UNIVERSIDAD NACIONAL DE INGENIERÍA
|
|
|
- Esther Aguirre Reyes
- hace 7 años
- Vistas:
Transcripción

1 UNIVERSIDAD NACIONAL DE INGENIERÍA FACULTAD DE INGENIERÍA MECÁNICA EL ANÁLISIS DE CONFIABILIDAD COMO HERRAMIENTA PARA OPTIMIZAR LA GESTIÓN DEL MANTENIMIENTO PREVENTIVO DE LOS EQUIPOS DE LA LÍNEA DE FLOTACIÓN EN UN CENTRO MINERO TESIS PARA OPTAR EL GRADO ACADÉMICO DE MAESTRO EN INGENIERÍA CON MENCIÓN EN GERENCIA E INGENIERÍA DE MANTENIMIENTO ELABORADO POR GILBERTO BECERRA ARÉVALO Y JONY MELCHOR PAULINO ROMERO ASESOR Mag. Ing. JAVIER FRANCO GONZALEZ Lima Perú 2012
2 AGRADECIMIENTO A la Facultad de Ingeniería Mecánica de la Universidad Nacional de Ingeniería como institución, y a los docentes y personal administrativo de la Sección de Postgrado y Segunda Especialización de la FIM - UNI, por permitirnos lograr nuestros anhelos de superación profesional. A nuestros colegas de la Maestría en Gerencia e Ingeniería de Mantenimiento, por su amistad y compañerismo. Un agradecimiento especial al Magister Javier Franco Gonzales por su amistad y valioso asesoramiento, y al señor Pedro Manrique por su apoyo en gestionar toda la documentación para la sustentación de la tesis. 2
3 DEDICATORIA A Dios, por concedernos la vida; por brindarnos salud, protección, sabiduría y el conocimiento. A mi madre Juana por todo su amor; y en memoria de mi padre Lázaro, quien siempre predicó con el ejemplo. A mi esposa Martha Ysabel y a mis hijos Larry Jackson y Claudia Margot, por su amor, amistad, tolerancia y comprensión. GILBERTO BECERRA ARÉVALO A Dios, por darnos la fuerza cuando más lo necesitamos; por darnos paciencia, esperanza e inteligencia. A mis Padres, Flavia Romero Vilca y Florencio Paulino Quiñones, quienes con sus consejos, ejemplo de bondad, apoyo moral y valores inculcados me enseñaron a ser perseverante para cumplir con mis objetivos y metas. JONY MELCHOR PAULINO ROMERO 3
4 RESUMEN En la presente investigación se evalúa y analiza la relación causa- efecto de las variables: El Análisis de Confiabilidad y Optimizar la Gestión del Mantenimiento de los Equipos de la Línea de Flotación de la Planta Concentradora Berna II en el Centro Minero Casapalca, encontrando como resultado, una deficiente Gestión del Mantenimiento de los equipos críticos de la línea de flotación, como consecuencia de la falta de conocimiento del personal de mantenimiento de la planta, referente a las técnicas cualitativas y cuantitativas o estadísticas del mantenimiento, que involucran el análisis de confiabilidad, mantenibilidad y disponibilidad de equipos y sistemas, entre otros conceptos. También se ha encontrado, que prácticamente el mantenimiento predictivo no se toma en cuenta. En tal contexto, no se conocen cuáles son los equipos críticos de las diferentes líneas de producción de la planta ni en qué etapa de su ciclo de vida se encuentran; tampoco, se efectúan análisis de modos y efectos de fallos de dichos equipos; asimismo, no se manejan datos históricos o estadísticos del tiempo entre fallos de los equipos para evaluar su confiabilidad y determinar el ciclo óptimo de mantenimiento preventivo de cada equipo crítico basado en el análisis de confiabilidad, entre otros aspectos. Todas estas deficiencias, ha conllevado a poner en práctica inadecuadas frecuencias o ciclos de mantenimiento de los equipos de la línea de flotación de la planta (cada treinta días), ocasionando pérdidas económicas para la empresa. Ante tal situación, en la presente investigación, para optimizar la Gestión del Mantenimiento de los equipos de la línea de flotación, utilizando como 4
5 herramienta el Análisis de Confiabilidad, primero, se determinó la relación de los equipos críticos de dicha línea productiva (técnica cualitativa); y, luego, utilizando los datos históricos o estadísticos del tiempo entre fallos de los equipos críticos, y los software s DISMA y RELEST, que permiten determinar la mejor distribución probabilística de fallos, y los tiempos característicos con sus respectivas probabilidades, se determinó el ciclo óptimo para el mantenimiento preventivo de los equipos críticos de la línea de flotación, basada en el análisis de confiabilidad de los mismos. Asimismo, teniendo en cuenta el ciclo óptimo de mantenimiento, se propone la planificación del mantenimiento preventivo para cada equipo crítico, con lo cual se logra el objetivo de optimizar la Gestión del Mantenimiento de los equipos de la mencionada línea productiva. Palabras claves: Confiabilidad, Mantenibilidad, Disponibilidad, Proceso, Mantenimiento, Gestión de Calidad, Gestión del Mantenimiento, Tiempo Medio Entre Fallos, Tiempo Medio de Reparación. 5
6 ABSTRACT This research evaluates and analyzes the relationship between cause and effect variables, "Reliability Analysis" and Optimization of Maintenance Management of the Line of Flotation equipment from the concentrator plant Berna II at the Casapalca Mining Company, finding a poor maintenance management of critical equipment for the floating line (waterline), as a result of a lacking in knowledge by the staff, about plant maintenance, concerning the qualitative and quantitative techniques or maintenance statistics, which involve the analysis of reliability, maintainability and availability of equipment and systems, among other things. We have been found also, that predictive maintenance is not taken into consideration. In this context, we do not know which are the critical equipment of different production lines from the plant or what stage of their life cycle are at, nor are carried out analysis of failure modes and effects of that equipment, also not handled historical or statistical historical data between equipment failures to assess its reliability and determine the optimum preventive maintenance cycle of each critical equipment based on reliability analysis, among others. All these shortcomings, has led to inadequate implementation of frequency or cycles of equipment maintenance of the flotation line of the plant (every thirty days), causing economic losses for the company. In this situation, to optimize the management of equipment maintenance of the waterline, using Reliability Analysis tool, in this research first, we have investigated the relationship of critical equipment of the production line 6
7 (qualitative technique) and, then, using time historical data or statistical between failures of critical equipment, and software RELEST and DISMA, for determining the best distribution of failures probability, and the characteristic times with their own probabilities, we determined the Optimal preventive maintenance cycle of critical equipment for the line of flotation, based on reliability analysis of them. Also, bearing in mind the optimum maintenance cycle is proposed preventive maintenance planning for each critical equipment, thus achieves the goal of improving or optimizing the Management of Maintenance of equipment of that production line. Keywords: Reliability, Maintainability, Availability, Processi, Maintenance, Quality Management, Maintenance Management, Mean Time Between Failures, Mean Time To Repair. 7
8 ÍNDICE AGRADECIMIENTO DEDICATORIA.. 3 RESUMEN ABSTRACT... 6 INTRODUCCIÓN CAPÍTULO I. DESCRIPCIÓN Y ASPECTOS METODOLÓGICOS DE LA INVESTIGACIÓN 1.1 ÁMBITO DEL DESARROLLO DE LA INVESTIGACIÓN ANTECEDENTES BIBLIOGRÁFICOS PLANTEAMIENTO Y FORMULACIÓN DEL PROBLEMA PLANTEAMIENTO DE LA REALIDAD PROBLEMÁTICA FORMULACIÓN DEL PROBLEMA OBJETIVOS OBJETIVO GENERAL OBJETIVOS ESPECÍFICOS HIPÓTESIS HIPÓTESIS GENERAL HIPÓTESIS ESPECÍFICAS VARIABLES E INDICADORES METODOLOGÍA DE LA INVESTIGACIÓN TIPO Y NIVEL DE INVESTIGACIÓN TÉCNICAS DE RECOLECCIÓN Y PROCESAMIENTO DE DATOS JUSTIFICACIÓN E IMPORTANCIA DE LA INVESTIGACIÓN
9 CAPÍTULO II. MARCO TEÓRICO Y MARCO CONCEPTUAL DE LA INVESTIGACIÓN 2.1 FUNDAMENTOS DE LA GESTIÓN DEL MANTENIMIENTO EVOLUCIÓN DEL CONCEPTO DE MANTENIMIENTO DURANTE EL SIGLO XX Y NUEVAS TENDENCIAS DEL MANTENIMIENTO CONCEPTUALIZACIÓN DEL MANTENIMIENTO GESTIÓN Y MANTENIMIENTO POR QUÉ DEBEMOS GESTIONANAR EL MANTENIMIENTO TIPOS DE MANTENIMIENTO LA GESTIÓN DEL MANTENIMIENTO BAJO EL ENFOQUE DE LA GESTIÓN DE LA CALIDAD PRINCIPALES COMPONENTES DE LA GESTIÓN DE CALIDAD DEL MANTENIMIENTO ANÁLISIS DE LA CONFIABILIDAD DE EQUIPOS UTILIZANDO TÉCNICAS O HERRAMIENTAS CUALITATIVAS ANÁLISIS DE CRITICIDAD ANÁLISIS DE MODOS Y EFECTOS DE FALLOS (FMEA) ASPECTOS IMPORTANTES DE LA ESTADÍSTICA Y DE LA TEORÍA DE PROBABILIDES PARA EL ANÁLISIS DE LA CONFIABILIDAD POR QUÉ LA ESTADÍSTICA ES ÚTIL EN LA GESTIÓN DEL MANTENIMIENTO O EN LA GESTIÓN DE UNA EMPRESA? FUNDAMENTOS SOBRE LA TEORÍA DE LA PROBABILIDAD, VARIABLES ALEATORIAS Y DISTRIBUCIONES DE PROBABILIDAD EXPERIMENTOS ALEATORIOS Y ESPACIOS MUESTRALES OTROS CONCEPTOS Y DEFINICIONES DE PROBABILIDADES VARIABLES ALEATORIAS Y SU CLASIFICACIÓN DISTRIBUCIONES DE PROBABILIDAD DE VARIABLES ALEATORIAS CONTINUAS
10 MEDIDAS DE TENDENCIA CENTRAL DE VARIABLES ALEATORIAS MEDIDAS DE DISPERSIÓN DE VARIABLES ALEATORIAS FUNDAMENTOS SOBRE CONFIABILIDAD, MANTENIBILIDAD Y DISPONIBILIDAD DE UN ÍTEM O ARTÍCULO (EQUIPO, MÁQUINA, etc.) CONCEPTOS, TÉRMINOS Y DEFINICIONES MÁS FRECUENTES UTILIZADOS EN CONFIABILIDAD, MANTENIBILIDAD Y DISPONIBILIDAD ANÁLISIS DE CONFIABILIDAD DE UN ÍTEM: CONCEPTUALIZACIÓN Y EXPRESIÓN MATEMÁTICA DE LA CONFIABILIDAD TASA DE FALLOS FUNCIONES DE DISTRIBUCIÓN DE FALLOS O MODELOS PROBALÍSTICOS DE FALLOS QUE SE APLICAN EN EL CÁLCULO DE LA CONFIABILIDAD DE UN DETERMINADO ÍTEM CURVA DE LA BAÑERA O CURVA DE DAVIES O CURVA DE LA TASA DE FALLOS O CURVA DE RIESGO PRUEBAS DE BONDAD DE AJUSTE USO DE SOFTWARE PARA LAS PRUEBAS DE BONDAD DE AJUSTE CONFIABILIDAD DE UN SISTEMA MANTENIBILIDAD DISPONIBILIDAD MARCO CONCEPTUAL CAPÍTULO III. EVALUACIÓN DEL ESTADO SITUACIONAL DE LOS EQUIPOS PRINCIPALES DE LA LÍNEA DE FLOTACIÓN EN BASE A TÉCNICAS CUALITATIVAS Y CUANTITATIVAS, Y SITUACIÓN ACTUAL DE LA 10
11 GESTIÓN DEL MANTENIMIENTO DE DICHOS EQUIPOS 3.1 DESCRIPCIÓN GENÉRICA DE LOS PROCESOS PRODUCTIVOS DEL CENTRO MINERO CASAPALCA LISTADO DE EQUIPOS DE LA LÍNEA FLOTACIÓN, DESCRIPCIÓN DE SUS FUNCIONES OPERATIVAS Y CARACTERÍSTICAS TÉCNICAS DE LOS MISMOS DETERMINACIÓN DE LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN MEDIANTE EL ANÁLISIS DE CRITICIDAD EVALUACIÓN DE MODOS Y EFECTOS DE FALLOS (FMEA) DE LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN FUNCIONES, MODOS DE FALLOS Y CAUSAS DEL FALLO DE CADA EQUIPO CRÍTICO EFECTOS DE LAS FALLAS EN LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN DATOS HISTÓRICOS DE FALLOS (AÑO 2010) Y DE REPARACIÓN DE FALLOS DE LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN SOFTWARE UTILIZADOS PARA DETERMINAR EL CICLO DE VIDA, LA CONFIABILIDAD Y MANTENIBILIDAD DE CADA EQUIPO CRÍTICO DE LA LÍNEA DE FLOTACIÓN DETERMINACIÓN DEL CICLO DE VIDA DE LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN EVALUACIÓN DEL TIEMPO MEDIO ENTRE FALLOS (TMEF), DE LA CONFIABILIDAD, DE LA TASA DE FALLOS Y CURVAS CARÁCTERÍSTICAS (PARA DICHO TMEF) DE LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN EVALUACIÓN DE LA CONFIABILIDAD DE LA LÍNEA DE FLOTACIÓN, TENIENDO EN CUENTA LA CONFIABILIDAD DE LOS EQUIPOS CRÍTICOS PARA LOS TIEMPOS MEDIOS ENTRE FALLOS DETERMINACIÓN DEL TIEMPO MEDIO DE REPARACIÓN (TMDR = MTTR) DE CADA EQUIPO CRÍTICO DE LA LÍNEA DE FLOTACIÓN
12 3.11 EVALUACION DE LA DISPONIBILIDAD DE LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN EVALUACIÓN DEL GRADO DE CONOCIMIENTO DEL PERSONAL DE MANTENIMIENTO DE LA PLANTA CONCENTRADORA, REFERENTE A LAS TÉCNICAS CUALITATIVAS Y CUANTITATIVAS DEL MANTENIMIENTO SITUACIÓN ACTUAL DE LA GESTIÓN DEL MANTENIMIENTO DE LOS EQUIPOS DE LA PLANTA 221 CAPÍTULO IV. PROPUESTA DE MEJORA DE LA GESTIÓN DEL MANTENIMIENTO DE LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN EN BASE A UN ANÁLISIS DE CONFIABILIDAD. ANÁLISISDE RESULTADOS Y CONTRASTACIÓN DE LAS HIPÓTESIS 4.1 EVALUACIÓN DE LA INCIDENCIA DEL ACTUAL CICLO DE MANTENIMIENTO DE TREINTA (30) DÍAS EN LA CONFIABILIDAD DE LOS EQUIPOS CRÍTICO DE LA LÍNEA DE FLOTACIÓN PROPUESTA DEL CICLO ÓPTIMO PARA EL MANTENIMIENTO PREVENTIVO DE LOS EQUIPOS CRÍTICOS BASADA EN EL ANÁLISIS DE CONFIABILIDAD DE LOS MISMOS LINEAMIENTOS ORIENTADOS A MEJORAR LA GESTIÓN DEL MANTENIMIENTO DE LA PLANTA CONCENTRADORA BERNA II PLANIFICACIÓN DEL MANTENIMIENTO PREVENTIVO DE LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN EN BASE A LA PROPUESTA DEL CICLO ÓPTIMO COMPARACIÓN DE LOS COSTOS ANUALES DEL MANTENIMIENTO PREVENTIVO DE LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN, TENIENDO EN CUENTA EL CICLO ACTUAL DE MANTENIMIENTO DE 30 DÍAS Y EL CICLO ÓPTIMO PROPUESTO COSTOS DEL MANTENIMIENTO PREVENTIVO ACTUAL, ES DECIR, CADA 30 DÍAS
13 4.5.2 COSTOS DEL MANTENIMIENTO PREVENTIVO PARA EL CICLO ÓPTIMO PROPUESTO CUADRO RESUMEN DE LA COMPARACIÓN DE COSTOS TOTALES DEL MANTENIMIENTO PREVENTIVO POR AÑO, TENIENDO EN CUENTA EL CICLO ACTUAL DE 30 DÍAS Y EL CICLO ÓPTIMO PROPUESTO ANÁLISIS Y DISCUSIÓN DE RESULTADOS CONTRASTACIÓN DE LAS HIPÓTESIS FORMULADAS CONCLUSIONES RECOMENDACIONES BIBLIOGRAFÍA ANEXOS ANEXO Nº 1: COMPORTAMIENTO GRÁFICO DE LA DISTRIBUCIÓN DE WEIBULL DE ACUERDO A LA VARIACIÓN DE SUS PARÁMETROS ANEXO Nº 2: OTRA FORMA DE DETERMINAR EL TIEMPO MEDIO ENTRE FALLOS (TMEF) DE LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN ANEXO Nº 3: DETERMINACIÓN DEL TIEMPO MEDIO DE REPARACIÓN (TMDR) DE LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN UTILIZANDO EL SOFTWARE RELEST 271 ANEXO Nº 4: FOTOGRAFÍAS DE ALGUNOS EQUIPOS QUE OPERAN EN LAS DIFERENTES LÍNEAS PRODUCTIVAS DE LA PLANTA CONCENTRADORA BERNA II EN EL CENTRO MINERO CASAPALCA. 274 ANEXO Nº 5: DIAGRAMA DE FLUJO DE LA LINEA DE FLOTACION DE LA PLANTA CONCENTRADORA BERNA II. 285 ANEXO Nº 6: FOTOGRAFÍAS DE LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN
14 FIGURAS FIGURA 2.1. Primera Generación del Mantenimiento 43 FIGURA 2.2. Segunda Generación del Mantenimiento.. 45 FIGURA 2.3. Tercera Generación del Mantenimiento 47 FIGURA 2.4.Cuarta Generación del Mantenimiento. 49 FIGURA 2.5. Elementos del mantenimiento bajo enfoque sistémico.. 52 FIGURA 2.6. Tipos de mantenimiento según la Norma EN FIGURA 2.7. Curva de evolución de una falla. 61 FIGURA 2.8. Mantenimiento basado en las condiciones (Curva potencial funcional o curva P F) 62 FIGURA 2.9. Calidad de un proceso. 67 FIGURA Proceso mantenimiento. 68 FIGURA Relación entre el proceso de producción y el proceso de mantenimiento FIGURA Tres eventos mutuamente excluyentes. 83 FIGURA Concepto de una variable aleatoria. 84 FIGURA Distribución de probabilidad o densidad de probabilidad f(x).. 88 FIGURA P(a X b) = área sombreada bajo la curva f(x) entre a y b.. 89 FIGURA Estados de funcionalidad de un ítem.. 97 FIGURA Representación gráfica de la confiabilidad. 103 FIGURA Representación gráfica de la infiabilidad FIGURA Representación gráfica general de las funciones f(t), R(t), F(t) y λ(t) que puede ser para un determinado artículo 106 FIGURA Función de densidad de probabilidad normal para la v.a 14
15 tiempo hasta el fallo. 110 FIGURA Función de la probabilidad acumulada de la Distribución Normal FIGURA Función de confiabilidad de la Distribución Normal FIGURA Función de tasa de fallos o función de riesgo de la Distribución Normal,, FIGURA Función de densidad de probabilidad de la Distribución Exponencial FIGURA Función de Confiabilidad de la Distribución Exponencial. 114 FIGURA Función de probabilidad acumulada de la Distribución Exponencial FIGURA Función de tasa de fallas o función de riesgo de la Distribución Exponencial 114 FIGURA Función de densidad de probabilidad de la Distribución de Weibull FIGURA Función de Confiabilidad de la Distribución de Weibull FIGURA Función de probabilidad acumulada de la Distribución de Weibull. 117 FIGURA Función de tasa de fallos de la Distribución de Weibull FIGURA Curva de la bañera o curva de confiabilidad de un artículo. 119 FIGURA Regiones de aceptación y de rechazo de los datos extremos FIGURA Influencia del número de equipos en la confiabilidad de un sistema en serie FIGURA Influencia del número de equipos o componentes en la confiabilidad de un sistema en paralelo FIGURA Estimación del Tiempo Medio entre Fallas (TMEF o MTBF) y del Tiempo Medio de Reparación (TMDR o MTTR)..131 FIGURA Interpretación gráfica de la Mantenibilidad FIGURA Curva de Mantenibilidad para la Distribución Weibull FIGURA Relación entre Confiabilidad, Mantenibilidad y Disponibilidad FIGURA 3.1. Proceso productivo del centro minero Casapalca
16 TABLAS TABLA 2.1. Determinación de criticidad por puntuación ponderada TABLA 2.2. Relación de causas y efectos de fallo con los modos de fallo. 77 TABLA 2.3. Clasificación de las fallas TABLA 3.1. Relación de equipos de la línea de flotación con sus funciones operativas correspondientes TABLA 3.2. Características técnicas de la Celda OK 30 Nº1 de Bulk TABLA 3.3. Características técnicas de la Celda OK 30 Nº2 de Bulk TABLA 3.4. Características técnicas de la Bomba SRL 10 x 8 Nº TABLA 3.5. Características técnicas del Distribuidor de carga. 150 TABLA 3.6. Características de la Celda RCS 15 Nº TABLA 3.7. Características técnicas de la Celda RCS 15 Nº TABLA 3.8. Características técnicas de la Celda 100 pies TABLA 3.9. Características técnicas del Acondicionador 6 x TABLA Características técnicas de la Bomba Denver SRL 6 x TABLA Características de la Celda primera de limpieza de 36 pies TABLA Características técnicas de la Celda segunda limpieza de 36pies TABLA Características técnicas de la Bomba Denver SRL 10 x 8 Nº TABLA Características técnicas del Ciclón D TABLA Características técnicas del Molino de bolas 7 x TABLA Características técnicas de la Celda RCS 15 Nº TABLA Características técnicas de la Celda DR300 de Bulk TABLA Características técnicas de la Bomba Denver SRL 5 x 4 Nº TABLA Características técnicas de la Bomba Denver SRL 5 x 4 Nº TABLA Características técnicas de la Celda OK 30 Nº1 de Bulk TABLA Características técnicas de la Celda OK 50 Nº1 de Bulk TABLA Características técnicas de la Celda OK 50 Nº2 de Bulk
17 TABLA Características técnicas de la Celda OK 50 Nº3 de Bulk TABLA Características técnicas de la Celda OK 50 Nº4 de Bulk TABLA Características técnicas de la Celda OK 50 Nº5 de Bulk TABLA Características técnicas de la Bomba Denver SRL 6 x 6 de Zinc TABLA Características técnicas de la Celda de primera limpieza de Zinc 100 pies TABLA Características técnicas de la Bomba Denver SRL 8 x 6 Nº TABLA Características técnicas de la Celda DR300 de Bulk TABLA Características técnicas de la Bomba Denver SRL 8 x 6 Nº TABLA Características técnicas del Nido de ciclones D TABLA Características técnicas del Molino de bolas 6 x 6 Nº1 159 TABLA Características técnicas de la Celda de segunda limpieza de Zinc de 36 pies TABLA Características técnicas del Manifold de distribución. 159 TABLA Características técnicas del Molino de bolas 6 x 6 Nº3 160 TABLA Características técnicas del Molino de bolas 5 x 10 Nº TABLA Características técnicas del Molino de bolas 5 x TABLA Características técnicas de la Celdas ultima limpieza de 18 pies TABLA Características técnicas del Acondicionador 6 x 6 de Bulk TABLA Características técnicas de la Celda OK 50 Nº1 de Zinc TABLA Características técnicas de la Celda OK 30 Nº2 de Zinc TABLA Características técnicas de la Celda OK 50 Nº1 de Zinc TABLA Características técnicas de la Celda OK50 Nº2 de Zinc TABLA Evaluación de criticidad de la Celda OK 50 Nº1 de Bulk 164 TABLA Evaluación de criticidad de la Celda OK 50 Nº2 de Bulk 165 TABLA Evaluación de criticidad de la Bomba SRL 10 x 8 Nº TABLA Evaluación de criticidad de la Bomba SRL 10 x 8 Nº7 167 TABLA Evaluación de criticidad del Molino 7 x TABLA Funciones de los equipos críticos
18 TABLA Modos de fallo de los equipos críticos TABLA Causas de fallos de los equipos críticos TABLA Efectos de fallos en la Celda OK50 Nº1 de Bulk. 173 TABLA Efectos de falla de la Celda OK50 Nº2 de Bulk TABLA Efecto de fallos de la Bomba de pulpa SRL 10 x 8 Nº TABLA Efecto de fallos de La Bomba de pulpa SRL 10 x 8N TABLA Efecto de fallos del Molino 7 x TABLA Datos históricos del tiempo entre fallos y de los tiempos de reparación dela Celda OK 50 N TABLA Datos históricos del tiempo entre fallos y de los tiempos de reparación de la Celda OK 50 N TABLA Datos históricos del tiempo entre fallos y de los tiempos de reparación de la Bomba SRL 10 x 8 Nº TABLA Datos históricos del tiempo entre fallos y de los tiempos de reparación de la Bomba SRL 10 x 8 Nº TABLA Datos históricos del tiempo entre fallos y de los tiempos de reparación del Molino 7 x TABLA Resultados de la encuesta efectuada al personal de mantenimiento de la planta concentradora 220 TABLA 4.1. Tiempo Medio Entre Fallas (TMEF) y Confiabilidad de los equipos críticos de la línea de flotación para estos tiempos medios 227 TABLA 4.2. Plan de mantenimiento preventivo: Celda OK 50 N 1 de Bulk. 236 TABLA 4.3. Plan de mantenimiento preventivo: Celda OK 50 N 2 de Bulk. 237 TABLA 4.4. Plan de mantenimiento preventivo: Bomba SRL 10 x 8 N TABLA 4.5. Plan de mantenimiento preventivo: Bomba SRL 10 x 8 N TABLA 4.6. Plan de mantenimiento preventivo: Molino 7 X TABLA 4.7. Valores del parámetro de forma β de la Distribución Probabilística de Weibull de cada equipo crítico de la línea de flotación TABLA 4.8. Valores de la confiabilidad de los equipos críticos de la línea de flotación para el ciclo de mantenimiento de 30 días. 252 TABLA 4.9. Ciclo óptimo de mantenimiento y eficiencia de los equipos críticos de la línea de flotación
19 INTRODUCCIÓN Debido a la alta competitividad de las empresas industriales, la filosofía de gestión de estas organizaciones productivas debe de estar orientada hacia una gestión de calidad, para así ofrecer una entrega oportuna de productos de calidad, y de esa manera satisfacer las necesidades tanto de los clientes externos como internos. Al respecto, este nuevo enfoque en la que actualmente se desenvuelven las diferentes empresas, han obligado a los gerentes a optimizar todos los procesos que intervienen en la organización, con la finalidad de desarrollar procesos de calidad. En ese contexto, el mantenimiento como proceso, tiene una función clave en el logro de las metas y objetivos de la empresa. Contribuye a reducir costos, a minimizar el tiempo muerto de los equipos (paradas de planta), a mejorar la calidad de los productos, a incrementar la productividad y a contar con un equipo seguro y bien configurado para lograr la entrega oportuna de las órdenes a los clientes. Asimismo, cabe mencionar, que la importancia de la Gestión del Mantenimiento se fundamenta principalmente en el deterioro de los equipos industriales y en las consecuencias que este ocasiona en la economía de las organizaciones productivas. Debido al alto costo que supone este deterioro para las empresas, es necesario aumentar la confiabilidad de las máquinas, como la seguridad de los equipos y de las personas. En ese sentido, la Gestión del Mantenimiento de los equipos en plantas industriales (con el desarrollo de las actividades de planeación, organización, programación y control), juega un papel preponderante en el proceso productivo, toda vez que permite incrementar la confiabilidad y disponibilidad de los equipos, minimizando el costo del ciclo de vida de los mismos. Por lo 19
20 tanto, toda empresa que practica como filosofía una Gestión de Calidad, la Gestión del Mantenimiento de sus instalaciones tiene que ser también de calidad. También, cabe destacar, que la solución estratégica de los problemas que afectan actualmente a la Gestión del Mantenimiento, está dada en gran medida en lograr formar y capacitar continuamente a las personas involucradas en esta actividad, fundamentalmente en las técnicas más avanzadas tanto de la Ingeniería como de la Gestión del Mantenimiento. Las técnicas más avanzadas en lo referente a la Gestión del Mantenimiento incluyen tanto métodos cualitativos como cuantitativos. Estos últimos, son en muchas ocasiones obviados, por considerarse complejos, o simplificados en forma arbitraria para ser aplicados aunque sea superficialmente. Al respecto, cabe mencionar, que dentro de los métodos cuantitativos, la Estadística juega un papel preponderante, en el entendido de que no se puede gestionar lo que no se mide. Las mediciones son clave. Si no se mide, no se puede controlar. Si no se puede controlar, no se puede gestionar; y si no se puede gestionar, no se puede mejorar. La Estadística permite a la Gestión del Mantenimiento responder preguntas como: cuáles son las averías que más se han producido en el último trimestre?, en qué etapa del ciclo de vida se encuentra cada uno de los equipos de la planta?, cuál es el tiempo medio entre fallos de cada equipo?, cuál es el tiempo medio de reparación de cada equipo?, cuál es la frecuencia o ciclo recomendable para realizar el mantenimiento preventivo de cada equipo? En ese contexto, cabe precisar, que para efectuar una administración científica de los equipos en plantas industriales, se debe contar, para cada equipo, con datos históricos o estadísticos de fallas, y datos estadísticos de reparación de fallas. Asimismo se debe disponer de los Software adecuados que permitan realizar las evaluaciones necesarias. 20
21 En la presente tesis, para lograr el objetivo de optimizar la Gestión del Mantenimiento de los equipos de la línea de flotación en un centro minero, utilizando como herramienta el análisis de confiabilidad, se han combinado las técnicas cualitativas y cuantitativas (estadísticas) y se ha utilizado el software Disma y Relest. La tesis consta de cuatro (04) capítulos y un apartado final dedicado a exponer las conclusiones y recomendaciones. Se complementa con un listado de referencias bibliográficas y con anexos que contribuyen a un mejor conocimiento de la investigación. En el primer capítulo titulado Descripción y Aspectos Metodológicos de la Investigación, se precisa el ámbito en el cual se desarrolló la investigación, así como los antecedentes bibliográficos. Además contiene: el planteamiento y formulación del problema, los objetivos que se quieren alcanzar, las hipótesis que se tiene que verificas o contrastar, y la identificación de las variables e indicadores. También considera la metodología de la investigación, que contempla: tipo y nivel de investigación, y técnicas de recolección y procesamiento de datos. Además, precisa la justificación e importancia de la investigación. El segundo capítulo, Marco Teórico y Marco Conceptual de la Investigación presenta aspectos teóricos importantes en los cuales que se fundamenta el desarrollo de la investigación, como: la evolución del concepto de mantenimiento durante el siglo XX y las nuevas tendencias del mantenimiento; la conceptualización del mantenimiento; por qué debemos gestionar el mantenimiento; tipos de mantenimiento; la gestión del mantenimiento bajo el enfoque de la gestión de la calidad ; y las principales componentes de la gestión de calidad del mantenimiento. Asimismo, también enfoca el análisis de la confiabilidad de equipos utilizando técnicas o herramientas cualitativas, en donde se trata: el análisis de criticidad y el análisis de modos y efecto de fallos (FMEA). Además, considera aspectos importantes de la Estadística y de la Teoría de Probabilidades para el análisis de la confiabilidad, en donde se destaca: la utilidad de la estadística en el análisis de la confiabilidad; los 21
22 fundamentos sobre la teoría de la probabilidad; el concepto de variables aleatorias y su clasificación; las distribuciones de probabilidad de variables aleatorias continuas; y las medidas de tendencia central y de dispersión de variables aleatorias continuas. Asimismo, también contempla los fundamentos sobre confiabilidad, mantenibilidad y disponibilidad de un ítem o artículo (equipo, máquina, etc.); las funciones de distribución de fallos o modelos probabilísticos de fallos que se aplican al cálculo de la confiabilidad; aspectos importantes relacionados con curva de la bañera o curva de Davies; las pruebas de bondad de ajuste y el uso de software para dichas pruebas; y los fundamentos relacionados con la confiabilidad de sistemas en serie, paralelo y mixtos. Al final del capítulo se presenta el Marco Teórico de la Investigación que contiene el significado conceptual de varios términos que se utilizan en el desarrollo de la tesis. Evaluación del Estado Situacional de los Equipos Principales de la Línea de Flotación en base a Técnicas Cualitativas y Cuantitativas, y Situación Actual de la Gestión del Mantenimiento de Dichos Equipos, es el título del tercer capítulo de la tesis. En este capítulo, en la primera parte, se presenta la descripción genérica de los procesos productivos que se desarrollan en la Planta Concentradora Berna II en el Centro Minero Casapalca; el listado de equipos de la línea flotación, la descripción de sus funciones operativas y las características técnicas de los mismos. Enseguida, se determinan los equipos críticos de la línea de flotación mediante el análisis de criticidad; y luego, se efectúa la evaluación de modos y efectos de fallo (FMEA) de dichos equipos críticos. También se presentan los datos históricos de fallos (año 2010) y de reparación de fallos de los equipos críticos de la línea de flotación, así como los software s utilizados para evaluar el ciclo de vida, la confiabilidad, la tasa de fallos, y las curvas características de cada equipo crítico de la línea de flotación. Además, contempla la evaluación de la confiabilidad de la línea de flotación, teniendo en cuenta la confiabilidad de los equipos críticos para los tiempos medios entre fallos; la determinación del tiempo medio de reparación (TMDR = MTTR) de cada equipo crítico de la línea de flotación; y la evaluación de la disponibilidad de dichos equipos críticos. Finalmente, en este capítulo, se consideró el cálculo del costo total de la no disponibilidad (CTND) de cada 22
23 equipo crítico; la evaluación del grado de conocimiento del personal de mantenimiento de la planta concentradora en el tema de análisis de confiabilidad de equipos y sistemas; y la situación actual de la Gestión del Mantenimiento de los equipos críticos de la línea de flotación. En el cuarto capítulo denominado Propuesta de Mejora de la Gestión del Mantenimiento de los Equipos Críticos de la Línea de Flotación en Base a un Análisis de Confiabilidad. Análisis de Resultados y Contrastación de las Hipótesis, en la primera parte, se efectuó una evaluación de la incidencia del ciclo actual de mantenimiento en la confiabilidad de los equipos crítico de la línea de flotación; para luego, presentar la propuesta del ciclo óptimo para el mantenimiento preventivo de los equipos críticos basada en el análisis de confiabilidad de los mismos. Además, contempla, los lineamientos orientados a mejorar la Gestión del Mantenimiento de la Planta Concentradora Berna II; la planificación del mantenimiento preventivo de los equipos críticos de la línea de flotación en base a la propuesta del ciclo óptimo; la comparación de los costes anuales del mantenimiento preventivo de los equipos críticos de la línea de flotación, teniendo en cuenta el ciclo actual de mantenimiento de treinta (30) días y el ciclo óptimo de mantenimiento propuesto. Asimismo, el capítulo contiene el análisis de resultados y la contrastación de las hipótesis formuladas. La tesis finaliza, presentando las conclusiones y recomendaciones que se derivan del trabajo de investigación, así como también, la bibliografía que compila las referencias bibliográficas, y los anexos correspondientes. 23
24 CAPÍTULO I DESCRIPCIÓN Y ASPECTOS METODOLÓGICOS DE LA INVESTIGACIÓN 1.1 ÁMBITO DEL DESARROLLO DE LA INVESTIGACIÓN La presente investigación se desarrolló en el contexto de la línea de flotación de la Planta Concentradora Berna II en el Centro Minero Casapalca, la misma que se encuentra ubicada en el Distrito de Casapalca, Provincia de Huarochirí, Departamento de Lima. 1.2 ANTECEDENTES BIBLIOGRÁFICOS Hoy, las empresas industriales están entendiendo que la gestión eficaz del mantenimiento de sus equipos y/o instalaciones se ha convertido en un arma poderosa de competitividad de sus productos, en el entendido de que una gestión de calidad del mantenimiento contribuye a procesos de producción de calidad. Una gestión eficaz del mantenimiento en una planta industrial, conlleva a una alta confiabilidad y disponibilidad de equipos y/o instalaciones, y por ende a evitar las paradas de planta, que ocasiona daño económico a las empresas. Una eficiente Gestión del Mantenimiento contribuye a elevar la eficiencia del proceso productivo de la compañía. Un mantenimiento eficiente, minimiza las fallas de equipos, en tal sentido, las técnicas y/o herramientas que se apliquen, juegan un papel preponderante para prevenir o mitigar dichas fallas. 24
25 Al respecto, el problema de gestionar eficientemente el mantenimiento, para lograr una alta confiabilidad y disponibilidad de los equipos en plantas industriales, viene siendo estudiado y afrontado de una u otra manera por diferentes personalidades, tales como: FERNÁNDEZ (2000) 1 manifiesta que la aparición de fallos y averías en los equipos de una instalación industrial es una de las principales causas de ineficiencia en su explotación al provocar un incremento de los costes operativos y una pérdida de ingresos o, incluso en algunos casos, originar un accidente del que se deriven daños importantes para las personas o el entorno. También, señala, que se ha definido la eficiencia de la explotación de una instalación industrial en un determinado período de tiempo mediante el cociente entre la confiabilidad alcanzada por la instalación en dicho período y la suma de los costes de confiabilidad y de no confiabilidad en que se ha incurrido. Precisa, que la Confiabilidad de un dispositivo es la característica operativa que define la eficacia de su explotación, integrando de forma global los conceptos de disponibilidad, mantenibilidad y seguridad. Asimismo, indica, que se ha discutido la dificultad que presenta la evaluación de la eficiencia del proceso de explotación de una instalación industrial, en los términos planteados, de una manera homogénea, simple y objetiva, siendo el principal obstáculo para ello la inexistencia de un método de cuantificación de su confiabilidad, al ser ésta considerada hasta la fecha como una característica puramente cualitativa. También, precisa, que se han analizado las relaciones existentes entre los elementos que constituyen la confiabilidad de un dispositivo, así como los costes de confiabilidad y de no confiabilidad asociados a su operación y la contribución de estos costes al coste total de explotación. Señala, que estudiados individualmente los elementos integrantes de la confiabilidad de un dispositivo desde su visión probabilista, se ha propuesto un 1 FERNÁNDEZ PÉREZ, ANTONIO JOSÉ: Metodología para la priorización de sistemas, estructuras y componentes en la optimización del mantenimiento de una instalación industrial. Tesis doctoral. Universidad Politécnica de Madrid (España). Año Disponible en: 25
26 proceso de cuantificación y visualización de la confiabilidad alcanzada por un dispositivo en un cierto período de explotación ya acaecido en función de unos factores que caracterizan los niveles de confiabilidad, disponibilidad, mantenibilidad y seguridad logrados. Estos factores son aplicables a cualquier tipo de dispositivo y tienen en cuenta sus distintas características de operación, mantenibilidad y régimen de funcionamiento. Además, resalta, que una buena gestión de la explotación de una instalación debe basarse en la evaluación y seguimiento de la eficiencia de su explotación y de la de sus componentes a lo largo de toda su vida operativa. Como herramienta que facilita la realización de este proceso, indica, que se ha propuesto un sistema de indicadores o cuadro de mando. En este sentido, manifiesta, que ante un planteamiento de optimización de la eficiencia de la explotación de una instalación industrial, se han establecido los correspondientes criterios de priorización de sus sistemas, estructuras y componentes. De otro lado, precisa que el diseño y aplicación de un programa adecuado de mantenimiento preventivo en una instalación constituye una de las opciones más interesantes para intentar optimizar la eficiencia de su explotación. Esto se debe a la importancia que tiene el mantenimiento preventivo en la consecución de unos altos niveles de confiabilidad, sobre todo, cuando las posibilidades de modificar el diseño de los equipos y sistemas son pequeñas o el margen de actuación sobre la demanda es escaso. Adicionalmente, indica, que los costes de mantenimiento constituyen una partida muy significativa del coste total de explotación y normalmente se trata de un área de actividad, en gran medida, bajo la planificación y el control de la propia instalación. Bajo este esquema, señala, se han establecido los principios rectores de un plan eficiente de mantenimiento preventivo y se ha diseñado un esquema operativo que, atendiendo a dichos principios, facilite la optimización del plan vigente de mantenimiento en una instalación industrial, poniendo especial énfasis en la priorización de sus dispositivos y en la selección de aquéllos que convenga mantener preventivamente. 26
27 También, manifiesta, que la tesis tiene por objeto desarrollar una metodología para la priorización de los sistemas, estructuras y componentes de una instalación industrial en funcionamiento, a partir de sus comportamientos operativos y dentro de un contexto de optimización del plan vigente de mantenimiento preventivo, como vía para la mejora de la eficiencia de su explotación. En el planteamiento de la tesis, señala, que la asignación óptima de los recursos disponibles es una de las preocupaciones constantes que debe tener el buen gestor 2 de cualquier empresa, máxime cuando el entorno socioeconómico en el que ésta desarrolla sus actividades se caracteriza, entre otros aspectos, por un alto grado de competitividad, una mayor exigencia de calidad de los productos y servicios, una demanda constante de mejora de las condiciones laborales, unos adecuados niveles de seguridad para los trabajadores, consumidores y usuarios y un creciente respeto por el medioambiente. En ese sentido, plantea, que la explotación de las instalaciones debe realizarse bajo la preocupación permanente de satisfacer la demanda y obtener el mínimo coste por unidad de producto. Al respecto, destaca, que la aparición de fallos y averías en los equipos constituye una de las principales causas de ineficiencia en la explotación de las instalaciones industriales. Estos fallos pueden impactar negativamente en su disponibilidad, y traer consigo incremento de los costes operativos, y una pérdida de ingresos o, incluso en algunos casos, provocar un accidente del que se deriven daños importantes a las personas o al entorno. De aquí, la creciente atención que las empresas, hoy en día, están prestando a la confiabilidad de sus instalaciones, sistemas y equipos. Además, manifiesta, que el nivel de confiabilidad que una instalación industrial alcanza en un determinado período de explotación, condiciona la rentabilidad de su proceso productivo en dicho período, debido a la estrecha relación 2 Los gestores son aquellos individuos que guían, dirigen o supervisan el trabajo y el rendimiento de los demás empleados que no están en el área de gestión. 27
28 existente entre la confiabilidad, los ingresos generados y el coste de explotación. De otro lado, menciona, que ante un planteamiento de optimización de la eficiencia de la explotación de una instalación industrial, el diseño y aplicación de un programa adecuado de mantenimiento preventivo es una de las opciones más consideradas actualmente. Esto se debe, indica, a la gran importancia que el mantenimiento preventivo tiene en la consecución de unos altos niveles de confiabilidad en una instalación y, por consiguiente, en la productividad del capital inmovilizado, sobre todo, cuando las posibilidades de modificar el diseño de los equipos y sistemas son pequeñas o el margen de actuación sobre la demanda es escaso. Por otra parte, señala, que los costes de mantenimiento constituyen una partida muy significativa del coste total de explotación y normalmente se trata de un área de actividad, en gran medida, bajo la planificación y el control de la propia instalación. También, precisa, que en un entorno real, donde los recursos siempre son limitados, la realización de un programa eficiente de optimización del mantenimiento de una instalación industrial requiere, como primera tarea, la identificación y priorización de los elementos susceptibles de ser mantenidos, al objeto de distribuir entre ellos los recursos disponibles, de manera que el beneficio o mejora que se obtenga sobre el conjunto de la explotación de la instalación sea lo mayor posible. Una vez seleccionados los equipos sobre los que se va a actuar, deberán identificarse aquellas actividades de mantenimiento que se consideren técnica y económicamente más convenientes para proceder a su implantación y, posteriormente, a su seguimiento y control, con el fin de evaluar el grado de eficiencia alcanzado. En ese sentido, resalta, que la tesis plantea un esquema de medida y seguimiento de la confiabilidad de una instalación industrial en funcionamiento y de la de sus equipos, que facilite el análisis de la eficiencia de su explotación y la priorización de sus diferentes sistemas, estructuras y componentes en el contexto de un proceso de optimización del programa de mantenimiento vigente. 28
29 Es decir, la tesis persigue el desarrollo de una metodología de priorización de los diferentes dispositivos de una instalación industrial cualquiera en funcionamiento, a partir de sus comportamientos operativos y dentro de un contexto de optimización del plan vigente de mantenimiento preventivo como vía para la mejora continua de la eficiencia de su explotación, en la que la Confiabilidad constituye el parámetro básico y objetivo que cuantifica el nivel de eficacia alcanzado. CRESPO (2008) 3, manifiesta que en la minería y en las industrias de proceso el principal objetivo económico consiste en minimizar los costes de operación y mantenimiento. Sin embargo, señala, que en muchas ocasiones estos dos conceptos se analizan de forma totalmente disjunta, sin tener en cuenta las implicaciones que ambos tienen entre sí. Al respecto, menciona, que todavía es más relevante esta relación si se tiene en cuenta, como un coste más, aquellos relacionados con la seguridad de los trabajadores y con el respeto al medio ambiente. Puesto que si el mantenimiento se realiza de forma defectuosa estos costes se pueden elevar hacia niveles intolerables, e incluso trágicos. Asimismo, indica que el mantenimiento incide en la eficiencia y seguridad de las operaciones. Un sistema bien mantenido será más fiable en todas las funciones que debe realizar; bien sean aquellas estrictamente relacionadas con la producción; o bien, aquellas que sean necesarias para mantener el sistema dentro de unos parámetros de operación, seguros, y respetuosos con el medio ambiente. También, precisa, que el mantenimiento es necesario para un funcionamiento eficiente de los equipos; pero a su vez, es necesario resaltar que también, una buena operación puede considerarse como una parte más del mantenimiento. 3 CRESPO ROBLES, ELOY. Optimización estocástica del mantenimiento de sistemas de transporte y secado de sustancias minerales. Tesis doctoral. Universidad Politécnica de Madrid - Escuela Técnica Superior de Ingenieros de Minas (España). Año Disponible en: 29
30 En ese sentido señala, que si el objetivo es hacer un uso eficiente de los recursos económicos disponibles, no puede estudiarse el mantenimiento y la operación por separado, sino que su análisis debe hacerse de forma conjunta. De tal forma que se puedan cuantificar la influencia de las diferentes políticas de mantenimiento en la disponibilidad y coste final. Por lo tanto, menciona que el problema está planteado: Cómo incide el mantenimiento en la disponibilidad final de los equipos? Cuál es la eficiencia de los recursos empleados en mantenimiento? También señala, que el mantenimiento es sólo una de las diferentes formas en las que una empresa puede emplear sus recursos. Es decir, los recursos económicos se pueden emplear en el mantenimiento de los equipos y sistemas de producción, o en otra área económica cualquiera; por lo tanto, para decidir la cantidad de ellos que se asignan a mantenimiento es necesario saber cuál es la eficiencia de esas asignaciones. Para responder a tales preguntas, menciona, sólo existe una respuesta, la modelización. Al respecto, señala, que es a través de esta técnica, como se puede observar el comportamiento de las diferentes variables económicas en función de los recursos empleados en mantenimiento. Sin embargo, indica, que no es habitual encontrar trabajos, más allá del marco teórico, que traten los problemas de la gestión del mantenimiento a través de la modelización. Por otro lado, manifiesta que metodologías como RCM 4 o TPM 5, aportan una gran información descriptiva, pero que sin la ayuda de la modelización quedan limitadas a simples herramientas, o filosofías de mejora continua. En definitiva, precisa, que esta técnica (la modelización) permite captar la dinámica del sistema, y lo que es más importante, permite describir y 4 RCM acrónimo inglés de (Reliability Centered Maintenance). Se trata de una metodología para la gestión del mantenimiento. 5 TPM acrónimo inglés de (Total Productive Maintenance), al igual que RCM es una metodología de gestión del mantenimiento, si bien con una vocación más global y puede entenderse como metodología de gestión integral. 30
31 cuantificar los cambios en éste, producidos en respuesta a la modificación de las variables controladas por la gestión del mantenimiento. En la tesis plantea la optimización de variables para sistemas de transporte y secado de sustancias minerales, combinando la metodología RCM con la modelización estocástica para conseguir optimizar la disponibilidad de sistemas complejos. De otro lado, manifiesta, que el objetivo fundamental de la tesis es la optimización de las tareas de mantenimiento de sistemas de transporte y secado de sustancias minerales; en definitiva, un sistema complejo. Indica que el mantenimiento y la producción se integran dentro de un mismo sistema, en el que las variables de control son las políticas de mantenimiento. Como aportación general, destaca, que en la investigación se combina de una forma eficaz una metodología de gestión de mantenimiento, como es RCM, con la modelización matemática, con el objetivo final de optimizar la disponibilidad de un sistema complejo. También, precisa, que los datos para la elaboración de la tesis han sido recogidos en un sistema de transporte y secado de concentrado de cobre, formado por cintas transportadoras, arrastradores de cadena y un sistema de secado. Indica, que cada uno de los modelos matemáticos contemplados en la tesis, se ha elaborado de forma que la variable de salida sea la disponibilidad y como variable de entrada, y de control, se contempla cada una de las políticas de mantenimiento. Precisa, también, que para elaborar los modelos se ha utilizado la teoría de sistemas, de esta forma es posible observar de forma dinámica la evolución de la disponibilidad para las diferentes políticas de mantenimiento. Menciona, que los resultados de la tesis, se pueden clasificar en dos grupos. En primer lugar, el estudio descriptivo del sistema real ha puesto de manifiesto los fallos significativos para la fiabilidad y disponibilidad. En segundo lugar, los resultados de la modelización han permitido establecer políticas óptimas de mantenimiento para cada uno de los sistemas. En el sistema de cintas 31
32 transportadoras, señala que se ha ensayado un modelo para optimizar el mantenimiento de tareas rutinarias. Por su parte, en el sistema de arrastradores de cadena, indica, que se plantea un modelo de mantenimiento basado en condición, que utiliza como variable básica de control, el desgaste de la cadena. Finalmente, precisa, que en el sistema de secado, se han estudiado ciertos fallos particulares del mismo, y se evalúa la política de mantenimiento para el elemento fundamental de un secador de vapor: el multicoil. Al respecto, resalta, que los resultados han sido de aplicación práctica directa, y además han permitido comprobar la validez y versatilidad de los modelos planteados para las cintas y los arrastradores. Como aportaciones de carácter más concreto, destaca, que el modelo planteado para el mantenimiento rutinario de las cintas transportadoras permite estudiar y evaluar políticas de mantenimiento preventivo para modos de fallo que generalmente son tratados de forma correctiva. A su vez, precisa que este modelo es un buen ejemplo de cómo la combinación de herramientas de gestión del mantenimiento como el RCM, unidas a la modelización matemática, permite incrementar la disponibilidad de un sistema complejo. De otro lado, menciona, que el modelo de mantenimiento basado en condición, validado en el sistema de arrastradores de cadena, presenta la originalidad de conseguir modelizar varias políticas de mantenimiento: correctivo, preventivo cíclico y basado en condición. Indica, que la versatilidad de éste se ha puesto de manifiesto en el subsistema de arrastradores de cadena, donde se comprueba como dos equipos iguales, situados en diferentes puntos del circuito de transporte de concentrado, tienen diferentes políticas óptimas. Finalmente, menciona, que la principal limitación de cualquier trabajo relacionado con la modelización del mantenimiento, está en la cantidad y calidad de datos. Esta limitación, señala, tiene dos características: la primera es que los datos se obtienen de un sistema real que ya está siendo mantenido. Esto provoca que las tareas del mantenimiento real estén sesgando los datos. Por otro lado, indica, en algunas ocasiones, los datos, o no existen, o son de mala calidad. Esto obliga al modelista a encontrar una proporcionalidad entre 32
33 diversas fuentes de datos. Una de las más utilizadas en estos casos, menciona, que es la opinión de los ingenieros de mantenimiento. DE LA PAZ MARTÍNEZ (2011) 6, menciona, que la solución estratégica de los problemas que afectan actualmente a la Gestión del Mantenimiento, está dada en gran medida en lograr formar y capacitar continuamente a las personas involucradas en esta actividad, fundamentalmente en las técnicas más avanzadas, tanto de la ingeniería, como de la gestión del mantenimiento. Asimismo, señala, que las técnicas más avanzadas incluyen tanto métodos cualitativos como cuantitativos. Estos últimos, indica, son en muchas ocasiones obviados, por considerarse demasiado complejos" o simplificados en forma arbitraria para que se apliquen aunque sea superficialmente. Dentro de los métodos cuantitativos, precisa, un papel preponderante lo juega la Estadística. Respecto a la utilidad de la Estadística, resalta: Sin estadísticas una empresa carece de capacidad para reconocer que actividades o productos le generan utilidades, y cuales sólo pérdidas. No se puede gestionar lo que no se mide. Las mediciones son la clave. Si usted no puede medir, no puede controlar. Si no puede controlar, no puede gestionar. Si no puede gestionar, no puede mejorar. La falta sistemática o ausencia estructural de estadísticas en las organizaciones impide una administración científica de las mismas. Peter Drucker afirmaba que pocos factores son tan importantes para la actuación de la organización como la medición aunque lamentaba el hecho de que la medición sea el área más débil de la gestión en muchas empresas. W. Edward Deming, un pionero en métodos estadísticos para el control de calidad, señaló que en Japón se ponía mucho énfasis en las estadísticas para directores de empresa. En parte fue la aplicación de 6 DE LA PAZ MARTÍNEZ, ESTRELLA MARÍA: Análisis y pronóstico de tendencia de fallas en equipos críticos. Curso taller internacional. Instituto Peruano de Mantenimiento (IPEMAN). Año
34 las técnicas estadísticas enseñadas por Deming lo que hizo que Japón pasara de ser un fabricante de imitaciones baratas a líder internacional en productos de primera calidad. También manifiesta, que se precisa analizar el comportamiento de las fallas en el tiempo (históricos) para realizar pronósticos de su tendencia, y así poder tomar decisiones costo-eficientes sobre los activos. De otro lado, destaca, que la Estadística permite a la gestión de mantenimiento responder preguntas, como: cuáles son las averías que más se han producido en el último trimestre? en cuál etapa del ciclo de vida se encuentra cada uno de los equipos de la planta? cuál es el tiempo promedio de estadía de sus equipos principales? cuál es el tiempo medio entre fallas de cada equipo? cuáles son los tiempos promedios, máximos y mínimos de reparaciones por tipo de averías? A partir de estas informaciones, precisa, que se podrá: adoptar a tiempo las medidas técnicas correctivas; confeccionar un presupuesto viable y efectivo; evitar los excesos de stock y la obsolescencia de inventarios; administrar mejor los recursos humanos de mantenimiento; detectar la causa raíz de un problema y solucionarlo. Al respecto, señala, que los métodos cuantitativos, en particular las técnicas estadísticas, son muy útiles en la toma de decisiones en el campo del mantenimiento y en la gestión de activos en general, sin embargo, resalta, que no se utilizan en la práctica. 34
35 1.3 PLANTEAMIENTO Y FORMULACIÓN DEL PROBLEMA PLANTEAMIENTO DE LA REALIDAD PROBLEMÁTICA La planta concentradora Berna II de propiedad de la Compañía Minera Casapalca, cuenta con diferentes líneas de producción, tales como: acarreo de mineral, chancado, molienda, flotación, espesamiento, filtrado y despacho. Dicha planta viene procesando principalmente concentrado de cobre-plata, zinc y plomo, con una producción aproximada de ton/día de mineral fresco, mineral que viene del proceso de minado. Al respecto, cabe señalar, que la línea de flotación de la planta se encarga principalmente de la separación y limpieza de la pulpa de mineral fino que proviene de la molienda primaria, para lo cual dispone de varios equipos como: bombas de pulpa, celdas de flotación, analizadores de leyes en línea, sopladores, bombas de reactivos, bombas dosificadoras, entre otros. Si bien es cierto, se venía teniendo una aceptable producción de polvos de concentrado de cobre-plata, zinc y plomo, sin embargo, desde los dos primeros meses del año 2010, ha mermado la producción, como consecuencia de las fallas de algunos equipos en los procesos de molienda, espesamiento, y principalmente en el proceso de la línea de flotación, las mismas que han ocasionando paradas de planta no programadas con la consecuente reducción del tonelaje de producción. De otro lado, se observó que la Planta Concentradora no cuenta con una Gerencia o Departamento Mantenimiento, sino con 04 ingenieros que dependen del Departamento de Producción. Asimismo, se observaron las principales situaciones siguientes: 1. No se tienen identificados a los equipos críticos de las diferentes líneas productivas de la planta. 35
36 2. No se evalúan las fallas funcionales de los equipos de la planta; es decir, no se realiza el Análisis de Modos y Efectos de Falla (análisis AMEF = FMEA) a los equipos de la planta. 3. No se conoce en qué etapa del ciclo de vida se encuentran cada uno de los equipos principales de la planta. 4. No se dispone de estadísticas del tiempo entre fallas/tiempo hasta el fallo (historial de fallas) ni del tiempo de reparación de fallas de los equipos de las diferentes líneas productivas de la planta concentradora. 5. No se conoce cuál es el tiempo medio entre fallas (TMEF o MTBF = Middle Time Between Failure), ni cuáles son los tiempos medios de reparación de fallas (MTTR = Middle Time To Tepair) de los equipos de la planta concentradora. 6. El ciclo actual de mantenimiento de los equipos de la planta concentradora (30 días) ha sido considerado sin ningún sustento técnico. 7. El personal responsable del mantenimiento de los equipos de la planta carece de conocimiento sobre técnicas cuantitativas o estadísticas del mantenimiento, por lo tanto, no sabe como determinar el ciclo óptimo de mantenimiento preventivo de los equipos críticos ni como planificar el mantenimiento preventivo de los mismos. Estos hechos evidencian, que la actual Gestión del Mantenimiento de los equipos que se practica en la Planta Concentradora Berna II, en el Centro Minero Casapalca, es ineficiente, y que por lo tanto, resulta relevante optimizarlo. En ese contexto, siendo la línea de flotación, la línea de producción donde se presenta la mayor cantidad de fallas críticas en los equipos, la presente investigación se desarrolló en el ámbito de dicha línea productiva. 36
37 1.3.2 FORMULACIÓN DEL PROBLEMA En qué medida el Análisis de Confiabilidad se constituye en una herramienta para optimizar la Gestión del Mantenimiento preventivo de los equipos críticos de la línea de flotación de la Planta Concentradora Berna II, en el Centro Minero Casapalca? 1.4 OBJETIVOS OBJETIVO GENERAL Optimizar en base a un Análisis de Confiabilidad, la Gestión del Mantenimiento preventivo de los equipos de la línea de flotación de la Planta Concentradora Berna II, en el Centro Minero Casapalca OBJETIVOS ESPECÍFICOS 1. Determinar los equipos críticos de la línea de flotación utilizando la técnica del Análisis de Criticidad. 2. Evaluar las fallas funcionales de los equipos críticos de la línea de flotación utilizando como herramienta el Análisis de Modos y Efectos de Falla (análisis AMEF = FMEA). 3. Evaluar en qué etapa del ciclo de vida se encuentran los equipos críticos de la línea de flotación. 4. Determinar para cada equipo crítico de la línea de flotación cuál es el Tiempo Medio Entre Fallas (TMEF), y cuál es su confiabilidad y tasa de fallas para dicho TMEF, y analizar si dicho tiempo es recomendable para ser considerado como ciclo de mantenimiento preventivo de los equipos. Asimismo, determinar el tiempo medio de reparación de cada equipo crítico. 37
38 5. Evaluar si el actual ciclo de mantenimiento (30 días) es el más conveniente desde el punto de vista de la confiabilidad de los equipos y costes del mantenimiento de los mismos. 6. Determinar el grado de conocimiento del personal de mantenimiento de la planta en lo referente a las técnicas cualitativas y cuantitativas del mantenimiento. 7. Evaluar las frecuencias o ciclos más convenientes (ciclos óptimos) para planificar y programar el mantenimiento preventivo de los equipos críticos de la línea de flotación, en base a un análisis de confiabilidad de los mismos, y costos de mantenimiento. 8. Proponer planes de mantenimiento preventivo para los equipos críticos de la línea de flotación, en base a los ciclos óptimos de mantenimiento de los mismos. 1.5 HIPÓTESIS HIPÓTESIS GENERAL Aplicando como herramienta el Análisis de Confiabilidad se optimizará la Gestión del Mantenimiento preventivo de los equipos de la línea de flotación de la Planta Concentradora Berna II, en el Centro Minero Casapalca HIPÓTESIS ESPECÍFICAS 2. Los equipos críticos de la línea de flotación se encuentran en la etapa de madurez o de vida útil (β = 1). 3. Los Tiempos Medios Entre Fallos de los equipos críticos de la línea de flotación son los más recomendables para considerarlos como ciclos para el mantenimiento preventivo de los mismos. 38
39 4. La frecuencia o ciclo actual de mantenimiento (30 días) que se considera para los equipos críticos de la línea de flotación, conlleva a una alta confiabilidad de los mismos, pero incide negativamente en los costos de su mantenimiento. 5. El limitado conocimiento del personal de mantenimiento de la planta concentradora en lo referente a técnicas cualitativas y cuantitativas o estadísticas del mantenimiento, incide negativamente en la Gestión del Mantenimiento de los equipos críticos de la línea de flotación. 1.6 VARIABLES E INDICADORES VARIABLE INDEPENDIENTE O EXPLICATIVA X: El Análisis de confiabilidad. Indicadores X1: Criticidad de equipos X2: Modos de fallos de equipos X3: Tiempo Medio Entre Fallos de equipos X4: Tiempo Medio De Reparación de fallos de equipos X5: Tasa de fallos de equipos VARIABLE DEPENDIENTE Y: Optimizar la Gestión del Mantenimiento preventivo de los equipos de la línea de flotación de la Planta Concentradora Berna II. Indicadores Y1: Grado de conocimiento del personal de mantenimiento sobre técnicas cualitativas y cuantitativas del mantenimiento Y2: Disponibilidad de equipos 39
40 Y3: Planes de mantenimiento de equipos Y4: Programas de mantenimiento de equipos Y5: Costo total de no disponibilidad de equipos (CTND) 1.7 METODOLOGÍA DE LA INVESTIGACIÓN En este contexto se busca explicar el proceso que se siguió en el desarrollo de la investigación, en el cual se consideraron los aspectos que a continuación se indican TIPO Y NIVEL DE INVESTIGACIÓN Puesto que la pretensión principal de la investigación es evaluar y analizar las relaciones causa efecto entre las variables El Análisis Confiabilidad y Optimizar la Gestión del Mantenimiento de la línea de flotación de la Planta Concentradora Berna II, entonces, el tipo de investigación es de carácter Analítica Explicativa, y de los siguientes niveles: a. Descriptiva. Se describió detalladamente los diversos hechos, razones o causas incidentes en la realidad problemática, las mismas que se constituyeron en las causas fundamentales que motivaron la necesidad de investigar. b. Explicativa. Se explicaron cada uno de los hechos, causas o acciones generadas del problema. c. Correlacional. La investigación es correlacional por que sigue una secuencia lógica desde la descripción de la realidad problemática, el planteamiento del problema, los objetivos, las hipótesis, la determinación de las variables, hasta la formulación de los respectivos indicadores y porque establece correlaciones entre variables TÉCNICAS DE RECOLECCIÓN Y PROCESAMIENTO DE DATOS La investigación se realizó fundamentalmente con datos primarios, provenientes de la información proporcionada en forma directa por las 40
41 personas que trabajan en el área de mantenimiento de la Planta Concentradora Berna II en el Centro Minero Casapalca. Dicha información consiste en el historial de fallas y de reparaciones de los equipos críticos de la línea de flotación obtenidos durante el año También se utilizó la encuesta como instrumento para la recolección de datos referente al grado de conocimiento del personal de mantenimiento de la planta sobre la temática de confiabilidad de equipos y sistemas así como de técnicas cualitativas y cuantitativas del mantenimiento. Período de análisis: El período de análisis para la presente investigación corresponde al año Procesamiento de la Información: la información recopilada fue procesada utilizando los Software s estadísticos denominados RELEST y DISMA y el Excel, los mismos que utilizando los datos históricos o datos estadísticos del tiempo entre fallos de los equipos críticos de la línea de flotación, permitieron pronosticar en qué etapa del ciclo de vida se encuentran dichos equipos críticos y además permitieron evaluar el tiempo medio entre fallos (TMEF), como la confiabilidad y la tasa de fallos de cada equipo crítico. 1.8 JUSTIFICACIÓN E IMPORTANCIA DE LA INVESTIGACIÓN La presente investigación se justifica por que evalúa y analiza el estado situacional de los equipos principales de la línea de flotación de la Planta Concentradora Berna II, en base a técnicas cualitativas (análisis de criticidad, análisis de modos y efectos de fallos) y técnicas cuantitativas (análisis estadístico de fallas); además, porque evalúa la gestión del mantenimiento que se practica para dichos equipos; y es importante, porque teniendo en cuenta el Análisis de Confiabilidad de los equipos críticos de la línea productiva, se propone optimizar la Gestión del Mantenimiento de los mismos, en base a la determinación de la frecuencia o ciclo óptimo para el mantenimiento preventivo de cada equipo crítico. 41
42 CAPÍTULO II MARCO TEÓRICO Y MARCO CONCEPTUAL DE LA INVESTIGACIÓN 2.1 FUNDAMENTOS DE LA GESTIÓN DEL MANTENIMIENTO EVOLUCIÓN DEL CONCEPTO DE MANTENIMIENTO DURANTE EL SIGLO XX Y NUEVAS TENDENCIAS DEL MANTENIMIENTO Desde que el hombre comenzó a fabricar objetos para uso personal, le fue imprescindible llevar a cabo alguna restauración para volver a utilizarlos. Así fue, que conforme se evolucionó en tecnología, también se evidenciaron avances en las maneras de restaurar objetos, herramientas y máquinas 7. En ese sentido, históricamente a lo largo del desarrollo industrial, la función mantenimiento ha evolucionado a través del tiempo pasando por diferentes etapas. Al respecto, muchos autores coinciden en establecer que durante el siglo XX la evolución del mantenimiento ha tenido tres (03) grandes etapas que, aunque no tienen una frontera clara entre ellas desde el punto de vista temporal, sí pueden dar una clara idea de cuál ha sido la evolución de las técnicas y organizaciones que se han ido implementando durante dicho siglo. El hecho de que no exista una frontera clara entre una etapa y otra, se debe a varios factores. El fundamental, es que cada sector de la industria ha
43 evolucionado de forma diferente. Por poner un ejemplo, la aeronáutica ha ido siempre muy por delante del sector industrial, naval y ferroviario 8. Cabe señalar, que las tres etapas de evolución del mantenimiento generalmente son denominadas: Primera, Segunda y Tercera Generación 8 que a continuación se desarrollan. PRIMERA GENERACIÓN. La Primera Generación cubre el período aproximadamente entre 1930 y 1950 o la Segunda Guerra Mundial. En esta época la industria estaba poco mecanizada, y por tanto, los tiempos fuera de servicio no eran críticos, lo que llevaba a no dedicar esfuerzos en la prevención de fallos de equipos. Además, al ser la maquinaria muy simple y normalmente sobredimensionada, los equipos eran muy confiables y fáciles de reparar, por lo que no se hacían revisiones sistemáticas, salvo las rutinarias de limpieza y lubricación. El único mantenimiento que se realizaba era el de reparar cuando se averíe, es decir, se practicaba el mantenimiento correctivo, y generalmente los propios operarios de producción se encargaban de las reparaciones de los equipos 9. Objetivos Reparar cuando se produce el fallo Técnicas Mantenimiento Correctivo FIGURA 2.1. Primera Generación del Mantenimiento SEGUNDA GENERACIÓN. La Segunda Guerra Mundial, provocó un fuerte aumento de la demanda de toda clase de bienes. Este cambio, unido al 8 GONZÁLEZ FERNÁNDEZ, FRANCISCO JAVIER (2009): Teoría y Práctica del Mantenimiento Industrial Avanzado (libro). Edita: Fundación Confemetal. 3ra edición. Madrid-España. 9 GARCÍA GONZÁLES-QUIJANO, JAVIER (2004): Mejora en la confiabilidad operacional de las plantas de generación de energía eléctrica: desarrollo de una metodología de gestión de mantenimiento basado en el riesgo (RBM) (Tesis de máster). Universidad Pontificia Comillas. Madrid (España). Disponible en: 43
44 descenso en la oferta de mano de obra que causó la guerra, aceleró el proceso de mecanización de la industria 9. Conforme aumentaba la mecanización, la industria cada vez más comenzaba a depender del buen funcionamiento de la maquinaria. Esta dependencia, provocó que el mantenimiento se centrara en buscar formas de prevenir los fallos, y por tanto, de evitar o reducir los tiempos de parada forzada de las máquinas. Con este nuevo enfoque del mantenimiento, apareció el concepto de mantenimiento preventivo. En la década de los sesenta (60), éste consistía fundamentalmente en realizar revisiones periódicas o cíclicas a la maquinaria a intervalos fijos 9. Además, se comenzaron a implementar sistemas de control y planificación del mantenimiento, con el objetivo de controlar el aumento de los costes de mantenimiento, y planificar las revisiones a intervalos fijos 9. Cabe señalar, que a partir de los años setenta (70), a medida que se generalizó el uso de herramientas informáticas, los sistemas de planificación y todas las actividades de los sistemas de control, se han ido implementando en bases de datos informáticos, cuyo tratamiento ha optimizado los sistemas de toma de decisiones. Asimismo, asociado a este auge de la informática, aparecieron en el mercado herramientas de software para facilitar a los responsables de mantenimiento, los trabajos de planificación y control 8. En la década de los ochenta (80), se llegó a la conclusión de que el mantenimiento de Segunda Generación, una vez optimizado en cuanto a las periodicidades y consistencias de las revisiones cíclicas preventivas, y una vez optimizados los sistemas de planificación y control, se entraba a una situación de estancamiento; esto es, los índices más definitorios de cualquier actividad de mantenimiento: la confiabilidad, la disponibilidad y los costes, se estabilizaban. Ante dicha situación de estancamiento, en los años ochenta (80) se empezó a hablar del mantenimiento de Tercera Generación 8. Se debe precisar, que la Segunda Generación cubre el período aproximadamente entre finales de 1950 e inicios de
45 Objetivos Mayor disponibilidad de los equipos Mayor vida de operación de los equipos Reducción de costes Técnicas Revisiones periódicas o cíclicas Mantenimiento planificado Sistemas de control del trabajo Utilización de la informática FIGURA 2.2. Segunda Generación del Mantenimiento TERCERA GENERACIÓN. Según García, , la tercera generación se inició aproximadamente a finales de los setenta (70), y primera década de los ochenta (80), cuando se aceleraron los cambios a raíz del avance tecnológico y de las nuevas investigaciones. La mecanización y la automatización siguieron creciendo; se operaba con volúmenes de producción muy elevados; cobraban mucha importancia los tiempos de parada, debido a los costos por pérdidas de producción. Alcanzó mayor complejidad la maquinaria, y la producción en las plantas industriales se volvía cada vez más dependientes de ellas. Se exigían cada vez productos y servicios de mayor calidad, considerando aspectos de seguridad y medio ambiente, y se consolidó el desarrollo del mantenimiento preventivo. En ese sentido, la tercera etapa el mantenimiento fundamenta sus objetivos en la confiabilidad, disponibilidad y costes, abordando complementariamente la seguridad (factor muy poco tratado en las anteriores etapas del mantenimiento), con una gran tendencia a la emisión de normas, reglamentos, leyes, órdenes, etc. enfocadas hacia este aspecto. La calidad en los servicios de mantenimiento también empezó a tomar auge; la publicación de la norma ISO 9000 en 1984, en su versión ISO 9002 se dirigía básicamente a empresas de servicios. La protección del medio ambiente, también pasó a ser un aspecto crucial en cualquier actividad de mantenimiento. La publicación de la norma ISO 14000, igual que para la calidad fue la ISO 9002, propició un importante avance en el cuidado del medio ambiente. Asimismo, la duración de los equipos mediante el análisis detallado de los costes del ciclo de vida (LCC, Life Cycle Cost) pasó a ser determinante en las decisiones de compra de los nuevos equipos 8. 45
46 Cabe destacar, que en la Tercera Generación del mantenimiento, la observancia normativa adquiere una importancia primordial. Son muchas las organizaciones que abordan reglamentaciones específicas de mantenimiento; así pues, por ejemplo, aparecen reglamentos de aparatos a presión, equipos de transporte, ascensores, escaleras mecánicas, etc. 8 Por otra parte, la filosofía y técnicas del mantenimiento de Tercera Generación se basan en la incorporación de nuevos métodos que conducen a intervenir los equipos e instalaciones sólo cuando es necesario. Así pues, aparece el Mantenimiento según Condición o peritado previamente (MOC, Maintenance on condition), y el Mantenimiento Predictivo, encaminados a intervenir en las máquinas antes de que se produzca el fallo. En paralelo, otras muchas técnicas intentan hacer presencia en el mercado, tal como es el caso del RCM (Reliability Centered Maintenance), el TPM (Total Productive Maintenance), entre otros. También, en esta etapa, el análisis de riesgos se presenta como una herramienta importante para las nuevas estrategias de mantenimiento. Si el fallo de un equipo no supone ningún riesgo, o dicho riesgo es mínimo y asumible, quizás sea más rentable dejar que falle. Asimismo, los sistemas expertos que ofrece el mercado, se incorporan masivamente a los elementos eléctricos, electrónicos y electromecánicos. Los análisis de causas y efectos de fallos aparecen también sobre el tapete. No solamente hay que analizar la avería, sino que hay que ver sus causas dentro de un contexto operacional determinado, que pude ser un sistema de producción o la empresa. Para terminar, esta breve descripción del mantenimiento de Tercera Generación, conviene hablar de los recursos humanos. De la situación relativamente totalitaria entre 1950 y , en la que los operarios se debían limitar a hacer lo que se les dijese, se pasa, a partir de aproximadamente 1980, a abordar metodologías de participación. Esta participación, con independencia del método con que se implemente, 46
47 provoca un cambio en las relaciones humanas de los departamentos de mantenimiento. Por último, en los años de 1980, también aparece en el sector de mantenimiento, una nueva variable: la externalización. La contratación externa (outsourcing) de actividades de mantenimiento, se presenta como una iniciativa interesante para reducir costes, entre otros aspectos 8. Cabe señalar, que la Tercera Generación del Mantenimiento cubre el período aproximadamente entre inicios de 1980 y finales de Objetivos Mayor confiabilidad y disponibilidad Mayor seguridad Mayor calidad del producto Respeto al medio ambiente Mayor vida de los equipos Más bajos costes (eficiencia de costes) Técnicas Monitoreo de condición Diseño basado en confiabilidad y mantenibilidad Estudios de riesgos Descentralización de los sistemas de información Modos de fallo y causas de fallo (FMEA, FMECA) Sistemas expertos Participación y trabajo en equipo FIGURA 2.3. Tercera Generación del Mantenimiento NUEVAS TENDENCIAS DEL MANTENIMIENTO. LA CUARTA GENERACIÓN. Según Gonzales, , en la primera década del siglo XXI se ha tenido un crecimiento muy importante de nuevos conceptos de mantenimiento y metodologías aplicadas a la gestión del mantenimiento. En primer lugar, se refleja la necesidad de abordar las actividades de cualquier departamento o servicio de mantenimiento de forma integrada. Ya no es cuestión de hablar de una determinada tecnología, método organizativo, normativa, etc. Los responsables de mantenimiento deberán estructurar todas las actividades con una visión global e integradora; es decir, es de necesidad integrar todos los nuevos conceptos de mantenimiento que en los últimos decenios del pasado siglo XX se han planteado de forma muy aislada. Así pues, los nuevos conceptos del RCM o los del TPM no se 47
48 pueden aplicar aisladamente como filosofías salvadoras de los departamentos de mantenimiento. En ese sentido, su implementación debe contemplarse no de manera exclusiva, sino de manera conjunta con otras diversas técnicas. Nunca deben considerarse como técnicas únicas y excluyentes. Hay que esforzarse en integrarlas. Asimismo, Gonzales, , señala, que otro enfoque que toma gran fuerza en los años finales del siglo XX y comienzos del siglo XXI es la gestión de mantenimiento orientada no a resultados técnicos del departamento de mantenimiento, sino a los clientes internos y externos. También, señala, que un aspecto diferenciador con respecto a etapas anteriores, es que en el presente siglo XXI se profundiza la externalización o contratación de actividades ya esbozadas. Se profundiza la idea de contratación externa como búsqueda de mejora de costes y de mejora del servicio prestado. El objetivo de los contratos es hacer atractiva la actividad del mantenimiento, motivando a llevar a cabo procesos de mejora continua. De otro, indica, que las aisladas certificaciones de calidad y medio ambiente ya no tendrán un tratamiento individual. Se tiende a alcanzar certificaciones integradas tanto en los aspectos de aseguramiento y garantía de calidad, como en protección del medio ambiente, seguridad de trabajos y competencia de los trabajadores. Además, precisa, que se va a seguir profundizando la participación de los trabajadores, viendo sus resultados, sus avances y retrocesos. El benchmarking se abordará a todos los niveles. Ello significa que no nos compararemos solamente con nosotros mismos en cuanto a resultados anteriores / resultados actuales. Nos tendremos que comparar con las mejores empresas del sector y saber cómo consiguen mejoras en aquellos aspectos diferenciadores 8. También, manifiesta, que se seguirán abordando análisis de consistencias y de actividades, según los riesgos que los fallos impliquen, y la reingeniería seguirá siendo una herramienta útil para revisar los tres parámetros 48
49 (confiabilidad, disponibilidad y costos) que siguen siendo en el siglo XXI básicos identificadores de la gestión del mantenimiento. No solo se hará reingeniería técnica de máquinas, se hará reingeniería completa de procesos. Por último, Gonzales señala, que en este siglo XXI, seguirá siendo crucial la observancia normativa. Las administraciones seguirán elaborando y redactando normas para cubrir el máximo número de aspectos legales, sobre todo de aquellos que afecten a la seguridad y medio ambiente. Otro punto importante que considera, es la tendencia a implementar sistemas de mejora continua de los planes de mantenimiento preventivo y predictivo, de la organización y ejecución del mantenimiento. Finalmente, de todo lo descrito en la Cuarta Generación del Mantenimiento y demás etapas anteriores, se concluye que el concepto de mantenimiento ha evolucionado hacia una concepción global. Objetivos Mayor confiabilidad y disponibilidad Mayor seguridad Mayor calidad del producto Respeto al medio ambiente Mayor vida de los equipos Más bajos costes (eficiencia de costes) Mayor mantenibilidad Patrones de fallos / Eliminación de los fallos Nuevas tendencias Gestión integrada del mantenimiento basada en nuevos conceptos como el RCM, TPM, etc. Gestión orientada a resultados y a clientes Externalización de actividades compartiendo riesgos y resultados Motivación e implicación en resultados de los trabajadores Certificación integrada de actividades ISO 9000 / ISO 1400, etc. Benchmarking a todos los niveles Gestión del riesgo Reingeniería permanente para la mejora continua de confiabilidad, mantenibilidad, disponibilidad y costes Observación normativa FIGURA 2.4. Cuarta Generación del Mantenimiento 49
50 2.1.2 CONCEPTUALIZACIÓN DEL MANTENIMIENTO Referente a la conceptualización del mantenimiento existen varias definiciones, las mismas que se diferencian según los criterios de cada autor. Según la norma francesa AFNOR , mantenimiento se define como el conjunto de acciones que permiten mantener o restablecer un bien a un estado especificado o en capacidad de asegurar un servicio determinado 10 Asimismo, para la norma europea EN que entró en vigor el , el mantenimiento se define como la combinación de todas las acciones técnicas, administrativas y de gestión durante el ciclo de vida de un elemento, destinados a conservarlo o devolverlo a un estado en el cual pueda desarrollar la función requerida. De idéntica forma, para García, , el mantenimiento habitualmente se define como el conjunto de técnicas destinadas a conservar equipos e instalaciones en servicio durante el mayor tiempo posible (buscando la más alta disponibilidad) y con el máximo rendimiento. También, Paredes, menciona, que el mantenimiento industrial busca la excelencia en la gestión de equipos a través de actividades estructuradas y metódicas para alcanzar objetivos que permitan: garantizar equipos capaces y confiables optimizar el costo de vida de los equipos eliminar radicalmente las fallas contribuir en la construcción de un ambiente de trabajo seguro, agradable y motivador. 10 PASCUAL J., RODRIGO (2008): El arte de mantener (libro). Universidad de Chile. Santiago de Chile. 11 Las normas EN son normas estándar europeas, no así las normas AFNOR. 12 GARCÍA GARRIDO, SANTIAGO (2003): Organización y gestión Integral del mantenimiento (libro). Ediciones Díaz de Santos. España. 13 PAREDES RODRÍGUEZ, FRANCISCO (2010): Planificación y Control del Mantenimiento. Seminario Taller. Organizado por AM Business Capacitación Corporativa. Lima - Perú. 50
51 De las definiciones mencionadas, se deduce que la principal función del mantenimiento es sostener la funcionalidad de los equipos, máquinas o instalaciones y el buen estado de los mismos a través del tiempo. Asimismo, cabe resaltar, que para Mora, , el mantenimiento industrial bajo el enfoque sistémico, puede definirse como una ciencia, dado que cumple todos los requisitos definidos por la Real Academia Española (RAE), la cual define que un conjunto de conocimientos obtenidos a través de la observación, el estudio, de la experiencia y del razonamiento, debidamente estructurados en forma sistémica, y de los cuales se pueden deducir principios, leyes generales, comportamientos y predicciones, etc., permiten construir una ciencia. Por su parte, Grijalbo, complementa la definición de ciencia en los términos siguientes: Ciencia: tipo de conocimiento lógicamente estructurado sobre un conjunto grande, amplio de fenómenos que, enfocados bajo un determinado punto de vista, aparecen íntimamente relacionados; engloba definiciones, postulados y leyes enmarcadas en una teoría con que se intenta describir la estructura de una parte de la realidad a la que remite en último extremo su objetividad a través de la verificación, la predicción y, en algunos casos, la técnica. De lo mencionado, se deduce, que el mantenimiento puede ser conceptualizado como una ciencia, en el entendido que cumple con todas las condiciones descritas, ya que posee un amplio y diverso conjunto de conocimientos derivados de la práctica industrial, del estudio de numerosos autores mundiales y locales acerca del tema, del establecimiento de diferentes principios y leyes generales de aceptación universal, y de definiciones amplias y específicas sobre los múltiples aspectos relacionados con ella. 14 MORA GUTIÉRREZ, ALBERTO (2009): Mantenimiento. Planeación, ejecución y control (libro). Editorial Alfaomega. Colombia 15 GRIJALBO MONDADORI (2000): Gran Diccionario Enciclopédico Ilustrado (libro). Editorial Grijalbo Mondadori. Vol. 1. Barcelona España. 51
52 El considerar el mantenimiento como una ciencia, permite su tratamiento profundo, serio, coherente y estructurado, de tal manera que todos los conocimientos que se desarrollan sean realizables y útiles. Cabe señalar, que el enfoque sistémico cuando se utiliza en mantenimiento, admite el reconocimiento de los tres elementos fundamentales o básicos que constituyen un sistema (personas, artefactos y entorno), los mismos que se interrelacionan entre sí, y que para el caso del mantenimiento estos elementos son: los mantenedores (personas), las máquinas o equipos industriales o de operación (artefactos) y los sitios físicos en donde se prestan los servicios de mantenimiento (entorno). En la figura 2.5 se muestran los elementos del mantenimiento basado en el enfoque sistémico. FIGURA 2.5. Elementos del mantenimiento bajo enfoque sistémico PERSONAS Mantenedores ENTORNO Industrias Fábricas ARTEFACTO S Máquinas Equipos Fuente: Mora Gutiérrez, Mantenimiento, Planeación, Ejecución y Control. En ese contexto, se puede entender que el mantenimiento es una ciencia que se aplica en equipos, máquinas o sistemas productivos que genera el ser humano, y cuyo fin es preservar los equipos industriales mediante su construcción, reparación o mantenimiento. 52
53 Asimismo, el enfoque sistémico permite entender que el estudio y el análisis del tema de mantenimiento se debe abordar de manera estructural; es decir, que tiene un orden y una secuencia; de esta manera se facilita su entendimiento, su aplicación y la ejecución de operaciones, las tácticas y estrategias en la empresa. La estructura se da en el entendido que existen una serie de elementos (mantenedores, productores y máquinas) organizados e independientes, que se relacionan entre sí de manera formal. Al respecto, cabe señalar, que los elementos mantenimiento, producción y máquinas se relacionan entre sí a partir de premisas y normas de aceptación universal, así: la relación entre productores (producción) y máquinas la establecen los principios de la confiabilidad; la relación entre mantenedores (mantenimiento) y máquinas se define por las reglas de la mantenibilidad; la relación entre mantenedores y productores se da por una relación indirecta a través de los equipos y está gobernada por los cánones de la disponibilidad. Cabe destacar, que la confiabilidad, la mantenibilidad y la disponibilidad son prácticamente las únicas medidas técnicas y científicas fundamentadas en cálculos matemáticos, estadísticos y probabilísticos que tiene el mantenimiento para su análisis y su evaluación integral y específica. Por medio de la confiabilidad, mantenibilidad y disponibilidad es como se puede planear, organizar, dirigir, ejecutar y controlar totalmente la gestión y la operación del mantenimiento GESTIÓN Y MANTENIMIENTO Para Mora, la palabra gestión se relaciona con administración o dirección de empresas (pudiendo ser también de áreas de producción, áreas de servicio, entre otras), cuya función básica es crear bienes o servicios que contribuyan a elevar el nivel de vida de la humanidad. Además, señala que la expresión empresa se entiende como una organización conformada por personas, máquinas, tecnología, información, planeación y recursos financieros que busca alcanzar objetivos establecidos 53
54 (eficiencia y eficacia), manejando adecuadamente los recursos disponibles (eficiencia), respetando el medio ambiente con la mayor efectividad. En ese contexto, para De Miguel, , la gestión de una empresa (que se refiere a su administración), es el conjunto de actividades que implican: planificar, organizar, dirigir, coordinar y ejecutar, para lograr los objetivos establecidos, tal como lo establecen las escuelas modernas de gestión. En relación al mantenimiento, Mora manifiesta que es necesario reconocer dos aspectos básicos: gestión y operación. La primera se refiere al manejo de los recursos, a su planificación, organización y a su control, mientras que la segunda es la realización física del servicio de mantenimiento. De otro lado, Navarro, Pastor y Mugaburu, mencionan que la Gestión del Mantenimiento debe enfocarse en dos direcciones: una de ellas es en la gestión que realiza mantenimiento con los demás departamentos o áreas enmarcado en los objetivos de la empresa, y el segundo nivel en la gestión integral e interna, propia del departamento. Al respecto, indican, la primera de ellas define las pautas que se siguen en las buenas relaciones que debe tener mantenimiento para operar dentro de un marco integral de la empresa, con el fin de buscar mejores niveles de colaboración y de trabajo en equipo al seguir las pautas de la organización. En el segundo bloque de gestión integral interna, depende exclusivamente de cómo disponga sus recursos productivos para generar un buen servicio de mantenimiento al menor costo posible y con la mayor calidad, mediante el logro de excelentes niveles de satisfacción al cliente. 16 DE MIGUEL FERNÁNDEZ, ENRIQUE (1990): Introducción a la Gestión Management (libro). Ed. Universidad Politécnica de Valencia. Vols. I y II. Valencia-España. 17 NAVARRO ELOLA, LUIS; PASTOR, ANA CLARA; TEJEDOR Y MUGABURU LACABRERA, JAIME MIGUEL (1997): Gestión integral del mantenimiento (libro). Ed. Editores Marcombo Boixareu. Barcelona-España. 54
55 Asimismo, Lorick, se refiere a la Gestión del Mantenimiento como la organización de un área gerencial de mantenimiento que exige la necesidad de establecer sistemas de gestión y operación, mediante procesos, apoyándose en sistemas computarizados para manejar las actividades inherentes a mantenimiento. De otra parte, Mora, , expresa que la Gestión del Mantenimiento es aquel sistema de gestión que planifica, organiza, dirige, controla y administra todas las actividades inherentes al mantenimiento. A la vez, responde a las necesidades de producción, contribuyendo a la productividad y competitividad de la empresa. Cabe precisar, que las limitaciones del mantenimiento varían con el tipo de industria, pero dependen de la disponibilidad financiera, políticas de utilización del parque industrial, niveles de productividad, fiabilidad de los equipos, vida útil de los equipos, obsolescencia tecnológica de las máquinas y calificación del personal de mantenimiento POR QUÉ DEBEMOS GESTIONAR EL MANTENIMIENTO Al respecto, cabe formularse las siguientes preguntas: Por qué debemos gestionar el mantenimiento?, acaso, No es más fácil y más barato acudir a reparar un equipo cuando se averíe y olvidarse de planes de mantenimiento, 18 LORICK, HARRY y VARELA, STEVE (1998): Infraestructure Maintenance System (libro). Ed. Review Public Works. Estados Unidos. 19 La alta interrelación de mantenimiento y producción se ratifica en el hecho de que la gestión del mantenimiento depende de la tecnología de los equipos y del tipo de actividad industrial y organización, a la que pertenecen. 55
56 estudio de fallas, sistemas de organización, etc. que incrementan notablemente la mano de obra indirecta? (García, ). A continuación se describen las razones por qué es necesario gestionar el mantenimiento: 1. Porque practicando una eficiente Gestión del Mantenimiento, las empresas se vuelven más competitivas, en el entendido que un óptimo mantenimiento, conlleva a sistemas de producción más sostenidos, contribuyendo a satisfacer las necesidades de los clientes. 2. Porque existen varias técnicas de mantenimiento que al ser implantadas adecuadamente, previo análisis, mejoran la calidad de los productos y la productividad de la empresa: Entre algunas técnicas de mantenimiento se puede mencionar las siguientes: el mantenimiento preventivo, el mantenimiento predictivo (análisis vibracional, termografías, detección de fugas por ultrasonidos, análisis amperimétricos, etc.), el RCM, el TPM, entre otras. 3. Porque la calidad, la seguridad, y las interrelaciones con el medio ambiente son aspectos que han tomado una extraordinaria importancia en la gestión industrial. Es necesario gestionar estos aspectos para incluirlos en las formas de trabajo de los departamentos de mantenimiento. 4. Porque resulta relevante analizar la influencia que tiene cada uno de los equipos que constituyen las líneas de producción de las plantas industriales. 5. Porque es importante aumentar la disponibilidad de los equipos, no hasta el máximo posible, sino hasta el punto en que la indisponibilidad no interfiera en el plan de producción de las empresas. 6. Porque la aplicación de técnicas cualitativas (análisis de criticidad, análisis de modos y efectos de fallos, entre otros) y cuantitativas o estadísticas (análisis de confiabilidad de equipos, determinación del ciclo óptimo para el mantenimiento preventivo de equipos, etc.) del mantenimiento, conlleva a 20 GARCÍA GARRIDO, SANTIAGO (2003): Organización y Gestión Integral del Mantenimiento (libro). Ediciones Díaz de Santos. España. 56
57 una eficiente Gestión del Mantenimiento de equipos en plantas industriales, y por ende a procesos productivos de calidad TIPOS DE MANTENIMIENTO Los tipos de mantenimiento surgieron como consecuencia de la evolución del concepto de mantenimiento. El orden cronológico se corresponde con el grado de complejidad y efectividad del mantenimiento. A las formas más primitivas siguen otras más elaboradas. Sin embargo, aquellas no se dejan de usar sino que complementan a las posteriores (Callará-Pontelli, ). Sin embargo, existen diversos autores y normas que clasifican de diversas formas al mantenimiento. Tal es así, que según la Norma EN (norma estándar europea), el mantenimiento tiene únicamente dos (02) subdivisiones principales: mantenimiento preventivo y mantenimiento correctivo. El mantenimiento preventivo, a su vez, se subdivide en solo dos tipos: mantenimiento predictivo (o basado en condición) y mantenimiento preventivo sistemático (o predeterminado). Asimismo, el mantenimiento correctivo, como segundo aspecto a resaltar, tiene dos divisiones a un nivel inferior: mantenimiento diferido (o programable) y mantenimiento inmediato (o urgente). En la figura 2.6 se muestra esquemáticamente los diferentes tipos de mantenimiento según la Norma EN FIGURA 2.6. Tipos de mantenimiento según la Norma EN MANTENIMIENTO 21 CALLARÁ, IVAN PONTELLI, DANIEL (2009): Mantenimiento Industrial (libro). Editorial UNIVERSITAS. Primera edición. Córdova-Argentina. 57
58 MANTENIMIENTO PREVENTIVO MANTENIMIENTO CORRECTIVO Mantenimiento predictivo o a condición Mantenimiento sistemático o predeterminado Programado Continuo o a solicitud Programado Continuo o a solicitud Diferido o Programable Inmediato Fuente: González Fernández, Teoría y Práctica del Mantenimiento Industrial Avanzado. A continuación se describen cada uno de los tipos de mantenimiento mencionados. a. MANTENIMIENTO PREVENTIVO. Sin duda, este tipo de mantenimiento es el pilar fundamental de todos los departamentos de mantenimiento y, es definido como el conjunto de actividades o tareas planificadas previamente, que se llevan a cabo con la finalidad de: 1) contrarrestar con anticipación los fallos de los activos, y de esa manera garantizar que los equipos, máquinas, instalaciones, etc. cumplan con las funciones requeridas durante su ciclo de vida útil dentro del contexto operacional donde se ubican, 2) alargar el ciclo de vida de los activos, y 3) mejorar la eficiencia de los procesos 22. En ese sentido, Duffuaa, Raouf y Dixon, manifiestan que el mantenimiento preventivo implica, en primer lugar, que todos los recursos DUFFUAA, SALIH O.; A. RAOUF; DIXON CAMPBELL, JOHN (2010): Sistemas de mantenimiento. Planeación y control. Editorial LIMUSA, S.A. de C.V. Grupo Noriega Editores. México. 58
59 necesarios para realizar las tareas han sido planeados y están disponibles, y en segundo lugar, que el trabajo se llevará a cabo de acuerdo con un programa establecido; es por ello, que al mantenimiento preventivo también se le conoce como mantenimiento planificado, y tiene lugar antes de que ocurra una falla o avería. Como su nombre lo indica, el mantenimiento preventivo se diseñó con la idea de prever y anticiparse a los fallos de las máquinas, equipos, líneas de producción, etc., utilizando para ello una serie de datos sobre los distintos sistemas, sub-sistemas e inclusive partes o componentes. Haciendo uso de los datos, se hace la planeación, esperando con ello evitar los paros y obtener así una alta disponibilidad y efectividad de la planta. El mantenimiento preventivo se refiere a las acciones tales como: reemplazos, adaptaciones, restauraciones, inspecciones, evaluaciones, etc. realizadas en períodos de tiempos por calendario o uso de los equipos. En ese sentido, el mantenimiento preventivo puede variar de simples rutas de lubricación o inspección hasta el más complejo sistema de monitoreo en tiempo real de las condiciones de operación de los equipos 24. Entre las ventajas o beneficios que brinda el mantenimiento preventivo se pueden mencionar las siguientes 24 : 1. reduce las fallas y tiempos muertos (incrementa la disponibilidad de equipos e instalaciones), 2. incrementa la vida de los equipos e instalaciones, 3. reduce los niveles del inventario, 4. produce ahorros económicos a la empresa. Un dólar ahorrado en mantenimiento son muchos dólares de utilidad para la compañía. De acuerdo a la Norma EN-13306, el mantenimiento preventivo, a su vez, se subdivide en solo dos tipos: mantenimiento predictivo (o basado en condición) y mantenimiento preventivo sistemático (o predeterminado). a.1) MANTENIMIENTO PREDICTIVO O A CONDICIÓN. Para González, el mantenimiento predictivo es aquella metodología que basa las intervenciones en una máquina o instalación, teniendo en cuenta la PREVENTIVO%20parte%201.pdf 59
60 evolución de una determinada variable o parámetro que sea realmente identificadora de su funcionamiento y fácil de medir (temperatura, ruido, partículas en el aceite, etc.). En ese sentido, tal como lo señalan Gallará- Pontelli, , el mantenimiento predictivo predice la ocurrencia de una falla a través de la apreciación de síntomas o señales que la máquina emite y según la complejidad de las mismas, éstas serán detectadas con los sentidos humanos o con instrumentos. Así mismo, Gallará-Pontelli mencionan, que en un mantenimiento predictivo especializado, la detección de futuras fallas se efectúa por medio de instrumentos y ensayos de cierta complejidad, basados en desarrollos tecnológicos y siguiendo una serie de procedimientos normalizados. Se fijan secuencias de control de los puntos críticos según el tipo de ensayo y se lleva un historial de los resultados. De esta manera se tiene una idea de cuándo ocurrirá la falla y, por lo tanto, permite planificar las intervenciones. Esto implica, que el mantenimiento predictivo se encuadra dentro del mantenimiento planificado. En ese contexto, se puede mencionar, que el mantenimiento predictivo se basa fundamentalmente en detectar la falla de una máquina, equipo o instalación antes de que suceda, realizando mediciones periódicas de algunas variables o parámetros físicos inherentes a la máquina como vibración, temperatura, amperaje, contaminantes en el aceite de lubricación o nivel de ruido, para luego planificar las acciones correctivas oportunas, sin necesidad de parar o desmontar la máquina ni detener la producción. En ese sentido, el mantenimiento predictivo es una técnica que permite pronosticar el punto futuro de falla de alguna componente de una máquina, de tal forma que dicho componente pueda repararse o reemplazarse, en base a un plan, justo antes de que falle. Así, el tiempo muerto del equipo se minimiza y el tiempo de vida del componente se maximiza. Es decir, el mantenimiento predictivo identifica y monitorea las fallas de las componentes de una máquina, para planificar de manera conveniente su reparación o cambio. 60

61 Se debe tener en cuenta, que la gran mayoría de las fallas no se presentan de manera brusca, en general las fallas son el resultado de un periodo de desgaste progresivo, este proceso de desgaste es cuantificable y desde el momento de la detección inicial de la falla, puede evaluarse su progreso y predecirse el momento del colapso con semanas, meses o años de anticipación. En la figura 2.7 se muestra una curva donde se ilustra la evolución de la falla de una máquina o equipo, desde su inicio hasta llagar a la falla funcional (el equipo ya no cumple con su función) pasando por diferentes situaciones de condición como: ruido ultrasónico, cambios en la vibración, partículas de desgaste en el aceite, anormalidades termográficas, ruido audible y alta temperatura 25. FIGURA 2.7. Curva de evolución de una falla Fuente: Estrategias de Mantenimiento Predictivo. _GTS_CONFIABILIDAD.pdf Cabe destacar, que según Duffuaa, Raouf y Dixon, , el mantenimiento predictivo o mantenimiento basado en la condición del equipo, es técnicamente factible: Si es posible detectar condiciones o funcionamiento degradado de la máquina (vibración, incremento de la temperatura, incremento del nivel de ruido, etc.), 25 _GTS_CONFIABILIDAD.pdf (Estrategias de Mantenimiento Predictivo) 61
62 Si existe un intervalo de inspección práctico, y Si el intervalo de tiempo (desde la inspección hasta la falla funcional) es suficientemente grande para permitir acciones correctivas o reparaciones (ver figura 2.8). Cabe señalar, que muchos autores intentan explicar el mantenimiento predictivo con la curva de fallos P- F, en la que simbolizan cómo la variable o parámetro medido va evidenciando un determinado nivel de deterioro de la máquina a partir del punto P (fallo potencial), para que, antes de que ésta falle, punto F (fallo funcional), se produzca la intervención (ver figura 2.8). FIGURA 2.8. Mantenimiento basado en las condiciones (Curva potencial funcional o curva P - F) Fuente: Duffuaa, Raouf y Dixon, Sistemas de Mantenimiento Planeación y Control, Pág. 80 a.2) MANTENIMIENTO SISTEMÁTICO. Es aquel mantenimiento preventivo que se efectúa de acuerdo a un plan, estableciendo intervenciones periódicas y sistemáticas según el tiempo, según las horas de trabajo, según las horas de vuelo, etc. Es decir, en este tipo de mantenimiento se planifican las intervenciones de manera constante y en base a una periodicidad concreta como: número de horas de funcionamiento, número de kilómetros recorridos, etc., pero siempre las mismas. A la postre, se usa una variable independiente a 62
63 las intrínsecas a la propia máquina, para realizar la programación de intervención (por ejemplo: el cambio de aceite de un transformador de potencia por pérdida de rigidez dieléctrica por tiempo de operación). Cabe señalar, que el mantenimiento sistemático tiene diversas fuentes de origen, y según estas, su revisión y modificación podrá o no ser posible; en unos casos, por que se haya corroborado la eficacia de la periodicidad definida, como puede ser en las sustituciones periódicas de aceites y lubricantes y, en otros casos, porque dichas periodicidades sean de obligado cumplimiento por legislaciones o reglamentos o, quizás, porque los departamentos de mantenimiento (para salvaguardar la responsabilidad ante un percance) hayan creído conveniente estipular y definir de manera inamovible un determinado mantenimiento de seguridad. b. MANTENIMIENTO CORRECTIVO. Es el conjunto de actividades o tareas destinadas a corregir las fallas o defectos que se presentan en las máquinas o equipos de manera inmediata o programando la detención del equipo para momentos de menor actividad, como un fin de semana, días feriados, etc. En ese sentido, se puede considerar dos divisiones para el mantenimiento correctivo (Norma EN-13306): mantenimiento inmediato (o urgente) y mantenimiento diferido (o programable). b.1) MANTENIMIENTO CORRECTIVO INMEDIATO O URGENTE (O A ROTURA ). Según Callará-Pontelli, , este tipo de mantenimiento tiene por misión intervenir de manera inmediata para restablecer la paralización de la máquina a como dé lugar. Es decir, es una actividad reactiva, o sea, actúa una vez ocurrida la falla, y debe realizarse con la mayor celeridad para evitar que se incrementen los costos, dado que da lugar a las temidas pérdidas por paradas de producción. Tiene la característica de ser intempestivo y desorganizado y, por lo tanto, está lejos de ser planificado. Así fueron los comienzos del mantenimiento. Pese a todo, este tipo de mantenimiento nunca 63
64 desaparecerá, pero si deberá ser reducido al mínimo, planificando el mantenimiento de las máquinas o instalaciones. Este tipo de mantenimiento resulta aplicable en: Sistemas complejos, normalmente en componentes electrónicos o en aquellos donde no es posible prever fallas, y en los procesos que admiten ser interrumpidos en cualquier momento y durante cualquier tiempo, sin afectar la seguridad. Equipos en funcionamiento que tiene cierta antigüedad. En estos casos puede suceder que la falla se presente en forma imprevista, y por lo general en el momento menos oportuno, debido justamente a que el equipo es exigido por necesidad y se le requiere funcionando a sus plenas características. Un inconveniente en este tipo de mantenimiento es que debe preverse un capital inmovilizado y disponible para las piezas y elementos de repuesto, visto que la adquisición de los mismos puede no ser resuelta con rapidez, y requiere de una gestión de compra y entrega que no coincide con los tiempos reales para poner en marcha nuevamente los equipos en el más corto tiempo posible, con el agravante que puedan ser piezas discontinuadas, importadas o que ya no se fabriquen más. b.2) MANTENIMIENTO CORRECTIVO DIFERIDO O PROGRAMABLE. El mantenimiento correctivo diferido prevé lo que se hará antes que se produzca el fallo, de manera que cuando se detiene el equipo para efectuar la reparación, ya se dispone de los recursos de manera racional como repuestos, instrumentos, documentos necesarios y del personal técnico asignado con anterioridad en una programación de tareas. Al igual que el anterior, corrige la falla y actúa ante un hecho cierto, en un plazo establecido y sin afectar la producción. Este tipo de mantenimiento difiere del inmediato o urgente en el sentido de que se evita ese grado de apremio, porque los trabajos han sido programados con antelación. 64
65 Para llevarlo a cabo se programa la detención del equipo, pero previo a ello, se realiza un listado de tareas a realizar sobre el mismo y se programa su ejecución en dicha oportunidad, aprovechando para realizar toda reparación, recambio o ajuste que no sería factible hacer con el equipo en funcionamiento. Suele hacerse en los momentos de menor actividad, horas en contra turno, períodos de baja demanda, durante la noche, en los fines de semana, períodos de vacaciones, días feriados, etc. Bajo esta modalidad la gestión del mantenimiento correctivo es más eficaz y eficiente permitiendo a sus conductores realizar presupuestos de operación y llevar registros de las intervenciones. 2.2 LA GESTIÓN DEL MANTENIMIENTO BAJO EL ENFOQUE DE LA GESTIÓN DE LA CALIDAD 26 La Gestión de la Calidad (GC) se ha convertido en el paradigma más importante del contexto global en el desarrollo de las organizaciones contemporáneas, porque es un sistema de gestión que continuamente busca mejorar la competitividad de las mismas. En ese sentido, Nava manifiesta que, más que una moda, la Gestión de la Calidad constituye una filosofía y estrategia para emprender cambios que mejoren el desempeño de las organizaciones y de sus agremiados, con el propósito de que sus procesos arriben a resultados de calidad para satisfacer las necesidades de sus clientes. Así mismo, Claver señala que, la Gestión de la Calidad es un sistema de gestión que comprende un conjunto de principios y métodos que se implantan en toda la empresa como medio para conseguir los 26 Lic. Manuela de la C. Abreu y Lic. Rubén Cañedo Andalia: Gerencia total de la calidad en las organizaciones. Artículos Disponible en: 27 VICTOR MANUEL NAVA CARBELLIDO (2005): Qué es la calidad? Conceptos, gurús y modelos fundamentales. Editorial Limusa S.A. de C.V. México. 28 ENRIQUE CLAVER CORTES, JOSE FRANCISCO MOLINA & JUAN JOSE TARI GUILLO (2004): Gestión de la calidad y gestión medioambiental. Ediciones Pirámide. Págs Madrid-España. 65
66 objetivos de calidad, caminando hacia la mejora continua en todos los niveles organizativos y utilizando todos los recursos disponibles al menor coste posible. En ese contexto, la Gestión de la Calidad involucra a todas las personas de la organización, buscando que todos sus miembros operen con el interés de perfeccionar continuamente su trabajo para lograr satisfacer las necesidades de sus usuarios/clientes. Su objetivo central radica en obtener resultados con un alto nivel de calidad en todos los aspectos del trabajo individual o de las operaciones de la organización en su conjunto. Asimismo, la Gestión de la Calidad considera la satisfacción simultánea de todos aquellos a los que el trabajo de la organización afecta: accionistas, clientes y empleados, ya sean administrativos o no, así como del ambiente de la institución. Los accionistas buscan un rendimiento en sus inversiones, los clientes esperan productos y servicios de calidad, mientras que los empleados se empeñan en mejorar su nivel de vida. De las definiciones antes mencionadas se desprende que, toda empresa o cualquier organización que practica como modelo de gestión, una Gestión de Calidad, sus procesos 29 y actividades que desarrolla, son de calidad 30, las mismas que conllevan a mejorar su competitividad y satisfacer las necesidades de los clientes internos y externos (ver figura 2.9). 29 Se entiende por proceso al conjunto de actividades que se realizan sucesivamente con el objeto de transformar una serie de recursos o insumos (entradas o input) en un resultado específico con valor agregado que puede ser un producto o servicio (salida u output). En ese sentido, son procesos, por ejemplo la enseñanza, las negociaciones para un contrato, un estudio de mercado, una investigación estadística, el mantenimiento de un equipo o instalación, la oficina de personal de una empresa, etc. 30 La palabra calidad ha desencadenado una serie de definiciones, por lo que no existe una definición específica que pueda calificarse como la más correcta o la mejor. Cada 29 FEA GUGLIELMETTI, UGO (1995): Competitividad es calidad total. Editorial Alfaomega S.A. de C.V. 2da. Edición. Págs México. 30 CÉSAR CAMISÓN, SONIA CRUZ y TOMÁS GONZÁLES (2007): Gestión de la calidad: Conceptos, enfoques, modelos y sistemas (libro). PEARSON EDUCACIÓN, S.A. Madrid- España. 66

67 empresa ha de desarrollar su propia definición específica para la compañía. Sin embargo, se puede considerar la siguiente definición: calidad es la totalidad de los rasgos y las características de un producto o servicio que se refieren a su capacidad para satisfacer las necesidades y expectativas de los clientes o de cualquiera que entre en contacto con el producto o servicio. Calidad implica buscar la mejora continua en todos los procesos para mejorar la competitividad de la organización. FIGURA 2.9. Calidad de un proceso Fuente: Elaboración propia En ese sentido, como en toda empresa industrial, generalmente se tiene el proceso mantenimiento, entonces si la organización industrial practica como modelo de gestión, la Gestión de Calidad, entonces el proceso mantenimiento tiene que ser de calidad, y debe gestionarse teniendo en cuenta las actividades (o funciones) fundamentales de planeación, organización y control (ver figura 2.10), y todas las componentes y principios que establece la Gestión de Calidad, que son: liderazgo, el compromiso de los trabajadores, el reconocimiento y la recompensa, el adiestramiento, el enfoque al cliente, el benchmarking, la recolección de datos y su análisis, el mejoramiento continuo, el trabajo en equipo, entre otros. 67
68 En tal contexto, bajo el enfoque de la Gestión de la Calidad, se puede precisar que: la gestión del proceso mantenimiento es aquel Sistema de Gestión que basado en la mejora continua de sus actividades de planeación, organización y control tiene como propósito principal satisfacer las necesidades de los clientes y asegurar la competitividad de la organización industrial por medio de: 1) garantizar la disponibilidad y confiabilidad planeadas, 2) satisfacer todos los requisitos del sistema de calidad de la organización, 3) cumplir todas las normas de seguridad y medio ambiente, y 4) minimizar costos para maximizar el beneficio de la empresa. (Cursiva propia). FIGURA Proceso mantenimiento AREA DE MANTENIMIENTO INSUMOS Instalaciones Mano de obra Equipo Herramientas Finanzas Informática Gestión del Mantenimiento Planeación Organización Control RESULTADO Máquinas y/o equipos en operación Fuente: Elaboración propia También, cabe precisar, que la calidad del proceso mantenimiento influye directamente en la calidad de los productos y la productividad. El equipo con un buen mantenimiento produce menos desperdicios que el equipo con un mantenimiento deficiente. En tal sentido, la Gestión del Mantenimiento puede utilizarse como una estrategia para una competencia exitosa. Las inconsistencias en la operación del equipo de producción dan por resultado una variabilidad excesiva en el producto y, en consecuencia, ocasionan una producción defectuosa. Para producir con un alto nivel de calidad, el equipo de producción debe operar dentro de las especificaciones, las cuales pueden 68
69 alcanzarse mediante acciones oportunas de mantenimiento, a través de una Gestión de Calidad 23. Al respecto, debe destacarse que, el mantenimiento 31 : no es un costo; no se reduce a un conjunto más o menos discreto de personas con habilidades mecánicas, eléctricas, electrónicas y/o de computación; requiere excelencia en su manejo gerencial y profesional; implica tenerlo presente desde el momento que se diseña y monta una planta industrial o que se modifica total o parcialmente, etc.; requiere de insumos y produce resultados, es decir el mantenimiento es un proceso tal como se ilustra en la Figura Asimismo, se debe tener en cuenta, que las actividades del proceso mantenimiento se realizan en paralelo con las actividades del proceso de producción. En la figura 2.11 se muestra un diagrama de las relaciones entre el proceso de producción y el proceso mantenimiento. El proceso de producción generalmente se ocupa de convertir entradas o insumos, como materias primas, mano de obra y procesos, en productos que satisfacen las necesidades de los clientes. La principal salida de un proceso o sistema de producción son los productos terminados; una salida secundaria es la falla de un equipo. Esta salida secundaria genera una demanda de mantenimiento. El proceso mantenimiento toma esto como una entrada y le agrega conocimiento experto, mano de obra, refacciones, etc., y produce un equipo en buenas condiciones que ofrece una capacidad de producción. FIGURA Relación entre el proceso de producción y el proceso de mantenimiento Entradas Proceso de Producción Salidas Retroalimentación 31 Capacidad de producción Proceso mantenimiento 69 Demanda de mantenimiento
70 Fuente: Duffuaa, Raouf y Dixon, Sistemas de Mantenimiento, pág. 30 La principal meta de un proceso de producción es elevar al máximo las utilidades a partir de las oportunidades disponibles en el mercado, y la meta secundaria tiene que ver con los aspectos económicos y técnicos del proceso de conversión. El proceso mantenimiento también contribuye al logro de estas metas al incrementar las utilidades y la satisfacción del cliente. Éstas se logran reduciendo al mínimo el tiempo muerto (DOWN TIME) de la planta, mejorando la calidad, incrementando la productividad y entregando oportunamente los pedidos a los clientes PRINCIPALES COMPONENTES DE LA GESTIÓN DE CALIDAD DEL MANTENIMIENTO Para conducir y operar de manera exitosa el área de mantenimiento de una empresa industrial utilizando como modelo de gestión la Gestión de la Calidad, que implica mejora continua para la competitividad, se requiere de los siguientes principios o elementos 32 : a) Liderazgo El liderazgo es la base catalizadora para obtener la participación de todos los integrantes del área de mantenimiento a la hora de lograr un objetivo. La clave de esto radica en un liderazgo genuino, de manera tal que sea capaz de trasmitir la dirección y la inspiración necesaria para mantener y potenciar el
71 compromiso de los trabajadores. Al respecto, cabe señalar, que la principal diferencia entre líderes y directivos radica en que los primeros ponen su énfasis en los recursos emocionales y espirituales de una organización, así como en sus valores y operaciones, mientras que los directivos lo hacen en sus recursos físicos tales como las materias primas, la tecnología y el capital. En ese sentido, el liderazgo se convierte en un elemento importante en la Gestión del Mantenimiento en las plantas industriales, dado que, permite potenciar el aporte de cada uno de los trabajadores del área de mantenimiento mejorando los niveles de productividad que se traduce en una ventaja competitiva. El liderazgo que se necesita implantar en las áreas de mantenimiento implica las siguientes consideraciones: respetar, considerar y, sobre todo, valorar a cada trabajador, por muy bajo que sea su rango, en la convicción de que éste puede aportar ideas importantes para el mejoramiento continuo de las actividades de mantenimiento. establecer un ambiente laboral en el cual cada trabajador realice su trabajo con orgullo y con sentido de pertenencia hacia la empresa. capacitar y adiestrar constantemente a los trabajadores. romper las barreras comunicacionales que tradicionalmente han existido en las organizaciones. hacer consciente a cada trabajador del impacto de la calidad de su trabajo en el futuro del área de mantenimiento y de la organización. Asimismo, en cuanto a liderazgo organizacional, las normas ISO 9000, en sus principios de Gestión de la Calidad, establecen que los líderes de la organización deberían crear y mantener un ambiente interno, en el cual el personal pueda llegar a involucrarse totalmente en el logro de los objetivos de la organización. b) El compromiso de los empleados Comprometer a los trabajadores con la actividad que realizan en el área de mantenimiento, con sus objetivos, su visión y su misión, lo cual no 71
72 necesariamente significa implantar una serie de imposiciones. Es hacer que interioricen los objetivos en todas sus dimensiones, facetas y matices en beneficio de la empresa. c) El reconocimiento y la recompensa El reconocimiento al trabajo bien realizado, y la implantación de ideas novedosas (creatividad), son detalles que el nuevo enfoque de la calidad no deja escapar. Las instituciones que han adoptado el modelo de la Gestión de la Calidad incluyen un programa de estímulos y recompensas en sus costos. Se está convencido de que incurrir en estos gastos, es una forma de alcanzar logros y compromisos por parte de los trabajadores. d) El adiestramiento La motivación y la formación son aspectos esenciales para ayudar a los trabajadores a comprender su papel en la satisfacción de los usuarios/clientes. El éxito a largo plazo puede garantizarse de esta forma. e) El enfoque al cliente La Gestión de la Calidad comienza con el enfoque al cliente (interno y externo) y termina con su satisfacción. En ese sentido, los trabajadores del área de mantenimiento deben ser consientes que los clientes son las personas más importantes para la empresa. Cuando las organizaciones comprendan que el cliente es la persona más importante en cualquier negocio, que dependen de él, que es su objetivo, que no se relaciona con la afirmación según la cual el cliente siempre tiene la razón, que no es una interrupción al trabajo y que no se le está haciendo un favor al atendérsele, entonces se estarán dando los primeros pasos en busca de la calidad. f) El benchmarking Este es un proceso estructurado y continuo en el que se evalúan de forma sistemática los productos, servicios y procesos de trabajo de instituciones líderes o de excelencia, similares, con el fin de incorporar sus prácticas y experiencias a la organización o empresa para perfeccionar la calidad de su trabajo. 72
73 Una vez analizada la diferencia que separa a la empresa de las prácticas de estas instituciones líderes, se debe estudiar su posible asimilación o integración a los objetivos y planes de perfeccionamiento. Es una de las técnicas más importantes que se aplican para solucionar problemas e introducir mejoras en las diferentes áreas de las empresas, como por ejemplo en las áreas de mantenimiento. g) La recolección de datos y su análisis El mejoramiento continuo del área de mantenimiento está relacionado con la evaluación permanente de indicadores de Gestión del Mantenimiento. En este propósito es insoslayable la utilización de datos cualitativos y cuantitativos que indiquen cómo se comporta el área de mantenimiento. La recolección de datos y su análisis son elementos importantes para determinar indicadores de gestión que permitan orientar adecuadamente los esfuerzos, los recursos, las inversiones que conllevarán a alcanzar los resultados que se aspiran y se pueden alcanzar. h) El mejoramiento continuo Es el principio rector del trabajo de las organizaciones que aplican la filosofía de la Gestión de la Calidad. Dichas entidades se orientan al aprendizaje continuo y dependen cada vez más de la competencia y creatividad de sus componentes. En ese sentido, toda empresa que practica como modelo de gestión, la Gestión de la Calidad, las personas que trabajan el departamento de mantenimiento, y en las demás áreas, deben estar continuamente capacitándose. i) El trabajo en equipos Es el vehículo fundamental para el planeamiento y la solución de problemas. j) Las relaciones abiertas 73
74 La transparencia de la comunicación entre sus miembros y en todos los niveles de la empresa u organización, es una condición esencial para el éxito de la misma. 2.3 ANÁLISIS DE LA CONFIABILIDAD DE EQUIPOS UTILIZANDO TÉCNICAS O HERRAMIENTAS CUALITATIVAS ANÁLISIS DE CRITICIDAD Cuando se tiene que realizar, bajo un enfoque cualitativo, un análisis de confiabilidad y/o mantenibimidad, o cuando se tenga que efectuar una serie de trabajos programados de mantenimiento preventivo o predictivo en varios equipos distintos de una línea de producción o de una instalación, se hace necesario contar con una herramienta que ayude a priorizar la jerarquía de dichos equipos, teniendo en cuenta que no todos los equipos tienen la misma importancia en los procesos de producción en las plantas industriales 33. Al respecto, cabe mencionar, que el análisis de criticidad, es una herramienta o metodología que permite en una planta industrial o línea de producción, determinar la prioridad de los equipos, en función de su impacto global, con la finalidad de facilitar la toma de decisiones y mejorar la confiabilidad operacional, entendiendo por confiabilidad como la probabilidad de que un equipo o sistema opere sin fallar un determinado periodo de tiempo, bajo unas condiciones de operación previamente establecidas. Asimismo, se debe tener en cuenta, que no todos los equipos tienen la misma importancia en una planta industrial o en una línea de producción, normalmente unos equipos son más importantes que otros. En ese sentido, se debe destinar la mayor parte de los recursos a los equipos más importantes, dejando una pequeña porción del reparto a los equipos que menos influyen en los resultados de la empresa a de la línea de producción. 33 ROSENDO HUERTA MENDOZA: El análisis de criticidad, una metodología para mejorar la confiabilidad operacional (artículo). Disponible en: 74
75 Para determinar el grado de criticidad de un equipo, máquina o instalación, se toman ciertos criterios que están asociados (generalmente) con la frecuencia de fallas, impacto operacional, flexibilidad operacional, costo del mantenimiento, seguridad, medio ambiente, entre otros. Por otro lado, la determinación de la criticidad de un equipo, se facilita considerablemente al utilizar un procedimiento numérico creado para tal efecto. Consiste en la asignación de un puntaje a aspectos o variables que están relacionadas con el equipo y su impacto global, luego, se pondera y se suman los resultados. Después, se determina el rango en el que se encuentra el valor de la suma, que a su vez, indica la categoría y la criticidad que le debe corresponder al equipo. El puntaje utilizado para la ponderación de cada aspecto o variable relacionada al equipo, está comprendido entre los valores de 1 y 5, donde 1 significa que incide en menor grado (leve), y el 5, que incide en mayor grado (muy grave). Una vez obtenida la suma ponderada de todas las incidencias, se compara con los rangos establecidos en la tabla 2.1 que se muestra a continuación. TABLA 2.1. Determinación de criticidad por puntuación ponderada RANGO CATEGORÏA CRITICIDAD Suma: de 16 a A Crítica 20 Suma: de 11 a B Importante 15 Suma: de 6 a 10 C Regular Suma: de 00 a D Opcional 05 En la presente Tesis, el grado de criticidad de los equipos de la línea de producción, se determinó tomando en cuenta los siguientes aspectos o variables relacionados con los equipos (ver tablas del ítem 3.4 del Capítulo III): 75
76 Efecto sobre el servicio a operaciones y medio ambiente, Valor técnico económico del equipo, Probabilidad de falla (confiabilidad), Flexibilidad del equipo en el sistema, Dependencia logística de los repuestos, Dependencia del mantenimiento (mano de obra), Facilidad de reparación ANÁLISIS DE MODOS Y EFECTOS DE FALLOS (AMEF=FMEA) El análisis de los modos y efectos de fallos (FMEA), desde el punto de vista del mantenimiento industrial, es una herramienta o metodología muy útil que permite (de manera sistemática), reconocer y/o identificar las fallas funcionales de un equipo (en la actividad de planificación), antes de que estas ocurran, con la intención de eliminarlas o mitigarlas, con lo cual se asegurará su operatividad y, por lo tanto, su confiabilidad. Es decir, el FMEA se utiliza para identificar los modos de fallo funcionales, determinar sus efectos que estos provocan, y asimismo, identificar acciones que conlleven a atenuar dichas fallas. En ese sentido, el FMEA es una metodología orientada a lograr el aseguramiento de la funcionalidad y por ende la confiabilidad de una máquina o equipo 34. A continuación se presenta las definiciones de modo y efecto de falla. Modo de fallo. Es definido como cualquier situación o evento que pueda causar la falla de un activo físico (o sistema o proceso). Por ejemplo, para un motor, los modos de fallo pueden ser: calentamiento, vibración, fallo al arrancar, etc. Causa de fallo. Una causa de fallo es una razón potencial de un modo de fallo. En el análisis FMEA, para cada modo de fallo se debe listar todas las posibles causas de fallo. 34 LEONARDO MONTAÑA RIVEROS (2006): Diseño de un sistema de mantenimiento con base en análisis de criticidad y análisis de modos y efectos de falla en la Planta de Coque de fabricación primaria en la Empresa Acerías Paz del Río S.A. Tesis de titulación profesional.. Universidad Pedagógica y Tecnológica de Colombia. Disponible en: 76
77 Efecto de fallo. Describe las consecuencias que provocan la ocurrencia del modo de fallo que se está analizando. Esta descripción debe incluir toda la información necesaria para apoyar la evaluación de la máquina. En la tabla 2.2 se muestra un ejemplo como la causa y el efecto del fallo se relaciona con los modos de fallo, para el caso de una bomba. TABLA 2.2. Relación de causas y efectos de fallo con los modos de fallo BOMBA Modos de fallo Causas del fallo Efectos de fallo Fallo al arrancar Instalación defectuosa Falta de energía eléctrica Parada del equipo Parada de la planta Vibración Rotura de rodamientos Rotura de eje Parada del equipo Parada de la planta En la presente Tesis, en el ítem 3.5 del capítulo III, se muestran tablas donde se indican los modos de fallo, las causas y los efectos de fallo, para cada equipo crítico de la línea de producción que se ha estudiado. 2.4 ASPECTOS IMPORTANTES DE LA ESTADÍSTICA Y DE LA TEORÍA DE PROBABILIDADES PARA EL ANÁLISIS DE CONFIABILIDAD POR QUÉ LA ESTADÍSTICA ES ÚTIL EN LA GESTIÓN DEL MANTENIMIENTO O EN LA GESTIÓN DE UNA EMPRESA? Por lo siguientesiguientes 6 : Sin estadística una empresa carece de capacidad para reconocer que actividades o productos le generan utilidades, y cuales solo pérdidas. No se puede gestionar lo que no se mide. Las mediciones son la clave. Si usted no puede medir, no puede controlar. Si no puede controlar, no puede gestionar. Si no puede gestionar, no puede mejorar. 77
78 La falta sistemática o ausencia estructural de estadísticas en las organizaciones, impide una administración científica de las mismas. Peter Drucker afirma que pocos factores son tan importantes para la actuación de la organización como la medición, aunque lamenta el hecho de que la medición sea el área más débil de la gestión en muchas empresas. W. Edward Deming, un pionero en métodos estadísticos para el control de calidad, señaló que en Japón se ponía mucho énfasis en las estadísticas para directores de empresa. En parte fue la aplicación de las técnicas estadísticas enseñadas por Deming lo que hizo que Japón pasara de ser un fabricante de imitaciones baratas a líder internacional en productos de primera calidad. Así mismo, se debe tener presente, que el punto de partida para realizar un análisis de confiabilidad de un equipo, máquina, componente o instalación bajo una concepción científica, es la información cuantitativa que sobre las fallas se tenga a disposición de dicho equipo, máquina, componente, etc. (estadística de fallas o historial de fallas). Cabe mencionar, que existen diversos formatos para su recolección, pero lo más importante es recopilarla. Al respecto, la estadística permite dar respuesta a preguntas como 6 : cuáles son las averías que más se han producido en el último trimestre? qué tipo de reparaciones han generado mayores egresos? en cuál etapa del ciclo de vida se encuentra cada uno de los equipos de la planta? cuál es el tiempo promedio de estadía de sus equipos principales? cuál es el tiempo medio entre fallos de cada equipo? cuáles son los tiempos promedios, máximos y mínimos de reparaciones por tipo de averías? A partir de estas informaciones se podrá: adoptar a tiempo las medidas técnicas correctivas; confeccionar un presupuesto viable y efectivo; evitar los excesos de stock y la obsolescencia de inventarios; administrar mejor los recursos humanos de mantenimiento; 78
79 detectar la causa raíz de un problema y solucionarlo. De lo mencionado, se desprende, que las técnicas cuantitativas o estadísticas, son muy útiles en el análisis de confiabilidad y por ende en la toma de decisiones en el campo del mantenimiento y en la gestión de activos en general; sin embargo, muy poco se utiliza en la práctica FUNDAMENTOS SOBRE LA TEORÍA DE LA PROBABILIDAD, VARIABLES ALEATORIAS Y DISTRIBUCIONES DE PROBABILIDAD La Teoría de las Probabilidades ofrece un modelo matemático para el estudio de los fenómenos o experimentos aleatorios (experimentos casuales o al azar). Algunos ejemplos son: el lanzamiento de una moneda, el tiempo hasta la falla de un motor eléctrico, el tiempo de reparación de un equipo o de un ítem en general, entre otros EXPERIMENTOS ALEATORIOS Y ESPACIOS MUESTRALES 35 La Teoría de la Probabilidad juega un papel importante en situaciones de la vida real en las que se realizan experimentos y donde el investigador no puede predecir con certeza el resultado del experimento (por ejemplo al lanzar un dado el investigador no sabe qué resultado va a obtener). A estos experimentos se les llama experimentos aleatorios. Es decir, un experimento aleatorio es aquel experimento donde los resultados u observaciones que se obtienen no pueden predecirse con certeza (son resultados al azar). A menudo se consideran los experimentos idealizados. Por ejemplo, cuando se arroja una moneda, se puede descartar la posibilidad de caiga de canto. Esto es más por conveniencia que por necesidad. El conjunto de resultados u observaciones posibles de un experimento aleatorio se llama espacio muestral, y estos resultados definen el experimento idealizado en particular. 35 JAY L. DEVORE (2008): Probabilidad y Estadística para Ingeniería y Ciencias (libro). D.R. Cengage Learning editores, S.A. de C.V. Séptima edición. México. 79
80 Los símbolos E y S se utilizan para representar el experimento aleatorio y el espacio muestral asociado. Los espacios muestrales (y con ellos los experimentos aleatorios) se clasifican en: 1) espacios muestrales discretos, son aquellos en el que hay un número finito de resultados o, en otras palabras, un número finito contable (numerable) de resultados, y 2) espacios muestrales continuos, son aquellos que tienen resultados incontables; éstos podrían ser números reales en un intervalo, o pares reales contenidos en el producto de intervalos, donde las mediciones se realizan respecto de dos variables en un experimento aleatorio. Para ilustrar experimentos aleatorios con su espacio muestral asociado, consideremos los siguientes ejemplos: Ejemplo 1: E 1 = Lanzar tres veces una moneda y observar la secuencia de caras y escudos S 1 = { CCC, CCE, CEC, CEE, ECC, ECE, EEC, EEE } En donde: C = cara, E = escudo Observe que este conjunto es finito Ejemplo 2: E 2 = En una fábrica de productos químicos, el volumen diario de producción de cierto líquido varía entre un valor mínimo, b, y valor máximo, c. Se elige un día al azar y se observa la cantidad producida. S 2 = { x: x є R, b x c }, Observe que este conjunto es incontable OTROS CONCEPTOS Y DEFINICIONES DE PROBABILIDADES A continuación se resumen algunos conceptos y definiciones importantes relacionadas con probabilidades 6 : 80
81 a) Punto muestral. Es cada uno de los posibles resultados u observaciones de un experimento aleatorio. b) Espacio muestral. Es el conjunto de todos los puntos muestrales de un experimento aleatorio. Se denota por S. c) Evento. Teniendo en cuenta que el espacio muestral S es el conjunto universal, entonces, un evento es el conjunto de puntos muestrales que representa un subconjunto del espacio muestral S. Observar que tanto Ф como S son subconjuntos de S. Un evento se suele denotar por una letra mayúscula (A, B,.). Ejemplo: suponga el experimento aleatorio correspondiente al lanzamiento de un dado perfectamente balanceado de 6 caras. Si el espacio muetral correspondiente a dicho experimento aleatorio es: S = { 1, 2, 3, 4, 5, 6 }, entonces, el evento A: que salga par, es: A = { 2, 4, 6 }; asimismo, el evento B: que salga un número mayor que 2, es: B = { 3, 4, 5, 6 }. d) Ocurrencia de un evento. Sea A un evento de cierto experimento E. Diremos que el evento A ocurre cuando al realizar el experimento E, el resultado que obtenemos es un punto muestral de A. e) Álgebra de eventos. Son Operaciones que pueden realizarse entre eventos tales como: suma ( + ), el producto (. ) ó el complemento de un evento (A o A c o A ). Al respecto, si A y B son dos eventos cualesquiera de un espacio muestral S, entonces: A + B: subconjunto de S que contiene todos los elementos de A y de B. A. B: subconjunto de S que contiene los elementos que están a la vez en A y en B. A = A c : es el subconjunto de S que contiene todos los elementos que no están en A. Cabe señalar, que las operaciones entre eventos pueden representarse también mediante Diagramas de Venn. f) Definición clásica de probabilidad (Probabilidad a priori). Descansa en la noción de equiprobabilidad o igual posibilidad (Laplace, 1812) y plantea que la 81
82 probabilidad de que un evento ocurra es la razón entre casos favorables y todos los casos que puedan ocurrir; es decir, si A es un evento definido en el espacio muestral S de un experimento aleatorio E, entonces, la probabilidad de ocurrencia del evento A que se denota como P(A) es: donde: P( A) m n m: casos favorables a la ocurrencia del evento A (puntos muestrales de evento A). n: todos los casos que puedan ocurrir (puntos muestrales de S, espacio muestral finito y equiprobable). Ejemplo. Suponga el siguiente experimento aleatorio: lanzamiento de un dado perfectamente balanceado de 6 caras". Si el espacio muetral correspondiente a dicho experimento aleatorio es: S = { 1, 2, 3, 4, 5, 6 }, entonces, la probabilidad de ocurrencia del evento A: que salga par, es: P(A) = 3/6 = 0.5 = 50%. Asimismo, si se considera el evento B: que salga un número mayor que 2, entonces la probabilidad de ocurrencia del evento B es: P(B) = 4/6 = = 66.67%. g) La definición frecuencial o estadística de la probabilidad. Se basa en el concepto de frecuencia relativa de ocurrencia de un evento, la que a su vez presupone la repetición del experimento aleatorio un número considerable de veces. De manera que: P(A) = fr (A) = lím f(a) / n n Donde: fr(a) : frecuencia relativa de ocurrencia del evento A. f(a) : cantidad de veces que ocurrió el evento A en las pruebas realizadas. n : cantidad de pruebas realizadas. n Ejemplo. Ciertas pruebas muestran que 294 de 300 aislantes de cerámica probados podrían resistir un choque térmico. Cuál es la 82
83 probabilidad de que uno de ellos seleccionado aleatoriamente pueda resistir el choque? Considerando el evento A : que el aislante resista el choque térmico, entonces: P(A) = 294/300 = 0.98 = 98%. h) Axiomas de las probabilidades: 1. La probabilidad de cualquier evento A es un número real positivo o cero; es decir: 0 P(A) 1 para cada evento A de S. 2. Todo espacio muestral tiene la probabilidad 1; es decir: P(S) = Si A y B son dos eventos mutuamente excluyentes cualesquiera definidos en S, entonces se cumple que: P(A+B) = P(A) + P(B) si A.B = (eventos A y B se excluyen; es decir, no tienen elementos comunes, ver figura 2.12). FIGURA Tres eventos mutuamente excluyentes C B A i) Algunos corolarios: 1. P( ) = 0 2. P(A ) = 1 P(A) 3. P(A+B) = P(A) + P(B) P(A.B) si A.B (cuando los eventos A y B no son excluyentes) 4. P(A.B ) = P(A) P(A.B) VARIABLES ALEATORIAS Y SU CLASIFICACIÓN Si S es el espacio muestral de un experimento aleatorio, entonces, X será una variable aleatoria (v.a) si es una función que asigna a cada punto muestral o a cada resultado u observación (o medida) del espacio muestral, un número real. Es decir, toda variable aleatoria toma un valor numérico para cada resultado u observación (o evento) de un espacio muestral S. En la figura 2.13 se muestra el concepto de una variable aleatoria
84 FIGURA Concepto de una variable aleatoria espacio muestral con cuatro puntos mues- trales (DOMINIO) espacio del rango o sim- plemente rango de la v.a X (son números reales) Ejemplo 1. Considere el siguiente experimento aleatorio: lanzamiento de tres veces una moneda. Si X: v.a número de caras que se presentan, entonces: Si: E = escudo y C = cara, entonces, el espacio muestral con eventos simples es: S = { EEE, EEC, ECE, CEE, CCE, CEC, ECC, CCC } Luego, los valores numéricos que toma la variable aleatoria, son: X(EEE) = 0, X(EEC) = 1, X(ECE) = 1, X(CEE) = 1, X(CCE) = 2, X(CEC) = 2, X(ECC) = 2, X(CCC) = 3. Por lo tanto, el espacio del rango de la v.a X es: R X = { x: x = 0, 1, 2, 3 } Ejemplo 2. Considere el muestreo de 20 consumidores a quienes se les pregunta su preferencia por el envase A o B. Si X: v.a número de consumidores que prefieren el envase A, entonces, la variable aleatoria puede tomar cualquiera de los siguientes valores: 0, 1, 2, 3,,20. Se observa que cada uno de estos valores corresponde a un resultado posible del experimento consistente en la extracción de una muestra de 20 consumidores y el consiguiente registro del número de ellos que prefiere el envase A. La variable X mencionada resulta ser una v.a, ya que el valor que tomará al llevar a cabo el experimento no puede predecirse con certeza; esto es, el hecho de que X tome un valor determinado, por ejemplo el 3, es en sí, un evento aleatorio. 84
85 Ejemplo 3. X: v.a cantidad de fallas de un equipo en un año. Cabe señalar que, para identificar variables aleatorias se suele utilizar letras mayúsculas X, Y, T,, y las respectivas letras minúsculas (x, y, t,.) para denotar un valor particular de dichas variables aleatorias; así, la notación X(e) = x significa que x es el valor de la v.a X para el punto muestral e. Si un experimento con espacio muestral S, tiene asociada la v.a X, es natural que se planteen preguntas como: Cuál es la probabilidad de que X tome un determinado valor?, esto lleva a establecer la siguiente notación: (X = x) representa el suceso: la variable aleatoria X toma el valor x", y P(X = x) representa la probabilidad de que la v.a X tome un valor igual a x. (X < x) representa el suceso: "la variable aleatoria X toma un valor menor a x", y P(X < x) representa la probabilidad de que la v.a. X tome un valor menor a x. (X x) representa el suceso: "la variable aleatoria X toma un valor menor o igual a x", y P(X x) representa la probabilidad de que la v.a. X tome un valor menor o igual a x. CLASIFICACIÓN DE LAS VARIABLES ALEATORIAS 35 Las variables aleatorias se clasifican en dos tipos: 1) variables aleatorias discretas, y 2) variables aleatorias continuas. a) VARIABLES ALEATORIAS DISCRETAS. Una v.a X será discreta cuando los valores que toma es una cantidad numerable de valores distintos; es decir, los valores que toma la variable se pueden contar. El hecho de que la cantidad de valores que puede tomar la variable aleatoria sea numerable quiere decir que estos valores se pueden asociar a los enteros 1, 2, 3, 4,, en otras palabras, que se pueden numerar y contar. En ese sentido, esta v.a suele estar asociada a experimentos en que se mide el número de veces que sucede algo. 85
86 Ejemplo 1. Y: v.a número de errores que un mecánico comete en una línea de ensamblado. En este caso Y es una v.a discreta ya que el mecánico solo puede cometer un número finito de errores, 0, 1, 2, 3, N. Ejemplo 2. T: v.a cantidad de fallas de un equipo en un año de operación. Las «propiedades» de la v.a discreta X son: 0 P ( x i ) 1 : Las probabilidades de cada uno de los valores que toma la v.a X son mayores o iguales a cero pero menores o iguales a 1. P( x i ) = 1: la sumatoria de las probabilidades de todos los valores que toma la v.a X es igual a 1. b) VARIABLES ALEATORIAS CONTINUAS. Muchas variables aleatorias que se observan en la vida real no son variables aleatorias discretas, porque la cantidad de valores que puede tomar la variable no se puede contar pero se puede medir. Por ejemplo, el tiempo de espera T (en minutos) para reparar un equipo fallado puede asumir cualquier valor de tiempo entre el número infinito e incontable de puntos que hay en uno o más intervalos sobre la línea real de tiempos (en general 0 < T < infinito). En ese sentido, una v.a X será continua cuando puede tomar cualquier valor de entre todos los contenidos en un intervalo de la recta de los números reales (puede tomar valores enteros o fraccionarios); es decir, es aquella variable cuyos valores no se pueden contar pero se pueden medir; por lo tanto, la v.a continua puede tomar un número infinito no numerable de valores dentro de un intervalo que se encuentra en la recta de los números reales, esto significa que el conjunto de valores posibles que puede tomar una v.a continua es un intervalo completo de números reales. Otros ejemplos de v.a continuas son: X: v.a tiempo de vida útil de un artefacto; T: v.a tiempo entre fallas o tiempo hasta el fallo de un equipo reparable; Y: v.a concentración de gramos de plata en alguna muestra de mineral (14.5 gr., 5.2 gr., 18.6 gr., 24.3 gr., 0.8 gr, 11 gr, etc.), etc. Es importante la diferencia que se hace entre las variables aleatorias discretas y continuas ya que se requieren modelos probabilísticos distintos para cada una de ellas. Las probabilidades asociadas a cada valor posible de una variable discreta suman 1, y eso no es posible para las continuas, dado que 86
87 resulta imposible asignar probabilidades a cada valor de la v.a continua en un intervalo de la recta de manera que la suma de estas sea uno (1) DISTRIBUCIONES DE PROBABILIDAD DE VARIABLES ALEATORIAS CONTINUAS Una distribución de probabilidad es un modelo matemático que relaciona el valor de la v.a con la probabilidad de ocurrencia de ese valor de la población. Cabe señalar, que en los estudios de ingeniería se tiene múltiples distribuciones probabilísticas, cuya adopción depende del grado de ajuste de los datos a la función considerada y del tipo de fenómeno que se analiza. Estas distribuciones pueden ser discretas o continuas atendiendo al tipo de v.a. a la que están asociadas. Asimismo, se debe tener en cuenta que las distribuciones de probabilidad asociadas a las v.a. pueden ser de diferentes tipos: funciones o distribuciones de probabilidad (para v.a discretas), funciones de densidad probabilística (para v.a continuas) y funciones de distribución acumulativas (para v.a discretas y continuas). Observación. Teniendo en cuenta que en la presente tesis se estudia en específico la variable aleatoria continua tiempo, en el entendido que se profundiza el análisis de fallas que ocurren en el tiempo, o de la reparación de fallas en el tiempo, entonces, resulta importante conocer el significado de la función de densidad probabilística f(x) y de la función de distribución acumulativa Fx(t). Función de densidad probabilística f(x) de una v.a continua X. Si X es una v.a continua y x un valor cualquiera de dicha v.a que se encuentra en la recta de los números reales (x es cualquier número real de la recta numérica), entonces, la distribución de probabilidad o la densidad de probabilidad de la v.a X, que varía con x, se puede representar por cualquier fórmula matemática f(x), tal como se ilustrada gráficamente en la figura Se debe tener en cuenta, que la gráfica de la densidad de probabilidad proporciona un modelo matemático para el histograma de frecuencias relativas asociado a una clase particular de una población; por lo tanto, la función de 87
88 densidad de probabilidad f(x) no representa probabilidad alguna, sólo es un tramo continuo que indica una distribución de frecuencias de una muestra. FIGURA Distribución de probabilidad o densidad de probabilidad f(x) Por lo tanto, se puede afirmar, que el modelo probabilístico para la distribución de frecuencias de una v.a continua se representa por una curva continua que corresponde a la llamada función de densidad de probabilidad o función de densidad probabilística. A pesar, de que estas densidades pueden tomar una gran variedad de formas, es importante hacer notar que muchas de las variables aleatorias observadas en la naturaleza tienen una distribución de frecuencias de forma aproximadamente acampanada, o como diría un estadístico, tienen una distribución de probabilidad normal. De otro lado, cabe señalar, que la probabilidad es el área bajo la curva de una función de densidad probabilística f(x). Por lo tanto, al integrar la función de densidad de probabilidad para todos sus valores de la v.a en la recta de números reales, obtendremos como resultado uno (1), ya que uno (1) es la probabilidad del espacio muestral S de la v.a en cuestión; por lo tanto, para el caso de la figura 2.14 se tendrá: f ( x) dx 1 En ese sentido, si la función de densidad de probabilidad f(x) de una v.a continua X es una expresión matemática o modelo matemático cuya representación gráfica es la mostrada en la figura 2.15, entonces, para 88
![cualquier intervalo en la recta numérica [ a, b ], con a < b, el área bajo la curva de f(x) es la probabilidad de ese intervalo; luego, se cumple que: P ( a X b) f ( x) dx b a Es decir, la](/docs-images/59/43591861/images/89-0.png "probabilidad de que la v.a X asuma un valor en el intervalo [ a, b ] es el área sobre este intervalo y bajo la gráfica de la función de densidad f(x), como se ilustra en la figura 2.15.")
89 cualquier intervalo en la recta numérica [ a, b ], con a < b, el área bajo la curva de f(x) es la probabilidad de ese intervalo; luego, se cumple que: P ( a X b) f ( x) dx b a Es decir, la probabilidad de que la v.a X asuma un valor en el intervalo [ a, b ] es el área sobre este intervalo y bajo la gráfica de la función de densidad f(x), como se ilustra en la figura FIGURA P(a X b) = área sombreada bajo la curva f(x) entre a y b De lo mencionado, se concluye, que la función de densidad de probabilidad f(x) no representa probabilidad alguna, sólo es un tramo continuo que indica una distribución de frecuencias de una muestra, y que sólo cuando dicha función f(x) se integra entre dos puntos produce una probabilidad. Así mismo, cabe destacar que para que f(x) sea una función de densidad de probabilidad legítima de una v.a X, debe satisfacer las dos siguientes condiciones: 1. f ( x) 0 La curva, que es la representación de f(x), no tiene puntos por debajo del eje de abscisas (en el eje negativo de abscisas) 2. f x) dx ( = área bajo la curva f(x) = 1 Además, por ser f(x) una función integrable, la probabilidad de un punto es nula; es decir: P(X a) P(a X a) f ( x) dx 0 a a 89
90 Cabe resaltar, que la función de probabilidad f(x), puede ser una curva continua de cualquier forma; sin embargo, en la práctica, de acuerdo a los datos estadísticos que se tenga, se asocia a un modelo que resulte más apropiado para un fenómeno que esté representado por una v.a continua, como es el caso de una distribución normal o una distribución exponencial, etc. En tal sentido, el hecho de adoptar un modelo para la densidad de probabilidad f(x), del cual sólo se espera que represente de forma aproximada a la curva de frecuencias relativas de una población, merece comentarse. Desde luego, si el modelo fuese escogido con un conocimiento insuficiente del fenómeno en consideración, se puede obtener conclusiones inválidas. Por otro lado, el uso de una función de densidad de probabilidad f(x) para aproximar la distribución de frecuencias relativas de una v.a continua, cuando resulta apropiada, facilita mucho la investigación. Las ecuaciones, fórmulas y expresiones numéricas usadas en la ciencia son solamente modelos que representan con cierta aproximación la realidad 36. Función de distribución acumulativa F(x) o función acumulativa de la variable aleatoria X. Sea x cualquier número real de la recta numérica que puede tomar la v.a X, entonces la función de distribución acumulativa F(x) se define como la probabilidad de que la v.a X sea menor o igual que x, y se obtiene integrando la función de densidad de probabilidad f(y) entre los límites - y x (Devore, ); es decir: x F ( x) P( X x) f ( y) dy Esto significa, que la función de distribución acumulativa F(x) permite acumular probabilidades hasta el valor x de la v.a X. Utilización de F(x) para calcular probabilidades. La importancia de la función de distribución acumulativa para el caso de variables aleatorias 36 WILLIAM MENDENHALL y JAMES E. REINMUTH (2000): Estadística para Administración y Economía (libro). Grupo Editorial Iberoamérica. México. 90
91 continuas (como discretas), es que, las probabilidades de varios intervalos pueden ser calculados con una fórmula o una tabla de F(x). Ahora bien, si X es una v.a continua con función de densidad de probabilidad f(x) y función de distribución acumulativa F(x), entonces, para cualquier número real a se cumple que: P( X a) 1 F( a) y para cualquier intervalo [ a, b ], con a < b se cumple que: b b P( a X b) f ( x) dx f ( x) dx f ( x) dx F( b) F( a) a Es decir, la cantidad F( b) F( a) representa la «masa de probabilidad» extendida a lo largo de dicho intervalo (diferencia de áreas). Si dividimos esta cantidad por la longitud del intervalo, tenemos la masa media de probabilidad por unidad de longitud en [a, b], es decir, su densidad media de probabilidad; y si hacemos tender a hacia b, entonces se tiene el siguiente límite: Lim a b F( b) F( a) F ( b) f ( b) b a La cual representa la densidad de probabilidad del punto b (que como hemos mencionado no se debe confundir con la probabilidad de b ). Luego, en general, si X es una v.a continua con función de densidad de probabilidad f(x) y función de distribución acumulativa F(x), entonces la función de densidad de probabilidad de dicha v.a se puede obtener como: df( x) f ( x) F ( x) dx MEDIDAS DE TENDENCIA CENTRAL DE VARIABLES ALEATORIAS 37 a 37 IRWIN MILLER y JOHN E. FREUND (2001): Probabilidad y Estadística para Ingenieros (libro): Editorial Reverté Mexicana, S.A. México. 91
92 Las medidas de tendencia central se conocen muchas veces como medias o promedios. Un promedio o media es un valor típico o valor característico de una serie de datos u observaciones, en el sentido de que en ciertas ocasiones se emplea para representar todos los valores individuales de las mismas o las de una variable. Entre las medidas de tendencia central se encuentra el Valor Esperado o Esperanza Matemática o Valor Medio. En ese sentido, si X es una v.a continua y f (x) su función de densidad de probabilidad, entonces, el valor esperado o esperanza matemática o valor medio de dicha la v.a continua, se define por la siguiente expresión: E ( X) x. f ( x) dx De esta manera, la vida media de un equipo, artículo o componente, viene definida por la integral del producto del tiempo de vida por la función de densidad probabilística de este tiempo de vida, es decir: vm 0 t. f ( t) dt De igual forma, una aplicación muy importante del valor esperado o de la esperanza matemática en el campo del mantenimiento industrial es el cálculo del Tiempo medio entre fallas (TMEF) de un equipo, máquina, componente o instalación, que a continuación se detalla. EL TIEMPO MEDIO ENTRE FALLAS (TMEF o MTBF) COMO MEDIDA DE TENDENCIA CENTRAL O VALOR PROMEDIO Dada la v.a continua T: tiempo entre fallas (TEF) o tiempo hasta la falla de un equipo o componente; entonces, el valor esperado de dicha v.a será el tiempo medio entre fallas (TMEF o MTBF); por lo tanto, para calcularlo teniendo en cuenta la expresión del valor esperado de una v.a, será necesario conocer la función de densidad probabilística f (t) correspondiente a la v.a tiempo T, y la expresión de cálculo será: 92
93 TMEF MTBF 0 t. f ( t) dt Cabe señalar, que el tiempo medio entre fallas es considerado como uno de los Índices de Clase Mundial del Mantenimiento y es además uno de los Índices de Operatividad dentro de las llamadas: cifras de mérito de la fiabilidad MEDIDAS DE DISPERSIÓN DE VARIABLES ALEATORIAS La importancia de los promedios a menudo se exagera, un promedio sin salvedades puede carecer virtualmente de significado. En otras palabras, un promedio puede ser muy engañoso, a menos que sea identificado y vaya acompañado de otra información que nos diga algo sobre la dispersión de los datos de una muestra; la dispersión nos indica que tan concentrados o desparramados están los datos de la muestra de un experimento. Cuanto más desparramados o desconcentrados estén los datos o valores de una muestra, el valor promedio de dichos datos pierde significancia. Darell Huff en su libro How To Lie With Statitics (Cómo mentir con estadísticas) nos expresa la importancia de la variación:... deposite poca fe en un promedio, en un gráfico, o en una tendencia cuando dichas cifras importantes brillan por su ausencia. De otro modo, se encuentra usted tan ciego como un hombre que escoge lugar para acampar guiándose por un informe de la temperatura media solamente. Puede usted considerar 61 o F como una media anual agradable, dándole a elegir en California entre lugares tales como el Desierto Interior y la Isla de San Nicolás, frente a la Costa Sur. Pero puede usted congelarse o asarse si ignora la variación. Para San Nicolás es de 47 a 87 o F para el Desierto es de 15 a 104 o F (De la Paz Martínez, ). Entre las medidas de dispersión o variabilidad se encuentran la varianza y la desviación estándar. En ese sentido, si X es una v.a continua, entonces, la varianza se denota como: 2 ( X ) y la desviación estándar como: (X) En general la varianza puede calcularse a partir del valor esperado como: 93
94 E( 2 2 ( X) E( X 2 ) X ) Por lo tanto, la desviación típica o estándar será: ( X) 2 ( X) Al respecto, se debe tener en cuenta que un valor pequeño de indica poca dispersión de los datos de una muestra, por lo tanto, en este caso el valor promedio de los datos de la muestra tiene importancia. También se debe observar, que para saber cuan dispersos están los datos de una muestra, lo que interesa es el valor de la desviación estándar de dichos datos y no el valor de la varianza. Ejemplo: Considere que X: v.a tiempo hasta el fallo de cierto componente (en años), con la siguiente ley de probabilidad (función de densidad de probabilidad): f (x) 0 2x 0 para x 0 para 0 x 1 para x 1 Calcular el tiempo medio hasta el fallo (TMHF) del componente y una medida de la variabilidad del tiempo hasta el fallo (desviación estándar o típica). Solución: a) Cálculo del tiempo medio hasta el fallo del componente o tiempo medio de vida de operatividad del componente sin que falle. Sea: X: v.a tiempo hasta el fallo en años, y f(x) la función de densidad probabilística de la v.a X proporcionada como dato. Luego se cumple que: TMHF = E(X) = E(TMHF) = x.2x. dx años años 3 x f ( x) dx. = 94
95 Por lo tanto, se espera que el componente opere sin fallar años. b) Cálculo de la medida de la variabilidad del tiempo hasta el fallo (cálculo de la varianza). Primero se calcula la varianza de la v.a X hasta el fallo: σ 2 (X) = σ 2 (THF) = E(X 2 ) - [E(X)] 2 1 dx 2 2 =.2x x años al cuadrado Por lo tanto, la desviación estándar hasta el fallo es: σ = años. Luego, el intervalo de tiempo en años que se espera que el componente no falle es: [0.666 ± 0.255] años = [0.411, 0.921] años. Tal como se observa, no resulta suficiente sólo tener el valor promedio de la v.a, sino que también es importante la dispersión o desviación estándar FUNDAMENTOS SOBRE CONFIABILIDAD, MANTENIBILIDAD Y DISPONIBILIDAD DE UN ÍTEM O ARTÍCULO (EQUIPO, MÁQUINA, etc.) En relación a la confiabilidad, mantenibilidad y disponibilidad de un aparato, una máquina, un equipo, o en general de un ítem, Mora, manifiesta, que son prácticamente las únicas medidas técnicas y científicas fundamentadas en cálculos matemáticos, estadísticos y probabilísticos que tiene el mantenimiento para su análisis y su evaluación integral y específica. Así mismo, señala, que por medio de la confiabilidad, mantenibilidad y disponibilidad es como se pueden planear, organizar, dirigir, ejecutar y controlar totalmente la gestión y la operación del mantenimiento. Además, menciona, que la confiabilidad se mide a partir del número y la duración de fallas; la mantenibilidad se cuantifica a partir de la cantidad y de la 95
96 duración de las reparaciones; mientras que la disponibilidad se determina teniendo en cuenta la confiabilidad y la mantenibilidad de un determinado ítem. A continuación se tratarán más ampliamente los términos confiabilidad, mantenibilidad y disponibilidad CONCEPTOS, TÉRMINOS Y DEFINICIONES MÁS FRECUENTES UTILIZADOS EN CONFIABILIDAD, MANTENIBILIDAD Y DISPONIBILIDAD a) Activo. Recurso que tiene valor y cuyo desarrollo genera un ciclo de vida (físicos, humanos, financieros, intangibles). b) Ítem o Artículo. Es una componente, un dispositivo, un elemento, un aparato, un equipo, una máquina, una instalación, etc. a quien se le hará el análisis de confiabilidad, mantenibilidad y disponibilidad, para fines de mantenimiento. c) Falla o fallo. Concepto básico de la Teoría de la Confiabilidad que se define como el hecho o evento que provoca la pérdida total o parcial de la capacidad de un ítem para realizar las funciones para las cuales fue diseñado; es decir, es el cese del estado de capacidad de trabajo de un artículo. También, se puede decir, que una falla o un fallo es la terminación o degeneración de la propiedad de un artículo para realizar su función para lo cual fue diseñado. Al respecto, todo ítem, se puede encontrar en uno de los dos posibles estados (mutuamente excluyentes): en estado operativo o en estado de falla (ver figura 2.16). Por lo tanto, durante el tiempo de vida útil, el estado de un ítem se alterna entre estado operativo y estado de falla. Los estados de un ítem se denominan perfil de funcionalidad. FIGURA Estados de funcionalidad de un ítem 96
97 Se debe tener en cuenta, que no se estiman como fallas, la realización de tareas planeadas de mantenimiento 38, ni la interrupción de la funcionalidad de un ítem causada por un factor externo y exógeno a la operación de dicho ítem. Para analizar la naturaleza de los fallos, así como para elaborar las medidas encaminadas a pronosticarlos o preverlos, estos se clasifican atendiendo a diversos criterios tal como se muestra en la Tabla 2.3 adjunta. TABLA Clasificación de las fallas CRITERIO DE CLASIFICACIÓN Por su influencia en la capacidad de trabajo Por su interacción con otros fallos TIPO DE FALLO Total o falla completa (al perder disponibilidad y funcionalidad) Parcial (no genera la pérdida total de disponibilidad) Dependiente Independiente 38 Otra cosa es si durante el mantenimiento planeado aparece una falla, en cuyo caso se consideran eventos independientes, cada uno con su respectivo tiempo de prevención o predicción y de reparación. 97
98 Constructivos Por las causas que lo provocan Tecnológicos De explotación Por desgaste Por su modo de manifestación respecto al tiempo Repentino Gradual Prematuro Por el período de la vida del artículo en que se Casual manifiestan De desgaste o envejecimiento Leve Por su severidad Marginal Crítico Catastrófico Frecuente Probable Por su frecuencia de ocurrencia Ocasional Remoto Extremadamente remoto Se debe tener en cuenta, que la ocurrencia de un fallo ocasiona costos de los siguientes tipos: Directos (debidos a la reparación). Indirectos (por pérdidas de producción y recursos ociosos). Potenciales (por deterioro de partes relacionadas y por aumento de inventarios de repuestos por pérdidas de confiabilidad en el equipo). Otros (incumplimiento de entregas al cliente, deterioro de imagen por pérdidas del nivel competitivo). d) Efectividad de un sistema. Si la efectividad de un sistema es definida como la probabilidad de que el sistema pueda satisfacer exitosamente una demanda operacional dentro de un tiempo dado cuando opera bajo condiciones especificadas, entonces, se convendrá en que la Confiabilidad es uno de los mejores atributos para determinar la efectividad del sistema, a partir de tres elementos: 1. La aceptación de la noción probabilística de Confiabilidad. 2. Los problemas asociados con la definición de un adecuado desempeño, particularmente para parámetros del sistema que se deterioran poco con el tiempo. 3. El criterio requerido para determinar el verdadero estado de las condiciones de operación. 98
99 ANÁLISIS DE LA CONFIABILIDAD DE UN ÍTEM: CONCEPTUALIZACIÓN Y EXPRESIÓN MATEMÁTICA DE LA CONFIABILIDAD La teoría de la confiabilidad es el conjunto de teorías y métodos matemáticos y estadísticos, procedimientos y prácticas operativas, que mediante el estudio de las leyes de ocurrencia de fallos, están dirigidos a resolver problemas de previsión, estimación y optimización de la probabilidad de supervivencia, duración de vida media y porcentaje de tiempo de buen funcionamiento de un ítem o sistema. A continuación, se aborda, el concepto de confiabilidad de un ítem y la expresión matemática característica de dicha confiabilidad. a) CONCEPTO DE CONFIABILIDAD Comúnmente, al afirmar que algo es confiable, se pretende expresar la seguridad que se tiene en que cumplirá correctamente con la finalidad que tiene asignada. Con relación a esto, el término confiabilidad, referido a alguna cosa, se utiliza en el leguaje corriente o coloquial para expresar el grado de cumplimiento o de verificación de ciertas características, inherentes o funcionales, que le son propios o se le atribuyen 39. Sin embargo, el término confiabilidad, dentro de la terminología propia de la ingeniería, además de las connotaciones semánticas comentadas anteriormente, tiene un significado mucho más concreto, que hace referencia a la probabilidad de buen funcionamiento del ítem, en cuestión. En ese sentido, el concepto de confiabilidad que se maneja en el mantenimiento industrial, concreta un poco más la idea coloquial de dicho concepto, que se encuentra más ligada a la intuición o, si se quiere, a la predicción. Sin embargo, cabe mencionar, que en el campo del mantenimiento 39 GÓMEZ DE LEÓN, FÉLIX CESÁREO (1998): Tecnología del Mantenimiento Industrial (libro). Editorial: UNIVERSIDAD DE MURCIA. Vol. 1. España. 99
100 la confiabilidad no es, en modo alguno, una predicción, sino un valor probabilístico de acción correcta de un artículo durante un período de tiempo determinado; es decir, entre 0 y t. En otras palabras, los fabricantes no garantizan en absoluto que el artículo trabaje durante h horas, sólo dan la probabilidad de su funcionamiento correcto durante las h horas. En ese contexto: La confiabilidad se define como la probabilidad de que un ítem cumpla una determinada función, sin fallar, bajo condiciones de operación determinadas en un período de tiempo específico (es decir entre 0 y t). Más específicamente, la confiabilidad de un ítem es la probabilidad de que desempeñe satisfactoriamente las funciones para las que fue diseñado, durante el período de tiempo especificado y bajo las condiciones de operación dadas. En ese sentido, la confiabilidad es una medida que resume cuantitativamente el perfil de funcionalidad de un artículo 39. Esta definición, no obstante, resultaría ambigua si no se concreta, para cada circunstancia, qué se entiende por determinada función. Es preciso, pues, establecer algún criterio para medir o valorar la funcionalidad en cuestión, y concretar los márgenes de funcionalidad admisibles. En ciertos artículos, esta funcionalidad sólo tiene dos estados posibles: todo o nada; como sucede, por ejemplo, en el funcionamiento de un foco incandescente, o en la continuidad de un circuito eléctrico conductor. En otros, por el contrario, se puede observar una degradación paulatina de la misma, lo que afecta negativamente a los resultados esperados de dicho ítem; tal es el caso, por ejemplo, del nivel de carga de una batería, del estado de un lubricante o del estado superficial de un rodamiento. En el primero de los casos la pérdida de funcionalidad queda de manifiesto claramente, mientras que en el segundo caso es preciso establecer un valor, o estado, límite a partir del cual dejan de cumplirse las características funcionales requeridas. Así, por ejemplo, en un foco incandescente se perdería la funcionalidad al fundirse el filamento; mientras que en un lubricante sería preciso establecer para cada caso concreto- un determinado nivel de contaminación o degradación para determinar cuánto pierde su funcionalidad. 100
101 El concepto de confiabilidad en la ingeniería aparece por primera vez antes de la segunda guerra mundial, ligado a la aviación y a otras aplicaciones militares. Sin embargo, con anterioridad ya se habían realizado estudios acerca de la esperanza de vida de distintos equipos industriales, aunque sin referirse directamente al término de confiabilidad. La confiabilidad como valor de la probabilidad de buen funcionamiento de un artículo, comienza a utilizarse realmente durante la segunda guerra mundial. Así, el matemático Erich Pieruschka expuso que la probabilidad de éxito de un sistema venía dada por el producto de las probabilidades individuales de cada una de sus componentes. Formulación que ya había sido abordada doscientos años antes por el matemático suizo Jakob Bernouilli quien, en su ley del producto de probabilidades, expuso que la probabilidad de ocurrencia de dos sucesos independientes viene dada por el producto de las probabilidades de ocurrencia de cada uno de ellos. En 1953, Boodman, en un estudio realizado sobre la confiabilidad de radares para aviación, encontró que el tiempo de fallo seguía una ley exponencial; y en 1958, J. Kao demostró las ventajas de la utilización de las distribuciones de Weibull para caracterizar la vida media en lámparas de incandescencia. Por otra parte, Acheson (1956) presentó un estudio sobre la utilización de distintos tipos de curvas para representar la tasa de fallos de distintos sistemas. Desde entonces, la utilización de las técnicas de confiabilidad se ha venido incrementando en la actividad industrial, principalmente para conocer la confiabilidad de sistemas complejos a partir de la confiabilidad de sus componentes. Al respecto, cabe mencionar, que actualmente el concepto de confiabilidad se viene aplicando en los diversos componentes o equipos de los procesos industriales. Llegados a este punto, es preciso resaltar que la confiabilidad de estos componentes individuales sólo puede obtenerse por la experimentación, mediante ensayos específicos o a través de estudios realizados sobre la experiencia real, y que, por tanto, de la bondad de estos ensayos y de los datos 101
102 recopilados dependerá el acierto del modelo matemático adoptado y, consecuentemente, la exactitud de los resultados posteriormente obtenidos. En ocasiones, la confiabilidad de un determinado dispositivo o componente suele venir dada indirectamente a través de su valor de vida nominal o de vida media. Así, por ejemplo, la vida nominal de un rodamiento (denotado como L 10 ) está asociada con un valor de confiabilidad de 0.9, lo que indica que sobre una población suficientemente representativa de estos elementos, el 90% de los mismos no han fallado antes de alcanzar el valor L 10. Expresado en otros términos, existe una probabilidad de 90% que el rodamiento en cuestión alcance el tiempo de funcionamiento dado por L 10 sin fallar. b) EXPRESIÓN MATEMÁTICA DE LA CONFIABILIDAD DE UN ARTÍCULO Para Creus, , si T es la v.a tiempo de operación del artículo hasta antes del fallo o tiempo previo a la falla, t cualquier valor de tiempo que puede tomar la v.a T y f(t) es la función densidad de probabilidad de fallo de dicho artículo o probabilidad de ocurrencia para el instante t, entonces, la confiabilidad de dicho artículo para un tiempo t cualquiera, denotada por R(t) (del término inglés Reliability) se define por la probabilidad de que se mantenga funcionando sin fallar más allá del tiempo t considerado, es decir: t R ( t) P( T t) f ( t) dt Al respecto, por ejemplo, si para un lote de artículos idénticos, un artículo en particular tiene una confiabilidad en el tiempo t 1 de R (t 1 ) = 0.9, esto significa que aproximadamente el 90% de tales artículos, usados en ciertas condiciones, funcionan después de un tiempo t 1. Una representación gráfica de dicha confiabilidad se muestra en la figura 2.17 adjunta. FIGURA Representación gráfica de la confiabilidad 40 ANTONIO CREUS SOLE (2005): Fiabilidad y Seguridad. Editorial Marcombo S.A. 2da. Edición. España. 102
103 Así mismo, si f(t) es la función de densidad de probabilidad de fallo de un artículo y F(t) es la función de distribución acumulativa de fallos de la v.a T, entonces, F(t) representa la probabilidad de que el dispositivo falle entre 0 y t; en ese sentido, de la Figura 2.17 se deduce que la probabilidad de fallo del artículo para cualquier tiempo t será: F( t) 1 R( t) Por esta razón, a la función de distribución acumulativa de fallos (o simplemente función de distribución de fallos o probabilidad de fallo) también se le denomina infiabilidad o no fiabilidad o inconfiabilidad. De lo mencionado, la probabilidad de fallo o infiabilidad de un artículo también se puede expresar matemáticamente de la siguiente manera general: t F ( t) P( T t) f ( t) dt Una representación gráfica de dicha infiabilidad o probabilidad de fallo tomando como referencia la figura 2.17, es la que se muestra en la figura 2.18 adjunta. FIGURA Representación gráfica de la infiabilidad 103
104 Al respecto, se puede mencionar el siguiente ejemplo: si para un lote de artículos idénticos, un artículo en particular, tiene una probabilidad de falla F (t 1 ) = 0.8, esto significa que aproximadamente el 80% de tales artículos están sin vida o están fallados (inoperativos) hasta antes del tiempo t 1 o inclusive hasta el tiempo t TASA DE FALLOS Además de la funciones de confiabilidad R(t) e infiabilidad F(t), la tasa de fallos λ(t) (denominada también función de riesgo h(t) o función de frecuencia de fallos), es otra función importante a tener en cuenta en el análisis de fallos. La tasa de fallos instantánea λ(t) asociada con la v.a. T tiempo de operación del artículo previo a la falla o tiempo hasta el fallo puede expresarse mediante la siguiente igualdad 41 : f ( t) f ( t) ( t) h( t), fallas/ tiempo ( 1falla/ 2años) R( t) 1 F( t) 41 WILLIAM HINES; DOUGLAS MONTGOMERY; DAVID GOLDSMAN (2010): Probabilidad y Estadística para Ingeniería (libro). Grupo Editorial PATRIA. 4ta. Edición. México. 104
105 Así mismo, Hines y Montgomery, señalan, que un resultado útil es que la función de confiabilidad R(t) puede expresarse en términos de la tasa de fallos como: t 0 R( t) e ( x). dx Por lo tanto, la función de densidad de probabilidad de fallos f(t) puede expresarse mediante la tasa de fallos, a través de la siguiente expresión: Además, como: t 0 f ( t) ( t). e F( t) 1 R( t) ( x). dx Entonces: F( t) 1 e t o ( x). dx En resumen, las funciones que desempeñan un papel importante en el análisis de fallos son los siguientes: 1. Tasa instantánea de fallos: ( t) f ( t) f ( t) R( t) 1 F( t) 2. Densidad de probabilidad de fallos: t 0 f ( t) ( t). e 3. Función de Confiabilidad: ( x). dx 105
106 t 0 R( t) e ( x) dx 4. Función de Infiabilidad o de probabilidad de fallos: t 0 F( t) 1 e ( x). dx En la figura 2.19 se muestran las representaciones gráficas de estas funciones: FIGURA Representación gráfica general de las funciones f(t), R(t), F(t) y λ(t) que puede ser para un determinado artículo De la figura 2.19 se observa por ejemplo que la frecuencia de fallas o tasa de fallas para el artículo en cuestión es 4 fallas/48 días; también se observa que la probabilidad de que el artículo falle durante el tiempo de 62 días es F(62) = 0.4 = 40% y la confiabilidad o supervivencia del artículo para un tiempo de 85 días es R(85) = 0.4 = 40%, es decir, la probabilidad de que el artículo opere sin fallar durante 85 días es 40%. También, existe una relación importante entre la función confiabilidad R(t) y el tiempo promedio de falla E(T) de la v.a T. Luego, si E(T) es finito, entonces, una expresión útil alternativa para determinar el tiempo medio entre fallas es: 106
107 0 E( T) R( t) dt O también, en general: 0 E( T) t. f ( t). dt FUNCIONES DE DISTRIBUCIÓN DE FALLOS O MODELOS PROBALÍSTICOS DE FALLOS QUE SE APLICAN EN EL CÁLCULO DE LA CONFIABILIDAD DE UN DETERMINADO ÍTEM La aparición de un fallo en cualquier sistema, en un determinado instante de tiempo, es algo que no puede preverse de forma exacta, sino que responde a la acción de múltiples variables de tipo aleatorio: calidad de cada uno de los componentes del sistema y del montaje, condiciones de la instalación, interacción con otros sistemas, influencia de agentes externos, condiciones ambientales y operativas, régimen de carga, envejecimiento de los materiales, etc. Se trata, en definitiva, de un fenómeno estocástico y, como tal, sólo puede estudiarse siguiendo métodos probabilísticos. Puesto que el instante de tiempo en el que va a producirse un fallo no puede averiguarse por métodos deterministas, entonces, desde un punto de vista cuantitativo sólo podrá hablarse de la probabilidad de ocurrencia del fallo en dicho instante de tiempo. La función que da la probabilidad de que se produzca un fallo antes de sobrepasar un instante de tiempo dado, se denomina función de distribución probabilística de fallo. La adopción de un modelo matemático para la función de distribución probabilística de fallo, que se corresponda o se ajuste a la distribución de frecuencias del THF de un equipo, dependerá del grado (o bondad) de ajuste de la distribución de frecuencias del THF con el modelo en cuestión 39. Es decir, en el análisis de las fallas de artículos o ítems, donde T es la v.a tiempo hasta el fallo de un artículo, los datos históricos o estadísticos del THF 107
108 (frecuencias del tiempo hasta el fallo del equipo) se traducen en una determinada distribución probabilística o función de densidad de probabilidad f(t) de la v.a T. Ante tal situación, cabe hacerse la siguiente pregunta qué tipo de distribución (modelo) probabilística o qué tipo de función de densidad de probabilidad f(t) se debe utilizar para representar de la mejor manera a los datos históricos del THF de un artículo? o lo que es lo mismo preguntarse qué tipo de distribución (modelo) probabilística o qué tipo de función de densidad de probabilidad f(t) se debe utilizar para describir de la mejor manera el comportamiento de la v.a T tiempo THF de un artículo? Cabe señalar, que en el estudio de confiabilidad se analizan varios tipos de distribuciones probabilísticas cuya adopción depende del grado de ajuste (bondad de ajuste) de los datos a la función considerada. Entre las distribuciones (modelos) probabilísticas más frecuentes que se utilizan en el análisis de fallos o estudio de confiabilidad, y por ende en el mantenimiento de equipos, se encuentran: la Distribución Normal la Distribución Exponencial la Distribución de Weibull la Distribución Logarítmica, entre otras. Al respecto, es importante mencionar, que para determinar la distribución probabilística de fallas que mejor se ajusta a la distribución de frecuencias del THF (datos históricos de fallas), se utilizan las pruebas de bondad de ajuste, donde sobresalen: las pruebas chi-cuadrado, Kolgomorov-Smirnoff y Shapiro- Wills. Para ello se pueden utilizar paquetes estadísticos como el DISMA, el RELEST, el MINITAB o algunos paquetes de simulación como ARENA 42. A continuación se describen cada una de las principales modelos de probabilidad de fallos mencionados. distribuciones o a) LA DISTRIBUCIÓN NORMAL O LEY GAUSSIANA O LEY NORMAL DE FALLAS 42 JORGE ACUÑA ACUÑA (2003): Ingeniería de Confiabilidad (libro). Editorial Tecnológica de Costa Rica. Primera edición. Costa Rica. 108
109 La Distribución o Ley Normal, encuentra una amplia aplicación en la solución de distintos problemas ingenieriles y económicos. Utilizada en la teoría matemática de la confiabilidad, esta ley describe muy bien los fallos progresivos de los artículos originados por la salida de explotación de diferentes elementos del mismo. Al respecto, si T es la v.a tiempo de duración de un artículo sin fallar o tiempo hasta el fallo, entonces, las expresiones matemáticas de la función de densidad probabilística f(t) y de la función acumulada F(t), son respectivamente: 1 f ( t) exp t 2 b F ( t) f ( t). dt Donde: μ y σ 2 son parámetros de la distribución normal que representan la media y la varianza de la v.a T respectivamente (σ = desviación estándar). La notación que se utiliza para la distribución normal es: T ~ N (µ, σ 2 ) la v.a T sigue una distribución probabilística normal cuyos parámetros son la media y la varianza. a Además, para la distribución normal, el valor esperado de la v.a T es E(T) = µ y su varianza es: σ 2 (T) = σ 2. La distribución probabilística normal tiene forma de campana (campana de Gauss). En la figura 2.20 se muestra el comportamiento gráfico de la distribución normal (función de densidad probabilística normal f(t) para la v.a T tiempo hasta el fallo ). Otras propiedades importantes de esta distribución son: La distribución está definida de a. El área bajo la curva es 1; por lo tanto: f ( t). dt 100% bajo la campana de Gauss representa una probabilidad de 100%. ; es decir, el área Es simétrica, lo que implica que la mitad del área bajo la curva a la izquierda representa una probabilidad de 50% y la mitad del área bajo la curva a la derecha representa una probabilidad de 50%. La media, la moda y la mediana son iguales. 109

 El valor esperado: E(T)= 0 La varianza: 2 (T)= 1 f ( z) 1 e 2 1 2 z 2 z Z t 110")
110 Las funciones densidad f(t) y acumulada F(t) son para t FIGURA Función de densidad de probabilidad normal para la v.a T tiempo hasta el fallo Un aspecto importante a tener en cuenta, es que para facilitar el cálculo de probabilidades utilizando la distribución normal, se estandariza la variable utilizando el estadístico: Z t Luego, fácilmente se recurre a la Tabla de la Distribución Normal Estándar. Estandarizando la variable, la f.d.p queda definida como: Notación: z N (0,1) El valor esperado: E(T)= 0 La varianza: 2 (T)= 1 f ( z) 1 e z 2 z Z t 110
111 Una vez estandarizada la variable se podrá buscar el valor de la probabilidad que deseamos en la Tabla Estadística correspondiente. También es conveniente recordar que esta distribución es simétrica respecto a su valor esperado y que esta propiedad de simetría nos puede ser útil en el cálculo de probabilidades. Así mismo, en las figuras 2.21, 2.22 y 2.23 se muestran el comportamiento gráfico de la función acumulada de fallos o función de probabilidad de fallo, de la función de confiabilidad y de la función de riesgo, para la Distribución Probabilística Normal o Ley Normal de Fallos: Ejemplo. Un fabricante concluye que el tiempo que transcurre antes de que se funda un bombillo sigue una distribución Normal. Se prueba una muestra de 50 de ellos y se encuentra que la vida promedio es de 60 días con una desviación estándar de 20 días. Cuál es la probabilidad de que un bombillo seleccionado aleatoriamente de un lote de estos, falle: a) antes de los 60 días de vida? b) entre los 80 y los 100 días de vida? Solución: Sea T: v.a tiempo hasta el fallo (THF) en días: a) P(t< 60)? 111
 P(80 < t < 100)?")
112 Primero se estandariza la variable (la variable t se debe convertir en Z): t P( ) P( Z ) P( Z 0) 20 De la Tabla Estadística correspondiente se obtiene que: P( Z< 0 ) = 50% tal como también se observa en la figura adjunta. b) P(80 < t < 100)? Primero se estandariza la variable (la variable t se debe convertir en Z): P( Z ) P(1 Z 2) Pero: P(1 < Z< 2) = P(Z < 2) P(Z < 1) De la Tabla Estadística correspondiente se obtiene que: P(Z < 2) = y P(Z < 1) = Por lo tanto: P(1 < Z < 2) = = 13.59% (probabilidad de fallo en un intervalo). Una interpretación gráfica de la probabilidad P(1 < Z < 2) = 13.59% es: b) LA DISTRIBUCIÓN EXPONENCIAL 112
113 La Distribución Exponencial es la más ampliamente utilizada en los estudios de confiabilidad. En general, esta distribución representa la fase normal de operación de un artículo, en la cual se producen fallos repentinos debidos a choques, exceso de carga, exceso de tensión eléctrica, etc. Se emplea para determinar el tiempo hasta el fallo de un ítem o de un sistema. Si T: v.a tiempo hasta el fallo de un artículo, entonces, las principales características de la Distribución Exponencial en términos de dicha v.a son las siguientes: Notación: T E ( ) la v.a T sigue una distribución probabilística de falla exponencial cuyo parámetro es la tasa de fallos λ. El valor esperado de la v.a (valor medio o promedio) es: E(T) = 1/ La varianza de la v.a es: 2 (T)= 1/ 2 Así mismo, la función de densidad probabilística f(t), la función de confiabilidad R(t), la función de probabilidad acumulada F(t) y la función tasa de fallos o función de riesgo λ(t) = h(t) de la Distribución Exponencial, son las siguientes: f ( t) R( t) F( t). t. e, para t 0 y es igual a cero en otros casos.. t P( T 0) e, para t 0 t. t f ( t). dt 1 e, para t 0 0 f ( t) ( ) h( t) R( t) t, para t 0 El comportamiento gráfico de dichas funciones se muestra en las figuras 2.24, 2.25, 2.26 y 2.27 respectivamente. 113
114 FIGURA Función de densidad de probabilidad FIGURA Función de Confiabilidad FIGURA Función de probabilidad acumulada FIGURA Función de tasa de fallas o función de riesgo También cabe mencionar, que si la v.a T: tiempo hasta la falla de un equipo, sigue una Distribución Exponencial, entonces, para cualquier tiempo t, la función de densidad de probabilidad de dicha v.a también puede expresarse de la siguiente manera: 1 t f ( t). e para t 0 Donde el parámetro es el tiempo medio entre eventos, que en el caso del estudio de confiabilidad, corresponde al tiempo medio entre fallos (TMEF o MTBF); por lo tanto, la función de densidad también puede expresarse como: 1 t TMEF f ( t). e Para t 0 TMEF c) LA DISTRIBUCIÓN DE WEIBULL 114
115 La Distribución de Weibull, debido a su alta flexibilidad, es el modelo probabilístico mayormente utilizado en aplicaciones de confiabilidad, dado que permite modelar de manera eficaz los tiempos de fallos de equipos o sistemas en plantas industriales. Describe muy bien los fallos progresivos de los artículos originados por su envejecimiento. Su aplicabilidad a diferentes situaciones de falla fue presentada por Weibull en 1951 y se utilizó para describir fallas en rodamientos. Una de las grandes ventajas que presenta la Distribución de Weibull frente a la Distribución Exponencial es que considera una tasa de fallo no constante y sigue una clara tendencia creciente o decreciente (falla temprana o tardía). En ese sentido, teniendo en cuenta que la mayor cantidad de fallas en campo, especialmente las partes mecánicas, muestran un aumento en la tasa de fallos (debido a desgaste o deterioro del material), la Distribución de Weibull es muy útil para describir patrones de fallos de este tipo. Es decir, contrariamente al modelo exponencial, la Ley de Weibull cubre los casos en que la tasa de fallo λ es variable y permite por tanto ajustarse a los períodos de juventud y a las diferentes formas de envejecimiento (curva bañera de λ(t)). Al respecto, si T es la v.a tiempo hasta el fallo de un equipo, la cual sigue una Distribución de Probabilidad de Weibull, entonces, en su forma más general, la función de densidad de probabilidad de fallas (falla instantánea en el tiempo t), viene dada por la siguiente expresión: f ( t) 1.( t t0). ( t t ). e Donde: t t 0 ; β > 0; α > 0 0 Además, las funciones más generales de la confiabilidad R(t), infiabilidad o función acumulativa de fallos F(t) y de la tasa de fallos λ(t), correspondientes a la Distribución de Weibull son las siguientes: R( t) e t t ) ( 0 F( t) 1 R( t) 1 e t t ) ( 0 115
116 ( t). ( t t 0) 1 Cabe señalar, que las expresiones de Weibull mencionadas solo son válidas para valores de (t t 0 ) 0. Cuando el valor (t t 0 ) 0, la función de densidad de probabilidad de fallas f(t) (función de falla instantánea) y la tasa de fallas λ(t) valen cero. Así mismo, se observa, que en su forma general, la Distribución de Weibull posee tres parámetros variables (t 0, β y α), los mismos que pueden ser ajustados adecuadamente. Esto demuestra, que una de las grandes bondades de la Distribución de Weibull frente a otras distribuciones probabilísticas de fallos, es su alto grado de flexibilidad. Dichos parámetros se describen de la siguiente manera: t 0 es un parámetro de posición o parámetro inicial de localización; es decir, representa el origen de tiempos, a partir del cual está definida la función, por lo tanto, es un tiempo de referencia, y define el punto de partida u origen de la distribución. α (alfa) es el parámetro que indica la escala de la distribución; es decir, muestra que tan aguda o plana es la función; por lo tanto, representa la extensión de la distribución a lo largo del eje de los tiempos (Anexo Nº1). β (beta) es el parámetro de forma (β > 0); es decir, este parámetro determina la forma o perfil de la distribución, la misma que depende del valor que tenga (ver Anexo Nº 1). Teniendo en cuenta que en el análisis de confiabilidad de los equipos o sistemas que intervienen en los procesos de las plantas industriales se asume como tiempo de referencia o tiempo de vida mínima t 0 = 0, entonces, las expresiones simplificadas de Weibull que se utilizan para el análisis de fallos son las siguientes: f ( t) R( t).( ). ( ) 1 t t. e e.( t) F( t) 1 R( t) 1 e 1 ( t). ( t).( t) 116
117 El comportamiento gráfico de las funciones densidad de probabilidad f(t), confiabilidad R(t), inconfiabilidad o probabilidad de fallos F(t) y de la tasa de fallos o función de riesgo λ(t) se muestran en las figuras 2.28, 2.29, 2.30 y 2.31 respectivamente. FIGURA Función de densidad de Probabilidad FIGURA Función de Confiabilidad FIGURA Función de FIGURA Función de tasa probabilidad acumulada de fallos Debido a que el parámetro beta tiene la posibilidad de cambiar la forma de la distribución, la Distribución de Weibull resulta ser muy flexible y puede comportarse de diferentes formas: cuando β es inferior a 1 se dice que se está en la denominada fase de mortalidad infantil (tasa de fallos decreciente); cuando toma valores cercanos a uno, se describe la fase con el nombre de vida útil (tasa de fallos constante y aleatoria), y cuando toma valores mayores que 1, se dice que se está en la denominada fase de envejecimiento o de desgaste (tasa de fallos creciente). También, modulando el parámetro Beta, la Distribución de Weibull se puede aproximar a la Distribución Exponencial, a la 117
118 Normal y a la Chi-cuadrada. En tal sentido, la Distribución de Weibull resulta ser un modelo probabilístico muy útil para modelar eventos de confiabilidad y sobrevivencia. El conocimiento de las leyes de evolución de λ(t) en función del tiempo puede ser útil para establecer la política de mantenimiento más adecuada para cada tipo de componente de los equipos. En contraste, en componentes de tasa de fallo constante, un cambio de pieza no aporta una mayor confiabilidad, es más, presentaría un valor de confiabilidad menor al principio de su puesta en servicio, por posibles defectos de fabricación CURVA DE LA BAÑERA O CURVA DE DAVIES O CURVA DE LA TASA DE FALLOS O CURVA DE RIESGO La curva de la bañera, es una cueva que permite analizar los fallos durante el período de vida útil de un artículo. Tiene forma de bañera debido a que la vida útil de los artículos tiene un comportamiento que viene reflejado por tres etapas bien diferenciadas, tal como lo muestra el gráfico de la figura La curva de la bañera o curva de confiabilidad de un artículo representa la curva de la tasa de fallos o la curva de riesgo de dicho artículo. La curva de la bañera, se fundamenta, en la función de la tasa de fallos o función de riesgo de la Distribución Probabilística de Weibull, para diferentes valores del parámetro de forma β (β < 1; β = 1 y β > 1), tal como se muestra en la figura 2.32 adjunta. FIGURA Curva de la bañera o curva de confiabilidad de un artículo 118
119 Fuente: Mora Gutiérrez: Mantenimiento: planeación, ejecución y control. De la curva de la bañera se desprende que: las fallas en la ETAPA I se deben normalmente a: defectos de materiales, diseños deficientes, montajes inadecuados, mantenimientos incorrectos, calidad deficiente en elementos y repuestos, etc. Zona del debugging. Las fallas en la ETAPA II se originan básicamente por: operación indebida de los equipos, sobrecarga en la capacidad de producción, cambios constantes en las condiciones de funcionamiento, etc. En general, se debe a causas inmediatas o básicas causadas por condiciones técnicas de equipos o del recurso humano. Las fallas en la FASE III se fundamentan en el desgaste de los artículos, envejecimiento o la pérdida de funcionalidad de los mismos. Son causadas por el exceso de uso, desuso o abuso: se generan por el tiempo o por las inclemencias del entorno. Es la etapa de sustitución y reposición de los dispositivos y máquinas cuando su mantenimiento es más costoso que reemplazarlos, o cuando su funcionalidad es más cara que sustituirlos por nuevos. Tal como se observa de la figura 2.32, conociendo el valor real de β para una muestra de datos de fallos de un artículo, se puede determinar en qué etapa 119
120 de su ciclo de vida se encuentra dicho artículo, y con ello se puede establecer la estrategia de mantenimiento del artículo PRUEBAS DE BONDAD DE AJUSTE Al respecto, cabe hacerse la siguiente pregunta qué distribución de probabilidad o modelo de fallos (Distribución Normal, Distribución Exponencial, Distribución de Weibull, etc.) se ajusta mejor a una distribución de frecuencia de la v.a T: THF (conjunto de datos estadísticos del THF) de un ítem? Referente a lo mencionado, se puede señalar, que las pruebas de bondad de ajuste son herramientas que permiten determinar si una muestra de datos de fallos de un ítem se corresponde con alguna distribución probabilística específica de fallos; es decir, la bondad de ajuste no es más que el grado de concordancia entre los datos de fallos de un artículo con alguna de las distribuciones probabilísticas (Distribución Normal, Distribución Exponencial, Distribución de Weibull, etc.). Las pruebas de bondad de ajuste buscan comprobar una hipótesis, según la cual los datos que se observan (datos de fallos) corresponden o no a una distribución probabilística seleccionada bajo los parámetros estimados. Al respecto, si se pretende comprobar el ajuste de los datos a una distribución normal, la hipótesis a plantear es: Ho: los datos de la v.a T tiempo hasta el fallo siguen una distribución normal (t ~ N); o, si se quiere hacer la prueba de concordancia con una Distribución Exponencial, la hipótesis sería: Ho: los datos de la v.a T tiempo hasta el fallo siguen una distribución exponencial (t ~ E). Cabe mencionar, que existen dos pruebas estadísticas bien conocidas para probar el ajuste o concordancia de una determinada distribución probabilística: Prueba de Jí - Cuadrado (Chi-Cuadrado) ó X 2 Prueba de Kolmogórov-Smirnov (prueba K-S) 120
121 Al respecto, cabe mencionar que estas pruebas estadísticas se justifican para muestras que tengan grandes o pequeñas cantidades de datos; sin embargo, cuanto mayor cantidad de datos tenga la muestra, es mejor. A continuación se describen cada una de estas pruebas de bondad de ajuste. PRUEBA DE JÍ CUADRADO (CHI CUADRADO) o X 2 La prueba Jí-Cuadrado se usa para probar si una muestra de datos de fallo proviene de una población con distribución de probabilidad específica. Esta prueba suele emplearse para datos agrupados en intervalos de clase. El estadístico o estadígrafo para la prueba X 2 es el siguiente: Donde: ni E n. x i 1 E E k 2 2 ( ni i) Frecuencia observada i p i n (Frecuencia teórica o esperada) i Cantidad total de observaciones p i = probabilidad asociada al intervalo correspondiente de la distribución a la cual se prueba el ajuste. 2 2 La hipótesis de ajuste se rechaza si: x x ; PRUEBA DE KOLMOGÓROV-SMIRNOV (PRUEBA K-S) La prueba Kolmogórov-Smirnov se usa para decidir si una muestra de datos de fallo proviene de una población con distribución de probabilidad específica; la prueba está basada en la función de distribución acumulada empírica. La prueba K-S es una medida definida como el máximo valor de la diferencia absoluta entre dos funciones de distribución acumulada. El estadístico de la prueba Kolmogórov-Smirnov es: D n = máx I F e F i I 121
122 Donde: F e = frecuencia relativa acumulada esperada o teórica F i = Frecuencia observada acumulada Regla de decisión: Si D n > D n * se rechaza la hipótesis de ajuste. El valor de D n * se encuentra en tablas de K-S USO DE SOFTWARE PARA LAS PRUEBAS DE BONDAD DE AJUSTE Es importante tener en cuenta, que los cálculos de las pruebas estadísticas de ajuste Jí-cuadrada o Kolmogórov-Smirnov, se simplifican considerablemente utilizando software específicos, tales como: el SPSS, el DISMA, el BESTFIT o el RELEST, entre otros. Cabe señalar que el software RELEST también brinda la estimación de la confiabilidad de un artículo. En la presente Tesis, se utilizó los software DISMA y el RELEST, que a continuación se describen. a) Software DISMA (Distribución de Mejor Ajuste). Las pruebas estadísticas que se realizan en el programa computacional DISMA, son las pruebas Chi- Cuadrado, Kolmogorov-Smirnov y de Renyi. Con este software se comprueba el ajuste de la curva de densidad de probabilidad de una muestra de datos estadísticos, con diez (10) distribuciones probabilísticas: Weibull, Normal, Exponencial, Logarítmica Normal, Uniforme o Rectangular; Gamma, Triangular, Pareto, Rayleigh y Erlang. Asimismo, este software también permite calcular los parámetros de la distribución de Weibull, sobre todo, el parámetro de forma β, cuyo valor nos indicará en qué etapa del ciclo de vida se encuentra el artículo que se encuentra bajo análisis. En la prueba Chi-Cuadrado: se indica un nivel de significación de 0.05 (5%) o 0.01 (1%) y se decide dar o no un número de clases. Para la selección de la distribución de mejor ajuste se tiene en cuenta el coeficiente de precisión (H). Si H < 2, el ajuste se considera satisfactorio, y dentro de ese rango la distribución que brinde un H menor, será la de mejor ajuste, si ésta resulta ser una distribución poco tratada en la literatura y difícil en el cálculo de sus tiempos medios, se puede tomar la distribución que sigue, si se encuentra dentro del intervalo mencionado y si resulta más fácil su procesamiento. 122
123 En la prueba de Kolmogórov-Smirnov: el mejor ajuste también será para el menor coeficiente K-S, siempre que resulte menor que 1 (K-S < 1). El Software DISMA, además de comprobar el ajuste a las distribuciones de probabilidad de fallos señaladas, calcula algunos de los índices de confiabilidad, en particular los de operatividad: probabilidad de trabajo sin fallos (función de confiabilidad) y la probabilidad de fallo (función de inconfiabilidad); sin embargo, para esto, se recomienda utilizar el Software RELEST. b) Software RELEST. Los objetivos principales de este software son: 1) realizar la prueba para datos raros o valores extremos de los datos estadísticos de fallo de la muestra, 2) estimar la confiabilidad, y 3) ajustar las distribuciones de probabilidad a datos de tiempos de fallo. Un primer aspecto importante de este software, es que realiza el análisis de la muestra completa de fallos y ejecuta la prueba para datos raros o valores extremos, de tal manera que los datos de fallo que intervengan en el análisis de confiabilidad sean los más representativos. Para realizar la prueba de valores extremos, se sugiere utilizar la opción M y seleccionar la distribución exponencial. Si el nivel de significancia de los valores extremos de los datos de fallo, es mayor (>) del 10 %, se aceptan dichos datos extremos, y por lo tanto, se aceptan todos los datos de fallo. En la figura 2.33 se ilustran la región de aceptación y de rechazo de los datos extremos. Asimismo, este software ofrece una serie de ayudas para escoger el modelo de distribución probabilística que mejor se ajusta a los datos de fallo, para ello, se utiliza la opción probability plot. Con esta opción, se analizan los datos de fallos para cada distribución; luego, la distribución que presente datos que se ajustan más a una línea recta, será la distribución de mejor ajuste, y por lo tanto, será la distribución seleccionada, para realizar el análisis de confiabilidad. Si bien es cierto, con el Software RELEST se puede determinar la distribución probabilística de mejor ajuste; sin embargo, para determinar la 123
124 distribución que mejor se ajusta a los datos de fallos de un ítem, se recomienda utilizar el Software DISMA. FIGURA Regiones de aceptación y de rechazo de los datos extremos Además, para la distribución seleccionada, a parte de los valores medios, el sistema proporciona tanto estimaciones puntuales de los parámetros de la distribución como intervalos de confianza para dichos parámetros. Para ello, debe utilizarse la opción Distribution Fitting. Después de determinar los parámetros de la distribución, el software puede mostrar los gráficos de la función de densidad probabilística f(t), la función de confiabilidad R(t), la tasa de fallos λ(t) = h(t) y la función de distribución acumulativa de fallos F(t). También determina el tiempo medio entre fallos (MTTF) del artículo bajo el estudio. Otra importante bondad que tiene el software RELEST, es que, para la distribución probabilística seleccionada, proporciona los valores de confiabilidad R(t) para diferentes tiempos ( tiempos característicos ). Así mismo, permite calcular la confiabilidad y la tasa de fallos para un valor de tiempo (t) ó el valor de tiempo para la confiabilidad que nos interesa con la distribución o modelo seleccionado. Finalmente, cabe señalar, que el punto de partida es la pantalla principal que aparece cuando RELEST se inicia. La pantalla principal contiene los campos para la entrada de la información necesaria para caracterizar 124
125 la muestra de los datos de fallo que se analizará. También contiene las opciones del análisis CONFIABILIDAD DE UN SISTEMA Obtener la confiabilidad de un artículo puede resultar relativamente sencillo, siempre y cuando se cuente con una muestra de datos de fallo suficientemente amplia. Sin embargo, para un sistema o una línea de producción industrial, donde existen equipos combinados de distintas formas, resulta complicado formular una expresión generalizada para obtener exactamente la confiabilidad de dichos sistema a partir de las confiabilidades de sus componentes. Puede darse el caso, que el fallo de un equipo puede venir provocado por el fallo de otro, por lo que, en el cálculo de la confiabilidad del sistema deberá tenerse en cuenta la aparición de probabilidades condicionadas entre sus componentes. Además, lo que es aún más grave, puede ocurrir que el modelo de confiabilidad que se está utilizando para un equipo del sistema, no es exactamente válido para las condiciones funcionales del sistema. Una vez hechas las salvedades anteriores, el cálculo de la confiabilidad en sistemas complejos puede abordarse partiendo de las dos formas básicas que existen para acoplar los equipos o artículos: serie y paralelo, que a continuación se detallan. a) CONFIABILIDAD DE UN SISTEMA PRODUCTIVO EN SERIE Si un sistema productivo (o subsistema) está compuesto por n ítems que funcionan de manera independiente, acoplados en serie; es decir, operando uno a continuación de otro, de tal manera que el comportamiento de alguno de ellos, no afecta la confiabilidad de los restantes, entonces, la falla en cualquier equipo genera la paralización de todo el sistema productivo. Por lo tanto, la probabilidad de que el sistema en serie no falle antes de un instante de tiempo dado; es decir, su confiabilidad, vendrá dada por el producto de las confiabilidades de los distintos equipos que constituyen dicho sistema; esto implica, que la confiabilidad del sistema es menor o igual que la confiabilidad de cualquier equipo que lo compone; es decir: 125
126 R S ( t) n i 1 R i ( t) Ejemplo. Consideremos un sistema productivo compuesto por tres ítems independientes dispuestos operativamente en serie los cuales tienen una confiabilidad (puede ser también tiempo medio entre fallos) para cumplir su función durante 100 horas de 99.5%, 98.7% y 97.3% respectivamente. Cuál es la confiabilidad del sistema productivo durante esas 100 horas? Solución. R sist. = R 1. R 2. R 3 R sist. = 0,995 x 0,987 x 0,973 R sist. = 95,555% OBSERVACIONES: 1. En un sistema productivo en serie, el equipo con menor confiabilidad tiene mayor influencia en la confiabilidad del sistema. 2. A mayor número de equipos en serie, menor será la confiabilidad del sistema productivo en serie. En la figura 2.34 adjunta se muestra la influencia del número de equipos en la confiabilidad de un sistema en serie. FIGURA Influencia del número de equipos en la confiabilidad de un sistema en serie 126
127 Fuente: Fermín Mallor y Javier Santos (fiabilidad de sistemas): b) CONFIABILIDAD DE UN SISTEMA PRODUCTIVO EN PARALELO Si un sistema productivo (o subsistema) está compuesto por n ítems que funcionan de manera independiente acoplados en paralelo, entonces, la falla en cualquier equipo no genera la paralización de todo el sistema productivo, y basta que al menos un equipo siga operando para que el sistema productivo también continúe operando; es decir, el sistema productivo en paralelo dejará de operar (entrará en falla) cuando todos los equipos entran en falla. Por lo tanto, la probabilidad de que el sistema en paralelo falle antes de sobrepasar un instante de tiempo dado, vendrá dado por el producto de las probabilidades de fallo de cada uno de los equipos es decir: F( t) n i 1 F i ( t) Lo que expresado desde el punto de vista de la confiabilidad, es: n R ( t) 1 i 1 (1 R i ( t)) 127
128 Ejemplo. Consideremos un sistema productivo con tres equipos en paralelo, cada una de ellas con una confiabilidad de 99,5%, 98,7% y 97,3%, respectivamente, para cumplir su función durante 100 horas. Cuál es la confiabilidad del sistema durante esas 100 horas? Solución. R sist. = 1- [(1-0,995) x (1-0,987) x (1-0,973)] R P = 0,99999 = 99,9998% Cabe tener en cuenta que a los equipos o componentes de un sistema en paralelo se le suele denominar componentes redundantes. La redundancia es uno de los métodos utilizados para mejorar la confiabilidad de un sistema. Asimismo, también cabe destacar, que un caso especialmente interesante y frecuente dentro de los sistemas con componentes en paralelo, es aquel en el que éstos no funcionan simultáneamente sino que algunos de ellos se tienen de reserva, en previsión del fallo de otro. De esta forma, un componente de reserva entrará en funcionamiento cuando algunos de los que estaba funcionando hasta entonces haya fallado. Simplificando el problema a dos componentes, la confiabilidad del sistema será igual a la confiabilidad del componente que está funcionando, más el producto de la probabilidad de que 128
129 este componente falle en el instante t 1 por la probabilidad de que no falle el de reserva (confiabilidad del componente de reserva) durante el intervalo (t t 1 ); es decir 39 : R( t) R1( t) (1 R1( t)). R2( t t 1) OBSERVACIONES: 1. En un sistema en paralelo la componente más importante de cara a la confiabilidad es aquella que tiene la mayor confiabilidad de todas. 2. A mayor número de artículos independientes operando en paralelo, mayor será la confiabilidad del sistema productivo en paralelo. En la figura 2.35 adjunta se observa tal situación. FIGURA Influencia del número de equipos o componentes en la confiabilidad de un sistema en paralelo Fuente: Fermín Mallor y Javier Santos (confiabilidad de sistemas): c) SISTEMAS MIXTOS: COMBINACIÓN DE SUBSISTEMAS EN SERIE Y EN PARALELO 129
130 La confiabilidad del sistema resultante de un sistema mixto se calcula evaluando primero la confiabilidad de cada subsistema para posteriormente combinarlos de manera adecuada. Ejemplo. Consideremos el siguiente sistema compuesto por 3 unidades. Cuál es la fiabilidad de este sistema si R 1 = 99,5%; R 2 = 98,7%; R 3 = 97,3%? Solución: R sistema = 0, = % MANTENIBILIDAD En cualquier instalación industrial, tan importante como que un equipo no falle es que, cuando éste falla, se repare, y vuelva a ponerse en servicio lo antes posible. Aparece, pues, un nuevo concepto que intenta reflejar el tiempo que tarda un equipo que ha fallado, en volver a estar en condiciones operativas, lo que se denomina Tiempo Técnico de Reparación (tiempo que demora la reparación), o simplemente tiempo de reparación, y se denota como TTR (del inglés Time To Repair). Al respecto, del mismo modo que se estima el Tiempo Medio entre Fallas (TMEF o MTBF) a partir de la medida de los tiempos de operación normal (TO) o tiempos entre fallas (TEF o TBF) obtenidos de los datos históricos, en la 130
131 práctica tiene gran interés conocer el valor medio del tiempo de reparación de un artículo o sistema, al cual se le denomina Tiempo Medio de Reparación (tiempo promedio en que el equipo es reparado) y se denota como MTTR (en inglés Mean Time To Repair). El MTTR es un índice clave para la mantenibilidad, por que representa un límite para el tiempo máximo de reparación. En la figura 2.36 se muestran los estados de funcionalidad de un equipo, a partir del cual se pueden estimar el Tiempo Medio entre Fallas (tiempo promedio en que el equipo no falla) y el Tiempo Medio de Reparación de las fallas. FIGURA Estimación del Tiempo Medio entre Fallas (TMEF o MTBF) y del Tiempo Medio de Reparación (TMDR o MTTR) De la figura 2.36 se desprende que el Tiempo Medio entre Fallos (TMEF = MTBF) y el Tiempo Medio de Reparación (TMDR = MTTR) también se pueden estimar a través de las siguientes expresiones: 131
132 TO1 TO2 TO3 TMEF( MTBF) 3 TMEF, o en general: n i 1 TO Nº. EventosÚtiles. i De igual forma, para el Tiempo Medio de Reparación se tiene: TMDR O en general: TFS1 TFS 2 TFS MTTR 3 3, TFSi i 1 TMDR MTTR Nº. Correctivos Cabe mencionar, que el tiempo de reparación (TTR) necesario para volver a llevar a un equipo a su estado de buen funcionamiento se puede subdividir en una serie de tiempos parciales, correspondientes a los diferentes estados de operación requeridos. Principalmente son los siguientes: n Tiempo de comprobación o verificación de la existencia de fallo. Tiempo de confirmación del diagnóstico. Tiempo de desmontaje y transporte desde el lugar de operación al lugar de reparación. Tiempo de reemplazo o tiempo de reparación. Tiempo de montaje y transporte desde el lugar de reparación al lugar de operación. Tiempo de comprobación de la eliminación de fallo. Al respecto, en el cómputo del TTR no deben contabilizarse los tiempos muertos, entendiéndose por tales, todos aquellos tiempos que no intervienen directamente en la reparación, como son: paros de trabajo, tareas burocráticas, y tiempos de espera por ausencia de personal, por falta de los útiles o herramientas o por carecer de los recambios necesarios. No obstante, también puede ser de interés conocer algunos de estos tiempos muertos, ya que si se constata que son elevados, o incluso llegasen a superar sistemáticamente a los tiempos de reparación, debería pensarse en la 132
133 existencia de un fallo del soporte logístico. La suma del TTR y de los tiempos muertos será el tiempo total durante el cual el equipo en estudio está averiado. Este tiempo se suele denotar como TA (tiempo de Avería), y al valor medio de estos tiempos, se le denomina Media de los Tiempos de Avería, que se denota como MTA. Desde el punto de vista formal, si se representa por m(t) la densidad de probabilidad de la v.a tiempo de reparación, entonces el Tiempo Medio de Reparación (MTTR) será la esperanza matemática de la v.a que representa el tiempo invertido en efectuar una reparación, y por lo tanto, vendrá dada por la siguiente expresión: MTTR 0 t. m( t). dt CONCEPTO DE MANTENIBILIDAD Se denomina mantenibilidad a la probabilidad de que un ítem o artículo, después de un fallo o avería sea restaurado completamente a su estado de funcionamiento normal, dentro de un tiempo dado. Se asume que para restaurar el nivel de funcionamiento normal del artículo, la reparación se hace con personal y herramientas adecuadas y con los datos e información técnica pertinente. De la definición se desprende, que la mantenibilidad es una función de distribución de probabilidad, la cual viene dada por la siguiente expresión matemática: Donde: M( t) P( T t t) m( t). dt 0 M (t) : Es la función mantenibilidad, que representa la probabilidad de que la reparación comience en el tiempo t = 0 y sea concluida satisfactoriamente en el tiempo t (probabilidad de duración de la reparación). 133
134 m (t) : Es la función de densidad de probabilidad de la v.a T: tiempo de reparación o tiempo para reparar. En la figura 2.37 se observa la interpretación gráfica de la mantenibilidad. FIGURA Interpretación gráfica de la Mantenibilidad Se observa que la función mantenibilidad es similar a la función probabilidad de fallo o distribución acumulativa de fallo (infiabilidad). Cabe señalar, que en el estudio de mantenibilidad, en forma similar a la confiabilidad se analizan varios tipos de distribuciones probabilísticas cuya adopción depende del grado de ajuste (bondad de ajuste) de los datos a la función considerada. Entre las distribuciones (modelos) probabilísticas más utilizadas en el análisis de mantenibilidad, de manera semejante que en el estudio de confiabilidad, se encuentran: la Distribución Normal la Distribución Exponencial la Distribución de Weibull la Distribución Logarítmica, entre otras. Al respecto, es importante destacar, que para determinar si un conjunto de datos de reparación de un artículo se distribuyen por algunas de las 134
135 distribuciones probabilísticas mencionadas, se utilizan las pruebas de bondad de ajuste, de manera similar que para el caso de la confiabilidad. A continuación se muestran las funciones de mantenibilidad de cada una de las principales distribuciones mencionadas (Mora, ): a) CASO DE DISTRIBUCIÓN NORMAL. La función de mantenibilidad en términos de la v.a T tiempo de reparación de un artículo cuyos datos estadísticos siguen una Distribución Normal o Gausseana, viene dada por la siguiente expresión: M( t) m( t). dt 1 e. 2. dt t t Donde: µ es la media y σ la desviación estándar de mantenibilidad. 2 ( t ) 2 2. Así mismo, la expresión matemática del tiempo medio de reparación (MTTR) teniendo en cuenta la Distribución Normal es: 0 MTTR E( T) M( t). dt b) CASO DE DISTRIBUCIÓN EXPONENCIAL. La función de mantenibilidad, basada en el criterio de tiempos de recuperación exponencial, en la cual MTTR es el tiempo medio entre tareas de reparación o mantenimiento, está dada por la siguiente expresión: Donde: M( t) 1 e 1 MTTR ( t / MTTR) 1 e. t y se denomina tasa de reparaciones (número total de reparaciones efectuadas con relación al total de horas de reparación del equipo). 135
136 Así mismo, la expresión matemática del tiempo medio de reparación (MTTR) teniendo en cuenta la distribución exponencial es: MTTR 0 E( T) M( t). dt c) CASO DE DISTRIBUCIÓN DE WEIBULL. La función de mantenibilidad basada en el criterio de que los tiempos de reparación o mantenimiento de un equipo se representan por medio de una distribución de Weibull, está dada por la siguiente expresión: M( t) 1 e ( t / ) Donde: α = parámetro de escala de la distribución β = parámetro de forma de la distribución Luego, el tiempo medio de reparación (MTTR) teniendo en cuenta la distribución de Weibull, es: MTTR 0 E( T) M( t). dt Además, una expresión práctica que se utiliza para calcular el MTTR con la función mantenibilidad siguiendo la distribución de Weibull, es la siguiente: 1 MTTR * (1 ) 1 Donde: es el parámetro de escala y el parámetro de forma, con función Gamma para la estimación. Así mismo, una curva aproximada de mantenibilidad M(t) para la distribución de Weibull se muestra en la figura 2.38 adjunta. 136
137 FIGURA Curva de Mantenibilidad para la Distribución Weibull Fuente: Mora (2009): Mantenimiento. Planeación, ejecución y control. Del gráfico se lee que existe una probabilidad del 85% de que una reparación que se haga en el equipo no dure más de 40 horas. También se puede leer que el 85% de las reparaciones deben realizarse en tiempos inferiores a 40 horas. Cabe anotar, que mientras la confiabilidad representa la probabilidad de que un evento no ocurra, la mantenibilidad representa la probabilidad de que el evento ocurra; por esta razón, es equivalente a la distribución acumulativa de fallos F(t) DISPONIBILIDAD La disponibilidad es el principal parámetro o indicador asociado a la Gestión del Mantenimiento, dado que limita la capacidad de producción. En general, la disponibilidad se define como la probabilidad de que un ítem esté apto para el trabajo en un momento arbitrariamente escogido, excepto en los períodos de mantenimiento en los que la utilización del artículo no se prevé. En ese sentido, también se puede decir, que la disponibilidad es la probabilidad de que un artículo realice la función asignada cuando sea requerido. 137
138 Cabe señalar, que el grado de disponibilidad de un artículo será el resultado del comportamiento de la confiabilidad y la mantenibilidad de dicho artículo. En la figura 2.39 se muestra la relación entre confiabilidad, mantenibilidad y disponibilidad. FIGURA Relación entre Confiabilidad, Mantenibilidad y Disponibilidad Vida de un artículo Tasa de fallo λ(t) CONFIABILIDAD R(t) Probabilidad de buen funcionamiento TMEF o MTBF Tiempo promedio de buen funcionamiento DISPONIBILIDAD D(t) Probabilidad de asegurar un servicio requerido Tasa de reparación µ(t) MANTENIBILIDAD M(t) Probabilidad de duración de la reparación TMDR o MTTR Tiempo promedio de de reparación Fuente: González (2009): Teoría y Práctica del Mantenimiento Industrial Avanzado (3ra. edición). Es decir, la falta de disponibilidad de los equipos o artículos en general, es la resultante de dos fenómenos: 1) falta de confiabilidad y, 2) mantenimiento insuficiente. La falta de confiabilidad explica la frecuencia elevada de averías e incidencias. El mantenimiento defectuoso se traduce en plazos largos de reparaciones y de puesta a punto. En ese sentido, la expresión matemática generalmente aceptada para determinar la disponibilidad (disponibilidad intrínseca) es la siguiente 8 : 138
139 D MTBF MTBF MTTR Los períodos de tiempo para el cálculo de la disponibilidad no incluyen paradas planificadas, ya sea por mantenimientos planificados o por paradas de producción, dado a que estas no son debidas al fallo de la máquina. De la expresión matemática de la disponibilidad se observa, que su valor depende de cuán frecuente se producen las fallas (confiabilidad) y de cuánto tiempo se requiere para corregir el fallo (mantenibilidad); a menor tiempo de corrección de fallos, la disponibilidad es cada vez más alta, de tal manera que, si el tiempo de corrección de fallos es cero, entonces la disponibilidad es uno (1) ó 100%. En tal contexto, se observa, que una alta confiabilidad (pocas fallas) y una alta mantenibilidad (tiempos de reparación o de mantenimiento cortos) de los equipos en las plantas industriales, implican una alta disponibilidad (alto tiempo de operación) de los mismos. 2.5 MARCO CONCEPTUAL a) Activo. Es un recurso que es utilizado en la producción de bienes o servicios. Los activos pueden ser: físicos, humanos, financieros, tangibles, intangibles, etc. b) Activo físico. Un activo físico es un bien de una empresa ya sea tangible o intangible, necesario para el funcionamiento de la misma. Son ejemplos de activos físicos: bienes inmuebles, los equipos, las máquinas, las instalaciones, el material de oficina, las inversiones en acciones, los bonos, los valores emitidos por empresas afiliadas, etc. Los activos físicos tangibles son elementos que pueden ser tocados materialmente, tales como los terrenos, los edificios, la maquinaria, etc. y los activos físicos intangibles son elementos que no pueden ser tocados materialmente, tales como los derechos de una patente, etc. c) Calidad. Es la totalidad de los rasgos y las características de un producto o servicio que se relacionan con su capacidad para satisfacer necesidades expresas o implícitas. Esta definición sugiere que la calidad debe ajustarse a los 139
140 requerimientos establecidos para satisfacer las necesidades de los usuarios o de cualquiera que entra en contacto con el producto o servicio. Por lo tanto, la calidad implica satisfacer las expectativas y requerimientos del cliente (tanto externo como interno). El cliente es un ser humano que como tal, no puede ser reducido a ningún esquema y tiene siempre la última palabra. d) Ciclo de vida. Plazo de tiempo durante el cual un activo, un proceso, un producto, o una actividad conserva su capacidad de utilización; es decir, contempla toda la huella de su existencia hasta que cesa su uso. e) Concentrado de mineral. Sustancia resultante de un proceso de filtrado, secado u otro, con un alto porcentaje de elementos valiosos como el cobre, plata, plomo, zinc, oro, molibdeno, etc., y también contaminantes como el arsénico, amoniaco, roca estéril. f) Confiabilidad o fiabilidad. Es la probabilidad de que un ítem (artículo) realice satisfactoriamente su función específica durante un período especificado y bajo un conjunto dado de condiciones operativas. La confiabilidad no es una predicción, sino que es la probabilidad de acción correcta de un ítem. g) Disponibilidad. Es la probabilidad de que un ítem esté apto para el trabajo en un momento arbitrariamente escogido, excepto en los períodos de mantenimiento en los que la utilización del artículo no se prevé. En ese sentido, también se puede decir, que la Disponibilidad es la probabilidad de que un artículo realice la función asignada cuando sea requerido. h) Efectividad de un sistema. Es definida como la probabilidad de que el sistema pueda satisfacer exitosamente una demanda operacional dentro de un tiempo dado cuando opera bajo condiciones especificadas, entonces, se convendrá en que la confiabilidad es uno de los mejores atributos para determinar la efectividad del sistema. i) Falla o fallo. Concepto básico de la Teoría de la Confiabilidad que se define como el hecho o evento que provoca la pérdida total o parcial de la capacidad de un ítem para realizar las funciones para las cuales fue diseñado; es decir, es el cese del estado de capacidad de trabajo de un artículo. También, se puede decir, que una falla o un fallo es la terminación o degeneración de la propiedad de un artículo para realizar su función para lo cual fue diseñado. 140
141 j) Ganga. Material inútil que se separa de los minerales. k) Gestión. Es el proceso emprendido por una o más personas para coordinar las actividades laborales de otras personas, con la finalidad de lograr objetivos o resultados de calidad, que cualquier otra persona, trabajando sola no podría alcanzarlo. l) Gestión de Calidad. Es aquel modelo de gestión que comprende un conjunto de principios y métodos que se implantan en toda empresa u organización, y que en base a las actividades de planeación, organización, programación, control y coordinación, busca siempre la competitividad en todos los niveles de la organización, para lograr objetivos de calidad. m) Gestión del Mantenimiento. Sistema de gestión que contempla las etapas o actividades de planificar, programar, organizar, coordinar y controlar, conducentes a un óptimo manejo de los diferentes recursos para lograr un mantenimiento eficiente de los activos físicos en plantas industriales. n) Ítem o Artículo. Es una componente, un dispositivo, un elemento, un aparato, un equipo, una máquina, etc. considerado en el cálculo de la confiabilidad como una parte autónoma separada que posee su índice cualitativo general de confiabilidad. o) Mantenimiento. Son todas las acciones técnicas, organizativas y económicas encaminadas a conservar o restablecer el buen estado de los activos fijos o ítems, a partir de la observancia y reducción de su desgaste, y con el fin de alargar su vida útil económica, con una mayor disponibilidad y confiabilidad para cumplir con calidad y eficiencia su función productiva y/o de servicio, conservando el medio ambiente y la seguridad del personal. p) Mantenibilidad. Es la probabilidad de que un ítem o artículo después de un fallo o avería sea restaurado completamente a su estado de funcionamiento normal, después de un tiempo dado. q) Mena. Mineral sin limpiar, tal como se extrae de la mina. Materia bruta de un filón o criadero de la cual se beneficia un metal. 141
142 r) Mineral. Parte útil de una exploración minera. Compuesto inorgánico no producido por los seres vivos que se encuentra en la corteza de la tierra y que está formado por uno o más elementos químicos. s) Organización. Es aquella estructura administrativa y funcional que puede ser tan pequeño como para contar con una sola persona, o tan grande que llegue a contar con muchos empleados. Son organizaciones las compañías, corporaciones, empresas, o instituciones, o parte o combinación de éstas, sean colectivas o no, públicas o privadas. t) Pulpa de mineral. Masa húmeda que se obtiene después de los procesos productivos de una planta concentradora diferenciándose por la cantidad de elementos valiosos. u) Proceso. Conjunto de operaciones o actividades que se realizan sucesivamente con el objeto de transformar una serie de recursos (entradas o input) en un resultado específico que puede ser un producto o servicio (salida u output). En ese sentido, son procesos, por ejemplo, la enseñanza, las negociaciones para un contrato, un estudio de mercado, el mantenimiento de un equipo, una investigación estadística, el departamento de mantenimiento de una empresa, etc. v) Recursos. Son elementos que son utilizados en la producción de bienes o servicios, o que son transformados en éstos. Los recursos pueden ser: financieros (dinero en efectivo, cuasidinero); información (necesidades, cambios en las actitudes del consumidor, tendencias del mercado); materiales (insumos, materias primas, materiales indirectos); servicios (agua, energía eléctrica); humanos (operarios, ejecutivos, directores). w) Relave de mineral. Masa húmeda resultante de todo el proceso productivo de una planta concentradora, la cual se desecha por su alto contenido de roca estéril, productos químicos utilizados para la separación de los elementos que se encuentran en el mineral, reactivos y un muy bajo porcentaje de elementos valiosos. x) Tiempo Medio Entre Fallas (TMEF). Es el tiempo promedio de funcionamiento u operación continua de un ítem (sin fallar) en un periodo de tiempo T, que se obtiene como consecuencia de que por efectos de fallas del ítem, en el tiempo T se dan varios tiempos de operación (tiempo entre fallas o tiempo hasta el fallo). Es 142
143 uno de los indicadores más importantes de la confiabilidad del ítem y se determina por la relación entre la suma de todos los tiempos de operación (tiempos entre fallas) del artículo y la cantidad de fallas que suceden durante el periodo de tiempo T. y) Tiempo Medio de Reparación (TMR=MTTR). Es el tiempo promedio de reparación de un ítem durante un periodo de tiempo T, que se obtiene como consecuencia de que por efecto de fallas, se dan varios tiempos fuera de servicio del ítem en el periodo de tiempo T, que son los tiempos para la reparación del artículo. Es un indicador relevante del mantenimiento y se determina por la relación entre la suma de todos los tiempos empleados para la reparación (tiempos fuera de servicio) y la cantidad de fallas que suceden durante el período de tiempo T. 143
144 CAPÍTULO III EVALUACIÓN DEL ESTADO SITUACIONAL DE LOS EQUIPOS PRINCIPALES DE LA LÍNEA DE FLOTACIÓN EN BASE A TÉCNICAS CUALITATIVAS Y CUANTITATIVAS, Y SITUACIÓN ACTUAL DE LA GESTIÓN DEL MANTENIMIENTO DE DICHOS EQUIPOS 3.1 DESCRIPCIÓN GENÉRICA DE LOS PROCESOS PRODUCTIVOS DEL CENTRO MINERO CASAPALCA La Compañía Minera Casapalca a través de su Planta Concentradora Berna II, produce polvos de concentrado de cobre-plata, zinc y plomo; para lo cual, se siguen los siguientes procesos (figura 3.1). En el Anexo Nº 4 se muestran fotografías de algunos equipos que operan en las diferentes líneas productivas de la Planta Concentradora Berna II en el Centro Minero Casapalca. a) Proceso de Minado Subterráneo. En este proceso, se obtiene el mineral mediante corte (dinamitado) y relleno (relleno hidráulico) con rocas de aproximadamente entre 30 y 4 pulgadas (mineral fresco). b) Proceso de Acarreo del mineral fresco, en este proceso se trasladan las rocas obtenidas en el proceso de minado hacia la tolva de grueso de la planta, mediante Camiones Volvo de 35 ton. de capacidad. c) Proceso de Chancado del mineral, en este proceso, se obtienen diferentes tamaños de roca, mediante los siguientes subprocesos: chancado primario (se obtiene mineral de tamaño promedio 5 ), 144
145 chancado secundario (se obtiene mineral de tamaño promedio 1 ), chancado terciario (se obtiene mineral de tamaño promedio 5/8 ) y chancado cuaternario (se obtiene mineral de tamaño promedio 3/8 ). d) Proceso de Molienda Primaria, corresponde al proceso de la molienda del mineral que proviene del chancado cuaternario, luego el producto molido es enviado a través de un sistema de bombeo, hacia los equipos clasificadores de alta frecuencia, para separar la pulpa de mineral grueso y fino. e) Proceso de Flotación, en este proceso, la pulpa de mineral fino que proviene del proceso de la molienda primaria, llega a las celdas de flotación de la denominada línea de Bulk, la cual separa la pulpa de cobre-plata de la pulpa zinc. Los dos productos obtenidos, son enviados separadamente a líneas de limpieza, las mismas que están formada por bancos de celdas. Después de dicha limpieza, se desecha el relave para obtener pulpas de cobre-plata y zinc de alta concentración (75% cobre-plata y 90% de zinc). En el Anexo Nº 5 se muestra el diagrama de flujo de la línea de flotación de la Planta Concentradora Berna II. f) Proceso de Espesamiento, en este proceso, la pulpa de alta concentración de cobre-plata y zinc pasa a sus respectivos espesadores, en donde se elimina una considerable cantidad de agua de los concentrados, obteniendo un porcentaje de sólidos del 60%. g) Proceso de Filtrado, en este proceso, la pulpa de sólidos provenientes del proceso de espesamiento, son enviados separadamente a líneas de filtros prensa, en donde se obtiene una pulpa de cobre-plata con 8% de humedad y de pulpa zinc con 9% de humedad. 145

146 h) Despacho, los concentrados obtenidos en el proceso de filtrado (polvos con las humedades indicadas), pasan al proceso de despacho, donde a través de camiones herméticos, se distribuyen a los clientes. FIGURA 3.1. Proceso Productivo en el Centro Minero Casapalca 146
147 3.2 LISTADO DE EQUIPOS DE LA LÍNEA FLOTACIÓN, DESCRIPCIÓN DE SUS FUNCIONES OPERATIVAS Y CARACTERÍSTICAS TÉCNICAS DE LOS MISMOS En la tabla 3.1, se presenta la relación de equipos de la línea de flotación y sus funciones operativas correspondientes, y en las tablas desde la 3.2 hasta la 3.43 se presenta las características técnicas de los mismos. TABLA 3.1. Relación de equipos de la línea de flotación con sus funciones operativas correspondientes Nº Cant. EQUIPO FUNCIONES OPERATIVAS Celda OK30 N 1 de Bulk Celda OK30 N 2 de Bulk Bomba 10 x 8 N 4 Distribuidor de carga Celda RCS 15 N 1 Celda RCS 15 N 2 Celda de limpieza de Bulk 100 pies3 Acondicionador Bulk 6 x 6 Bomba Bulk 6 x 6 Celda de primera limpieza de Bulk 36 pies3 Celda de segunda limpieza de Bulk 36 pies3 Bomba 10 x 8 N 7 Ciclón D-26 Molino de bolas 7 x 10 Celda RCS 15 N 3 Celda DR300 de Bulk Bomba SRL 5 x 4 Bomba SRL 5 x 4 Bomba SRL 10 x 8 Separar (separa el zinc del cobre-plomo) 2da Separación (sigue separando el zinc del cobre-plomo) Bombear, bombea la pulpa Distribuir, reparte la carga Limpiar, limpieza de la pulpa de zinc Limpiar; limpieza de la pulpa de zinc Limpiar, limpieza de la pulpa de zinc Acondicionar, acondicionamiento de la pulpa cobre-plomo Bombear, bombeo de la pulpa Limpiar, limpieza de la pulpa cobre-plomo Limpiar, limpieza de la pulpa cobre-plomo Bombear, bombeo de la pulpa de zinc Clasificar, clasificación de la pulpa fino y grueso Moler, remolienda de la pulpa de Bulk Acondicionar la pulpa Limpiar, limpieza de la pulpa cobre-plomo Bombear, bombeo de pulpa Bombear, bombeo de pulpa Bombear, bombeo de pulpa 147
148 Celda OK 50 N 1 de Zinc Celda OK 50 N 2 de Zinc Celda OK 50 N 3 de Zinc Celda OK 50 N 4 de Zinc Celda OK 50 N 5 de Zinc Bomba 6 x 6 circuito de Zinc Celdas de 1ra limpieza de Zinc 100 pies3 Bomba 8 x 6 Celda DR300 Bulk de Zinc Bomba 8 x 6 Nido de ciclones D-15 Molino de bolas 6 x 6 N 2 Comesa Celda de segunda limpieza de zinc de 36 pies3 Manifold de distribución Molino de bolas 6 X 6 N 3 Comesa Stand by Molino de bolas 5 x 10 Molino de bolas 5 x 5 Celdas Acondicionador Bulk 6 x 6 OK-50 Bulk N 1 OK-50 Bulk N 2 OK-50 Zinc N 1 OK-50 Zinc N 2 Separar, separación de la pulpa zinc y relave Separar, separación de la pulpa zinc y relave Separar, separación de la pulpa zinc y relave Separar, separación de la pulpa zinc y relave Separar, separación de la pulpa zinc y relave Bombear, bombeo de pulpa Limpiar, limpieza de la pulpa de zinc Bombear, bombeo de la pulpa Limpiar, limpieza del concentrado de zinc Bombear, bombeo de la pulpa Clasificar, clasificación de pulpa grueso y fino Moler, molienda de la pulpa del circuito de Bulk Limpiar, limpieza de la pulpa de zinc Distribuir, distribución de la pulpa a varios circuitos Moler, molienda de pulpa para cualquier circuito de zinc o Bulk Moler, molienda de pulpa Moler, molienda de pulpa Limpiar, limpieza de pulpa Acondicionar, acondiciona la pulpa Separar, separación del zinc y cobre-plomo Separar, separación del zinc y cobre-plomo Separar, separación del zinc y cobre-plomo Separar, separación del zinc y cobre-plomo A continuación, se presentan, en tablas, las características técnicas de los diferentes equipos que constituyen la línea de flotación. 148
149 TABLA 3.2. Características técnicas de la Celda OK 30 Nº1 de Bulk Equipo Celda OK 30 N 1 de Bulk Marca Outotec Procedencia Brasil Tipo Tanque Modelo OK Serie Potencia motor / Capacidad 60 HP Tensión de motor 440 V TABLA 3.3. Características técnicas de la Celda OK 30 Nº2 de Bulk Equipo Celda OK 30 N 2 de Bulk Marca Outotec Procedencia Brasil Tipo Tanque Modelo OK Serie Potencia motor / Capacidad 60 HP / 30 m3 Tensión de motor 440 V TABLA 3.4. Características técnicas de la Bomba SRL 10 x 8 Nº4 Equipo Bomba 10 x 8 N 4 Marca Procedencia Tipo Modelo Serie Potencia motor / Capacidad Tensión de motor Fima Perú De pulpa SRL 4DH HP / 3000 GPM 440 V 149
150 TABLA 3.5. Características técnicas del Distribuidor de carga Equipo Distribuidor de carga Marca FYM Procedencia Perú Tipo Tanque Modelo S/M Serie Potencia motor / Capacidad Tensión de motor No tiene TABLA 3.6. Características de la Celda RCS 15 Nº1 Equipo Celda RCS15 N 1 Marca Denver Procedencia Brasil Tipo Tanque Modelo RCS15 Serie Potencia motor / Capacidad 60 HP / 530 pies3 Tensión de motor 440 V TABLA 3.7. Características técnicas de la Celda RCS 15 Nº2 Equipo Celda RCS15 N 2 Marca Denver Procedencia Brasil Tipo Tanque Modelo RCS Serie Potencia motor / Capacidad 60 HP / 530 pies3 Tensión de motor 440 V 150
151 TABLA 3.8. Características técnicas de la Celda 100 pies 3 Equipo Celda 100 pies3 Marca Fima Procedencia Perú Tipo Banco Modelo SUB A 30 Serie Potencia motor / Capacidad 100 HP /100 pies3 Tensión de motor 440 V TABLA 3.9. Características técnicas del Acondicionador 6 x 6 Equipo Acondicionador 6 X 6 Marca Fima Procedencia Perú Tipo Tanque Modelo S/M Serie Potencia motor / Capacidad 40 HP / 36 pies3 Tensión de motor 440 V TABLA Características técnicas de la Bomba Denver SRL 6 x 6 Equipo Bomba Denver SRL 6 x 6 Marca Fima Procedencia Perú Tipo De pulpa Modelo SRL Serie Potencia motor / Capacidad 60 HP / 2000 GPM Tensión de motor 440 V 151
152 TABLA Características de la Celda primera de limpieza de 36 pies 3 Equipo Celda primera limpieza de 36 pies 3 Marca Fima Procedencia Perú Tipo Banco Modelo SUB A 18 Serie Potencia motor / Capacidad 20 HP / 36 pies3 Tensión de motor 440 V TABLA Características técnicas de la Celda segunda limpieza de 36 pies 3 Equipo Celda segunda limpieza de 36 pies 3 Marca Fima Procedencia Perú Tipo Banco Modelo SUB A18 Serie Potencia motor / Capacidad 20 HP / 36 pies3 Tensión de motor 440 V TABLA Características técnicas de la Bomba Denver SRL 10 x 8 Nº7 Equipo Bomba Denver SRL 10 x 8 N 7 Marca Metso Procedencia Brasil Tipo De pulpa Modelo SRL Serie Potencia motor / Capacidad 150 HP / 3000 GPM Tensión de motor 440 V 152
153 TABLA Características técnicas del Ciclón D-26 Equipo Ciclón D-26 Marca Krebs Procedencia EUA Tipo Nido Modelo DS Serie Potencia motor / Capacidad 30 m3/h Tensión de motor S/M TABLA Características técnicas del Molino de bolas 7 x 10 Equipo Molino de bolas 7 X 10 Marca Kurimoto Procedencia Japón Tipo Bolas Modelo S/M Serie Potencia motor / Capacidad 175 HP / 140 tn/h de pulpa Tensión de motor 440 V TABLA Características técnicas de la Celda RCS 15 Nº3 Equipo Celda RCS 15 N 3 Marca Denver Procedencia Brasil Tipo Tanque Modelo RCS Serie Potencia motor 60 HP / 530 pies3 Tensión de motor 440 V 153
154 TABLA Características técnicas de la Celda DR300 de Bulk Equipo Celda DR300 de Bulk Marca Denver Procedencia Brasil Tipo Banco Modelo DR300 Serie Potencia motor / Capacidad 60 HP / 300 pies3 Tensión de motor 440 V TABLA Características técnicas de la Bomba Denver SRL 5 x 4 Nº1 Equipo Bomba Denver SRL 5 x 4 N 1 Marca Metso Procedencia Brasil Tipo Para pulpa de sello húmedo Modelo SRL Serie 1123 Potencia motor / Capacidad 30 HP / 1200 GPM Tensión de motor 440 V TABLA Características técnicas de la Bomba Denver SRL 5 x 4 Nº2 Equipo Bomba Denver SRL 5 x 4 N 2 Marca Metso Procedencia Brasil Tipo Para pulpa de sello húmedo Modelo SRL Serie 1124 Potencia motor / capacidad 30 HP / 1200 GPM Tensión de motor 440 V 154
155 TABLA Características técnicas de la Celda OK 30 Nº1 de Bulk Equipo Celda OK30 Nº1 de Bulk Marca Metso Procedencia Brasil Tipo Para pulpa de sello húmedo Modelo SRL Serie 1526 Potencia motor / capacidad 150 HP / 3000 GPM Tensión de motor 440 V TABLA Características técnicas de la Celda OK 50 Nº1 de Bulk Equipo Celda OK50 N 1 de Bulk Marca Outotec Procedencia Brasil Tipo Tanque Modelo OK Serie Potencia motor / Capacidad 100 HP / 50 m3 Tensión de motor 440 V TABLA Características técnicas de la Celda OK 50 Nº2 de Bulk Equipo Celda OK50 N 2 de Bulk Marca Outotec Procedencia Brasil Tipo Tanque Modelo OK Serie Potencia motor / Capacidad 100 HP / 50 m3 Tensión de motor 440 V 155
156 TABLA Características técnicas de la Celda OK 50 Nº3 de Bulk Equipo Celda OK50 N 3 de Bulk Marca Outotec Procedencia Brasil Tipo Tanque Modelo OK Serie Potencia motor / Capacidad 100 HP / 50 m3 Tensión de motor 440 V TABLA Características técnicas de la Celda OK 50 Nº4 de Bulk Equipo Celda OK50 N 4 de Bulk Marca Outotec Procedencia Brasil Tipo Tanque Modelo OK Serie Potencia motor 100 HP Tensión de motor 440 V TABLA Características técnicas de la Celda OK 50 Nº5 de Bulk Equipo Celda OK50 N 5 de Bulk Marca Outotec Procedencia Brasil Tipo Tanque Modelo OK Serie Potencia motor / Capacidad 100 HP / 50 m3 Tensión de motor 440 V 156
157 TABLA Características técnicas de la Bomba Denver SRL 6 x 6 de Zinc Equipo Bomba Denver SRL 6 x 6 de Zinc Marca Fima Procedencia Perú Tipo Para pulpa de sello húmedo Modelo OK Serie 5621 Potencia motor / Capacidad 60 HP / 2000 GPM Tensión de motor 440 V TABLA Características técnicas de la Celda de primera limpieza de Zinc 100 pies 3 Equipo Celda de primera limpieza de Zinc 100 pies 3 Marca Fima Procedencia Tipo Perú Banco Modelo SUB A 30 Serie Potencia motor / Capacidad Tensión de motor 100 HP / 100 pies3 440 V TABLA Características técnicas de la Bomba Denver SRL 8 x 6 Nº1 Equipo Bomba Denver SRL 8 x 6 N 1 Marca Fima Procedencia Perú Tipo Banco Modelo SRL Serie Potencia motor / Capacidad 100 HP / 2300 GPM Tensión de motor 440 V 157
158 TABLA Características técnicas de la Celda DR300 de Bulk Equipo Celda DR300 de Bulk Marca Fima Procedencia Perú Tipo Banco Modelo DR300 Serie Potencia motor / Capacidad 60 HP / 300 pies3 Tensión de motor 440 V TABLA Características técnicas de la Bomba Denver SRL 8 x 6 Nº2 Equipo Bomba Denver SRL 8 x 6 N 2 Marca Fima Procedencia Perú Tipo Para pulpa de sello seco Modelo SRL Serie Potencia motor / Capacidad 100 HP / 2300 GPM Tensión de motor 440 V TABLA Características técnicas del Nido de ciclones D-15 Equipo Nido de ciclones D-15 Marca Krebs Procedencia EUA Tipo Vertical Modelo DSLB-10, Serie Potencia motor / Capacidad 20 m3/h Tensión de motor s/motor 158
159 TABLA Características técnicas del Molino de bolas 6 x 6 Nº1 Equipo Molino de bolas 6 X 6 N 1 Marca Comesa Procedencia Perú Tipo De bolas Modelo Serie Potencia motor / Capacidad 150 HP / 80 tn/h Tensión de motor 440 V TABLA Características técnicas de la Celda de segunda limpieza de Zinc de 36 pies 3 Equipo Celda de segunda limpieza de Zinc de 36 pies3 Marca Fima Procedencia Perú Tipo Banco Modelo SUB A18 Serie 2381 Potencia motor / Capacidad 30 HP / 36 pies3 Tensión de motor 440 V TABLA Características técnicas del Manifold de distribución Equipo Manifold de distribución Marca Fima Procedencia Perú Tipo Tanque Modelo MS-2000 Serie Potencia motor / capacidad 25 m3/h Tensión de motor 440 V 159
160 TABLA Características técnicas del Molino de bolas 6 x 6 Nº3 Equipo Molino de bolas 6 X 6 N 3 Marca Comesa Procedencia Perú Tipo De bolas Modelo OK Serie Potencia motor / Capacidad 150 HP/ 50 tn/h de pulpa Tensión de motor 440 V TABLA Características técnicas del Molino de bolas 5 x 10 Nº1 Equipo Molino de bolas 5 X 10 N 1 Marca Kurimoto Procedencia Japón Tipo Tanque Modelo OK Serie Potencia motor / Capacidad 95 HP / 30 tn/h de pulpa Tensión de motor 440 V TABLA Características técnicas del Molino de bolas 5 x 5 Equipo Molino de bolas 5 X 5 Marca Comesa Procedencia Perú Tipo De bolas Modelo Serie Potencia motor / Capacidad 75 HP / 20 tn/h de pulpa Tensión de motor 440 V 160
161 TABLA Características técnicas de la Celdas ultima limpieza de 18 pies 3 Equipo Celdas ultima limpieza de 18 pies3 Marca Fima Procedencia Perú Tipo De banco Modelo SUB A10 Serie Potencia motor / Capacidad 20 HP / 18 pies3 Tensión de motor 440 V TABLA Características técnicas del Acondicionador 6 x 6 de Bulk Equipo Acondicionador Bulk 6 X 6 Marca Fima Procedencia Perú Tipo Tanque Modelo Serie Potencia motor 50 HP Tensión de motor 440 V TABLA Características técnicas de la Celda OK 50 Nº1 de Zinc Equipo Celda OK50 N 1 de Zinc Marca Outotec Procedencia Brasil Tipo Tanque Modelo OK Serie Potencia motor 100 HP Tensión de motor 440 V 161
162 TABLA Características técnicas de la Celda OK 30 Nº2 de Zinc Equipo Celda OK30 N 2 de Zinc Marca Outotec Procedencia Brasil Tipo Tanque Modelo OK Serie Potencia motor 60 HP Tensión de motor 440 V TABLA Características técnicas de la Celda OK 50 Nº1 de Zinc Equipo Celda OK50 N 1 de Zinc Marca Outotec Procedencia Brasil Tipo Tanque Modelo OK Serie Potencia motor 100 HP Tensión de motor 440 V TABLA Características técnicas de la Celda OK50 Nº2 de Zinc Equipo Celda OK50 N 2 de Zinc Marca Outotec Procedencia Brasil Tipo Tanque Modelo OK Serie Potencia motor 100 HP Tensión de motor 440 V 162
163 3.3 DETERMINACIÓN DE LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN MEDIANTE EL ANÁLISIS DE CRITICIDAD Para determinar el nivel de criticidad de los equipos de la línea de flotación se consideró los siguientes criterios (ver Capítulo II, ítem 2.3.1): 1. efecto sobre el servicio a operaciones y medio ambiente (lo afecta parándolo, lo reduce o no lo para), 2. valor técnico económico del equipo (alta, media y baja), 3. La falla afecta al equipo en si, al servicio, al operador o a la seguridad en general, 4. Flexibilidad del equipo en el sistema (es única, by pass o stand by), 5. Dependencia logística (repuestos se tienen que importar, algunos se consiguen localmente o en el exterior o los repuestos se consiguen localmente), 6. Dependencia de la mano de obra, el mantenimiento requiere contratación de terceros o el mantenimiento se realiza con personal propio. 7. Facilidad de reparación-mantenibilidad (mantenimiento difícil o mantenimiento fácil). Luego, utilizando una Tabla de Prioridades para Evaluar los Equipos, se obtuvieron los siguientes equipos críticos para la línea de flotación, cuyas fotografías se muestran el anexo Nº Celda OK50 N 1 del circuito de Bulk (ver tabla 3.44); 2. Celda OK50 N 2 del circuito de Bulk (ver tabla 3.45); 3. Bomba SRL 10 x 8 N 4 (ver tabla 3.46) 4. Bomba SRL 10 x 8 N 7 (ver tabla 3.47), y 5. Molino 7 X 10 (ver tabla 3.48) 163

164 TABLA Evaluación de criticidad de la Celda OK 50 Nº1 de Bulk 164

165 TABLA Evaluación de criticidad de la Celda OK 50 Nº2 de Bulk 165

166 TABLA Evaluación de criticidad de la Bomba SRL 10 x 8 Nº4 166

167 TABLA Evaluación de criticidad de la Bomba SRL 10 x 8 Nº7 167

168 TABLA Evaluación de criticidad del Molino 7 x
169 3.4 EVALUACIÓN DE MODOS Y EFECTOS DE FALLOS (FMEA) DE LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN FUNCIONES, MODOS DE FALLOS Y CAUSAS DEL FALLO DE CADA EQUIPO CRÍTICO EQUIPO TABLA Funciones de los equipos críticos Celda OK50 N 1 de Bulk Celda OK50 N 2 de Bulk Bomba Denver SRL 10X8 N 4 Bomba Denver SRL 10X8 N 7 Función SEPARAR SEPARAR BOMBEAR BOMBEAR MOLER Molino Kurimoto 7 x 10 Función estándar Nivel de funcionamiento Separar el zinc del cobreplomo Se debe mantener con un nivel de carga de 50 m 3 Separar el zinc del cobre-plomo Se debe mantener con un nivel de carga de 50 m 3 Bombear la pulpa Se debe mantener con una altura de carga de 2.5 m. para evitar la cavitación Bombear la pulpa Se debe mantener con una altura de carga de 2.5 m. para evitar la cavitación Moler la pulpa Se debe mantener con un porcentaje de bolas del 45% del volumen total. Se debe mantener con un flujo de carga de 140 tn/h de pulpa Subfunciones Almacenamiento de pulpa Almacenamiento de pulpa Distribución de la pulpa Distribución de la pulpa Mejorar la metalurgia y granulometría TABLA Modos de fallo de los equipos críticos Celda OK50 Celda OK50 Bomba de Bomba de Molino N 1 de Bulk N 2 de Bulk pulpa SRL pulpa SRL Kurimoto 10 x 8 N 4 10 x 8 N 7 7 X 10 - Fallo al arrancar - Fallo al arrancar - Fallo al arrancar - Fallo al arrancar - Fallo al arrancar Modos de fallo -Fallo mientras está funcionando - Vibración -Fallo mientras está funcionando - Vibraciones -Fallo mientras está funcionando - Vibraciones -Fallo mientras está funcionando - Vibraciones -Fallo mientras está funcionando - Vibraciones - Soltura - Soltura - Soltura - Soltura - Soltura -Calentamiento - Calentamiento - Calentamiento - Calentamiento - Calentamiento - Fallo de estructura - Fallo de estructura - Fallo de estructura - Fallo de estructura - Fallo de estructura -Fallas externas - Fallas externas -Fallas externas -Fallas externas -Fallas externas 169
170 TABLA Causas de fallos de los equipos críticos Modos de fallo Fallo al arrancar Celda OK 50 N 1 de Bulk Causa de fallo - Rotura de fajas de transmisión Fallo mientras está funcionando Vibración Soltura Calentamiento Fallo de estructura Fallas externas - Rotura de impulsor - Rotura de estator - Rotura de eje superior - Rotura de eje inferior - Pernos de anclaje del rack sueltos - Pernos de sujeción de las vigas principales - Falla en rodamientos - Rotura de rack - Rotura de wearplate - Arenamiento Modos de fallo Fallo al arrancar Celda OK 50 N 2 de Bulk Causa de fallo - Rotura de fajas de transmisión Fallo mientras está funcionando Vibraciones - Rotura de impulsor - Rotura de estator - Sobrecorriente en motor - Rotura de eje superior - Rotura de eje inferior Soltura - Pernos de anclaje del rack sueltos - Pernos de sujeción de la viga principal Calentamiento Fallo de estructura Fallas externas - Rodamientos de eje superior - Rotura de rack - Rotura de wearplate - Arenamiento 170
171 Modos de fallo Fallo al arrancar Fallo mientras está funcionando Vibraciones Soltura Bomba SRL 10 x 8 N 4 Causa de fallo - Rotura de fajas de transmisión - Falla en tablero de arranque - Falta de energía - Rotura de impulsor - Rotura de forro lado succión - Sobrecorriente en motor - Rotura de eje - Rajadura de bocina - Rotura de cuello de succión - Rotura de eje - Rotura de rodamientos - Rotura de botador de agua - Rajadura de frame - Pernos de anclaje del frame Calentamiento Fallo de estructura Fallas externas - Rodamientos de botella - Falta de aceite - Rajadura de frame - - Arenamiento - Atoro de tubo de succión - Ingreso de objeto extraño Modos de fallo Fallo al arrancar Fallo mientras está funcionando Vibraciones Soltura Bomba SRL 10 x 8 N 7 Causa de fallo - Rotura de fajas de transmisión - Falla en tablero de arranque - Falta de energía - Rotura de impulsor - Rotura de forro lado succión - Sobrecorriente en motor - Rotura de eje - Rajadura de bocina - Rotura de cuello de succión - Rotura de eje - Rotura de rodamientos - Rotura de botador de agua - Rajadura de frame - Pernos de anclaje del frame Calentamiento Fallo de estructura Fallas externas - Rodamientos de botella - Falta de aceite - Rajadura de frame - - Arenamiento - Atoro de tubo de succión - Ingreso de objeto extraño 171
172 Modos de fallo Fallo al arrancar Fallo mientras está funcionando Molino 7 x 10 Causa de fallo - Rotura de fajas de transmisión - Falla en tablero de arranque - Falta de energía - Calentamiento de rodamiento de contraeje - Rotura de forro lado succión - Sobrecorriente en motor - Rotura de eje - Rotura de forros de cilindro - Rotura de forros de tapas - Falla en sensor de temperatura - Sobrecorriente en motor - Bajo aislamiento del bobinado del motor - Falla en rodamientos de bomba de lubricación - Desgaste de engranajes de bomba de lubricación Vibraciones - Rajadura de contraeje - Rajadura de rodamientos - Rajadura de dientes del piñón - Rajadura de dientes de la catalina - Desalineamiento Soltura - Pernos de anclaje de las chumaceras principales - Pernos de anclaje del contraeje - Pernos de anclaje del motor - Pernos de anclaje de los soportes de la polea Calentamiento Fallo de estructura Fallas externas - Rodamientos de contraeje - Rodamientos de Polea - Rodamientos de Muñones principales - Falta de aceite - Rajadura de casco de cilindro - Rajadura de tapas - Rajadura de pedestales de concreto - Arenamiento - Atoro en cajón de descarga - Atoro en cajón de carga 172
173 3.4.2 EFECTOS DE LAS FALLAS EN LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN TABLA Efectos de fallos en la Celda OK50 Nº1 de Bulk Celda OK50 N 1 de Bulk Componente Falla Efecto de la falla Polea del motor Rotura de canales Parada de equipo, parada de planta Polea de eje superior Fajas Rotura Rotura Volteo Parada de equipo, parada de planta Parada del equipo, parada de planta Parada de equipo Rodamiento superior de upper shaft Rodamiento inferior de upper shaft Calentamiento Rotura Calentamiento Rotura Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Carcasa de upper shaft Eje inferior Impulsor Rotura Desalineamiento Rajadura en la soldadura Flexionado Rotura de pernos de amarre al impulsor Rotura del alma de acero Desprendimiento del revestimiento Arenamiento Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de planta Parada de equipo, parada de planta Parada de equipo 173
174 Estator Rack Vigas principales Rotura del alma de acero Desprendimiento del revestimiento Arenamiento Rajadura en la soldadura Rotura de pernos de anclaje a la viga principal Rotura de pernos de fijación Flexionado Rotura Parada de planta Parada de equipo, parada de Planta Parada de equipo Parada de equipo para soldarlo Parada de equipo para cambiar perno Parada de equipo No hay parada Parada de equipo Tanque Rodamiento lado polea del motor Rajadura de plancha Parada de equipo, parada de planta por derrame de carga Rotura de pernos de amarre de los subsectores Calentamiento Rotura Parada de equipo Parada de equipo, parada de planta Parada de equipo, parada de Planta Rodamiento ventilador del motor lado Calentamiento Parada de equipo, parada de Planta Rotura Parada de equipo, parada de Planta Carcasa del motor Fisurado Parada de equipo, parada de planta Bobinado del motor Cortocircuito Falla a tierra Sobrecarga Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta 174
175 TABLA Efectos de falla de la Celda OK50 Nº2 de Bulk Celda OK50 N 2 de Bulk Componente Falla Efecto de la falla Polea de motor Rotura de canales Parada de equipo, parada de planta Polea de eje superior Rotura Parada de equipo, parada de planta Fajas Rodamiento superior de upper shaft Rodamiento inferior de upper shaft Rotura Volteo Calentamiento Rotura Calentamiento Rotura Parada del equipo, parada de planta Parada de equipo Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Carcasa de upper shaft Rotura Parada de equipo, parada de planta Eje inferior Desalineamiento Rajadura en la soldadura Flexionado Rotura de pernos de amarre al impulsor Rotura del alma de acero Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de planta Impulsor Desprendimiento revestimiento del Parada de equipo, parada de planta Arenamiento Parada de equipo Estator Rack Vigas principales Rotura del alma de acero Desprendimiento del revestimiento Arenamiento Rajadura en la soldadura Rotura de pernos de anclaje a la viga principal Rotura de pernos de fijación Flexionado Rotura Parada de planta Parada de equipo, parada de planta Parada de equipo Parada de equipo para soldarlo Parada de equipo para cambiar perno Parada de equipo No hay parada Parada de equipo 175
176 Tanque Rodamiento lado polea del motor Rodamiento lado ventilador del motor Rajadura de plancha Rotura de pernos de amarre de los subsectores Calentamiento Rotura Calentamiento Rotura Parada de equipo, parada de planta por derrame de carga Parada de equipo Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Carcasa del motor Fisurado Parada de equipo, parada de planta Bobinado del motor Cortocircuito Falla a tierra Sobrecarga Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta TABLA Efecto de fallos de la Bomba de pulpa SRL 10 x 8 Nº4 Componente Falla Efecto de la falla Polea de motor Rotura de canales Parada de equipo, parada de planta Polea de eje Rotura Parada de equipo, parada de planta Fajas Rotura Volteo Parada del equipo, parada de planta Parada de equipo Eje Rodamiento de eje lado polea Rodamiento de eje lado prensaestopas Calentamiento Rotura Calentamiento Rotura Calentamiento Rotura Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta 176
177 Prensaestopas Bocina Anillo de succión Forro lado prensaestopas Forro lado carga Desalineamiento Rajadura en la soldadura Flexionado Rotura de pernos de amarre al impulsor Rotura del alma de acero Desprendimiento revestimiento Arenamiento del Rotura del alma de acero Desprendimiento revestimiento Arenamiento del Rajadura en la soldadura Rotura de pernos de anclaje a la viga principal Rotura de pernos de fijación Flexionado Rotura Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo parada de planta Parada de Planta Parada de equipo, parada de planta Parada de equipo Parada de planta Parada de equipo, parada de planta Parada de equipo Parada de equipo para soldarlo Parada de equipo para cambiar perno Parada de equipo No hay parada Parada de equipo Impulsor Botador de agua Rajadura de plancha Rotura de pernos de amarre de los subsectores Calentamiento Parada de equipo, parada de planta por derrame de carga Parada de equipo Parada de equipo, parada de planta Rotura Parada de equipo, parada de planta Calentamiento Parada de equipo, parada Anillo hidráulico de planta Rotura Parada de equipo, parada de planta Carcasa de la bomba Fisurado Parada de equipo, parada de planta Estopas Cortocircuito Falla a tierra Sobrecarga Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta 177
178 Rodamiento lado polea de motor eléctrico Rodamiento lado ventilador de motor eléctrico Calentamiento Rotura Calentamiento Rotura Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Carcasa de motor eléctrico Rotura Parada de equipo, parada de planta Bobinado de motor eléctrico Falta de aislamiento A tierra Rotura Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta TABLA Efecto de fallos de La Bomba de pulpa SRL 10 x 8 N 7 Componente Falla Efecto de la falla Polea de motor Rotura de canales Parada de equipo, parada de planta Polea de eje Fajas Eje Rodamiento de eje lado polea Rodamiento de eje lado prensaestopas Rotura Rotura Volteo Calentamiento Rotura Calentamiento Rotura Calentamiento Rotura Parada de equipo, parada de planta Parada del equipo, parada de planta Parada de equipo Parada de equipo, parada de planta Parada de equipo, parada de Planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta 178
179 Prensaestopas bocina Anillo de succión Forro lado prensaestopas Forro lado carga Desalineamiento Rajadura en la soldadura Flexionado Rotura de pernos de amarre al impulsor Rotura del alma de acero Desprendimiento del revestimiento Arenamiento Rotura del alma de acero Desprendimiento del revestimiento Arenamiento Rajadura en la soldadura Rotura de pernos de anclaje a la viga principal Rotura de pernos de fijación Flexionado Rotura Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de planta Parada de equipo, parada de planta Parada de equipo Parada de planta Parada de equipo, parada de planta Parada de equipo Parada de equipo para soldarlo Parada de equipo para cambiar perno Parada de equipo No hay parada Parada de equipo Impulsor Botador de agua Anillo hidráulico Rajadura de plancha Rotura de pernos de amarre de los subsectores Calentamiento Rotura Calentamiento Rotura Parada de equipo, parada de planta por derrame de carga Parada de equipo Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Carcasa de la bomba Fisurado Parada de equipo, parada de planta Estopas Cortocircuito Falla a tierra Sobrecarga Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta 179
180 Rodamiento lado polea de motor eléctrico Rodamiento lado ventilador de motor eléctrico Calentamiento Rotura Calentamiento Rotura Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Carcasa de motor eléctrico Rotura Parada de equipo, parada de planta Bobinado de motor eléctrico Falta de aislamiento A tierra Rotura Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta TABLA Efecto de fallos del Molino 7 x 10 Componente Falla Efecto de la falla Polea de motor Rotura de canales Parada de equipo, parada de planta Polea de eje conducido Rotura Parada de equipo, parada de planta Fajas Contra eje Rotura Volteo Rotura de eje Rotura de dientes Parada del equipo, parada de planta Parada de equipo Parada de equipo, parada de planta Parada de equipo, parada de planta Catalina Rotura de dientes Parada de equipo, parada de planta Rodamiento de eje de polea lado descarga Rodamiento de eje de polea lado carga Rodamiento de contraeje lado descarga Rodamiento de contraeje lado carga Calentamiento Rotura Calentamiento Rotura Calentamiento Rotura Calentamiento Rotura Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta 180
181 Acople Rotura de pernos de amarre Rotura de chaveta Desalineamiento Parada de planta Parada de equipo, parada de planta Parada de equipo Cilindro Rajadura del cuerpo Parada de equipo para soldarlo; parada de planta Tapa lado carga Tapa lado descarga Rajadura del cuerpo Rotura de pernos de amarre Rajadura del cuerpo Rotura de pernos de amarre Parada de equipo para soldarlo Parada de planta Parada de equipo para soldarlo Parada de planta Forros del cilindro Forro tapa carga Forro tapa descarga Forro trunion carga Forro trunion descarga Tromel Chumacera principal lado carga Rajadura Desgaste prematuro Rajadura Desgaste prematuro Rajadura Desgaste prematuro Rajadura Desgaste prematuro Rajadura Desgaste prematuro Rotura de pernos de amarre Desgaste prematuro del cuerpo Desgaste prematuro de casquillo Rotura de pernos de sujeción de la tapa superior Desprendimiento del babbitado del casquillo Rajadura del cuerpo Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de Planta Parada del equipo, parada de la planta Parada del equipo, parada de la planta 181
182 Chumacera principal lado descarga Carcasa de motor eléctrico Bobinado de motor eléctrico Pernos de anclaje de motor electrico Tablero eléctrico de arranque del motor Desgaste prematuro de casquillo Rotura de pernos de sujeción de la tapa superior Desprendimiento del babbitado del casquillo Rajadura del cuerpo Rajadura Falta de aislamiento A tierra Rotura Rotura Cortocircuito de las líneas Pegado de contactos Interruptor a tierra Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta Parada de equipo, parada de planta 3.5 DATOS HISTÓRICOS DE FALLOS (AÑO 2010) Y DE REPARACIÓN DE FALLOS DE LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN TABLA Datos históricos del tiempo entre fallos y de los tiempos de Ordenamiento de las fallas reparación de la Celda OK 50 N 1 TEF=THF (días) TDR (horas) Descripción de la falla Rotura de eje inferior Rotura de impulsor Rotura de estator Rotura de fajas de transmisión Rotura de eje superior Rajadura de rack 7 53 Rotura de pernos de fijación de rack TEF= Tiempo entre fallos TDR= TTR Tiempo de reparación 182
183 TABLA Datos históricos del tiempo entre fallos y de los tiempos de Ordenamiento de fallas reparación de la Celda OK 50 N 2 TEF=THF (días) TDR (horas) Descripción de la falla Rotura de eje inferior Rotura de pernos de sujeción de rack Falla por sobrecorriente en motor de 100 HP Rotura de eje superior Rotura de impulsor Rotura de estator 7 66 Rotura de wearplate TABLA Datos históricos del tiempo entre fallos y de los tiempos de reparación de la Bomba SRL 10 x 8 Nº4 Ordenamiento de fallas TEF=THF (días) TDR (horas) Descripción de la falla Rotura de impulsor Rotura de eje Rajadura de botador de agua Falla en rodamiento lado polea Falla en rodamiento lado prensaestopas Falla en forro lado prensaestopas Rotura de cuello de succión TABLA Datos históricos del tiempo entre fallos y de los tiempos de reparación de la Bomba SRL 10 x 8 Nº7 Ordenamiento de fallas TEF=THF (días) TDR (horas) Descripción de la falla Rotura de eje Rotura de bocina Falla en rodamiento lado prensaestopas Rotura de cuello de succión Falla de estopas Rotura de forro lado polea Rotura de perno de anclaje 183
184 TABLA Datos históricos del tiempo entre fallos y de los tiempos de reparación del Molino 7 x 10 Ordenamiento de fallas TEF=THF (días) TDR (horas) Descripción de la falla Falla por calentamiento de rodamiento de contraeje lado carga Rotura de fajas de transmisión Falla por calentamiento en muñón principal lado carga Falla en bomba de lubricación Falla en forros internos de tapas Falla en sensor de temperatura de motor Falla en motor 3.6 SOFTWARE UTILIZADOS PARA DETERMINAR EL CICLO DE VIDA, LA CONFIABILIDAD Y MANTENIBILIDAD DE CADA EQUIPO CRÍTICO DE LA LÍNEA DE FLOTACIÓN Los software s que se utilizaron en la presente investigación para determinar el ciclo de vida, la confiabilidad y mantenibilidad de los equipos críticos de la línea de flotación son los siguientes: El Software DISMA El Software RELEST 3.7 DETERMINACION DEL CICLO DE VIDA DE LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN En general, para determinar en qué etapa del ciclo de vida se encuentran los equipos críticos de la línea de flotación, se determinó el parámetro β de la Distribución de Weibull para cada equipo crítico, ingresando en el software DISMA el tiempo entre fallos; luego, el valor obtenido de β se analizó en la curva de la bañera (ver capítulo II, ítem y figura 2.32). A continuación, se determinó el ciclo de vida de cada equipo crítico de la línea de flotación: 184
. b.")
185 a. Ciclo de vida de la Celda OK 50 Nº1 Ingresando en el software DISMA los datos históricos del tiempo entre fallos (TEF) de este equipo, se observa que su valor de β es 4,3259. Este valor indica que la Celda OK50 Nº1se encuentra en la etapa de envejecimiento (ver figura 2.32). b. Ciclo de vida de la Celda OK 50 Nº2 185

186 Para este equipo se observa que el β es de 5,2961; por lo tanto, se concluye que la Celda OK 50 Nº2 se encuentra en la etapa de envejecimiento. c. Ciclo de vida de la bomba SRL 10 x 8 Nº4 Se observa que el valor de de β para este equipo es Esto implica que la bomba SRL 10 x 8 Nº4 también se encuentra en la etapa de envejecimiento. d. Ciclo de vida de la bomba SRL 10 x 8 Nº7 186

187 Tal como se observa, para este equipo el valor de β es 2,6853; en tal sentido, la bomba SRL 10 x 8 Nº7 se encuentra en la etapa de envejecimiento. e. Ciclo de vida del molino 7 x 10 Se observa que para este equipo el valor de β es 4,9727; por lo tanto, al igual que los demás equipos anteriores, el molino 7 x 10 también se encuentra en la etapa de envejecimiento. 3.8 EVALUACIÓN DEL TIEMPO MEDIO ENTRE FALLOS (TMEF), DE LA CONFIABILIDAD, DE LA TASA DE FALLOS Y CURVAS CARÁCTERÍSTICAS (PARA DICHO TMEF) DE LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN En general, para determinar el TMEF, la confiabilidad y la tasa de fallos (para el TMEF obtenido) de los equipos críticos de la línea de flotación, se utilizó el SOFTWARE RELEST, ingresando los datos históricos del tiempo entre fallos de cada equipo crítico (en el Anexo Nº 2 se muestra otra forma de determinar el TMEF de los equipos críticos de la línea de flotación). Cabe señalar, que con el Software RELEST y realizando la prueba de bondad de ajuste con el software DISMA, se logra seleccionar la mejor distribución 187
188 probabilística para los datos históricos del tiempo entre fallos, con la cual se determina el valor del tiempo medio entre fallos (TMEF), y por ende su confiabilidad y tasa de fallos de cada equipo crítico. Asimismo, también se debe destacar, que una de las principales bondades que tiene el Software Relest es validar los datos históricos del tiempo entre fallos de cada equipo, verificando los valores extremos (prueba de valores extremos). Se debe resaltar que el Software Relest analiza cinco (05) distribuciones probabilísticas de fallo que son las siguientes: la Distribución Exponencial, la Distribución Weibull, la Distribución Lognormal, la Distribución Gamma, y la Distribución Lineal Exponencial a. EVALUACIÓN DEL TMEF, DE LA CONFIABILIDAD, DE LA TASA DE FALLOS Y CURVAS CARACTERÍSTICAS (PARA DICHO TMEF) DE LA CELDA OK 50 N 1 DE BULK Para determinar los valores del TMEF, de la confiabilidad, de la tasa de fallos y las curvas características de este equipo, se utilizó los Software Relest y Disma, siguiendo el siguiente procedimiento: a.1) Ingreso de datos históricos del tiempo entre fallos en el Software Relest 188
189 a.2) Prueba de valores extremos de los datos históricos (validación de los datos) utilizando el Software Relest La prueba de los valores extremos de los datos históricos del tiempo entre fallas, es decir, la validación de la data, se realiza utilizando la Distribución Exponencial con un intervalo de confianza del 90% para dichos valores extremos (nivel de significancia para el rechazo de los valores extremos es 10%). Ver figura Se observa, que el primer dato tiene un nivel de significancia de (94.57%) y el último dato tiene un nivel de significancia de 0,4616 (46,16%), por lo tanto, los datos extremos están comprendidos dentro del intervalo de confianza del 90%, esto demuestra que la data del tiempo entre fallos para la Celda OK 50 N 1 de Bulk queda validada. a.3) Selección de la mejor distribución probabilística de fallos con el Software Relest Con las opciones Analysis y Probability Plots, el Software RELEST muestra las gráficas para las diferentes distribuciones probabilísticas que se ajustan a los datos históricos del tiempo entre fallos; luego, la curva que mejor se ajusta a dichos datos será aquella cuyos puntos se acercan más a una línea recta. 189
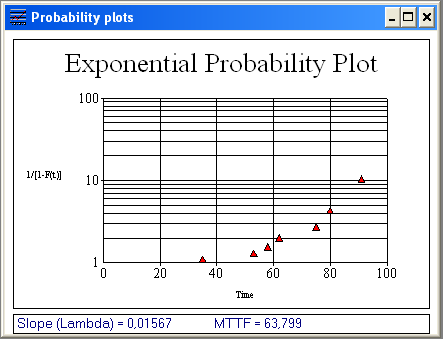

190 190
191 Se observa que la distribución probabilística que mejor se acerca a una línea recta es la Distribución de Weibull, por lo tanto, esta distribución es la que sería seleccionada para realizar el análisis de confiabilidad del equipo; sin embargo, para tener mayor seguridad sobre la elección de la mejor distribución probabilística que se ajustan a los datos del tiempo entre fallos del equipo, se realizó la Prueba de Bondad de Ajuste K-S utilizando el Software DISMA. a.4) Prueba de bondad de ajuste K-S (Kolmogorov-Smirnov) para determinar la mejor distribución probabilística de fallos Aplicando el software DISMA, se verifica la distribución probabilística que mejor se ajusta a los datos históricos del tiempo entre fallos que se obtuvo con el software Relest; para lo cual se utiliza un nivel de significancia de Cabe señalar, que la mejor distribución probabilística que se ajusta a los datos históricos del tiempo entre fallos del equipo que se viene analizando, es la que tiene el coeficiente de K-S menor que uno (1); pero si hubieran varias distribuciones probabilísticas que cumplen con esta característica, preferentemente se selecciona la que tiene menor valor del coeficiente de K-S. Sin embargo, si la Distribución probabilística de Weibull cumple con la condición de presentar un coeficiente de K-S menor que uno (1), se suele escoger esta distribución, por ser la más fácil de analizar sus parámetros. 191
192 Luego, ingresando al Software Disma los datos históricos del tiempo entre fallos del equipo, se obtienen para las diferentes distribuciones probabilísticas de fallos, los siguientes valores del coeficiente de K-S: Se observa, que con la prueba de bondad de ajuste K-S, la distribución probabilística que mejor se ajusta a los datos del tiempo entre fallos para la Celda OK 50 Nº1 de Bulk, es la Log Normal que tiene un coeficiente de K-S = 0,3075; sin embargo, tal como se señaló anteriormente, para el 192
. a.")
193 equipo que se viene analizando, se seleccionó la Distribución Probabilística de Weibull, por tener un coeficiente de K-S = 0,4032, que es menor que uno (1). a.5) Obtención del Tiempo Medio Entre Fallos (TMEF), de la confiabilidad, de la tasa de fallos y curvas características (para dicho TMEF) de la Celda OK 50 Nº1 de Bulk, utilizando el Software Relest. Una vez definida la Distribución Probabilística de Weibull como la mejor distribución para los datos históricos de fallos, se realizó el análisis de confiabilidad del equipo, para lo cual se ingresó al Software Relest los datos validados del tiempo entre fallos del equipo, con lo cual se determina el TMEF. Se observa que el TMEF, es decir, el tiempo promedio de buen funcionamiento del equipo (es decir sin fallar) es de 62,81 días. También se observa que la confiabilidad de 0,9 no corresponde al TMEF sino al tiempo de 36,198 días. Además, para el tiempo de 1 día se tiene una confiabilidad de 1 y una tasa de fallos de 1,6816x10-6. Luego, para determinar el valor de la confiabilidad y de la tasa de fallos del equipo, se ingresa el valor del TMEF (62,81 días) en reemplazo de 1 en el recuadro de t, y se ordena calcular: 193
 y la tasa de fallos es de 0,03778 (3,778 %).")

194 Se observa que para el TMEF = 62,81 días, la confiabilidad que presenta la celda OK 50 Nº1 es de (49,964 %) y la tasa de fallos es de 0,03778 (3,778 %). Asimismo, el Software Relest proporciona los gráficos de la función de densidad probabilística, de la confiabilidad, de la tasa de fallos y de infiabilidad de los equipos. Luego, para el caso de la Celda OK50 Nº1, son los siguientes: 194
 Ingreso de datos históricos del TEF y validación de dichos datos (prueba de valores extremos) utilizando el Software Relest Se observa que los datos extremos están comprendidos dentro del")
195 b. EVALUACIÓN DEL TMEF, DE LA CONFIABILIDAD, DE LA TASA DE FALLOS Y CURVAS CARACTERÍSTICAS (PARA DICHO TMEF) DE LA CELDA OK 50 N 2 DE BULK b.1) Ingreso de datos históricos del TEF y validación de dichos datos (prueba de valores extremos) utilizando el Software Relest Se observa que los datos extremos están comprendidos dentro del intervalo de confianza del 90%, por lo tanto, la data del tiempo entre fallos queda validada. 195


196 b.2) Selección de la mejor distribución probabilística de fallos y Prueba de bondad de ajuste K-S Gráficas de las distribuciones probabilísticas de fallos (Software Relest) 196

197 Se observa que la distribución probabilística que mejor se acerca a una línea recta es la Distribución de Weibull; sin embargo, para tener mayor seguridad sobre la elección de la mejor distribución probabilística que se ajustan a los datos del tiempo entre fallos del equipo, se realizó la Prueba de Bondad de Ajuste utilizando el Software Disma. Prueba de bondad de ajuste K-S (Software Disma) Se consideró un nivel de significancia de 0,05 (5%) 197
198 Por lo tanto, la distribución probabilística que mejor se ajusta a los datos históricos del tiempo entre fallas para la Celda OK 50 Nº2 de Bulk es la Distribución Weibull, la cual se utilizó para realizar el análisis de confiabilidad del equipo. 198


199 b.3) Obtención del TMEF, de la confiabilidad y de la tasa de fallos (para dicho TMEF) de la Celda OK 50 N 2 de Bulk, utilizando el Software Relest. Se observa que el TMEF o el tiempo que se estima que no fallará la Celda OK 50 N 2 de Bulk es de 67,826 días. Luego, evaluando la confiabilidad y la tasa de fallos para este valor del TMEF: Se observa, que la confiabilidad y la tasa de fallas para la Celda OK 50 N 2 de Bulk resultan ser: 0,51173 (51,173%) y 0,04137 (4,137%) respectivamente. 199


200 b.4) Curvas Características de la función de densidad de probabilidad, de la confiabilidad, de la tasa de fallos y de la infiabilidad del equipo para el TMEF c. EVALUACIÓN DEL TMEF, DE LA CONFIABILIDAD, DE LA TASA DE FALLOS Y CURVAS CARACTERÍSTICAS (PARA DICHO TMEF) DE LA BOMBA DE PULPA SRL 10 X 8 N 4 c.1) Ingreso de datos históricos del TEF y validación de dichos datos (prueba de valores extremos) utilizando el Software RELEST 200


201 Se observa que los datos extremos están comprendidos dentro del intervalo de confianza del 90%, por lo tanto, la data del tiempo entre fallos queda validada. c.2) Selección de la mejor distribución probabilística de fallos y Prueba de bondad de ajuste K-S Gráficas de las distribuciones probabilísticas de fallos (Software RELEST) 201


202 Se observa que la distribución probabilística que mejor se acerca a una línea recta es la Distribución de Weibull; sin embargo, para tener mayor seguridad sobre la elección de la mejor distribución probabilística que se ajustan a los datos del tiempo entre fallos del equipo, se realizó la Prueba de Bondad de Ajuste utilizando el Software DISMA. Prueba de bondad de ajuste K-S (Software DISMA) Se consideró un nivel de significancia de 0,05 (5%) 202
203 203


204 Por lo tanto, la distribución probabilística que mejor se ajusta a los datos históricos del tiempo entre fallas para la Bomba de Pulpa SRL 10 X 8 N 4 es la Distribución Weibull, la cual se utilizó para realizar el análisis de confiabilidad del equipo. c.3) Obtención del TMEF, de la confiabilidad y de la tasa de fallos (para dicho TMEF) para la Bomba de Pulpa SRL 10 X 8 N 4, utilizando el Software Relest. Se observa que el TMEF o el tiempo que se estima que no fallará la Bomba de Pulpa SRL 10 X 8 N 4 son de 148,247 días. Luego, se evalúa la confiabilidad y la tasa de fallos para este valor del TMEF: 204
 DE LA BOMBA DE PULPA SRL 10 X 8 N 7 d.")
205 Se observa, que la confiabilidad y la tasa de fallas para la Bomba de Pulpa SRL 10 X 8 N 4 resultan ser: 0,50396 (50,396%) y 0,01693 (1,693%) respectivamente. c.4) Curvas Características de la funciones de densidad probabilística, de la confiabilidad, de la tasa de fallos y de la infiabilidad del equipo para el TMEF d. EVALUACIÓN DEL TMEF, DE LA CONFIABILIDAD, DE LA TASA DE FALLOS Y CURVAS CARACTERÍSTICAS (PARA DICHO TMEF) DE LA BOMBA DE PULPA SRL 10 X 8 N 7 d.1) Ingreso de datos históricos del TEF y validación de dichos datos (prueba de valores extremos) utilizando el Software RELEST 205

 Selección de la mejor distribución")
206 Se observa que los datos extremos están comprendidos dentro del intervalo de confianza del 90%, por lo tanto, la data del tiempo entre fallos queda validada. d.2) Selección de la mejor distribución probabilística de fallos y Prueba de bondad de ajuste K-S Gráficas de las distribuciones probabilísticas de fallos (Software RELEST) 206
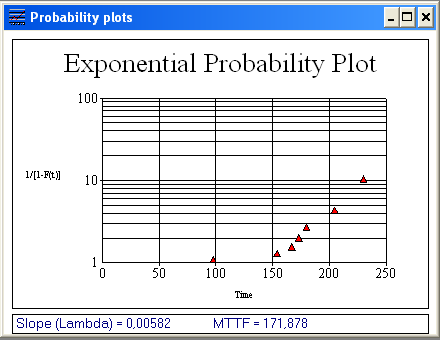


207 207
")
208 Prueba de bondad de ajuste K-S (Software DISMA) Se consideró un nivel de significancia de 0,05 (5%) 208
; sin embargo, por la facilidad de")
209 Se observa que la distribución probabilística que mejor se ajusta a los datos históricos del tiempo entre fallos de la Bomba SRL 10 x 8 Nº7 es la Distribución Uniforme (coeficiente de K-S = 0, ); sin embargo, por la facilidad del manejo de sus parámetros, se seleccionó la Distribución de Weibull que tiene un coeficiente de K-S < 1 (coeficiente de K-S = 0, ). d.3) Obtención del Tiempo Medio Entre Fallos (TMEF), de la confiabilidad y de la tasa de fallos (para dicho TMEF) de la Bomba de Pulpa SRL 10 X 8 N 7, utilizando el Software RELEST. 209


210 Se observa que el TMEF o el tiempo que se estima que no fallará la Bomba de Pulpa SRL 10 X 8 N 7 son 167,513 días. Luego, se evalúa la confiabilidad y la tasa de fallos para este valor del TMEF: 210
 y 0,01689 (1,689%) respectivamente. d.4) Curvas Características de las funciones densidad de probabilidad, confiabilidad, tasa de fallos y de la infiabilidad de la Bomba SRL 10 x 8 Nº7 para el TMEF e.")
211 Se observa, que la confiabilidad y la tasa de fallas para la Bomba de Pulpa SRL 10 X 8 N 7 resultan ser: 0,51227 (51,227%) y 0,01689 (1,689%) respectivamente. d.4) Curvas Características de las funciones densidad de probabilidad, confiabilidad, tasa de fallos y de la infiabilidad de la Bomba SRL 10 x 8 Nº7 para el TMEF e. EVALUACIÓN DEL TMEF, DE LA CONFIABILIDAD, DE LA TASA DE FALLOS Y CURVAS CARACTERÍSTICAS (PARA DICHO TMEF) DEL MOLINO 7 X 10 e.1) Ingreso de datos históricos del TEF y validación de dichos datos utilizando el Software RELEST 211
212 Se observa que los datos extremos están comprendidos dentro del intervalo de confianza del 90%, por lo tanto, la data del tiempo entre fallos queda validada. e.2) Selección de la mejor distribución probabilística de fallos y Prueba de bondad de ajuste K-S Gráficas de las distribuciones probabilísticas de fallos (Software RELEST) 212
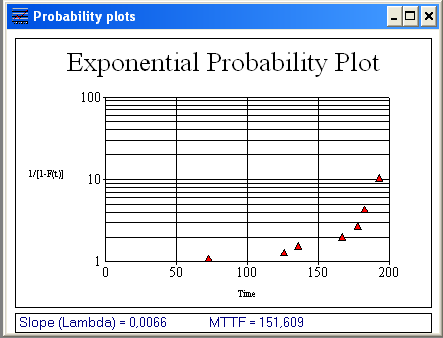
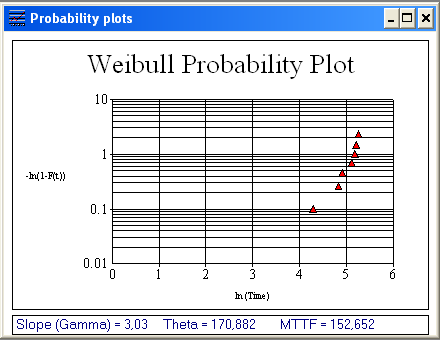
213 213
")
214 Prueba de bondad de ajuste K-S (Software DISMA) Se consideró un nivel de significancia de 0,05 (5%) 214
215 Se observa que la distribución probabilística que mejor se ajusta a los datos históricos del tiempo entre fallos del Molino 7 x 10 es la Distribución de Weibull (coeficiente de K-S = 0, ), la cual se utilizó para realizar el análisis de confiabilidad del equipo. e.3) Obtención del TMEF, de la confiabilidad y de la tasa de fallos (para dicho TMEF) del Molino 7 x 10, utilizando el Software RELEST. 215


216 Se observa que el TMEF o el tiempo que se estima que no fallará el 7 x 10 es de 147,22 días. Molino Luego, se evalúa la confiabilidad y la tasa de fallos para este valor del TMEF: Se observa, que la confiabilidad y la tasa de fallas para el molino 7 x 10 resultan ser: 0,50818 (50,818%) y 0,01808 (1,808%) respectivamente. 216

217 e.4) Curvas Características de las funciones de densidad de probabilidad, de la confiabilidad, de la tasa de fallos y de la infiabilidad del equipo par el TMEF 3.9 EVALUACIÓN DE LA CONFIABILIDAD DE LA LÍNEA DE FLOTACIÓN, TENIENDO EN CUENTA LA CONFIABILIDAD DE LOS EQUIPOS CRÍTICOS PARA LOS TIEMPOS MEDIOS ENTRE FALLOS La línea de flotación es una línea productiva cuyos equipos críticos están acopados en serie, por lo que la confiabilidad de la línea se calcula de la siguiente forma: Rs= R1*R2*R3*R4*R5 (ver ítem parte a) del Capítulo II) Celda N 1 R1 = 0,49964 Celda N 2 R2 = 0,51173 Bomba N 4 R3 = 0,50396 Bomba N 7 R4 = 0,51227 Molino 7 X 10 R5 = 0,50818 Confiabilidad de línea Rs = 0,03354 En porcentaje Rs = 3,354 % 217
218 Tal como se observa, la confiabilidad de de la línea de flotación es de 3,354% lo cual resulta ser una confiabilidad muy baja, esto debido a que la confiabilidad de los equipos críticos que lo conforman no es buena DETERMINACIÓN DEL TIEMPO MEDIO DE REPARACIÓN (TMDR = MTTR) DE CADA EQUIPO CRÍTICO DE LA LÍNEA DE FLOTACION En general, para determinar el Tiempo Medio de Reparación (TMDR) de un equipo, que es un índice clave para la mantenibilidad, se puede utilizar la siguiente expresión (ver expresiones matemáticas de la figura 2.36): TDRi TFSi i 1 TMDR MTTR Nº. decorrectivos n Luego, para el caso de cada equipo crítico de la línea de flotación, se tiene: TDR1 TDR2 TDR3 TDR4 TDR5 TDR TDR6 TMDR 6 N de reparación de correctivos Celda OK 50 N 1 de Bulk Celda OK 50 N 2 de Bulk Bomba SRL 10 x 8 N 4 Bomba SRL 10 x 8 N 7 Molino 7 X 10 TDR=TFS (horas) TDR=TFS (horas) TDR=TFS (horas) TDR=TFS (horas) TDR=TFS (horas) TDR N total de reparaciones de correctivos TMDR=MTTR de cada equipo 6,333 Horas 6,833 Horas 2,5 Horas 2,5 Horas 7,166 Horas 218
219 De los resultados de la tabla se observa, que el tiempo (promedio) que se estima para reparar cada uno de los equipos críticos de la línea de flotación resulta ser un tiempo pequeño, siendo el Molino 7 X 10 el equipo crítico que estima un mayor tiempo para su reparación (7,166 horas), que tal como se observa resulta ser un tiempo pequeño. OBSERVACIÓN Cabe resaltar, que el TMDR de cada equipo crítico de la línea de flotación también se puede determinar utilizando el historial de datos del tiempo de reparación (TDR) de cada equipo y la distribución de probabilidad de la mantenibilidad M(t) que mejor se ajusta a dichos datos históricos. Es decir, se procede de idéntica forma que para el caso de la determinación del Tiempo Medio entre Fallas (TMEF), utilizando los SOFTWARE RELEST (ver anexo Nº 3) 3.11 EVALUACION DE LA DISPONIBILIDAD DE LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN Teniendo en cuenta el fundamento teórico de la Disponibilidad formulado en el ítem del Capítulo II, la expresión matemática que se utiliza para determinar el valor de la Disponibilidad de cada equipo crítico de la línea de TMEF TMEF TMDR flotación es la siguiente: D x100% Celda OK 50 N 1 de Bulk Celda OK 50 N 2 de Bulk Bomba SRL 10 x 8 N 4 Bomba SRL 10 x 8 N 7 Molino 7 X 10 TMEF (horas) 1 507,44 Horas 1 627,824 Horas 3 557,928 Horas 4 020,312 Horas 3 533,28 Horas TMDR (horas) 6,333 Horas 6,833 Horas 2,5 Horas 2,5 Horas 7,166 Horas Disponibilidad en porcentaje 99,58183% 99,58199% 99,92978% 99,93785% 99,79759% 219
220 Se observa, que para los tiempos medios entre fallos, todos los equipos críticos de la línea de flotación presentan alta disponibilidad, esto implica que cada uno de los cinco (05) equipos tiene alta probabilidad de estar aptos o listos para trabajar. Esta alta disponibilidad de cada equipo crítico se debe a que los TMDR de cada equipo son pequeños comparados con los TMEF; es decir, la reparación de cada equipo toma poco tiempo EVALUACIÓN DEL GRADO DE CONOCIMIENTO DEL PERSONAL DE MANTENIMIENTO DE LA PLANTA CONCENTRADORA, REFERENTE A LAS TÉCNICAS CUALITATIVAS Y CUANTITATIVAS DEL MANTENIMIENTO En la Planta Concentradora Berna II, el Departamento de Producción es la encargada de realizar el mantenimiento de los equipos de las diferentes líneas productivas de la planta. Para tal fin, este departamento, encarga a cuatro (4) profesionales (ingenieros), realizar las diferentes actividades que demanda el mantenimiento de los equipos de la planta. Al respecto, con la finalidad de conocer el grado de conocimiento en lo referente a las técnicas cualitativas y cuantitativas del mantenimiento, se realizó una encuesta a cada una de las cuatro (04) personas encargadas del mantenimiento de la planta. La información obtenida, sirvió para ver el estado actual de capacitación del personal de mantenimiento en las temáticas mencionadas, indicador importante a tener en cuenta en la evaluación del estado situacional de la Gestión del Mantenimiento de los equipos de la línea de flotación. Teniendo en cuenta que solo cuatro (04) profesionales son los encargados del mantenimiento de los equipos de la planta concentradora, y por ende de los equipos de la línea de flotación, entonces, por ser una población pequeña, no fue necesario determinar muestra alguna, sino se realizó directamente la encuesta a cada una de dichas personas. Al respecto, en la tabla 3.62 adjunta, se aprecian las preguntas formuladas y el promedio de los resultados obtenidos para cada pregunta. 220
221 TABLA Resultados de la encuesta efectuada al personal de mantenimiento de la planta concentradora DEPARTAMENTO DE PRODUCCIÓN DE LA PLANTA CONCENTRADORA BERNA II RESULTADO DE LA ENCUESTA REALIZADO AL PERSONAL DE MANTENIMIENTO AÑO: 2010 TEMA: EVALUACIÓN DEL CONOCIMIENTO EN TECNICAS CUALITATIVAS Y CUANTITATIVAS DEL MANTTO. Numeral PREGUNTA Respuesta Promedio en % 1 Conoce el significado del RCM? Si Ha realizado la implementación de este tipo de mantenimiento? Conoce el significado del tiempo medio entre fallos (TMEF) y sabe como determinarlo? Conoce el significado del tiempo medio de reparación de fallos (TMDR) y sabe como determinarlo? Conoce el significado del análisis criticidad y sabe cómo aplicarlo? No 75 Si 0 No 100 Si 25 No 75 Si 25 No 75 Si 0 No Conoce el significado de fallas funcionales? Si Conoce el significado del análisis de los modos y efectos de fallos? Conoce el significado del análisis de las causas de las fallos? Conoce el significado de la etapa del ciclo de vida de un equipo y sabe como determinarlo? Conoce las distribuciones probabilísticas que se utilizan para analizar cuantitativamente la confiabilidad, mantenibilidad, disponibilidad y tasa de fallos de un equipo? 11 Conoce el significado del costo total de la no disponibilidad (CTND) de un equipo y sabe como determinarlo? No 100 Si 0 No 100 Si 50 No 50 Si 0 No 100 Si 0 No 100 Si 25 No
222 De los resultados de la tabla 3.62 se observa que el promedio en porcentaje de cada pregunta respondida por personal de mantenimiento referente al conocimiento de las técnicas cualitativas y cuantitativas del mantenimiento, es muy bajo, lo cual demuestra que el personal de mantenimiento de la planta concentradora no está capacitado en estos temas fundamentales del mantenimiento, y por lo tanto, incide negativamente en la Gestión de Mantenimiento de los equipos de la planta y por ende de los equipos de la línea de flotación SITUACIÓN ACTUAL DE LA GESTIÓN DEL MANTENIMIENTO DE LOS EQUIPOS DE LA PLANTA En la actualidad, se realiza cada treinta (30) días el mantenimiento preventivo a los equipos principales de las diferentes líneas productivas de la planta, sin una planificación adecuada, como consecuencia de que el departamento de producción es quien define el ciclo de mantenimiento de los equipos, preocupándose más por el tonelaje de producción que por una eficiente Gestión del Mantenimiento de equipos. Al respecto, cabe resaltar, que la compañía no cuenta con una Gerencia o Departamento de Mantenimiento específico y con personal calificado. El personal dedicado al mantenimiento de los equipos pertenece al Departamento de producción y son cuatro (04) profesionales que tienen limitado conocimiento en materia de Gestión del Mantenimiento de equipos, dado que desconocen las técnicas cualitativas y cuantitativas del mantenimiento. Por los motivos señalados, la Gestión del Mantenimiento de los equipos en las diferentes líneas productivas de la Planta Concentradora Berna II, es deficiente. 222
223 CAPÍTULO IV PROPUESTA DE MEJORA DE LA GESTIÓN DEL MANTENIMIENTO PREVENTIVO DE LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN EN BASE A UN ANÁLISIS DE CONFIABILIDAD. ANÁLISIS DE RESULTADOS Y CONTRASTACIÓN DE LAS HIPÓTESIS La propuesta de mejora o de optimización de la Gestión del Mantenimiento de los equipos críticos de la línea de flotación de la Planta Concentradora Berna II se fundamenta principalmente en los siguientes aspectos: 1. en determinar el tiempo o ciclo óptimo para la planificación y programación del mantenimiento preventivo de dichos equipos, en base a una confiabilidad proyectada de valor próximo o mayor al 85% para los mismos, con lo cual se garantiza una alta probabilidad de operatividad, 2. en formular lineamientos que orienten a mejorar la Gestión del Mantenimiento de los equipos de la Planta Concentradora Berna II, y por ende de los equipos principales de la línea de flotación, y 3. en proponer planes de mantenimiento preventivo para cada uno de los equipos críticos de la línea de flotación, en base a la propuesta del tiempo o ciclo óptimo para el mantenimiento. Sin embargo, antes de analizar cuál será el tiempo o ciclo más recomendable para realizar el mantenimiento preventivo de los equipos críticos de la línea de 223
224 flotación, se evaluó la incidencia del actual ciclo de mantenimiento (30 días) en la confiabilidad de dichos equipos. 4.8 EVALUACIÓN DE LA INCIDENCIA DEL ACTUAL CICLO DE MANTENIMIENTO DE TREINTA (30) DÍAS EN LA CONFIABILIDAD DE LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN En este apartado se evaluó el nivel de confiabilidad de los equipos críticos de la línea de flotación, para el ciclo de mantenimiento de treinta (30), que es como se viene efectuando actualmente en la planta concentradora. Para ello, se utilizó el Software RELEST, y se tomó en cuenta la Distribución Probabilística de Weibull que es la distribución que mejor se ajusta a los datos históricos del tiempo de fallos de los equipos críticos. Luego, para cada equipo se determinó el valor de la confiabilidad para el ciclo de mantenimiento de 30 (treinta) días; enseguida, se analizó la conveniencia o no de considerar los 30 (treinta) días como ciclo de mantenimiento, teniendo en cuenta la implicancia de los costes del mantenimiento del equipo proyectados a un (1) año. A continuación se evaluó y se analizó tal situación para cada equipo crítico de la línea de flotación. a) Caso de la Celda OK 50 N 1 de Bulk (ciclo de mantenimiento, 30 días) 224

225 Se observa que para el ciclo de mantenimiento de 30 días, la probabilidad de confiabilidad del equipo es de 0,94608 (94,608%), el cual es un valor alto, ya que la probabilidad de falla del equipo es solamente de 5,392%. Sin embargo, con la finalidad de reducir costes de mantenimiento del equipo proyectados a un (1) año, se debe buscar un mayor tiempo como ciclo de mantenimiento, teniendo en cuenta la confiabilidad proyectada de valor próximo o mayor al 85% para dicho ciclo de mantenimiento. b) Caso de la Celda OK 50 N 2 de Bulk (ciclo de mantenimiento, 30 días) Al igual que el caso anterior, para el ciclo de mantenimiento de 30 días la probabilidad de confiabilidad de este equipo es alta (97,824%), incluso la probabilidad de falla del equipo es menor (2,176); por lo tanto, con la finalidad de reducir costos de mantenimiento del equipo, se debe buscar un mayor tiempo como ciclo de mantenimiento, teniendo en cuenta la confiabilidad proyectada de valor próximo o mayor al 85% para dicho ciclo de mantenimiento. c) Caso de la Bomba SRL 10 x 8 N 4 (ciclo de mantenimiento, 30 días) 225

226 Se observa que para el ciclo de mantenimiento de 30 días, la probabilidad de confiabilidad del equipo es de 0,99803 (99,803%), el cual es un valor muy alto, dado que la probabilidad de falla del equipo es de solo 0,197%; por consiguiente, para reducir costos de mantenimiento del equipo, se debe considerar un mayor tiempo como ciclo de mantenimiento, teniendo en cuenta la confiabilidad proyectada de valor próximo o mayor al 85% para dicho ciclo de mantenimiento. d) Caso de la Bomba SRL 10 x 8 N 7 (ciclo de mantenimiento, 30 días) 226
 días, sino se debe buscar un mayor tiempo, pero teniendo en cuenta la confiabilidad proyectada de valor")
227 Al igual que el caso anterior, para el ciclo de mantenimiento de 30 días, la probabilidad de confiabilidad de este equipo es prácticamente ideal (99,954%), por lo tanto, para reducir costos de mantenimiento del equipo, no conviene utilizar como ciclo de mantenimiento los treinta (30) días, sino se debe buscar un mayor tiempo, pero teniendo en cuenta la confiabilidad proyectada de valor próximo o mayor al 85% para dicho ciclo de mantenimiento. e) Caso del Molino 7 X 10 (ciclo de mantenimiento, 30 días) Al igual que en todos los casos anteriores, para el ciclo de mantenimiento de 30 días, la probabilidad de confiabilidad de este equipo también resulta ser alta (99,87%), por lo tanto, con la finalidad de reducir costos de mantenimiento del equipo, se debe buscar un mayor tiempo como ciclo de mantenimiento, teniendo en cuenta la confiabilidad proyectada de valor próximo o mayor al 85% para dicho ciclo de mantenimiento. De otra parte, de la evaluación realizada a los equipos críticos de la línea de flotación referente al TMEF y a la confiabilidad para este tiempo como ciclo de mantenimiento, se obtuvieron los siguientes resultados (ver Capítulo III): 227
228 TABLA 4.1. Tiempo Medio Entre Fallas (TMEF) y Confiabilidad de los equipos críticos de la línea de flotación para estos tiempos medios EQUIPO TMEF CONFIABILIDA Celda OK 50 N 1 de Bulk 62,81 días D 49,964 % Celda OK 50 N 2 de Bulk 67,826 días 51,173% Bomba SRL 10 x 8 N 4 148,247 días 50,396%) Bomba SRL 10 x 8 N 7 167,513 días 51,227%) Molino 7 X ,22 días 50,818% De los valores de la tabla, se deduce, que no es conveniente considerar a los TMEF de los equipos como los ciclos o periodos para planificar y programar el mantenimiento preventivo de cada uno de ellos, dado que las confiabilidades que presentan los equipos para dichos tiempos medios, no son las más recomendables. En ese sentido, conviene analizar y determinar cuál es el tiempo o ciclo óptimo que se debe recomendar para planificar y programar el mantenimiento preventivo de cada equipo crítico. 4.2 PROPUESTA DEL CICLO ÓPTIMO PARA EL MANTENIMIENTO PREVENTIVO DE LOS EQUIPOS CRÍTICOS BASADA EN EL ANÁLISIS DE CONFIABILIDAD DE LOS MISMOS En general, para poder proponer cuál es el tiempo o ciclo óptimo para el mantenimiento preventivo de los equipos críticos de la línea de flotación, se analizó para cada equipo crítico, los tiempos característicos y las probabilidades de confiabilidad correspondientes que se obtiene con el Software RELEST, teniendo en cuenta la Distribución Probabilística de Weibull que se seleccionó con el software DISMA. Al respecto, cabe señalar, que el valor que se ha proyectado para la probabilidad de confiabilidad de los equipos críticos de la línea de flotación es próximo o mayor al 85% (valor de clase 228

229 mundial relacionado con la OEE); por lo tanto, el rango de probabilidades que se consideró en el análisis será las que están alrededor del 75 al 90%. A continuación se muestra el procedimiento correspondiente para cada equipo crítico. a) Caso de la Celda OK 50 N 1 de Bulk Observando la lectura de los tiempos característicos, vemos que hay una confiabilidad del equipo entre 75 y 90% para tiempos de operación entre 48 y 36 días de trabajo, respectivamente. En tal sentido, se propone hacer un plan de inspección y ajustes del equipo, es decir, se propone planificar y programar el mantenimiento preventivo de la Celda OK 50 N 1 de Bulk cada 40 días. En seguida, utilizando el Software Relest, se determinó el nuevo valor de la confiabilidad de la Celda OK 50 N 1 de Bulk, para el tiempo de los 40 días propuestos. 229
 para el tiempo de")

230 Se observa, que hay una probabilidad de confiabilidad del equipo del 0,86221 (86,221%) para el tiempo de operación de 40 días de trabajo, la cual resulta ser un valor aceptable. b) Caso de la Celda OK 50 N 2 de Bulk 230


231 Observando la lectura de los tiempos característicos, vemos que hay una confiabilidad del equipo entre 75 y 90% para tiempos de operación entre 55 y 44 días de trabajo, respectivamente. En tal sentido, se propone hacer un plan de inspección y ajustes del equipo, es decir, se propone planificar y programar el mantenimiento preventivo de la Celda OK 50 N 2 de Bulk cada 50 días. A continuación se determinó el nuevo valor de la confiabilidad de la Celda OK 50 N 2 de Bulk, para el tiempo de los 50 días propuesto. Se observa, que hay una confiabilidad del equipo de 0,82958 (82,958%) para el tiempo de operación de 50 días de trabajo, la cual resulta ser un valor aceptable. c) Caso de la Bomba SRL 10 x 8 N 4 231

232 Observando la lectura de los tiempos característicos, vemos que hay una confiabilidad del equipo entre 75 y 90% para tiempos de operación entre 117 y 89 días de trabajo, respectivamente. En tal sentido, se propone hacer un plan de inspección y ajustes del equipo, es decir, se propone planificar y programar el mantenimiento preventivo de la Bomba SRL 10 x 8 N 4 cada 100 días. En seguida, utilizando el Software RELEST, se determinó el nuevo valor de la confiabilidad de la Bomba SRL 10 x 8 N 4, para el tiempo de los 100 días propuesto. Se observa, que hay una confiabilidad del equipo de 0,85039 (85,039%) para el tiempo de operación de 100 días de trabajo, lo cual resulta ser un valor aceptable. d) Caso de la Bomba SRL 10 x 8 N 7 232

233 Observando la lectura de los tiempos característicos, vemos que hay una confiabilidad del equipo entre 75 y 90% para tiempos de operación entre 137 y 108 días de trabajo, respectivamente. En tal sentido, se propone hacer un plan de inspección y ajustes del equipo, es decir, se propone planificar y programar el mantenimiento preventivo de la Bomba SRL 10 x 8 N 7 cada 120 días. A continuación se determinó el nuevo valor de la confiabilidad de la Bomba SRL 10 x 8 N 7, para el tiempo de los 100 días propuesto. 233
 Caso del Molino 7 X 10 Observando la lectura de los tiempos característicos, vemos que hay una confiabilidad del equipo entre 75 y 90% para tiempos de operación entre 118 y 92 días de trabajo,")
234 Se observa, que hay una confiabilidad del equipo de 0,84946 (84,946%) para el tiempo de operación de 120 días de trabajo, la cual resulta ser un valor aceptable. e) Caso del Molino 7 X 10 Observando la lectura de los tiempos característicos, vemos que hay una confiabilidad del equipo entre 75 y 90% para tiempos de operación entre 118 y 92 días de trabajo, respectivamente. En tal sentido, se propone hacer un plan de inspección y ajustes del 234
235 equipo, es decir, se propone planificar y programar el mantenimiento preventivo del Molino 7 X 10 cada 100 días. En seguida, utilizando el Software Relest, se determinó el nuevo valor de la confiabilidad del Molino 7 X 10, para el tiempo de los 100 días propuesto. Se observa, que hay una confiabilidad del equipo de 0,86247 (86,247%) para el tiempo de operación de 100 días de trabajo, la cual resulta ser un valor aceptable. 4.3 LINEAMIENTOS ORIENTADOS A MEJORAR LA GESTIÓN DEL MANTENIMIENTO DE LA PLANTA CONCENTRADORA BERNA II Los lineamientos que a continuación se proponen, están dirigidas a mejorar la gestión del mantenimiento de la Planta Concentradora, enmarcándose en los propósitos de la compañía y en las expectativas y necesidades de los clientes. Entre los principales lineamientos se pueden mencionar las siguientes: 235
236 1. Planificar, programar y ejecutar el mantenimiento preventivo de los equipos críticos de la planta concentradora, en base al análisis de confiabilidad de los mismos. 2. La logística y demás requerimientos necesarios para realizar el mantenimiento preventivo de los equipos críticos de la planta concentradora, deben planificarse y programarse teniendo en cuenta el ciclo óptimo de mantenimiento. 3. Impulsar, planificar y programar la capacitación continua del personal de mantenimiento en temática de confiabilidad de equipos y sistemas y demás temas de actualidad sobre mantenimiento. 4. Brindar educación ambiental y de seguridad a todo el personal de mantenimiento de la planta. 5. Impulsar el benchmarking en el departamento de mantenimiento y en todos los niveles de la organización, ello conllevará a la mejora continua en diferentes aspectos. 6. Establecer auditorias periódicas en el departamento de mantenimiento, con el propósito de identificar anomalías y/o problemas para luego hacer las mejoras o correcciones necesarias. 7. Promover e impulsar la certificación de la compañía en diferentes normativas mundiales, como: en gestión de la calidad (ISO 9001), gestión del medio ambiente (ISO 14001), seguridad industrial (ISO 18000), entre otros. 8. Cumplir la legislación y otros requisitos que suscriba la gerencia de la compañía, en materia de mantenimiento, seguridad y medioambiente. 4.4 PLANIFICACIÓN DEL MANTENIMIENTO PREVENTIVO DE LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN EN BASE A LA PROPUESTA DEL CICLO ÓPTIMO A nivel industrial, todo departamento o gerencia de mantenimiento dentro de una organización debe estar orientada a preservar y garantizar que los equipos que pertenecen al proceso productivo de la empresa estén constantemente disponibles para operar, ya que de esto depende el éxito y la existencia de la organización. En ese sentido, con el propósito de garantizar una alta disponibilidad de los equipos críticos de la línea de flotación, se debe planificar y programar el 236
237 mantenimiento preventivo según los requerimientos de cada equipo crítico, teniendo en cuenta la propuesta del ciclo óptimo para el mantenimiento. A continuación se presenta la propuesta de los planes de mantenimiento preventivo de los equipos críticos de la línea de flotación, los mismos que contienen: nombre del equipo, la frecuencia óptima de mantenimiento del equipo, condición operacional del equipo, las actividades de mantenimiento a ejecutar y la frecuencia de mantenimiento para cada actividad de mantenimiento. TABLA 4.2. Plan de mantenimiento preventivo: Celda OK 50 N 1 de Bulk Condición operacional del equipo Detenido Detenido PLAN DE MANTENIMIENTO CELDA OK 50 N 1 DE BULK Actividades de mantenimiento Revisión del revestimiento y estructura del impulsor Revisión del revestimiento y estructura del estator CICLO ÓPTIMO DE MANTENIMIENTO DEL EQUIPO: 40 días Frecuencia de mantenimiento 40 días 40 días Operando Detenido Operando Realizar análisis vibracional a eje superior o upper shaft Verificación de alineamiento de eje inferior o lower shaft Realizar análisis de termografía a rodamientos de eje superior y de motor eléctrico 15 días 40 días 15 días Detenido Revisar pernos de amarre de impulsor 40 días Detenido Revisar pernos de amarre de eje superior e inferior 40 días Detenido Revisar fajas de transmisión 40 días Detenido Revisar poleas conductora y conducida 40 días 237
238 Detenido Detenido Revisar alineamiento de poleas conductora y conducida Realizar medición de espesores de tanque, cilindro y base 40 días 40 días Operando Revisar pernos de amarra de rack 5 días Operando Revisar rack, soldadura, estructura 5 días Operando Revisar pernos de puente principal 20 días Detenido Detenido Revisar puente principal, incluye soldadura, estructura Revisar filtros, actuadores neumáticos acoples, dardos, eje del sistema automático de apertura y cierre de compuertas de carga y descarga 40 días 40 días Detenido Revisar controlador automático 40 días Detenido Revisar aislamiento de motor eléctrico 40 días Detenido Medición de puesta a tierra 100 días TABLA 4.3. Plan de mantenimiento preventivo: Celda OK 50 N 2 de Bulk Condición operacional del equipo Detenido Detenido PLAN DE MANTENIMIENTO CELDA OK 50 N 2 DE BULK Actividades de mantenimiento Revisión del revestimiento y estructura del impulsor Revisión del revestimiento y estructura del estator CICLO ÓPTIMO DE MANTENIMIENTO DEL EQUIPO: 50 días Frecuencia de mantenimiento 50 días 50 días Operando Detenido Realizar análisis vibracional a eje superior o upper shaft Verificación de alineamiento de eje inferior o lower shaft 15 días 50 días 238
239 Operando Realizar análisis de termografía a rodamientos de eje superior y de motor eléctrico 15 días Detenido Revisar pernos de amarre de impulsor 50 días Detenido Revisar pernos de amarre de eje superior e inferior 50 días Detenido Revisar fajas de transmisión 50 días Detenido Revisar poleas conductora y conducida 50 días Detenido Detenido Revisar alineamiento de poleas conductora y conducida Realizar medición de espesores de tanque, cilindro y base 50 días 50 días Operando Revisar pernos de amarra de rack 5 días Operando Revisar rack, soldadura, estructura 5 días Operando Revisar pernos de puente principal 25 días Detenido Revisar puente principal, incluye soldadura, estructura 50 días Detenido Revisar filtros, actuadores neumáticos acoples, dardos, eje del sistema automático de apertura y cierre de compuertas de carga y descarga 50 días Detenido Revisar controlador automático 50 días Detenido Revisar aislamiento de motor eléctrico 50 días Detenido Medición de puesta a tierra 100 días 239
240 TABLA 4.4. Plan de mantenimiento preventivo: Bomba SRL 10 x 8 N 4 Condición operacional del equipo Detenido PLAN DE MANTENIMIENTO BOMBA SRL 10 X 8 N 4 Actividades de mantenimiento Revisión del revestimiento y estructura del impulsor CICLO ÓPTIMO DE MANTENIMIENTO DEL EQUIPO: 100 días Frecuencia de mantenimiento 100 días Detenido Revisión de los forros lado prensa y succión 100 días Operando Realizar análisis vibracional (motor y bomba) 25 días Detenido Revisión de bocina prensa 100 días Operando Realizar análisis de termografía (motor y bomba) 25 días Detenido Revisión de expulsor 100 días Detenido Revisión del botador de agua 100 días Detenido Lubricación de rodamientos de eje principal 100 días Detenido Revisión de estopa 100 días Operando Revisión y análisis del aceite de lubricación de los rodamientos 25 días Operando Medición de temperatura a rodamientos 5 días Detenido Revisión de anillo de succión 100 días Detenido Revisión de eje impulsor 100 días Detenido Revisión de fajas de transmisión 100 días Detenido Revisión de poleas, lado motor y bomba 100 días Detenido Revisión de terminaciones de alimentación eléctrica 100 días Detenido Revisión de aislamiento del motor 100 días 240
241 Detenido Revisión de tablero con variador de velocidad 100 días Detenido Revisión de la puesta a tierra 100 días Detenido Revisión del controlador de nivel 50 días Detenido Revisión del cajón de alimentación 50 días Detenido Revisión del tubo de succión 50 días TABLA 4.5. Plan de mantenimiento preventivo: Bomba SRL 10 x 8 N 7 Condición operacional del equipo Detenido PLAN DE MANTENIMIENTO BOMBA SRL 10 X 8 N 7 Actividades de mantenimiento Revisión del revestimiento y estructura del impulsor CICLO ÓPTIMO DE MANTENIMIENTO DEL EQUIPO: 120 días Frecuencia de mantenimiento 120 días Detenido Revisión de los forros lado prensa y succión 120 días Operando Realizar análisis vibracional (motor y bomba) 25 días Detenido Revisión de bocina prensa 120 días Operando Realizar análisis de termografía (motor y bomba) 25 días Detenido Revisión de expulsor 120 días Detenido Revisión del botador de agua 120 días Detenido Lubricación de rodamientos de eje principal 120 días Detenido Revisión de estopa 120 días Operando Revisión y análisis del aceite de lubricación de los rodamientos 25 días Operando Medición de temperatura a rodamientos 5 días 241
242 Detenido Revisión de anillo de succión 120 días Detenido Revisión de eje impulsor 120 días Detenido Revisión de fajas de transmisión 120 días Detenido Revisión de poleas, lado motor y bomba 120 días Detenido Revisión de terminaciones de alimentación eléctrica 120 días Detenido Revisión de aislamiento del motor 120 días Detenido Revisión de tablero con variador de velocidad 120 días Detenido Revisión de la puesta a tierra 120 días Detenido Revisión del controlador de nivel 50 días Detenido Revisión del cajón de alimentación 50 días Detenido Revisión del tubo de succión 50 días TABLA 4.6. Plan de mantenimiento preventivo: Molino 7 X 10 Condición operacional del equipo Detenido PLAN DE MANTENIMIENTO MOLINO 7 X 10 Actividades de mantenimiento Revisión de forros de caucho lado tapa y cilindro, incluye lifter, placas, anillos, medición del espesor, pernos CICLO ÓPTIMO DE MANTENIMIENTO DEL EQUIPO: 100 días Frecuencia de mantenimiento 100 días Detenido Revisión de alineamiento del contra eje, polea y cilindro del molino 100 días Operando Realizar análisis vibracional rodamientos del contra eje y eje de polea principal 25 días Detenido Revisar estado de las fajas de transmisión 100 días Operando Realizar análisis de termografía de motor 25 días 242
243 Detenido Realizar medición de aislamiento de motor 50 días Detenido Realizar medición de puesta a tierra 100 días Detenido Revisión de forro tromel carga y descarga 50 días Detenido Revisión de chumaceras principales 50 días Operando Detenido Análisis de aceite de lubricación de piñón catalina Revisión de dientes, backlash, fondo de diente de piñón y catalina 50 días 100 días Detenido Revisión de cajón de alimentación 50 días Detenido Revisión de Spout feeder 50 días Operando Medición de temperaturas de casquillos de chumaceras principales, rodamientos de contra eje, rodamientos 05 días Operando Revisión de pernos de anclaje 25 días 4.5 COMPARACIÓN DE LOS COSTOS ANUALES DEL MANTENIMIENTO PREVENTIVO DE LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN, TENIENDO EN CUENTA EL CICLO ACTUAL DE MANTENIMIENTO DE 30 DÍAS Y EL CICLO ÓPTIMO PROPUESTO COSTOS DEL MANTENIMIENTO PREVENTIVO ACTUAL, ES DECIR, CADA 30 DÍAS A continuación se muestran en tablas los costos del mantenimiento preventivo de los equipos críticos de la línea de flotación que actualmente se practica, cada treinta (30) días, en la Planta Concentradora Berna II. a) Equipo critico: Celda OK50 N 1 de Bulk Mes Costo directo Costo Indirecto Costo total/mes ($) ($) ($) Enero
244 Febrero Marzo Abril Mayo Junio Julio Agosto Setiembre Octubre Noviembre Diciembre COSTO TOTAL POR AÑO DE MANTTO. $ b) Equipo critico: Celda OK50 N 2 de Bulk Mes Costo Directo ($) Costo Indirecto ($) Costo total/ mes ($) Enero Febrero Marzo Abril Mayo Junio Julio Agosto Setiembre Octubre Noviembre Diciembre COSTO TOTAL POR AÑO DE MANTTO. $
245 c) Equipo Critico: Bomba SRL 10 x 8 N 4 Mes Costo directo ($) Costo Indirecto ($) Costo total/mes ($) Enero Febrero Marzo Abril Mayo Junio Julio Agosto Setiembre Octubre Noviembre Diciembre COSTO TOTAL POR AÑO DE MANTTO. $ d) Equipo critico: Bomba SRL 10 x 8 N 7 Mes Costo directo ($) Costo Indirecto ($) Costo total/mes ($) Enero Febrero Marzo Abril Mayo Junio Julio Agosto
246 Setiembre Octubre Noviembre Diciembre COSTO TOTAL POR AÑO DE MANTTO. $ e. Equipo crítico: Molino 7 x 10 Mes Costo directo ($) Costo Indirecto ($) Costo total/mes ($) Enero Febrero Marzo Abril Mayo Junio Julio Agosto Setiembre Octubre Noviembre Diciembre COSTO TOTAL POR AÑO DE MANTTO. $ COSTOS DEL MANTENIMIENTO PREVENTIVO PARA EL CICLO ÓPTIMO PROPUESTO A continuación se muestran en tablas los costos del mantenimiento preventivo de los equipos críticos de la línea de flotación para el ciclo óptimo de mantenimiento. a) Equipo critico: Celda OK 50 N 1 (cada 40 días) 246
247 Ciclo óptimo de mantto. en días (comenzando del 01 de enero del 2 010) Costo directo ($) Costo Indirecto ($) Costo total por ciclo óptimo de mantenimiento ($) COSTO TOTAL POR AÑO DE MANTTO. $ b) Equipo critico: Celda OK50 N 2 (cada 50 días) Ciclo óptimo de mantto. en días (comenzando del 01 de enero del 2 010) Costo directo ($) Costo Indirecto ($) Costo total por ciclo óptimo de mantenimiento ($) COSTO TOTAL POR AÑO DE MANTTO. $ c) Equipo Critico: Bomba SRL 10 x 8 N 4 (cada 100 días) 247
248 Ciclo óptimo de mantto. en días (comenzando del 01 de enero del 2 010) Costo directo ($) Costo Indirecto ($) Costo total por ciclo óptimo de mantenimiento ($) COSTO TOTAL POR AÑO DE MANTTO. $ d. Equipo critico: Bomba SRL 10 x 8 N 7 (cada 120 días) Ciclo óptimo de mantto. en días (comenzando del 01 de enero del 2 010) Costo directo ($) Costo Indirecto ($) Costo total por ciclo óptimo de mantenimiento ($) COSTO TOTAL POR AÑO DE MANTTO. $ d) Equipo critico: Molino 7 x 10 (cada 100 días) Ciclo óptimo de mantto. en días (comenzando del 01 de enero del 2 010) Costo directo ($) Costo Indirecto ($) Costo total por ciclo óptimo de mantenimiento ($)
249 COSTO TOTAL POR AÑO DE MANTTO. $ CUADRO RESUMEN DE LA COMPARACIÓN DE COSTOS TOTALES DEL MANTENIMIENTO PREVENTIVO POR AÑO, TENIENDO EN CUENTA EL CICLO ACTUAL DE 30 DÍAS Y EL CICLO ÓPTIMO PROPUESTO En la tabla adjunta se hace la comparación de costos totales anuales entre el ciclo de mantenimiento actual con el ciclo óptimo de mantenimiento propuesto Equipo critico Celda OK 50 N 1 de Bulk Celda OK 50 N 2 de Bulk Bomba SRL 10 x 8 N 4 Costo total anual con el ciclo actual de mantto. de 30 días ($) Costo total anual con ciclo óptimo de mantto. propuesto ($) Ahorro por año de mantto. cuando se considera el ciclo óptimo propuesto ($) Bomba SRL x 8 N 7 Molino 7 x
250 TOTAL DE AHORRADO ANUAL POR EL MANTTO. PREVENTIVO DE LOS CINCO (5) EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN CONSIDERANDO EL CICLO ÓPTIMO DE MANTENIMIENTO PROPUESTO: $ , ANÁLISIS Y DISCUSIÓN DE RESULTADOS De la evaluación efectuada a la actual Gestión del Mantenimiento de los equipos de la Planta Concentradora Berna II, se desprende, que prácticamente no existe preocupación de la compañía por tener una Gerencia o Departamento de Mantenimiento con personal capacitado en las diferentes técnicas de mantenimiento que permita manejar adecuadamente los diferentes aspectos que requiere la Gestión del mantenimiento; este hecho, se fundamenta en que solo existen cuatro personas que tienen como función principal programar cada treinta (30) días el mantenimiento de los equipos de la planta, sin haber previamente efectuado una planificación de los mismos, en base a conocimientos de confiabilidad de equipos (o sistemas) o de técnicas modernas de mantenimiento. Como no se planifica adecuadamente el mantenimiento, tampoco se planifica adecuadamente la logística o los requerimientos necesarios para realizar el mantenimiento preventivo de los equipos, lo cual viene trayendo problemas, en el entendido que muchas veces no se dispone de los repuestos y/o instrumentos necesarios para efectuar la reparación de los equipos. Un aspecto importante a tener en cuenta, es que si se toma como referencia los equipos críticos de la línea de flotación analizados en la presente Tesis, se infiere que la mayoría de los equipos principales de la Planta Concentradora Berna II se encuentran en la etapa de envejecimiento, por lo que se requiere priorizar un análisis de criticidad de equipos en las diferentes líneas de producción de la planta, para identificar a los equipos críticos, para luego, planificar y programar el mantenimiento predictivo a cada uno de ellos. Es 250
251 decir, es de prioridad hacer un seguimiento o monitoreo de condición a los equipos principales de la planta. Otro aspecto relevante, a tener en cuenta, es que sin estudio alguno se viene tomando como período o ciclo para efectuar el mantenimiento de los equipos de la planta, treinta (30) días. Al respecto, del análisis efectuado en la presente investigación se deduce, que si bien es cierto, con este ciclo de mantenimiento se tiene para los equipos críticos de la línea de flotación una muy baja probabilidad de falla (menor del 5,4%), sin embargo, este ciclo de mantenimiento no es el más recomendable, debido a que conlleva a mayores costos de mantenimiento de los equipos por año, en el entendido que los ciclos de mantenimiento recomendables son mayores que treinta (30) días, y además, no todos los equipos críticos requieren de un único ciclo de mantenimiento. De este análisis efectuado en línea de flotación, se infiere que la compañía viene perdiendo dinero por la ineficaz Gestión del Mantenimiento de los equipos de la planta concentradora. De otra parte, cabe mencionar, que el coso de la no disponibilidad (CND) de los equipos críticos de la línea de flotación, para el tiempo medio entre fallas (TMEF), es alto, debido a que para estos tiempos o ciclos de mantenimiento de los equipos, la probabilidad de falla de los mismos es alto (alrededor del 50%). De este análisis efectuado en la línea de flotación, se desprende, que no es recomendable utilizar como ciclo de mantenimiento para los diferentes equipos principales de los diferentes líneas productivas de la planta concentradora, los tiempos medios entre fallos de dichos equipos, sino se debe buscar un ciclo óptimo para planificar y programar el mantenimiento, basado en un análisis de confiabilidad de cada equipo. 4.7 CONTRASTACIÓN DE LAS HIPÓTESIS FORMULADAS En general, cabe señalar, que la verificación o contrastación de la hipótesis principal es la razón de todo trabajo de investigación, dado que está relacionada con el objetivo que se persigue. 251
252 Al respecto, en la presente investigación, la contrastación de la hipótesis principal, se sustenta en la verificación de las hipótesis específicas que se han formulado en el primer capítulo. En ese contexto, en el Capítulo III se evaluó la criticidad de los equipos de la línea de flotación y se encontró que cinco (05) son críticos, y que por lo tanto, merecen especial atención, siendo estos los siguientes: la Celda OK 50 N 1 de Bulk, la Celda OK 50 N 2 de Bulk, la Bomba SRL 10 x 8 N 4, la Bomba SRL 10 x 8 N 7 y el Molino 7 X 10. Asimismo, ingresando la data histórica del tiempo entre fallos de cada equipo crítico en el SOFTWARE DISMA, se determinó el valor del parámetro de forma β de la Distribución Probabilística de Weibull de cada equipo crítico de la línea de flotación. Dichos valores ayudaron a interpretar en qué etapa del ciclo de vida se encuentra cada equipo crítico de la mencionada línea productiva (ver páginas desde la 184 hasta la 187 del Capítulo III). Los valores de β obtenidos para cada equipo, son los que se muestran en la tabla 4.7 adjunta: TABLA 4.7. Valores del parámetro de forma β de la Distribución Probabilística de Weibull de cada equipo crítico de la línea de flotación EQUIPO VALOR DE β Celda OK 50 N 1 de Bulk 4,3259 Celda OK 50 N 2 de Bulk 5,2961 Bomba SRL 10 x 8 N 4 4,6311 Bomba SRL 10 x 8 N 7 2,6853 Molino 7 X 10 4,
253 Luego, considerando el aspecto teórico de la curva de la bañera (páginas 118 a la 120 del Capítulo II) que se fundamenta en la función de la tasa de fallos o función de riesgo de la Distribución Probabilística de Weibull, para diferentes valores del parámetro de forma β (β < 1; β = 1 y β > 1), tal como se muestra en la figuras 2.31 y 2.32, se llega a la conclusión que los cinco (05) equipos críticos de la línea de flotación se encuentran en la etapa de envejecimiento, dado que todos presentan un valor de β mayor que uno (β > 1). De lo analizado, se deduce, que la primera hipótesis específica que menciona: Los equipos críticos de la línea de flotación se encuentran en la etapa de madurez o de vida útil, por que presentan parámetros de forma de la distribución probabilística de Weibull β = 1, no es cierta, dado que los equipos principales de la línea de flotación se encuentran en la etapa de envejecimiento. De otro lado, teniendo en cuenta el análisis efectuado en las páginas 225, y 228 de este capítulo, se deduce, que para el actual ciclo de mantenimiento que es de treinta (30) días se obtiene para los equipos críticos de la línea de flotación, una alta confiabilidad tal como se muestra en la tabla 4.8 adjunta: TABLA 4.8. Valores de la confiabilidad de los equipos críticos de la línea de flotación para el ciclo de mantenimiento de 30 días Sin EQUIPO CONFIABILIDAD PARA EL CICLO DE MANTENIMIENTO DE 30 DÍAS Celda OK 50 N 1 de Bulk 94,608% Celda OK 50 N 2 de Bulk 97,824% Bomba SRL 10 x 8 N 4 99,803% Bomba SRL 10 x 8 N 7 99,954% Molino 7 X 10 99,870% embargo, con el propósito de reducir costos de mantenimiento de dichos equipos por año, se debe buscar un mayor tiempo como ciclo de 253
 días que actualmente se considera para los equipos")
254 mantenimiento (ciclo óptimo), fundamentada en una confiabilidad adecuada para cada equipo. Con el análisis efectuado queda verificada la segunda hipótesis específica, que señala: La frecuencia o ciclo de mantenimiento de treinta (30) días que actualmente se considera para los equipos críticos de la línea de flotación, conlleva a una alta confiabilidad de los mismos, pero incide negativamente en los costos de mantenimiento de cada equipo. Asimismo, de acuerdo a los resultados de las encuestas efectuadas al personal encargado del mantenimiento de los equipos de la planta concentradora, que a continuación se grafican (ver tabla 3.62): 254



255 255

256 256

257 257
258 Se llega a la conclusión que el personal de mantenimiento de la planta concentradora, y por ende de la línea de flotación, conocen muy poco sobre la temática de confiabilidad de equipos y de sistemas, y de técnicas cualitativas y cuantitativas del mantenimiento; este escaso conocimiento, conlleva a una ineficiente Gestión del Mantenimiento de los equipos de la línea de flotación y de todas las líneas productivas de la planta. En tal sentido, con la evaluación y análisis efectuado, queda contrastada la tercera hipótesis específica, que menciona: El limitado conocimiento del personal de mantenimiento de la planta concentradora en lo referente a las técnicas cualitativas y cuantitativas del mantenimiento, incide negativamente en la Gestión del Mantenimiento de los equipos críticos de la línea de flotación. De otra parte, de la evaluación que se efectuó para obtener el TMEF y la confiabilidad de cada equipo crítico de la línea de flotación, cuyos resultados se muestran en la Tabla 4.1, se concluye, que los tiempos medios entre fallos de los equipos críticos, no representan ciclos adecuados para planificar y programar el mantenimiento preventivo de los mismos, dado que conducen a bajas probabilidades de confiabilidad para cada equipo. Al respecto, es evidente que se tiene que optimizar el ciclo de mantenimiento para cada uno de los equipos críticos de la línea de flotación. En ese sentido, en las página desde la 229 a la 236 de este IV Capítulo, se efectuó la evaluación para determinar el ciclo óptimo de planificación y programación del mantenimiento preventivo de cada equipo crítico, teniendo en cuenta que 85% es una razonable confiabilidad para cada uno de los resultados se muestran en la Tabla 4.9 adjunta. TABLA 4.9. Ciclo óptimo de mantenimiento y eficiencia de los equipos críticos de la línea de flotación 258
259 EQUIPO CICLO ÓPTIMO DE MANTENIMIENTO EFICIENCIA Celda OK 50 N 1 de Bulk 40 días 86,221% Celda OK 50 N 2 de Bulk 50 días 82,958% Bomba SRL 10 x 8 N días 85,039% Bomba SRL 10 x 8 N días 84,946% Molino 7 X días 86,247% También, cabe resaltar, que los ciclos óptimos propuestos para el mantenimiento preventivo de los equipos críticos de la línea de flotación producen un significativo ahorro anual de costos de mantenimiento frente al coste anual de mantenimiento de treinta (30) días que se viene practicando actualmente (ver tabla del ítem página 250 de este Capítulo IV). De la evaluación y análisis realizado, se concluye que la cuarta hipótesis específica que establece: Los tiempos medios entre fallos de los equipos críticos de la línea de flotación son los más recomendables para considerarlos como ciclos para el mantenimiento preventivo de los mismos, no es cierta. Finalmente, habiendo contrastado las cuatro (04) hipótesis específicas en las cuales se sustenta la hipótesis principal de la investigación que menciona: Aplicando como herramienta el Análisis de Confiabilidad se optimizará la Gestión del Mantenimiento de los equipos de la línea de flotación de la Planta Concentradora Berna II, en el Centro Minero Casapalca, se concluye, que dicha hipótesis principal queda verificada. 259
260 CONCLUSIONES 1. Efectuado el análisis de criticidad a los equipos de la línea de flotación, se determinó que existen cinco (05) equipos críticos, los cuales son: la celda OK 50 N 1 del circuito de Bulk, la celda OK 50 N 2 del circuito de Bulk, la Bomba SRL 10 x 8 N 4, la Bomba SRL 10 x 8 N 7, y el molino 7 X Utilizando como herramientas: el historial de datos de los tiempos entre fallos de los equipos críticos, el Software DISMA, la Distribución Probabilística de Weibull y la Curva de la Bañera, se determinó que los cinco (05) equipos críticos, mencionados en el ítem anterior, se encuentran en la etapa de envejecimiento, dado que presentan un valor de β > De las diferentes Distribuciones Probabilísticas de fallos que proporcionan los Software RELEST y DISMA, la mejor distribución probabilística a las que se ajustaron los datos históricos del tiempo entre fallos de los equipos críticos de la línea de flotación, es la Distribución Probabilística de Weibull, la misma que se comprobó utilizando la prueba estadística de bondad de ajuste de Kolmogorov-Smirnov (prueba K-S). 4. Los valores de los tiempos medios entre fallos (TMEF) encontrados para los cinco (05) equipos críticos de la línea de flotación, no son recomendables para ser considerados como frecuencias o ciclos para el mantenimiento preventivo de los mismos, dado que para dichos tiempos 260
261 medios, la probabilidad de falla de los equipos es alta, ya que bordea el 50%, tal como se indica en la tabla adjunta: EQUIPO TMEF CONFIABILIDA D Celda OK 50 N 1 de Bulk 62,81 días 49,964 % Celda OK 50 N 2 de Bulk 67,826 días 51,173% Bomba SRL 10 x 8 N 4 148,247 días 50,396%) Bomba SRL 10 x 8 N 7 167,513 días 51,227%) Molino 7 X ,22 días 50,818% 5. Los tiempos medios de reparación (TMDR) de los equipos críticos de la TMEF (horas) Celda OK 50 N 1 de Bulk 1 507,44 Horas Celda OK 50 N 2 de Bulk 1 627,824 Horas Bomba SRL 10 x 8 N ,928 Horas Bomba SRL 10 x 8 N ,312 Horas Molino 7 X ,28 Horas TMDR 6,333 6,833 2,5 2,5 7,166 (horas) Horas Horas Horas Horas Horas Dispon i- 99,58% 99,58% 99,93% 99,94% 99,79% bilidad línea de flotación, son pequeños, comparados con los tiempos medios entre fallos (TMEF). Esto conlleva a una alta probabilidad de disponibilidad de dichos equipos, tal como se muestra en la tabla adjunta: Sin embargo, de estos resultados, se llega a la conclusión, de que una alta disponibilidad de los equipos críticos de la línea de flotación no necesariamente implica que dichos equipos presenten alta confiabilidad. 6. Del diagnóstico efectuado a la actual Gestión del Mantenimiento de los equipos en la Planta Concentradora Berna II se llega a la conclusión de que por falta de conocimiento del personal de mantenimiento en el manejo de técnicas cualitativas y cuantitativas, dicha Gestión del Mantenimiento es ineficiente, lo que conlleva a serias pérdidas 261
262 económicas para la compañía, teniendo en cuenta que cada parada de planta por falla de los equipos principales de los procesos productivos, implica una pérdida económica de aproximadamente ton/día. 7. El actual ciclo de mantenimiento de treinta (30) días que se practica para los equipos críticos de la línea de flotación y por ende para los equipos principales de las demás líneas productivas de la planta concentradora, no es el más recomendable, porque incide en mayores costos anuales de mantenimiento, en comparación con los costes anuales de mantenimiento al considerar los ciclos óptimos recomendados. 8. De lo analizado en la presente Tesis y de los resultados obtenidos, se llega a la conclusión que empleando la combinación de las técnicas cualitativas y cuantitativas del mantenimiento, y utilizando como herramientas: los datos históricos del tiempo entre fallos de equipos, el Software DISMA el Software RELEST y el Análisis de Confiabilidad, se logra optimizar la Gestión del Mantenimiento de los equipos. 9. Se ha comprobado que la Estadística es una herramienta importante para la Gestión del Mantenimiento de equipos en plantas industriales, porque facilita la toma de decisiones en este campo. 262
263 RECOMENDACIONES 1. Se recomienda realizar un análisis de criticidad a los equipos de todas las líneas productivas de la Planta Concentradora Berna II, con la finalidad de determinar los diferentes equipos críticos, para luego analizar en qué etapa de su ciclo de vida se encuentran. Este aspecto es importante dado que permitirá definir los planes de mantenimiento preventivo y predictivo para dichos equipos críticos. 2. Teniendo en cuenta que el actual personal de mantenimiento tiene escaso conocimiento de las técnicas cualitativas y cuantitativas del mantenimiento, se recomienda capacitar a dicho personal en los temas indicados, esto permitirá mejorar la Gestión del Mantenimiento de los equipos de la planta concentradora. 3. Para cada equipo crítico de la planta concentradora, se recomienda determinar su ciclo óptimo de mantenimiento en base a los tiempos característicos y a la probabilidad de confiabilidad que determina el Software RELEST, esto conlleva a reducir costos de mantenimiento y por ende a optimizar su Gestión de Mantenimiento. 4. Para realizar una eficiente Gestión del Mantenimiento de los equipos críticos de las diferentes líneas productivas de la planta concentradora, se recomienda efectuar a cada equipo crítico el Análisis de Modos y Efectos de fallo (AMEF). 5. Se recomienda realizar auditorías periódicas al personal de mantenimiento, con el propósito de identificar anomalías, para luego hacer las correcciones necesarias. 6. Para viabilizar las recomendaciones señaladas, es necesario implementar una Gerencia de Mantenimiento, con personal calificado en la materia. 263
264 BIBLIOGRAFÍA 1. ACUÑA, J. (2003): Ingeniería de Confiabilidad (libro). Editorial Tecnológica de Costa Rica. Primera edición. Costa Rica. 2. ABREU, M. Y CAÑEDO, R. (1998): Gerencia total de la calidad en las organizaciones. Disponible en: 3. CAMISÓN, C. ; CRUZ, S. & GONZÁLES, T. (2007): Gestión de la calidad: Conceptos, enfoques, modelos y sistemas (libro). PEARSON EDUCACIÓN, S.A. Madrid-España. 4. CLAVER, E. ; MOLINA, J. & TARI, J. (2004): Gestión de la calidad y gestión medioambiental (libro). Ediciones Pirámide. Madrid - España. 5. CALLARÁ, I. ; PONTELLI, D. (2009): Mantenimiento Industrial (libro). Editorial UNIVERSITAS. Primera edición. Córdova-Argentina. 6. CRESPO, E. (2008): Optimización estocástica del mantenimiento de sistemas de transporte y secado de sustancias minerales. Tesis doctoral. Universidad Politécnica de Madrid - Escuela Técnica Superior de Ingenieros de Minas. España. Disponible en: ELOY_CRESPO_ROBLES.pdf 7. CREUS, A. (2005): Fiabilidad y Seguridad (libro). Editorial Marcombo S.A. 2da. Edición. España. 264
265 8. DE LA PAZ, E. (2011): Análisis y pronóstico de tendencia de fallas en equipos críticos. Curso taller internacional. Instituto Peruano de Mantenimiento (IPEMAN). Lima Perú 9. DE MIGUEL, E. (1990): Introducción a la Gestión Management (libro). Ed. Universidad Politécnica de Valencia. Vols. I y II. Valencia-España. 10. DEVORE, J. (2008): Probabilidad y Estadística para Ingeniería y Ciencias (libro). D.R. Cengage Learning editores, S.A. de C.V. Séptima edición. México. 11. DUFFUAA, O. ; RAOUF, A. ; DIXON, J. (2010): Sistemas de mantenimiento. Planeación y control. Editorial LIMUSA, S.A. de C.V. Grupo Noriega Editores. México. 12. FEA, U. (1995): Competitividad es calidad total (libro). Editorial Alfaomega S.A. de C.V. 2da. Edición. México. 13. FERNÁNDEZ, A. (2000): Metodología para la priorización de sistemas, estructuras y componentes en la optimización del mantenimiento de una instalación industrial. Tesis doctoral. Universidad Politécnica de Madrid. España. Año Disponible en: 265
266 14. GARCÍA, J. (2004): Mejora en la confiabilidad operacional de las plantas de generación de energía eléctrica: desarrollo de una metodología de gestión de mantenimiento basado en el riesgo (RBM).Tesis de máster. Universidad Pontificia Comillas. Madrid - España. Disponible en: GARCÍA, S. (2003): Organización y gestión integral del mantenimiento (libro). Ediciones Díaz de Santos. España. 16. GÓMEZ DE LEÓN, F. (1998): Tecnología del Mantenimiento Industrial (libro). Editorial: UNIVERSIDAD DE MURCIA. Vol. 1. España. 17. GONZÁLEZ, F. (2009): Teoría y Práctica del Mantenimiento Industrial Avanzado (libro). Edita: Fundación Confemetal. 3ra edición. Madrid - España. 18. GRIJALBO, M. (2000): Gran Diccionario Enciclopédico Ilustrado (libro). Editorial Grijalbo Mondadori. Vol. 1. Barcelona España. 19. HINES, W. ; MONTGOMERY, D. ; GOLDSMAN, D. (2010): Probabilidad y Estadística para Ingeniería (libro). Grupo Editorial PATRIA. 4ta. Edición. México. 20. HUERTA, R.: El análisis de criticidad, una metodología para mejorar la confiabilidad operacional (artículo). Disponible en: LORICK, H. & VARELA, S. (1998): Infraestructure Maintenance System (libro). Ed. Review Public Works. Estados Unidos. 22. MALLOR, F. & SANTOS, J. (fiabilidad de sistemas): MENDENHALL, W. & REINMUTH, J. (2000): Estadística para Administración y Economía (libro). Grupo Editorial Iberoamérica. México. 266
267 24. MILLER, I. & FREUND, J. (2001): Probabilidad y Estadística para Ingenieros (libro): Editorial Reverté Mexicana, S.A. México. 25. MONTAÑA, L. (2006): Diseño de un sistema de mantenimiento con base en análisis de criticidad y análisis de modos y efectos de falla en la Planta de Coque de fabricación primaria en la Empresa Acerías Paz del Río S.A. Tesis de titulación profesional. Universidad Pedagógica y Tecnológica de Colombia. Disponible en: MORA, A. (2009): Mantenimiento. Planeación, ejecución y control (libro). Editorial Alfaomega. Colombia. 27. NAVA, V. (2005): Qué es la calidad? Conceptos, gurús y modelos fundamentales (libro). Editorial Limusa S.A. de C.V. México. 28. NAVARRO, L. ; PASTOR, A. ; TEJEDOR Y MUGABURU, J. (1997): Gestión integral del mantenimiento (libro). Ed. Editores Marcombo Boixareu. Barcelona-España. 29. PAREDES, F. (2010): Planificación y Control del Mantenimiento Implementación de un programa moderno de mantenimiento para la optimización del ciclo de vida de los activos. Seminario Taller. Organizado por AM Business Capacitación Corporativa. Lima - Perú. 30. PASCUAL, R. (2008): El arte de mantener (libro). Universidad de Chile. Santiago de Chile ANTENIMIENTO%20PREVENTIVO%20parte%201.pdf 267
268 34. PREDICTIVO_-_GTS_CONFIABILIDAD.pdf (Estrategias de Mantenimiento Predictivo) ANEXOS 268
269 ANEXO Nº 1 COMPORTAMIENTO GRÁFICO DE LA DISTRIBUCIÓN DE WEIBULL DE ACUERDO A LA VARIACIÓN DE SUS PARÁMETROS α (alfa) es el parámetro que indica la escala de la distribución; es decir, muestra que tan aguda o plana es la función; por lo tanto, según su valor, comprime o expande la distribución, tal como se muestra en la figura adjunta (α < 1). β (beta) es el parámetro de forma (β > 0); es decir, este parámetro determina la forma o perfil de la distribución, la misma que depende del valor que tenga. Si β 1 la Distribución de Weibull es prácticamente un 269
270 Distribución Exponencial, si β 4 se comporta como una Distribución Normal, etc., tal como se muestra en la figura adjunta. ANEXO Nº 2 OTRA FORMA DE DETERMINAR EL TIEMPO MEDIO ENTRE FALLOS (TMEF) DE LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN De la figura 2.36 se desprende que el Tiempo Medio entre Fallos (TMEF = MTBF) también se pueden estimar a través de la siguiente expresión: TO1 TO TMEF 3 2 TO 3 n TOi i 1 Nº. EventosUtiles. Luego, para el caso de cada equipo crítico de la línea de flotación, se tiene: TO1 TO2 TO3 TO4 TO5 TO6 TO7 TMEF 7 En la tabla adjunta se muestra el valor del TMEF de cada equipo crítico: N de falla Celda OK 50 N 1 de Bulk Celda OK 50 N 2 de Bulk Bomba SRL 10 x 8 N 4 Bomba SRL 10 x 8 N 7 Molino 7 X 10 TEF TEF TEF TEF TEF (días) (días) (días) (días) (días) TDR Nº de fallas TMEF de cada equipo 64,86 (días) 69,86 (días) 152,43 (días) 172,43 (días) 150,86 (días) 270

271 De la tabla se observa, que si bien es cierto, los valores obtenidos para el TMEF de cada equipo crítico de la línea de flotación no son iguales a los obtenidos con el Software Relest, sin embargo, estos valores no difieren mucho a los obtenidos con el software, por lo tanto, pueden considerarse válidos. ANEXO Nº 3 DETERMINACIÓN DEL TIEMPO MEDIO DE REPARACIÓN (TMDR) DE LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN UTILIZANDO EL SOFTWARE RELEST Celda OK 50 N 1 de Bulk Se observa que el TMDR para este equipo crítico es de 6,157 horas, muy aproximado al valor obtenido en la tabla de la página 217 que es de 6,333 horas. Celda OK 50 N 2 de Bulk 271


272 Se observa que el TMDR para este equipo crítico es de 6,541 horas, muy similar al valor obtenido en la tabla de la página 217 que es de 6,833 horas. Bomba SRL 10 x 8 N 4 Se observa que el TMDR para este equipo crítico es de 2,378 horas, muy similar al valor obtenido en la tabla de la página 217 que es de 2,5 horas. Bomba SRL 10 x 8 N 7 Se observa que el TMDR para este equipo crítico es de 2,396 horas, muy similar al valor obtenido en la tabla de la página 217 que es de 2,5 horas. Molino 7 X

273 Se observa que el TMDR para este equipo crítico es de 6,968 horas, muy similar al valor obtenido en la tabla de la página 217 que es de 7,166 horas. ANEXO Nº 4 FOTOGRAFÍAS DE ALGUNOS EQUIPOS QUE OPERAN EN LAS DIFERENTES LÍNEAS PRODUCTIVAS DE LA PLANTA CONCENTRADORA BERNA II EN EL CENTRO MINERO CASAPALCA a. Recepción del mineral que llega de la mina mediante volquetes en el tolvin de gruesos Volquetes que transportan el mineral 273



274 Descargue mineral de b. Ingreso a la línea de chancado (primario, secundario, terciario y cuaternario) Cortinas 274


275 Alimentador Vibratorio Chancadora de Quijada 275


276 Chancadora Cónica Zaranda 276


277 Fajas Transportadoras c. Stock Pile de recepción de la carga fina que proviene de la línea de chancado Stock Pile 277


278 d. Molienda Primaria, recibe el mineral fino del stock pile Molino de Bolas Primario e. Clasificación primaria, en las Zarandas de alta frecuencia Zarandas de Alta Frecuencia 278


279 f. Línea de Flotación Pulpa Celdas de Flotación 279

280 280


281 Bombas Molinos de Remolienda 281


282 g. Línea de espesamiento Espesadores 282


283 h. Línea de filtrado Filtros Prensa i. Línea de despacho de concentrado Concentrado 283

284 ANEXO Nº 5 DIAGRAMA DE FLUJO DE LA LINEA DE FLOTACION DE LA PLANTA CONCENTRADORA BERNA II 284
285 ANEXO Nº 6 FOTOGRAFÍAS DE LOS EQUIPOS CRÍTICOS DE LA LÍNEA DE FLOTACIÓN Celda OK 50 N 1 de Bulk 285

286 Celda OK 50 N 2 de Bulk Bomba SRL 10 x 8 N 4 286


287 Bomba SRL 10 x 8 N 7 Molino 7 X

288 288
Tesis de Maestría titulada
 Tesis de Maestría titulada EL ANALISIS DE CONFIABILIDAD COMO HERRAMIENTA PARA OPTIMIZAR LA GESTIÓN DEL MANTENIMIENTO DE LOS EQUIPOS DE LA LÍNEA DE FLOTACIÓN EN UN CENTRO MINERO RESUMEN En la presente investigación
Tesis de Maestría titulada EL ANALISIS DE CONFIABILIDAD COMO HERRAMIENTA PARA OPTIMIZAR LA GESTIÓN DEL MANTENIMIENTO DE LOS EQUIPOS DE LA LÍNEA DE FLOTACIÓN EN UN CENTRO MINERO RESUMEN En la presente investigación
FACULTAD DE INGENIERÍA
 FACULTAD DE INGENIERÍA ESCUELA PROFESIONAL DE INGENIERÍA INDUSTRIAL APLICACIÓN DE GESTIÓN DE MANTENIMIENTO PARA MEJORA DE LA PRODUCTIVIDAD EN LA PLANTA DE RECICLADO DE LA EMPRESA SAN MIGUEL INDUSTRIAS
FACULTAD DE INGENIERÍA ESCUELA PROFESIONAL DE INGENIERÍA INDUSTRIAL APLICACIÓN DE GESTIÓN DE MANTENIMIENTO PARA MEJORA DE LA PRODUCTIVIDAD EN LA PLANTA DE RECICLADO DE LA EMPRESA SAN MIGUEL INDUSTRIAS
Maestría en Ingeniería de Mantenimiento
 Maestría en Ingeniería de Mantenimiento - 2017 2da Versión, 2da Edición Modulo I FUNDAMENTOS DEL MANTENIMIENTO DOCENTE: Msc. Ing. Juan Pablo Amaya Silva Evaluación del Mantenimiento Junio 2017 Introducción
Maestría en Ingeniería de Mantenimiento - 2017 2da Versión, 2da Edición Modulo I FUNDAMENTOS DEL MANTENIMIENTO DOCENTE: Msc. Ing. Juan Pablo Amaya Silva Evaluación del Mantenimiento Junio 2017 Introducción
Facultad de Ingeniería Industrial y Mecánica
 Facultad de Ingeniería Industrial y Mecánica Carrera Profesional de Ingeniería Industrial Informe de Suficiencia Profesional para optar por el Título Profesional de Ingeniería Industrial PLAN PARA LA IMPLEMENTACIÓN
Facultad de Ingeniería Industrial y Mecánica Carrera Profesional de Ingeniería Industrial Informe de Suficiencia Profesional para optar por el Título Profesional de Ingeniería Industrial PLAN PARA LA IMPLEMENTACIÓN
GUÍA PARA ESTABLECER UN SISTEMA DE GESTIÓN DE MANTENIMIENTO EN INSTALACIONES ELÉCTRICAS ÍNDICE GENERAL
 Página 3 ÍNDICE GENERAL 1. OBJETO... 11 2. ALCANCE... 11 3. CAMPO DE APLICACIÓN... 11 4. ÁREAS INVOLUCRADAS... 11 5. DOCUMENTOS DE REFERENCIA... 11 6. DEFINICIONES... 13 6.1. Accesibilidad:... 13 6.2.
Página 3 ÍNDICE GENERAL 1. OBJETO... 11 2. ALCANCE... 11 3. CAMPO DE APLICACIÓN... 11 4. ÁREAS INVOLUCRADAS... 11 5. DOCUMENTOS DE REFERENCIA... 11 6. DEFINICIONES... 13 6.1. Accesibilidad:... 13 6.2.
Gestión de información en mantenimiento. Información fundamental para la gestión de mantenimiento
 Gestión de información en mantenimiento Información fundamental para la gestión de mantenimiento Si se analiza la auditoria desarrollada por el Instituto Japonés de Mantenimiento de Plantas (JIPM), para
Gestión de información en mantenimiento Información fundamental para la gestión de mantenimiento Si se analiza la auditoria desarrollada por el Instituto Japonés de Mantenimiento de Plantas (JIPM), para
FACULTAD DE INGENIERÍA
 FACULTAD DE INGENIERÍA CARRERA DE INGENIERÍA INDUSTRIAL MEJORADE LAGESTIÓNDEMANTENIMIENTO CENTRADO ENLACONFIABILIDADENEL ÁREADE LAVANDERÍAINDUSTRIAL DELAEMPRESAS&E SERVICIOSGENERALESS.A.C. Tesis para optar
FACULTAD DE INGENIERÍA CARRERA DE INGENIERÍA INDUSTRIAL MEJORADE LAGESTIÓNDEMANTENIMIENTO CENTRADO ENLACONFIABILIDADENEL ÁREADE LAVANDERÍAINDUSTRIAL DELAEMPRESAS&E SERVICIOSGENERALESS.A.C. Tesis para optar
UNIVERSIDAD CÉSAR VALLEJO ESCUELA DE POSTGRADO TESIS RELACIONES HUMANAS Y CLIMA ORGANIZACIONAL EN LOS DOCENTES DE LAS INSTITUCIONES EDUCATIVAS DE
 UNIVERSIDAD CÉSAR VALLEJO ESCUELA DE POSTGRADO TESIS RELACIONES HUMANAS Y CLIMA ORGANIZACIONAL EN LOS DOCENTES DE LAS INSTITUCIONES EDUCATIVAS DE PAMPLONA ALTA UGEL 01 LIMA METROPOLITANA 2013 PARA OPTAR
UNIVERSIDAD CÉSAR VALLEJO ESCUELA DE POSTGRADO TESIS RELACIONES HUMANAS Y CLIMA ORGANIZACIONAL EN LOS DOCENTES DE LAS INSTITUCIONES EDUCATIVAS DE PAMPLONA ALTA UGEL 01 LIMA METROPOLITANA 2013 PARA OPTAR
Gestión de Activos y Ciclo de Vida 11 Congreso Uruguayo de Mantenimiento, Gestión de Activos y Confiabilidad URUMAN 2015
 Gestión de Activos y Ciclo de Vida 11 Congreso Uruguayo de Mantenimiento, Gestión de Activos y Confiabilidad URUMAN 2015 Presentada por: Ing. Ind. Santiago Sotuyo Blanco, CMRP Presidente URUMAN Gerente
Gestión de Activos y Ciclo de Vida 11 Congreso Uruguayo de Mantenimiento, Gestión de Activos y Confiabilidad URUMAN 2015 Presentada por: Ing. Ind. Santiago Sotuyo Blanco, CMRP Presidente URUMAN Gerente
Capítulo 1. Introducción
 Introducción 1-1 Capítulo 1 Introducción 1.1.La problemática analizada 1.2.Objetivos 1.3.Metodología 1.3.1 Estudio de la situación actual y sus consecuencias 1.3.2 Análisis de factores relacionados con
Introducción 1-1 Capítulo 1 Introducción 1.1.La problemática analizada 1.2.Objetivos 1.3.Metodología 1.3.1 Estudio de la situación actual y sus consecuencias 1.3.2 Análisis de factores relacionados con
FACULTAD DE CIENCIAS EMPRESARIALES
 FACULTAD DE CIENCIAS EMPRESARIALES ESCUELA ACADÉMICO PROFESIONAL DE CONTABILIDAD ADMINISTRACION DE CUENTAS POR COBRAR Y LA LIQUIDEZ EN LA EMPRESA FILASUR S.A. EN EL DISTRITO DE SAN JUAN DE LURIGANCHO,
FACULTAD DE CIENCIAS EMPRESARIALES ESCUELA ACADÉMICO PROFESIONAL DE CONTABILIDAD ADMINISTRACION DE CUENTAS POR COBRAR Y LA LIQUIDEZ EN LA EMPRESA FILASUR S.A. EN EL DISTRITO DE SAN JUAN DE LURIGANCHO,
FACULTAD DE INGENIERÍA MECÁNICA
 FACULTAD DE INGENIERÍA MECÁNICA ANÁLISIS DE LAS FALLAS DE LOS EQUIPOS CRÍTICOS DE FLOTACIÓN, PARA REDUCIR LAS PÉRDIDAS DE PRODUCCIÓN EN LA UNIDAD MINERA DE YAULIYACU. TESIS PRESENTADO POR EL BACHILLER:
FACULTAD DE INGENIERÍA MECÁNICA ANÁLISIS DE LAS FALLAS DE LOS EQUIPOS CRÍTICOS DE FLOTACIÓN, PARA REDUCIR LAS PÉRDIDAS DE PRODUCCIÓN EN LA UNIDAD MINERA DE YAULIYACU. TESIS PRESENTADO POR EL BACHILLER:
ESCUELA DE POSTGRADO MAESTRÍA EN PSICOLOGÍA EDUCATIVA
 ESCUELA DE POSTGRADO MAESTRÍA EN PSICOLOGÍA EDUCATIVA PROYECTO DE TESIS RELACIÓN ENTRE EL CLIMA SOCIAL FAMILIAR Y EL RENDIMIENTO ACADÉMICO DE LOS ALUMNOS DEL 3ER. AÑO DE SECUNDARIA DE LA INSTITUCIÓN EDUCATIVA
ESCUELA DE POSTGRADO MAESTRÍA EN PSICOLOGÍA EDUCATIVA PROYECTO DE TESIS RELACIÓN ENTRE EL CLIMA SOCIAL FAMILIAR Y EL RENDIMIENTO ACADÉMICO DE LOS ALUMNOS DEL 3ER. AÑO DE SECUNDARIA DE LA INSTITUCIÓN EDUCATIVA
PROPUESTA DE IMPLEMENTACIÓN DE UN PLAN DE MANTENIMIENTO BASADO EN LA CONFIABILIDAD (RCM) EN UNA EMPRESA TEXTIL
 EN UNA EMPRESA TEXTIL") Facultad de Ingeniería y Computación Escuela Profesional de Ingeniería Industrial PROPUESTA DE IMPLEMENTACIÓN DE UN PLAN DE MANTENIMIENTO BASADO EN LA CONFIABILIDAD (RCM) EN UNA EMPRESA TEXTIL Presentada
Facultad de Ingeniería y Computación Escuela Profesional de Ingeniería Industrial PROPUESTA DE IMPLEMENTACIÓN DE UN PLAN DE MANTENIMIENTO BASADO EN LA CONFIABILIDAD (RCM) EN UNA EMPRESA TEXTIL Presentada
CONSIDERACIONES SOBRE LA GESTIÓN DEL MANTENIMIENTO
 CONSIDERACIONES SOBRE LA GESTIÓN DEL MANTENIMIENTO La complejidad y el valor que tiene la Función de Mantenimiento para aquellas organizaciones en las que la continuidad de su negocio o actividad depende
CONSIDERACIONES SOBRE LA GESTIÓN DEL MANTENIMIENTO La complejidad y el valor que tiene la Función de Mantenimiento para aquellas organizaciones en las que la continuidad de su negocio o actividad depende
INGENIERÍA EN MANTENIMIENTO INDUSTRIAL
 HOJA DE ASIGNATURA CON DESGLOSE DE UNIDADES TEMÁTICAS 1. Nombre de la asignatura Estadística Industrial 2. Competencias Diseñar estrategias de mantenimiento mediante el análisis de factores humanos, tecnológicos,
HOJA DE ASIGNATURA CON DESGLOSE DE UNIDADES TEMÁTICAS 1. Nombre de la asignatura Estadística Industrial 2. Competencias Diseñar estrategias de mantenimiento mediante el análisis de factores humanos, tecnológicos,
FULL INMERSION PROGRAM
 R E L I A B I L I T Y & M A I N T E N A N C E E N G I N E E R I N G S Y S T E M 2013 F U L L I N M E R S I O N P R O G R A M INGENIERÍA DE CONFIABILIDAD www.cgssa.com E-mail: empresa@cgssa.com (56) (32)
R E L I A B I L I T Y & M A I N T E N A N C E E N G I N E E R I N G S Y S T E M 2013 F U L L I N M E R S I O N P R O G R A M INGENIERÍA DE CONFIABILIDAD www.cgssa.com E-mail: empresa@cgssa.com (56) (32)
FACULTAD DE INGENIERÍA
 FACULTAD DE INGENIERÍA ESCUELA ACADÉMICO PROFESIONAL DE INGENIERIA EMPRESARIAL Gestión logística para mejorar la productividad del área del almacén de la empresa Inversiones Agropecuarias HC SAC, Provincia
FACULTAD DE INGENIERÍA ESCUELA ACADÉMICO PROFESIONAL DE INGENIERIA EMPRESARIAL Gestión logística para mejorar la productividad del área del almacén de la empresa Inversiones Agropecuarias HC SAC, Provincia
Inteligencia Emocional y Actitud hacia el Proyecto Educativo Institucional de los docentes de las Instituciones Educativas del distrito de Huaura
 UNIVERSIDAD NACIONAL MAYOR DE SAN MARCOS FACULTAD DE PSICOLOGÍA UNIDAD DE POSGRADO Inteligencia Emocional y Actitud hacia el Proyecto Educativo Institucional de los docentes de las Instituciones Educativas
UNIVERSIDAD NACIONAL MAYOR DE SAN MARCOS FACULTAD DE PSICOLOGÍA UNIDAD DE POSGRADO Inteligencia Emocional y Actitud hacia el Proyecto Educativo Institucional de los docentes de las Instituciones Educativas
FACULTAD DE INGENIERÍA
 FACULTAD DE INGENIERÍA ESCUELA ACADÉMICO PROFESIONAL DE INGENIERÍA INDUSTRIAL de operaciones logísticas en el canal de distribución en la empresa Ajinomoto del Perú, distrito del Callao TESIS PARA OBTENER
FACULTAD DE INGENIERÍA ESCUELA ACADÉMICO PROFESIONAL DE INGENIERÍA INDUSTRIAL de operaciones logísticas en el canal de distribución en la empresa Ajinomoto del Perú, distrito del Callao TESIS PARA OBTENER
FACULTAD DE CIENCIAS EMPRESARIALES
 FACULTAD DE CIENCIAS EMPRESARIALES ESCUELA PROFESIONAL DE ADMINISTRACIÓN EL CLIMA LABORAL Y SU INFLUENCIA EN LA PRODUCTIVIDAD DE LOS TRABAJADORES DE LA EMPRESA SYDNEY S.A.C., DISTRITO DE LOS OLIVOS, LIMA
FACULTAD DE CIENCIAS EMPRESARIALES ESCUELA PROFESIONAL DE ADMINISTRACIÓN EL CLIMA LABORAL Y SU INFLUENCIA EN LA PRODUCTIVIDAD DE LOS TRABAJADORES DE LA EMPRESA SYDNEY S.A.C., DISTRITO DE LOS OLIVOS, LIMA
TESIS PARA OPTAR EL GRADO ACADÉMICO DE: MAGISTER EN PSICOLOGÍA EDUCATIVA AUTORA: Bch. Noemí Gladis Ugarte Leandro
 Material Concreto y Resolución de Problemas Aditivos en los Estudiantes del Segundo Grado de Educación Primaria de la Institución Educativa Nº 20109 José María Arguedas - Oyon- 2014 TESIS PARA OPTAR EL
Material Concreto y Resolución de Problemas Aditivos en los Estudiantes del Segundo Grado de Educación Primaria de la Institución Educativa Nº 20109 José María Arguedas - Oyon- 2014 TESIS PARA OPTAR EL
UNIVERSIDAD CESAR VALLEJO
 UNIVERSIDAD CESAR VALLEJO ESCUELA DE POSTGRADO TESIS CLIMA INSTITUCIONAL Y LA CALIDAD DE SERVICIO EDUCATIVO EN EL NIVEL SECUNDARIO DE LA INSTITUCIÓN EDUCATIVA VILLA JARDÍN 1204 DEL DISTRITO DE SAN LUIS,
UNIVERSIDAD CESAR VALLEJO ESCUELA DE POSTGRADO TESIS CLIMA INSTITUCIONAL Y LA CALIDAD DE SERVICIO EDUCATIVO EN EL NIVEL SECUNDARIO DE LA INSTITUCIÓN EDUCATIVA VILLA JARDÍN 1204 DEL DISTRITO DE SAN LUIS,
FACULTAD DE INGENIERÍA
 FACULTAD DE INGENIERÍA ESCUELA ACADÉMICO PROFESIONAL DE INGENIERÍA INDUSTRIAL OPTIMIZACIÓN DE RUTAS DE TRANSPORTE PARA MEJORAR LA PRODUCTIVIDAD EN LA EMPRESA INTERVEGA S.A.C, 2016 TESIS PARA OBTENER EL
FACULTAD DE INGENIERÍA ESCUELA ACADÉMICO PROFESIONAL DE INGENIERÍA INDUSTRIAL OPTIMIZACIÓN DE RUTAS DE TRANSPORTE PARA MEJORAR LA PRODUCTIVIDAD EN LA EMPRESA INTERVEGA S.A.C, 2016 TESIS PARA OBTENER EL
TESIS PARA OPTAR EL GRADO DE ACADEMICO DE: MAGÍSTER EN EDUCACIÓN CON MENCIÓN EN DOCENCIA Y GESTIÓN EDUCATIVA AUTOR: Br. Rudy Chapoñan Camarena
 Programa xmind para mejorar el aprendizaje en el área de ciencia, tecnología y ambiente, de los alumnos de cuarto año de secundaria, en la I.E. La Alborada Francesa, Comas - 2013 TESIS PARA OPTAR EL GRADO
Programa xmind para mejorar el aprendizaje en el área de ciencia, tecnología y ambiente, de los alumnos de cuarto año de secundaria, en la I.E. La Alborada Francesa, Comas - 2013 TESIS PARA OPTAR EL GRADO
TESIS PARA OPTAR EL GRADO ACADÉMICO DE: MAGISTER EN EDUCACIÓN AUTORES: Br. AUGUSTO EDMILIO QUISPE FLORES Br. JOSE MERCEDES PASACHE CHIROQUE
 El planeamiento estratégico y la gestión administrativa en el Instituto de Educación Superior Tecnológico Público María Rosario Araoz Pinto distrito de San Miguel-Lima TESIS PARA OPTAR EL GRADO ACADÉMICO
El planeamiento estratégico y la gestión administrativa en el Instituto de Educación Superior Tecnológico Público María Rosario Araoz Pinto distrito de San Miguel-Lima TESIS PARA OPTAR EL GRADO ACADÉMICO
TESIS PARA OPTAR EL GRADO ACADÉMICO DE: MAGISTER EN GESTIÓN PÚBLICA. AUTOR: Br. Bravo Quesada, José Armando. ASESOR: Mg. Sánchez Camargo, Mario
 Sistema de gestión de seguridad y salud ocupacional en el desempeño laboral del personal de la Unidad de Control de Tránsito de la Policía Nacional Lima Centro. TESIS PARA OPTAR EL GRADO ACADÉMICO DE:
Sistema de gestión de seguridad y salud ocupacional en el desempeño laboral del personal de la Unidad de Control de Tránsito de la Policía Nacional Lima Centro. TESIS PARA OPTAR EL GRADO ACADÉMICO DE:
Estimulación Temprana para el Desarrollo Cognitivo en los niños menores de 3 años en las Cuna Más de Chorrillos 2013.
 Estimulación Temprana para el Desarrollo Cognitivo en los niños menores de 3 años en las Cuna Más de Chorrillos 2013. TESIS PARA OBTENER EL GRADO PROFESIONAL DE MAGISTER EN ADMINISTRACIÓN DE LA EDUCACIÓN
Estimulación Temprana para el Desarrollo Cognitivo en los niños menores de 3 años en las Cuna Más de Chorrillos 2013. TESIS PARA OBTENER EL GRADO PROFESIONAL DE MAGISTER EN ADMINISTRACIÓN DE LA EDUCACIÓN
FACULTAD DE INGENIERÍA
 FACULTAD DE INGENIERÍA ESCUELA ACADÉMICO PROFESIONAL DE INGENIERÍA INDUSTRIAL IMPLEMENTACIÓN DEL MANTENIMIENTO PRODUCTIVO TOTAL (TPM) PARA MEJORAR LA PRODUCTIVIDAD EN LA LÍNEA DE IMPRESIÓN DE LA EMPRESA
FACULTAD DE INGENIERÍA ESCUELA ACADÉMICO PROFESIONAL DE INGENIERÍA INDUSTRIAL IMPLEMENTACIÓN DEL MANTENIMIENTO PRODUCTIVO TOTAL (TPM) PARA MEJORAR LA PRODUCTIVIDAD EN LA LÍNEA DE IMPRESIÓN DE LA EMPRESA
PROPUESTA DE MEJORA DE PLAN DE MANTENIMIENTO PARA GARANTIZAR LA VIDA UTIL SEGÚN EL FABRICANTE DE TREN DE RODAMIENTO DE EQUIPOS SOBRE ORUGA CGM RENTAL
 Facultad de Ingeniería Industrial y Mecánica Carrera Profesional de Ingeniería Automotriz Informe de Suficiencia Profesional para optar el Título Profesional de Ingeniero Automotriz PROPUESTA DE MEJORA
Facultad de Ingeniería Industrial y Mecánica Carrera Profesional de Ingeniería Automotriz Informe de Suficiencia Profesional para optar el Título Profesional de Ingeniero Automotriz PROPUESTA DE MEJORA
CONCEPTO DE FIABILIDAD (RELIABILITY)
") CONCEPTO DE FIABILIDAD (RELIABILITY) Documento elaborado por: Arturo Ruiz-Falcó-vocal del Comité de Confiabilidad de la AEC. En la guerra de Korea (años 50) el Departamento de Defensa (DoD) de los EE.UU
CONCEPTO DE FIABILIDAD (RELIABILITY) Documento elaborado por: Arturo Ruiz-Falcó-vocal del Comité de Confiabilidad de la AEC. En la guerra de Korea (años 50) el Departamento de Defensa (DoD) de los EE.UU
Facultad de Ingeniería Industrial y Mecánica
 Facultad de Ingeniería Industrial y Mecánica Carrera Profesional de Ingeniería Industrial Informe de Suficiencia Profesional para optar el Título Profesional de Ingeniero Industrial APLICACIÓN DEL TPM
Facultad de Ingeniería Industrial y Mecánica Carrera Profesional de Ingeniería Industrial Informe de Suficiencia Profesional para optar el Título Profesional de Ingeniero Industrial APLICACIÓN DEL TPM
Confiabilidad en Mantenimiento
 Diplomado Gerencia de Operaciones Confiabilidad en Mantenimiento Generalidades El factor humano juega un papel fundamental en la Gestión del mantenimiento, especialmente en mejorar la confiabilidad de
Diplomado Gerencia de Operaciones Confiabilidad en Mantenimiento Generalidades El factor humano juega un papel fundamental en la Gestión del mantenimiento, especialmente en mejorar la confiabilidad de
Habilidades sociales y aprendizaje en el área de historia geografía y economía en los estudiantes de primero de secundaria IE 3061 Comas, 2012
 Habilidades sociales y aprendizaje en el área de historia geografía y economía en los estudiantes de primero de secundaria IE 3061 Comas, 2012 TESIS PARA OPTAR EL GRADO ACADÉMICO DE: MAGISTER EN EDUCACIÓN
Habilidades sociales y aprendizaje en el área de historia geografía y economía en los estudiantes de primero de secundaria IE 3061 Comas, 2012 TESIS PARA OPTAR EL GRADO ACADÉMICO DE: MAGISTER EN EDUCACIÓN
FACULTAD DE CIENCIA EMPRESARIALES ESCUELA ACADÉMICO PROFESIONAL DE CONTABILIDAD
 FACULTAD DE CIENCIA EMPRESARIALES ESCUELA ACADÉMICO PROFESIONAL DE CONTABILIDAD LA AUDITORIA INTERNA Y RENTABILIDAD DE LA EMPRESA DISTRIBUIDORA Y COMERCIALIZADORA YVANA DEL DISTRITO LA VICTORIA S.A.C.
FACULTAD DE CIENCIA EMPRESARIALES ESCUELA ACADÉMICO PROFESIONAL DE CONTABILIDAD LA AUDITORIA INTERNA Y RENTABILIDAD DE LA EMPRESA DISTRIBUIDORA Y COMERCIALIZADORA YVANA DEL DISTRITO LA VICTORIA S.A.C.
El clima organizacional y la satisfacción laboral en el personal profesional del servicio parlamentario del congreso de la república, Lima 2014
 El clima organizacional y la satisfacción laboral en el personal profesional del servicio parlamentario del congreso de la república, Lima 2014 TESIS PARA OPTAR EL GRADO ACADÉMICO DE MAGISTER EN GESTIÓN
El clima organizacional y la satisfacción laboral en el personal profesional del servicio parlamentario del congreso de la república, Lima 2014 TESIS PARA OPTAR EL GRADO ACADÉMICO DE MAGISTER EN GESTIÓN
LA CONFIABILIDAD BASADA EN LA DISTRIBUCIÓN WEIBULL, FUNDAMENTO PARA LA OPTIMIZACIÓN DEL MANTENIMIENTO INDUSTRIAL
 LA CONFIABILIDAD BASADA EN LA DISTRIBUCIÓN WEIBULL, FUNDAMENTO PARA LA OPTIMIZACIÓN DEL MANTENIMIENTO INDUSTRIAL Confiabilidad Operacional Este material de autoestudio fue creado en el año 2004 para la
LA CONFIABILIDAD BASADA EN LA DISTRIBUCIÓN WEIBULL, FUNDAMENTO PARA LA OPTIMIZACIÓN DEL MANTENIMIENTO INDUSTRIAL Confiabilidad Operacional Este material de autoestudio fue creado en el año 2004 para la
FACULTAD DE INGENIERÍA
 FACULTAD DE INGENIERÍA ESCUELA ACADÉMICO PROFESIONAL DE INGENIERÍA INDUSTRIAL Estudio de Tiempos y movimientos del proceso de cocción para incrementar la productividad en la empresa Ladrillos Delta S.A.,
FACULTAD DE INGENIERÍA ESCUELA ACADÉMICO PROFESIONAL DE INGENIERÍA INDUSTRIAL Estudio de Tiempos y movimientos del proceso de cocción para incrementar la productividad en la empresa Ladrillos Delta S.A.,
La satisfacción laboral y la productividad según los trabajadores de la gerencia de supervisión de fondos partidarios de la ONPE, 2014
 La satisfacción laboral y la productividad según los trabajadores de la gerencia de supervisión de fondos partidarios de la ONPE, 2014 TESIS PARA OPTAR EL GRADO ACADÉMICO DE: MAGISTER EN GESTIÓN PÚBLICA
La satisfacción laboral y la productividad según los trabajadores de la gerencia de supervisión de fondos partidarios de la ONPE, 2014 TESIS PARA OPTAR EL GRADO ACADÉMICO DE: MAGISTER EN GESTIÓN PÚBLICA
FACULTAD DE CIENCIAS EMPRESARIALES
 1 FACULTAD DE CIENCIAS EMPRESARIALES ESCUELA ACADÉMICO PROFESIONAL DE CONTABILIDAD La Gestión De Créditos y su incidencia en los Estados Financieros, en las empresas de GPS vehicular del Cercado De Lima,
1 FACULTAD DE CIENCIAS EMPRESARIALES ESCUELA ACADÉMICO PROFESIONAL DE CONTABILIDAD La Gestión De Créditos y su incidencia en los Estados Financieros, en las empresas de GPS vehicular del Cercado De Lima,
FRANCISCO VALDIVIESO LEONARDO RUIZ SERGIO SANDOVAL INGENIERIA DE METODOS UNIVERSIDAD DE SANTANDER UDES
 FRANCISCO VALDIVIESO LEONARDO RUIZ SERGIO SANDOVAL INGENIERIA DE METODOS UNIVERSIDAD DE SANTANDER UDES La combinación del TPM y del RCM. Estudio de un caso práctico QUE ES EL TPM Para mejorar la administración
FRANCISCO VALDIVIESO LEONARDO RUIZ SERGIO SANDOVAL INGENIERIA DE METODOS UNIVERSIDAD DE SANTANDER UDES La combinación del TPM y del RCM. Estudio de un caso práctico QUE ES EL TPM Para mejorar la administración
FACULTAD DE CIENCIAS EMPRESARIALES
 FACULTAD DE CIENCIAS EMPRESARIALES ESCUELA ACADÉMICO PROFESIONAL DE NEGOCIOS INTERNACIONALES La calidad de servicio y la competitividad empresarial del depósito aduanero Depósito de Aduanas del Centro
FACULTAD DE CIENCIAS EMPRESARIALES ESCUELA ACADÉMICO PROFESIONAL DE NEGOCIOS INTERNACIONALES La calidad de servicio y la competitividad empresarial del depósito aduanero Depósito de Aduanas del Centro
Gestión Administrativa y Satisfacción Laboral en la Municipalidad de la Perla 2014.
 Gestión Administrativa y Satisfacción Laboral en la Municipalidad de la Perla 2014. TESIS PARA OPTAR EL GRADO ACADÉMICO DE: MAGISTER EN GESTIÓN PÚBLICA AUTOR Br. Bernuy Chávez, Emilio Francisco ASESOR:
Gestión Administrativa y Satisfacción Laboral en la Municipalidad de la Perla 2014. TESIS PARA OPTAR EL GRADO ACADÉMICO DE: MAGISTER EN GESTIÓN PÚBLICA AUTOR Br. Bernuy Chávez, Emilio Francisco ASESOR:
FACULTAD DE INGENIERÍA
 FACULTAD DE INGENIERÍA ESCUELA PROFESIONAL DE INGENIERÍA EMPRESARIAL GESTIÓN DEL PROCESO DE CRÉDITO Y COBRANZA PARA REDUCIR LA MOROSIDAD EN LA COOPERATIVA CRECER JUNTOS, LOS OLIVOS, 2016 TESIS PARA OBTENER
FACULTAD DE INGENIERÍA ESCUELA PROFESIONAL DE INGENIERÍA EMPRESARIAL GESTIÓN DEL PROCESO DE CRÉDITO Y COBRANZA PARA REDUCIR LA MOROSIDAD EN LA COOPERATIVA CRECER JUNTOS, LOS OLIVOS, 2016 TESIS PARA OBTENER
Programa de Especialización Para Profesionales
 Programa de Especialización Para Profesionales Quienes somos Tecsup es una organización educativa privada de calidad internacional en Ingeniería Aplicada, que forma profesionales en disciplinas para las
Programa de Especialización Para Profesionales Quienes somos Tecsup es una organización educativa privada de calidad internacional en Ingeniería Aplicada, que forma profesionales en disciplinas para las
UNIVERSIDAD CÉSAR VALLEJO
 UNIVERSIDAD CÉSAR VALLEJO ESCUELA DE POSTGRADO TESIS LIDERAZGO DIRECTIVO Y SU RELACIÓN CON CALIDAD DEL SERVICIO DE LOS INSTITUTOS DE INVESTIGACIÓN DE LA UNIVERSIDAD NACIONAL DEL CALLAO 2013 PARA OBTENER
UNIVERSIDAD CÉSAR VALLEJO ESCUELA DE POSTGRADO TESIS LIDERAZGO DIRECTIVO Y SU RELACIÓN CON CALIDAD DEL SERVICIO DE LOS INSTITUTOS DE INVESTIGACIÓN DE LA UNIVERSIDAD NACIONAL DEL CALLAO 2013 PARA OBTENER
UNIVERSIDAD CÉSAR VALLEJO ESCUELA DE POST GRADO
 UNIVERSIDAD CÉSAR VALLEJO ESCUELA DE POST GRADO TESIS DESEMPEÑO DOCENTE EN EL AULA Y LOS LOGROS DE APRENDIZAJE DE LOS ESTUDIANTES DEL PRIMER GRADO DESDE LA ÓPTICA DEL ACOMPAÑANTE PEDAGÓGICO DE LA RED 02
UNIVERSIDAD CÉSAR VALLEJO ESCUELA DE POST GRADO TESIS DESEMPEÑO DOCENTE EN EL AULA Y LOS LOGROS DE APRENDIZAJE DE LOS ESTUDIANTES DEL PRIMER GRADO DESDE LA ÓPTICA DEL ACOMPAÑANTE PEDAGÓGICO DE LA RED 02
FACULTAD DE INGENIERÍA
 FACULTAD DE INGENIERÍA ESCUELA ACADÉMICO PROFESIONAL DE INGENIERÍA INDUSTRIAL APLICACIÓN DEL PLAN DE MANTENIMIENTO PREVENTIVO PARA MEJORAR LA PRODUCTIVIDAD DE LOS EQUIPOS BIOMÉDICOS CLÍNICA SAN JUAN BAUTISTA
FACULTAD DE INGENIERÍA ESCUELA ACADÉMICO PROFESIONAL DE INGENIERÍA INDUSTRIAL APLICACIÓN DEL PLAN DE MANTENIMIENTO PREVENTIVO PARA MEJORAR LA PRODUCTIVIDAD DE LOS EQUIPOS BIOMÉDICOS CLÍNICA SAN JUAN BAUTISTA
Artículo Creado por Juan Francisco Morales Zamora
 4.4.2 Pilar Progresivo o Planificado. El mantenimiento progresivo es uno de los pilares más importantes en la búsqueda de beneficios en una organización industrial. El JIPM le ha dado a este pilar el nombre
4.4.2 Pilar Progresivo o Planificado. El mantenimiento progresivo es uno de los pilares más importantes en la búsqueda de beneficios en una organización industrial. El JIPM le ha dado a este pilar el nombre
UNIVERSIDAD CÉSAR VALLEJO
 UNIVERSIDAD CÉSAR VALLEJO ESCUELA DE POSTGRADO TESIS PERCEPCIÓN DE LOS NIVELES DE NORADRENALINA Y LA ATENCIÓN DE LOS ESTUDIANTES DEL NIVEL SECUNDARIA EN LAS INSTITUCIONES EDUCATIVAS PARTICULARES DE VALDIVIEZO
UNIVERSIDAD CÉSAR VALLEJO ESCUELA DE POSTGRADO TESIS PERCEPCIÓN DE LOS NIVELES DE NORADRENALINA Y LA ATENCIÓN DE LOS ESTUDIANTES DEL NIVEL SECUNDARIA EN LAS INSTITUCIONES EDUCATIVAS PARTICULARES DE VALDIVIEZO
FACULTAD DE INGENIERIA INDUSTRIAL
 FACULTAD DE INGENIERIA INDUSTRIAL ESCUELA ACADÉMICO PROFESIONAL DE INGENIERIA INDUSTRIAL APLICACIÓN DE INGENIERIA DE METODOS PARA INCREMENTAR LA PRODUCTIVIDAD EN LA EMPRESA MOTORED SAC EN EL AÑO 2016.
FACULTAD DE INGENIERIA INDUSTRIAL ESCUELA ACADÉMICO PROFESIONAL DE INGENIERIA INDUSTRIAL APLICACIÓN DE INGENIERIA DE METODOS PARA INCREMENTAR LA PRODUCTIVIDAD EN LA EMPRESA MOTORED SAC EN EL AÑO 2016.
FACULTAD DE CIENCIAS EMPRESARIALES
 FACULTAD DE CIENCIAS EMPRESARIALES ESCUELA PROFESIONAL DE ADMINISTRACIÓN LA IMAGEN CORPORATIVA Y SU INFLUENCIA EN LA FIDELIZACIÓN DE LOS CLIENTES EN LA EMPRESA MC SERVICIOS GRÁFICOS S.A.C, DISTRITO DE
FACULTAD DE CIENCIAS EMPRESARIALES ESCUELA PROFESIONAL DE ADMINISTRACIÓN LA IMAGEN CORPORATIVA Y SU INFLUENCIA EN LA FIDELIZACIÓN DE LOS CLIENTES EN LA EMPRESA MC SERVICIOS GRÁFICOS S.A.C, DISTRITO DE
UNIVERSIDAD CESAR VALLEJO ESCUELA DE POSTGRADO
 UNIVERSIDAD CESAR VALLEJO ESCUELA DE POSTGRADO TESIS CLIMA ORGANIZACIONAL Y SATISFACCIÓN LABORAL EN LOS CENTROS DE EDUCACIÓN BÁSICA REGULAR DEL DISTRITO DE SAN VICENTE DE CAÑETE 2013 PARA OPTAR EL GRADO
UNIVERSIDAD CESAR VALLEJO ESCUELA DE POSTGRADO TESIS CLIMA ORGANIZACIONAL Y SATISFACCIÓN LABORAL EN LOS CENTROS DE EDUCACIÓN BÁSICA REGULAR DEL DISTRITO DE SAN VICENTE DE CAÑETE 2013 PARA OPTAR EL GRADO
Liderazgo directivo pedagógico y competencia profesional de los docentes de secundaria de una institución educativa, Ica
 Liderazgo directivo pedagógico y competencia profesional de los docentes de secundaria de una institución educativa, Ica - 2016 TESIS PARA OBTENER EL GRADO ACADÉMICO DE: DOCTOR EN EDUCACIÓN AUTOR(A): Mg.
Liderazgo directivo pedagógico y competencia profesional de los docentes de secundaria de una institución educativa, Ica - 2016 TESIS PARA OBTENER EL GRADO ACADÉMICO DE: DOCTOR EN EDUCACIÓN AUTOR(A): Mg.
Programa escuela de padres y el logro de competencias comunicativas en los estudiantes del V ciclo I.E Nº00474 Germán Tejada Vela de Moyobamba 2015.
 Programa escuela de padres y el logro de competencias comunicativas en los estudiantes del V ciclo I.E Nº00474 Germán Tejada Vela de Moyobamba 2015. TESIS PARA OPTAR EL GRADO ACADÉMICO DE: Magister en
Programa escuela de padres y el logro de competencias comunicativas en los estudiantes del V ciclo I.E Nº00474 Germán Tejada Vela de Moyobamba 2015. TESIS PARA OPTAR EL GRADO ACADÉMICO DE: Magister en
MEJORA EN LA GESTIÓN DE ALMACENES CON DETERMINACIÓN DEL STOCK DE SEGURIDAD EN LA EMPRESA CANTOL S.A.C
 Facultad de Ingeniería Industrial y Mecánica Carrera Profesional de Ingeniería Industrial INFORME DE SUFICIENCIA PROFESIONAL MEJORA EN LA GESTIÓN DE ALMACENES CON DETERMINACIÓN DEL STOCK DE SEGURIDAD EN
Facultad de Ingeniería Industrial y Mecánica Carrera Profesional de Ingeniería Industrial INFORME DE SUFICIENCIA PROFESIONAL MEJORA EN LA GESTIÓN DE ALMACENES CON DETERMINACIÓN DEL STOCK DE SEGURIDAD EN
UNIVERSIDAD CÉSAR VALLEJO
 UNIVERSIDAD CÉSAR VALLEJO ESCUELA DE POSTGRADO TESIS RELACIÓN ENTRE EL NIVEL DE INTELIGENCIA Y EL RENDIMIENTO ESCOLAR EN ESTUDIANTES DE UNA INSTITUCIÓN EDUCATIVA ESTATAL DEL DISTRITO DE LOS OLIVOS, 2011
UNIVERSIDAD CÉSAR VALLEJO ESCUELA DE POSTGRADO TESIS RELACIÓN ENTRE EL NIVEL DE INTELIGENCIA Y EL RENDIMIENTO ESCOLAR EN ESTUDIANTES DE UNA INSTITUCIÓN EDUCATIVA ESTATAL DEL DISTRITO DE LOS OLIVOS, 2011
FACULTAD DE EDUCACIÓN E IDIOMAS TESIS PARA OPTAR EL TÍTULO PROFESIONAL DE: LICENCIADA EN EDUCACIÓN AUTORA: Br. Suly Mayra Madrid Sunción ASESORA:
 FACULTAD DE EDUCACIÓN E IDIOMAS Nivel de comprensión de textos descriptivos en alumnos de tercer año de secundaria de la Institución Educativa Enrique Guzmán y Valle de Los Olivos, 2013 TESIS PARA OPTAR
FACULTAD DE EDUCACIÓN E IDIOMAS Nivel de comprensión de textos descriptivos en alumnos de tercer año de secundaria de la Institución Educativa Enrique Guzmán y Valle de Los Olivos, 2013 TESIS PARA OPTAR
FACULTAD DE INGENIERÍA
 FACULTAD DE INGENIERÍA ESCUELA ACADÉMICO PROFESIONAL DE INGENIERÍA INDUSTRIAL OPTIMIZACIÓN DE TIEMPOS Y MOVIMIENTOS PARA INCREMENTAR LA PRODUCTIVIDAD DE ACTIVACIÓN DE CUENTAS EN EL DEPARTAMENTO DE PODERES
FACULTAD DE INGENIERÍA ESCUELA ACADÉMICO PROFESIONAL DE INGENIERÍA INDUSTRIAL OPTIMIZACIÓN DE TIEMPOS Y MOVIMIENTOS PARA INCREMENTAR LA PRODUCTIVIDAD DE ACTIVACIÓN DE CUENTAS EN EL DEPARTAMENTO DE PODERES
FACULTAD DE INGENIERÍA
 FACULTAD DE INGENIERÍA ESCUELA ACADÉMICO PROFESIONAL DE INGENIERÍA INDUSTRIAL APLICACIÓN DE UN PLAN DE MANTENIMIENTO PREVENTIVO EN LA LÍNEA ISOTÓNICA PARA REDUCIR TIEMPOS DE PARADA EN PRODUCCIÓN DE LA
FACULTAD DE INGENIERÍA ESCUELA ACADÉMICO PROFESIONAL DE INGENIERÍA INDUSTRIAL APLICACIÓN DE UN PLAN DE MANTENIMIENTO PREVENTIVO EN LA LÍNEA ISOTÓNICA PARA REDUCIR TIEMPOS DE PARADA EN PRODUCCIÓN DE LA
PLANIFICACION ESTRATEGICA DE RECURSOS HUMANOS Y GESTION DEL CONOCIMIENTO EN EL SECTOR UNIVERSITARIO PÚBLICO
 REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD RAFAEL BELLOSO CHACÍN VICERRECTORADO DE INVESTIGACIÓN Y POSTGRADO DECANATO DE INVESTIGACIÓN Y POSTGRADO MAESTRÍA EN GERENCIA DE RECURSOS HUMANOS PLANIFICACION
REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD RAFAEL BELLOSO CHACÍN VICERRECTORADO DE INVESTIGACIÓN Y POSTGRADO DECANATO DE INVESTIGACIÓN Y POSTGRADO MAESTRÍA EN GERENCIA DE RECURSOS HUMANOS PLANIFICACION
UNIVERSIDAD TECNOLÓGICA DEL PERÚ ESCUELA DE POST GRADO
 UNIVERSIDAD TECNOLÓGICA DEL PERÚ ESCUELA DE POST GRADO TESIS RELACIÓN DE ESTILOS DE APRENDIZAJE Y EL RENDIMIENTO ACADÉMICO DE LOS ALUMNOS DE I CICLO DE LA ESCUELA DE MECÁNICA DE FLUIDOS DE LA UNIVERSIDAD
UNIVERSIDAD TECNOLÓGICA DEL PERÚ ESCUELA DE POST GRADO TESIS RELACIÓN DE ESTILOS DE APRENDIZAJE Y EL RENDIMIENTO ACADÉMICO DE LOS ALUMNOS DE I CICLO DE LA ESCUELA DE MECÁNICA DE FLUIDOS DE LA UNIVERSIDAD
Universidad de Sonora Departamento de Matemáticas Área Económico Administrativa
 Universidad de Sonora Departamento de Matemáticas Área Económico Administrativa Materia: Estadística I Maestro: Dr. Francisco Javier Tapia Moreno Semestre: 2015-2 Hermosillo, Sonora, a 13 de enero de 2016.
Universidad de Sonora Departamento de Matemáticas Área Económico Administrativa Materia: Estadística I Maestro: Dr. Francisco Javier Tapia Moreno Semestre: 2015-2 Hermosillo, Sonora, a 13 de enero de 2016.
UNIVERSIDAD TECNOLÓGICA DE PEREIRA FACULTAD DE CIENCIAS EMPRESARIALES: PROGRAMA DE PREGRADO MAPA DE COMPETENCIAS
 UNIVERSIDAD TECNOLÓGICA DE PEREIRA FACULTAD DE CIENCIAS EMPRESARIALES: PROGRAMA DE PREGRADO MAPA DE S MISIÒN: Somos una facultad de alta calidad académica, formada por un equipo pluralista y tolerante
UNIVERSIDAD TECNOLÓGICA DE PEREIRA FACULTAD DE CIENCIAS EMPRESARIALES: PROGRAMA DE PREGRADO MAPA DE S MISIÒN: Somos una facultad de alta calidad académica, formada por un equipo pluralista y tolerante
TESIS PARA OBTENER EL GRADO ACADÉMICO DE: MAGISTER EN: PSICOLOGÍA EDUCATIVA AUTORES: Br. Rosario Alor Ruiz. Br. María Guadalupe Chávez Arrarte
 Los juegos infantiles y las habilidades sociales en los estudiantes del primer grado de primaria de la Institución Educativa Emblemática Luis Fabio Xammar Jurado, Huacho- 2013 TESIS PARA OBTENER EL GRADO
Los juegos infantiles y las habilidades sociales en los estudiantes del primer grado de primaria de la Institución Educativa Emblemática Luis Fabio Xammar Jurado, Huacho- 2013 TESIS PARA OBTENER EL GRADO
Nivel de gestión del presupuesto participativo según la percepción de los agentes participantes del distrito de Huaura 2015
 1 Nivel de gestión del presupuesto participativo según la percepción de los agentes participantes del distrito de Huaura 2015 TESIS PARA OPTAR EL GRADO ACADÉMICO DE: MAGÍSTER EN GESTIÓN PÚBLICA AUTOR:
1 Nivel de gestión del presupuesto participativo según la percepción de los agentes participantes del distrito de Huaura 2015 TESIS PARA OPTAR EL GRADO ACADÉMICO DE: MAGÍSTER EN GESTIÓN PÚBLICA AUTOR:
Simulación y evaluación de la confiabilidad de un proceso de sistema de producción
 Simulación y evaluación de la confiabilidad de un proceso de sistema de producción Jorge Loor Quevedo 1, Fernando Sandoya 2 1 Ingeniero en Estadística Informática 2003 2 Director de Tesis. Matemático.
Simulación y evaluación de la confiabilidad de un proceso de sistema de producción Jorge Loor Quevedo 1, Fernando Sandoya 2 1 Ingeniero en Estadística Informática 2003 2 Director de Tesis. Matemático.
HERRAMIENTAS Y METODOLOGÍAS PARA DETERMINAR LOS FACTORES QUE PRODUCEN LOS ACCIDENTES LABORALES EN UNA EMPRESA EN LIMA
 1 FACULTAD DE INGENIERÍA Carrera de Ingeniería Industrial HERRAMIENTAS Y METODOLOGÍAS PARA DETERMINAR LOS FACTORES QUE PRODUCEN LOS ACCIDENTES LABORALES EN UNA EMPRESA EN LIMA Tesis para optar el Título
1 FACULTAD DE INGENIERÍA Carrera de Ingeniería Industrial HERRAMIENTAS Y METODOLOGÍAS PARA DETERMINAR LOS FACTORES QUE PRODUCEN LOS ACCIDENTES LABORALES EN UNA EMPRESA EN LIMA Tesis para optar el Título
Estimado lector. Costo del libro U$S 30 mas gastos de envío
 Estimado lector En éste nuevo libro se aborda en forma completa los distintos tipos de mantenimientos: preventivo/ proactivo/ predictivo. Comprenderá como calcular la vida útil de las máquinas, la fiabilidad
Estimado lector En éste nuevo libro se aborda en forma completa los distintos tipos de mantenimientos: preventivo/ proactivo/ predictivo. Comprenderá como calcular la vida útil de las máquinas, la fiabilidad
FACULTAD DE CIENCIAS EMPRESARIALES
 FACULTAD DE CIENCIAS EMPRESARIALES ESCUELA ACADEMICA PROFESIONAL DE CONTABILIDAD La rotación de personal y su incidencia en los resultados del periodo contable de las empresas del sector de restaurantes
FACULTAD DE CIENCIAS EMPRESARIALES ESCUELA ACADEMICA PROFESIONAL DE CONTABILIDAD La rotación de personal y su incidencia en los resultados del periodo contable de las empresas del sector de restaurantes
Nivel de percepción de las radiaciones no ionizantes en la localidad de Chosica, 2014
 Nivel de percepción de las radiaciones no ionizantes en la localidad de Chosica, 2014 TESIS PARA OBTENER EL GRADO PROFESIONAL DE: MAGISTER EN GESTIÓN PÚBLICA AUTOR Br. Marcelo Julián Miranda Ortiz ASESOR:
Nivel de percepción de las radiaciones no ionizantes en la localidad de Chosica, 2014 TESIS PARA OBTENER EL GRADO PROFESIONAL DE: MAGISTER EN GESTIÓN PÚBLICA AUTOR Br. Marcelo Julián Miranda Ortiz ASESOR:
Aptitudes Mentales Primarias de los estudiantes de quinto año de educación secundaria en Instituciones Estatales y Particulares 2015
 Aptitudes Mentales Primarias de los estudiantes de quinto año de educación secundaria en Instituciones Estatales y Particulares 2015 TESIS PARA OPTAR EL GRADO ACADÉMICO DE: MAGÍSTER EN PSICOLOGÍA EDUCATIVA
Aptitudes Mentales Primarias de los estudiantes de quinto año de educación secundaria en Instituciones Estatales y Particulares 2015 TESIS PARA OPTAR EL GRADO ACADÉMICO DE: MAGÍSTER EN PSICOLOGÍA EDUCATIVA
FACULTAD DE INGENIERÍA ESCUELA PROFESIONAL DE INGENIERÍA INDUSTRIAL
 FACULTAD DE INGENIERÍA ESCUELA PROFESIONAL DE INGENIERÍA INDUSTRIAL Aplicación del mantenimiento productivo total para mejorar la productividad de la línea de maquinado en la empresa Sefasi E.I.R.L, Cercado
FACULTAD DE INGENIERÍA ESCUELA PROFESIONAL DE INGENIERÍA INDUSTRIAL Aplicación del mantenimiento productivo total para mejorar la productividad de la línea de maquinado en la empresa Sefasi E.I.R.L, Cercado
El presupuesto por resultados y la gestión de la infraestructura vial de Provias Nacional 2015
 El presupuesto por resultados y la gestión de la infraestructura vial de Provias Nacional 2015 TESIS PARA OBTENER EL GRADO ACADÉMICO DE: Maestro en Gestión Pública AUTOR: Br. Julio Manuel Gallardo de la
El presupuesto por resultados y la gestión de la infraestructura vial de Provias Nacional 2015 TESIS PARA OBTENER EL GRADO ACADÉMICO DE: Maestro en Gestión Pública AUTOR: Br. Julio Manuel Gallardo de la
Control interno y gestión por resultados en los directivos y trabajadores del gobierno local de Huaraz, 2014.
 Control interno y gestión por resultados en los directivos y trabajadores del gobierno local de Huaraz, 2014. TESIS PARA OPTAR EL GRADO ACADÉMICO DE: MAGÍSTER EN GESTIÓN PÚBLICA AUTOR: Br. Flores Pasión,
Control interno y gestión por resultados en los directivos y trabajadores del gobierno local de Huaraz, 2014. TESIS PARA OPTAR EL GRADO ACADÉMICO DE: MAGÍSTER EN GESTIÓN PÚBLICA AUTOR: Br. Flores Pasión,
Convivencia escolar y autoestima en estudiantes del 6to grado de primaria de la Ugel Nº 16 Barranca, 2015
 Convivencia escolar y autoestima en estudiantes del 6to grado de primaria de la Ugel Nº 16 Barranca, 2015 Tesis para optar el grado académico de: Magister en Psicología Educativa AUTORA: Br. Stephanie
Convivencia escolar y autoestima en estudiantes del 6to grado de primaria de la Ugel Nº 16 Barranca, 2015 Tesis para optar el grado académico de: Magister en Psicología Educativa AUTORA: Br. Stephanie
FACULTAD DE INGENIERIA
 FACULTAD DE INGENIERIA ESCUELA PROFESIONAL DE INGENIERÍA CIVIL Gestión de Productividad en la Partida de Acabados en la Construcción de un Edificio Multifamiliar aplicando los conceptos de la Filosofía
FACULTAD DE INGENIERIA ESCUELA PROFESIONAL DE INGENIERÍA CIVIL Gestión de Productividad en la Partida de Acabados en la Construcción de un Edificio Multifamiliar aplicando los conceptos de la Filosofía
EL SISTEMA PMO: OPTIMIZACIÓN REAL DEL MANTENIMIENTO PLANEADO
 EL SISTEMA PMO: OPTIMIZACIÓN REAL DEL MANTENIMIENTO PLANEADO Administración de Empresas Este material de autoestudio fue creado en el año 2007 para la asignatura Administración de Empresas del programa
EL SISTEMA PMO: OPTIMIZACIÓN REAL DEL MANTENIMIENTO PLANEADO Administración de Empresas Este material de autoestudio fue creado en el año 2007 para la asignatura Administración de Empresas del programa
FACULTAD DE CIENCIAS EMPRESARIALES
 FACULTAD DE CIENCIAS EMPRESARIALES ESCUELA ACADÉMICO PROFESIONAL DE CONTABILIDAD Ciclo de conversión del efectivo y su relación en la liquidez de la empresa Lácteos Piamonte S.A.C. en el período 2016.
FACULTAD DE CIENCIAS EMPRESARIALES ESCUELA ACADÉMICO PROFESIONAL DE CONTABILIDAD Ciclo de conversión del efectivo y su relación en la liquidez de la empresa Lácteos Piamonte S.A.C. en el período 2016.
UNIVERSIDAD CÉSAR VALLEJO
 UNIVERSIDAD CÉSAR VALLEJO ESCUELA DE POSTGRADO TESIS EL CLIMA INSTITUCIONAL Y LA PERCEPCION DEL DESEMPEÑO DOCENTE EN LA RED N 08 DE LA UGEL 01 2012 PARA OBTENER EL GRADO DE MAGISTER EN EDUCACIÓN CON MENCION
UNIVERSIDAD CÉSAR VALLEJO ESCUELA DE POSTGRADO TESIS EL CLIMA INSTITUCIONAL Y LA PERCEPCION DEL DESEMPEÑO DOCENTE EN LA RED N 08 DE LA UGEL 01 2012 PARA OBTENER EL GRADO DE MAGISTER EN EDUCACIÓN CON MENCION
MODELIZACION 01. Universidad Nacional de La Pampa Facultad de Ciencias Económicas y Jurídicas 18 - Métodos Cuantitativos para la Administración
 Bibliografía Mathur y Solow; Investigación de Operaciones - El arte de la toma de decisiones. Ed. Prentice Hall Anderson, Sweeney y Williams; Introducción a los modelos cuantitativos para Administración.
Bibliografía Mathur y Solow; Investigación de Operaciones - El arte de la toma de decisiones. Ed. Prentice Hall Anderson, Sweeney y Williams; Introducción a los modelos cuantitativos para Administración.
HERRAMIENTAS ESTRATEGIAS DE CONFIABILIDAD OPERACIONAL
 HERRAMIENTAS ESTRATEGIAS DE CONFIABILIDAD OPERACIONAL Administración de Empresas Este material de autoestudio fue creado en el año 2005 para la asignatura Administración de Empresas del programa Ingeniería
HERRAMIENTAS ESTRATEGIAS DE CONFIABILIDAD OPERACIONAL Administración de Empresas Este material de autoestudio fue creado en el año 2005 para la asignatura Administración de Empresas del programa Ingeniería
FACULTAD DE CIENCIAS DE LA COMUNICACIÓN
 FACULTAD DE CIENCIAS DE LA COMUNICACIÓN ESCUELA PROFESIONAL DE ARTE & DISEÑO GRÁFICO EMPRESARIAL LA INFLUENCIA DEL DISEÑO EDITORIAL EN EL NIVEL DE LECTORÍA EN LA REVISTA MARINERA Y PUNTO, EN ACADEMIAS
FACULTAD DE CIENCIAS DE LA COMUNICACIÓN ESCUELA PROFESIONAL DE ARTE & DISEÑO GRÁFICO EMPRESARIAL LA INFLUENCIA DEL DISEÑO EDITORIAL EN EL NIVEL DE LECTORÍA EN LA REVISTA MARINERA Y PUNTO, EN ACADEMIAS
TESIS PARA OPTAR EL GRADO ACADÉMICO DE: MAGISTER EN GESTIÓN PÚBLICA. AUTOR Br. German Alexander Terán Sánchez. ASESOR: Dr. Luis Alberto Nuñez Lira
 La capacitación y la productividad de las MYPES de Lima Metropolitana participantes en el Programa Gestionando del Ministerio de la Producción en el año 2012 TESIS PARA OPTAR EL GRADO ACADÉMICO DE: MAGISTER
La capacitación y la productividad de las MYPES de Lima Metropolitana participantes en el Programa Gestionando del Ministerio de la Producción en el año 2012 TESIS PARA OPTAR EL GRADO ACADÉMICO DE: MAGISTER
Unidad 8. Indicadores de gestión de mantenimiento.
 Unidad 8. Indicadores de gestión de mantenimiento. Son parámetros numéricos que convenientemente utilizadas, pueden ofrecernos una oportunidad de mejora continua en el desarrollo, aplicación de nuestro
Unidad 8. Indicadores de gestión de mantenimiento. Son parámetros numéricos que convenientemente utilizadas, pueden ofrecernos una oportunidad de mejora continua en el desarrollo, aplicación de nuestro
Conceptos relativos a la fiabilidad: FALLOS
 TÉRMINOS USUALES DE LA CONFIABILIDAD (1) Documento elaborado por: Joaquín Gómez del Río-vocal del Comité de Confiabilidad de la AEC. Conceptos relativos a la fiabilidad: FALLOS FALLO: (de un elemento)
TÉRMINOS USUALES DE LA CONFIABILIDAD (1) Documento elaborado por: Joaquín Gómez del Río-vocal del Comité de Confiabilidad de la AEC. Conceptos relativos a la fiabilidad: FALLOS FALLO: (de un elemento)
UNIVERSIDAD CÉSAR VALLEJO
 UNIVERSIDAD CÉSAR VALLEJO ESCUELA DE POSTGRADO TESIS EL USO DE INTERNET Y EL RENDIMIENTO ESCOLAR EN MATEMÁTICA Y COMUNICACIÓN DE LOS ALUMNOS DEL NIVEL SECUNDARIO DE INSTITUCIONES EDUCATIVAS ESTATALES DEL
UNIVERSIDAD CÉSAR VALLEJO ESCUELA DE POSTGRADO TESIS EL USO DE INTERNET Y EL RENDIMIENTO ESCOLAR EN MATEMÁTICA Y COMUNICACIÓN DE LOS ALUMNOS DEL NIVEL SECUNDARIO DE INSTITUCIONES EDUCATIVAS ESTATALES DEL
FORMACIÓN E-LEARNING. Curso Online de Gestión del Mantenimiento Industrial
 FORMACIÓN E-LEARNING Curso Online de Gestión del Mantenimiento Industrial Metodologías y herramientas para una correcta organización, planificación y control del mantenimiento industrial. ARGENTINA (54)
FORMACIÓN E-LEARNING Curso Online de Gestión del Mantenimiento Industrial Metodologías y herramientas para una correcta organización, planificación y control del mantenimiento industrial. ARGENTINA (54)
Eficacia del sistema informático en el proceso de control de proyectos de investigación en la Universidad César Vallejo Lima Norte, 2013
 Eficacia del sistema informático en el proceso de control de proyectos de investigación en la Universidad César Vallejo Lima Norte, 2013 TESIS PARA OBTENER EL GRADO ACADÉMICO DE: DOCTOR EN ADMINISTRACIÓN
Eficacia del sistema informático en el proceso de control de proyectos de investigación en la Universidad César Vallejo Lima Norte, 2013 TESIS PARA OBTENER EL GRADO ACADÉMICO DE: DOCTOR EN ADMINISTRACIÓN
Capítulo 1. Introducción
 Capítulo 1 Introducción El fenómeno sísmico representa una de las manifestaciones más impactantes de la naturaleza. Las pérdidas de vidas humanas y la destrucción de las infraestructuras creadas por el
Capítulo 1 Introducción El fenómeno sísmico representa una de las manifestaciones más impactantes de la naturaleza. Las pérdidas de vidas humanas y la destrucción de las infraestructuras creadas por el
El liderazgo pedagógico directivo y su relación con la gestión pedagógica de la Institución Educativa Argentina Cercado de Lima, 2013.
 El liderazgo pedagógico directivo y su relación con la gestión pedagógica de la Institución Educativa Argentina Cercado de Lima, 2013. TESIS PARA OBTENER EL TITULO PROFESIONAL DE: LICENCIADO EN EDUCACIÓN
El liderazgo pedagógico directivo y su relación con la gestión pedagógica de la Institución Educativa Argentina Cercado de Lima, 2013. TESIS PARA OBTENER EL TITULO PROFESIONAL DE: LICENCIADO EN EDUCACIÓN
COMO REDUCIR COSTOS EN LOS MANTENIMIENTOS A TURBINAS DE VAPOR
 COMO REDUCIR COSTOS EN LOS MANTENIMIENTOS A TURBINAS DE VAPOR Preparado por TSI 07 2013 Como reducir Costos de mantenimiento Página 1 de 5 1. OBJETIVO DE LA PRESENTACIÓN Interpretar los diferentes conceptos
COMO REDUCIR COSTOS EN LOS MANTENIMIENTOS A TURBINAS DE VAPOR Preparado por TSI 07 2013 Como reducir Costos de mantenimiento Página 1 de 5 1. OBJETIVO DE LA PRESENTACIÓN Interpretar los diferentes conceptos
FACULTAD DE CIENCIAS EMPRESARIALES
 FACULTAD DE CIENCIAS EMPRESARIALES ESCUELA PROFESIONAL DE NEGOCIOS INTERNACIONALES COMERCIO INTERNACIONAL Y COMPETITIVIDAD DE LA LANA DE ALPACA PERUANA 2008-2015 TESIS PARA OBTENER EL TÍTULO PROFESIONAL
FACULTAD DE CIENCIAS EMPRESARIALES ESCUELA PROFESIONAL DE NEGOCIOS INTERNACIONALES COMERCIO INTERNACIONAL Y COMPETITIVIDAD DE LA LANA DE ALPACA PERUANA 2008-2015 TESIS PARA OBTENER EL TÍTULO PROFESIONAL
LVF LVF ÁREA DE INNOVACIÓN: TPM/OEE. Presentación de servicios del: ÁREA DE INNOVACIÓN. Oferta de servicios de consultoría de Producción
 Presentación de servicios del: : Índice de contenidos 1 2 3 4 Qué es TPM? La eficiencia global de los equipos. OEE Proceso de implantación. Plan de trabajo 5 Al terminar el proyecto. Qué es TPM? El TPM,
Presentación de servicios del: : Índice de contenidos 1 2 3 4 Qué es TPM? La eficiencia global de los equipos. OEE Proceso de implantación. Plan de trabajo 5 Al terminar el proyecto. Qué es TPM? El TPM,
FACULTAD DE CIENCIAS EMPRESARIALES
 FACULTAD DE CIENCIAS EMPRESARIALES ESCUELA PROFESIONAL DE ADMINISTRACIÓN EN TURISMO Y HOTELERÍA Buenas prácticas en Housekeeping en el Hotel San Agustín Exclusive desde la perspectiva de los colaboradores,
FACULTAD DE CIENCIAS EMPRESARIALES ESCUELA PROFESIONAL DE ADMINISTRACIÓN EN TURISMO Y HOTELERÍA Buenas prácticas en Housekeeping en el Hotel San Agustín Exclusive desde la perspectiva de los colaboradores,
CURSO INTENSIVO #R03-40hrs CONFIABILIDAD Y MANTENIBILIDAD DE PLANTAS. NIVEL II -MODELOS ESTADISTICOS-MATEMATICOS CON APLICACIONES PRACTICAS-
 OBJETIVO: Presentar la teoría matemática, modelos estadísticos y aplicaciones prácticas de Confiabilidad y Mantenibilidad en una forma fácil de comprender con el fin de utilizarlas para pronosticar el
OBJETIVO: Presentar la teoría matemática, modelos estadísticos y aplicaciones prácticas de Confiabilidad y Mantenibilidad en una forma fácil de comprender con el fin de utilizarlas para pronosticar el
SOLUCIONES INTEGRADAS PARA LA ADMINISTRACION, GESTION Y CONTROL DE MANTENIMIENTOS DE EQUIPAMIENTO INDUSTRIAL
 SOLUCIONES INTEGRADAS PARA LA ADMINISTRACION, GESTION Y CONTROL DE MANTENIMIENTOS DE EQUIPAMIENTO INDUSTRIAL BENEFICIOS DE LA INFORMATIZACION DEL MANTENIMIENTO. La implantación del sistema proporciona
SOLUCIONES INTEGRADAS PARA LA ADMINISTRACION, GESTION Y CONTROL DE MANTENIMIENTOS DE EQUIPAMIENTO INDUSTRIAL BENEFICIOS DE LA INFORMATIZACION DEL MANTENIMIENTO. La implantación del sistema proporciona
FACULTAD DE EDUCACIÓN E IDIOMAS
 FACULTAD DE EDUCACIÓN E IDIOMAS Nivel de comprensión inferencial de lectura en los estudiantes de segundo grado de primaria en la Institución Educativa n. 2020 Maestro José Antonio Encinas - Comas, 2016
FACULTAD DE EDUCACIÓN E IDIOMAS Nivel de comprensión inferencial de lectura en los estudiantes de segundo grado de primaria en la Institución Educativa n. 2020 Maestro José Antonio Encinas - Comas, 2016
Facultad de Ingeniería Industrial y Mecánica
 Facultad de Ingeniería Industrial y Mecánica Carrera Profesional de Ingeniería Aeronáutica Informe de Suficiencia Profesional para optar el Título Profesional de Ingeniero Aeronáutico IMPLEMENTACIÓN DE
Facultad de Ingeniería Industrial y Mecánica Carrera Profesional de Ingeniería Aeronáutica Informe de Suficiencia Profesional para optar el Título Profesional de Ingeniero Aeronáutico IMPLEMENTACIÓN DE