PROCESOS DE MANUFACTURA II
|
|
|
- Natalia Serrano Valverde
- hace 6 años
- Vistas:
Transcripción

1 PROCESOS DE MANUFACTURA II BROCHADO HECTOR JAVIER HERNANDEZ CAMILO AMADOR EDISSON ANDRÉS PASACHOA JOSÉ SEVERO APONTE INGENIERO CARLOS ALBERTO RODELO PROGRAMA DE INGENIERA MECANICA ESCUELA COLOMBIANA DE CARRERAS INDUSTRIALES ECCI BOGOTÁ 2013
2 BROCHADO mediante una sucesión ordenada de filos de corte. El brochado es un procedimiento de mecanizado por arranque de viruta cuya herramienta se denomina brocha, tiene forma de barra y su superficie está provista de múltiples dientes. La operación de brochado consiste en hacer pasar la brocha, forzadamente, por un orificio cilíndrico o por la superficie exterior de la pieza, con el fin de obtener progresivamente el perfil de la brocha empleada. Es la operación que consiste en arrancar lineal y progresivamente la viruta de la superficie de un cuerpo Broaching is a procedure for machining by chip removal tool which is called brush, is bar-shaped and its surface is provided with multiple teeth. The broaching operation is to pass the brush forcibly, by a cylindrical hole or the outer surface of the workpiece, in order to obtain progressively the profile of the brush employed. It is the operation which consists of starting linear and progressively chip the surface of a body by an orderly succession of cutting edges. keywords Palabras claves Mecanizado Viruta Brocha Provista Herramienta Maquina Movimientos Material Machining Chip Brush Provided Tool Machine Movements Material EL BROCHADO

3 El brochado es un procedimiento de mecanizado por arranque de viruta cuya herramienta se denomina brocha, tiene forma de barra y su superficie está provista de múltiples dientes. La operación de brochado consiste en hacer pasar la brocha, forzadamente, por un orificio cilíndrico o por la superficie exterior de la pieza, con el fin de obtener progresivamente el perfil de la brocha empleada. Es la operación que consiste en arrancar lineal y progresivamente la viruta de la superficie de un cuerpo mediante una sucesión ordenada de filos de corte. En el brochado, cada diente elimina material progresivamente, para crear la forma final. Todas las operaciones (desbaste, semi-acabado, acabado) se realizan en una única pasada. Especialmente recomendado para series largas, es una tecnología alternativa al fresado, taladrado, torneado, rectificado.prerrequisito: la superficie a brochar debe ser paralela a la dirección del desplazamiento de los dientes. El proceso es extremadamente preciso, este rendimiento demostrado en grandes producciones no es igualado por ningún otro proceso. El brochado es especialmente adecuado para empresas de automoción donde son requeridos un alto nivel de precisión y rendimiento. Imagen No 1 Brocha superficie VENTAJAS DEL BROCHADO Tiempos de ciclo reducidos. Las piezas son producidas en una única pasada (generalmente requieren menos de un minuto). Con otros procesos de mecanizado se requieren múltiples operaciones para crear formas complejas y/o irregulares. Excelente precisión y repetitividad de proceso El desplazamiento lineal significa un reducido numero de variables de proceso. Mejores superficies de acabado Una calidad fina es alcanzada solo en una pasada. El último diente acaba y pule la pieza. Larga vida de herramienta Cada diente de la brocha esta en contacto con la superficie del material solo

4 una vez por ciclo. Por lo tanto una brocha puede producir un gran número de piezas antes de necesitar ser reafilada. Formación y mantenimiento simplificado. Una maquina brochadora no es compleja. Además, la carga y descarga de piezas es fácilmente automatizable. Proceso extremadamente competitivo en costos Para una alta productividad, lotes grandes de piezas pueden ser brochados en una sola pasada. brocha puede producir un gran número de piezas antes de necesitar ser reafilada. Formación y mantenimiento simplificado. Una maquina brochadora no es compleja. Además, la carga y descarga de piezas es fácilmente automatizable. Proceso extremadamente competitivo en costos Para una alta productividad, lotes grandes de piezas pueden ser brochados en una sola pasada. Imagen No 2 Esquema de brocha VENTAJAS DEL BROCHADO Tiempos de ciclo reducidos. Las piezas son producidas en una única pasada (generalmente requieren menos de un minuto). Con otros procesos de mecanizado se requieren múltiples operaciones para crear formas complejas y/o irregulares. Excelente precisión y repetitividad de proceso El desplazamiento lineal significa un reducido numero de variables de proceso. Mejores superficies de acabado Una calidad fina es alcanzada solo en una pasada. El último diente acaba y pule la pieza. Larga vida de herramienta Cada diente de la brocha esta en contacto con la superficie del material solo una vez por ciclo. Por lo tanto una BROCHADO INTERIOR: AGUJEROS REDONDOS Y CUADRADOS Brochado redondo. Las brochas redondas son utilizadas para realizar

5 agujeros de gran precisión. Hay varios tipos de brochas. Redondas, de corte rotativo utilizadas en piezas de fundición sin pre-mecanizado, de doble corte y de pulido para mejorar el acabado superficial. Brochado poligonal. Las brochas planas y cuadradas son utilizadas para crear agujeros lisos y cuadrados. Brochado de chaveteros. Las brochas para chaveteros son ampliamente utilizadas, a menudo con casquillo guía que estabiliza la brocha durante el proceso. Cuando la brocha no es suficientemente larga como para crear un chavetero en una sola pasada, se coloca un calce o cuña entre la brocha y la guía. Esto permite a la brocha pasar dos o tres veces. Imagen No 3 formas de agujeros redondos y cuadrados Brocha ensamblada Las brochas ensambladas están compuestas por varios segmentos de brocha: DISEÑOS DE BROCHAS Brocha integral Mejora la precisión de la pieza Mayor longitud de trabajo comparando con las brochas integrales. Las brochas con formas complejas que no son posibles de realizar con brochas integrales. La elección básica


6 Demostración esquemática de las variaciones de un agujero durante el brochado BROCHADO A TRACCIÓN VS.BROCHADO COMPRESIÓN BROCHADO INTERNO: RANURAS BROCHADO DE SUPERFICIE Una brocha de superficie es utilizada para eliminar material de una superficie externa. El brochado de superficie se lleva generalmente a cabo en brochadoras verticales con una brocha la cual es llevada arriba y abajo. Imagen No 5 Brochado por tracción Imagen No 4 Brochado de superficie


7 PASOS ENTRE DIENTES Imagen No 5 Brochado por Compresión Imagen No 6 Pasos entre dientes


8 VIRUTAS DEL BROCHADO Rompe virutas Los rompe virutas son utilizados en las brochas para prevenir los atascos de viruta y para facilitar la evacuación de la misma. Sin rompe virutas, la brocha produciría virutas enrolladas que se quedarían en la garganta del diente y eventualmente causarían la rotura del mismo. Los rompe virutas son rectificados paralelos al eje de la herramienta. Los rompe virutas en dentados alternos están desplazados de tal manera que a cada grupo de rompe virutas le sigue un filo cortante.

9 DIMENSIONES BROCHAS DE INTERIORES: TIPOS DE MANGOS MANGOS DE TRACCIÓN
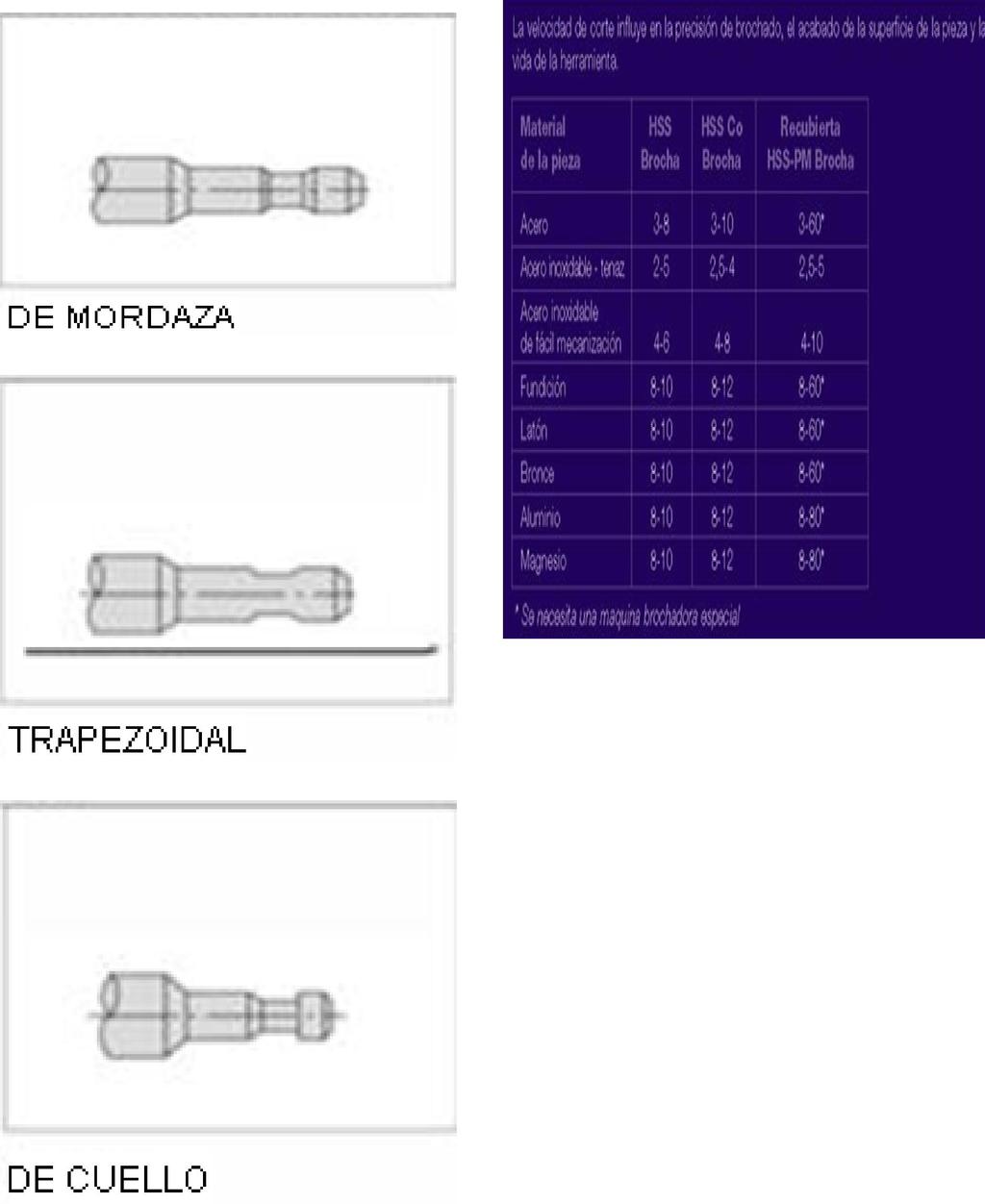

10 MANGOS DE RECUPERACIÓN VELOCIDAD DE CORTE

11 FLUIDOS DE CORTE La refrigeración es esencial en el brochado. Reduciendo el calor en 50ºC se puede incrementar la vida en un 50%. Una lubricación insuficiente puede incluso parar la operación de brochado. El tipo de refrigerante utilizado para el brochado tendrá un gran efecto sobre el número de piezas brochadas, precisión y rendimiento. Un refrigerante con bajo poder de lubricación o poca durabilidad provocará un desgaste rápido del dentado, produciendo una superficie inferior en el perfil acabado. Si la viscosidad es muy alta, las virutas se quedarán pegadas en la brocha reduciendo su rendimiento. En general, se recomienda una viscosidad mayor para brochadoras horizontales que para verticales. Lubricación por cantidad mínima. También se está desarrollando la micro-lubricación. El micro-lubricación elimina la tarea de limpiar las piezas y es una tecnología que cuida el medio ambiente. EJEMPLO PARA LA REALIZACIÓN DE CHAVETEROS Para el brochado se recomienda aceite con aditivos de baja fricción. La elección del refrigerante también depende del tipo de maquina brochadora. Los refrigerantes avanzados de base acuosa son también ampliamente utilizados para mejorar la refrigeración a altas velocidades y para mecanizar materiales resistentes al calor. Se recomienda la utilización de aceites solubles para evitar tener que limpiar las piezas y para reducir el riego de incendio.




12



13

14 CONCLUSIONES Existen una gran cantidad de maquinas herramientas especializadas para distintas procesos de conformado, que pueden ser sustituidas por otras solo agregando algunos aditamentos. Algunas maquinas son modificaciones de otras, en las cuales se aplica el mismo principio de operación. Una gran cantidad de maquinas se conocen en algunas partes con nombres distintos, (Tal es el caso de la brochado, que se nombra incorrectamente como cepillo de codo). La cantidad de herramientas para las maquinas, que existe en el mercado es casi ilimitada y se pueden ajustar a las necesidades de cada producción, por lo cual, todo depende del ingenio de cada operador BIBLIOGRAFÍA Tomas G. Gregor; Procesos Básicos de Manufactura, Ed, Mc. Graw-Hill Myron L. Begeman; Procesos de Fabricación. Ed. Limusa Herman W. Pollack; Maquinas Herramientas y Manejo de Materiales, Ed. Prentice/may Internacional. /maquinas-herramientas/maquinasherramientas.shtml =153
Tema V: Procesos de Mecanizado. Escuela Politécnica Superior Tecnología Mecánica
 Tema V: Procesos de Mecanizado Escuela Politécnica Superior Tecnología Mecánica Índice Mecanizado con Filos Geométricamente Determinados Proceso de Torneado El torno paralelo. Componentes. Clases de tornos.
Tema V: Procesos de Mecanizado Escuela Politécnica Superior Tecnología Mecánica Índice Mecanizado con Filos Geométricamente Determinados Proceso de Torneado El torno paralelo. Componentes. Clases de tornos.
16. Proceso de fresado
 16. Proceso de fresado El proceso de fresado Proceso de arranque de material que se obtiene mediante la traslación de una herramienta multifilo mientras gira alrededor de su eje. Proceso muy extendido,
16. Proceso de fresado El proceso de fresado Proceso de arranque de material que se obtiene mediante la traslación de una herramienta multifilo mientras gira alrededor de su eje. Proceso muy extendido,
Diseño de Prensa Hidráulica para Proceso de Brochado CARLOS ALBERTO GARZÓN RAMIREZ. Este proyecto presenta como resultado el prototipo virtual de una
 TECCIENCIA Diseño de Prensa Hidráulica para Proceso de Brochado C. A. GARZÓN R. 1, D. E. VILLALOBOS C. 2 1 CARLOS ALBERTO GARZÓN RAMIREZ Ingeniero Mecánico egresado de la Universidad Nacional de Colombia.
TECCIENCIA Diseño de Prensa Hidráulica para Proceso de Brochado C. A. GARZÓN R. 1, D. E. VILLALOBOS C. 2 1 CARLOS ALBERTO GARZÓN RAMIREZ Ingeniero Mecánico egresado de la Universidad Nacional de Colombia.
EL TORNO C O N T E N I D O
 C O N T E N I D O El Torno Especificaciones del torno Tipos de tornos Herramientas para tornear Torneado de conos externos Torneado de conos internos Roscado en el torno Parámetros de corte Fluidos de
C O N T E N I D O El Torno Especificaciones del torno Tipos de tornos Herramientas para tornear Torneado de conos externos Torneado de conos internos Roscado en el torno Parámetros de corte Fluidos de
AJUSTE LIMADO LIMADORA
 UNIVERSIDAD NACIONAL EXPERIMENTAL POLITECNICA ANTONIO JOSE DE SUCRE VICERECTORADO BARQUISIMETO DEPARTAMENTO DE INGENIERIA MECANICA AJUSTE LIMADO LIMADORA Maquinas similares. UNEXPO Limado LIMADO - LIMADORA
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITECNICA ANTONIO JOSE DE SUCRE VICERECTORADO BARQUISIMETO DEPARTAMENTO DE INGENIERIA MECANICA AJUSTE LIMADO LIMADORA Maquinas similares. UNEXPO Limado LIMADO - LIMADORA
Profesor: Richard Ayacura Castillo
 PROCESOS DE FABRICACIÓN FRESADO Profesor: Richard Ayacura Castillo LICEO INDUSTRIAL VICENTE PEREZ ROSALES DEPARTAMENTO DE MECANICA INDUSTRIAL FRESADO 1. Introducción, movimientos. 2. Partes de la fresadora.
PROCESOS DE FABRICACIÓN FRESADO Profesor: Richard Ayacura Castillo LICEO INDUSTRIAL VICENTE PEREZ ROSALES DEPARTAMENTO DE MECANICA INDUSTRIAL FRESADO 1. Introducción, movimientos. 2. Partes de la fresadora.
Mediante herramienta de corte periférico Mediante herramienta de corte frontal
 MAQUINAS HERRAMIENTAS FRESADORAS El fresado es un procedimiento de elaboración mecánica mediante el cual una herramienta (fresa), provista de aristas cortantes dispuestas simétricamente alrededor de un
MAQUINAS HERRAMIENTAS FRESADORAS El fresado es un procedimiento de elaboración mecánica mediante el cual una herramienta (fresa), provista de aristas cortantes dispuestas simétricamente alrededor de un
El Mecanizado Tecnología de los Materiales
 El Mecanizado Tecnología de los Materiales TECNOLOGÍA INDUSTRIAL II Liceo Industrial Vicente Pérez Rosales Profesor: Richard Ayacura Castillo MEcanizado ÍNDICE 10.0 Introducción 10.1 Procesos de mecanizado
El Mecanizado Tecnología de los Materiales TECNOLOGÍA INDUSTRIAL II Liceo Industrial Vicente Pérez Rosales Profesor: Richard Ayacura Castillo MEcanizado ÍNDICE 10.0 Introducción 10.1 Procesos de mecanizado
UNIVERSIDAD NACIONAL FEDERICO VILLARREAL FACULTAD DE INGENIERÍA ELECTRÓNICA E INFORMÁTICA SÍLABO ASIGNATURA: DISEÑO DE MÁQUINAS I
 SÍLABO ASIGNATURA: DISEÑO DE MÁQUINAS I CÓDIGO: 8F0025 1. DATOS GENERALES 1.1. DEPARTAMENTO ACADÉMICO : Ing. Electrónica e Informática 1.2. ESCUELA PROFESIONAL : Ingeniería Mecatrónica 1.3. CICLO DE ESTUDIOS
SÍLABO ASIGNATURA: DISEÑO DE MÁQUINAS I CÓDIGO: 8F0025 1. DATOS GENERALES 1.1. DEPARTAMENTO ACADÉMICO : Ing. Electrónica e Informática 1.2. ESCUELA PROFESIONAL : Ingeniería Mecatrónica 1.3. CICLO DE ESTUDIOS
PREGUNTAS DE REPASO. Tomadas del libro: Fundamentos de Manufactura Moderna de Mikell P. Groover
 PREGUNTAS DE REPASO Tomadas del libro: Fundamentos de Manufactura Moderna de Mikell P. Groover 1. Identifique algunas de las razones por la que el maquinado es comercial y tecnológicamente importante.
PREGUNTAS DE REPASO Tomadas del libro: Fundamentos de Manufactura Moderna de Mikell P. Groover 1. Identifique algunas de las razones por la que el maquinado es comercial y tecnológicamente importante.
FRESAS CON PLACAS INTERCAMBIABLES. AQX Herramienta para fresado multifuncional con filo de corte central. Disponible ahora con Ø35!
 FRESAS CO LACAS ITERCABIABLES erramienta para fresado multifuncional con filo central. Disponible ahora con Ø! FRESAS CO LACAS ITERCABIABLES Fresa integral intercambiable para fresado multifuncional Tamaños
FRESAS CO LACAS ITERCABIABLES erramienta para fresado multifuncional con filo central. Disponible ahora con Ø! FRESAS CO LACAS ITERCABIABLES Fresa integral intercambiable para fresado multifuncional Tamaños
PLANIFICACION ANUAL UNIDADES. Horas Prácticas: 122 horas
 PLANIFICACION ANUAL UNIDADES ESPECIALIDAD: MECÁNICA ASIGNATURA: MAQUINAS HERRAMIENTAS II CARGA HORARIA: 192 horas reloj. CARGA HORARIA DISCRIMINADA: Horas Teóricas: 70 horas Horas Prácticas: 122 horas
PLANIFICACION ANUAL UNIDADES ESPECIALIDAD: MECÁNICA ASIGNATURA: MAQUINAS HERRAMIENTAS II CARGA HORARIA: 192 horas reloj. CARGA HORARIA DISCRIMINADA: Horas Teóricas: 70 horas Horas Prácticas: 122 horas
Rectificado de brocas / General
 Rectificado de brocas / General RECTIFICADO DE LA PUNTA DE LA BROCA Para poder producir una punta de broca perfecta, tienen que cumplirse los siguientes puntos: Ángulo de la punta normalizado 118º 1. Ángulo
Rectificado de brocas / General RECTIFICADO DE LA PUNTA DE LA BROCA Para poder producir una punta de broca perfecta, tienen que cumplirse los siguientes puntos: Ángulo de la punta normalizado 118º 1. Ángulo
Procesos de Fabricación II. Guía 3 y 4 1 PROCESOS DE FABRICACIÓN II
 Procesos de Fabricación II. Guía 3 y 4 1 PROCESOS DE FABRICACIÓN II Procesos de Fabricación II. Guía 3 y 4 1 Tema: FUNDAMENTOS DE TORNEADO Contenidos Operaciones básicas de torneado Objetivos Objetivo
Procesos de Fabricación II. Guía 3 y 4 1 PROCESOS DE FABRICACIÓN II Procesos de Fabricación II. Guía 3 y 4 1 Tema: FUNDAMENTOS DE TORNEADO Contenidos Operaciones básicas de torneado Objetivos Objetivo
Novedades
 Novedades 2011-2012 S o l u c i o n e s P a r a e l M e c a n i z a d o d e R o s c a s www.vargus.com Industria del Petróleo y Gas Plaquitas Para el Torneado de Roscas Petroleras Para Normas API Redonda
Novedades 2011-2012 S o l u c i o n e s P a r a e l M e c a n i z a d o d e R o s c a s www.vargus.com Industria del Petróleo y Gas Plaquitas Para el Torneado de Roscas Petroleras Para Normas API Redonda
Unidad 7: Limadoras, cepilladoras, mortajadoras y brochadora
 Departamento de Ingeniería a Mecánica Tecnología a Mecánica I 67.15 Unidad 7: Limadoras, cepilladoras, mortajadoras y brochadora 1 movimiento rectilíneo alternativo de vaivén y un avance intermitente,
Departamento de Ingeniería a Mecánica Tecnología a Mecánica I 67.15 Unidad 7: Limadoras, cepilladoras, mortajadoras y brochadora 1 movimiento rectilíneo alternativo de vaivén y un avance intermitente,
Comprender los principios de funcionamiento de los órganos comunes de las máquinas herramientas.
 Programas de Actividades Curriculares Plan 94A Carrera: Ingeniería Mecánica TECNOLOGÍA DE FABRICACIÓN Área: Bloque: Organización-Producción Tecnologías Aplicadas Nivel: 5º año Tipo: Obligatoria Modalidad:
Programas de Actividades Curriculares Plan 94A Carrera: Ingeniería Mecánica TECNOLOGÍA DE FABRICACIÓN Área: Bloque: Organización-Producción Tecnologías Aplicadas Nivel: 5º año Tipo: Obligatoria Modalidad:
GRUPO TECNOLOGÍA MECÁNICA PROCESOS DE FABRICACIÒN
 BROCHADORAS Generalidades y Tipos de superficies que generan Se llama brochado a la operación que consiste en arrancar lineal y progresivamente la viruta de una superficie de un cuerpo mediante una sucesión
BROCHADORAS Generalidades y Tipos de superficies que generan Se llama brochado a la operación que consiste en arrancar lineal y progresivamente la viruta de una superficie de un cuerpo mediante una sucesión
COJINETES Y RODAMIENTOS
 COJINETES Y RODAMIENTOS En Gestión de Compras producimos y suministramos cojinetes y rodamientos de diferentes tipos y diferentes normativas en una amplia gama de materiales. PRODUCTO: Los cojinetes y
COJINETES Y RODAMIENTOS En Gestión de Compras producimos y suministramos cojinetes y rodamientos de diferentes tipos y diferentes normativas en una amplia gama de materiales. PRODUCTO: Los cojinetes y
MÁQUINAS EMPRESARIALES JUAN DAVID ARENAS OSORIO ING. DIEGO ALBERTO PINILLA HERNANDEZ
 MÁQUINAS EMPRESARIALES JUAN DAVID ARENAS OSORIO ING. DIEGO ALBERTO PINILLA HERNANDEZ UNIDAD CENTRAL DEL VALLE DEL CAUCA FACULTAD DE INGENIERÍA PROGRAMA DE INGENIERÍA INDUSTRIAL SEGUNDO SEMESTRE TULUÁ,
MÁQUINAS EMPRESARIALES JUAN DAVID ARENAS OSORIO ING. DIEGO ALBERTO PINILLA HERNANDEZ UNIDAD CENTRAL DEL VALLE DEL CAUCA FACULTAD DE INGENIERÍA PROGRAMA DE INGENIERÍA INDUSTRIAL SEGUNDO SEMESTRE TULUÁ,
PLACAS TORNEADO US905
 Excelente para el mecanizado de alta precisión de aleaciones termo-resistentes y aleaciones de titanio. Rompevirutas especiales para materiales difíciles de mecanizar. Rango de aplicación para el mecanizado
Excelente para el mecanizado de alta precisión de aleaciones termo-resistentes y aleaciones de titanio. Rompevirutas especiales para materiales difíciles de mecanizar. Rango de aplicación para el mecanizado
MEMORIA JUSTIFICATIVA
 MEMORIA JUSTIFICATIVA AYUDAS DE LA UNIVERSIDAD DE SALAMANCA PARA LOS PROYECTOS ESTRATÉGICOS DE FORMACIÓN Y MEJORA DOCENTE CONVOCATORIA DE 2011 TÍTULO DEL PROYECTO: Elaboración de material docente para
MEMORIA JUSTIFICATIVA AYUDAS DE LA UNIVERSIDAD DE SALAMANCA PARA LOS PROYECTOS ESTRATÉGICOS DE FORMACIÓN Y MEJORA DOCENTE CONVOCATORIA DE 2011 TÍTULO DEL PROYECTO: Elaboración de material docente para
Procesos de Fabricación II. Guía 1 1 PROCESOS DE FABRICACIÓN II
 Procesos de Fabricación II. Guía 1 1 PROCESOS DE FABRICACIÓN II Procesos de Fabricación II. Guía 1 1 Tema: IDENTIFICACIÓN DE LAS PARTES DE UN TORNO Contenidos Teoría sobre tornos Las partes de un torno
Procesos de Fabricación II. Guía 1 1 PROCESOS DE FABRICACIÓN II Procesos de Fabricación II. Guía 1 1 Tema: IDENTIFICACIÓN DE LAS PARTES DE UN TORNO Contenidos Teoría sobre tornos Las partes de un torno
Problemática del Mecanizado
 Problemática del Mecanizado Secretaría de Medio Ambiente Provincia de Santa Fe Claudio Colombo colombo@cablenet.com.ar Coordinador Programa PML Santa Fe Planteo Sector con gestión según tamaño. Muy complicado
Problemática del Mecanizado Secretaría de Medio Ambiente Provincia de Santa Fe Claudio Colombo colombo@cablenet.com.ar Coordinador Programa PML Santa Fe Planteo Sector con gestión según tamaño. Muy complicado
Materia prima, procesos de fabricación y terminación de piezas Situación de uso Justificación de material y proceso de fabricación elegidos
 REDISEÑO DESTAPADOR Índice Presentación, pg.2 Conformación de producto, pg.3-6 Materia prima, procesos de fabricación y terminación de piezas Situación de uso Justificación de material y proceso de fabricación
REDISEÑO DESTAPADOR Índice Presentación, pg.2 Conformación de producto, pg.3-6 Materia prima, procesos de fabricación y terminación de piezas Situación de uso Justificación de material y proceso de fabricación
MÓDULO Programación Básica de códigos ISO
 BÁSICO Programación Básica de códigos ISO 1. FUNDAMENTOS DE LA PROGRAMACIÓN. a. Introducción a la programación manual b. Programación de puntos para los c. Sistemas de programación. (Incremental y absoluto)
BÁSICO Programación Básica de códigos ISO 1. FUNDAMENTOS DE LA PROGRAMACIÓN. a. Introducción a la programación manual b. Programación de puntos para los c. Sistemas de programación. (Incremental y absoluto)
PROCESO DE CEPILLADO MIGUEL ANGEL MENDEZ FAJARDO ANDRES FELIPE ROMERO JIMENEZ JEFFER DAVID MORENO GRACIA ALEXANDER DARIO BENITEZ LOPEZ
 PROCESO DE CEPILLADO MIGUEL ANGEL MENDEZ FAJARDO ANDRES FELIPE ROMERO JIMENEZ JEFFER DAVID MORENO GRACIA ALEXANDER DARIO BENITEZ LOPEZ EDGAR JULIAN MORENO NUÑEZ TRABAJO EXPOSICION SEGUNDO CORTE PRESENTADO
PROCESO DE CEPILLADO MIGUEL ANGEL MENDEZ FAJARDO ANDRES FELIPE ROMERO JIMENEZ JEFFER DAVID MORENO GRACIA ALEXANDER DARIO BENITEZ LOPEZ EDGAR JULIAN MORENO NUÑEZ TRABAJO EXPOSICION SEGUNDO CORTE PRESENTADO
Para distinguir las herramientas entre sí, toman diversas denominaciones que dependen:
 HERRAMIENTAS de TORNEADO HSS y METAL DURO SOLDADO Una herramienta monocortante adecuada para tornear está normalmente constituida por una barrita de sección cuadrada, rectangular o redonda, de acero para
HERRAMIENTAS de TORNEADO HSS y METAL DURO SOLDADO Una herramienta monocortante adecuada para tornear está normalmente constituida por una barrita de sección cuadrada, rectangular o redonda, de acero para
CURSO FABRICACION MECANICA 3/5 EJES CON CATIA V5
 Objetivos y Temario CURSO FABRICACION MECANICA 3/5 EJES CON CATIA V5 OBJETIVOS Al finalizar el módulo el curso será capaz de: - Elaborar operaciones de mecanizado: cajeras, planeados, desbastes prismáticos,
Objetivos y Temario CURSO FABRICACION MECANICA 3/5 EJES CON CATIA V5 OBJETIVOS Al finalizar el módulo el curso será capaz de: - Elaborar operaciones de mecanizado: cajeras, planeados, desbastes prismáticos,
Válvula de compuerta en acero
 Válvulas de acero Válvula de compuerta en acero USO RECOMENDADO Este tipo de válvulas de compuerta son de uso industrial principalmente utilizadas en el transporte de hidrocarburos. Están fabricadas bajo
Válvulas de acero Válvula de compuerta en acero USO RECOMENDADO Este tipo de válvulas de compuerta son de uso industrial principalmente utilizadas en el transporte de hidrocarburos. Están fabricadas bajo
DEPARTAMENTO DE INGENIERÍA MECÁNICA DISEÑO MECÁNICO INGENIERÍA INDUSTRIAL
 DEPARTAMENTO DE INGENIERÍA MECÁNICA DISEÑO MECÁNICO INGENIERÍA INDUSTRIAL Higinio Rubio Alonso IMPERFECCIONES SUPERFICIALES! Las imperfecciones superficiales se clasifican en: Rugosidades, producto de
DEPARTAMENTO DE INGENIERÍA MECÁNICA DISEÑO MECÁNICO INGENIERÍA INDUSTRIAL Higinio Rubio Alonso IMPERFECCIONES SUPERFICIALES! Las imperfecciones superficiales se clasifican en: Rugosidades, producto de
FRESADO. Julio Alberto Aguilar Schafer
 11-FRESADO FRESADO Julio Alberto Aguilar Schafer Introducción Proceso de maquinado en el que se remueve material de manera intermitente. Pieza y herramienta pueden asumir diferentes movimientos. Producción
11-FRESADO FRESADO Julio Alberto Aguilar Schafer Introducción Proceso de maquinado en el que se remueve material de manera intermitente. Pieza y herramienta pueden asumir diferentes movimientos. Producción
Procesos de Fabricación II
 Mecánica PAG: 1 Universidad Central de Venezuela Facultad de Escuela de Mecánica Departamento de Unidad Docente y de Investigación de Tecnología Mecánica Asignatura Mecánica PAG: 2 1. PROPÓSITO Dotar al
Mecánica PAG: 1 Universidad Central de Venezuela Facultad de Escuela de Mecánica Departamento de Unidad Docente y de Investigación de Tecnología Mecánica Asignatura Mecánica PAG: 2 1. PROPÓSITO Dotar al
ESCUELA DE TROQUELES Y HERRAMIENTAS DE SALTILLO, S.C. Técnico en Matricería
 Técnico en Matricería 2070 horas Modulo I Tecnología I 87 soldadura Dibujo I 25 Matemá>cas I 26 Taller I Ajuste y maquinado básico 528 Prac>cas de Soldadura I 24 Modulo II Tecnología II 78 soldadura CNC
Técnico en Matricería 2070 horas Modulo I Tecnología I 87 soldadura Dibujo I 25 Matemá>cas I 26 Taller I Ajuste y maquinado básico 528 Prac>cas de Soldadura I 24 Modulo II Tecnología II 78 soldadura CNC
COGSDILL TOOL PRODUCTS, INC. Herramientas de precisión PARA LA INDUSTRIA METALÚRGICA. CogsdillTool INFORMACIÓN SOBRE EL PRODUCTO
 CogsdillTool COGSDILL TOOL PRODUCTS, INC. Herramientas de precisión PARA LA INDUSTRIA METALÚRGICA INFORMACIÓN SOBRE EL PRODUCTO Cogsdill SOLUCIONES TÉCNICAS DE HERRAMIENTAS Y FIJACIÓN PARA LAS INDUSTRIAS
CogsdillTool COGSDILL TOOL PRODUCTS, INC. Herramientas de precisión PARA LA INDUSTRIA METALÚRGICA INFORMACIÓN SOBRE EL PRODUCTO Cogsdill SOLUCIONES TÉCNICAS DE HERRAMIENTAS Y FIJACIÓN PARA LAS INDUSTRIAS
INTRODUCCION. Piense en HSS
 INTRODUCCION Piense en HSS INDICE METALURGIA DEL HSS 2 Excelente resistencia 3 Un filo de corte vivo 4 Herramientas seguras y de confianza Elementos de aleación 6 La influencia de los elementos de aleación
INTRODUCCION Piense en HSS INDICE METALURGIA DEL HSS 2 Excelente resistencia 3 Un filo de corte vivo 4 Herramientas seguras y de confianza Elementos de aleación 6 La influencia de los elementos de aleación
Se denomina transmisión mecánica a un mecanismo encargado de trasmitir potencia entre dos o más elementos dentro de una máquina.
 Transmisión Mecánica Se denomina transmisión mecánica a un mecanismo encargado de trasmitir potencia entre dos o más elementos dentro de una máquina. Transmisión con correa en una instalación industrial.
Transmisión Mecánica Se denomina transmisión mecánica a un mecanismo encargado de trasmitir potencia entre dos o más elementos dentro de una máquina. Transmisión con correa en una instalación industrial.
PRESCRIPCIONES TÉCNICAS EXPEDIENTE: ecat.0002
 PRESCRIPCIONES TÉCNICAS EXPEDIENTE: MAQUINARIA CON DESTINACIÓN A LOS CENTROS DE FORMACIÓN PROFESIONAL LOTE: 01 Página 1 de 11 ARTÍCULO: IMAGEN CANTIDAD: 21 47057 Torno paralelo de pequeña capacidad MUESTRA?
PRESCRIPCIONES TÉCNICAS EXPEDIENTE: MAQUINARIA CON DESTINACIÓN A LOS CENTROS DE FORMACIÓN PROFESIONAL LOTE: 01 Página 1 de 11 ARTÍCULO: IMAGEN CANTIDAD: 21 47057 Torno paralelo de pequeña capacidad MUESTRA?
OPERACIONES DE TORNEADO
 OPERACIONES DE TORNEADO 1. Torneado cilíndrico (cilindrado) exterior Desplazamiento de la cuchilla de forma longitudinal a la pieza (paralelamente al eje de la máquina). Siempre nos quedará un diámetro
OPERACIONES DE TORNEADO 1. Torneado cilíndrico (cilindrado) exterior Desplazamiento de la cuchilla de forma longitudinal a la pieza (paralelamente al eje de la máquina). Siempre nos quedará un diámetro
Uni-Max Revolution TM
 Uni-Max Revolution TM La Revolucionaria Tecnología MQL Uni-Max RevolutionTM La Revolucionaria Tecnología MQL La Revolucionaria Tecnología MQL El Uni-Max Revolution es el primer aplicador MQL programable
Uni-Max Revolution TM La Revolucionaria Tecnología MQL Uni-Max RevolutionTM La Revolucionaria Tecnología MQL La Revolucionaria Tecnología MQL El Uni-Max Revolution es el primer aplicador MQL programable
13. Proceso de torneado. Operaciones y geometría
 13. Proceso de torneado. Operaciones y geometría Torneado Mecanizado de una pieza de revolución mediante dos movimientos, uno de rotación de la pieza y otro de avance de la herramienta. Las piezas de revolución
13. Proceso de torneado. Operaciones y geometría Torneado Mecanizado de una pieza de revolución mediante dos movimientos, uno de rotación de la pieza y otro de avance de la herramienta. Las piezas de revolución
Lección 13 Limadora.-
 Lección 13 Limadora.- La Limadora es una máquina-herramienta de movimiento alternativo horizontal. En la torreta que monta en el Carnero lleva una herramienta simple que efectuará el trabajo de arranque
Lección 13 Limadora.- La Limadora es una máquina-herramienta de movimiento alternativo horizontal. En la torreta que monta en el Carnero lleva una herramienta simple que efectuará el trabajo de arranque
DESPRENDIMIENTO DE VIRUTA POR MAQUINADO, CONVENCIONAL Y CNC.
 DESPRENDIMIENTO DE VIRUTA POR MAQUINADO, CONVENCIONAL Y CNC. 1 Maquinado tradicional Proceso mediante el cual se remueve metal para dar forma o acabado a una pieza. Se utilizan métodos tradicionales como
DESPRENDIMIENTO DE VIRUTA POR MAQUINADO, CONVENCIONAL Y CNC. 1 Maquinado tradicional Proceso mediante el cual se remueve metal para dar forma o acabado a una pieza. Se utilizan métodos tradicionales como
MÁQUINA TORNO Recursos Físicos Bucaramanga 2008
 Recursos Físicos Bucaramanga 2008 Revisó: Jefe División de Planta Física Aprobó: Rector Página 2 de 6 Fecha de Aprobación: Abril 14 de 2008 Resolución Nº 537 INDICE 1. OBJETIVO 3 2. ALCANCE 3 3. DEFINICIONES
Recursos Físicos Bucaramanga 2008 Revisó: Jefe División de Planta Física Aprobó: Rector Página 2 de 6 Fecha de Aprobación: Abril 14 de 2008 Resolución Nº 537 INDICE 1. OBJETIVO 3 2. ALCANCE 3 3. DEFINICIONES
Centro de Bachillerato Tecnológico industrial y de servicios No. 50 CUESTIONARIO.
 CUESTIONARIO. 1. En qué consiste el fresado? El fresado consiste en maquinar circularmente superficies de formas variadas. Este trabajo se efectúa con una herramienta de corte llamada fresa. 2. Cuáles
CUESTIONARIO. 1. En qué consiste el fresado? El fresado consiste en maquinar circularmente superficies de formas variadas. Este trabajo se efectúa con una herramienta de corte llamada fresa. 2. Cuáles
LICEO INDUSTRIAL VICENTE PEREZ ROSALES DEPARTAMENTO DE MECANICA INDUSTRIAL. Profesor: Richard Ayacura Castillo
 LICEO INDUSTRIAL VICENTE PEREZ ROSALES DEPARTAMENTO DE MECANICA INDUSTRIAL Profesor: Richard Ayacura Castillo Movimientos de trabajo en la operación de torneado Movimiento de corte: por lo general se imparte
LICEO INDUSTRIAL VICENTE PEREZ ROSALES DEPARTAMENTO DE MECANICA INDUSTRIAL Profesor: Richard Ayacura Castillo Movimientos de trabajo en la operación de torneado Movimiento de corte: por lo general se imparte
Maquinaria de elevación. Mantenimiento de primer nivel
 Maquinaria de elevación Mantenimiento de primer nivel Miguel Ángel Morlanes López Miguel Santamaría Villascuerna Martín Orna Carmona José Alberto Andrés Lacasta 1ª Edición: octubre 2011 Miguel Ángel Morlanes
Maquinaria de elevación Mantenimiento de primer nivel Miguel Ángel Morlanes López Miguel Santamaría Villascuerna Martín Orna Carmona José Alberto Andrés Lacasta 1ª Edición: octubre 2011 Miguel Ángel Morlanes
1. DATOS GENERALES ÁREA/MÓDULO: DISEÑO APLICADO 2. JUSTIFICACIÓN
 Página 1 de 5 PROGRAMA: Ingeniería Mecatrónica PLAN DE ESTUDIOS: III ACTA DE CONSEJO DE 034 FACULTAD/DEPTO./CENTRO: ASIGNATURA/MÓDULO/SEMINARIO: 1. DATOS GENERALES PROCESOS DE MANUFACTURA Y LABORATORIO
Página 1 de 5 PROGRAMA: Ingeniería Mecatrónica PLAN DE ESTUDIOS: III ACTA DE CONSEJO DE 034 FACULTAD/DEPTO./CENTRO: ASIGNATURA/MÓDULO/SEMINARIO: 1. DATOS GENERALES PROCESOS DE MANUFACTURA Y LABORATORIO
SÍLABO DE PROCESOS DE MANUFACTURA
 SÍLABO DE PROCESOS DE MANUFACTURA I. DATOS GENERALES CÓDIGO CARÁCTER CRÉDITOS 3 PERIODO ACADÉMICO REQUISITO A0642 Obligatorio 2016 Ingeniería de Procesos HORAS Teóricas: 2 Prácticas: 2 II. SUMILLA DE LA
SÍLABO DE PROCESOS DE MANUFACTURA I. DATOS GENERALES CÓDIGO CARÁCTER CRÉDITOS 3 PERIODO ACADÉMICO REQUISITO A0642 Obligatorio 2016 Ingeniería de Procesos HORAS Teóricas: 2 Prácticas: 2 II. SUMILLA DE LA
MORTAJADORA. mortajadora, excepto que el plano en el que se produce el movimiento principal de corte es vertical.
 MORTAJADORA Ing. Guillermo Bavaresco La mortajadora, también denominadas limadora vertical, es una máquina cuya herramienta animada de movimiento rectilíneo y alternativo vertical o poco inclinado arranca
MORTAJADORA Ing. Guillermo Bavaresco La mortajadora, también denominadas limadora vertical, es una máquina cuya herramienta animada de movimiento rectilíneo y alternativo vertical o poco inclinado arranca
Procesos de Fabricación II. Guía 1 1 PROCESOS DE FABRICACIÓN II
 Procesos de Fabricación II. Guía 1 1 PROCESOS DE FABRICACIÓN II Procesos de Fabricación II. Guía 1 1 Tema: AFILADO DE HERRAMIENTAS Contenidos Tipos de herramientas empleadas en el torno paralelo Procedimiento
Procesos de Fabricación II. Guía 1 1 PROCESOS DE FABRICACIÓN II Procesos de Fabricación II. Guía 1 1 Tema: AFILADO DE HERRAMIENTAS Contenidos Tipos de herramientas empleadas en el torno paralelo Procedimiento
MOLDMAX HH. Aleación de Cobre Berilio de alta resistencia para moldes
 MOLDMAX HH Aleación de Cobre Berilio de alta resistencia para moldes Esta información se encuentra basada en nuestros conocimientos actuales y está dirigida a proporcionar información general sobre nuestros
MOLDMAX HH Aleación de Cobre Berilio de alta resistencia para moldes Esta información se encuentra basada en nuestros conocimientos actuales y está dirigida a proporcionar información general sobre nuestros
FORMULARIO PARA EL MAQUINADO POR DESCARGAS ELÉCTRICAS: FORMULARIO PARA EL CORTE CON SIERRAS: FORMULARIO PARA EL MAQUINADO POR TORNEADO:
 FORMULARIO PARA EL MAQUINADO POR DESCARGAS ELÉCTRICAS: V = volumen del material a remover (mm 3 ). v R = velocidad de remoción del material ( ) FORMULARIO PARA EL CORTE CON SIERRAS: S = superficie efectiva
FORMULARIO PARA EL MAQUINADO POR DESCARGAS ELÉCTRICAS: V = volumen del material a remover (mm 3 ). v R = velocidad de remoción del material ( ) FORMULARIO PARA EL CORTE CON SIERRAS: S = superficie efectiva
MÁQUINA PLANEADORA Recursos Físicos Bucaramanga 2008
 Recursos Físicos Bucaramanga 2008 Revisó: Jefe División de Planta Física Aprobó: Rector Página 2 de 8 Fecha de Aprobación: Abril 14 de 2008 Resolución Nº 537 INDICE 1. OBJETIVO 3 2. ALCANCE 3 3. DEFINICIONES
Recursos Físicos Bucaramanga 2008 Revisó: Jefe División de Planta Física Aprobó: Rector Página 2 de 8 Fecha de Aprobación: Abril 14 de 2008 Resolución Nº 537 INDICE 1. OBJETIVO 3 2. ALCANCE 3 3. DEFINICIONES
215 mm x 100 mm. 160 mm x 80 mm
 LIMAS CONVENCIONALES LIMAS DE DIAMANTE TIJERAS DE CHAPA LIMAS DE DIAMANTE PARA MATRICEROS Las aplicaciones más habituales de las limas diamantadas son en aceros templados (hasta 55 Hrc), metal duro en
LIMAS CONVENCIONALES LIMAS DE DIAMANTE TIJERAS DE CHAPA LIMAS DE DIAMANTE PARA MATRICEROS Las aplicaciones más habituales de las limas diamantadas son en aceros templados (hasta 55 Hrc), metal duro en
TRANSPORTADOR NEUMÁTICO Manual de instrucciones TPTN MAN SEP08
 TPTN MAN SEP08 TRANSPORTADOR NEUMÁTICO Manual de instrucciones Manual de instrucciones Transportador neumático de piezas Uso previsto: El transportador neumático de piezas TPTN está exclusivamente previsto
TPTN MAN SEP08 TRANSPORTADOR NEUMÁTICO Manual de instrucciones Manual de instrucciones Transportador neumático de piezas Uso previsto: El transportador neumático de piezas TPTN está exclusivamente previsto
FREDY BaRRaGan CRiSTian CaMiLO ROJaS JOHn SEBaSTian ORTiZ WiLSOn andres alvarez. Rectificado
 FREDY BaRRaGan CRiSTian CaMiLO ROJaS JOHn SEBaSTian ORTiZ WiLSOn andres alvarez Rectificado Rectificado PROCESOS ABRASIVOS: Rectificado: El más común. Lapeado, Pulido, Bruñido, Otros. CARACTERÍSTICAS DE
FREDY BaRRaGan CRiSTian CaMiLO ROJaS JOHn SEBaSTian ORTiZ WiLSOn andres alvarez Rectificado Rectificado PROCESOS ABRASIVOS: Rectificado: El más común. Lapeado, Pulido, Bruñido, Otros. CARACTERÍSTICAS DE
VI / ESCOFINAS Y LIMAS
 Tecnología Herramientas VI / ESCOFINAS Y LIMAS ESCOFINAS Y LIMAS Trabajan por arranque de virutas. Uso: desbastar y alisar superficies. Material: acero para herramientas. Partes: cuerpo: lleva los dientes.
Tecnología Herramientas VI / ESCOFINAS Y LIMAS ESCOFINAS Y LIMAS Trabajan por arranque de virutas. Uso: desbastar y alisar superficies. Material: acero para herramientas. Partes: cuerpo: lleva los dientes.
Máxima precisión en ciclo de segundos. La nueva Streamfinish 5 de OTEC.
 Máxima precisión en ciclo de segundos. La nueva Streamfinish 5 de OTEC. Superficies perfectas por redondeo de aristas, pulido, desbarbado, alisado... y todo con máxima precisión y en tiempos de 3 a 4 segundos
Máxima precisión en ciclo de segundos. La nueva Streamfinish 5 de OTEC. Superficies perfectas por redondeo de aristas, pulido, desbarbado, alisado... y todo con máxima precisión y en tiempos de 3 a 4 segundos
FABRICACIÓN ASISTIDA POR ORDENADOR. CENTROS DE MECANIZADO Pablo E. Romero Carrillo
 FABRICACIÓN ASISTIDA POR ORDENADOR. CENTROS DE MECANIZADO Pablo E. Romero Carrillo 1 INTRODUCCIÓN Frente a máquinas convencionales de mecanizado, como fresadora, torno o taladradora, los centros de mecanizado
FABRICACIÓN ASISTIDA POR ORDENADOR. CENTROS DE MECANIZADO Pablo E. Romero Carrillo 1 INTRODUCCIÓN Frente a máquinas convencionales de mecanizado, como fresadora, torno o taladradora, los centros de mecanizado
Tema IV: Conformación por Desprendimiento de Material. Escuela Politécnica Superior: Tecnología Mecánica
 Tema IV: Conformación por Desprendimiento de Material Escuela Politécnica Superior: Tecnología Mecánica Índice Tecnología de Mecanizado Introducción Fundamentos del Arranque de Viruta Corte Ortogonal Magnitudes
Tema IV: Conformación por Desprendimiento de Material Escuela Politécnica Superior: Tecnología Mecánica Índice Tecnología de Mecanizado Introducción Fundamentos del Arranque de Viruta Corte Ortogonal Magnitudes
Una nueva revolución en el mercado de los insertos!
 Artículo LAMINA 1 - Rev. 1 Una nueva revolución en el mercado de los insertos! Utilizar las herramientas de corte adecuadas, reducir los tiempos de parada de máquina, incrementar la vida útil de las herramientas
Artículo LAMINA 1 - Rev. 1 Una nueva revolución en el mercado de los insertos! Utilizar las herramientas de corte adecuadas, reducir los tiempos de parada de máquina, incrementar la vida útil de las herramientas
Compresor. PROFESOR: JUAN PLAZA L. FUNDAMENTOS DE NEUMATICA.
 Compresor. PROFESOR: JUAN PLAZA L. 1 Compresor. Compresor: Aparato que sirve para comprimir un fluido, generalmente aire, a una presión dada. Existen dos categorías. Las máquinas volumétricas (aumento
Compresor. PROFESOR: JUAN PLAZA L. 1 Compresor. Compresor: Aparato que sirve para comprimir un fluido, generalmente aire, a una presión dada. Existen dos categorías. Las máquinas volumétricas (aumento
ÍNDICE. 1.- Introducción.
 1.- Introducción. ÍNDICE 1.1.- La tecnología del Mecanizado de Alta Velocidad 1.2. - El MAV como ventaja competitiva 1.3. - El MAV en el enfoque estratégico 1.4. - La globalización económica 1.5. - Estrategias
1.- Introducción. ÍNDICE 1.1.- La tecnología del Mecanizado de Alta Velocidad 1.2. - El MAV como ventaja competitiva 1.3. - El MAV en el enfoque estratégico 1.4. - La globalización económica 1.5. - Estrategias
La evolución del torno convencional. Nueva generación SC
 La evolución del torno convencional Nueva generación SC Descripción Nueva gama de tornos provistos de cabezal con variador de velocidad electrónico La nueva gama de tornos SC, equipada con variador de
La evolución del torno convencional Nueva generación SC Descripción Nueva gama de tornos provistos de cabezal con variador de velocidad electrónico La nueva gama de tornos SC, equipada con variador de
Discos Diamantados. Discos Diamantados. Caracteristicas
 Discos Diamantados Caracteristicas Cómo funcionan los Discos Diamantados? A pesar de ser conocidos como herramientas de corte, los discos diamantados son una especie de abrasivo, cuyo corte es, en realidad,
Discos Diamantados Caracteristicas Cómo funcionan los Discos Diamantados? A pesar de ser conocidos como herramientas de corte, los discos diamantados son una especie de abrasivo, cuyo corte es, en realidad,
Algoritmo para el Análisis del Comportamiento de Fresas Periféricas en Condiciones Variables
 Algoritmo para el Análisis del Comportamiento de Fresas Periféricas en Condiciones Variables Hilde Perez 1, Eduardo Diez 2, Mario Guzmán 2, Antonio Vizan 3 (1) Dpto. de Ingeniería Mecánica, Univ. de León
Algoritmo para el Análisis del Comportamiento de Fresas Periféricas en Condiciones Variables Hilde Perez 1, Eduardo Diez 2, Mario Guzmán 2, Antonio Vizan 3 (1) Dpto. de Ingeniería Mecánica, Univ. de León
T30 11/14 Bar. Compresores de aire de pistón
 T30 11/14 Bar Compresores de aire de pistón El compresor Ingersoll Rand T30 ha sido líder en su clase desde su entrada en el mercado en 1929. Y ello gracias a su fiabilidad, eficacia, robusta flexibilidad
T30 11/14 Bar Compresores de aire de pistón El compresor Ingersoll Rand T30 ha sido líder en su clase desde su entrada en el mercado en 1929. Y ello gracias a su fiabilidad, eficacia, robusta flexibilidad
Nuevas tecnologías para la manufactura de partes aeroespaciales. Isaac Jimenez
 Nuevas tecnologías para la manufactura de partes aeroespaciales Isaac Jimenez Tabla de contenidos 1.- Introducción: * Industria Aeroespacial. * Industria Aeroespacial en México. * Honeywell. 2.- Definición
Nuevas tecnologías para la manufactura de partes aeroespaciales Isaac Jimenez Tabla de contenidos 1.- Introducción: * Industria Aeroespacial. * Industria Aeroespacial en México. * Honeywell. 2.- Definición
MasTiposde.com LA MADERA
 MasTiposde.com LA MADERA LA MADERA ES UN MATERIAL DE ORIGEN VEGETAL QUE SE OBTIENE DE LOS ÁRBOLES COMPOSICIÓN DE LA MADERA La madera se compone de fibras de celulosa unidas mediante una sustancia llamada
MasTiposde.com LA MADERA LA MADERA ES UN MATERIAL DE ORIGEN VEGETAL QUE SE OBTIENE DE LOS ÁRBOLES COMPOSICIÓN DE LA MADERA La madera se compone de fibras de celulosa unidas mediante una sustancia llamada
11. Desgaste de herramientas. Contenido: 1. Desgaste de herramientas 2. Medida del desgaste 3. Ensayos de duración de herramientas
 11. Desgaste de herramientas Contenido: 1. Desgaste de herramientas 2. Medida del desgaste 3. Ensayos de duración de herramientas Desgaste de herramientas La herramienta durante su trabajo está sometida
11. Desgaste de herramientas Contenido: 1. Desgaste de herramientas 2. Medida del desgaste 3. Ensayos de duración de herramientas Desgaste de herramientas La herramienta durante su trabajo está sometida
Estudio de viabilidad económica de la implantación de tecnología CNC en un taller metalmecánico.
 Estudio de viabilidad económica de la implantación de tecnología CNC en un taller metalmecánico. Resumen Autora: Sonia Boza Rodríguez Titulación: Grado en Ingeniería en Organización Industrial Escuela
Estudio de viabilidad económica de la implantación de tecnología CNC en un taller metalmecánico. Resumen Autora: Sonia Boza Rodríguez Titulación: Grado en Ingeniería en Organización Industrial Escuela
SISTEMAS NEUMÁTICOS E HIDRÁULICOS
 1. INTRODUCCIÓN SISTEMAS NEUMÁTICOS E HIDRÁULICOS La neumática es la rama de la tecnología que se dedica a estudiar y a desarrollar aplicaciones prácticas con aire comprimido, realizadas mediante circuitos
1. INTRODUCCIÓN SISTEMAS NEUMÁTICOS E HIDRÁULICOS La neumática es la rama de la tecnología que se dedica a estudiar y a desarrollar aplicaciones prácticas con aire comprimido, realizadas mediante circuitos
III / HERRAMIENTAS DE SERRAR. ASERRADO: separación y expulsión de pequeñas virutas de madera por el movimiento alternativo de la sierra.
 Tecnología Herramientas III / HERRAMIENTAS DE SERRAR ASERRADO: separación y expulsión de pequeñas virutas de madera por el movimiento alternativo de la sierra. Serrucho de carpintero PARTES: Hoja: acero
Tecnología Herramientas III / HERRAMIENTAS DE SERRAR ASERRADO: separación y expulsión de pequeñas virutas de madera por el movimiento alternativo de la sierra. Serrucho de carpintero PARTES: Hoja: acero
Mecanizado para Torno Fresador CNC
 Mecanizado para Torno Fresador CNC Nos enorgullece presentar nuestro nuevo sistema de Torneado, este sistema representa un gran paso para BobCAD-CAM, por que finaliza nuestro paquete completo de soluciones
Mecanizado para Torno Fresador CNC Nos enorgullece presentar nuestro nuevo sistema de Torneado, este sistema representa un gran paso para BobCAD-CAM, por que finaliza nuestro paquete completo de soluciones
MÓDULO Horas. Programación Básica de códigos ISO. Descripción. Temario del Curso. Resumen. Módulo: Básico
 MÓDULO 1 Programación Básica de códigos ISO 21 Horas Descripción El C.N.C. utilizado para ejercer el control de una máquina-herramienta a través de un ordenador mediante un programa escrito previamente
MÓDULO 1 Programación Básica de códigos ISO 21 Horas Descripción El C.N.C. utilizado para ejercer el control de una máquina-herramienta a través de un ordenador mediante un programa escrito previamente
INGENIERÍA INDUSTRIAL Y PRODUCTIVIDAD
 INGENIERÍA INDUSTRIAL Y PRODUCTIVIDAD Hay una alegría en la Manufactura que sólo los poetas se supone lo saben Walter P. Chrysler El deleite por hacer cosas SISTEMAS DE MANUFACTURA Prof. Wilmer Romero
INGENIERÍA INDUSTRIAL Y PRODUCTIVIDAD Hay una alegría en la Manufactura que sólo los poetas se supone lo saben Walter P. Chrysler El deleite por hacer cosas SISTEMAS DE MANUFACTURA Prof. Wilmer Romero
EQUIPO DE REFRIGERACIÓN
 EQUIPO DE REFRIGERACIÓN 1. Unidades condensadoras 2. Evaporadores 3. Condensadores Remotos 4. Unidades motocompresoras 1. UNIDADES CONDENSADORAS Características: Unidad Condensadora con gabinete para instalación
EQUIPO DE REFRIGERACIÓN 1. Unidades condensadoras 2. Evaporadores 3. Condensadores Remotos 4. Unidades motocompresoras 1. UNIDADES CONDENSADORAS Características: Unidad Condensadora con gabinete para instalación
Unidad 2 Carreras profesionales en la industria metalmecánica Unidad 3 Cómo obtener el trabajo
 Marcombo S.A. www.marcombo.com TECNOLOGIA DE LAS MAQUINAS HERRAMIENTA por KRAR Isbn 9701506383 Indice del Contenido Prefacio Acerca de los autores Reconocimientos Sección 1 Introducción a las máquinas-herramienta
Marcombo S.A. www.marcombo.com TECNOLOGIA DE LAS MAQUINAS HERRAMIENTA por KRAR Isbn 9701506383 Indice del Contenido Prefacio Acerca de los autores Reconocimientos Sección 1 Introducción a las máquinas-herramienta
FICHA DE PREVENCIÓN: LA FRESADORA. DESCRIPCIÓN DE LA MÁQUINA.
 Junta de Extremadura Consejería de Educación y Empleo Dirección General de Personal Docente Servicio de Salud y Riesgos Laborales de Centros Educativos FICHA DE PREVENCIÓN: LA FRESADORA. DESCRIPCIÓN DE
Junta de Extremadura Consejería de Educación y Empleo Dirección General de Personal Docente Servicio de Salud y Riesgos Laborales de Centros Educativos FICHA DE PREVENCIÓN: LA FRESADORA. DESCRIPCIÓN DE
Herramienta (II) Elementos de máquinam
 Elementos de máquinam") Tema17: Máquinas Herramienta (II) 1/14 MÓDULO III: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 17: Máquinas M Herramienta (II) Elementos de máquinam TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO.
Tema17: Máquinas Herramienta (II) 1/14 MÓDULO III: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 17: Máquinas M Herramienta (II) Elementos de máquinam TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO.
Cerámica. Para el mecanizado inteligente y productivo de superaleaciones
 Cerámica Para el mecanizado inteligente y productivo de superaleaciones Mecanizado con cerámica: Aplicaciones Las calidades cerámicas se pueden aplicar a una amplia gama de aplicaciones y materiales; generalmente
Cerámica Para el mecanizado inteligente y productivo de superaleaciones Mecanizado con cerámica: Aplicaciones Las calidades cerámicas se pueden aplicar a una amplia gama de aplicaciones y materiales; generalmente
*Unidades del catalogo en mm. Rev. 1 09/05/04 www.veroe.com Página 1
 Descripción T00: Selección de herramientas T01: Herramienta 1 labio de corte T02: Herramienta 1 labio de corte TiALN T03: Herramienta 2 labios de corte T04: Herramienta 2 labios de corte alta velocidad
Descripción T00: Selección de herramientas T01: Herramienta 1 labio de corte T02: Herramienta 1 labio de corte TiALN T03: Herramienta 2 labios de corte T04: Herramienta 2 labios de corte alta velocidad
"WORKSHOP OF TECHINAL MACHINING"
 "WORKSHOP OF TECHINAL MACHINING" Jornada Técnica para el aumento de la productividad en el mecanizado Datos técnicos de las herramientas Datos técnicos de las herramientas LA REALIZACIÓN DE LAS PIEZAS
"WORKSHOP OF TECHINAL MACHINING" Jornada Técnica para el aumento de la productividad en el mecanizado Datos técnicos de las herramientas Datos técnicos de las herramientas LA REALIZACIÓN DE LAS PIEZAS
12. Transmisiones mecánicas
 12. Transmisiones mecánicas Anibal T. De Almeida Día 2 Temario Eficiencia energética de: engranajes correas Transmisiones mecánicas Los equipos de transmisión como ejes, correas, cadenas y engranajes deben
12. Transmisiones mecánicas Anibal T. De Almeida Día 2 Temario Eficiencia energética de: engranajes correas Transmisiones mecánicas Los equipos de transmisión como ejes, correas, cadenas y engranajes deben
Estado del arte en la fabricación de grandes productos. Ideko-IK4
 Estado del arte en la fabricación de grandes productos Mikel Zatarain Ideko-IK4 mzatarain@ideko.es 1 Interés de la fabricación e inspección de piezas de grandes dimensiones Motivación La producción en
Estado del arte en la fabricación de grandes productos Mikel Zatarain Ideko-IK4 mzatarain@ideko.es 1 Interés de la fabricación e inspección de piezas de grandes dimensiones Motivación La producción en
Desbaste. Acabado/perfilado. Aluminio. Instrucciones. FRESADO CoroMill para todas las aplicaciones. CoroMill 365. CoroMill 245.
 FREADO Coroill para todas las aplicaciones Instrucciones IO/AI Coroill 365 Coroill 245 Coroill 331 Coroill 200 Desbaste Coroill 390 Coroill 245 Coroill 390 Acabado/perfilado Coroill 210 Coroill 300 Coroill
FREADO Coroill para todas las aplicaciones Instrucciones IO/AI Coroill 365 Coroill 245 Coroill 331 Coroill 200 Desbaste Coroill 390 Coroill 245 Coroill 390 Acabado/perfilado Coroill 210 Coroill 300 Coroill
Composites. soluciones de producto. En cooperación con
 Composites soluciones de producto En cooperación con Mecanizado de composites un programa para mejorar el rendimiento competitivo y los resultados Sandvik Coromant y los productos de Precorp así como su
Composites soluciones de producto En cooperación con Mecanizado de composites un programa para mejorar el rendimiento competitivo y los resultados Sandvik Coromant y los productos de Precorp así como su
Ficha técnica. MEC-80x440x800 Premium CNC
 Ficha técnica MEC-80x440x800 Premium CNC Características principales 3 EJES AUTOMÁTICOS. Gracias a los sistemas electrónicos E X P E R I E N C I A Y K N O W - H O W Nos avalan más de 30 años de experiencia
Ficha técnica MEC-80x440x800 Premium CNC Características principales 3 EJES AUTOMÁTICOS. Gracias a los sistemas electrónicos E X P E R I E N C I A Y K N O W - H O W Nos avalan más de 30 años de experiencia
TECNOLOGÍAS DE FABRICACIÓN Mayormente piezas mecánicas. No se descartan otras aplicaciones
 TECNOLOGÍAS DE FABRICACIÓN Mayormente piezas mecánicas. No se descartan otras aplicaciones PROPÓSITO GENERAL: Seleccionar el proceso más adecuado Factores a tener en cuenta: La pieza: Material, forma,
TECNOLOGÍAS DE FABRICACIÓN Mayormente piezas mecánicas. No se descartan otras aplicaciones PROPÓSITO GENERAL: Seleccionar el proceso más adecuado Factores a tener en cuenta: La pieza: Material, forma,
1. Torneado de piezas y conjuntos mecánicos
 Torneado de piezas y conjuntos mecánicos INTRODUCCIÓN Este módulo consta de 228 horas pedagógicas y tiene como propósito que los y las estudiantes de cuarto medio de la especialidad de Mecánica Industrial
Torneado de piezas y conjuntos mecánicos INTRODUCCIÓN Este módulo consta de 228 horas pedagógicas y tiene como propósito que los y las estudiantes de cuarto medio de la especialidad de Mecánica Industrial
Procesos de Fabricación II. Guía 7 y 8 1 PROCESOS DE FABRICACIÓN II
 Procesos de Fabricación II. Guía 7 y 8 1 PROCESOS DE FABRICACIÓN II Procesos de Fabricación II. Guía 7 y 8 1 Tema: FUNDAMENTOS DE FRESADO I Contenidos Identificación de las partes de la fresadora Operaciones
Procesos de Fabricación II. Guía 7 y 8 1 PROCESOS DE FABRICACIÓN II Procesos de Fabricación II. Guía 7 y 8 1 Tema: FUNDAMENTOS DE FRESADO I Contenidos Identificación de las partes de la fresadora Operaciones
Centros de Mecanizado. Vertical Machining Centres
 CENTRO DE MECANIZADO DE 5 EJES SIMULTANEOS LAGUN MODELO L 5AX-410 Datos técnicos Área de mecanizado Tamaño de mesa mm Ø 410 Curso longitudinal X mm 650 Curso transversal Y mm 700 Curso vertical Z mm 645
CENTRO DE MECANIZADO DE 5 EJES SIMULTANEOS LAGUN MODELO L 5AX-410 Datos técnicos Área de mecanizado Tamaño de mesa mm Ø 410 Curso longitudinal X mm 650 Curso transversal Y mm 700 Curso vertical Z mm 645
LIMADORA /CEPILLADORA
 LIMADORA /CEPILLADORA Ing.Guillermo Bavaresco La limadora mecánica es una máquina herramienta para el mecanizado de piezas por arranque de viruta, mediante el movimiento lineal alternativo de la herramienta
LIMADORA /CEPILLADORA Ing.Guillermo Bavaresco La limadora mecánica es una máquina herramienta para el mecanizado de piezas por arranque de viruta, mediante el movimiento lineal alternativo de la herramienta
ESTÁNDAR DE COMPETENCIA. Manufacturación de piezas en fresadora
 I.- Datos Generales Código Título Manufacturación de piezas en fresadora Propósito del Estándar de Competencia Servir como referente para la evaluación y certificación de las personas que se desempeñan
I.- Datos Generales Código Título Manufacturación de piezas en fresadora Propósito del Estándar de Competencia Servir como referente para la evaluación y certificación de las personas que se desempeñan
PLAN DE ESTUDIOS 2000 SÍLABO
 UNIVERSIDAD RICARDO PALMA Facultad de Ingeniería ESCUELA ACADÉMICO PROFESIONAL DE INGENIERÍA INDUSTRIAL PLAN DE ESTUDIOS 2000 SÍLABO 1. DATOS ADMINISTRATIVOS. Asignatura : TECNOLOGÍA APLICADA Código :
UNIVERSIDAD RICARDO PALMA Facultad de Ingeniería ESCUELA ACADÉMICO PROFESIONAL DE INGENIERÍA INDUSTRIAL PLAN DE ESTUDIOS 2000 SÍLABO 1. DATOS ADMINISTRATIVOS. Asignatura : TECNOLOGÍA APLICADA Código :
INSTITUTO POLITÉCNICO NACIONAL SECRETARIA ACADÉMICA DIRECCIÓN DE ESTUDIOS PROFESIONALES EN INGENIERÍA Y CIENCIAS FÍSICO MATEMÁTICAS
 ESCUELA: CARRERA: ESPECIALIDAD: COORDINACIÓN: DEPARTAMENTO: UPIICSA INGENIERÍA INDUSTRIAL ACADEMIA DE PROCESOS DE MANUFACTURA CIENCIAS APLICADAS ASIGNATURA: MANUFACTURA INDUSTRIAL II : IRF2 SEMESTRE: SEPTIMO
ESCUELA: CARRERA: ESPECIALIDAD: COORDINACIÓN: DEPARTAMENTO: UPIICSA INGENIERÍA INDUSTRIAL ACADEMIA DE PROCESOS DE MANUFACTURA CIENCIAS APLICADAS ASIGNATURA: MANUFACTURA INDUSTRIAL II : IRF2 SEMESTRE: SEPTIMO
EL PODER DE LAS FRESAS GARANT
 EL PODER DE LAS FRESAS GARANT Jornada Técnica para el aumento de la productividad en el mecanizado Índice Sistema de sujeción GARANT ZeroClamp 4-5 Fresa avance elevado GARANT Hi5 6 Fresado Trocoidal 7
EL PODER DE LAS FRESAS GARANT Jornada Técnica para el aumento de la productividad en el mecanizado Índice Sistema de sujeción GARANT ZeroClamp 4-5 Fresa avance elevado GARANT Hi5 6 Fresado Trocoidal 7
ESPECIFICACIÓN DE LA MATERIA PRIMA
 CAPÍTULO 3: ESPECIFICACIÓN DE LA MATERIA PRIMA Página 20 3. ESPECIFICACIÓN DE LA MATERIA PRIMA 3.1 Selección del material La elección del material adecuado para fabricar una pieza depende esencialmente
CAPÍTULO 3: ESPECIFICACIÓN DE LA MATERIA PRIMA Página 20 3. ESPECIFICACIÓN DE LA MATERIA PRIMA 3.1 Selección del material La elección del material adecuado para fabricar una pieza depende esencialmente
Daño considerable en las placas laterales. El ángulo de afilado de la placa superior es menor que el recomendado
 CADENAS 67 La mayor parte de los problemas en las cadenas son debidos a tres causas: Tensión incorrecta, afilado incorrecto, y engrase insuficiente. A continuación le indicamos las cosas que usted debe
CADENAS 67 La mayor parte de los problemas en las cadenas son debidos a tres causas: Tensión incorrecta, afilado incorrecto, y engrase insuficiente. A continuación le indicamos las cosas que usted debe