SOLUCIONES DE FRESADO DE ALTO RENDIMIENTO
|
|
|
- Ana Belén Francisca Correa Palma
- hace 5 años
- Vistas:
Transcripción


1 ERRAMIENTAS Herramientas de corte DE Stellram CORTE SOLUCIONES DE FRESADO DE ALTO RENDIMIENTO





2 Avances patentados para materiales difíciles de mecanizar: Corta más rápido. Corta más tiempo. Corta de forma más rentable. Estos sistemas de fresado Kennametal están especialmente diseñados y fabricados para mecanizar materiales de alto rendimiento difíciles de mecanizar. Esta capacidad se ha desarrollado tras años de I+D avanzado en el campo de la ciencia de los materiales y en el mecanizado de titanio y aleaciones de titanio, aleaciones de níquel y superaleaciones, acero inoxidable y aleaciones especiales y materiales duros. El resultado: las soluciones de mecanizado de calidad contrastada, las mejores de su categoría, que presentamos en este folleto. Nuestra estrategia consiste en ofrecer soluciones de herramientas de corte revolucionarias que proporcionen unas tasas de arranque de metal sin parangón en el sector. El aumento de las tasas de arranque de metal le permitirá incrementar su capacidad, obtener más beneficios y agilizar los plazos de entrega. Las herramientas de corte de alto rendimiento Stellram son famosas por cortar el titanio como si fuera mantequilla y han encontrado amplias aplicaciones en numerosos sectores: aeronáutica, defensa, producción de energía, gas y petróleo, médico y relojero, transporte, y construcción y minería. C
3 Página Guía de aplicaciones... 2 Tecnología de plaquitas patentada X-Grade... 2 Fresado de gran avance patentado 7792 Introducción Gama 7792VXP Gama 7792VXD Gama 7792VXE Velocidades, Técnica y Casos reales de 7792VX Geometrías y Calidades La familia 77 Introducción Gama 7700VR Gama 7710VRD Gama 7713VR Caña de tungsteno Geometrías y Calidades Fresado de arista larga chevrón (erizo) 5230 Introducción Gama 5230VS Geometrías y Calidades Fresas para perfilar y contornear de punta esférica 5505 Introducción Gama Casos reales de Geometrías y Calidades Caña de tungsteno Fresado de contorneado/vaciado 5720: Aluminio Introducción Gama 5720VZ Casos reales de Geometrías y Calidades Fresas de alta velocidad para aluminio 5702 Introducción Geometrías y Calidades Gama 5702VZD Seguridad para el corte del metal

4 Guía de aplicaciones Achaflanado Contorneado Contorneado/Copiado Planeado Penetración Ø completo Interpolación helicoidal Interpolación helicoidal con taladro Picado Vaciado Mecanizado en rampa Escuadrado/ Contorneado Escuadrado/ Contorneado/ Ranurado Ranurado/ Escuadrado Espiral/ Circular Ranura en T Trocoidal Tecnología de plaquitas patentada X-Grade EL TRIPLE DE TASA DE ARRANQUE DE METAL Las aleaciones base níquel y titanio son unas de las tareas de mecanizado más difíciles que existen. Y uno de los componentes clave de las herramientas de corte de nuestra tecnología patentada X-Grade es un elemento escaso, perteneciente a la familia del platino, denominado rutenio. Combinamos rutenio y cobalto para formar una unión exclusiva que cimienta nuestras fórmulas de metal duro en la fabricación de estas plaquitas. Las plaquitas X-Grade proporcionan un rendimiento sin parangón a la hora de cortar materiales difíciles de mecanizar. 2

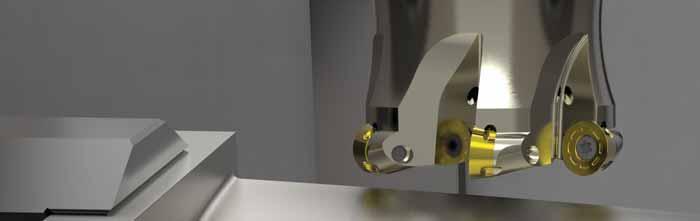
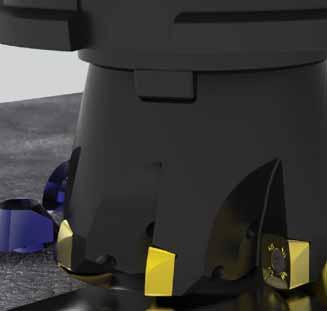
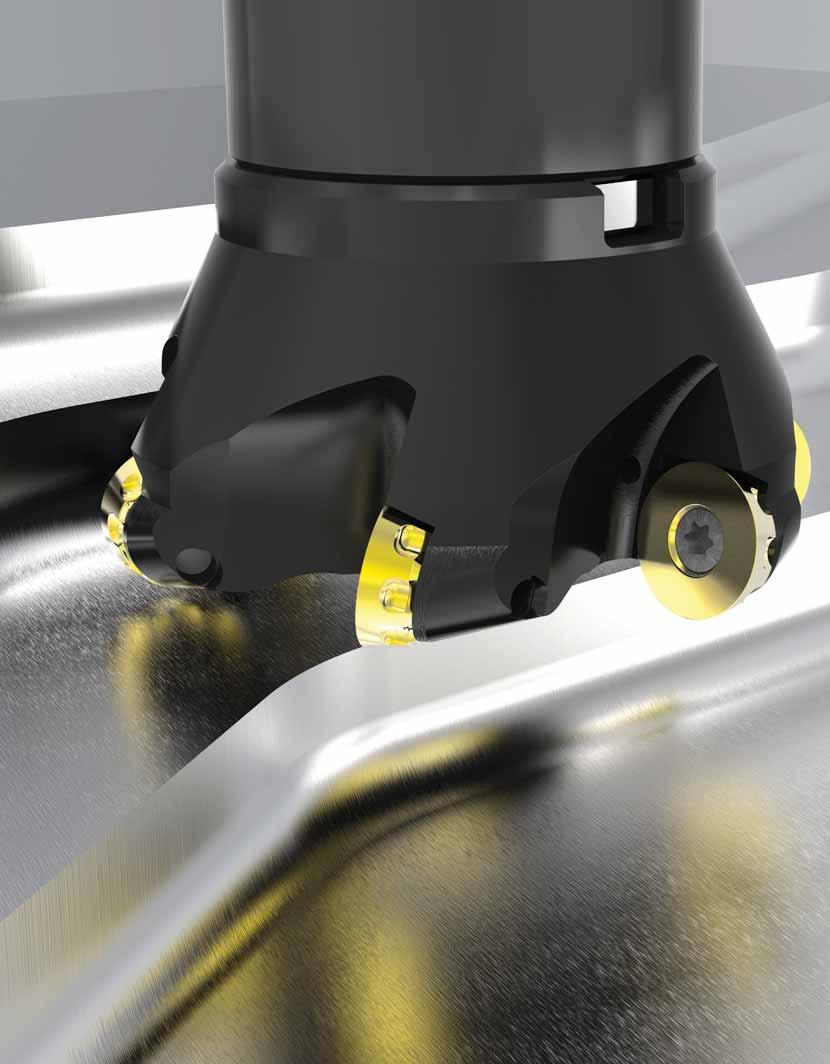
5 Fresado de gran avance 7792 Diseños de fresas patentados Diseños de plaquitas patentados Calidades patentadas Para eliminar el máximo volumen de metal en el menor tiempo posible 3


6 7792: Aumento de la tasa de eliminación de metal de hasta un 90 % o más! Modular 16 mm 32 mm Diámetros de corte de 16 mm a 160 mm. Configuraciones de fresa modular, Weldon, cilíndrica, montaje en eje y cartucho. Las extensiones modulares de tungsteno mantienen la estabilidad en aplicaciones de vaciado profundas. Todas las plaquitas poseen cuatro aristas de corte. Weldon 25 mm 32 mm La plaquita 7792 patentada Cilíndrica 16 mm 32 mm El exclusivo diseño de la plaquita 7792 proporciona una seguridad y un rendimiento operativos excepcionales, con una mayor capacidad de arranque de metal. Montaje en eje 40 mm 160 mm Maximice la vida útil, la versatilidad y el rendimiento de la herramienta. Planeado, vaciado, escuadrado, contorneado, interpolación helicoidal, mecanizado en rampa, copia y fresado torneado con una sola herramienta. Seis calidades para materiales que van desde el aluminio hasta las superaleaciones. Cuatro tamaños de plaquita disponibles. Profundidad de corte de 0,90 mm a 3,50 mm. Fresas de paso fino, medio y grueso disponibles para todas las condiciones de mecanizado. 4

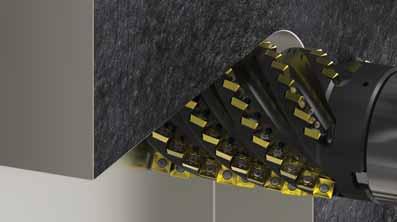
7 Fresado de gran avance patentado 7792 Cómo funcionan las fresas de gran avance El diseño patentado de las plaquitas y las fresas de gran avance se combina para conducir las fuerzas de corte en el sentido del eje hasta el husillo. Esto permite que hasta máquinas menos rígidas superen el rendimiento de máquinas más nuevas con fresas convencionales cogiendo cortes poco profundos de gran avance. Velocidad de avance cinco veces superior a la de las fresas frontales convencionales Cortes poco profundos de gran avance. Tiempos de ciclo mucho más cortos. Menos vibración. Piezas de mayor calidad en menos de la mitad de tiempo. Vida útil de la herramienta el doble de larga o más. Caja dura: la barrera Ti Alfa La caja Alfa, que se forma durante el enfriamiento de la palanquilla de titanio y varía en grosor y dureza, crea unas condiciones de mecanizado prácticamente imposibles. Hasta el momento, la solución más rentable era eliminarla químicamente con ácido. Un cliente del sector aeronáutico utilizaba nuestras plaquitas X-Grade con nuestra fresa de botón de mayores prestaciones en varias operaciones de titanio. Este fue nuestro punto de referencia para probar el Estos son los resultados de 7792VXD12 con plaquitas X-500 Grade en una caja Ti 6-4 Alfa... Un 24 % menos de consumo de energía Un aumento del 120 % de la tasa de arranque de material. Una vida útil de la herramienta casi tres veces superior. La 7792 eliminó la necesidad de emplear sustancias químicas peligrosas y muy tóxicas e hizo del mecanizado de la caja Alfa una realidad. 5
8 7792VXP06 Fresas de gran avance d 1 L I 1 D Amarre cilíndrico Productos Dimensiones (mm) Recambios Descripción D L/H l1 d 1 ap máx 7792VXP06 Amarre cilíndrico N. de dientes VXP06CA016Z2R , FP2506T TP7 1, VXP06CA020Z3R , FP2506T TP7 1, VXP06CA025Z4R , FP2507T TP7 1, VXP06CA032Z5R , FP2507T TP7 1,00 Apriete tornillos Nm M d 1 L D Cabeza modular Productos Dimensiones (mm) Recambios Descripción D L/H M d 1 ap máx N. de dientes VXP06SA016Z2R M8 8,50 0, FP2506T TP7 1, VXP06SA020Z2R M10 10,50 0, FP2506T TP7 1, VXP06SA020Z3R M10 10,50 0, FP2506T TP7 1, VXP06SA025Z3R M12 12,50 0, FP2507T TP7 1, VXP06SA025Z4R M12 12,50 0, FP2507T TP7 1, VXP06SA032Z5R M16 17,00 0, FP2507T TP7 1,00 Nota: Para extensiones de amarre cilíndrico en aleaciones de alta densidad con refrigeración interna, ver la página 45. Apriete tornillos Nm 7792VXP06 Información técnica (mm) Productos Dimensiones Ángulo de rampa Descripción Paso planeado A B Agujero helicoidal mín. - máx. ap máx. Helicoidal / lineal ae máx. en picado Revoluciones máximas VXP06CA016Z2R140 7, ,60 3, VXP06CA020Z3R154 11, ,60 3, VXP06CA025Z4R154 16, ,60 3, VXP06CA032Z5R190 23, ,60 3, VXP06SA016Z2R25 7, ,60 3, VXP06SA020Z2R35 11, ,60 3, VXP06SA020Z3R35 11, ,60 3, VXP06SA025Z3R35 16, ,60 3, VXP06SA025Z4R35 16, ,60 3, VXP06SA032Z5R43 23, ,60 3, Interpolación helicoidal Aplanado Paso planeado El ángulo de rampa A utiliza únicamente una arista de corte exterior. Picado El ángulo de rampa B utiliza dos aristas de corte (una exterior y otra interior). A B a p Profundidad de corte (ap) A = máx. ángulo de rampa utilizando contacto de cara completo B = máx. ángulo de rampa utilizando contacto completo + radio de esquina interior 6
9 7792VXP06 Plaquitas de fresado y avances aconsejados d XPLT06-D41 l Productos Operación y Material Dimensiones (mm) Planeado Ranurado Picado Descripción Calidad Profundidad de corte (mm) d (IC) l s r h m mín ap máx. 0,90 ap máx. 0,90 ae máx. 3, XPLT060308ER-D41 X400 7,00 7,00 3,18 0,80 0, XPLT060308ER-D41 X500 7,00 7,00 3,18 0,80 0, XPLT060308ER-D41 SP6519 7,00 7,00 3,18 0,80 0, XPLT060308ER-D41 SC6525 7,00 7,00 3,18 0,80 0,04 Selección del producto: 1. a elección 2. a elección 3. a elección Para consultar las descripciones de claves de la guía de materiales, ver la página 19. r s 7792VXP06 Avances f z (mm/diente) Geometría Calidad Operación Aceros no aleados Aceros aleados Aceros inoxidables Aceros inoxidables refractarios PH Fundición gris Fundición esferoidal/dúctil Fundición maleable Aluminio y aleaciones <16 % Si 116 HBN Aluminio y silicio >16 % Si 92 HBN refractarias base hierro refractarias base cobalto refractarias base níquel refractarias base titanio Aceros endurecidos >1400 N/mm 2 >415 HBN Fundición dúctil bainítica >1400 N/mm 2 >400 HBN Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. ER-D41 X400 Planeado 0,20-1,10 0,20-0, ,20-0,60 0,20-0,60 ER-D41 X400 Ranurado 0,20-0,90 0,20-0, ,20-0,50 0,20-0,50 ER-D41 X400 Picado 0,04-0,30 0,04-0, ,04-0,08 0,04-0,08 ER-D41 X500 Planeado - - 0,15-1,00 0,15-0, ,15-0,50 0,15-0,50 0,15-0,50 0,15-0, ER-D41 X500 Ranurado - - 0,15-0,80 0,15-0, ,10-0,40 0,10-0,40 0,10-0,40 0,10-0, ER-D41 X500 Picado - - 0,04-0,20 0,04-0, ,04-0,06 0,04-0,06 0,04-0,06 0,04-0, ER-D41 SP6519 Planeado 0,20-1,00 0,20-0,80 0,15-0,90 0,15-0,80 0,20-1,20 0,20-1,00 0,20-0,90 0,20-0,70-0,15-0,50 0,15-0,50 0,15-0,50 0,15-0, ER-D41 SP6519 Ranurado 0,20-0,80 0,20-0,75 0,15-0,80 0,15-0,70 0,20-1,00 0,20-0,90 0,20-0,80 0,20-0,70-0,10-0,40 0,10-0,40 0,10-0,40 0,10-0, ER-D41 SP6519 Picado 0,04-0,25 0,04-0,18 0,04-0,20 0,04-0,14 0,04-0,25 0,04-0,20 0,04-0,18 0,04-0,25-0,04-0,06 0,04-0,06 0,04-0,06 0,04-0, ER-D41 SC6525 Planeado 0,20-0,95 0,20-0, ,20-1,20 0,20-1, ER-D41 SC6525 Ranurado 0,20-0,78 0,20-0, ,20-1,00 0,20-0, ER-D41 SC6525 Picado 0,04-0,23 0,04-0, ,04-0,25 0,04-0, Nota: HTA = refractarias Nota: Para consultar las recomendaciones de velocidad, ver la página
10 7792VXD09 Fresas de gran avance d 1 L I 1 D Amarre Weldon d 1 L Productos Dimensiones (mm) Recambios Descripción D L/H l1 d 1 ap máx 7792VXD09 Mango Weldon N. de dientes VXD09WA025Z2R , F3508T T15 2, VXD09WA032Z3R , F3510T T15 2, VXD09 Amarre cilíndrico VXD09CA025Z2R , F3510T T15 2, VXD09CA032Z3R , F3510T T15 2, VXD09-A040Z3R , F3510T T15 2, VXD09-A040Z4R , F3510T T15 2, VXD09-A040Z5R , F3510T T15 2, VXD09-A050Z5R , F3510T T15 2, VXD09-A050Z6R , F3510T T15 2,10 Apriete tornillos Nm I 1 D H Amarre cilíndrico d 1 Productos Dimensiones (mm) Recambios Descripción D L/H M d 1 ap máx 7792VXD09 Cabezas modulares N. de dientes VXD09SA025Z2R M12 12,50 1, F3508T T15 2, VXD09SA032Z3R M16 17,00 1, F3510T T15 2,10 Nota: Para extensiones de amarre cilíndrico en aleaciones de alta densidad con refrigeración interna, ver la página 45. Apriete tornillos Nm D Amarre montaje en el eje M d 1 L D Cabeza modular 7792VXD09 Información técnica (mm) Productos Dimensiones Ángulo de rampa Descripción Paso planeado A B Agujero helicoidal mín. - máx. ap máx. Helicoidal / lineal ae máx. en picado Revoluciones máximas VXD09WA025Z2R 11, ,00 6, VXD09WA032Z3R 18, ,00 6, VXD09CA025Z2R50 11, ,00 6, VXD09CA032Z3R70 18, ,00 6, VXD09-A040Z3R 26, ,00 6, VXD09-A040Z4R 26, ,00 6, VXD09-A040Z5R 26, ,00 6, VXD09-A050Z5R 36, ,00 6, VXD09-A050Z6R 36, ,00 6, VXD09SA025Z2R35 11, ,00 6, VXD09SA032Z3R43 18, ,00 6, Interpolación helicoidal Aplanado Paso planeado Picado El ángulo de rampa A utiliza únicamente una arista de corte exterior. El ángulo de rampa B utiliza dos aristas de corte (una exterior y otra interior). A B a p Profundidad de corte (ap) A = máx. ángulo de rampa utilizando contacto de cara completo B = máx. ángulo de rampa utilizando contacto completo + radio de esquina interior 8
 ap máx. 1,50 ap máx. 1,50 ae máx.")
11 7792VXD09 Plaquitas de fresado y avances aconsejados d XDLW09-D XDLT09-D41 XDLT09-D721 XDLT09-D411 l Productos Operación y Material Dimensiones (mm) Descripción Calidad Planeado Ranurado Picado Profundidad de corte (mm) ap máx. 1,50 ap máx. 1,50 ae máx. 6,00 d (IC) l s r h m mín XDLW090408SR-D X400 9,52 9,52 4,76 0,80 0, XDLW090408SR-D X500 9,52 9,52 4,76 0,80 0, XDLW090408SR-D SC3025 9,52 9,52 4,76 0,80 0, XDLT090408ER-D41 X500 9,52 9,52 4,76 0,80 0, XDLT090408ER-D41 SP6519 9,52 9,52 4,76 0,80 0, XDLT090408ER-D41 SC6525 9,52 9,52 4,76 0,80 0, XDLT090408ER-D721 GH2 9,52 9,52 4,76 0,80 0, XDLT090412ER-D411 X500 9,52 9,52 4,76 1,20 0, XDLT090412ER-D411 SP6519 9,52 9,52 4,76 1,20 0,05 Selección del producto: 1. a elección 2. a elección 3. a elección Para consultar las descripciones de claves de la guía de materiales, ver la página 19. XDLW090408SR-D X500 se recomienda para aceros aleados y aceros inoxidables con desniveles importantes. XDLT090412ER-D411 es una geometría más positiva que la -D-41 y posee un radio mayor, que aumenta el rendimiento durante los empañes radiales más pequeños o en los casos en que puede producirse desportillado al usar la geometría -D-41. XDLT090412ER-D411 utiliza menos energía que la geometría -D-41. r s 7792VXD09 Avances f z (mm/diente) Geometría Calidad Operación Aceros no aleados Aceros aleados Aceros inoxidables Aceros inoxidables refractarios PH Fundición gris Fundición esferoidal/dúctil Fundición maleable Aluminio y aleaciones <16 % Si 116 HBN Aluminio y silicio >16 % Si 92 HBN refractarias base hierro refractarias base cobalto refractarias base níquel refractarias base titanio Aceros endurecidos >1400 N/mm 2 >415 HBN Fundición dúctil bainítica >1400 N/mm 2 >400 HBN Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. SR-D X400 Planeado 0,30-2,00 0,30-1, ,30-1,00 0,30-1,00 SR-D X400 Ranurado 0,30-1,50 0,30-1, ,30-0,60 0,30-0,80 SR-D X400 Picado 0,10-0,25 0,10-0, ,10-0,12 0,10-0,12 SR-D X500 Planeado - 0,30-1,90 0,30-1,20 0,30-1, SR-D X500 Ranurado - 0,30-1,40 0,30-0,90 0,30-0, SR-D X500 Picado - 0,10-0,22 0,10-0,20 0,10-0, SR-D SC3025 Planeado ,30-2,00 0,30-1,80 0,30-1, SR-D SC3025 Ranurado ,30-1,70 0,30-1,50 0,30-1, SR-D SC3025 Picado ,10-0,25 0,10-0,22 0,10-0, ER-D41 X500 Planeado - - 0,20-1,00 0,20-0, ,20-0,60 0,20-0,60 0,20-0,60 0,20-0, ER-D41 X500 Ranurado - - 0,20-0,80 0,15-0, ,10-0,50 0,10-0,50 0,10-0,50 0,10-0, ER-D41 X500 Picado - - 0,10-0,16 0,08-0, ,05-0,08 0,05-0,08 0,05-0,08 0,05-0, ER-D41 SP6519 Planeado 0,30-1,50 0,30-1,30 0,20-1,00 0,20-0,60 0,30-1,50 0,30-1, ,20-0,60 0,20-0,60 0,20-0,60 0,20-0, ER-D41 SP6519 Ranurado 0,30-1,30 0,30-1,00 0,20-0,80 0,15-0,50 0,30-1,30 0,30-1, ,10-0,50 0,10-0,50 0,10-0,50 0,10-0, ER-D41 SP6519 Picado 0,10-0,20 0,10-0,16 0,10-0,16 0,05-0,08 0,10-0,20 0,10-0, ,05-0,08 0,05-0,08 0,05-0,08 0,05-0, ER-D41 SC6525 Planeado 0,30-1,45 0,30-1, ,30-1,50 0,30-1, ER-D41 SC6525 Ranurado 0,30-1,25 0,30-1, ,30-1,30 0,30-1, ER-D41 SC6525 Picado 0,10-0,18 0,10-0, ,10-0,20 0,10-0, ER-D721 GH2 Planeado ,30-1,50 0,30-1, ER-D721 GH2 Ranurado ,30-1,30 0,30-1, ER-D721 GH2 Picado ,10-0,20 0,10-0, ER-D411 X500 Planeado - - 0,20-1,00 0,20-0, ,20-0,60 0,20-0,60 0,20-0,60 0,20-0, ER-D411 X500 Ranurado - - 0,20-0,80 0,15-0, ,10-0,50 0,10-0,50 0,10-0,50 0,10-0, ER-D411 X500 Picado - - 0,10-0,16 0,08-0, ,05-0,08 0,05-0,08 0,05-0,08 0,05-0, ER-D411 SP6519 Planeado 0,30-1,50 0,30-1,30 0,20-1,00 0,20-0,60 0,30-1,50 0,30-1, ,20-0,60 0,20-0,60 0,20-0,60 0,20-0, ER-D411 SP6519 Ranurado 0,30-1,30 0,30-1,00 0,20-0,80 0,15-0,50 0,30-1,30 0,30-1, ,10-0,50 0,10-0,50 0,10-0,50 0,10-0, ER-D411 SP6519 Picado 0,10-0,20 0,10-0,16 0,10-0,16 0,05-0,08 0,10-0,20 0,10-0, ,05-0,08 0,05-0,08 0,05-0,08 0,05-0, Nota: HTA = refractarias Nota: Para consultar las recomendaciones de velocidad, ver la página

12 7792VXD12 Fresas de gran avance d 1 L I 1 D Amarre cilíndrico d 1 H D Amarre montaje en el eje. Productos Dimensiones (mm) Recambios Descripción D L/H l1 d 1 ap máx 7792VXD12 Amarre cilíndrico N. de dientes VXD12CA032Z2R , D4010T T15 3, VXD12-A052Z3R , D4012T T15 3, VXD12-A052Z4R , D4012T T15 3, VXD12-A052Z5R , D4010T T15 3, VXD12-A063Z4R , D4012T T15 3, VXD12-A063Z5R , D4012T T15 3, VXD12-A066Z4R , D4012T T15 3, VXD12-A066Z5R , D4012T T15 3, VXD12-A080Z5R , D4012T T15 3, VXD12-A080Z8R , D4012T T15 3, VXD12-A100Z6R , D4012T T15 3, VXD12-A100Z9R , D4012T T15 3, VXD12-A125Z8R , D4012T T15 3, VXD12-A125Z11R , D4012T T15 3, VXD12-160Z07R D4012T T15 3,10 Apriete tornillos Nm M L d 1 Productos Dimensiones (mm) Recambios Descripción D L/H M d 1 ap máx 7792VXD12 Cabeza modular N. de dientes VXD12SA032Z2R M16 17,00 2, D4010T T15 3,10 Nota: Para extensiones de amarre cilíndrico en aleaciones de alta densidad con refrigeración interna, ver la página 45. Apriete tornillos Nm D Cabeza modular a p Profundidad de corte (ap) 7792VXD12 Información técnica (mm) Productos Dimensiones Ángulo de rampa Descripción Paso planeado A B Agujero helicoidal mín. - máx. ap máx. Helicoidal / lineal ae máx. en picado Revoluciones máximas VXD12CA032Z2R70 10, ,80 9, VXD12-A052Z3R 33, ,80 9, VXD12-A052Z4R 33, ,80 9, VXD12-A052Z5R 33, ,80 9, VXD12-A063Z4R 44, ,80 9, VXD12-A063Z5R 44, ,80 9, VXD12-A066Z4R 47, ,80 9, VXD12-A066Z5R 47, ,80 9, VXD12-A080Z5R 61, ,80 9, VXD12-A080Z8R 61, ,80 9, VXD12-A100Z6R 81, ,80 9, VXD12-A100Z9R 81, ,80 9, VXD12-A125Z8R 106, ,80 9, VXD12-A125Z11R 106, ,80 9, VXD12-160Z07R 141, ,80 9, VXD12SA032Z2R43 10, ,80 9, Interpolación helicoidal Aplanado Paso planeado Picado El ángulo de rampa A utiliza únicamente una arista de corte exterior. El ángulo de rampa B utiliza dos aristas de corte (una exterior y otra interior). A = máx. ángulo de rampa utilizando contacto de cara completo B = máx. ángulo de rampa utilizando contacto completo + radio de esquina interior A B 10
 d (IC) l s r h m mín ap máx. 2,50 ap máx. 2,00 ae máx.")
13 7792VXD12 Plaquitas de fresado y avances aconsejados d XDLW12-D XDLT12-D41 XDLT12-D721 XDLT12-D411 l Productos Operación y Material Dimensiones (mm) Planeado Ranurado Picado Descripción Calidad Profundidad de corte (mm) d (IC) l s r h m mín ap máx. 2,50 ap máx. 2,00 ae máx. 9, XDLW120508SR-D X400 12,70 12,70 5,56 0,80 0, XDLW120508SR-D X500 12,70 12,70 5,56 0,80 0, XDLW120508SR-D SC ,70 12,70 5,56 0,80 0, XDLT120508ER-D41 X500 12,70 12,70 5,56 0,80 0, XDLT120508ER-D41 SP ,70 12,70 5,56 0,80 0, XDLT120508ER-D41 SC ,70 12,70 5,56 0,80 0, XDLT120508ER-D721 GH2 12,70 12,70 5,56 0,80 0, XDLT120512ER-D411 X500 12,70 12,70 5,56 1,20 0, XDLT120512ER-D411 SP ,70 12,70 5,56 1,20 0,05 Selección del producto: 1. a elección 2. a elección 3. a elección Para consultar las descripciones de claves de la guía de materiales, ver la página 19. XDLW120508SR-D X500 se recomienda para aceros aleados y aceros inoxidables con desniveles importantes. XDLT120512ER-D411 es una geometría más positiva que la -D41, y posee un radio mayor, lo que aumenta el rendimiento durante los empañes radiales más pequeños o en los casos en que puede producirse desportillado al usar la geometría -D41. XDLT120512ER-D411 utiliza menos energía que la geometría -D VXD12 Avances f z (mm/diente) r s Geometría Calidad Operación Aceros no aleados Aceros aleados Aceros inoxidables Aceros inoxidables refractarios PH Fundición gris Fundición esferoidal/dúctil Fundición maleable Aluminio y aleaciones <16 % Si 116 HBN Aluminio y silicio >16 % Si 92 HBN refractarias base hierro refractarias base cobalto refractarias base níquel refractarias base titanio Aceros endurecidos >1400 N/mm 2 >415 HBN Fundición dúctil bainítica >1400 N/mm 2 >400 HBN Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. SR-D X400 Planeado 0,30-2,70 0,30-2, ,30-1,20 0,30-1,50 SR-D X400 Ranurado 0,30-2,50 0,30-2, ,30-0,80 0,30-1,00 SR-D X400 Picado 0,10-0,30 0,10-0, ,10-0,13 0,10-0,15 SR-D X500 Planeado - 0,30-2,50 0,20-1,70 0,20-1, SR-D X500 Ranurado - 0,30-2,40 0,20-1,50 0,20-1, SR-D X500 Picado - 0,10-0,24 0,10-0,25 0,10-0, SR-D SC3025 Planeado ,30-3,00 0,30-2,80 0,30-2, SR-D SC3025 Ranurado ,30-2,50 0,30-2,30 0,30-2, SR-D SC3025 Picado ,10-0,30 0,10-0,28 0,10-0, ER-D41 X500 Planeado - - 0,20-1,40 0,20-0, ,20-0,85 0,20-0,85 0,20-0,85 0,20-1, ER-D41 X500 Ranurado - - 0,20-1,10 0,20-0, ,10-0,70 0,10-0,70 0,10-0,70 0,10-0, ER-D41 X500 Picado - - 0,10-0,20 0,08-0, ,05-0,10 0,05-0,10 0,05-0,10 0,05-0, ER-D41 SP6519 Planeado 0,30-2,50 0,30-2,00 0,20-1,20 0,20-0,75 0,30-2,50 0,30-2, ,20-0,85 0,20-0,85 0,20-0,85 0,20-1, ER-D41 SP6519 Ranurado 0,30-2,00 0,30-1,60 0,20-1,00 0,15-0,60 0,30-2,00 0,30-1, ,10-0,70 0,10-0,70 0,10-0,70 0,10-0, ER-D41 SP6519 Picado 0,10-0,22 0,10-0,18 0,10-0,18 0,05-0,10 0,10-0,22 0,10-0, ,05-0,10 0,05-0,10 0,05-0,10 0,05-0, ER-D41 SC6525 Planeado 0,30-2,40 0,30-2, ,30-2,50 0,30-2, ER-D41 SC6525 Ranurado 0,30-1,90 0,30-1, ,30-2,00 0,30-1, ER-D41 SC6525 Picado 0,10-0,20 0,10-0, ,10-0,22 0,10-0, ER-D721 GH2 Planeado ,30-1,50 0,30-1, ER-D721 GH2 Ranurado ,30-1,50 0,30-1, ER-D721 GH2 Picado ,10-0,40 0,10-0, ER-D411 X500 Planeado - - 0,20-1,40 0,20-0, ,20-0,85 0,20-0,85 0,20-0,85 0,20-1, ER-D411 X500 Ranurado - - 0,20-1,10 0,20-0, ,10-0,70 0,10-0,70 0,10-0,70 0,10-0, ER-D411 X500 Picado - - 0,10-0,20 0,08-0, ,05-0,10 0,05-0,10 0,05-0,10 0,05-0, ER-D411 SP6519 Planeado 0,30-2,50 0,30-2,30 0,20-1,20 0,20-0,75 0,30-2,50 0,30-2, ,20-0,85 0,20-0,85 0,20-0,85 0,20-1, ER-D411 SP6519 Ranurado 0,30-2,00 0,30-1,80 0,20-1,00 0,15-0,60 0,30-2,00 0,30-1, ,10-0,70 0,10-0,70 0,10-0,70 0,10-0, ER-D411 SP6519 Picado 0,10-0,22 0,10-0,18 0,10-0,18 0,05-0,10 0,10-0,22 0,10-0, ,05-0,10 0,05-0,10 0,05-0,10 0,05-0, Nota: HTA = refractarias Nota: Para consultar las recomendaciones de velocidad, ver la página
14 7792VXE16 Fresas de gran avance d 1 H L I 1 D Amarre cilíndrico d 1 Productos Dimensiones (mm) Recambios Descripción D L/H l1 d 1 ap máx 7792VXD16 Amarre cilíndrico N. de dientes VXE16CA040Z2R , DP5013T TP20 6, VXE16CA050Z3R , DP5013T TP20 6, VXE16 Montaje en el eje VXE16-A063Z5R , DP5013T TP20 6, VXE16-A080Z6R , DP5013T TP20 6, VXE16-A100Z8R , DP5013T TP20 6, VXE16-A125Z10R , DP5013T TP20 6, VXE16-160Z , DP5013T TP20 6,10 Apriete tornillos Nm D Amarre montaje en el eje. 7792VXE16 Información técnica (mm) Productos Dimensiones Ángulo de rampa Descripción Paso planeado A B Agujero helicoidal mín. - máx. ap máx. Helicoidal / lineal ae máx. en picado Revoluciones máximas VXE16CA040Z2R102 16, VXE16CA050Z3R102 25, VXE16-A063Z5R 37, , VXE16-A080Z6R 54, , VXE16-A100Z8R 74, , VXE16-A125Z10R 99, , VXE16-160Z12 134, , Interpolación helicoidal Aplanado Paso planeado El ángulo de rampa A utiliza únicamente una arista de corte exterior. Picado El ángulo de rampa B utiliza dos aristas de corte (una exterior y otra interior). A B a p A = máx. ángulo de rampa utilizando contacto de cara completo B = máx. ángulo de rampa utilizando contacto completo + radio de esquina interior 12
 l s r h m mín ap máx. 3,50 ap máx. 3,00 ae máx.")
15 7792VXE16 Plaquitas de fresado y avances aconsejados d XELW16-D XELT16-D41 l Productos Operación y Material Dimensiones (mm) Planeado Ranurado Picado Descripción Calidad Profundidad de corte (mm) d (IC) l s r h m mín ap máx. 3,50 ap máx. 3,00 ae máx. 13, XELW160512SR-D X400 16,80 16,80 5,56 1,20 0, XELW160512SR-D SC ,80 16,80 5,56 1,20 0, XELT160512ER-D41 X500 16,80 16,80 5,56 1,20 0, XELT160512ER-D41 SP ,80 16,80 5,56 1,20 0, XELT160512ER-D41 SC ,80 16,80 5,56 1,20 0,12 Selección del producto: 1. a elección 2. a elección 3. a elección Para consultar las descripciones de claves de la guía de materiales, ver la página 19. r s 7792VXE16 Avances f z (mm/diente) Geometría Calidad Operación Aceros no aleados Aceros aleados Aceros inoxidables Aceros inoxidables refractarios PH Fundición gris Fundición esferoidal/dúctil Fundición maleable Aluminio y aleaciones <16 % Si 116 HBN Aluminio y silicio >16 % Si 92 HBN refractarias base hierro refractarias base cobalto refractarias base níquel refractarias base titanio Aceros endurecidos >1400 N/mm 2 >415 HBN Fundición dúctil bainítica >1400 N/mm 2 >400 HBN Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. SR-D X400 Planeado 0,30-2,00 0,30-1, ,30-0,80 0,30-1,00 SR-D X400 Ranurado 0,30-1,70 0,30-1, ,30-0,50 0,30-0,60 SR-D X400 Picado 0,10-0,27 0,10-0, ,10-0,10 0,10-0,12 SR-D SC3025 Planeado ,30-2,00 0,30-1,80 0,30-1, SR-D SC3025 Ranurado ,30-1,50 0,30-1,30 0,30-1, SR-D SC3025 Picado ,10-0,20 0,10-0,18 0,10-0, ER-D41 X500 Planeado - - 0,20-1,00 0,20-0, ,20-0,60 0,20-0,60 0,20-0,60 0,20-0, ER-D41 X500 Ranurado - - 0,20-0,80 0,20-0, ,10-0,40 0,10-0,40 0,10-0,40 0,10-0, ER-D41 X500 Picado - - 0,12-0,16 0,07-0, ,05-0,10 0,05-0,10 0,05-0,10 0,05-0, ER-D41 SP6519 Planeado 0,30-1,50 0,30-1,30 0,20-1,00 0,20-0,50 0,30-1,50 0,30-1, ,20-0,60 0,20-0,60 0,20-0,60 0,20-0, ER-D41 SP6519 Ranurado 0,30-1,30 0,30-1,20 0,20-0,80 0,20-0,45 0,30-1,20 0,30-1, ,10-0,40 0,10-0,40 0,10-0,40 0,10-0, ER-D41 SP6519 Picado 0,10-0,23 0,10-0,20 0,12-0,16 0,07-0,12 0,10-0,20 0,10-0, ,05-0,10 0,05-0,10 0,05-0,10 0,05-0, ER-D41 SC6525 Planeado 0,30-1,40 0,30-1, ,30-1,50 0,30-1, ER-D41 SC6525 Ranurado 0,30-1,20 0,30-1, ,30-1,20 0,30-1, ER-D41 SC6525 Picado 0,10-0,20 0,10-0, ,10-0,20 0,10-0, Nota: HTA = refractarias Nota: Para consultar las recomendaciones de velocidad, ver la página
16 7792VX Velocidades aconsejadas Velocidad v c (m/min) Serie 7792VX Refrigeración aconsejada Aconsejado Posible -- + PVD Calidad X CVD Calidad X Resistencia al desgaste Velocidad mín. - máx. PVD Estándar Micrograno sin recubrimiento CVD Estándar CVD Estándar ISO Materiales Q y dureza X400 X500 SP6519 GH2 SC6525 SC3025 P N Aceros no aleados Aluminio y aleaciones <600 N/mm 2 <180 HBN <950 N/mm 2 <280 HBN Aluminio y aleaciones < 16 % Si 116 HBN Aluminio + silicio > 16 % Si 92 HBN N/mm HBN Aceros N/mm 2 aleados HBN N/mm HBN Austeníticos + ferríticos Aceros Serie 300 inoxidables Martensíticos M Serie Inoxidable PH Refractarios P.H Gris GG-Ft K Fundición Fundición nodular GGG-FGS Maleable GTS - MN/MP Con base hierro S refractarias Base cobalto Base níquel Base titanio H Materiales duros Aceros endurecidos >1400 N/mm 2 >415 HBN Fundición dúctil bainítica >1400 N/mm 2 >400 HBN
17 7792VX Información técnica Picado Herramienta Altura de bocado La altura del bocado se calcula en relación con el paso. Paso El máximo empañe radial está directamente relacionado con la longitud de la arista de corte de la plaquita. Para el tipo de plaquita: XP 06, la ae, máx. es de 3 mm. Para el tipo de plaquita: XD 09, la ae, máx. es de 6 mm. Para el tipo de plaquita: XD 12, la ae, máx. es de 9 mm. Para el tipo de plaquita: XE 16, la ae, máx. es de 13 mm. Plaquita a e (máx.) Pieza a mecanizar Para mantener la calidad de la arista de corte, evite que quede en contacto con la cara del material después del mecanizado. Información de picado (mm) altura del bocado, definición de la herramienta y paso 7792VXP VXD VXD VXE16 Diámetro ae máx Paso (mm) 0,25 3,97 4,44 4,97 5,63 4,97 5,63 6,30 7,05 5,63 7,19 7,92 8,11 8,93 9,99 11,17 12,64 7,92 8,93 9,99 11,17 12,64 0,50 5,57 6,24 7,00 7,94 7,00 7,94 8,89 9,95 7,94 10,15 11,18 11,44 12,61 14,11 15,78 17,86 11,18 12,61 14,11 15,78 17,86 0,75 6,76 7,60 8,53 9,68 8,53 9,68 10,85 12,16 9,68 12,40 13,67 13,99 15,42 17,26 19,31 21,86 13,67 15,42 17,26 19,31 21,86 1,00 7,75 8,72 9,80 11,14 9,80 11,14 12,49 14,00 11,14 14,28 15,75 16,12 17,78 19,90 22,27 25,22 15,75 17,78 19,90 22,27 25,22 2,00 10,58 12,00 13,56 15,49 13,56 15,49 17,44 19,60 15,49 20,00 22,09 22,63 24,98 28,00 31,37 35,55 22,09 24,98 28,00 31,37 35,55 3,00 12,49 14,28 16,25 18,65 16,25 18,65 21,07 23,75 18,65 24,25 26,83 27,49 30,40 34,12 38,26 43,41 26,83 30,40 34,12 38,26 43,41 4,00 18,33 21,17 24,00 27,13 21,17 27,71 30,72 31,50 34,87 39,19 44,00 49,96 30,72 34,87 39,19 44,00 49,96 5,00 20,00 23,24 26,46 30,00 23,24 30,66 34,06 34,93 38,73 43,59 48,99 55,68 34,06 38,73 43,59 48,99 55,68 6,00 21,35 24,98 28,57 32,49 24,98 33,23 36,99 37,95 42,14 47,50 53,44 60,79 36,99 42,14 47,50 53,44 60,79 7,00 26,46 35,50 39,60 40,64 45,21 51,03 57,48 65,45 39,60 45,21 51,03 57,48 65,45 8,00 27,71 37,52 41,95 43,08 48,00 54,26 61,19 69,74 41,95 48,00 54,26 61,19 69,74 9,00 28,77 39,34 44,09 45,30 50,56 57,24 64,62 73,73 44,09 50,56 57,24 64,62 73,73 10,00 46,04 52,92 60,00 67,82 77,46 11,00 47,83 55,10 62,58 70,82 80,97 12,00 49,48 57,13 64,99 73,65 84,29 13,00 50,99 59,03 67,26 76,32 87,43 Tamaño de plaquita Altura de bocado Máx. superficie aplanada (mm) Tamaño de plaquita Diám. fresa Paso 16 7, , , , , , , , , , , , , , , , , , , , ,50 Interpolación helicoidal Aplanado Paso planeado Capacidad de interpolación helicoidal para 7792VX (mm) Tamaño de plaquita Diám. fresa Agujero mín. Agujero máx



18 7792VX Información técnica El planeado y la producción de cavidades con la fresa de gran avance de Stellram tienen numerosas ventajas. El diseño exclusivo de la plaquita, el ángulo de ataque y el cuerpo de la fresa garantizan que las fuerzas de corte se ejerzan de manera predominante en la dirección axial. El ejemplo con una herramienta de plaquita redonda muestra las complejas fuerzas que dan lugar a niveles altos de vibración y daños en la arista de corte. 7792VX Fuerzas de corte predominantemente axiales Máxima estabilidad de la relación entre la arista de corte y la pieza de trabajo. Permite obtener altos avances y garantiza una larga vida útil de la herramienta. Herramientas de plaquita redonda Alrededor del radio actúan fuerzas tangenciales Esto provoca vibraciones y daña la arista de corte Esto reduce el avance y disminuye la productividad La 7792VX mecaniza con un volumen constante de viruta en todas las fases de la producción de cavidades y crea una pared lateral cercana al perfil. Las herramientas de plaquita redonda generan un volumen de viruta creciente a lo largo del proceso. 7792VX Sección de corte constante (volumen de viruta) sea cual sea la posición en la cavidad. De este modo se crea una pared lateral cercana al perfil. Es posible obtener paredes laterales prácticamente a escuadra. Incidencia central Plaquita redonda Mayor contacto superficial. Mayor sección de las virutas para mecanizado con pared lateral. Vibración en las esquinas de corte. Pared lateral ondulada. Pared lateral 16
19 7792VX Información técnica El uso de los sistemas CAM / CAD habituales requiere conocer la dimensión de las plaquitas redondas para el mecanizado de cavidades. Esto puede conseguirse con las fresas 7792VX, tal como se muestra a la derecha y en la tabla de referencia. Para aplicaciones de pasada de acabado: R L Datos de programación (mm) Tamaño de plaquita (mm) Radio R L 06 0,80 1,37 0, ,80 2,01 0,73 1,20 2,27 0,67 0,80 2,50 1, ,20 2,73 0, ,20 4,18 1,46 Faceta de acabado para mecanizado de acabado máx. avance 0,80 mm/revolución Cálculo del espesor medio de viruta en relación con la profundidad de corte (axial) Fórmula: Velocidad programada del avance (f z ) f z = h m x d a p h m = espesor medio de viruta Fórmula: Espesor medio de viruta (h m ) a p = Profundidad de corte f z = Avance por diente h m = f z x a p d = Diámetro de plaquita 45 mm d Diámetro teórico para todos los tamaños de plaquita de gran avance = 45 mm Cálculo del espesor medio de viruta en relación con el a e (empañe radial) si a e es inferior al 50 % del diámetro. Fórmula: Velocidad programada del avance (f z ) f z = h m x d a e h m = espesor medio de viruta a e = Empañe radial f z = Avance por diente d = Diámetro de la fresa Fórmula: espesor medio de viruta (h m ) h a m = f z x e d 17
 Extensión: Mango modular de aleación pesada antivibraciones Calidad plaquita: X400 Proceso: Interpolación helicoidal de gran avance Tiempo de ciclo: 1 minuto")
 Calidad plaquita: X500 Tiempo de ciclo: 1 hora y 20 minutos Reducción del 75 % del tiempo de ciclo Material: Titanio 6-4 Tarea: Tornear")

20 Casos reales de 7792 Material: acero HBN Sector: Troquelado/Moldeado Tarea: 17 agujeros de 51,59 mm de diámetro y 67,74 mm de profundidad Tiempo de ciclo: 4,5 horas Solución de 7792: Fresa: 7792VXD09 modular (fresa de 25 mm) Extensión: Mango modular de aleación pesada antivibraciones Calidad plaquita: X400 Proceso: Interpolación helicoidal de gran avance Tiempo de ciclo: 1 minuto y 45 segundos por agujero Tiempo de ciclo total: 30 minutos Reducción del 90 % del tiempo de ciclo Material: Titanio 6-4 Tarea: Mecanizar alojamientos en un componente aeronáutico Tiempo de ciclo: 5,5 horas Solución de 7792: Fresa: 7792VXD12 (fresa de 160 mm) Calidad plaquita: X500 Tiempo de ciclo: 1 hora y 20 minutos Reducción del 75 % del tiempo de ciclo Material: Titanio 6-4 Tarea: Tornear un aro de 1514 mm de diámetro por 340 mm de profundidad Sector: Aeronáutica Tiempo de ciclo de torneado: 4 horas y 35 minutos Solución de 7792: Fresa: 7792VXE16 (fresa de 125 mm) Calidad plaquita: X500 Proceso: Fresado torneado La pieza gira en el eje B a 0,26 rpm Velocidad del avance del fresado espiral: 60 mm por revolución Tiempo de ciclo: 2 horas y 24 minutos El fresado espiral reduce el tiempo de ciclo un 48 % 18
21 Fresado de gran avance patentado 7792 Geometrías de gran avance -D P P K H Rectificación completa con aplanado y redondeo variable. Materiales endurecidos hasta 480 HBN. -D41 M M S Geometría positiva que reduce el consumo de energía. -D411 M M S La geometría positiva con un mayor radio de esquina (1,2 mm) reduce la energía de corte y proporciona una mejor protección de la arista durante las operaciones de empañe radial inferior. -D721 N La cara de inclinación superior pulida, de periferia rectificada y positiva, así como la arista viva, permiten una acción de corte más libre y reducen la acumulación en la arista. Guía de materiales Clave para las plaquitas aconsejadas Código ISO de materiales Aceros no Aceros Aceros Aluminio y P P aleados M M PH inoxidable K Fundición aleados inoxidables N aleaciones S refractarias H Materiales duros 19
22 Calidades de alta velocidad GH2 N Micrograno sin recubrimiento: Resistente y capaz de soportar grandes presiones, vibraciones y golpes. X400 P P H Tipo de recubrimiento: PVD, TiAlN: Diseñado para tasas de arranque de metal elevadas y cortes interrumpidos. X500 M S Tipo de recubrimiento: CVD, TiN-TiC-TiN: Alto nivel de resistencia a los golpes; funciona a velocidades de corte bajas-medias; altas tasas de arranque de metal. SC3025 K Tipo de recubrimiento: CVD, TiN - TiCN - Al 2 O 3 : El recubrimiento CVD multicapa ofrece resistencia al desgaste y a la abrasión. SC6525 P P K Tipo de recubrimiento: CVD, TiN-TiCN-Al 2 O 3 : Mecanizado de alto rendimiento a velocidades de corte elevadas. SP6519 M Tipo de recubrimiento: PVD, TiAlN: El recubrimiento supernano es extremadamente duro, lo que permite un rendimiento inigualable y prácticamente elimina la tensión residual. Guía de materiales Clave para las plaquitas aconsejadas Código ISO de materiales Aceros no Aceros Aceros Aluminio y Materiales P P aleados M M PH inoxidable K Fundición aleados inoxidables N aleaciones S refractarias H duros 20

23 La familia 77 Diseños de fresas patentados Diseños de plaquitas patentados Calidades patentadas Ideal para el desbaste, el semiacabado y el acabado de materiales de alto rendimiento 21
. 7710VRD20 Fresas de cartucho y de montaje en eje con bloqueo de rotación (de 63 mm a 160 mm).")
24 La familia 77 Modular 16 mm 40 mm Weldon 25 mm Hay tres familias de fresas disponibles: 7700VR08 Fresas de plaquitas redondas estándar de diámetro pequeño (cilíndricas, Weldon y modulares: de 16 mm a 32 mm). 7710VRD20 Fresas de cartucho y de montaje en eje con bloqueo de rotación (de 63 mm a 160 mm). 7713VR10 y 12 Fresas con bloqueo de rotación patentadas (cilíndricas, modulares y de montaje en eje: de 20 mm a 80 mm). Esta colección de fresas muestra la dinámica de la tecnología Kennametal: llevar lo convencional al máximo nivel para mecanizar las aleaciones de alto rendimiento más difíciles. Cilíndrica 16 mm 32 mm Montaje en eje 40 mm 160 mm Corte continuo en las condiciones más duras Diámetros de fresa de 16 mm a 160 mm. Máximo número de dientes para operaciones de avance pesado. Fresas de paso medio y estrecho disponibles. Plaquita redonda con cavidades para una máxima resistencia. Diámetros de plaquita de 8 mm a 20 mm. Fuerzas de corte bajas. El diseño de acanaladura maximiza la evacuación de viruta. El recubrimiento de plata satinada alarga la vida útil del cuerpo de la fresa (solo la serie 7713VR). Las herramientas modulares incorporan una extensión de tungsteno antivibraciones con refrigeración interna. 22


25 Familia 77 Tecnología de bloqueo de rotación VRD/VR Diseño de acanaladura elevada Máxima evacuación de viruta La fresa de indexación de acanaladura elevada Las fresas de las series 7710 y 7713 incorporan un exclusivo sistema de alojamientos patentado que bloquea las plaquitas en su posición para evitar que estas se muevan durante mecanizados pesados. La refrigeración interna y un flujo único mediante un diseño de alojamientos maximizan la evacuación de viruta y alargan la vida útil de la herramienta Refrigeración interna de la herramienta Los cuerpos de las fresas de la serie 7713 patentada están recubiertas con un chapado de plata satinada para proteger la integridad del cuerpo a la hora de fresar materiales de alto rendimiento. Máxima vida útil de la herramienta Geometrías de corte pesado La plaquita redonda de indexación positiva La plaquita de bloqueo de rotación posee cuatro u ocho posiciones de bloqueo que se emparejan con el alojamiento del cuerpo de la fresa. Posicionamiento positivo de la plaquita a lo largo de los cortes más pesados Posiciones de bloqueo Máximo de indexaciones para optimizar la vida útil de la herramienta y reducir los costes de herramientas 23
26 7700VR08 Fresas para copiado Productos Dimensiones (mm) Recambios Descripción Da* D L/H l1 d 1 ap máx. N. de dientes Apriete tornillos Nm I VR08WA025R070-M F3006T T9 1, VR08WA025R124-M F3006T T9 1,40 D Da* Mango Weldon VR08CA020Z3R F3006T T9 1, VR08CA025Z3R F3006T T9 1, VR08CA025Z4R F3006T T9 1, VR08CA032Z4R F3006T T9 1, VR08CA032Z5R F3006T T9 1,40 D = Diámetro efectivo (eje) de línea central de plaquita a línea central de plaquita. Da* = Diámetro exterior d 1 Productos Dimensiones (mm) Recambios L I 1 D Da* Mango cilíndrico Descripción Da* D L/H M d 1 ap máx VR08SA016Z2R M F3006T T9 1, VR08SA020Z3R M F3006T T9 1, VR08SA025Z3R M F3006T T9 1, VR08SA025Z4R M F3006T T9 1, VR08SA032Z5R M F3006T T9 1,40 Da* = Diámetro exterior N. de dientes D = Diámetro efectivo (eje) de línea central de plaquita a línea central de plaquita. Nota: Para extensiones de amarre cilíndrico en aleaciones de alta densidad con refrigeración interna, ver la página 45. Apriete tornillos Nm M d 1 L 7700VR08 información técnica (mm) Productos Dimensiones D Da* Cabeza modular a p Descripción Paso planeado Ángulo de rampa Agujero helicoidal mín. - máx. ap máx. Helicoidal / Revoluciones lineal máximas VR08WA025R070-M , VR08WA025R124-M , VR08CA020Z3R , VR08CA025Z3R , VR08CA025Z4R , VR08CA032Z4R , VR08CA032Z5R , VR08SA016Z2R , VR08SA020Z3R , VR08SA025Z3R , VR08SA025Z4R , VR08SA032Z5R , Rampa Aplanado Paso planeado Interpolación helicoidal Profundidad de corte (ap) 24
 ap máx. ap mín.-máx. ap mín.-máx. - 0.")
27 7700VR08 Plaquitas de fresado y avances aconsejados RPEX RPMT08-41 RPHT Productos Operación y Material Dimensiones (mm) Descripción Calidad Desbaste Semiacabado Acabado Profundidad de corte (mm) ap máx. ap mín.-máx. ap mín.-máx. - 0.,80-1,50 0,10-0,80 d (IC) l s r RPEX0803M3F-701 SP4019-8,00-3,18 4,00 0, RPEX0803M3F-701 GH1-8,00-3,18 4,00 0, RPEX0803M3E-701 X ,00-3,18 4,00 0, RPEX0803M3E-701 SP ,00-3,18 4,00 0, RPMT0803M3E-41 X500-8,00-3,18 4,00 0, RPMT0803M3E-41 SP6519-8,00-3,18 4,00 0, RPMT0803M3E-41 MP91M - 8,00-3,18 4,00 0, RPHT0803M3E-422 X500-8,00-3,18 4,00 0, RPHT0803M3E-422 SP6519-8,00-3,18 4,00 0,03 Selección del producto: 1. a elección 2. a elección 3. a elección Para consultar las descripciones de claves de la guía de materiales, ver la página 46. hm mín. d s 7700VR08 Avances f z (mm/diente) Geometría Calidad Operación Aceros no aleados Aceros aleados Aceros inoxidables Aceros inoxidables refractarios PH Fundición gris Fundición esferoidal/dúctil Fundición maleable Aluminio y aleaciones <16 % Si 116 HBN Aluminio y silicio >16 % Si 92 HBN refractarias base hierro refractarias base cobalto refractarias base níquel refractarias base titanio Aceros endurecidos >1400 N/mm 2 >415 HBN Fundición dúctil bainítica >1400 N/mm 2 >400 HBN Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. F-701 SP ,02-0,08 0,02-0,06 0,02-0,06 0,02-0,06 0,02-0,07 0,02-0, F-701 GH ,02-0,08 0,02-0, E-701 X ,02-0,06 0,02-0,06 0,02-0,07 0,02-0, E-701 SP ,02-0,10 0,02-0, ,02-0,06 0,02-0,06 0,02-0,07 0,02-0, E-41 X ,03-0,12 0,03-0, E-41 SP6519 0,03-0,14 0,03-0,12 0,03-0,12 0,03-0,10 0,03-0,14 0,03-0,14 0,03-0, E-41 MP91M 0,03-0, ,03-0,13 0,03-0,13 0,03-0, E-422 X500-0,03-0,12 0,03-0,14 0,03-0, ,03-0,08 0,03-0,08 0,03-0,09 0,03-0, E-422 SP6519 0,03-0,14 0,03-0,12 0,03-0,14 0,03-0,11 0,03-0,14 0,03-0,14 0,03-0, ,03-0,08 0,03-0,08 0,03-0,09 0,03-0, Nota: HTA = refractarias Nota: Para consultar las recomendaciones de velocidad, ver la página
28 7700VR Velocidades aconsejadas Velocidad v c (m/min) Serie 7700VR -- Resistencia al desgaste + Refrigeración aconsejada Aconsejado Posible CVD Calidad X PVD Calidad X PVD Estándar Velocidad mín. - máx. Micrograno sin recubrimiento PVD Estándar CVD Estándar Micrograno sin recubrimiento ISO Materiales Q y dureza X500 X700 SP6519 GH2 SP4019 MP91M GH1 P Aceros no aleados <600 N/mm 2 <180 HBN <950 N/mm 2 <280 HBN N/mm HBN Aceros N/mm aleados HBN N/mm HBN Austeníticos + ferríticos Aceros Serie 300 inoxidables Martensíticos M Serie Inoxidable PH Refractarios P.H Gris GG-Ft K Fundición Fundición nodular GGG-FGS Maleable GTS - MN/MP N Aluminio y aleaciones < 16 % Si 116 HBN Aluminio y aleaciones Aluminio + silicio > 16 % Si 92 HBN Con base hierro S refractarias Base cobalto Base níquel Base titanio H Materiales duros Aceros endurecidos >1400 N/mm 2 >415 HBN Fundición dúctil bainítica >1400 N/mm 2 >400 HBN 26
29 7700VR Información técnica 7700VR Información técnica Diámetro efectivo: D w = D x r 2 - (r -a p ) 2 r D 2 D w a p donde: D w = Diámetro efectivo D 2 = Diámetro de la fresa plaquita de centro a centro r = Radio de plaquita = Profundidad de corte axial a p 7710VR Información técnica donde: f z = Avance por diente h m = Espesor medio de viruta r = Radio de plaquita a e = Profundidad de corte radial a p = Profundidad de corte axial Fórmula para obtener la velocidad programada del avance a partir del empañe radial y la profundidad de corte axial. f z = r 2 -( r - a e ) 2 x r Fórmula para calcular el grosor medio de viruta hm en relación con el empañe radial y la profundidad de corte. h m r 2 -( r - a p ) 2 r h m = f z x r 2 -( r - a e ) 2 r x r 2 - ( r - a p ) 2 r Fórmulas simplificadas para evaluar hm y fz en función del empañe radial o la profundidad de corte. Cálculo del espesor medio de viruta en relación con la profundidad de corte (axial) Fórmula: Velocidad programada del avance (f z ) f z = h m x d a p h m = Espesor medio de viruta a p = Profundidad de corte f z = Avance por diente d = Diámetro de plaquita Fórmula: Espesor medio de viruta (h m ) h m = f z x a p d Cálculo del espesor medio de viruta en relación con el a e (empañe radial) si a e es inferior al 50 % del diámetro. Fórmula: Velocidad programada del avance (f z ) f z = h m x d a e h m = Espesor medio de viruta a e = Empañe radial f z = Avance por diente d = Diámetro de la fresa Fórmula: Espesor medio de viruta (h m ) h m = f z x a e d 27
30 7700VR Información técnica Con plaquitas redondas, el espesor de la viruta varía en función de la profundidad de corte axial (ap) y guarda relación con el tamaño de la preparación de la arista de corte. Para optimizar la vida útil de la herramienta, es importante mantener el espesor adecuado de viruta, de acuerdo con los valores que se muestran abajo. 7700VR08 Plaquitas RP Geometría de las plaquitas F-701 E-701 E-41 E-422 Tamaño de plaquita Dimensiones (mm) ap Profundidad hm mín. hm máx. fz mín. fz máx. de corte axial 8,00 0,25 0,02 0,05 0,11 0,28 8,00 0,50 0,02 0,05 0,08 0,20 8,00 0,75 0,02 0,05 0,07 0,16 8,00 1,00 0,02 0,05 0,06 0,14 8,00 1,25 0,02 0,05 0,05 0,13 8,00 1,50 0,02 0,05 0,05 0,12 8,00 0,25 0,02 0,05 0,11 0,28 8,00 0,50 0,02 0,05 0,08 0,20 8,00 0,75 0,02 0,05 0,07 0,16 8,00 1,00 0,02 0,05 0,06 0,14 8,00 1,25 0,02 0,05 0,05 0,13 8,00 1,50 0,02 0,05 0,05 0,12 8,00 0,25 0,03 0,06 0,17 0,34 8,00 0,50 0,03 0,06 0,12 0,24 8,00 0,75 0,03 0,06 0,10 0,20 8,00 1,00 0,03 0,06 0,08 0,17 8,00 1,25 0,03 0,06 0,08 0,15 8,00 1,50 0,03 0,06 0,07 0,14 8,00 0,25 0,03 0,07 0,17 0,40 8,00 0,50 0,03 0,07 0,12 0,28 8,00 0,75 0,03 0,07 0,10 0,23 8,00 1,00 0,03 0,07 0,08 0,20 8,00 1,25 0,03 0,07 0,08 0,18 8,00 1,50 0,03 0,07 0,07 0,
31 29
32 7710VRD20 Fresas de contorneado y perfilado/copiado d 1 H D D a * Amarre montaje en el eje. Productos Dimensiones (mm) Recambios Descripción D a * D Diámetro de corte útil H l1 d1 ap máx. 7710VRD20 Montaje en el eje VRD20-A063Z4R VRD20-A080Z5R VRD20-A100Z6R VRD20-A125Z7R VRD20-160Z08R D = Diámetro efectivo (eje) de línea central de plaquita a línea central de plaquita N. de dientes Apriete tornillos Nm D6014T T20 10,50 Da* = Diámetro exterior 7710VRD20 Información técnica (mm) Productos Dimensiones a p Descripción Paso planeado Ángulo de rampa Agujero helicoidal mín. - máx. ap máx. Revoluciones Helicoidal / lineal máximas VRD20-A063Z4R , VRD20-A080Z5R , VRD20-A100Z6R , VRD20-A125Z7R , VRD20-160Z08R , Rampa Aplanado Interpolación helicoidal Paso planeado D D a * Profundidad de corte (ap) 30

33 7710VRD20 Plaquitas de fresado y avances aconsejados RDHT20-42-X8 RDHW20-E-X8 RDHW20-S-X8 RDHW20-25-X8 Productos Operación y Material Dimensiones (mm) Descripción Calidad RDHT2006M0E-42-X8 X500-20,00-6,35 10,00 0, RDHT2006M0E-42-X8 SP ,00-6,35 10,00 0, RDHW2006M0E-X8 X ,00-6,35 10,00 0, RDHW2006M0S-X8 X , RDHW2006M0S-X8 SP , RDHW2006M0S-25-X8 X ,00-6,35 10,00 0, RDHW2006M0S-25-X8 SP ,00-6,35 10,00 0,25 * Máx. ap aconsejada = 7,5 mm (en función de la aplicación) Desbaste Semiacabado Acabado Profundidad de corte (mm) ap máx. ap mín.-máx. ap mín.-máx. 10,0* 1,0-3,0 0,2-1,0 d (IC) l s r Selección del producto: 1. a elección 2. a elección 3. a elección Para consultar las descripciones de claves de la guía de materiales, ver la página 46. hm mín. d s NOTAS DE APLICACIÓN DE PLAQUITAS: RDHW2006MOE-X8 X500 es la primera elección para aplicaciones de desbaste medio para el mecanizado de titanio sin desniveles importantes. RDHW2006M0S-X8 SP6519 se recomienda para el mecanizado de aceros inoxidables con desniveles importantes. RDHW2006M0S-X8 X500 se recomienda para el mecanizado de aleaciones refractarias con desniveles importantes. RDHT2006M0E-42-X8 se recomienda cuando la máquina herramienta tiene poca potencia disponible y cuando las condiciones son estables. RDHW2006M0S-25-X8 se recomienda para operaciones pesadas. 7710VRD20 Avances f z (mm/diente) Geometría Calidad Operación Aceros no aleados Aceros aleados Aceros inoxidables Aceros inoxidables refractarios PH Fundición gris Fundición esferoidal/dúctil Fundición maleable Aluminio y aleaciones <16 % Si 116 HBN Aluminio y silicio >16 % Si 92 HBN refractarias base hierro refractarias base cobalto refractarias base níquel refractarias base titanio Aceros endurecidos >1400 N/mm 2 >415 HBN Fundición dúctil bainítica >1400 N/mm 2 >400 HBN Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. E-42-X8 X500 Planeado - - 0,15-0,35 0,15-0, ,12-0,25 0,12-0,25 0,12-0,25 0,12-0, E-42-X8 SP6519 Planeado - - 0,15-0,35 0,15-0, ,12-0,25 0,12-0,25 0,12-0,25 0,12-0, E-X8 X500 Planeado 0,20-0,30 0,18-0,28 0,20-0,40 0,20-0,30 0,20-0,35 0,20-0,35 0,20-0, ,20-0,28 0,20-0,28 0,20-0,28 0,20-0, S-X8 X500 Planeado 0,25-0,45 0,25-0,35 0,25-0,45 0,25-0,32 0,25-0,45 0,25-0,45 0,25-0, ,25-0,32 0,25-0,32 0,25-0,32 0,25-0, S-X8 SP6519 Planeado 0,25-0,45 0,25-0, ,25-0,45 0,25-0,45 0,25-0, S-25-X8 X500 Planeado 0,35-0,60 0,35-0, ,35-0,60 0,35-0,55 0,35-0, S-25-X8 SP6519 Planeado 0,35-0,55 0,35-0, ,35-0,55 0,35-0,50 0,35-0, Nota: HTA = refractarias Nota: Para las recomendaciones de velocidad, ver la página
34 7710VRD20 Velocidades aconsejadas Velocidad v c (m/min) Serie 7710VRD20 Refrigeración aconsejada Aconsejado Posible Resistencia al desgaste -- + Velocidad mín. - máx. CVD Calidad X PVD Estándar ISO Materiales Q y dureza X500 SP6519 P N Aceros no aleados Aluminio y aleaciones <600 N/mm 2 <180 HBN <950 N/mm 2 <280 HBN Aluminio y aleaciones < 16 % Si 116 HBN Aluminio + silicio > 16 % Si 92 HBN N/mm HBN Aceros N/mm aleados HBN N/mm HBN Austeníticos + ferríticos Aceros Serie 300 inoxidables Martensíticos M Serie 400 Inoxidable PH Refractarios P.H Gris GG-Ft K Fundición Fundición nodular GGG-FGS Maleable GTS - MN/MP Con base hierro S refractarias Base cobalto Base níquel Base titanio H Materiales duros Aceros endurecidos >1400 N/mm 2 >415 HBN Fundición dúctil bainítica >1400 N/mm 2 >400 HBN 32
35 7710VRD20 Información técnica 7710VRD20 Información técnica Diámetro efectivo: Fórmula para evaluar el diámetro efectivo correcto a partir de la profundidad de corte axial (a p ). a p r D w = D x r 2 - (r -a p ) 2 D 2 D w donde: D w = Diámetro efectivo D 2 = Diámetro de la fresa de centro a centro de la plaquita r = Radio de plaquita a p = Profundidad de corte axial 7710VRD20 Información técnica donde: f Z = Avance por diente h m = Espesor medio de viruta r = Radio de plaquita a e = Profundidad de corte radial a p = Profundidad de corte axial Fórmula para obtener la velocidad programada del avance a partir del empañe radial y la profundidad de corte axial. f z = r 2 - ( r - a e ) 2 r x h m r 2 -( r - a p ) 2 Fórmula para calcular el espesor medio de viruta hm en relación con el empañe radial y la profundidad de corte. r h m = f z x r 2 - ( r - a e ) 2 r x r 2 -( r - a p ) 2 r 33
36 7710VRD20 Información técnica Fórmulas simplificadas para evaluar hm y fz en función de la profundidad de corte axial (ap) o el empañe radial (ae). Cálculo del espesor medio de viruta en relación con la profundidad de corte (axial) Fórmula: Velocidad programada del avance (f z ) f z = h m x d a p h m = Espesor medio de viruta a p = Profundidad de corte f z = Avance por diente d = Diámetro de plaquita Fórmula: Espesor medio de viruta (h m ) h m = f z x a p d Cálculo del espesor medio de viruta en relación con el ae (empañe radial) si ae es inferior al 50 % del diámetro. Fórmula: Velocidad programada del avance (f z ) f z = h m x d a e h m = Espesor medio de viruta a e = Empañe radial f z = Avance por diente d = Diámetro de la fresa Fórmula: Espesor medio de viruta (h m ) h a m = f z x e d Con plaquitas redondas, el espesor de la viruta varía en función de la profundidad de corte axial (ap) y guarda relación con el tamaño de la preparación de la arista de corte. Para optimizar la vida útil de la herramienta, es importante mantener el espesor adecuado de viruta, de acuerdo con los valores que se muestran abajo. Esta tabla calcula solo en relación con la profundidad de corte axial (ap) y no con corte radial (ae). Plaquita RD Plaquita RDHT2006M0E-42-X8 RDHW2006M0E-X8 RDHW2006M0S-X8 RDHW2006M0S-25-X8 Tamaño de plaquita Profundidad de corte ap hm (mm) fz (mm/z) (mm) (mm) mín. máx. mín. máx. 20,00 1,00 0,08 0,18 0,36 0,80 20,00 2,00 0,08 0,18 0,25 0,57 20,00 3,00 0,08 0,18 0,21 0,46 20,00 4,00 0,08 0,18 0,18 0,40 20,00 5,00 0,08 0,18 0,16 0,36 20,00 6,00 0,08 0,18 0,15 0,33 20,00 8,00 0,08 0,18 0,13 0,28 20,00 10,00 0,08 0,18 0,11 0,25 20,00 1,00 0,10 0,20 0,45 0,89 20,00 2,00 0,10 0,20 0,32 0,63 20,00 3,00 0,10 0,20 0,26 0,52 20,00 4,00 0,10 0,20 0,22 0,45 20,00 5,00 0,10 0,20 0,20 0,40 20,00 6,00 0,10 0,20 0,18 0,37 20,00 8,00 0,10 0,20 0,16 0,32 20,00 10,00 0,10 0,20 0,14 0,28 20,00 2,00 0,15 0,25 0,47 0,79 20,00 3,00 0,15 0,25 0,39 0,65 20,00 4,00 0,15 0,25 0,34 0,56 20,00 5,00 0,15 0,25 0,30 0,50 20,00 6,00 0,15 0,25 0,27 0,46 20,00 8,00 0,15 0,25 0,24 0,40 20,00 10,00 0,15 0,25 0,21 0,35 20,00 4,00 0,25 0,30 0,56 0,67 20,00 5,00 0,25 0,30 0,50 0,60 20,00 6,00 0,25 0,30 0,46 0,55 20,00 8,00 0,25 0,30 0,40 0,47 20,00 10,00 0,25 0,30 0,35 0,

 Componente: Lama de turbina Sector: Producción de energía Calidad plaquita: SP6519 rpm: 909")
37 Casos reales de la familia 77 Casos reales de la familia 77 Caso real de 7710 Material: refractarias de la serie 600 Fresa: 7710VRD20 (fresa de 100 mm) Componente: Armazón de la bomba del intercambiador de calor Sector: Producción de energía - Nuclear Calidad plaquita: X500 rpm: 105 Velocidad de corte Vc: 33,5 m/min Avance por diente fz: 0,323 mm Velocidad del avance: 203 mm/min Profundidad de corte ap: 6,35 mm Reducción del 60 % del tiempo de ciclo Aumento del 150 % de la productividad Reducción del 60 % de los costes de herramientas Sin fallos Sin defectos Operación de acabado eliminada Caso real de 7713 Material: Acero inoxidable serie 300 Fresa: 7713VR12 (fresa de 63 mm) Componente: Lama de turbina Sector: Producción de energía Calidad plaquita: SP6519 rpm: 909 Velocidad de corte Vc: 180 m/min Avance por diente fz: 0,3 mm Velocidad del avance: 1636 mm/min Profundidad de corte ap: 2,2 mm Aumento del 80 % de la vida útil de la herramienta! 35
38 7713VR10 Fresas de contorneado y perfilado/copiado d 1 H L I 1 D* D a * Amarre cilíndrico d 1 Productos Dimensiones (mm) Recambios Descripción Da* D Diámetro efectivo L/H l1 d 1 apmáx. N. de dientes VR10CA020Z2R D4007T TB15 3, VR10CA025Z3R D4007T TB15 3, VR10CA032Z3R D4008T TB15 3, VR10CA032Z4R D4008T TB15 3, VR10-A040Z05R D4008T TB15 3, VR10-A042Z06R D4006T TB15 3, VR10-A050Z06R D4008T TB15 3, VR10-A050Z07R D4008T TB15 3, VR10-A063Z08R D4008T TB15 3,10 D = Diámetro efectivo (eje) de línea central de plaquita a línea central de plaquita Apriete tornillos Nm D D a * Amarre montaje en el eje. M d 1 L D D a * Cabeza modular Da* = Diámetro exterior Productos Dimensiones (mm) Recambios Descripción Da* VR10SA020Z2R M D4007T TB15 3, VR10SA025Z2R M D4007T TB15 3, VR10SA025Z3R M D4007T TB15 3, VR10SA032Z3R M D4008T TB15 3, VR10SA032Z4R M D4008T TB15 3, VR10SA035Z5R M D4007T TB15 3,10 Da* = Diámetro exterior D Diámetro efectivo N. de dientes D = Diámetro efectivo (eje) de línea central de plaquita a línea central de plaquita Nota: Para extensiones de amarre cilíndrico en aleaciones de alta densidad con refrigeración interna, ver la página 45. La serie 7713VR10 con cavidad para el bloqueo de rotación garantiza un número preciso de indexaciones por plaquita. Este diseño de alojamiento exclusivo patentado impide que las plaquitas giren en el alojamiento durante el mecanizado con avance pesado y en condiciones inestables. Apriete tornillos Nm Profundidad de corte (ap) a p 7713VR10 Información técnica (mm) Productos Dimensiones Descripción Paso planeado Ángulo de rampa Agujero helicoidal mín. - máx. L M d 1 apmáx. ap máx. Revoluciones Helicoidal / lineal máximas VR10CA020Z2R , VR10CA025Z3R , VR10CA032Z3R , VR10CA032Z4R , VR10-A040Z05R , VR10-A042Z06R , VR10-A050Z06R , VR10-A050Z07R , VR10-A063Z08R , VR10SA020Z2R , VR10SA025Z2R , VR10SA025Z3R , VR10SA032Z3R , VR10SA032Z4R , VR10SA035Z5R , Rampa Aplanado Paso planeado Interpolación helicoidal 36
 ap máx. ap mín.-máx.")
39 7713VR10 Plaquitas de fresado y avances aconsejados RPEX RPHT RPMT10-41 RPHT RPHT10-T RPMW10-T Productos Operación y Material Dimensiones (mm) Descripción Calidad Desbaste Semiacabado Acabado Profundidad de corte (mm) ap máx. ap mín.-máx. ap mín.-máx. 5,00* 1,00-2,0 0,20-1, RPEX10T3M0F-701-X4 SP ,00-3,97 5,00 0, RPEX10T3M0F-701-X4 GH1 10,00-3,97 5,00 0, RPEX10T3M0E-701-X4 SP ,00-3,97 5,00 0, RPHT10T3M0E-421-X4 X ,00-3,97 5,00 0, RPHT10T3M0E-421-X4 X ,00-3,97 5,00 0, RPMT10T3M0E-41-X4 X ,00-3,97 5,00 0, RPMT10T3M0E-41-X4 SP ,00-3,97 5,00 0, RPMT10T3M0E-41-X4 MP91M - 10,00-3,97 5,00 0, RPHT10T3M0E422-X4 X500 10,00-3,97 5,00 0, RPHT10T3M0E-422-X4 X700 10,00-3,97 5,00 0, RPHT10T3M0E-422-X4 SP ,00-3,97 5,00 0, RPHT10T3M0T-X4 X500-10,00-3,97 5,00 0, RPHT10T3M0T-X4 SP ,00-3,97 5,00 0, RPMW10T3M0T-X4 X500-10,00-3,97 5,00 0,13 RPMW10T3MOT-X4 X500 se aconseja para materiales con desniveles importantes. *Máx. ap aconsejada = 2,5 mm (en función de la aplicación) d (IC) l s r Selección del producto: 1. a elección 2. a elección 3. a elección Para consultar las descripciones de claves de la guía de materiales, ver la página 46. hm mín. d s 7713VR10 Avances f z (mm/diente) Geometría Calidad Operación Aceros no aleados Aceros aleados Aceros inoxidables Aceros inoxidables refractarios PH Fundición gris Fundición esferoidal/dúctil Fundición maleable Aluminio y aleaciones <16 % Si 116 HBN Aluminio y silicio >16 % Si 92 HBN refractarias base hierro refractarias base cobalto refractarias base níquel refractarias base titanio Aceros endurecidos >1400 N/mm 2 >415 HBN Fundición dúctil bainítica >1400 N/mm 2 >400 HBN Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. F-701-X4 SP ,02-0,10 0,02-0,08 0,02-0,07 0,02-0,07 0,03-0,08 0,03-0, F-701-X4 GH ,02-0,10 0,02-0, E-701-X4 SP ,02-0,07 0,02-0,07 0,03-0,08 0,03-0, E-421-X4 X ,04-0,08 0,04-0,08 0,04-0,09 0,04-0, E-421-X4 X ,04-0,08 0,04-0,08 0,04-0,09 0,04-0, E-41-X4 X ,04-0, E-41-X4 SP6519 0,04-0,18 0,04-0,16 0,04-0,18-0,04-0,18 0,04-0,18 0,04-0, E-41-X4 MP91M 0,04-0,18 0,04-0, ,04-0,16 0,04-0,16 0,04-0, E-422-X4 X ,06-0,30 0,06-0, ,06-0,14 0,06-0,14 0,06-0,16 0,06-0, E-422-X4 X ,06-0,28 0,06-0, ,06-0,12 0,06-0,12 0,06-0,14 0,06-0, E-422-X4 SP6519 0,06-0,30 0,06-0,25 0,06-0,28 0,03-0,22 0,06-0,25 0,06-0,25 0,06-0, ,06-0,12 0,06-0,12 0,06-0,14 0,06-0, T-X4 X500 0,08-0,33 0,08-0, T-X4 SP6519 0,08-0,32 0,08-0, ,08-0,30 0,08-0,30 0,08-0, T-X4 X500 0,13-0,35 0,13-0,33 0,13-0,35 0,13-0, ,13-0,18 0,13-0,18 0,13-0,20 0,13-0, Nota: HTA = refractarias Para consultar las recomendaciones de velocidad, ver la página

40 7713VR12 Fresas de perfilado / contorneado d 1 H L d 1 L I 1 D VR12CA025Z2R D4008T T15 3,10 D a * VR12CA032Z3R D4008T T15 3,10 Mango cilíndrico VR12-A040Z04R D4010T T15 3, VR12-A040Z05R D4010T T15 3,10 d VR12-A050Z05R D4010T T15 3, VR12-A050Z06R D4010T T15 3, VR12-A052Z05R D4010T T15 3, VR12-A052Z06R D4010T T15 3, VR12-A063Z06R D4010T T15 3, VR12-A063Z07R D4010T T15 3, VR12-A066Z06R D4010T T15 3, VR12-A066Z07R D4010T T15 3, VR12-A080Z08R D4010T T15 3,10 D D = Diámetro efectivo (eje) de línea central de plaquita a línea central de plaquita D a * Da* = Diámetro exterior Amarre montaje en el eje. M D D a * Cabeza modular Productos Dimensiones (mm) Recambios Descripción Da* D Diámetro efectivo 7713VR12 Mango cilíndrico VR12SA025Z2R M12 12, D4008T T15 3, VR12SA032Z3R M16 17, D4008T T15 3, VR12SA040Z4R M16 17, D4008T T15 3, VR12SA040Z5R M16 17, D4008T T15 3,10 Da* = Diámetro exterior L/H l1 d 1 apmáx. N. de dientes Productos Dimensiones (mm) Recambios Descripción Da* D Diámetro efectivo N. de dientes D = Diámetro efectivo (eje) de línea central de plaquita a línea central de plaquita Nota: Para extensiones de amarre cilíndrico en aleaciones de alta densidad con refrigeración interna, ver la página 45. La serie 7713VR12 con cavidad para el bloqueo de rotación garantiza un número preciso de indexaciones por plaquita. Este diseño de alojamiento exclusivo patentado impide que las plaquitas giren en el alojamiento durante el mecanizado con avance pesado y en condiciones inestables. Apriete tornillos Nm Apriete tornillos Nm Profundidad de corte (ap) a p 7713VR12 Información técnica (mm) Productos Dimensiones Descripción Paso planeado Ángulo de rampa Agujero helicoidal mín. - máx. L M d 1 apmáx. ap máx. Revoluciones Helicoidal / lineal máximas VR12CA025Z2R , VR12CA032Z3R , VR12-A040Z04R , VR12-A040Z05R , VR12-A050Z05R , VR12-A050Z06R , VR12-A052Z05R , VR12-A052Z06R , VR12-A063Z06R , VR12-A063Z07R , VR12-A066Z06R , VR12-A066Z07R , VR12-A080Z08R , VR12SA025Z2R , VR12SA032Z3R , VR12SA040Z4R , VR12SA040Z5R , Rampa Aplanado Paso planeado Interpolación helicoidal 38
41 7713VR12 Plaquitas de fresado RPEX RPHT RPMT12-41 RPHT RPHT12-T RPMW12-T Productos Operación y Material Dimensiones (mm) Desbaste Semiacabado Acabado d s Descripción Calidad Profundidad de corte (mm) apmáx. ap mín.-máx. ap mín.-máx. 6,00* 1,00-2,50 0,20-1,00 d (IC) l s r hm mín RPEX1204M0F-701-X4 GH1 12,00 4,76 6,00 0, RPEX1204M0E-701-X4 X ,00-4,76 6,00 0, RPHT1204M0E-421-X4 X500-12,00-4,76 6,00 0, RPHT1204M0E-421-X4 X ,00-4,76 6,00 0, RPMT1204M0E-41-X4 X500-12,00-4,76 6,00 0, RPMT1204M0E-41-X4 SP ,00-4,76 6,00 0, RPMT1204M0E-41-X4 MP91M - 12,00-4,76 6,00 0, RPHT1204M0E-442-X4 X500-12,00-4,76 6,00 0, RPHT1204M0E-442-X4 X700 12,00-4,76 6,00 0, RPHT1204M0E-442-X4 SP ,00-4,76 6,00 0, RPHT1204M0T-X4 X ,00-4,76 6,00 0, RPHT1204M0T-X4 X ,00-4,76 6,00 0, RPHT1204M0T-X4 SP ,00-4,76 6,0 0, RPMW1204M0T-X4 X ,00-4,76 6,00 0, RPMW1204M0T-X4 SP ,00-4,76 6,00 0, RPMW1204M0T-X4 MP91M - 12,00-4,76 6,00 0,13 Selección del producto: 1. a elección 2. a elección 3. a elección Para consultar las descripciones de claves de la guía de materiales, ver la página 46. RPMW1204M0T-X4 se recomienda para materiales con desniveles importantes. * Máx. ap aconsejada = 3,5 mm (en función de la aplicación) Nota: Para las recomendaciones de avance, ver la página 40. Para consultar las recomendaciones de velocidad, ver la página
42 7713VR12 Avances aconsejados 7713VR12 Avances f z (mm/diente) Geometría Calidad Operación Aceros no aleados Aceros aleados Aceros inoxidables Aceros inoxidables refractarios PH Fundición gris Fundición esferoidal/dúctil Fundición maleable Aluminio y aleaciones <16 % Si 116 HBN Aluminio y silicio >16 % Si 92 HBN refractarias base hierro refractarias base cobalto refractarias base níquel refractarias base titanio Aceros endurecidos >1400 N/mm 2 >415 HBN Fundición dúctil bainítica >1400 N/mm 2 >400 HBN F-701-X4 GH ,03-0,12 0,03-0, E-701-X4 X ,03-0,08 0,03-0,08 0,03-0,10 0,03-0, E-421-X4 X ,04-0,20 0,04-0,20 0,04-0,22 0,04-0, E-421-X4 X ,05-0,25 0,04-0, ,04-0,20 0,04-0,20 0,04-0,21 0,04-0, E-41-X4 X500-0,05-0,22 0,05-0, E-41-X4 SP6519 0,05-0,25 0,05-0, ,05-0,25 0,05-0,25 0,05-0, E-41-X4 MP91M 0,05-0,25 0,05-0, ,05-0,25 0,05-0,25 0,05-0, E-442-X4 X ,06-0,40 0,06-0, ,06-0,24 0,06-0,24 0,06-0,24 0,06-0, E-442-X4 X ,06-0,38 0,06-0, ,06-0,23 0,06-0,23 0,06-0,23 0,06-0, E-442-X4 SP6519 0,06-0,45 0,06-0,38 0,06-0,38 0,06-0,31 0,06-0,40 0,06-0,40 0,06-0, ,06-0,23 0,06-0,23 0,06-0,23 0,06-0, RPHT- T-X4 RPHT- T-X4 RPHT- T-X4 X500-0,15-0, X ,15-0, SP6519 0,15-0,45 0,15-0, ,15-0,45 0,15-0,45 0,15-0, RPMW- T-X4 X ,13-0,35 0,13-0, ,13-0,25 0,13-0,25 0,13-0,27 0,13-0, RPMW- T-X4 SP6519 0,13-0,45 0,13-0, ,13-0,45 0,13-0,45 0,13-0, RPMW- T-X4 MP91M 0,13-0, ,13-0,42 0,13-0,42 0,13-0, ,09-0,15 0,09-0,15 Nota: HTA = refractarias Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Para consultar las recomendaciones de velocidad, ver la página
43 7713VR Velocidades aconsejadas Velocidad v c (m/min) Serie 7713VR Refrigeración aconsejada Aconsejado Posible -- + CVD Calidad X PVD Calidad X Resistencia al desgaste Velocidad mín. - máx. PVD Estándar PVD Estándar CVD Estándar Micrograno sin recubrimiento ISO Materiales Q y dureza X500 X700 SP6519 SP4019 MP91M GH1 P Aceros no aleados <600 N/mm 2 <180 HBN <950 N/mm 2 <280 HBN N/mm HBN Aceros N/mm aleados HBN N/mm HBN Austeníticos + ferríticos Aceros Serie 300 inoxidables Martensíticos M Serie Inoxidable PH Refractarios P.H Gris GG-Ft K Fundición Fundición nodular GGG-FGS Maleable GTS - MN/MP N Aluminio y aleaciones < 16 % Si 116 HBN Aluminio y aleaciones Aluminio + silicio > 16 % Si 92 HBN Con base hierro S refractarias Base cobalto Base níquel Base titanio H Materiales duros Aceros endurecidos >1400 N/mm 2 >415 HBN Fundición dúctil bainítica >1400 N/mm 2 >400 HBN
44 7713VR Información técnica 7713VR Información técnica Diámetro efectivo: Fórmula para evaluar el diámetro efectivo correcto a partir de la profundidad de corte axial (a p ). r ap D w = D x r 2 - (r -a p ) 2 D2 D w donde: D w = Diámetro efectivo D 2 = Diámetro de la fresa plaquita de centro a centro r = Radio de plaquita a p = Profundidad de corte axial 7713VR Información técnica Fórmula para obtener la velocidad programada del avance a partir del empañe radial y la profundidad de corte axial. donde: f z = Avance por diente h m = Espesor medio de viruta r = Radio de plaquita a e = Profundidad de corte radial a p = Profundidad de corte axial f z = r 2 - ( r - a e ) 2 r x h m r 2 -( r - a p ) 2 Fórmula para calcular el espesor medio de viruta hm en relación con el empañe radial y la profundidad de corte. r h m = f z x r 2 - ( r - a e ) 2 r x r 2 -( r - a p ) 2 r Fórmulas simplificadas para evaluar hm y fz en función de la profundidad de corte axial o el empañe radial. Cálculo del espesor medio de viruta en relación con la profundidad de corte (axial) Fórmula: Velocidad programada del avance (f z ) f z = h m x d a p h m = Espesor medio de viruta a p = Profundidad de corte f z = Avance por diente d = Diámetro de plaquita Fórmula: Espesor medio de viruta (h m ) h a m = f z x p d Cálculo del espesor medio de viruta en relación con el a e (empañe radial) si a e es inferior al 50 % del diámetro. Fórmula: Velocidad programada del avance (f z ) f z = h m x d a e h m = Espesor medio de viruta a e = Empañe radial f z = Avance por diente d = Diámetro de la fresa Fórmula: Espesor medio de viruta (h m ) h m = f z x a e d 42
45 7713VR10 Información técnica Con plaquitas redondas, el espesor de la viruta varía en función de la profundidad de corte axial y guarda relación con el tamaño de la preparación de la arista de corte. Para optimizar la vida útil de la herramienta, es importante mantener el espesor adecuado de viruta, de acuerdo con los valores que se muestran abajo. Plaquitas RP..10T3.. Geometría de las plaquitas F-701-X4 E-701-X4 E-421-X4 E-41-X4 E-422-X4 RPHT-T-X4 RPMW-T-X4 Tamaño de plaquita ap Profundidad Dimensiones (mm) hm mín. hm máx. de corte axial 10,00 0,25 0,02 0,08 0,13 0,51 10,00 0,50 0,02 0,08 0,09 0,36 10,00 0,75 0,02 0,08 0,07 0,29 10,00 1,00 0,02 0,08 0,06 0,25 10,00 1,25 0,02 0,08 0,06 0,23 10,00 1,50 0,02 0,08 0,05 0,21 10,00 2,00 0,02 0,08 0,04 0,18 10,00 2,50 0,02 0,08 0,04 0,16 10,00 0,25 0,03 0,09 0,19 0,57 10,00 0,50 0,03 0,09 0,13 0,40 10,00 0,75 0,03 0,09 0,11 0,33 10,00 1,00 0,03 0,09 0,09 0,28 10,00 1,25 0,03 0,09 0,08 0,25 10,00 1,50 0,03 0,09 0,08 0,23 10,00 2,00 0,03 0,09 0,07 0,20 10,00 2,50 0,03 0,09 0,06 0,18 10,00 0,25 0,04 0,10 0,25 0,63 10,00 0,50 0,04 0,10 0,18 0,45 10,00 0,75 0,04 0,10 0,15 0,37 10,00 1,00 0,04 0,10 0,13 0,32 10,00 1,25 0,04 0,10 0,11 0,28 10,00 1,50 0,04 0,10 0,10 0,26 10,00 2,00 0,04 0,10 0,09 0,22 10,00 2,50 0,04 0,10 0,08 0,20 10,00 0,25 0,04 0,12 0,25 0,76 10,00 0,50 0,04 0,12 0,18 0,54 10,00 0,75 0,04 0,12 0,15 0,44 10,00 1,00 0,04 0,12 0,13 0,38 10,00 1,25 0,04 0,12 0,11 0,34 10,00 1,50 0,04 0,12 0,10 0,31 10,00 2,00 0,04 0,12 0,09 0,27 10,00 2,50 0,04 0,12 0,08 0,24 10,00 0,25 0,04 0,16 0,25 1,01 10,00 0,50 0,04 0,16 0,18 0,72 10,00 0,75 0,04 0,16 0,15 0,58 10,00 1,00 0,04 0,16 0,13 0,51 10,00 1,25 0,04 0,16 0,11 0,45 10,00 1,50 0,04 0,16 0,10 0,41 10,00 2,00 0,04 0,16 0,09 0,36 10,00 2,50 0,04 0,16 0,08 0,32 10,00 0,25 0,08 0,18 0,51 1,14 10,00 0,50 0,08 0,18 0,36 0,80 10,00 0,75 0,08 0,18 0,29 0,66 10,00 1,00 0,08 0,18 0,25 0,57 10,00 1,25 0,08 0,18 0,23 0,51 10,00 1,50 0,08 0,18 0,21 0,46 10,00 2,00 0,08 0,18 0,18 0,40 10,00 2,50 0,08 0,18 0,16 0,36 10,00 0,25 0,13 0,19 0,82 1,20 10,00 0,50 0,13 0,19 0,58 0,85 10,00 0,75 0,13 0,19 0,47 0,69 10,00 1,00 0,13 0,19 0,41 0,60 10,00 1,25 0,13 0,19 0,37 0,54 10,00 1,50 0,13 0,19 0,34 0,49 10,00 2,00 0,13 0,19 0,29 0,42 10,00 2,50 0,13 0,19 0,26 0,38 fz mín. fz máx. 43
46 7713VR12 Información técnica Con plaquitas redondas, el espesor de la viruta varía en función de la profundidad de corte axial y guarda relación con el tamaño de la preparación de la arista de corte. Para optimizar la vida útil de la herramienta, es importante mantener el espesor adecuado de viruta, de acuerdo con los valores que se muestran abajo. Plaquitas RP Geometría de las plaquitas F-701-X4 E-701-X4 E-421-X4 E-41-X4 E-442-X4 RPHT-T-X4 RPMW-T-X4 Tamaño de plaquita ap Profundidad Dimensiones (mm) hm mín. hm máx. de corte axial 12,00 0,25 0,02 0,11 0,14 0,76 12,00 0,50 0,02 0,11 0,10 0,54 12,00 1,00 0,02 0,11 0,07 0,38 12,00 1,50 0,02 0,11 0,06 0,31 12,00 2,00 0,02 0,11 0,05 0,27 12,00 2,50 0,02 0,11 0,04 0,24 12,00 3,00 0,02 0,11 0,04 0,22 12,00 3,50 0,02 0,11 0,04 0,20 12,00 0,25 0,03 0,12 0,21 0,83 12,00 0,50 0,03 0,12 0,15 0,59 12,00 1,00 0,03 0,12 0,10 0,42 12,00 1,50 0,03 0,12 0,08 0,34 12,00 2,00 0,03 0,12 0,07 0,29 12,00 2,50 0,03 0,12 0,07 0,26 12,00 3,00 0,03 0,12 0,06 0,24 12,00 3,50 0,03 0,12 0,06 0,22 12,00 0,25 0,04 0,14 0,28 0,97 12,00 0,50 0,04 0,14 0,20 0,69 12,00 1,00 0,04 0,14 0,14 0,48 12,00 1,50 0,04 0,14 0,11 0,40 12,00 2,00 0,04 0,14 0,10 0,34 12,00 2,50 0,04 0,14 0,09 0,31 12,00 3,00 0,04 0,14 0,08 0,28 12,00 3,50 0,04 0,14 0,07 0,26 12,00 0,25 0,05 0,16 0,35 1,11 12,00 0,50 0,05 0,16 0,24 0,78 12,00 1,00 0,05 0,16 0,00 0,55 12,00 1,50 0,05 0,16 0,14 0,45 12,00 2,00 0,05 0,16 0,12 0,39 12,00 2,50 0,05 0,16 0,11 0,35 12,00 3,00 0,05 0,16 0,10 0,32 12,00 3,50 0,05 0,16 0,09 0,30 12,00 0,25 0,06 0,20 0,42 1,39 12,00 0,50 0,06 0,20 0,29 0,98 12,00 1,00 0,06 0,20 0,21 0,69 12,00 1,50 0,06 0,20 0,17 0,57 12,00 2,00 0,06 0,20 0,15 0,49 12,00 2,50 0,06 0,20 0,13 0,44 12,00 3,00 0,06 0,20 0,12 0,40 12,00 3,50 0,06 0,20 0,11 0,37 12,00 0,25 0,10 0,21 0,69 1,45 12,00 0,50 0,10 0,21 0,49 1,03 12,00 1,00 0,10 0,21 0,35 0,73 12,00 1,50 0,10 0,21 0,28 0,59 12,00 2,00 0,10 0,21 0,24 0,51 12,00 2,50 0,10 0,21 0,22 0,46 12,00 3,00 0,10 0,21 0,20 0,42 12,00 3,50 0,10 0,21 0,19 0,39 12,00 0,25 0,13 0,22 0,90 1,52 12,00 0,50 0,13 0,22 0,64 1,08 12,00 1,00 0,13 0,22 0, ,00 1,50 0,13 0,22 0, ,00 2,00 0,13 0,22 0, ,00 2,50 0,13 0,22 0, ,00 3,00 0,13 0,22 0, ,00 3,50 0,13 0,22 0, fz mín. fz máx. 44
47 Extensiones de amarre cilíndrico para cabezas modulares Aleación de tungsteno antivibraciones con refrigeración interna D 2 Productos Dimensiones (mm) Descripción L L1 D 2 D D1 M L L 1 D 1 D Extensión de mango M-13-M8-CA ,50 M M-13-M8-CA ,50 M M-13-M8-CA ,50 M M-13-M8-CA ,50 M M-18-M10-CA ,50 M M-18-M10-CA ,50 M M-18-M10-CA ,50 M M-18-M10-CA ,50 M M-21-M12-CA ,50 M M-21-M12-CA ,50 M M-21-M12-CA ,50 M M-21-M12-CA ,50 M M-21-M12-CA ,50 M M-29-M16-CA ,00 M M-29-M16-CA ,00 M M-29-M16-CA ,00 M M-29-M16-CA ,00 M16 Nota: Ejemplo de pedido con amarre cilíndrico: M-13-M8-CA Las extensiones de amarre cilíndrico pueden usarse con todas las cabezas modulares presentes en varias series de familias de productos de este catálogo. Estas extensiones están provistas de roscas ISO conforme al estándar de la industria. Asesoramiento técnico M Adaptador modular 13 Diámetro delantero del mango modular (D) M8 Rosca ISO (M) CA16 Diámetro de amarre cilíndrico 16 mm con refrigeración interna 90 Longitud total del cuerpo 45
48 Geometrías de la familia 77 Geometrías de la familia P P K Esta geometría está especialmente diseñada para operaciones de desbaste pesado y es la primera elección para aceros y hierro fundición. -41 K Esta geometría utilitaria de uso general posee una acción de corte positivo y una arista de corte reforzada para desbaste medio y aplicaciones de semiacabado P P M M K S Esta geometría positiva posee un ángulo de viruta de 11º y una preparación de arista E para aplicaciones de desbaste y semiacabado en materiales difíciles de mecanizar P P M M K S Esta NUEVA geometría positiva de desbaste y semiacabado posee un ángulo de viruta de 11º y una preparación de arista E para minimizar la presión debida a la formación de viruta. -42 M M Esta geometría de desbaste y semiacabado de uso general posee una inclinación positiva y bisel para crear una arista de corte fuerte diseñada para resistir fuerzas de corte elevadas y cortes interrumpidos M M Esta geometría muy positiva posee rectificación periférica de gran precisión para un control preciso de la arista de corte. Para operaciones de semiacabado y acabado. S Herramienta -701 M M N Esta geometría extremadamente positiva de rectificado de precisión está especialmente indicada para el acabado de una amplia variedad de materiales a velocidades de avance bajas, y ofrece un excelente rendimiento al mecanizar componentes de paredes delgadas VR VRD VR VR12 S Guía de materiales Clave para las plaquitas aconsejadas Código ISO de materiales Aceros no Aceros Aceros Aluminio y P P M M PH inoxidable K Fundición N S H aleados aleados inoxidables aleaciones refractarias Materiales duros 46
49 Calidades de la familia 77 Calidades de la familia 77 Herramienta GH1 MP91M SP4019 SP6519 X500 X VR VRD VR VR12 GH1 N Micrograno, sin recubrimiento Esta calidad de micrograno funciona adecuadamente con o sin refrigeración con presión de corte baja a velocidades altas debido a su arista de corte viva. SP6519 P P M M K S Tipo de recubrimiento: PVD, TiAlN Esta calidad ofrece una combinación de un sustrato resistente y una nueva generación de recubrimiento supernano TiAlN, lo que hace que apenas tenga tensión residual y que sea extremadamente dura para ofrecer un rendimiento inigualable. MP91M K Tipo de recubrimiento: CVD, TiN-MT-TiCN-Al2O3 Gracias a su recubrimiento de óxido de aluminio, esta calidad se indica siempre que las características de resistencia al desgaste son más importantes que la resistencia. SP4019 P P M M S Tipo de recubrimiento: CVD, TiN-TiC-TiN, tecnología X-Grade Alto nivel de resistencia a los golpes; funciona a velocidades de corte bajas-medias; altas tasas de arranque de metal, al tiempo que mantiene una arista de corte segura. S M M S Tipo de recubrimiento: Micrograno de PVD, TiAlN Esta calidad dura está diseñada para operaciones de desbaste ligero y acabado con viruta corta. X500 X700 Tipo de recubrimiento: PVD, TiAlN, tecnología X-Grade Esta combinación de un recubrimiento TiAIN PVD de larga duración y sustrato de metal duro desarrollado de forma específica ofrece una larga vida útil de las herramientas durante tiempos de contacto prolongados de la arista de corte. Guía de materiales Clave para las plaquitas aconsejadas Código ISO de materiales Aceros no Aceros Aceros Aluminio y Materiales P P aleados M M PH inoxidable K Fundición aleados inoxidables N aleaciones S refractarias H duros 47

50 48

51 Fresado de arista larga chevrón (erizo) 5230 Un nuevo estándar de productividad La exclusiva alineación de la plaquita reduce las fuerzas de corte. Cada plaquita posee su propio chorro de refrigerante para una máxima evacuación de la viruta. Empañe continuo para un máximo arranque de material. 49


 Componente: Mamparo Sector: Aeronáutica Calidad plaquita: X500 rpm: 275 Velocidad de corte Vc: 69,0 m/min Avance por diente fz: 0,1")
52 La serie 5230VS: Reduzca el tiempo de mecanizado hasta un 50 % o más Montaje en eje 50 mm mm Desbaste de 90 grados Altas tasas de arranque de metal Gran estabilidad y rigidez Plaquitas cuadradas, cuatro aristas de corte Tres calidades, cuatro geometrías Construcción cilíndrica y de montaje en eje Gamas estándar y largas disponibles Diámetros de corte de 50 mm a 100 mm Tamaños de plaquita de 9,52 mm y 12,70 mm Profundidad de corte de 51 mm a 133 mm Casos reales de 5230 Material: Titanio Fresa: 5230VS12 (fresa de 63 mm) Componente: Tren de aterrizaje Sector: Aeronáutica Calidad plaquita: X500 rpm: 150 Velocidad de corte Vc: 29,7 m/min Avance por diente fz: 0,1 mm/min Velocidad del avance: 60 mm/min Profundidad de corte ap: 50 mm Aumento de la tasa de arranque de metal del 300 %! Material: Titanio 6-4 Fresa: 5230VS12 (fresa de 80 mm) Componente: Mamparo Sector: Aeronáutica Calidad plaquita: X500 rpm: 275 Velocidad de corte Vc: 69,0 m/min Avance por diente fz: 0,1 mm/min Velocidad del avance: 148 mm/min Profundidad de corte ap: 60 mm Asombrosa tasa de arranque de metal de 43 pulg. 3 /min. 50




53 Fresado de arista larga de chevrón (erizo) 5230 Diseñado hasta el último detalle El empañe axial es la clave El diseño avanzado chevrón garantiza que siempre haya un punto de corte en contacto con el material durante la entrada y la salida. Esto aporta una estabilidad armónica óptima, lo que reduce el consumo de energía y maximiza la vida útil de la herramienta. El diseño de perno corto abre el centro para un depósito de refrigerante. Contacto de una sola línea... No hay dos plaquitas en contacto con la pieza en el mismo plano axial, para reducir la vibración y maximizar las velocidades de avance. Acanaladura total y efectiva para obtener un flujo de viruta máximo. Los puertos de refrigerante roscados permiten un bloqueo selectivo para ajustar la presión y el volumen. Depósito de refrigerante para una distribución más homogénea. Cada plaquita posee su propio chorro de refrigerante para una óptima evacuación de la viruta Los alojamientos de no acabado generan la esquina de corte de 90. Pueden utilizarse las mismas plaquitas en todos los alojamientos. Tapón de refrigerante El posicionamiento de la plaquita facilita una penetración y acción de corte uniformes y progresivas, para una larga vida útil de la herramienta. Los alojamientos de acabado ofrecen un acabado de cara de mucha mayor calidad. 51
54 5230VS09 Fresas de arista larga chevrón (erizo) d 1 H a p max Productos Dimensiones (mm) Recambios Descripción D L/H l1 d1 ap máx a p máx Núm. Ranurado* de dientes Núm. de plaquitas 5230VS09 Montaje en el eje VS09-A050Z4R F3508T T15 2, VS09-A050Z4R F3508T T15 2,10 * Nota: No sobrepase la ap máx. aconsejada para ranurado. Apriete tornillos Nm D Las fresas de montaje en el eje se suministran con tornillos para plaquitas, tornillos de control de refrigeración, tapón de refrigerante de acero, arandela de presión Nord y tornillo de montaje. Amarre montaje en el eje. 5230VS09 Piezas de recambio Tornillo de control de refrigeración Fresa Destornillador Tapón de refrigerante de acero Tapón de refrigerante apriete Tornillo Tornillo Ctd. Descripción Nm 5230VS09-A050Z4R SB F3006T T VS09-A050Z4R SB VS09 Valores de par y piezas de recambio Fresa 5230VS09-A050Z4R VS09-A050Z4R80 Arandela de presión Nord Perno de montaje **Valores de par en Nm Descripción Descripción Condiciones normales Condiciones excesivas M ISO x NLW mm SHCS ** Valores de par para pernos de montaje. Las condiciones excesivas se dan cuando se requieren extensiones de largo alcance o cuando se elevan los parámetros de corte hasta valores extremos. 5230VS09 Información técnica (mm) Productos Dimensiones Descripción Paso planeado Ángulo de rampa Agujero helicoidal mín. - máx. ap máx. Revoluciones Helicoidal / lineal máximas VS09-A050Z4R VS09-A050Z4R Aplanado Paso planeado 52
55 5230VS09 Plaquitas de fresado d r SDHT SDHT SDMT09-41 SDMW09-TN Productos Operación y Material Dimensiones (mm) Desbaste Semiacabado Acabado l s Descripción Calidad Profundidad de corte (mm) ap máx.* o ap máx. y ap mín.-máx. ae máx.* ae máx. 15 % D** d (IC) l s r hm mín SDHT09T308EN-422 X500-9,52 9,52 3,97 0,80 0, SDHT09T308EN-422 SP6519-9,52 9,52 3,97 0,80 0, SDHT09T308EN-423 X ,52 9,52 3,97 0,80 0, SDHT09T308EN-423 SP6519-9,52 9,52 3,97 0,80 0, SDMT09T308EN-41 X500-9,52 9,52 3,97 0,80 0, SDMT09T308EN-41 SP6519-9,52 9,52 3,97 0,80 0, SDMT09T308EN-41 MP91M - 9,52 9,52 3,97 0,80 0, SDMW09T308TN X ,52 9,52 3,97 0,80 0, SDMW09T308TN SP ,52 9,52 3,97 0,80 0, SDMW09T308TN MP91M - - 9,52 9,52 3,97 0,80 0,15 Selección del producto: 1. a elección 2. a elección 3. a elección Para consultar las descripciones de claves de la guía de materiales, ver la página 63. *Nota: No sobrepase la a p máx. para ranurado que se indica en el cuerpo de acero en la página 52. *Nota: a p máx. para contorneado solo es posible si a e < 75 % del diámetro. ** Nota: Para semiacabado, el empañe axial a p para ranurado y el empañe radial ae para contorneado deben ser como máx. de un 15 % del diámetro. SDHT09T308EN-423, aconsejada para condiciones inestables. Nota: Para las recomendaciones de avance, ver la página 54. Para consultar las recomendaciones de velocidad, ver la página
56 5230VS09 Avances aconsejados 5230VS09 Avances f z (mm/acanaladura) Geometría Calidad Operación Aceros no aleados Aceros aleados Aceros inoxidables Aceros inoxidables refractarios PH Fundición gris Fundición esferoidal/dúctil Fundición maleable Aluminio y aleaciones <16 % Si 116 HBN Aluminio y silicio >16 % Si 92 HBN refractarias base hierro refractarias base cobalto refractarias base níquel refractarias base titanio Aceros endurecidos >1400 N/mm 2 >415 HBN Fundición dúctil bainítica >1400 N/mm 2 >400 HBN EN-422 EN-422 X500 SP6519 Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Escuadrado / Contorneado - - 0,05-0,13 0,05-0, ,05-0,08 0,05-0,08 0,05-0,10 0,05-0, Ranurado - - 0,04-0,11 0,04-0, ,05-0,07 0,05-0,07 0,05-0,08 0,05-0, Escuadrado / Contorneado - - 0,05-0,12 0,05-0, ,05-0,08 0,05-0,08 0,05-0,10 0,05-0, Ranurado - - 0,04-0,10 0,04-0, ,05-0,07 0,05-0,07 0,05-0,08 0,05-0, EN-423 EN-423 X500 SP6519 Escuadrado / Contorneado Ranurado Escuadrado / Contorneado Ranurado ,05-0, ,05-0,08 0,05-0,08 0,05-0,10 0,05-0, ,05-0, ,05-0,07 0,05-0,07 0,05-0,08 0,05-0, ,05-0,13 0,05-0, ,05-0,08 0,05-0,08 0,05-0,10 0,05-0, ,04-0,10 0,04-0, ,05-0,07 0,05-0,07 0,05-0,08 0,05-0, EN-41 EN-41 EN-41 TN TN TN Escuadrado / 0,05-0,15 0,05-0,14 0,05-0,13-0,05-0,15 0,05-0,15 0,05-0, Contorneado X500 Ranurado 0,05-0,12 0,05-0,11 0,05-0,11-0,05-0,12 0,05-0,12 0,05-0, Escuadrado / 0,05-0,15 0,05-0, ,05-0,15 0,05-0,15 0,05-0, Contorneado SP6519 Ranurado 0,05-0,12 0,05-0, ,05-0,12 0,05-0,12 0,05-0, Escuadrado / 0,05-0,13 0,05-0, ,05-0,15 0,05-0,15 0,05-0, Contorneado MP91M Ranurado 0,05-0,11 0,05-0, ,05-0,12 0,05-0,12 0,05-0, X500 SP6519 MP91M Escuadrado / Contorneado Ranurado Escuadrado / Contorneado Ranurado Escuadrado / Contorneado Ranurado 0,15-0,18 0,15-0, ,15-0,18 0,15-0, ,15-0,18 0,15-0,18 0,15-0, Nota: HTA = refractarias Nota: Las velocidades de avance de más arriba se calculan en función de la línea central. Para consultar las recomendaciones de velocidad, ver la página
57 5230VS09 Velocidades aconsejadas Velocidad v c (m/min) Serie 5230VS Refrigeración aconsejada Aconsejado Posible -- + CVD Calidad X Resistencia al desgaste Velocidad mín. - máx. PVD Estándar CVD Estándar ISO Materiales Q y dureza X500 SP6519 MP91M P N Aceros no aleados Aluminio y aleaciones <600 N/mm 2 <180 HBN <950 N/mm 2 <280 HBN Aluminio y aleaciones < 16 % Si 116 HBN Aluminio + silicio > 16 % Si 92 HBN N/mm HBN Aceros N/mm aleados HBN N/mm HBN Austeníticos + ferríticos Aceros Serie 300 inoxidables Martensíticos M Serie Inoxidable PH Refractarios P.H Gris GG-Ft K Fundición Fundición nodular GGG-FGS Maleable GTS - MN/MP Con base hierro S refractarias Base cobalto Base níquel Base titanio H Materiales duros Aceros endurecidos >1400 N/mm 2 >415 HBN Fundición dúctil bainítica >1400 N/mm 2 >400 HBN 55
58 5230VS12 Fresas de arista larga chevrón (erizo) d 1 H D a p max Productos Dimensiones (mm) Recambios Descripción D L/H l1 d1 ap máx Núm. de plaquitas 5230VS12 Montaje en el eje VS12-A063Z4R F4011T T20 3, VS12-A063Z4R F4011T T20 3, VS12-A080Z5R F4011T T20 3, VS12-A080Z5R F4011T T20 3, VS12-A100Z6R F4011T T20 3, VS12-A100Z6R F4011T T20 3,10 * Nota: No sobrepase la ap máx. aconsejada para ranurado. Apriete tornillos Nm Amarre montaje en el eje. Las fresas de montaje en el eje se suministran con tornillos para plaquita, tornillos de control de refrigeración, tapón de refrigerante de acero, arandela de presión Nord y tornillo de montaje. 5230VS12 Piezas de recambio Fresa Tornillo de control de refrigeración Destornillador Tapón de refrigerante de acero Apriete del tapón de refrigerante Tornillo Tornillo Ctd. Descripción Nm 5230VS12-A063Z4R SB VS12-A063Z4R SB VS12-A080Z5R SB F3006T T9 5230VS12-A080Z5R SB VS12-A100Z6R SB VS12-A100Z6R SB VS12 Valores de par y piezas de recambio Fresa 5230VS12-A063Z4R VS12-A063Z4R VS12-A080Z5R VS12-A080Z5R VS12-A100Z6R VS12-A100Z6R133 Arandela de presión Nord Perno de montaje **Valores de par en Nm Descripción Descripción Condiciones normales Condiciones excesivas NLW M ISO x 30mm SHCS NLW-12SP M16-2 ISO x 40mm SHCS NLW-16SP M ISO x 50mm SHCS ** Valores de par para pernos de montaje. Las condiciones excesivas se dan cuando se requieren extensiones de largo alcance o cuando se elevan los parámetros de corte hasta valores extremos. 5230VS12 Información técnica (mm) Productos Dimensiones Descripción Paso planeado Ángulo de rampa Agujero helicoidal mín. - máx. ap máx Núm. de Ranurado* acanaladuras ap máx. Revoluciones Helicoidal / lineal máximas VS12-A063Z4R VS12-A063Z4R VS12-A080Z5R VS12-A080Z5R VS12-A100Z6R VS12-A100Z6R Aplanado Paso planeado 56

59 5230VS12 Plaquitas de fresado d r SDHT SDHT SDMT12-41 SDMW12 Productos Operación y Material Dimensiones (mm) Desbaste Semiacabado Acabado l s Descripción Calidad Profundidad de corte (mm) ap máx.* o ap máx. y ap mín.-máx. ae máx.* ae máx. 15 % D** d (IC) l s r hm mín SDHT120412EN-422 X500-12,70 12,70 4,76 1,20 0, SDHT120412EN-422 SP ,70 12,70 4,76 1,20 0, SDHT120412EN-423 X ,70 12,70 4,76 1,20 0, SDHT120412EN-423 SP ,70 12,70 4,76 1,20 0, SDMT120412EN-41 X500-12,70 12,70 4,76 1,20 0, SDMT120412EN-41 SP ,70 12,70 4,76 1,20 0, SDMT120412EN-41 MP91M - 12,70 12,70 4,76 1,20 0, SDMW120412TN X ,70 12,70 4,76 1,20 0, SDMW120412TN SP ,70 12,70 4,76 1,20 0, SDMW120412TN MP91M ,70 12,70 4,76 1,20 0,15 Selección del producto: 1. a elección 2. a elección 3. a elección Para consultar las descripciones de claves de la guía de materiales, ver la página 63. *Nota: No sobrepase la a p máx. para ranurado que se indica en el cuerpo de acero en la página 56. *Nota: a p máx. para contorneado solo es posible si a e < 75 % del diámetro. ** Nota: Para semiacabado, el empañe axial a p para ranurado y el empañe radial ae para contorneado deben ser como máx. de un 15 % del diámetro. SDHT120412EN-423, aconsejada para condiciones inestables. Nota: Para las recomendaciones de avance, ver la página 58. Para las recomendaciones de velocidad, ver la página
60 5230VS12 Avances aconsejados 5230VS12 Avances f z (mm/acanaladura) Geometría Calidad Operación Aceros no aleados Aceros aleados Aceros inoxidables Aceros inoxidables refractarios PH Fundición gris Fundición esferoidal/dúctil Fundición maleable Aluminio y aleaciones <16 % Si 116 HBN Aluminio y silicio >16 % Si 92 HBN refractarias base hierro refractarias base cobalto refractarias base níquel refractarias base titanio Aceros endurecidos >1400 N/mm 2 >415 HBN Fundición dúctil bainítica >1400 N/mm 2 >400 HBN EN-422 EN-422 X500 SP6519 Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Escuadrado / Contorneado - - 0,05-0,15 0,05-0, ,05-0,10 0,05-0,10 0,05-0,11 0,05-0, Ranurado - - 0,05-0,12 0,05-0, ,05-0,09 0,05-0,09 0,05-0,09 0,05-0, Escuadrado / Contorneado - - 0,05-0,15 0,05-0, ,05-0,10 0,05-0,10 0,05-0,11 0,05-0, Ranurado - - 0,05-0,12 0,05-0, ,05-0,09 0,05-0,09 0,05-0,09 0,05-0, EN-423 EN-423 X500 SP6519 Escuadrado / Contorneado Ranurado Escuadrado / Contorneado Ranurado ,05-0, ,05-0,10 0,05-0,10 0,05-0,11 0,05-0, ,05-0, ,05-0,09 0,05-0,09 0,05-0,09 0,05-0, ,05-0,15 0,05-0, ,05-0,10 0,05-0,10 0,05-0,11 0,05-0, ,05-0,12 0,05-0, ,05-0,09 0,05-0,09 0,05-0,09 0,05-0, EN-41 EN-41 EN-41 TN TN TN Escuadrado / 0,05-0,17 0,05-0,16 0,05-0,15-0,05-0,17 0,05-0,17 0,05-0, Contorneado X500 Ranurado 0,05-0,14 0,05-0,13 0,05-0,12-0,05-0,14 0,05-0,14 0,05-0, Escuadrado / 0,05-0,17 0,05-0, ,05-0,17 0,05-0,17 0,05-0, Contorneado SP6519 Ranurado 0,05-0,14 0,05-0, ,05-0,14 0,05-0,14 0,05-0, Escuadrado / 0,05-0,17 0,05-0, ,05-0,17 0,05-0,17 0,05-0, Contorneado MP91M Ranurado 0,05-0,14 0,05-0, ,05-0,14 0,05-0,14 0,05-0, X500 SP6519 MP91M Escuadrado / Contorneado Ranurado Escuadrado / Contorneado Ranurado Escuadrado / Contorneado Ranurado 0,15-0,20 0,15-0, ,15-0,20 0,15-0, ,15-0,20 0,15-0,20 0,15-0, Nota: HTA = refractarias Nota: Las velocidades de avance de más arriba se calculan en función de la línea central. Para las recomendaciones de velocidad, ver la página
61 5230VS12 Velocidades aconsejadas Velocidad v c (m/min) Serie 5230VS Refrigeración aconsejada Aconsejado Posible -- + CVD Calidad X Resistencia al desgaste Velocidad mín. - máx. PVD Estándar CVD Estándar ISO Materiales Q y dureza X500 SP6519 MP91M P N Aceros no aleados Aluminio y aleaciones <600 N/mm 2 <180 HBN <950 N/mm 2 <280 HBN Aluminio y aleaciones < 16 % Si 116 HBN Aluminio + silicio > 16 % Si 92 HBN N/mm HBN Aceros N/mm aleados HBN N/mm HBN Austeníticos + ferríticos Aceros Serie 300 inoxidables Martensíticos M Serie Inoxidable PH Refractarios P.H Gris GG-Ft K Fundición Fundición nodular GGG-FGS Maleable GTS - MN/MP Con base hierro S refractarias Base cobalto Base níquel Base titanio H Materiales duros Aceros endurecidos >1400 N/mm 2 >415 HBN Fundición dúctil bainítica >1400 N/mm 2 >400 HBN 59
 f z = h m x d a e h m = Espesor medio de viruta a e = Empañe radial f z = Avance por diente d = Diámetro de la fresa Fórmula: Espesor medio de viruta")
 a coeficiente e % a e (mm) a coeficiente e % a e (mm) coeficiente 5 2,50 2,30 5 3,15 2,30 5 4,00 2,30 5 5,00 2,30 10 5,00 1,66 10 6,30 1,66 10 8,00 1,66 10 10,00 1,66 15 7,5 1,40 15 9,45 1,40 15")
 = 10 % del diámetro de la fresa.")


62 Serie 5230VS Información técnica Cálculo del espesor medio de viruta en relación con el ae (empañe radial) si ae es inferior al 50 % del diámetro. Fórmula: Velocidad programada del avance (f z ) f z = h m x d a e h m = Espesor medio de viruta a e = Empañe radial f z = Avance por diente d = Diámetro de la fresa Fórmula: Espesor medio de viruta (h m ) h m = f z x a e d h m Tabla de coeficientes de corrección Fresa Ø 50 mm Fresa Ø 63 mm Fresa Ø 80 mm Fresa Ø 100 mm Factor de Factor de Factor de Factor de a e % a e (mm) a coeficiente e % a e (mm) a coeficiente e % a e (mm) a coeficiente e % a e (mm) coeficiente 5 2,50 2,30 5 3,15 2,30 5 4,00 2,30 5 5,00 2, ,00 1, ,30 1, ,00 1, ,00 1, ,5 1, ,45 1, ,00 1, ,00 1, ,00 1, ,60 1, ,00 1, ,00 1, ,50 1, ,75 1, ,00 1, ,00 1, ,50 1, ,05 1, ,00 1, ,00 1, ,00-50,00 1, ,50-63,00 1, ,00-80,00 1, ,00-100,00 1,00 Ejemplo: Fresa de 50 mm de diámetro con un empañe radial de 5,00 mm (a e ) = 10 % del diámetro de la fresa. Con 10 %, el coeficiente es 1,66 (ver tabla superior); por lo tanto, para corregir el avance para el contorneado debe multiplicarse la velocidad del avance por 1,66. La tabla superior muestra el factor multiplicador para la velocidad del avance, obtenido a partir del porcentaje de empañe radial del diámetro de la fresa. Los alojamientos de acabado se identifican mediante una W grabada en la cara del cuerpo. 0.6 Los alojamientos definen la diferencia entre las plaquitas de acabado y de no acabado. Nota: El diámetro real de la fresa se mide en los alojamientos de no acabado. 0,15 0,13 La serie de fresas 5230VS está diseñada con alojamientos de acabado que ofrecen un acabado de cara de mayor calidad. Los alojamientos de no acabado generan la esquina de corte de 90. Pueden utilizarse las mismas plaquitas en todos los alojamientos. Los alojamientos de no acabado se fijan en posiciones atrasadas y perpendiculares al eje, para obtener un ángulo de ataque de 90 grados real. La posición de los alojamientos de acabado se encuentra adelantada y con ángulo, para permitir el refrentado. Diámetro de la herramienta (mm) N.` de plaquitas de acabado



63 Serie 5230VS Información técnica 5230VS09 y VS12, instrucciones de instalación para fresas de montaje en eje NOTA: Todas las fresas chevrón erizo de montaje en eje 5230VS09 y VS12 se suministran montadas con perno de montaje, arandela de presión Nord y tapón de refrigerante de acero. Siga las instrucciones inferiores para desmontar la fresa, conectarla a un adaptador de fresa modular y volver a montar el tapón de refrigerante. Es muy importante utilizar el par adecuado al volver a montar la fresa con el perno de montaje, la arandela de presión Nord y el tapón de refrigerante. Ejemplo de fresa: Tipo de amarre 5230VS12-A063Z4R94 TAPÓN DE REFRIGERANTE SB-3230 ARANDELA DE PRESIÓN NORD NLW-.375 CUERPO DE LA FRESA 5230VS12-A063Z4R94 Cerrar estriaciones Abrir estriaciones TORNILLO DE MONTAJE M ISO 30 MM SHCS VUELVA A ENCAJAR EL TAPÓN DE REFRIGERANTE, COMPROBANDO QUE LA ARANDELA DE PRESIÓN NORD ESTÉ EN SU SITIO, Y MONTE EL CONJUNTO COMO MUESTRA LA FIGURA, CON LUBRICANTE. 1. Extraiga el tapón de refrigerante. 2. Encaje el cuerpo de la fresa en el adaptador de fresa modular y fíjelo usando el perno de montaje suministrado con la fresa. 3. Vuelva a encajar el tapón de refrigerante, comprobando que la arandela de presión Nord esté presente y en la ubicación correcta en la parte inferior del tapón de refrigerante. Puede usarse una pequeña cantidad de lubricante para mantener en su lugar la arandela de presión Nord. 5. Nota: Si la profundidad de corte axial (a p ) es inferior a la máxima a p de la fresa, pueden usarse los tornillos F3006T de control de refrigeración, suministrados por separado, para bloquear los agujeros de refrigeración y aumentar la entrada de refrigeración a la parte delantera de la fresa. Si utiliza estos tornillos, fíjelos con Loctite o un producto similar. 61
64 5230VS Información técnica Valores de par para pernos de montaje Las condiciones excesivas se dan cuando se requieren extensiones de largo alcance o cuando se elevan los parámetros de corte hasta valores extremos. 5230VS09 Detalle 1 Detalle 2 Fresa Descripción del perno de montaje **Valores de par en Nm para el perno de montaje Condiciones normales Condiciones excesivas Descripción del tapón de refrigerante Apriete del tapón de refrigerante Nm 5230VS09-A050Z4R VS09-A050Z4R80 M ISO x 30mm SHCS SB-3413 SB VS12 Detalle 1 Detalle 2 Fresa Descripción del perno de montaje **Valores de par en Nm para el perno de montaje Condiciones normales Condiciones excesivas Descripción del tapón de refrigerante Apriete del tapón de refrigerante Nm 5230VS12-A063Z4R VS12-A063Z4R VS12-A080Z5R VS12-A080Z5R VS12-A100Z6R VS12-A100Z6R133 M ISO x 30mm SHCS M16-2 ISO x 40mm SHCS M ISO x 50mm SHCS SB-3229 SB-3230 SB-3231 SB-3232 SB-3233 SB Llaves Allen para perno de montaje M12 = Llave hexagonal Tamaño 10 M16 = Llave hexagonal Tamaño 14 M20 = Llave hexagonal Tamaño
65 Geometrías 5230 Calidades P P K Esta geometría utilitaria de uso general posee una acción de corte positivo y una arista de corte reforzada para desbaste medio y aplicaciones de semiacabado M M Esta geometría positiva posee un ángulo de viruta de 11º y una preparación de arista "E" para aplicaciones de desbaste y semiacabado en materiales difíciles de mecanizar. X500 M S K S Tipo de recubrimiento: CVD, TiN-TiC-TiN, tecnología X-Grade Alto nivel de resistencia a los golpes; funciona a velocidades de corte bajas-medias; altas tasas de arranque de metal, al tiempo que mantiene una arista de corte segura. MP91M Tipo de recubrimiento: CVD, TiN-MT-TiCN-Al2O3 Gracias a su recubrimiento de óxido de aluminio, esta calidad se indica siempre que las características de resistencia al desgaste son más importantes que la resistencia TN P S Geometría muy positiva con un ángulo primario menor y un pequeño redondeo controlado para reducir las presiones de corte, seguido por un ángulo secundario más alto para permitir el corte libre de la viruta sin rozar la cara de inclinación de la plaquita. El flujo de viruta comprime la viruta para una evacuación fácil. P K Esta geometría es un diseño de parte superior aplanada con una robusta preparación de arista en bisel que evita el desportillado en condiciones inestables. Tiene una menor preparación de arista, lo que reduce el consumo de energía de la máquina. SP6519 P P M M S Tipo de recubrimiento: PVD, TiAlN Esta calidad ofrece una combinación de un sustrato resistente y una nueva generación de recubrimiento supernano TiAlN, lo que hace que apenas tenga tensión residual y que sea extremadamente dura para ofrecer un rendimiento inigualable. Guía de materiales Clave para las plaquitas aconsejadas Código ISO de materiales Aceros no Aceros Aceros Aluminio y Materiales P P aleados M M PH inoxidable K Fundición aleados inoxidables N aleaciones S refractarias H duros 63

66 64

67 Perfilado/Contorneado de punta esférica 5505 Perfilado/Contorneado de aceros blandos a superaleaciones refractarias 65

68 Fresas de punta esférica de última generación 5505VX Weldon 20 mm 50 mm Diseño reforzado para un mecanizado pesado. Alto volumen de corte de viruta. Excelente control y evacuación de la viruta. Cilíndrica 16 mm 32 mm Modular 16 mm 32 mm Las fresas de punta esférica 5505VX son ideales para el desbaste y el semiacabado de perfiles y contornos complejos de acero, aceros aleados, acero inoxidable, aleaciones refractarias y hierro fundición. Una calidad y una geometría para todo Diseño de plaquita helicoidal y fijación rígida para incrementar la velocidad y el avance La plaquita de arista doble es indexable para un menor inventario Ranurado a radio completo Caso real Material: Acero inoxidable 403 Fresa: 5505VX (fresa de 25 mm) Componente: Lama de turbina Sector: Producción de energía Calidad plaquita: SP6519 rpm: 2293 Velocidad de corte Vc: 183 m/min Avance por diente fz: 0,28 mm Velocidad del avance: 1285 mm/min Profundidad de corte ap: 3,18 mm Aumento del 40 % de la productividad 66









69 Fresas para perfilar de punta esférica 5505 Fresas de punta esférica pesadas 5505VX El sistema modular absorbe las vibraciones bajo relaciones de longitud/diámetro elevadas. Diseño helicoidal de la plaquita para una mayor velocidad y un mayor avance. Tornillo de retención axial para mayor seguridad. Una sola geometría de plaquita para todos los materiales. La plaquita con rectificado periférico genera un tamaño de radio perfecto desde la parte superior hasta el centro sin faceta durante el ranurado. Plaquitas gruesas y fuertes ideales para desbaste de medio a pesado. Plaquita indexable de arista doble. 67

70 5505VX Fresas de punta esférica d 1 Productos Recambios L I 1 D Mango Weldon d 1 L Descripción D L/H l1 d 1 ap máx N. de dientes 5505VX Mango Weldon VX20WA020R FP3007T TP8 1, VX25WA025R D4010T T15 3, VX25WA025R D4010T T15 3, VX32WA032R D5013T T20 6, VX32WA032R D5013T T20 6, VX40WA040R D6014T T20 10, VX40WA040R D6014T T20 10, VX50WA050R F8017S KH , VX50WA050R F8017S KH , VX Mango cilíndrico VX16CA20/016R FP3006T TP8 1, VX20CA25/020R FP3007T TP8 1, VX25CA025R D4010T T15 3, VX25CA32/025R D4010T T15 3, VX32CA032R D5013T T20 6,00 Apriete tornillos Nm I 1 D Mango cilíndrico M Productos Recambios d 1 L D Cabeza modular Descripción D L/H M d 1 ap máx N. de dientes 5505VX Cabezas modulares VX16SA016R M FP3006T TP8 1, VX20SA020R M FP3007T TP8 1, VX25SA025R M D4010T T15 3, VX32SA032R M D5013T T20 6,00 Apriete tornillos Nm a p Profundidad de corte (ap) 68
71 5505VX Fresas de punta esférica 5505VX Información técnica Productos Descripción Paso planeado Ángulo de rampa Dimensiones Agujero helicoidal mín. - máx. ap máx. Revoluciones Helicoidal / lineal máximas VX20WA020R VX25WA025R VX25WA025R VX32WA032R VX32WA032R VX40WA040R VX40WA040R VX50WA050R VX50WA050R VX16CA20/016R VX20CA25/020R VX25CA025R VX25CA32/025R VX32CA032R VX16SA016R VX20SA020R VX25SA025R VX32SA032R Rampa 69
 l s r hm mín 030737 XPNT16/160308.R-F SP6519-7,40 17,40 3,18 8,00 0,04 030743 XPNT20/20T306.")
72 5505VX Plaquitas de fresado y avances aconsejados XPNT-F Productos Descripción Calidad Desbaste Semiacabado Acabado Profundidad de corte (mm) ap máx.* ae / ap máx. ae / ap máx. 10 % del diámetro de la fresa - d (IC) l s r hm mín XPNT16/ R-F SP6519-7,40 17,40 3,18 8,00 0, XPNT20/20T306.R-F SP6519-9,00 20,85 3,97 10,00 0, XPNT25/ R-F SP ,00 26,00 4,76 12,50 0, XPNT32/ R-F SP ,10 33,40 6,35 16,00 0, XPNT40/40T716.R-F SP ,00 41,84 7,95 20,00 0, XPNT50/50T716.R-F SP ,25 52,86 7,95 25,00 0,04 Selección del producto: 1. a elección 2. a elección 3. a elección Para consultar las descripciones de claves de la guía de materiales, ver la página 73. *Nota: la apap Diámetro de herramienta 5505VX Avances f z (mm/diente) Geometría Calidad Operación Aceros no aleados 16 R-F SP6519 0,06-0,15 0,06-0,13 0,04-0,11 0,04-0,10 0,06-0,15 0,06-0,15 0,06-0, ,04-0,08 0,04-0,08 0,04-0,08 0,04-0, R-F SP6519 0,06-0,17 0,06-0,15 0,04-0,13 0,04-0,12 0,06-0,17 0,06-0,17 0,06-0, ,04-0,10 0,04-0,10 0,04-0,10 0,04-0, R-F SP6519 0,06-0,20 0,06-0,18 0,04-0,16 0,04-0,15 0,06-0,20 0,06-0,20 0,06-0, ,04-0,13 0,04-0,13 0,04-0,13 0,04-0, R-F SP6519 0,06-0,22 0,06-0,20 0,04-0,18 0,04-0,17 0,06-0,22 0,06-0,22 0,06-0, ,04-0,15 0,04-0,15 0,04-0,15 0,04-0, R-F SP6519 0,06-0,24 0,06-0,22 0,04-0,20 0,04-0,19 0,06-0,24 0,06-0,24 0,06-0, ,04-0,17 0,04-0,17 0,04-0,17 0,04-0, R-F SP6519 0,06-0,27 0,06-0,25 0,04-0,23 0,04-0,22 0,06-0,27 0,06-0,27 0,06-0, ,04-0,20 0,04-0,20 0,04-0,20 0,04-0, Nota: HTA = refractarias Aceros aleados Aceros inoxidables Aceros inoxidables refractarios PH Fundición gris Fundición esferoidal/dúctil Fundición maleable Aluminio y aleaciones <16 % Si 116 HBN Aluminio y silicio >16 % Si 92 HBN refractarias base hierro refractarias base cobalto refractarias base níquel refractarias base titanio Aceros endurecidos >1400 N/mm 2 >415 HBN Fundición dúctil bainítica >1400 N/mm 2 >400 HBN Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. Mín. - máx. 70
73 5505VX Velocidades aconsejadas Velocidad v c (m/min) Serie 5505VX Refrigeración aconsejada Aconsejado Posible Velocidad mín. - máx. PVD Estándar ISO Materiales Q y dureza SP6519 P N Aceros no aleados Aluminio y aleaciones <600 N/mm 2 <180 HBN <950 N/mm 2 <280 HBN Aluminio y aleaciones < 16 % Si 116 HBN Aluminio + silicio > 16 % Si 92 HBN N/mm HBN Aceros N/mm aleados HBN N/mm HBN Austeníticos + ferríticos Aceros Serie 300 inoxidables Martensíticos M Serie Inoxidable PH Refractarios P.H K Fundición Gris GG-Ft Fundición nodular GGG-FGS Maleable GTS - MN/MP Con base hierro S refractarias Base cobalto Base níquel Base titanio H Materiales duros Aceros endurecidos >1400 N/mm 2 >415 HBN Fundición dúctil bainítica >1400 N/mm 2 >400 HBN 71



74 5505VX Información técnica 5505VX Información técnica Diámetro efectivo: D e p r ap donde: D e r = Radio de la fresa a p = Profundidad de corte axial De 5505VX Información técnica donde: f z h m r a e = Profundidad de corte radial a p = Profundidad de corte axial Espesor medio de viruta: m m = f x r e r Para hallar la velocidad de avance programada: f x r p r m f = r e x r r p r No intente extraer este tornillo. Este tornillo está pegado al cuerpo a fin de mantener las plaquitas en la posición correcta. 72


75 Caso real Material: Titanio 6-4 Componente: Cuerpo de válvula Sector: Petróleo y gas Fresa: 5505VX (fresa de 25 mm) Calidad plaquita: SP6519 rpm: 1469 Velocidad de corte Vc: 115 m/min Avance por diente fz: 0,135 mm Velocidad del avance: 395,3 mm/min Profundidad de corte ap: 1,5 mm Productividad de la interpolación helicoidal dos veces mayor Geometría de punta esférica -F P P M M K S Esta geometría es una plaquita de desbaste de punta esférica completamente rectificada para el desbaste y semiacabado de toda clase de materiales, con la excepción del aluminio. Esta geometría está diseñada con surcos para viruta, para así ofrecer un mejor control de la misma. Calidad de punta esférica SP6519 P P M M K S Tipo de recubrimiento: PVD, TiAlN La combinación de un sustrato resistente y de un recubrimiento supernano TiAlN de última generación elimina casi por completo la tensión residual en este nuevo recubrimiento PVD de extrema dureza para garantizar un rendimiento inigualable. Utilizado principalmente en aceros inoxidables, aleaciones refractarias y titanio en condiciones estables. Puede usarse también en acero, aceros aleados y hierro fundición. Guía de materiales Clave para las plaquitas aconsejadas Código ISO de materiales Aceros no Aceros Aceros Aluminio y P P aleados M M PH inoxidable K Fundición aleados inoxidables N aleaciones S refractarias H Materiales duros 73
76 Extensiones de amarre cilíndrico para cabezas modulares Aleación de tungsteno antivibraciones con refrigeración interna D 2 Productos Dimensiones (mm) Descripción L L1 D 2 D D1 M L L 1 D 1 D Extensión de mango M-13-M8-CA ,50 M M-13-M8-CA ,50 M M-13-M8-CA ,50 M M-13-M8-CA ,50 M M-18-M10-CA ,50 M M-18-M10-CA ,50 M M-18-M10-CA ,50 M M-18-M10-CA ,50 M M-21-M12-CA ,50 M M-21-M12-CA ,50 M M-21-M12-CA ,50 M M-21-M12-CA ,50 M M-21-M12-CA ,50 M M-29-M16-CA ,00 M M-29-M16-CA ,00 M M-29-M16-CA ,00 M M-29-M16-CA ,00 M16 Nota: Ejemplo de pedido con amarre cilíndrico: M-13-M8-CA Las extensiones de amarre cilíndrico pueden usarse con todas las cabezas modulares presentes en varias series de familias de productos de este catálogo. Estas extensiones están provistas de roscas ISO conforme al estándar de la industria. Asesoramiento técnico M Adaptador modular 13 Diámetro delantero del mango modular (D) M8 Rosca ISO (M) CA16 Diámetro de amarre cilíndrico 16 mm con refrigeración interna 90 Longitud total del cuerpo 74

77 Fresado de contorneado/ vaciado patentado 5720: Aluminio El mecanizado de aluminio de altísima velocidad llevado a su máximo nivel 75


78 Fresas de aluminio de alta velocidad de la gama patentada hasta rpm Cilíndrica 25 mm 32 mm Montaje en eje 40 mm 80 mm Arranque elevadísimo de metal para adecuarse a su operación Diseñada especialmente para el mecanizado de alojamientos y perfiles en aluminio y aleaciones de aluminio. La 5720 está diseñada, fabricada y probada conforme a la EN ISO 15641:2001 para garantizar la máxima estabilidad en operaciones de alta velocidad. Todas incorporan refrigeración interna para permitir una mejor evacuación de la viruta y lograr mayores velocidades de avance. Los alojamientos están reforzados para permitir un avance pesado y un mecanizado en rampa seguros. Herramientas ideales para el mecanizado de paredes delgadas Están disponibles HSK especiales a petición El amarre cilíndrico y los mangos HSK integrados especiales están equilibrados a G6.3 a RPM para diámetros de hasta 50 mm. Los diámetros superiores a 50 mm se equilibran a G6.3 a RPM. Plaquitas 5720: Hay disponibles 12 radios diferentes, cada uno con la misma profundidad de corte de 16 mm Modular 25 mm 32 mm 76


79 Fresado de contorneado/vaciado 5720: Aluminio Fresas de aluminio de altísima velocidad de la gama patentada 5720 Amarre cilíndrico diseñado y equilibrado a G6.3 a RPM Capaz de funcionar a regímenes de hasta rpm Acanaladura diseñada para una máxima evacuación de la viruta Herramienta ideal para el mecanizado de paredes delgadas Refrigeración interna para una máxima evacuación de la viruta Permite el alojamiento de plaquitas de diversos radios sin perder ni un ápice de altura de calibre en la longitud de la fresa Están disponibles 12 radios de plaquitas distintos, cada uno de ellos con una profundidad de corte de 16 mm 77

80 5720VZ16 Fresas para contorneado / vaciado d 1 H L I 1 D Amarre cilíndrico d 1 Productos Dimensiones (mm) Recambios Descripción D L/H l1 d1 ap máx. N. de dientes Gama de radios de plaquita 5720VZ16 Amarre cilíndrico, paso ancho y medio VZ16CA025Z2R Faceta a 6, DP5009A TP20 6, VZ16CA032Z2R Faceta a 6, DP5009A TP20 6, VZ16CA032Z3R Faceta a 6, DP5009A TP20 6, VZ16 Montaje en el eje, paso ancho y medio VZ16-A040Z03R Faceta a 6, DP5009A TP20 6, VZ16-A050Z03R Faceta a 6, DP5009A TP20 6, VZ16-A050Z04R Faceta a 6, DP5009A TP20 6, VZ16-A063Z05R Faceta a 6, DP5009A TP20 6, VZ16-A063Z04R Faceta a 6, DP5009A TP20 6, VZ16-A080Z04R Faceta a 6, DP5009A TP20 6, VZ16-A080Z05R Faceta a 6, DP5009A TP20 6,00 * Para garantizar la máxima seguridad, es imprescindible cambiar el tornillo cada vez que se cambia la plaquita. Deben usarse una llave dinamométrica y el valor de par adecuado. Para consultar la información correcta de par, ver arriba. Apriete tornillos Nm* D Amarre montaje en el eje. d 1 M Productos Dimensiones (mm) Recambios Descripción D L/H M d1 ap máx. N. de dientes Gama de radios de plaquita 5720VZ16 Cabezas modulares, paso ancho y medio VZ16SA025Z2R M12 12, Faceta a 6, DP5009A TP20 6, VZ16SA032Z2R M Faceta a 6, DP5009A TP20 6, VZ16SA032Z3R M Faceta a 6, DP5009A TP20 6,00 Apriete tornillos Nm* L * Para garantizar la máxima seguridad, es imprescindible cambiar el tornillo cada vez que se cambia la plaquita. Deben usarse una llave dinamométrica y el valor de par adecuado. Para consultar la información correcta de par, ver arriba. Nota: Para extensiones de amarre cilíndrico en aleaciones de alta densidad con refrigeración interna, ver la página 74. D Cabeza modular a p Profundidad de corte (ap) 78
81 5720VZ16 Fresas para contorneado / vaciado 5720VZ Información técnica (mm) Productos Descripción Paso planeado Ángulo de rampa Dimensiones Agujero helicoidal mín. - máx. lineal máximas VZ16CA025Z2R * 29,5 48,0 4, VZ16CA032Z2R * 43,5 62,0 4, VZ16CA032Z3R * 43,5 62,0 4, VZ16-A040Z3R * 59,5 78,0 4, VZ16-A050Z03R * 79,5 98,0 4, VZ16-A050Z4R * 79,5 98,0 4, VZ16-A063Z05R * 105,5 124,0 4, VZ16-A063Z4R * 105,5 124,0 4, VZ16-A080Z04R * 139,5 158,0 4, VZ16-A080Z05R * 139,5 158,0 4, VZ16SA025Z2R * 29,5 48,0 4, VZ16SA032Z2R * 43,5 62,0 4, VZ16SA032Z3R * 43,5 62,0 4, * El máx. ángulo de rampa para la plaquita se calcula con la faceta ap máx. Helicoidal / Revoluciones Rampa Aplanado Paso planeado Interpolación helicoidal Encontrará los diferentes ángulos de rampa para todos los radios de plaquita disponibles en la información técnica de la página 81. Profundidad de corte radial de 0,20 mm hasta diámetro total de la fresa. Estas herramientas se han diseñado, fabricado y probado conforme a la norma EN ISO 15641:2001. Estas herramientas se almacenan sin chip electrónico. Nota: Si se utiliza una plaquita con radio, el paso planeado para la fresa 5702VZ es igual al diámetro de corte (D) menos 2 x el radio escogido. Los amarres cilíndricos o mangos HSK especiales integrados están diseñados y equilibrados a G6.3 a rpm para diámetros de 50 mm e inferiores. Los diámetros superiores a 50 mm se equilibran a G6.3 a rpm. Cuando se alcanzan o superan las 8000 rpm y las herramientas de amarre cilíndrico están montadas en un portaherramientas de amarre por contracción o cualquier otro portaherramientas, el cabezal de fresa, las plaquitas y El Las fresas de montaje en eje y las cabezas modulares no están equilibradas. Cuando se alcanzan o superan mínimo de G6.3. Los valores adicionales de par y equilibrado se indican en las páginas del apartado técnico
 ap máx. ap mín.-máx. ap mín.-máx. 16* 1,00-5,00 0,20-1,00 d (IC) l s r hm mín.")
82 5720VZ16 Plaquitas de fresado, avances y velocidades aconsejados ZDET l Productos Operación y Material Dimensiones (mm) Desbaste Semiacabado Acabado d r s Descripción Calidad Profundidad de corte (mm) ap máx. ap mín.-máx. ap mín.-máx. 16* 1,00-5,00 0,20-1,00 d (IC) l s r hm mín ZDET16M5PDFR-721 GH1 11,30 22,92 5,00 Fase 0, ZDET16M504FR-721 GH1 11,30 22,92 5,00 0,40 0, ZDET16M508FR-721 GH1 11,30 22,92 5,00 0,80 0, ZDET16M512FR-721 GH1 11,30 22,92 5,00 1,20 0, ZDET16M516FR-721 GH1 11,30 22,92 5,00 1,60 0, ZDET16M520FR-721 GH1 11,30 22,92 5,00 2,00 0, ZDET16M525FR-721 GH1 11,30 22,92 5,00 2,50 0, ZDET16M530FR-721 GH1 11,30 22,92 5,00 3,00 0, ZDET16M532FR-721 GH1 11,30 22,92 5,00 3,20 0, ZDET16M540FR-721 GH1 11,30 22,92 5,00 4,00 0, ZDET16M550FR-721 GH1 11,30 22,92 5,00 5,00 0, ZDET16M560FR-721 GH1 11,30 22,92 5,00 6,00 0,02 Selección del producto: 1. a elección 2. a elección 3. a elección Para consultar las descripciones de claves de la guía de materiales, ver la página 84. * Máx. ap posible 16 mm y ae el diámetro total (según cuál sea la aplicación). * Para las operaciones de ranurado con la serie 5720VZ16, consulte las recomendaciones de máxima ap en la página 81. Tamaño 5720VZ Avances f z (mm/diente) Geometría Calidad Operación Aluminio y aleaciones <16 % Si 116 HBN Mín. - máx. Aluminio y silicio >16 % Si 92 HBN Mín. - máx. 14mm FR-721 GH1 Contorneado/ Vaciado 0,02-0,25 0,02-0,20 Velocidad v c (m/min) Serie 5720VZ Refrigeración aconsejada Aconsejado Posible K10-K20/C3 - C2 ISO / ANSI Velocidad mín. - máx. Micrograno sin recubrimiento ISO Materiales Q y dureza GH1 N Aluminio y aleaciones Aluminio y aleaciones < 16 % Si 116 HBN Aluminio + silicio > 16 % Si 92 HBN
 f z = h m x d a e h m = Espesor medio de viruta a e = Empañe radial f z = Avance por diente d = Diámetro de la fresa Fórmula: Espesor medio de viruta")
83 5720VZ16 Información técnica Cálculo del espesor medio de viruta en relación con el a e (empañe radial) si a e es inferior al 50 % del diámetro. Fórmula: Velocidad programada del avance (f z ) f z = h m x d a e h m = Espesor medio de viruta a e = Empañe radial f z = Avance por diente d = Diámetro de la fresa Fórmula: Espesor medio de viruta (h m ) h a m = f z x e d 5720VZ16 Ángulo de rampa Plaquita ZDET16M5 FR-721 (radio mm) Diám. fresa (mm) PDFR a R1,20 R1,60 R2,00 R2,50 R3,00 R3,20 R4,00 R5,00 R6,00 25, , , , , Máx. a p posible ranurado Tabla de máxima a p para ranurado con la serie 5720VZ16 Diámetro (mm) Núm. de plaquitas a p máx. (mm) , , , , , , , , , ,00 Arranque de metal posible Calculado a rpm Diám. fresa Z Qcm 3 /min ap máx. en combinación con: El diámetro de la fresa, la rigidez de la fresa, la rigidez de la máquina y el tamaño de la acanaladura. La tabla superior muestra la capacidad total de arranque de metal (basada en rpm) por diámetro de fresa y número de dientes. Las rpm máximas están grabadas en todos los cuerpos de fresa. 81
84 5702VZD y 5720VZ Información técnica Facilidad de mecanizado por materiales (aluminio) Grupo Designación LÍMITES DE COMPOSICIÓN QUÍMICA (WT%) Facilidad de Facilidad de de la Tratamiento Q mecanizado y v de la aleación mecanizado Operaciones habituales c m/min f z mm/z aleación térmico (Mpa) formación de mín. - máx. máx. Cu Si Fe Mn Mg Zn Cr Ti Pb Bi Al Otros viruta ,50 min - H D A Equipos químicos Al Chapa metálica , ~0.20 Si+Fe1.0max ,00 min - H14 90 D A Tubo corrugado ~ restante - T3 310 A A Productos de máquina ~ ~ ~ ~ resto - T6 430 B A de tornillería Chasis de camión Al-Cu ~ ~ ~ ~ resto - T4 390 B A Estructura de avión ~ ~ ~ resto - T4 465 B A Impulsores de motores de turbina 0, ~ ~ resto Ni1.7~2.3 T B B Cabezales de cilindros de motor de avión ~ ~ ~ resto - A A Al-Mn ~ ~ resto - H D B Utensilios de cocina Equipos químicos ,2 Al-Si ~ ~ ~ resto Ni0.5~1.3 T6 379 B D Pistones , ~ ~ resto - H C A H34 Elementos arquitectónicos. Revestimientos de cable ~ ~ ~ resto - H C A Depósitos a presión soldados Tubos Al-Mg H32 hidráulicos , ~ ~ ~ resto - H C A Equipos de transporte ~ ~ ~ resto - H C A H ~ ~ ~ ~ resto - T6 300 C B Al-Mg-Si Al-Zn ~ ~ resto - T5 200 C B ~ ~ ~ ~ resto - T6 379 C C ~ ~ ~ resto - T6 C C ~ ~ ~ ~ resto - T9 400 B B ~ ~ ~ resto - T6 310 D C ~ ~ resto - T6 241 C B ~ ~ ~ ~ resto - O B A ~ ~ resto Zr0.05~0.25 T5 400 B A ~ ~ ~ resto Zr0.08~0.15 T B A ~ ~ ~ ~ resto - T6 570 B A ~ ~ ~ ~ resto - T6 600 B A ~ ~ ~ ~ resto - T B A Estructuras pesadas Muebles Elementos arquitectónicos. Estructuras pesadas soldadas Oleoductos Disipadores ,2 Estructuras de alta resistencia ,25 Estructura de avión. Bat. Facilidad de mecanizado A EXCELENTE B BUENA A EXCELENTE C BUENA D MALA V c = x D x n / 1000 m/min = mm x rpm D: Diámetro de herramienta, N: rpm, V c : Velocidad de corte, = 3,1416 Seleccione una velocidad de corte dentro de la gama de valores compatible con la capacidad máxima de rotación de la fresa (grabada en el cuerpo) y la estabilidad del husillo. 82
85 5702VZD & 5720VZ Información técnica Recomendaciones para mecanizado de alta velocidad a partir de 8000 rpm. Compruebe el estado del husillo: Excentricidad Equilibrado Embridado de la fijación en tracción Marcado y limpieza Compruebe que la herramienta sea apta para el uso requerido. Las plaquitas deben fijarse de manera positiva en el alojamiento y sujetarse con el tornillo torx suministrado. El tornillo debe apretarse al par correcto indicado en nuestras tablas en las páginas de productos de acero 78. Para mayor seguridad, utilice un nuevo tornillo cada vez. Compruebe el equilibrado de la herramienta montada, incluido el cuerpo de la fresa, las plaquitas y amarre. Antes del inicio, tome nota de las rpm máximas grabadas en la herramienta o en nuestra documentación técnica. Las rpm máximas están vinculadas a un valor de equilibrado preciso. Asegúrese de que se respete el campo de aplicación de la herramienta indicado en nuestra documentación técnica y parámetros tecnológicos: a e (mm) a p (mm) f z (mm/diente) n (rpm) anchura de corte, empañe lateral (radial) Profundidad de corte axial Avance por diente rpm Stellram no asumirá ninguna responsabilidad en caso de uso inadecuado de este producto: Inobservancia de las instrucciones anteriores Máquina sin carcasa Embridado incorrecto de las piezas a mecanizar Ausencia de dispositivo de seguridad en la máquina Cualquier uso inadecuado o fijación incorrecta La rotación óptima se determina en función del estado del husillo. Para trabajar a estas rpm superiores, el husillo debe ser rígido. No debe intentarse reparar la herramienta bajo ninguna circunstancia. El único mantenimiento permitido es el indexado o sustitución de las plaquitas. Utilice un nuevo tornillo cada vez que sustituya una plaquita. Al montar la fresa en un portaherramientas de amarre por contracción, el saliente máximo no debe superar el 10 % del alcance de la herramienta. Código de nomenclatura de fresas: Ejemplo: 5702VZD14CA020R = Familia de productos Stellram V = Fijación por tornillo Z = Forma de la plaquita (paralelogramo) D = Incidencia de la plaquita ISO (D = 15 ) 14 = Longitud de arista de la plaquita (mm) C = Mango recto simple (sin aplanados) A = Herramienta con refrigeración interna 020 = Diámetro de corte (mm) R = Herramienta a mano derecha 58 = Alcance de la herramienta en mm -2 = Valor máximo del radio de plaquita en incrementos de 1/10 mm Esta herramienta solo debe usarse para las siguientes aplicaciones: Planeado, fresado en escuadra, ranurado y vaciado. Amarres cilíndricos y mangos HSK (especiales): 5702VZD14 y 5720VZ16 están diseñadas y equilibradas a G6.3 a rpm para diámetros de 50 mm o inferiores. Los diámetros superiores a 50 mm deben equilibrarse a G6.3 a rpm. Cuando se alcanzan o superan las 8000 rpm, las herramientas de amarre cilíndrico montadas en un portaherramientas de amarre por contracción o cualquier otro portaherramientas de cabezal de fresa + plaquitas + tornillos deben ser inspeccionadas de nuevo como el conjunto a un valor mínimo de G6.3. Fresas de montaje en eje y cabezas modulares: Las fresas de montaje en eje 5720VZ16 y las cabezas modulares no están equilibradas. Cuando se alcanzan o superan las 8000 rpm, estas herramientas deben ser inspeccionadas de nuevo por el Para el equilibrado es necesario retirar material mediante operaciones de taladrado o fresado. Para no debilitar las cabezas modulares, limite estas operaciones evitando altos niveles de rpm. Cada vez que añada una nueva cabeza modular a la misma extensión, equilibre de nuevo el conjunto. Cada vez que instale una nueva fresa de montaje en el eje en el mismo portaherramientas, equilibre de nuevo el conjunto. Apriete la cabeza modular contra la extensión, con lubricante, y aplique el valor de par de: Tamaños de rosca (mm) Valores de par Nm M6 10 M8 30 M10 50 M12 80 M Apriete el perno entre la fresa de montaje en eje y el portaherramientas, con lubricante, y aplique el valor de par de: Tamaños de rosca (mm) Taladro de fresa Tamaño (mm) Valores de par Nm M M M M M M

86 Caso real de 5720 Material: Aluminio 2024 Fresa: 5720VZ (fresa de 32 mm) Componente: Soporte de asiento Sector: Aeronáutica Calidad plaquita: GH1 Velocidad de husillo: rpm Velocidad de corte Vc: 1758 m/min Avance por diente fz: 0,25 mm Velocidad del avance: 8745 mm/min Profundidad de corte: 2,5 mm Resultado: Aumento del 400 % de la productividad Geometría de alta velocidad N Esta geometría extremadamente positiva es muy adecuada para el mecanizado de aleaciones de aluminio, cobre y latón. Esta geometría tiene periferia rectificada con una cara superior inclinada prensada y pulida, lo que reduce las adherencias en la arista. Especialmente indicada para mecanizar componentes de paredes delgadas. Calidad de alta velocidad GH1 N Micrograno, sin recubrimiento Esta calidad de micrograno está diseñada para utilizarse en aleaciones de aluminio, cobre, latón, Kevlar, etc. La calidad GH1 funciona adecuadamente tanto con refrigerante como sin él con presión de corte baja y alta velocidad debido a su arista de corte viva. Guía de materiales Clave para las plaquitas aconsejadas Código ISO de materiales Aceros no Aceros Aceros Aluminio y P P aleados M M PH inoxidable K Fundición aleados inoxidables N aleaciones S refractarias H Materiales duros 84




87 Fresas de alta velocidad para aluminio 5702 Extraordinario rendimiento en fresas de Ø 20 mm 85
88 Fresas de alta velocidad para aluminio de la gama hasta rpm cilíndrica 20 mm Arranque elevadísimo de metal para adecuarse a su operación Diseñada especialmente para el mecanizado de alojamientos y perfiles en aluminio y aleaciones de aluminio. Diseñada, fabricada y probada conforme a la EN ISO 15641:2001 para garantizar la máxima estabilidad en operaciones de alta velocidad. Refrigeración interna de la herramienta para una mejor evacuación de la viruta y mayores velocidades de avance. Los alojamientos están reforzados para permitir un avance pesado y un mecanizado en rampa seguros. Herramientas ideales para el mecanizado de paredes delgadas Amarres HSK especiales disponibles bajo pedido Profundidad de corte de 12 mm Cinco radios disponibles Geometría de rectificación completa -701, ideal para fresado de aluminio de alta velocidad Equilibrado a G6.3 a rpm Caso real de 5702 Material: Aleación de aluminio 7175 Componente: Fuselaje Sector: Aeronáutica Herramienta: 5702VZD (fresa de 20 mm) Calidad plaquita: GH1 Velocidad de corte Vc: 754 m/min Velocidad de husillo: rpm Avance por diente fz: 0,25 mm Velocidad de avance: 6000 mm/min Las plaquitas de precisión proporcionan excelentes resultados en operaciones de mecanizado de paredes delgadas a la vez que brindan acabados superiores 86



89 Fresa de alta velocidad para aluminio 5702 Fresa de precisión y alta velocidad para aluminio 5702 Diseño de amarre cilíndrico y equilibrada a G6.3 a rpm Acanaladura diseñada para una máxima evacuación de la viruta Herramienta ideal para el mecanizado de paredes delgadas Capaz de funcionar a regímenes de hasta rpm Las plaquitas de micrograno sin recubrimiento y de rectificación completa se pueden utilizar tanto mojadas como secas Están disponibles cinco radios de plaquitas distintos, cada uno de ellos con una profundidad de corte de 12 mm Geometría 5702 Calidad N N GH1 Esta geometría extremadamente positiva Micrograno, sin recubrimiento es muy adecuada para el mecanizado Esta calidad de micrograno de aleaciones de aluminio, cobre y latón. está diseñada para utilizarse La geometría -701 posee rectificado en aleaciones de aluminio, cobre, de precisión y ofrece un excelente latón, Kevlar, etc. La calidad GH1 rendimiento en el mecanizado de funciona adecuadamente tanto con componentes de paredes delgadas. refrigerante como sin él con presión de corte baja y alta velocidad debido a su arista de corte viva. Guía de materiales Clave para las plaquitas aconsejadas Código ISO de materiales Aceros no Aceros Aceros Aluminio y Materiales P P aleados M M PH inoxidable K Fundición aleados inoxidables N aleaciones S refractarias H duros 87

90 5702VZD14 Fresas para contorneado / vaciado d 1 L I 1 Productos Dimensiones (mm) Recambios Descripción D L/H l1 d1 ap máx. N. de dientes Gama de radios de plaquita 5702VZD14 Amarre cilíndrico VZD14CA020R < 2, F2505T T7 0, VZD14CA020R ,50 to 4, F2505T T7 0,80 Apriete tornillos Nm* D Amarre cilíndrico * Para garantizar la máxima seguridad, es imprescindible cambiar el tornillo cada vez que se cambia la plaquita. Deben usarse una llave dinamométrica y el valor de par adecuado. Para consultar la información correcta de par, ver arriba. 5702VZD Información técnica (mm) Productos Dimensiones Descripción Planeado Paso Rampa Ángulo Agujero helicoidal mín. - máx. ap máx. Helicoidal / lineal VZD14CA020R * 26,8 38,0 3, VZD14CA020R * 26,8 38,0 3, * El máx. ángulo de rampa para la plaquita se calcula con la faceta Máx. rpm Rampa Aplanado Interpolación helicoidal a p Encontrará los diferentes ángulos de rampa para todos los radios de plaquita disponibles en la información técnica de la página 90. Paso planeado Profundidad de corte radial de 0,20 mm hasta diámetro total de la fresa. Estas herramienta se han diseñado, fabricado y probado conforme a la norma EN ISO 15641:2001. Estas herramientas se almacenan sin chip electrónico. Nota: Si se utiliza una plaquita con radio, el paso planeado para la fresa 5702VZD es igual al diámetro de corte (D) menos 2 x el radio escogido. Los amarres cilíndricos o mangos HSK especiales integrados están diseñados y equilibrados a G6.3 a rpm para diámetros de 50 mm e inferiores. Los diámetros superiores a 50 mm se equilibran a G6.3 a rpm. Cuando se alcanzan o superan las 8000 rpm y las herramientas de amarre cilíndrico están montadas en un portaherramientas de amarre por contracción o cualquier otro portaherramientas, el cabezal de fresa, determinar su equilibrio. Los valores adicionales de par y equilibrado se indican en las páginas del apartado técnico (91). Profundidad de corte (ap) 88
 ap máx. ap mín.-máx. ap mín.-máx. 12* 1,00-4,00 0,20-1,00 d (IC) l s r hm mín.")
91 5702VZD14 Plaquitas de fresado, avances y velocidades aconsejados l ZDCX Productos Operación y Material Dimensiones (mm) Desbaste Semiacabado Acabado d r s Descripción Calidad Profundidad de corte (mm) ap máx. ap mín.-máx. ap mín.-máx. 12* 1,00-4,00 0,20-1,00 d (IC) l s r hm mín ZDCX1403PDFR-701 GH1 7,59 16,83 3,18 Fase 0, ZDCX140320FR-701 GH1 7,59 16,83 3,18 2,0 0, ZDCX140325FR-701 GH1 7,59 16,83 3,18 2,5 0, ZDCX140330FR-701 GH1 7,59 16,83 3,18 3,0 0, ZDCX140340FR-701 GH1 7,59 16,83 3,18 4,0 0,02 Selección del producto: 1. a elección 2. a elección 3. a elección Para consultar las descripciones de claves de la guía de materiales, ver la página 87. * Máx. ap posible 12 mm y ae el diámetro total (según cuál sea la aplicación). * Para las operaciones de ranurado con la serie 5702VZD14, la máxima a p es de 6 mm. Tamaño 5702VZD Avances f z (mm/diente) Geometría Calidad Operación Aluminio y aleaciones <16 % Si 116 HBN Mín. - máx. Aluminio y silicio >16 % Si 92 HBN Mín. - máx. 14mm FR-701 GH1 Contorneado/ Vaciado 0,02-0,25 0,02-0,20 Velocidad v c (m/min) Serie 5702VZD Refrigeración aconsejada Aconsejado Posible K10-K20/C3 - C2 ISO / ANSI Velocidad mín. - máx. Micrograno sin recubrimiento ISO Materiales Q y dureza GH1 N Aluminio y aleaciones Aluminio y aleaciones < 16 % Si 116 HBN Aluminio + silicio > 16 % Si 92 HBN
92 5702VZD14 Información técnica Cálculo del espesor medio de viruta en relación con el a e (empañe radial) si a e es inferior al 50 % del diámetro. Fórmula: Velocidad programada del avance (f z ) f z = h m x d a e h m = Espesor medio de viruta a e = Empañe radial f z = Avance por diente d = Diámetro de la fresa Fórmula: Espesor medio de viruta (h m ) h a m = f z x e d 5702VZD14 Ángulo de rampa Plaquita ZDCX FR-701 (radio mm) Diám. fresa Fase 2,0 mm 2,50 mm 3,00 mm 4,00 mm 20mm Arranque de metal Calculado a rpm Fresa Z Qmáx. - cm 3 /min *Para las operaciones de ranurado con la serie 5702VZD14, la máxima a p es de 6 mm. Estas herramientas están diseñadas, fabricadas, probadas y equilibradas conforme a EN ISO 15641:2001 para una máxima estabilidad en operaciones de alta velocidad. La tabla superior muestra la capacidad total de arranque de metal (basada en rpm) por diámetro de fresa y número de dientes (2). Las rpm máximas están grabadas en todos los cuerpos de fresa. 90
93 5702VZD y 5720VZ Información técnica Facilidad de mecanizado por materiales (aluminio) Grupo Designación LÍMITES DE COMPOSICIÓN QUÍMICA (WT%) Facilidad de Facilidad de de la Tratamiento Q mecanizado y v de la aleación mecanizado Operaciones habituales c m/min f z mm/z aleación térmico (Mpa) formación de mín. - máx. máx. Cu Si Fe Mn Mg Zn Cr Ti Pb Bi Al Otros viruta ,50 min - H D A Equipos químicos Al Chapa metálica , ~0.20 Si+Fe1.0max ,00 min - H14 90 D A Tubo corrugado ~ restante - T3 310 A A Productos de máquina ~ ~ ~ ~ resto - T6 430 B A de tornillería Chasis de camión Al-Cu ~ ~ ~ ~ resto - T4 390 B A Estructura de avión ~ ~ ~ resto - T4 465 B A Impulsores de motores de turbina 0, ~ ~ resto Ni1.7~2.3 T B B Cabezales de cilindros de motor de avión ~ ~ ~ resto - A A Al-Mn ~ ~ resto - H D B Utensilios de cocina Equipos químicos ,2 Al-Si ~ ~ ~ resto Ni0.5~1.3 T6 379 B D Pistones , ~ ~ resto - H C A H34 Elementos arquitectónicos. Revestimientos de cable ~ ~ ~ resto - H C A Depósitos a presión soldados Tubos Al-Mg H32 hidráulicos , ~ ~ ~ resto - H C A Equipos de transporte ~ ~ ~ resto - H C A H ~ ~ ~ ~ resto - T6 300 C B Al-Mg-Si Al-Zn ~ ~ resto - T5 200 C B ~ ~ ~ ~ resto - T6 379 C C ~ ~ ~ resto - T6 C C ~ ~ ~ ~ resto - T9 400 B B ~ ~ ~ resto - T6 310 D C ~ ~ resto - T6 241 C B ~ ~ ~ ~ resto - O B A ~ ~ resto Zr0.05~0.25 T5 400 B A ~ ~ ~ resto Zr0.08~0.15 T B A ~ ~ ~ ~ resto - T6 570 B A ~ ~ ~ ~ resto - T6 600 B A ~ ~ ~ ~ resto - T B A Estructuras pesadas Muebles Elementos arquitectónicos. Estructuras pesadas soldadas Oleoductos Disipadores ,2 Estructuras de alta resistencia ,25 Estructura de avión. Bat. Facilidad de mecanizado A EXCELENTE B BUENA A EXCELENTE C BUENA D MALA V c = x D x n / 1000 m/min = mm x rpm D: Diámetro de herramienta, N: rpm, V c : Velocidad de corte, = 3,1416 Seleccione una velocidad de corte dentro de la gama de valores compatible con la capacidad máxima de rotación de la fresa (grabada en el cuerpo) y la estabilidad del husillo. 91
94 5702VZD & 5720VZ Información técnica Recomendaciones para mecanizado de alta velocidad a partir de 8000 rpm. Compruebe el estado del husillo: Excentricidad Equilibrado Embridado de la fijación en tracción Marcado y limpieza Compruebe que la herramienta sea apta para el uso requerido. Las plaquitas deben fijarse de manera positiva en el alojamiento y sujetarse con el tornillo torx suministrado. El tornillo debe apretarse al par correcto indicado en nuestras tablas en las páginas de productos de acero 88. Para mayor seguridad, utilice un nuevo tornillo cada vez. Compruebe el equilibrado de la herramienta montada, incluido el cuerpo de la fresa, las plaquitas y amarre. Antes del inicio, tome nota de las rpm máximas grabadas en la herramienta o en nuestra documentación técnica. Las rpm máximas están vinculadas a un valor de equilibrado preciso. Asegúrese de que se respete el campo de aplicación de la herramienta indicado en nuestra documentación técnica y parámetros tecnológicos: a e (mm) a p (mm) f z (mm/diente) n (rpm) anchura de corte, empañe lateral (radial) Profundidad de corte axial Avance por diente rpm Stellram no asumirá ninguna responsabilidad en caso de uso inadecuado de este producto: Inobservancia de las instrucciones anteriores Máquina sin carcasa Embridado incorrecto de las piezas a mecanizar Ausencia de dispositivo de seguridad en la máquina Cualquier uso inadecuado o fijación incorrecta La rotación óptima se determina en función del estado del husillo. Para trabajar a estas rpm superiores, el husillo debe ser rígido. No debe intentarse reparar la herramienta bajo ninguna circunstancia. El único mantenimiento permitido es el indexado o sustitución de las plaquitas. Utilice un nuevo tornillo cada vez que sustituya una plaquita. Al montar la fresa en un portaherramientas de amarre por contracción, el saliente máximo no debe superar el 10 % del alcance de la herramienta. Código de nomenclatura de fresas: Ejemplo: 5702VZD14CA020R = Familia de productos Stellram V = Fijación por tornillo Z = Forma de la plaquita (paralelogramo) D = Incidencia de la plaquita ISO (D = 15 ) 14 = Longitud de arista de la plaquita (mm) C = Mango recto simple (sin aplanados) A = Herramienta con refrigeración interna 020 = Diámetro de corte (mm) R = Herramienta a mano derecha 58 = Alcance de la herramienta en mm -2 = Valor máximo del radio de plaquita en incrementos de 1/10 mm Esta herramienta solo debe usarse para las siguientes aplicaciones: Planeado, fresado en escuadra, ranurado y vaciado. Amarres cilíndricos y mangos HSK (especiales): 5702VZD14 y 5720VZ16 están diseñadas y equilibradas a G6.3 a rpm para diámetros de 50 mm o inferiores. Los diámetros superiores a 50 mm deben equilibrarse a G6.3 a rpm. Cuando se alcanzan o superan las 8000 rpm, las herramientas de amarre cilíndrico montadas en un portaherramientas de amarre por contracción o cualquier otro portaherramientas de cabezal de fresa + plaquitas + tornillos deben ser inspeccionadas de nuevo como el conjunto a un valor mínimo de G6.3. Fresas de montaje en eje y cabezas modulares: Las fresas de montaje en eje 5720VZ16 y las cabezas modulares no están equilibradas. Cuando se alcanzan o superan las 8000 rpm, estas herramientas deben ser inspeccionadas de nuevo por el Para el equilibrado es necesario retirar material mediante operaciones de taladrado o fresado. Para no debilitar las cabezas modulares, limite estas operaciones evitando altos niveles de rpm. Cada vez que añada una nueva cabeza modular a la misma extensión, equilibre de nuevo el conjunto. Cada vez que instale una nueva fresa de montaje en el eje en el mismo portaherramientas, equilibre de nuevo el conjunto. Apriete la cabeza modular contra la extensión, con lubricante, y aplique el valor de par de: Tamaños de rosca (mm) Valores de par Nm M6 10 M8 30 M10 50 M12 80 M Apriete el perno entre la fresa de montaje en eje y el portaherramientas, con lubricante, y aplique el valor de par de: Tamaños de rosca (mm) Taladro de fresa Tamaño (mm) Valores de par Nm M M M M M M

95 Seguridad para el corte del metal INSTRUCCIONES DE SEGURIDAD IMPORTANTES Léalas antes de utilizar las herramientas de este catálogo. Peligros de partículas expulsadas y fragmentación: Las operaciones modernas de corte de metal implican elevadas velocidades de corte y husillo y temperaturas y fuerzas de corte altas. Durante las operaciones de corte de metal, es posible que se desprendan virutas metálicas calientes de la pieza de trabajo. Aunque las herramientas de corte se han diseñado y fabricado para aguantar altas fuerzas y temperaturas de corte, en ocasiones se pueden fragmentar, especialmente si están sometidas a una tensión excesiva, golpes fuertes o cualquier otro abuso. Para evitar daños personales: Use siempre un equipo de protección personal adecuado, incluidas gafas de seguridad, cuando utilice máquinas de corte de metal o trabaje cerca de ellas. Asegúrese siempre de que estén instaladas todas las protecciones de la máquina. Peligro de inhalación y de contacto con la piel El rectificado del metal duro u otros materiales de las herramientas de corte avanzados producen polvo o neblinas que contienen partículas metálicas. Si se respira este polvo o neblina, especialmente durante un período prolongado, pueden desarrollarse enfermedades pulmonares permanentes o temporales o empeorar el estado de salud existente. El contacto con este polvo o neblina puede irritar los ojos, la piel y las membranas mucosas y puede hacer que las enfermedades de la piel empeoren. Para evitar daños personales:: Utilice siempre mascarillas de protección para la respiración y gafas de seguridad durante el mecanizado. Controle la ventilación y recoja y elimine adecuadamente el polvo, neblina o sedimentos derivados del mecanizado. Evite el contacto de la piel con el polvo o la neblina. Para obtener más información, lea la Hoja de Datos de Seguridad de Materiales, suministrada por Kennametal y consulte la Normativa de salud e higiene general del sector, parte 1910, título 29 del Código de normativa federal. Estas instrucciones de seguridad son indicaciones generales. Existe una gran cantidad de variables que afectan a las operaciones de mecanizado. Es imposible cubrir todas las situaciones específicas. Es posible que la información técnica incluida en este catálogo y las recomendaciones sobre las prácticas de mecanizado no sean válidas para su operación concreta. Para obtener más información, consulte el folleto Seguridad en corte de metal de Kennametal, disponible de forma gratuita llamando a Kennametal al o por fax al Si tiene preguntas específicas sobre la seguridad del producto y política medioambiental, póngase en contacto con la Oficina corporativa de seguridad y salud medioambiental llamando al o enviando un fax al Kennametal, la K estilizada, Stellram, X-Grade, Rapide son marcas comerciales de Kennametal, Inc. y se utilizan como tales en el presente documento. La ausencia de un producto, nombre de servicio o logotipo en esta lista no constituye ninguna renuncia de los derechos de marca comercial o de propiedad intelectual de Kennametal relativos a dicho nombre o logotipo. Copyright 2014 de Kennametal Inc., Latrobe, PA Reservados todos los derechos. 93
SuperF-UT. Fresas en metal duro con hélice variable
 Fresas en metal duro con hélice variable Ampliación de programa Ediciòn 2011 Fresas en MD con hélice variable Ventajas Hélices variables para aumentar rendimiento y calidad Para un fresado de alto rendimiento
Fresas en metal duro con hélice variable Ampliación de programa Ediciòn 2011 Fresas en MD con hélice variable Ventajas Hélices variables para aumentar rendimiento y calidad Para un fresado de alto rendimiento
SOLUCIONES DE FRESADO DE ALTO RENDIMIENTO
 ERRAMIENTAS Herramientas de corte DE Stellram CORTE SOLUCIONES DE FRESADO DE ALTO RENDIMIENTO Avances patentados para materiales difíciles de mecanizar: Corta más rápido. Corta más tiempo. Corta de forma
ERRAMIENTAS Herramientas de corte DE Stellram CORTE SOLUCIONES DE FRESADO DE ALTO RENDIMIENTO Avances patentados para materiales difíciles de mecanizar: Corta más rápido. Corta más tiempo. Corta de forma
16. Proceso de fresado
 16. Proceso de fresado El proceso de fresado Proceso de arranque de material que se obtiene mediante la traslación de una herramienta multifilo mientras gira alrededor de su eje. Proceso muy extendido,
16. Proceso de fresado El proceso de fresado Proceso de arranque de material que se obtiene mediante la traslación de una herramienta multifilo mientras gira alrededor de su eje. Proceso muy extendido,
Profesor: Richard Ayacura Castillo
 PROCESOS DE FABRICACIÓN FRESADO Profesor: Richard Ayacura Castillo LICEO INDUSTRIAL VICENTE PEREZ ROSALES DEPARTAMENTO DE MECANICA INDUSTRIAL FRESADO 1. Introducción, movimientos. 2. Partes de la fresadora.
PROCESOS DE FABRICACIÓN FRESADO Profesor: Richard Ayacura Castillo LICEO INDUSTRIAL VICENTE PEREZ ROSALES DEPARTAMENTO DE MECANICA INDUSTRIAL FRESADO 1. Introducción, movimientos. 2. Partes de la fresadora.
MaxiMill HFC - Feed matters, fresado con grandes avances
 MaxiMill HFC - Feed matters, fresado con grandes avances 3 Sistema MaxiMill HFC Planeado extremo La solución de CERATIZIT: MaxiMill HFC Gracias a los avances de hasta 3 mm por diente y al paso reducido
MaxiMill HFC - Feed matters, fresado con grandes avances 3 Sistema MaxiMill HFC Planeado extremo La solución de CERATIZIT: MaxiMill HFC Gracias a los avances de hasta 3 mm por diente y al paso reducido
Brocas de metal duro
 Brocas de metal duro La broca innovadora para el sector de la mecánica PLUS8, TECNOLOGíA ALEMANA CON ALMA ITALIANA. Zonas productivas y Centros de investigación y desarrollo en Europa y en Norte América
Brocas de metal duro La broca innovadora para el sector de la mecánica PLUS8, TECNOLOGíA ALEMANA CON ALMA ITALIANA. Zonas productivas y Centros de investigación y desarrollo en Europa y en Norte América
ADMX. Nueva generación de herramientas de fresado con plaquitas ADMX11 / ADEX 11
 ADMX Nueva generación de herramientas de fresado con plaquitas ADMX11 / ADEX 11 Gran amplitud de aplicaciones Mejor calidad de desbaste Mayor vida útil de la herramienta PLAQUITAS Y HERRAMIENTAS PARA FRESADO
ADMX Nueva generación de herramientas de fresado con plaquitas ADMX11 / ADEX 11 Gran amplitud de aplicaciones Mejor calidad de desbaste Mayor vida útil de la herramienta PLAQUITAS Y HERRAMIENTAS PARA FRESADO
MP6100/MP7100/MP9100
 NOVEDADE B208 Nuevas calidades con recubrimiento PVD MP6100/MP7100/MP9100 Nuevas calidades para materiales específicos. Nuevas calidades de PVD para fresado Nuevas calidades con recubrimiento PVD MP6100/MP7100/MP9100
NOVEDADE B208 Nuevas calidades con recubrimiento PVD MP6100/MP7100/MP9100 Nuevas calidades para materiales específicos. Nuevas calidades de PVD para fresado Nuevas calidades con recubrimiento PVD MP6100/MP7100/MP9100
Piense en precisión, Piense en HSS ESCARIADO
 Piense en precisión, Piense en HSS ESCARIADO INDICE HERRAMIENTAS DE ESCARIADO 2 Esquema de un escariador 3 Qué tipo de HSS para el máximo rendimiento? 4 Recubrimientos para el mejor rendimiento 5 Vocabulario
Piense en precisión, Piense en HSS ESCARIADO INDICE HERRAMIENTAS DE ESCARIADO 2 Esquema de un escariador 3 Qué tipo de HSS para el máximo rendimiento? 4 Recubrimientos para el mejor rendimiento 5 Vocabulario
Mecanizado estable con mayor resistencia a las vibraciones
 Fresa de gran eficacia y avance rápido erie MFH erie MFH Mecanizado estable con mayor resistencia a las vibraciones Diámetros de corte a partir de ø 8 mm Reduce el tiempo de ciclo durante aplicaciones
Fresa de gran eficacia y avance rápido erie MFH erie MFH Mecanizado estable con mayor resistencia a las vibraciones Diámetros de corte a partir de ø 8 mm Reduce el tiempo de ciclo durante aplicaciones
CARRERA HACIA UNA MAYOR PRODUCCIÓN
 CARRERA HACIA UA AYOR RODUCCIÓ La serie OTIU está diseñada para ofrecer altos rendimientos con costes reducidos. El nuevo diseño de la arista de corte proporciona un mecanizado sin vibraciones, para una
CARRERA HACIA UA AYOR RODUCCIÓ La serie OTIU está diseñada para ofrecer altos rendimientos con costes reducidos. El nuevo diseño de la arista de corte proporciona un mecanizado sin vibraciones, para una
MFWN MFWN. Placa económica de 6 aristas y doble cara con resistencia superior a la rotura gracias al diseño de aristas gruesas
 Placa de 6 aristas y doble cara Placa económica de 6 aristas y doble cara con resistencia superior a la rotura gracias al diseño de aristas gruesas Corte afilado gracias a las fuerzas de corte reducidas
Placa de 6 aristas y doble cara Placa económica de 6 aristas y doble cara con resistencia superior a la rotura gracias al diseño de aristas gruesas Corte afilado gracias a las fuerzas de corte reducidas
Serie CA3. Metal duro recubierto por CVD para mecanizado muy estable de hierro fundido. Nuevos metales duros recubiertos por CVD para hierro fundido
 Nuevos metales duros recubiertos por CVD para hierro fundido Serie CA3 Serie CA3 Metal duro recubierto por CVD para mecanizado muy estable de hierro fundido La adhesión mejorada del recubrimiento evita
Nuevos metales duros recubiertos por CVD para hierro fundido Serie CA3 Serie CA3 Metal duro recubierto por CVD para mecanizado muy estable de hierro fundido La adhesión mejorada del recubrimiento evita
Nueva Fresa de placa negativa. LNGX 12 y LNGU 16. Cambiamos... Nueva línea de fresado
 ueva Fresa de placa negativa LGX 12 y LGU 16 Cambiamos... ueva línea de fresado Fresas con plaquitas Amplia gama de aplicaciónes de la nueva fresa con plaquitas LGX 12 y LGU 16 LGX 12 y LGU 16 laneado
ueva Fresa de placa negativa LGX 12 y LGU 16 Cambiamos... ueva línea de fresado Fresas con plaquitas Amplia gama de aplicaciónes de la nueva fresa con plaquitas LGX 12 y LGU 16 LGX 12 y LGU 16 laneado
PR005S/PR015S PR005S PR015S. Funcionamiento estable y homogéneo al mecanizar aleaciones termorresistentes. Para mecanizar aleaciones termorresistentes
 Para mecanizar aleaciones termorresistentes PR05S /PR05S Funcionamiento estable y homogéneo al mecanizar aleaciones termorresistentes Las propiedades térmicas mejoradas ayudan a reducir las fracturas súbitas
Para mecanizar aleaciones termorresistentes PR05S /PR05S Funcionamiento estable y homogéneo al mecanizar aleaciones termorresistentes Las propiedades térmicas mejoradas ayudan a reducir las fracturas súbitas
Limas Rotativas CAT 202. Catálogo 202
 CAT 202 Catálogo 202 Índice Limas Rotativas 1/8 (3,18 mm) de vástago 1/4 (6 mm) de vástago 202-13 Forma A 202-14 Forma C Forma D Forma E 202-15 Forma F Forma G Forma H 202-16 Forma L Forma M Forma A+D
CAT 202 Catálogo 202 Índice Limas Rotativas 1/8 (3,18 mm) de vástago 1/4 (6 mm) de vástago 202-13 Forma A 202-14 Forma C Forma D Forma E 202-15 Forma F Forma G Forma H 202-16 Forma L Forma M Forma A+D
EL PROVEEDOR QUE CONFIRMA SU ÉXITO RESUMEN DE NUEVOS PRODUCTOS
 EL PROVEEDOR QUE CONFIRMA SU ÉXITO RESUMEN DE NUEVOS PRODUCTOS 2016-1 MEJORA DE ALTO RENDIMIENTO Se ha logrado mejorar la familia T4, incorporando la plaquita de tamaño 12 (T4-12), cuyas s ya eran realmente
EL PROVEEDOR QUE CONFIRMA SU ÉXITO RESUMEN DE NUEVOS PRODUCTOS 2016-1 MEJORA DE ALTO RENDIMIENTO Se ha logrado mejorar la familia T4, incorporando la plaquita de tamaño 12 (T4-12), cuyas s ya eran realmente
G86 HI-FEED SWEEP-MILL Z=4 TiSiN 4 G86 HI-FEED SWEEP-MILL Z=6 TiSiN 4
 HI-FEED LINE HI-FEED LINE ÍNDICE Serie HI-FEED SWEEP-MILL Referencia Descripción Recubrimiento Página G86 HI-FEED SWEEP-MILL Z=4 TiSiN 4 G86 HI-FEED SWEEP-MILL Z=6 TiSiN 4 Serie HI-FEED FIN-MILL Referencia
HI-FEED LINE HI-FEED LINE ÍNDICE Serie HI-FEED SWEEP-MILL Referencia Descripción Recubrimiento Página G86 HI-FEED SWEEP-MILL Z=4 TiSiN 4 G86 HI-FEED SWEEP-MILL Z=6 TiSiN 4 Serie HI-FEED FIN-MILL Referencia
La Evolución en el Fresado Trocoidal
 New 01/07/2016 Nuevos productos para técnicos de mecanizado La Evolución en el Fresado Trocoidal Las fresas de la serie CircularLine acortan los tiempos de procesamiento y amplian la vida de la herramienta
New 01/07/2016 Nuevos productos para técnicos de mecanizado La Evolución en el Fresado Trocoidal Las fresas de la serie CircularLine acortan los tiempos de procesamiento y amplian la vida de la herramienta
PLANear con seguridad y certeza
 PLANear con seguridad y certeza 937 870 780 938 029 198 GerSwiss INFORMACIÓN DE PRODUCTO PLANWORX IBERICA TECHNOLOGY PLANear con seguridad y certeza P LANWORX, la fresa para planear para aplicaciones de
PLANear con seguridad y certeza 937 870 780 938 029 198 GerSwiss INFORMACIÓN DE PRODUCTO PLANWORX IBERICA TECHNOLOGY PLANear con seguridad y certeza P LANWORX, la fresa para planear para aplicaciones de
Innovaciones de herramientas de taladrado
 Manual del producto Taladrado _ WALTER XTRA TEC INSERT DRILL Innovaciones de herramientas de taladrado WALTER TIGER TEC SILVER: UNA NUEVA FUERZA PARA DESPRENDIMIENTO DE VIRUTA ÍNDICE Taladrado Fresado
Manual del producto Taladrado _ WALTER XTRA TEC INSERT DRILL Innovaciones de herramientas de taladrado WALTER TIGER TEC SILVER: UNA NUEVA FUERZA PARA DESPRENDIMIENTO DE VIRUTA ÍNDICE Taladrado Fresado
Machos de roscar-introducción...s2 S9. Machos de roscar con canal en espiral a izquierdas/punta espiral... T2 T17
 Roscado con macho Machos de roscar-introducción...s2 S9 Machos de roscar con canal en espiral a izquierdas/punta espiral... T2 T17 Machos de roscar con canal en espiral... T18 T42 Machos de roscar con
Roscado con macho Machos de roscar-introducción...s2 S9 Machos de roscar con canal en espiral a izquierdas/punta espiral... T2 T17 Machos de roscar con canal en espiral... T18 T42 Machos de roscar con
Cerámica. Para el mecanizado inteligente y productivo de superaleaciones
 Cerámica Para el mecanizado inteligente y productivo de superaleaciones Mecanizado con cerámica: Aplicaciones Las calidades cerámicas se pueden aplicar a una amplia gama de aplicaciones y materiales; generalmente
Cerámica Para el mecanizado inteligente y productivo de superaleaciones Mecanizado con cerámica: Aplicaciones Las calidades cerámicas se pueden aplicar a una amplia gama de aplicaciones y materiales; generalmente
FRESAS CON PLACAS INTERCAMBIABLES. AQX Herramienta para fresado multifuncional con filo de corte central. Disponible ahora con Ø35!
 FRESAS CO LACAS ITERCABIABLES erramienta para fresado multifuncional con filo central. Disponible ahora con Ø! FRESAS CO LACAS ITERCABIABLES Fresa integral intercambiable para fresado multifuncional Tamaños
FRESAS CO LACAS ITERCABIABLES erramienta para fresado multifuncional con filo central. Disponible ahora con Ø! FRESAS CO LACAS ITERCABIABLES Fresa integral intercambiable para fresado multifuncional Tamaños
MaxiMill HFC - máximo volumen de virutas
 MaxiMill HFC - máximo volumen de virutas ES CERATIZIT - secrets of success Secrets of success CERATIZIT es el aliado para disponer de las soluciones más exigentes de material duro. Los materiales duros
MaxiMill HFC - máximo volumen de virutas ES CERATIZIT - secrets of success Secrets of success CERATIZIT es el aliado para disponer de las soluciones más exigentes de material duro. Los materiales duros
Calidades de las plaquitas
 El metal duro es una aleación de carburo de tungsteno (WC) y cobalto (Co). Pueden también añadirse otros carburos cúbicos como carburo de tántalo (TaC), carburo de Titanio (TiC) y carburo de Niobio (NbC).
El metal duro es una aleación de carburo de tungsteno (WC) y cobalto (Co). Pueden también añadirse otros carburos cúbicos como carburo de tántalo (TaC), carburo de Titanio (TiC) y carburo de Niobio (NbC).
MaxiMill HEC Fresado altamente eficaz
 MaxiMill HEC Fresado altamente eficaz 3 0,60 MaxiMill HEC Ventajas del sistema 8 filos de corte utilizables A B Disposición especial de las plaquitas B A 88 88 R 0,5 45 R 0,5 Filo de corte principal (plaquitas
MaxiMill HEC Fresado altamente eficaz 3 0,60 MaxiMill HEC Ventajas del sistema 8 filos de corte utilizables A B Disposición especial de las plaquitas B A 88 88 R 0,5 45 R 0,5 Filo de corte principal (plaquitas
Brocas de plaquitas intercambiables MaxiDrill HFD
 Brocas de plaquitas intercambiables MaxiDrill HFD ES 3 Características del sistema Fiabilidad de proceso y productividad La nueva broca MaxiDrill HFD fue desarrollada especialmente para el mecanizado de
Brocas de plaquitas intercambiables MaxiDrill HFD ES 3 Características del sistema Fiabilidad de proceso y productividad La nueva broca MaxiDrill HFD fue desarrollada especialmente para el mecanizado de
Nueva generación de fresas integrales de metal duro para fresado en general.
 Nueva serie de fresas con hélices variables SHV, MHV Serie de fresas TAR con control de la vibración Nueva generación de fresas integrales de metal duro para fresado en general. Update2012.04 B199S Nueva
Nueva serie de fresas con hélices variables SHV, MHV Serie de fresas TAR con control de la vibración Nueva generación de fresas integrales de metal duro para fresado en general. Update2012.04 B199S Nueva
Nuestro Programa Productos Servicios
 Nuestro Programa Productos Brocas Machos Fresas Escariadores Avellanadores Herramientas especiales en HSS y MD (según plano facilitado por el cliente o nuestra solución) Servicios Reafilado Recubrimiento
Nuestro Programa Productos Brocas Machos Fresas Escariadores Avellanadores Herramientas especiales en HSS y MD (según plano facilitado por el cliente o nuestra solución) Servicios Reafilado Recubrimiento
Programa básico de taladrado
 Teléfono +49 30 4 09 03-300 Fax Nacional +49 30 40903378 Fax Export +49 30 40903324 info@stock.de Programa básico de taladrado Edición 2011 www.stock.de R. Stock AG Lengeder Str. 29-35 13407 Berlin Germany
Teléfono +49 30 4 09 03-300 Fax Nacional +49 30 40903378 Fax Export +49 30 40903324 info@stock.de Programa básico de taladrado Edición 2011 www.stock.de R. Stock AG Lengeder Str. 29-35 13407 Berlin Germany
VARSHAV S.R.L. NEW. Geometrías de los rompevirutas Insertos intercambiables para sistema ISO de fijación P. Negativos, doble cara
 Geometrías de los rompevirutas Insertos intercambiables para sistema ISO de fijación P Negativos, doble cara 22 Geometría para acabado capaz de crear superfi cies lisas y precisas. Excelente control de
Geometrías de los rompevirutas Insertos intercambiables para sistema ISO de fijación P Negativos, doble cara 22 Geometría para acabado capaz de crear superfi cies lisas y precisas. Excelente control de
Rendimiento más que suficiente La nueva fresa Format GT
 Rendimiento más que suficiente La nueva fresa Format GT Válido hasta 30.09.2019 _00_0001-0016_GT_ES nm, 1 Fresa de alto rendimiento UNIVERSAL A partir de ahora llegará más rápido. La herramienta para el
Rendimiento más que suficiente La nueva fresa Format GT Válido hasta 30.09.2019 _00_0001-0016_GT_ES nm, 1 Fresa de alto rendimiento UNIVERSAL A partir de ahora llegará más rápido. La herramienta para el
La eficacia en el área del HSS
 New Junio 2017 Nuevos productos para técnicos de mecanizado La eficacia en el área del HSS La nueva broca HSS-E-PM UNI reduce la diferencia entre el HSS y el MDI TOTAL TOOLING=CALIDAD x SERVICIO 2 WNT
New Junio 2017 Nuevos productos para técnicos de mecanizado La eficacia en el área del HSS La nueva broca HSS-E-PM UNI reduce la diferencia entre el HSS y el MDI TOTAL TOOLING=CALIDAD x SERVICIO 2 WNT
MaxiMill HFC - Feed matters, fresado con grandes avances
 MaxiMill HFC - Feed matters, fresado con grandes avances CERATIZIT - secrets of success Secrets of success CERATIZIT es el aliado para disponer de las soluciones más exigentes de material duro. Los materiales
MaxiMill HFC - Feed matters, fresado con grandes avances CERATIZIT - secrets of success Secrets of success CERATIZIT es el aliado para disponer de las soluciones más exigentes de material duro. Los materiales
Herramientas De Corte Materiales y Geometrías
 TECNOLOGÍA DE MATERIALES Herramientas De Corte Materiales y Geometrías TECNOLOGÍA INDUSTRIAL I Liceo Industrial Vicente Pérez Rosales Profesor: Richard Ayacura Castillo HERRAMIENTAS DE CORTE Materiales
TECNOLOGÍA DE MATERIALES Herramientas De Corte Materiales y Geometrías TECNOLOGÍA INDUSTRIAL I Liceo Industrial Vicente Pérez Rosales Profesor: Richard Ayacura Castillo HERRAMIENTAS DE CORTE Materiales
ProfileMaster La redefinición del mecanizado. Ampliación del programa
 ProfileMaster La redefinición del mecanizado Ampliación del programa El mecanizado de piezas de revolución complejas Qué herramientas utilizaría Vd. para mecanizar estas piezas? 3 4 El mecanizado con ProfileMaster
ProfileMaster La redefinición del mecanizado Ampliación del programa El mecanizado de piezas de revolución complejas Qué herramientas utilizaría Vd. para mecanizar estas piezas? 3 4 El mecanizado con ProfileMaster
PLACAS TORNEADO US905
 Excelente para el mecanizado de alta precisión de aleaciones termo-resistentes y aleaciones de titanio. Rompevirutas especiales para materiales difíciles de mecanizar. Rango de aplicación para el mecanizado
Excelente para el mecanizado de alta precisión de aleaciones termo-resistentes y aleaciones de titanio. Rompevirutas especiales para materiales difíciles de mecanizar. Rango de aplicación para el mecanizado
Super. Line SUPER-PRECIO SUPER-CALIDAD SUPER-DISPONIBILIDAD 2016 PROGRAMA AMPLIADO EDICIÓN
 Super Line SUPER-PRECIO SUPER-CALIDAD SUPER-DISPONIBILIDAD EDICIÓN 2016 PROGRAMA AMPLIADO Herramientas-Hightech a un precio muy especial Relación precio calidad convincente Calidad destacada Disponibilidad
Super Line SUPER-PRECIO SUPER-CALIDAD SUPER-DISPONIBILIDAD EDICIÓN 2016 PROGRAMA AMPLIADO Herramientas-Hightech a un precio muy especial Relación precio calidad convincente Calidad destacada Disponibilidad
OPTIMIZACION DEL FRESADO
 OPTIMIZACION DEL FRESADO Elección de la fresa y condiciones de corte óptimas Previo análisis del efecto de algunas de las variables del proceso Geometría del corte Tipo de fresado Tipo de fresa Ángulos
OPTIMIZACION DEL FRESADO Elección de la fresa y condiciones de corte óptimas Previo análisis del efecto de algunas de las variables del proceso Geometría del corte Tipo de fresado Tipo de fresa Ángulos
La nueva generación de calidades para fresar. Seis formas nuevas de mejorar la productividad
 La nueva generación de calidades para fresar Seis formas nuevas de mejorar la productividad En un año Sandvik Coromant introduce en la industria tecnología mucho más avanzada que otras compañías en 5 años.
La nueva generación de calidades para fresar Seis formas nuevas de mejorar la productividad En un año Sandvik Coromant introduce en la industria tecnología mucho más avanzada que otras compañías en 5 años.
Nueva generación de herramientas de fresado Sistema DA
 Nueva generación de herramientas de fresado Sistema DA Nova geração de ferramentas de fresado Sistema DA 1 MANGO DE FRESA ENCABADOURO DA FRESA DAM31/DAM32 Filo de corte Ø Aresta de corte Ø 32/25/20/16
Nueva generación de herramientas de fresado Sistema DA Nova geração de ferramentas de fresado Sistema DA 1 MANGO DE FRESA ENCABADOURO DA FRESA DAM31/DAM32 Filo de corte Ø Aresta de corte Ø 32/25/20/16
G A R A N T I A. HERRAMIENTAS CLEVELAND, S. A. de C. V.
 G A R A N T I A HERRAMIENTAS CLEVELAND, S. A. de C. V. Garantiza que los productos vendidos por esta empresa están libres de defectos en materiales y fabricación. La compañía reemplazará o reparará cualquier
G A R A N T I A HERRAMIENTAS CLEVELAND, S. A. de C. V. Garantiza que los productos vendidos por esta empresa están libres de defectos en materiales y fabricación. La compañía reemplazará o reparará cualquier
Gran precisión en la tolerancia para un mecanizado eficaz
 TOOLS NEWS B222S Fresa con placa redonda para materiales difíciles de cortar ARP Gran precisión en la tolerancia para un mecanizado eficaz ARP Fresa con placa redonda para materiales difíciles de cortar
TOOLS NEWS B222S Fresa con placa redonda para materiales difíciles de cortar ARP Gran precisión en la tolerancia para un mecanizado eficaz ARP Fresa con placa redonda para materiales difíciles de cortar
Para distinguir las herramientas entre sí, toman diversas denominaciones que dependen:
 HERRAMIENTAS de TORNEADO HSS y METAL DURO SOLDADO Una herramienta monocortante adecuada para tornear está normalmente constituida por una barrita de sección cuadrada, rectangular o redonda, de acero para
HERRAMIENTAS de TORNEADO HSS y METAL DURO SOLDADO Una herramienta monocortante adecuada para tornear está normalmente constituida por una barrita de sección cuadrada, rectangular o redonda, de acero para
En este mundo acelerado, es necesaria una respuesta rápida a las necesidades del mercado. Como pionero en innovación, Tungaloy es líder en el Mercado
 En este mundo acelerado, es necesaria una respuesta rápida a las necesidades del mercado. Como pionero en innovación, Tungaloy es líder en el Mercado desarrollando geometrías y grados únicos para satisfacer
En este mundo acelerado, es necesaria una respuesta rápida a las necesidades del mercado. Como pionero en innovación, Tungaloy es líder en el Mercado desarrollando geometrías y grados únicos para satisfacer
TECNOLOGÍA DE LAS HERRAMIENTAS DE CORTE
 Este curso está orientado fundamentalmente al mecanizado en tornos, específicamente con aceros de baja aleación. TECNOLOGÍA DE LAS HERRAMIENTAS DE CORTE Cuando hablamos de mecanizado con herramientas de
Este curso está orientado fundamentalmente al mecanizado en tornos, específicamente con aceros de baja aleación. TECNOLOGÍA DE LAS HERRAMIENTAS DE CORTE Cuando hablamos de mecanizado con herramientas de
Info Vista general brocas helicoidales MDI (I) Herramientas de taladrar
 Herramientas de taladrar") Info Vista general brocas helicoidales MDI (I) Marca 0 0 0 0 0 0 0 0 Norma/ Norma de trabajo Norma de trabajo Norma de trabajo Norma de trabajo 6539 6539 6539 6539 5 x D Broca avellanadora Broca avellanadora
Info Vista general brocas helicoidales MDI (I) Marca 0 0 0 0 0 0 0 0 Norma/ Norma de trabajo Norma de trabajo Norma de trabajo Norma de trabajo 6539 6539 6539 6539 5 x D Broca avellanadora Broca avellanadora
LANZAMIENTO DE NUEVO PRODUCTO
 2016.1 LANZAMIENTO DE NUEVO PRODUCTO La seguridad es lo primero La seguridad es nuestra mayor prioridad Salida de emergencia Número de emergencia Equipo de protección Punto de encuentro Alarma La fuerza
2016.1 LANZAMIENTO DE NUEVO PRODUCTO La seguridad es lo primero La seguridad es nuestra mayor prioridad Salida de emergencia Número de emergencia Equipo de protección Punto de encuentro Alarma La fuerza
Nuevos productos
 Nuevos productos 2016.2 ÍNDICE MACHOS DE LAMINACIÓN 4 MACHOS DE ROSCAR DE METAL DURO 16 FRESAS DE METAL DURO 26 AVELLANADORES 35 BROCAS DE CENTRAR 41 BROCAS DE HSS 56 1 MACHOS DE LAMINACIÓN MACHOS DE
Nuevos productos 2016.2 ÍNDICE MACHOS DE LAMINACIÓN 4 MACHOS DE ROSCAR DE METAL DURO 16 FRESAS DE METAL DURO 26 AVELLANADORES 35 BROCAS DE CENTRAR 41 BROCAS DE HSS 56 1 MACHOS DE LAMINACIÓN MACHOS DE
DRA DRA. MagicDrill. Precisión de agujero excelente con un diseño de baja fuerza de corte. Taladro modular de alta eficiencia
 Taladro modular de alta eficiencia DRA MagicDrill DRA Precisión de agujero excelente con un diseño de baja fuerza de corte El grosor óptimo del núcleo limita la deflexión. Rotura de virutas en trozos pequeños
Taladro modular de alta eficiencia DRA MagicDrill DRA Precisión de agujero excelente con un diseño de baja fuerza de corte El grosor óptimo del núcleo limita la deflexión. Rotura de virutas en trozos pequeños
Los nuevos platos FP 140
 Jongen Werkzeugtechnik GmbH & Co. KG Los nuevos platos FP 140 con placa de apoyo La herramienta Fresas diseñadas especialmente para planear casi todos materiales Disponibles con paso de corte estrecho
Jongen Werkzeugtechnik GmbH & Co. KG Los nuevos platos FP 140 con placa de apoyo La herramienta Fresas diseñadas especialmente para planear casi todos materiales Disponibles con paso de corte estrecho
"WORKSHOP OF TECHINAL MACHINING"
 "WORKSHOP OF TECHINAL MACHINING" Jornada Técnica para el aumento de la productividad en el mecanizado Datos técnicos de las herramientas Datos técnicos de las herramientas LA REALIZACIÓN DE LAS PIEZAS
"WORKSHOP OF TECHINAL MACHINING" Jornada Técnica para el aumento de la productividad en el mecanizado Datos técnicos de las herramientas Datos técnicos de las herramientas LA REALIZACIÓN DE LAS PIEZAS
Herramientas PCD y Metal Duro. Industria Metal
 Herramientas PCD y Metal Duro Industria Metal PROMAYHER fue fundada el 9 de Octubre de 2002, tenemos 11 años de experiencia en el mercado de herramientas de precisión. Ofrecemos toda gran gama de innovaciones
Herramientas PCD y Metal Duro Industria Metal PROMAYHER fue fundada el 9 de Octubre de 2002, tenemos 11 años de experiencia en el mercado de herramientas de precisión. Ofrecemos toda gran gama de innovaciones
ConeFit TM : máxima flexibilidad.
 Manual de producto _ EFICACIA EN EL ARRANQUE DE VIRUTA Fresado ConeFit TM : máxima flexibilidad. WALTER PROTOTYP ConeFit : sistema modular de fresado EL SISTEMA DE HERRAMIENTAS Sistema modular de fresas
Manual de producto _ EFICACIA EN EL ARRANQUE DE VIRUTA Fresado ConeFit TM : máxima flexibilidad. WALTER PROTOTYP ConeFit : sistema modular de fresado EL SISTEMA DE HERRAMIENTAS Sistema modular de fresas
FRESAS INTEGRALES DLC. Fresas tipo DLC. Fresas recubiertas DLC Para un mayor rendimiento en el fresado de materiales no férricos
 FRESAS INTEGRALES Fresas tipo Fresas recubiertas Para un mayor rendimiento en el fresado de materiales no férricos FRESAS INTEGRALES Fresas con recubrimiento -MA Fresa para ranurar, longitud media, hélices.
FRESAS INTEGRALES Fresas tipo Fresas recubiertas Para un mayor rendimiento en el fresado de materiales no férricos FRESAS INTEGRALES Fresas con recubrimiento -MA Fresa para ranurar, longitud media, hélices.
Tema VI: Procesos de Mecanizado II. Escuela Politécnica Superior Tecnología Mecánica
 Tema VI: Procesos de Mecanizado II Escuela Politécnica Superior Tecnología Mecánica Índice Proceso de Fresado Introducción Tipos de fresadoras Sujeción de piezas en la fresadora Operaciones de fresado
Tema VI: Procesos de Mecanizado II Escuela Politécnica Superior Tecnología Mecánica Índice Proceso de Fresado Introducción Tipos de fresadoras Sujeción de piezas en la fresadora Operaciones de fresado
EL PODER DE LAS FRESAS GARANT
 EL PODER DE LAS FRESAS GARANT Jornada Técnica para el aumento de la productividad en el mecanizado Índice Sistema de sujeción GARANT ZeroClamp 4-5 Fresa avance elevado GARANT Hi5 6 Fresado Trocoidal 7
EL PODER DE LAS FRESAS GARANT Jornada Técnica para el aumento de la productividad en el mecanizado Índice Sistema de sujeción GARANT ZeroClamp 4-5 Fresa avance elevado GARANT Hi5 6 Fresado Trocoidal 7
novedades Coropak 11.2 Fecha de lanzamiento: 1 de octubre de 2011
 novedades Coropak 11.2 Fecha de lanzamiento: 1 de octubre de 2011 Escanee este código con un teléfono smart y conozca nuestros productos más en profundidad. Con la nueva generación de herramientas con
novedades Coropak 11.2 Fecha de lanzamiento: 1 de octubre de 2011 Escanee este código con un teléfono smart y conozca nuestros productos más en profundidad. Con la nueva generación de herramientas con
MP200S ARM FRESA MULTIFUNCIÓN DE ALTO AVANCE PARA EL MECANIZADO DE MOLDES Y MATRICES
 ARM FRESA MULTIFUNCIÓN DE ALTO AVANCE PARA EL MECANIZADO DE MOLDES Y MATRICES 2017.09 MP200S ARM FRESA MULTIFUNCIÓN DE ALTO AVANCE PARA EL MECANIZADO DE MOLDES Y MATRICES La nueva ARM es una fresa multifunción
ARM FRESA MULTIFUNCIÓN DE ALTO AVANCE PARA EL MECANIZADO DE MOLDES Y MATRICES 2017.09 MP200S ARM FRESA MULTIFUNCIÓN DE ALTO AVANCE PARA EL MECANIZADO DE MOLDES Y MATRICES La nueva ARM es una fresa multifunción
Rompiendo la barrera de lo convencional!
 Rompiendo la barrera de lo convencional! Filo optimizado y geometría de hélice rápida que reduce drásticamente los esfuerzos de corte y aumenta el caudal de evacuación de la viruta Permite una mayor precisión
Rompiendo la barrera de lo convencional! Filo optimizado y geometría de hélice rápida que reduce drásticamente los esfuerzos de corte y aumenta el caudal de evacuación de la viruta Permite una mayor precisión
ASX400 NOVEDADES. Para un fresado escuadrado estable incluso en gran desbaste B023S. Fresas de escuadrar con fijación por tornillo
 NOVEDADES 2014.01 Update B023S Fresas de escuadrar con fijación por tornillo ASX400 Para un fresado escuadrado estable incluso en gran desbaste Disponible con un nueva calidad recubierta Fresas de escuadrar
NOVEDADES 2014.01 Update B023S Fresas de escuadrar con fijación por tornillo ASX400 Para un fresado escuadrado estable incluso en gran desbaste Disponible con un nueva calidad recubierta Fresas de escuadrar
AQUA Drill EX FLAT Series
 Nueva Tecnología de taladrado AQUA Drill EX FLAT Series AQUA Drill EX FLAT Series AQDEXZ AQDEXZR AQDEXZZLS AQDEXZOH3D AQDEXZOH5D SGEZZ BROCA AQUA EX Flat, Estándar, Mango Largo, Refrigeración Interior
Nueva Tecnología de taladrado AQUA Drill EX FLAT Series AQUA Drill EX FLAT Series AQDEXZ AQDEXZR AQDEXZZLS AQDEXZOH3D AQDEXZOH5D SGEZZ BROCA AQUA EX Flat, Estándar, Mango Largo, Refrigeración Interior
Herramienta óptima para mecanizado de acabado
 Ampliación de serie Fresa de punta esferica intercambiable para acabado Fresa con radio intercambiable para acabado Actualización 2.2011 B065S SRF/SRB SUF Fresa intercambiable de gran precisión Herramienta
Ampliación de serie Fresa de punta esferica intercambiable para acabado Fresa con radio intercambiable para acabado Actualización 2.2011 B065S SRF/SRB SUF Fresa intercambiable de gran precisión Herramienta
SIERRA DE CINTA. li««jm Easy-Cut CORTE MULTIUSO Y CONTORNEADO BANCO
 SIERRA DE CINTA 3857 Easy-Cut CORTE MULTIUSO Y CONTORNEADO La Easy-Cut es una nueva generación de Hojas de Sierra de Cinta Multiuso Diseñada para cortar materiales férricos o no, macizos, tubos, perfiles
SIERRA DE CINTA 3857 Easy-Cut CORTE MULTIUSO Y CONTORNEADO La Easy-Cut es una nueva generación de Hojas de Sierra de Cinta Multiuso Diseñada para cortar materiales férricos o no, macizos, tubos, perfiles
VAPDSCB DISEÑO PARA AVELLANADO EN SUPERFICIES PLANAS
 Ampliación dimensiones Brocas Violet de alta precisión para avellanado. 214.1B159S DISEÑO PARA AVELLANADO EN SUPERFICIES PLANAS y Su innovadora geometría garantiza una alta eficiencia en el avellanado.
Ampliación dimensiones Brocas Violet de alta precisión para avellanado. 214.1B159S DISEÑO PARA AVELLANADO EN SUPERFICIES PLANAS y Su innovadora geometría garantiza una alta eficiencia en el avellanado.
herramientas de tornear. placas
 Pautas para la elección de la placa más adecuada 1 Forma: Indica la geometría externa de la placa 2 Incidencia: Indica el ángulo de incidencia del corte 3 Tolerancia: Indica la tolerancia del acabado 4
Pautas para la elección de la placa más adecuada 1 Forma: Indica la geometría externa de la placa 2 Incidencia: Indica el ángulo de incidencia del corte 3 Tolerancia: Indica la tolerancia del acabado 4
Discos sistema COMBICLICK lijado y desbaste
 iscos sistema lijado y desbaste Información general PFER presenta un nuevo sistema de fijación rápida y refrigeración patentado para utilizar con discos de soporte fibra en trabajos de desbaste y lijado.
iscos sistema lijado y desbaste Información general PFER presenta un nuevo sistema de fijación rápida y refrigeración patentado para utilizar con discos de soporte fibra en trabajos de desbaste y lijado.
FRESAS CON PLACAS INTERCAMBIABLES SRF. Fresa de punta esférica con placa para mecanizado de acabado.
 FESAS CON PLACAS INTECAMBIABLES SF Fresa de punta esférica con placa para mecanizado de acabado. Características SF adios del filo de corte Aplicaciones 5, 6, 8, 10, 12.5, 15, 16 Acabado de moldes, copiado
FESAS CON PLACAS INTECAMBIABLES SF Fresa de punta esférica con placa para mecanizado de acabado. Características SF adios del filo de corte Aplicaciones 5, 6, 8, 10, 12.5, 15, 16 Acabado de moldes, copiado
CATÁLOGO 2017 / 2018 HERRAMIENTAS DE PRECISIÓN
 CATÁLOGO 2017 / 2018 HERRAMIENTAS DE PRECISIÓN SOBRE NOSOTROS Iniciamos nuestra actividad en 1985 como taller de afilado para la industria de la madera. En poco tiempo y con la experiencia adquirida, nos
CATÁLOGO 2017 / 2018 HERRAMIENTAS DE PRECISIÓN SOBRE NOSOTROS Iniciamos nuestra actividad en 1985 como taller de afilado para la industria de la madera. En poco tiempo y con la experiencia adquirida, nos
recubrimientos cerin
 tipo de dentados 1 Dentado 1 - Aluminio Particularmente diseñado para trabajar aluminio, magnesio, plástico, goma dura, etc. Permite un elevado rendimiento de la fresa, con gran arranque de material. La
tipo de dentados 1 Dentado 1 - Aluminio Particularmente diseñado para trabajar aluminio, magnesio, plástico, goma dura, etc. Permite un elevado rendimiento de la fresa, con gran arranque de material. La
1.5 ISO 1. Sistema de Codificaición para Insertos de Roscado. Estandar. 1 Tipo de Inserto. 2 Inserto. 3 Tamaño del Inserto. 4 Paso
 Sistema de Codificaición para Insertos de E R 16 1.5 ISO 1 2 3 4 5 1 Tipo de Inserto 2 Inserto 3 Tamaño del Inserto E : Exterior I : Interior R :Inserto a Derecha L : Inserto a Izquierda 11 - IC 6.35 16
Sistema de Codificaición para Insertos de E R 16 1.5 ISO 1 2 3 4 5 1 Tipo de Inserto 2 Inserto 3 Tamaño del Inserto E : Exterior I : Interior R :Inserto a Derecha L : Inserto a Izquierda 11 - IC 6.35 16
Taladrado. Taladrado Introducción... N2 N8. Brocas de metal duro integral...o1 O145. Brocas modulares...p1 P45. Brocas intercambiables...
 Taladrado Taladrado Introducción... N2 N8 Brocas de metal duro integral...o1 O145 Brocas modulares...p1 P45 Brocas intercambiables... Q1 Q40 Acabado de orificios... R1 R25 N1 PRODUCTOS DE TALADRADO Taladrado
Taladrado Taladrado Introducción... N2 N8 Brocas de metal duro integral...o1 O145 Brocas modulares...p1 P45 Brocas intercambiables... Q1 Q40 Acabado de orificios... R1 R25 N1 PRODUCTOS DE TALADRADO Taladrado
HV HX HXD. Rompevirutas básicos. achaflanado para un equilibrio. con margen amplio y gran de corte curvado. entre precisión y fuerza.
 PLACAS TORNEADO Cortes pesados con, una nueva calidad con recubrimiento CVD diseñada en combinación con nuevos para un control de la viruta, precisión y fiabilidad excelentes. PLACAS TORNEADO Sistema de
PLACAS TORNEADO Cortes pesados con, una nueva calidad con recubrimiento CVD diseñada en combinación con nuevos para un control de la viruta, precisión y fiabilidad excelentes. PLACAS TORNEADO Sistema de
Conceptos de CoroMill
 Conceptos de CoroMill CoroMill : Su primera elección Desde su introducción, CoroMill ha definido el horizonte del fresado. Gracias a las características típicas de sus plaquitas de corte ligero, opciones
Conceptos de CoroMill CoroMill : Su primera elección Desde su introducción, CoroMill ha definido el horizonte del fresado. Gracias a las características típicas de sus plaquitas de corte ligero, opciones
ROTATIVAS METAL DURO
 ROTATIVAS METAL DURO FRESAS ROTATIVAS METAL DURO TIPOS DE DENTADO DENTADO ALUMINIO (1) DENTADO DIAMANTE (4) Empleado para trabajar aluminio, plásticos reforzados y otros materiales no férricos. El diseño
ROTATIVAS METAL DURO FRESAS ROTATIVAS METAL DURO TIPOS DE DENTADO DENTADO ALUMINIO (1) DENTADO DIAMANTE (4) Empleado para trabajar aluminio, plásticos reforzados y otros materiales no férricos. El diseño
Think positive with Nikko! ISO
 ositive Inserts series Think positive with Nikko! ISO M K N S SERIES DE LACAS OSITIVAS New FU Chipbreaker Novedad! Rompevirutas FU FU FILO DE CORTE VIVO Acción de corte suave y óptimo acabado superficial
ositive Inserts series Think positive with Nikko! ISO M K N S SERIES DE LACAS OSITIVAS New FU Chipbreaker Novedad! Rompevirutas FU FU FILO DE CORTE VIVO Acción de corte suave y óptimo acabado superficial
HERRAMIENTA CON ASPIRACIÓN INTERNA DE VIRUTA PARA EL MECANIZADO DE MATERIALES COMPUESTOS.
 HERRAMIENTA CON ASPIRACIÓN INTERNA DE VIRUTA PARA EL MECANIZADO DE MATERIALES COMPUESTOS. 05/06/2014 BIEMH: El futuro de la fabricación de materiales compuestos Aspiración interna de viruta Necesidades
HERRAMIENTA CON ASPIRACIÓN INTERNA DE VIRUTA PARA EL MECANIZADO DE MATERIALES COMPUESTOS. 05/06/2014 BIEMH: El futuro de la fabricación de materiales compuestos Aspiración interna de viruta Necesidades
Manguitos para mandril hidráulico ERICKSON HC
 Manguitos para mandril hidráulico ERICKSON HC Aplicación principal Los manguitos de reducción hidráulica ERICKSON se han diseñado especialmente para la sujeción de alta precisión de mangos de herramientas
Manguitos para mandril hidráulico ERICKSON HC Aplicación principal Los manguitos de reducción hidráulica ERICKSON se han diseñado especialmente para la sujeción de alta precisión de mangos de herramientas
MP200S ARM FRESA MULTIFUNCIÓN DE ALTO AVANCE PARA EL MECANIZADO DE MOLDES Y MATRICES
 ARM FRESA MULTIFUNCIÓN DE ALTO AVANCE PARA EL MECANIZADO DE MOLDES Y MATRICES 2018.10 MP200S ARM FRESA MULTIFUNCIÓN DE ALTO AVANCE PARA EL MECANIZADO DE MOLDES Y MATRICES La nueva ARM es una fresa multifunción
ARM FRESA MULTIFUNCIÓN DE ALTO AVANCE PARA EL MECANIZADO DE MOLDES Y MATRICES 2018.10 MP200S ARM FRESA MULTIFUNCIÓN DE ALTO AVANCE PARA EL MECANIZADO DE MOLDES Y MATRICES La nueva ARM es una fresa multifunción
Permite el mecanizado de piezas de paredes finas Amplio campo de aplicación
 Cuchilla de torno Eigenschaften der Características de Rändelverfahren los procedimientos de moleteado mediante fresado Mecanizado de materiales conformables en frío Permite el mecanizado de prácticamente
Cuchilla de torno Eigenschaften der Características de Rändelverfahren los procedimientos de moleteado mediante fresado Mecanizado de materiales conformables en frío Permite el mecanizado de prácticamente
MSS-SX.
 MSS-SX ES MSS-SX 3 Competencia en materia de tronzado y ranurado LAS VENTAJAS EN DETALLE Completitud: componentes para todas las piezas y todos los materiales Flexibilidad: un solo sistema adaptable a
MSS-SX ES MSS-SX 3 Competencia en materia de tronzado y ranurado LAS VENTAJAS EN DETALLE Completitud: componentes para todas las piezas y todos los materiales Flexibilidad: un solo sistema adaptable a
Rectificado de brocas / General
 Rectificado de brocas / General RECTIFICADO DE LA PUNTA DE LA BROCA Para poder producir una punta de broca perfecta, tienen que cumplirse los siguientes puntos: Ángulo de la punta normalizado 118º 1. Ángulo
Rectificado de brocas / General RECTIFICADO DE LA PUNTA DE LA BROCA Para poder producir una punta de broca perfecta, tienen que cumplirse los siguientes puntos: Ángulo de la punta normalizado 118º 1. Ángulo
Discos sistema COMBICLICK con sistema de refigeración y fijación rápida patentado
 iscos sistema COMBICLICK con sistema de refigeración y fijación rápida patentado COOL QUICK COMBICLICK Reducción de la temperatura de la herramienta y la pieza de trabajo Gran arranque de material y larga
iscos sistema COMBICLICK con sistema de refigeración y fijación rápida patentado COOL QUICK COMBICLICK Reducción de la temperatura de la herramienta y la pieza de trabajo Gran arranque de material y larga
RESUMEN DE NUEVOS PRODUCTOS
 RESUMEN DE NUEVOS PRODUCTOS 2014.1 2 SUPERE SUS RETOS En Seco, todas nuestras acciones están enfocadas a ayudarle a afrontar sus actuales y futuros retos. Nuestro equipo trabaja con fabricantes de todos
RESUMEN DE NUEVOS PRODUCTOS 2014.1 2 SUPERE SUS RETOS En Seco, todas nuestras acciones están enfocadas a ayudarle a afrontar sus actuales y futuros retos. Nuestro equipo trabaja con fabricantes de todos
SuperLine EDICIÓN Herramientas de alta tecnología que destacan por su relación-precio-rendimiento Lista de precios Nr. 04.
 EDICIÓN 2008 Nuevo: Mit erweitertem Bohrerprogramm de alta tecnología que destacan por su relación-precio-rendimiento Lista de precios Nr. 04 LA SUPERLINE DE GÜHRING Como denominamos la élite de las herramientas
EDICIÓN 2008 Nuevo: Mit erweitertem Bohrerprogramm de alta tecnología que destacan por su relación-precio-rendimiento Lista de precios Nr. 04 LA SUPERLINE DE GÜHRING Como denominamos la élite de las herramientas
MECANIZADO EN SECO. Taladrado.
 MECANIZADO EN SECO. Taladrado. Mariano Jiménez Calzado Victorino Sandes Villalta Analizando las tendencias actuales de la fabricación por arranque de material, coincidimos en que la evolución del mecanizado
MECANIZADO EN SECO. Taladrado. Mariano Jiménez Calzado Victorino Sandes Villalta Analizando las tendencias actuales de la fabricación por arranque de material, coincidimos en que la evolución del mecanizado
NO ES NECESARIO ELEGIR, NINE9 LO HACE TODO!!
 NO ES NECESARIO ELEGIR, NINE9 LO HACE TODO!! Achaflanado Ranurado Punteado Centrado Avellanado Refrentado Grabado Radio Concavo Torneado Cat. No. 01 NC SPOT DRILLS Fresas de Radio Concavo de Grabado NC
NO ES NECESARIO ELEGIR, NINE9 LO HACE TODO!! Achaflanado Ranurado Punteado Centrado Avellanado Refrentado Grabado Radio Concavo Torneado Cat. No. 01 NC SPOT DRILLS Fresas de Radio Concavo de Grabado NC
Herramientas de taladrar. Herramientas de taladrar
 Brocas helicoidales Broca miniatura Broca de carrocería Avellanadores en espiral (broca escariadora) Broca escalonada Broca de centrado / broca de puntear Broca para agujeros de pasador Broca sacanúcleos
Brocas helicoidales Broca miniatura Broca de carrocería Avellanadores en espiral (broca escariadora) Broca escalonada Broca de centrado / broca de puntear Broca para agujeros de pasador Broca sacanúcleos
FRESAS FUTURO ALUMINIO A-CUT
 FRESAS FUTURO ALUMINIO A-CUT 225740 Fresa FUTURO HPC ALU, ZrN, Ángulo de hélice 45º Z3. Cuello rebajado y corte al centro. Para Aluminios, cobres y no férricos. Gama: ø3 a ø25 225750 225780 225790 225800
FRESAS FUTURO ALUMINIO A-CUT 225740 Fresa FUTURO HPC ALU, ZrN, Ángulo de hélice 45º Z3. Cuello rebajado y corte al centro. Para Aluminios, cobres y no férricos. Gama: ø3 a ø25 225750 225780 225790 225800
Tema 4.- Procesos de Mecanizado. Ingeniería de Sistemas y Automática Fabricación Asistida por Computador
 Tema 4.- Procesos de Mecanizado Torneado (1) Movimiento fundamental de corte: -rotativo -pieza Movimiento fundamental de avance: -rectilíneo (generalmente) -herramienta Cabezal: proporciona el par necesario
Tema 4.- Procesos de Mecanizado Torneado (1) Movimiento fundamental de corte: -rotativo -pieza Movimiento fundamental de avance: -rectilíneo (generalmente) -herramienta Cabezal: proporciona el par necesario
Brocas serie SG. SG Broca HSS sinterizado de alto rendimiento
 Brocas serie SG SG Broca HSS sinterizado de alto rendimiento Broca serie SG Brocas de alto rendimiento HSS sinterizado La combinación del HSS sinterizado y el recubrimiento SG Platina proporciona un aumento
Brocas serie SG SG Broca HSS sinterizado de alto rendimiento Broca serie SG Brocas de alto rendimiento HSS sinterizado La combinación del HSS sinterizado y el recubrimiento SG Platina proporciona un aumento
Productos de taladrado
 roductos de taladrado uestras últimas innovaciones en corte del metal se han diseñado para ofrecer una mayor productividad, una mayor vida de la herramienta y una mayor versatilidad de aplicaciones. BROCA
roductos de taladrado uestras últimas innovaciones en corte del metal se han diseñado para ofrecer una mayor productividad, una mayor vida de la herramienta y una mayor versatilidad de aplicaciones. BROCA
Maquinado es un proceso de manufactura en el que una herramienta de corte se utiliza para remover el exceso de material de una pieza de forma que el
 Maquinado es un proceso de manufactura en el que una herramienta de corte se utiliza para remover el exceso de material de una pieza de forma que el material que quede tenga la forma deseada. La acción
Maquinado es un proceso de manufactura en el que una herramienta de corte se utiliza para remover el exceso de material de una pieza de forma que el material que quede tenga la forma deseada. La acción
Precisión de agujero excelente con un diseño de baja fuerza de corte
 Taladro modular de alta eficiencia DRA MagicDrill DRA Precisión de agujero excelente con un diseño de baja fuerza de corte El grosor óptimo del núcleo reduce la deflexión. Rotura de virutas en trozos pequeños
Taladro modular de alta eficiencia DRA MagicDrill DRA Precisión de agujero excelente con un diseño de baja fuerza de corte El grosor óptimo del núcleo reduce la deflexión. Rotura de virutas en trozos pequeños