Nuevos materiales: una odisea de años
|
|
|
- Ernesto Hernández Zúñiga
- hace 5 años
- Vistas:
Transcripción



1 Nuevos materiales: Manufactura I una odisea de años Plan 2016 Semestre del homo habilis al homo sapiens

2 En el proceso de fundición el metal fundido fluye por gravedad u otra fuerza dentro de un molde donde se solidifica y toma la forma de la cavidad del molde Descripción esquemática del procesos de colada




3 Principio fundamental del proceso de fundición Calor Calor Rebaba Sólido Líquido Molde Sólido Pieza
4 Ventajas de la producción de piezas fundidas Producción de partes de geometría compleja Algunos procesos no se requiere de operaciones subsecuentes para llenar los requisitos geométricos y dimensionales de la pieza Amplio rango de dimensiones, ya que pueden producir piezas desde unos gramos hasta más de 100 toneladas


5 Ventajas de la producción de piezas fundidas El proceso de fundición está limitado a metales y aleaciones con temperatura de fusión menores a los 2000 C (normalmente menor de 1500 C), por lo que los metales refractarios no son procesados mediante estas técnicas. Wolframio o Tungsteno 3422 C Vanadio 1900 C Piezas de geometría irregular.
6 Desventajas de la producción de piezas fundidas Porosidad (gases o contracción interna) Fragilidad intrinseca a la microestructura
7 Factores importantes a ser considerados en la operación de fundición Contracción [en estado líquido, durante la solidificación, en el enfriamiento] Fluidez (viscosidad) del metal líquido durante el vaciado Enfriamiento del metal en el molde (transferencia de calor, esto genera esfuerzos internos). Este parámetro lo determina el material del molde.
8 Ejemplos de piezas producidas mediante fundición Coronas dentales (en desuso) Joyería Estatuas Estufas de hierro fundido Bloques y cabezas para motores automotrices Bases para máquinas Ruedas para ferrocarril Utensilios de cocina Carcasas para bombas Pistones árbol de levas



9 Piezas obtenidas por fundición; izquierda piezas de aleaciones de aluminio y en la figura intermedia de hierro gris y en la derecha de acero inoxidable.


10 Por fundición se pueden producir piezas de decenas de toneladas. Campana Zarina, Kremlin Moscú, Rusia. Fundida en 1733 y con un peso de 216 ton. y una altura de 6.14 m y un diámetro de 6.6 m.
11 Etapas principales del proceso de fundición.
12 Para llevar a cabo el proceso se requiere: El molde o matriz Sus materiales Su duración Su producción El metal líquido -Técnicas de fusión utilizadas -Tipo de hornos -Mecanismos de preparación y desgasificación.
13 La denominación será función de su duración Molde Un vaciado y se destruye Matriz Permite más de una operación Matriz semipermanente Algunas operaciones Matriz permanente más de 1000 vaciados
14 Para el molde Modelo de la pieza (dimensiones, forma) Madera, aluminio, resinas Molde: Tiene con la forma geométrica requerida Cavidad sobredimensionada compensa contracción De diferentes materiales (Arena, yeso y cerámica) Canales de alimentación (coladas) Mazarotas (compensan la contracción) Las cavidades se producen mediante machos o corazones
15 Modelo Más grande que la pieza final [Contracción y maquinado] Ángulos mínimos con la dirección de desmoldeo Ángulo de salida (0.5 a 2 ) Si el modelo se extrae en forma líquida o gaseosa no son necesarios ángulos de salida (fundición a la cera pérdida, espuma perdida-lost foam processes).
16 Modelo Resistentes a la compresión, humedad ó temperatura Puede haber modelos desechables (una sola pieza) Cera pérdida Parafina y polietileno Colada sin cavidad Poliestireno expandido Para varias operaciones Madera, plásticos, Aluminio, Hierro fundido Usualmente se fabrican dos o más semimodelos


17 Modelos de madera, la zona pintada de negro (platilla) corresponde al apoyo del macho o corazón.




18 Izquierda: modelo de una válvula de compuerta de 36 ; en el centro se muestra la caja de corazones. Inferior derecha modelo de poliestireno expandido y la correspondiente pieza ya fundida.

 Modelo de aluminio")
19 Manufactura I Semestre de agosto de 2016 Tecnología de la Fundición Modelo placa para proceso Shell, (derecha) Modelo de aluminio para rotor
20 Molde permanente o matriz Fundición a presión (Pressure die casting) Colada por gravedad en matriz (Die casting) Colada a baja presión (Low pressure die casting)
 Colada")

21 Matrices, (a) Colada por gravedad, (b) Inyección.
22 Molde no permanente. a. Compactación de la arena alrededor del modelo. Manual ó mecánica (generalmente por medios automáticos mediante sistemas neumáticos). b. Si la pieza es hueca Machos ó corazones para generar cavidades. Formados y endurecidos se procederá a su colocación, para el posterior cerrado del molde.
23 Molde no permanente [arena, yeso de cerámista, cáscara cerámica] Enfriamiento lento Desmoldeo Destrucción del molde y extracción de la pieza Se retira la arena Generalmente se recicla Desbarbado Eliminación de conductos (alimentación, mazarota) y rebabas Limpieza Eliminación de restos de arena Acabado La pieza puede ser maquinada o tratada térmicamente


24 Imagen izquierda; modelo, el corazón de arena y la pieza ya vaciada todavía con sistema de alimentación. Figura derecha; cabeza de un motor diesel.
25 Métodos de moldeo. Moldeo en arena verde. Elaboración del molde con mezcla de molde [arena + arcillas bentonita-, agua] Se activan por la presencia de humedad Método más empleado y económico Para casi cualquier metal ó aleación No se emplea en el caso de piezas muy grandes o de geometrías complejas Inconvenientes con el acabado superficial y las tolerancias

26 Moldeo en Arena. El molde consiste en dos mitades: la semicaja ó semimolde superior y la semicaja ó semimolde inferior. Las dos mitades del molde están separadas por el plano de separación. Molde de fundición en arena. Prof.Dr. Armando Ortiz Prado
 y")
 y mazarotas")
27 Sistema de llenado colada (sprue) y alimentadores (gating system) y mazarotas (riser).
28 Etapas del moldeo en arena en verde mediante un procedimiento manual. Moldeo con Arena en Verde. Emplea una mezcla de moldeo cuyos constituyentes principales son: arena, bentonita y agua. Este proceso se caracteriza por ser el más económico

29 Moldeo en verde con Moldeadoras Neumáticas. El compactado de la arena se efectúa por percusión-prensado.


30 Moldeo con arena en verde de piezas de grandes dimensiones. Cuando las piezas son muy grandes, el moldeo se efectúa en foso, para esto se emplean las lanzadoras de arena.
31 Mezcla de Moldeo. Éstas deben presentar: Plasticidad (Facilidad para reproducir la geometría del modelo), Resistencia Mecánica (capacidad de la arena para conservar la forma de la cavidad) Poder Refractario (Capacidad para soportar el contacto con el metal fundido sin ser sinterizado por éste), Permeabilidad (Capacidad para permitir la salida de del aire y los gases producidos durante el llenado de la pieza) Estabilidad Química y Física (la mezcla no deberá sufrir transformaciones que afecten las dimensiones de la pieza)
32 Arena sílica (Si0 2 ) es la más común, se pueden llegar a utilizar arenas de zirconio (ZrSi0 4 ), olivinita (Mg 2 Si0 4 ) y cromita (Fe0 - Cr ). La Arena Sílica es la de empleo general por su costo. Las arenas de zirconio presentan mayor conductividad térmica y no se adhieren a la superficie de la pieza. Tabla 1 Composición típica de una arena para fundición. Composición Arena Sintética % Arena Natural % Si Al Fe Ti Ca Mg K Na Pérdidas por combustión
33 Moldeo en verde; aglomerantes- arcillas, éstas se caracterizan por ser regenerables ya que su fuerza de adhesión se obtiene mediante la adición de agua Caoliníticas (Al Si0 2-2H 2 0), montmorilloníticas [bentonitas] (Al Si0 2 - H 2 0-nH 2 0), hidromicáceas y poliminerales. Las bentonitas se utilizan tanto para el moldeo en verde como en seco.
34 a) Efecto de la Humedad en la Resistencia en Verde y en Seco, b) Influencia de la Humedad y del Contenido de Arcillas en la Resistencia en Verde.
35 Métodos de moldeo. Procesos CO 2 ; arena seca + aglomerante [silicato de sodio Na 2 SiO 3 ] Resinas autofraguantes; polímeros termofijos que se mezclan a la arena, estos endurecen a temperatura ambiente, moldes para piezas de acero. Caja caliente; Resinas de origen orgánico, terminan su polimerización al calentar la mezcla. Se utilizan para corazones. Estos procesos permite fundir piezas con mejor acabado superficial y tolerancias más cerradas. Moldeo en arena seca; En este el molde se seca antes del vaciado. Se incrementa la rigidez del molde. Piezas de mayor tamaño, sin inconvenientes debidos a la presencia de humedad durante el vaciado (bentonita sódica).
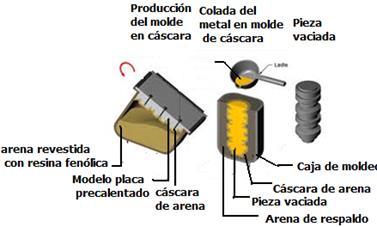
36 Métodos de moldeo. Moldeo en cáscara (Shell molding); Mezcla seca de arena + resina fenólica, ésta se endurece al calentarse a temperaturas entre 200 y 300ºC incrementando sensiblemente su rigidez, todo lo cual permite la producción de moldes (cáscaras) que solamente conllevan el contorno de la pieza. Se aplica para piezas pequeñas y medianas con una alta precisión y un excelente acabado. Yeso de ceramista (plaster mold casting); es usual en aplicaciones odontológicas o artísticas empleando para tal fin procesos como el de la cera pérdida.


37 Molde en yeso ya terminado, derecha piezas en aluminio producidas por este método.
38 MOLDEO EN ARENA EMPLEADO COMO AGLUTINANTE SILICATO DE SODIO (PROCESO CO 2 ). Para obtener la resistencia en el molde es necesario hacer pasar una corriente de gas carbónico [CO 2 ] a través de la arena. Silicato de sodio (Na 2 Si0 3.nH 2 0). El paso de C0 2 a través de la mezcla o por calor se producen una serie de reacciones químicas que dan lugar a la formación de una gel sílice que actúa como puente entre los granos de arena, la reacción general se representa por: Na 2 Si0 3 + CO 2 Na 2 CO 3 + Si0 2 Para reducir los costos se puede tan solo utilizar una capa que recubra al modelo y el resto se rellena con arena en verde.

39 El proceso C0 2 se emplea más en la producción de corazones. Mayor precisión dimensional. Mejor acabado. Máquina Sopladora de Corazones. Geometrías o detalles más complejos. Su principal desventaja radica en el costo de las resinas y en el reciclaje de la arena.
40 Moldeo en caja caliente. Producción de corazones, su principal ventaja sobre el de cáscara reside en la mayor velocidad de producción. Resinas líquidas sintéticas, que al reaccionar con un catalizador a la temperatura adecuada, produce una cáscara de resistencia suficiente para que resista el peso del corazón, permitiendo así su maniobra sin que se rompa. La reacción que se produce para lograr el endurecimiento es: Resina líquida + catalizador + calor resina sólida + agua
41 Constituyentes de las resinas para el proceso de caja caliente. Constituyente Composición Química Fenol C 6 H 5 OH Formaldehído CH 2 = 0 Urea 0 = C (NH) 2 Alcohol furfural

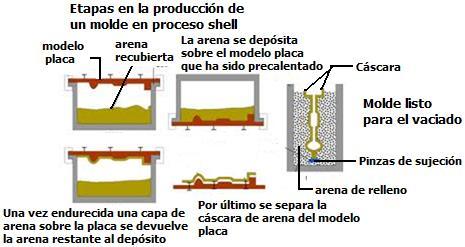
42 Moldeo en cáscara (Shell).


43 Corazones producidos por diferentes técnicas, ya durante su ensamble.

44 Máquina sopladora de corazones de caja caliente


45 Izquierda vaciado de aluminio en moldes de arena en verde. Derecha, compactado de la arena alrededor del modelo, con auxilio de una pisoneta neumática

46 Vaciado de los moldes en un carrusel.
 producidos en")

47 Colada en matriz. Se caracteriza por el empleo de moldes metálicos (matrices) producidos en hierro gris o acero. Este tipo de proceso se emplea para lotes grandes de producción de piezas medianas cuya geometría permite su llenado por acción exclusiva de las fuerzas de gravedad (por ejemplo pistones automotrices).
48 Fundición a presión ó inyección de metales: Piezas medianas y pequeñas (desde unos gramos hasta unos 50 Kg). Metales y aleaciones de bajo punto de fusión (generalmente menor a 650 C; aleaciones de aluminio y de zinc). Geometrías complejas y espesores pequeños (del orden de unos cuantos mm) Cavidades simples [los corazones son de acero] Lotes de producción muy grandes (mínimo del orden de unas piezas). Se caracteriza por su reducido costo de operación, aunado a excelentes acabados y tolerancias cerradas.


49 Máquina para inyección de metales, Descripción esquemática del proceso.
 Involucra la solidificación del metal bajo alta presión; combina")
. Descripción esquemática, b) Piezas producidas por squeeze casting.")
50 Fundición prensada (squeeze casting) Desarrollada en la segunda mitad del siglo XX (hacia 1960) Involucra la solidificación del metal bajo alta presión; combina forja con colada, afinando la microestructura y obteniendo mejores propiedades mecánicas. a). Descripción esquemática, b) Piezas producidas por squeeze casting.
51 Fundición a baja presión (low pressure casting); Moldes de grafito o también matrices metálicas. El llenado es en flujo laminar por la parte inferior del molde, La presión necesaria para que el metal ascienda y llene el molde se aplica a través de un gas inerte. La microestructura obtenida garantiza excelentes propiedades mecánicas. Este proceso se puede emplear tanto para los blocks de motor como para las ruedas.


52 Fundición a baja presión (low pressure casting).
53 Centrifugado y semicentrifugado: Llenado del molde por la acción de las fuerzas generadas por la rotación de éste. Estos permiten la obtención de piezas sanas (eliminación de defectos) y la disminución o en su caso la eliminación de conductos de llenado y mazarotas. Centrifugado Eliminación de corazones o machos Semicentrifugado Eliminación de mazarotas o alimentaciones
 en eje")

54 Centrifugado. a) en eje horizontal; b) Máquina para centrifugado vertical.
55 Centrifugado. P 2 a R F ma N A l m Pieza sólida. m s l R F m R 4 P A l l l R F m R 4 P A l l 2 2 R 2R R 1 2 P R 4 4 2
56 Centrifugado. 2 2 N 2 2 P Rext Rint P Rext Rint 2 Factor de centrifugado ( G) G G R g Pieza hueca. v Rg NR 60 Rg N R 900g donde R radio de la pieza g aceleración de la gravedad densidad N revoluciones por minuto velocidad angular
57 Procesos de fundición Molde No permanente Molde Permanente Modelo permanente Modelo no permanente Espuma pérdida Molde Metálico Moldeo en arena Arcillas Moldeo en cerámicas En yeso de ceramista Cera pérdida Por gravedad Baja presión Fundición a presión Silicatos Resinas C erámicos Al vacío
Métodos de Fundición o Colada
 Métodos de Fundición o Colada Ventajas de la producción de piezas fundidas Producción de partes de geometría compleja Algunos procesos no se requiere de operaciones subsecuentes Amplio rango de dimensiones
Métodos de Fundición o Colada Ventajas de la producción de piezas fundidas Producción de partes de geometría compleja Algunos procesos no se requiere de operaciones subsecuentes Amplio rango de dimensiones
Nuevos materiales: una odisea de años
 Nuevos materiales: Manufactura II una odisea de 35.000 años Plan 2016 Clave 2603 del homo habilis Grupo al homo 01 sapiens 2018-2 Generalidades de los procesos de Fundición; Definición Clasificación Aplicaciones
Nuevos materiales: Manufactura II una odisea de 35.000 años Plan 2016 Clave 2603 del homo habilis Grupo al homo 01 sapiens 2018-2 Generalidades de los procesos de Fundición; Definición Clasificación Aplicaciones
Análisis del proceso de vaciado.
 Análisis del proceso de vaciado. Flujo conservativo (lo cual no es verdad): se puede realizar un primer análisis empleando para tal fin la ecuación de Bernoulli La suma de las energías (altura, presión
Análisis del proceso de vaciado. Flujo conservativo (lo cual no es verdad): se puede realizar un primer análisis empleando para tal fin la ecuación de Bernoulli La suma de las energías (altura, presión
Módulo IV - Procesos de Manufactura CORTES CSIM ITESM, 2003 FUNDICION
 FUNDICION Procesos que dan Forma Conservación de Masa Casting / Fundición Tipos de Fundiciones Cold Chamber Die Casting / Fundición en Dado con Cámara Fría Hot Chamber Die Casting / Fundición en Dado con
FUNDICION Procesos que dan Forma Conservación de Masa Casting / Fundición Tipos de Fundiciones Cold Chamber Die Casting / Fundición en Dado con Cámara Fría Hot Chamber Die Casting / Fundición en Dado con
Procesos de Fundición
 Procesos de Fundición Se denomina fundición al proceso de fabricación de piezas útiles, comúnmente metálicas pero también de plástico, a partir del material fundido e introducirlo en una cavidad, llamada
Procesos de Fundición Se denomina fundición al proceso de fabricación de piezas útiles, comúnmente metálicas pero también de plástico, a partir del material fundido e introducirlo en una cavidad, llamada
Fundición en molde permanente
 Fundición en molde permanente Fundición en molde permanente Generalidades Se usan moldes metálicos que se reutilizan muchas veces. Los metales que usualmente se funden en moldes permanentes son el estaño,
Fundición en molde permanente Fundición en molde permanente Generalidades Se usan moldes metálicos que se reutilizan muchas veces. Los metales que usualmente se funden en moldes permanentes son el estaño,
Sistema de evacuación del aire
 MACHERIA Generalidades Son muy importantes Una pieza compleja requiere de varios núcleos Sin ellos es imposible concebir una pieza compleja El modelo permite obtener la parte externa Un núcleo, permite
MACHERIA Generalidades Son muy importantes Una pieza compleja requiere de varios núcleos Sin ellos es imposible concebir una pieza compleja El modelo permite obtener la parte externa Un núcleo, permite
UNIDAD TEMÁTICA 1: Generalidades. Procesos. Objetivos. Las operaciones de la fundición. Historia. La fundición como un proceso de formado. Ventajas.
 ASIGNATURA: Fundición de los Metales Ferrosos y no Ferrosos ESPECIALIDAD: Metalurgia PLAN: 95 Adecuado (Ordenanza Nº 1058) NIVEL: 5 to. MODALIDAD: Anual DICTADO: Anual HORAS: 4 semanales ÁREA: Tecnologías
ASIGNATURA: Fundición de los Metales Ferrosos y no Ferrosos ESPECIALIDAD: Metalurgia PLAN: 95 Adecuado (Ordenanza Nº 1058) NIVEL: 5 to. MODALIDAD: Anual DICTADO: Anual HORAS: 4 semanales ÁREA: Tecnologías
Sesión 7. El proceso cerámico tradicional (continuación)
") Sesión 7 El proceso cerámico tradicional (continuación) Moldeo El moldeo de las pastas cerámicas tradicionales depende de las propiedades plásticas y de flujo de ésta. La facilidad con que cambia de forma
Sesión 7 El proceso cerámico tradicional (continuación) Moldeo El moldeo de las pastas cerámicas tradicionales depende de las propiedades plásticas y de flujo de ésta. La facilidad con que cambia de forma
TEMA 2: Desarrollos de la Fundición en Arena
 Tema 2: Desarrollos de la Fundición en Arena 1/13 MÓDULO I: FUNDICIÓN TEMA 2: Desarrollos de la Fundición en Arena TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA
Tema 2: Desarrollos de la Fundición en Arena 1/13 MÓDULO I: FUNDICIÓN TEMA 2: Desarrollos de la Fundición en Arena TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA
MOLDEO POR GRAVEDAD. En Gestión de Compras contamos con los medios necesarios para diseñar y fabricar cualquier producto mediante moldeo por gravedad.
 MOLDEO POR GRAVEDAD En Gestión de Compras contamos con los medios necesarios para diseñar y fabricar cualquier producto mediante moldeo por gravedad. PROCESO: El moldeo por gravedad también llamado moldeo
MOLDEO POR GRAVEDAD En Gestión de Compras contamos con los medios necesarios para diseñar y fabricar cualquier producto mediante moldeo por gravedad. PROCESO: El moldeo por gravedad también llamado moldeo
13. SINTERIZADO PULVIMETALURGIA CARACTERÍSTICAS CARACTERIZACÓN DE POLVOS PROPIEDADES DE LA MASA DE POLVOS
 13. SINTERIZADO 1 Materiales I 13/14 ÍNDICE CARACTERÍSTICAS CARACTERIZACÓN DE POLVOS PROPIEDADES DE LA MASA DE POLVOS COMPRESIBILIDAD RESISTENCIA EN VERDE SINTERABILIDAD COMPACTACIÓN DE POLVOS METÁLICOS
13. SINTERIZADO 1 Materiales I 13/14 ÍNDICE CARACTERÍSTICAS CARACTERIZACÓN DE POLVOS PROPIEDADES DE LA MASA DE POLVOS COMPRESIBILIDAD RESISTENCIA EN VERDE SINTERABILIDAD COMPACTACIÓN DE POLVOS METÁLICOS
CONFORMACIÓN PLASTICA DE METALES: FORJA
 CONFORMACIÓN PLASTICA DE METALES: FORJA CONTENIDO Definición y Clasificación de los Procesos de Forja Equipos y sus Características Técnicas Variables Principales del Proceso Métodos Operativos (Equipos
CONFORMACIÓN PLASTICA DE METALES: FORJA CONTENIDO Definición y Clasificación de los Procesos de Forja Equipos y sus Características Técnicas Variables Principales del Proceso Métodos Operativos (Equipos
MATERIALES DE USO TÉCNICO V. EL VIDRIO
 MATERIALES DE USO TÉCNICO V. EL VIDRIO EL VIDRIO: El vidrio es un material inorgánico duro, frágil, transparente y amorfo que se encuentra en la naturaleza aunque también puede ser producido por el hombre.
MATERIALES DE USO TÉCNICO V. EL VIDRIO EL VIDRIO: El vidrio es un material inorgánico duro, frágil, transparente y amorfo que se encuentra en la naturaleza aunque también puede ser producido por el hombre.
TEMA 1: Fundición n en Arena
 Tema1: Fundición en Arena 1/18 MÓDULO I: FUNDICIÓN TEMA 1: Fundición n en Arena TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA Universidad del País s Vasco Euskal
Tema1: Fundición en Arena 1/18 MÓDULO I: FUNDICIÓN TEMA 1: Fundición n en Arena TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA Universidad del País s Vasco Euskal
Práctica 8 Molde de arena verde
 Práctica 8 Molde de arena verde Objetivo Elaborar moldes de arena para colado de fundición de aluminio, mediante el uso de moldes de polietileno. Preguntas detonantes 1.- Cuáles son las ventajas que ofrecen
Práctica 8 Molde de arena verde Objetivo Elaborar moldes de arena para colado de fundición de aluminio, mediante el uso de moldes de polietileno. Preguntas detonantes 1.- Cuáles son las ventajas que ofrecen
Unidad Temática N 18: FUNDICION
 1 Unidad Temática N 18: FUNDICION Se denomina fundición, al procedimiento por el cual se obtiene una pieza metálica vertiendo el metal en estado líquido, en una cavidad o hueco que representa la forma
1 Unidad Temática N 18: FUNDICION Se denomina fundición, al procedimiento por el cual se obtiene una pieza metálica vertiendo el metal en estado líquido, en una cavidad o hueco que representa la forma
INDICE. Prologo del editor
 INDICE Prologo del editor V Prologo VII 1. Morfologia de los Procesos 1 1.1. Introduccion 1 1.2. Estructura básica de los procesos de manufactura 1 1.2.1. Modelo general de los procesos 2 1.2.2. Estructura
INDICE Prologo del editor V Prologo VII 1. Morfologia de los Procesos 1 1.1. Introduccion 1 1.2. Estructura básica de los procesos de manufactura 1 1.2.1. Modelo general de los procesos 2 1.2.2. Estructura
CIDEAD. TECNOLOGÍA INDUSTRIAL I. 3ª EVALUACIÓN. Tema 23.- Conformación por moldeo
 Desarrollo del tema : 1. Introducción. 2. Conformación por moldeado. 3. Conformación por moldeo : lingoteras. 4. Conformación por moldeo : contínuo. 5. Conformación por moldeo : en moldes 1 1. Introducción.
Desarrollo del tema : 1. Introducción. 2. Conformación por moldeado. 3. Conformación por moldeo : lingoteras. 4. Conformación por moldeo : contínuo. 5. Conformación por moldeo : en moldes 1 1. Introducción.
TEMA 1: Fundición en Arena
 MÓDULO I: FUNDICIÓN TEMA 1: Fundición en Arena TECNOLOGÍA MECÁNICA DPTO. DE INGENIERÍA MECÁNICA Universidad del País Vasco Euskal Herriko Unibertsitatea Tema1: Fundición en Arena 1/19 Contenidos 1. Introducción
MÓDULO I: FUNDICIÓN TEMA 1: Fundición en Arena TECNOLOGÍA MECÁNICA DPTO. DE INGENIERÍA MECÁNICA Universidad del País Vasco Euskal Herriko Unibertsitatea Tema1: Fundición en Arena 1/19 Contenidos 1. Introducción
PRACTICA Nº 1 FUNDICION
 UNIVERSIDAD NACIONAL EXPERIMENTAL DEL TÁCHIRA DEPARTAMENTO DE INGENIERÍA MECÁNICA NÚCLEO DE MATERIALES Y PROCESOS LABORATORIO DE PROCESOS DE MANUFACTURA I PRACTICA Nº 1 FUNDICION Abril, 2009 Autores: J.
UNIVERSIDAD NACIONAL EXPERIMENTAL DEL TÁCHIRA DEPARTAMENTO DE INGENIERÍA MECÁNICA NÚCLEO DE MATERIALES Y PROCESOS LABORATORIO DE PROCESOS DE MANUFACTURA I PRACTICA Nº 1 FUNDICION Abril, 2009 Autores: J.
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO FACULTAD DE ESTUDIOS SUPERIORES CUAUTITLÁN LICENCIATURA: INGENIERÍA MECÁNICA ELÉCTRICA
 UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO FACULTAD DE ESTUDIOS SUPERIORES CUAUTITLÁN LICENCIATURA: INGENIERÍA MECÁNICA ELÉCTRICA PROGRAMA DE LA ASIGNATURA DE: Procesos de Conformado de Materiales IDENTIFICACIÓN
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO FACULTAD DE ESTUDIOS SUPERIORES CUAUTITLÁN LICENCIATURA: INGENIERÍA MECÁNICA ELÉCTRICA PROGRAMA DE LA ASIGNATURA DE: Procesos de Conformado de Materiales IDENTIFICACIÓN
FUNCIONAMIENTO DEL PROCESO TECNOLÓGICO Y OTROS PRODUCTOS OBTENIDOS.
 FUNCIONAMIENTO DEL PROCESO TECNOLÓGICO Y OTROS PRODUCTOS OBTENIDOS. Lingotes y colada continúa: Para fabricar los diferentes objetos útiles en la industria metal metálica, es necesario que el hierro se
FUNCIONAMIENTO DEL PROCESO TECNOLÓGICO Y OTROS PRODUCTOS OBTENIDOS. Lingotes y colada continúa: Para fabricar los diferentes objetos útiles en la industria metal metálica, es necesario que el hierro se
PROCESOS DE CONFIGURACION DE MATERIALES. Procesos de Manufactura Director de curso: Ing. Alberto Pernett
 PROCESOS DE CONFIGURACION DE MATERIALES Procesos de Manufactura Director de curso: Ing. Alberto Pernett 2015-2 ÍNDICE 1. CONFORMADO POR MOLDEO 2. CONFORMADO POR DEFORMACIÓN PLASTICA 3. METALURGIA DE POLVOS
PROCESOS DE CONFIGURACION DE MATERIALES Procesos de Manufactura Director de curso: Ing. Alberto Pernett 2015-2 ÍNDICE 1. CONFORMADO POR MOLDEO 2. CONFORMADO POR DEFORMACIÓN PLASTICA 3. METALURGIA DE POLVOS
Las principales partes fabricadas en aluminio son:
 ANTECEDENTES: El proceso de fundición de Lost Foam se originó en 1958 cuando a H.F. Shroyer le fue concedida una patente por un método de fundición sin cavidad, usando un modelo de espuma de poliestireno
ANTECEDENTES: El proceso de fundición de Lost Foam se originó en 1958 cuando a H.F. Shroyer le fue concedida una patente por un método de fundición sin cavidad, usando un modelo de espuma de poliestireno
MODELO DE RESPUESTAS
 1/5 MODELO DE RESPUESTAS ASIGNATURA: PROCESOS DE MANUFACTURA CÓDIGO: 202 MOMENTO: Primera Integral VERSIÓN: 1 FECHA DE APLICACIÓN: Prof. Responsable: Ing. Ana María Alvarez. Coordinador: Ing. Anel Núñez.
1/5 MODELO DE RESPUESTAS ASIGNATURA: PROCESOS DE MANUFACTURA CÓDIGO: 202 MOMENTO: Primera Integral VERSIÓN: 1 FECHA DE APLICACIÓN: Prof. Responsable: Ing. Ana María Alvarez. Coordinador: Ing. Anel Núñez.
VERDADERO / FALSO TECNOLOGÍA DE FABRICACIÓN
 VERDADERO / FALSO TECNOLOGÍA DE FABRICACIÓN 1. En colada semicentrífuga las piezas obtenidas pueden presentar heterogeneidad en la densidad a lo largo de la pieza. 2. No es posible realizar un mecanizado
VERDADERO / FALSO TECNOLOGÍA DE FABRICACIÓN 1. En colada semicentrífuga las piezas obtenidas pueden presentar heterogeneidad en la densidad a lo largo de la pieza. 2. No es posible realizar un mecanizado
Conformado de materiales cerámicos. Materiales para Ingeniería 2016 Ing. Teresa Antequera
 Conformado de materiales cerámicos Materiales para Ingeniería 2016 Ing. Teresa Antequera Fabricación de los productos Cerámicos tradicionales cerámicos Preparación de la mezcla base: Homogeneización de
Conformado de materiales cerámicos Materiales para Ingeniería 2016 Ing. Teresa Antequera Fabricación de los productos Cerámicos tradicionales cerámicos Preparación de la mezcla base: Homogeneización de
FUNDICIÓN A PRESIÓN. METAL FUNDIDO EN EL CRISÓOL Alimentación (tubo o cazo de metales) ÉMBOLO Y CONTRA-ÉMBOLO Inyección MOLDE
 ÉMBOLO Y CONTRA-ÉMBOLO Inyección MOLDE") FUNDICIÓN A PRESIÓN En Gestión de Compras disponemos de los medios para obtener piezas mediante fundición a presión. Ofrecemos los productos más competitivos pues trabajamos un amplio rango de materiales,
FUNDICIÓN A PRESIÓN En Gestión de Compras disponemos de los medios para obtener piezas mediante fundición a presión. Ofrecemos los productos más competitivos pues trabajamos un amplio rango de materiales,
TITULACIÓN Ingeniero Técnico Industrial, Especialidad en Mecánica ASIGNATURAS DE SEGUNDO CURSO DEL PLAN 1999 TECNOLOGÍA MECÁNICA PROGRAMA:
 TITULACIÓN Ingeniero Técnico Industrial, Especialidad en Mecánica ASIGNATURAS DE SEGUNDO CURSO DEL PLAN 1999 TECNOLOGÍA MECÁNICA PROGRAMA: BLOQUE TEMÁTICO I: METROLOGÍA. UNIDADES.INCERTIDUMBRES.INSTRUMENTROS.
TITULACIÓN Ingeniero Técnico Industrial, Especialidad en Mecánica ASIGNATURAS DE SEGUNDO CURSO DEL PLAN 1999 TECNOLOGÍA MECÁNICA PROGRAMA: BLOQUE TEMÁTICO I: METROLOGÍA. UNIDADES.INCERTIDUMBRES.INSTRUMENTROS.
PROCESOS DE FUNDICIÓN DE METALES PROCESOS DE FUNDICIÓN DE METALES
 COLADA DE METALES PROCESOS DE FUNDICIÓN DE METALES PROCESOS DE FUNDICIÓN DE METALES MOLDE DESECHABLE (Modelo permanente) MOLDE PERMANENTE (Coquilla) MOLDE Y MODELO DE SACRIFICIO 1 PROCESOS DE FUNDICIÓN
COLADA DE METALES PROCESOS DE FUNDICIÓN DE METALES PROCESOS DE FUNDICIÓN DE METALES MOLDE DESECHABLE (Modelo permanente) MOLDE PERMANENTE (Coquilla) MOLDE Y MODELO DE SACRIFICIO 1 PROCESOS DE FUNDICIÓN
Programa de Asignatura
 Departamento de Ingeniería Industrial Programa: Ingeniería Mecatrónica 007- Asignatura: Procesos de Manufactura I Clave: 798 Semestre: IV Tipo: Obligatoria H. Teoría: 3 H Práctica: HSM: 4 Créditos: 7 Requisitos:
Departamento de Ingeniería Industrial Programa: Ingeniería Mecatrónica 007- Asignatura: Procesos de Manufactura I Clave: 798 Semestre: IV Tipo: Obligatoria H. Teoría: 3 H Práctica: HSM: 4 Créditos: 7 Requisitos:
Recubrimientos duros aplicados a herramientas de corte
 Recubrimientos duros aplicados a herramientas de corte Los procesos por arranque de viruta son ampliamente utilizados en la fabricación de componentes mecánicos La vida útil del filo de la herramienta
Recubrimientos duros aplicados a herramientas de corte Los procesos por arranque de viruta son ampliamente utilizados en la fabricación de componentes mecánicos La vida útil del filo de la herramienta
FUMBARRI PROCESO PRODUCTIVO
 1. INTRODUCION Fundada en 1956, Fumbarri centra su actividad inicial principalmente a la fabricación de piezas seriada de tamaño medio pequeño para infinidad de sectores. Con el paso del tiempo comienza
1. INTRODUCION Fundada en 1956, Fumbarri centra su actividad inicial principalmente a la fabricación de piezas seriada de tamaño medio pequeño para infinidad de sectores. Con el paso del tiempo comienza
SIMULACIÓN NUMÉRICA DE PROCESOS DE FUNDICIÓN
 SIMULACIÓN NUMÉRICA DE PROCESOS DE FUNDICIÓN E.T.S.I. de Bilbao Curso 2012-2013 Técnicas Avanzadas de Moldeo y Conformado MODELIZACIÓN ETAPAS PREPROCESADO PROCESADO POSTPROCESADO GEOMETRIA Sol. de las
SIMULACIÓN NUMÉRICA DE PROCESOS DE FUNDICIÓN E.T.S.I. de Bilbao Curso 2012-2013 Técnicas Avanzadas de Moldeo y Conformado MODELIZACIÓN ETAPAS PREPROCESADO PROCESADO POSTPROCESADO GEOMETRIA Sol. de las
Fundición Sección 7,7-7,9. Mateo Pineda Q. Camilo Triana D. Shajid Kairuz F. Philippe Thiriez O.
 Fundición Sección 7,7-7,9 Mateo Pineda Q. Camilo Triana D. Shajid Kairuz F. Philippe Thiriez O. 7-7 Aseguramiento de la calidad todas las etapas de vitales para el éxito de una fundición 7-7-1 Inspección
Fundición Sección 7,7-7,9 Mateo Pineda Q. Camilo Triana D. Shajid Kairuz F. Philippe Thiriez O. 7-7 Aseguramiento de la calidad todas las etapas de vitales para el éxito de una fundición 7-7-1 Inspección
MD. Julio Alberto Aguilar Schafer
 3-PULVOMETLÚRGIA MD. Julio Alberto Aguilar Schafer Características fundamentales Forma Composición Tamaño Distribución Porosidad Microestructura Características Características secundarias Densidad Superficie
3-PULVOMETLÚRGIA MD. Julio Alberto Aguilar Schafer Características fundamentales Forma Composición Tamaño Distribución Porosidad Microestructura Características Características secundarias Densidad Superficie
ANÁLISIS DE ARENAS ÍNDICE OBJETIVOS... 3 BIBLIOGRAFÍA ANEXOS OBJETIVOS
 ÍNDICE OBJETIVOS... 3 BIBLIOGRAFÍA... 17 ANEXOS... 18 Determinar el OBJETIVOS su curva distributiva. Medir la humedad de una muestra de arena mediante el uso de una lámpara de secado. 2 Calcular si los
ÍNDICE OBJETIVOS... 3 BIBLIOGRAFÍA... 17 ANEXOS... 18 Determinar el OBJETIVOS su curva distributiva. Medir la humedad de una muestra de arena mediante el uso de una lámpara de secado. 2 Calcular si los
U D I - L a b o r a t o r i o d e P r o c e s o s d e M a n u f a c t u r a
 UNIVERSIDAD AUTÓNOMA DE ZACATECAS Francisco García Salinas ÁREA DE INGENIERÍAS Y TECNOLOGICAS UNIDAD ACADÉMICA DE INGENIERÍA I PROGRAMA DE INGENIERÍA MECÁNICA U D I - L a b o r a t o r i o d e P r o c
UNIVERSIDAD AUTÓNOMA DE ZACATECAS Francisco García Salinas ÁREA DE INGENIERÍAS Y TECNOLOGICAS UNIDAD ACADÉMICA DE INGENIERÍA I PROGRAMA DE INGENIERÍA MECÁNICA U D I - L a b o r a t o r i o d e P r o c
MODELO DE RESPUESTA. b) La velocidad volumétrica de flujo se calcula por la Ley de Continuidad mediante la ecuación:
 La velocidad volumétrica de flujo se calcula por la Ley de Continuidad mediante la ecuación:") 202-1/5 UNIVERSIDAD NACIONAL ABIERTA VICERRECTORADO ACADEMICO AREA: INGENIERIA CARRERA: INGENIERÍA INDUSTRIAL MODELO DE RESPUESTA ASIGNATURA: PROCESOS DE MANUFACTURA CÓD. 202 MOMENTO: PRIMERA INTEGRAL
202-1/5 UNIVERSIDAD NACIONAL ABIERTA VICERRECTORADO ACADEMICO AREA: INGENIERIA CARRERA: INGENIERÍA INDUSTRIAL MODELO DE RESPUESTA ASIGNATURA: PROCESOS DE MANUFACTURA CÓD. 202 MOMENTO: PRIMERA INTEGRAL
Fac. de Ingeniería Univ. Nac. de La Pampa. Tecnología Mecánica. Procesos de remoción de Material: Corte II
 Tecnología Mecánica Procesos de remoción de Material: II Contenido s 2 Material de s s Propiedades requeridas Dureza en caliente Tenacidad Estabilidad química Resistencia al choque térmico 3 Material de
Tecnología Mecánica Procesos de remoción de Material: II Contenido s 2 Material de s s Propiedades requeridas Dureza en caliente Tenacidad Estabilidad química Resistencia al choque térmico 3 Material de
Curso MT-1113 Ciencia de los Materiales Introducción y TEMA 1
 Curso MT-1113 Ciencia de los Materiales Introducción y TEMA 1 Introducción del Curso Relevancia del Curso Temario. Cronograma y Evaluaciones. TEMA 1: Importancia de la Ciencia e Ingeniería de los materiales,
Curso MT-1113 Ciencia de los Materiales Introducción y TEMA 1 Introducción del Curso Relevancia del Curso Temario. Cronograma y Evaluaciones. TEMA 1: Importancia de la Ciencia e Ingeniería de los materiales,
DESGASTE DE DADOS (MATRICES) EN EXTRUSIÓN DE ALUMINIO
 EN EXTRUSIÓN DE ALUMINIO") DESGASTE DE DADOS (MATRICES) EN EXTRUSIÓN DE ALUMINIO Composicion quimica del aluminio Par tículas de segunda fase Extrusión de per files Desgaste Composicion quimica del acero Nitruración COMPOSICION
DESGASTE DE DADOS (MATRICES) EN EXTRUSIÓN DE ALUMINIO Composicion quimica del aluminio Par tículas de segunda fase Extrusión de per files Desgaste Composicion quimica del acero Nitruración COMPOSICION
Universitat Politècnica de València
 metálicos. 1 El Procesado de los Metálicos. Los materiales metálicos constituyen el núcleo más importante de los materiales empleados, ya que satisfacen una amplia variedad de requisitos. La importancia
metálicos. 1 El Procesado de los Metálicos. Los materiales metálicos constituyen el núcleo más importante de los materiales empleados, ya que satisfacen una amplia variedad de requisitos. La importancia
Algunas consideraciones metalúrgicas en la fabricación de troqueles con Fundición de Hierro FOUNDRY DAY (20/04/2017)
") Algunas consideraciones metalúrgicas en la fabricación de troqueles con Fundición de Hierro (20/04/2017) GENERALIDADES El proceso de fundición Dicho en términos muy generales, la fabricación de una pieza
Algunas consideraciones metalúrgicas en la fabricación de troqueles con Fundición de Hierro (20/04/2017) GENERALIDADES El proceso de fundición Dicho en términos muy generales, la fabricación de una pieza
CLASIFICACIÓN DE LOS MATERIALES
 METALES FERROSOS CLASIFICACIÓN DE LOS MATERIALES MATERIALES METÁLICOS NO METÁLICOS FÉRRICOS Aceros, fundiciones, hierro dulce NO FÉRRICOS Metales ligeros, metales pesados, aleaciones, etc.. NATURALES Seda,
METALES FERROSOS CLASIFICACIÓN DE LOS MATERIALES MATERIALES METÁLICOS NO METÁLICOS FÉRRICOS Aceros, fundiciones, hierro dulce NO FÉRRICOS Metales ligeros, metales pesados, aleaciones, etc.. NATURALES Seda,
PROCESOS DE FABRICACIÓN:
 PROCESOS DE FABRICACIÓN: 1. Conformación por moldeado. 1.1. Tipos de moldeo. 2. Conformación por sinterizado. 3. Conformación por deformación. 3.1. Laminación. 3.2. Estampación. 3.3. Trefilado. 3.4. Extrusión.
PROCESOS DE FABRICACIÓN: 1. Conformación por moldeado. 1.1. Tipos de moldeo. 2. Conformación por sinterizado. 3. Conformación por deformación. 3.1. Laminación. 3.2. Estampación. 3.3. Trefilado. 3.4. Extrusión.
Ing. José Carlos López Arenales
 Ing. José Carlos López Arenales Los componentes o artículos manufacturados se pueden producir directamente transformando un polvo del material en la forma final deseada. Se pueden producir económicamente
Ing. José Carlos López Arenales Los componentes o artículos manufacturados se pueden producir directamente transformando un polvo del material en la forma final deseada. Se pueden producir económicamente
CLASIFICACIÓN DE LOS MATERIALES
 METALES FERROSOS CLASIFICACIÓN DE LOS MATERIALES MATERIALES METÁLICOS NO METÁLICOS FÉRRICOS Aceros, fundiciones, hierro dulce NO FÉRRICOS Metales ligeros, metales pesados, aleaciones, etc.. NATURALES Seda,
METALES FERROSOS CLASIFICACIÓN DE LOS MATERIALES MATERIALES METÁLICOS NO METÁLICOS FÉRRICOS Aceros, fundiciones, hierro dulce NO FÉRRICOS Metales ligeros, metales pesados, aleaciones, etc.. NATURALES Seda,
INDICE Prefacio 1. Introducción 2. Manufactura del hierro, acero y metales no ferrosos 3. Pruebas de los materiales de ingeniería
 INDICE Prefacio XVII 1. Introducción Propósito de este libro 1 Preparación para la manufactura 3 2. Manufactura del hierro, acero y metales no ferrosos Hierro, acero y potencia 8 Manufactura del hierro
INDICE Prefacio XVII 1. Introducción Propósito de este libro 1 Preparación para la manufactura 3 2. Manufactura del hierro, acero y metales no ferrosos Hierro, acero y potencia 8 Manufactura del hierro
ESQUEMA DE FLUJO DE LAS ARENAS UTILIZADAS EN MOLDEO
 REGENERACIÓN DE ARENAS DE FUNDICIÓN ESQUEMA DE FLUJO DE LAS ARENAS UTILIZADAS EN MOLDEO ARENA NUEVA Secado Molienda Tamizado Dosificador Aditivos Aglutinantes t TOLVA Molino mezclador Aireador desintegrador
REGENERACIÓN DE ARENAS DE FUNDICIÓN ESQUEMA DE FLUJO DE LAS ARENAS UTILIZADAS EN MOLDEO ARENA NUEVA Secado Molienda Tamizado Dosificador Aditivos Aglutinantes t TOLVA Molino mezclador Aireador desintegrador
Una aleación es una mezcla homo génea, de propiedades metálicas, que está compuesta de dos o más elementos, de los cuales, al menos uno es un metal.
 Una aleación es una mezcla homo génea, de propiedades metálicas, que está compuesta de dos o más elementos, de los cuales, al menos uno es un metal. Las aleaciones están constituidas por elementos metálicos:
Una aleación es una mezcla homo génea, de propiedades metálicas, que está compuesta de dos o más elementos, de los cuales, al menos uno es un metal. Las aleaciones están constituidas por elementos metálicos:
INDICE. XIII Acera del autor. XVII Sistema de unidades y símbolos usados en este texto
 INDICE Prefacio XIII Acera del autor XVII Sistema de unidades y símbolos usados en este texto XVIII 1 Introducción 1 1.1. Qué es manufactura? 3 1.2. los materiales en la manufactura 9 1.3. Procesos de
INDICE Prefacio XIII Acera del autor XVII Sistema de unidades y símbolos usados en este texto XVIII 1 Introducción 1 1.1. Qué es manufactura? 3 1.2. los materiales en la manufactura 9 1.3. Procesos de
Forjado. Año Contenido
 Forjado Año 2016 1 Contenido Que es el forjado? Clasificación Líneas de forja y estructura metalográfica. Métodos de observación Herramientas y máquinas de forjar Materiales para forjar Tratamientos térmicos
Forjado Año 2016 1 Contenido Que es el forjado? Clasificación Líneas de forja y estructura metalográfica. Métodos de observación Herramientas y máquinas de forjar Materiales para forjar Tratamientos térmicos
Cobre, Bronce Y Latón
 Cobre, Bronce Y Latón convertido en soluciones para su industria. w w w. f o r m a q. c o m Quienes Somos? FormaQ es una empresa del sector Metalmecánico dedicada a la fundición y fabricación de partes
Cobre, Bronce Y Latón convertido en soluciones para su industria. w w w. f o r m a q. c o m Quienes Somos? FormaQ es una empresa del sector Metalmecánico dedicada a la fundición y fabricación de partes
QUÉ SON LOS PLÁSTICOS?
 QUÉ SON LOS PLÁSTICOS? SON UN CONJUNTO DE MATERIALES SINTÉTICOS DE ORIGEN ORGÁNICO (PETRÓLEO,CARBÓN, CELULOSA, RESINAS) MOLDEABLES CON CALOR Y PRESIÓN. CONSTITUCIÓN DE LOS PLÁSTICOS ELEMENTOS SENCILLOS
QUÉ SON LOS PLÁSTICOS? SON UN CONJUNTO DE MATERIALES SINTÉTICOS DE ORIGEN ORGÁNICO (PETRÓLEO,CARBÓN, CELULOSA, RESINAS) MOLDEABLES CON CALOR Y PRESIÓN. CONSTITUCIÓN DE LOS PLÁSTICOS ELEMENTOS SENCILLOS
Soldadura: Fundamentos
 Ingeniería de los Sistemas de Producción Soldadura: Fundamentos Rosendo Zamora Pedreño Dpto. Ingeniería de Materiales y Fabricación rosendo.zamora@upct.es Índice Fundamentos de Soldadura 1. Introducción
Ingeniería de los Sistemas de Producción Soldadura: Fundamentos Rosendo Zamora Pedreño Dpto. Ingeniería de Materiales y Fabricación rosendo.zamora@upct.es Índice Fundamentos de Soldadura 1. Introducción
MODELO DE RESPUESTAS
 1/7 MODELO DE RESPUESTAS ASIGNATURA: PROCESOS DE MANUFACTURA CÓDIGO: 202 MOMENTO: Primera Integral VERSIÓN: 1 FECHA DE APLICACIÓN: 04/10/2008 Prof. Responsable: Ing. Ana María Alvarez Coordinador: Ing.
1/7 MODELO DE RESPUESTAS ASIGNATURA: PROCESOS DE MANUFACTURA CÓDIGO: 202 MOMENTO: Primera Integral VERSIÓN: 1 FECHA DE APLICACIÓN: 04/10/2008 Prof. Responsable: Ing. Ana María Alvarez Coordinador: Ing.
Sus caracteristicas principales son:
 Los materiales cerámicos son materiales que tienen tanto compuestos de elementos metálicos como no metálicos, que están unidos por enlaces iónicos y/o covalentes. Sus caracteristicas principales son: Su
Los materiales cerámicos son materiales que tienen tanto compuestos de elementos metálicos como no metálicos, que están unidos por enlaces iónicos y/o covalentes. Sus caracteristicas principales son: Su
ÍNDICE 12. CONFORMADO POR DEFORMACIÓN PLÁSTICA MATERIALES 13/14
 12. PLÁSTICA 1 MATERIALES 13/14 ÍNDICE Introducción: conceptos Deformación plástica: PROCESOS Laminación Forja Extrusión Trefilado / Estirado 2 INTRODUCCIÓN: CONCEPTOS 3 Fenómenos Microestructurales: Movimientos
12. PLÁSTICA 1 MATERIALES 13/14 ÍNDICE Introducción: conceptos Deformación plástica: PROCESOS Laminación Forja Extrusión Trefilado / Estirado 2 INTRODUCCIÓN: CONCEPTOS 3 Fenómenos Microestructurales: Movimientos
DEPARTAMENTO DE INGENIERIA MECANICA
 UNIVERSIDAD DE ANTIOQUIA FACULTAD DE INGENIERIA DEPARTAMENTO DE INGENIERIA MECANICA APROBADO EN EL CONSEJO DE FACULTAD DE INGENIERIA ACTA 09 DEL 23 DE JUNIO DE 992 PROGRAMA DE FUNDICIÓN El presente formato
UNIVERSIDAD DE ANTIOQUIA FACULTAD DE INGENIERIA DEPARTAMENTO DE INGENIERIA MECANICA APROBADO EN EL CONSEJO DE FACULTAD DE INGENIERIA ACTA 09 DEL 23 DE JUNIO DE 992 PROGRAMA DE FUNDICIÓN El presente formato
FUNDICIÓN. Julio Alberto Aguilar Schafer
 2-FUNDICIÓN FUNDICIÓN Julio Alberto Aguilar Schafer Procesos de manufactura Los procesos de manufactura se divide: Grupo I : Formado Grupo II: Conformado Grupo III: Maquinado (arranque de viruta) Grupo
2-FUNDICIÓN FUNDICIÓN Julio Alberto Aguilar Schafer Procesos de manufactura Los procesos de manufactura se divide: Grupo I : Formado Grupo II: Conformado Grupo III: Maquinado (arranque de viruta) Grupo
4. Procesos de Fabricación
 Bloque 1: FUNDAMENTOS DEL DISEÑO MECÁNICO 1. Fundamentos de Diseño Mecánico 2. Materiales en el Diseño de Máquinas 3. Coeficiente de Seguridad en el Diseño de Máquinas 4. Procesos de Fabricación Técnicas
Bloque 1: FUNDAMENTOS DEL DISEÑO MECÁNICO 1. Fundamentos de Diseño Mecánico 2. Materiales en el Diseño de Máquinas 3. Coeficiente de Seguridad en el Diseño de Máquinas 4. Procesos de Fabricación Técnicas
MATERIALES COMPUESTOS
 MATERIALES COMPUESTOS MATERIALES COMPUESTOS POLÍMEROS COMBINACION DE DOS O MAS FASES QUÍMICAMENTE DISTINTAS E INSOLUBLES CON UNA INTERFASE RECONOCIBLE DE MANERA TAL QUE SU DESEMPEÑO ESTRUCTURAL ES SUPERIOR
MATERIALES COMPUESTOS MATERIALES COMPUESTOS POLÍMEROS COMBINACION DE DOS O MAS FASES QUÍMICAMENTE DISTINTAS E INSOLUBLES CON UNA INTERFASE RECONOCIBLE DE MANERA TAL QUE SU DESEMPEÑO ESTRUCTURAL ES SUPERIOR
FUNDICION A PRESION. También llamado: Proceso de fundición por inyección
 FUNDICION A PRESION También llamado: FUNDICION A PRESION Proceso de fundición por inyección Procedimiento i En este proceso se inyecta a alta velocidad el metal líquido en el molde. La velocidad está alrededor
FUNDICION A PRESION También llamado: FUNDICION A PRESION Proceso de fundición por inyección Procedimiento i En este proceso se inyecta a alta velocidad el metal líquido en el molde. La velocidad está alrededor
QUÉ SON LOS PLÁSTICOS?
 QUÉ SON LOS PLÁSTICOS? SON UN CONJUNTO DE MATERIALES SINTÉTICOS DE ORIGEN ORGÁNICO (PETRÓLEO,CARBÓN, CELULOSA, RESINAS) MOLDEABLES CON CALOR Y PRESIÓN. CONSTITUCIÓN DE LOS PLÁSTICOS ELEMENTOS SENCILLOS
QUÉ SON LOS PLÁSTICOS? SON UN CONJUNTO DE MATERIALES SINTÉTICOS DE ORIGEN ORGÁNICO (PETRÓLEO,CARBÓN, CELULOSA, RESINAS) MOLDEABLES CON CALOR Y PRESIÓN. CONSTITUCIÓN DE LOS PLÁSTICOS ELEMENTOS SENCILLOS
MATERIALES PÉTREOS, AGLOMERANTES Y CERÁMICOS. Tecnologías (2º ESO) Juan Luís Naveira
 Juan Luís Naveira") TEMA 3 MATERIALES PÉTREOS, AGLOMERANTES Y CERÁMICOS Tecnologías (2º ESO) Juan Luís Naveira QUÉ VAMOS A VER? MATERIALES PÉTREOS MATERIALES AGOLOMERANTES MATERIALE CERÁMICOS VIDRIO AMPLIACIÓN Clasificación
TEMA 3 MATERIALES PÉTREOS, AGLOMERANTES Y CERÁMICOS Tecnologías (2º ESO) Juan Luís Naveira QUÉ VAMOS A VER? MATERIALES PÉTREOS MATERIALES AGOLOMERANTES MATERIALE CERÁMICOS VIDRIO AMPLIACIÓN Clasificación
Pulvimetalurgia. Se define como el arte de elaborar productos comerciales a partir de polvos metálicos.
 Pulvimetalurgia Producción y caracterización de polvos Métodos para producir polvos Polvos especiales Conformación Extrusión Sinterizado Se define como el arte de elaborar productos comerciales a partir
Pulvimetalurgia Producción y caracterización de polvos Métodos para producir polvos Polvos especiales Conformación Extrusión Sinterizado Se define como el arte de elaborar productos comerciales a partir
FUNDICIONES. Las fundiciones son aleaciones de hierro, también manganeso, fosforo y azufre. Las
 FUNDICIONES Las fundiciones son aleaciones de hierro, carbono y silicio que generalmente contienen también manganeso, fosforo y azufre. Las fundiciones, que son las más utilizadas en la práctica, aparecen
FUNDICIONES Las fundiciones son aleaciones de hierro, carbono y silicio que generalmente contienen también manganeso, fosforo y azufre. Las fundiciones, que son las más utilizadas en la práctica, aparecen
Las lechadas de inyección se pueden clasificar en dos categorías principales:
 6.5. Lechadas para inyecciones Temas tratados 6.5.1. General 6.5.2. Lechadas sobre la base de cemento 6.5.3. Lechadas sobre la base de silicato de soda 6.5.4. Penetrabilidad de las lechadas 6.5.1. GENERAL
6.5. Lechadas para inyecciones Temas tratados 6.5.1. General 6.5.2. Lechadas sobre la base de cemento 6.5.3. Lechadas sobre la base de silicato de soda 6.5.4. Penetrabilidad de las lechadas 6.5.1. GENERAL
Tecnología de. Tecnología de Fabricación y. Máquinas. Procesos de fabricación; Conformado por moldeo
 Procesos de fabricación; Conformado por moldeo Tecnología de Fabricación y Tecnología de Máquinas Clasificación de las Tecnologías de Fabricación Tecnologías de Fabricación Por eliminación de material
Procesos de fabricación; Conformado por moldeo Tecnología de Fabricación y Tecnología de Máquinas Clasificación de las Tecnologías de Fabricación Tecnologías de Fabricación Por eliminación de material
Materiales y su aplicación. Clasificación de los materiales La manera más general de clasificación de los materiales es la siguiente:
 Materiales y su aplicación Clasificación de los materiales La manera más general de clasificación de los materiales es la siguiente: Metálicos Ferrosos Los principales productos representantes de los materiales
Materiales y su aplicación Clasificación de los materiales La manera más general de clasificación de los materiales es la siguiente: Metálicos Ferrosos Los principales productos representantes de los materiales
ESPECIFICACION TECNICA DE LA SOLDADURA QP CJ
 ESPECIFICACION TECNICA DE LA SOLDADURA QP CJ Esta especificación se aplica para la HOMOLOGACION del producto. Las tolerancias de las pruebas son válidas para soldaduras aplicadas en taller y NO en vía.
ESPECIFICACION TECNICA DE LA SOLDADURA QP CJ Esta especificación se aplica para la HOMOLOGACION del producto. Las tolerancias de las pruebas son válidas para soldaduras aplicadas en taller y NO en vía.
OTROS MATERIALES DE LABORATORIO
 07SPA_Laboratory_1.indd Sec1:40 26.8.2009 9:58:13 Otros materiales de laboratorio 7 CERADENT 7.2 TESSEX AL 7.2 TESSEX 7.2 SILIKAN 7.3 SILIKAN UNIVERSAL 7.3 SILISAN N 7.3 GLORIA SPECIAL 7.3 ALABASTER PLASTER
07SPA_Laboratory_1.indd Sec1:40 26.8.2009 9:58:13 Otros materiales de laboratorio 7 CERADENT 7.2 TESSEX AL 7.2 TESSEX 7.2 SILIKAN 7.3 SILIKAN UNIVERSAL 7.3 SILISAN N 7.3 GLORIA SPECIAL 7.3 ALABASTER PLASTER
UNE RAFAEL MARÍA BARALT PROGRAMA DE INGENIERÍA Y TECNOLOGÍA
 UNE RAFAEL MARÍA BARALT PROGRAMA DE INGENIERÍA Y TECNOLOGÍA Proyecto de Ingeniería en Gas INTRODUCCIÓN A LOS MATERIALES Elaborado por: Ing. Roger Chirinos. MSc Cabimas, Abril 2011 FUNDAMENTACIÓN Asignatura:
UNE RAFAEL MARÍA BARALT PROGRAMA DE INGENIERÍA Y TECNOLOGÍA Proyecto de Ingeniería en Gas INTRODUCCIÓN A LOS MATERIALES Elaborado por: Ing. Roger Chirinos. MSc Cabimas, Abril 2011 FUNDAMENTACIÓN Asignatura:
Procesos Fabricación. GAMM
 Proceso. Conjunto de Fases Sucesivas de una Operación. Fabricación. Acción y efecto de fabricar. Fabricar. Producir objetos en serie, generalmente por medios mecánicos. Materiales que ha utilizado en hombre
Proceso. Conjunto de Fases Sucesivas de una Operación. Fabricación. Acción y efecto de fabricar. Fabricar. Producir objetos en serie, generalmente por medios mecánicos. Materiales que ha utilizado en hombre
MODELO DE RESPUESTAS
 1/7 MODELO DE RESPUESTAS ASIGNATURA: PROCESOS DE MANUFACTURA CÓDIGO: 202 MOMENTO: Segunda Integral VERSIÓN: 1 FECHA DE APLICACIÓN: 16/05/2009 Prof. Responsable: Ing. Ana María Alvarez Coordinador: Ing.
1/7 MODELO DE RESPUESTAS ASIGNATURA: PROCESOS DE MANUFACTURA CÓDIGO: 202 MOMENTO: Segunda Integral VERSIÓN: 1 FECHA DE APLICACIÓN: 16/05/2009 Prof. Responsable: Ing. Ana María Alvarez Coordinador: Ing.
Soldeo por Arco con electrodos revestidos. Curso CFR Pontevedra Miguel A. Gago Solla
 Soldeo por Arco con electrodos revestidos. Soldadura por Arco Manual El soldeo por Arco Manual o SMAW, se define como el proceso en el que se unen dos metales mediante una fusión localizada, producida
Soldeo por Arco con electrodos revestidos. Soldadura por Arco Manual El soldeo por Arco Manual o SMAW, se define como el proceso en el que se unen dos metales mediante una fusión localizada, producida
SOLADADURA OXIACETILENICA
 SOLDAR Es la acción de unir piezas de igual o distinta naturaleza, en la que su adherencia se produce por aporte de calor a una temperatura adecuada, con aplicación de presión o sin ella y con adición
SOLDAR Es la acción de unir piezas de igual o distinta naturaleza, en la que su adherencia se produce por aporte de calor a una temperatura adecuada, con aplicación de presión o sin ella y con adición
TIPOS DE ENTRADA. Esa entrada puede ser rectangular o circular, y sus dimensiones más habituales son las siguientes:
 TIPOS DE ENTRADA Se utilizan diversos tipos de entrada en los moldes de inyección de plástico. Cada una de ellas es adecuada para un tipo de pieza, aplicación o material concreto. Estos son los principales
TIPOS DE ENTRADA Se utilizan diversos tipos de entrada en los moldes de inyección de plástico. Cada una de ellas es adecuada para un tipo de pieza, aplicación o material concreto. Estos son los principales
Programa Oficial de Asignatura. Ficha Técnica. Presentación. Competencias y/o resultados del aprendizaje. Contenidos Didácticos
 Ficha Técnica Titulación: Grado en Ingeniería de Organización Industrial Plan BOE: BOE número 75 de 28 de marzo de 2012 Asignatura: Módulo: Técnologías Industriales Curso: 3º Créditos ECTS: 6 Tipo de asignatura:
Ficha Técnica Titulación: Grado en Ingeniería de Organización Industrial Plan BOE: BOE número 75 de 28 de marzo de 2012 Asignatura: Módulo: Técnologías Industriales Curso: 3º Créditos ECTS: 6 Tipo de asignatura:
Programa Regular. Asignatura: Procesos de Fabricación. Carrera: Ingeniería Electromecánica. Ciclo Lectivo: Docente/s: Guillermo Bauer
 Programa Regular Asignatura: Procesos de Fabricación Carrera: Ingeniería Electromecánica Ciclo Lectivo: 2016 Docente/s: Guillermo Bauer Carga horaria semanal: 5 Hs Modalidad de la asignatura: teórico-práctica
Programa Regular Asignatura: Procesos de Fabricación Carrera: Ingeniería Electromecánica Ciclo Lectivo: 2016 Docente/s: Guillermo Bauer Carga horaria semanal: 5 Hs Modalidad de la asignatura: teórico-práctica
Qué es el vidrio? Material amorfo obtenido
 Qué es el vidrio? Material amorfo obtenido por enfriamiento de una masa fundida, cualquiera que sea su composición química y la zona de temperatura en la que tenga lugar su solidificación Debido al aumento
Qué es el vidrio? Material amorfo obtenido por enfriamiento de una masa fundida, cualquiera que sea su composición química y la zona de temperatura en la que tenga lugar su solidificación Debido al aumento
VERDADERO/FALSO Y TIPO TEST
 El empleo de fase líquida durante la sinterización favorece la densificación y, por tanto, facilita el control dimensional. El empleo de moldes de arena en colada evita la utilización de mazarotas al tratarse
El empleo de fase líquida durante la sinterización favorece la densificación y, por tanto, facilita el control dimensional. El empleo de moldes de arena en colada evita la utilización de mazarotas al tratarse
Existen tres formas de transferencia metálica: 1. Transferencia Spray o de Rocío. 2. Transferencia Globular. 3. Transferencia por Corto-Circuito.
 SISTEMA MIG SÓLIDO Descripción del proceso El sistema MIG fue introducido a fines del año 1940. El proceso es definido por la AWS como un proceso de soldadura al arco, donde la fusión se produce por calentamiento
SISTEMA MIG SÓLIDO Descripción del proceso El sistema MIG fue introducido a fines del año 1940. El proceso es definido por la AWS como un proceso de soldadura al arco, donde la fusión se produce por calentamiento
Aditivos. Información General de la Línea de Productos
 Aditivos Información General de la Línea de Productos Aditivos Innovadores para las Demandas Actuales Los aditivos de ASK Chemicals en conjunto con los recubrimientos refractarios, es lo que crean piezas
Aditivos Información General de la Línea de Productos Aditivos Innovadores para las Demandas Actuales Los aditivos de ASK Chemicals en conjunto con los recubrimientos refractarios, es lo que crean piezas
MODELO DE RESPUESTAS
 1/6 MODELO DE RESPUESTAS ASIGNATURA: PROCESOS DE MANUFACTURA CÓDIGO: 202 MOMENTO: Segunda Integral VERSIÓN: 1 FECHA DE APLICACIÓN: 07/11/2009 Prof. Responsable: Ing. Ana María Alvarez Coordinador: Ing.
1/6 MODELO DE RESPUESTAS ASIGNATURA: PROCESOS DE MANUFACTURA CÓDIGO: 202 MOMENTO: Segunda Integral VERSIÓN: 1 FECHA DE APLICACIÓN: 07/11/2009 Prof. Responsable: Ing. Ana María Alvarez Coordinador: Ing.
INDUSTRIAS I. Acería Eléctrica. Proceso Siderúrgico: Overview Materias Primas EAF: Estructura EAF: Operación
 72.02 92.02 INDUSTRIAS I Acería Eléctrica Proceso Siderúrgico: Overview Materias Primas EAF: Estructura EAF: Operación Ing. Jorge Nicolini - 2016 Procesos electro térmicos Fusión: Mantenimiento Colada
72.02 92.02 INDUSTRIAS I Acería Eléctrica Proceso Siderúrgico: Overview Materias Primas EAF: Estructura EAF: Operación Ing. Jorge Nicolini - 2016 Procesos electro térmicos Fusión: Mantenimiento Colada
ÍNDICE FUNDICIÓN MOLDES. - Productos. - Productos. - Formas. - Materiales. - Servicios. - Procesos - FAMA
 FUNDICIÓN Y MOLDES Desde el diseño de la moldura hasta su mantenimiento, FAMA apoya la industria del vidrio con la fabricación de moldes para el mercado de envases. Contamos con un proceso integral desde
FUNDICIÓN Y MOLDES Desde el diseño de la moldura hasta su mantenimiento, FAMA apoya la industria del vidrio con la fabricación de moldes para el mercado de envases. Contamos con un proceso integral desde
Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas
 Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas reflejada por bajos valores de dureza, produciendo mayor
Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas reflejada por bajos valores de dureza, produciendo mayor
Las fundiciones grises son aleaciones hipoeutécticas que tienen una composición que varía entre 93 y 93,8% de hierro, 2,5 y 4% de
 FUNDICIÓN GRIS CARACTERÍSTICAS GENERALES Las fundiciones grises son aleaciones hipoeutécticas que tienen una composición que varía entre 93 y 93,8% de hierro, 2,5 y 4% de carbono y 1 a 3% de silicio. Son
FUNDICIÓN GRIS CARACTERÍSTICAS GENERALES Las fundiciones grises son aleaciones hipoeutécticas que tienen una composición que varía entre 93 y 93,8% de hierro, 2,5 y 4% de carbono y 1 a 3% de silicio. Son
BLOQUE IV.- Materiales metálicos. Tema 10.- Fundiciones
 BLOQUE IV.- Materiales metálicos * William F. Smith Fundamentos de la Ciencia e Ingeniería de Materiales. Tercera Edición. Ed. Mc-Graw Hill * James F. Shackerlford Introducción a la Ciencia de Materiales
BLOQUE IV.- Materiales metálicos * William F. Smith Fundamentos de la Ciencia e Ingeniería de Materiales. Tercera Edición. Ed. Mc-Graw Hill * James F. Shackerlford Introducción a la Ciencia de Materiales
INDICE 1 Introducción y panorama de la manufactura Parte I Propiedades de los materiales y atributos del producto 2 La naturaleza de los materiales
 INDICE 1 Introducción y panorama de la manufactura 1 1.1. Qué es la manufactura? 2 1.2. los materiales en la manufactura 8 1.3. Procesos de manufactura 10 1.4. Sistemas de producción 17 1.5. organización
INDICE 1 Introducción y panorama de la manufactura 1 1.1. Qué es la manufactura? 2 1.2. los materiales en la manufactura 8 1.3. Procesos de manufactura 10 1.4. Sistemas de producción 17 1.5. organización
Tecnología de. Tecnología de Fabricación y. Máquinas. Procesos de fabricación; Conformado por moldeo. Inyección de termoplásticos
 Procesos de fabricación; Conformado por moldeo. Inyección de termoplásticos Tecnología de Fabricación y Tecnología de Máquinas DISEÑO PARA LA INYECCIÓN DE TERMOPLÁSTICOS 1. Introducción 2. Materiales para
Procesos de fabricación; Conformado por moldeo. Inyección de termoplásticos Tecnología de Fabricación y Tecnología de Máquinas DISEÑO PARA LA INYECCIÓN DE TERMOPLÁSTICOS 1. Introducción 2. Materiales para
FORMACIÓN EN INSPECCIÓN DE SOLDADURA. Procesos de Corte
 Oxi-Corte En este proceso la separación o remoción de material es debida a la reacción química del oxígeno con el metal a temperatura elevada. Los óxidos resultantes, por tener menor punto de fusión que
Oxi-Corte En este proceso la separación o remoción de material es debida a la reacción química del oxígeno con el metal a temperatura elevada. Los óxidos resultantes, por tener menor punto de fusión que
CURSO-TALLER EN MATERIA DE RIESGO Y EMERGENCIAS AMBIENTALES
 CURSO-TALLER EN MATERIA DE RIESGO Y EMERGENCIAS AMBIENTALES Ing. Miguel Angel Grimaldo Aguilar www.profepa.gob.mx 15 de Noviembre de 2016 CONTENIDO 1. Definición. 2. Clasificación. 3. Principales Componentes.
CURSO-TALLER EN MATERIA DE RIESGO Y EMERGENCIAS AMBIENTALES Ing. Miguel Angel Grimaldo Aguilar www.profepa.gob.mx 15 de Noviembre de 2016 CONTENIDO 1. Definición. 2. Clasificación. 3. Principales Componentes.