SISTEMAS DE REFERENCIA. 4. ORÍGENES. PUNTOS DE REFERENCIA. 5. COMPENSACIÓN DEL RADIO DE LA HERRAMIENTA.
TEMA 6. BASES PARA LA PROGRAMACIÓN DE MHCN 1. INFORMACIÓN NECESARIA. 2. FASES DE PROGRAMACIÓN. 3. SISTEMAS DE REFERENCIA. 4. ORÍGENES. PUNTOS DE REFERENCIA. 5. COMPENSACIÓN DEL RADIO DE LA HERRAMIENTA.
TEMA BASES PARA LA PROGRAMACIÓN DE MHCN
 TEMA 14-2. BASES PARA LA PROGRAMACIÓN DE MHCN 1. INFORMACIÓN NECESARIA. 2. FASES DE PROGRAMACIÓN. 3. SISTEMAS DE REFERENCIA. 4. ORÍGENES. PUNTOS DE REFERENCIA. 5. COMPENSACIÓN DEL RADIO DE LA HERRAMIENTA.
TEMA 14-2. BASES PARA LA PROGRAMACIÓN DE MHCN 1. INFORMACIÓN NECESARIA. 2. FASES DE PROGRAMACIÓN. 3. SISTEMAS DE REFERENCIA. 4. ORÍGENES. PUNTOS DE REFERENCIA. 5. COMPENSACIÓN DEL RADIO DE LA HERRAMIENTA.
Máquinas refrentadoras de tubos RPG 4.5, RPG 8.6
 La solución limpia de alto valor para preparaciones específicas de soldadura Sistema cambio rápido QTC Sistema herramental de rápido cambio de herramientas, morzas de sujeción y tubos Amplio rango de mordazas
La solución limpia de alto valor para preparaciones específicas de soldadura Sistema cambio rápido QTC Sistema herramental de rápido cambio de herramientas, morzas de sujeción y tubos Amplio rango de mordazas
2. RODAMIENTOS DE RODILLOS CILÍNDRICOS
 2. RODAMIENTOS DE RODILLOS ILÍNDRIOS Rodamientos de Rodillos ilíndricos de Doble Hilera Serie de Alta Rigidez Rodamientos de Rodillos ilíndricos de Una sola Hilera Serie Estándar Rodamientos de Rodillos
2. RODAMIENTOS DE RODILLOS ILÍNDRIOS Rodamientos de Rodillos ilíndricos de Doble Hilera Serie de Alta Rigidez Rodamientos de Rodillos ilíndricos de Una sola Hilera Serie Estándar Rodamientos de Rodillos
SG2 Tornos & Fresadoras
 SG2 Tornos & Fresadoras Más información: www.soge2.es M1 Torno 140 mm Distancia máxima entre puntos 250 mm 9 mm MT1 Velocidad 100 2000 rpm ±10% Rango de roscas Métrica 0.5 1.25 mm (paso de 5 roscas) o
SG2 Tornos & Fresadoras Más información: www.soge2.es M1 Torno 140 mm Distancia máxima entre puntos 250 mm 9 mm MT1 Velocidad 100 2000 rpm ±10% Rango de roscas Métrica 0.5 1.25 mm (paso de 5 roscas) o
UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
 1 INGENIERÍA CIVIL EN MECÁNICA PLAN 2012 GUÍA DE LABORATORIO ASIGNATURA TEORÍA DEL MECANIZADO CÓDIGO 15147 NIVEL 05 EXPERIENCIA 477 COMPARACIÓN DE TIEMPOS Y COSTOS DE FABRICACIÓN EN FRESADO. 2 1. OBJETIVO
1 INGENIERÍA CIVIL EN MECÁNICA PLAN 2012 GUÍA DE LABORATORIO ASIGNATURA TEORÍA DEL MECANIZADO CÓDIGO 15147 NIVEL 05 EXPERIENCIA 477 COMPARACIÓN DE TIEMPOS Y COSTOS DE FABRICACIÓN EN FRESADO. 2 1. OBJETIVO
FORJA EN CALIENTE EN MATRIZ CERRADA: INFLUENCIA DEL FLASH Y EL PESO DEL MATERIAL DE PARTIDA SOBRE LA FUERZA Y EL LLENADO DE LA MATRIZ
 FORJA EN CALIENTE EN MATRIZ CERRADA: INFLUENCIA DEL FLASH Y EL PESO DEL MATERIAL DE PARTIDA SOBRE LA FUERZA Y EL LLENADO DE LA MATRIZ Expositora: Daniela Perez Introducción: Influencia del flash y del
FORJA EN CALIENTE EN MATRIZ CERRADA: INFLUENCIA DEL FLASH Y EL PESO DEL MATERIAL DE PARTIDA SOBRE LA FUERZA Y EL LLENADO DE LA MATRIZ Expositora: Daniela Perez Introducción: Influencia del flash y del
FRESAS CON PLACAS INTERCAMBIABLES SRF. Fresa de punta esférica con placa para mecanizado de acabado.
 FESAS CON PLACAS INTECAMBIABLES SF Fresa de punta esférica con placa para mecanizado de acabado. Características SF adios del filo de corte Aplicaciones 5, 6, 8, 10, 12.5, 15, 16 Acabado de moldes, copiado
FESAS CON PLACAS INTECAMBIABLES SF Fresa de punta esférica con placa para mecanizado de acabado. Características SF adios del filo de corte Aplicaciones 5, 6, 8, 10, 12.5, 15, 16 Acabado de moldes, copiado
R E F R I G E R A C I O N Y E Q U I P A M I E N T O S C O M E R C I A L E S. L nea CARNIC
 L nea CARNIC w w w. c f g r e f r i g e r a c i o n. c o m. a r w w w. c f g e q u i p a m i e n t o. c o m. a r Cortadora Manual. Mod. F220» Tamaño de cuchilla: 220 mm» Protección térmica de motor» Económica»
L nea CARNIC w w w. c f g r e f r i g e r a c i o n. c o m. a r w w w. c f g e q u i p a m i e n t o. c o m. a r Cortadora Manual. Mod. F220» Tamaño de cuchilla: 220 mm» Protección térmica de motor» Económica»
El Mecanizado Tecnología de los Materiales
 El Mecanizado Tecnología de los Materiales TECNOLOGÍA INDUSTRIAL II Liceo Industrial Vicente Pérez Rosales Profesor: Richard Ayacura Castillo MEcanizado ÍNDICE 10.0 Introducción 10.1 Procesos de mecanizado
El Mecanizado Tecnología de los Materiales TECNOLOGÍA INDUSTRIAL II Liceo Industrial Vicente Pérez Rosales Profesor: Richard Ayacura Castillo MEcanizado ÍNDICE 10.0 Introducción 10.1 Procesos de mecanizado
Influencia de parámetros de corte y vibraciones en la rugosidad superficial en procesos de torneado
 4. PROCEDIMIENTO EXPERIMENTAL 4.1. Materiales de ensayo Los ensayos realizados tendrán como fin verificar que se cumple la relación de la ecuación 2.3, es decir, las medidas de rugosidad obtenidas experimentalmente
4. PROCEDIMIENTO EXPERIMENTAL 4.1. Materiales de ensayo Los ensayos realizados tendrán como fin verificar que se cumple la relación de la ecuación 2.3, es decir, las medidas de rugosidad obtenidas experimentalmente
1 / 10 M. en I. Diego A. Flores Hernández M. en I. Diego A. Flores Hernández
 1 / 10 M. en I. Diego A. Flores Hernández M. en I. Diego A. Flores Hernández MAQUINARIA / PROCESOS MAQUINARIA / PROCESOS Determinar Maquinaria y Procesos Internos y Externos PARÁMETROS MANUFACTURA MATERIALES
1 / 10 M. en I. Diego A. Flores Hernández M. en I. Diego A. Flores Hernández MAQUINARIA / PROCESOS MAQUINARIA / PROCESOS Determinar Maquinaria y Procesos Internos y Externos PARÁMETROS MANUFACTURA MATERIALES
MP6100/MP7100/MP9100
 NOVEDADE B208 Nuevas calidades con recubrimiento PVD MP6100/MP7100/MP9100 Nuevas calidades para materiales específicos. Nuevas calidades de PVD para fresado Nuevas calidades con recubrimiento PVD MP6100/MP7100/MP9100
NOVEDADE B208 Nuevas calidades con recubrimiento PVD MP6100/MP7100/MP9100 Nuevas calidades para materiales específicos. Nuevas calidades de PVD para fresado Nuevas calidades con recubrimiento PVD MP6100/MP7100/MP9100
RECTIFICADORA CILÍNDRICA RSM 3000 Máquina de rectificado de cilindros de alta precisión para maquinado interior y exterior
 RECTIFICADORA CILÍNDRICA RSM 3000 Máquina de rectificado de cilindros de alta precisión para maquinado interior y exterior CARACTERÍSTICAS PRINCIPALES La plataforma grande de la máquina en un diseño pesado
RECTIFICADORA CILÍNDRICA RSM 3000 Máquina de rectificado de cilindros de alta precisión para maquinado interior y exterior CARACTERÍSTICAS PRINCIPALES La plataforma grande de la máquina en un diseño pesado
HERRAMIENTAS ROTATIVAS. Afiladora para un mecanizado completo de herramientas de metal duro de 2 a 20 mm. Vgrind 160
 HERRAMIENTAS ROTATIVAS Afiladora para un mecanizado completo de herramientas de metal duro de 2 a 20 mm Vgrind 160 / HERRAMIENTAS ROTATIVAS // MECANIZADO DE METAL DURO LA PRECISIÓN TOMA UN NUEVO RUMBO:
HERRAMIENTAS ROTATIVAS Afiladora para un mecanizado completo de herramientas de metal duro de 2 a 20 mm Vgrind 160 / HERRAMIENTAS ROTATIVAS // MECANIZADO DE METAL DURO LA PRECISIÓN TOMA UN NUEVO RUMBO:
TORNO PARALELO CAPACIDAD CABEZAL AVANCES Y PASOS CARROS CONTRA PUNTO. MOTOR Potencia del motor principal (Kw) 2,2 Main motor power (Kw) MOTOR
 2,2 Main motor power (Kw) MOTOR") TORNO PARALELO TORRETA DE CAMBIO RAPIDO Plato 3 garras universal Ø 160mm Plato 4 garras independiente Ø 200mm Plato liso Ø 300mm Visualizador FAGOR X, Y Punto giratorio CM3 2 puntos fijos CM3 Freno de
TORNO PARALELO TORRETA DE CAMBIO RAPIDO Plato 3 garras universal Ø 160mm Plato 4 garras independiente Ø 200mm Plato liso Ø 300mm Visualizador FAGOR X, Y Punto giratorio CM3 2 puntos fijos CM3 Freno de
MÓDULO IV: MECANIZADO POR ARRANQUE DE VIRUTA. TEMA 14: Taladrado TECNOLOGÍAS DE FABRICACIÓN. Grado en Ingeniería en Organización Industrial
 Tema14: Taladrado 1/17 MÓDULO IV: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 14: Taladrado TECNOLOGÍAS DE FABRICACIÓN Grado en Ingeniería en Organización Industrial DPTO. DE INGENIERÍA MECÁNICA Universidad
Tema14: Taladrado 1/17 MÓDULO IV: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 14: Taladrado TECNOLOGÍAS DE FABRICACIÓN Grado en Ingeniería en Organización Industrial DPTO. DE INGENIERÍA MECÁNICA Universidad
MECANIZABILIDAD (O MAQUINABILIDAD)
") MECANIZABILIDAD (O MAQUINABILIDAD) Cómo mecanizar diferentes materiales de pieza y en diferentes condiciones (1) Materiales de difícil mecanización (2) Búsqueda de alta productividad (3) Geometrías y tolerancias
MECANIZABILIDAD (O MAQUINABILIDAD) Cómo mecanizar diferentes materiales de pieza y en diferentes condiciones (1) Materiales de difícil mecanización (2) Búsqueda de alta productividad (3) Geometrías y tolerancias
Serie MC Tornos CNC gran capacidad
 Dimensiones Unidad: mm Serie MC Tornos CNC gran capacidad Tornos CNC gran capacidad FBL-510/520/530/540 Series MC CNC Interpolación cilíndrica Interpolación de coordenadas polares Manual Guide i () Edición
Dimensiones Unidad: mm Serie MC Tornos CNC gran capacidad Tornos CNC gran capacidad FBL-510/520/530/540 Series MC CNC Interpolación cilíndrica Interpolación de coordenadas polares Manual Guide i () Edición
MS 3. SISTEMA DE SEGURIDAD PARA ELECTROHUSILLOS DE MÁQUINA HERRAMIENTA
 MS 3. SISTEMA DE SEGURIDAD PARA ELECTROHUSILLOS DE MÁQUINA HERRAMIENTA PROTECCIÓN CONTRA COLISIONES Las colisiones a velocidades de avance elevadas pueden provocar daños sustanciales. Se han realizado
MS 3. SISTEMA DE SEGURIDAD PARA ELECTROHUSILLOS DE MÁQUINA HERRAMIENTA PROTECCIÓN CONTRA COLISIONES Las colisiones a velocidades de avance elevadas pueden provocar daños sustanciales. Se han realizado