EL CONTROL NUMERICO DE MAQUINAS HERRAMIENTAS.
|
|
|
- María José Maldonado Cabrera
- hace 8 años
- Vistas:
Transcripción
1 Universidad Tecnológica Nacional Facultad Regional La Plata Departamento de Ingeniería Mecánica Laboratorio de Control Numérico de M.H. EL CONTROL NUMERICO DE MAQUINAS HERRAMIENTAS. EL CONTROL NUMERICO. PROGRAMACION MANUAL DEL C. N. PROGRAMACION ASISTIDA: CAD - CAM

2 HISTORIA DEL CONTROL NUMERICO En principio, contrariamente a lo que se pudiera pensar, el Control Numérico de Máquinas Herramientas no fue concebido para mejorar los procesos de fabricación, sino para dar solución a problemas técnicos surgidos a consecuencia de] diseño de piezas cada vez más difíciles de mecanizar. En 1942, la "Bendix Corporation" tiene problemas con la fabricación de una leva tridimensional para el regulador de una bomba de inyección para motores de avión. El perfil tan especial de dicha leva es prácticamente imposible de realizar con máquinas comandadas manualmente. La dificultad provenía de combinar los movimientos del útil simultáneamente según varios ejes de coordenadas, hallando el perfil deseado. Se acordó entonces confiar los cálculos a una máquina automática que definiera gran número de puntos de la trayectoria, siendo el útil conducido sucesivamente de uno a otro. En 1947, Jhon Parsons, constructor de hélices de helicópteros, americano, concibe un mando automático La idea de utilizar cartas perforadas (comportando las coordenadas de los ejes de los agujeros) en un lector que permitiera traducir las señales de mando a los dos ejes, permite a Parsons desarrollar su sistema Digitón. En esta época, la U.S. Air Force estaba preocupada con la fabricación de estructuras difíciles de trabajar por copiado susceptibles de ser modificadas rápidamente. Gracias a su sistema, Parsons obtiene un contrato y el apoyo del Massachusetts Institute of Technologie" El Gobierno americano apoya la iniciativa para el desarrollo de una fresadora de tres ejes en contorneado mandado por control digital. En 1953, después de cinco años de puesta a punto, el M.I.T. utiliza por primera vez la apelación de "Numerical Control" En 1956, la U.S.A.F. hace un pedido de 170 máquinas de Control Numérico a tres grandes constructores americanos: Cincinnati Milling Machine Company, Giddin & Levis, Kearney & Trecker. Paralelamente a esta evolución, ciertos constructores se interesan por el desarrollo de máquinas más simples para trabajos, tales como taladrado, mandrinado y punteado, que no requieren ningún movimiento continuo, pero sí un posicionamiento preciso. De esta forma se ha visto que la necesidad industrial de la aeronáutica fue la que creó la demanda de sistemas continuos complejos. El paso de complejos a simples revolucionó los procesos de fabricación. En 1960, también en el M.I.T. se realizaron las primeras demostraciones de Control Adaptable (un perfeccionamiento del Control Numérico que permite, además, la autorregulación de las condiciones de trabajo de las máquinas). A finales de 1968 tuvieron lugar los primeros ensayos de Control Numérico Directo (DNC). En general, el incremento en la utilización de máquinas herramientas con CN se debe a que un gran número de problemas, que se consideraban bien resueltos por los métodos de trabajo clásicos, que pueden tener una respuesta ventajosa desde el punto de vista técnico mediante la utilización de dichas máquinas. Hoy día este tipo de maquinarias está siendo implementada en casi todo tipo de fábricas y se prevé que para el año 2000 el 85 % de la producción industrial del mundo se realizará con este tipo de máquinas. Nuestro país no es ajeno a esta proyección y puede apreciarse que actualmente este sistema se encuentra en plena difusión y las máquinas herramientas comandadas por control numérico, principalmente tornos y fresadoras, se incorporan a pequeñas y medianas empresas en número creciente. Otro dato que confirma esta tendencia es que en las últimas Exposiciones referentes a Máquinas industriales como EMAQH (Exposición de Máquinas Herramientas), prácticamente han desaparecido los expositores de máquinas herramientas convencionales siendo desplazados por fabricantes de M.H.C.N. nacionales y extranjeros.

3 EL CONTROL NUMÉRICO El control numérico se puede definir de una forma genérica como un dispositivo de automatización de una máquina que, mediante una serie de instrucciones codificadas (el programa), controla su funcionamiento. Cada programa establece un determinado proceso a realizar por la máquina, con lo que una misma máquina puede efectuar automáticamente procesos distintos sin más que sustituir su programa de trabajo. Permite, por tanto, una elevada flexibilidad de funcionamiento con respecto a las máquinas automáticas convencionales en las que los automatismos se conseguían mediante sistemas mecánicos o eléctricos difíciles y a veces casi imposible de modificar. Los elementos básicos del control numérico son: 1) El programa, que contiene toda la información de las acciones a ejecutar. 2) El control numérico, que interpreta estas instrucciones, las convierte en las señales correspondientes para los órganos de accionamiento de la máquina y comprueba los resultados. 3) La máquina, que ejecuta las operaciones previstas. A medida que el desarrollo de la microelectrónica y la informática se aplica a los controladores numéricos, se potencian extraordinariamente las funciones que permiten desarrollar, simplificándolos a la vez, los procedimientos de programación y operación de las máquinas, de tal manera que los CNC - control numérico con ordenador - que se construyen hoy día sólo conservan de los primitivos CN los principios básicos de funcionamiento. Paralelamente, las máquinas herramienta han ido evolucionando hacia la incorporación en una sola máquina de varias operaciones elementales de mecanizado que tradicionalmente se efectuaban en máquinas diferentes, y hacia la incorporación de cambiadores automáticos de piezas y herramientas, apareciendo los centros de mecanizado que permiten obtener una pieza acabada, o casi acabada, en una sola estación de trabajo. En función de las capacidades de proceso y de memoria de los CNC han evolucionado también las técnicas y lenguajes de programación. Desde los primeros programas lineales en lenguaje máquina a la programación asistida por ordenador, gráfica e interactiva, existe un amplio espectro de sistemas y lenguajes de programación.

4 LAS MÁQUINAS El control numérico se monta sobre todo tipo de máquina herramienta convencional, tanto de arranque de viruta como de trazado y deformación. Así, lo encontramos en tornos, fresadoras, rectificadoras, taladradoras, mandrinadoras, dobladoras, plegadoras, punzadoras, máquinas de trazar, punteadoras, máquinas de soldar, de oxicorte, de medir, etc. Sin embargo, el control numérico ha promocionado el desarrollado de dos tipos de máquinas múltiples: El centro de mecanizado, para piezas prismáticas, en el que sobre pieza fija una o más torretas con herramientas giratorias permiten efectuar operaciones de fresado, taladrado, mandrinado, escariado, etc. Si lleva incorporada mesa giratoria pueden efectuarse operaciones de torno vertical. El centro de torneado, dotado de una o más torretas, con herramientas motorizadas que, además de las clásicas operaciones de torneado permiten efectuar fresados, taladrados, escariados, etc., tanto axiales como radiales. Las características de precisión exigidas en estas máquinas en condiciones duras de utilización, han modificado las características de diseño de las mismas. En el aspecto estructural se busca una mayor rigidez y ausencia de vibraciones, lo que lleva a la utilización de bastidores de chapa soldada y de hormigón en vez de la clásica fundición. En el diseño de la cadena cinemática se busca disminuir los juegos, rozamientos, vibraciones e inercia de las masas móviles para mejorar la precisión y repetibilidad del posicionamiento de la herramienta, aumentando la rigidez de las guías y utilizando materiales de bajo coeficiente de fricción o sistemas hidrostáticos o de rodadura, husillos a bolas para la transmisión de movimiento sin holguras, etc. Otros puntos en los que se ha mejorado son la estabilidad y uniformidad térmica con potentes sistemas de refrigeración de herramienta, pieza e incluso máquina, y la evacuación de virutas. Sobre las funciones desarrolladas por las máquinas convencionales las máquinas a control numérico incorporan básicamente: Sistemas de posicionado de la herramienta. Sistemas de medición del desplazamiento. Sistemas de medición de piezas y herramientas. Sistemas de control de condiciones de mecanizado. Sistemas de cambio de herramientas. Sistemas de cambio de pieza. VENTAJAS DE LA APLICACIÓN DE LAS MÁQUINAS HERRAMIENTAS CON CN. A continuación se enuncian algunas de las ventajas que presentan las máquinas herramienta con CN: REDUCCION DE LOS TIEMPOS DE CICLOS OPERACIONALES. Las causas principales de la reducción al mínimo de los tiempos superfluos son: Trayectorias y velocidades más ajustadas que en las máquinas convencionales; Menor revisión constante de los planos y hojas de instrucciones; Menor verificación de medidas entre operaciones. AHORRO DE HERRAMIENTAS Y UTILLAJES. El ahorro en concepto de herramientas se obtiene como consecuencia de la utilización de herramientas más universales. MAYOR PRECISIÓN E INTERCAMBIABILIDAD DE LAS PIEZAS. REDUCCIÓN DEL PORCENTAJE DE PIEZAS DEFECTUOSAS. REDUCCIÓN DEL TIEMPO DEL CAMBIO DE PIEZAS. REDUCCIÓN DEL TAMAÑO DEL LOTE. REDUCCIÓN DEL TIEMPO DE INSPECCIÓN.

5 INTRODUCCIÓN A LA PROGRAMACIÓN La programación de los controles numéricos ha sufrido una gran evolución en los últimos años. Si bien se habla todavía de programación manual y programación automática o asistida por ordenador, la realidad es que hoy día, al contar los controles con un microordenador incorporado, la programación manual dispone de muchas de las facilidades reservadas hasta hace poco a la programación automática. Sería quizás más adecuado efectuar otra clasificación: La programación a pie de máquina, apoyada en los lenguajes y facilidades de que disponen los CNC. La programación en oficina técnica, apoyada en equipos y soft propio dentro de técnicas de CAD - CAM de fabricación asistida por ordenador. La programación a pie de máquina, en general más simple y realizada por el mismo operario, es adecuada para fabricaciones especiales de series muy pequeñas o unitarias tipo matricería, en las que se requiere un elevado grado de interactividad entre la preparación y ejecución del trabajo. La programación en la oficina técnica puede hacerse también en los lenguajes máquina propios de cada CNC, y efectuar posteriormente la puesta a punto a pie de máquina. Pero a medida que se amplía el parque de máquinas de control numérico y la cantidad de piezas a programar, se tiende a la utilización de lenguajes de tipo general que independicen la programación de la pieza de la máquina que posteriormente realizará el mecanizado. Ambos sistemas se basan en un núcleo común de conceptos de programación de control numérico, desarrollados para la programación manual de los mismos. Posteriormente se han ido añadiendo más funciones, ampliando sus facilidades de cálculo y permitiendo la utilización de técnicas informáticas de programación. PROCESO DE PROGRAMACIÖN La programación de una máquina herramienta de control numérico consiste en elaborar y codificar la información necesaria para mecanizar una pieza en un lenguaje que la máquina sepa interpretar. El proceso puede descomponerse en tres etapas: 1. PREPARACIÓN DEL TRABAJO. 2. CODIFICACIÓN DEL PROGRAMA. 3. PRUEBA Y PUESTA A PUNTO. La etapa de preparación del trabajo es similar a la correspondiente del mecanizado convencional. A partir de las características de la pieza a obtener, de los medios de producción disponibles, de sus características y posibilidades, se define una secuencia de operaciones elementales, definiendo en cada una de ellas las herramientas a utilizar y los utillajes necesarios. Se precisa también conocer las técnicas de mecanización.

6 1. LA PREPARACION DEL TRABAJO Es fundamental para el programador tener un conocimiento exacto de las prestaciones que le ofrece tanto el control como la máquina herramienta. Las prestaciones que ofrece un control son muy variables, dependiendo de la complejidad y sofisticación de la máquina herramienta que gobierna. El control de un centro de mecanizado con cambio automático de piezas y herramientas precisará unas características muy superiores al CN de una taladradora. El control de un torno es diferente del de una fresadora de 5 ejes y un CN convencional tiene poco que ver con un CNC. Dentro de la preparación del trabajo se puede establecer un planteo de cómo y qué secuencias deberá seguir el proceso para poder realizar el mecanizado de una forma segura y rápida. Definición del proceso: Conocidos los elementos de fabricación disponibles, la definición del proceso de mecanización puede dividirse en las siguientes etapas: Estudio del plano de la pieza a fabricar. Análisis de las operaciones elementales. Selección de las herramientas. Definición de las condiciones técnicas de mecanizado. Diseño de utillajes. Secuenciación de las fases de trabajo. En la fase de estudio del plano, el preparador se informa de las características de las piezas a fabricar: material, dimensiones, cotas, tolerancias, acabados superficiales, etc., datos todos ellos que determinan las máquinas a utilizar. En la fase de análisis de las operaciones elementales, el programador descompone las superficies a mecanizar en tramos correspondientes a las trayectorias que las herramientas pueden seguir. En general sólo son lineales y circulares, sobre superficies planas o de revolución. Este estudio geométrico implica la definición de las cotas de los puntos inicio y final de cada tramo, así como el centro en las circulares. En la fase de selección de máquina se estudia qué operaciones pueden efectuarse en cada una de las máquinas disponibles, intentando disminuir al máximo el número de cambios de máquina y de atadas de la pieza. En la fase de selección de herramientas se eligen las más adecuadas para cada operación en función de las características de la misma y de las tolerancias y acabados superficiales deseados. En la fase de selección y diseño del utillaje se estudia, en general, el centraje y fijación de la pieza sobre la máquina, procurando disponer de] máximo de caras y superficies libres para mecanizado y procedimientos flexibles, precisos y rápidos de fijación. En las fases de definición de características técnicas de mecanizado se establecen las velocidades de avance, profundidad de pasada y velocidad de corte adecuadas al material de la pieza según la máquina y herramienta utilizadas, para obtener los ciclos de mecanizado más cortos compatibles con la calidad exigida. En la fase de secuenciación de operaciones se establece el orden en que se mecanizarán las distintas fases dibujando en cada caso un croquis de la zona a mecanizar, las herramientas y fijaciones utilizadas y los parámetros técnicos de fabricación. Terminada la definición del proceso y conocidos los medios a utilizar y las operaciones a efectuar, el programador puede empezar a codificar. En general, esta fase de codificaciones es la que recibe el nombre de programación del control numérico.

7 2. CODIFICACION DEL PROGRAMA En la fase de codificación se transcribe toda la información, según los símbolos y reglas de sintaxis de un lenguaje comprensible por la máquina un soporte que el control pueda leer. Se precisa conocer las reglas del lenguaje que facilita el fabricante de la máquina en su manual. LA PROGRAMACIÓN MANUAL Recibe este nombre la codificación del programa en lenguaje máquina realizada sin apoyo informático. En este tipo de lenguaje, el programador descompone la información en operaciones elementales a ejecutar por la máquina, por ejemplo, un recorrido, un cambio de herramienta, etc. Cada una de estas operaciones elementales constituye un "bloque" o una fase del programa y es una línea horizontal del mismo. Las diferentes funciones a realizar por la máquina dentro de cada bloque se identifican por el formato del bloque. En los lenguajes de bloques de formato fijo cada posición tiene un significado determinado. Actualmente está en desuso. En los bloques de formato variable las funciones se identifican con una letra o dirección y los caracteres que siguen a esta letra especifican el valor directo o codificado de esta función. Es decir, un bloque se descompone en "funciones" o palabras definidas por una letra dirección seguida de caracteres numéricos. Según norma DIN 66 o 25, equivalentes a la ISO 1057, las direcciones utilizadas y sus significados son: N: numeración del bloque. C: Función preparativa. X Y Z: desplazamiento en las direcciones principales. U V W: desplazamiento en las direcciones secundarias. P Q R: desplazamiento según direcciones terciarias. I J K: coordenadas de centros de círculos. A B C: rotaciones alrededor de los ejes principales. D E: rotaciones alrededor de ejes secundarios. F: velocidad de avance de la herramienta. S: velocidad de rotación de la herramienta. M: función auxiliar. 3. PRUEBA Y PUESTA A PUNTO En la fase de prueba y puesta punto del programa se comprueba que en realidad la máquina ejecuta las operaciones previstas y se obtiene la pieza con la forma y acabado deseados. Según el procedimiento utilizado se puede efectuar una simulación previa del mecanizado antes de efectuar la prueba sobre la máquina. Si los medios disponibles no permiten efectuar esta simulación, la prueba se realiza en vacío o con un material muy blando para evitar que los posibles errores de programación dañen la pieza o la máquina. En un proceso iterativo de prueba y modificación se obtiene finalmente el programa correcto.

8 Pasos a seguir para la ejecución de una pieza en una M.H.C.N. Este diagrama de tareas es el indicado para reducir al mínimo los tiempos improductivos de la M.H.C.N. debidos a programación al pié de máquina, prueba, detección de errores, etc. 1. INFORMACION PREVIA DISPONIBLE PLANO información geométrica y tecnológica: Formas, contornos, tolerancias, terminación superficial, material, Nº de piezas a mecanizar, etc. M.H.C.N. información de prestaciones: Potencia disponible, desplazamientos y velocidades máximas, cambio manual o automático de pieza y/o herramienta, herramientas a utilizar, etc. 2. CONFECCION DEL PLAN DE TRABAJO Secuencia de operaciones, utillajes, selección de herramientas, selección de avances y velocidades de corte. 3. PROGRAMACION ESTUDIO GEOMETRICO: Determinación de coordenadas de puntos particulares de la pieza, necesarios para la programación PROGRAMACION EN CODIGO C.N.C. PRUEBA DEL PROGRAMA: Simulación gráfica en computadora y corrección. 4. PREPARACION DE MAQUINA Simulación del programa: gráfica y en vacío, corrección y puesta a punto. ( en la M.H.C.N.) 5. EJECUCION LA PROGRAMACIÓN AUTOMÁTICA Cuando el perfil es complejo y la precisión requerida es elevada, el gran número de cálculos de puntos intermedios es inabordable por métodos manuales. La programación manual de 3 y más ejes, a poco compleja que sea la pieza, no es aconsejable sin apoyo del ordenador. La primera intervención del ordenador en el campo del control numérico se dio precisamente en el área de la programación cuando a finales de los 60 el MIT desarrollo el APT (Automatic Programming Tool), un lenguaje para programación del control numérico por ordenador. La programación utilizando el ordenador pasó a conocerse con el nombre de programación automática. El nombre más correcto sería el de programación asistida por ordenador. Existe una gran variedad de lenguajes de programación que pueden clasificarse en dos grandes grupos: Lenguajes generales. Lenguajes específicos. Los lenguajes generales pueden utilizarse para programar cualquier tipo de control existente en el mercado. Como los diferentes controles disponen de diferentes lenguajes, el proceso se divide en dos partes. En un primer paso, llamado procesado, se define el contorno de la pieza y el recorrido de la herramienta, generando un fichero de salida que se conoce con el nombre CLDATA (Cutter Location Data). Su formato ha sido normalizado recientemente en la ISO A este fichero se añaden también las condiciones tecnológicas del mecanizado. En un segundo paso, el post proceso codifica toda la información del CLDATA en el lenguaje del control numérico correspondiente. Si se dispone de una instalación DNC el programa en lenguaje del control se envía directamente al control. Los programas de postprocesado los elaboran los propios usuarios, terceros y últimamente algunos fabricantes lo incorporan a sus sistemas.

9 LA PROGRAMACIÓN GRÁFICA INTERACTIVA. La programación en lenguaje APT de superficies en tres dimensiones se va haciendo más difícil a medida que las superficies aumentan en complejidad, hasta llegar a ser inviable por no disponer de un soft gráfico potente. Por otro lado cada día es más frecuente la utilización del diseño gráfico por ordenador CAD. El CAD ofrece todas las facilidades de su potente soft de creación y visualización de modelos para la introducción de la geometría necesaria para el control numérico. La posibilidad de aprovechar los módulos de visualización desde diferentes puntos de vistas, así como los paquetes cinemáticos, permite una simulación del mecanizado en la pantalla de la PC y la comprobación del recorrido de la herramienta, la superficie obtenida, las posibles colisiones de la herramienta con la pieza o el utillaje, etc. Los paquetes de soft CAD - CAM incorporan en general programas de programación de control numérico interactivos, apoyados en menús dinámicos y en potentes rutinas para evitar la programación manual detallada. La programación en equipos de CAD - CAM no introduce realmente nuevas técnicas de programación pero presenta importantes mejoras de la productividad en la programación y especialmente en la puesta a punto del programa.

10 PROGRAMA PIEZA N 1 (Generado manualmente) %00923 N10 F250 S0 T1.1 M3 N20 X0 Y0 Z30 N30 G1 Z-2 N40 X100 N50 Y60 N60 G3 X70 Y90 I-30 J0 N70 G1 X40 N80 G2 X20 Y70 I-20 J0 N90 G1 X0 Y0 N100 G0 Z2 N110 G0 G40 G44 X0 Y0 Z30 M30

11 PROGRAMA PIEZA N 2 (Generado por sistema CAD - CAM) %00924 N10 ( Generado por Smart - CAM ) N20 ( FECHA mm/dd/yy :: HORA ) N30 ( 12/09/94 :: 20845PM ) N40 ( U.T.N. F.R. La Plata V.S.S.) N50 ( C.N.C. FAGOR 8020 MG ) N60 ( Archivo de Forma pq.sh? ) N70 ( Archivo de Programa pq.) N80 ( ) N90 F250 S1200 T6.6 M03 N100 X30.0 Y10.0 Z30.0 N110 N120 G1 Z-2.0 N130 X Y N140 X Y N150 G3 X Y I J N160 G1 X8.384 Y N170 G2 X9.616 Y I J-7.66 N180 G1 X30.0 Y10.0 N190 G0 Z2.0 N200 Z30.0 N210 X85.0 N220 N230 G1 Z-2.0 N240 X Y N250 X Y N260 G3 X Y I J N270 G1 X Y N280 G2 X Y I J-7.66

12 N290 G1 X85.0 Y10.0 N300 G0 Z2.0 N310 Z30.0 N320 X140.0 N330 N340 G1 Z-2.0 N350 X Y N360 X Y N370 G3 X Y I J N380 G1 X Y N390 G2 X Y I J-7.66 N400 G1 X140.0 Y10.0 N410 G0 Z2.0 N420 Z30.0 N430 X30.0 Y-10.0 N440 N450 G1 Z-2.0 N460 X Y N470 X Y N480 G2 X Y I J N490 G1 X8.384 Y N500 G3 X9.616 Y I J7.66 N510 G1 X30.0 Y-10.0 N520 G0 Z2.0 N530 Z30.0 N540 X85.0 N550 N560 G1 Z-2.0 N570 X Y N580 X Y N590 G2 X Y I J N600 G1 X Y N610 G3 X Y I J7.66 N620 G1 X85.0 Y-10.0 N630 G0 Z2.0 N640 Z30.0 N650 X140.0 N660 N670 G1 Z-2.0 N680 X Y N690 X Y N700 G2 X Y I J N710 G1 X Y N720 G3 X Y I J7.66 N730 G1 X140.0 Y-10.0 N740 G0 Z2.0 N750 Z30.0 N760 G00 G40 G44 G90 X30.0 Y10.0 Z30.0 M30 N770 ( TIEMPO para T6 = minutos ) N780 ( TIEMPO TOTAL = minutos ) N790 ( Todos los tiempos segun Smart-CAM ) N800 ( para Fresadora Alecop M ) N810 ( sin tiempos de cambio de herr. ) N820 ( FIN )

13 TRABAJO PRACTICO FRESADORA C.N.C. Y + Z + X + Objetivo: _que el alumno desarrolle el plan de trabajo y el programa para esta pieza sencilla, incluyendo la ubicación del cero pieza, cero programa, orientación del sistema de referencia. Utilización de las funciones de compensación de longitud de herramienta, repetición de partes de programa, etc. Secuencia de cambio manual de herramienta. Funciones Preparatorias:_G00, G01, G04, G25, G43, G44, G81, G82 G90, G91. Funciones Auxiliares...:_F, S, T, M00, M03, M05, M30.

14 TRABAJO PRACTICO FRESADORA C.N.C. Objetivo: _que el alumno desarrolle el plan de trabajo y el programa para esta pieza sencilla, incluyendo la ubicación del cero pieza, cero programa, orientación del sistema de referencia. Utilización de las funciones de compensación de longitud de herramienta, repetición de partes de programa, etc. Secuencia de cambio manual de herramienta. Funciones Preparatorias:_G00, G01, G04, G25, G43, G44, G81, G82, G90, G91. Funciones Auxiliares...:_F, S, T, M00, M03, M05, M30.

15
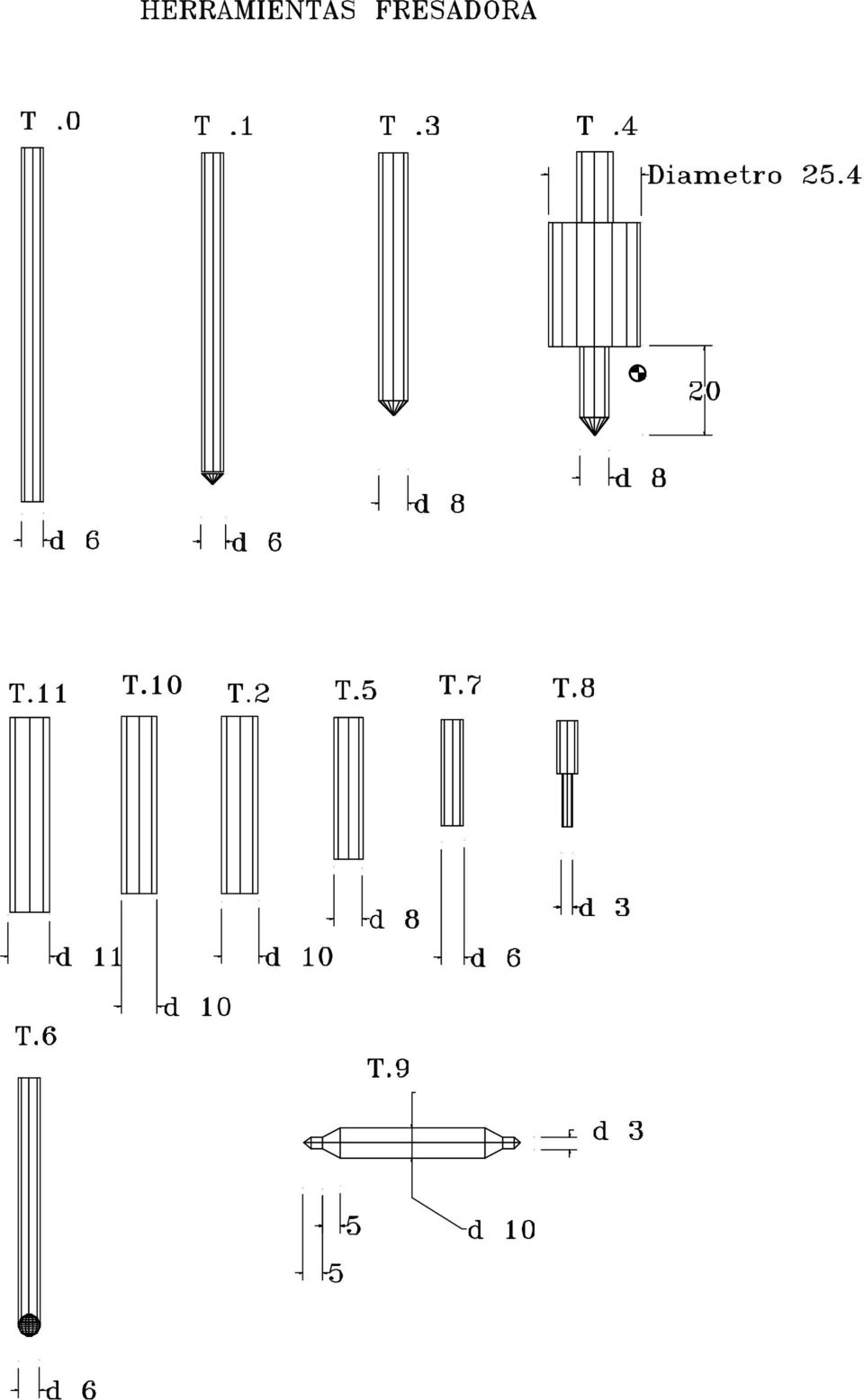
16 Programación de las herramientas: El formato para seleccionar la herramienta en un programa es: T2.2 Esto significa que los valores permitidos son: desde T hasta T T 2. 2 Selección de corrector en tabla de herramientas CN. Selección de posición del almacén de herramientas. Código de selección de herramienta. En otros controles se programa: T2 D2 ( La letra D reemplaza al punto ) T 2 D 2 Selección de corrector en tabla de herramientas CN. Selección de posición del almacén de herramientas. Código de selección de herramienta. Tabla de herramientas, (correctores), en el CNC Fagor 8020MG: T R L I K T T T T T T T T Corrector T.2 R, L, I, K Longitud Herramienta = L + K Radio de Herramienta = R + I G43.. Activa compensación de longitud de herramienta. ( modal ). G44.. Anulación de G43. ( modal y start ). En algunas MHCN los correctores T.0 y T.99 tienen funciones especiales y no pueden ser modificados. Esto es así, generalmente en las MHCN con cambio automático de herramientas.

17 Funciones auxiliares. M00.. Parada del programa o programada. Interrumpe la ejecución, sin detener el giro del cabezal. para proseguir se oprime la tecla de marcha. M01.. Parada condicional del programa. Igual que M00 pero se ejecuta si esta activa la entrada. M02.. Fin de programa con reset general. M30.. Fin de programa con vuelta al comienzo. M03.. Arranque del cabezal a derechas, ( horario ). M04.. Arranque del cabezal a izquierdas, ( antihorario ). M05.. Parada del cabezal. M06.. Cambio de herramienta. Existen otras funciones M para refrigeración, parada orientada del cabezal, etc.
. M05.. Parada del cabezal. M06.. Cambio de herramienta.")
18 SECUENCIA PARA CAMBIO MANUAL DE HERRAMIENTA: Trabajando con compensación de longitud. ( G43 - G44 ) %00041 N10 ( Ejemplo de programación de G43 - G44 ) N20 F200 S1000 T1.1 M3 N30 G0 G43 X20 Y30 Z2 N40 G1 Z-15 N... N... Movimientos con la herramienta T. 1 N... N150 G0 Z2 N160 G0 G44 X0 Y0 Z50 M0 M5 N200 F100 S1500 T. 33 M3 N210 G0 G43 X50 Y50 Z2 N220 G1 Z-10 N... N... Movimientos con la herramienta T. 33 N... N280 G0 Z2 N290 G0 G44 X0 Y0 Z50 M30 Explicación: N10 Comentario. N20 Selección de la primera herramienta y sus condiciones de trabajo, F, S y M. N30 Posicionamiento rápido G00, con compensación de longitud de herramienta G43 en punto próximo al primer mecanizado. ( Primer movimiento de la herramienta activo compensación de longitud G43 ) N40 al N150 Mecanizado con la herramienta seleccionada. N160 Posicionamiento rápido G00, G44, en punto de cambio de herramienta, Interrupción del programa ( M0 ) y parada cabezal ( M5 ). ( Ultimo movimiento de la herramienta desactivo compensación de longitud G44 ) Recordar que esto se hacía por seguridad : La herramienta patrón T.0 es más larga que todas las demás herramientas, G44 indica que no se tenga en cuenta la tabla de herramientas de CNC lo cual es equivalente a suponer que la herramienta en el cabezal es la T. 0, de este modo evitamos problemas al cambiar una herramienta muy corta por otra mucho más larga. N200 Selección de la segunda herramienta y sus condiciones de trabajo, F, S y M. N210 Posicionamiento rápido G00, con compensación de longitud de herramienta G43 en punto próximo al primer mecanizado. ( Primer movimiento de la herramienta activo compensación de longitud G43 ) N220 al N280 Mecanizado con la herramienta seleccionada. N290 Posicionamiento rápido G00, G44, en punto de cambio de herramienta, fin del programa M30 ( Ultimo movimiento de la herramienta desactivo compensación de longitud G44 ) Nota: Como el cambio de herramienta es manual, el primer numero después de la letra T que indica posición en almacén de herramientas no tiene aplicación y puede programarse cualquier numero entre 0 y 98, e inclusive puede programarse T. 33 como en el ejemplo. Pasos a seguir para trabajar con mas de una herramienta. Programación : Programar correctamente los cambios de herramienta y funciones vinculadas. Medir la longitud de las herramientas. ( diferencia de longitud respecto de la herramienta patrón.) Cargar la tabla de herramientas del CNC. ( puede hacerse automáticamente.) Ordenar el almacén de herramientas de acuerdo al programa. En la puesta a punto de la máquina herramienta CNC, poner el cero pieza con la herramienta patrón. ( en las MHCN con cambio automático, puede ponerse el cero pieza con cualquier herramienta cargada en la tabla. )

19 %92131 N10 F200 S800 T1.9 M3 N20 G43 G0 G90 X -20 Y120 Z30 N30 G82 G99 X30 Y90 Z2 I -5 K2 N40 X60 Y70 N50 X150 Y90 N70 Y55 N80 Y20 N110 X30 Y20 N120 Y55 N130 G0 G80 G44 X -20 Y120 Z30 M0 M5 N200 F300 S1000 T1.1 M3 N210 G0 G43 G90 N220 G83 G99 X30 Y90 Z2 I -5 J4 N230 X150 N240 Y20 N250 X30 N260 G0 G80 G44 X -20 Y120 Z30 M0 M5 N300 F250 S1000 T1.3 M3 N310 G0 G90 G43 N320 G83 G99 X150 Y55 Z2 I -4 J6 N330 X30 N335 G80 X60 Y70 N340 G1 Z -6 N350 G0 Z2 N360 G0 G44 G90 X -20 Y120 Z30 M0 M5 N400 F100 S800 T1.4 M3 N410 G0 G43 G90 Z25 N420 G82 G98 X30 Y55 Z2 I -3 K2 N430 X150 N440 G0 G80 G44 X -20 Y120 Z30 M0 M5 N500 F300 S1200 T1.5 M3 N510 G0 G43 G90 X60 Y70 Z2 N520 G1 Z0 N530 G1 G91 Z -2 N540 G90 X120 N550 Y40 N560 X60 N570 Y70 N580 G25 N N590 Z2 N595 G0 G44 G90 X -20 Y120 Z30 M0 M5 N600 F300 S1300 T1.10 M3 N610 G0 G43 G90 X30 Y90 Z2 N620 G1 Z1 N630 G1 G91 Z -2 N640 X10 N650 X -20 N660 X10 N670 G25 N N680 G90 Z2 N690 G0 X150 N700 G25 N N710 G0 Y20 N720 G25 N N730 G0 X30 N740 G25 N N750 G0 G44 G90 X -20 Y120 Z30 M0 M5 N800 F300 S1500 T1.7 M3 N810 G0 G43 G90 X30 Y90 Z2 N820 G1 Z 5

20 N830 G1 G91 Z -3.5 N840 X10 N850 X -20 N860 X10 N870 G25 N N880 G90 G0 Z2 N890 G0 X150 N900 G25 N N910 Y20 N920 G25 N N930 X30 N940 G25 N N950 G0 G44 G90 X -20 Y120 Z30 N2000 M30 El cambio de herramienta es manual, por ello es necesario programar las funciones M0 y M5. La llegada al punto de cambio de herramienta se hace sin compensación de longitud (G44), para conseguir que el cambio se realice siempre en el mismo punto.
, para conseguir que el")
21 TRABAJO PRACTICO TORNO C.N.C. Utilización de las funciones: G00.. Posicionamiento rápido. G01, G02, G03.. Interpolaciones lineal y circulares G40,41,42.. Compensación de radio. G04.. Temporización. G68.. Ciclo fijo de desbastado en el eje x Condiciones De Mecanizado G95 G96 G97 Selección De Herramienta
22 TRABAJO PRACTICO TORNO C.N.C. %91192 N0 (T.P.-TORNO-C.N.C.-9/10) N1 (V.S.S.-U.T.N.F.R.L.P.-1996) N10 G53 X0 Z71.5 N11 G53 N20 G96 F0.08 S100 T0.10 M3 M44 N25 G0 G41 X35 Z0 N26 G1 X -0.8 N27 Z1 N30 G0 G42 X32 Z5 N40 G66 P0 = K0 P1 = K0 P4 = K2 P5 = K0.6 P7 = K0.2 P8 = K0.1 P9 = K0 P12 = K40 P13 = K80 P14 = K200 N50 G96 F0.04 S120 T2.2 M3 M44 N60 G0 G42 X0 Z5 N70 G1 X0 Z0 N80 G1 X6 Z0 N90 X8 Z -1 N100 Z -8 N110 X12 Z -15 N120 G1 G36 R2 X18 Z -15 N130 G1 G36 R2 X18 Z -25 N140 G1 G39 R1 X26 Z -25 N150 G1 Z -30 N160 X28 Z -35 N200 Z -50 N205 X32 N210 G0 G40 X35 Z10 N220 G97 S600 T4.4 M3 M44 N230 G86 P0 = K8 P1 = K4 P2 = K8 P3 = K -8 P4 = K0.705 P5 = K0.15 P6 = K1 P7 = K0 P10 = K1 P11 = K2 P12 = K60 N240 G0 X45 Z10 N250 G96 F0.03 S70 T6.6 M3 M44 N260 G0 X29 Z -42 N270 G1 X24 N280 G0 G04 K1 X30 N290 Z10 M30 ( FIN )
6. SISTEMAS CAD-CAM (CAM) 6.1. CONCEPTO DE CAM
 6.1. CONCEPTO DE CAM") 6.1. CONCEPTO DE CAM Las siglas CAM corresponden al acrónimo de Computer Aided Manufacturing, Fabricación asistida por ordenador. Por CAM se entiende la utilización de ordenadores para tareas técnicas
6.1. CONCEPTO DE CAM Las siglas CAM corresponden al acrónimo de Computer Aided Manufacturing, Fabricación asistida por ordenador. Por CAM se entiende la utilización de ordenadores para tareas técnicas
Máquinas CNC - Categorías Oficial Múltiple Superior y Oficial Múltiple. Conceptos técnicos involucrados. Acuerdo del 14/5/2013
 Máquinas CNC - Categorías Oficial Múltiple Superior y Oficial Múltiple Conceptos técnicos involucrados Acuerdo del 14/5/2013 Preguntas frecuentes Todos los que operan Máquinas CNC reciben la nueva categoría?
Máquinas CNC - Categorías Oficial Múltiple Superior y Oficial Múltiple Conceptos técnicos involucrados Acuerdo del 14/5/2013 Preguntas frecuentes Todos los que operan Máquinas CNC reciben la nueva categoría?
2. INTRODUCCIÓN A LA PROGRAMACIÓN. FASES DE PROGRAMACIÓN:
 FASES DE PROGRAMACIÓN: 1. Determinación del Origen Pieza (W-Punto 0) 2. Geometría de la pieza. 3. Operaciones a realizar. Selección de la(s) herramienta(s). Reglaje. 4. Programación. La mayoría de las
FASES DE PROGRAMACIÓN: 1. Determinación del Origen Pieza (W-Punto 0) 2. Geometría de la pieza. 3. Operaciones a realizar. Selección de la(s) herramienta(s). Reglaje. 4. Programación. La mayoría de las
INSTITUTO TECNOLÓGICO SUPERIOR DE TEPEACA. Principios de Control Numérico Computarizado (CNC)
") INSTITUTO TECNOLÓGICO SUPERIOR DE TEPEACA. Principios de Control Numérico Computarizado (CNC) Sánchez A. (BUAP ITS Tepeaca) e-mail: armando_sac@ece.buap.mx Volumen 1. Número 1. Recibido: Enero 2010. Revisado:
INSTITUTO TECNOLÓGICO SUPERIOR DE TEPEACA. Principios de Control Numérico Computarizado (CNC) Sánchez A. (BUAP ITS Tepeaca) e-mail: armando_sac@ece.buap.mx Volumen 1. Número 1. Recibido: Enero 2010. Revisado:
Capítulo 1 Introducción y análisis de sistemas CNC
 Capítulo 1 Introducción y análisis de sistemas CNC INTRODUCCIÓN La evolución del control numérico ha producido la introducción del mismo en grandes, medianas, familiares y pequeñas empresas, lo que ha
Capítulo 1 Introducción y análisis de sistemas CNC INTRODUCCIÓN La evolución del control numérico ha producido la introducción del mismo en grandes, medianas, familiares y pequeñas empresas, lo que ha
1. Introducción a la programación 2. S.R. máquina S.R. pieza. Triedros de referencia 3. Hoja de procesos 4. Funciones de programación 5.
 FABRICACIÓN ASISTIDA POR ORDENADOR Control Numérico Tema 03: Índice 1. Introducción a la programación 2. S.R. máquina S.R. pieza. Triedros de referencia 3. Hoja de procesos 4. Funciones de programación
FABRICACIÓN ASISTIDA POR ORDENADOR Control Numérico Tema 03: Índice 1. Introducción a la programación 2. S.R. máquina S.R. pieza. Triedros de referencia 3. Hoja de procesos 4. Funciones de programación
TEMA 14: Control Numérico para Máquinas-Herramienta
 Tema 14: Control Numérico y CAM 1/16 MÓDULO III: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 14: Control Numérico para Máquinas-Herramienta TECNOLOGÍA MECÁNICA DPTO. DE INGENIERÍA MECÁNICA Universidad del País
Tema 14: Control Numérico y CAM 1/16 MÓDULO III: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 14: Control Numérico para Máquinas-Herramienta TECNOLOGÍA MECÁNICA DPTO. DE INGENIERÍA MECÁNICA Universidad del País
14 - AR R AN Q U E Y P U E S T A E N M AR C H A
 14 - AR R AN Q U E Y P U E S T A E N M AR C H A D E F R E S AD O R A D E C O N T R O L N U M É R I C O C O M P U T E R I Z AD O AUTOR: Francisco Javier Fernández Torroba CENTRO TRABAJO: CIP Virgen del
14 - AR R AN Q U E Y P U E S T A E N M AR C H A D E F R E S AD O R A D E C O N T R O L N U M É R I C O C O M P U T E R I Z AD O AUTOR: Francisco Javier Fernández Torroba CENTRO TRABAJO: CIP Virgen del
Programación de control numérico
 1 Programación de control numérico Contenidos 11 Lenguajes de programación de control numérico 12 Técnicas de programación 13 Planificación de la programación 14 Definición de trayectorias 15 Herramientas
1 Programación de control numérico Contenidos 11 Lenguajes de programación de control numérico 12 Técnicas de programación 13 Planificación de la programación 14 Definición de trayectorias 15 Herramientas
6. DESCRIPCIÓN DEL SOFTWARE
 Capítulo 2. Equipo 6. DESCRIPCIÓN DEL SOFTWARE 6.1 Introducción El equipo de medida descrito en el capítulo anterior lleva asociado un software que hace de sistema de control del proceso de medición. Este
Capítulo 2. Equipo 6. DESCRIPCIÓN DEL SOFTWARE 6.1 Introducción El equipo de medida descrito en el capítulo anterior lleva asociado un software que hace de sistema de control del proceso de medición. Este
Procesos de Fabricación I. Guía 1 1 MANUFACTURA INTEGRADA POR COMPUTADORA
 Procesos de Fabricación I. Guía 1 1 MANUFACTURA INTEGRADA POR COMPUTADORA Manufactura Integrada por Computadora. Guía 2 1 Tema: DISEÑO DE PRODUCTOS EMPLEANDO SOFTWARE CAD CAM Contenidos Entorno NX 8.0
Procesos de Fabricación I. Guía 1 1 MANUFACTURA INTEGRADA POR COMPUTADORA Manufactura Integrada por Computadora. Guía 2 1 Tema: DISEÑO DE PRODUCTOS EMPLEANDO SOFTWARE CAD CAM Contenidos Entorno NX 8.0
B. RESUMEN. En el presente trabajo se pretende desarrollar un marco metodológico para que tanto
 B. RESUMEN En el presente trabajo se pretende desarrollar un marco metodológico para que tanto estudiantes como profesionales con mediana experiencia tecnológica en el campo de la elaboración de piezas,
B. RESUMEN En el presente trabajo se pretende desarrollar un marco metodológico para que tanto estudiantes como profesionales con mediana experiencia tecnológica en el campo de la elaboración de piezas,
4. PROGRAMACIÓN DE CNC. 4.1. TORNOS.
 4.1. TORNOS. DETERMINACIÓN DEL ORIGEN PIEZA REGLAJE DE LA HERRAMIENTA El reglaje de herramientas es la operación previa al mecanizado, mediante la cual se establece la distancia desde cada punta o extremo
4.1. TORNOS. DETERMINACIÓN DEL ORIGEN PIEZA REGLAJE DE LA HERRAMIENTA El reglaje de herramientas es la operación previa al mecanizado, mediante la cual se establece la distancia desde cada punta o extremo
TEMA 5. DISTRIBUCION EN PLANTA.
 TEMA 5. DISTRIBUCION EN PLANTA. 5.1 Objetivo de la distribución en planta. La misión del diseñador es encontrar la mejor ordenación de las áreas de trabajo y del equipo en aras a conseguir la máxima economía
TEMA 5. DISTRIBUCION EN PLANTA. 5.1 Objetivo de la distribución en planta. La misión del diseñador es encontrar la mejor ordenación de las áreas de trabajo y del equipo en aras a conseguir la máxima economía
App para realizar consultas al Sistema de Información Estadística de Castilla y León
 App para realizar consultas al Sistema de Información Estadística de Castilla y León Jesús M. Rodríguez Rodríguez rodrodje@jcyl.es Dirección General de Presupuestos y Estadística Consejería de Hacienda
App para realizar consultas al Sistema de Información Estadística de Castilla y León Jesús M. Rodríguez Rodríguez rodrodje@jcyl.es Dirección General de Presupuestos y Estadística Consejería de Hacienda
FABRICACIÓN N ASISTIDA POR ORDENADOR
 FABRICACIÓN N ASISTIDA POR ORDENADOR Control Numérico E.T.S.I.. de Bilbao Curso 2010-2011 2011 Aitzol Lamikiz Mentxaka FABRICACIÓN N ASISTIDA POR ORDENADOR Control Numérico Tema 08: Verificación n de programas
FABRICACIÓN N ASISTIDA POR ORDENADOR Control Numérico E.T.S.I.. de Bilbao Curso 2010-2011 2011 Aitzol Lamikiz Mentxaka FABRICACIÓN N ASISTIDA POR ORDENADOR Control Numérico Tema 08: Verificación n de programas
CAPÍTULO VI PREPARACIÓN DEL MODELO EN ALGOR. En este capítulo, se hablará acerca de los pasos a seguir para poder realizar el análisis de
 CAPÍTULO VI PREPARACIÓN DEL MODELO EN ALGOR. En este capítulo, se hablará acerca de los pasos a seguir para poder realizar el análisis de cualquier modelo en el software Algor. La preparación de un modelo,
CAPÍTULO VI PREPARACIÓN DEL MODELO EN ALGOR. En este capítulo, se hablará acerca de los pasos a seguir para poder realizar el análisis de cualquier modelo en el software Algor. La preparación de un modelo,
SCT3000 95. Software para la calibración de transductores de fuerza. Versión 3.5. Microtest S.A. microtes@arrakis.es
 SCT3000 95 Versión 3.5 Software para la calibración de transductores de fuerza. Microtest S.A. microtes@arrakis.es Introducción El programa SCT3000 95, es un sistema diseñado para la calibración automática
SCT3000 95 Versión 3.5 Software para la calibración de transductores de fuerza. Microtest S.A. microtes@arrakis.es Introducción El programa SCT3000 95, es un sistema diseñado para la calibración automática
Practica no.4: Maquinado en Fresadora de Control Numérico utilizando la máquina HURON y/o MILITRONICS.
 Practica no.4: Maquinado en Fresadora de Control Numérico utilizando la máquina HURON y/o MILITRONICS. Clase: Ingeniería de Manufactura Carreras: IMA-IME-IMT Profesor de la materia: Fecha y Hora de Grupo
Practica no.4: Maquinado en Fresadora de Control Numérico utilizando la máquina HURON y/o MILITRONICS. Clase: Ingeniería de Manufactura Carreras: IMA-IME-IMT Profesor de la materia: Fecha y Hora de Grupo
CAPITULO I INTRODUCCION Y ANALISIS DEL SISTEMA CNC
 CAPITULO I INTRODUCCION Y ANALISIS DEL SISTEMA CNC En muchos países en vías de desarrollo existe un ambie e de grandes expectativas e incertidumbre esto se debe por los cambios rápidos de a tecnología
CAPITULO I INTRODUCCION Y ANALISIS DEL SISTEMA CNC En muchos países en vías de desarrollo existe un ambie e de grandes expectativas e incertidumbre esto se debe por los cambios rápidos de a tecnología
Guía visual de WinUnisoft
 Guía visual de WinUnisoft Utilice esta guía para aprender de forma rápida y sencilla como trabajar con el programa WinUnisoft. En primer lugar hay que saber que el programa está formado por tres módulos:
Guía visual de WinUnisoft Utilice esta guía para aprender de forma rápida y sencilla como trabajar con el programa WinUnisoft. En primer lugar hay que saber que el programa está formado por tres módulos:
Índice general. Página Capítulo 1 - Introducción y análisis de sistemas CNC... 1 INTRODUCCIÓN... 1
 Página Capítulo 1 - Introducción y análisis de sistemas CNC... 1 INTRODUCCIÓN... 1 ANÁLISIS DE LOS DIFERENTES SISTEMAS... 1 Factores que favorecen la implantación del CNC... 1 Ventajas de la utilización
Página Capítulo 1 - Introducción y análisis de sistemas CNC... 1 INTRODUCCIÓN... 1 ANÁLISIS DE LOS DIFERENTES SISTEMAS... 1 Factores que favorecen la implantación del CNC... 1 Ventajas de la utilización
Programador de centro de mecanizado con CNC
 Certificación de Competencias Programador de centro de mecanizado con CNC N de registro: 16138142 Norma de competencia Federación Industrial de Santa Fe Asociación de Industriales Metalúrgicos de Rosario
Certificación de Competencias Programador de centro de mecanizado con CNC N de registro: 16138142 Norma de competencia Federación Industrial de Santa Fe Asociación de Industriales Metalúrgicos de Rosario
Proceso de fabricación. Ejemplo de aplicación.
 Proceso de fabricación. Ejemplo de aplicación. Escuela de Ingeniería a Industriales - UVa Área de Ingeniería de los Procesos de Fabricación Sistemas de Producción y Fabricación Valladolid, Septiembre de
Proceso de fabricación. Ejemplo de aplicación. Escuela de Ingeniería a Industriales - UVa Área de Ingeniería de los Procesos de Fabricación Sistemas de Producción y Fabricación Valladolid, Septiembre de
 Expresión Gráfica. 16 Otros dispositivos de almacenamiento de información son: los compact disc, con capacidad hasta 650 Megabytes, y las unidades zip que pueden almacenar 100 ó 250 Megabytes, según modelos.
Expresión Gráfica. 16 Otros dispositivos de almacenamiento de información son: los compact disc, con capacidad hasta 650 Megabytes, y las unidades zip que pueden almacenar 100 ó 250 Megabytes, según modelos.
8º CONGRESO IBEROAMERICANO DE INGENIERIA MECANICA Cusco, 23 al 25 de Octubre de 2007
 INSTRUCCIONES PARA LA ELABORACIÓN Y PRESENTACIÓN DE LOS ARTÍCULOS 8º CONGRESO IBEROAMERICANO DE INGENIERIA MECANICA Cusco, 23 al 25 de Octubre de 2007 PROGRAMACIÓN CAD/CAM Francisco D. Calvo López y Eduardo
INSTRUCCIONES PARA LA ELABORACIÓN Y PRESENTACIÓN DE LOS ARTÍCULOS 8º CONGRESO IBEROAMERICANO DE INGENIERIA MECANICA Cusco, 23 al 25 de Octubre de 2007 PROGRAMACIÓN CAD/CAM Francisco D. Calvo López y Eduardo
LA MÁQUINA VIRTUAL PARA PLANIFICAR, COMPROBAR Y OPTIMIZAR. SIMUL ATOR
 SIMUL ATOR LA MÁQUINA VIRTUAL PARA PLANIFICAR, COMPROBAR Y OPTIMIZAR. Simulator Con el simulador de Tebis acercará su taller de producción a la oficina técnica. Podrá generar procesos de mecanizado completos,
SIMUL ATOR LA MÁQUINA VIRTUAL PARA PLANIFICAR, COMPROBAR Y OPTIMIZAR. Simulator Con el simulador de Tebis acercará su taller de producción a la oficina técnica. Podrá generar procesos de mecanizado completos,
SOFTWARE. Software para pruebas automáticas y adquisición de datos
 Software para pruebas automáticas y adquisición de datos SOFTWARE Todo el software desarrollado por EuroSMC para sus equipos se diseña bajo los mismos principios de flexibilidad, compatibilidad y ampliabilidad,
Software para pruebas automáticas y adquisición de datos SOFTWARE Todo el software desarrollado por EuroSMC para sus equipos se diseña bajo los mismos principios de flexibilidad, compatibilidad y ampliabilidad,
Instalación de Sistemas de Automatización y Datos
 UNIVERSIDADE DE VIGO E. T. S. Ingenieros Industriales 5º Curso Orientación Instalaciones y Construcción Instalación de Sistemas de Automatización y Datos José Ignacio Armesto Quiroga http://www www.disa.uvigo.es/
UNIVERSIDADE DE VIGO E. T. S. Ingenieros Industriales 5º Curso Orientación Instalaciones y Construcción Instalación de Sistemas de Automatización y Datos José Ignacio Armesto Quiroga http://www www.disa.uvigo.es/
DOCK CARGADOR PARA IPOD
 DOCK CARGADOR PARA IPOD Eduardo Cumpa Portugués 200620472@mail.urp.edu.pe Sara Chalco Añaños 200720732@ mail.urp.edu.pe José Diaz Guerrero 200620475 @ mail.urp.edu.pe Rafael Enrique López Pari 200620477
DOCK CARGADOR PARA IPOD Eduardo Cumpa Portugués 200620472@mail.urp.edu.pe Sara Chalco Añaños 200720732@ mail.urp.edu.pe José Diaz Guerrero 200620475 @ mail.urp.edu.pe Rafael Enrique López Pari 200620477
UF0879 Elaboración de Programas de CNC para la Fabricación de Piezas por Arranque
 UF0879 Elaboración de Programas de CNC para la Fabricación de Piezas por Arranque de Viruta Titulación acredidatada por la Comisión Internacional de Formación de la UNESCO UF0879 Elaboración de Programas
UF0879 Elaboración de Programas de CNC para la Fabricación de Piezas por Arranque de Viruta Titulación acredidatada por la Comisión Internacional de Formación de la UNESCO UF0879 Elaboración de Programas
Nuevos materiales (cerámica, metales, polímeros) Lubricantes y aditivos del aceite Sistemas autolubricadores Garantía de calidad.
 Lubricantes y aditivos del aceite Sistemas autolubricadores Garantía de calidad.") Introducción El control de la fricción y del desgaste en piezas móviles de máquinas es un elemento crítico a hacer frente en la industria. Es importante tener datos comparables de análisis obtenidos durante
Introducción El control de la fricción y del desgaste en piezas móviles de máquinas es un elemento crítico a hacer frente en la industria. Es importante tener datos comparables de análisis obtenidos durante
Estructuras de Control - Diagrama de Flujo
 RESOLUCIÓN DE PROBLEMAS Y ALGORITMOS Ingeniería en Computación Ingeniería en Informática UNIVERSIDAD NACIONAL DE SAN LUIS DEPARTAMENTO DE INFORMÁTICA AÑO 2015 Índice 1. Programación estructurada 2 1.1.
RESOLUCIÓN DE PROBLEMAS Y ALGORITMOS Ingeniería en Computación Ingeniería en Informática UNIVERSIDAD NACIONAL DE SAN LUIS DEPARTAMENTO DE INFORMÁTICA AÑO 2015 Índice 1. Programación estructurada 2 1.1.
Parámetros con la ventana de selección de usuario, reglas, texto y descomposición (IVE)
") QUÉ SON CONCEPTOS PARAMÉTRICOS? Los conceptos paramétricos de Presto permiten definir de una sola vez una colección de conceptos similares a partir de los cuales se generan variantes o conceptos derivados
QUÉ SON CONCEPTOS PARAMÉTRICOS? Los conceptos paramétricos de Presto permiten definir de una sola vez una colección de conceptos similares a partir de los cuales se generan variantes o conceptos derivados
Metodologías de diseño de hardware
 Capítulo 2 Metodologías de diseño de hardware Las metodologías de diseño de hardware denominadas Top-Down, basadas en la utilización de lenguajes de descripción de hardware, han posibilitado la reducción
Capítulo 2 Metodologías de diseño de hardware Las metodologías de diseño de hardware denominadas Top-Down, basadas en la utilización de lenguajes de descripción de hardware, han posibilitado la reducción
PREPARACION DE HERRAMIENTAS PARA EL CENTRO DE MECANIZADO LEADWELL V-20 ING. DANIEL A. RAMIREZ
 PREPARACION DE HERRAMIENTAS PARA EL CENTRO DE MECANIZADO LEADWELL V-20 ING. DANIEL A. RAMIREZ PREPARACION DE HERRAMIENTAS PARA EL SENSADO DE LA LONGITUD DE HERRAMIENTA Llevar la máquina a Home en el eje
PREPARACION DE HERRAMIENTAS PARA EL CENTRO DE MECANIZADO LEADWELL V-20 ING. DANIEL A. RAMIREZ PREPARACION DE HERRAMIENTAS PARA EL SENSADO DE LA LONGITUD DE HERRAMIENTA Llevar la máquina a Home en el eje
CNC 8055 MC. Manual de ejemplos REF. 1010
 CNC 8055 MC Manual de ejemplos Todos los derechos reservados. No puede reproducirse ninguna parte de esta documentación, transmitirse, transcribirse, almacenarse en un sistema de recuperación de datos
CNC 8055 MC Manual de ejemplos Todos los derechos reservados. No puede reproducirse ninguna parte de esta documentación, transmitirse, transcribirse, almacenarse en un sistema de recuperación de datos
Todo bajo control Aprendizaje y Producción. SOFTWARE de Formación Industrial EMCO
 [ E[M]CONOMÍA] significa: Todo bajo control Aprendizaje y Producción. SOFTWARE de Formación Industrial EMCO Programación, simulación y Software CAD/CAM para formación CNC El control intercambiable El concepto
[ E[M]CONOMÍA] significa: Todo bajo control Aprendizaje y Producción. SOFTWARE de Formación Industrial EMCO Programación, simulación y Software CAD/CAM para formación CNC El control intercambiable El concepto
DIAGRAMA DE GANTT. Este gráfico consiste simplemente en un sistema de coordenadas en que se indica:
 INTRODUCCION DIAGRAMA DE GANTT Diagrama de Gantt: Los cronogramas de barras o gráficos de Gantt fueron concebidos por el ingeniero norteamericano Henry L. Gantt, uno de los precursores de la ingeniería
INTRODUCCION DIAGRAMA DE GANTT Diagrama de Gantt: Los cronogramas de barras o gráficos de Gantt fueron concebidos por el ingeniero norteamericano Henry L. Gantt, uno de los precursores de la ingeniería
UN ENTORNO A MEDIDA PARA EL DISEÑO Y LA SIMULACIÓN DE MAQUINARIA POR COMPUTADOR
 UN ENTORNO A MEDIDA PARA EL DISEÑO Y LA SIMULACIÓN DE MAQUINARIA POR COMPUTADOR Manuel González y Javier Cuadrado Departamento de Ingeniería Industrial II, Campus de Esteiro, 15403 Ferrol Universidad de
UN ENTORNO A MEDIDA PARA EL DISEÑO Y LA SIMULACIÓN DE MAQUINARIA POR COMPUTADOR Manuel González y Javier Cuadrado Departamento de Ingeniería Industrial II, Campus de Esteiro, 15403 Ferrol Universidad de
INGENIERÍA DE MANUFACTURA. Control Numérico por Computadora (CNC) Ing. Ricardo Jiménez
 Ing. Ricardo Jiménez") INGENIERÍA DE MANUFACTURA Control Numérico por Computadora (CNC) Ing. Ricardo Jiménez Introducción Control Numérico (CN) es el término original de esta tecnología. Actualmente es intercambiable con el
INGENIERÍA DE MANUFACTURA Control Numérico por Computadora (CNC) Ing. Ricardo Jiménez Introducción Control Numérico (CN) es el término original de esta tecnología. Actualmente es intercambiable con el
Instalación de Sistemas de Automatización y Datos
 UNIVERSIDADE DE VIGO E. T. S. Ingenieros Industriales 5º Curso Orientación Instalaciones y Construcción Instalación de Sistemas de Automatización y Datos José Ignacio Armesto Quiroga http://www www.disa.uvigo.es/
UNIVERSIDADE DE VIGO E. T. S. Ingenieros Industriales 5º Curso Orientación Instalaciones y Construcción Instalación de Sistemas de Automatización y Datos José Ignacio Armesto Quiroga http://www www.disa.uvigo.es/
Decisión: Indican puntos en que se toman decisiones: sí o no, o se verifica una actividad del flujo grama.
 Diagrama de Flujo La presentación gráfica de un sistema es una forma ampliamente utilizada como herramienta de análisis, ya que permite identificar aspectos relevantes de una manera rápida y simple. El
Diagrama de Flujo La presentación gráfica de un sistema es una forma ampliamente utilizada como herramienta de análisis, ya que permite identificar aspectos relevantes de una manera rápida y simple. El
PERFIL COMPETENCIA OPERADOR DE MÁQUINAS HERRAMIENTAS CNC
 FECHA DE EMISIÓN: 20/11/2013 PERFIL COMPETENCIA OPERADOR DE MÁQUINAS HERRAMIENTAS CNC FICHA DE PERFIL OCUPACIONAL OPERADOR DE MÁQUINAS HERRAMIENTAS CNC Sector: METALMECÁNICO Subsector: MECANIZADO Código:
FECHA DE EMISIÓN: 20/11/2013 PERFIL COMPETENCIA OPERADOR DE MÁQUINAS HERRAMIENTAS CNC FICHA DE PERFIL OCUPACIONAL OPERADOR DE MÁQUINAS HERRAMIENTAS CNC Sector: METALMECÁNICO Subsector: MECANIZADO Código:
SELECCIÓN N Y DISEÑO DEL PRODUCTO Y SERVICIO
 SELECCIÓN N Y DISEÑO DEL PRODUCTO Y SERVICIO Administración n de Operaciones II 1 El desarrollo consistente y la introducción n de nuevos productos que valoren los clientes es muy importante para la prosperidad
SELECCIÓN N Y DISEÑO DEL PRODUCTO Y SERVICIO Administración n de Operaciones II 1 El desarrollo consistente y la introducción n de nuevos productos que valoren los clientes es muy importante para la prosperidad
Expresión Gráfica en Ingeniería Industrial
 Jesús Miguel Chacón Muñoz Javier Sánchez-Reyes Fernández Expresión Gráfica en Ingeniería Industrial EDITORIAL DONOSTIARRA Pokopandegi, nº 4 - Pabellón Igaralde - Barrio Igara Apartado 671 - Teléfonos 943
Jesús Miguel Chacón Muñoz Javier Sánchez-Reyes Fernández Expresión Gráfica en Ingeniería Industrial EDITORIAL DONOSTIARRA Pokopandegi, nº 4 - Pabellón Igaralde - Barrio Igara Apartado 671 - Teléfonos 943
C U R S O PROGRAMACIÓN EN CNC CON SOFTWARE BOBCAD-CAM V25.
 C U R S O PROGRAMACIÓN EN CNC CON SOFTWARE BOBCAD-CAM V25. OBJETIVO: Preparar a los alumnos para la utilización de software de programación BobCAD-CAM V25, generación de códigos G con postprocesadores,
C U R S O PROGRAMACIÓN EN CNC CON SOFTWARE BOBCAD-CAM V25. OBJETIVO: Preparar a los alumnos para la utilización de software de programación BobCAD-CAM V25, generación de códigos G con postprocesadores,
APOLO GESTION INTEGRAL.
 APOLO GESTION INTEGRAL. APOLO Gestión es una aplicación realizada en Visual Studio, y apoyada en una potente base de datos SQL, que le proporciona grandes ventajas a la hora de trabajar tanto sobre redes
APOLO GESTION INTEGRAL. APOLO Gestión es una aplicación realizada en Visual Studio, y apoyada en una potente base de datos SQL, que le proporciona grandes ventajas a la hora de trabajar tanto sobre redes
Simulación y Control de un Sistema Mecatrónico Aplicando Diseño Asistido por Computadora
 La Mecatrónica en México, Vol. 2, No. 3, páginas 90-98, Septiembre 2013. Disponible en línea en www.mecamex.net/revistas/lmem ISSN en trámite, 2013 Derechos de autor y derechos conexos, Asociación Mexicana
La Mecatrónica en México, Vol. 2, No. 3, páginas 90-98, Septiembre 2013. Disponible en línea en www.mecamex.net/revistas/lmem ISSN en trámite, 2013 Derechos de autor y derechos conexos, Asociación Mexicana
CAPÍTULO 1 Instrumentación Virtual
 CAPÍTULO 1 Instrumentación Virtual 1.1 Qué es Instrumentación Virtual? En las últimas décadas se han incrementado de manera considerable las aplicaciones que corren a través de redes debido al surgimiento
CAPÍTULO 1 Instrumentación Virtual 1.1 Qué es Instrumentación Virtual? En las últimas décadas se han incrementado de manera considerable las aplicaciones que corren a través de redes debido al surgimiento
Introducción. Ciclo de vida de los Sistemas de Información. Diseño Conceptual
 Introducción Algunas de las personas que trabajan con SGBD relacionales parecen preguntarse porqué deberían preocuparse del diseño de las bases de datos que utilizan. Después de todo, la mayoría de los
Introducción Algunas de las personas que trabajan con SGBD relacionales parecen preguntarse porqué deberían preocuparse del diseño de las bases de datos que utilizan. Después de todo, la mayoría de los
CAPÍTULO I. Sistemas de Control Distribuido (SCD).
.") 1.1 Sistemas de Control. Un sistema es un ente cuya función es la de recibir acciones externas llamadas variables de entrada que a su vez provocan una o varias reacciones como respuesta llamadas variables
1.1 Sistemas de Control. Un sistema es un ente cuya función es la de recibir acciones externas llamadas variables de entrada que a su vez provocan una o varias reacciones como respuesta llamadas variables
Novedades. Introducción. Potencia
 Introducción Basado en el demostrado rendimiento y flexibilidad de la versión 8.5, Crystal Reports 9 presenta una amplia variedad de avanzadas funciones para que el diseño, entrega e integración de informes
Introducción Basado en el demostrado rendimiento y flexibilidad de la versión 8.5, Crystal Reports 9 presenta una amplia variedad de avanzadas funciones para que el diseño, entrega e integración de informes
Software Form Control
 Medición mediante click del ratón. Así de fácil es el chequeo de piezas en centros de mecanizado mediante el software de medición FormControl No hay diferencian entre piezas con geometrías estándares o
Medición mediante click del ratón. Así de fácil es el chequeo de piezas en centros de mecanizado mediante el software de medición FormControl No hay diferencian entre piezas con geometrías estándares o
Operación de Microsoft Excel
 Representación gráfica de datos Generalidades Excel puede crear gráficos a partir de datos previamente seleccionados en una hoja de cálculo. El usuario puede incrustar un gráfico en una hoja de cálculo,
Representación gráfica de datos Generalidades Excel puede crear gráficos a partir de datos previamente seleccionados en una hoja de cálculo. El usuario puede incrustar un gráfico en una hoja de cálculo,
Ingeniería Técnica Industrial: Esp. Mecánica
 Escuela Politécnica Superior Ingeniería Técnica Industrial: Esp. Mecánica UNIVERSIDAD DE JAÉN Escuela Politécnica Superior (Linares) Proyecto Fin de Carrera DESARROLLO Y EVALUACIÓN DE COSTES DEL DISEÑO
Escuela Politécnica Superior Ingeniería Técnica Industrial: Esp. Mecánica UNIVERSIDAD DE JAÉN Escuela Politécnica Superior (Linares) Proyecto Fin de Carrera DESARROLLO Y EVALUACIÓN DE COSTES DEL DISEÑO
INFORMÁTICA. Práctica 5. Programación en C. Grado en Ingeniería en Electrónica y Automática Industrial. Curso 2013-2014. v1.0 (05.03.
 INFORMÁTICA Práctica 5. Programación en C. Grado en Ingeniería en Electrónica y Automática Industrial Curso 2013-2014 v1.0 (05.03.14) A continuación figuran una serie de ejercicios propuestos, agrupados
INFORMÁTICA Práctica 5. Programación en C. Grado en Ingeniería en Electrónica y Automática Industrial Curso 2013-2014 v1.0 (05.03.14) A continuación figuran una serie de ejercicios propuestos, agrupados
GUÍA DE USUARIO: GOOGLE DRIVE
 GUÍA DE USUARIO: GOOGLE DRIVE Google Drive es una herramienta telemática de la web 2.0 que permite el trabajo virtual de forma colaborativa. En Google Drive podemos encontrar una barra de navegación en
GUÍA DE USUARIO: GOOGLE DRIVE Google Drive es una herramienta telemática de la web 2.0 que permite el trabajo virtual de forma colaborativa. En Google Drive podemos encontrar una barra de navegación en
2.1 Clasificación de los sistemas de Producción.
 ADMINISTRACION DE OPERACIONES Sesión 2: La Administración de operaciones II Objetivo específico 1: El alumno conocerá la clasificación de los sistemas de producción, los sistemas avanzados de manufactura
ADMINISTRACION DE OPERACIONES Sesión 2: La Administración de operaciones II Objetivo específico 1: El alumno conocerá la clasificación de los sistemas de producción, los sistemas avanzados de manufactura
1.- Datos de la Asignatura
 1.- Datos de la Asignatura Titulación Centro Ingeniería Técnica Industrial Escuela Politécnica Superior de Zamora Denominación Procesos de Fabricación Código 12030 Plan 1996 Ciclo 1 Curso 3º Carácter 1
1.- Datos de la Asignatura Titulación Centro Ingeniería Técnica Industrial Escuela Politécnica Superior de Zamora Denominación Procesos de Fabricación Código 12030 Plan 1996 Ciclo 1 Curso 3º Carácter 1
Tecnologías Automatizadas de Producción
 CIM 2007 N UNIDAD 1. Introducción a CIM 2. Código de Control Numérico (CNC) 3. CAD / CAM 4. Robótica 5. Control Automatizado de la calidad 6. Tecnología de grupo y proceso de fabricación 7. Gestión Integrada
CIM 2007 N UNIDAD 1. Introducción a CIM 2. Código de Control Numérico (CNC) 3. CAD / CAM 4. Robótica 5. Control Automatizado de la calidad 6. Tecnología de grupo y proceso de fabricación 7. Gestión Integrada
TEMA 5. INTRODUCCIÓN A LAS MÁQUINAS HERRAMIENTA DE CONTROL NUMÉRICO
 TEMA 5. INTRODUCCIÓN A LAS MÁQUINAS HERRAMIENTA DE CONTROL NUMÉRICO 1. DEFINICIÓN DE CN. ELEMENTOS BÁSICOS. 2. MÁQUINAS HERRAMIENTA DE CONTROL NUMÉRICO. 3. CLASIFICACIÓN DE LOS CONTROLES NUMÉRICOS. 4.
TEMA 5. INTRODUCCIÓN A LAS MÁQUINAS HERRAMIENTA DE CONTROL NUMÉRICO 1. DEFINICIÓN DE CN. ELEMENTOS BÁSICOS. 2. MÁQUINAS HERRAMIENTA DE CONTROL NUMÉRICO. 3. CLASIFICACIÓN DE LOS CONTROLES NUMÉRICOS. 4.
Diámetro: 40 mm Longitud: 100mm / 130 mm
 LABORATORIOS Y TALLERES DE MECÁNICA LABORATORIO DE ROBÓTICA Y CNC ESPECIFICACIONES TÉCNICAS PARA PRÁCTICAS EN TORNO CNC 8025T MATERIAL PARA MAQUINADO. Se sugiere para la práctica de CNC en el torno 8025T,
LABORATORIOS Y TALLERES DE MECÁNICA LABORATORIO DE ROBÓTICA Y CNC ESPECIFICACIONES TÉCNICAS PARA PRÁCTICAS EN TORNO CNC 8025T MATERIAL PARA MAQUINADO. Se sugiere para la práctica de CNC en el torno 8025T,
El planificador de trabajo LICCON para grúas móviles y sobre cadenas
 El planificador de trabajo LICCON para grúas móviles y sobre cadenas 1 capacidades de carga sustituye al manual de tablas. En este apartado pueden seleccionarse los estados de equipamiento programados
El planificador de trabajo LICCON para grúas móviles y sobre cadenas 1 capacidades de carga sustituye al manual de tablas. En este apartado pueden seleccionarse los estados de equipamiento programados
TEMA 19: Fabricación n Asistida por Ordenador - CAM
 Tema 19: CAM 1/7 MÓDULO III: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 19: Fabricación n Asistida por Ordenador - CAM TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA
Tema 19: CAM 1/7 MÓDULO III: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 19: Fabricación n Asistida por Ordenador - CAM TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA
TEMA 1: REPRESENTACIÓN GRÁFICA. 0.- MANEJO DE ESCUADRA Y CARTABON (Repaso 1º ESO)
") TEMA 1: REPRESENTACIÓN GRÁFICA 0.- MANEJO DE ESCUADRA Y CARTABON (Repaso 1º ESO) Son dos instrumentos de plástico transparente que se suelen usar de forma conjunta. La escuadra tiene forma de triángulo
TEMA 1: REPRESENTACIÓN GRÁFICA 0.- MANEJO DE ESCUADRA Y CARTABON (Repaso 1º ESO) Son dos instrumentos de plástico transparente que se suelen usar de forma conjunta. La escuadra tiene forma de triángulo
Capítulo 5. Cliente-Servidor.
 Capítulo 5. Cliente-Servidor. 5.1 Introducción En este capítulo hablaremos acerca de la arquitectura Cliente-Servidor, ya que para nuestra aplicación utilizamos ésta arquitectura al convertir en un servidor
Capítulo 5. Cliente-Servidor. 5.1 Introducción En este capítulo hablaremos acerca de la arquitectura Cliente-Servidor, ya que para nuestra aplicación utilizamos ésta arquitectura al convertir en un servidor
COMO TRABAJAR EN EL AULA CON EL QCAD
 COMO TRABAJAR EN EL AULA CON EL QCAD AUTORÍA MIGUEL ANGEL CABA ARCO TEMÁTICA TECNOLOGIA ETAPA ESO Resumen Este articulo trata sobre como trabajar en el aula el diseño grafico por ordenador mediante el
COMO TRABAJAR EN EL AULA CON EL QCAD AUTORÍA MIGUEL ANGEL CABA ARCO TEMÁTICA TECNOLOGIA ETAPA ESO Resumen Este articulo trata sobre como trabajar en el aula el diseño grafico por ordenador mediante el
FABRICACIÓN ASISTIDA POR COMPUTADOR 2º INGENIERÍA TÉCNICA INDUSTRIAL, ESPECIALIDAD MECÁNICA PRÁCTICA TUTORIZADA. INTRODUCCIÓN AL CAD/CAM WINCAM (1)
") 2º INGENIERÍA TÉCNICA INDUSTRIAL, ESPECIALIDAD MECÁNICA PRÁCTICA TUTORIZADA. INTRODUCCIÓN AL CAD/CAM WINCAM (1) PRÁCTICA 2. INTRODUCCIÓN AL CAD/CAM. WINCAM 2 1. OBJETIVO El objetivo de la práctica es aprender
2º INGENIERÍA TÉCNICA INDUSTRIAL, ESPECIALIDAD MECÁNICA PRÁCTICA TUTORIZADA. INTRODUCCIÓN AL CAD/CAM WINCAM (1) PRÁCTICA 2. INTRODUCCIÓN AL CAD/CAM. WINCAM 2 1. OBJETIVO El objetivo de la práctica es aprender
Leica Application Suite
 Leica Application Suite Macro Editor y Macro Runner Personalizado y automatizado 2 Las instrucciones se pueden pausar opcionalmente cuando la rutina se ejecuta para interactuar con las imágenes. Las instrucciones
Leica Application Suite Macro Editor y Macro Runner Personalizado y automatizado 2 Las instrucciones se pueden pausar opcionalmente cuando la rutina se ejecuta para interactuar con las imágenes. Las instrucciones
MACROS Y FORMULARIOS
 MACROS Y FORMULARIOS Para poder realizar formularios en Excel es necesario ubicar el menú programador Qué hacer si no aparece el menú programador? En algunos equipos no aparece este menú, por lo que es
MACROS Y FORMULARIOS Para poder realizar formularios en Excel es necesario ubicar el menú programador Qué hacer si no aparece el menú programador? En algunos equipos no aparece este menú, por lo que es
UF0513 Gestión auxiliar de archivo en soporte convencional o informático
 UF0513 Gestión auxiliar de archivo en soporte convencional o informático Tema 1. Sistemas operativos habituales Tema 2. Archivo y clasificación de documentación administrativa Tema 3. Base de datos Tema
UF0513 Gestión auxiliar de archivo en soporte convencional o informático Tema 1. Sistemas operativos habituales Tema 2. Archivo y clasificación de documentación administrativa Tema 3. Base de datos Tema
COMO ENCONTRAR LA MEJOR OPCIÓN DE SOFTWARE CAD-CAM EN EL MERCADO
 COMO ENCONTRAR LA MEJOR OPCIÓN DE SOFTWARE CAD-CAM EN EL MERCADO Para buscar un buen software de diseño y programación CNC es importante tomar en consideración cuatro puntos importantes: Funcionalidad,
COMO ENCONTRAR LA MEJOR OPCIÓN DE SOFTWARE CAD-CAM EN EL MERCADO Para buscar un buen software de diseño y programación CNC es importante tomar en consideración cuatro puntos importantes: Funcionalidad,
Autor: Microsoft Licencia: Cita Fuente: Ayuda de Windows
 Qué es Recuperación? Recuperación del Panel de control proporciona varias opciones que pueden ayudarle a recuperar el equipo de un error grave. Nota Antes de usar Recuperación, puede probar primero uno
Qué es Recuperación? Recuperación del Panel de control proporciona varias opciones que pueden ayudarle a recuperar el equipo de un error grave. Nota Antes de usar Recuperación, puede probar primero uno
Capítulo 4. Requisitos del modelo para la mejora de la calidad de código fuente
 Capítulo 4. Requisitos del modelo para la mejora de la calidad de código fuente En este capítulo definimos los requisitos del modelo para un sistema centrado en la mejora de la calidad del código fuente.
Capítulo 4. Requisitos del modelo para la mejora de la calidad de código fuente En este capítulo definimos los requisitos del modelo para un sistema centrado en la mejora de la calidad del código fuente.
Módulo 10: Aplicaciones Informáticas de Gestión Comercial. Guía del formador por cada módulo formativo
 Módulo 10: Aplicaciones Informáticas de Gestión Comercial Guía del formador por cada módulo formativo Módulo 10 1. DENOMINACIÓN DEL MÓDULO MÓDULO 10: APLICACIONES IN ORMÁTICAS DE GESTIÓN COMERCIAL 2.
Módulo 10: Aplicaciones Informáticas de Gestión Comercial Guía del formador por cada módulo formativo Módulo 10 1. DENOMINACIÓN DEL MÓDULO MÓDULO 10: APLICACIONES IN ORMÁTICAS DE GESTIÓN COMERCIAL 2.
CAPÍTULO 3. HERRAMIENTA DE SOFTWARE DE PLANEACIÓN DE
 CAPÍTULO 3. HERRAMIENTA DE SOFTWARE DE PLANEACIÓN DE INVENTARIO Y PROCESO Objetivos del capítulo Desarrollar una herramienta de software de planeación de inventario con los datos obtenidos del capítulo
CAPÍTULO 3. HERRAMIENTA DE SOFTWARE DE PLANEACIÓN DE INVENTARIO Y PROCESO Objetivos del capítulo Desarrollar una herramienta de software de planeación de inventario con los datos obtenidos del capítulo
UF0035: Operaciones de caja en la venta
 UF0035: Operaciones de caja en la venta TEMA 1. Caja y Terminal Punto de Venta TEMA 2. Procedimientos de cobro y pago de las operaciones de venta OBJETIVOS - Aplicar los procedimientos de registro y cobro
UF0035: Operaciones de caja en la venta TEMA 1. Caja y Terminal Punto de Venta TEMA 2. Procedimientos de cobro y pago de las operaciones de venta OBJETIVOS - Aplicar los procedimientos de registro y cobro
TEMA 4.- EL SUBSISTEMA DE PRODUCCIÓN.
 TEMA 4.- EL SUBSISTEMA DE PRODUCCIÓN. 1. Concepto y elementos del subsistema de producción. 2. Clases de procesos productivos 3. Objetivos y decisiones en la administración de la producción Concepto y
TEMA 4.- EL SUBSISTEMA DE PRODUCCIÓN. 1. Concepto y elementos del subsistema de producción. 2. Clases de procesos productivos 3. Objetivos y decisiones en la administración de la producción Concepto y
TIPOS DE RESTRICCIONES
 RESTRICCIONES: Las restricciones son reglas que determinan la posición relativa de las distintas geometrías existentes en el archivo de trabajo. Para poder aplicarlas con rigor es preciso entender el grado
RESTRICCIONES: Las restricciones son reglas que determinan la posición relativa de las distintas geometrías existentes en el archivo de trabajo. Para poder aplicarlas con rigor es preciso entender el grado
NORMAS OCUPACIONALES EN EL ROL:
 PROGRAMA DE FORMACIÓN Y CERTIFICACIÓN DE COMPETENCIAS LABORALES NORMAS OCUPACIONALES EN EL ROL: OPERADOR DE MÁQUINAS CNC DE MECANIZADO POR ARRANQUE DE VIRUTA PÁGINA 1 1. ÁREA DE COMPETENCIAS: Industria
PROGRAMA DE FORMACIÓN Y CERTIFICACIÓN DE COMPETENCIAS LABORALES NORMAS OCUPACIONALES EN EL ROL: OPERADOR DE MÁQUINAS CNC DE MECANIZADO POR ARRANQUE DE VIRUTA PÁGINA 1 1. ÁREA DE COMPETENCIAS: Industria
Catálogo de productos. Generado por. Noguiana. info@noguiana.es
 Catálogo de productos Generado por 911010881 Catálogo generado por España - Página 2 de 17 Otras herramientas y productos de ferretería Catálogo generado por España - Página 3 de 17 Almacen Automatico
Catálogo de productos Generado por 911010881 Catálogo generado por España - Página 2 de 17 Otras herramientas y productos de ferretería Catálogo generado por España - Página 3 de 17 Almacen Automatico
Software diseñado especialmente para Planificación del entrenamiento, control de evaluaciones, Captura y Edición de Video.
 Software diseñado especialmente para Planificación del entrenamiento, control de evaluaciones, Captura y Edición de Video. QUE ES X-TRAINING X FUSSION? X-Training Fussion es un sistema de computación que
Software diseñado especialmente para Planificación del entrenamiento, control de evaluaciones, Captura y Edición de Video. QUE ES X-TRAINING X FUSSION? X-Training Fussion es un sistema de computación que
1.- MENU DE CONTROL O MENU VENTANA: permite cerrar la ventana cambiarla de tamaño y pasar a otra ventana
 EXCEL PRÓLOGO Microsoft Excel es una hoja de cálculo de gran capacidad y fácil uso. Excel no solo es una hoja de calculo, sino también tiene capacidad para diseñar bases de datos (listas) de forma totalmente
EXCEL PRÓLOGO Microsoft Excel es una hoja de cálculo de gran capacidad y fácil uso. Excel no solo es una hoja de calculo, sino también tiene capacidad para diseñar bases de datos (listas) de forma totalmente
TEMA 1: DISEÑO Y DIBUJO DE OBJETOS.
 TEMA 1: DISEÑO Y DIBUJO DE OBJETOS. Francisco Raposo Tecnología 3ºESO 1. LA REPRESENTACIÓN DE OBJETOS 1.1.EL DIBUJO TÉCNICO Es una de las técnicas que se utilizan para describir un objeto, con la intención
TEMA 1: DISEÑO Y DIBUJO DE OBJETOS. Francisco Raposo Tecnología 3ºESO 1. LA REPRESENTACIÓN DE OBJETOS 1.1.EL DIBUJO TÉCNICO Es una de las técnicas que se utilizan para describir un objeto, con la intención
CONCLUSIONES. De la información total que acabamos de facilitar al lector podemos realizar el siguiente resumen:
 CONCLUSIONES De la información total que acabamos de facilitar al lector podemos realizar el siguiente resumen: 1º. Ha habido un incremento en el número total de consultas y reclamaciones ante las asociaciones
CONCLUSIONES De la información total que acabamos de facilitar al lector podemos realizar el siguiente resumen: 1º. Ha habido un incremento en el número total de consultas y reclamaciones ante las asociaciones
Ciclo de vida y Metodologías para el desarrollo de SW Definición de la metodología
 Ciclo de vida y Metodologías para el desarrollo de SW Definición de la metodología La metodología para el desarrollo de software es un modo sistemático de realizar, gestionar y administrar un proyecto
Ciclo de vida y Metodologías para el desarrollo de SW Definición de la metodología La metodología para el desarrollo de software es un modo sistemático de realizar, gestionar y administrar un proyecto
U.T. 2 Planificación de Proyectos
 U.T. 2 Planificación de Proyectos En el tema anterior hemos visto que es determinante una buena planificación del proyecto, ya que de no realizarse ésta, nunca sabremos el tiempo que resta para la finalización
U.T. 2 Planificación de Proyectos En el tema anterior hemos visto que es determinante una buena planificación del proyecto, ya que de no realizarse ésta, nunca sabremos el tiempo que resta para la finalización
En este capítulo se describe la forma de cómo se implementó el sistema de video
 En este capítulo se describe la forma de cómo se implementó el sistema de video por medio de una cámara web y un servomecanismo que permitiera al usuario ver un experimento en el mismo instante en que
En este capítulo se describe la forma de cómo se implementó el sistema de video por medio de una cámara web y un servomecanismo que permitiera al usuario ver un experimento en el mismo instante en que
INTRODUCCION A LA PROGRAMACION DE PLC
 INTRODUCCION A LA PROGRAMACION DE PLC Esta guía se utilizará para estudiar la estructura general de programación de um PLC Instrucciones y Programas Una instrucción u orden de trabajo consta de dos partes
INTRODUCCION A LA PROGRAMACION DE PLC Esta guía se utilizará para estudiar la estructura general de programación de um PLC Instrucciones y Programas Una instrucción u orden de trabajo consta de dos partes
MACROS. Automatizar tareas a través del uso de las macros.
 OBJETIVOS MACROS Definiciones Automatizar tareas a través del uso de las macros. Grabar Ejecutar Manipular macros. Tipos de Macros en Excel Introducción Las operaciones tradicionales que se pueden realizar
OBJETIVOS MACROS Definiciones Automatizar tareas a través del uso de las macros. Grabar Ejecutar Manipular macros. Tipos de Macros en Excel Introducción Las operaciones tradicionales que se pueden realizar
CLASIFICACIÓN DE LAS COMPUTADORAS. Ing. Erlinda Gutierrez Poma
 CLASIFICACIÓN DE LAS COMPUTADORAS Ing. Erlinda Gutierrez Poma Tipos de Computadoras Dentro de la evolución de las computadoras, han surgido diferentes equipos con diferentes tamaños y características según
CLASIFICACIÓN DE LAS COMPUTADORAS Ing. Erlinda Gutierrez Poma Tipos de Computadoras Dentro de la evolución de las computadoras, han surgido diferentes equipos con diferentes tamaños y características según
AF Services Technical Report
 ISO 9001 / V2008 GEAR COMPANY Cliente: HOERBIGER DE COLOMBIA LTDA Fecha de ejecución: 02 al 16 de Marzo del 2015 Trabajo ejecutado: Mecanizado en situ de carcasa superior Ubicación: Refinería Ecopetrol,
ISO 9001 / V2008 GEAR COMPANY Cliente: HOERBIGER DE COLOMBIA LTDA Fecha de ejecución: 02 al 16 de Marzo del 2015 Trabajo ejecutado: Mecanizado en situ de carcasa superior Ubicación: Refinería Ecopetrol,
Microsoft Access proporciona dos métodos para crear una Base de datos.
 Operaciones básicas con Base de datos Crear una Base de datos Microsoft Access proporciona dos métodos para crear una Base de datos. Se puede crear una base de datos en blanco y agregarle más tarde las
Operaciones básicas con Base de datos Crear una Base de datos Microsoft Access proporciona dos métodos para crear una Base de datos. Se puede crear una base de datos en blanco y agregarle más tarde las
NOTAS TÉCNICAS SOBRE EL SIT: Documentos de Gestión
 NOTAS TÉCNICAS SOBRE EL SIT: Documentos de Gestión Introducción...2 Tipos de documentos...2 Datos de Cabecera...3 Nuevo Documento... 3 Modificar Documento... 4 Añadir, modificar y eliminar Artículos...5
NOTAS TÉCNICAS SOBRE EL SIT: Documentos de Gestión Introducción...2 Tipos de documentos...2 Datos de Cabecera...3 Nuevo Documento... 3 Modificar Documento... 4 Añadir, modificar y eliminar Artículos...5
EL CONTROL NUMERICO COMPUTARIZADO EN EL DESARROLLO INDUSTRIAL
 EL CONTROL NUMERICO COMPUTARIZADO EN EL DESARROLLO INDUSTRIAL Ing. Lino Ruíz (lruiz@fim.utp.ac.pa) PARTE I: GENERALIDADES DEL CNC Actualmente existe un ambiente de grandes expectativas e incertidumbre.
EL CONTROL NUMERICO COMPUTARIZADO EN EL DESARROLLO INDUSTRIAL Ing. Lino Ruíz (lruiz@fim.utp.ac.pa) PARTE I: GENERALIDADES DEL CNC Actualmente existe un ambiente de grandes expectativas e incertidumbre.
NOTAS TÉCNICAS SOBRE EL SIT: Conceptos contables
 NOTAS TÉCNICAS SOBRE EL SIT: 2 Qué son los conceptos contables? Qué son los conceptos contables? 3 Principios de su funcionamiento 3 Defina los conceptos contables 3 Modificar en bloque 6 Aplique los conceptos
NOTAS TÉCNICAS SOBRE EL SIT: 2 Qué son los conceptos contables? Qué son los conceptos contables? 3 Principios de su funcionamiento 3 Defina los conceptos contables 3 Modificar en bloque 6 Aplique los conceptos
ISSN 1988-6047 DEP. LEGAL: GR 2922/2007 Nº 28 MARZO DE 2010
 ELABORACIÓN DE UN SOFTWARE PARA LA CONFECCIÓN DE HOJAS DE PROCESOS DE MECANIZADO (2) AUTORÍA JOSÉ MARÍA MUÑOZ VIDAL TEMÁTICA TECNOLOGÍA MECÁNICA ETAPA FP, BACHILLERATO Resumen Mediante el empleo del entorno
ELABORACIÓN DE UN SOFTWARE PARA LA CONFECCIÓN DE HOJAS DE PROCESOS DE MECANIZADO (2) AUTORÍA JOSÉ MARÍA MUÑOZ VIDAL TEMÁTICA TECNOLOGÍA MECÁNICA ETAPA FP, BACHILLERATO Resumen Mediante el empleo del entorno
OPERACIONES DE ALMACENAJE Y GESTION DE STOCK
 OPERACIONES DE ALMACENAJE Y GESTION DE STOCK OBJETIVOS Al realizar este curso, el alumno adquirirá las siguientes habilidades y conocimientos: -Adquirir los conocimientos y habilidades necesarias para
OPERACIONES DE ALMACENAJE Y GESTION DE STOCK OBJETIVOS Al realizar este curso, el alumno adquirirá las siguientes habilidades y conocimientos: -Adquirir los conocimientos y habilidades necesarias para
8º CONGRESO IBEROAMERICANO DE INGENIERIA MECANICA Cusco, 23 al 25 de Octubre de 2007
 8º CONGRESO IBEROAMERICANO DE INGENIERIA MECANICA Cusco, 23 al 25 de Octubre de 2007 MÉTODO DE MAQUINADO EN 3D USADO EN LA FRESADORA ACCU CON LA APLICACIÓN DEL PROGRAMA MASTERCAM Calvo López F. D. Departamento
8º CONGRESO IBEROAMERICANO DE INGENIERIA MECANICA Cusco, 23 al 25 de Octubre de 2007 MÉTODO DE MAQUINADO EN 3D USADO EN LA FRESADORA ACCU CON LA APLICACIÓN DEL PROGRAMA MASTERCAM Calvo López F. D. Departamento