UNIVERSIDAD CENTROCCIDENTAL LISANDRO ALVARADO DECANATO DE INGENIERIA CIVIL DEPARTAMENTO DE INGENIERIA ESTRUCTURAL
|
|
|
- Martín Montero Lozano
- hace 7 años
- Vistas:
Transcripción
1 UNIVERSIDAD CENTROCCIDENTAL LISANDRO ALVARADO DECANATO DE INGENIERIA CIVIL DEPARTAMENTO DE INGENIERIA ESTRUCTURAL 22, Julio, 2014

2 Introducción: Hoy en día, en la construcción de estructuras se utiliza estructuras metálicas prefabricadas, lo cual la conforman un conjunto de elementos metálicos que deben unirse por medio de conexiones, que garantice el comportamiento de la estructura según fuera diseñada. El proyecto y detalle de las conexiones puede incidir en forma significativa en el costo final de la estructura. La selección del tipo de conexiones debe tomar en consideración el comportamiento de la conexión (rígida, flexible, por contacto, por fricción, etc.), las limitaciones constructivas, la facilidad de fabricación (accesibilidad de soldadura, uso de equipos automáticos, repetición de elementos posibles de estandarizar, etc.) y aspectos de montaje (accesibilidad para apernar o soldar en terreno, equipos de levante, soportes provisionales y hasta aspectos relacionados con clima en el lugar de montaje, tiempo disponible, etc.). Tanto las conexiones como el diseño dependen de ciertos factores principales los cuales son: Tipo de carga: Tanto el tipo como la dirección de los esfuerzos que convergen sobre una conexión es determinante de su diseño. Resistencia y rigidez: De los elementos y de las conexiones. Economía: Las conexiones tiene una relación directa con el costo total de la estructura( las conexiones repetitivas pueden tener un impacto importante en la reducción de costos) Dificultad de ejecución: Significa un costo importante en cuanto a su complejidad de ejecución. Tipos de conexiones en acero
, las limitaciones constructivas, la facilidad de fabricación (accesibilidad de soldadura, uso de equipos automáticos, repetición de elementos posibles de estandarizar, etc.")
3 Según AISC las conexiones se clasifican según su relación momento- rotación 1) Conexiones Simples. Este tipo de conexión no transfiere momentos flectores. Lo que permite la rotación en el extremo del miembro También son llamadas conexiones de corte. 2) Conexiones rígidas (FR). Las conexiones en los extremos de las vigas y celosías empotradas, se diseñarán considerando los efectos combinados de los momentos y las fuerzas cortantes resultantes de la rigidez de la conexión (extraído de la norma Covenin ). Estas conexiones deben proveer suficiente resistencia y rigidez para mantener el ángulo constante entre los miembros conectados durante la aplicación de las cargas y evitar toda rotación relativa entre el elemento soportado y el elemento soportante. 3) Conexiones semirrígidas (PR). Estas conexiones presentan un ángulo entre la flexibilidad de la conexión simple o de corte y la rigidez total de la conexión de momento FR. La norma COVENIN 1618:1998ESTRUCTURAS DE ACERO PARA EDIFICACIONES. MÉTODO DE LOS ESTADOS LÍMITES establece la resistencia minina de las conexiones, las cuales se diseñarán para una fuerza cortante mayorada no menor de 5000 Kgf, excepto en las rejillas, tensores y correas. Estudiaremos en esta lectura respecto a las conexiones soldadas. CONEXIONES SOLDADAS.
.")
4 Consiste en unir dos piezas, por medio de calor, es decir, fundir a altas temperaturas las piezas de las caras de las secciones a unir. Es la forma más fácil de conectar elementos estructurales. Debido a la simplicidad que posee su diseño, además de ser económica, es el tipo de conexión más usado hoy en día, ya que permite ahorrar en el peso de acero utilizado y elimina las placas de unión y de empalme usadas en las estructuras remachadas o atornilladas. Además el área donde se aplicara la soldadura es mucho mayor que la de los pernos, lo que hace fácil la conexión entre dos secciones. También se puede acotar que debido a su método de ejecución, esta no presenta un sonido irritante al ambiente. Se mencionan dos procesos de soldaduras: Soldadura Oxiacetilénica La temperatura se logra encendiendo una mezcla de gases de oxígeno y acetileno en el soplete capaz de fundir los bordes de las planchas a unir a la que se le agrega el material de aporte proveniente de una varilla con la que se rellena el borde a soldar. El principio de la soldadura con mezcla de oxígeno y acetileno se emplea también en el corte de planchas. Soldadura al Arco Se genera un arco voltaico entre la pieza a soldar y la varilla del electrodo que maneja el operador que produce temperaturas de hasta 3.000ºC. Los materiales que revisten el electrodo se funden con retardo, generando una protección gaseosa y neutra en torno al arco eléctrico, evitando la oxidación del material fundido a tan alta temperatura. Este proceso puede ser manual, con electrodo revestido o automática con arco sumergido. Los tipos de soldaduras más usados son: Soldaduras de tope. Soldaduras de filete longitudinal y transversal. Soldadura de tapón o de ranura. Soldadura tope de penetración completa.

5 Es cuando la soldadura está sujeta a tracción o compresión axial y el material de la soldadura se fusionan con el metal base a través de la profundidad de la unión, preparando la plancha, haciendo un bisel. Soldadura tope de penetración parcial. Este tipo de soldaduras se usa cuando las fuerzas que actúan en en la soldadura son pequeñas y la profundidad de la soldadura puede ser menor que el espesor de la unión soldada. Para empalmes en columnas de edificios de acero con cargas axiales puras se utilizan soldaduras de surcos, las cuales son hechas desde un lado sin una placa, las cuales también se les conoce como soldadura tope de penetración parcial. SOLDADURAS DE FILETE Se usan para unir por medio de un ángulo recto, dos secciones. Se clasifican en dos tipos: soldadura de filete longitudinal y transversal. Este tipo de soldaduras son más resistentes a tracción y compresión que al corte. La diferencia entre ambas es que una se ubica transversal a la plancha, estas uniones pueden ser traslapadas, soldaduras de surco para reforzar uniones en las esquinas, y junta en T. El espesor efectivo de la garganta de una soldadura de filete será la distancia desde la raíz del cordón a la hipotenusa del mayor triángulo rectángulo inscrito en la sección transversal de la soldadura. Sin embargo, cuando las soldaduras de filete se efectúen mediante el proceso de arco sumergido, el espesor efectivo de la garganta se tomará igual a la dimensión del lado para filetes de 10 mm o menores; para filetes mayores de 10 mm se tomará igual a la garganta teórica más 3 mm. El área efectiva de las soldaduras de filete depositadas en agujeros o canales se calculará empleando como longitud efectiva la longitud de la línea central de la soldadura a través del centro del plano que pasa por la garganta.

6 Sin embargo, cuando los filetes se solapan, el área efectiva no excederá el área nominal de la sección transversal del agujero o canal en el plano de la superficie en contacto Tamaños máximos efectivos de las soldaduras de filete Los tamaños máximos que pueden utilizarse a lo largo de las partes conectadas serán: (a) En los bordes de los materiales de menos de 6 mm de espesor, no mayor del espesor del material. (b) En los bordes de los materiales de 6 mm o más de espesor el tamaño máximo será 2 mm menor que ese espesor, a menos que se señale especialmente en los planos que la soldadura ha de ser reforzada hasta obtener un espesor de garganta total. En estas condiciones de soldadura, se permitirá que la distancia entre el borde del metal base y la garganta de la soldadura sea menor de 2 mm siempre que el tamaño de las soldadura sea claramente verificable. (c) En las soldaduras entre ala y alma y conexiones similares, el tamaño de la soldadura no necesita ser mayor que el requerido para desarrollar la capacidad del alma. La norma COVENIN 1618:1998ESTRUCTURAS DE ACERO PARA EDIFICACIONES. MÉTODO DE LOS ESTADOS LÍMITES establece que la longitud mínima efectiva no será menor de 4 veces su tamaño nominal. Si no se cumple, se considera que el tamaño nominal no exceda de una cuarta parte de la longitud efectiva y cuando únicamente se utilizan soldaduras longitudinales de filete en las conexiones en los extremos de barras planas, sometidas a tracción, la longitud de cada soldadura de filete no será menor que la distancia perpendicular entre ellas. Y para Longitudes máximas en los extremos solicitados, la longitud efectiva de la soldadura de filete será igual a la longitud real de la soldadura, L, cuando no exceda 100 veces el tamaño del filete, w. φlw L cuando la longitud real de la soldadura exceda 100 w. El factor de reducción se calculará Según la siguiente fórmula:
 En los bordes de los materiales de 6 mm o más de espesor el tamaño máximo será 2 mm menor que ese espesor, a menos que se señale especialmente en los planos que la soldadura ha de ser reforzada")
7 φlw = (L/ 100 w) 1.0 (23-1) Donde: φlw = Coeficiente de reducción L = Longitud real de la soldadura solicitada. w = Tamaño del filete de soldadura Cuando la longitud real de la soldadura exceda 300 w, el valor de φlw se tomará como Soldaduras intermitentes de filete Se podrá usar soldaduras intermitentes de filete para transferir las tensiones calculadas a través de una junta o superficie de contacto, cuando la resistencia requerida sea menor que la desarrollada por una soldadura continua de filete de tamaño mínimo permitido, así como para unir los componentes de miembros compuestos. La longitud efectiva de cualquier segmento de una soldadura intermitente de filete no será inferior a 4 veces el tamaño de la soldadura, ni menor de 40 mm. Juntas solapadas En las juntas solapadas, el solape mínimo será igual a 5 veces el espesor de la pieza más delgada y no menor a 25 mm. En las uniones solapadas de planchas o barras sometidas a tensiones normales que solamente utilicen cordones de soldadura transversal, estarán soldadas con filetes a lo largo de los extremos de las dos piezas, salvo en los casos en que la flexión de éstas esté lo suficientemente restringida como para evitar la apertura de la junta bajo condiciones de carga máxima. SOLDADURAS DE TAPÓN O DE RANURA Este tipo de soldadura se utiliza con las partes traslapadas en contacto, mediante agujeros de puntos circulares o de ranuras que pueden ser rellenados parcial o totalmente, para transmitir los esfuerzos de corte en uniones traslapadas y para impedir el pandeo. Se establecen parámetros para obtener una buena soldadura de tapón o ranura, ya que este tipo de soldadura es muy peligrosa porque la tracción está

8 directamente en la soldadura. Se usan electrodos precisos, esto depende de la resistencia del acero donde se realiza la soldadura. El diámetro del agujero que aloja a una soldadura de tapón no será menor que el espesor de la pieza que la contiene aumentado en 8 mm, ni que el diámetro mínimo más 3 mm o mayor de 2.25 veces el espesor del metal de aporte. La separación mínima, centro a centro de las soldaduras de tapón será de 4 veces el diámetro del agujero. La longitud de la ranura destinada a alojar una soldadura de canal no será superior a 10 veces el espesor de la soldadura. El ancho de la ranura no será inferior al espesor de la pieza que la contiene aumentado en 8 mm, ni será mayor de 2.25 veces el espesor de la soldadura. Los extremos de la ranura serán semicirculares o tendrán sus esquinas redondeadas con un radio no menor que el espesor de la pieza que la contiene, excepto en los extremos que se extienden hasta el borde de la pieza. La separación mínima de líneas de soldaduras de canal en una dirección perpendicular a su longitud será de 4 veces el ancho de la ranura. La separación mínima centro a centro en una dirección longitudinal sobre cualquier línea de soldadura será de 2 veces la longitud de la ranura. El espesor de las soldaduras de tapón o canal efectuadas en materiales de espesor igual o menor a los 16 mm (5/8 plg) será el mismo que el del material. Si se efectúan en materiales más gruesos, el espesor de tales soldaduras será, como mínimo, la mitad del correspondiente al material, pero no inferior a 16 mm.

9 El electrodo debe tener propiedades adecuadas ya que este aporta resistencia a la soldadura. Para cada tipo de acero existen electrodos, y estos pueden denotarse como Exxx. El electrodo usado tiene cierta resistencia a la tracción la cual se presenta de la siguiente manera: Electrodos E 60xx E 70xx E 80xx E 90xx E 100xx E 110xx Resistencia a la tracción 60 Ksi 70 Ksi 80 Ksi 90 Ksi 100 Ksi 110 Ksi Estos tipos de electrodos se usarán en cualquier tipo de soldadura, excepto en las de tope completa o parcial, y que en esta se usa Matachín electrode. Para la soldadura de los aceros, los electrodos se clasifican atendiendo al tipo de revestimiento que incorporan. Así se tiene la siguiente clasificación típica: - Electrodos Celulósicos;

10 - Electrodos Ácidos; - Electrodos de Rutilo; - Electrodos Básicos; - Otros (electrodos de gran penetración; de gran rendimiento; de autocontacto). Diseño de soldaduras por el método de LRFD Las propiedades del electrodo deben ser compatibles con el metal base, en la tabla anexa se muestran las propiedades:

 R n (t w R n )L w ( F R )L w Donde: t w = garganta mínima efectiva.")
11 La más utilizada es la soldadura de filete, por se hará un análisis con este tipo de soldadura, quedando así: La resistencia de diseño (Pv) de una soldadura se toma como el menor de los valores: A w R n (t w L w ) R n (t w R n )L w ( F R )L w Donde: t w = garganta mínima efectiva. Para soldaduras de filete es ( 2/2) D, siendo D la dimensión del lado o tamaño de la soldadura L w = longitud de la soldadura ØF R = Corte de diseño de la soldadura de filete. (Ver tabla 1) P v = Carga sobre la conexión Luego se debe verificar que para el corte en el área efectiva de la soldadura ØF R no exceda la resistencia nominal de los elementos que se conectan: ØF R = 0,90 F y A ØF R = 0,75 F u A e Para definir el valor ØFR, se toma de la siguiente tabla:
 P v = Carga sobre la conexión Luego se debe verificar que para el corte en el área efectiva de la soldadura ØF R no exceda la resistencia nominal de los elementos que se")
12 0,707 D = t w Lw 4D D D Una vez definido el valor de ØFR, se procede a escoger el tamaño de la soldadura D de la siguiente tabla: Y se calcula la longitud total de la soldadura, la cual viene dada por la ecuación: L w = Al tener la longitud total de la soldadura, se debe proceder a verificar que las secciones conectadas presenten la resistencia de diseño adecuada. Esto se verifica por medio de ciertos criterios nombrados a continuación: Se verifica a tracción: Cedencia: R n = 0,90 F y A Rotura: R n = 0,75 F u A e

13 A corte: Cedencia: R n = 0,90 (0,60F y )A Rotura: R n = 0,75 (0,60F u )A nc En soldaduras no existen perforaciones para las uniones de los elementos, por tanto: Bloque cortante: A nt = A t = A st A nc = A e = A bt Cuando: F u A nt 0,60 F u A nc R n = Ø (0,60 F y A v + F u A nt ) Cuando: Cuando F u A nt < 0,60 F u A nc R n = Ø (0,60 F u A nc + F y A t )
 Cuando: Cuando F u A nt < 0,60 F u A nc R n = Ø (0,60 F u A")
14 DEFECTOS DE LA SOLDADURA Algunos de los defectos que se encuentran en la soldadura son: Porosidad Se usa para describir los huecos globulares, libre de todo material sólido, que se encuentra con frecuencia en los cordones de soldadura. Agrietamiento: El agrietamiento se puede producir tanto en las juntas soldadas como en el metal de soldadura. El agrietamiento de las juntas soldadas ocurre por la presencia de esfuerzos multi-direccionales localizados que en algún punto rebasan la resistencia máxima del metal. El agrietamiento del metal de soldadura ocurre en la primera etapa del soldado y se expande hacia las próximas capas. La solución: 1. Disminuir velocidad de avance soldado. 2. Modificar los electrodos. Penetración incompleta: Esta expresión se usa para describir la situación en que el metal depositado y el metal base no se funden en forma integral en la raíz de la soldadura. Socavamiento: Se denomina así a la reducción de espesor en el metal base, en la línea en la que se unió por fusión el último cordón de la superficie. Se generan a menudo por: Corriente demasiada alta. Arco no adecuado.

15 ANEXOS: Conexiones soldadas Soldaduras de filete Soldaduras de tapón

16 Soldadura de ranura en forma trasversal 4 posiciones estándares para soldar

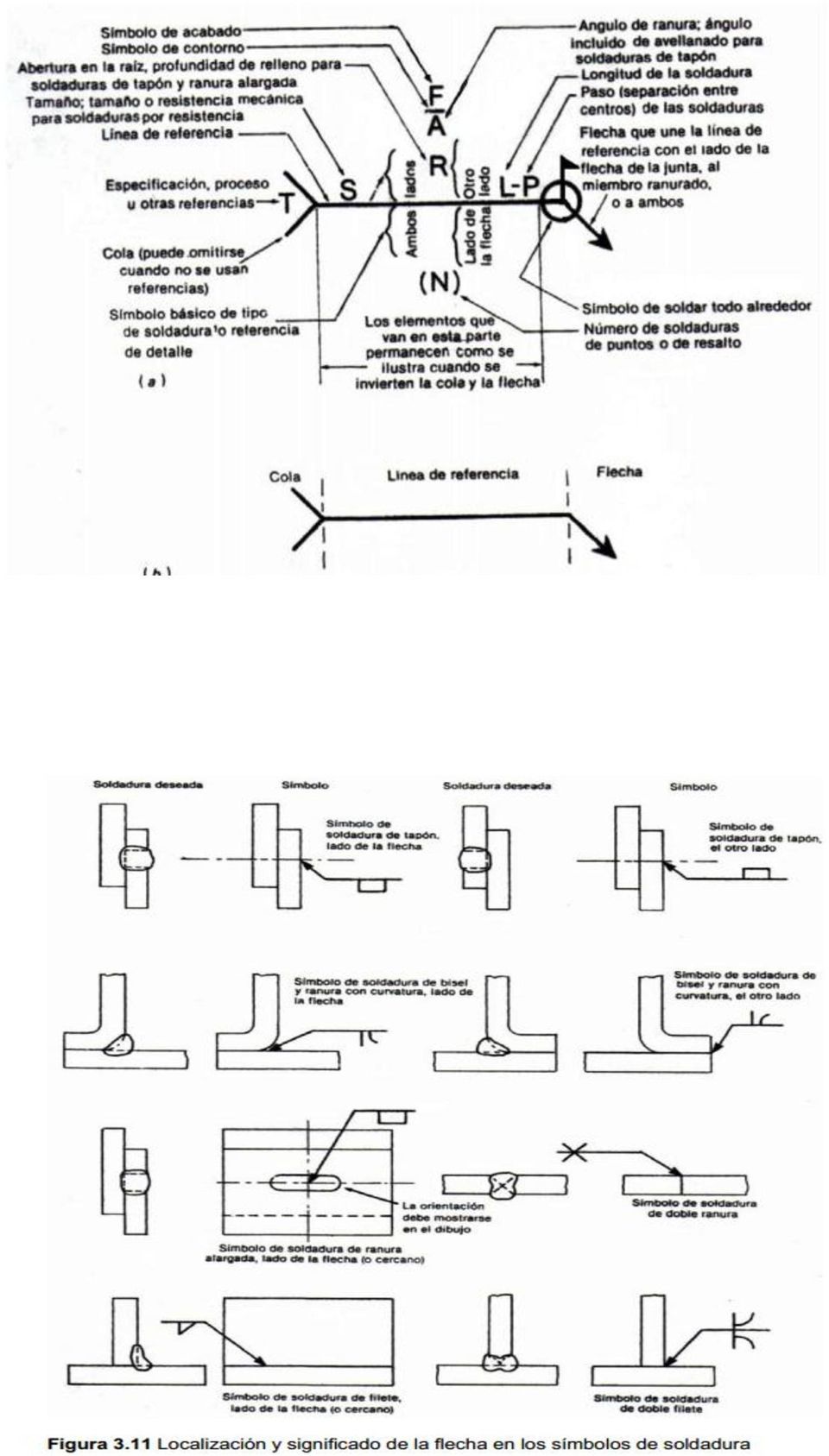
17 Tipos de juntas Símbolo de una soldadura

18
19
20

21
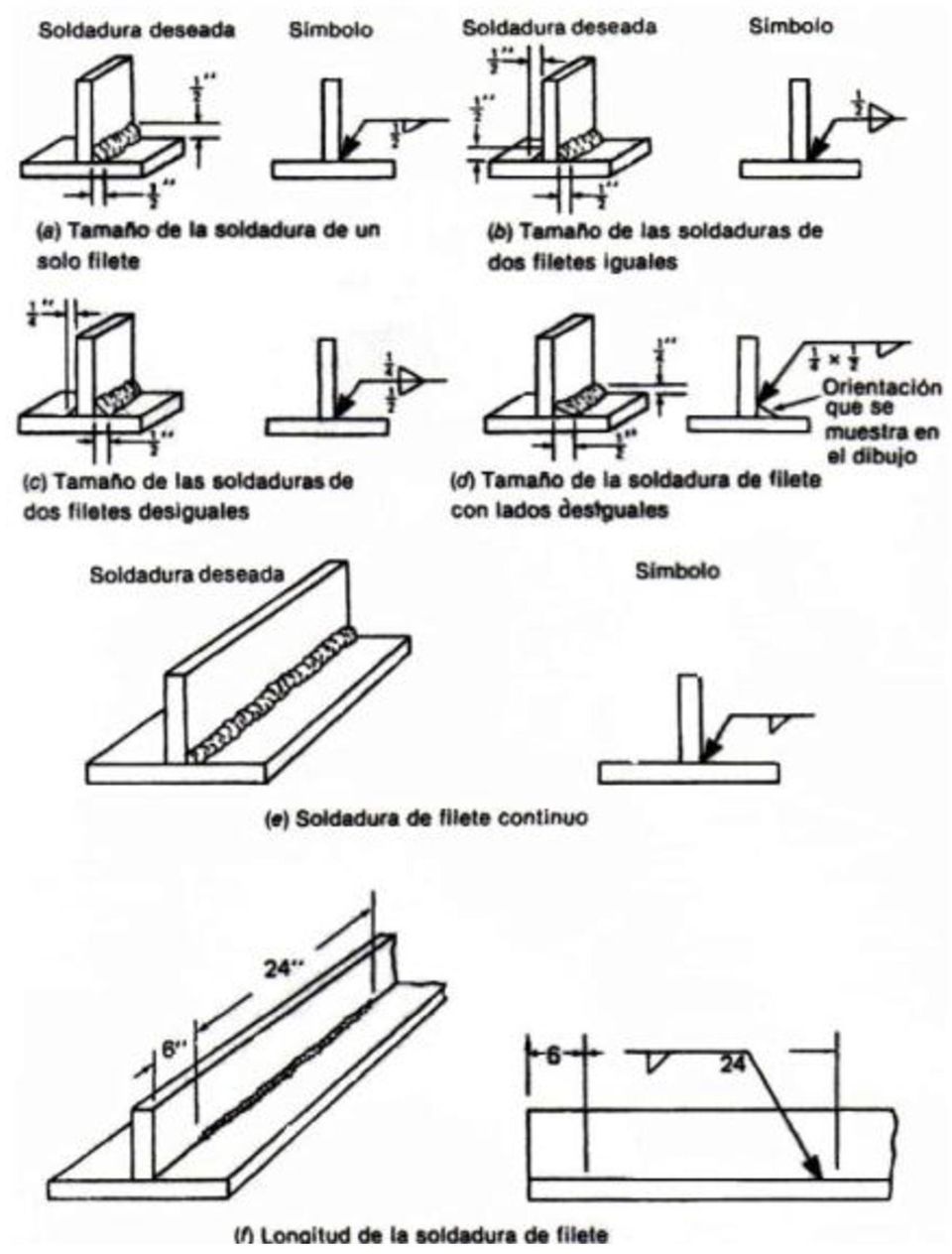
22 Nomenclatura de la soldadura de filete
23 CONEXIONES SOLDADAS
24 CONEXIONES SOLDADAS La soldadura se define como un proceso en el cual se realiza la unión de partes metálicas mediante calentamiento, para alcanzar un estado plástico con o sin el aporte de un material adicional de refuerzo. También se conoce por soldadura al metal fundido que une dos piezas de metal, de la misma manera que realiza la operación de derretir una aleación para unir dos metales, pero diferente de cuando se soldán dos piezas de metal para que se unan entre si formando una unión soldada.
25
26 VENTAJAS El empleo de conexiones soldadas en vez de atornilladas o remachadas permite un ahorro de material (hasta de un 15%). La soldadura permite grandes ahorros en el peso del acero utilizado. Zona de aplicación mucho mayor en conexiones. Las estructuras soldadas son estructuras más rígidas debido a una unión directa.
27 Permite una real continuidad en las estructuras. Proceso de unión silencioso. Permite una buena creación de perfiles metálicos utilizados en ingeniería. La soldadura requiere menos trabajo y por lo tanto menos personal que la colocación de remaches o tornillos (un soldador puede reemplazar una cuadrilla de remachadores). La soldadura permite una gran variedad de conexiones, cosa que no se puede con remaches o tornillos.
28 Las conexiones soldadas son más rígidas que las demás, lo cual permite una verdadera continuidad en la transmisión de elementos mecánicos entre miembros. Debido a la mayor resistencia del metal de aportación las conexiones soldadas permiten una gran resistencia a la fatiga. Las estructuras soldadas pueden repararse muy fácilmente a diferencia del resto. Las conexiones soldadas han permitido la construcción de estructuras soldadas y "limpias".
29 DESVENTAJAS Las conexiones rígidas pueden no ser óptimas en el diseño. La revisión de las conexiones soldadas no es muy sencillo con respecto al resto. La creencia de la baja resistencia a la fatiga en conexiones soldadas (no se permite aún en algunos puentes ferroviarios USA).
30 TIPOS DE CONEXIONES Según forma en que se conectan los elementos Conexiones Apernadas: Proceso en el que se unen partes metálicas mediante un proceso mecánico en estado natural (sin calentamiento del perfil, ni de la conexión), permitiendo que las partes se unan sin alterar cada parte. Conexiones Soldadas: Proceso en el que se unen partes metálicas mediante el calentamiento de sus superficies a un estado plástico, permitiendo que las partes fluyan y se unan con o sin la adición de otro metal fundido.
31 Conexiones Mixtas: Es la combinación en indistinta proporción, de los procesos de unión metálica (puestas en un mismo proceso).
32
33 TIPOSDE CONEXIONES Según esfuerzos que la conexión deba transmitir Conexiones Rígidas: Se le denomina a aquellas conexiones que cuentan con una resistencia completa a momento, es decir, la rotación se encuentra totalmente restringida. Conexiones Simples: Se le denomina a aquellas conexiones que no oponen ninguna resistencia a la rotación, por lo que no transmiten momento.
34 Conexiones Semi Rígidas: Se le denomina a aquellas conexiones cuyas características rotacionales caen en algún punto intermedio entre los dos tipos mencionados anteriormente
35
36
37 METODOS DE SOLDADURAS SMAW (Shielded metal arc welding): Corresponde soldadura manual con electrodo, esta es la más común y antigua de los distintos procesos de soldadura por arco. SAW: Corresponde a la soldadura por arco sumergido, en este tipo de soldadura el arco se establece entre la pieza a soldar y el electrodo, estando ambos cubiertos por una capa de flux granular (de ahí su denominación de arco sumergido). Por esta razón el arco está oculto. Algunos fluxes se funden para proporcionar una capa de escoria protectora sobre el baño de soldadura. El flux sobrante vuelve a ser de nuevo reutilizado.
38 GMAW: Este procedimiento, conocido también como soldadura MIG/MAG, consiste en mantener un arco entre un electrodo de hilo sólido continuo y la pieza a soldar. Tanto el arco como el baño de soldadura se protegen mediante un gas que puede ser activo o inerte. El procedimiento es adecuado para unir la mayoría de materiales, disponiéndose de una amplia variedad de metales de aportación.
39 FCAW: Corresponde a la soldadura con hilos tubulares, es muy parecida a la soldadura MIG/MAG en cuanto a manejo y equipamiento se refiere. Sin embargo, el electrodo continuo no es sólido si no que está constituido por un tubo metálico hueco que rodea al núcleo, relleno de flux. El electrodo se forma, a partir de una banda metálica que es conformada en forma de U en una primera fase, en cuyo interior se deposita a continuación el flux y los elementos aleantes, cerrándose después mediante una serie de rodillos de conformado
40 EGW: Corresponde a la soldadura por electrogas, la cual es un desarrollo de la soldadura por electroescoria, siendo procedimientos similares en cuanto a su diseño y utilización. En vez de escoria, el electrodo es fundido por un arco, que se establece en un gas de protección, de la misma manera que en la soldadura MIG/MAG. Este método se utiliza para soldar chapas con espesores desde 12 mm. hasta 100 mm., utilizándose oscilación para materiales con espesores fuertes. Normalmente, la junta es una simple unión-i con una separación. Las juntas- V también son utilizadas. Cuando la soldadura es vertical - como por ejemplo, en tanques de gran tamaño -, se pueden conseguir importantes ahorros de coste, si se compara con la soldadura manual MIG/MAG
41 ESW: Corresponde a la soldadura por electroescoria, comienza en el inicio del proceso de soldadura, se crea un arco entre el electrodo y la pieza a soldar. Cuando el flux de soldadura que se coloca en la junta se funde, se produce un baño de escoria que aumenta en profundidad. Cuando la temperatura de la escoria y por tanto su conductividad aumentan, el arco se extingue y la corriente de soldadura es conducida mediante la escoria fundida, donde la energía necesaria se produce por resistencia.
42 DETALLAMIENTO DE SOLDADURAS PRECALIFICADAS Se denominas soldaduras precalificadas a aquellas que pueden ejecutarse sin la necesidad de hacer pruebas de preclasificación de las normas AWS, que tienen por objeto determinar las dimensiones, suministro eléctrico (voltaje e intensidad), velocidad, entre otros, con el fin de obtener la resistencia especificada. Las tablas de detallamiento pueden ser encontradas en el ICHA 2000 o en el manual AISC-LRFD. A modo de ejemplo mostraremos una. Estas tablas contienen información respecto de las separaciones entre planchas a soldar, espesores, tratamientos de los bordes, tolerancias, entre otros. También se indica la designación (Joint designation, por ejemplo B-L1a por una soldadura de bordes rectos con plancha de respaldo), la cual puede mencionarse en los planos de detallamiento en vez de la simbología usada corrientemente, también mostrada en las tablas.
43 Donde los términos significan: Back : Soldadura de respaldo Fillet : Soldadura de filete Plug or slot : Soldadura de tapón Groove or butt : Soldadura de tope o relleno. Dentro de esta última se reconocen los siguientes tipos: Square : Bordes rectos V : Bevel Bevel : Un borde biselado y otro recto U : Bordes biselados en U
44 J : Un borde biselado en U y otro recto Flare V : Soldadura de relleno entre dos superficies curvas Flare Bevel : Soldadura de relleno entre una superficie curva y una recta Backing : Plancha de respaldo Spacer : Platina de respaldo Field Weld : Soldadura de terreno Flush : Terminación lisa Convex : Soldadura de terminación convexa
45 TIPOS DE SOLDADURAS Penetración (Parcial o Completa): Se obtienen depositando metal de aportación entre dos placas que pueden, o no, estar alineadas en un mismo plano. Pueden ser de penetración completa o parcial, según que la fusión de la soldadura y el metal base abarque todo o parte del espesor de las placas, o de la más delgada de ellas. Filete o Cordón: Se obtienen depositando un cordón de metal de aportación en el ángulo diedro formado por dos piezas. Su sección transversal es aproximadamente triangular.
46 Ranura o Tapón: Las soldaduras de tapón y de ranura se hacen en placas traslapadas, rellenando por completo, con metal de aportación, un agujero, circular o alargado, hecho en una de ellas, cuyo fondo está constituido por la otra.
47 Material de Aporte Material base que se esté soldando, teniendo especial cuidado en aceros con altos contenidos de carbón u otros elementos aleados, y de acuerdo con la posición en que se deposite la soldadura. Se seguirán las instrucciones del fabricante respecto a los parámetros que controlan el proceso de soldadura, como son voltaje, amperaje, polaridad y tipo de corriente. La resistencia del material depositado con el electrodo será compatible con la del metal base.
48 Para que una soldadura sea compatible con el metal base, tanto el esfuerzo de fluencia mínimo como el esfuerzo mínimo de ruptura en tensión del metal de aportación depositado, sin mezclar con el metal base, deben ser iguales o ligeramente mayores que los correspondientes del metal base. Por ejemplo, las soldaduras manuales obtenidas con electrodos E60XX o E70XX1, que producen metal de aportación con esfuerzos mínimos especificados de fluencia de 331 y 365 MPa (3.400 y kg/cm!), respectivamente, y de ruptura en tensión de 412 y 481 MPa (4.200 y kg/cm!), son compatibles con el acero A36, cuyos esfuerzos mínimos especificados de fluencia y ruptura en tensión son 250 y 400 MPa (2.530 y kg/cm!), respectivamente.
49 DEFECTOS DE LAS UNIONES SOLDADAS Fisuras: Son discontinuidades por rotura local, provocadas por enfriamiento o esfuerzos transmitidos, esto debido principalmente al empleo de electrodos inadecuados y la excesiva rigidez de las piezas a unir. Las fisuras son peligrosas ya que producen una disminución de la sección resistente y facilitan la corrosión. Cavidades y poros: Son provocadas por residuos ajenos al proceso, es decir, falta de limpieza y preparación. También se pueden provocar por la excesiva intensidad de corriente que calienta los electrodos.
50 Inclusiones sólidas: Cualquier materia extraña, que quede aprisionada en el metal fundido, diferente de los metales de base y de aportación de la soldadura constituyen una inclusión sólida. Las más frecuentes son las escorias, los óxidos y las inclusiones metálicas. Los efectos de estás inclusiones pueden ser amplificados cuando la estructura comienza a prestar servicios. Defectos de fusión: Este tipo de defectos se deben principalmente a la falta de ligazón entre el metal de aportación y el metal de base o entre las diferentes pasadas del cordón. Se puede presentar en los bordes, falta de fusión lateral, entre pasadas y en la raíz.
51 Falta de penetración: Es debida a una fusión parcial de los bordes provocando discontinuidades de los mismos. Es provocada principalmente por una separación incorrecta de los elementos a unir durante el soldeo, al empleo de electrodos excesivamente gruesos, a una velocidad de avance excesiva o a una baja intensidad. Este defecto provoca una disminución de la resistencia de la unión. Defectos de forma: Se deben a la falta de geometría de la superficie externa en relación con el perfil correcto esperado. Cabe mencionar que todas estas anomalías puedes ser detectadas utilizando distintas inspecciones, entre las cuales encontramos: inspección visual, con líquidos penetrantes, con partículas magnéticas, radiográfica y por ultrasonidos.
52
8. INTRODUCCIÓN AL DISEÑO DE CONEXIÓNES. Durante muchos años el método aceptado para conectar los miembros de una estructura de
 8. INTRODUCCIÓN AL DISEÑO DE CONEXIÓNES 8.1 Conexiones atornilladas Durante muchos años el método aceptado para conectar los miembros de una estructura de acero fue el remachado. Sin embargo, en años recientes,
8. INTRODUCCIÓN AL DISEÑO DE CONEXIÓNES 8.1 Conexiones atornilladas Durante muchos años el método aceptado para conectar los miembros de una estructura de acero fue el remachado. Sin embargo, en años recientes,
CALIFICACIÓN DE LAS SOLDADURA POR RAYOS X.- Una vez vistos los distintos defectos que se pueden presentar en una unión soldada, vamos a intentar el
 CALIFICACIÓN DE LAS SOLDADURA POR RAYOS X.- Una vez vistos los distintos defectos que se pueden presentar en una unión soldada, vamos a intentar el calificarlos por medio de la norma UNE-14011, que tiene
CALIFICACIÓN DE LAS SOLDADURA POR RAYOS X.- Una vez vistos los distintos defectos que se pueden presentar en una unión soldada, vamos a intentar el calificarlos por medio de la norma UNE-14011, que tiene
ESOL ÍNDICE GENERAL. DISEÑO Y CÁLCULO DE UNIONES EN ESTRUCTURAS DE CESOL ACERO
 ESOL CESOL ÍNDICE GENERAL. DISEÑO Y CÁLCULO DE UNIONES EN ESTRUCTURAS DE ACERO DISEÑO Y CÁLCULO DE UNIONES EN ESTRUCTURAS DE ACERO En la elaboración de este texto han colaborado: D. Luis Miguel Ramos Prieto
ESOL CESOL ÍNDICE GENERAL. DISEÑO Y CÁLCULO DE UNIONES EN ESTRUCTURAS DE ACERO DISEÑO Y CÁLCULO DE UNIONES EN ESTRUCTURAS DE ACERO En la elaboración de este texto han colaborado: D. Luis Miguel Ramos Prieto
Soldadura: Fundamentos
 Ingeniería de los Sistemas de Producción Soldadura: Fundamentos Rosendo Zamora Pedreño Dpto. Ingeniería de Materiales y Fabricación rosendo.zamora@upct.es Índice Fundamentos de Soldadura 1. Introducción
Ingeniería de los Sistemas de Producción Soldadura: Fundamentos Rosendo Zamora Pedreño Dpto. Ingeniería de Materiales y Fabricación rosendo.zamora@upct.es Índice Fundamentos de Soldadura 1. Introducción
REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 3. CIRSOC 304 Ing. Eduardo Asta 1
 REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 3 CIRSOC 304 Ing. Eduardo Asta 1 Capítulo 3- Especificación de Procedimiento de Soldadura( EPS) 3.1- Alcance Requerimientos
REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 3 CIRSOC 304 Ing. Eduardo Asta 1 Capítulo 3- Especificación de Procedimiento de Soldadura( EPS) 3.1- Alcance Requerimientos
Soldeo por Arco con electrodos revestidos. Curso CFR Pontevedra Miguel A. Gago Solla
 Soldeo por Arco con electrodos revestidos. Soldadura por Arco Manual El soldeo por Arco Manual o SMAW, se define como el proceso en el que se unen dos metales mediante una fusión localizada, producida
Soldeo por Arco con electrodos revestidos. Soldadura por Arco Manual El soldeo por Arco Manual o SMAW, se define como el proceso en el que se unen dos metales mediante una fusión localizada, producida
SOLDADURA ELÉCTRICA OBJETIVOS
 OBJETIVOS SOLDADURA ELÉCTRICA Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco Describir la constitución de un sistema de soldadura eléctrica
OBJETIVOS SOLDADURA ELÉCTRICA Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco Describir la constitución de un sistema de soldadura eléctrica
SOLDADURA TIG OBJETIVOS CONTENIDOS 1. Introducción 2. Obtención de los Productos Metálicos
 SOLDADURA TIG OBJETIVOS Aprender la teoría y la técnica para realizar soldaduras TIG Describir la constitución de un sistema de soldadura TIG. Describir el funcionamiento de los componentes del sistema,
SOLDADURA TIG OBJETIVOS Aprender la teoría y la técnica para realizar soldaduras TIG Describir la constitución de un sistema de soldadura TIG. Describir el funcionamiento de los componentes del sistema,
Capítulo II: Diseño a Tracción 07/03/2018 INGENIERÍA EN CONSTRUCCION- U.VALPO 1
 Capítulo II: Diseño a Tracción INGENIERÍA EN CONSTRUCCION- U.VALPO 1 CABLES Y COLGADORES TRACCIONADOS INGENIERÍA EN CONSTRUCCION- U.VALPO 2 INGENIERÍA EN CONSTRUCCION- U.VALPO 3 TIRANTES TRACCIONADOS INGENIERÍA
Capítulo II: Diseño a Tracción INGENIERÍA EN CONSTRUCCION- U.VALPO 1 CABLES Y COLGADORES TRACCIONADOS INGENIERÍA EN CONSTRUCCION- U.VALPO 2 INGENIERÍA EN CONSTRUCCION- U.VALPO 3 TIRANTES TRACCIONADOS INGENIERÍA
SOLDADURA MIG MAG OBJETIVOS CONTENIDOS Parte 1 Introducción Parte 2 Obtención de los Productos Metálicos
 SOLDADURA MIG MAG OBJETIVOS Aprender la teoría y la técnica para realizar soldaduras MIG-TAG Describir la constitución de un sistema de soldadura MIG-TAG. Describir el funcionamiento de los componentes
SOLDADURA MIG MAG OBJETIVOS Aprender la teoría y la técnica para realizar soldaduras MIG-TAG Describir la constitución de un sistema de soldadura MIG-TAG. Describir el funcionamiento de los componentes
REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 4. CIRSOC304 Ing.Eduardo Asta
 REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 4 Capítulo 3-Calificación de Procedimientos (EPS) y Operadores de Soldadura 4.1- CAMPO DE VALIDEZ Requerimientos para
REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 4 Capítulo 3-Calificación de Procedimientos (EPS) y Operadores de Soldadura 4.1- CAMPO DE VALIDEZ Requerimientos para
SOLDADURA DE ACEROS INOXIDABLES
 Modalidad: ON-LINE DURACIÓN: 60 horas SOLDADURA DE ACEROS INOXIDABLES CONTENIDOS Parte 1 Introducción Soldadura común Presentación Introducción Tecnologías de unión Clasificación de los Procesos de Soldeo
Modalidad: ON-LINE DURACIÓN: 60 horas SOLDADURA DE ACEROS INOXIDABLES CONTENIDOS Parte 1 Introducción Soldadura común Presentación Introducción Tecnologías de unión Clasificación de los Procesos de Soldeo
TIPOS DE CONEXIONES EN ESTRUCTURAS METÁLICAS
 Flexibles, entre las vigas secundarias y principales y, a veces, entre éstas y las columnas. Transmiten, principalmente, fuerza cortante, acompañada por un momento flexionante que debe ser pequeño, y suele
Flexibles, entre las vigas secundarias y principales y, a veces, entre éstas y las columnas. Transmiten, principalmente, fuerza cortante, acompañada por un momento flexionante que debe ser pequeño, y suele
 1. Naturaleza del metal base. 2. Dimensiones de la sección a soldar. 3. Tipo de corriente que entrega la máquina soldadora. 4. En qué posición o posiciones se soldará. 5. Tipo de unión y facilidad de fijación
1. Naturaleza del metal base. 2. Dimensiones de la sección a soldar. 3. Tipo de corriente que entrega la máquina soldadora. 4. En qué posición o posiciones se soldará. 5. Tipo de unión y facilidad de fijación
Código de Soldadura para Puentes AWS D1.5. Luis Chiara SOLDEX S.A.
 Código de Soldadura para Puentes AWS D1.5 Luis Chiara SOLDEX S.A. 1 INTRODUCCION 2 PUNTOS CLAVE De que material están hechos los puentes en el Perú? Cuál es la norma para la fabricación de puentes? 3 High
Código de Soldadura para Puentes AWS D1.5 Luis Chiara SOLDEX S.A. 1 INTRODUCCION 2 PUNTOS CLAVE De que material están hechos los puentes en el Perú? Cuál es la norma para la fabricación de puentes? 3 High
3. En un temple, como se debería llevar a cabo el enfriamiento? a. En horno. b. En agua. c. Al aire d. Todas son correctas
 PERSONAL RELACIONADO CON EL SOLDEO 1. Qué tarea no debería el llevar a cabo un Inspector de Construcciones Soldadas Nivel 1? a. Dirigir las pruebas de homologación de soldadores. b. Dirigir las pruebas
PERSONAL RELACIONADO CON EL SOLDEO 1. Qué tarea no debería el llevar a cabo un Inspector de Construcciones Soldadas Nivel 1? a. Dirigir las pruebas de homologación de soldadores. b. Dirigir las pruebas
TIPOS DE UNIONES SOLDADAS
 TIPOS DE UNIONES SOLDADAS INTRODUCCION La soldadura es un proceso de unión de materiales, en el cual se funden las superficies de contacto de dos o más partes mediante la aplicación de calor o presión.
TIPOS DE UNIONES SOLDADAS INTRODUCCION La soldadura es un proceso de unión de materiales, en el cual se funden las superficies de contacto de dos o más partes mediante la aplicación de calor o presión.
1. - Conceptos Generales de Metalurgia y su Vinculación con la Soldadura
 1. - Conceptos Generales de Metalurgia y su Vinculación con la Soldadura 1.1.- Aspectos de la elaboración del acero. Los diferentes tipos de hornos y/o convertidores. 1.2.- La formación de las escorias.
1. - Conceptos Generales de Metalurgia y su Vinculación con la Soldadura 1.1.- Aspectos de la elaboración del acero. Los diferentes tipos de hornos y/o convertidores. 1.2.- La formación de las escorias.
PROCESOS DE SOLDADURA POR ARCO. Soldadura por Arco Metalico & TIG/GTAW
 PROCESOS DE SOLDADURA POR ARCO Soldadura por Arco Metalico & TIG/GTAW CUADRO DE PROCESOS DE SOLDADURA PROCESO DE SOLDADURA POR ARCO La soldadura es reconocida en todo el mundo como un medio versatil de
PROCESOS DE SOLDADURA POR ARCO Soldadura por Arco Metalico & TIG/GTAW CUADRO DE PROCESOS DE SOLDADURA PROCESO DE SOLDADURA POR ARCO La soldadura es reconocida en todo el mundo como un medio versatil de
Problemas Capítulo IV
 23 Problemas Capítulo IV Sección 4.2.1 Diseño de uniones 4.1. Prepare diagramas que muestren cómo se prepararían y alinearían los bordes de partes uno con otro y también muestre la sección transversal
23 Problemas Capítulo IV Sección 4.2.1 Diseño de uniones 4.1. Prepare diagramas que muestren cómo se prepararían y alinearían los bordes de partes uno con otro y también muestre la sección transversal
CONEXIONES APERNADAS
 CONEXIONES APERNADAS El proceso de diseño de conexiones apernadas consiste en el análisis de: 1. Determinación del número de pernos (Nb) y/o verificar la resistencia de los mismos 2. Disposición de los
CONEXIONES APERNADAS El proceso de diseño de conexiones apernadas consiste en el análisis de: 1. Determinación del número de pernos (Nb) y/o verificar la resistencia de los mismos 2. Disposición de los
LECCIÓN 5 TECNOLOGÍA DE UNIONES SOLDADAS
 LECCIÓN 5 TECNOLOGÍA DE UNIONES SOLDADAS 1. INTRODUCCIÓN. 2. PROCEDIMIENTOS DE SOLDADURA. 2.1 SOLDEO MANUAL, POR ARCO DESCUBIERTO, CON ELECTRODO FUSIBLE REVESTIDO. 2.2 SOLDEO SEMIAUTOMÁTICO O AUTOMÁTICO,
LECCIÓN 5 TECNOLOGÍA DE UNIONES SOLDADAS 1. INTRODUCCIÓN. 2. PROCEDIMIENTOS DE SOLDADURA. 2.1 SOLDEO MANUAL, POR ARCO DESCUBIERTO, CON ELECTRODO FUSIBLE REVESTIDO. 2.2 SOLDEO SEMIAUTOMÁTICO O AUTOMÁTICO,
CAPÍTULO 5. FABRICACIÓN, INSPECCIÓN Y CONTROL DE CALIDAD
 CAPÍTULO 5. FABRICACIÓN, INSPECCIÓN Y CONTROL DE CALIDAD I.5.1. REQUERIMIENTOS GENERALES Las pautas de fabricación, inspección y control de calidad de este Anexo I se encuentran alineadas con lo establecido
CAPÍTULO 5. FABRICACIÓN, INSPECCIÓN Y CONTROL DE CALIDAD I.5.1. REQUERIMIENTOS GENERALES Las pautas de fabricación, inspección y control de calidad de este Anexo I se encuentran alineadas con lo establecido
Índice. DISEÑO DE ESTRUCTURAS METALICAS METODO ASD 4/ED por MCCORMAC Isbn Indice del Contenido
 Índice DISEÑO DE ESTRUCTURAS METALICAS METODO ASD 4/ED por MCCORMAC Isbn 9701502221 Indice del Contenido Capítulo 1 Introducción al diseño estructura] en acero 1-1 Ventajas del acero como material estructural
Índice DISEÑO DE ESTRUCTURAS METALICAS METODO ASD 4/ED por MCCORMAC Isbn 9701502221 Indice del Contenido Capítulo 1 Introducción al diseño estructura] en acero 1-1 Ventajas del acero como material estructural
UNIVERSIDAD NACIONAL DE MISIONES FACULTAD DE INGENIERÍA. Cátedra: CONSTRUCCIONES METÁLICAS Y DE MADERA
 UNIVERSIDAD NACIONAL DE MISIONES FACULTAD DE INGENIERÍA Cátedra: CONSTRUCCIONES METÁLICAS Y DE MADERA Trabajo Práctico 4: UNIONES SOLDADAS Y TRAXION AXIL Alumnos: Almozni, Leonardo Iván Bogado, Gustavo
UNIVERSIDAD NACIONAL DE MISIONES FACULTAD DE INGENIERÍA Cátedra: CONSTRUCCIONES METÁLICAS Y DE MADERA Trabajo Práctico 4: UNIONES SOLDADAS Y TRAXION AXIL Alumnos: Almozni, Leonardo Iván Bogado, Gustavo
Elementos de acero. Figura 1. Empalmes
 2 CONEXIONES Las conexiones de las estructuras metálicas suelen efectuarse mediante soldaduras y/o tornillos. Las conexiones en estructuras metálicas son laboriosas tanto en diseño como en la construcción,
2 CONEXIONES Las conexiones de las estructuras metálicas suelen efectuarse mediante soldaduras y/o tornillos. Las conexiones en estructuras metálicas son laboriosas tanto en diseño como en la construcción,
 UF1673 BERNABÉ JIMÉNEZ PADILLA INGENIERO MECÁNICO Máster en Mantenimiento Industrial ARQUITECTO TÉCNICO - Máster en Prevención de Riesgos Laborales CAPÍTULO 1 SIMBOLOGÍA EN SOLDADURA 2. TIPOS DE SOLDADURAS
UF1673 BERNABÉ JIMÉNEZ PADILLA INGENIERO MECÁNICO Máster en Mantenimiento Industrial ARQUITECTO TÉCNICO - Máster en Prevención de Riesgos Laborales CAPÍTULO 1 SIMBOLOGÍA EN SOLDADURA 2. TIPOS DE SOLDADURAS
CAPÍTULO 1. REQUERIMIENTOS GENERALES
 CAPÍTULO 1. REQUERIMIENTOS GENERALES I.1.1. CAMPO DE VALIDEZ Este Anexo contiene los requerimientos mínimos para el diseño y ejecución de soldaduras de barras de acero para armaduras en estructuras de
CAPÍTULO 1. REQUERIMIENTOS GENERALES I.1.1. CAMPO DE VALIDEZ Este Anexo contiene los requerimientos mínimos para el diseño y ejecución de soldaduras de barras de acero para armaduras en estructuras de
Ventajas del acero como material estructural:
 LA IMPORTANCIA DE LA INSPECCIÓN DE SOLDADURA EN LA FABRICACIÓN Y MONTAJE DE ESTRUCTURAS METÁLICAS ANA MARIA FERNANDEZ ESPINOZA Ventajas del acero como material estructural: Alta resistencia Uniformidad
LA IMPORTANCIA DE LA INSPECCIÓN DE SOLDADURA EN LA FABRICACIÓN Y MONTAJE DE ESTRUCTURAS METÁLICAS ANA MARIA FERNANDEZ ESPINOZA Ventajas del acero como material estructural: Alta resistencia Uniformidad
Tecnología de soldeo MAG 3
 UF1673 Soldadura MAG de chapas de acero al carbono Tecnología de soldeo MAG 3 Qué? Conocer los procesos de soldeo con arco bajo gas protector con electrodo consumible (MAG) Índice 3.1 Fundamentos de la
UF1673 Soldadura MAG de chapas de acero al carbono Tecnología de soldeo MAG 3 Qué? Conocer los procesos de soldeo con arco bajo gas protector con electrodo consumible (MAG) Índice 3.1 Fundamentos de la
CAPÍTULO A. REQUISITOS GENERALES A.1. INTRODUCCIÓN 1. A.2. CAMPO DE VALIDEZ 1 A.2.1. Alcance 1 A.2.2. Tipos de estructura 2
 ÍNDICE SIMBOLOGÍA GLOSARIO CAPÍTULO A. REQUISITOS GENERALES A.1. INTRODUCCIÓN 1 A.2. CAMPO DE VALIDEZ 1 A.2.1. Alcance 1 A.2.2. Tipos de estructura 2 A.3. MATERIALES Y NORMAS IRAM E IRAM-IAS DE APLICACIÓN
ÍNDICE SIMBOLOGÍA GLOSARIO CAPÍTULO A. REQUISITOS GENERALES A.1. INTRODUCCIÓN 1 A.2. CAMPO DE VALIDEZ 1 A.2.1. Alcance 1 A.2.2. Tipos de estructura 2 A.3. MATERIALES Y NORMAS IRAM E IRAM-IAS DE APLICACIÓN
Curso: Soldador con máquinas semiautomáticas Mag / Mig
 Curso: Soldador con máquinas semiautomáticas Mag / Mig Acreditación: Certificado de profesionalidad Código: FMEL6106 Objetivos: Realizar soldaduras utilizando procesos semiautomáticos MAG / MIG de aceros
Curso: Soldador con máquinas semiautomáticas Mag / Mig Acreditación: Certificado de profesionalidad Código: FMEL6106 Objetivos: Realizar soldaduras utilizando procesos semiautomáticos MAG / MIG de aceros
EVENTO SOLDADOR BOGOTA. Feb EVENTO SOLDADOR WEST ARCO FEBRERO 2018 BOGOTA
 EVENTO SOLDADOR WEST ARCO FEBRERO 2018 BOGOTA TERMINOLOGÍA BÁSICA EN SOLDADURA Ing. Andrés Rengifo Jefe de Entrenamiento y Soporte en Línea Soldaduras West Arco Introducción En la tecnología de la soldadura
EVENTO SOLDADOR WEST ARCO FEBRERO 2018 BOGOTA TERMINOLOGÍA BÁSICA EN SOLDADURA Ing. Andrés Rengifo Jefe de Entrenamiento y Soporte en Línea Soldaduras West Arco Introducción En la tecnología de la soldadura
PRUEBA PARA EL CARGO DE SOLDADOR
 PRUEBA PARA EL CARGO DE SOLDADOR Nombres y Apellidos: Fecha: Explicación: señale la respuesta correcta y/o conceptualice o complete según lo requerido. 1. Que gases se utiliza en la soldadura M.I.G? a)
PRUEBA PARA EL CARGO DE SOLDADOR Nombres y Apellidos: Fecha: Explicación: señale la respuesta correcta y/o conceptualice o complete según lo requerido. 1. Que gases se utiliza en la soldadura M.I.G? a)
CAPÍTULO D. BARRAS TRACCIONADAS
 CAPÍTULO D. BARRAS TRACCIONADAS Este Capítulo es aplicable a barras prismáticas sometidas a tracción por fuerzas estáticas actuando según el eje que pasa por los centros de gravedad de las secciones transversales
CAPÍTULO D. BARRAS TRACCIONADAS Este Capítulo es aplicable a barras prismáticas sometidas a tracción por fuerzas estáticas actuando según el eje que pasa por los centros de gravedad de las secciones transversales
DISEÑO BASICO DE ESTRUCTURAS DE ACERO Parte 4.Tension
 CERCHAS (Armaduras, entramados o celosías) Cargas sobre los nudos Cargas sobre el cordón superior Reglas generales de diseño condiciones del uso / posibilidades de montaje y producción / intenciones arquitectónicas
CERCHAS (Armaduras, entramados o celosías) Cargas sobre los nudos Cargas sobre el cordón superior Reglas generales de diseño condiciones del uso / posibilidades de montaje y producción / intenciones arquitectónicas
SOLADADURA OXIACETILENICA
 SOLDAR Es la acción de unir piezas de igual o distinta naturaleza, en la que su adherencia se produce por aporte de calor a una temperatura adecuada, con aplicación de presión o sin ella y con adición
SOLDAR Es la acción de unir piezas de igual o distinta naturaleza, en la que su adherencia se produce por aporte de calor a una temperatura adecuada, con aplicación de presión o sin ella y con adición
REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulos 1 y 2. CIRSOC 304 Ing. Eduardo Asta 1
 REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulos 1 y 2 CIRSOC 304 Ing. Eduardo Asta 1 CAPÍTULOS DEL REGLAMENTO CISRSOC 304 1 Requerimientos Generales 2 Diseño o de Uniones
REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulos 1 y 2 CIRSOC 304 Ing. Eduardo Asta 1 CAPÍTULOS DEL REGLAMENTO CISRSOC 304 1 Requerimientos Generales 2 Diseño o de Uniones
2. Unión Tipo Aplastamiento y Deslizamiento Crítico: Son los dos tipos de uniones
 1. Área Bruta (A g ): El área bruta de una barra en cualquier punto, es la suma de los productos de los espesores por los anchos brutos de cada elemento de la sección, medidos en la sección normal al eje
1. Área Bruta (A g ): El área bruta de una barra en cualquier punto, es la suma de los productos de los espesores por los anchos brutos de cada elemento de la sección, medidos en la sección normal al eje
El proceso de soldadura por arco sumergido es un proceso automático desarrollado por la Unión Soviética en 1930, y en el cual el arco eléctrico se
 El proceso de soldadura por arco sumergido es un proceso automático desarrollado por la Unión Soviética en 1930, y en el cual el arco eléctrico se genera entre la pieza de trabajo y un electrodo que es
El proceso de soldadura por arco sumergido es un proceso automático desarrollado por la Unión Soviética en 1930, y en el cual el arco eléctrico se genera entre la pieza de trabajo y un electrodo que es
SOLDADOR MÁQUINAS SEMIAUTOMÁTICAS MIG/MAG
 SOLDADOR MÁQUINAS SEMIAUTOMÁTICAS MIG/MAG SOLDADOR MÁQUINAS SEMIAUTOMÁTICAS MIG/MAG Horas: 230 Teoría: 80 Práctica: 150 Presenciales: 230 A Distancia: 0 Acción: FIP FMEL10 Nº Grupo: Código: FIP FMEL10
SOLDADOR MÁQUINAS SEMIAUTOMÁTICAS MIG/MAG SOLDADOR MÁQUINAS SEMIAUTOMÁTICAS MIG/MAG Horas: 230 Teoría: 80 Práctica: 150 Presenciales: 230 A Distancia: 0 Acción: FIP FMEL10 Nº Grupo: Código: FIP FMEL10
06 SOLDADURA MIG HILO TUBULAR (FCAW, FLUX CORED ARC WELDING)
") 68 06 SOLDADURA MIG HILO TUBULAR (FCAW, FLUX CORED ARC WELDING) 69 A. DESCRIPCIÓN DEL PROCESO La soldadura FCAW se define como un proceso de soldadura por arco que usa un arco establecido entre un hilo
68 06 SOLDADURA MIG HILO TUBULAR (FCAW, FLUX CORED ARC WELDING) 69 A. DESCRIPCIÓN DEL PROCESO La soldadura FCAW se define como un proceso de soldadura por arco que usa un arco establecido entre un hilo
El área neta efectiva de los miembros traccionados deber ser determinada asi: D.3.1
 DISEÑO DE UNIONES TIPOS DE FALLA.- Ver Vinnakota Sec. 6,6 pp 200 Falla del miembro unido Falla por cortante en el perno o soldadura Falla de la unión 1. FALLA DEL ELEMENTO UNIDO, EN TRACCIÓN.- Ver sec
DISEÑO DE UNIONES TIPOS DE FALLA.- Ver Vinnakota Sec. 6,6 pp 200 Falla del miembro unido Falla por cortante en el perno o soldadura Falla de la unión 1. FALLA DEL ELEMENTO UNIDO, EN TRACCIÓN.- Ver sec
CAPÍTULO IV: ANÁLISIS ESTRUCTURAL 4.1. Introducción al comportamiento de las estructuras Generalidades Concepto estructural Compo
 CAPITULO 0: ACCIONES EN LA EDIFICACIÓN 0.1. El contexto normativo Europeo. Programa de Eurocódigos. 0.2. Introducción al Eurocódigo 1. Acciones en estructuras. 0.3. Eurocódigo 1. Parte 1-1. Densidades
CAPITULO 0: ACCIONES EN LA EDIFICACIÓN 0.1. El contexto normativo Europeo. Programa de Eurocódigos. 0.2. Introducción al Eurocódigo 1. Acciones en estructuras. 0.3. Eurocódigo 1. Parte 1-1. Densidades
Competitividad + Productividad + Reducción de Costos
 Es un proceso de soldadura que ha experimentado un alto crecimiento de utilización debido a la flexibilidad de producir distintas aleaciones, aún en pequeñas series. Reúne tres condiciones básicas, que
Es un proceso de soldadura que ha experimentado un alto crecimiento de utilización debido a la flexibilidad de producir distintas aleaciones, aún en pequeñas series. Reúne tres condiciones básicas, que
APLICACIÓN CIRSOC 301-EL
 APLICACIÓN CIRSOC 301-EL UNIONES, JUNTAS Y MEDIOS DE UNIÓN Capítulo J Apéndice J *** 1 UNIONES, JUNTAS Y MEDIOS DE UNIÓN Comprende: J.1.- Bases y disposiciones generales J.2.- Soldaduras J.3.- Bulones
APLICACIÓN CIRSOC 301-EL UNIONES, JUNTAS Y MEDIOS DE UNIÓN Capítulo J Apéndice J *** 1 UNIONES, JUNTAS Y MEDIOS DE UNIÓN Comprende: J.1.- Bases y disposiciones generales J.2.- Soldaduras J.3.- Bulones
ELECTRODOS REVESTIDOS PARA SOLDADURA POR ARCO MANUAL ALAMBRE MIG
 CONSUMIBLES PARA SOLDADORAS CONSUMIBLES PARA SOLDADORAS REVESTIDOS PARA SOLDADURA POR ARCO MANUAL ALAMBRE MIG 1 REVESTIDOS PARA SOLDADURA POR ARCO MANUAL Gas protector Metal fundido Escoria Metal solidificado
CONSUMIBLES PARA SOLDADORAS CONSUMIBLES PARA SOLDADORAS REVESTIDOS PARA SOLDADURA POR ARCO MANUAL ALAMBRE MIG 1 REVESTIDOS PARA SOLDADURA POR ARCO MANUAL Gas protector Metal fundido Escoria Metal solidificado
UNIVERSIDAD DON BOSCO FACULTAD DE ESTUDIOS TECNOLÓGICOS COORDINACIÓN DE ELÉCTRICA Y MECÁNICA
 UNIVERSIDAD DON BOSCO FACULTAD DE ESTUDIOS TECNOLÓGICOS COORDINACIÓN DE ELÉCTRICA Y MECÁNICA GUIA DE LABORATORIO # 2 CICLO: 02-2015 Nombre de la Práctica: Métodos de depósito y tipos de uniones Lugar de
UNIVERSIDAD DON BOSCO FACULTAD DE ESTUDIOS TECNOLÓGICOS COORDINACIÓN DE ELÉCTRICA Y MECÁNICA GUIA DE LABORATORIO # 2 CICLO: 02-2015 Nombre de la Práctica: Métodos de depósito y tipos de uniones Lugar de
REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 5. CIRSOC 304 Ing. Eduardo Asta 1
 REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 5 CIRSOC 304 Ing. Eduardo Asta 1 CAPÍTULO 5. FABRICACIÓN Y MONTAJE 5.1. CAMPO DE VALIDEZ Los requerimientos y disposiciones
REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE ACERO- CIRSOC 304 Capítulo 5 CIRSOC 304 Ing. Eduardo Asta 1 CAPÍTULO 5. FABRICACIÓN Y MONTAJE 5.1. CAMPO DE VALIDEZ Los requerimientos y disposiciones
CAPÍTULO 1. INTRODUCCIÓN A LA ESTRUCTURA METÁLICA. EL ACERO ESTRUCTURAL. CARGAS.
 INDICE. ACERO ESTRUCTURAL. Gil-Hernández. CAPÍTULO 1. INTRODUCCIÓN A LA ESTRUCTURA METÁLICA. EL ACERO ESTRUCTURAL. CARGAS. 1.1 INTRODUCCIÓN 1 1.2 VENTAJAS DE LA ESTRUCTURA DE ACERO 1 1.3 LA ESTRUCTURA
INDICE. ACERO ESTRUCTURAL. Gil-Hernández. CAPÍTULO 1. INTRODUCCIÓN A LA ESTRUCTURA METÁLICA. EL ACERO ESTRUCTURAL. CARGAS. 1.1 INTRODUCCIÓN 1 1.2 VENTAJAS DE LA ESTRUCTURA DE ACERO 1 1.3 LA ESTRUCTURA
Manual de conceptos básicos en soldadura y corte Soldadura y corte con gas de protección para procesos: GMAW (MIG/MAG) GTAW (TIG/TAG) FCAW (Tubular)
 GTAW (TIG/TAG) FCAW (Tubular)") Manual de conceptos básicos en soldadura y corte Soldadura y corte con gas de protección para procesos: GMAW (MIG/MAG) GTAW (TIG/TAG) FCAW (Tubular) PAW (Plasma) OAW (Oxiacetileno) OFC-A (Oxicorte-Acetileno)
Manual de conceptos básicos en soldadura y corte Soldadura y corte con gas de protección para procesos: GMAW (MIG/MAG) GTAW (TIG/TAG) FCAW (Tubular) PAW (Plasma) OAW (Oxiacetileno) OFC-A (Oxicorte-Acetileno)
SESIÓN 3 CONEXIONES A CORTANTE VIGAS A TRABES VIGAS A COLUMNAS
 SESIÓN 3 CONEXIONES A CORTANTE VIGAS A TRABES VIGAS A COLUMNAS 3-1 CURVA MOMENTO ROTACIÓN Tipo I Conexiones a momento Momento M Típica línea de la viga Tipo III Conexiones a momento Tipo II Conexiones
SESIÓN 3 CONEXIONES A CORTANTE VIGAS A TRABES VIGAS A COLUMNAS 3-1 CURVA MOMENTO ROTACIÓN Tipo I Conexiones a momento Momento M Típica línea de la viga Tipo III Conexiones a momento Tipo II Conexiones
Entre los procesos de soldadura más comúnmente aplicados tenemos:
 5 Uniones Soldadas Se produce una unión soldada entre dos piezas mediante fusión localizada de material en la zona de unión, con o sin aporte externo de material. En las uniones soldadas entre aceros,
5 Uniones Soldadas Se produce una unión soldada entre dos piezas mediante fusión localizada de material en la zona de unión, con o sin aporte externo de material. En las uniones soldadas entre aceros,
DEPARTAMENTO DE SERVICIOS INDUSTRIALES DE OASA
 DEPARTAMENTO DE SERVICIOS INDUSTRIALES DE OASA 1. ASESORIAS 2. INSPECCIONES 3. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS EN SOLDADUR 4. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS DE SEGURIDAD EN LA SOLDADURA
DEPARTAMENTO DE SERVICIOS INDUSTRIALES DE OASA 1. ASESORIAS 2. INSPECCIONES 3. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS EN SOLDADUR 4. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS DE SEGURIDAD EN LA SOLDADURA
Figura 10. Soldadura de filete. b) Sin preparación de los bordes. b) Con preparación de los bordes.
 Sin preparación de los bordes. b) Con preparación de los bordes.") Elementos de acero 2.3 Conexiones soldadas Los tipos de soldaduras que se emplean para unir elementos son de filete, como se muestra en la Figura 10; de penetración como se muestra en la Figura 11 y Figura
Elementos de acero 2.3 Conexiones soldadas Los tipos de soldaduras que se emplean para unir elementos son de filete, como se muestra en la Figura 10; de penetración como se muestra en la Figura 11 y Figura
Soldadura en aluminio
 Soldadura en aluminio Categoría: Metal Duración: 200 horas Comienzo: 16-04-2018 Finalización: 13-06-2018 Metodología: Presencial Horario: De 8 a 13:00 horas Lugar: Centro Salvador Allende Dirigido a Desempleados/as
Soldadura en aluminio Categoría: Metal Duración: 200 horas Comienzo: 16-04-2018 Finalización: 13-06-2018 Metodología: Presencial Horario: De 8 a 13:00 horas Lugar: Centro Salvador Allende Dirigido a Desempleados/as
SOLDADURA OXIACETILENICA (AUTOGENA)
") SOLDADURA OXIACETILENICA (AUTOGENA) 1. INTRODUCCION La soldadura es un proceso de unión de materiales, en el cual se funden las superficies de contacto de dos o más partes mediante la aplicación de calor
SOLDADURA OXIACETILENICA (AUTOGENA) 1. INTRODUCCION La soldadura es un proceso de unión de materiales, en el cual se funden las superficies de contacto de dos o más partes mediante la aplicación de calor
Aplicación y Soldaduras para Cimentaciones Profundas En Acero
 Aplicación y Soldaduras para Cimentaciones Profundas En Acero Agosto 23, 2018 2017 José Gpe. Guerra Ceja jgguerra@lincolnelectric.com.mx Contenido Equipos Introducción Referencia Normativa de los Perfiles
Aplicación y Soldaduras para Cimentaciones Profundas En Acero Agosto 23, 2018 2017 José Gpe. Guerra Ceja jgguerra@lincolnelectric.com.mx Contenido Equipos Introducción Referencia Normativa de los Perfiles
SOLDADOR DE ESTRUCTURAS Y DEPÓSITOS PARA HOMOLOGACIONES POR EL PROCEDIMIENTO MAG / MIG
 SOLDADOR DE ESTRUCTURAS Y DEPÓSITOS PARA HOMOLOGACIONES POR EL PROCEDIMIENTO MAG / MIG SOLDADOR DE ESTRUCTURAS Y DEPÓSITOS PARA HOMOLOGACIONES POR EL PROCEDIMIENTO MAG / MIG Horas: 255 Teoría: 110 Práctica:
SOLDADOR DE ESTRUCTURAS Y DEPÓSITOS PARA HOMOLOGACIONES POR EL PROCEDIMIENTO MAG / MIG SOLDADOR DE ESTRUCTURAS Y DEPÓSITOS PARA HOMOLOGACIONES POR EL PROCEDIMIENTO MAG / MIG Horas: 255 Teoría: 110 Práctica:
NOVEDADES EN ALAMBRES TUBULARES
 EVENTO DE CAPACITACIÓN EN LA UNIVERSIDAD NACIONAL-BOGOTÁ- MARZO DE 2016 NOVEDADES EN ALAMBRES TUBULARES Procesos de Soldadura con Alambre Tubular FCAW con alambre tubular flux cored con Protección Gaseosa
EVENTO DE CAPACITACIÓN EN LA UNIVERSIDAD NACIONAL-BOGOTÁ- MARZO DE 2016 NOVEDADES EN ALAMBRES TUBULARES Procesos de Soldadura con Alambre Tubular FCAW con alambre tubular flux cored con Protección Gaseosa
DISCONTINUIDADES EN INSPECCIÓN de uniones soldadas (10) 1. Introducción: 2. Discontinuidades dimensionales Deformación:
 1. Introducción: 2. Discontinuidades dimensionales Deformación:") DISCONTINUIDADES EN INSPECCIÓN de uniones soldadas (10) 1. Introducción: Hablamos de una discontinuidad como la interrupción de la estructura típica (o esperada) de una junta soldada. En este sentido,
DISCONTINUIDADES EN INSPECCIÓN de uniones soldadas (10) 1. Introducción: Hablamos de una discontinuidad como la interrupción de la estructura típica (o esperada) de una junta soldada. En este sentido,
CAPÍTULO 1. ESPECIFICACIONES GENERALES
 CAPÍTULO 1. ESPECIFICACIONES GENERALES 1.1. INTRODUCCIÓN Este Reglamento establece los requisitos s para el proyecto de elementos estructurales de acero realizados con tubos con y sin costura, y de sus
CAPÍTULO 1. ESPECIFICACIONES GENERALES 1.1. INTRODUCCIÓN Este Reglamento establece los requisitos s para el proyecto de elementos estructurales de acero realizados con tubos con y sin costura, y de sus
Soldadura en aluminio
 Soldadura en aluminio Categoría: Metal Duración: 200 horas Comienzo: 04-04-2019 Finalización: 10-06-2019 Modalidad: Presencial Horario: De 8 a 13:00 horas Lugar: Centro Salvador Allende Dirigido a Desempleados/as
Soldadura en aluminio Categoría: Metal Duración: 200 horas Comienzo: 04-04-2019 Finalización: 10-06-2019 Modalidad: Presencial Horario: De 8 a 13:00 horas Lugar: Centro Salvador Allende Dirigido a Desempleados/as
TRABAJO PRACTICO N 6 COLUMNAS ARMADAS
 TRABAJO PRACTICO N 6 COLUMNAS ARMADAS Ejercicio Nº 1: Definir los siguientes conceptos, indicando cuando sea posible, valores y simbología utilizada: 1. Eje fuerte. Eje débil. Eje libre. Eje material.
TRABAJO PRACTICO N 6 COLUMNAS ARMADAS Ejercicio Nº 1: Definir los siguientes conceptos, indicando cuando sea posible, valores y simbología utilizada: 1. Eje fuerte. Eje débil. Eje libre. Eje material.
DISEÑO, FABRICACIÓN Y MONTAJE DE ESTRUCTURAS DE ACERO PARA EDIFICIOS CONFORME A LAS ESPECIFICACIONES AISC-2005
 DISEÑO, FABRICACIÓN Y MONTAJE DE ESTRUCTURAS DE ACERO PARA EDIFICIOS CONFORME A LAS ESPECIFICACIONES AISC-2005 Traducido y adaptado por Héctor Soto Rodríguez Centro Regional de Desarrollo en Ingeniería
DISEÑO, FABRICACIÓN Y MONTAJE DE ESTRUCTURAS DE ACERO PARA EDIFICIOS CONFORME A LAS ESPECIFICACIONES AISC-2005 Traducido y adaptado por Héctor Soto Rodríguez Centro Regional de Desarrollo en Ingeniería
ÍNDICE GENERAL PROLOGO PREFACIO CAPITULO 1 GENERALIDADES
 ÍNDICE GENERAL PROLOGO PREFACIO CAPITULO 1 GENERALIDADES 1.1. Definición 1.2. Clasificación del acero 1.2.1. Aceros al carbono 1.2.2. Aceros aleados 1.2.3. Aceros de baja aleación ultrarresistentes 1.2.4.
ÍNDICE GENERAL PROLOGO PREFACIO CAPITULO 1 GENERALIDADES 1.1. Definición 1.2. Clasificación del acero 1.2.1. Aceros al carbono 1.2.2. Aceros aleados 1.2.3. Aceros de baja aleación ultrarresistentes 1.2.4.
CATÁLOGO DE PRODUCTOS
 CATÁLOGO DE PRODUCTOS 1 ABREVIATURAS Y SIMBOLOS R: Resistencia a la Tracción Rf: Límite de fluencia Al: Alargamiento CVN: Energía absorvida en ensayo de impacto Charpy, entalla en V (+): Polo Positivo
CATÁLOGO DE PRODUCTOS 1 ABREVIATURAS Y SIMBOLOS R: Resistencia a la Tracción Rf: Límite de fluencia Al: Alargamiento CVN: Energía absorvida en ensayo de impacto Charpy, entalla en V (+): Polo Positivo
REFERENCIA RADIOGRÁFICA PARA LA INTERPRETACIÓN DE SOLDADURAS AGFA
 REFERENCIA RADIOGRÁFICA PARA LA INTERPRETACIÓN DE SOLDADURAS AGFA DESALINEAMIENTO (Hi Lo) Situación: desalineación entre las piezas a soldar. Imagen radiográfica: cambio abrupto en la densidad radiográfica
REFERENCIA RADIOGRÁFICA PARA LA INTERPRETACIÓN DE SOLDADURAS AGFA DESALINEAMIENTO (Hi Lo) Situación: desalineación entre las piezas a soldar. Imagen radiográfica: cambio abrupto en la densidad radiográfica
Curso CFR Pontevedra Miguel A. Gago Solla SOLDEO OXIGÁS.
 SOLDEO OXIGÁS. Descripción del proceso: Es un proceso de soldeo por fusión, que utiliza el calor producido por una llama, obtenida por la combustión de un gas combustible y un gas comburente, para fundir
SOLDEO OXIGÁS. Descripción del proceso: Es un proceso de soldeo por fusión, que utiliza el calor producido por una llama, obtenida por la combustión de un gas combustible y un gas comburente, para fundir
CONSTRUCCIONES METÁLICAS Y MADERA TRABAJO PRÁCTICO 3
 TRACCIÓN AXIL-UNIONES ABULONADAS CONSTRUCCIONES METÁLICAS Y MADERA TRABAJO PRÁCTICO 3 EJERCICIO NRO 1: 1.1-ÁREA BRUTA Para elementos planos, el área bruta, Ag, de una barra en cualquier punto se puede
TRACCIÓN AXIL-UNIONES ABULONADAS CONSTRUCCIONES METÁLICAS Y MADERA TRABAJO PRÁCTICO 3 EJERCICIO NRO 1: 1.1-ÁREA BRUTA Para elementos planos, el área bruta, Ag, de una barra en cualquier punto se puede
TEMA VI DISEÑO DE UNIONES Y PREPARACIONES PARA EL PROCESO SMAW
 TEMA VI DISEÑO DE UNIONES Y PREPARACIONES PARA EL PROCESO SMAW Diseño de la pieza de trabajo Diseño de la junta Consideraciones metalúrgicas Por códigos o especificaciones Una unión soldada consiste de
TEMA VI DISEÑO DE UNIONES Y PREPARACIONES PARA EL PROCESO SMAW Diseño de la pieza de trabajo Diseño de la junta Consideraciones metalúrgicas Por códigos o especificaciones Una unión soldada consiste de
ESTRUCTURAS DE CONCRETO II
 Estructuras de Concreto II (IC-0802) Prof.: Ing. Ronald Jiménez Castro DISEÑO DE VIGAS DE CONCRETO DUCTILES Normativa de diseño Debido a su jerarquía legal (Ley de la República), en Costa Rica el Código
Estructuras de Concreto II (IC-0802) Prof.: Ing. Ronald Jiménez Castro DISEÑO DE VIGAS DE CONCRETO DUCTILES Normativa de diseño Debido a su jerarquía legal (Ley de la República), en Costa Rica el Código
Diseño de uniones en estructura metálica Máster en Ingeniería Agronómica.
 Tema 4. Uniones soldadas. Máster en Ingeniería Agronómica. Escuela de Ingenieros Agrónomos (Ciudad Real). Universidad de Castilla La Mancha. 1. 2. 3. 4. 5. 6. Diseño Indice de Introducción. Tipos de soldaduras.
Tema 4. Uniones soldadas. Máster en Ingeniería Agronómica. Escuela de Ingenieros Agrónomos (Ciudad Real). Universidad de Castilla La Mancha. 1. 2. 3. 4. 5. 6. Diseño Indice de Introducción. Tipos de soldaduras.
ANEXO VI. Formularios para EPS, RCP e Informes de Ensayos
 311 ANEXO VI Formularios para EPS, RCP e Informes de Ensayos En este Anexo se especifican a modo de guía los formularios para registrar o documentarla siguiente información: (1) Especificación de Procedimiento
311 ANEXO VI Formularios para EPS, RCP e Informes de Ensayos En este Anexo se especifican a modo de guía los formularios para registrar o documentarla siguiente información: (1) Especificación de Procedimiento
SISTEMA OXIACETILÉNICO
 SISTEMA OXIACETILÉNICO Descripción del Proceso El proceso de soldadura oxiacetilénica mostrada en la figura, consiste en una llama dirigida por un soplete, obtenida por medio de la combustión de los gases
SISTEMA OXIACETILÉNICO Descripción del Proceso El proceso de soldadura oxiacetilénica mostrada en la figura, consiste en una llama dirigida por un soplete, obtenida por medio de la combustión de los gases
SOLDADOR DE ESTRUCTURAS METÁLICAS PESADAS
 SOLDADOR DE ESTRUCTURAS METÁLICAS PESADAS CONTENIDOS Tecnología y normativa en soldadura y corte Características del metal de aportación en soldadura. Conocimiento de la norma UNE 14003. Simbolización
SOLDADOR DE ESTRUCTURAS METÁLICAS PESADAS CONTENIDOS Tecnología y normativa en soldadura y corte Características del metal de aportación en soldadura. Conocimiento de la norma UNE 14003. Simbolización
Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco
 Modalidad: Duración: ON-LINE 60 horas SOLDADURA MIG-MAG OBJETIVO: Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco Describir la constitución
Modalidad: Duración: ON-LINE 60 horas SOLDADURA MIG-MAG OBJETIVO: Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco Describir la constitución
ESPECIFICACIÓN TÉCNICA RS15
 PÁGINA: 1 de 7 ESPECIFICACIÓN TÉCNICA RS15 1. ALCANCES La presente especificación cubre las características técnicas mínimas aceptables para el suministro de los postes metálicos tubulares de acero a ser
PÁGINA: 1 de 7 ESPECIFICACIÓN TÉCNICA RS15 1. ALCANCES La presente especificación cubre las características técnicas mínimas aceptables para el suministro de los postes metálicos tubulares de acero a ser
Soldadura con Electrodo Revestido y TIG
 Soldadura con Electrodo Revestido y TIG Duración: 200 horas Modalidad: Online Coste Bonificable: 1500 Objetivos del curso Este pack de materiales didácticos se ajusta al itinerario formativo del Certificado
Soldadura con Electrodo Revestido y TIG Duración: 200 horas Modalidad: Online Coste Bonificable: 1500 Objetivos del curso Este pack de materiales didácticos se ajusta al itinerario formativo del Certificado
SIMBOLOS DE SOLDADURA Y DE ENSAYOS NO DESTRUCTIVOS
 SIMBOLOS DE SOLDADURA Y DE ENSAYOS NO DESTRUCTIVOS 1.0 GENERALIDADES Para reducir la excesiva cantidad de información contenida en los documentos y dibujos se han desarrollado LOS SIMBOLOS DE LA SOLDADURA,
SIMBOLOS DE SOLDADURA Y DE ENSAYOS NO DESTRUCTIVOS 1.0 GENERALIDADES Para reducir la excesiva cantidad de información contenida en los documentos y dibujos se han desarrollado LOS SIMBOLOS DE LA SOLDADURA,
Módulo Formativo 1 ÍNDICE. Soldadura de acero inoxidable para homologaciones G con TIG y electrodos.
 Módulo Formativo 1 Soldadura de acero inoxidable para homologaciones G con TIG y electrodos. ÍNDICE 1. Fundamentos del procedimiento TIG. 5 2. Electrodos de tungsteno, características, selección, afilado,
Módulo Formativo 1 Soldadura de acero inoxidable para homologaciones G con TIG y electrodos. ÍNDICE 1. Fundamentos del procedimiento TIG. 5 2. Electrodos de tungsteno, características, selección, afilado,
Existen tres formas de transferencia metálica: 1. Transferencia Spray o de Rocío. 2. Transferencia Globular. 3. Transferencia por Corto-Circuito.
 SISTEMA MIG SÓLIDO Descripción del proceso El sistema MIG fue introducido a fines del año 1940. El proceso es definido por la AWS como un proceso de soldadura al arco, donde la fusión se produce por calentamiento
SISTEMA MIG SÓLIDO Descripción del proceso El sistema MIG fue introducido a fines del año 1940. El proceso es definido por la AWS como un proceso de soldadura al arco, donde la fusión se produce por calentamiento
ESCUELA POLITECNICA DEL EJÉRCITO
 ESCUELA POLITECNICA DEL EJÉRCITO ARTICULO TÉCNICO: DISEÑO SISMORESISTENTE DE CONEXIONES EMPERNADAS DE ACERO EN EDIFICIOS AUTOR: SR: GONZALO EDUARDO LARA SALAZAR ANTECEDENTES: El diseño adecuado de las
ESCUELA POLITECNICA DEL EJÉRCITO ARTICULO TÉCNICO: DISEÑO SISMORESISTENTE DE CONEXIONES EMPERNADAS DE ACERO EN EDIFICIOS AUTOR: SR: GONZALO EDUARDO LARA SALAZAR ANTECEDENTES: El diseño adecuado de las
Las columnas mixtas son una combinación de las columnas de hormigón y de las de acero reuniendo las ventajas de ambos tipos de columnas.
 Columnas mixtas Las columnas mixtas son una combinación de las columnas de hormigón y de las de acero reuniendo las ventajas de ambos tipos de columnas. Las columnas mixtas tienen una mayor ductilidad
Columnas mixtas Las columnas mixtas son una combinación de las columnas de hormigón y de las de acero reuniendo las ventajas de ambos tipos de columnas. Las columnas mixtas tienen una mayor ductilidad
LECCIÓN 12 UNIONES SOLDADAS
 LECCIÓN 12 UNIONES SOLDADAS 1. INTRODUCCIÓN. 2. PROCEDIMIENTOS DE SOLDADURA. 3. MATERIAL DE APORTACIÓN. 4. TIPOS DE SOLDADURA. 5. CLASIFICACIÓN DE LOS CORDONES SEGÚN LA POSICIÓN DURANTE SU EJECUCIÓN. 6.
LECCIÓN 12 UNIONES SOLDADAS 1. INTRODUCCIÓN. 2. PROCEDIMIENTOS DE SOLDADURA. 3. MATERIAL DE APORTACIÓN. 4. TIPOS DE SOLDADURA. 5. CLASIFICACIÓN DE LOS CORDONES SEGÚN LA POSICIÓN DURANTE SU EJECUCIÓN. 6.
Guía del Curso FMEC0110 Soldadura con Electrodo Revestido y Tig
 Guía del Curso FMEC0110 Soldadura con Electrodo Revestido y Tig Modalidad de realización del curso: Titulación: A distancia Diploma acreditativo con las horas del curso OBJETIVOS Este curso se ajusta al
Guía del Curso FMEC0110 Soldadura con Electrodo Revestido y Tig Modalidad de realización del curso: Titulación: A distancia Diploma acreditativo con las horas del curso OBJETIVOS Este curso se ajusta al
FACTORES INFLUENCIANTES EN LA SOLDADURA DE CHAPAS IMPRIMADAS: DESARROLLO DE UN HILO TUBULAR RUTILO SAFDUAL 105.
 FACTORES INFLUENCIANTES EN LA SOLDADURA DE CHAPAS IMPRIMADAS: DESARROLLO DE UN HILO TUBULAR RUTILO SAFDUAL 105. Las chapas imprimadas son principalmente utilizadas en la industria naval y ferroviaria donde
FACTORES INFLUENCIANTES EN LA SOLDADURA DE CHAPAS IMPRIMADAS: DESARROLLO DE UN HILO TUBULAR RUTILO SAFDUAL 105. Las chapas imprimadas son principalmente utilizadas en la industria naval y ferroviaria donde
CAPITULO 2 2. TRABAJO EXPERIMENTAL: APLICACIÓN DEL PROCESO GMAW EN ELEMENTOS ESTRUCTURALES 2.1 CARACTERISTICAS DE LOS ELEMENTOS ESTRUCTURALES
 CAPITULO 2 2. TRABAJO EXPERIMENTAL: APLICACIÓN DEL PROCESO GMAW EN ELEMENTOS ESTRUCTURALES 2.1 CARACTERISTICAS DE LOS ELEMENTOS ESTRUCTURALES En la construcción de una estructura encontramos diferentes
CAPITULO 2 2. TRABAJO EXPERIMENTAL: APLICACIÓN DEL PROCESO GMAW EN ELEMENTOS ESTRUCTURALES 2.1 CARACTERISTICAS DE LOS ELEMENTOS ESTRUCTURALES En la construcción de una estructura encontramos diferentes
CONSTRUCCIÓN VIALIDAD INDUSTRIAL
 CONSTRUCCIÓN VIALIDAD INDUSTRIAL CONSTRUCCIÓN VIALIDAD VIGAS SOLDADAS - VSN ACERO INDUSTRIAL La selección de los tipos de acero estructural para ser utilizado en un proyecto realiza las siguientes consideraciones:
CONSTRUCCIÓN VIALIDAD INDUSTRIAL CONSTRUCCIÓN VIALIDAD VIGAS SOLDADAS - VSN ACERO INDUSTRIAL La selección de los tipos de acero estructural para ser utilizado en un proyecto realiza las siguientes consideraciones:
ESTRUCTURAS DE ACERO
 UNIVERSIDAD CENTROCCIDENTAL LISANDRO ALVARADO DECANATO DE INGENIERIA CIVIL ESTRUCTURAS DE ACERO CARÁCTER: Obligatoria PROGRAMA: Ingeniería Civil DEPARTAMENTO: Ingeniería Estructural CODIGO SEMESTRE DENSIDAD
UNIVERSIDAD CENTROCCIDENTAL LISANDRO ALVARADO DECANATO DE INGENIERIA CIVIL ESTRUCTURAS DE ACERO CARÁCTER: Obligatoria PROGRAMA: Ingeniería Civil DEPARTAMENTO: Ingeniería Estructural CODIGO SEMESTRE DENSIDAD
2016 1erC. Procesos de Soldadura por Arco Eléctrico
 2016 1erC Procesos de Soldadura por Arco Eléctrico Evolución Histórica Evolución Histórica Antecedentes Histórico Sir Humphry Davy demuestra en 1808 que es posible conducir electricidad en el aire entre
2016 1erC Procesos de Soldadura por Arco Eléctrico Evolución Histórica Evolución Histórica Antecedentes Histórico Sir Humphry Davy demuestra en 1808 que es posible conducir electricidad en el aire entre
Facilitador: Ing. Andrés Rengifo Jefe de Entrenamiento y Soporte en Línea Soldaduras West Arco CWI/CWE EVENTO DE CAMPAÑA-IMAGEN MAYO-2017 BOGOTA
 Facilitador: Ing. Andrés Rengifo Jefe de Entrenamiento y Soporte en Línea Soldaduras West Arco CWI/CWE EVENTO DE CAMPAÑA-IMAGEN MAYO-2017 BOGOTA UNA MIRADA A LOS PROCESOS GMAW Y GTAW Gas Metal Arc Welding
Facilitador: Ing. Andrés Rengifo Jefe de Entrenamiento y Soporte en Línea Soldaduras West Arco CWI/CWE EVENTO DE CAMPAÑA-IMAGEN MAYO-2017 BOGOTA UNA MIRADA A LOS PROCESOS GMAW Y GTAW Gas Metal Arc Welding
Guía del Curso Curso Superior de Técnicas de Soldeo
 Guía del Curso Curso Superior de Técnicas de Soldeo Modalidad de realización del curso: Titulación: A distancia y Online Diploma acreditativo con las horas del curso OBJETIVOS Una correcta soldadura de
Guía del Curso Curso Superior de Técnicas de Soldeo Modalidad de realización del curso: Titulación: A distancia y Online Diploma acreditativo con las horas del curso OBJETIVOS Una correcta soldadura de
PUBLIREPORTAJE 3 de 4
 PUBLIREPORTAJE 3 de 4 SERIE ACERO INOXIDABLE: PARA UN PROYECTO BRILLANTE Y PERDURABLE Por: Fernando Correa (Director del Instituto Mexicano del Inoxidable A.C.) Operaciones de transformación: Corte, doblez,
PUBLIREPORTAJE 3 de 4 SERIE ACERO INOXIDABLE: PARA UN PROYECTO BRILLANTE Y PERDURABLE Por: Fernando Correa (Director del Instituto Mexicano del Inoxidable A.C.) Operaciones de transformación: Corte, doblez,
Procedimiento de preparación y aplicación de soldadura a una probeta.
 Procedimiento de preparación y aplicación de soldadura a una probeta. Biselado El bisel, el hombro de los tubos a soldar son preparados por el ayudante con la ayuda del esmeril angular con disco de ¼,
Procedimiento de preparación y aplicación de soldadura a una probeta. Biselado El bisel, el hombro de los tubos a soldar son preparados por el ayudante con la ayuda del esmeril angular con disco de ¼,
Elección del tipo de sección transversal
 ING. NICOLÁS KRUKOWSKI 5 Vigas de alma llena soldadas Elección del tipo de sección transversal El tipo de sección transversal se elige de acuerdo a la luz, carga y arriostramientos para cada uso: edificación,
ING. NICOLÁS KRUKOWSKI 5 Vigas de alma llena soldadas Elección del tipo de sección transversal El tipo de sección transversal se elige de acuerdo a la luz, carga y arriostramientos para cada uso: edificación,
SOLDADURA BASICA MANUAL DE PRÁCTICAS
 SOLDADURA BASICA MANUAL DE PRÁCTICAS ING. CARLOS ALBERTO BARROS NIETO 1 INTRODUCCIÓN... 3 SISTEMA DE COMPETENCIAS... 4 PRÁCTICAS DE DISEÑOS DE EMBEBIDOS PRÁCTICA No 1: ENCENDIDO DEL ARCO ELECTRICO Y CONTROL...
SOLDADURA BASICA MANUAL DE PRÁCTICAS ING. CARLOS ALBERTO BARROS NIETO 1 INTRODUCCIÓN... 3 SISTEMA DE COMPETENCIAS... 4 PRÁCTICAS DE DISEÑOS DE EMBEBIDOS PRÁCTICA No 1: ENCENDIDO DEL ARCO ELECTRICO Y CONTROL...
Bridas y sus uniones. Parte 1: Bridas de acero EXTRACTO DEL DOCUMENTO UNE-EN LAS OBSERVACIONES A ESTE DOCUMENTO HAN DE DIRIGIRSE A:
 norma española UNE-EN 1092-1 Octubre 2008 TÍTULO Bridas y sus uniones Bridas circulares para tuberías, grifería, accesorios y piezas especiales, designación PN Parte 1: Bridas de acero Flanges and their
norma española UNE-EN 1092-1 Octubre 2008 TÍTULO Bridas y sus uniones Bridas circulares para tuberías, grifería, accesorios y piezas especiales, designación PN Parte 1: Bridas de acero Flanges and their
ARBOL DE CONEXIONES DEL AISC
 CONEXIONES ARBOL DE CONEXIONES DEL AISC CONEXIONES RIGIDAS ENTRE VIGAS Y COLUMNAS SE HAN MANTENIDO LOS CONCEPTOS ESTABLECIDOS EN LA VERSIÓN ANTERIOR EN DONDE SE TOMARON EN CUENTA LOS ESTUDIOS E INVESTIGACIONES
CONEXIONES ARBOL DE CONEXIONES DEL AISC CONEXIONES RIGIDAS ENTRE VIGAS Y COLUMNAS SE HAN MANTENIDO LOS CONCEPTOS ESTABLECIDOS EN LA VERSIÓN ANTERIOR EN DONDE SE TOMARON EN CUENTA LOS ESTUDIOS E INVESTIGACIONES