Rubén González Rodríguez Dpto. de Ciencia y Tecnología Náutica Universidad de Oviedo. I + D + i
|
|
|
- Daniel Santos Mendoza
- hace 5 años
- Vistas:
Transcripción
1 Rubén González Rodríguez Dpto. de Ciencia y Tecnología Náutica Universidad de Oviedo I + D + i
2 INDICE 1. Nuevos procesos de proyección térmica 1. Proyección Fría 2. Warm spray 3. HVAF 2. Aplicaciones tribológicas del láser 1. Propiedades de la radiación láser. Interacción con los materiales 2. Aplicaciones industriales del laser 3. Recubrimientos mediante láser Refusión láser Plaqueado láser 3. Innovación en recubrimientos 1. Recubrimientos multicapa 2. Recubrimientos progresivos 3. Modificaciones del régimen de lubricación

3 Jornada Técnica: PROYECCIÓN TÉRMICA NUEVAS PROCESOS DE PROYECCIÓN TÉRMICA
4 NUEVAS TÉCNICAS DE PROYECCIÓN TÉRMICA Material Zona de fusión Haz de Proyección Recubrimiento Hilo/Polvo Metales Cerámicas Cermets Polímeros Proceso Plasma Arco Llama HVOF Distancia de proyección Substrato Temperatura de la pieza: ºC
5 NUEVAS TÉCNICAS DE PROYECCIÓN TÉRMICA DETONACION PLASMA Temperatura ARCO LLAMA PROYECCIÓN FRÍA Velocidad
 y bajo aporte térmico, aprovechando la deformación plástica del material de aporte para la adherencia mecánica al")
6 NUEVAS TÉCNICAS DE PROYECCIÓN TÉRMICA Proyección fría (Cold Gas Spray) Un gas a elevada presión (hasta 40bar) y baja Temperatura que le transmite una elevada energía cinética (velocidad hasta 4 mach) y bajo aporte térmico, aprovechando la deformación plástica del material de aporte para la adherencia mecánica al sustrato.
 Materiales de")

7 NUEVAS TÉCNICAS DE PROYECCIÓN TÉRMICA Proyección fría (Cold Gas Spray) Materiales de recubrimiento Metales: Aluminio, Titanio, Níquel, Cobre, Plata, Oro Aleaciones: Ni-Cr, Bronce, Latón, MCrAlY

")

8 NUEVAS TÉCNICAS DE PROYECCIÓN TÉRMICA Proyección fría (Cold Gas Spray) Velocidad crítica < velocidad de erosión
9 NUEVAS TÉCNICAS DE PROYECCIÓN TÉRMICA Proyección fría (Cold Gas Spray) La partículas no sufren fusión (no hay stress térmico) Reducción o anulación de las porosidades y los óxidos en los recubrimientos No existe el splashig ya que las partículas se encuentran en estado solido cuando llegan al sustrato El efecto peening de las partículas que llegan a alta velocidad tienden a cerrar los pequeños poros y huecos existentes en las capas de material subyacentes. La química, la composición de las fases, y la estructura cristalina de las materias primas se mantiene. Es de manejo fácil, rápido y se trabaja en atmósfera ambiental Proceso más eficiente y más respetuoso con el medio ambiente
10 NUEVAS TÉCNICAS DE PROYECCIÓN TÉRMICA DETONACION PLASMA Temperatura ARCO LLAMA WARM SPRAY COLD SPRAY Velocidad

11 NUEVAS TÉCNICAS DE PROYECCIÓN TÉRMICA Warm Spray La técnica de Cold Spray tiene dificultades para conseguir temperaturas por encima de los 800 K. La temperatura de fusión y de cambio de fase de muchos materiales inorgánicos esta entorno a los 800~1500 K. La cohesión y densificación esta controlada por propiedades mecánicas dependientes de la temperatura. La baja capacidad de deformación del titanio se traduce en recubrimientos más porosos comparado con otros materiales como el aluminio o el cobre

.")
12 NUEVAS TÉCNICAS DE PROYECCIÓN TÉRMICA Warm Spray Se denomina Warm Spray a un proceso similar al de HVOF en el cual la temperatura de la combustión se controla mediante la introducción de un gas inerte (nitrógeno). Se obtiene un flujo supersónico resultante entre 800~1900 K y 900~1600 m s 1

13 NUEVAS TÉCNICAS DE PROYECCIÓN TÉRMICA DETONACION PLASMA Temperatura ARCO LLAMA WARM SPRAY HVAF COLD SPRAY Velocidad

14 NUEVAS TÉCNICAS DE PROYECCIÓN TÉRMICA High Velocity Air Fuel Proceso similar al HVOF pero se emplea aire en lugar de oxígeno Aire


")

15 NUEVAS TÉCNICAS DE PROYECCIÓN TÉRMICA High Velocity Air Fuel Se elimina la necesidad de tanques de oxígeno y reduciendo costes. El empleo de aire permite operar a bajas temperaturas con todas las ventajas de la proyección de partículas sólidas (Cold Spray) El contenido de óxidos disminuye Las capas resultante contienen tensiones residuales de compresión 2009 Kermetico, Inc.

16 Jornada Técnica: PROYECCIÓN TÉRMICA


17 Características de la radiación láser Coherencia Se dice que una fuente de luz es coherente cuando todas las ondasde luz poseen la misma frecuencia y están en fase. Direccionalidad y divergencia La direccionalidad es la propiedad de concentrar toda la luz láser en un rayo estrecho que se propague en una única dirección. Monocromaticidad La longitud láser consiste en una única longitud de onda, a diferencia de la luz blanca, que es una combinación de todos los colores o longitudes de onda.
18 Características de la radiación láser Gran intensidad energética, que se puede concentrar en una zona muy reducida de una manera controlada. No hay contacto entre pieza y herramienta. El rendimiento energético global es mayor que el conseguido por procedimientos tradicionales de soldadura, tratamientos térmicos, etc. Rapidez de respuesta y precisión, lo que, unido a la flexibilidad, permite una buena integración con la robótica. Capaz de generar nuevas transformaciones microestructurales en las materiales que modifican sus propiedades. Permite un amplio rango de potencias desde mw a kw y de energías pulsadas desde J a J.

19 Características de la radiación láser Interacción con diferentes materiales: Absorción




20 INDUSTRIALES Taladrado Tratamientos superficiales Corte Marcado Soldadura Procesos especiales Temple Fusión Aleación Plaqueado Estereolitografías Sinterizado láser Limpieza APLICACIONES DEL LÁSER L TELECOMUNICACIONES ARTES GRÁFICAS MEDICINA METROLOGÍA CARAC. MATERIALES Almacenamiento y lectura de datos Comunicaciones por fibra óptica Sistemas de impresión Holografía Corte de tejidos Soldadura de tejidos Ablación de tejidos Medida de distancias Nivelación Medida de velocidades Tamaño de partículas Microscopia confocal Espectroscopia

21 Fusión con láser de materiales predepositados Recubrimientos superficiales con láser Láser: Focaliza una elevada energía en una región pequeña, suficiente como para fundir la capa e incluso una pequeña parte del material base para lograr una elevada unión entre capa y substrato Recubrimiento Substrato Láser Zona aleada

22 Recubrimientos superficiales con láser Fusión con láser de materiales predepositados La fusión superficial con láser de recubrimientos realizados por proyección térmica podría considerarse como una forma de predepositar el material de recubrimiento Desventajas Alta porosidad Poca adherencia
 2 Densidad de energía (J/cm 2 ): E = Pot/(d V) Tiempo de interacción (s) Dirección de avance del haz Punto focal Recubrimiento predepositado Substrato Recubrimiento")
23 Fusión con láser de materiales predepositados Recubrimientos superficiales con láser Potencia Diámetro del haz Velocidad de procesado Haz láser Densidad de potencia (W/cm 2 ): D = Pot/π(d/2) 2 Densidad de energía (J/cm 2 ): E = Pot/(d V) Tiempo de interacción (s) Dirección de avance del haz Punto focal Recubrimiento predepositado Substrato Recubrimiento refundido




24 Fusión con láser de materiales predepositados Recubrimientos superficiales con láser Reducción de porosidad. Sellado de recubrimientos. Unión metalúrgica con el substrato Mejor resistencia a la corrosión Recubrimiento Zona refundida Substrato Características geométricas a: ancho p: profundidad p*:penetración


25 Recubrimientos superficiales con láser

26 Plaqueado superficial por láser (laser cladding) Recubrimientos superficiales con láser Se inyecta el material en forma de polvo sobre la superficie de un substrato que está siendo irradiado por un haz láser. La fusión del polvo y de una mínima parte del substrato crea el depósito. Capas uniformes mediante solapamiento de distintos cordones


27 Plaqueado superficial por láser (laser cladding) Recubrimientos superficiales con láser Potencia Diámetro del haz Velocidad de procesado Caudal de polvo Densidad de polvo (g/cm 2 ) = Caudal/V d Gramos sobre el spot = Den. Polvo π(d/2) 2 Energía por masa de polvo aportada (J/g): E m = E/ Den. polvo


28 Plaqueado superficial por láser (laser cladding) Recubrimientos superficiales con láser Inyección lateral de polvo Alineamiento poco preciso del polvo y el haz Difícil control del tiempo de recorrido de partículas bajo el haz La inyección de polvo no tiene simetría con respecto al haz y le afecta la dirección de desplazamiento. Baja eficacia en el aprovechamiento del polvo


29 Plaqueado superficial por láser (laser cladding) Recubrimientos superficiales con láser Inyección lateral de polvo Proceso muy sensible al cambio de dirección. Mejores resultados inyectando por delante del haz respecto al sentido de desplazamiento. Mejor eficacia inyectando retrasado respecto al haz láser.


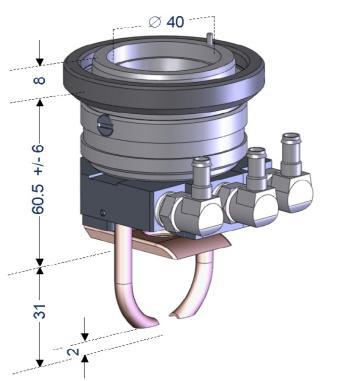
30 Plaqueado superficial por láser (laser cladding) Recubrimientos superficiales con láser Inyección coaxial BOQUILLA COAXIAL CANALES INTERNOS PARA POLVO FLUJO DE POLVO Y GAS PIEZA BASE GAS DE PROTEC CIÓN MATERIAL DEPOSITADO


31 Plaqueado superficial por láser (laser cladding) Recubrimientos superficiales con láser Inyección coaxial Alineación precisa del polvo y el haz Omnidireccional Alta eficacia en el aprovechamiento del polvo
. Penetración (hs). Ancho del cordón (a). Altura total del cordón (hs+hc).")
32 Plaqueado superficial por láser (laser cladding) Recubrimientos superficiales con láser Capas con mínima dilución Capas libres de poros y grietas Mantener dureza del substrato y valores del recubrimiento aceptables Solapamiento uniforme entre cordones a hc hs l Características geométricas Altura del cordón (hc). Penetración (hs). Ancho del cordón (a). Altura total del cordón (hs+hc). zona térmicamente afectada (ZAT) (l). Dilución, (hs/(hs+hc)*100)
 Recubrimientos superficiales")


33 Plaqueado superficial por láser (laser cladding) Recubrimientos superficiales con láser x Solapamiento: a = ancho cordón x = distancia solape G = grado de solapamiento X= (1-G) a a Objetivo Capas suaves y onduladas (fácil rectificado)

")



34 Plaqueado superficial por láser (laser cladding) Recubrimientos superficiales con láser Protección anti-corrosión y anti-desgaste EJES CABEZAS DE PISTON ALABES DE TURBINAS VALVULAS DE MOTOR

35 Plaqueado superficial por láser (laser cladding) Recubrimientos superficiales con láser Reparación y restauración de componentes MOLDES Y MATRICES CUCHILLAS CIGÜEÑALES ENGRANAJES




36 Plaqueado superficial por láser (laser cladding) Rapid manufacturing Recubrimientos superficiales con láser

37 Jornada Técnica: PROYECCIÓN TÉRMICA INNOVACIÓN EN RECUBRIMIENTOS



38 INNOVACIONES EN RECUBRIMIENTOS Recubrimientos multicapa MULTICAPA Se busca aprovechar la características de cada uno de la capas (por ejemplo barrera térmica en el interior y resistencia al desgaste en el exterior



39 INNOVACIONES EN RECUBRIMIENTOS Recubrimientos graduales GRADUAL La composición del recubrimiento no es homogénea. Algunos compuesto cambian su concentración a medida que se penetra en la capa Recubrimiento de aluminio reforzado en la zona superior con alúmina.




40 INNOVACIONES EN RECUBRIMIENTOS Modificaciones del régimen de lubricación La porosidad de los recubrimientos realizados por proyección térmica favorece la lubricación en condiciones desfavorables Refusión parcial láser (Mallado láser X U
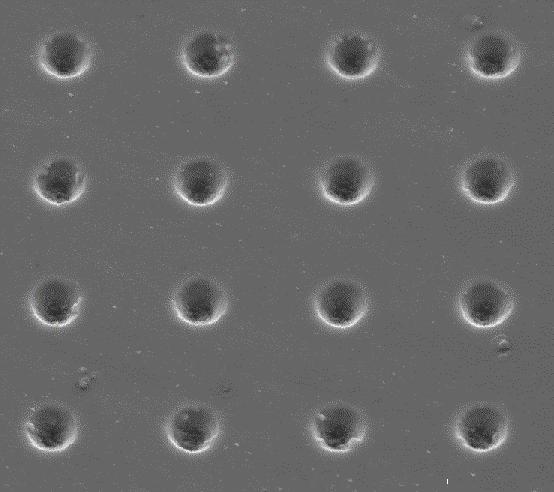
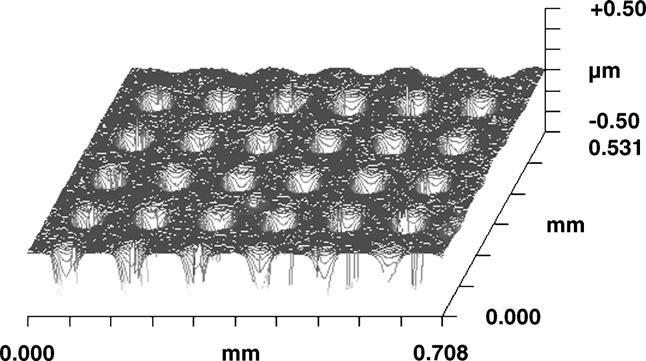
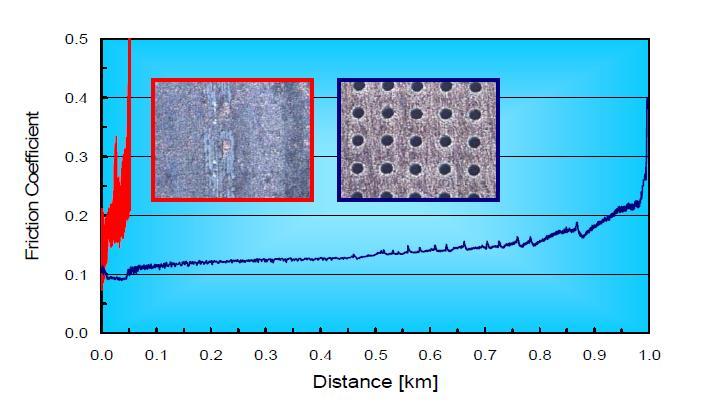
41 Modificaciones del régimen de lubricación Texturizado láser sobre recubrimientos relazados por láser cladding
42 Rubén González Rodríguez Dpto. de Ciencia y Tecnología Náutica Universidad de Oviedo I + D + i
RECARGUE SUPERFICIAL POR LÁSER
 RECARGUE SUPERFICIAL POR LÁSER (Laser Cladding) Concepto. La técnica de recargue superficial por láser, consiste en la fusión de material, aportado, generalmente, en forma de polvo, mediante la energía
RECARGUE SUPERFICIAL POR LÁSER (Laser Cladding) Concepto. La técnica de recargue superficial por láser, consiste en la fusión de material, aportado, generalmente, en forma de polvo, mediante la energía
Corte con Láser. Ing. J. Gpe. Octavio Cabrera Lazarini M.C.
 Corte con Láser Ing. J. Gpe. Octavio Cabrera Lazarini M.C. Historia 1917 Albert Einstein teorizó el principio del láser con la teoría de la emisión estimulada. A partir de 1940 se empezó a trabajar en
Corte con Láser Ing. J. Gpe. Octavio Cabrera Lazarini M.C. Historia 1917 Albert Einstein teorizó el principio del láser con la teoría de la emisión estimulada. A partir de 1940 se empezó a trabajar en
THERMAL SURFACE TECHNOLOGY. Polígono Ind. Silvota C/ Peña Santa 1ª Travesía Nave 3E Llanera PRINCIPADO DE ASTURIAS
 HERMAL URFACE ECHNOLOGY HERMAL URFACE ECHNOLY,.L (en adelante ), inicio su actividad industrial en el año 2.007, como empresa dedicada a la ejecución de recubrimientos mediante proyección térmica sobre
HERMAL URFACE ECHNOLOGY HERMAL URFACE ECHNOLY,.L (en adelante ), inicio su actividad industrial en el año 2.007, como empresa dedicada a la ejecución de recubrimientos mediante proyección térmica sobre
Recubrimientos duros aplicados a herramientas de corte
 Recubrimientos duros aplicados a herramientas de corte Los procesos por arranque de viruta son ampliamente utilizados en la fabricación de componentes mecánicos La vida útil del filo de la herramienta
Recubrimientos duros aplicados a herramientas de corte Los procesos por arranque de viruta son ampliamente utilizados en la fabricación de componentes mecánicos La vida útil del filo de la herramienta
Índice de Contenido. Título... Dedicatoria... Agradecimiento... Resumen... Resum... Summary... Índice de Contenido... Nomenclatura...
 Índice de Contenido Título... Dedicatoria... Agradecimiento... Resumen... Resum... Summary... Índice de Contenido... Nomenclatura... Capítulo I Revisión Bibliográfica... 1.1. Requisitos de Aplicaciones
Índice de Contenido Título... Dedicatoria... Agradecimiento... Resumen... Resum... Summary... Índice de Contenido... Nomenclatura... Capítulo I Revisión Bibliográfica... 1.1. Requisitos de Aplicaciones
LASER CLADDING. Polvos pre-depositados Alimentación con hilo Soplado de polvo (Lateral o Coaxial) Visita Técnica empresas FEMEVAL 06/05/2011
 Visita Técnica empresas FEMEVAL 06/05/2011") LASER CLADDING Objetivo: recubrir un metal con otro formando una sólida unión interfacial o soldadura sin diluir el metal del clad con el sustrato. Formas de trabajo: Polvos pre-depositados Alimentación
LASER CLADDING Objetivo: recubrir un metal con otro formando una sólida unión interfacial o soldadura sin diluir el metal del clad con el sustrato. Formas de trabajo: Polvos pre-depositados Alimentación
FORMACIÓN EN INSPECCIÓN DE SOLDADURA. Procesos de Corte
 Oxi-Corte En este proceso la separación o remoción de material es debida a la reacción química del oxígeno con el metal a temperatura elevada. Los óxidos resultantes, por tener menor punto de fusión que
Oxi-Corte En este proceso la separación o remoción de material es debida a la reacción química del oxígeno con el metal a temperatura elevada. Los óxidos resultantes, por tener menor punto de fusión que
INDICE. Prologo del editor
 INDICE Prologo del editor V Prologo VII 1. Morfologia de los Procesos 1 1.1. Introduccion 1 1.2. Estructura básica de los procesos de manufactura 1 1.2.1. Modelo general de los procesos 2 1.2.2. Estructura
INDICE Prologo del editor V Prologo VII 1. Morfologia de los Procesos 1 1.1. Introduccion 1 1.2. Estructura básica de los procesos de manufactura 1 1.2.1. Modelo general de los procesos 2 1.2.2. Estructura
MD. Julio Alberto Aguilar Schafer
 3-PULVOMETLÚRGIA MD. Julio Alberto Aguilar Schafer Características fundamentales Forma Composición Tamaño Distribución Porosidad Microestructura Características Características secundarias Densidad Superficie
3-PULVOMETLÚRGIA MD. Julio Alberto Aguilar Schafer Características fundamentales Forma Composición Tamaño Distribución Porosidad Microestructura Características Características secundarias Densidad Superficie
VERDADERO / FALSO TECNOLOGÍA DE FABRICACIÓN
 VERDADERO / FALSO TECNOLOGÍA DE FABRICACIÓN 1. En colada semicentrífuga las piezas obtenidas pueden presentar heterogeneidad en la densidad a lo largo de la pieza. 2. No es posible realizar un mecanizado
VERDADERO / FALSO TECNOLOGÍA DE FABRICACIÓN 1. En colada semicentrífuga las piezas obtenidas pueden presentar heterogeneidad en la densidad a lo largo de la pieza. 2. No es posible realizar un mecanizado
Trames
 Trames Parque Tecnológico del ITESM CEM Carretera al Lago de Guadalupe Km. 3.5 Atizapán de Zaragoza C.P. 54766 Estado de México Tel. 55 5864-5668 / 5864-5555 Ext. 6159 www.trames.com.mx Trames NITRURACIÓN,
Trames Parque Tecnológico del ITESM CEM Carretera al Lago de Guadalupe Km. 3.5 Atizapán de Zaragoza C.P. 54766 Estado de México Tel. 55 5864-5668 / 5864-5555 Ext. 6159 www.trames.com.mx Trames NITRURACIÓN,
Tabla 5: Mecanizado de silicio. Reducción del espesor de la oblea, taladrado y corte del silicio.
 Anexo C Anexo C: Micromecanizado por Introducción Conceptos básicos de la tecnología Tipos de Óptica concentradora Láser pulsados y continuos Aplicaciones de la tecnología de mecanizado Índice de tablas:
Anexo C Anexo C: Micromecanizado por Introducción Conceptos básicos de la tecnología Tipos de Óptica concentradora Láser pulsados y continuos Aplicaciones de la tecnología de mecanizado Índice de tablas:
Curso CFR Pontevedra Miguel A. Gago Solla SOLDEO OXIGÁS.
 SOLDEO OXIGÁS. Descripción del proceso: Es un proceso de soldeo por fusión, que utiliza el calor producido por una llama, obtenida por la combustión de un gas combustible y un gas comburente, para fundir
SOLDEO OXIGÁS. Descripción del proceso: Es un proceso de soldeo por fusión, que utiliza el calor producido por una llama, obtenida por la combustión de un gas combustible y un gas comburente, para fundir
SOLDADURA TIG OBJETIVOS CONTENIDOS 1. Introducción 2. Obtención de los Productos Metálicos
 SOLDADURA TIG OBJETIVOS Aprender la teoría y la técnica para realizar soldaduras TIG Describir la constitución de un sistema de soldadura TIG. Describir el funcionamiento de los componentes del sistema,
SOLDADURA TIG OBJETIVOS Aprender la teoría y la técnica para realizar soldaduras TIG Describir la constitución de un sistema de soldadura TIG. Describir el funcionamiento de los componentes del sistema,
SOLDADURA DE ACEROS INOXIDABLES
 Modalidad: ON-LINE DURACIÓN: 60 horas SOLDADURA DE ACEROS INOXIDABLES CONTENIDOS Parte 1 Introducción Soldadura común Presentación Introducción Tecnologías de unión Clasificación de los Procesos de Soldeo
Modalidad: ON-LINE DURACIÓN: 60 horas SOLDADURA DE ACEROS INOXIDABLES CONTENIDOS Parte 1 Introducción Soldadura común Presentación Introducción Tecnologías de unión Clasificación de los Procesos de Soldeo
Soldeo por Arco con electrodos revestidos. Curso CFR Pontevedra Miguel A. Gago Solla
 Soldeo por Arco con electrodos revestidos. Soldadura por Arco Manual El soldeo por Arco Manual o SMAW, se define como el proceso en el que se unen dos metales mediante una fusión localizada, producida
Soldeo por Arco con electrodos revestidos. Soldadura por Arco Manual El soldeo por Arco Manual o SMAW, se define como el proceso en el que se unen dos metales mediante una fusión localizada, producida
PROPIEDADES DEL NÍQUEL QUÍMICO
 PROPIEDADES DEL NÍQUEL QUÍMICO Enthone España, S.A. Carlos Pertegaz La utilización del recubrimiento de níquel químico más fósforo es ampliamente conocida debido a su excelente comportamiento a la corrosión
PROPIEDADES DEL NÍQUEL QUÍMICO Enthone España, S.A. Carlos Pertegaz La utilización del recubrimiento de níquel químico más fósforo es ampliamente conocida debido a su excelente comportamiento a la corrosión
Título: Nitruración láser en una aleación TiAl. Caracterización microestructural y estudio tribológico sobre las capas obtenidas.
 Título: Nitruración láser en una aleación TiAl. Caracterización microestructural y estudio tribológico sobre las capas obtenidas. Autores: F. Zubiri (1), F. Garciandía (1), N. Harlan (2), G. Pérez (3),
Título: Nitruración láser en una aleación TiAl. Caracterización microestructural y estudio tribológico sobre las capas obtenidas. Autores: F. Zubiri (1), F. Garciandía (1), N. Harlan (2), G. Pérez (3),
INTRODUCCION. Piense en HSS
 INTRODUCCION Piense en HSS INDICE METALURGIA DEL HSS 2 Excelente resistencia 3 Un filo de corte vivo 4 Herramientas seguras y de confianza Elementos de aleación 6 La influencia de los elementos de aleación
INTRODUCCION Piense en HSS INDICE METALURGIA DEL HSS 2 Excelente resistencia 3 Un filo de corte vivo 4 Herramientas seguras y de confianza Elementos de aleación 6 La influencia de los elementos de aleación
6.1. EFECTO DE LA PRESIÓN DE COMPACTACIÓN
 6.-Conclusiones Aleaciones de Al A.M. 10 h + 5% Al12Si < 45 µm A la vista de las observaciones y de los resultados obtenidos, así como de los estudios comparativos con datos e ideas halladas en la bibliografía,
6.-Conclusiones Aleaciones de Al A.M. 10 h + 5% Al12Si < 45 µm A la vista de las observaciones y de los resultados obtenidos, así como de los estudios comparativos con datos e ideas halladas en la bibliografía,
METALES EXPUESTOS ALTAS Y BAJAS TEMPERATURAS.
 METALES EXPUESTOS A ALTAS Y BAJAS TEMPERATURAS. Los términos alta y baja temperatura son relativos a nuestro medio natural. La que se considera una alta temperatura para metales de bajo punto de fusión
METALES EXPUESTOS A ALTAS Y BAJAS TEMPERATURAS. Los términos alta y baja temperatura son relativos a nuestro medio natural. La que se considera una alta temperatura para metales de bajo punto de fusión
TEMA XII ALEACIONES METÁLICAS PARA USO ODONTOLÓGICO
 TEMA XII ALEACIONES METÁLICAS PARA USO ODONTOLÓGICO Juan Carlos Pérez Calvo María Teresa Ruiz Navas Alberto de la Trinidad Forcén Baez Ildefono Serrano Belmonte 1 Aleación Sustancia compuesta por dos o
TEMA XII ALEACIONES METÁLICAS PARA USO ODONTOLÓGICO Juan Carlos Pérez Calvo María Teresa Ruiz Navas Alberto de la Trinidad Forcén Baez Ildefono Serrano Belmonte 1 Aleación Sustancia compuesta por dos o
HYDROTECH IK MR. Tecnología de Rociado Térmico para la Protección Antidesgaste de Componentes en Centrales Hidroeléctricas
 HYDROTECH IK MR Tecnología de Rociado Térmico para la Protección Antidesgaste de Componentes en Centrales Hidroeléctricas QUE SON LOS RECUBRIMIENTOS? Aplicación de la ciencia de los materiales para combatir
HYDROTECH IK MR Tecnología de Rociado Térmico para la Protección Antidesgaste de Componentes en Centrales Hidroeléctricas QUE SON LOS RECUBRIMIENTOS? Aplicación de la ciencia de los materiales para combatir
SOLDADURA MIG MAG OBJETIVOS CONTENIDOS Parte 1 Introducción Parte 2 Obtención de los Productos Metálicos
 SOLDADURA MIG MAG OBJETIVOS Aprender la teoría y la técnica para realizar soldaduras MIG-TAG Describir la constitución de un sistema de soldadura MIG-TAG. Describir el funcionamiento de los componentes
SOLDADURA MIG MAG OBJETIVOS Aprender la teoría y la técnica para realizar soldaduras MIG-TAG Describir la constitución de un sistema de soldadura MIG-TAG. Describir el funcionamiento de los componentes
Soldadura: Fundamentos
 Ingeniería de los Sistemas de Producción Soldadura: Fundamentos Rosendo Zamora Pedreño Dpto. Ingeniería de Materiales y Fabricación rosendo.zamora@upct.es Índice Fundamentos de Soldadura 1. Introducción
Ingeniería de los Sistemas de Producción Soldadura: Fundamentos Rosendo Zamora Pedreño Dpto. Ingeniería de Materiales y Fabricación rosendo.zamora@upct.es Índice Fundamentos de Soldadura 1. Introducción
UNIVERSIDAD DON BOSCO FACULTAD DE ESTUDIOS TECNOLÓGICOS COORDINACIÓN DE ELÉCTRICA Y MECÁNICA
 UNIVERSIDAD DON BOSCO FACULTAD DE ESTUDIOS TECNOLÓGICOS COORDINACIÓN DE ELÉCTRICA Y MECÁNICA GUIA DE LABORATORIO # 2 CICLO: 02-2015 Nombre de la Práctica: Métodos de depósito y tipos de uniones Lugar de
UNIVERSIDAD DON BOSCO FACULTAD DE ESTUDIOS TECNOLÓGICOS COORDINACIÓN DE ELÉCTRICA Y MECÁNICA GUIA DE LABORATORIO # 2 CICLO: 02-2015 Nombre de la Práctica: Métodos de depósito y tipos de uniones Lugar de
PROGRAMA DE ESTÍMULOS A LA INNOVACIÓN
 FICHA PÚBLICA DEL PROYECTO: 220406 TÍTULO DEL PROYECTO: Desarrollo de un recubrimiento bimetálico para metales de bancada y biela destinado a mejorar su desempeño tribológico y en fatiga EMPRESA BENEFICIADA:
FICHA PÚBLICA DEL PROYECTO: 220406 TÍTULO DEL PROYECTO: Desarrollo de un recubrimiento bimetálico para metales de bancada y biela destinado a mejorar su desempeño tribológico y en fatiga EMPRESA BENEFICIADA:
CORRAX. Acero inoxidable de temple por precipitación
 Acero inoxidable de temple por precipitación Los datos que contiene éste impreso están basados en nuestros conocimientos actuales, y tienen por objeto dar una información general sobre nuestros productos
Acero inoxidable de temple por precipitación Los datos que contiene éste impreso están basados en nuestros conocimientos actuales, y tienen por objeto dar una información general sobre nuestros productos
Célula automatizada de recuperación de álabes de aviación. 28 BIEMH. Jornadas técnicas sobre fabricación aditiva
 Célula automatizada de recuperación de álabes de aviación 28 BIEMH. Jornadas técnicas sobre fabricación aditiva 03/06/2014 1 Índice Qué es? Estado del arte Diseño y dimensionamiento Funcionamiento de la
Célula automatizada de recuperación de álabes de aviación 28 BIEMH. Jornadas técnicas sobre fabricación aditiva 03/06/2014 1 Índice Qué es? Estado del arte Diseño y dimensionamiento Funcionamiento de la
SOLDADURA ELÉCTRICA OBJETIVOS
 OBJETIVOS SOLDADURA ELÉCTRICA Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco Describir la constitución de un sistema de soldadura eléctrica
OBJETIVOS SOLDADURA ELÉCTRICA Aprender la teoría y la técnica para realizar soldaduras con el procedimiento de soldadura eléctrica con arco Describir la constitución de un sistema de soldadura eléctrica
INDICE. XIII Acera del autor. XVII Sistema de unidades y símbolos usados en este texto
 INDICE Prefacio XIII Acera del autor XVII Sistema de unidades y símbolos usados en este texto XVIII 1 Introducción 1 1.1. Qué es manufactura? 3 1.2. los materiales en la manufactura 9 1.3. Procesos de
INDICE Prefacio XIII Acera del autor XVII Sistema de unidades y símbolos usados en este texto XVIII 1 Introducción 1 1.1. Qué es manufactura? 3 1.2. los materiales en la manufactura 9 1.3. Procesos de
SOLDADURA MAG. Argón (Ar) Dióxido de carbono (CO 2
 Dióxido de carbono (CO 2") GASES DE SLDADURA El proceso de soldadura y el gas adecuado van de la mano. Como método de unión, la soldadura se ha utilizado por siglos. Actualmente se utilizan aproximadamente 100 métodos de soldadura
GASES DE SLDADURA El proceso de soldadura y el gas adecuado van de la mano. Como método de unión, la soldadura se ha utilizado por siglos. Actualmente se utilizan aproximadamente 100 métodos de soldadura
VERDADERO/FALSO Y TIPO TEST
 El empleo de fase líquida durante la sinterización favorece la densificación y, por tanto, facilita el control dimensional. El empleo de moldes de arena en colada evita la utilización de mazarotas al tratarse
El empleo de fase líquida durante la sinterización favorece la densificación y, por tanto, facilita el control dimensional. El empleo de moldes de arena en colada evita la utilización de mazarotas al tratarse
INDICE 1 Introducción y panorama de la manufactura Parte I Propiedades de los materiales y atributos del producto 2 La naturaleza de los materiales
 INDICE 1 Introducción y panorama de la manufactura 1 1.1. Qué es la manufactura? 2 1.2. los materiales en la manufactura 8 1.3. Procesos de manufactura 10 1.4. Sistemas de producción 17 1.5. organización
INDICE 1 Introducción y panorama de la manufactura 1 1.1. Qué es la manufactura? 2 1.2. los materiales en la manufactura 8 1.3. Procesos de manufactura 10 1.4. Sistemas de producción 17 1.5. organización
11 Número de publicación: Número de solicitud: U Int. Cl. 7 : B28B 3/ Solicitante/s: MACER S.L.
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 06 469 21 Número de solicitud: U 027 1 Int. Cl. 7 : B28B 3/02 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 06 469 21 Número de solicitud: U 027 1 Int. Cl. 7 : B28B 3/02 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
Consulte nuestra página web: En ella encontrará el catálogo completo y comentado
 Ensayos físicos Consulte nuestra página web: www.sintesis.com En ella encontrará el catálogo completo y comentado Ensayos físicos Xoán Carlos Rodríguez García Xoán Carlos Rodríguez García EDITORIAL SÍNTESIS,
Ensayos físicos Consulte nuestra página web: www.sintesis.com En ella encontrará el catálogo completo y comentado Ensayos físicos Xoán Carlos Rodríguez García Xoán Carlos Rodríguez García EDITORIAL SÍNTESIS,
Operaciones Industriales
 SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL administradores industriales Operaciones Industriales OPERACIONES MECANIZADAS Ing. LUIS GOMEZ QUISPE Objetivo: Identificación de las operaciones
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL administradores industriales Operaciones Industriales OPERACIONES MECANIZADAS Ing. LUIS GOMEZ QUISPE Objetivo: Identificación de las operaciones
Recubrimientos superficiales. Una solución n factible
 Recubrimientos superficiales mediante Proyección n TérmicaT Una solución n factible Gijón, 11 Noviembre 2010 David González López ÍNDICE Índice Introducción Introducción a las tecnologías de Proyección
Recubrimientos superficiales mediante Proyección n TérmicaT Una solución n factible Gijón, 11 Noviembre 2010 David González López ÍNDICE Índice Introducción Introducción a las tecnologías de Proyección
NITROCARBURACIÓN ANTIDESGATE Y ANTICORROSIÓN
 Tratamientos Térmicos Trav. Mercadillo, 36, 48960 GALDAKAO (VIZCAYA) BILBAINA DE TRATAMIENTOS, S.L. Tfno - 944 562 512 Fax : 944 562 554 www.biltra.com comercial@biltra.com NITROCARBURACIÓN NC+OXI ANTIDESGATE
Tratamientos Térmicos Trav. Mercadillo, 36, 48960 GALDAKAO (VIZCAYA) BILBAINA DE TRATAMIENTOS, S.L. Tfno - 944 562 512 Fax : 944 562 554 www.biltra.com comercial@biltra.com NITROCARBURACIÓN NC+OXI ANTIDESGATE
CIDEAD. TECNOLOGÍA INDUSTRIAL I. 3ª EVALUACIÓN. Tema 23.- Conformación por moldeo
 Desarrollo del tema : 1. Introducción. 2. Conformación por moldeado. 3. Conformación por moldeo : lingoteras. 4. Conformación por moldeo : contínuo. 5. Conformación por moldeo : en moldes 1 1. Introducción.
Desarrollo del tema : 1. Introducción. 2. Conformación por moldeado. 3. Conformación por moldeo : lingoteras. 4. Conformación por moldeo : contínuo. 5. Conformación por moldeo : en moldes 1 1. Introducción.
Laboratorio de Plasmas de Microondas y Ablación Láser. Departamento de Física Instituto Nacional de Investigaciones Nucleares. Luis Escobar Alarcón
 Laboratorio de Plasmas de Microondas y Ablación Láser Departamento de Física Instituto Nacional de Investigaciones Nucleares Luis Escobar Alarcón El laboratorio Infraestructura Ablación láser Nanopartículas
Laboratorio de Plasmas de Microondas y Ablación Láser Departamento de Física Instituto Nacional de Investigaciones Nucleares Luis Escobar Alarcón El laboratorio Infraestructura Ablación láser Nanopartículas
Tema 9. Otros métodos y aplicaciones
 Tema 9. Otros métodos y aplicaciones Contenido 1. Introducción a los tratamientos mecánicos superficiales... 2 2. Granallado (shot peening)... 2 A. Tecnología... 2 B. Propiedades que mejora... 6 C. Parámetros
Tema 9. Otros métodos y aplicaciones Contenido 1. Introducción a los tratamientos mecánicos superficiales... 2 2. Granallado (shot peening)... 2 A. Tecnología... 2 B. Propiedades que mejora... 6 C. Parámetros
Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas
 Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas reflejada por bajos valores de dureza, produciendo mayor
Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas reflejada por bajos valores de dureza, produciendo mayor
SOLADADURA OXIACETILENICA
 SOLDAR Es la acción de unir piezas de igual o distinta naturaleza, en la que su adherencia se produce por aporte de calor a una temperatura adecuada, con aplicación de presión o sin ella y con adición
SOLDAR Es la acción de unir piezas de igual o distinta naturaleza, en la que su adherencia se produce por aporte de calor a una temperatura adecuada, con aplicación de presión o sin ella y con adición
ANCLAJES. revestimiento refractario
 ANCLAJES revestimiento refractario INTRODUCCIÓN En este apartado usted encontrará anclajes refractarios en una amplia gama de estilos. Si prefiere anclajes especiales o pedidos a medida, por favor envíenos
ANCLAJES revestimiento refractario INTRODUCCIÓN En este apartado usted encontrará anclajes refractarios en una amplia gama de estilos. Si prefiere anclajes especiales o pedidos a medida, por favor envíenos
 UF1673 BERNABÉ JIMÉNEZ PADILLA INGENIERO MECÁNICO Máster en Mantenimiento Industrial ARQUITECTO TÉCNICO - Máster en Prevención de Riesgos Laborales CAPÍTULO 1 SIMBOLOGÍA EN SOLDADURA 2. TIPOS DE SOLDADURAS
UF1673 BERNABÉ JIMÉNEZ PADILLA INGENIERO MECÁNICO Máster en Mantenimiento Industrial ARQUITECTO TÉCNICO - Máster en Prevención de Riesgos Laborales CAPÍTULO 1 SIMBOLOGÍA EN SOLDADURA 2. TIPOS DE SOLDADURAS
Qué se busca al restaurar?
 Aleaciones Qué se busca al restaurar? Estética y función Devolver la armonía óptica Devolver la forma anatómica Evitar la formación de nuevas lesiones Restablecer el comportamiento biomecánico Qué se busca
Aleaciones Qué se busca al restaurar? Estética y función Devolver la armonía óptica Devolver la forma anatómica Evitar la formación de nuevas lesiones Restablecer el comportamiento biomecánico Qué se busca
Aleaciones no ferrosas COBRE Y SUS ALEACIONES
 Aleaciones no ferrosas COBRE Y SUS ALEACIONES El cobre y las aleaciones basadas en el cobre poseen combinaciones de propiedades físicas convenientes y se utilizan en gran variedad de aplicaciones desde
Aleaciones no ferrosas COBRE Y SUS ALEACIONES El cobre y las aleaciones basadas en el cobre poseen combinaciones de propiedades físicas convenientes y se utilizan en gran variedad de aplicaciones desde
SLM Retos y tendencias D. Pedro Álvarez
 SLM Retos y tendencias D. Pedro Álvarez 28 BIEMH, Barakaldo, 3 de Junio de 2014 CONTENIDO IK4-LORTEK: Fabricación Aditiva Tecnología SLM Retos y tendencias (vectores de innovación) 2 IK4-LORTEK: Fabricación
SLM Retos y tendencias D. Pedro Álvarez 28 BIEMH, Barakaldo, 3 de Junio de 2014 CONTENIDO IK4-LORTEK: Fabricación Aditiva Tecnología SLM Retos y tendencias (vectores de innovación) 2 IK4-LORTEK: Fabricación
Se utiliza para fijaciones donde exista un avellanado previo. Uso exclusivo para utilización de llaves fijas, de tubo y de estrella.
 TIPOS DE CABEZA Mejor respecto a la cabeza redonda tanto en agarre como en apriete. Se combina con todo tipo de mortajas. Añade a las ventajas de la cabeza alomada el llevar incorporada una arandela lo
TIPOS DE CABEZA Mejor respecto a la cabeza redonda tanto en agarre como en apriete. Se combina con todo tipo de mortajas. Añade a las ventajas de la cabeza alomada el llevar incorporada una arandela lo
PROCESADO LÁSER DE ALTA POTENCIA: SOLDADURA, TEMPLE Y LÁSER CLADDING. Workshop Soluciones Fotónicas para la Siderurgia
 PROCESADO LÁSER DE ALTA POTENCIA: SOLDADURA, TEMPLE Y LÁSER CLADDING Workshop Soluciones Fotónicas para la Siderurgia Evolución de la empresa desde su fundación en 2007 INTEGRACION DE CELULAS LASER CLADDING
PROCESADO LÁSER DE ALTA POTENCIA: SOLDADURA, TEMPLE Y LÁSER CLADDING Workshop Soluciones Fotónicas para la Siderurgia Evolución de la empresa desde su fundación en 2007 INTEGRACION DE CELULAS LASER CLADDING
TÉCNICAS DE MECANIZADO NO CONVENCIONALES
 TÉCNICAS DE MECANIZADO NO CONVENCIONALES Son técnicas empleadas para mecanizar materiales muy duros [superiores a 400 Hb], para piezas con geometrías complejas en las que existan ángulos cerrados, para
TÉCNICAS DE MECANIZADO NO CONVENCIONALES Son técnicas empleadas para mecanizar materiales muy duros [superiores a 400 Hb], para piezas con geometrías complejas en las que existan ángulos cerrados, para
13. SINTERIZADO PULVIMETALURGIA CARACTERÍSTICAS CARACTERIZACÓN DE POLVOS PROPIEDADES DE LA MASA DE POLVOS
 13. SINTERIZADO 1 Materiales I 13/14 ÍNDICE CARACTERÍSTICAS CARACTERIZACÓN DE POLVOS PROPIEDADES DE LA MASA DE POLVOS COMPRESIBILIDAD RESISTENCIA EN VERDE SINTERABILIDAD COMPACTACIÓN DE POLVOS METÁLICOS
13. SINTERIZADO 1 Materiales I 13/14 ÍNDICE CARACTERÍSTICAS CARACTERIZACÓN DE POLVOS PROPIEDADES DE LA MASA DE POLVOS COMPRESIBILIDAD RESISTENCIA EN VERDE SINTERABILIDAD COMPACTACIÓN DE POLVOS METÁLICOS
TMCOMAS. Ingeniería de Superficies
 TMCOMAS Ingeniería de Superficies INGENIERÍA DE SUPERFICIES Objetivo: modificar las propiedades superficiales de la pieza sin alterar sus propiedades estructurales para obtener mejores propiedades frente
TMCOMAS Ingeniería de Superficies INGENIERÍA DE SUPERFICIES Objetivo: modificar las propiedades superficiales de la pieza sin alterar sus propiedades estructurales para obtener mejores propiedades frente
Estudio comparativo de Costo-Rendimiento entre Granalla de Acero y Escoria
 INFORMES TECNICOS Estudio comparativo de Costo-Rendimiento entre Granalla de Acero y Escoria Para usos en procesos de granallado, limpieza y terminación superficial. En esta nota se compara la utilización
INFORMES TECNICOS Estudio comparativo de Costo-Rendimiento entre Granalla de Acero y Escoria Para usos en procesos de granallado, limpieza y terminación superficial. En esta nota se compara la utilización
Tratamientos superficiales - Materiales Aeronáuticos
 Muchas piezas pueden ser tratadas superficialmente con el objeto de protegerlas de la corrosión u otorgarles propiedades de dureza o resistencia al desgaste a ciertas necesidades. En muchos casos éstos
Muchas piezas pueden ser tratadas superficialmente con el objeto de protegerlas de la corrosión u otorgarles propiedades de dureza o resistencia al desgaste a ciertas necesidades. En muchos casos éstos
SOLDADOR DE ESTRUCTURAS METÁLICAS PESADAS
 SOLDADOR DE ESTRUCTURAS METÁLICAS PESADAS CONTENIDOS Tecnología y normativa en soldadura y corte Características del metal de aportación en soldadura. Conocimiento de la norma UNE 14003. Simbolización
SOLDADOR DE ESTRUCTURAS METÁLICAS PESADAS CONTENIDOS Tecnología y normativa en soldadura y corte Características del metal de aportación en soldadura. Conocimiento de la norma UNE 14003. Simbolización
FCEIA-UNR C7 Materiales
 1.Introducción a la Ciencia e Ingeniería de los Materiales Que son los materiales? Materia: Aquello de que una cosa está hecha; sustancia extensa, divisible, impenetrable e inerte, susceptible de toda
1.Introducción a la Ciencia e Ingeniería de los Materiales Que son los materiales? Materia: Aquello de que una cosa está hecha; sustancia extensa, divisible, impenetrable e inerte, susceptible de toda
LA DIFERENCIA EXISTE. Mejores piezas. Mejor disponibilidad. No todas las piezas se crean de igual forma. Una mejor garantía que funciona bien.
 No todas las piezas se crean de igual forma. Mejores piezas. Mejor disponibilidad. Una mejor garantía que funciona bien. Con frecuencia, lo que no está a la vista es lo que marca la diferencia. Los componentes
No todas las piezas se crean de igual forma. Mejores piezas. Mejor disponibilidad. Una mejor garantía que funciona bien. Con frecuencia, lo que no está a la vista es lo que marca la diferencia. Los componentes
ThyssenKrupp Aceros y Servicios S.A.
 Aceros para herramientas Normas Nombre AISI W. Nr. DIN Trabajo en frío THYRODUR 2379 D2 1.2379 X155CrVMo12-1 Aplicaciones Acero para corte de alto rendimiento y estable dimensionalmente, se utiliza para
Aceros para herramientas Normas Nombre AISI W. Nr. DIN Trabajo en frío THYRODUR 2379 D2 1.2379 X155CrVMo12-1 Aplicaciones Acero para corte de alto rendimiento y estable dimensionalmente, se utiliza para
DEPARTAMENTO DE SERVICIOS INDUSTRIALES DE OASA
 DEPARTAMENTO DE SERVICIOS INDUSTRIALES DE OASA 1. ASESORIAS 2. INSPECCIONES 3. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS EN SOLDADUR 4. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS DE SEGURIDAD EN LA SOLDADURA
DEPARTAMENTO DE SERVICIOS INDUSTRIALES DE OASA 1. ASESORIAS 2. INSPECCIONES 3. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS EN SOLDADUR 4. IMPARTICION DE CURSOS Y/O ENTRENAMIENTOS DE SEGURIDAD EN LA SOLDADURA
ÍNDICE 12. CONFORMADO POR DEFORMACIÓN PLÁSTICA MATERIALES 13/14
 12. PLÁSTICA 1 MATERIALES 13/14 ÍNDICE Introducción: conceptos Deformación plástica: PROCESOS Laminación Forja Extrusión Trefilado / Estirado 2 INTRODUCCIÓN: CONCEPTOS 3 Fenómenos Microestructurales: Movimientos
12. PLÁSTICA 1 MATERIALES 13/14 ÍNDICE Introducción: conceptos Deformación plástica: PROCESOS Laminación Forja Extrusión Trefilado / Estirado 2 INTRODUCCIÓN: CONCEPTOS 3 Fenómenos Microestructurales: Movimientos
INDICE Prefacio 1. Introducción 2. Manufactura del hierro, acero y metales no ferrosos 3. Pruebas de los materiales de ingeniería
 INDICE Prefacio XVII 1. Introducción Propósito de este libro 1 Preparación para la manufactura 3 2. Manufactura del hierro, acero y metales no ferrosos Hierro, acero y potencia 8 Manufactura del hierro
INDICE Prefacio XVII 1. Introducción Propósito de este libro 1 Preparación para la manufactura 3 2. Manufactura del hierro, acero y metales no ferrosos Hierro, acero y potencia 8 Manufactura del hierro
Materiales y su aplicación. Clasificación de los materiales La manera más general de clasificación de los materiales es la siguiente:
 Materiales y su aplicación Clasificación de los materiales La manera más general de clasificación de los materiales es la siguiente: Metálicos Ferrosos Los principales productos representantes de los materiales
Materiales y su aplicación Clasificación de los materiales La manera más general de clasificación de los materiales es la siguiente: Metálicos Ferrosos Los principales productos representantes de los materiales
The Shot Peener s Corner
 es una colaboración entre ELECTRONICS INC. e IPAR-BLAST, S.L. Cada artículo, es una traducción del reportaje más destacado de la revista THE SHOT PEENER. ELECTRONICS INC. es lider mundial en formación
es una colaboración entre ELECTRONICS INC. e IPAR-BLAST, S.L. Cada artículo, es una traducción del reportaje más destacado de la revista THE SHOT PEENER. ELECTRONICS INC. es lider mundial en formación
Equipment Welding machine
 Equipment Welding machine quasar Facilidad de utilización y rapidez son las principales características que los aparatos Quasar de Zhermack ofrecen en el campo de la soldadura. Quasar y Quasar Plus aprovechan
Equipment Welding machine quasar Facilidad de utilización y rapidez son las principales características que los aparatos Quasar de Zhermack ofrecen en el campo de la soldadura. Quasar y Quasar Plus aprovechan
 Tecnología Industrial. Septiembre 2014. Opción A. Cuestión 1. Datos: probeta de sección cuadrada. lado=2cm longitud=25cm Δl= 2,5 10-3 cm carga= 10000N comportamiento elástico. tensión de rotura= 130 MPa
Tecnología Industrial. Septiembre 2014. Opción A. Cuestión 1. Datos: probeta de sección cuadrada. lado=2cm longitud=25cm Δl= 2,5 10-3 cm carga= 10000N comportamiento elástico. tensión de rotura= 130 MPa
REPASO SOLDADURA LO QUE NO DEBEMOS OLVIDAR LOS SOLDADORES
 REPASO SOLDADURA LO QUE NO DEBEMOS OLVIDAR LOS SOLDADORES Soldadura por Arco Eléctrico Características del Arco Eléctrico Temperatura: El arco eléctrico permite alcanzar temperaturas superiores a los 5500
REPASO SOLDADURA LO QUE NO DEBEMOS OLVIDAR LOS SOLDADORES Soldadura por Arco Eléctrico Características del Arco Eléctrico Temperatura: El arco eléctrico permite alcanzar temperaturas superiores a los 5500
Materiales. Examen Final (28/06/2011) PARTE I: Seleccione la respuesta correcta. 0.2 p c/u. Una respuesta incorrecta elimina una correcta.
 PARTE I: Seleccione la respuesta correcta. 0.2 p c/u. Una respuesta incorrecta elimina una correcta.") Nombre: Materiales. Examen Final (28/06/2011) Grupo/profesor: PARTE I: Seleccione la respuesta correcta. 0.2 p c/u. Una respuesta incorrecta elimina una correcta. 1) Un material ferromagnético puede presentar
Nombre: Materiales. Examen Final (28/06/2011) Grupo/profesor: PARTE I: Seleccione la respuesta correcta. 0.2 p c/u. Una respuesta incorrecta elimina una correcta. 1) Un material ferromagnético puede presentar
FICHA TÉCNICA DEL ACERO INOXIDABLE
 FICHA TÉCNICA DEL ACERO INOXIDABLE TABLA DE CARACTERÍSTICAS TÉCNICAS DEL ACERO INOXIDABLE DESIGNACIÓN FÍSICAS ELÉCTRICAS MECÁNICAS A 20C MECÁNICAS EN CALIENTE TRATAMIENT. TÉRMICOS OTRAS Acero al Cromo
FICHA TÉCNICA DEL ACERO INOXIDABLE TABLA DE CARACTERÍSTICAS TÉCNICAS DEL ACERO INOXIDABLE DESIGNACIÓN FÍSICAS ELÉCTRICAS MECÁNICAS A 20C MECÁNICAS EN CALIENTE TRATAMIENT. TÉRMICOS OTRAS Acero al Cromo
Radiadores de aluminio inyectado El nuevo tapón a fusión termoeléctrica
 Radiadores de aluminio inyectado El nuevo tapón a fusión termoeléctrica ES Fase 3 Fase 4 Fase 1 ELEMENTOS SIN ELABORAR Fase 2 ELEMENTOS ELABORADOS LAVADO Y TRATAMIENTO QUÍMICO DE LAS SUPERFICIES ELEMENTOS
Radiadores de aluminio inyectado El nuevo tapón a fusión termoeléctrica ES Fase 3 Fase 4 Fase 1 ELEMENTOS SIN ELABORAR Fase 2 ELEMENTOS ELABORADOS LAVADO Y TRATAMIENTO QUÍMICO DE LAS SUPERFICIES ELEMENTOS
1.- DATOS DE LA ASIGNATURA. Nombre de la asignatura: Conformado de Metales. Carrera: Ingeniería en Materiales. Clave de la asignatura: MAM 0505
 1.- DATOS DE LA ASIGNATURA Nombre de la asignatura: Carrera: Clave de la asignatura: Horas teoría-horas práctica-créditos: Conformado de Metales Ingeniería en Materiales MAM 0505 3 2 8 2.- HISTORIA DEL
1.- DATOS DE LA ASIGNATURA Nombre de la asignatura: Carrera: Clave de la asignatura: Horas teoría-horas práctica-créditos: Conformado de Metales Ingeniería en Materiales MAM 0505 3 2 8 2.- HISTORIA DEL
Análisis de la Influencia de los Parámetros Operacionales en Recubrimientos Superficiales Asistidos por Láser de Acero AISI 431 sobre Acero al Carbono
 nálisis de la Influencia de los Parámetros Operacionales en Recubrimientos Superficiales sistidos por Láser de cero ISI 431 sobre cero al Carbono M. Blasco (1),.García-Beltrán (2), J.. Porro (1), M. Morales
nálisis de la Influencia de los Parámetros Operacionales en Recubrimientos Superficiales sistidos por Láser de cero ISI 431 sobre cero al Carbono M. Blasco (1),.García-Beltrán (2), J.. Porro (1), M. Morales
1. Formación de núcleos estables en el fundido. ( Nucleacion ).
.") PROPIEDADES DE LOS MATERIALES. UNIDAD. IMPERFECCIONES EN SOLIDOS. Proceso de Solidificación. Es un proceso físico que consiste en el cambio de estado de materia de líquido a solido producido por la disminución
PROPIEDADES DE LOS MATERIALES. UNIDAD. IMPERFECCIONES EN SOLIDOS. Proceso de Solidificación. Es un proceso físico que consiste en el cambio de estado de materia de líquido a solido producido por la disminución
MECANISMO DE ENDURECIMIENTO POR DISPERSIÓN DE MATERIALES COMPUESTOS GRUPO 6 BÁRBARA CONDE HERRERA NATALIA PAREDES LÓPEZ COVADONGA TRENADO RUIZ
 MECANISMO DE POR DISPERSIÓN DE MATERIALES COMPUESTOS GRUPO 6 BÁRBARA CONDE HERRERA NATALIA PAREDES LÓPEZ COVADONGA TRENADO RUIZ ÍNDICE 1. GENERALIDADES 2. MATERIALES COMPUESTOS PARTICULADOS 3. MÉTODOS
MECANISMO DE POR DISPERSIÓN DE MATERIALES COMPUESTOS GRUPO 6 BÁRBARA CONDE HERRERA NATALIA PAREDES LÓPEZ COVADONGA TRENADO RUIZ ÍNDICE 1. GENERALIDADES 2. MATERIALES COMPUESTOS PARTICULADOS 3. MÉTODOS
I TEMA 1.- LA ENERGÍA
 Tecnología Industrial I TEMA 1.- LA ENERGÍA José Antonio Herrera Sánchez I.E.S. Villa de Abarán 1 de 6 TEMA 1.- LA ENERGÍA 1.1.- Introducción En el ámbito de la física y la tecnología se suele definir
Tecnología Industrial I TEMA 1.- LA ENERGÍA José Antonio Herrera Sánchez I.E.S. Villa de Abarán 1 de 6 TEMA 1.- LA ENERGÍA 1.1.- Introducción En el ámbito de la física y la tecnología se suele definir
Conformado de Metales
 1.- DATOS DE LA ASIGNATURA Nombre de la asignatura: Carrera: Clave de la asignatura: Horas teoría-horas práctica-créditos Conformado de Metales Ingeniería en Materiales MAM 0505 3 2 8 2.- HISTORIA DEL
1.- DATOS DE LA ASIGNATURA Nombre de la asignatura: Carrera: Clave de la asignatura: Horas teoría-horas práctica-créditos Conformado de Metales Ingeniería en Materiales MAM 0505 3 2 8 2.- HISTORIA DEL
PLAN DE ESTUDIOS 1996
 Ríos Rosas, 21 28003 MADRID. UNIVERSIDAD POLITÉCNICA DE MADRID ESCUELA TÉCNICA SUPERIOR DE INGENIEROS DE MINAS ------- DEPARTAMENTO DE INGENIERÍA DE MATERIALES PROGRAMA DE LA ASIGNATURA CIENCIA DE LOS
Ríos Rosas, 21 28003 MADRID. UNIVERSIDAD POLITÉCNICA DE MADRID ESCUELA TÉCNICA SUPERIOR DE INGENIEROS DE MINAS ------- DEPARTAMENTO DE INGENIERÍA DE MATERIALES PROGRAMA DE LA ASIGNATURA CIENCIA DE LOS
Discos sistema COMBICLICK lijado y desbaste
 iscos sistema lijado y desbaste Información general PFER presenta un nuevo sistema de fijación rápida y refrigeración patentado para utilizar con discos de soporte fibra en trabajos de desbaste y lijado.
iscos sistema lijado y desbaste Información general PFER presenta un nuevo sistema de fijación rápida y refrigeración patentado para utilizar con discos de soporte fibra en trabajos de desbaste y lijado.
Federico Garcia-Bragado ESTIA-ADDIMADOUR. Características de las tecnologías de fabricación aditiva de gran tamaño en la industria aeronáutica
 Federico Garcia-Bragado ESTIA-ADDIMADOUR Características de las tecnologías de fabricación aditiva de gran tamaño en la industria aeronáutica ADDIMADOUR Fabricación aditiva metálica Fabricación aditiva
Federico Garcia-Bragado ESTIA-ADDIMADOUR Características de las tecnologías de fabricación aditiva de gran tamaño en la industria aeronáutica ADDIMADOUR Fabricación aditiva metálica Fabricación aditiva
DESGASTE DE DADOS (MATRICES) EN EXTRUSIÓN DE ALUMINIO
 EN EXTRUSIÓN DE ALUMINIO") DESGASTE DE DADOS (MATRICES) EN EXTRUSIÓN DE ALUMINIO Composicion quimica del aluminio Par tículas de segunda fase Extrusión de per files Desgaste Composicion quimica del acero Nitruración COMPOSICION
DESGASTE DE DADOS (MATRICES) EN EXTRUSIÓN DE ALUMINIO Composicion quimica del aluminio Par tículas de segunda fase Extrusión de per files Desgaste Composicion quimica del acero Nitruración COMPOSICION
Incremento de la temperatura en las superfices
 8. Análisis de resultados 70 Incremento de la temperatura en las superfices Incremento de la temperatra, θ 60 50 40 30 20 10 0 20 30 40 50 60 70 80 90 Velocidad (rpm) NiCrBSi NiCrBSi + 1% Al2O3 NiCrBSi
8. Análisis de resultados 70 Incremento de la temperatura en las superfices Incremento de la temperatra, θ 60 50 40 30 20 10 0 20 30 40 50 60 70 80 90 Velocidad (rpm) NiCrBSi NiCrBSi + 1% Al2O3 NiCrBSi
CALIFICACIÓN DE LAS SOLDADURA POR RAYOS X.- Una vez vistos los distintos defectos que se pueden presentar en una unión soldada, vamos a intentar el
 CALIFICACIÓN DE LAS SOLDADURA POR RAYOS X.- Una vez vistos los distintos defectos que se pueden presentar en una unión soldada, vamos a intentar el calificarlos por medio de la norma UNE-14011, que tiene
CALIFICACIÓN DE LAS SOLDADURA POR RAYOS X.- Una vez vistos los distintos defectos que se pueden presentar en una unión soldada, vamos a intentar el calificarlos por medio de la norma UNE-14011, que tiene
PROCESOS DE SOLDADURA POR ARCO. Soldadura por Arco Metalico & TIG/GTAW
 PROCESOS DE SOLDADURA POR ARCO Soldadura por Arco Metalico & TIG/GTAW CUADRO DE PROCESOS DE SOLDADURA PROCESO DE SOLDADURA POR ARCO La soldadura es reconocida en todo el mundo como un medio versatil de
PROCESOS DE SOLDADURA POR ARCO Soldadura por Arco Metalico & TIG/GTAW CUADRO DE PROCESOS DE SOLDADURA PROCESO DE SOLDADURA POR ARCO La soldadura es reconocida en todo el mundo como un medio versatil de
11 Número de publicación: Int. Cl. 7 : F16D 69/ Agente: Carpintero López, Francisco
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 202 283 1 Int. Cl. 7 : F16D 69/02 B23K 26/34 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud: 01917013.3 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 202 283 1 Int. Cl. 7 : F16D 69/02 B23K 26/34 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud: 01917013.3 86 Fecha
MATERIALES TERMOPLÁSTICOS EN LA PRODUCCIÓN DE ENVASES ACTIVOS PARA ALIMENTOS
 MATERIALES TERMOPLÁSTICOS EN LA PRODUCCIÓN DE ENVASES ACTIVOS PARA ALIMENTOS JORNADA DE TRANSFERENCIA TECNOLÓGICA: REUNIÓN CIENTÍFICO TÉCNICA SOBRE INVESTIGACIÓN EN ENVASE Y EMBALAJE PARA ALIMENTOS TRANSFORMADOS.
MATERIALES TERMOPLÁSTICOS EN LA PRODUCCIÓN DE ENVASES ACTIVOS PARA ALIMENTOS JORNADA DE TRANSFERENCIA TECNOLÓGICA: REUNIÓN CIENTÍFICO TÉCNICA SOBRE INVESTIGACIÓN EN ENVASE Y EMBALAJE PARA ALIMENTOS TRANSFORMADOS.
La fabricación aditiva para sectores industriales. Manuel Antonio García García
 La fabricación aditiva para sectores industriales Manuel Antonio García García mgg@prodintec.com Información General Fecha de creación: Octubre 2004 Tipo de organización: Entidad privada sin ánimo de lucro
La fabricación aditiva para sectores industriales Manuel Antonio García García mgg@prodintec.com Información General Fecha de creación: Octubre 2004 Tipo de organización: Entidad privada sin ánimo de lucro
Stargold Al: Impulsa la Productividad Soldando Aluminio y sus Aleaciones
 Stargold Al: Impulsa la Productividad Soldando Aluminio y sus Aleaciones El presente catálogo tiene un valor puramente informativo, y recoge el estado actual de conocimientos técnicos sobre la materia.
Stargold Al: Impulsa la Productividad Soldando Aluminio y sus Aleaciones El presente catálogo tiene un valor puramente informativo, y recoge el estado actual de conocimientos técnicos sobre la materia.
Métodos de Maquinado CORTE LÁSER
 Métodos de Maquinado CORTE LÁSER Descripción del Proceso LASER significa Light Amplification by Stimulated Emission of Radiation", en español amplificación de luz mediante emisión estimulada de radiación.
Métodos de Maquinado CORTE LÁSER Descripción del Proceso LASER significa Light Amplification by Stimulated Emission of Radiation", en español amplificación de luz mediante emisión estimulada de radiación.
ThyssenKrupp Aceros y Servicios S.A.
 Aceros para Herramientas Normas Nombre AISI W. Nr. DIN Trabajo en caliente THYROTHERM 2344 EFS/EFS SUPRA H13 1.2344 X40CrMoV51 Aplicaciones Fabricación de herramientas para forja y estampa en caliente
Aceros para Herramientas Normas Nombre AISI W. Nr. DIN Trabajo en caliente THYROTHERM 2344 EFS/EFS SUPRA H13 1.2344 X40CrMoV51 Aplicaciones Fabricación de herramientas para forja y estampa en caliente
Ing. José Carlos López Arenales
 Ing. José Carlos López Arenales Los componentes o artículos manufacturados se pueden producir directamente transformando un polvo del material en la forma final deseada. Se pueden producir económicamente
Ing. José Carlos López Arenales Los componentes o artículos manufacturados se pueden producir directamente transformando un polvo del material en la forma final deseada. Se pueden producir económicamente
PROCESOS DE FABRICACIÓN:
 PROCESOS DE FABRICACIÓN: 1. Conformación por moldeado. 1.1. Tipos de moldeo. 2. Conformación por sinterizado. 3. Conformación por deformación. 3.1. Laminación. 3.2. Estampación. 3.3. Trefilado. 3.4. Extrusión.
PROCESOS DE FABRICACIÓN: 1. Conformación por moldeado. 1.1. Tipos de moldeo. 2. Conformación por sinterizado. 3. Conformación por deformación. 3.1. Laminación. 3.2. Estampación. 3.3. Trefilado. 3.4. Extrusión.
PROBLEMAS TRANSMISIÓN DE CALOR
 PROBLEMAS TRANSMISIÓN DE CALOR CD_1 El muro de una cámara frigorífica de conservación de productos congelados está compuesto por las siguientes capas (de fuera a dentro): - Revoco de cemento de 2 cm de
PROBLEMAS TRANSMISIÓN DE CALOR CD_1 El muro de una cámara frigorífica de conservación de productos congelados está compuesto por las siguientes capas (de fuera a dentro): - Revoco de cemento de 2 cm de
Universidad Nacional de Luján Apellido: Asignatura: Ciencia de Materiales (cod ) Nombre: Segundo parcial 23/11/2017 Nota: Tema B Resultado:
 Nombre: Segundo parcial 23/11/2017 Nota: Tema B Resultado:") Universidad Nacional de Luján Apellido: Asignatura: Ciencia de Materiales (cod. 40140) Nombre: Segundo parcial 23/11/2017 Nota: Tema B Resultado: 1- Por qué un proceso de soldadura por fusión es considerado
Universidad Nacional de Luján Apellido: Asignatura: Ciencia de Materiales (cod. 40140) Nombre: Segundo parcial 23/11/2017 Nota: Tema B Resultado: 1- Por qué un proceso de soldadura por fusión es considerado
Materiales-G704/G742
 -G704/G742 Lección 13. Tratamientos Jesús Setién Marquínez Jose Antonio Casado del Prado Soraya Diego Cavia Carlos Thomas García Departamento de Ciencia e Ingeniería del Terreno y de los Este tema se publica
-G704/G742 Lección 13. Tratamientos Jesús Setién Marquínez Jose Antonio Casado del Prado Soraya Diego Cavia Carlos Thomas García Departamento de Ciencia e Ingeniería del Terreno y de los Este tema se publica
PROPIEDADES DE LA MATERIA. Prof. Jackeline Ruttell torres Química Febrero 2017
 PROPIEDADES DE LA MATERIA Prof. Jackeline Ruttell torres Química Febrero 2017 DEFINICIONES IMPORTANTES Sustancia: materia con composición uniforme y constante Ej. Agua siempre posee dos átomos de hidrógeno
PROPIEDADES DE LA MATERIA Prof. Jackeline Ruttell torres Química Febrero 2017 DEFINICIONES IMPORTANTES Sustancia: materia con composición uniforme y constante Ej. Agua siempre posee dos átomos de hidrógeno