Nuevos materiales: una odisea de años
|
|
|
- Josefina Quintero Vega
- hace 6 años
- Vistas:
Transcripción



1 Nuevos materiales: Manufactura II una odisea de años Plan 2016 Clave 2603 del homo habilis Grupo al homo 01 sapiens
2 Generalidades de los procesos de Fundición; Definición Clasificación Aplicaciones Sus limitaciones El Molde y su llenado, Equipo de fusión, equipo auxiliar o complementario Moldes no permanentes Modelos de fundición; materiales, tipos de modelos, sobredimensionamiento Materiales de moldeo; arenas, su composición y características generales Moldeo en Arena; diferentes técnicas de aglomeración de la arena, moldeo en verde, caja fría, caja caliente, cáscara Fabricación de machos o corazones; métodos y equipo Otros procesos y materiales de moldeo; Proceso a la cera pérdida o de revestimiento de alta precisión. Unidades de Fusión (HORNOS);
3 Manufactura II Procesos de Fundición Descripción: En los proceso de fundición el metal fundido fluye por gravedad u otra fuerza dentro de un molde donde se solidifica y toma la forma de la cavidad del molde Se dice que una pieza ha sido producida por fundición cuando su geometría y dimensiones se obtienen, de manera muy aproximada a la final, al solidificar el metal en el molde (puede existir operaciones posteriores de maquinado).
4 Procesos de fundición Molde No permanente Molde Permanente Modelo permanente Modelo no permanente Espuma pérdida Molde Metálico Moldeo en arena Arcillas Moldeo en cerámicas En yeso de ceramista Cera pérdida Por gravedad Baja presión Fundición a presión Silicatos Resinas C erámicos Al vacío
5 Etapas principales del proceso de fundición.

6 Descripción esquemática del procesos de colada
7 Manufactura II Procesos de Fundición En todo proceso de fundición se requiere de: Un Molde o Matriz el cual contiene una o más cavidades que corresponden con las piezas a producir. El molde deberá de reproducir fielmente la pieza, así como tener las características que le permitan soportar al metal líquido sin modificar sus dimensiones o reaccionar con éste. Una unidad de fusión (horno); metal con la composición y temperatura requeridas. Equipo auxiliar que dependerá del método aplicado

8 La denominación será función de su duración Molde Un vaciado y se destruye Matriz Permite más de una operación Matriz semipermanente Algunas operaciones Matriz permanente más de 1000 vaciados




9 Principio fundamental del proceso de fundición Calor Calor Rebaba Sólido Líquido Molde Sólido Pieza
10 Ventajas de la producción de piezas fundidas Producción de partes de geometría compleja Algunos procesos no se requiere de operaciones subsecuentes para llenar los requisitos geométricos y dimensionales de la pieza Amplio rango de dimensiones, ya que pueden producir piezas desde unos gramos hasta más de 100 toneladas


11 Ejemplos de piezas producidas mediante fundición Joyería y bisutería Estatuas Estufas de hierro fundido Bloques y cabezas para motores automotrices Bases para máquinas Ruedas para ferrocarril Utensilios de cocina Carcasas para bombas Pistones árbol de levas Tubos Componentes de armas Múltiples de escape



12 Piezas obtenidas por fundición; izquierda piezas de aleaciones de aluminio y en la figura intermedia de hierro gris y en la derecha de acero inoxidable.


13 El proceso de fundición está limitado a metales y aleaciones con temperatura de fusión menores a los 2000 C (normalmente menor de 1500 C), por lo que los metales refractarios no son procesados mediante estas técnicas. Wolframio o Tungsteno 3422 C Vanadio 1900 C

, contracción interna,")
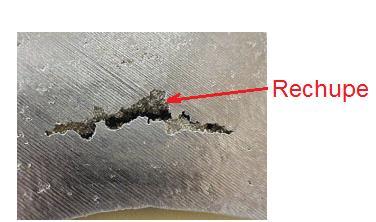
14 Desventajas de la producción de piezas fundidas 1. Presencia de defectos inherentes al proceso; esfuerzos internos, presencia de discontinuidades (porosidad gases-), rechupes (se deben a la contracción), contracción interna, segregación, entre otros)

")
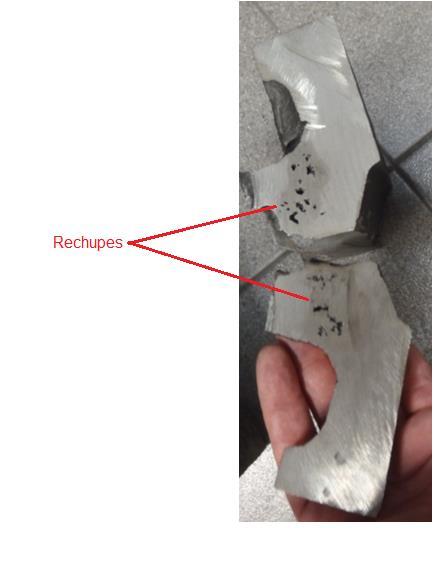
15 Falta de llenado (pliegues fríos)

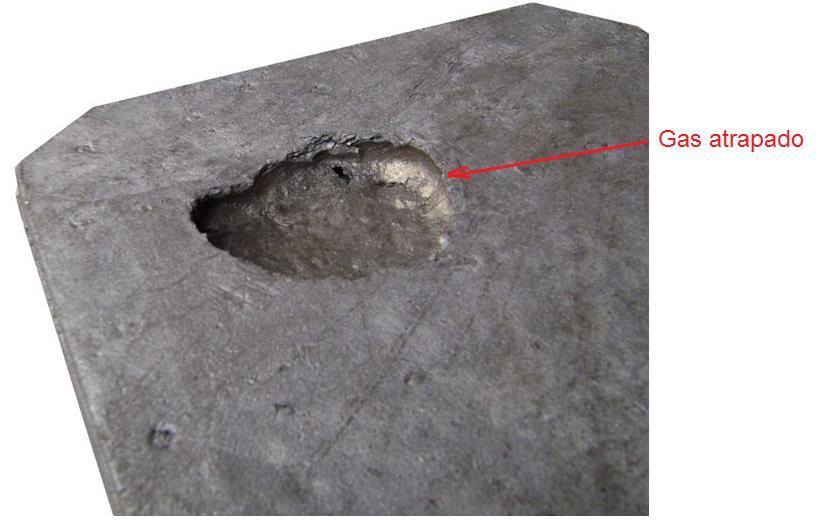
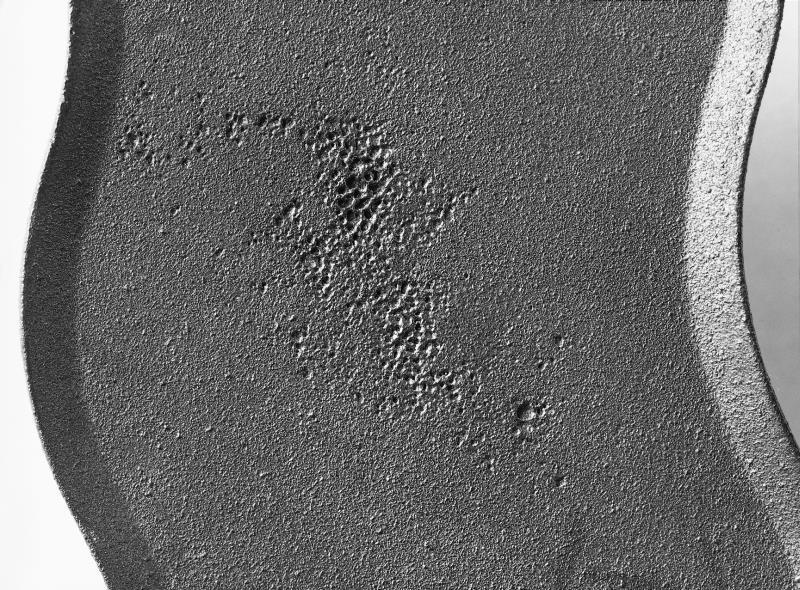
16 Gas atrapado (porosidad) Porosidad superficial




17 Formación de rebaba excesiva producto de un mal cierre del molde Desajuste en las cajas de moldeo, lo que provoca que el semimolde superior e inferior no coincidan Penetración del metal en la superficie del molde (amplificación)


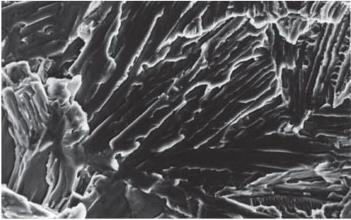

18 2. Las piezas fundidas presentan mayor fragilidad
19 Factores a ser considerados en la operación de fundición Precisión dimensional, esto está determinado por la Contracción [en estado líquido, durante la solidificación, en el enfriamiento] y por las características inherentes al proceso de moldeo Llenado del molde, esto se relaciona con la Fluidez (viscosidad) del metal líquido durante el vaciado Enfriamiento del metal en el molde (transferencia de calor, esto genera esfuerzos internos). Este parámetro lo determina el material del molde.


20 Por fundición se pueden producir piezas de decenas de toneladas. Campana Zarina, Kremlin Moscú, Rusia. Fundida en 1733 y con un peso de 216 ton. y una altura de 6.14 m y un diámetro de 6.6 m.
21 Molde desechable (no permanente) a. Compactación de la arena alrededor del modelo. Manual ó mecánica (generalmente por medios automáticos mediante sistemas neumáticos). b. Si la pieza es hueca Machos ó corazones para generar cavidades (Formados y endurecidos se procederá a su colocación, para el posterior cerrado del molde).
22 Molde desechable 1. Modelo Sobredimensionado con relación a la pieza final [Contracción y maquinado] Ángulos mínimos con la dirección de desmoldeo Ángulo de salida (0.5 a 2 ) Si el modelo se extrae en forma líquida o gaseosa no son necesarios ángulos de salida (fundición a la cera pérdida, espuma perdida-lost foam processes).
23 Modelo Resistentes a la compresión, humedad ó temperatura Puede haber modelos desechables (una sola pieza) Cera pérdida Parafina y polietileno Colada sin cavidad Poliestireno expandido Para varias operaciones Madera, plásticos, Aluminio Usualmente se fabrican dos o más semimodelos
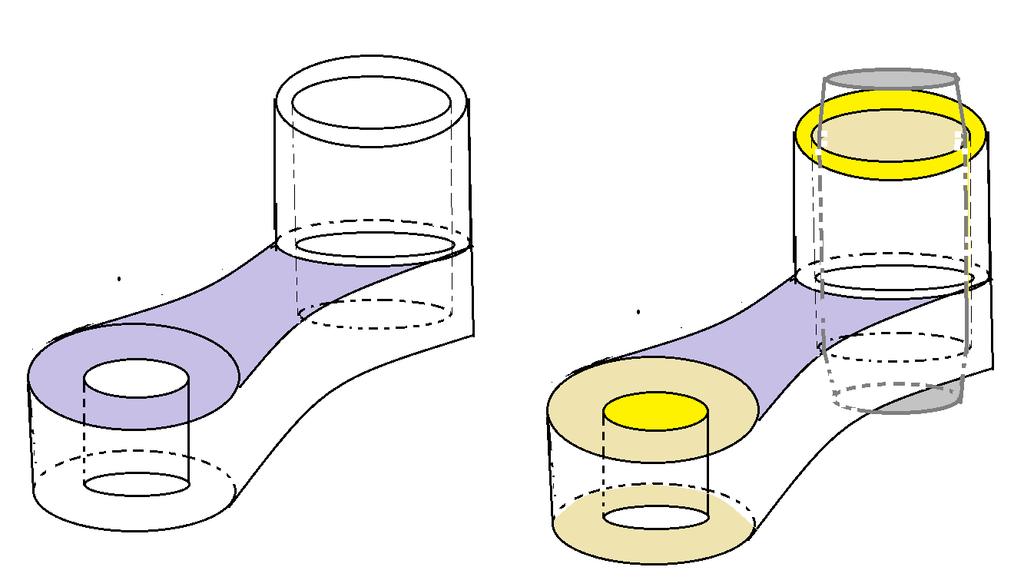
24 Diseño de la pieza para ser producida por Colada Modelo Definir línea (plano de partición) a. Superficies planas b. Facilidad para retirar el modelo c. Utilizar la línea (plano) de simetría d. Los corazones deben de quedar en el plano horizontal o en el eje vertical Manufactura II

25 El molde consiste en dos mitades: la semicaja ó semimolde superior y la semicaja ó semimolde inferior. Las dos mitades del molde están separadas por el plano de separación. Las cajas se describen por sus dimensiones, por ejemplo 18x12; 4/4 45 x 30 cm, 10 cm de altura de cada semicaja
26

27 Geometrías que serán evitadas: Intersecciones con mayor espesor Cambios abruptos de sección Geometrías adecuadas: Intersecciones con radios Cambios graduales de sección

28 Se deben de considerar tolerancias por: Contracción; material Maquinado; proceso, acabados, tolerancias Ángulo de salida del modelo Manufactura II
29
 Manufactura II Tolerancias para")
30 Tolerancias para diversos materiales y procesos Proceso Material Tolerancias (pg) Manufactura II Tolerancias para maquinado



31 Pieza Fundida Opción # 1 Menor costo de Fundición, factible para lotes pequeños<5 piezas Pieza Terminada Pieza Fundida; Opción # 2; Mayor costo de fundición, menor costo de maquinado
32 Material procesado Tamaño [Kg] Acabado superficial [Ra-µm] Tolerancia [mm/m] Espesores [mm] Complejidad geométrica Proceso Arena 0.05-sin (sand casting) Todos límite 5 a sin límite 1-2 Cáscara (shell molding) Todos a 3 ± Yeso de ceramista (plaster) No ferrosos a 2 Alta precisión (investment casting) Molde permanente (permanent Todos (alto punto de fusión) ± a 3 ± mold) No ferrosos a 20 ± Matriz a presión (die casting) No ferrosos < a 3 ± A baja presión (low pressure casting) No ferrosos a Centrífuga (centrifugal) Todos a

 y")
33 Sistema de llenado colada y alimentadores (colada) y mazarotas o rebosaderos
 y")

34 Cuál es la precisión (tolerancias) y acabados requeridos? Material Fundición Nodular


35 Modelos de madera, la zona pintada de negro (plantilla) corresponde al apoyo del macho o corazón.



36 Izquierda: modelo de una válvula de compuerta de 36 ; en el centro y derecha caja de corazones.

37 Modelo de poliestireno expandido y la correspondiente pieza ya fundida (su mayor inconveniente está dado por la generación de gases producto de la combustión del poliestireno expandido).


38 Modelo placa para proceso Shell, (izquierda) Modelo de aluminio para rotor


39 Imagen izquierda; modelo, el corazón de arena y la pieza ya vaciada todavía con sistema de alimentación. Figura derecha; cabeza de un motor diesel.
40 Manufactura I Métodos de moldeo. Moldeo en arena verde. Elaboración del molde con mezcla de molde [arena + arcillas bentonita-, agua] Se activan por la presencia de humedad Método más empleado y económico Para casi cualquier metal ó aleación Inconvenientes con el acabado superficial y las tolerancias
41 Manufactura I Métodos de moldeo. Moldeo en arena verde. Elaboración del molde con mezcla de molde [arena + arcillas bentonita-, agua] Se activan por la presencia de humedad Método más empleado y económico Para casi cualquier metal ó aleación Inconvenientes con el acabado superficial y las tolerancias
")
42 Proceso de Peso Economía de Espesor Diámetro Acabado Precisión Moldeo escala mínimo Agujeros (min) dimensional

43 Origen de diversos procesos de Moldeo Manufactura II
44 Arena sílica (Si0 2 ) es la más común, se pueden llegar a utilizar arenas de zirconio (ZrSi0 4 ), olivinita (Mg 2 Si0 4 ) y cromita (Fe0 - Cr ). La Arena Sílica es la de empleo general por su costo. Las arenas de zirconio presentan mayor conductividad térmica y no se adhieren a la superficie de la pieza. Tabla 1 Composición típica de una arena para fundición. Composición Arena Sintética % Arena Natural % Si Al Fe Ti Ca Mg K Na Pérdidas por combustión
45 Mezcla de Moldeo. Éstas deben presentar: Plasticidad (Facilidad para reproducir la geometría del modelo), Resistencia Mecánica (capacidad de la arena para conservar la forma de la cavidad) Poder Refractario (Capacidad para soportar el contacto con el metal fundido sin ser sinterizado por éste), Permeabilidad (Capacidad para permitir la salida de del aire y los gases producidos durante el llenado de la pieza) Estabilidad Química y Física (la mezcla no deberá sufrir transformaciones que afecten las dimensiones de la pieza)

46 Propiedades de arenas arena sílicas empleada en operaciones de moldeo para fundición de metales
47 Espesores mínimos para diversas aleaciones y procesos de fundición Proceso Aleación Espesor de pared (pg)
48 Moldeo en verde; aglomerantes- arcillas, éstas se caracterizan por ser regenerables ya que su fuerza de adhesión se obtiene mediante la adición de agua Caoliníticas (Al Si0 2-2H 2 0), montmorilloníticas [bentonitas] (Al Si0 2 - H 2 0-nH 2 0), hidromicáceas y poliminerales. Las bentonitas se utilizan tanto para el moldeo en verde como en seco.
49 a) Efecto de la Humedad en la Resistencia en Verde y en Seco, b) Influencia de la Humedad y del Contenido de Arcillas en la Resistencia en Verde. c) Mayor contenido de arcilla, entonces menor poder refractario
50 Etapas del moldeo en arena en verde. Emplea una mezcla de moldeo cuyos constituyentes principales son: arena, bentonita y agua. Este proceso se caracteriza por ser el más económico
.")

51 Moldeo con arena no bake de piezas de grandes dimensiones y para, principalmente, materiales ferrosos (aceros y fundiciones). Cuando las piezas son muy grandes, el moldeo se efectúa en foso. En el caso de moldeo con resinas de curado en frío se emplean las lanzadoras de arena. El proceso de No Bake es el de mayor uso después del de moldeo en verde.
52 Métodos de moldeo. Manufactura II Fraguado en Frío (No Bake); es el más popular después de moldeo en verde, su costo, su costo es de 20 a 30% mayor que éste. Procesos CO 2 ; arena seca + aglomerante [silicato de sodio Na 2 SiO 3 ] Resinas autofraguantes; polímeros termofijos que se mezclan a la arena, estos endurecen a temperatura ambiente, moldes para piezas de acero. Caja caliente; Resinas de origen orgánico, terminan su polimerización al calentar la mezcla. Se utilizan para corazones. Estos procesos permite fundir piezas con mejor acabado superficial y tolerancias más cerradas. Moldeo en arena seca; En este el molde se seca antes del vaciado. Se incrementa la rigidez del molde. Piezas de mayor tamaño, sin inconvenientes debidos a la presencia de humedad durante el vaciado (bentonita sódica).
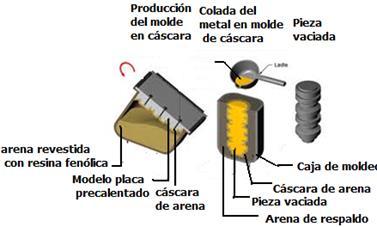
53 Métodos de moldeo. Moldeo en cáscara (Shell molding); Mezcla seca de arena + resina fenólica, ésta se endurece al calentarse a temperaturas entre 200 y 300ºC incrementando sensiblemente su rigidez, todo lo cual permite la producción de moldes (cáscaras) que solamente conllevan el contorno de la pieza. Se aplica para piezas pequeñas y medianas con una alta precisión y un excelente acabado. Proceso a la cera pérdida (plaster mold casting); para este se utiliza el yeso de ceramista (material usual en aplicaciones odontológicas, joyería y fundición artística). Éste se prepara con agua y se vacía sobre el modelo, una vez que endurece se procede al colado. En este caso el material del molde es yeso (sulfato de calcio) cuya única diferencia con el de uso común para recubrir muros es; tamaño de grano y contenido de contaminantes.


54 Molde en yeso ya terminado, derecha piezas en aluminio producidas por este método.






55 Fundición de alta precisión (modelos de parafina). Manufactura II Molde para modelos de cera Modelo de cera Ensamble, recubrimiento y fundición del modelo Llenado del molde Fundición desmoldada todavía con mazarota y corredores. Pieza fabricada por este método
56 MOLDEO EN ARENA EMPLEADO COMO AGLUTINANTE SILICATO DE SODIO (PROCESO CO 2 ). Para obtener la resistencia en el molde es necesario hacer pasar una corriente de gas carbónico [CO 2 ] a través de la arena. Silicato de sodio (Na 2 Si0 3.nH 2 0). El paso de C0 2 a través de la mezcla o por calor se producen una serie de reacciones químicas que dan lugar a la formación de una gel sílice que actúa como puente entre los granos de arena, la reacción general se representa por: Na 2 Si0 3 + CO 2 Na 2 CO 3 + Si0 2 Para reducir los costos se puede tan solo utilizar una capa que recubra al modelo y el resto se rellena con arena en verde.

57 El proceso C0 2 se emplea más en la producción de corazones. Mayor precisión dimensional. Mejor acabado. Máquina Sopladora de Corazones. Geometrías o detalles más complejos. Su principal desventaja radica en el costo de las resinas y en el reciclaje de la arena.
58 Proceso en caja caliente. Producción de corazones, su principal ventaja sobre el de cáscara reside en la mayor velocidad de producción. Resinas líquidas sintéticas, que al reaccionar con un catalizador a la temperatura adecuada, produce una cáscara de resistencia suficiente para que resista el peso del corazón, permitiendo así su maniobra sin que se rompa. La reacción que se produce para lograr el endurecimiento es: Resina líquida + catalizador + calor resina sólida + agua
59 Constituyentes de las resinas para el proceso de caja caliente. Constituyente Composición Química Fenol C 6 H 5 OH Formaldehído CH 2 = 0 Urea 0 = C (NH) 2 Alcohol furfural

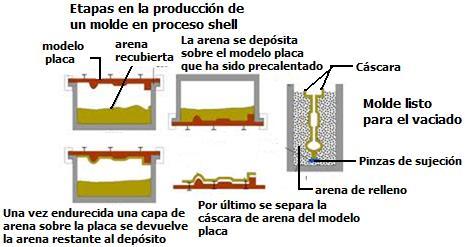
60 Moldeo en cáscara (Shell).

61 Corazones producidos por diferentes técnicas, ya durante su ensamble.

62 Máquina sopladora de corazones de caja caliente


63 Una vez que se tiene molde y corazones se ensambla éste y se cierra la caja para proceder al vaciado (colada por gravedad)
64 UNIDADES DE FUSIÓN HORNOS POR SU COMBUSTIBLE O MEDIO DE CALENTAMIENTO POR EL CONTACTO ENTRE EL MATERIAL A FUNDIR Y LOS GASES DE COMBUSTIÓN
65 PARÁMETROS RELEVANTES EN EL PROCESO DEFUNDICIÓN Calentamiento del metal Material a fundir (temperatura de fusión y reactividad con el ambiente), calidad y tamaño de las piezas, volumen de producción. La energía calorífica requerida es la suma de: 1) El calor para elevar la temperatura hasta el punto de fusión, 2) Calor de fusión para convertir el metal sólido a líquido 3) El calor necesario elevar al metal fundido a la temperatura de vaciado. 4) El calor transferido (perdido) al ambiente
66 Q V[ C ( ) q C ( )] s m 0 f l p m Donde: Q = Calor requerido para elevar la temperatura del metal a la temperatura de colada [J] 3 = Densidad [ Kg / m ] C s = Calor especifico del metal solido [J/Kg C] 0 q f m = Temperatura inicial, generalmente la ambiente [ C] = Calor de Fusion [J/Kg] = Temperatura de fusion del metal [ C] C = Calor especifico del metal liquido [J/Kg C] l p = Temperatura de vaciado [ C] 3 V = Volumen del metal que se calienta [m ]
67 Clasificación de las unidades de fusión (hornos) por su medio de calentamiento. Hornos eléctricos; de arco, arco indirecto, inducción y resistencia. Hornos de combustión; por el tipo de combustible, sólido (coque), líquido (diesel o petróleo), gas (natural ó LP).
68 Clasificación de las unidades de fusión (hornos) por la condición de contacto de los gases de combustión con el material a fundir El combustible está en contacto con el material; horno cubilote y alto horno Los gases están en contacto con el crisol; hornos de crisol Los gases están en contacto directo con el metal; Hornos de hogar abierto y hornos de reverbero
69 Horno de cubilote. Producción de hierro gris Manufactura II Problemas con el ajuste de la composición Se emplea en combinación con hornos de inducción los que actúan como unidades de mantenimiento de temperatura y ajuste de composición. Este horno es una unidad de proceso semicontinuo diseñada para trabajar en campañas con duración de 6 h, a varios días, en algunos casos. Se cargan por la parte superior y su longitud vertical está limitada para garantizar el calentamiento y fusión del material El metal fundido se almacena en su parte baja denominada crisol.

.")
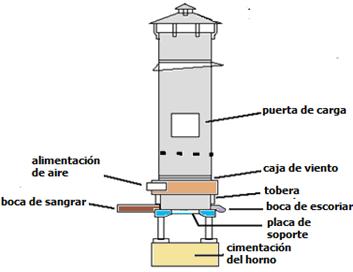
70 Horno de cubilote (aspectos diversos).


71 Horno de cubilote (aspectos diversos, continuación).
72 Horno de crisol. Manufactura II Se utilizan sobre todo para metales no ferrosos cuyo punto de fusión es menor a 1100 C Son hornos de ciclo discreto cuya capacidad está limitada por el tamaño del crisol En general usan gas como combustible y solamente en limitadas ocasiones emplean diesel o petróleo En general no se emplean para grandes volúmenes de producción.


73 Horno de crisol.
74 Horno de arco eléctrico. Es la unidad de fusión más utilizada para la producción de aceros El calor se genera al saltar un arco eléctrico entre un electrodo de grafito y la chatarra y por efecto Joule al circular a través del material a fundir El horno es trifásico con tres electrodos, cada uno conectado a una fase del circuito eléctrico Normalmente se trabaja a voltajes del orden de 500 V y densidades de corriente de 100 o más ampers por cm 2 de sección transversal del electrodo (lo cual representa entonces miles de ampers) Su capacidad va de unas 4 hasta 60 toneladas con tiempos de proceso de entre 2 y 3 horas.
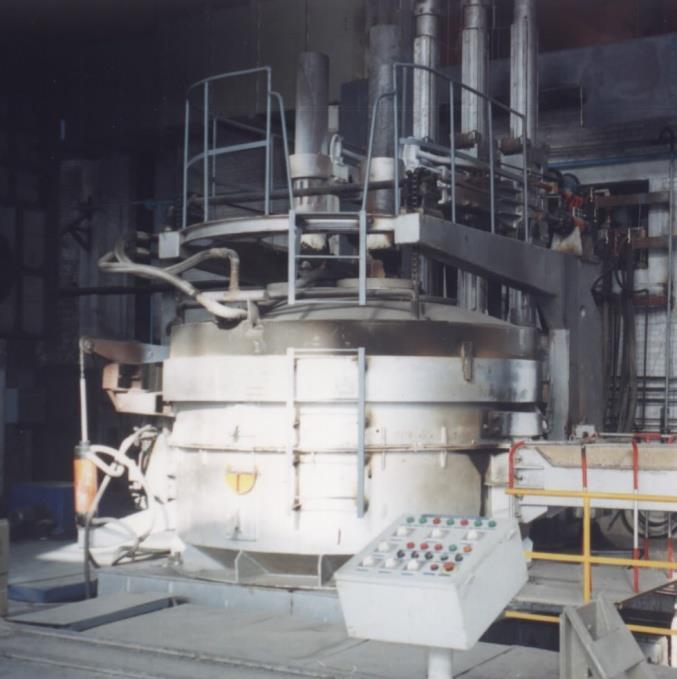
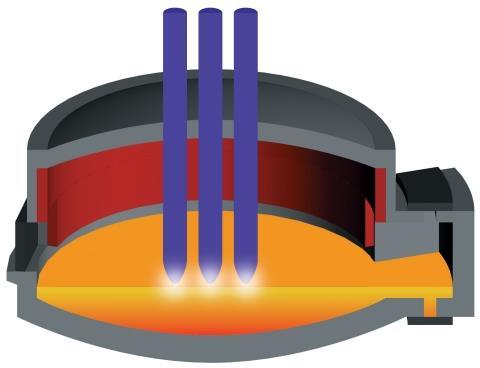
75
76 Horno de inducción. Tienen la ventaja de que el calor se genera al circular las corrientes eléctricas inducidas a través del material a fundir. No existe contaminación de ningún tipo. Manufactura II Dos principios básicos: Inducción directa o indirecta Inducción indirecta Se emplea en materiales con muy alta conductividad eléctrica como el cobre o el aluminio. Se utiliza un crisol de grafito como elemento calefactor. Existen hornos con capacidad de unos cuantos gramos hasta con capacidad de varias toneladas (60ton).
77 Horno de inducción. Manufactura II Se emplean comúnmente por la industria automotriz en la producción de piezas de fundición de hierro. En el horno rodeando al crisol se dispone de una bobina que hace las veces del primario del transformador mientras que el secundario está dado por la carga a fundir. En general la fusión en este tipo de unidades es costosa por lo que en ocasiones se emplean en combinación con otro tipo de hornos, por ejemplo cubilote.
 Principio de")

 Horno")
78 Hornos de inducción. (a) Principio de operación, (b) Vaciado de un horno de inducción de alta frecuencia, (c) Horno de 5 ton/h, (b) (a) (c)
 de alta frecuencia durante el")

79 Hornos de inducción, Horno de inducción (1 ton) de alta frecuencia durante el vaciado de una aleación ferrosa Horno de gran capacidad [20 Ton] frecuencia de red.
80 Horno de resistencia eléctrica. Para producciones reducidas, normalmente de menos de 20 Kg por carga En metales no ferrosos con temperaturas de fusión por debajo de los 1000 C (aleaciones de aluminio, zinc y cobre). Si bien la calidad del metal fundido es elevada, el costo de la energía eléctrica y la duración de las resistencias, vuelven incosteable el empleo de este tipo de hornos en grandes volúmenes de producción. Este tipo de unidades tienen mayor aplicación en operaciones de tratamiento térmico que en fusión.

81 Horno de resistencia eléctrica Manufactura II


82 Vaciado del metal fundido (el flujo debe ser laminar durante el llenado del molde, se debe de evitar la generación de vórtices en cualquier etapa, asimismo debe de evitarse el arrastre de escoria o de arenas del molde. El metal deberá de ser desgasificado previo al vaciado).
83 El llenado del molde o matriz Éste se puede hacer por efecto de la acción de la gravedad o presión metalostática o por efecto de fuerzas adicionales generadas por la rotación del molde o por la presión aplicada por un pistón. De cualquier forma el sistema de colada deberá garantizar la formación de una pieza libre de defectos con la mayor eficiencia de metal líquido
84 Vaciado del metal fundido. Manufactura II Sobrecalentamiento mínimo posible que garantice el correcto llenado del molde La cinética de oxidación como la solubilidad de gas en el metal líquido dependen de la temperatura.
85 Vaciado del metal fundido. Manufactura II La velocidad de vaciado es el caudal con que se vierte el metal fundido dentro del molde. Si la velocidad es muy lenta, el metal puede enfriarse antes de llenar la cavidad. Si la velocidad de vaciado es excesiva provoca turbulencia y puede convertirse en un problema serio, dando lugar a porosidad en la pieza o arrastre de escoria o arena.
86 Vaciado del metal fundido. Calentamiento Temperatura de colada Vaciado La introducción del metal fundido en el molde y su flujo dentro éste es un paso crítico en el proceso. Los factores que afectan la operación de vaciado son la temperatura de vaciado, la velocidad de vaciado y la turbulencia generada durante el llenado del molde.
87 Vaciado del metal fundido. Manufactura II La turbulencia del flujo se produce al contacto del metal líquido con las paredes del molde; depende de la velocidad y de la viscosidad del metal líquido, así como de la geometría del sistema de llenado. Flujo turbulento debe evitarse, ya que provoca; mayor interacción entre metal y aire favoreciendo la formación de óxidos metálicos que pueden quedar atrapados durante la solidificación, erosión excesiva del molde por efecto del impacto del flujo de metal fundido. La turbulencia promueve que el metal líquido atrape gas y escorias afectando la calidad de las piezas producidas.
88 Vaciado del metal fundido. Capa Límite Mediante un análisis adimensional se obtuvo el llamado número de Reynolds (Re), el cual es muy significativo para caracterizar el movimiento de los fluidos como: Flujo laminar Flujo turbulento
89 Número de Reynolds (Re) Vaciado del metal fundido. Re vd Para flujo en tuberías, donde: µ- viscosidad del fluido (metal líquido, el cual depende de la temperatura) ρ- densidad del fluido v- velocidad del fluido o metal líquido D- diámetro del canal o bebedero Re 2000 Flujo laminar 2000 Re 20,000 Régimen de transición Re 20,000 Flujo turbulento Manufactura II A este le afectan factores como el gradiente de presión, la rugosidad de la superficie en contacto, la transferencia de calor por mencionar algunos.

90 Simulación del llenado mediante paquetería comercial [software: QuikcastTM, Flow 3D cast, SolidCast Casting, FLOWCast, OPTICast].


91 Sistema de llenado (colada) y alimentación (mazarotas).

92 Sistema con mazarota ciega.

93 Colada y mazarota en serie. Manufactura I Semestre de agosto de 2017
94 Solidificación y enfriamiento. Manufactura II Tiempo de enfriamiento del metal Contracción Solidificación direccional Diseño de las mazarotas Diseño de la colada
95 Solidificación y enfriamiento. Manufactura II Tiempo de colada debe de ser menor del tiempo para el inicio de la solidificación. El tiempo a la solidificación depende del sobrecalentamiento y del flujo de calor al molde y al ambiente

96 Solidificación y enfriamiento. Manufactura II
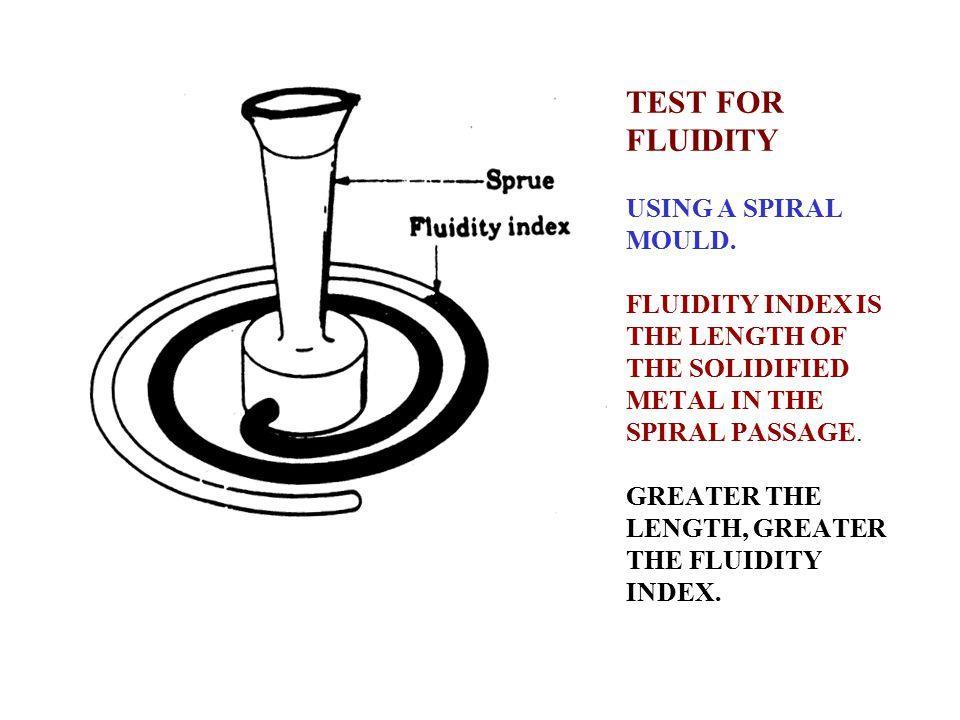
97 Espiral utilizada para evaluar fluabilidad.

98 Solidificación y enfriamiento. Manufactura II Canal espiral propuesto por AFS para evaluar la fluabilidad del material (todas las medidas en pg)
99
100 Solidificación y enfriamiento.
101 Solidificación y enfriamiento. Manufactura II
102 Flujo laminar (conservación de energía), siendo una aproximación para la fundición. Primer análisis empleando para tal la ecuación de Bernoulli Esto se puede escribir como: h P v P v g 2g g 2g h 2 h = Altura [m] 2 P = Presion en el liquido [N/m ] 3 = Densidad [ Kg / m ] v = Velocidad de Flujo [m/s] 2 g = aceleracion gravitatortia [m/s ] ** Los subindices 1 y 2 indican dos puntos cualesquiera en el flujo del liquido
103 Se asume que entrada y salida están a la presión atmosférica en toda su extensión, entonces la ecuación puede reducirse a: h v v h2 2g 2g La cual puede emplearse para determinar la velocidad del metal fundido en la base del bebedero de colada (ecuación de Torricelli): v 2gh donde: v = Velocidad del metal liquido en la base del bebedero [m/s] g 2 = aceleracion gravitatortia [m/s ] h = Altura del bebedero [m]
104 Otra relación de importancia durante el vaciado es la ecuación de conservación de masa y dado que la densidad se considera constante entonces: donde: V v A V v A v A = Velocidad de flujo volumetrico [m /s] = Velocidad [m/s] 2 = Area de la seccion transversal del liquido [m ] ** Un incremento en el área produce una disminución en la velocidad y viceversa
105 Diseño de la colada. Para el diseño de las coladas, a partir de la ecuación de Toriccelli se puede conocer la velocidad del metal líquido al colar por gravedad v 2gH Donde: v velocidad del metal líquido m / s 2 aceleración de la gravedad m/ s g H altura del bebedero promedio en función de las condiciones de alimentación m
106 Diseño de la colada. Considerando la masa de la total a depositar al interior de la cavidad, se puede calcular un tiempo de duración de la colada. La ecuación anterior es válida para piezas con una masa hasta de 450[Kg] (y paredes de 2.5 a 15[mm]). Donde: t s M t duración de la col ada[] s s coeficiente que considera el espesor de las paredes de la pieza M masa de la pieza y la mazarota Kg La ecuación anterior es válida para piezas con una masa hasta de 450[Kg] (y paredes de 2.5 a 15[mm]).
107 Diseño de la colada. Valores del factor s. Espesor de las paredes de la pieza [mm] s
108 Diseño de la colada. Para piezas medianas y grandes con una masa hasta de 1000[Kg] y para fundiciones donde el material es acero (debido a la alta viscosidad que presenta este) la ecuación experimental utilizada es. Donde: espesor de la pieza mm 3 t s M δ [mm] s Hasta y mayores 1.7
109 Diseño de la colada. A partir de la ecuación que describe el flujo volumétrico Donde: 3 densidad del metal Kg / m Q va M Q va t
110 Diseño de la colada. Como la velocidad real del metal líquido es menor debido a las pérdidas por la fricción con la pared del molde, entonces se tiene que: vr v Donde es un factor debido a las pérdidas antes mencionadas, determinado basándose en datos empíricos. Toma valores que por lo general oscilan entre 0.75 y 0.85 (en promedio 0.8). Para piezas con espesores hasta los 10[mm] este factor tiene una magnitud de 0.34.
111 Diseño de la colada. Finalmente el área de la sección transversal de la colada se obtiene mediante la ecuación: A M gh 1/2 t

112 Diseño de la colada. Por la magnitud de la sección transversal de la colada, se puede relacionar en forma proporcional la superficie del colector de escoria así como de las compuertas de alimentación de las piezas, esto con el fin de garantizar un flujo volumétrico del material constante.
113 CAPÍTULO Métodos de Fundición o Colada a) Pieza con espesores delgados Diseño de la colada. b) Pieza con espesores medianos y pequeños
114 CAPÍTULO Métodos de Fundición o Colada Diseño de la colada. c) Pieza con espesores medianos y grandes d) Pieza con espesores grandes donde: 2 Acolada ó A área de la sección transversal de la colada m 2 Aescoria área de la superficie del canal del colector de escoria m 2 área de la sección transversal de las compuertas de alimentación m Aescoria
115 Diseño de la colada. Ejemplo: Se va a fabricar una pieza en una fundición en hierro gris, el cual tiene una densidad de 7150[kg/m 3 ]. La semicajas de las que se compone la caja de moldeo, tienen una altura cada una de 6[in]. La cavidad a reproducir se encuentra totalmente en la semicaja inferior y posee espesores de 10[mm] así como una masa de 40 [kg]. Diseñe la colada para el óptimo llenado de la pieza.

116 Número de Reynolds Describe si el flujo es turbulento Diseño de Colada Manufactura II Número de Webber Describe la tendencia de la superficie del flujo a presentar turbulencia, éste deberá ser minimizado La velocidad crítica para todos los metales es del orden de 0.5 m/s



117 Diseño de Colada Tiempo de vaciado (colada) La velocidad crítica para todos los metales es del orden de 0.5 m/s

118 Diseño de Colada Tiempo de vaciado (colada) La velocidad crítica para todos los metales es del orden de 0.5 m/s Relación 1:4:4 para aleaciones de aluminio 1:2:2 para hierro gris (nodular)
 La velocidad crítica para todos los metales es del orden de 0.")
119 Diseño de Colada Tiempo de vaciado (colada) Relación 1:4:4 para aleaciones de aluminio 1:2:2 para hierro gris (nodular) La velocidad crítica para todos los metales es del orden de 0.5 m/s
120
121
122 Proponer distribución en el molde, número de piezas (cajas de 14x14 pg y de 12 x14 pg y Calcular Colada. Material, hierro nodular.
 Metal")
123 Solidificación Manufactura II Rechupe superficial Enfriamiento con templadera (metal chill) Metal chill
124 Solidificación y enfriamiento. Manufactura II La velocidad de solidificación va a influir en la microestructura y la rapidez de colada La solidificación direccional ocurre cuando los gradientes térmicos en la pieza crean un perfil de solidificación de la parte más alejada y ésta progresa en dirección de los puntos de llenado En este caso siempre existirá metal líquido a disposición para compensar la contracción por solidificación El gradiente térmico se afectará por el diseño de la pieza (geometría), diseño del molde y calentamiento y enfriamiento controlados.

125 Solidificación Manufactura II
126 Tiempo de solidificación. El tiempo de solidificación depende del tamaño y de la forma de la fundición expresada por una relación empírica conocida como regla de Chvorinov que establece: V ts Cm A donde: t = Tiempo de solidificacion total [min] s 3 V = Volumen de fundicion [m ] 2 A = Area superficial de la fundicion [m ] n = Exponente que toma usualmente el valor de 2 C = Constante del molde m n
127 Tiempo de solidificación. Dado que n = 2, las unidades de C m son (min/m 2 ). El valor de C m, depende de las condiciones particulares de la operación de fundición: -Material del molde (calor específico y conductividad térmica). -Propiedades térmicas del metal de fundición (calor de fusión, calor específico y conductividad térmica). -Temperatura relativa de vaciado con respecto al punto de fusión del metal. El valor de C m para una operación dada se puede basar en datos experimentales de operaciones previas con el mismo material de molde, metal y temperatura de vaciado, incluso cuando la forma de la parte haya sido diferente.
128 Tiempo de solidificación. La regla de Chvorinov indica que una fundición con una relación de volumen/área superficial se enfriará y solidificará más lentamente que otra con una relación más baja. Este principio ayuda en el diseño de la mazarota el molde (sistema de alimentación) y de la colada. Para cumplir su función de alimentar metal fundido a la cavidad principal, el metal en la mazarota debe permanecer en fase líquida más tiempo que el de la fundición. En otras palabras, el tiempo de solidificación para la mazarota debe exceder el de la pieza (fundición principal). Por otra parte el tiempo de inicio de solidificación deberá de ser mayor del necesario para el llenado de la pieza.

129 Diseño de la mazarota. El tiempo de solidificación de la mazarota debe ser mayor al de la pieza: t t s mazarota s mazarota t s pieza t s pieza n V Cm A mazarota mazarota V V A A ; 1.1 a 1.25 pieza C m V A n pieza
130 Diseño de la mazarota. La geometría que ofrece la relación más alta volumen/superficie es el cilindro, por lo que se usará para diseñar la(s) mazarota(s) y que se determinan mediante: V mazarota 2 h 4 (2) 4 2 Amazarota Atapas Alat h diámetro mazarota [m] h altura mazarota [m] Su altura está limitada por la altura de la semicaja superior, quedando como única incógnita su diámetro.
131 Diseño de la mazarota. diámetro mazarota [m] h altura mazarota [m] h V 2 4h A pieza Única incógnita: diámetro ϕ. h=altura definida por el diseñador en función de la altura de la semicaja superior



132 Tiempo de solidificación. Manufactura II Si el diseño de la mazarota incluye una relación de volumen a área más grande, se puede estar seguro de que la fundición principal solidificará primero y se reducirán los efectos de la contracción. Antes de considerar el diseño de la mazarota mediante la regla de Chvorinov es necesario tomar en consideración la contracción, razón por la cual se necesitan las mazarotas. Ecuación de Chvorinov
133 Contracción. La contracción ocurre en tres pasos: 1) Contracción líquida durante el enfriamiento anterior a la solidificación. 2) Contracción durante el cambio de fase de líquido a sólido, llamada contracción de solidificación. 3) Contracción térmica de la fundición solidificada durante el enfriamiento hasta la temperatura ambiente.

134 Descripción del proceso de contracción considerando una condición axisimétrica y un molde abierto.

135 Tipos de rechupe por solidificación


136 Tipos de rechupe por solidificación Mazarota cilíndrica H=2D

137 Diseño de la mazarota. La mazarota se usa en un molde de fundición para alimentar metal líquido al proceso durante el enfriamiento y compensar así la contracción por solidificación. La mazarota debe permanecer líquido hasta después de que la fundición solidifique. Diseño. Para satisfacer este requerimiento se puede calcular el tamaño de la mazarota usando la regla de Chvorinov.
138 Ejemplos. Manufactura II Un molde tiene una colada de 6[in]. El área de la sección transversal en la base de la colada o bebedero es de 0.5[in 2 ]. El canal conduce al material a una cavidad que forma la mazarota y la pieza con un volumen de 75[in 3 ]. Determine: a) El tiempo de llenado de la pieza (MFT). b) Diseñe la mazarota, si la pieza es en forma de placa, de longitud de 6[in] x 5[in] de ancho y 1.5 [in] de espesor y la mazarota deberá tener una altura 1.5 veces el diámetro y deberá solidificar en un tiempo 30% más del de la pieza. Se trata de una pieza de hierro gris.
139 Ejemplos. Una fundición de aluminio tiene forma cilíndrica con 10[cm] de diámetro y pesa 60[N]. Ésta fundición tarda 4[min] en solidificar completamente. Otra fundición cilíndrica del mismo aluminio, con la misma relación diámetro/altura, pesa 32[N] y solidifica en 2[min] bajo las mismas condiciones de vaciado y molde. Determine: a) La constante del molde (Cm). b) El exponente (n) en la regla de Chorinov. Considere para lo anterior que la densidad del aluminio es de 2.7 (g/cm 3 )
![Ejemplos. Manufactura II Un molde tiene un bebedero de colada de 0.2[m] y el área de la sección transversal de la base es de 0.000258[m 2 ].](/docs-images/78/76987488/images/140-2.jpg "El bebedero alimenta un canal horizontal que conduce a la cavidad del molde cuyo volumen es 0.0016387[m 3 ]. Calcular: a) La velocidad del metal líquido en la base del bebedero de colada.")
140 Ejemplos. Manufactura II Un molde tiene un bebedero de colada de 0.2[m] y el área de la sección transversal de la base es de [m 2 ]. El bebedero alimenta un canal horizontal que conduce a la cavidad del molde cuyo volumen es [m 3 ]. Calcular: a) La velocidad del metal líquido en la base del bebedero de colada. b) El flujo volumétrico. c) El tiempo de llenado del molde (MFT). Se trata de una fundición nodular
141 Ejemplos. Manufactura II Deben diseñarse una mazarota cilíndrica para un molde en arena. La fundición es una placa rectangular de acero con dimensiones [m] x 0.127[m] x [m]. En observaciones previas se ha indicado que el tiempo de solidificación total (TST) es de 1.6 [min]. La mazarota cilíndrica debe tener una relación de diámetro/altura igual a uno. Obtener: El diámetro y altura de la mazarota si el TST de la mazarota es de 2[min].
142 Molde permanente o matriz Fundición a presión (Pressure die casting) Colada por gravedad en matriz (Die casting) Colada a baja presión (Low pressure die casting) Mayor conductividad térmica de las matrices con relación a los moldes, por consecuencia menores tiempos de solidificación y de colada, entonces mayores velocidades de llenado de los moldes.
 Inyección.")
143 Matrices, (a) Colada por gravedad, (b) Inyección.

 Después de")
144 Pistón de aluminio Pistón de Aluminio. (a) De fundición; (b) Después de maquinado.
")

145 Colada en matriz. Manufactura II Se caracteriza por el empleo de moldes metálicos (matrices) producidos en hierro gris o acero. Este tipo de proceso se emplea para lotes grandes de producción de piezas medianas cuya geometría permite su llenado por acción exclusiva de las fuerzas de gravedad (por ejemplo pistones automotrices).
146 Fundición a presión ó inyección de metales: Piezas medianas y pequeñas (desde unos gramos hasta unos 50 Kg). Metales y aleaciones de bajo punto de fusión (generalmente menor a 650 C; aleaciones de aluminio y de zinc). Geometrías complejas y espesores pequeños (del orden de unos cuantos mm) Cavidades simples [los corazones son de acero] Manufactura II Lotes de producción muy grandes (mínimo del orden de unas piezas). Se caracteriza por su reducido costo de operación, aunado a excelentes acabados y tolerancias cerradas.
147 Fundición a presión ó inyección de metales: Cámara Caliente (menor de 400 C) El pistón de inyección está inmerso en el metal líquido se emplea para metales con temperaturas de inyección por debajo de 450 C, en pesos normalmente menores a 3 Kg. Cámara Fría Cámara fría. Éstas se utilizan hasta temperaturas de trabajo de hasta 800 C y masas de hasta 50 Kg. En estos procesos en el 90% de los casos se cumple con: Para lotes mayores a 10,000 piezas, espesores no mayores a 3 mm, sección transversal menor a100 cm 2 Geometrías complejas pero cavidades simples

148 Manufactura I Semestre de agosto de 2017 Fundición a presión ó inyección de metales:


149 Máquina para inyección de metales, Descripción esquemática del proceso.
 y de las pieza(s) a inyectar (geometría,")
150 Fundición a presión Cámara fría f p A A c iny pieza coladas Manufactura II Fuerza de cierre: 1,000 1,600 Ton Fuerza de inyección en función del metal (temperatura, composición) y de las pieza(s) a inyectar (geometría, espesores).

151 Fundición a presión Cámara fría Manufactura II

152 Fundición a presión Cámara caliente Manufactura II Fuerza de cierre 160 Ton

153 Fundición a presión Cámara caliente Manufactura II
 Involucra la solidificación del metal bajo alta presión; combina")
. Descripción esquemática, b) Piezas producidas por squeeze casting.")
154 Fundición prensada (squeeze casting) Desarrollada en la segunda mitad del siglo XX (hacia 1960) Involucra la solidificación del metal bajo alta presión; combina forja con colada, afinando la microestructura y obteniendo mejores propiedades mecánicas. a). Descripción esquemática, b) Piezas producidas por squeeze casting.

155 Fundición prensada (squeeze casting)
156 Fundición a baja presión (low pressure casting); Moldes de grafito o también matrices metálicas. El llenado es en flujo laminar por la parte inferior del molde, La presión necesaria para que el metal ascienda y llene el molde se aplica a través de un gas inerte. La microestructura obtenida garantiza excelentes propiedades mecánicas. Este proceso se puede emplear tanto para los blocks de motor como para las ruedas.


157 Fundición a baja presión (low pressure casting).



158 Fundición a baja presión Manufactura II Fundición a Baja Presión de Ruedas de Ferrocarril

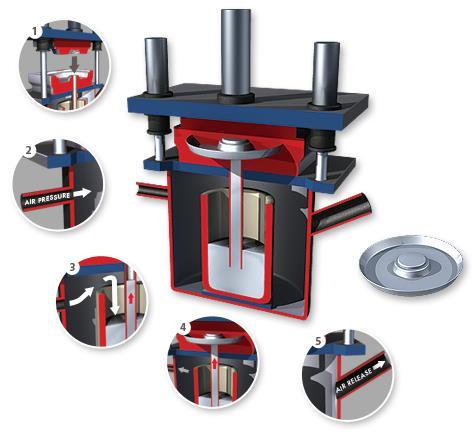
159 Fundición a baja presión Manufactura II
160 Centrifugado y semicentrifugado: Llenado del molde por la acción de las fuerzas generadas por la rotación de éste. Estos permiten la obtención de piezas sanas (eliminación de defectos) y la disminución o en su caso la eliminación de conductos de llenado y mazarotas. Centrifugado Eliminación de corazones o machos Semicentrifugado Permite eliminar mazarotas y prácticamente la totalidad de las alimentaciones.
 en eje")

161 Centrifugado. a) en eje horizontal; b) Máquina para centrifugado vertical.
162 Centrifugado. Manufactura II P 2 a R F ma N A l m Pieza sólida. m s l R F m R 4 P A l l l R F m R 4 P A l l 2 2 R 2R R 1 2 P R 4 4 2
163 Centrifugado. Manufactura II 2 2 N 2 2 P Rext Rint P Rext Rint 2 Factor de centrifugado ( G) G G donde R g v Rg NR 60 Rg R radio de la pieza g aceleración de la gravedad densidad Pieza hueca. N revoluciones por minuto velocidad angular N R 900g

164 Fundición por centrifugado Manufactura II

165 Fundición por centrifugado Manufactura II




166 Fundición por centrifugado Manufactura II

167 Automatización. Impresora 3D para corazones y moldes en arena. Permite pasar del archivo CAD al molde[prometal RCT].
168 Automatización. Manufactura II 1. Binder print: La cabeza de impresión recorre la superficie donde se encuentra la arena con el activador (aglomerante). 2. New Layer: Una vez impresa una capa la plataforma desciende para imprimir la siguiente.
169 Automatización. Manufactura II 3. Sandjob: Una nueva capa de arena activada es aplicada a la superficie. 4. Repeat: Las etapas anteriores se repiten hasta que se concluye la pieza.
170 Automatización. Manufactura II 5. Finishing: Se remueve la arena que no se ha adherido y se ensamblan las piezas en el molde para proceder al vaciado.
171 Genera desechos Gran huella de carbón Permite el reciclado de metales Tendencia Reducir el empleo de aleaciones que demanden elevadas temperaturas de colada, las cuales en su mayoría han sido sustituidas por aleaciones de aluminio. Se ha buscado modificar los químicos empleados sobre todo como aglomerantes haciendo estos más eficientes (se requiere menor porcentaje de resinas por tonelada de arena), reduciendo las emisiones generadas durante el endurecimiento y el vaciado del metal. Tendencia al uso de aglomerantes inorgánicos. Manufactura II Sustentabilidad de la fundición. Búsqueda de aplicaciones para las arenas y escorias a las cuales no solo se les ha encontrado uso como rellenos sino como fuente de minerales para los suelos agrícolas.

172 Gracias por su atención udiatem Fac. Ingeniería, UNAM Unidad de Investigación y Asistencia Técnica en Materiales
173 Manufactura I Semestre de agosto de 2016
174 Manufactura I Semestre de agosto de 2016
175 Manufactura I Semestre de agosto de 2016
Métodos de Fundición o Colada
 Métodos de Fundición o Colada Ventajas de la producción de piezas fundidas Producción de partes de geometría compleja Algunos procesos no se requiere de operaciones subsecuentes Amplio rango de dimensiones
Métodos de Fundición o Colada Ventajas de la producción de piezas fundidas Producción de partes de geometría compleja Algunos procesos no se requiere de operaciones subsecuentes Amplio rango de dimensiones
UNIDAD TEMÁTICA 1: Generalidades. Procesos. Objetivos. Las operaciones de la fundición. Historia. La fundición como un proceso de formado. Ventajas.
 ASIGNATURA: Fundición de los Metales Ferrosos y no Ferrosos ESPECIALIDAD: Metalurgia PLAN: 95 Adecuado (Ordenanza Nº 1058) NIVEL: 5 to. MODALIDAD: Anual DICTADO: Anual HORAS: 4 semanales ÁREA: Tecnologías
ASIGNATURA: Fundición de los Metales Ferrosos y no Ferrosos ESPECIALIDAD: Metalurgia PLAN: 95 Adecuado (Ordenanza Nº 1058) NIVEL: 5 to. MODALIDAD: Anual DICTADO: Anual HORAS: 4 semanales ÁREA: Tecnologías
MOLDEO POR GRAVEDAD. En Gestión de Compras contamos con los medios necesarios para diseñar y fabricar cualquier producto mediante moldeo por gravedad.
 MOLDEO POR GRAVEDAD En Gestión de Compras contamos con los medios necesarios para diseñar y fabricar cualquier producto mediante moldeo por gravedad. PROCESO: El moldeo por gravedad también llamado moldeo
MOLDEO POR GRAVEDAD En Gestión de Compras contamos con los medios necesarios para diseñar y fabricar cualquier producto mediante moldeo por gravedad. PROCESO: El moldeo por gravedad también llamado moldeo
Fundición en molde permanente
 Fundición en molde permanente Fundición en molde permanente Generalidades Se usan moldes metálicos que se reutilizan muchas veces. Los metales que usualmente se funden en moldes permanentes son el estaño,
Fundición en molde permanente Fundición en molde permanente Generalidades Se usan moldes metálicos que se reutilizan muchas veces. Los metales que usualmente se funden en moldes permanentes son el estaño,
Procesos de Fundición
 Procesos de Fundición Se denomina fundición al proceso de fabricación de piezas útiles, comúnmente metálicas pero también de plástico, a partir del material fundido e introducirlo en una cavidad, llamada
Procesos de Fundición Se denomina fundición al proceso de fabricación de piezas útiles, comúnmente metálicas pero también de plástico, a partir del material fundido e introducirlo en una cavidad, llamada
CONFORMACIÓN PLASTICA DE METALES: FORJA
 CONFORMACIÓN PLASTICA DE METALES: FORJA CONTENIDO Definición y Clasificación de los Procesos de Forja Equipos y sus Características Técnicas Variables Principales del Proceso Métodos Operativos (Equipos
CONFORMACIÓN PLASTICA DE METALES: FORJA CONTENIDO Definición y Clasificación de los Procesos de Forja Equipos y sus Características Técnicas Variables Principales del Proceso Métodos Operativos (Equipos
Sistema de evacuación del aire
 MACHERIA Generalidades Son muy importantes Una pieza compleja requiere de varios núcleos Sin ellos es imposible concebir una pieza compleja El modelo permite obtener la parte externa Un núcleo, permite
MACHERIA Generalidades Son muy importantes Una pieza compleja requiere de varios núcleos Sin ellos es imposible concebir una pieza compleja El modelo permite obtener la parte externa Un núcleo, permite
13. SINTERIZADO PULVIMETALURGIA CARACTERÍSTICAS CARACTERIZACÓN DE POLVOS PROPIEDADES DE LA MASA DE POLVOS
 13. SINTERIZADO 1 Materiales I 13/14 ÍNDICE CARACTERÍSTICAS CARACTERIZACÓN DE POLVOS PROPIEDADES DE LA MASA DE POLVOS COMPRESIBILIDAD RESISTENCIA EN VERDE SINTERABILIDAD COMPACTACIÓN DE POLVOS METÁLICOS
13. SINTERIZADO 1 Materiales I 13/14 ÍNDICE CARACTERÍSTICAS CARACTERIZACÓN DE POLVOS PROPIEDADES DE LA MASA DE POLVOS COMPRESIBILIDAD RESISTENCIA EN VERDE SINTERABILIDAD COMPACTACIÓN DE POLVOS METÁLICOS
Sesión 7. El proceso cerámico tradicional (continuación)
") Sesión 7 El proceso cerámico tradicional (continuación) Moldeo El moldeo de las pastas cerámicas tradicionales depende de las propiedades plásticas y de flujo de ésta. La facilidad con que cambia de forma
Sesión 7 El proceso cerámico tradicional (continuación) Moldeo El moldeo de las pastas cerámicas tradicionales depende de las propiedades plásticas y de flujo de ésta. La facilidad con que cambia de forma
TEMA 2: Desarrollos de la Fundición en Arena
 Tema 2: Desarrollos de la Fundición en Arena 1/13 MÓDULO I: FUNDICIÓN TEMA 2: Desarrollos de la Fundición en Arena TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA
Tema 2: Desarrollos de la Fundición en Arena 1/13 MÓDULO I: FUNDICIÓN TEMA 2: Desarrollos de la Fundición en Arena TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA
TEMA 1: Fundición n en Arena
 Tema1: Fundición en Arena 1/18 MÓDULO I: FUNDICIÓN TEMA 1: Fundición n en Arena TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA Universidad del País s Vasco Euskal
Tema1: Fundición en Arena 1/18 MÓDULO I: FUNDICIÓN TEMA 1: Fundición n en Arena TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA Universidad del País s Vasco Euskal
Existen tres formas de transferencia metálica: 1. Transferencia Spray o de Rocío. 2. Transferencia Globular. 3. Transferencia por Corto-Circuito.
 SISTEMA MIG SÓLIDO Descripción del proceso El sistema MIG fue introducido a fines del año 1940. El proceso es definido por la AWS como un proceso de soldadura al arco, donde la fusión se produce por calentamiento
SISTEMA MIG SÓLIDO Descripción del proceso El sistema MIG fue introducido a fines del año 1940. El proceso es definido por la AWS como un proceso de soldadura al arco, donde la fusión se produce por calentamiento
TEMA 1: Fundición en Arena
 MÓDULO I: FUNDICIÓN TEMA 1: Fundición en Arena TECNOLOGÍA MECÁNICA DPTO. DE INGENIERÍA MECÁNICA Universidad del País Vasco Euskal Herriko Unibertsitatea Tema1: Fundición en Arena 1/19 Contenidos 1. Introducción
MÓDULO I: FUNDICIÓN TEMA 1: Fundición en Arena TECNOLOGÍA MECÁNICA DPTO. DE INGENIERÍA MECÁNICA Universidad del País Vasco Euskal Herriko Unibertsitatea Tema1: Fundición en Arena 1/19 Contenidos 1. Introducción
MÁQUINA PARA MOLDEO POR INYECCIÓN. Partes de una Máquina
 MÁQUINA PARA MOLDEO POR INYECCIÓN Partes de una Máquina Bancada: Soporte o base marco en fundición de hierro y con partes de acero soldadas por arco eléctrico. Mecanismo de cierre: debe de cumplir con
MÁQUINA PARA MOLDEO POR INYECCIÓN Partes de una Máquina Bancada: Soporte o base marco en fundición de hierro y con partes de acero soldadas por arco eléctrico. Mecanismo de cierre: debe de cumplir con
Capitulo II 2.1.3 SOLIDIFICACIÓN Y ENFRIAMIENTO
 58.1.3 SOLIDIFICACIÓN Y ENFRIAMIENTO Después de vaciar el metal fundido en el molde, éste se enfría y solidifica. En esta sección examinaremos los mecanismos físicos de solidificación que ocurren durante
58.1.3 SOLIDIFICACIÓN Y ENFRIAMIENTO Después de vaciar el metal fundido en el molde, éste se enfría y solidifica. En esta sección examinaremos los mecanismos físicos de solidificación que ocurren durante
FUNDICION A PRESION. También llamado: Proceso de fundición por inyección
 FUNDICION A PRESION También llamado: FUNDICION A PRESION Proceso de fundición por inyección Procedimiento i En este proceso se inyecta a alta velocidad el metal líquido en el molde. La velocidad está alrededor
FUNDICION A PRESION También llamado: FUNDICION A PRESION Proceso de fundición por inyección Procedimiento i En este proceso se inyecta a alta velocidad el metal líquido en el molde. La velocidad está alrededor
PRACTICA Nº 1 FUNDICION
 UNIVERSIDAD NACIONAL EXPERIMENTAL DEL TÁCHIRA DEPARTAMENTO DE INGENIERÍA MECÁNICA NÚCLEO DE MATERIALES Y PROCESOS LABORATORIO DE PROCESOS DE MANUFACTURA I PRACTICA Nº 1 FUNDICION Abril, 2009 Autores: J.
UNIVERSIDAD NACIONAL EXPERIMENTAL DEL TÁCHIRA DEPARTAMENTO DE INGENIERÍA MECÁNICA NÚCLEO DE MATERIALES Y PROCESOS LABORATORIO DE PROCESOS DE MANUFACTURA I PRACTICA Nº 1 FUNDICION Abril, 2009 Autores: J.
INDICE. Prologo del editor
 INDICE Prologo del editor V Prologo VII 1. Morfologia de los Procesos 1 1.1. Introduccion 1 1.2. Estructura básica de los procesos de manufactura 1 1.2.1. Modelo general de los procesos 2 1.2.2. Estructura
INDICE Prologo del editor V Prologo VII 1. Morfologia de los Procesos 1 1.1. Introduccion 1 1.2. Estructura básica de los procesos de manufactura 1 1.2.1. Modelo general de los procesos 2 1.2.2. Estructura
MODELO DE RESPUESTAS
 1/5 MODELO DE RESPUESTAS ASIGNATURA: PROCESOS DE MANUFACTURA CÓDIGO: 202 MOMENTO: Primera Integral VERSIÓN: 1 FECHA DE APLICACIÓN: Prof. Responsable: Ing. Ana María Alvarez. Coordinador: Ing. Anel Núñez.
1/5 MODELO DE RESPUESTAS ASIGNATURA: PROCESOS DE MANUFACTURA CÓDIGO: 202 MOMENTO: Primera Integral VERSIÓN: 1 FECHA DE APLICACIÓN: Prof. Responsable: Ing. Ana María Alvarez. Coordinador: Ing. Anel Núñez.
Capitulo II CAPÍTULO II. Fundición, Moldeo y Procesos Afines
 48 CAPÍTULO II Fundición, Moldeo y Procesos Afines 49.1 FUNDAMENTOS DE LA FUNDICIÓN DE METALES La fundición es un proceso en el cual se hace fluir metal fundido dentro la cavidad de un molde, donde solidifica
48 CAPÍTULO II Fundición, Moldeo y Procesos Afines 49.1 FUNDAMENTOS DE LA FUNDICIÓN DE METALES La fundición es un proceso en el cual se hace fluir metal fundido dentro la cavidad de un molde, donde solidifica
U D I - L a b o r a t o r i o d e P r o c e s o s d e M a n u f a c t u r a
 UNIVERSIDAD AUTÓNOMA DE ZACATECAS Francisco García Salinas ÁREA DE INGENIERÍAS Y TECNOLOGICAS UNIDAD ACADÉMICA DE INGENIERÍA I PROGRAMA DE INGENIERÍA MECÁNICA U D I - L a b o r a t o r i o d e P r o c
UNIVERSIDAD AUTÓNOMA DE ZACATECAS Francisco García Salinas ÁREA DE INGENIERÍAS Y TECNOLOGICAS UNIDAD ACADÉMICA DE INGENIERÍA I PROGRAMA DE INGENIERÍA MECÁNICA U D I - L a b o r a t o r i o d e P r o c
Recubrimientos duros aplicados a herramientas de corte
 Recubrimientos duros aplicados a herramientas de corte Los procesos por arranque de viruta son ampliamente utilizados en la fabricación de componentes mecánicos La vida útil del filo de la herramienta
Recubrimientos duros aplicados a herramientas de corte Los procesos por arranque de viruta son ampliamente utilizados en la fabricación de componentes mecánicos La vida útil del filo de la herramienta
Refractarios Caires, C.A.
 Contenido Introducción. Información General sobre refractarios. Aplicaciones. Servicios. Con más de 30 años en el mercado, Refractarios Caires comercializa materiales refractarios y afines, además de brindar
Contenido Introducción. Información General sobre refractarios. Aplicaciones. Servicios. Con más de 30 años en el mercado, Refractarios Caires comercializa materiales refractarios y afines, además de brindar
Práctica 8 Molde de arena verde
 Práctica 8 Molde de arena verde Objetivo Elaborar moldes de arena para colado de fundición de aluminio, mediante el uso de moldes de polietileno. Preguntas detonantes 1.- Cuáles son las ventajas que ofrecen
Práctica 8 Molde de arena verde Objetivo Elaborar moldes de arena para colado de fundición de aluminio, mediante el uso de moldes de polietileno. Preguntas detonantes 1.- Cuáles son las ventajas que ofrecen
Procesos de fundición
 Procesos de fundición Fundición a la arena. Arena, moldes, modelos, corazones y terminado Procesos especiales de fundición fundición a la arena. Arena, moldes, modelos, corazones y terminado El proceso
Procesos de fundición Fundición a la arena. Arena, moldes, modelos, corazones y terminado Procesos especiales de fundición fundición a la arena. Arena, moldes, modelos, corazones y terminado El proceso
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO FACULTAD DE ESTUDIOS SUPERIORES CUAUTITLÁN LICENCIATURA: INGENIERÍA MECÁNICA ELÉCTRICA
 UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO FACULTAD DE ESTUDIOS SUPERIORES CUAUTITLÁN LICENCIATURA: INGENIERÍA MECÁNICA ELÉCTRICA PROGRAMA DE LA ASIGNATURA DE: Procesos de Conformado de Materiales IDENTIFICACIÓN
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO FACULTAD DE ESTUDIOS SUPERIORES CUAUTITLÁN LICENCIATURA: INGENIERÍA MECÁNICA ELÉCTRICA PROGRAMA DE LA ASIGNATURA DE: Procesos de Conformado de Materiales IDENTIFICACIÓN
Convección Problemas de convección 1.1. PROBLEMAS DE CONVECCIÓN 1
 1.1. PROBLEMAS DE CONVECCIÓN 1 Convección 1.1. Problemas de convección Problema 1 Una placa cuadrada de 0,1 m de lado se sumerge en un flujo uniforme de aire a presión de 1 bar y 20 C con una velocidad
1.1. PROBLEMAS DE CONVECCIÓN 1 Convección 1.1. Problemas de convección Problema 1 Una placa cuadrada de 0,1 m de lado se sumerge en un flujo uniforme de aire a presión de 1 bar y 20 C con una velocidad
ÍNDICE BLOQUE TEMÁTICO I. EL PROCESO Y LOS PRODUCTOS DE LA TECNOLOGÍA.
 ÍNDICE BLOQUE TEMÁTICO I. EL PROCESO Y LOS PRODUCTOS DE LA TECNOLOGÍA. UNIDAD 1. El mercado. 2. El precio. 3. Tipos de mercado. 4. La oferta y la demanda. 5. El equilibrio del mercado. 6. La competencia.
ÍNDICE BLOQUE TEMÁTICO I. EL PROCESO Y LOS PRODUCTOS DE LA TECNOLOGÍA. UNIDAD 1. El mercado. 2. El precio. 3. Tipos de mercado. 4. La oferta y la demanda. 5. El equilibrio del mercado. 6. La competencia.
SIMULACIÓN NUMÉRICA DE PROCESOS DE FUNDICIÓN
 SIMULACIÓN NUMÉRICA DE PROCESOS DE FUNDICIÓN E.T.S.I. de Bilbao Curso 2012-2013 Técnicas Avanzadas de Moldeo y Conformado MODELIZACIÓN ETAPAS PREPROCESADO PROCESADO POSTPROCESADO GEOMETRIA Sol. de las
SIMULACIÓN NUMÉRICA DE PROCESOS DE FUNDICIÓN E.T.S.I. de Bilbao Curso 2012-2013 Técnicas Avanzadas de Moldeo y Conformado MODELIZACIÓN ETAPAS PREPROCESADO PROCESADO POSTPROCESADO GEOMETRIA Sol. de las
Soluciones Analíticas de Navier Stokes.
 1 Soluciones Analíticas de Navier Stokes. Problema 1 Un fluido newtoniano fluye en el huelgo formado por dos placas horizontales. La placa superior se mueve con velocidad u w, la inferior está en reposo.
1 Soluciones Analíticas de Navier Stokes. Problema 1 Un fluido newtoniano fluye en el huelgo formado por dos placas horizontales. La placa superior se mueve con velocidad u w, la inferior está en reposo.
PROCESOS DE COMPRESION Y EXTRUSION
 INSTITUTO POLITÉCNICO NACIONAL CENTRO DE ESTUDIOS CIENTÍFICOS Y TECNOLÓGICOS No. 8 NARCISO BASSOLS PROCESOS DE COMPRESION Y EXTRUSION Compresión 1.- Enumera 3 materiales utilizados en productos por el
INSTITUTO POLITÉCNICO NACIONAL CENTRO DE ESTUDIOS CIENTÍFICOS Y TECNOLÓGICOS No. 8 NARCISO BASSOLS PROCESOS DE COMPRESION Y EXTRUSION Compresión 1.- Enumera 3 materiales utilizados en productos por el
FUNDICIÓN. Julio Alberto Aguilar Schafer
 2-FUNDICIÓN FUNDICIÓN Julio Alberto Aguilar Schafer Procesos de manufactura Los procesos de manufactura se divide: Grupo I : Formado Grupo II: Conformado Grupo III: Maquinado (arranque de viruta) Grupo
2-FUNDICIÓN FUNDICIÓN Julio Alberto Aguilar Schafer Procesos de manufactura Los procesos de manufactura se divide: Grupo I : Formado Grupo II: Conformado Grupo III: Maquinado (arranque de viruta) Grupo
MODELO DE RESPUESTAS
 1/7 MODELO DE RESPUESTAS ASIGNATURA: PROCESOS DE MANUFACTURA CÓDIGO: 202 MOMENTO: Segunda Integral VERSIÓN: 1 FECHA DE APLICACIÓN: 16/05/2009 Prof. Responsable: Ing. Ana María Alvarez Coordinador: Ing.
1/7 MODELO DE RESPUESTAS ASIGNATURA: PROCESOS DE MANUFACTURA CÓDIGO: 202 MOMENTO: Segunda Integral VERSIÓN: 1 FECHA DE APLICACIÓN: 16/05/2009 Prof. Responsable: Ing. Ana María Alvarez Coordinador: Ing.
AUTOMOCIÓN MOTORES TÉRMICOS Y SUS SISTEMAS AUXILIARES RELACIÓN DE COMPRESIÓN CILINDRADA
 RELACIÓN DE COMPRESIÓN PARÁMETROS CARACTERÍSTICOS...01...02 RELACIÓN DE COMPRESIÓN...05 RELACIÓN CARRERA / DIÁMETRO...06 MOTORES CUADRADOS...06 MOTORES SUPERCUADRADOS O DE CARRERA CORTA...07 VENTAJAS DE
RELACIÓN DE COMPRESIÓN PARÁMETROS CARACTERÍSTICOS...01...02 RELACIÓN DE COMPRESIÓN...05 RELACIÓN CARRERA / DIÁMETRO...06 MOTORES CUADRADOS...06 MOTORES SUPERCUADRADOS O DE CARRERA CORTA...07 VENTAJAS DE
Medición de la Conductividad
 Medición de la Conductividad 1.1. Introducción Las soluciones de la Ley de Fourier en su formulación diferencial, empleando las condiciones de borde adecuadas, permite resolver el problema de conducción
Medición de la Conductividad 1.1. Introducción Las soluciones de la Ley de Fourier en su formulación diferencial, empleando las condiciones de borde adecuadas, permite resolver el problema de conducción
LST4 Estructures d edificació Arquitectura La Salle
 DENOMINACIÓN: Acero galvanitzado expandido, Deployé DESCRIPCION / COMPOSICION / PRODUCCION: El metal expandido es un enrejado realizado en una sola pieza por corte y estirado de metal laminado. Diferentes
DENOMINACIÓN: Acero galvanitzado expandido, Deployé DESCRIPCION / COMPOSICION / PRODUCCION: El metal expandido es un enrejado realizado en una sola pieza por corte y estirado de metal laminado. Diferentes
Procesos de fabricación de materiales de envases
 Procesos de fabricación de materiales de envases Gran parte de la tecnología de procesamiento de polímeros puede resumirse en la siguiente frase: Establecer la forma y estabilizarla Temario Propiedades
Procesos de fabricación de materiales de envases Gran parte de la tecnología de procesamiento de polímeros puede resumirse en la siguiente frase: Establecer la forma y estabilizarla Temario Propiedades
Ingeniería Electroquímica MÓDULO I
 Ingeniería Electroquímica MÓDULO I Problema 1.- Voltaje mínimo y balance de materia para la regeneración de ácido crómico Un proceso químico utiliza una solución ácida de dicromato de sodio (Na 2 Cr 2
Ingeniería Electroquímica MÓDULO I Problema 1.- Voltaje mínimo y balance de materia para la regeneración de ácido crómico Un proceso químico utiliza una solución ácida de dicromato de sodio (Na 2 Cr 2
INDICE. XIII Acera del autor. XVII Sistema de unidades y símbolos usados en este texto
 INDICE Prefacio XIII Acera del autor XVII Sistema de unidades y símbolos usados en este texto XVIII 1 Introducción 1 1.1. Qué es manufactura? 3 1.2. los materiales en la manufactura 9 1.3. Procesos de
INDICE Prefacio XIII Acera del autor XVII Sistema de unidades y símbolos usados en este texto XVIII 1 Introducción 1 1.1. Qué es manufactura? 3 1.2. los materiales en la manufactura 9 1.3. Procesos de
Materiales y su aplicación. Clasificación de los materiales La manera más general de clasificación de los materiales es la siguiente:
 Materiales y su aplicación Clasificación de los materiales La manera más general de clasificación de los materiales es la siguiente: Metálicos Ferrosos Los principales productos representantes de los materiales
Materiales y su aplicación Clasificación de los materiales La manera más general de clasificación de los materiales es la siguiente: Metálicos Ferrosos Los principales productos representantes de los materiales
Las fundiciones grises son aleaciones hipoeutécticas que tienen una composición que varía entre 93 y 93,8% de hierro, 2,5 y 4% de
 FUNDICIÓN GRIS CARACTERÍSTICAS GENERALES Las fundiciones grises son aleaciones hipoeutécticas que tienen una composición que varía entre 93 y 93,8% de hierro, 2,5 y 4% de carbono y 1 a 3% de silicio. Son
FUNDICIÓN GRIS CARACTERÍSTICAS GENERALES Las fundiciones grises son aleaciones hipoeutécticas que tienen una composición que varía entre 93 y 93,8% de hierro, 2,5 y 4% de carbono y 1 a 3% de silicio. Son
MODELO DE RESPUESTAS
 1/7 MODELO DE RESPUESTAS ASIGNATURA: PROCESOS DE MANUFACTURA CÓDIGO: 202 MOMENTO: Primera Integral VERSIÓN: 1 FECHA DE APLICACIÓN: 04/10/2008 Prof. Responsable: Ing. Ana María Alvarez Coordinador: Ing.
1/7 MODELO DE RESPUESTAS ASIGNATURA: PROCESOS DE MANUFACTURA CÓDIGO: 202 MOMENTO: Primera Integral VERSIÓN: 1 FECHA DE APLICACIÓN: 04/10/2008 Prof. Responsable: Ing. Ana María Alvarez Coordinador: Ing.
REPÚBLICA BOLIVARIANA DE VENEZUELA MINISTERIO DEL PODER POPULAR PARA LA DEFENSA UNEFA FALCÓN EXTENSIÓN PUNTO FIJO
 REPÚBLICA BOLIVARIANA DE VENEZUELA MINISTERIO DEL PODER POPULAR PARA LA DEFENSA UNEFA FALCÓN EXTENSIÓN PUNTO FIJO GUÍAS DE EJERCICIOS DE TRANSFERENCIA DE CALOR EN SUPERFICIES EXTENDIDAS 1.- Se va a enfriar
REPÚBLICA BOLIVARIANA DE VENEZUELA MINISTERIO DEL PODER POPULAR PARA LA DEFENSA UNEFA FALCÓN EXTENSIÓN PUNTO FIJO GUÍAS DE EJERCICIOS DE TRANSFERENCIA DE CALOR EN SUPERFICIES EXTENDIDAS 1.- Se va a enfriar
Procesos de Manufactura I. Laminación
 Procesos de Manufactura I Laminación Laminación. Laminación. Su definición Reducción de la sección transversal de un material, al hacerlo pasar entre dos rodillos cilíndricos que giran en sentido opuesto.
Procesos de Manufactura I Laminación Laminación. Laminación. Su definición Reducción de la sección transversal de un material, al hacerlo pasar entre dos rodillos cilíndricos que giran en sentido opuesto.
FUNDICIONES. Las fundiciones son aleaciones de hierro, también manganeso, fosforo y azufre. Las
 FUNDICIONES Las fundiciones son aleaciones de hierro, carbono y silicio que generalmente contienen también manganeso, fosforo y azufre. Las fundiciones, que son las más utilizadas en la práctica, aparecen
FUNDICIONES Las fundiciones son aleaciones de hierro, carbono y silicio que generalmente contienen también manganeso, fosforo y azufre. Las fundiciones, que son las más utilizadas en la práctica, aparecen
MATERIALES POLIMÉRICOS Y COMPUESTOS TEMA 7- Métodos de procesado. Moldeo por inyección PROBLEMAS.- HOJA 1
 TEMA 7- Métodos de procesado. Moldeo por inyección PROBLEMAS.- HOJA 1 P1.- Una cavidad en forma de disco circular de radio 50 mm y espesor 3 mm debe llenarse con resina acrílica a través de una espiga
TEMA 7- Métodos de procesado. Moldeo por inyección PROBLEMAS.- HOJA 1 P1.- Una cavidad en forma de disco circular de radio 50 mm y espesor 3 mm debe llenarse con resina acrílica a través de una espiga
Tecnología de. Tecnología de Fabricación y. Máquinas. Procesos de fabricación; Conformado por moldeo. Inyección de termoplásticos
 Procesos de fabricación; Conformado por moldeo. Inyección de termoplásticos Tecnología de Fabricación y Tecnología de Máquinas DISEÑO PARA LA INYECCIÓN DE TERMOPLÁSTICOS 1. Introducción 2. Materiales para
Procesos de fabricación; Conformado por moldeo. Inyección de termoplásticos Tecnología de Fabricación y Tecnología de Máquinas DISEÑO PARA LA INYECCIÓN DE TERMOPLÁSTICOS 1. Introducción 2. Materiales para
MEDICIÓN DE CONDUCTIVIDAD TÉRMICA
 MEDICIÓN DE CONDUCTIVIDAD TÉRMICA Introducción: Las soluciones de la Ley de Fourier en su formulación diferencial, empleando las condiciones de borde adecuadas, permite resolver el problema de conducción
MEDICIÓN DE CONDUCTIVIDAD TÉRMICA Introducción: Las soluciones de la Ley de Fourier en su formulación diferencial, empleando las condiciones de borde adecuadas, permite resolver el problema de conducción
Soldadura: Fundamentos
 Ingeniería de los Sistemas de Producción Soldadura: Fundamentos Rosendo Zamora Pedreño Dpto. Ingeniería de Materiales y Fabricación rosendo.zamora@upct.es Índice Fundamentos de Soldadura 1. Introducción
Ingeniería de los Sistemas de Producción Soldadura: Fundamentos Rosendo Zamora Pedreño Dpto. Ingeniería de Materiales y Fabricación rosendo.zamora@upct.es Índice Fundamentos de Soldadura 1. Introducción
UNE RAFAEL MARÍA BARALT PROGRAMA DE INGENIERÍA Y TECNOLOGÍA
 UNE RAFAEL MARÍA BARALT PROGRAMA DE INGENIERÍA Y TECNOLOGÍA Proyecto de Ingeniería en Gas INTRODUCCIÓN A LOS MATERIALES Elaborado por: Ing. Roger Chirinos. MSc Cabimas, Abril 2011 FUNDAMENTACIÓN Asignatura:
UNE RAFAEL MARÍA BARALT PROGRAMA DE INGENIERÍA Y TECNOLOGÍA Proyecto de Ingeniería en Gas INTRODUCCIÓN A LOS MATERIALES Elaborado por: Ing. Roger Chirinos. MSc Cabimas, Abril 2011 FUNDAMENTACIÓN Asignatura:
PÉRDIDAS DE CARGA FRICCIONALES
 PÉRDIDAS DE CARGA FRICCIONALES La pérdida de carga friccional que tiene lugar en una conducción representa la pérdida de energía de un flujo hidráulico a lo largo de la misma por efecto del rozamiento.
PÉRDIDAS DE CARGA FRICCIONALES La pérdida de carga friccional que tiene lugar en una conducción representa la pérdida de energía de un flujo hidráulico a lo largo de la misma por efecto del rozamiento.
XVIII.- INTERCAMBIADORES DE CALOR MÉTODO DE LA EFICIENCIA
 XVIII.- INTERCAMBIADORES DE CALOR MÉTODO DE LA EFICIENCIA XVIII..- EFICACIA DE LOS INTERCAMBIADORES DE CALOR En muchas situaciones lo único que se conoce es la descripción física del intercambiador, como
XVIII.- INTERCAMBIADORES DE CALOR MÉTODO DE LA EFICIENCIA XVIII..- EFICACIA DE LOS INTERCAMBIADORES DE CALOR En muchas situaciones lo único que se conoce es la descripción física del intercambiador, como
PROCESO DE EXTRUSIÓN PROCESOS II ING. CARLOS RODELO A
 PROCESO DE EXTRUSIÓN CONTENIDO Definición y Clasificación de los Procesos Equipos y sus Características Técnicas Variables Principales del Proceso Defectos Análisis de Extrusión PROCESOS I Definición Es
PROCESO DE EXTRUSIÓN CONTENIDO Definición y Clasificación de los Procesos Equipos y sus Características Técnicas Variables Principales del Proceso Defectos Análisis de Extrusión PROCESOS I Definición Es
???? 1.5? El proceso alcanza un grado de metalización del 95% y un grado de reducción del 90%. Se pide:
 REDUCCION DIRECTA Un ensayo de laboratorio de un proceso de reducción directa de pellets de mineral de hierro muestran los resultados obtenidos (ver tabla, valores expresados en Kg.). Entrada: Pellets
REDUCCION DIRECTA Un ensayo de laboratorio de un proceso de reducción directa de pellets de mineral de hierro muestran los resultados obtenidos (ver tabla, valores expresados en Kg.). Entrada: Pellets
SOLADADURA OXIACETILENICA
 SOLDAR Es la acción de unir piezas de igual o distinta naturaleza, en la que su adherencia se produce por aporte de calor a una temperatura adecuada, con aplicación de presión o sin ella y con adición
SOLDAR Es la acción de unir piezas de igual o distinta naturaleza, en la que su adherencia se produce por aporte de calor a una temperatura adecuada, con aplicación de presión o sin ella y con adición
Nombre de la asignatura: Procesos de Fabricación. Créditos: Aportación al perfil
 Nombre de la asignatura: Procesos de Fabricación Créditos: 2-2-4 Aportación al perfil Minimiza costos de producción mediante la actualización de procesos tecnológicos de fabricación. Optimiza los recursos
Nombre de la asignatura: Procesos de Fabricación Créditos: 2-2-4 Aportación al perfil Minimiza costos de producción mediante la actualización de procesos tecnológicos de fabricación. Optimiza los recursos
PROCESOS DE CONFIGURACION DE MATERIALES. Procesos de Manufactura Director de curso: Ing. Alberto Pernett
 PROCESOS DE CONFIGURACION DE MATERIALES Procesos de Manufactura Director de curso: Ing. Alberto Pernett 2015-2 ÍNDICE 1. CONFORMADO POR MOLDEO 2. CONFORMADO POR DEFORMACIÓN PLASTICA 3. METALURGIA DE POLVOS
PROCESOS DE CONFIGURACION DE MATERIALES Procesos de Manufactura Director de curso: Ing. Alberto Pernett 2015-2 ÍNDICE 1. CONFORMADO POR MOLDEO 2. CONFORMADO POR DEFORMACIÓN PLASTICA 3. METALURGIA DE POLVOS
F - INGENIERÍA TÉRMICA Y TRANSFERENCIA DE CALOR
 IT 03.2 - TRANSMISIÓN DE CALOR POR CONVECCIÓN NATURAL Y FORZADA (pag. F - 1) TC 01.1 - ALIMENTADOR PARA INTERCAMBIADORES DE CALOR (pag. F - 3) TC 01.2 - INTERCAMBIADOR DE CALOR DE PLACAS (pag. F - 5) TC
IT 03.2 - TRANSMISIÓN DE CALOR POR CONVECCIÓN NATURAL Y FORZADA (pag. F - 1) TC 01.1 - ALIMENTADOR PARA INTERCAMBIADORES DE CALOR (pag. F - 3) TC 01.2 - INTERCAMBIADOR DE CALOR DE PLACAS (pag. F - 5) TC
ES U. Número de publicación: PATENTES Y MARCAS. Número de solicitud: U Int. Cl. 7 : B22C 13/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 046 14 21 k Número de solicitud: U 2000010 1 k Int. Cl. 7 : B22C 13/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 046 14 21 k Número de solicitud: U 2000010 1 k Int. Cl. 7 : B22C 13/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
ESQUEMA DE FLUJO DE LAS ARENAS UTILIZADAS EN MOLDEO
 REGENERACIÓN DE ARENAS DE FUNDICIÓN ESQUEMA DE FLUJO DE LAS ARENAS UTILIZADAS EN MOLDEO ARENA NUEVA Secado Molienda Tamizado Dosificador Aditivos Aglutinantes t TOLVA Molino mezclador Aireador desintegrador
REGENERACIÓN DE ARENAS DE FUNDICIÓN ESQUEMA DE FLUJO DE LAS ARENAS UTILIZADAS EN MOLDEO ARENA NUEVA Secado Molienda Tamizado Dosificador Aditivos Aglutinantes t TOLVA Molino mezclador Aireador desintegrador
MÁQUINAS PARA LA FUNDICIÓN A APRESIÓN
 MÁQUINAS PARA LA FUNDICIÓN A APRESIÓN LAS MÁQUINAS REALIZAN TODAS LAS OPERACIONES: SOPLADO DE LIMPIEZA DE LA MATRIZ CIERRE DE LA MATRIZ Y AJUSTE DE LOS MACHOS LLENADO DE LA MATRIZ CON EL METAL LÍQUIDO
MÁQUINAS PARA LA FUNDICIÓN A APRESIÓN LAS MÁQUINAS REALIZAN TODAS LAS OPERACIONES: SOPLADO DE LIMPIEZA DE LA MATRIZ CIERRE DE LA MATRIZ Y AJUSTE DE LOS MACHOS LLENADO DE LA MATRIZ CON EL METAL LÍQUIDO
Tema 5 Tratamientos térmicos EUETI Escola Universitaria de Enxeñería Técnica Industrial
 Tratamiento de Residuos Tema 5 Tratamientos térmicos EUETI Escola Universitaria de Enxeñería Técnica Industrial INCINERACIÓN DE RESIDUOS Definición: Es el procesamiento térmico de los residuos sólidos
Tratamiento de Residuos Tema 5 Tratamientos térmicos EUETI Escola Universitaria de Enxeñería Técnica Industrial INCINERACIÓN DE RESIDUOS Definición: Es el procesamiento térmico de los residuos sólidos
Principios: Se basa en los diferentes tamaños de las moléculas cuando pasan a través de una columna rellena con un gel
 Clasificación de los métodos cromatográficos en columna (4) Cromatografía líquido sólido: permeación en geles Principios: Se basa en los diferentes tamaños de las moléculas cuando pasan a través de una
Clasificación de los métodos cromatográficos en columna (4) Cromatografía líquido sólido: permeación en geles Principios: Se basa en los diferentes tamaños de las moléculas cuando pasan a través de una
HIDRÁULICA Ingeniería en Acuicultura.
 HIDRÁULICA Ingeniería en Acuicultura. Omar Jiménez Henríquez Departamento de Física, Universidad de Antofagasta, Antofagasta, Chile, I semestre 2011. Omar Jiménez. Universidad de Antofagasta. Chile Hidráulica
HIDRÁULICA Ingeniería en Acuicultura. Omar Jiménez Henríquez Departamento de Física, Universidad de Antofagasta, Antofagasta, Chile, I semestre 2011. Omar Jiménez. Universidad de Antofagasta. Chile Hidráulica
convección (4.1) 4.1. fundamentos de la convección Planteamiento de un problema de convección
 4.1. fundamentos de la convección Planteamiento de un problema de convección") convección El modo de transferencia de calor por convección se compone de dos mecanismos de transporte, que son, la transferencia de energía debido al movimiento aleatorio de las moléculas (difusión térmica)
convección El modo de transferencia de calor por convección se compone de dos mecanismos de transporte, que son, la transferencia de energía debido al movimiento aleatorio de las moléculas (difusión térmica)
Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas
 Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas reflejada por bajos valores de dureza, produciendo mayor
Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas reflejada por bajos valores de dureza, produciendo mayor
Física General II. Guía N 1: Hidrostática y Tensión Superficial
 Física General II Guía N 1: Hidrostática y Tensión Superficial Problema 1: En algunos lugares de la placa de hielo sobre la isla de Groenlandia, el espesor es de 1 Km. Calcular la presión sobre el suelo
Física General II Guía N 1: Hidrostática y Tensión Superficial Problema 1: En algunos lugares de la placa de hielo sobre la isla de Groenlandia, el espesor es de 1 Km. Calcular la presión sobre el suelo
FUMBARRI PROCESO PRODUCTIVO
 1. INTRODUCION Fundada en 1956, Fumbarri centra su actividad inicial principalmente a la fabricación de piezas seriada de tamaño medio pequeño para infinidad de sectores. Con el paso del tiempo comienza
1. INTRODUCION Fundada en 1956, Fumbarri centra su actividad inicial principalmente a la fabricación de piezas seriada de tamaño medio pequeño para infinidad de sectores. Con el paso del tiempo comienza
Balance de energía en un diafragma
 Balance de energía en un diafragma Objetivos de la práctica! Estudiar el perfil de presiones que se produce a lo largo de una tubería en la que se encuentra instalado un diafragma.! Determinar el coeficiente
Balance de energía en un diafragma Objetivos de la práctica! Estudiar el perfil de presiones que se produce a lo largo de una tubería en la que se encuentra instalado un diafragma.! Determinar el coeficiente
PROCESOS DE FUNDICIÓN DE METALES PROCESOS DE FUNDICIÓN DE METALES
 COLADA DE METALES PROCESOS DE FUNDICIÓN DE METALES PROCESOS DE FUNDICIÓN DE METALES MOLDE DESECHABLE (Modelo permanente) MOLDE PERMANENTE (Coquilla) MOLDE Y MODELO DE SACRIFICIO 1 PROCESOS DE FUNDICIÓN
COLADA DE METALES PROCESOS DE FUNDICIÓN DE METALES PROCESOS DE FUNDICIÓN DE METALES MOLDE DESECHABLE (Modelo permanente) MOLDE PERMANENTE (Coquilla) MOLDE Y MODELO DE SACRIFICIO 1 PROCESOS DE FUNDICIÓN
TEMA 4 (Parte I) Ley de Darcy. Flujos hidráulicos a través de terrenos.
 Ley de Darcy. Flujos hidráulicos a través de terrenos.") TEMA 4 (Parte I) Ley de Darcy. Flujos hidráulicos a través de terrenos. 4.1. Introducción DEFINICIÓN DE SUELO: geólogo, ingeniero agrónomo, arquitecto. Delgada capa sobre la corteza terrestre de material
TEMA 4 (Parte I) Ley de Darcy. Flujos hidráulicos a través de terrenos. 4.1. Introducción DEFINICIÓN DE SUELO: geólogo, ingeniero agrónomo, arquitecto. Delgada capa sobre la corteza terrestre de material
INDICE Prefacio 1. Introducción 2. Manufactura del hierro, acero y metales no ferrosos 3. Pruebas de los materiales de ingeniería
 INDICE Prefacio XVII 1. Introducción Propósito de este libro 1 Preparación para la manufactura 3 2. Manufactura del hierro, acero y metales no ferrosos Hierro, acero y potencia 8 Manufactura del hierro
INDICE Prefacio XVII 1. Introducción Propósito de este libro 1 Preparación para la manufactura 3 2. Manufactura del hierro, acero y metales no ferrosos Hierro, acero y potencia 8 Manufactura del hierro
Materiales de uso técnico. La Madera y los Metales
 Materiales de uso técnico La Madera y los Metales El hombre a lo largo de la historia ha utilizado la naturaleza para satisfacer sus necesidades y mejorar sus condiciones de vida. Para ello ha fabricado
Materiales de uso técnico La Madera y los Metales El hombre a lo largo de la historia ha utilizado la naturaleza para satisfacer sus necesidades y mejorar sus condiciones de vida. Para ello ha fabricado
DESGASTE DE DADOS (MATRICES) EN EXTRUSIÓN DE ALUMINIO
 EN EXTRUSIÓN DE ALUMINIO") DESGASTE DE DADOS (MATRICES) EN EXTRUSIÓN DE ALUMINIO Composicion quimica del aluminio Par tículas de segunda fase Extrusión de per files Desgaste Composicion quimica del acero Nitruración COMPOSICION
DESGASTE DE DADOS (MATRICES) EN EXTRUSIÓN DE ALUMINIO Composicion quimica del aluminio Par tículas de segunda fase Extrusión de per files Desgaste Composicion quimica del acero Nitruración COMPOSICION
Firmes de Carreteras. Sostenibilidad
 Firmes de Carreteras. Sostenibilidad Lucía Miranda Pérez 1 Introducción 2 1 Sostenibilidad Mezclas Asfálticas Medioambiente Emisión de gases Materiales residuales Sociales Seguridad Salud para los trabajadores
Firmes de Carreteras. Sostenibilidad Lucía Miranda Pérez 1 Introducción 2 1 Sostenibilidad Mezclas Asfálticas Medioambiente Emisión de gases Materiales residuales Sociales Seguridad Salud para los trabajadores
T 1 T 2. x L. Con frecuencia es importante el valor de la resistencia térmica multiplicado por el área de flujo de calor, en este caso sera
 1. ey de Fourier ué flujo de calor es necesario hacer pasar a través de una barra circular de madera de 5 cm de diámetro y 10 cm de longitud, cuya temperatura en los extremos es de 50 C y 10 C en sus extremos?
1. ey de Fourier ué flujo de calor es necesario hacer pasar a través de una barra circular de madera de 5 cm de diámetro y 10 cm de longitud, cuya temperatura en los extremos es de 50 C y 10 C en sus extremos?
CURSO-TALLER EN MATERIA DE RIESGO Y EMERGENCIAS AMBIENTALES
 CURSO-TALLER EN MATERIA DE RIESGO Y EMERGENCIAS AMBIENTALES Ing. Miguel Angel Grimaldo Aguilar www.profepa.gob.mx 15 de Noviembre de 2016 CONTENIDO 1. Definición. 2. Clasificación. 3. Principales Componentes.
CURSO-TALLER EN MATERIA DE RIESGO Y EMERGENCIAS AMBIENTALES Ing. Miguel Angel Grimaldo Aguilar www.profepa.gob.mx 15 de Noviembre de 2016 CONTENIDO 1. Definición. 2. Clasificación. 3. Principales Componentes.
6. pérdidas de carga en conduc tos climaver
 6. pérdidas de carga en conduc tos climaver manual de conduc tos de aire acondicionado climaver 62 El aire que circula por la red de conductos, recibe la energía de impulsión (aspiración) por medio de
6. pérdidas de carga en conduc tos climaver manual de conduc tos de aire acondicionado climaver 62 El aire que circula por la red de conductos, recibe la energía de impulsión (aspiración) por medio de
67.18 Mecánica de Fluidos
 Ejercicio 2.1. Un tanque cerrado está parcialmente lleno con glicerina. Si la presión del aire dentro del tanque es de 6 psi (41,37 kpa) y el nivel de glicerina es de 10 ft (3,05 m), cual será la presión
Ejercicio 2.1. Un tanque cerrado está parcialmente lleno con glicerina. Si la presión del aire dentro del tanque es de 6 psi (41,37 kpa) y el nivel de glicerina es de 10 ft (3,05 m), cual será la presión
Qué es el vidrio? Material amorfo obtenido
 Qué es el vidrio? Material amorfo obtenido por enfriamiento de una masa fundida, cualquiera que sea su composición química y la zona de temperatura en la que tenga lugar su solidificación Debido al aumento
Qué es el vidrio? Material amorfo obtenido por enfriamiento de una masa fundida, cualquiera que sea su composición química y la zona de temperatura en la que tenga lugar su solidificación Debido al aumento
Dinámica de Fluidos. Mecánica y Fluidos VERANO
 Dinámica de Fluidos Mecánica y Fluidos VERANO 1 Temas Tipos de Movimiento Ecuación de Continuidad Ecuación de Bernouilli Circulación de Fluidos Viscosos 2 TIPOS DE MOVIMIENTO Régimen Laminar: El flujo
Dinámica de Fluidos Mecánica y Fluidos VERANO 1 Temas Tipos de Movimiento Ecuación de Continuidad Ecuación de Bernouilli Circulación de Fluidos Viscosos 2 TIPOS DE MOVIMIENTO Régimen Laminar: El flujo
TEMA 8: Procesos continuos y semicontinuos
 Tema 8: Procesos continuos y semicontinuos 1/16 MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 8: Procesos continuos y semicontinuos TECNOLOGÍAS DE FABRICACIÓN Grado en Ingeniería en Organización Industrial
Tema 8: Procesos continuos y semicontinuos 1/16 MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 8: Procesos continuos y semicontinuos TECNOLOGÍAS DE FABRICACIÓN Grado en Ingeniería en Organización Industrial
INDICE 1.- CÁLCULO DE CHIMENEA DE EVACUACIÓN DE HUMOS SEGÚN LA NORMA EN DATOS DE PARTIDA... 2
 INDICE 1.- CÁLCULO DE CHIMENEA DE EVACUACIÓN DE HUMOS SEGÚN LA NORMA EN 13384-1.... 2 1.1.- DATOS DE PARTIDA.... 2 1.2.- CAUDAL DE LOS PRODUCTOS DE COMBUSTIÓN.... 2 1.3.- DENSIDAD MEDIA DE LOS HUMOS...
INDICE 1.- CÁLCULO DE CHIMENEA DE EVACUACIÓN DE HUMOS SEGÚN LA NORMA EN 13384-1.... 2 1.1.- DATOS DE PARTIDA.... 2 1.2.- CAUDAL DE LOS PRODUCTOS DE COMBUSTIÓN.... 2 1.3.- DENSIDAD MEDIA DE LOS HUMOS...
Práctica 9 Proceso de fundición
 Práctica 9 Proceso de fundición Objetivo Conocer el proceso de fundición y moldeo en arena, para la elaboración de piezas coladas. Preguntas detonantes 1.- Cuál es la importancia de la fundición en el
Práctica 9 Proceso de fundición Objetivo Conocer el proceso de fundición y moldeo en arena, para la elaboración de piezas coladas. Preguntas detonantes 1.- Cuál es la importancia de la fundición en el
PROCESOS DE SOLDADURA POR ARCO. Soldadura por Arco Metalico & TIG/GTAW
 PROCESOS DE SOLDADURA POR ARCO Soldadura por Arco Metalico & TIG/GTAW CUADRO DE PROCESOS DE SOLDADURA PROCESO DE SOLDADURA POR ARCO La soldadura es reconocida en todo el mundo como un medio versatil de
PROCESOS DE SOLDADURA POR ARCO Soldadura por Arco Metalico & TIG/GTAW CUADRO DE PROCESOS DE SOLDADURA PROCESO DE SOLDADURA POR ARCO La soldadura es reconocida en todo el mundo como un medio versatil de
Cementos complejos (cemento portland, etc.) Cementos portland: mezcla de clínker (molido) + 2 a 3% de yeso
 Cementos portland: mezcla de clínker (molido) + 2 a 3% de yeso") 7. CEMENTOS Y HORMIGONES 7.1 CEMENTOS Materiales cementantes Cementos simples (sulfato de calcio, morteros de yeso, etc.) Cementos complejos (cemento portland, etc.) Cementos portland: mezcla de clínker
7. CEMENTOS Y HORMIGONES 7.1 CEMENTOS Materiales cementantes Cementos simples (sulfato de calcio, morteros de yeso, etc.) Cementos complejos (cemento portland, etc.) Cementos portland: mezcla de clínker
FÍSICA APLICADA. 1- Completar el siguiente cuadro; utilizando la ecuación de conversión: CENTIGRADO FAHRENHEIT KELVIN 40 F
 UNIDAD 5: TEMPERATURA Y CALOR 5. A: Temperatura y dilatación Temperatura, energía y calor. Medición de la temperatura. Escalas de temperatura. Dilatación lineal, superficial y volumétrica. Dilatación anómala
UNIDAD 5: TEMPERATURA Y CALOR 5. A: Temperatura y dilatación Temperatura, energía y calor. Medición de la temperatura. Escalas de temperatura. Dilatación lineal, superficial y volumétrica. Dilatación anómala
Universitat Politècnica de València
 metálicos. 1 El Procesado de los Metálicos. Los materiales metálicos constituyen el núcleo más importante de los materiales empleados, ya que satisfacen una amplia variedad de requisitos. La importancia
metálicos. 1 El Procesado de los Metálicos. Los materiales metálicos constituyen el núcleo más importante de los materiales empleados, ya que satisfacen una amplia variedad de requisitos. La importancia
TEMA 1. MECANISMOS BÁSICOS DE TRANSMISIÓN DE CALOR
 TEMA 1. MECANISMOS BÁSICOS DE TRANSMISIÓN DE CALOR El calor: Es una forma de energía en tránsito. La Termodinámica y La Transferencia de calor. Diferencias. TERMODINAMICA 1er. Principio.Permite determinar
TEMA 1. MECANISMOS BÁSICOS DE TRANSMISIÓN DE CALOR El calor: Es una forma de energía en tránsito. La Termodinámica y La Transferencia de calor. Diferencias. TERMODINAMICA 1er. Principio.Permite determinar
Capitulo II 2.2.6 FUNDICIÓN EN MOLDE PERMANENTE
 82 2.2.6 FUNDICIÓN EN MOLDE PERMANENTE La desventaja económica de cualquiera de los procesos con molde desechable es la necesidad de un nuevo molde para cada fundición. En la fundición con molde permanente,
82 2.2.6 FUNDICIÓN EN MOLDE PERMANENTE La desventaja económica de cualquiera de los procesos con molde desechable es la necesidad de un nuevo molde para cada fundición. En la fundición con molde permanente,
Slide 1 / Cuál es la densidad de un bloque de aluminio que tiene una masa de 4050 kg y su volumen es 1.5 m 3?
 Slide 1 / 68 1 Cuál es la densidad de un bloque de aluminio que tiene una masa de 4050 kg y su volumen es 1.5 m 3? Slide 2 / 68 2 Cuál es la masa de un bloque de forma rectangular de dimensiones de 0.04m
Slide 1 / 68 1 Cuál es la densidad de un bloque de aluminio que tiene una masa de 4050 kg y su volumen es 1.5 m 3? Slide 2 / 68 2 Cuál es la masa de un bloque de forma rectangular de dimensiones de 0.04m
4. Procesos de Fabricación
 Bloque 1: FUNDAMENTOS DEL DISEÑO MECÁNICO 1. Fundamentos de Diseño Mecánico 2. Materiales en el Diseño de Máquinas 3. Coeficiente de Seguridad en el Diseño de Máquinas 4. Procesos de Fabricación Técnicas
Bloque 1: FUNDAMENTOS DEL DISEÑO MECÁNICO 1. Fundamentos de Diseño Mecánico 2. Materiales en el Diseño de Máquinas 3. Coeficiente de Seguridad en el Diseño de Máquinas 4. Procesos de Fabricación Técnicas
Materiales usados en la Industria Aeroespacial
 Materiales usados en la Industria Aeroespacial Características del espacio Existe vacío y aparente carencia de gravedad Todo en el espacio se está moviendo, atraído por grandes campos gravitacionales.
Materiales usados en la Industria Aeroespacial Características del espacio Existe vacío y aparente carencia de gravedad Todo en el espacio se está moviendo, atraído por grandes campos gravitacionales.
MVM LTDA. Soluciones de Ingeniería por Metalurgia de Polvos
 MVM LTDA Soluciones de Ingeniería por Metalurgia de Polvos QUE ES LA METALURGIA DE POLVOS:? LA ES UNA TÉCNICA MODERNA DE MANUFACTURA PARA LA FABRICACIÓN DE PIEZAS CON ALTA PRECISION, QUE PERMITE OBTENER
MVM LTDA Soluciones de Ingeniería por Metalurgia de Polvos QUE ES LA METALURGIA DE POLVOS:? LA ES UNA TÉCNICA MODERNA DE MANUFACTURA PARA LA FABRICACIÓN DE PIEZAS CON ALTA PRECISION, QUE PERMITE OBTENER
Forjado. Año Contenido
 Forjado Año 2016 1 Contenido Que es el forjado? Clasificación Líneas de forja y estructura metalográfica. Métodos de observación Herramientas y máquinas de forjar Materiales para forjar Tratamientos térmicos
Forjado Año 2016 1 Contenido Que es el forjado? Clasificación Líneas de forja y estructura metalográfica. Métodos de observación Herramientas y máquinas de forjar Materiales para forjar Tratamientos térmicos
Propiedades físicas y mecánicas de los materiales Parte I
 Propiedades físicas y mecánicas de los materiales Parte I Propiedades físicas y mecánicas de los materiales Capítulo 1. Conceptos generales Tipos de materiales Metodología para el estudio de materiales
Propiedades físicas y mecánicas de los materiales Parte I Propiedades físicas y mecánicas de los materiales Capítulo 1. Conceptos generales Tipos de materiales Metodología para el estudio de materiales
Cobre, Bronce Y Latón
 Cobre, Bronce Y Latón convertido en soluciones para su industria. w w w. f o r m a q. c o m Quienes Somos? FormaQ es una empresa del sector Metalmecánico dedicada a la fundición y fabricación de partes
Cobre, Bronce Y Latón convertido en soluciones para su industria. w w w. f o r m a q. c o m Quienes Somos? FormaQ es una empresa del sector Metalmecánico dedicada a la fundición y fabricación de partes
Tecnología de. Tecnología de Fabricación y. Máquinas. Procesos de fabricación; Conformado por moldeo
 Procesos de fabricación; Conformado por moldeo Tecnología de Fabricación y Tecnología de Máquinas Clasificación de las Tecnologías de Fabricación Tecnologías de Fabricación Por eliminación de material
Procesos de fabricación; Conformado por moldeo Tecnología de Fabricación y Tecnología de Máquinas Clasificación de las Tecnologías de Fabricación Tecnologías de Fabricación Por eliminación de material