Concepto de Ajustes y Tolerancias. Juego y. Normas ISA. Utilización de tablas.
|
|
|
- Celia Alcaraz Ruiz
- hace 6 años
- Vistas:
Transcripción

1 1 Departamento de Ingeniería Mecánica Tecnología Mecánica I Unidad 1: Ajustes y Tolerancias Ing. Guillermo Orlando Castro
2 2 Temario Concepto de Ajustes y Tolerancias. Juego y Aprieto Normas ISA. Utilización de tablas.
3 3 Concepto de Tolerancia Es la diferencia entre las cotas máximas y mínimas de una dimensión de una pieza: T = Mmáx. Mmín. Se expresa en milésimas de mm. (micrones μm.)
4 Concepto de Tolerancia 4

5 Concepto de Tolerancia 5
6 6 Concepto de Tolerancia Antiguamente, la dimensión de una pieza se indicaba únicamente por su valor nominal. A partir de los conceptos de fabricación en serie y de tolerancias, se indican las cotas límites admisibles, entre las cuales debe estar comprendida la cota efectiva ó medida nominal (N); a ambas se les antepone siempre un signo algebraico. La tolerancia puede ser también indicada por la dimensión máxima y la dimensión mínima.
7 Concepto de Tolerancia 7

8 Concepto de Tolerancia 8
9 Concepto de Tolerancia 9
10 10 Concepto de Tolerancia La elección de las tolerancias no se hace en forma arbitraria y no puede ser hecha de otra manera, puesto que generalmente las diferentes partes del conjunto de un mecanismo, máquina ó dispositivo son fabricadas en talleres diferentes. Las tolerancia fijadas deberán ser escogidas de tal manera que sea posible cierto intercambio entre las piezas en acoplamiento.
11 11 Concepto de Tolerancia Una empresa que importa un rodamiento de bolas, no puede elegir caprichosamente las tolerancias en el diámetro de aquella parte del eje que deba ajustar con determinado grado de aprieto con el cojinete. Deberá subordinar la medida mencionada dentro de las tolerancias que fija en su catálogo el fabricante de rodamientos. Antiguamente, cuando se carecía de reglas ó normas, estas tolerancias se fijaban a criterio del ajustador.
12 12 Concepto de Tolerancia En la actividad industrial, es impensado considerar que la definición de las tolerancias queden al arbitrio ó criterio de quién debe ajustar ambas partes, y que dependan de la habilidad de éste. De esa manera, no existiría uniformidad en el criterio del propio ajustador al efectuar dos operaciones iguales, dado que efectuará la 2º operación sin haber registrado el modo en que se hizo la 1º; ni que hablar cuando se trata de personas diferentes.
13 13 Concepto de Tolerancia Se comprende fácilmente que este método, que no asegura la posibilidad de intercambiar diferentes piezas ejecutadas, sólo conviene para piezas unitarias ó de series muy pequeñas. La forma especial según la cual los límites sobre cada dimensión de la pieza están dispuestas en relación con la dimensión nominal establecida (N) está determinada por las llamadas Tablas de Tolerancias.
14 14 Concepto de Tolerancia Para ayudar a los proyectistas en especificar los límites apropiados de las tolerancias para piezas de varias dimensiones y para distintas aplicaciones, se ha prestado considerable atención al asunto en los países en los cuales la producción en masa ó en cantidad es una regla establecida, y se prepararon en varios países industrializados Sistemas de Límites y Ajustes.
15 15 Concepto de Tolerancia La aplicación de estos sistemas comenzó en 1926 cuando la I.S.A. (International Standard Association) dictó normas que se fueron adoptando en todo el mundo paulatinamente; en la Argentina, IRAM (Instituto de Racionalización Argentino de Materiales) también adoptó sus recomendaciones. Las Tablas de Tolerancias son fruto de laboriosos experimentos basados en Normas de carácter universal, y tienen valores bien determinados.
16 16 Concepto de Tolerancia El empleo de las Tablas de Tolerancias, al mismo tiempo que aseguran la precisión en el trabajo dentro de los límites preestablecidos, contribuye a dar uniformidad a las piezas, consiguiéndose la fabricación en serie siempre que esos límites hayan sido bien elegidos. Si se trabaja con estas tablas para consignar las dimensiones en los planos, es conveniente señalar los ajustes por signos abreviados.
17 17 Concepto de Ajuste Se entiende por ajuste ó asiento, a la reunión de dos piezas ó elementos, en relación con el servicio que han de prestar ó con la dependencia que ha de existir entre ellas.
18 18 Concepto de Ajuste En este concepto, las dos piezas en cuestión se llaman de diferente manera: 1) El elemento interior, ó sea, la parte llena, se la denomina eje (macho). 2) El elemento exterior, ó sea, la parte hueca, se la denomina agujero (hembra).
, pues encajan entre sí, con independencia de la forma geométrica que posean.")
19 19 Concepto de Ajuste A esta pareja de elementos se la llama eje y agujero (uno macho y otra hembra), pues encajan entre sí, con independencia de la forma geométrica que posean.
20 20 Concepto de Ajuste A esta pareja de elementos se la llama eje y agujero (uno macho y otra hembra), pues encajan entre sí, con independencia de la forma geométrica que posean.
21 21 Concepto de Ajuste El acoplamiento entre dos piezas con conexión mecánica, se dice que se efectúa con juego ó con aprieto, si se comprueba que una de ellas tiene movimiento ó está fija con respecto a la otra. Esto quiere significar que la unión puede ser realizada de dos modos fundamentales: holgado ó apretado, existiendo además una posición intermedia llamada deslizamiento, pero que en realidad también se la considera juego.
22 22 Concepto de Ajuste Existen establecidos grados intermedios de ajustes, que dependen del valor relativo de las tolerancias con respecto a las cotas reales de la pieza, llamados márgenes de ajuste. En consecuencia, los ajustes se clasifican en 3 grupos: 1) Libre u holgado (con juego ó giro libre) 2) De sujeción ó apretado (bloqueado, forzado) 3) De deslizamiento (entrada suave, centrado)
23 23 Concepto de Ajuste Los distintos grados de ajustes están normalizados por I.S.A. en la siguiente forma: - Juego fuerte - Entrada suave - Juego ligero - Adherencia - Juego libre - Arrastre - Juego libre justo - Forzado - Deslizamiento - A presión
24 24 Concepto de Ajuste Aparte de lo especificado por la Normas, se utilizan otras que han sido sancionadas por la práctica y de uso universal para ajustes por contracción ó en caliente (dilatación); es decir, donde ocurre un fuerte aprieto de carácter permanente por la existencia de grandes interferencias entre ambas piezas en acople, como en llantas de ruedas para ferrocarriles, coronas dentadas de bronce ó acero montadas sobre núcleos ó cubos de hierro fundido, etc.
25 25 Calidades de Ajuste Según el grado de precisión con que debe estar ejecutado el ajuste, se distinguen 4 calidades de ajuste, que en las normas I.S.A. se denominan así: 1) Calidad Extra - Precisa 2) Calidad Precisa ó Fina 3) Calidad Ordinaria, Mediana ó Corriente 4) Calidad Basta ó Grosera
26 26 Calidades de Ajuste Calidad Extra Precisa: llamada también de alta precisión, está destinada a la fabricación de instrumentos de medición. Calidad Precisa: es la de empleo más frecuente en la construcción de máquinas herramienta, eléctricas, motores de combustión interna, bombas, compresores, etc.
27 27 Calidades de Ajuste Calidad Ordinaria: se adopta para mecanismos accionados a mano, árboles de transmisión, sus rodamientos y soportes, anillos de seguridad, vástagos de llaves, etc. Calidad Basta: se adopta para mecanismos de funcionamiento más rudo y para hacer posible la condición de intercambiabilidad. La inmovilidad para esta clase de ajuste se obtendrá por medios de fijación como chavetas, espinas, etc.
28 28 Calidades de Ajuste Esta clasificación está basada en las variadas exigencias de la industria metalmecánica. Según sea la calidad de las superficies trabajadas, éstas se habrán de esmerilar ó rectificar si se desea un ajuste de precisión ó de alta precisión, y sencillamente se tornearán ó planearán dichas superficies, si sólo se desea un ajuste corriente. Un ajuste basto está destinado para piezas laminadas, estampadas y forjadas, y para superficies ásperas.
29 29 Calidades de Ajuste En consecuencia, es evidente que el grado de precisión con el cual debe ser ejecutado un ajuste giratorio, deslizante ó apretado, dependerá de la función mecánica que le corresponde desempeñar al conjunto de las piezas en conexión. Cuando más aumenta el índice, más disminuye la precisión; es decir, la tolerancia admisible es tanto mayor cuanto mayor sea el índice (diferencias límites).
30 30 Sistemas de Ajuste Para establecer entre dos piezas los distintos tipos de ajustes antes citados, ya precisen ejes y agujeros girar más ó menos fácilmente (juego) ó quedar fijos entre sí con mayor ó menor presión (aprieto), pueden conseguirse dos sistemas: ó bien mantener para el agujero el mismo diámetro y variar el eje en una tolerancia respecto de aquel; ó, al contrario, variando el agujero con una tolerancia dada, permaneciendo constante el diámetro del eje.
31 31 Sistemas de Ajuste El primer sistema, con el diámetro del agujero constantemente igual, es que se utiliza mayormente en la construcción de máquinas herramientas, automóviles, etc., pues resulta más conveniente en la fabricación corriente. Sin embargo, se utiliza el segundo (eje constante) en transmisiones, maquinaria agrícola y textil, mecánica fina y algunas piezas de automotores.
32 32 Sistemas de Ajuste Se han normalizado, por lo tanto, ambos sistemas de ajustes, denominándose ellos como sigue: 1º) Sistema de Agujero Único (Agujero Base) 2º) Sistema de Eje Único (Eje Base)
33 33 Sistemas de Ajuste Concepto de Ajuste en el sistema AGUJERO - EJE
34 34 Sistemas de Ajuste Concepto de Ajuste en el sistema EJE - AGUJERO
35 35 Sistemas de Ajuste Ajuste con juego diferencia positiva entre el diámetro efectivo del agujero y el diámetro efectivo del eje. La zona de tolerancia del agujero es mayor que la del eje. Ajuste con aprieto diferencia negativa entre el diámetro efectivo del agujero y el diámetro efectivo del eje. La zona de tolerancia del agujero es menor que la del eje. Ajuste incierto puede presentarse juego ó aprieto, pues las zonas de tolerancia de eje y agujero de cruzan.


36 36 Sistemas de Ajuste Ajuste con juego Ajuste con aprieto
37 37 Sistemas de Ajuste Ajuste con juego Ajuste incierto Ajuste con aprieto



38 38 Sistemas de Ajuste Ajuste con juego
39 Sistemas de Ajuste 39
40 Sistemas de Ajuste 40
41 Sistemas de Ajuste 41
42 42 Sistemas de Ajuste En ambos sistemas, la medida nominal (N) es el punto de origen para las diferencias (tolerancia). En el sistema de agujero único, la medida nominal coincide con la medida mínima del agujero; ó sea, la discrepancia inferior (DI) es igual a cero. En el sistema de eje único, la medida nominal coincide con la medida máxima del eje; ó sea, la discrepancia superior (DS) es igual a cero.
43 43 Sistemas de Ajuste Por ello, se llama en ambos casos a la línea de origen de las discrepancias línea cero. En consecuencia, la medida nominal fija siempre la posición de la línea de cero. En las denominaciones I.S.A., la línea de cero se confunde con las letras H y h. En la consignación de una medida en el plano de una pieza de máquina, la dimensión nominal se indica por dos cotas límites.
44 44 Sistemas de Ajuste Resulta interesante observar que en el sistema de eje único, las tolerancias del mismo se toman con signo negativo; por el contrario, en el sistema de agujero único, las tolerancias del mismo se toman con signo positivo. Esta circunstancia indica que en ambos sistemas, la tolerancia de la pieza se ha determinado en el sentido de quitarle material.
45 45 Normas de Tolerancia I.S.A. La normalización tiende a suprimir todas las variedades inútiles y generalizar en lo posible las mismas concepciones en todo cuanto se relaciona en la construcción de una máquina ó piezas de la misma, adoptando los mismos procedimientos técnicos. Porque reduciendo las variedades de piezas inútiles, se simplifica la producción y se puede reducir instalaciones, máquinas y accesorios, utilizar racionalmente las herramientas, etc.
46 46 Normas de Tolerancia I.S.A. La palabra Norma (Standard) significa tipo, modelo, patrón. Así, la normalización ó standarización, es la unificación de los medios de producción tanto en métodos como en materiales. Por estas razones, las Comisiones Industriales de todos los países se han esforzado en establecer Normas de Ajustes y Tolerancias, entre las cuales se destacan las I.S.A. Además, el trabajo hecho bajo normas obliga a obtener piezas de uniformidad perfecta.
47 Normas de Tolerancia 47 Conceptos Generales Cota nominal (N): es la medida ideal (teórica) que se desearía obtener, pero que es imposible conseguir. Medidas límites: no pudiéndose obtener una exactitud rigurosa, es necesario entonces fijar los límites máximo y mínimo entre los cuales podrá variar la medida nominal (N). Medida máxima: es la mayor de las medidas límites. Medida mínima: es la menor de las medidas límites.
48 Normas de Tolerancia 48 Conceptos Generales Discrepancia superior (DS): es la diferencia entre la medida máxima y la medida nominal: DS = Mmáx. N Discrepancia inferior (DI): es la diferencia entre la medida mínima y la medida nominal: DI = Mmín. N
49 Normas de Tolerancia 49 Conceptos Generales
50 Normas de Tolerancia 50 Conceptos Generales Línea de Cero (0): es el punto de origen, a partir del cual se reparten las discrepancias en más ó en menos (DS y DI), coincidiendo con la cota nominal. Medida real (I): es la medida obtenida por el operador tomada de la pieza fabricada. Debe estar comprendida entre las medidas límites previstas. Tolerancia (T): inexactitud admisible de fabricación, es la diferencia entre las medidas máxima y mínima fijada para la dimensión de una pieza.
51 Normas de Tolerancia 51 Conceptos Generales Ajuste ó asiento: si dos piezas encajadas están libres en su movimiento, se dice que tienen juego; si por el contrario están forzadas, se dice que tienen aprieto. En cambio, cuando entre las dos piezas acopladas entre sí, existe muy poco juego (juego mínimo) el ajuste se denomina deslizante. Juego (J): cuando la medida efectiva del eje (pieza macho) es menor que la medida del agujero (pieza hembra).
52 Normas de Tolerancia 52 Conceptos Generales Aprieto (A): cuando la medida efectiva del agujero (pieza hembra) es menor que la medida efectiva del eje (pieza macho). En este caso existe interferencia entre las medidas. Ajuste móvil ó deslizante: cuando la medida efectiva del eje (pieza macho) es igual a la medida efectiva del agujero (pieza hembra).
53 Normas de Tolerancia 53 Conceptos Generales Interferencia Holgura
54 Normas de Tolerancia 54 Conceptos Generales Es evidente, teniendo en cuenta las consideraciones hechas sobre Tolerancias que, en cada caso, se tendrá un ajuste máximo y otro mínimo, a saber: Juego máximo (Jmáx.): diferencia entre la dimensión mínima del eje y la dimensión máxima del agujero: Juego mínimo (Jmín.): diferencia entre la dimensión máxima del eje y la dimensión mínima del agujero.
55 Normas de Tolerancia 55 Conceptos Generales Aprieto mínimo (Amín.): diferencia entre la dimensión mínima del eje y la dimensión máxima del agujero. Aprieto máximo (Amáx.): diferencia entre la dimensión máxima del eje y la dimensión mínima del agujero.
56 Normas de Tolerancia 56 Conceptos Generales En cuanto al ajuste deslizante, denominado también intermedio, puede haber tanto holgura como interferencia, estando en juego las tolerancias individuales de ambas piezas; pero queda claro que este ajuste siempre presenta juego luego de su encaje, pero incluido en un ajuste con juego mínimo (centrado). Es prácticamente imposible que entre dos piezas que tengan la misma medida haya deslizamiento.
57 Normas de Tolerancia 57 Conceptos Generales Sistemas de ajuste: la dimensión establecida (N) tiene que ser determinada no solamente con respecto al carácter de las tolerancias de ajuste de las dos piezas que se montarán juntas, sino también con respecto al sistema utilizado. Los sistemas de eje único y de agujero único tienen una sola tolerancia para el eje ó para el agujero, y las diferentes clases de ajustes se obtienen dando diferentes tolerancias a agujeros ó a ejes, respectivamente.
58 Normas de Tolerancia 58 Conceptos Generales En el sistema de eje único, la máxima dimensión del mismo coincide con la línea 0 (DS = 0), mientras que en el sistema de agujero único la mínima dimensión coincide con la línea 0 (DI = 0). Cuando la zona de tolerancia referida a la medida nominal está en una sola dirección con respecto a la línea cero, se dice que la tolerancia esta distribuida en forma unilateral; cuando ella es repartida hacia uno y otro lado de la línea cero, en forma bilateral.
59 Normas de Tolerancia 59 Conceptos Generales Calidad: es el grado de precisión con que se desea trabajar una pieza. La calidad se refiere a la tolerancia suelta y NO al conjunto eje agujero. Calidades 1 a 4: Calidades 5 a 11: Calidades 12 a 16: instrumentos de medición acoplamientos corrientes estampado, fusión, colado


60 Normas de Tolerancia 60 Conceptos Generales
61 Normas de Tolerancia 61 Conceptos Generales Las normas I.S.A. establecen el valor de la tolerancia para cada ajuste, de modo que la posición de las cotas límites (zona de tolerancia) con respecto a la cota nominal, queda definida completamente por su cota nominal seguida de una letra y un número ó índice. Las clases de asientos ó ajustes se designan por medio de las letras del abecedario; la zona de tolerancia queda determinada por la letra, seguida del número que indica la calidad.
62 Normas de Tolerancia 62 Conceptos Generales En el sistema de agujero único, se designan los distintos ajustes con mayúsculas, desde la A hasta la G los asientos libres (juegos); la letra H se reserva para designar el asiento deslizante, y a partir de la letra I hasta la Z se representan los asientos forzados (aprietos). En el sistema de eje único, se procede de igual forma, pero con letras minúsculas.
63 Normas de Tolerancia 63 Conceptos Generales
64 Normas de Tolerancia 64 Conceptos Generales
65 Normas de Tolerancia 65 Conceptos Generales
66 Elección de Ajustes 66 Sistema de Agujero Único Agujero H6 Ajuste de Precisión Para los ejes, corresponde esta serie de ajustes: Ajuste forzado n 5 Ajuste de arrastre m 5 Ajuste de adherencia k 5 Ajuste de entrada suave j 5 Ajuste de deslizamiento h 5 Ajuste de juego libre g 5
67 Elección de Ajustes 67 Sistema de Agujero Único Agujero H7 Ajuste Fino Para los ejes, corresponde esta serie de ajustes: Ajuste a presión s 6 y r 6 Ajuste forzado n 6 Ajuste de arrastre m 6 Ajuste de adherencia k 6 Ajuste de entrada suave j 6 Ajuste de deslizamiento h 6
68 Elección de Ajustes 68 Sistema de Agujero Único Ajuste de juego libre y justo g 6 Ajuste de juego libre f 7 Ajuste de juego ligero e 8 Ajuste de juego fuerte d 9
69 Elección de Ajustes 69 Sistema de Agujero Único Agujero H8 Ajuste Corriente Para los ejes, corresponde esta serie de ajustes: Ajuste con deslizamiento h 8 y h 9 Ajuste con juego libre f 8 y e 9 Ajuste con gran juego libre d 10
70 Elección de Ajustes 70 Sistema de Agujero Único Agujero H11 Ajuste Ordinario ó Basto Para los ejes, corresponde esta serie de ajustes: Ajuste basto según h 11, d 11, e 11, b 11, a 11.
71 Elección de Ajustes 71 Sistema de Eje Único Eje h5 Ajuste de Precisión Para los agujeros, corresponde esta serie de ajustes: Ajuste forzado N 6 Ajuste de arrastre M 6 Ajuste de adherencia K 6 Ajuste de entrada suave J 6 Ajuste de deslizamiento H 6 y G 6
72 Elección de Ajustes 72 Sistema de Eje Único Eje h6 Ajuste Fino Para los agujeros, corresponde esta serie de ajustes: Ajuste a presión S 7 y R 7 Ajuste forzado N 7 Ajuste de arrastre M 7 Ajuste de adherencia K 7 Ajuste de entrada suave J 7 Ajuste de deslizamiento H 7
73 Elección de Ajustes 73 Sistema de Eje Único Ajuste de juego libre y justo G 7 Ajuste de juego libre F 7 Ajuste de juego ligero E 8 Ajuste de juego fuerte D 9
74 Elección de Ajustes 74 Sistema de Eje Único Eje h8 y h9 Ajuste Corriente Para los agujeros, corresponde esta serie de ajustes: Ajuste de deslizamiento H 8 Ajuste de juego libre F 8 y E 9 Ajuste de juego fuerte D 10
75 Elección de Ajustes 75 Sistema de Eje Único Eje h11 Ajuste Ordinario ó Basto Para los agujeros, corresponde esta serie de ajustes: Ajuste basto según H 11, D 11, C 11, B 11, A 11.
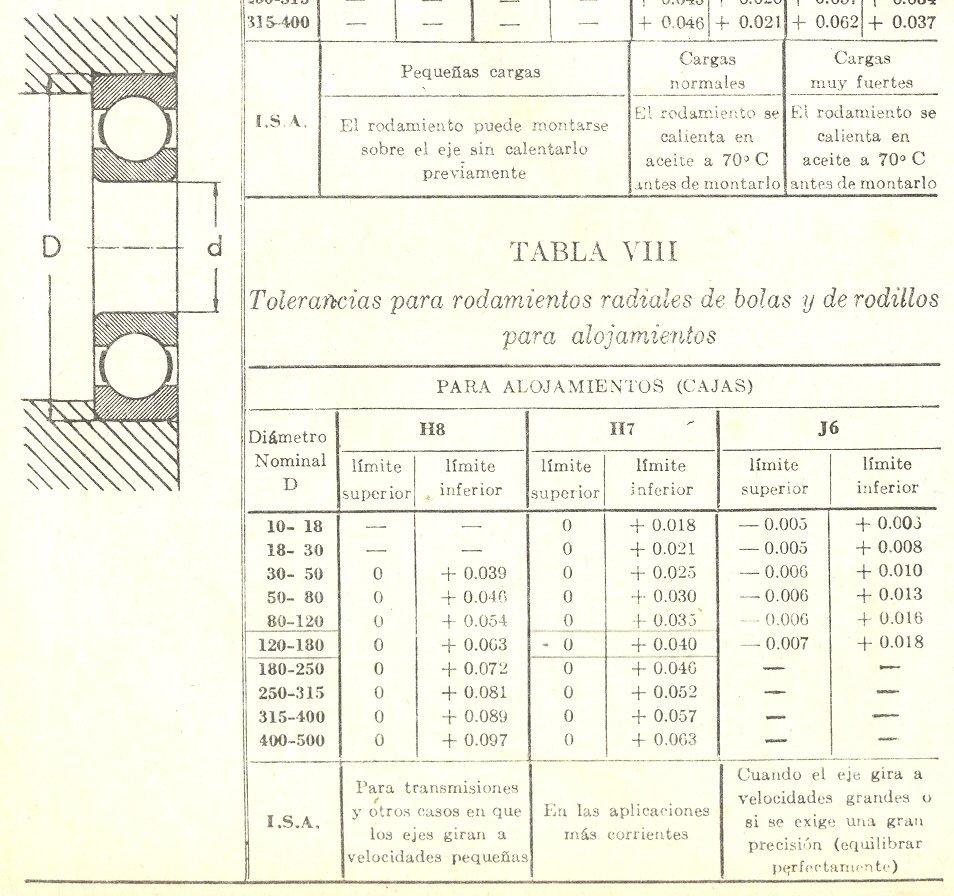
76 Elección de Ajustes y 76 Tolerancias I.S.A. Para tolerancias en aplicaciones de rodamientos radiales de bolas y rodillos, tanto para ejes como para los alojamientos de la caja, existen tablas específicas. Los datos incluidos en ellas son válidos para aplicaciones normales en las que se aprovecha toda la carga del rodamiento y es el eje el que gira. Los datos indicados son para el caso de que los rodamiento van montados directamente sobre el eje.

77 Elección de Ajustes y 77 Tolerancias I.S.A.
78 Elección de Ajustes y 78 Tolerancias I.S.A. Concretando, el camino a seguir para la elección de las tolerancias es el siguiente: 1º) Elegir entre los sistemas de EJE ÚNICO ó AGUJERO ÚNICO. 2º) Elegir entre las calidades de ajuste. 3º) Elegir entre los diferentes tipos de ajustes.


79 Elección de Ajustes y 79 Tolerancias I.S.A.


80 Elección de Ajustes y 80 Tolerancias I.S.A. Sistema de Agujero Unico


81 Elección de Ajustes y 81 Tolerancias I.S.A.


82 Elección de Ajustes y 82 Tolerancias I.S.A. Sistema de Eje Unico
83 83 Ejemplos de Aplicación Denominación de acople entre un agujero y un eje Ejemplo #1: H7 h6 Sistema: Agujero Único Calidad: Precisa 1º) H = clase de asiento del agujero (deslizante) 2º) 7 = calidad ó precisión de ajuste del agujero 3º) h = clase de asiento del eje (deslizante) 4º) 6 = calidad ó precisión de ejecución del eje
84 84 Ejemplos de Aplicación Denominación de acople entre un eje y un agujero Ejemplo #2: h5 K6 Sistema: Eje Único Calidad: Perfecta 1º) h = clase de asiento del eje (semiapretado) 2º) 5 = calidad ó precisión de ajuste del eje 3º) K = clase de asiento del agujero (semiapretado) 4º) 6 = calidad ó precisión de ejecución del agujero
85 85 Ejemplos de Aplicación Denominación de acople entre un agujero y un eje Ejemplo #3: 35 H7 m6 Si se consulta la tabla de ajustes, se observa que la intersección de la columna H7 (agujero único) y la columna cota nominal mm., se tienen los valores límites ó tolerancias para el agujero: +25, 0.
86 86 Ejemplos de Aplicación Las tolerancias con que necesitamos trabajar el eje para conservar el carácter de ajuste apretado semi-fijo se encuentran en la intersección de las columnas m6 y cota nominal mm., resultando los valores límites +25, +9. Esto determina que la dimensión efectiva del agujero deberá estar comprendida entre las medidas mm. y mm., y la cota efectiva del eje entre mm. y mm.
87 Aplicación de Ajustes 87 Tablas de Comparación - Ajuste de Precisión y Fino - Ajuste Corriente - Ajuste Ordinario ó Basto
88 88 Ajustes de Precisión y Fino Se utilizan en Máquinas Herramienta y en Maquinaria Fina: - Ajuste a prensa - Ajuste de deslizamiento - Ajuste forzado - Ajuste de juego libre justo - Ajuste de arrastre - Ajuste de juego libre - Ajuste de adherencia - Ajuste de juego ligero - Ajuste de entrada suave - Ajuste de juego fuerte
89 89 Ajuste Corriente Empleado cuando las exigencias de la medida ó exactitud no sean tan precisas como las que requiere para el ajuste de precisión. Se aplica solamente en ajuste móviles - Ajuste de deslizamiento - Ajuste de juego libre - Ajuste de juego fuerte
90 90 Ajuste Ordinario ó Basto Se utiliza en ajustes de piezas que tengan holgura amplia y una gran tolerancia de fabricación. Muy conveniente para mecanismos expuestos a la oxidación tales como aparatos de maniobras en las cubiertas de buques. - Asiento deslizante - Asiento giratorio holgado
91 Ejemplo de elección del 91 Sistema de Ajuste Ambos sistemas de ajuste (Eje único y Agujero único) presentan según los casos ventajas uno sobre el otro, pero no es posible preconizarlos de una manera general. Las circunstancias que el fabricante debe tener presente para discernir sobre el sistema que le conviene adoptar, están determinadas por: 1º) Costo de fabricación 2º) Costo de las herramientas, dispositivos y calibres. 3º) Condiciones de montaje
92 Ejemplo de elección del 92 Sistema de Ajuste En el sistema de agujero único, las diferencias de cotas correspondientes (tolerancias) recaen sobre el eje. Si varios órganos de una misma máquina, por ejemplo la parte correspondiente a la piezas-hembra (agujero), deben ajustar indistintamente sobre un mismo eje, éste deberá presentar zonas de diferentes diámetros, trabajo difícil de realizar bajo el punto de vista técnico y su economía.
93 Ejemplo de elección del 93 Sistema de Ajuste Contrariamente, utilizando el sistema de eje único, el eje tendrá un mismo diámetro en toda su extensión y las diferencias de ajuste se obtendrán por diferentes diámetros de los agujeros correspondientes. Por ejemplo, se analizará el caso del conjunto constituido por el pistón de un motor de automóvil, su perno y la biela.
94 Ejemplo de elección del 94 Sistema de Ajuste Bien se sabe que el perno debe presentar una ajuste de carácter apretado fijo con los agujeros del pistón, y debe conservar un ajuste giratorio suave con el agujero de la cabeza de la biela. Considerando para este trabajo una calidad precisa, y aplicando a este ejemplo el sistema de eje único, la dimensión del eje permanecerá constante y variarán los diámetros de los agujeros del pistón y la biela.
95 Ejemplo de elección del 95 Sistema de Ajuste Suponiendo que la dimensión del diámetro nominal del perno (eje) es de 20 mm., consultando las Tablas de Ajustes I.S.A., los tipos de ajuste prescriptos entre el agujero del pistón con el eje (perno) son: h6 M7 diám. de los agujeros será 20 0, Entre el agujero de la biela con el eje (perno): h6 F7 diám. del agujero será , Permaneciendo el diámetro del eje constante: 20 0,
96 Ejemplo de elección del 96 Sistema de Ajuste Aplicando ahora al mismo ejemplo el sistema de agujero único, en tal caso permanecerán constantes los agujeros del pistón y la biela, variando los diámetros del eje (perno). Consultando las Tablas de Ajustes, los tipos de ajuste prescriptos serán: H7 m6 diám. del perno será , Entre el perno y el agujero de la biela: H7 j7 diám. del perno será , Perm. los aguj. constantes: , 0
97 Ejemplo de elección del 97 Sistema de Ajuste El eje ó perno presentará, en este caso, 3 escalonamientos con diámetros diferentes. Comparando y analizando que resulta de la aplicación de ambos sistemas de ajustes, se deduce que por razones de montaje, con el sistema de eje único la parte extrema del perno pasará libremente a través del orificio de la biela; pero en el caso del sistema de agujero único, el extremo con mayor diámetro del perno pasará forzadamente.
98 Ejemplo de elección del 98 Sistema de Ajuste Esta operación indudablemente resulta perjudicial y quizá imposible, y esta última circunstancia dependerá de las cotas efectivas logradas en la pieza terminada. Por otro lado,en cuanto a la elaboración, teniendo en cuenta que la terminación del perno a la dimensión prevista se efectúa habitualmente por rectificado cilíndrico, con la muela y por el método sin centros ; y la de los agujeros de las contrapiezas con escariadores (continúa ),
99 Ejemplo de elección del 99 Sistema de Ajuste En el caso del sistema de Eje Único, el perno podrá ser rectificado de una ó más pasadas, sin tener que hacerlo por zonas de diferentes diámetros, cosa que presentaría serias dificultades técnicas, pues deberían rectificarse por separado a los distintos diámetros. Desde el punto de vista de la fabricación, la aplicación del sistema de Eje Único ofrece ventajas indiscutibles.
100 Ejemplo de elección del 100 Sistema de Ajuste Pero con respecto a los útiles de verificación de las medidas durante la fabricación, se presenta la necesidad de disponer de algunos calibres hembra y otros calibres de control para los primeros, y otros para verificar los segundos (contra calibres). Por otra parte, los agujeros deben ser verificados con calibres macho y además los dos escariadores deben verificarse con calibres hembra (de anillo).
101 Ejemplo de elección del 101 Sistema de Ajuste Para el caso del sistema de Agujero Único, se necesitarían dos calibres hembra dobles para los distintos diámetros del eje y 6 contra calibres para los dos calibres hembra dobles.. Se deduce entonces que resulta más económico el uso del sistema de AGUJERO UNICO.
Jmáx = Dmáx(a) Dmín(e) Jmín = Dmín(a) Dmáx(e) Amáx = Dmín(a) Dmáx(e)
 Dmín(e) Jmín = Dmín(a) Dmáx(e) Amáx = Dmín(a) Dmáx(e)") SISTEMAS de AJUSTES y TOLERANCIAS Conceptos Fundamentales En la actualidad, las crecientes necesidades de intercambiabilidad y producción de grandes volúmenes imponen un análisis cuidadoso para lograr
SISTEMAS de AJUSTES y TOLERANCIAS Conceptos Fundamentales En la actualidad, las crecientes necesidades de intercambiabilidad y producción de grandes volúmenes imponen un análisis cuidadoso para lograr
PROBLEMAS DE TOLERANCIAS
 PROBLEMAS DE TOLERANCIAS Calcular las tolerancias correspondientes a las calidades 6, 7, 8 y 9 para un grupo de diámetros de 30 y 50 mm. Calculamos la media geométrica, D, del grupo, así tendremos: Ahora
PROBLEMAS DE TOLERANCIAS Calcular las tolerancias correspondientes a las calidades 6, 7, 8 y 9 para un grupo de diámetros de 30 y 50 mm. Calculamos la media geométrica, D, del grupo, así tendremos: Ahora
Módulo: mantenimiento y operación de máquinas y equipos eléctricos. LICEO: VICENTE PERÉZ ROSALES. ESPECIALIDAD: ELECTRICIDAD.
 Módulo: mantenimiento y operación de máquinas y equipos eléctricos. LICEO: VICENTE PERÉZ ROSALES. ESPECIALIDAD: ELECTRICIDAD. NIVEL: 4 MEDIO INDUSTRIAL. PROFESOR: JUAN PLAZA L. RODAMIENTOS ELECTRICIDAD
Módulo: mantenimiento y operación de máquinas y equipos eléctricos. LICEO: VICENTE PERÉZ ROSALES. ESPECIALIDAD: ELECTRICIDAD. NIVEL: 4 MEDIO INDUSTRIAL. PROFESOR: JUAN PLAZA L. RODAMIENTOS ELECTRICIDAD
Ajustes, tolerancias y acabado superficial. Ing. José Manuel Ramírez 2012
 Ajustes, tolerancias y acabado superficial Ing. José Manuel Ramírez 2012 Conceptos generales Tolerancia (desviación del tamaño básico) Unilateral Bilateral Tipos de ajustes Ajustes de precisión A prensa
Ajustes, tolerancias y acabado superficial Ing. José Manuel Ramírez 2012 Conceptos generales Tolerancia (desviación del tamaño básico) Unilateral Bilateral Tipos de ajustes Ajustes de precisión A prensa
AJUSTES. La norma UNE EN 20286 1:1996 define AJUSTE del siguiente modo:
 AJUSTES DEFINICIONES Y DATOS BÁSICOS 1. AJUSTES La norma UNE EN 2286 1:1996 define AJUSTE del siguiente modo: Es la relación resultante de la diferencia, antes de ensamblar, entre las medidas de dos elementos,
AJUSTES DEFINICIONES Y DATOS BÁSICOS 1. AJUSTES La norma UNE EN 2286 1:1996 define AJUSTE del siguiente modo: Es la relación resultante de la diferencia, antes de ensamblar, entre las medidas de dos elementos,
ADMINISTRADOR DE INFRAESTRUCTURAS FERROVIARIAS
 ESPECIFICACIONES TÉCNICAS ADMINISTRADOR DE INFRAESTRUCTURAS FERROVIARIAS ET 03.366.206.5 CONSTITUIDAS POR VARILLAS CILÍNDRICAS 1ª EDICIÓN: Octubre de 1992 Organismo Redactor: Renfe. UN Mantenimiento de
ESPECIFICACIONES TÉCNICAS ADMINISTRADOR DE INFRAESTRUCTURAS FERROVIARIAS ET 03.366.206.5 CONSTITUIDAS POR VARILLAS CILÍNDRICAS 1ª EDICIÓN: Octubre de 1992 Organismo Redactor: Renfe. UN Mantenimiento de
Mediante herramienta de corte periférico Mediante herramienta de corte frontal
 MAQUINAS HERRAMIENTAS FRESADORAS El fresado es un procedimiento de elaboración mecánica mediante el cual una herramienta (fresa), provista de aristas cortantes dispuestas simétricamente alrededor de un
MAQUINAS HERRAMIENTAS FRESADORAS El fresado es un procedimiento de elaboración mecánica mediante el cual una herramienta (fresa), provista de aristas cortantes dispuestas simétricamente alrededor de un
Tecnología Mecánica. Fac. de Ingeniería Univ. Nac. de La Pampa. Límites, Ajustes y Tolerancias
 Tecnología Mecánica Límites, y Contenido de 2 Introducción de Definición Variación admisible de la dimensión real de una pieza Por qué cambian las dimensiones? Por qué es necesario acotar esta variación?
Tecnología Mecánica Límites, y Contenido de 2 Introducción de Definición Variación admisible de la dimensión real de una pieza Por qué cambian las dimensiones? Por qué es necesario acotar esta variación?
PRINCIPIOS DE LA DINÁMICA
 Capítulo 3 PRINCIPIOS DE LA DINÁMICA CLÁSICA 3.1 Introducción En el desarrollo de este tema, cuyo objeto de estudio son los principios de la dinámica, comenzaremos describiendo las causas del movimiento
Capítulo 3 PRINCIPIOS DE LA DINÁMICA CLÁSICA 3.1 Introducción En el desarrollo de este tema, cuyo objeto de estudio son los principios de la dinámica, comenzaremos describiendo las causas del movimiento
COJINETES. Ing. Gerardo Márquez, MSc
 Universidad del Táchira Departamento de Ingeniería Mecánica Núcleo de Diseño Mecánico Dibujo de Elementos de Máquina COJINETES Ing. Gerardo Márquez, MSc COJINETES La función de un cojinete es soportar
Universidad del Táchira Departamento de Ingeniería Mecánica Núcleo de Diseño Mecánico Dibujo de Elementos de Máquina COJINETES Ing. Gerardo Márquez, MSc COJINETES La función de un cojinete es soportar
MEJORAS A LOS PATRONES DE TRANSFERENCIA DE FUERZA DEL CENAM.
 MEJORAS A LOS PATRONES DE TRANSFERENCIA DE FUERZA DEL CENAM. Alejandro Cárdenas, Daniel Ramírez, Jorge Torres. Centro Nacional de Metrología, CENAM km 4,5 Carretera a Los Cués, El Marqués, Querétaro, México
MEJORAS A LOS PATRONES DE TRANSFERENCIA DE FUERZA DEL CENAM. Alejandro Cárdenas, Daniel Ramírez, Jorge Torres. Centro Nacional de Metrología, CENAM km 4,5 Carretera a Los Cués, El Marqués, Querétaro, México
DEPARTAMENTO DE INGENIERÍA MECÁNICA DISEÑO MECÁNICO INGENIERÍA INDUSTRIAL
 DEPARTAMENTO DE INGENIERÍA MECÁNICA DISEÑO MECÁNICO INGENIERÍA INDUSTRIAL Higinio Rubio Alonso IMPERFECCIONES SUPERFICIALES! Las imperfecciones superficiales se clasifican en: Rugosidades, producto de
DEPARTAMENTO DE INGENIERÍA MECÁNICA DISEÑO MECÁNICO INGENIERÍA INDUSTRIAL Higinio Rubio Alonso IMPERFECCIONES SUPERFICIALES! Las imperfecciones superficiales se clasifican en: Rugosidades, producto de
Termómetro bimetálico con contactos eléctricos Modelo 55, ejecución de acero inoxidable
 Instrumentación de temperatura mecatrónica Termómetro bimetálico con contactos eléctricos Modelo 55, ejecución de acero inoxidable Hoja técnica WIKA TV 25.01 Aplicaciones Control y regulación de procesos
Instrumentación de temperatura mecatrónica Termómetro bimetálico con contactos eléctricos Modelo 55, ejecución de acero inoxidable Hoja técnica WIKA TV 25.01 Aplicaciones Control y regulación de procesos
FUNDAMENTO MATERIAL Y EQUIPOS. Entre otros materiales es necesario disponer de:
 González,E.yAlloza,A.M. Ensayos para determinar las propiedades mecánicas y físicas de los áridos: métodos para la determinación de la resistencia a la fragmentación. Determinación de la resistencia a
González,E.yAlloza,A.M. Ensayos para determinar las propiedades mecánicas y físicas de los áridos: métodos para la determinación de la resistencia a la fragmentación. Determinación de la resistencia a
RepublicofEcuador EDICTOFGOVERNMENT±
 RepublicofEcuador EDICTOFGOVERNMENT± Inordertopromotepubliceducationandpublicsafety,equaljusticeforal, abeterinformedcitizenry,theruleoflaw,worldtradeandworldpeace, thislegaldocumentisherebymadeavailableonanoncommercialbasis,asit
RepublicofEcuador EDICTOFGOVERNMENT± Inordertopromotepubliceducationandpublicsafety,equaljusticeforal, abeterinformedcitizenry,theruleoflaw,worldtradeandworldpeace, thislegaldocumentisherebymadeavailableonanoncommercialbasis,asit
RepublicofEcuador EDICTOFGOVERNMENT±
 RepublicofEcuador EDICTOFGOVERNMENT± Inordertopromotepubliceducationandpublicsafety,equaljusticeforal, abeterinformedcitizenry,theruleoflaw,worldtradeandworldpeace, thislegaldocumentisherebymadeavailableonanoncommercialbasis,asit
RepublicofEcuador EDICTOFGOVERNMENT± Inordertopromotepubliceducationandpublicsafety,equaljusticeforal, abeterinformedcitizenry,theruleoflaw,worldtradeandworldpeace, thislegaldocumentisherebymadeavailableonanoncommercialbasis,asit
Tolerancias Dimensionales. ISO 286
 Tolerancias Dimensionales. ISO 286 Tolerancias Dimensionales Tolerancia (T) de una medida es la diferencia entre las medidas máxima y mínima permitidas. t = 7,5-7,4 = 0,1 T = 7,8-7,5 = 0,3 Tolerancias
Tolerancias Dimensionales. ISO 286 Tolerancias Dimensionales Tolerancia (T) de una medida es la diferencia entre las medidas máxima y mínima permitidas. t = 7,5-7,4 = 0,1 T = 7,8-7,5 = 0,3 Tolerancias
INTRODUCCIÓN A LA NORMALIZACION
 INTRODUCCIÓN A LA NORMALIZACION INTRODUCCIÓN A LA NORMALIZACION -. INTRODUCCION -. TIPOS DE DIBUJOS TÉCNICOS -. ELEMENTOS QUE COMPONEN UN DIBUJO TÉCNICO -. CLASES Y GRUPOS DE LÍNEAS -. NORMAS A TENER EN
INTRODUCCIÓN A LA NORMALIZACION INTRODUCCIÓN A LA NORMALIZACION -. INTRODUCCION -. TIPOS DE DIBUJOS TÉCNICOS -. ELEMENTOS QUE COMPONEN UN DIBUJO TÉCNICO -. CLASES Y GRUPOS DE LÍNEAS -. NORMAS A TENER EN
DIÁMETROS NORMALIZADOS
 EJES Y ÁRBOLES EJES Son elementos destinados a que una o más ruedas puedan girar libremente, como es el caso de ejes de vagones de ferrocarril y los ejes delanteros de automóviles de tracción a las ruedas
EJES Y ÁRBOLES EJES Son elementos destinados a que una o más ruedas puedan girar libremente, como es el caso de ejes de vagones de ferrocarril y los ejes delanteros de automóviles de tracción a las ruedas
TALLER III MAQUINAS HERRAMIENTAS DE CONTROL NUMERICO (MHCN)
") TALLER III MAQUINAS HERRAMIENTAS DE CONTROL NUMERICO (MHCN) Torno CNC Fresadora CNC Ejes de torno CNC Con herramienta atacando desde la parte delantera Se entiende como eje en las MHCN, a las direcciones
TALLER III MAQUINAS HERRAMIENTAS DE CONTROL NUMERICO (MHCN) Torno CNC Fresadora CNC Ejes de torno CNC Con herramienta atacando desde la parte delantera Se entiende como eje en las MHCN, a las direcciones
CALCULO DE ENGRANAJES DE DIENTES INCLINADOS O HELICOIDALES CONSTRUCCIÓN DE RUEDA Y PIÑON
 CALCULO DE ENGRANAJES DE DIENTES INCLINADOS O HELICOIDALES CONSTRUCCIÓN DE RUEDA Y PIÑON Datos necesarios para el dimensionamiento: m = módulo real z = número de dientes Si no existiese como dato el número
CALCULO DE ENGRANAJES DE DIENTES INCLINADOS O HELICOIDALES CONSTRUCCIÓN DE RUEDA Y PIÑON Datos necesarios para el dimensionamiento: m = módulo real z = número de dientes Si no existiese como dato el número
MOTORES ELECTRICOS ALINEAMIENTO DE MOTORES
 PREALINEAMIENTO DEL EJE DEL MOTOR El alineamiento del eje del motor será en conformidad a especificaciones y tolerancias del fabricante del equipo a girar. El prealineamiento del eje del motor enfrentado
PREALINEAMIENTO DEL EJE DEL MOTOR El alineamiento del eje del motor será en conformidad a especificaciones y tolerancias del fabricante del equipo a girar. El prealineamiento del eje del motor enfrentado
Código/Título de la Unidad Didáctica: MATEMÁTICAS BASICAS APLICADAS EN EL MECANIZADO
 Código/Título de la Unidad Didáctica: MATEMÁTICAS BASICAS APLICADAS EN EL MECANIZADO Actividad nº/título: SISTEMAS DE COORDENADAS Introducción a la actividad Material Didáctico: Tiempo: (2 horas) 1. CASO
Código/Título de la Unidad Didáctica: MATEMÁTICAS BASICAS APLICADAS EN EL MECANIZADO Actividad nº/título: SISTEMAS DE COORDENADAS Introducción a la actividad Material Didáctico: Tiempo: (2 horas) 1. CASO
C o c h e d e c a r r e r a s NOTA
 NOTA Una vez terminadas, las maquetas de construcción de OPITEC no deberían ser consideradas como juguetes en el sentido comercial del termino. De hecho son medios didácticos adecuados para un trabajo
NOTA Una vez terminadas, las maquetas de construcción de OPITEC no deberían ser consideradas como juguetes en el sentido comercial del termino. De hecho son medios didácticos adecuados para un trabajo
Pequeñas charlas para montaje industrial Fernando Espinosa Fuentes
 Pequeñas charlas para montaje industrial Fernando Espinosa Fuentes Aunque se tenga un valor nominal determinado, nunca se podrá definir el valor real del mismo, pues nunca se podría asegurar que el sistema
Pequeñas charlas para montaje industrial Fernando Espinosa Fuentes Aunque se tenga un valor nominal determinado, nunca se podrá definir el valor real del mismo, pues nunca se podría asegurar que el sistema
Ejes macizos y ejes huecos
 Ejes macizos y ejes huecos Información Técnica de Producto TPI 79 Ejes macizos y ejes huecos métricos y en pulgadas Página Indicaciones sobre diseño y seguridad... 4 Precisión... 6 Spec. Ejecución especial...
Ejes macizos y ejes huecos Información Técnica de Producto TPI 79 Ejes macizos y ejes huecos métricos y en pulgadas Página Indicaciones sobre diseño y seguridad... 4 Precisión... 6 Spec. Ejecución especial...
Procesos de Fabricación I. Guía 2 0. Procesos de Fabricación I
 Procesos de Fabricación I. Guía 2 0 Procesos de Fabricación I Procesos de Fabricación I. Guía 2 1 Facultad: Ingeniería Escuela: Ingeniería Mecánica Tema: Uso del pie de rey y Micrómetro. Objetivo Al finalizar
Procesos de Fabricación I. Guía 2 0 Procesos de Fabricación I Procesos de Fabricación I. Guía 2 1 Facultad: Ingeniería Escuela: Ingeniería Mecánica Tema: Uso del pie de rey y Micrómetro. Objetivo Al finalizar
SESIÓN 10 DERIVACIÓN DE FUNCIONES TRIGONOMÉTRICAS DIRECTAS
 SESIÓN 0 DERIVACIÓN DE FUNCIONES TRIGONOMÉTRICAS DIRECTAS I. CONTENIDOS:. Derivadas de funciones trigonométricas directas. Ejercicios resueltos. Estrategias Centradas en el Aprendizaje: Ejercicios propuestos
SESIÓN 0 DERIVACIÓN DE FUNCIONES TRIGONOMÉTRICAS DIRECTAS I. CONTENIDOS:. Derivadas de funciones trigonométricas directas. Ejercicios resueltos. Estrategias Centradas en el Aprendizaje: Ejercicios propuestos
Herramienta (II) Elementos de máquinam
 Elementos de máquinam") Tema17: Máquinas Herramienta (II) 1/14 MÓDULO III: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 17: Máquinas M Herramienta (II) Elementos de máquinam TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO.
Tema17: Máquinas Herramienta (II) 1/14 MÓDULO III: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 17: Máquinas M Herramienta (II) Elementos de máquinam TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO.
Estudio de viabilidad económica de la implantación de tecnología CNC en un taller metalmecánico.
 Estudio de viabilidad económica de la implantación de tecnología CNC en un taller metalmecánico. Resumen Autora: Sonia Boza Rodríguez Titulación: Grado en Ingeniería en Organización Industrial Escuela
Estudio de viabilidad económica de la implantación de tecnología CNC en un taller metalmecánico. Resumen Autora: Sonia Boza Rodríguez Titulación: Grado en Ingeniería en Organización Industrial Escuela
CAPÍTULO 15. ZAPATAS Y CABEZALES DE PILOTES
 CAPÍTULO 15. ZAPATAS Y CABEZALES DE PILOTES 15.0. SIMBOLOGÍA A g A s d pilote f ce β γ s área total o bruta de la sección de hormigón, en mm 2. En una sección hueca A g es el área de hormigón solamente
CAPÍTULO 15. ZAPATAS Y CABEZALES DE PILOTES 15.0. SIMBOLOGÍA A g A s d pilote f ce β γ s área total o bruta de la sección de hormigón, en mm 2. En una sección hueca A g es el área de hormigón solamente
A6.- LOS SISTEMAS DE TENSIONES EN ESPAÑA
 A6.- LOS SISTEAS DE TENSIONES EN ESPAÑA La tensión de un sistema eléctrico en BT nace en bornas del generador, o en el secundario del un transformador, según sea la red de que se disponga. En ambos casos,
A6.- LOS SISTEAS DE TENSIONES EN ESPAÑA La tensión de un sistema eléctrico en BT nace en bornas del generador, o en el secundario del un transformador, según sea la red de que se disponga. En ambos casos,
Ruedas Industriales para Cargas Medianas
 Ruedas Industriales para Cargas Medianas de 0 a 00. Desde 1.31 Ruedas para uso universal, segmento industrial, carros manutención, talleres, colectividades, andamios, etc... para cargas medianas. Soportes
Ruedas Industriales para Cargas Medianas de 0 a 00. Desde 1.31 Ruedas para uso universal, segmento industrial, carros manutención, talleres, colectividades, andamios, etc... para cargas medianas. Soportes
Tolerancias y Grados de Ajuste
 Tema 8 Tolerancias y Grados de Ajuste 8.1. INTRODUCCIÓN Si partimos del hecho de que es imposible obtener una medida exacta en la fabricación de una determinada pieza debido a la inevitable imprecisión
Tema 8 Tolerancias y Grados de Ajuste 8.1. INTRODUCCIÓN Si partimos del hecho de que es imposible obtener una medida exacta en la fabricación de una determinada pieza debido a la inevitable imprecisión
LECTURAS COMPLEMENTARIAS
 LECTURAS COMPLEMENTARIAS Tolerancias de fabricación Autor: Santiago Poveda Martínez TOLERANCIAS DE FABRICACIÓN Consideraciones generales Las condiciones de funcionamiento de una pieza obliga a establecer
LECTURAS COMPLEMENTARIAS Tolerancias de fabricación Autor: Santiago Poveda Martínez TOLERANCIAS DE FABRICACIÓN Consideraciones generales Las condiciones de funcionamiento de una pieza obliga a establecer
MECANISMOS. Desde la antigüedad el hombre ha inventado máquinas que le permitan reducir el esfuerzo necesario a la hora de realizar un trabajo.
 MECANISMOS INTRODUCCIÓN Desde la antigüedad el hombre ha inventado máquinas que le permitan reducir el esfuerzo necesario a la hora de realizar un trabajo. Qué partes tiene una máquina? -Un elemento motriz
MECANISMOS INTRODUCCIÓN Desde la antigüedad el hombre ha inventado máquinas que le permitan reducir el esfuerzo necesario a la hora de realizar un trabajo. Qué partes tiene una máquina? -Un elemento motriz
Conteste a cuatro de las siguientes cinco cuestiones. Explique el concepto y ponga un ejemplo. Cada una de las cuestiones vale 1 punto.
 EJERCICIO A Conteste a cuatro de las siguientes cinco cuestiones. Explique el concepto y ponga un ejemplo. Cada una de las cuestiones vale 1 punto. A.1. Diferencie entre un tipo de cambio fijo y otro flexible.
EJERCICIO A Conteste a cuatro de las siguientes cinco cuestiones. Explique el concepto y ponga un ejemplo. Cada una de las cuestiones vale 1 punto. A.1. Diferencie entre un tipo de cambio fijo y otro flexible.
hasta 500bar hasta 30l/min Válvula forma cartucho Bloques de conexión
 hasta 500bar hasta 0l/min Válvula forma cartucho Bloques de conexión 1. DESCRIPCION 1.1. GENERALIDADES presión DMVE HYDAC pertenecen al grupo de válvulas de presión. Son según DIN ISO 1219, válvulas de
hasta 500bar hasta 0l/min Válvula forma cartucho Bloques de conexión 1. DESCRIPCION 1.1. GENERALIDADES presión DMVE HYDAC pertenecen al grupo de válvulas de presión. Son según DIN ISO 1219, válvulas de
Preparativos antes del montaje
 Preparativos antes del montaje Mantener el lugar del montaje seco y libre de polvo. Observar la limpieza del eje, del alojamiento y de las herramientas. Organizar el área de trabajo. Seleccionar las herramientas
Preparativos antes del montaje Mantener el lugar del montaje seco y libre de polvo. Observar la limpieza del eje, del alojamiento y de las herramientas. Organizar el área de trabajo. Seleccionar las herramientas
SECRETARÍA: SEDIGAS Dirección Cl Balmes, 357 6º Teléfono (93) Telefax (93) Barcelona
 Telefax (93) Barcelona") COMITÉ TÉCNICO DE CERTIFICACIÓN EQUIPOS Y ACCESORIOS DE INSTALACIONES RECEPTORAS DE GAS SECRETARÍA: SEDIGAS Dirección Cl Balmes, 357 6º Teléfono (93) 417 28 04 Telefax (93) 418 62 19 08006 Barcelona E-mail:
COMITÉ TÉCNICO DE CERTIFICACIÓN EQUIPOS Y ACCESORIOS DE INSTALACIONES RECEPTORAS DE GAS SECRETARÍA: SEDIGAS Dirección Cl Balmes, 357 6º Teléfono (93) 417 28 04 Telefax (93) 418 62 19 08006 Barcelona E-mail:
Índice. TEMA 11. Equipos de metrología dimensional Máquinas medidoras de formas. 1. Descripción de las máquinas medidoras de formas (MMF).
.") INTRODUCCIÓN A LA METROLOGÍA Curso Académico 2011-1212 Rafael Muñoz Bueno Laboratorio de Metrología y Metrotecnia LMM-ETSII-UPM TEMA 11. Equipos de metrología dimensional Máquinas medidoras de formas Índice
INTRODUCCIÓN A LA METROLOGÍA Curso Académico 2011-1212 Rafael Muñoz Bueno Laboratorio de Metrología y Metrotecnia LMM-ETSII-UPM TEMA 11. Equipos de metrología dimensional Máquinas medidoras de formas Índice
d a =d+2h a d f =d-2h f NUMERO DE DIENTES (z): es el número de dientes de la rueda.
: es el número de dientes de la rueda.") RUEDA DENTADA CILINDRICA CON DENTADO RECTO Es una rueda dentada cuya superficie exterior es cilíndrica, siendo las generatrices de las superficies laterales de los dientes (flancos) paralelas al eje de
RUEDA DENTADA CILINDRICA CON DENTADO RECTO Es una rueda dentada cuya superficie exterior es cilíndrica, siendo las generatrices de las superficies laterales de los dientes (flancos) paralelas al eje de
PROCEDIMIENTO DE CALIBRACIÓN DE PIES DE REY
 PROCEDIMIETO DE CALIBRACIÓ DE PIES DE REY DICE 1. OBJETO. ALCACE 3. DOCUMETOS APLICABLES 4. GEERAL 5. DESARROLLO DE LA CALIBRACIÓ 5.1. Condiciones ambientales 5.. Patrones a realizar 5.3. Verificación
PROCEDIMIETO DE CALIBRACIÓ DE PIES DE REY DICE 1. OBJETO. ALCACE 3. DOCUMETOS APLICABLES 4. GEERAL 5. DESARROLLO DE LA CALIBRACIÓ 5.1. Condiciones ambientales 5.. Patrones a realizar 5.3. Verificación
CONTINUIDAD DE FUNCIONES. SECCIONES A. Definición de función continua. B. Propiedades de las funciones continuas. C. Ejercicios propuestos.
 CAPÍTULO IV. CONTINUIDAD DE FUNCIONES SECCIONES A. Definición de función continua. B. Propiedades de las funciones continuas. C. Ejercicios propuestos. 121 A. DEFINICIÓN DE FUNCIÓN CONTINUA. Una función
CAPÍTULO IV. CONTINUIDAD DE FUNCIONES SECCIONES A. Definición de función continua. B. Propiedades de las funciones continuas. C. Ejercicios propuestos. 121 A. DEFINICIÓN DE FUNCIÓN CONTINUA. Una función
TITULO: Referencia: Revisión: 00 ÍNDICE 1) ALCANCE ) DESARROLLO ) Ubicación de la sección de muestreo...2
 ALCANCE ) DESARROLLO ) Ubicación de la sección de muestreo...2") TITULO: Referencia: Revisión: 00 Instrucción Técnica relativa al acondicionamiento de los puntos de muestreo para garantizar la representatividad de las muestras en APCAs. IT-DPECA-EA-APCA-03 ÍNDICE 1)
TITULO: Referencia: Revisión: 00 Instrucción Técnica relativa al acondicionamiento de los puntos de muestreo para garantizar la representatividad de las muestras en APCAs. IT-DPECA-EA-APCA-03 ÍNDICE 1)
DMS Inspección de Calibres
 - Inspección de Calibres Sistema de medida universal inspección de calibres para los requerimientos de la calidad JOINT INSTRUMENTS 2 DMS 680 Sistema de medida universal de una coordenada DMS 680 Gran
- Inspección de Calibres Sistema de medida universal inspección de calibres para los requerimientos de la calidad JOINT INSTRUMENTS 2 DMS 680 Sistema de medida universal de una coordenada DMS 680 Gran
Manual de instrucciones Watts Industries Mantenedor/Limitador de presión PR 600
 Manual de instrucciones Watts Industries Mantenedor/Limitador de presión PR 600 1 Funcionamiento: El mantenedor / limitador de presión PR600 se controla mediante un piloto mantenedor / limitador de presión
Manual de instrucciones Watts Industries Mantenedor/Limitador de presión PR 600 1 Funcionamiento: El mantenedor / limitador de presión PR600 se controla mediante un piloto mantenedor / limitador de presión
CAPITULO X EL POTENCIOMETRO
 CAPITULO X EL POTENCIOMETRO 10.1 INTRODUCCION. La determinación experimental del valor de un voltaje DC se hace generalmente utilizando un voltímetro o un osciloscopio. Ahora bien, los dos instrumentos
CAPITULO X EL POTENCIOMETRO 10.1 INTRODUCCION. La determinación experimental del valor de un voltaje DC se hace generalmente utilizando un voltímetro o un osciloscopio. Ahora bien, los dos instrumentos
Exactitud de medición
 Exactitud de medición Valores energéticos y rendimiento para inversores FV Sunny Boy y Sunny Mini Central Contenido Todo usuario de una instalación fotovoltaica desea estar informado lo mejor posible sobre
Exactitud de medición Valores energéticos y rendimiento para inversores FV Sunny Boy y Sunny Mini Central Contenido Todo usuario de una instalación fotovoltaica desea estar informado lo mejor posible sobre
RECOMENDACIÓN UIT-R BS *,** Medición del nivel de tensión del ruido de audiofrecuencia en radiodifusión sonora
 Rec. UIT-R BS.468-4 1 RECOMENDACIÓN UIT-R BS.468-4 *,** Medición del nivel de tensión del ruido de audiofrecuencia en radiodifusión sonora La Asamblea de Radiocomunicaciones de la UIT, (1970-1974-1978-1982-1986)
Rec. UIT-R BS.468-4 1 RECOMENDACIÓN UIT-R BS.468-4 *,** Medición del nivel de tensión del ruido de audiofrecuencia en radiodifusión sonora La Asamblea de Radiocomunicaciones de la UIT, (1970-1974-1978-1982-1986)
EL ALUMINIO. Propiedades del aluminio utilizado en la fabricación de carrocerías
 EL ALUMINIO Propiedades del aluminio utilizado en la fabricación de carrocerías Desde hace algunos años el acero está dejando paso a otros materiales a la hora de fabricar elementos de carrocería, entre
EL ALUMINIO Propiedades del aluminio utilizado en la fabricación de carrocerías Desde hace algunos años el acero está dejando paso a otros materiales a la hora de fabricar elementos de carrocería, entre
MÁQUINAS ASÍNCRONAS O DE INDUCCIÓN
 DOCUMENTACIÓN DE LA PRÁCTICA DE LABORATORIO: MÁQUINAS ASÍNCRONAS O DE INDUCCIÓN 1.- CONEXIONADO DE LOS MOTORES TRIFÁSICOS DE INDUCCIÓN a) b) c) Fig. 1: Caja de bornes de un motor asíncrono trifásico: a)
DOCUMENTACIÓN DE LA PRÁCTICA DE LABORATORIO: MÁQUINAS ASÍNCRONAS O DE INDUCCIÓN 1.- CONEXIONADO DE LOS MOTORES TRIFÁSICOS DE INDUCCIÓN a) b) c) Fig. 1: Caja de bornes de un motor asíncrono trifásico: a)
Los dientes de los engranajes: 1.- Impiden el deslizamiento lo que a su vez permite que los ejes que giran con un sistema de engranajes, puedan estar
 Qué es un engranaje? Un engranaje es una rueda dentada Los engranajes se unen unos a otros por sus dientes (transmisión directa) o a través de una cadena, formando así un sistema transmisor del movimiento.
Qué es un engranaje? Un engranaje es una rueda dentada Los engranajes se unen unos a otros por sus dientes (transmisión directa) o a través de una cadena, formando así un sistema transmisor del movimiento.
Capitulo VI. VI.4 Trenes de engranajes. Universidad de Cantabria Departamento de Ing. Estructural y Mecánica
 Capitulo VI VI. Trenes de engranajes Capítulo VI Engranajes VI. Introducción n a los engranajes. VI. Engranajes cilíndricos. VI.3 Otros tipos de engranajes. VI. Trenes de engranajes.. Introducción. n..
Capitulo VI VI. Trenes de engranajes Capítulo VI Engranajes VI. Introducción n a los engranajes. VI. Engranajes cilíndricos. VI.3 Otros tipos de engranajes. VI. Trenes de engranajes.. Introducción. n..
Práctica 14 Movimiento del robot Fanuc M16i usando el método JOINT
 Práctica 14 Movimiento del robot Fanuc M16i usando el método JOINT Objetivo Conocimiento sobre el robot FANUC M16i e interactuar con él, por medio del método de movimiento JOINT. Preguntas detonantes 1)
Práctica 14 Movimiento del robot Fanuc M16i usando el método JOINT Objetivo Conocimiento sobre el robot FANUC M16i e interactuar con él, por medio del método de movimiento JOINT. Preguntas detonantes 1)
Juntas + ensambles MEC. 202/A fresas para lengüetas Perfiles normalizados nº 1301 y 1308 Salvo indicación contraria, se suministra el perfil nº 1301
 4-202 FRESA PARA MACHIHEMBRAR, DE 6 CORTES Juego de herramientas para producciones elevadas. El espesor ranura/lengüeta standard, puede regularse entre 4y6mm. de grueso, y permite trabajar maderas de 12
4-202 FRESA PARA MACHIHEMBRAR, DE 6 CORTES Juego de herramientas para producciones elevadas. El espesor ranura/lengüeta standard, puede regularse entre 4y6mm. de grueso, y permite trabajar maderas de 12
BOMBAS DE VACÍO EQUIPOS DE CANAL LATERAL COMPRESORES ACCESORIOS SOLUCIONES A MEDIDA
 BOMBAS DE VACÍO EQUIPOS DE CANAL LATERAL COMPRESORES ACCESORIOS SOLUCIONES A MEDIDA Becker es el lider de los fabricantes en el área de la tecnología de bombas de vacío y de aire a presión. La empresa
BOMBAS DE VACÍO EQUIPOS DE CANAL LATERAL COMPRESORES ACCESORIOS SOLUCIONES A MEDIDA Becker es el lider de los fabricantes en el área de la tecnología de bombas de vacío y de aire a presión. La empresa
TECNOLOGÍA. 1º E.S.O. DIBUJO TÉCNICO -.DIBUJO TÉCNICO.-
 Introducción. -.DIBUJO TÉCNICO.- El objetivo del dibujo técnico y del dibujo en general es poder plasmar en dos dimensiones (las de una hoja de papel) objetos, es decir, cuerpos con tres dimensiones. Para
Introducción. -.DIBUJO TÉCNICO.- El objetivo del dibujo técnico y del dibujo en general es poder plasmar en dos dimensiones (las de una hoja de papel) objetos, es decir, cuerpos con tres dimensiones. Para
Línea de Enchufes X A. 1.1 kv.
 Línea de nchufes X0 40 A. 1.1 kv. nchufes Línea X0 / 1.1 kv. 40 A. La línea X0 es la línea de enchufes más dinámica de Wünkhaus. stá compuesta por unidades machos y hembras con una capacidad máxima de
Línea de nchufes X0 40 A. 1.1 kv. nchufes Línea X0 / 1.1 kv. 40 A. La línea X0 es la línea de enchufes más dinámica de Wünkhaus. stá compuesta por unidades machos y hembras con una capacidad máxima de
ATENCION RECLAMACIONES CONSUMO ELEVADO ET/105
 Página 1 de 9 INDICE 1.- OBJETO 2.- ALCANCE 3.- DESARROLLO METODOLÓGICO RESPONSABLE FECHA REDACCION VERIFICACION APROBACION REDACTOR DEPARTAMENTO DE ÓRDENES DE SERVICIO DIRECCIÓN DE CALIDAD Y PROCESOS
Página 1 de 9 INDICE 1.- OBJETO 2.- ALCANCE 3.- DESARROLLO METODOLÓGICO RESPONSABLE FECHA REDACCION VERIFICACION APROBACION REDACTOR DEPARTAMENTO DE ÓRDENES DE SERVICIO DIRECCIÓN DE CALIDAD Y PROCESOS
Área de Comprobación Técnica de Emisiones Radioeléctricas
 Área de Comprobación Técnica de Emisiones Radioeléctricas TAS ACLARATORIAS ACERCA DE LOS CRITERIOS DE APLICACIÓN DE NIVELES DE DECIÓN SEÑALADOS EN LA ORDEN MINISTERIAL: CTE/23/2002, del 11 de enero por
Área de Comprobación Técnica de Emisiones Radioeléctricas TAS ACLARATORIAS ACERCA DE LOS CRITERIOS DE APLICACIÓN DE NIVELES DE DECIÓN SEÑALADOS EN LA ORDEN MINISTERIAL: CTE/23/2002, del 11 de enero por
Preparativos antes del montaje
 Preparativos antes del montaje Mantener el lugar del montaje seco y libre de polvo. Observar la limpieza del eje, del alojamiento y de las herramientas. Organizar el área de trabajo. Seleccionar las herramientas
Preparativos antes del montaje Mantener el lugar del montaje seco y libre de polvo. Observar la limpieza del eje, del alojamiento y de las herramientas. Organizar el área de trabajo. Seleccionar las herramientas
Limadoras mecánicas Limadoras hidráulicas. Son los tipos más utilizados, en la figura observamos este tipo de máquina.
 MAQUINAS HERRAMIENTAS LIMADORAS La operación realizada con estas máquinas se llama limado o cepillado; el arranque de viruta se produce mediante la acción de una herramienta monocortante, que se mueve
MAQUINAS HERRAMIENTAS LIMADORAS La operación realizada con estas máquinas se llama limado o cepillado; el arranque de viruta se produce mediante la acción de una herramienta monocortante, que se mueve
MTJZ La correa de poliuretano protege los componentes internos de la entrada de polvo y elementos extraños.
 MTJz. características Y DISEÑO La serie MTJZ está formada por módulos lineales de eje Z con correa dentada y un sistema de guía lineal de bolas. Su tamaño compacto permite capacidades de carga elevadas,
MTJz. características Y DISEÑO La serie MTJZ está formada por módulos lineales de eje Z con correa dentada y un sistema de guía lineal de bolas. Su tamaño compacto permite capacidades de carga elevadas,
CAPITULO XII PUENTES DE CORRIENTE ALTERNA
 CAPITULO XII PUENTES DE CORRIENTE ALTERNA 2. INTRODUCCION. En el Capítulo IX estudiamos el puente de Wheatstone como instrumento de medición de resistencias por el método de detección de cero. En este
CAPITULO XII PUENTES DE CORRIENTE ALTERNA 2. INTRODUCCION. En el Capítulo IX estudiamos el puente de Wheatstone como instrumento de medición de resistencias por el método de detección de cero. En este
1. Concepto de amplificación de señales en los circuitos de control Amplificadores estáticos Amplificadores magnéticos...
 Contenido 1. Concepto de amplificación de señales en los circuitos de control.... 2 2. Amplificadores estáticos.... 2 2.1. Amplificadores magnéticos... 2 2.2. Amplificadores electrónicos.... 3 3. Amplificadores
Contenido 1. Concepto de amplificación de señales en los circuitos de control.... 2 2. Amplificadores estáticos.... 2 2.1. Amplificadores magnéticos... 2 2.2. Amplificadores electrónicos.... 3 3. Amplificadores
PRÁCTICA 3 TRANSISTORES BIPOLARES: POLARIZACIÓN Y GENERADORES DE CORRIENTE
 PÁCTCA 3 TANSSTOES BPOLAES: POLAZACÓN Y GENEADOES DE COENTE 1. OBJETVO. Se pretende que el alumno tome contacto, por primera vez en la mayor parte de los casos, con transistores bipolares, y que realice
PÁCTCA 3 TANSSTOES BPOLAES: POLAZACÓN Y GENEADOES DE COENTE 1. OBJETVO. Se pretende que el alumno tome contacto, por primera vez en la mayor parte de los casos, con transistores bipolares, y que realice
BFG BFGC BOMBAS Y MOTORES OLEOHIDRAULICOS DE PISTONES AXIALES
 C BOMBAS Y MOTORES OLEOHIDRAULICOS DE PISTONES AXIALES CATALOGO 2004 Descripción FUNCIONAMIENTO: Las bombas y motores oleohidraulicos de nuestra fabricación, son del tipo de pistones axiales de cuerpo
C BOMBAS Y MOTORES OLEOHIDRAULICOS DE PISTONES AXIALES CATALOGO 2004 Descripción FUNCIONAMIENTO: Las bombas y motores oleohidraulicos de nuestra fabricación, son del tipo de pistones axiales de cuerpo
 CERRADURAS PARA CONTROL DE ACCESO Clasificación de las Cerraduras Podemos clasificar a las cerraduras en dos grandes grupos: 1) Fail Secure: a. Se mantienen cerradas aunque no haya corriente eléctrica.
CERRADURAS PARA CONTROL DE ACCESO Clasificación de las Cerraduras Podemos clasificar a las cerraduras en dos grandes grupos: 1) Fail Secure: a. Se mantienen cerradas aunque no haya corriente eléctrica.
k 11 N. de publicación: ES k 51 Int. Cl. 5 : B21C 47/14 k 72 Inventor/es: Poloni, Alfredo k 74 Agente: Aguilar Forment, Domenec
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 047 163 1 Int. Cl. : B21C 47/14 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 901189.0 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 047 163 1 Int. Cl. : B21C 47/14 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 901189.0 86 Fecha de presentación
SISTEMAS DE ENCOFRADO DE POLÍMERO PARA HORMIGÓN
 SISTEMAS DE ENCOFRADO DE POLÍMERO PARA HORMIGÓN SISTEMAS DE ENCOFRADO DE POLÍMERO PARA HORMIGÓN revolución en el encofrado de hormigón QUÉ ES PLADECK? ÁREAS DE APLICACIÓN Pladeck es un producto polímero
SISTEMAS DE ENCOFRADO DE POLÍMERO PARA HORMIGÓN SISTEMAS DE ENCOFRADO DE POLÍMERO PARA HORMIGÓN revolución en el encofrado de hormigón QUÉ ES PLADECK? ÁREAS DE APLICACIÓN Pladeck es un producto polímero
CONFORMACIÓN PLASTICA DE METALES: FORJA
 CONFORMACIÓN PLASTICA DE METALES: FORJA CONTENIDO Definición y Clasificación de los Procesos de Forja Equipos y sus Características Técnicas Variables Principales del Proceso Métodos Operativos (Equipos
CONFORMACIÓN PLASTICA DE METALES: FORJA CONTENIDO Definición y Clasificación de los Procesos de Forja Equipos y sus Características Técnicas Variables Principales del Proceso Métodos Operativos (Equipos
LA IMPORTANCIA DEL PRESUPUESTO FINANCIERO AL INICAR UN PLAN DE NEGOCIOS
 LA IMPORTANCIA DEL PRESUPUESTO FINANCIERO AL INICAR UN PLAN DE NEGOCIOS Es muy común escuchar decir o hablar del presupuesto y las finanzas de la empresa, es por ello que en el presente documento definiremos
LA IMPORTANCIA DEL PRESUPUESTO FINANCIERO AL INICAR UN PLAN DE NEGOCIOS Es muy común escuchar decir o hablar del presupuesto y las finanzas de la empresa, es por ello que en el presente documento definiremos
QUEMADORES. Ricardo García San José Ingeniero Industrial (Noviembre 2.001) 01C22 02 QUEMADORES
 01C22 02 QUEMADORES") QUEMADORES Ricardo García San José Ingeniero Industrial (Noviembre 2.001) 01C22 02 QUEMADORES 28/11/a INDICE 1.- INTRODUCCION... 3 2.- QUEMADORES ATMOSFERICOS... 3 3.- QUEMADORES MECANICOS... 5 BIBLIOGRAFIA...
QUEMADORES Ricardo García San José Ingeniero Industrial (Noviembre 2.001) 01C22 02 QUEMADORES 28/11/a INDICE 1.- INTRODUCCION... 3 2.- QUEMADORES ATMOSFERICOS... 3 3.- QUEMADORES MECANICOS... 5 BIBLIOGRAFIA...
DESPLIEGUE DE LA CALIDAD (Quality Function Deployment, QFD)
") DESPLIEGUE DE LA CALIDAD (Quality Function Deployment, QFD) El Despliegue de la Calidad o Despliegue de la Función de la Calidad es una metodología de origen japonés utilizada para traducir las necesidades
DESPLIEGUE DE LA CALIDAD (Quality Function Deployment, QFD) El Despliegue de la Calidad o Despliegue de la Función de la Calidad es una metodología de origen japonés utilizada para traducir las necesidades
UNIVERSIDAD NACIONAL FEDERICO VILLARREAL FACULTAD DE INGENIERÍA ELECTRÓNICA E INFORMÁTICA SÍLABO
 SÍLABO ASIGNATURA: INTRODUCCIÓN A LA INGENIERÍA MECÁNICA 1. DATOS GENERALES CÓDIGO: 8B0080 1.1. DEPARTAMENTO ACADÉMICO : Ing. Electrónica e Informática 1.2. ESCUELA PROFESIONAL : Ingeniería Mecatrónica
SÍLABO ASIGNATURA: INTRODUCCIÓN A LA INGENIERÍA MECÁNICA 1. DATOS GENERALES CÓDIGO: 8B0080 1.1. DEPARTAMENTO ACADÉMICO : Ing. Electrónica e Informática 1.2. ESCUELA PROFESIONAL : Ingeniería Mecatrónica
Área: EDUCACION TECNOLOGICA Asignatura: TECNOLOGIA II. Título TRANSMISIONES MECANICAS. Curso 2 AÑO Año: Pag.1/15
 Área: EDUCACION TECNOLOGICA Asignatura: TECNOLOGIA II Título TRANSMISIONES MECANICAS Curso 2 AÑO Año: 2006 Pag.1/15 INTRODUCCION Desde tiempos inmemorables el hombre realizó grandes esfuerzos para las
Área: EDUCACION TECNOLOGICA Asignatura: TECNOLOGIA II Título TRANSMISIONES MECANICAS Curso 2 AÑO Año: 2006 Pag.1/15 INTRODUCCION Desde tiempos inmemorables el hombre realizó grandes esfuerzos para las
TRANSPORTADOR NEUMÁTICO Manual de instrucciones TPTN MAN SEP08
 TPTN MAN SEP08 TRANSPORTADOR NEUMÁTICO Manual de instrucciones Manual de instrucciones Transportador neumático de piezas Uso previsto: El transportador neumático de piezas TPTN está exclusivamente previsto
TPTN MAN SEP08 TRANSPORTADOR NEUMÁTICO Manual de instrucciones Manual de instrucciones Transportador neumático de piezas Uso previsto: El transportador neumático de piezas TPTN está exclusivamente previsto
Kits de fuelle / Herramientas para el Taller
 08 Kits de fuelle / Herramientas para el Taller Fuelles SPIDAN Fuelles SPIDAN El original, el fuelle del proveedor de transmisiones de primer equipo Los fuelles de las transmisiones son cruciales para
08 Kits de fuelle / Herramientas para el Taller Fuelles SPIDAN Fuelles SPIDAN El original, el fuelle del proveedor de transmisiones de primer equipo Los fuelles de las transmisiones son cruciales para
Características de fabricación y principios de funcionamiento.
 COJINETES Características de fabricación y principios de funcionamiento. Como se ha visto en los capítulos anteriores, los motores de reacción, están compuestos por una serie de piezas giratorias y de
COJINETES Características de fabricación y principios de funcionamiento. Como se ha visto en los capítulos anteriores, los motores de reacción, están compuestos por una serie de piezas giratorias y de
Caja : Es el dinero efectivo del que dispone la empresa. (cuenta 570)
") Tal y como vimos en la unidad anterior, en el balance de situación podemos apreciar dos grandes masas patrimoniales, el ACTIVO y el PASIVO. A continuación veremos qué cuentas son las que se encuentran
Tal y como vimos en la unidad anterior, en el balance de situación podemos apreciar dos grandes masas patrimoniales, el ACTIVO y el PASIVO. A continuación veremos qué cuentas son las que se encuentran
REGISTRO DE LA PROPIEDAD INDUSTRIAL. Box 501 S Landskrona, SE
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 001 313 k 21 Número de solicitud: 82396 k 1 Int. Cl. 4 : F16D 41/12 k 12 PATENTEDEINVENCION A6 k 22 Fecha de presentación: 03..86
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 001 313 k 21 Número de solicitud: 82396 k 1 Int. Cl. 4 : F16D 41/12 k 12 PATENTEDEINVENCION A6 k 22 Fecha de presentación: 03..86
DETERMINACION DE COSTOS
 DETERMINACION DE COSTOS A los efectos prácticos se ha diseñado una Planilla de Costos, de aplicación eficaz en función de las actuales características de los fabricantes que integran el Programa Despertando
DETERMINACION DE COSTOS A los efectos prácticos se ha diseñado una Planilla de Costos, de aplicación eficaz en función de las actuales características de los fabricantes que integran el Programa Despertando
ELEMENTOS DE REGULACIÓN
 ELEMENTOS DE REGULACIÓN TRINQUETE Un trinquete es un mecanismo que permite a un engranaje girar hacia un lado, pero le impide hacerlo en sen6do contrario, ya que lo traba con dientes en forma de sierra.
ELEMENTOS DE REGULACIÓN TRINQUETE Un trinquete es un mecanismo que permite a un engranaje girar hacia un lado, pero le impide hacerlo en sen6do contrario, ya que lo traba con dientes en forma de sierra.
Velocidades y avance para corte.
 Velocidades y avance para corte. La velocidad a la cual gira la pieza de trabajo en el torno es un factor importante y puede influir en el volumen de producción y en la duración de la herramienta de corte.
Velocidades y avance para corte. La velocidad a la cual gira la pieza de trabajo en el torno es un factor importante y puede influir en el volumen de producción y en la duración de la herramienta de corte.
Pagina web:
 Pagina web: www.gruasa.com APAREJO ELECTRICO: ACCESORIOS Existe un gran número de accesorios utilizados en las operaciones de izaje con aparejo, dentro de lo que podemos citar: 1 - eslingas 2 - elementos
Pagina web: www.gruasa.com APAREJO ELECTRICO: ACCESORIOS Existe un gran número de accesorios utilizados en las operaciones de izaje con aparejo, dentro de lo que podemos citar: 1 - eslingas 2 - elementos
PRÁCTICO DE MÁQUINAS PARA FLUIDOS II
 44) En la instalación de la figura la bomba gira a 1700rpm, entregando un caudal de agua a 20 o C de 0.5m 3 /s al tanque elevado. La cañería es de acero galvanizado, rígida y de 500mm de diámetro y cuenta
44) En la instalación de la figura la bomba gira a 1700rpm, entregando un caudal de agua a 20 o C de 0.5m 3 /s al tanque elevado. La cañería es de acero galvanizado, rígida y de 500mm de diámetro y cuenta
GT/ET.- TRABAJOS VERTICALES GT/ET.- TRABAJOS VERTICALES
 GT/ET.- TRABAJOS VERTICALES Rafael Cano Técnico Superior de Prevención Centro Nacional de Medios de Protección 1 Anexo II, apartado 4 4.4 Disposiciones específicas sobre la utilización de las técnicas
GT/ET.- TRABAJOS VERTICALES Rafael Cano Técnico Superior de Prevención Centro Nacional de Medios de Protección 1 Anexo II, apartado 4 4.4 Disposiciones específicas sobre la utilización de las técnicas
Capítulo 6: DIBUJO DE CONSTRUCCIÓN DE HORMIGÓN.
 72 Capítulo 6: DIBUJO DE CONSTRUCCIÓN DE HORMIGÓN. 6.1. INTRODUCCIÓN. No está tan normalizado como el de las construcciones metálicas. La norma UNE 24002 especifica lo referente a símbolos, armaduras normalizadas,
72 Capítulo 6: DIBUJO DE CONSTRUCCIÓN DE HORMIGÓN. 6.1. INTRODUCCIÓN. No está tan normalizado como el de las construcciones metálicas. La norma UNE 24002 especifica lo referente a símbolos, armaduras normalizadas,
NI Herrajes y accesorios para líneas aéreas de AT. Alargaderas. Fittings and accessories for HV overhead lines.
 N O R M A NI 5.5.6 Abril de 9 ICION: ª I B R R O A Herrajes y accesorios para líneas aéreas de AT. Alargaderas ittings and accessories for HV overhead lines. xtension links SCRIPTORS: Accesorio. Alargadera.
N O R M A NI 5.5.6 Abril de 9 ICION: ª I B R R O A Herrajes y accesorios para líneas aéreas de AT. Alargaderas ittings and accessories for HV overhead lines. xtension links SCRIPTORS: Accesorio. Alargadera.
Distancia focal de una lente convergente (método del desplazamiento) Fundamento
 Fundamento") Distancia focal de una lente convergente (método del desplazamiento) Fundamento En una lente convergente delgada se considera el eje principal como la recta perpendicular a la lente y que pasa por su centro.
Distancia focal de una lente convergente (método del desplazamiento) Fundamento En una lente convergente delgada se considera el eje principal como la recta perpendicular a la lente y que pasa por su centro.
1. Torneado de piezas y conjuntos mecánicos
 Torneado de piezas y conjuntos mecánicos INTRODUCCIÓN Este módulo consta de 228 horas pedagógicas y tiene como propósito que los y las estudiantes de cuarto medio de la especialidad de Mecánica Industrial
Torneado de piezas y conjuntos mecánicos INTRODUCCIÓN Este módulo consta de 228 horas pedagógicas y tiene como propósito que los y las estudiantes de cuarto medio de la especialidad de Mecánica Industrial
RESUMEN INFORMATIVO PROGRAMACIÓN DIDACTICA
 TECNOLOGÍA INDUSTRIAL I 1º BACHILLERATO 1 INDICE 1. Objetivos 2. Contenidos 3. Criterios de evaluación 4. Contenidos mínimos 5. Procedimientos e instrumentos de evaluación e instrumentos de evaluación
TECNOLOGÍA INDUSTRIAL I 1º BACHILLERATO 1 INDICE 1. Objetivos 2. Contenidos 3. Criterios de evaluación 4. Contenidos mínimos 5. Procedimientos e instrumentos de evaluación e instrumentos de evaluación
Bisagras HAWGOOD. Para puertas de vaivén. Bisagras de vaivén. Datos técnicos Tipos de puerta puertas de vaivén de 19 hasta 40 mm de grosor
 Bisagras HAWGOOD Para puertas de vaivén Las bisagras HAWGOOD de DICTATOR cierran las puertas de vaivén rápidamente y sin problemas. Después de una breve oscilación de la bisagra, la puerta se mantiene
Bisagras HAWGOOD Para puertas de vaivén Las bisagras HAWGOOD de DICTATOR cierran las puertas de vaivén rápidamente y sin problemas. Después de una breve oscilación de la bisagra, la puerta se mantiene
MEDICIONES 6 MEDICIÓN Y VERIFICACIÓN 1. - OBJETO DE LA MEDICIÓN Y VERIFICACIÓN EN CONSTRUCCIONES METÁLICAS.
 MEDICIÓN Y VERIFICACIÓN 1. - OBJETO DE LA MEDICIÓN Y VERIFICACIÓN EN CONSTRUCCIONES METÁLICAS. 2. DESCRIPCIÓN DE LOS INSTRUMENTOS EMPLEADOS Y DE SUS CARACTERÍSTICAS TÉCNICAS 3. PROCEDIMIENTOS DE UTILIZACIÓN
MEDICIÓN Y VERIFICACIÓN 1. - OBJETO DE LA MEDICIÓN Y VERIFICACIÓN EN CONSTRUCCIONES METÁLICAS. 2. DESCRIPCIÓN DE LOS INSTRUMENTOS EMPLEADOS Y DE SUS CARACTERÍSTICAS TÉCNICAS 3. PROCEDIMIENTOS DE UTILIZACIÓN
CAPITULO XI EL VATIMETRO. El vatímetro es un instrumento capaz de medir la potencia promedio consumida en un circuito
 CAPIULO XI EL VAIMERO. INRODUCCION. El vatímetro es un instrumento capaz de medir la potencia promedio consumida en un circuito Según la definición de potencia, un vatímetro debe ser un instrumento que
CAPIULO XI EL VAIMERO. INRODUCCION. El vatímetro es un instrumento capaz de medir la potencia promedio consumida en un circuito Según la definición de potencia, un vatímetro debe ser un instrumento que
NORMA DE COMPETENCIA LABORAL N.C.L.
 Página 1 de 5 VERSIÓN INICIAL VERIFICACIÓN METODOLÓGICA X VERIFICACIÓN TÉCNICA X CONSULTA PÚBLICA VERSIÓN AVALADA MESA SECTORIAL MESA SECTORIAL: REGIONAL: CENTRO: METODÓLOGO: MANTENIMIENTO DISTRITO CAPITAL
Página 1 de 5 VERSIÓN INICIAL VERIFICACIÓN METODOLÓGICA X VERIFICACIÓN TÉCNICA X CONSULTA PÚBLICA VERSIÓN AVALADA MESA SECTORIAL MESA SECTORIAL: REGIONAL: CENTRO: METODÓLOGO: MANTENIMIENTO DISTRITO CAPITAL
INSTRUMENTOS DE MEDIDA MECÁNICOS I y II
 INSTRUMENTOS DE MEDIDA MECÁNICOS I y II Santiago Ramírez de la Piscina Millán Francisco Sierra Gómez Francisco Javier Sánchez Torres 1. INTRODUCCIÓN. En esta práctica se trata de familiarizar al alumno
INSTRUMENTOS DE MEDIDA MECÁNICOS I y II Santiago Ramírez de la Piscina Millán Francisco Sierra Gómez Francisco Javier Sánchez Torres 1. INTRODUCCIÓN. En esta práctica se trata de familiarizar al alumno
Procesos de Fabricación I. Guía 1 1 SISTEMAS DE CONTROL HIDRÁULICO Y NEUMÁTICO
 Procesos de Fabricación I. Guía 1 1 SISTEMAS DE CONTROL HIDRÁULICO Y NEUMÁTICO Sistemas de Control Hidráulico y Neumático. Guía 2 1 Tema: UTILIZACIÓN DE SOFTWARE PARA DISEÑO Y SIMULACIÓN DE CIRCUITOS NEUMÁTICOS.
Procesos de Fabricación I. Guía 1 1 SISTEMAS DE CONTROL HIDRÁULICO Y NEUMÁTICO Sistemas de Control Hidráulico y Neumático. Guía 2 1 Tema: UTILIZACIÓN DE SOFTWARE PARA DISEÑO Y SIMULACIÓN DE CIRCUITOS NEUMÁTICOS.