CAPITULO 3 3. DISCUSIÓN DE RESULTADOS
|
|
|
- María Luz Coronel Vidal
- hace 5 años
- Vistas:
Transcripción
1 CAPITULO 3 3. DISCUSIÓN DE RESULTADOS
2 71
3 MORFOLOGIA DE LAS SOLDADURAS Dentro de la morfología de la soldadura de los cordones realizados se han analizado los siguientes parámetros: o Zona Afectada por el Calor (ZAC). Como vimos en la Sección 1.3, en la Zona Afectada por el Calor hay cambios en el tamaño de grano, modificando con ello las características del material. Por ello en la Sección de Metalurgia se analizará la macro estructura de cada una de las muestras. Los datos del ZAC se presentan en la Tabla 5. o Penetración. Mediante esta característica física podemos describir la situación en la que el metal depositado y el metal base se funden en forma íntegra en la raíz de la soldadura. Por lo tanto, esto será mucho más sencillo de analizar a través de un estudio macroscópico, como se lo hará en la siguiente sección. o Dilución. Durante el proceso de soldadura, el metal base debe ser capaz de aceptar la dilución (aleación) por los metales bases sin producir una microestructura propensa a la figuración (1).
4 73 La Figura 3.1 muestra de manera gráfica el concepto de dilución. En la imagen superior se ha representado un depósito de un metal A sobre una pieza (1). FIGURA 3.1: Efecto de la dilución del metal de aporte por la mezcla con los metales base (1). o Calor aportado. El aporte de calor es la energía que se genera durante la soldadura. Puede ser de origen químico (como consecuencia de la combustión de sustancias combustibles), eléctrico (procesos de arco eléctrico) o mecánico (soldadura por explosión o por fricción).
5 74 El calor de aporte viene expresado por la siguiente ecuación: Donde: H neto (Joules / mm) = V ( volt.) I( amp.) v mm seg (Ec. 3.1) H neto = Calor neto aportado [Joules/mm] V I v = Voltaje [Voltios] = Corriente [Amperaje] = Velocidad de soldeo [mm/seg.] El aporte de calor es el parámetro más importante que condiciona las propiedades mecánicas de la unión soldada dependientes de la micro estructura del material. Los datos del Calor obtenido en cada proceso de Transferencia se encuentran en la Tabla 5. A continuación presentamos el comportamiento de la entrada de Calor en los diferentes métodos de transferencia y mezclas de gases.
6 Penetración (mm) 75 Calor vs. Penetración 4 3,5 3 2,5 2 1, ,00 500,00 600,00 700,00 800,00 900, ,00 Calor (J/seg) 100% CO2 80% Ar + 20% CO2 92% Ar + 8% CO2 FIGURA 3.2: Calor vs. Penetración. La mezcla de 80% Ar + 20% CO 2 presenta un comportamiento promedio en los diferentes métodos de transferencia, indicando una penetración aceptable en los cordones de soldadura. El método de transferencia Corto Circuito presenta menor requerimiento de Calor para ser desarrollado, y mayor requerimiento está el método de Spray.
7 Dilución (%) 76 Calor vs. Dilución 70% 65% 60% 55% 50% 45% 40% 35% 30% 400,00 500,00 600,00 700,00 800,00 900, ,00 Calor (J/seg) 100% CO2 80% Ar + 20% CO2 92% Ar + 8% CO2 FIGURA 3.3: Calor vs. Dilución En la figura 3.3 la curva de 80% Ar + 20% CO2, presenta valores promedios con respecto a las otras dos mezclas, y que el proceso de Corto Circuito es el que requiere menor cantidad de Energía. o Dureza Esta propiedad será analizada con mayor detalle en la Sección 3.3
8 77 o Estructuras Las micro y macro estructuras han sido expuestas en la Sección siguiente. 3.2 METALURGIA DE LAS SOLDADURAS Para el estudio de las estructuras es muy importante obtener una probeta representativa y realizar el siguiente procedimiento para su preparación: 1. Preparar la probeta de acero al Carbono (ASTM A 36) con su respectivo cordón de soldadura. 2. Realizar cortes transversales a través de la probeta y rectificarla. 3. Preparar los cortes para hacer ataque macroscópico y poder analizar el ancho del ZAC, del cordón, Penetración y Dilución. Para lo cual se utiliza ácido acético, clórico, nítrico y glicerina. 4. Esmerilar la probeta antes de la metalografía. 5. Empleo de lijas #: 180, 220, 320, 400 y Pulir con alúmina. 7. Realizar el ataque químico con Nital al 3% y secarle con alcohol 8. Exponer la probeta al Microscopio metalográfico previsto de oculares 160X (Olympus PME).
9 78 9. Proseguir con la observación macroscópica, con ayuda de un papel cuadriculado a escala, para proseguir con la toma de datos de ZAC, Penetración y Dilución. Nota: Todas las fotos fueron realizadas con un aumento de 160X A través de su microestructuras podemos indicar la tendencia del comportamiento de los cordones de soldadura, teniendo los siguientes resultados a continuación:
10 79
11 80
12 81
13 82
14 83
15 84
16 85
17 86
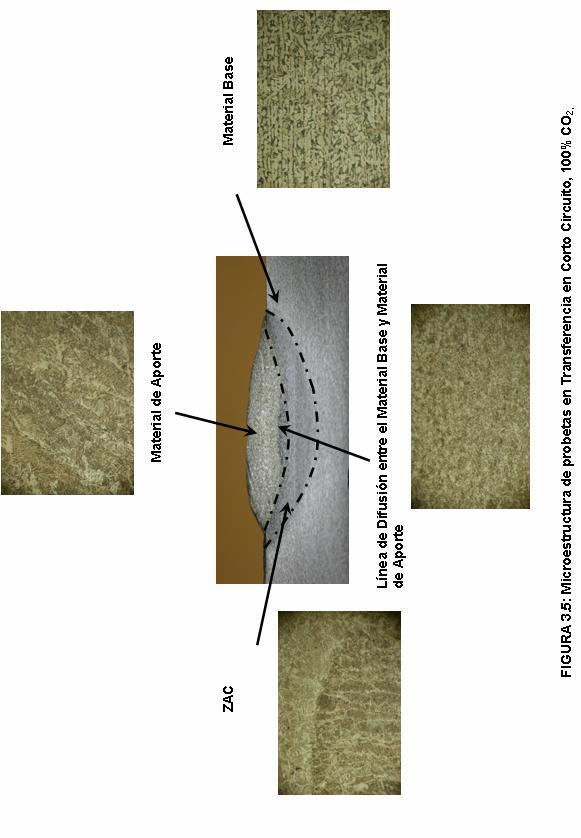
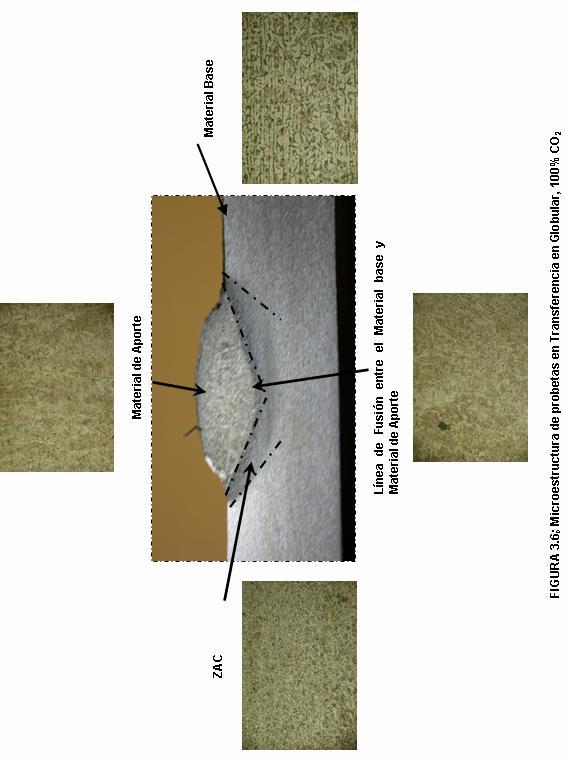
18 87 En las Figuras 3.4 hasta la 3.11 podemos apreciar las diferentes microestructuras en cada parte del cordón de soldadura, tomando en cuenta que por ser el mismo material y al estar expuestos a condiciones semejantes sus microestructuras son las mismas, presentado en la Zona de: Material de Aporte: En ellas tenemos la microestructura denominada Dentritas, la cual se puede considerar como granos muy finos formados durante el proceso de soldadura al ser aportado al material base. Línea de Fusión entre el Material Base y Material de Aporte: La microestructura presente son Dentritas alargadas. Afectada por el Calor: La microestructura presenta perlitas y ferritas, debido al proceso de enfriamiento que se da durante el proceso de soldadura. Es decir, la temperatura inicial del proceso de soldadura sobrepasa los 700ºC, por lo que el material presenta una microestructura austenítica, la cual al enfriarse lentamente, comienza la transformación. Esta transformación consiste en precipitación de ferrita con pequeñas cantidades de carbono en solución, quedando granos de austenita que se van enriqueciendo paulatinamente en carbono a medida que desciende la temperatura. La austenita se

19 88 transforma en perlita (ferrita+cementita), teniendo por lo tanto este tipo de microestructuras. Material Base: La microestructura existente en un acero de bajo porcentaje de carbono es de Perlita y Ferrita. En las macroestructuras podremos ver en las siguientes figuras con certeza, las diferencias existentes en el proceso de soldadura, a través del tamaño de penetración y porcentaje de dilución, los cuales son distintos debido al proceso de transferencia de Calor, teniendo por lo tanto: 100% CO 2 FIGURA 3.12: Penetración y Dilución de probetas en Transferencia a través de Corto Circuito, 100% CO 2.


20 89 FIGURA 3.13: Penetración y Dilución de probetas en Transferencia a través de Globular, 100% CO % Ar + 20 % CO 2 FIGURA 3.14: Penetración y Dilución de la probeta 80 % Ar + 20 %CO 2, en Transferencia en Corto Circuito.


21 90 FIGURA 3.15: Penetración y Dilución de la probeta 80 % Ar + 20 %CO 2, en Transferencia Globular. FIGURA 3.16: Penetración y Dilución de la probeta 80 % Ar + 20 %CO 2, en Transferencia Spray.


22 91 92 % Ar + 8 % CO 2 FIGURA 3.17: Penetración y Dilución de la probeta 92 % Ar + 8 % CO 2, en Transferencia en Corto Circuito. FIGURA 3.18: Penetración y Dilución de la probeta 92 % Ar + 8 % CO 2, en Transferencia Globular.
 4 3,5 3 2,5 2 1,5 1 0,5 0 92Ar8CO2 80Ar20CO2 CO2 Tipos de Gases Corto Circuito Globular Spray FIGURA 3.")
23 Penetración (mm) 92 FIGURA 3.19: Penetración y Dilución de la probeta 92 % Ar + 8 % CO 2, en Transferencia Spray. Penetración (Comparativo) 4 3,5 3 2,5 2 1,5 1 0,5 0 92Ar8CO2 80Ar20CO2 CO2 Tipos de Gases Corto Circuito Globular Spray FIGURA 3.20: Gráfico comparativo de la Penetración con las diferentes mezclas de gases y procesos de transferencia.
24 93 A través de las Figuras 3.12 hasta 3.19, podemos apreciar la variación de penetración del material de aporte en el material base, siendo de manera creciente la siguiente: Corto Circuito, Globular y por último Spray. Estos resultados mantienen esta tendencia en la gráfica 3.20, cuyos datos están en la Tabla 5 donde el comportamiento de mayor penetración se da en la transferencia de tipo Spray. Pero, al analizar los tipos de mezclas de gases, estos resultados indican que se da mayor penetración en aquellos donde la mezcla ha sido 80%Ar +20%CO 2, cuyos valores están en el rango de 2.03 hasta 3.65 mm. Es importante denotar que todas las transferencias llevadas a cabo con este tipo de mezcla de gases es la que presenta los valores de penetración mayor.
25 (%) Dilución 94 Dilución (Tres Gases) Corto Circuito Globular Spray Transferencias 92%Ar+ 8%CO2 80%Ar + 20%CO2 100% CO2 FIGURA 3.21: Gráfico comparativo de la Dilución con las diferentes mezclas de gases y procesos de transferencia. En la Figura 3.21 muestra a través de barras el comportamiento favorable de la mezcla de gases 80% Ar+ 20% CO 2, debido a que sus valores obtenidos son los de mayor valor, dando una correspondencia a los resultados de penetración expuestos en la Figura 3.20, confirmando así la relación del % de Dilución con respecto a la penetración, como se indicó al inició en la Sección 3.1. Estos datos lo pueden ubicar en la Tabla 5.
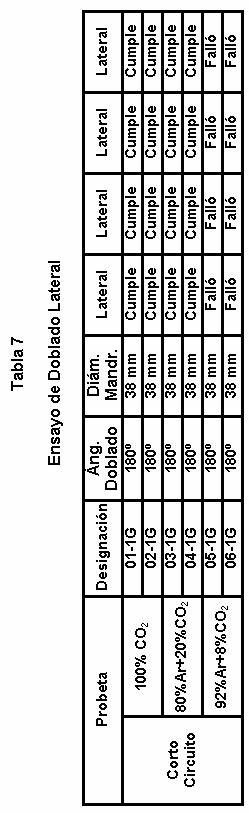
26 PROPIEDADES MECANICAS Y DUREZA Las propiedades mecánicas que se analizaron de acuerdo a los procesos no precalificados para Corto Circuito, regidos por la Norma AWS D1.1, Capítulo 4 Sección 8 fueron las siguientes: o Resistencia a la tracción. Para el desarrollo de esta prueba se tomó como referencia la Norma AWS D1.1. Se trabajó con un acero ASTM A36, condiciones ambientales, con una velocidad de operación de 10 mm/min. Resultados expuestos en Tabla 6. o Ductilidad (doblado). Para el desarrollo de esta prueba se tomó como referencia la Norma AWS D1.1. Se trabajó con un acero ASTM A36, condiciones ambientales, con una velocidad de operación de 10 mm/min. Resultados expuestos en la Tabla 7. La tabla 6 y 7 nos indican que las muestras con 100% CO 2 y 80% Ar + 20% CO 2 pasaron las pruebas con resultados considerables, pero la muestra con 92% Ar + 8% CO 2 fallaron, se rompieron las muestras durante el procedimiento ocasionado por el exceso de porosidad que presentaban.
27 96
28 º 97
29 98 Dureza: Se define como su resistencia a la identación permanente. Un material con buena dureza es resistente al desgaste y al rayado. Las muestras fueron sometidas a este tipo de pruebas, bajo recomendaciones de un proceso precalificado en la Norma AWS D1.1. Procedimiento para el Ensayo de Dureza Rockwell: 1. Preparar la probeta, la cual consiste en dejar sus caras paralelas. 2. Preparar el equipo de Ensayo para dureza Rockwell, de acuerdo al material, siendo en este caso ASTM A36, cuyo rango de dureza debe estar en HRB, por lo que se requerirá el identador 1/16 y una carga de 100 kg. 3. Colocar la probeta en la base para tomar sus lecturas respectivas, a distancias conocidas. 4. Realizar la lectura de datos. Se aprecia en las siguientes figuras los resultados de dureza con sus respectivas distancias: Transferencia en Corto Circuito

30 99 FIGURA 3.22: Método de Transferencia Corto Circuito con 100% CO 2 Tabla 8 Dureza: Corto Circuito 100% CO 2 Distancia (mm) Dureza (RHB) -11, ,7 87-1,6 87 1, ,2 84 7,2 82 9, ,2 76

31 100 FIGURA 3.23: Método de Transferencia Corto Circuito con 80% Ar + 20% CO 2 Tabla 9 Dureza: Corto Circuito 80% Ar + 20% CO 2 Distancia (mm) Dureza (RHB) -9, , ,2 84-4,2 92-1, , ,1 86 5,2 84 7,1 78 9,15 78

32 101 FIGURA 3.24: Método de Transferencia Corto Circuito con 92% Ar + 8% CO 2 Tabla 10 Dureza: Corto Circuito 92% Ar + 8% CO 2 Distancia (mm) Dureza (RHB) -7,5 58-5,5 57-2,5 76 2, ,4 60
33 Dureza (HRB) 102 Corto Circuito Distancia (mm) 80%Ar+20%CO2 92%Ar+8%CO2 100%CO2 FIGURA 3.25: Gráfico comparativo de la Dureza en las diferentes mezclas de gases en el proceso de transferencia por Corto Circuito. Mediante estas curvas expuestas en la Figura 3.25, tenemos un comportamiento más estable en la dureza a través de la mezcla 100% CO 2, presentando valores muy cercanos entre sí. Con respecto a la curva de mezcla de 92% Ar + 8% CO2 estos valores se dispersan muchos, indicándonos que en el Material de Aporte es donde se encuentra mayor dureza que en las partes adyacentes. Por último tenemos la curva de mezcla 80% Ar +20% CO 2,

34 103 presentando una variaciones altas y bajas donde se encuentra el Material de Aporte, las cuales deberían presentar valores semejantes y con pocas variaciones, por ser el mismo material. Transferencia Globular FIGURA 3.26: Método de Transferencia Globular con 100% CO 2 Tabla 11 Dureza: Globular 100% CO 2 Distancia (mm) Dureza (RHB) ,5 81-5, ,6 85
35 , FIGURA 3.27: Método de Transferencia Globular con 80% Ar + 20% CO 2 Tabla 12 Dureza: Globular 80% Ar + 20% CO 2 Distancia (mm) Dureza (RHB) -10,8 78-9, ,9 84-5,9 88-4,15 87
36 105-1, , ,2 87 6,9 87 7,9 87 9,1 78 FIGURA 3.28: Método de Transferencia Globular con 92% Ar + 8% CO 2 Tabla 13 Dureza: Globular 92% Ar + 8% CO 2 Distancia Dureza (mm) (RHB) -9,2 67-7,8 67-5, ,2 84-0,8 88
37 Dureza (HRB) 106 1,2 87 3, , ,1 65 9,1 65 Globular Distancia (mm) 80%Ar+20%CO2 92%Ar+8%CO2 100%CO2 FIGURA 3.29: Gráfico comparativo de la Dureza en las diferentes mezclas de gases en el proceso de transferencia Globular. En la figura 3.29 presenta en la curva de 80% Ar +20% CO 2 más estabilidad de dureza en las diferentes zonas del cordón del soldadura, incluso superando al del material base, a esta combinación de gases le sigue el de 100% CO 2, y por último el 92%
38 107 Ar + 8% CO 2, cuyos valores de dureza son más distantes en la Zona de Material de Aporte con respecto al resto de las zonas. FIGURA 3.30: Método de Transferencia Globular con 80% Ar + 20% CO 2 Tabla 14 Dureza: Globular 80% Ar + 20% CO 2 Distancia (mm) Dureza (RHB) ,1 76-6, ,9 76-1, ,1 76

39 108 2,8 76 4,1 78 5,9 79 7,1 76 8,15 74 FIGURA 3.31: Método de Transferencia Globular con 92% Ar + 8% CO 2 Tabla 15 Dureza: Globular 92% Ar + 8% CO 2 Distancia (mm) Dureza (RHB) ,9 64-6, ,2 70-3,15 80
40 Dureza (HRB) 109-1,2 83 0,2 85 1,8 85 3,2 84 5,2 73 6,8 66 8,2 65 Spray Distancia (mm) 80%Ar+20%CO2 92%Ar+8%CO2 FIGURA 3.32: Gráfico comparativo de la Dureza en las diferentes mezclas de gases en el proceso de transferencia Spray. En la Figura 3.32, la curva de 80% Ar +20% CO 2, no tiene un comportamiento favorable de la dureza en el cordón, debido a que sus resultados indican una caída de esta en la Zona de Material de
41 110 Aporte, donde al menos debe presentar características semejantes, indicando con ellos defectos en esta mezcla de gas. En cambio en la mezcla 92% Ar + 8% CO 2, su dureza tiende a ser mayor en la Zona de Material Aporte mejorando la del Material Base, sin embargo existe el riesgo de la presencia de fragilidad en esta parte del cordón de soldadura, propiedad que no es la deseada durante un proceso de soldadura. 3.4 CALIDAD DE LAS SOLDADURAS CON ENSAYOS NO DESTRUC- TIVOS Inspección visual Para realizar el estudio de Inspección visual nos basaremos como referencia en la Norma AWS D1.1, Capítulo 6 referente a Inspección, Parte C: Criterio de Aceptación, de la Sección 6.9, donde nos indica que toda soldadura debe ser inspeccionada visualmente y debe presentar criterio de aceptabilidad si cumple con la Tabla 6.1 (Apéndice I). El desarrollo de inspección visual se realiza desde la preparación del material base, durante el desarrollo del proceso de soldadura hasta obtener finalmente el acabado del cordón de soldadura, el cual
42 111 pasará a realizarse medidas del mismo con una Regla en unidades de milímetros, y un Medidor Bridgecam de Marca Gage. Es importante indicar que los resultados en las diferentes probetas no mostraron defectos por Socavación, ni exceso de reforzamiento, cumpliendo así lo estipulado por la Norma AWS D1.1, según la Tabla 6.1 indicado anteriormente. Rayos X Según la Norma AWS D1.1 se establece que durante el proceso de GMAW en Corto Circuito se debe hacer pruebas de Ensayos No Destructivos para ver la calidad del cordón de soldadura, debido a que no se encuentra como un Proceso Pre-Calificado, en su Capítulo 3, Sección 3.2. Por lo tanto, a continuación analizaremos sus radiografías. Para la preparación de las radiografías de los cordones de soldadura, se debe: 1. Colocar las probetas en el Equipo ERESCO ES2, 2. Operar con una radiación de 2 ma x 5 minutos. 3. Realizar el análisis de los cordones a través de las radiografías.




43 112 FIGURA 3.33: Radiografía de la Muestra con 100% CO 2 FIGURA 3.34: Radiografía de la Muestra con 80% Ar +20% CO 2 FIGURA 3.35: Radiografía de la Muestra con 92% Ar +8% CO 2 De manera general, las radiografías presentaron en los cordones de soldadura Porosidad, siendo el orden de menor presencia de la misma el siguiente: 100% CO 2, 80% Ar + 20% CO 2, y por último de mayor contenido de la misma 92% Ar + 8% CO 2, confirmando con estos resultados los fallos conseguidos en las pruebas de Tracción y
44 113 Doblado. Estos defectos de porosidad tienen su origen debido a diferentes factores operativos o climáticos, los cuales no permitieron una fluidez eficiente durante el proceso de soldadura. 3.5 ANALISIS DE COSTOS Para la realización del análisis de Costo nos basaremos en el Software perteneciente a la Compañía INDURA, el cual me indica Consumibles, Tiempo y Mano de Obra, parámetros analizados en la Sección 1.6 de esta tesis. A continuación se presenta los resultados obtenidos una vez ejecutado el programa de costos: Transferencia en Corto Circuito:


45 114 FIGURA 3.36: Cálculo de Costos de Soldadura 100% CO 2 (Corto Circuito) FIGURA 3.37: Presentación Gráfica de Costos de Soldadura 100% CO 2 (Corto Circuito)


46 115 FIGURA 3.38: Cálculo de Costos de Soldadura 80% Ar + 20% CO 2 (Corto Circuito) FIGURA 3.39: Presentación Gráfica de Costos de Soldadura 80% Ar + 20% CO 2 (Corto Circuito)


47 116 FIGURA 3.40: Cálculo de Costos de Soldadura 92% Ar + 8% CO 2 (Corto Circuito) FIGURA 3.41: Presentación Gráfica de Costos de Soldadura 92% Ar + 8% CO 2 (Corto Circuito)
 FIGURA 3.")
48 117 Transferencia Globular: FIGURA 3.42: Cálculo de Costos de Soldadura 100% CO 2 (Globular) FIGURA 3.43: Presentación Gráfica de Costos de Soldadura 100% CO 2 (Globular)
 FIGURA 3.")
49 118 FIGURA 3.44: Cálculo de Costos de Soldadura 80% Ar + 20% CO 2 (Globular) FIGURA 3.45: Presentación Gráfica de Costos de Soldadura 80% Ar + 20% CO 2 (Globular)
 FIGURA 3.")
50 119 FIGURA 3.46: Cálculo de Costos de Soldadura 92% Ar + 8% CO 2 (Globular) FIGURA 3.47: Presentación Gráfica de Costos de Soldadura 92% Ar + 8% CO 2 (Globular)


51 120 Transferencia Spray: FIGURA 3.48: Cálculo de Costos de Soldadura 80% Ar + 20% CO 2 (Spray) FIGURA 3.49: Presentación Gráfica de Costos de Soldadura 80% Ar + 20% CO 2 (Spray)
 FIGURA 3.")
52 121 FIGURA 3.50: Cálculo de Costos de Soldadura 92% Ar + 8% CO 2 (Spray) FIGURA 3.51: Presentación Gráfica de Costos de Soldadura 92% Ar + 8% CO 2 (Spray)
53 Costo $ 122 Cuadro Comparativo de Costos 1,6 1,4 1,2 1 0,8 0,6 0,4 0,2 0 Corto Circuito Globular Spray CO2 80% Ar + 20% CO2 92% Ar + 8% CO2 FIGURA 3.52: Cuadro Comparativo de Costos. En el cuadro de la Figura 3.52 apreciamos que el Método de Transferencia Spray resulta ser el proceso más económico a nivel industrial, resultados que son corroborados por las diferentes pruebas analizadas anteriormente.
CAPITULO 2 2. TRABAJO EXPERIMENTAL: APLICACIÓN DEL PROCESO GMAW EN ELEMENTOS ESTRUCTURALES 2.1 CARACTERISTICAS DE LOS ELEMENTOS ESTRUCTURALES
 CAPITULO 2 2. TRABAJO EXPERIMENTAL: APLICACIÓN DEL PROCESO GMAW EN ELEMENTOS ESTRUCTURALES 2.1 CARACTERISTICAS DE LOS ELEMENTOS ESTRUCTURALES En la construcción de una estructura encontramos diferentes
CAPITULO 2 2. TRABAJO EXPERIMENTAL: APLICACIÓN DEL PROCESO GMAW EN ELEMENTOS ESTRUCTURALES 2.1 CARACTERISTICAS DE LOS ELEMENTOS ESTRUCTURALES En la construcción de una estructura encontramos diferentes
Estudio comparativo de los procesos de soldadura SMAW y GMAW en las uniones de tuberías de transporte de combustible
 Estudio comparativo de los procesos de soldadura SMAW y GMAW en las uniones de tuberías de transporte de combustible Antonio Rivadeneyra Camino 1 Ing. Omar Serrano 2 RESUMEN El sistema de transporte de
Estudio comparativo de los procesos de soldadura SMAW y GMAW en las uniones de tuberías de transporte de combustible Antonio Rivadeneyra Camino 1 Ing. Omar Serrano 2 RESUMEN El sistema de transporte de
1. - Conceptos Generales de Metalurgia y su Vinculación con la Soldadura
 1. - Conceptos Generales de Metalurgia y su Vinculación con la Soldadura 1.1.- Aspectos de la elaboración del acero. Los diferentes tipos de hornos y/o convertidores. 1.2.- La formación de las escorias.
1. - Conceptos Generales de Metalurgia y su Vinculación con la Soldadura 1.1.- Aspectos de la elaboración del acero. Los diferentes tipos de hornos y/o convertidores. 1.2.- La formación de las escorias.
Código de Soldadura para Puentes AWS D1.5. Luis Chiara SOLDEX S.A.
 Código de Soldadura para Puentes AWS D1.5 Luis Chiara SOLDEX S.A. 1 INTRODUCCION 2 PUNTOS CLAVE De que material están hechos los puentes en el Perú? Cuál es la norma para la fabricación de puentes? 3 High
Código de Soldadura para Puentes AWS D1.5 Luis Chiara SOLDEX S.A. 1 INTRODUCCION 2 PUNTOS CLAVE De que material están hechos los puentes en el Perú? Cuál es la norma para la fabricación de puentes? 3 High
Capítulo III. Metodología experimental
 Capítulo III Metodología experimental En la fabricación de productos y componentes los fabricantes emplean la soldadura como el principal método de unión. Sin embargo, los diseñadores deben reconocer que
Capítulo III Metodología experimental En la fabricación de productos y componentes los fabricantes emplean la soldadura como el principal método de unión. Sin embargo, los diseñadores deben reconocer que
UNIVERSIDAD DON BOSCO FACULTAD DE ESTUDIOS TECNOLÓGICOS COORDINACIÓN DE ELÉCTRICA Y MECÁNICA
 UNIVERSIDAD DON BOSCO FACULTAD DE ESTUDIOS TECNOLÓGICOS COORDINACIÓN DE ELÉCTRICA Y MECÁNICA GUIA DE LABORATORIO # 2 CICLO: 02-2015 Nombre de la Práctica: Métodos de depósito y tipos de uniones Lugar de
UNIVERSIDAD DON BOSCO FACULTAD DE ESTUDIOS TECNOLÓGICOS COORDINACIÓN DE ELÉCTRICA Y MECÁNICA GUIA DE LABORATORIO # 2 CICLO: 02-2015 Nombre de la Práctica: Métodos de depósito y tipos de uniones Lugar de
8 CONGRESO IBEROAMERICANO DE INGENIERIA MECANICA Cusco, 23 al 25 de Octubre del 2007
 8 CONGRESO IBEROAMERICANO DE INGENIERIA MECANICA Cusco, 23 al 25 de Octubre del 2007 ESTUDIO DE LA SOLDABILIDAD DE BARRAS CORRUGADAS DE ACERO ASTM A 706 DE 3/4", EN JUNTA A TOPE MSc Ing. Roberto Lazarte
8 CONGRESO IBEROAMERICANO DE INGENIERIA MECANICA Cusco, 23 al 25 de Octubre del 2007 ESTUDIO DE LA SOLDABILIDAD DE BARRAS CORRUGADAS DE ACERO ASTM A 706 DE 3/4", EN JUNTA A TOPE MSc Ing. Roberto Lazarte
Investigación de falla por fisuración en una cañería
 Investigación de falla por fisuración en una cañería Nombre de los autores: Ruben Caravia, rcaravia@ancap.com.uy Rodolfo Ibarrondo, ribarrondo@ancap.com.uy Silvia infanzón, sinfanzon@ancap.com.uy Resumen:
Investigación de falla por fisuración en una cañería Nombre de los autores: Ruben Caravia, rcaravia@ancap.com.uy Rodolfo Ibarrondo, ribarrondo@ancap.com.uy Silvia infanzón, sinfanzon@ancap.com.uy Resumen:
AUTOR: LUIS FELIPE JIMÉNEZ PRUNA DIRECTOR: ING. MAURICIO CRUZ.
 ANÁLISIS DE SOLDADURAS DEL ARMAZÓN FRONTAL DE LA CARROCERÍA DE UN BUS INTERPROVINCIAL PARA VERIFICAR SU RESISTENCIA DEBIDO A LOS ESFUERZOS PRODUCIDOS EN LOS PUNTOS DE UNIÓN ESTRUCTURAL AUTOR: LUIS FELIPE
ANÁLISIS DE SOLDADURAS DEL ARMAZÓN FRONTAL DE LA CARROCERÍA DE UN BUS INTERPROVINCIAL PARA VERIFICAR SU RESISTENCIA DEBIDO A LOS ESFUERZOS PRODUCIDOS EN LOS PUNTOS DE UNIÓN ESTRUCTURAL AUTOR: LUIS FELIPE
PROCESOS DE SOLDADURA POR ARCO PULSADO
 Soldadura por arco pulsado PROCESOS DE SOLDADURA POR ARCO PULSADO 1 Introducción Soldadura por arco pulsado El arco eléctrico representa la alternativa más usada para unir materiales por fusión. Los avances
Soldadura por arco pulsado PROCESOS DE SOLDADURA POR ARCO PULSADO 1 Introducción Soldadura por arco pulsado El arco eléctrico representa la alternativa más usada para unir materiales por fusión. Los avances
ELABORADO POR: ING. LINDVERGHT RUIZ E.
 ELABORADO POR: ING. LINDVERGHT RUIZ E. ACEROS INOXIDABLES Introducción: Aparece entre los años 1912 y 1914 Excelente combinación de propiedades Resistencia a la corrosión: Película pasivante (Cr 2 O 3
ELABORADO POR: ING. LINDVERGHT RUIZ E. ACEROS INOXIDABLES Introducción: Aparece entre los años 1912 y 1914 Excelente combinación de propiedades Resistencia a la corrosión: Película pasivante (Cr 2 O 3
Tabla de contenido 1 Introducción... 1 Antecedentes Específicos... 4 Metodología Procedimiento Experimental Resultados...
 Tabla de contenido 1 Introducción... 1 1.1 Antecedentes Generales... 1 1.2 Motivación... 2 1.3 Objetivo General... 3 1.4 Objetivos Específicos... 3 1.5 Alcances... 3 2 Antecedentes Específicos... 4 2.1
Tabla de contenido 1 Introducción... 1 1.1 Antecedentes Generales... 1 1.2 Motivación... 2 1.3 Objetivo General... 3 1.4 Objetivos Específicos... 3 1.5 Alcances... 3 2 Antecedentes Específicos... 4 2.1
SOLDADURA PARA INGENIEROS
 Mecánica Producción I (491) CÓDIGO: PAG: 1 1 4 Universidad Central de Venezuela Facultad de Escuela de Mecánica Departamento de Unidad Docente y de Investigación Tecnología Mecánica Asignatura SOLDADURA
Mecánica Producción I (491) CÓDIGO: PAG: 1 1 4 Universidad Central de Venezuela Facultad de Escuela de Mecánica Departamento de Unidad Docente y de Investigación Tecnología Mecánica Asignatura SOLDADURA
Existen tres formas de transferencia metálica: 1. Transferencia Spray o de Rocío. 2. Transferencia Globular. 3. Transferencia por Corto-Circuito.
 SISTEMA MIG SÓLIDO Descripción del proceso El sistema MIG fue introducido a fines del año 1940. El proceso es definido por la AWS como un proceso de soldadura al arco, donde la fusión se produce por calentamiento
SISTEMA MIG SÓLIDO Descripción del proceso El sistema MIG fue introducido a fines del año 1940. El proceso es definido por la AWS como un proceso de soldadura al arco, donde la fusión se produce por calentamiento
Esta Norma establece los requisitos que deben cumplir las juntas soldadas a tope en tubos de destilación para servicio en refinerías.
 1. GENERALIDADES Y DEFINICIONES 1.1. Generalidades 1.1.1. Alcance Esta Norma establece los requisitos que deben cumplir las juntas soldadas a tope en tubos de destilación para servicio en Referencias Esta
1. GENERALIDADES Y DEFINICIONES 1.1. Generalidades 1.1.1. Alcance Esta Norma establece los requisitos que deben cumplir las juntas soldadas a tope en tubos de destilación para servicio en Referencias Esta
 UF1673 BERNABÉ JIMÉNEZ PADILLA INGENIERO MECÁNICO Máster en Mantenimiento Industrial ARQUITECTO TÉCNICO - Máster en Prevención de Riesgos Laborales CAPÍTULO 1 SIMBOLOGÍA EN SOLDADURA 2. TIPOS DE SOLDADURAS
UF1673 BERNABÉ JIMÉNEZ PADILLA INGENIERO MECÁNICO Máster en Mantenimiento Industrial ARQUITECTO TÉCNICO - Máster en Prevención de Riesgos Laborales CAPÍTULO 1 SIMBOLOGÍA EN SOLDADURA 2. TIPOS DE SOLDADURAS
Problemas Capítulo IV
 23 Problemas Capítulo IV Sección 4.2.1 Diseño de uniones 4.1. Prepare diagramas que muestren cómo se prepararían y alinearían los bordes de partes uno con otro y también muestre la sección transversal
23 Problemas Capítulo IV Sección 4.2.1 Diseño de uniones 4.1. Prepare diagramas que muestren cómo se prepararían y alinearían los bordes de partes uno con otro y también muestre la sección transversal
DETERMINACION DEL EFECTO DE LA GLOBULIZACION DE LA PERLITA EN LAS PROPIEDADES FISICAS DE E Y R EN ACEROS UTILIZADOS EN PRODUCTOS PLANOS
 Jornadas SAM CONAMET AAS 2001, Septiembre de 2001 325-330 DETERMINACION DEL EFECTO DE LA GLOBULIZACION DE LA PERLITA EN LAS PROPIEDADES FISICAS DE E Y R EN ACEROS UTILIZADOS EN PRODUCTOS PLANOS J. O. Tormo,
Jornadas SAM CONAMET AAS 2001, Septiembre de 2001 325-330 DETERMINACION DEL EFECTO DE LA GLOBULIZACION DE LA PERLITA EN LAS PROPIEDADES FISICAS DE E Y R EN ACEROS UTILIZADOS EN PRODUCTOS PLANOS J. O. Tormo,
ESCUELA POLITÉCNICA NACIONAL
 Área Docente: (Prácticas de laboratorio que se realizan y materias de la malla que se dictan) 1. Actividad 1: TECNOLOGÍA DE SOLDADURA. (FIM) Práctica No.1. INTRODUCCIÓN GENERAL A LA TECNOLOGÍA DE LA SOLDADURA
Área Docente: (Prácticas de laboratorio que se realizan y materias de la malla que se dictan) 1. Actividad 1: TECNOLOGÍA DE SOLDADURA. (FIM) Práctica No.1. INTRODUCCIÓN GENERAL A LA TECNOLOGÍA DE LA SOLDADURA
SOLDADURA DE ACEROS INOXIDABLES
 Modalidad: ON-LINE DURACIÓN: 60 horas SOLDADURA DE ACEROS INOXIDABLES CONTENIDOS Parte 1 Introducción Soldadura común Presentación Introducción Tecnologías de unión Clasificación de los Procesos de Soldeo
Modalidad: ON-LINE DURACIÓN: 60 horas SOLDADURA DE ACEROS INOXIDABLES CONTENIDOS Parte 1 Introducción Soldadura común Presentación Introducción Tecnologías de unión Clasificación de los Procesos de Soldeo
Carlos Lara Frias Ingeniero de Procesos Temuco Abril 2015
 Costos de Soldadura Consideraciones Generales La soldadura es normalmente parte de un proceso de fabricación, que incluye otras operaciones mecánicas Consideraciones Generales Adicionalmente las operaciones
Costos de Soldadura Consideraciones Generales La soldadura es normalmente parte de un proceso de fabricación, que incluye otras operaciones mecánicas Consideraciones Generales Adicionalmente las operaciones
SOLDADURA ELÉCTRICA OBJETIVOS
 OBJETIVOS SOLDADURA ELÉCTRICA Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco Describir la constitución de un sistema de soldadura eléctrica
OBJETIVOS SOLDADURA ELÉCTRICA Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco Describir la constitución de un sistema de soldadura eléctrica
Por: Luis Felipe Lanas Yánez Sebastián Proaño Ordoñez
 DESARROLLO DE PROCEDIMIENTOS PARA ENSAYOS DE MICROGRAFIA, DUREZA, ESPECTROMETRÍA DE RAYOS X Y ANÁLISIS DE LA MICROESTRUCTURA DE PRODUCTOS LAMINADOS PARA LA MEJORA DEL CONTROL DE CALIDAD EN LA EMPRESA NOVACERO
DESARROLLO DE PROCEDIMIENTOS PARA ENSAYOS DE MICROGRAFIA, DUREZA, ESPECTROMETRÍA DE RAYOS X Y ANÁLISIS DE LA MICROESTRUCTURA DE PRODUCTOS LAMINADOS PARA LA MEJORA DEL CONTROL DE CALIDAD EN LA EMPRESA NOVACERO
Modificación superficial mediante plasma electrolítico
 Modificación superficial mediante plasma electrolítico Aplicación en acero inoxidable Claudia A. Carrasco C. Universidad de Concepción - Chile Plasma electrolítico Cátodo Material fundido Expansión Reducción
Modificación superficial mediante plasma electrolítico Aplicación en acero inoxidable Claudia A. Carrasco C. Universidad de Concepción - Chile Plasma electrolítico Cátodo Material fundido Expansión Reducción
Gases para soldadura, un factor de ahorro y productividad
 Gases para soldadura, un factor de ahorro y productividad Presentado por: Presentador: ELADIO ROMERO 1 02 De Junio, 2017 Importancia de los gases de Protección Geometría, penetración y estabilidad de arco.
Gases para soldadura, un factor de ahorro y productividad Presentado por: Presentador: ELADIO ROMERO 1 02 De Junio, 2017 Importancia de los gases de Protección Geometría, penetración y estabilidad de arco.
Nº10. Metalografía T.P. E.E.T. Nº 466. Equipos utilizados en la preparación de las muestras metalográficas. Pulidora de disco. Pulidora electrolítica
 Metalografía Equipos utilizados en la preparación de las muestras. Cortadora Metalográfica Pulidora de banda Pulidora de disco Pulidora electrolítica Microscopio macrográfico Microscopio micrográfico 1-2
Metalografía Equipos utilizados en la preparación de las muestras. Cortadora Metalográfica Pulidora de banda Pulidora de disco Pulidora electrolítica Microscopio macrográfico Microscopio micrográfico 1-2
HILO MACIZO HILO MACIZO DE ACERO AL CARBONO. ER70S-6 0,6 mm x 5 k Hilo para usos industriales. Para soldadura de aceros al carbono con 0,8 mm x 5 k
 DE ACERO AL CARBONO FA/AWS A5.18 LR, DNV, BV y ABS ER70S-6 0,6 mm x 5 k Hilo para usos industriales. Para soldadura de aceros al carbono con 0,8 mm x 5 k carga de rotura de hasta 540 N/mm2 y límite elástico
DE ACERO AL CARBONO FA/AWS A5.18 LR, DNV, BV y ABS ER70S-6 0,6 mm x 5 k Hilo para usos industriales. Para soldadura de aceros al carbono con 0,8 mm x 5 k carga de rotura de hasta 540 N/mm2 y límite elástico
REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 4. CIRSOC304 Ing.Eduardo Asta
 REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 4 Capítulo 3-Calificación de Procedimientos (EPS) y Operadores de Soldadura 4.1- CAMPO DE VALIDEZ Requerimientos para
REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 4 Capítulo 3-Calificación de Procedimientos (EPS) y Operadores de Soldadura 4.1- CAMPO DE VALIDEZ Requerimientos para
REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 3. CIRSOC 304 Ing. Eduardo Asta 1
 REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 3 CIRSOC 304 Ing. Eduardo Asta 1 Capítulo 3- Especificación de Procedimiento de Soldadura( EPS) 3.1- Alcance Requerimientos
REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 3 CIRSOC 304 Ing. Eduardo Asta 1 Capítulo 3- Especificación de Procedimiento de Soldadura( EPS) 3.1- Alcance Requerimientos
SOLDADURA MIG MAG OBJETIVOS CONTENIDOS Parte 1 Introducción Parte 2 Obtención de los Productos Metálicos
 SOLDADURA MIG MAG OBJETIVOS Aprender la teoría y la técnica para realizar soldaduras MIG-TAG Describir la constitución de un sistema de soldadura MIG-TAG. Describir el funcionamiento de los componentes
SOLDADURA MIG MAG OBJETIVOS Aprender la teoría y la técnica para realizar soldaduras MIG-TAG Describir la constitución de un sistema de soldadura MIG-TAG. Describir el funcionamiento de los componentes
Ventajas del acero como material estructural:
 LA IMPORTANCIA DE LA INSPECCIÓN DE SOLDADURA EN LA FABRICACIÓN Y MONTAJE DE ESTRUCTURAS METÁLICAS ANA MARIA FERNANDEZ ESPINOZA Ventajas del acero como material estructural: Alta resistencia Uniformidad
LA IMPORTANCIA DE LA INSPECCIÓN DE SOLDADURA EN LA FABRICACIÓN Y MONTAJE DE ESTRUCTURAS METÁLICAS ANA MARIA FERNANDEZ ESPINOZA Ventajas del acero como material estructural: Alta resistencia Uniformidad
REPASO SOLDADURA LO QUE NO DEBEMOS OLVIDAR LOS SOLDADORES
 REPASO SOLDADURA LO QUE NO DEBEMOS OLVIDAR LOS SOLDADORES Soldadura por Arco Eléctrico Características del Arco Eléctrico Temperatura: El arco eléctrico permite alcanzar temperaturas superiores a los 5500
REPASO SOLDADURA LO QUE NO DEBEMOS OLVIDAR LOS SOLDADORES Soldadura por Arco Eléctrico Características del Arco Eléctrico Temperatura: El arco eléctrico permite alcanzar temperaturas superiores a los 5500
ÍNDICE SOLDADURAS ALUMINIO 1 ACERO AL CARBONO.. 3 ALAMBRES TUBULARES.5
 ÍNDICE SOLDADURAS ALUMINIO 1 ACERO AL CARBONO.. 3 ALAMBRES TUBULARES.5 SOLDADURAS ALUMINIO El micro alambre de aluminio 4043 esta fabricado con la más moderna y avanzada tecnología, durante la limpieza
ÍNDICE SOLDADURAS ALUMINIO 1 ACERO AL CARBONO.. 3 ALAMBRES TUBULARES.5 SOLDADURAS ALUMINIO El micro alambre de aluminio 4043 esta fabricado con la más moderna y avanzada tecnología, durante la limpieza
Cromamig 307Si Hilos Sólidos MIG- GMAW
 Cromamig 307Si AWS: A5.9-95 ER 307Si EN 12072-99 G 18 8 MnSi DIN 8556-86 SG X15 CrNiMn 18 8 DB (K. Nr. 43.042.10), TÜV, UDT El Cromamig 307Si es un hilo que deposita un 19% de Cromo, un 9% de Niquel, y
Cromamig 307Si AWS: A5.9-95 ER 307Si EN 12072-99 G 18 8 MnSi DIN 8556-86 SG X15 CrNiMn 18 8 DB (K. Nr. 43.042.10), TÜV, UDT El Cromamig 307Si es un hilo que deposita un 19% de Cromo, un 9% de Niquel, y
CATÁLOGO DE PRODUCTOS
 CATÁLOGO DE PRODUCTOS 1 ABREVIATURAS Y SIMBOLOS R: Resistencia a la Tracción Rf: Límite de fluencia Al: Alargamiento CVN: Energía absorvida en ensayo de impacto Charpy, entalla en V (+): Polo Positivo
CATÁLOGO DE PRODUCTOS 1 ABREVIATURAS Y SIMBOLOS R: Resistencia a la Tracción Rf: Límite de fluencia Al: Alargamiento CVN: Energía absorvida en ensayo de impacto Charpy, entalla en V (+): Polo Positivo
Análisis de soldabilidad de aceros inoxidables con aceros de medio y bajo carbono por SMAW
 ISSN 0121-1129 Análisis de soldabilidad de aceros inoxidables con aceros de medio y bajo carbono por SMAW Analysis of stainless steel weldability with medium and low carbon by SMAW steel Resumen Abstract
ISSN 0121-1129 Análisis de soldabilidad de aceros inoxidables con aceros de medio y bajo carbono por SMAW Analysis of stainless steel weldability with medium and low carbon by SMAW steel Resumen Abstract
SOLDADURA TIG OBJETIVOS CONTENIDOS 1. Introducción 2. Obtención de los Productos Metálicos
 SOLDADURA TIG OBJETIVOS Aprender la teoría y la técnica para realizar soldaduras TIG Describir la constitución de un sistema de soldadura TIG. Describir el funcionamiento de los componentes del sistema,
SOLDADURA TIG OBJETIVOS Aprender la teoría y la técnica para realizar soldaduras TIG Describir la constitución de un sistema de soldadura TIG. Describir el funcionamiento de los componentes del sistema,
Soldaduras Sistema MIG. Instructivo EURATOM S.A. Peru 653 (1068) - C.A.B.A. Tel
 - C.A.B.A. Tel") Soldaduras Sistema MIG Instructivo Peru 653 (1068) - C.A.B.A. Tel. 4361-4134 4362-3330 e-mail: info@euratom.com.ar www.euratom.com.ar Soldadura por Sistema MIG - MAG PRINCIPIOS BASICOS DE FUNCIONAMIENTO
Soldaduras Sistema MIG Instructivo Peru 653 (1068) - C.A.B.A. Tel. 4361-4134 4362-3330 e-mail: info@euratom.com.ar www.euratom.com.ar Soldadura por Sistema MIG - MAG PRINCIPIOS BASICOS DE FUNCIONAMIENTO
CURSO DE ACTUALIZACIÓN EN SOLDADURA
 FORMACIÓN EN INSPECCIÓN DE SOLDADURA INSTITUTO DE ENSAYO DE MATERIALES CURSO DE ACTUALIZACIÓN EN SOLDADURA DETALLES: Duración: 62 hs. Régimen de dictado: 2 clases semanales de 3 hs cada una, conformando
FORMACIÓN EN INSPECCIÓN DE SOLDADURA INSTITUTO DE ENSAYO DE MATERIALES CURSO DE ACTUALIZACIÓN EN SOLDADURA DETALLES: Duración: 62 hs. Régimen de dictado: 2 clases semanales de 3 hs cada una, conformando
CAPÍTULO 3. CARACTERÍSTICAS FÍSICAS - MECÁNICAS Y MICROESTRUCTURALES DEL MATERIAL INICIAL
 CAPÍTULO 3. CARACTERÍSTICAS FÍSICAS - MECÁNICAS Y MICROESTRUCTURALES DEL MATERIAL INICIAL Este capítulo contiene una descripción de las características del material inicial. En la fabricación de tubo de
CAPÍTULO 3. CARACTERÍSTICAS FÍSICAS - MECÁNICAS Y MICROESTRUCTURALES DEL MATERIAL INICIAL Este capítulo contiene una descripción de las características del material inicial. En la fabricación de tubo de
SOLDADOR DE ESTRUCTURAS Y DEPÓSITOS PARA HOMOLOGACIONES POR EL PROCEDIMIENTO MAG / MIG
 SOLDADOR DE ESTRUCTURAS Y DEPÓSITOS PARA HOMOLOGACIONES POR EL PROCEDIMIENTO MAG / MIG SOLDADOR DE ESTRUCTURAS Y DEPÓSITOS PARA HOMOLOGACIONES POR EL PROCEDIMIENTO MAG / MIG Horas: 255 Teoría: 110 Práctica:
SOLDADOR DE ESTRUCTURAS Y DEPÓSITOS PARA HOMOLOGACIONES POR EL PROCEDIMIENTO MAG / MIG SOLDADOR DE ESTRUCTURAS Y DEPÓSITOS PARA HOMOLOGACIONES POR EL PROCEDIMIENTO MAG / MIG Horas: 255 Teoría: 110 Práctica:
ThyssenKrupp Aceros y Servicios S.A.
 Aceros Inoxidables Normas AISI W. Nr. DIN Austeníticos 1.4401 1.4404 X5CrNiMo17-12-2 X2CrNiMo17-12-2 Aplicaciones Acero resistente a la corrosión intercristalina hasta 300 C bajo condiciones de operación
Aceros Inoxidables Normas AISI W. Nr. DIN Austeníticos 1.4401 1.4404 X5CrNiMo17-12-2 X2CrNiMo17-12-2 Aplicaciones Acero resistente a la corrosión intercristalina hasta 300 C bajo condiciones de operación
CAPÍTULO 4. CARACTERÍSTICAS MICROESTRUCTURALES DEL MATERIAL ROLADO Y SOLDADO
 CAPÍTULO 4. CARACTERÍSTICAS MICROESTRUCTURALES DEL MATERIAL ROLADO Y SOLDADO Este capítulo contiene una descripción de las características del material al ser rolado y soldado. En la fabricación de tubo
CAPÍTULO 4. CARACTERÍSTICAS MICROESTRUCTURALES DEL MATERIAL ROLADO Y SOLDADO Este capítulo contiene una descripción de las características del material al ser rolado y soldado. En la fabricación de tubo
FICHA TÉCNICA DEL ACERO INOXIDABLE
 FICHA TÉCNICA DEL ACERO INOXIDABLE TABLA DE CARACTERÍSTICAS TÉCNICAS DEL ACERO INOXIDABLE DESIGNACIÓN FÍSICAS ELÉCTRICAS MECÁNICAS A 20C MECÁNICAS EN CALIENTE TRATAMIENT. TÉRMICOS OTRAS Acero al Cromo
FICHA TÉCNICA DEL ACERO INOXIDABLE TABLA DE CARACTERÍSTICAS TÉCNICAS DEL ACERO INOXIDABLE DESIGNACIÓN FÍSICAS ELÉCTRICAS MECÁNICAS A 20C MECÁNICAS EN CALIENTE TRATAMIENT. TÉRMICOS OTRAS Acero al Cromo
Departamento de Tecnologías 1 IES Valle del Sol. Selectividad 2015 SELECTIVIDAD 2014 SELECTIVIDAD 2013
 1 IES Valle del Sol No hay ejercicios de este tema No hay ejercicios de este tema. Selectividad 2015 SELECTIVIDAD 2014 SELECTIVIDAD 2013 1. Dos metales A y B solidifican a 1000 ºC y 500 ºC respectivamente
1 IES Valle del Sol No hay ejercicios de este tema No hay ejercicios de este tema. Selectividad 2015 SELECTIVIDAD 2014 SELECTIVIDAD 2013 1. Dos metales A y B solidifican a 1000 ºC y 500 ºC respectivamente
5.16 Variables que limitan la calificación
 CALIFICACIÓN DE SOLDADORES: referencia de la norma utilizada para la calificación de soldadores en el puente. Las pruebas de calificación descriptas en la norma son especialmente ideadas para determinar
CALIFICACIÓN DE SOLDADORES: referencia de la norma utilizada para la calificación de soldadores en el puente. Las pruebas de calificación descriptas en la norma son especialmente ideadas para determinar
Importancia del hierro en la metalurgia
 DIAGRAMA Fe - C Importancia del hierro en la metalurgia Afinidad química Capacidad de solubilidad de otros elementos Propiedad alotrópica en estado sólido Capacidad para variar sustancialmente la estructura
DIAGRAMA Fe - C Importancia del hierro en la metalurgia Afinidad química Capacidad de solubilidad de otros elementos Propiedad alotrópica en estado sólido Capacidad para variar sustancialmente la estructura
DESARROLLO DE ACEROS DUAL-PHASE EN ACEROS PARA REFUERZO EN ESTRUCTURAS DE HORMIGÓN
 DESARROLLO DE ACEROS DUAL-PHASE EN ACEROS PARA REFUERZO EN ESTRUCTURAS DE HORMIGÓN V. L. de la Concepción María (1), H. N. Lorusso (1,2), H. G. Svoboda (2,3) (1) INTI Mecánica, Instituto Nacional de Tecnología
DESARROLLO DE ACEROS DUAL-PHASE EN ACEROS PARA REFUERZO EN ESTRUCTURAS DE HORMIGÓN V. L. de la Concepción María (1), H. N. Lorusso (1,2), H. G. Svoboda (2,3) (1) INTI Mecánica, Instituto Nacional de Tecnología
5b. DIAGRAMA HIERRO-CARBONO
 5b. DIAGRAMA HIERRO-CARBONO MATERIALES 13/14 ÍNDICE ACERO DIAGRAMA Fe-C FASES EN EL DIAGRAMA PROPIEDADES MECANICAS DE LAS FASES 2 1. ACERO Constituyentes de las aleaciones Fe-C (fases) Ferrita : Solución
5b. DIAGRAMA HIERRO-CARBONO MATERIALES 13/14 ÍNDICE ACERO DIAGRAMA Fe-C FASES EN EL DIAGRAMA PROPIEDADES MECANICAS DE LAS FASES 2 1. ACERO Constituyentes de las aleaciones Fe-C (fases) Ferrita : Solución
Curso: Soldador con máquinas semiautomáticas Mag / Mig
 Curso: Soldador con máquinas semiautomáticas Mag / Mig Acreditación: Certificado de profesionalidad Código: FMEL6106 Objetivos: Realizar soldaduras utilizando procesos semiautomáticos MAG / MIG de aceros
Curso: Soldador con máquinas semiautomáticas Mag / Mig Acreditación: Certificado de profesionalidad Código: FMEL6106 Objetivos: Realizar soldaduras utilizando procesos semiautomáticos MAG / MIG de aceros
NORMA DE DISTRIBUCIÓN N.M.A.90.04/0 MOLDES PARA SOLDADURA EXOTÉRMICA FECHA: 15/06/99
 N.MA.90.04/0 NORMA DE DISTRIBUCIÓN N.M.A.90.04/0 MOLDES PARA SOLDADURA EXOTÉRMICA FECHA: 15/06/99 N.M.A.90.04/0 JUNIO 99 Í N D I C E 1. - OBJETO... 1 2. - CAMPO DE APLICACIÓN... 1 3. - DEFINICIONES...
N.MA.90.04/0 NORMA DE DISTRIBUCIÓN N.M.A.90.04/0 MOLDES PARA SOLDADURA EXOTÉRMICA FECHA: 15/06/99 N.M.A.90.04/0 JUNIO 99 Í N D I C E 1. - OBJETO... 1 2. - CAMPO DE APLICACIÓN... 1 3. - DEFINICIONES...
UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA Departamento de Ingeniería Mecánica Área de Procesos Mecánicos
 1 INGENIERÍA CIVIL EN MECÁNICA PLAN 2012 GUÍA DE LABORATORIO SOLDADURA Manual Proceso GMAW ASIGNATURA PROCESOS MECÁNICOS II CODIGO 15160 EXPERIENCIA C606 PROCESOS DE SOLDADURA INDUSTRIAL MANUAL, GMAW (MIG/MAG)
1 INGENIERÍA CIVIL EN MECÁNICA PLAN 2012 GUÍA DE LABORATORIO SOLDADURA Manual Proceso GMAW ASIGNATURA PROCESOS MECÁNICOS II CODIGO 15160 EXPERIENCIA C606 PROCESOS DE SOLDADURA INDUSTRIAL MANUAL, GMAW (MIG/MAG)
EFECTO DE LAS VARIABLES DE PROCESO EN EL METAL DE APORTE PURO FERRÍTICO DEPOSITADO CON UN ALAMBRE TUBULAR METAL-CORED E111T5-K3
 EFECTO DE LAS VARIABLES DE PROCESO EN EL METAL DE APORTE PURO FERRÍTICO DEPOSITADO CON UN ALAMBRE TUBULAR METAL-CORED E111T5-K3 Hernán G. Svoboda (1,2), N. M. Ramini de Rissone (3), E. Surian (4) y L.
EFECTO DE LAS VARIABLES DE PROCESO EN EL METAL DE APORTE PURO FERRÍTICO DEPOSITADO CON UN ALAMBRE TUBULAR METAL-CORED E111T5-K3 Hernán G. Svoboda (1,2), N. M. Ramini de Rissone (3), E. Surian (4) y L.
Aplicación de la Soldadura Húmeda, mediante la Simulación de un
 Título: Aplicación de la Soldadura Húmeda, mediante la Simulación de un Proceso de Electrodo Revestido Bajo Agua. Autores: 1 Julián Peña Estrella, 2 Paul Mosquera Martínez 1 Ingeniero Mecánico 1987 2 Ingeniero
Título: Aplicación de la Soldadura Húmeda, mediante la Simulación de un Proceso de Electrodo Revestido Bajo Agua. Autores: 1 Julián Peña Estrella, 2 Paul Mosquera Martínez 1 Ingeniero Mecánico 1987 2 Ingeniero
DEPARTAMENTO DE SERVICIOS INDUSTRIALES DE OASA
 DEPARTAMENTO DE SERVICIOS INDUSTRIALES DE OASA 1. ASESORIAS 2. INSPECCIONES 3. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS EN SOLDADUR 4. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS DE SEGURIDAD EN LA SOLDADURA
DEPARTAMENTO DE SERVICIOS INDUSTRIALES DE OASA 1. ASESORIAS 2. INSPECCIONES 3. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS EN SOLDADUR 4. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS DE SEGURIDAD EN LA SOLDADURA
El proceso de soldadura por arco sumergido es un proceso automático desarrollado por la Unión Soviética en 1930, y en el cual el arco eléctrico se
 El proceso de soldadura por arco sumergido es un proceso automático desarrollado por la Unión Soviética en 1930, y en el cual el arco eléctrico se genera entre la pieza de trabajo y un electrodo que es
El proceso de soldadura por arco sumergido es un proceso automático desarrollado por la Unión Soviética en 1930, y en el cual el arco eléctrico se genera entre la pieza de trabajo y un electrodo que es
Aplicación y Soldaduras para Cimentaciones Profundas En Acero
 Aplicación y Soldaduras para Cimentaciones Profundas En Acero Agosto 23, 2018 2017 José Gpe. Guerra Ceja jgguerra@lincolnelectric.com.mx Contenido Equipos Introducción Referencia Normativa de los Perfiles
Aplicación y Soldaduras para Cimentaciones Profundas En Acero Agosto 23, 2018 2017 José Gpe. Guerra Ceja jgguerra@lincolnelectric.com.mx Contenido Equipos Introducción Referencia Normativa de los Perfiles
CONTENIDO SOLDADURA DE LOS ACEROS. APLICACIONES. Capítulo 2: PROCESOS DE CORTE. Capítulo 1: FABRICACIÓN DE LOS ACEROS
 SOLDADURA DE LOS ACEROS. XI CONTENIDO Capítulo 1: FABRICACIÓN DE LOS ACEROS 1. Estructura y propiedades de los aceros... 1 1.1. Selección de materiales... 1 1.2. Influencia de la microestructura... 2 1.3.
SOLDADURA DE LOS ACEROS. XI CONTENIDO Capítulo 1: FABRICACIÓN DE LOS ACEROS 1. Estructura y propiedades de los aceros... 1 1.1. Selección de materiales... 1 1.2. Influencia de la microestructura... 2 1.3.
Procesos de Fabricación I
 Mecánica PAG: 1 Universidad Central de Venezuela Facultad de Escuela de Mecánica Departamento de Unidad Docente y de Investigación de Tecnología Mecánica Asignatura Mecánica PAG: 2 1. PROPÓSITO Uno de
Mecánica PAG: 1 Universidad Central de Venezuela Facultad de Escuela de Mecánica Departamento de Unidad Docente y de Investigación de Tecnología Mecánica Asignatura Mecánica PAG: 2 1. PROPÓSITO Uno de
Atributos de Servicio de los productos Manufacturados
 Atributos de Servicio de los productos Manufacturados PROCESOS DE MANUFACTURA 1 Ing. José Carlos López Arenales Qué propiedades de los materiales nos interesan en la Manufactura? Propiedades mecánicas
Atributos de Servicio de los productos Manufacturados PROCESOS DE MANUFACTURA 1 Ing. José Carlos López Arenales Qué propiedades de los materiales nos interesan en la Manufactura? Propiedades mecánicas
ANX-PR/CL/ GUÍA DE APRENDIZAJE. ASIGNATURA Soldadura. CURSO ACADÉMICO - SEMESTRE Segundo semestre
 ANX-PR/CL/001-02 GUÍA DE APRENDIZAJE ASIGNATURA Soldadura CURSO ACADÉMICO - SEMESTRE 2014-15 - Segundo semestre FECHA DE PUBLICACIÓN Diciembre - 2014 GA_56IM_565000346_2S_2014-15 Datos Descriptivos Nombre
ANX-PR/CL/001-02 GUÍA DE APRENDIZAJE ASIGNATURA Soldadura CURSO ACADÉMICO - SEMESTRE 2014-15 - Segundo semestre FECHA DE PUBLICACIÓN Diciembre - 2014 GA_56IM_565000346_2S_2014-15 Datos Descriptivos Nombre
NOVEDADES EN ALAMBRES TUBULARES
 EVENTO DE CAPACITACIÓN EN LA UNIVERSIDAD NACIONAL-BOGOTÁ- MARZO DE 2016 NOVEDADES EN ALAMBRES TUBULARES Procesos de Soldadura con Alambre Tubular FCAW con alambre tubular flux cored con Protección Gaseosa
EVENTO DE CAPACITACIÓN EN LA UNIVERSIDAD NACIONAL-BOGOTÁ- MARZO DE 2016 NOVEDADES EN ALAMBRES TUBULARES Procesos de Soldadura con Alambre Tubular FCAW con alambre tubular flux cored con Protección Gaseosa
LABORATORIO DE ENSAYOS DESTRUCTIVOS Y NO DESTRUCTIVOS
 LABORATORIO DE ENSAYOS DESTRUCTIVOS Y NO DESTRUCTIVOS El Laboratorio de Trinity Industries de México S. de R.L. de C.V. se encuentra Acreditado ante la Entidad Mexicana de Acreditación ( EMA ) como Laboratorio
LABORATORIO DE ENSAYOS DESTRUCTIVOS Y NO DESTRUCTIVOS El Laboratorio de Trinity Industries de México S. de R.L. de C.V. se encuentra Acreditado ante la Entidad Mexicana de Acreditación ( EMA ) como Laboratorio
Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco
 Modalidad: Duración: ON-LINE 60 horas SOLDADURA MIG-MAG OBJETIVO: Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco Describir la constitución
Modalidad: Duración: ON-LINE 60 horas SOLDADURA MIG-MAG OBJETIVO: Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco Describir la constitución
3. En un temple, como se debería llevar a cabo el enfriamiento? a. En horno. b. En agua. c. Al aire d. Todas son correctas
 PERSONAL RELACIONADO CON EL SOLDEO 1. Qué tarea no debería el llevar a cabo un Inspector de Construcciones Soldadas Nivel 1? a. Dirigir las pruebas de homologación de soldadores. b. Dirigir las pruebas
PERSONAL RELACIONADO CON EL SOLDEO 1. Qué tarea no debería el llevar a cabo un Inspector de Construcciones Soldadas Nivel 1? a. Dirigir las pruebas de homologación de soldadores. b. Dirigir las pruebas
FERRITA FRÁGIL EN SOLDADURA POR FUSIÓN DE ACERO EXTRABAJO CARBONO CON RECUBRIMIENTO
 FERRITA FRÁGIL EN SOLDADURA POR FUSIÓN DE ACERO EXTRABAJO CARBONO CON RECUBRIMIENTO Autor: Mario González Instituto de Ensayo de Materiales - Facultad de Ingeniería E-mail: mariog@fing.edu.uy Resumen En
FERRITA FRÁGIL EN SOLDADURA POR FUSIÓN DE ACERO EXTRABAJO CARBONO CON RECUBRIMIENTO Autor: Mario González Instituto de Ensayo de Materiales - Facultad de Ingeniería E-mail: mariog@fing.edu.uy Resumen En
SOLDADOR MÁQUINAS SEMIAUTOMÁTICAS MIG/MAG
 SOLDADOR MÁQUINAS SEMIAUTOMÁTICAS MIG/MAG SOLDADOR MÁQUINAS SEMIAUTOMÁTICAS MIG/MAG Horas: 230 Teoría: 80 Práctica: 150 Presenciales: 230 A Distancia: 0 Acción: FIP FMEL10 Nº Grupo: Código: FIP FMEL10
SOLDADOR MÁQUINAS SEMIAUTOMÁTICAS MIG/MAG SOLDADOR MÁQUINAS SEMIAUTOMÁTICAS MIG/MAG Horas: 230 Teoría: 80 Práctica: 150 Presenciales: 230 A Distancia: 0 Acción: FIP FMEL10 Nº Grupo: Código: FIP FMEL10
norma española UNE-EN Accesorios para tuberías soldados a tope requisitos de inspección específicos Septiembre 2010 TÍTULO CORRESPONDENCIA
 norma española UNE-EN 10253-3 Septiembre 2010 TÍTULO Accesorios para tuberías soldados a tope Parte 3: Aceros inoxidables austeníticos y ferro-austeníticos sin requisitos de inspección específicos Butt-welding
norma española UNE-EN 10253-3 Septiembre 2010 TÍTULO Accesorios para tuberías soldados a tope Parte 3: Aceros inoxidables austeníticos y ferro-austeníticos sin requisitos de inspección específicos Butt-welding
SOLADADURA OXIACETILENICA
 SOLDAR Es la acción de unir piezas de igual o distinta naturaleza, en la que su adherencia se produce por aporte de calor a una temperatura adecuada, con aplicación de presión o sin ella y con adición
SOLDAR Es la acción de unir piezas de igual o distinta naturaleza, en la que su adherencia se produce por aporte de calor a una temperatura adecuada, con aplicación de presión o sin ella y con adición
TEMPLABILIDAD ENSAYO YOMINY
 Materiales Metálicos 2do. Ingeniería Mecánica TEMPLABILIDAD ENSAYO YOMINY Ing. Víctor Gómez U. T. N. Facultad Regional Tucumán Tratamientos térmicos Velocidades de enfriamiento Diagramas de las SS o de
Materiales Metálicos 2do. Ingeniería Mecánica TEMPLABILIDAD ENSAYO YOMINY Ing. Víctor Gómez U. T. N. Facultad Regional Tucumán Tratamientos térmicos Velocidades de enfriamiento Diagramas de las SS o de
METALURGIA Y SIDERURGIA. Hoja de Problemas Nº 2. Ensayos mecánicos
 METALURGIA Y SIDERURGIA Hoja de Problemas Nº 2 Ensayos mecánicos 1. Un tirante metálico de alta responsabilidad en un puente de ferrocarril fue diseñado inicialmente con un acero sin ninguna exigencia
METALURGIA Y SIDERURGIA Hoja de Problemas Nº 2 Ensayos mecánicos 1. Un tirante metálico de alta responsabilidad en un puente de ferrocarril fue diseñado inicialmente con un acero sin ninguna exigencia
SOLDADURA MAG. Argón (Ar) Dióxido de carbono (CO 2
 Dióxido de carbono (CO 2") GASES DE SLDADURA El proceso de soldadura y el gas adecuado van de la mano. Como método de unión, la soldadura se ha utilizado por siglos. Actualmente se utilizan aproximadamente 100 métodos de soldadura
GASES DE SLDADURA El proceso de soldadura y el gas adecuado van de la mano. Como método de unión, la soldadura se ha utilizado por siglos. Actualmente se utilizan aproximadamente 100 métodos de soldadura
GUÍA DE DISCUSIÓN DE CONCEPTOS Y PROBLEMAS. " DIAGRAMA Fe - Fe 3 C "
 UNIVERSIDAD DON BOSCO FACULTAD DE INGENIERÍA ESCUELA DE INGENIERÍA MECÁNICA Asignatura: CIENCIA DE LOS MATERIALES CUESTIONARIO GUÍA DE DISCUSIÓN DE CONCEPTOS Y PROBLEMAS " DIAGRAMA Fe - Fe 3 C " 1.- Describir
UNIVERSIDAD DON BOSCO FACULTAD DE INGENIERÍA ESCUELA DE INGENIERÍA MECÁNICA Asignatura: CIENCIA DE LOS MATERIALES CUESTIONARIO GUÍA DE DISCUSIÓN DE CONCEPTOS Y PROBLEMAS " DIAGRAMA Fe - Fe 3 C " 1.- Describir
8.2 Curvas T-T-T INDICE. Materiales I 13/14
 8.2 Curvas T-T-T Materiales I 13/14 INDICE Diagramas TTT. Transformación isoterma Diagramas TTT acero concentración eutectoide Diagramas TTT. Fases presentes fuera del equilibrio Martensita Bainita Diagramas
8.2 Curvas T-T-T Materiales I 13/14 INDICE Diagramas TTT. Transformación isoterma Diagramas TTT acero concentración eutectoide Diagramas TTT. Fases presentes fuera del equilibrio Martensita Bainita Diagramas
Endurecimiento por aleación. Aleaciones con transformación martensítica. Luis Íñiguez de Onzoño Sanz
 Endurecimiento por aleación. Aleaciones con transformación martensítica. Luis Íñiguez de Onzoño Sanz Transformación martensítica o temple. Veremos el efecto que tiene con 4 probetas de F-1140 calentándolas
Endurecimiento por aleación. Aleaciones con transformación martensítica. Luis Íñiguez de Onzoño Sanz Transformación martensítica o temple. Veremos el efecto que tiene con 4 probetas de F-1140 calentándolas
TRABAJO FINAL ANÁLISIS NUMÉRICO
 TRABAJO FINAL ANÁLISIS NUMÉRICO TEMPLABILIDAD EN ACEROS Integrantes: Marcone, Julian mat: 13170 Masari, Facundo mat: 13283 Dazeo, Hermann mat: 13075 Resumen Se estimará mediante métodos numéricos el desarrollo
TRABAJO FINAL ANÁLISIS NUMÉRICO TEMPLABILIDAD EN ACEROS Integrantes: Marcone, Julian mat: 13170 Masari, Facundo mat: 13283 Dazeo, Hermann mat: 13075 Resumen Se estimará mediante métodos numéricos el desarrollo
CALIFICACIÓN DE LAS SOLDADURA POR RAYOS X.- Una vez vistos los distintos defectos que se pueden presentar en una unión soldada, vamos a intentar el
 CALIFICACIÓN DE LAS SOLDADURA POR RAYOS X.- Una vez vistos los distintos defectos que se pueden presentar en una unión soldada, vamos a intentar el calificarlos por medio de la norma UNE-14011, que tiene
CALIFICACIÓN DE LAS SOLDADURA POR RAYOS X.- Una vez vistos los distintos defectos que se pueden presentar en una unión soldada, vamos a intentar el calificarlos por medio de la norma UNE-14011, que tiene
Uniones en Estructuras Metálicas
 Curso 2004/2005 Programa de la asignatura: Uniones en Estructuras Metálicas 6 créditos; Optativa 3º Curso Ingeniero Técnico Mecánico Profesorado: D. Mateo Maya Sánchez Escuela Politécnica Superior Departamento
Curso 2004/2005 Programa de la asignatura: Uniones en Estructuras Metálicas 6 créditos; Optativa 3º Curso Ingeniero Técnico Mecánico Profesorado: D. Mateo Maya Sánchez Escuela Politécnica Superior Departamento
CAPÍTULO 6: ALEACIONES HIERRO - CARBONO (Diagrama Hierro - Carbono)
") CAPÍTULO 6: ALEACIONES HIERRO - CARBONO (Diagrama Hierro - Carbono) 6.1. INTRODUCCIÓN Todas las posibles aleaciones Hierro - Carbono y sus formas con la temperatura están representadas en lo que se llama
CAPÍTULO 6: ALEACIONES HIERRO - CARBONO (Diagrama Hierro - Carbono) 6.1. INTRODUCCIÓN Todas las posibles aleaciones Hierro - Carbono y sus formas con la temperatura están representadas en lo que se llama
Competitividad + Productividad + Reducción de Costos
 Es un proceso de soldadura que ha experimentado un alto crecimiento de utilización debido a la flexibilidad de producir distintas aleaciones, aún en pequeñas series. Reúne tres condiciones básicas, que
Es un proceso de soldadura que ha experimentado un alto crecimiento de utilización debido a la flexibilidad de producir distintas aleaciones, aún en pequeñas series. Reúne tres condiciones básicas, que
El Hombre y la Máquina ISSN: Universidad Autónoma de Occidente Colombia
 El Hombre y la Máquina ISSN: 0121-0777 maquina@uao.edu.co Universidad Autónoma de Occidente Colombia ZAMORA RANGEL, L.; MEDINA ALMAZÁN, A.L.; RIVERA RODRÍGUEZ, C.; ROJAS SALINAS, A.S. Evaluación de una
El Hombre y la Máquina ISSN: 0121-0777 maquina@uao.edu.co Universidad Autónoma de Occidente Colombia ZAMORA RANGEL, L.; MEDINA ALMAZÁN, A.L.; RIVERA RODRÍGUEZ, C.; ROJAS SALINAS, A.S. Evaluación de una
Temperatura C Temperatura C
 RESUMEN El diseño y construcción de estructuras metálicas posee una relevancia creciente en nuestro país, llegando a ser un importante motor económico en muchas áreas. El estado de las uniones en estructuras
RESUMEN El diseño y construcción de estructuras metálicas posee una relevancia creciente en nuestro país, llegando a ser un importante motor económico en muchas áreas. El estado de las uniones en estructuras
Cromatig 307Si Varillas aporte TIG- GTAW
 Cromatig 307Si AWS: A5.9-95 ER 307Si EN 12072-99 W 18 8 MnSi DIN 8556-86 SG X15 CrNiMn 18 8 UDT El Cromatig 307Si es una varilla TIG que deposita un 19% de Cromo, un 9% de Niquel, y un 7% de Manganeso.
Cromatig 307Si AWS: A5.9-95 ER 307Si EN 12072-99 W 18 8 MnSi DIN 8556-86 SG X15 CrNiMn 18 8 UDT El Cromatig 307Si es una varilla TIG que deposita un 19% de Cromo, un 9% de Niquel, y un 7% de Manganeso.
Tratamiento de austenizado
 DEFINICIÓN El austenizado es un tratamiento isotérmico subcrítico con transformación de la austenita en bainita inferior OBJETIVO q Obtener una estructura totalmente de bainita inferior PROCEDIMIENTO q
DEFINICIÓN El austenizado es un tratamiento isotérmico subcrítico con transformación de la austenita en bainita inferior OBJETIVO q Obtener una estructura totalmente de bainita inferior PROCEDIMIENTO q
PERSONAL RELACIONADO CON EL SOLDEO
 PERSONAL RELACIONADO CON EL SOLDEO 1. En relación con el inspector de soldadura, podemos decir: a. Es el encargado de fijar los criterios de aceptación a emplear en la evaluación. b. Deberá acreditar tener
PERSONAL RELACIONADO CON EL SOLDEO 1. En relación con el inspector de soldadura, podemos decir: a. Es el encargado de fijar los criterios de aceptación a emplear en la evaluación. b. Deberá acreditar tener
Análisis de Falla en Tornillo A325
 Análisis de Falla en Se presenta el análisis de falla, realizado a un tornillo de cabeza hexagonal, cuyo estampado de forja en la cabeza indica el tipo A325, correspondiente a tornillo estructural de alta
Análisis de Falla en Se presenta el análisis de falla, realizado a un tornillo de cabeza hexagonal, cuyo estampado de forja en la cabeza indica el tipo A325, correspondiente a tornillo estructural de alta
La Calidad en la Soldadura
 La Calidad en la Soldadura 3as Jornadas de Divulgación e Innovación Tecnológica Talleres Don Bosco 31 de julio de 2002 Ing. Silvia Infanzón Asociación Uruguaya de Ensayos No Destructivos ENSAYOS NO DESTRUCTIVOS
La Calidad en la Soldadura 3as Jornadas de Divulgación e Innovación Tecnológica Talleres Don Bosco 31 de julio de 2002 Ing. Silvia Infanzón Asociación Uruguaya de Ensayos No Destructivos ENSAYOS NO DESTRUCTIVOS
Soldadura con arco bajo gas protector con electrodo no consumible
 Soldadura con arco bajo gas protector con electrodo no consumible Objetivos Realizar soldaduras con arco bajo gas protector con electrodo consumible (TIG). Contenido Interpretación de planos en soldadura
Soldadura con arco bajo gas protector con electrodo no consumible Objetivos Realizar soldaduras con arco bajo gas protector con electrodo consumible (TIG). Contenido Interpretación de planos en soldadura
Stargold Al: Impulsa la Productividad Soldando Aluminio y sus Aleaciones
 Stargold Al: Impulsa la Productividad Soldando Aluminio y sus Aleaciones El presente catálogo tiene un valor puramente informativo, y recoge el estado actual de conocimientos técnicos sobre la materia.
Stargold Al: Impulsa la Productividad Soldando Aluminio y sus Aleaciones El presente catálogo tiene un valor puramente informativo, y recoge el estado actual de conocimientos técnicos sobre la materia.
Nuevas herramientas de END para mejorar la productividad de las soldaduras: Un nuevo enfoque para reducir el reproceso.
 Nuevas herramientas de END para mejorar la productividad de las soldaduras: Un nuevo enfoque para reducir el reproceso. Bienvenidos! Yo soy Carlos Enrique Molano Gerente comercial de Daonte S.A.S. Ingeniero
Nuevas herramientas de END para mejorar la productividad de las soldaduras: Un nuevo enfoque para reducir el reproceso. Bienvenidos! Yo soy Carlos Enrique Molano Gerente comercial de Daonte S.A.S. Ingeniero
Capítulo VII. Conclusiones y Recomendaciones
 Capítulo VII Conclusiones y Recomendaciones El desarrollo de esta investigación fue con el propósito de analizar si los dispositivos quiroprácticos ya mencionados, contaban con las características necesarias
Capítulo VII Conclusiones y Recomendaciones El desarrollo de esta investigación fue con el propósito de analizar si los dispositivos quiroprácticos ya mencionados, contaban con las características necesarias
JORNADA TÈCNICA. 22 de gener de 2015
 PRACTICA GRAMMAGRAFIA JORNADA TÈCNICA EQUIPS A PRESSIÓ 22 de gener de 2015 NOCIONES SOBRE INSPECCIÓN MEDIANTE MÉTODOS DE END DE MATERIALES METÁLICOS PRACTICA GRAMMAGRAFIA 1.- Introducción. 2.- Métodos
PRACTICA GRAMMAGRAFIA JORNADA TÈCNICA EQUIPS A PRESSIÓ 22 de gener de 2015 NOCIONES SOBRE INSPECCIÓN MEDIANTE MÉTODOS DE END DE MATERIALES METÁLICOS PRACTICA GRAMMAGRAFIA 1.- Introducción. 2.- Métodos
CAPÍTULO 5. FABRICACIÓN, INSPECCIÓN Y CONTROL DE CALIDAD
 CAPÍTULO 5. FABRICACIÓN, INSPECCIÓN Y CONTROL DE CALIDAD I.5.1. REQUERIMIENTOS GENERALES Las pautas de fabricación, inspección y control de calidad de este Anexo I se encuentran alineadas con lo establecido
CAPÍTULO 5. FABRICACIÓN, INSPECCIÓN Y CONTROL DE CALIDAD I.5.1. REQUERIMIENTOS GENERALES Las pautas de fabricación, inspección y control de calidad de este Anexo I se encuentran alineadas con lo establecido
SOLDADOR DE ESTRUCTURAS METÁLICAS PESADAS
 SOLDADOR DE ESTRUCTURAS METÁLICAS PESADAS CONTENIDOS Tecnología y normativa en soldadura y corte Características del metal de aportación en soldadura. Conocimiento de la norma UNE 14003. Simbolización
SOLDADOR DE ESTRUCTURAS METÁLICAS PESADAS CONTENIDOS Tecnología y normativa en soldadura y corte Características del metal de aportación en soldadura. Conocimiento de la norma UNE 14003. Simbolización
Tecnología de soldeo MAG 3
 UF1673 Soldadura MAG de chapas de acero al carbono Tecnología de soldeo MAG 3 Qué? Conocer los procesos de soldeo con arco bajo gas protector con electrodo consumible (MAG) Índice 3.1 Fundamentos de la
UF1673 Soldadura MAG de chapas de acero al carbono Tecnología de soldeo MAG 3 Qué? Conocer los procesos de soldeo con arco bajo gas protector con electrodo consumible (MAG) Índice 3.1 Fundamentos de la
DISCONTINUIDADES EN INSPECCIÓN de uniones soldadas (10) 1. Introducción: 2. Discontinuidades dimensionales Deformación:
 1. Introducción: 2. Discontinuidades dimensionales Deformación:") DISCONTINUIDADES EN INSPECCIÓN de uniones soldadas (10) 1. Introducción: Hablamos de una discontinuidad como la interrupción de la estructura típica (o esperada) de una junta soldada. En este sentido,
DISCONTINUIDADES EN INSPECCIÓN de uniones soldadas (10) 1. Introducción: Hablamos de una discontinuidad como la interrupción de la estructura típica (o esperada) de una junta soldada. En este sentido,
CAPÍTULO 1. REQUERIMIENTOS GENERALES
 CAPÍTULO 1. REQUERIMIENTOS GENERALES I.1.1. CAMPO DE VALIDEZ Este Anexo contiene los requerimientos mínimos para el diseño y ejecución de soldaduras de barras de acero para armaduras en estructuras de
CAPÍTULO 1. REQUERIMIENTOS GENERALES I.1.1. CAMPO DE VALIDEZ Este Anexo contiene los requerimientos mínimos para el diseño y ejecución de soldaduras de barras de acero para armaduras en estructuras de
Materiales. Examen Final (28/06/2011) PARTE I: Seleccione la respuesta correcta. 0.2 p c/u. Una respuesta incorrecta elimina una correcta.
 PARTE I: Seleccione la respuesta correcta. 0.2 p c/u. Una respuesta incorrecta elimina una correcta.") Nombre: Materiales. Examen Final (28/06/2011) Grupo/profesor: PARTE I: Seleccione la respuesta correcta. 0.2 p c/u. Una respuesta incorrecta elimina una correcta. 1) Un material ferromagnético puede presentar
Nombre: Materiales. Examen Final (28/06/2011) Grupo/profesor: PARTE I: Seleccione la respuesta correcta. 0.2 p c/u. Una respuesta incorrecta elimina una correcta. 1) Un material ferromagnético puede presentar