4. PROGRAMACIÓN DE CNC TORNOS.
|
|
|
- José Miguel Villanueva Piñeiro
- hace 8 años
- Vistas:
Transcripción
1 4.1. TORNOS. DETERMINACIÓN DEL ORIGEN PIEZA REGLAJE DE LA HERRAMIENTA El reglaje de herramientas es la operación previa al mecanizado, mediante la cual se establece la distancia desde cada punta o extremo de herramienta al origen de la pieza o punto 0 (W). Los valores de corrección calculados se introducen en la tabla de correctores de herramientas. 1. Reglaje automático. 2. Reglaje según herramienta de referencia o base. 3. Reglaje para tornos con sistemas modulares de herramientas.

2 4.1. TORNOS. SELECCIÓN DE LA HERRAMIENTA La selección de la herramienta se hace mediante el código T2.2. Las dos cifras a la izquierda del punto decimal indican la posición en la torreta y las dos cifras a la derecha, el corrector de la tabla de herramientas asignado. En cada corrector se almacenan los siguientes valores: X: Longitud de la herramienta según el eje X (valor de corrección calculado en el reglaje). Z: Longitud de la herramienta según el eje Z (valor de corrección calculado en el reglaje).

3 4.1. TORNOS. SELECCIÓN DE LA HERRAMIENTA F: Código de forma de la herramienta (identificación de la forma de trabajo de la herramienta). Este valor únicamente es necesario indicarlo cuando la trayectoria programada debe hacerse compensando el radio de la plaquita. R: Radio de punta de la plaquita. Este valor únicamente es necesario indicarlo cuando la trayectoria programada debe hacerse compensando el radio de la plaquita. I: Valor de corrección del desgaste de la herramienta según el eje X. Este valor se introduce siempre en diámetros. K: Valor de corrección del desgaste de la herramienta según el eje Z.

4 4.1. TORNOS. VELOCIDAD DE GIRO DEL CABEZAL (S) En el torno, la velocidad del cabezal puede programarse en metros/minuto (G96) o en revoluciones/minuto (G97). A excepción de operaciones como el roscado, lo correcto es utilizar la velocidad de corte constante. En este caso es necesario programar previamente la gama de velocidad (M41, M42, M43, M44) y la limitación de las revoluciones por minuto (G92). Se recomienda programar en el mismo bloque G96 y la velocidad del cabezal (S4). En caso contrario, el CNC asume como velocidad del cabezal la última velocidad de corte constante con la que se haya trabajado. En el caso de que no se hubiera programado previamente G96, el control dará error.
.")
5 4.1. TORNOS. VELOCIDAD DE GIRO DEL CABEZAL (S) La función G96 es modal; se mantiene activa hasta que se programe G97, M02, M30 o se realice un RESET o EMERGENCIA. Con la función G97 se indica al CNC que las velocidades programadas mediante S4 vienen expresadas en revoluciones/minuto. Si G97 y la velocidad del cabezal S4 no se programan en el mismo bloque, el CNC asume como velocidad programada, la velocidad a la que en ese momento esté girando el cabezal. La función G97 es modal; se mantiene activa hasta que se programe G96. Tras el encendido, después de ejecutarse M02, M30 o tras un RESET o EMERGENCIA, el CNC asume G97.

6 4.1. TORNOS. VELOCIDAD DE AVANCE (F) La velocidad de avance de la herramienta (F) puede programarse en mm/revolución (G95) o en mm/minuto (G94). Normalmente, los avances del torno se programan en mm/revolución y los de fresadora en mm/minuto. Los avances programados se hacen efectivos cuando se trabaja en interpolación lineal G01 o interpolación circular G02/G03. El avance máximo programable de la máquina está limitado por un parámetro. En el caso de no programar el avance o indicarlo de la forma F0, los desplazamientos se realizan a la velocidad establecida en dicho parámetro. Las funciones G94, G95 son modales.

7 4.1. TORNOS. EJEMPLO Elegir la velocidad de corte (Vc, m/min) y la velocidad de avance (mm/rev) para la mecanización de una pieza de acero inoxidable. Datos: -Pasada de acabado. -Rugosidad: Ra=1,6 micras -Radio de punta de la herramienta: 0,8 mm

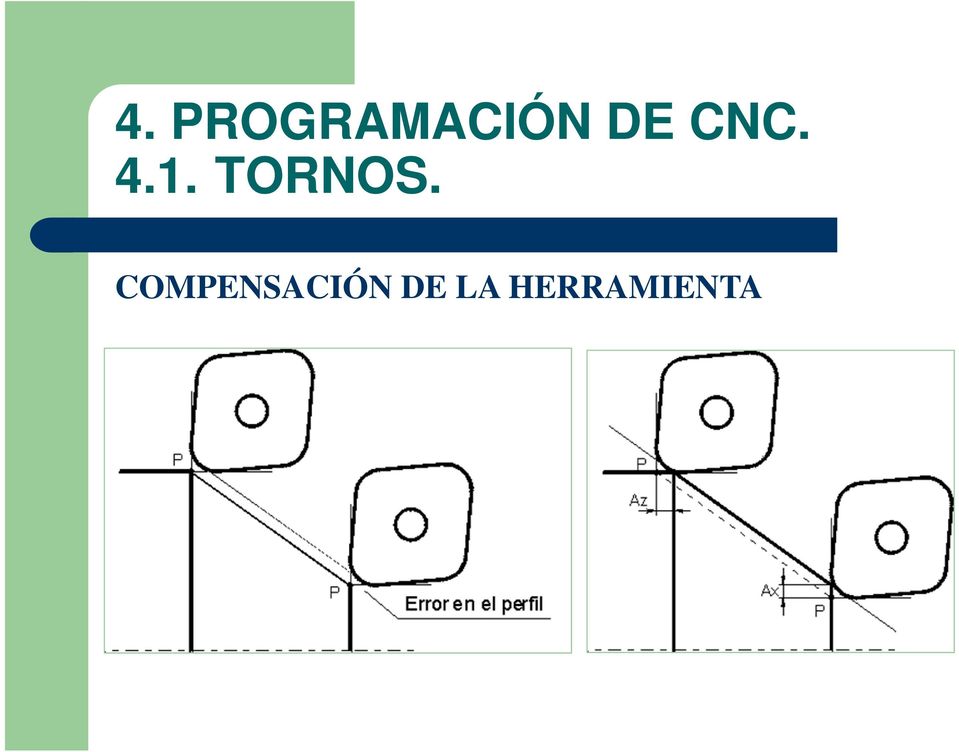
8 4.1. TORNOS. COMPENSACIÓN DE LA HERRAMIENTA En la programación de trayectorias no paralelas a los ejes, el radio de punta de las plaquitas de torneado hace que el perfil real de la pieza no coincida con el teórico; para corregir este defecto, el programador puede calcular mediante fórmulas, la posición de la punta de la herramienta en cada punto de inicio y final de una trayectoria, o bien utilizar las funciones de compensación G41/G42, que permiten programar directamente el contorno de la pieza.

9 4.1. TORNOS. COMPENSACIÓN DE LA HERRAMIENTA
10 4.1. TORNOS. COMPENSACIÓN DE LA HERRAMIENTA Los controles numéricos actuales permiten programar directamente el contorno de la pieza sin tener en cuenta el radio de la herramienta. Los requerimientos del CNC para realizar correctamente una compensación son: 1. Introducir en la tabla de herramientas el código de forma F y el radio de punta de la plaquita. 2. Programar las funciones preparatorias G41 o G42 en el bloque de desplazamiento que contenga el primer punto de la trayectoria a compensar. La llamada debe realizarse estando activa la función G00 o G01.

11 4.1. TORNOS. COMPENSACIÓN DE LA HERRAMIENTA Cuando la herramienta queda a la derecha de la pieza según el sentido del mecanizado, se programa G42 y, cuando queda a la izquierda, G41. Al programar G40, queda anulada la compensación activa en ese momento. G40 debe indicarse en un bloque que contenga la función G00 o G01. Las funciones G41 y G42 son modales y quedan anuladas mediante G40, M02, M30, EMERGENCIA o RESET.

12 4.1. TORNOS. COMPENSACIÓN DE LA HERRAMIENTA

13 4.1. TORNOS. EJERCICIO

14 4.1. TORNOS. CICLOS FIJOS DE TORNEADO La misión de un ciclo fijo es facilitar la programación de operaciones típicas de torneado (desbastes, taladrados profundos, roscados, ranurados, etc.). Para ejecutar un ciclo fijo, se introduce en un bloque del programa el código que identifica la operación que se desea realizar; previamente, o en el mismo bloque, se cargan los valores de cada parámetro. Estos valores pueden corresponder al valor de otro parámetro o de una constante; en este último caso es necesaria la letra K después del símbolo =. Mediante los parámetros de cada ciclo, el CNC solicita todos los datos necesarios para ejecutar la operación: forma de la pieza, profundidad de pasada, etc. Las condiciones de mecanizado (velocidad de avance, velocidad de giro del cabezal, etc.), deben programarse antes de la llamada a un ciclo.

15 4.1. TORNOS. ALGUNOS CICLOS FIJOS DE TORNEADO: 1. CICLO FIJO DE DESBASTE EN EL EJE X (G68) N4 G68 P0=K P1=K P5=K P7=K P8=K P9=K P13=K P14=K 2. CICLO FIJO DE ROSCADO LONGITUDINAL (G86) N4 G86 P0=K P1=K P2=K P3=K P4=K P5=K P6=K P7=K P10=K P11=K P12=K 3. CICLO FIJO DE RANURADO EN EL EJE X(G88) N4 G88 P0=K P1=K P2=K P3=K P5=K P6=K P15=K
 N4 G86 P0=K P1=K P2=K P3=K P4=K P5=K P6=K")
16 REGLAJE DE LA HERRAMIENTA El reglaje de herramientas en fresadora consta generalmente de dos fases: la determinación del origen pieza (W) y el cálculo de las diferencias de longitud entre las herramientas. En fresadora se programa el desplazamiento del centro de la herramienta (eje de revolución), lo que implica determinar el origen pieza del plano principal de trabajo referido a dicho punto. Asimismo, el origen pieza según el eje perpendicular al plano de trabajo se determina tomando como referencia la base de las herramientas. 1. Determinación del origen pieza. 2. Cálculo y corrección de longitud de las herramientas.

17 SELECCIÓN DE LA HERRAMIENTA La selección de la herramienta se hace mediante el código T2.2. Las dos cifras a la izquierda del punto decimal indican la posición en la torreta y las dos cifras a la derecha, el corrector de la tabla de herramientas asignado. El cambio de herramienta se produce cuando el CNC lee el código M06. En el caso de máquinas sin cambiador automático, las dos cifras del código que están a la izquierda del punto decimal no tienen ningún significado.

18 SELECCIÓN DE LA HERRAMIENTA En cada corrector se almacenan los siguientes valores: R: Radio de la herramienta. Este valor únicamente es necesario indicarlo cuando la trayectoria programada debe hacerse compensando el radio de la fresa. L: Longitud de la herramienta (valor de corrección calculado en el reglaje). I: Valor de corrección del radio de la fresa. K: Valor de corrección de la longitud de la herramienta.
.")
19 VELOCIDAD DE GIRO DEL CABEZAL (S) La velocidad del cabezal de la fresadora se programa en revoluciones/minuto y no se especifica a través de ninguna función; únicamente es necesario indicar el número de revoluciones mediante el código S4.

20 VELOCIDAD DE AVANCE (F) La velocidad de avance de la herramienta (F) puede programarse en mm/revolución (G95) o en mm/minuto (G94). Únicamente se puede programar en mm/revolución G95 si la máquina dispone de un captador rotativo (encoder) en el cabezal. Normalmente, los avances del torno se programan en mm/revolución y los de fresadora en mm/minuto. En fresadora es posible programar la velocidad de avance superficial (G96) o la velocidad de avance del centro de la herramienta constante (G97). La función G96 es de gran utilidad en el mecanizado de trayectorias circulares, ya que permite mantener el avance periférico de la herramienta. Las funciones G94, G95, G96 y G97 son modales.
 o la velocidad de avance del centro de la herramienta constante (G97).")
21 CALCULO DE VELOCIDADES El fabricante de la fresa nos indica las condiciones de corte recomendadas y las características de la fresa: Fresa HSS: D = 10 mm Z = 4 N = (Vc*1000)/( *D) (rpm) Vf = Az*Z*N (mm/min) Vc = 30 m/min Az = 0,05 mm
22 COMPENSACIÓN DE LA HERRAMIENTA Dado que en el fresado se programa el centro de la herramienta, éste debe seguir a lo largo del contorno una trayectoria paralela, distante de la pieza un valor igual al radio. En fresado la compensación del radio se hace efectiva programando las funciones G41 o G42, dependiendo de la posición de la fresa según el sentido del mecanizado. La función G40 anula la compensación activa en ese momento. Para que el CNC realice la compensación correctamente, es necesario introducir en la tabla de herramientas el radio de la fresa. El valor de corrección del desgaste ( I ), únicamente se hace efectivo si se programa G41 o G42. El inicio y final de la compensación debe indicarse estando activa la función G00 o G01.
23 COMPENSACIÓN DE LA HERRAMIENTA
24 COMPENSACIÓN DE LA HERRAMIENTA El mecanizado por el interior de una pieza (cajeras, etc.) nunca puede comenzar ni acabar por una esquina.
25 COMPENSACIÓN DE LA HERRAMIENTA En el último desplazamiento del contorno, previo a la anulación de la compensación, el centro de la herramienta queda posicionado en la perpendicular a la última trayectoria en su punto final. Al programar el bloque que contiene la anulación de la compensación (G40), hay que tener en cuenta esta posición final de la herramienta.
26 COMPENSACIÓN DE LA HERRAMIENTA Compensación de la longitud de la herramienta (G43/G44) En torneado, los valores de longitud de las herramientas se hacen efectivos al programar T2.2. En cambio, para compensar la longitud de las herramientas de fresado es necesario programar G43 y para anularla G44. Al programar G43, el CNC suma o resta los valores L y K (almacenados en la tabla de herramientas) a cada coordenada programada en el eje perpendicular al plano de trabajo. La función G43 es modal y se anula mediante G44, G74, M02, M30 o al realizarse un RESET o EMERGENCIA.
27 FUNCIONES ESPECIFICAS 1. Selección de planos. G17/G18/G19 El plano principal de trabajo debe seleccionarse cuando se pretende realizar el mecanizado utilizando las funciones de interpolación circular, redondeo controlado de aristas, entrada y salida tangencial, achaflanado, ciclos fijos de mecanizado, giro del sistema de coordenadas, y cuando se utiliza la compensación de radio o longitud de herramienta. Mediante G17 se indica el plano XY, con G18 el plano XZ y con G19 el plano YZ.
28 FUNCIONES ESPECIFICAS 2. Imagen espejo. G10/G11/G12/G13 Las funciones G11/G12/G13 producen simetrías respecto a los ejes de coordenadas determinados desde el origen pieza (W). Si se programa G11, el CNC ejecuta los desplazamientos programados en la dirección X con el signo cambiado (imagen espejo en el eje X); de igual modo ocurre con los desplazamientos Y o Z al programar G12 o G13, respectivamente. Al programar la función G10, se anula cualquier imagen espejo que esté activa en ese momento. Las funciones G11, G12 y G13 se pueden programar en el mismo bloque.
29 FUNCIONES ESPECIFICAS 3. Giro del sistema de coordenadas. G73 La función G73 permite girar el sistema de coordenadas, tomando como centro de giro el origen pieza (W) del plano principal. El formato de programación es el siguiente: N4 G73 A+/ 3.3 (mediante A se indica el ángulo de giro en grados, valor máximo 360º)
30 FUNCIONES ESPECIFICAS La función G73 es incremental; es decir, cada vez que se ejecute un bloque con G73, el sistema de coordenadas girará desde la posición en que se encuentre el valor del ángulo programado. Si el valor del ángulo se programa con signo positivo, el sistema de coordenadas gira en sentido antihorario, y si se programa con signo negativo, en sentido horario. La función G73 debe programarse sola en un bloque. Estando activa la función G73, no se pueden programar bloques que contengan la definición de un punto mediante el ángulo y una coordenada cartesiana en coordenadas absolutas. Programando en un bloque la función G73, sin el valor del ángulo, se anula el giro activo en ese momento, también mediante G17, G18, G19, M02, M30 o al ejecutarse un RESET o EMERGENCIA.
31 ALGUNOS CICLOS FIJOS DE FRESADO: 1. CICLO FIJO DE TALADRADO PROFUNDO (G83) N4 G83 (G98 o G99) X+/ 4.3 Y+/ 4.3 Z+/ 4.3 I+/ 4.3 J2 N2 2. CICLO FIJO DE ROSCADO CON MACHO (G84) N4 G84 (G98 o G99) X+/ 4.3 Y+/ 4.3 Z+/ 4.3 I+/ 4.3 K2.2 N 3. CICLO FIJO DE CAJERA RECTANGULAR (G87) O CIRCULAR (G86) N4 (G87 o G88) G(98 o 99) X+/ 4.3 Y+/ 4.3 Z+/ 4.3 I+/ 4.3 J+/ 4.3 K4.3 (sólo para G87) B4.3 C4.3 D+/ 4.3 H4 L4.3 N2 G80: Anulación del ciclo fijo
2. INTRODUCCIÓN A LA PROGRAMACIÓN. FASES DE PROGRAMACIÓN:
 FASES DE PROGRAMACIÓN: 1. Determinación del Origen Pieza (W-Punto 0) 2. Geometría de la pieza. 3. Operaciones a realizar. Selección de la(s) herramienta(s). Reglaje. 4. Programación. La mayoría de las
FASES DE PROGRAMACIÓN: 1. Determinación del Origen Pieza (W-Punto 0) 2. Geometría de la pieza. 3. Operaciones a realizar. Selección de la(s) herramienta(s). Reglaje. 4. Programación. La mayoría de las
1. Introducción a la programación 2. S.R. máquina S.R. pieza. Triedros de referencia 3. Hoja de procesos 4. Funciones de programación 5.
 FABRICACIÓN ASISTIDA POR ORDENADOR Control Numérico Tema 03: Índice 1. Introducción a la programación 2. S.R. máquina S.R. pieza. Triedros de referencia 3. Hoja de procesos 4. Funciones de programación
FABRICACIÓN ASISTIDA POR ORDENADOR Control Numérico Tema 03: Índice 1. Introducción a la programación 2. S.R. máquina S.R. pieza. Triedros de referencia 3. Hoja de procesos 4. Funciones de programación
TEMA 7. PROGRAMACIÓN BÁSICA DE TORNOS DE CNC
 TEMA 7. PROGRAMACIÓN BÁSICA DE TORNOS DE CNC PARTE 1: FUNCIONES PREPARATORIAS GENERALES: FUNCIONES DE MOVIMIENTO LINEAL Y CIRCULAR. TRANSICIÓN ENTRE BLOQUES (ARISTA VIVA - ARISTA MATADA). SELECCIÓN DE
TEMA 7. PROGRAMACIÓN BÁSICA DE TORNOS DE CNC PARTE 1: FUNCIONES PREPARATORIAS GENERALES: FUNCIONES DE MOVIMIENTO LINEAL Y CIRCULAR. TRANSICIÓN ENTRE BLOQUES (ARISTA VIVA - ARISTA MATADA). SELECCIÓN DE
Índice general. Página Capítulo 1 - Introducción y análisis de sistemas CNC... 1 INTRODUCCIÓN... 1
 Página Capítulo 1 - Introducción y análisis de sistemas CNC... 1 INTRODUCCIÓN... 1 ANÁLISIS DE LOS DIFERENTES SISTEMAS... 1 Factores que favorecen la implantación del CNC... 1 Ventajas de la utilización
Página Capítulo 1 - Introducción y análisis de sistemas CNC... 1 INTRODUCCIÓN... 1 ANÁLISIS DE LOS DIFERENTES SISTEMAS... 1 Factores que favorecen la implantación del CNC... 1 Ventajas de la utilización
IMPORTANCIA DE LA CABECERA DE PROGRAMACIÓN EN LA ENSEÑANZA DE CONTROL NUMERICO
 IMPORTANCIA DE LA CABECERA DE PROGRAMACIÓN EN LA ENSEÑANZA DE CONTROL NUMERICO AUTORÍA JAIME MESA JIMÉNEZ TEMÁTICA PROGRAMACIÓN EN CONTROL NUMÉRICO ETAPA F. P. Resumen La programación en control numérico
IMPORTANCIA DE LA CABECERA DE PROGRAMACIÓN EN LA ENSEÑANZA DE CONTROL NUMERICO AUTORÍA JAIME MESA JIMÉNEZ TEMÁTICA PROGRAMACIÓN EN CONTROL NUMÉRICO ETAPA F. P. Resumen La programación en control numérico
N G X Y Z F S T M. Cota según eje Z. Cota según eje Y. Cota según eje X. Instrucción de movimiento (Go) Número del bloque
 Número del bloque") TALLER DE TECNOLOGIA DEPARTAMENTO DE DISEÑO INDUSTRIAL UNIVERSIDAD NACIONAL DE LA PLATA PROGRAMACION DE CONTROL NUMERICO ISO STANDARD (CODIGO G) ESTRUCTURA DE UN PROGRAMA CNC ESTRUCTURA DE UN BLOQUE DE
TALLER DE TECNOLOGIA DEPARTAMENTO DE DISEÑO INDUSTRIAL UNIVERSIDAD NACIONAL DE LA PLATA PROGRAMACION DE CONTROL NUMERICO ISO STANDARD (CODIGO G) ESTRUCTURA DE UN PROGRAMA CNC ESTRUCTURA DE UN BLOQUE DE
CNC 8055 M. Manual de ejemplos REF. 1010
 CNC 8055 M Manual de ejemplos Todos los derechos reservados. No puede reproducirse ninguna parte de esta documentación, transmitirse, transcribirse, almacenarse en un sistema de recuperación de datos o
CNC 8055 M Manual de ejemplos Todos los derechos reservados. No puede reproducirse ninguna parte de esta documentación, transmitirse, transcribirse, almacenarse en un sistema de recuperación de datos o
CNC 8055 MC. Manual de ejemplos REF. 1010
 CNC 8055 MC Manual de ejemplos Todos los derechos reservados. No puede reproducirse ninguna parte de esta documentación, transmitirse, transcribirse, almacenarse en un sistema de recuperación de datos
CNC 8055 MC Manual de ejemplos Todos los derechos reservados. No puede reproducirse ninguna parte de esta documentación, transmitirse, transcribirse, almacenarse en un sistema de recuperación de datos
Programación. Direcciones Utilizadas O. Resumen de Comandos de Funciones G para la Subdivisión en Comandos A, B, C. Estructura del Programa
 Programación Estructura del Programa Se utiliza la programación CN para máquinas herramientas según DIN 66025. l programa CN se compone de una secuencia de bloques de programa que se guardan en la unidad
Programación Estructura del Programa Se utiliza la programación CN para máquinas herramientas según DIN 66025. l programa CN se compone de una secuencia de bloques de programa que se guardan en la unidad
Fundamentos para la elaboración de un programa de CNC
 Fundamentos para la elaboración de un programa de CNC Las operaciones que un CNC debe efectuar para obtener una pieza determinada, están elaboradas en un estudio previo del plano de la pieza, que llamaremos
Fundamentos para la elaboración de un programa de CNC Las operaciones que un CNC debe efectuar para obtener una pieza determinada, están elaboradas en un estudio previo del plano de la pieza, que llamaremos
CAPITULO III PRINCIPIOS BASICOS
 CAPITULO III PRINCIPIOS BASICOS 3.1 PUNTOS DE REFERENCIA El control numérico moverá la herramienta de la máquina según unos valores de coordenadas definidas en el programa pieza. Es imprescindible garantizar
CAPITULO III PRINCIPIOS BASICOS 3.1 PUNTOS DE REFERENCIA El control numérico moverá la herramienta de la máquina según unos valores de coordenadas definidas en el programa pieza. Es imprescindible garantizar
CNC 8055 TC. Manual de autoaprendizaje REF. 1010
 CNC 8055 TC Manual de autoaprendizaje REF. 1010 Todos los derechos reservados. No puede reproducirse ninguna parte de esta documentación, transmitirse, transcribirse, almacenarse en un sistema de recuperación
CNC 8055 TC Manual de autoaprendizaje REF. 1010 Todos los derechos reservados. No puede reproducirse ninguna parte de esta documentación, transmitirse, transcribirse, almacenarse en un sistema de recuperación
CNC 8070 CICLOS FIJOS DE TORNO (REF. 0801) (Ref. 0801)
 (Ref. 0801)") CICLOS FIJOS DE TORNO (Ref. 0801) Se prohibe cualquier duplicación o uso no autorizado del software, ya sea en su conjunto o parte del mismo. Todos los derechos reservados. No puede reproducirse ninguna
CICLOS FIJOS DE TORNO (Ref. 0801) Se prohibe cualquier duplicación o uso no autorizado del software, ya sea en su conjunto o parte del mismo. Todos los derechos reservados. No puede reproducirse ninguna
Guía visual de WinUnisoft
 Guía visual de WinUnisoft Utilice esta guía para aprender de forma rápida y sencilla como trabajar con el programa WinUnisoft. En primer lugar hay que saber que el programa está formado por tres módulos:
Guía visual de WinUnisoft Utilice esta guía para aprender de forma rápida y sencilla como trabajar con el programa WinUnisoft. En primer lugar hay que saber que el programa está formado por tres módulos:
CNC 8070 MANUAL DE EJEMPLOS (MODELO T ) (REF: 0706) (Ref: 0706)
 (REF: 0706) (Ref: 0706)") MANUAL DE EJEMPLOS (MODELO T ) (Ref: 0706) Todos los derechos reservados. No puede reproducirse ninguna parte de esta documentación, transmitirse, transcribirse, almacenarse en un sistema de recuperación
MANUAL DE EJEMPLOS (MODELO T ) (Ref: 0706) Todos los derechos reservados. No puede reproducirse ninguna parte de esta documentación, transmitirse, transcribirse, almacenarse en un sistema de recuperación
CNC 8055 MC. Manual de autoaprendizaje REF. 1010
 CNC 8055 MC Manual de autoaprendizaje REF. 1010 Todos los derechos reservados. No puede reproducirse ninguna parte de esta documentación, transmitirse, transcribirse, almacenarse en un sistema de recuperación
CNC 8055 MC Manual de autoaprendizaje REF. 1010 Todos los derechos reservados. No puede reproducirse ninguna parte de esta documentación, transmitirse, transcribirse, almacenarse en un sistema de recuperación
INGENIERÍA DE MANUFACTURA. Control Numérico por Computadora (CNC) Ing. Ricardo Jiménez
 Ing. Ricardo Jiménez") INGENIERÍA DE MANUFACTURA Control Numérico por Computadora (CNC) Ing. Ricardo Jiménez Introducción Control Numérico (CN) es el término original de esta tecnología. Actualmente es intercambiable con el
INGENIERÍA DE MANUFACTURA Control Numérico por Computadora (CNC) Ing. Ricardo Jiménez Introducción Control Numérico (CN) es el término original de esta tecnología. Actualmente es intercambiable con el
Diámetro: 40 mm Longitud: 100mm / 130 mm
 LABORATORIOS Y TALLERES DE MECÁNICA LABORATORIO DE ROBÓTICA Y CNC ESPECIFICACIONES TÉCNICAS PARA PRÁCTICAS EN TORNO CNC 8025T MATERIAL PARA MAQUINADO. Se sugiere para la práctica de CNC en el torno 8025T,
LABORATORIOS Y TALLERES DE MECÁNICA LABORATORIO DE ROBÓTICA Y CNC ESPECIFICACIONES TÉCNICAS PARA PRÁCTICAS EN TORNO CNC 8025T MATERIAL PARA MAQUINADO. Se sugiere para la práctica de CNC en el torno 8025T,
PREPARACION DE HERRAMIENTAS PARA EL CENTRO DE MECANIZADO LEADWELL V-20 ING. DANIEL A. RAMIREZ
 PREPARACION DE HERRAMIENTAS PARA EL CENTRO DE MECANIZADO LEADWELL V-20 ING. DANIEL A. RAMIREZ PREPARACION DE HERRAMIENTAS PARA EL SENSADO DE LA LONGITUD DE HERRAMIENTA Llevar la máquina a Home en el eje
PREPARACION DE HERRAMIENTAS PARA EL CENTRO DE MECANIZADO LEADWELL V-20 ING. DANIEL A. RAMIREZ PREPARACION DE HERRAMIENTAS PARA EL SENSADO DE LA LONGITUD DE HERRAMIENTA Llevar la máquina a Home en el eje
PRÁCTICA # 1 Aplicación de la Programación CNC para el Mecanizado de Piezas
 PRÁCTICA # 1 Aplicación de la Programación CNC para el Mecanizado de Piezas OBJETIVO GENERAL: Realizar el mecanizado de piezas partiendo de un código CNC realizado por el estudiante, empleando el Centro
PRÁCTICA # 1 Aplicación de la Programación CNC para el Mecanizado de Piezas OBJETIVO GENERAL: Realizar el mecanizado de piezas partiendo de un código CNC realizado por el estudiante, empleando el Centro
1. MATERIALES DE LAS PIEZAS ISO ACEROS P ISO M ISO K ISO N ISO S ISO H
 1. MATERIALES DE LAS PIEZAS ACEROS P M K N S H ACEROS INOXIDABLES FUNDICIÓN NO FERROSOS SUPERALEACIONES TERMORRESISTENTES MATERIALES ENDURECIDOS Tecnología de las herramientas de corte. El material de
1. MATERIALES DE LAS PIEZAS ACEROS P M K N S H ACEROS INOXIDABLES FUNDICIÓN NO FERROSOS SUPERALEACIONES TERMORRESISTENTES MATERIALES ENDURECIDOS Tecnología de las herramientas de corte. El material de
MAQUINAR PIEZAS MECÁNICAS CON TORNO CNC
 CENTRO DE BACHILLERATO TECNOLOGICO INDUSTRIAL Y DE SERVICIOS No. 50 MECANICA TURNO MATUTINO NOTAS DE TRABAJO PARA LA ASIGNATURA MAQUINAR PIEZAS MECÁNICAS CON TORNO CNC CUARTO SEMESTRE DE LA ESPECIALIDAD
CENTRO DE BACHILLERATO TECNOLOGICO INDUSTRIAL Y DE SERVICIOS No. 50 MECANICA TURNO MATUTINO NOTAS DE TRABAJO PARA LA ASIGNATURA MAQUINAR PIEZAS MECÁNICAS CON TORNO CNC CUARTO SEMESTRE DE LA ESPECIALIDAD
TEMA 8. PROGRAMACIÓN BÁSICA DE FRESADORAS DE CNC
 TEMA 8. PROGRAMACIÓN BÁSICA DE FRESADORAS DE CNC 1. LISTADO DE FUNCIONES PREPARATORIAS. 2. FUNCIONES Y DATOS PREVIOS A LA PROGRAMACIÓN. 3. FUNCIONES DE MOVIMIENTO LINEAL Y CIRCULAR. 4. FACTOR DE ESCALA.
TEMA 8. PROGRAMACIÓN BÁSICA DE FRESADORAS DE CNC 1. LISTADO DE FUNCIONES PREPARATORIAS. 2. FUNCIONES Y DATOS PREVIOS A LA PROGRAMACIÓN. 3. FUNCIONES DE MOVIMIENTO LINEAL Y CIRCULAR. 4. FACTOR DE ESCALA.
Manual de PRACTICAS (CNC Fagor 8055MC)
") CENTRO DE MECANIZADO DIDÁCTICO DE CNC «ODISEA» Manual de PRACTICAS (CNC Fagor 8055MC) INDICE INDICE 3 PRESENTACION 4 CARACTERISTICAS DEL EQUIPO 5 CABEZAL 5 ÁREA DE TRABAJO 5 ACCIONAMIENTOS DE LOS EJES
CENTRO DE MECANIZADO DIDÁCTICO DE CNC «ODISEA» Manual de PRACTICAS (CNC Fagor 8055MC) INDICE INDICE 3 PRESENTACION 4 CARACTERISTICAS DEL EQUIPO 5 CABEZAL 5 ÁREA DE TRABAJO 5 ACCIONAMIENTOS DE LOS EJES
Control Numérico Computadorizado. Organización
 Control Numérico Computadorizado Lourdes M. Rosario InMe 4056 Organización Introducción Objetivos Qué es control numérico? Secuencia de programación manual Instrucciones de programación 1 Introducción
Control Numérico Computadorizado Lourdes M. Rosario InMe 4056 Organización Introducción Objetivos Qué es control numérico? Secuencia de programación manual Instrucciones de programación 1 Introducción
Capítulo 1 Introducción y análisis de sistemas CNC
 Capítulo 1 Introducción y análisis de sistemas CNC INTRODUCCIÓN La evolución del control numérico ha producido la introducción del mismo en grandes, medianas, familiares y pequeñas empresas, lo que ha
Capítulo 1 Introducción y análisis de sistemas CNC INTRODUCCIÓN La evolución del control numérico ha producido la introducción del mismo en grandes, medianas, familiares y pequeñas empresas, lo que ha
MECANIZADO DE METALES.
 MECANIZADO DE METALES. Uno de los procesos de conformación es el de arranque de viruta. En contraste con otros métodos, en los procesos de conformación con arranque de viruta hay una gran pérdida de material
MECANIZADO DE METALES. Uno de los procesos de conformación es el de arranque de viruta. En contraste con otros métodos, en los procesos de conformación con arranque de viruta hay una gran pérdida de material
MASTER DEGREE: Industrial Systems Engineering
 + PAC- Performance-centered Adaptive Curriculum for Employment Needs Programa ERASMUS: Acción Multilateral - 517742-LLP-1-2011-1-BG-ERASMUS-ECUE MASTER DEGREE: Industrial Systems Engineering ASIGNATURA
+ PAC- Performance-centered Adaptive Curriculum for Employment Needs Programa ERASMUS: Acción Multilateral - 517742-LLP-1-2011-1-BG-ERASMUS-ECUE MASTER DEGREE: Industrial Systems Engineering ASIGNATURA
Manual de Ejemplos Modelo Fresadora
 Manual de Ejemplos Modelo Fresadora Ref. 0112 (cas) INDICE Ejemplos generales... 1 Ciclos fijos... 13 Mecanizados múltiple... 23 Cajeras con islas... 29 Editor de perfiles... 33 Programas de personalización
Manual de Ejemplos Modelo Fresadora Ref. 0112 (cas) INDICE Ejemplos generales... 1 Ciclos fijos... 13 Mecanizados múltiple... 23 Cajeras con islas... 29 Editor de perfiles... 33 Programas de personalización
CNC 8055 T. Solución de errores. Ref.1507
 CNC 8055 T Solución de errores Todos los derechos reservados. No puede reproducirse ninguna parte de esta documentación, transmitirse, transcribirse, almacenarse en un sistema de recuperación de datos
CNC 8055 T Solución de errores Todos los derechos reservados. No puede reproducirse ninguna parte de esta documentación, transmitirse, transcribirse, almacenarse en un sistema de recuperación de datos
1.- Datos de la Asignatura
 1.- Datos de la Asignatura Titulación Centro Ingeniería Técnica Industrial Escuela Politécnica Superior de Zamora Denominación Procesos de Fabricación Código 12030 Plan 1996 Ciclo 1 Curso 3º Carácter 1
1.- Datos de la Asignatura Titulación Centro Ingeniería Técnica Industrial Escuela Politécnica Superior de Zamora Denominación Procesos de Fabricación Código 12030 Plan 1996 Ciclo 1 Curso 3º Carácter 1
Apoyo para la preparación de los estudios de Ingeniería y Arquitectura Física (Preparación a la Universidad) Unidad 4: Vectores
 Unidad 4: Vectores") Apoyo para la preparación de los estudios de Ingeniería y Arquitectura Física (Preparación a la Universidad) Unidad 4: Vectores Universidad Politécnica de Madrid 5 de marzo de 2010 2 4.1. Planificación
Apoyo para la preparación de los estudios de Ingeniería y Arquitectura Física (Preparación a la Universidad) Unidad 4: Vectores Universidad Politécnica de Madrid 5 de marzo de 2010 2 4.1. Planificación
Manual de Usuario Torno CNC con FANUC series 0i
 Manual de Usuario Torno CNC con FANUC series 0i por RODRIGO O. GALETTO Técnico Mecánico especialista en Maquinas Herramientas Manual de Usuario Torno CNC con FANUC series 0i Rodrigo O. Galetto - 1 - Es
Manual de Usuario Torno CNC con FANUC series 0i por RODRIGO O. GALETTO Técnico Mecánico especialista en Maquinas Herramientas Manual de Usuario Torno CNC con FANUC series 0i Rodrigo O. Galetto - 1 - Es
6. SISTEMAS CAD-CAM (CAM) 6.1. CONCEPTO DE CAM
 6.1. CONCEPTO DE CAM") 6.1. CONCEPTO DE CAM Las siglas CAM corresponden al acrónimo de Computer Aided Manufacturing, Fabricación asistida por ordenador. Por CAM se entiende la utilización de ordenadores para tareas técnicas
6.1. CONCEPTO DE CAM Las siglas CAM corresponden al acrónimo de Computer Aided Manufacturing, Fabricación asistida por ordenador. Por CAM se entiende la utilización de ordenadores para tareas técnicas
CONTROL NUMÉRICO COMPUTERIZADO BLOQUE III: PROGRAMACIÓN. FAGOR 8025.
 CONTROL NUMÉRICO COMPUTERIZDO BLOQUE III: PROGRMCIÓN. FGOR 8025. TEM ÍNDICE ÍNDICE 2 1.- INTRODUCCIÓN 7 1.1.- EL LENGUJE FGOR CNC 8025/8030. 7 1.2.- ORÍGENES. 7 1.3.- BLOQUE DE PROGRMCIÓN ESTÁNDR. 7 1.3.1.-
CONTROL NUMÉRICO COMPUTERIZDO BLOQUE III: PROGRMCIÓN. FGOR 8025. TEM ÍNDICE ÍNDICE 2 1.- INTRODUCCIÓN 7 1.1.- EL LENGUJE FGOR CNC 8025/8030. 7 1.2.- ORÍGENES. 7 1.3.- BLOQUE DE PROGRMCIÓN ESTÁNDR. 7 1.3.1.-
FORMULARIO FABRICACIÓN ASISTIDA POR COMPUTADOR
 FORMULARIO FABRICACIÓN ASISTIDA POR COMPUTADOR Tabla de funciones G empleadas en el CNC 8025/30 (TORNO) (Modal) G00 Posicionamiento rápido (Modal) G01 Interpolación lineal (Modal) G02 Interpolación circular
FORMULARIO FABRICACIÓN ASISTIDA POR COMPUTADOR Tabla de funciones G empleadas en el CNC 8025/30 (TORNO) (Modal) G00 Posicionamiento rápido (Modal) G01 Interpolación lineal (Modal) G02 Interpolación circular
TORNO DIDACTICO DE CNC
 TORNO DIDACTICO DE CNC Se debe componer de los siguientes elementos: 1. Torno. Máquina con control numérico industrial FANUC 0i-TC, con plato de garras manual, torreta VDI y volante electrónico 2. Conjunto
TORNO DIDACTICO DE CNC Se debe componer de los siguientes elementos: 1. Torno. Máquina con control numérico industrial FANUC 0i-TC, con plato de garras manual, torreta VDI y volante electrónico 2. Conjunto
Tecnologías Automatizadas de Producción
 CIM 2007 N UNIDAD 1. Introducción a CIM 2. Código de Control Numérico (CNC) 3. CAD / CAM 4. Robótica 5. Control Automatizado de la calidad 6. Tecnología de grupo y proceso de fabricación 7. Gestión Integrada
CIM 2007 N UNIDAD 1. Introducción a CIM 2. Código de Control Numérico (CNC) 3. CAD / CAM 4. Robótica 5. Control Automatizado de la calidad 6. Tecnología de grupo y proceso de fabricación 7. Gestión Integrada
ESTUDIO DE MEJORA DE PROGRAMA CNC O.F. 08/011 DE EMPRESA EÓLICA SERIE G8X 78m IIIA "ESTANDARIZADA CÓDIGO GP038742
 ESTUDIO DE MEJORA DE PROGRAMA CNC O.F. 08/011 DE EMPRESA EÓLICA SERIE G8X 78m IIIA "ESTANDARIZADA CÓDIGO GP038742 OBJETIVO DEL PROGRAMA: Permite realizar un solo programa para que en el oxicorte no pare
ESTUDIO DE MEJORA DE PROGRAMA CNC O.F. 08/011 DE EMPRESA EÓLICA SERIE G8X 78m IIIA "ESTANDARIZADA CÓDIGO GP038742 OBJETIVO DEL PROGRAMA: Permite realizar un solo programa para que en el oxicorte no pare
Curso de Control Numérico-CNC
 TITULACIÓN DE FORMACIÓN CONTINUA BONIFICADA EXPEDIDA POR EL INSTITUTO EUROPEO DE ESTUDIOS EMPRESARIALES Curso de Control Numérico-CNC Duración: 300 horas Precio: 0 * Modalidad: A distancia * hasta 100
TITULACIÓN DE FORMACIÓN CONTINUA BONIFICADA EXPEDIDA POR EL INSTITUTO EUROPEO DE ESTUDIOS EMPRESARIALES Curso de Control Numérico-CNC Duración: 300 horas Precio: 0 * Modalidad: A distancia * hasta 100
3.1 DEFINICIÓN. Figura Nº 1. Vector
 3.1 DEFINICIÓN Un vector (A) una magnitud física caracterizable mediante un módulo y una dirección (u orientación) en el espacio. Todo vector debe tener un origen marcado (M) con un punto y un final marcado
3.1 DEFINICIÓN Un vector (A) una magnitud física caracterizable mediante un módulo y una dirección (u orientación) en el espacio. Todo vector debe tener un origen marcado (M) con un punto y un final marcado
PROGRAMACION C.N.C. CONTENIDO Parte 1 Introducción. (el proceso de programación). Partes principales del torno Evaluación
. Partes principales del torno Evaluación") PROGRAMACION C.N.C OBJETIVO Lograr que el alumno aprenda a programar el control de un torno CNC. Para ello se han introducido los gráficos y explicaciones necesarios para entender la manera en que opera
PROGRAMACION C.N.C OBJETIVO Lograr que el alumno aprenda a programar el control de un torno CNC. Para ello se han introducido los gráficos y explicaciones necesarios para entender la manera en que opera
Proceso de fabricación. Ejemplo de aplicación.
 Proceso de fabricación. Ejemplo de aplicación. Escuela de Ingeniería a Industriales - UVa Área de Ingeniería de los Procesos de Fabricación Sistemas de Producción y Fabricación Valladolid, Septiembre de
Proceso de fabricación. Ejemplo de aplicación. Escuela de Ingeniería a Industriales - UVa Área de Ingeniería de los Procesos de Fabricación Sistemas de Producción y Fabricación Valladolid, Septiembre de
1. Vectores 1.1. Definición de un vector en R2, R3 (Interpretación geométrica), y su generalización en Rn.
, y su generalización en Rn.") 1. VECTORES INDICE 1.1. Definición de un vector en R 2, R 3 (Interpretación geométrica), y su generalización en R n...2 1.2. Operaciones con vectores y sus propiedades...6 1.3. Producto escalar y vectorial
1. VECTORES INDICE 1.1. Definición de un vector en R 2, R 3 (Interpretación geométrica), y su generalización en R n...2 1.2. Operaciones con vectores y sus propiedades...6 1.3. Producto escalar y vectorial
6. DESCRIPCIÓN DEL SOFTWARE
 Capítulo 2. Equipo 6. DESCRIPCIÓN DEL SOFTWARE 6.1 Introducción El equipo de medida descrito en el capítulo anterior lleva asociado un software que hace de sistema de control del proceso de medición. Este
Capítulo 2. Equipo 6. DESCRIPCIÓN DEL SOFTWARE 6.1 Introducción El equipo de medida descrito en el capítulo anterior lleva asociado un software que hace de sistema de control del proceso de medición. Este
SISTEMAS DE COORDENADAS SISTEMA COORDENADO UNIDIMENSIONAL
 SISTEMAS DE COORDENADAS En la vida diaria, nos encontramos con el problema de ordenar algunos objetos; de tal manera que es necesario agruparlos, identificarlos, seleccionarlos, estereotiparlos, etc.,
SISTEMAS DE COORDENADAS En la vida diaria, nos encontramos con el problema de ordenar algunos objetos; de tal manera que es necesario agruparlos, identificarlos, seleccionarlos, estereotiparlos, etc.,
Tutorial Routeado. 1.1 Qué es el CNC? Pág. 2. 1.2 Qué es el router CNC? Pág. 2. 1.3 Cómo funciona el routeado? Pág. 3. 2.1 Condicionantes Pág.
 Glosario 1. Conceptos básicos 1.1 Qué es el CNC? Pág. 2 1.2 Qué es el router CNC? Pág. 2 1.3 Cómo funciona el routeado? Pág. 3 2. Limitaciones 2.1 Condicionantes Pág. 4 2.2 Tamaño de pieza Pág. 4 2.3 Características
Glosario 1. Conceptos básicos 1.1 Qué es el CNC? Pág. 2 1.2 Qué es el router CNC? Pág. 2 1.3 Cómo funciona el routeado? Pág. 3 2. Limitaciones 2.1 Condicionantes Pág. 4 2.2 Tamaño de pieza Pág. 4 2.3 Características
Qcad. Es un programa de diseña asistido por ordenador en 2 dimensiones.
 Qcad Es un programa de diseña asistido por ordenador en 2 dimensiones. 1. La ventana del Qcad Barra de títulos Barra de menús Barra de herramientas Área de dibujo Barra de herramientas de dibujo Barra
Qcad Es un programa de diseña asistido por ordenador en 2 dimensiones. 1. La ventana del Qcad Barra de títulos Barra de menús Barra de herramientas Área de dibujo Barra de herramientas de dibujo Barra
CREACIÓN DE MATERIAL MULTIMEDIA. CAM PARA PIEZAS DE REVOLUCIÓN
 Escuela Universitaria de Ingeniería Técnica Industrial de Zaragoza Universidad de Zaragoza PROYECTO FIN DE CARRERA CREACIÓN DE MATERIAL MULTIMEDIA. CAM PARA PIEZAS DE REVOLUCIÓN Realizado por: Javier Azcón
Escuela Universitaria de Ingeniería Técnica Industrial de Zaragoza Universidad de Zaragoza PROYECTO FIN DE CARRERA CREACIÓN DE MATERIAL MULTIMEDIA. CAM PARA PIEZAS DE REVOLUCIÓN Realizado por: Javier Azcón
Tolerancias dimensionales. Especificaciones dimensionales y tolerancias
 Tolerancias dimensionales Especificaciones dimensionales y tolerancias Eje y agujero Pareja de elementos, uno macho y otro hembra, que encajan entre sí, independientemente de la forma de la sección que
Tolerancias dimensionales Especificaciones dimensionales y tolerancias Eje y agujero Pareja de elementos, uno macho y otro hembra, que encajan entre sí, independientemente de la forma de la sección que
1. SISTEMAS DIGITALES
 1. SISTEMAS DIGITALES DOCENTE: ING. LUIS FELIPE CASTELLANOS CASTELLANOS CORREO ELECTRÓNICO: FELIPECASTELLANOS2@HOTMAIL.COM FELIPECASTELLANOS2@GMAIL.COM PAGINA WEB MAESTROFELIPE.JIMDO.COM 1.1. INTRODUCCIÓN
1. SISTEMAS DIGITALES DOCENTE: ING. LUIS FELIPE CASTELLANOS CASTELLANOS CORREO ELECTRÓNICO: FELIPECASTELLANOS2@HOTMAIL.COM FELIPECASTELLANOS2@GMAIL.COM PAGINA WEB MAESTROFELIPE.JIMDO.COM 1.1. INTRODUCCIÓN
14 - AR R AN Q U E Y P U E S T A E N M AR C H A
 14 - AR R AN Q U E Y P U E S T A E N M AR C H A D E F R E S AD O R A D E C O N T R O L N U M É R I C O C O M P U T E R I Z AD O AUTOR: Francisco Javier Fernández Torroba CENTRO TRABAJO: CIP Virgen del
14 - AR R AN Q U E Y P U E S T A E N M AR C H A D E F R E S AD O R A D E C O N T R O L N U M É R I C O C O M P U T E R I Z AD O AUTOR: Francisco Javier Fernández Torroba CENTRO TRABAJO: CIP Virgen del
Examen de TEORIA DE MAQUINAS Junio 94 Nombre...
 Examen de TEORIA DE MAQUINAS Junio 94 Nombre... El robot plano de la figura transporta en su extremo una masa puntual de magnitud 5M a velocidad constante horizontal de valor v. Cada brazo del robot tiene
Examen de TEORIA DE MAQUINAS Junio 94 Nombre... El robot plano de la figura transporta en su extremo una masa puntual de magnitud 5M a velocidad constante horizontal de valor v. Cada brazo del robot tiene
Centro de reafilado CNC Modelo UW I F
 Centro de reafilado CNC Modelo UW I F con 5 ejes controlados NC Intercambiador de muelas totalmente automático y Cargador automático de piezas La precisión de SAACKE en formato compacto La más moderna
Centro de reafilado CNC Modelo UW I F con 5 ejes controlados NC Intercambiador de muelas totalmente automático y Cargador automático de piezas La precisión de SAACKE en formato compacto La más moderna
Vectores. Las cantidades físicas que estudiaremos en los cursos de física son escalares o vectoriales.
 Cantidades vectoriales escalares Vectores Las cantidades físicas que estudiaremos en los cursos de física son escalares o vectoriales. Una cantidad escalar es la que está especificada completamente por
Cantidades vectoriales escalares Vectores Las cantidades físicas que estudiaremos en los cursos de física son escalares o vectoriales. Una cantidad escalar es la que está especificada completamente por
Definición de vectores
 Definición de vectores Un vector es todo segmento de recta dirigido en el espacio. Cada vector posee unas características que son: Origen: O también denominado Punto de aplicación. Es el punto exacto sobre
Definición de vectores Un vector es todo segmento de recta dirigido en el espacio. Cada vector posee unas características que son: Origen: O también denominado Punto de aplicación. Es el punto exacto sobre
1.- CLASIFICACIÓN DE LAS MÁQUINAS-HERRAMIENTAS.
 1.- CLASIFICACIÓN DE LAS MÁQUINAS-HERRAMIENTAS. Las máquinas-herramientas tienen la misión fundamental de dar forma a las piezas por arranque de material. El arranque de material se realiza gracias a una
1.- CLASIFICACIÓN DE LAS MÁQUINAS-HERRAMIENTAS. Las máquinas-herramientas tienen la misión fundamental de dar forma a las piezas por arranque de material. El arranque de material se realiza gracias a una
MG, MS, GP MANUAL DE PROGRAMACION
 FAGOR CNC 8025/8030 modelos M, MG, MS, GP MANUAL DE PROGRAMACION Ref. 9701 (cas) ACERCA DE LA INFORMACION DE ESTE MANUAL Este manual está dirigido al operario de la máquina. Incluye información necesaria
FAGOR CNC 8025/8030 modelos M, MG, MS, GP MANUAL DE PROGRAMACION Ref. 9701 (cas) ACERCA DE LA INFORMACION DE ESTE MANUAL Este manual está dirigido al operario de la máquina. Incluye información necesaria
Practica no.4: Maquinado en Fresadora de Control Numérico utilizando la máquina HURON y/o MILITRONICS.
 Practica no.4: Maquinado en Fresadora de Control Numérico utilizando la máquina HURON y/o MILITRONICS. Clase: Ingeniería de Manufactura Carreras: IMA-IME-IMT Profesor de la materia: Fecha y Hora de Grupo
Practica no.4: Maquinado en Fresadora de Control Numérico utilizando la máquina HURON y/o MILITRONICS. Clase: Ingeniería de Manufactura Carreras: IMA-IME-IMT Profesor de la materia: Fecha y Hora de Grupo
Toma de Medidas II. Indicadores: instrumentos con un indicador (pie de rey, miecrómetro, etc) Aparatos que materializan la medida (cala patrón)
 Aparatos que materializan la medida (cala patrón)") Toma de Medidas Comprobar si la pieza mecanizada en el taller coincide con la del plano. Instrumentos: Medición, Comparación Medir es comparar una diemensión con un aparato de medición (12.57 mm) Toma
Toma de Medidas Comprobar si la pieza mecanizada en el taller coincide con la del plano. Instrumentos: Medición, Comparación Medir es comparar una diemensión con un aparato de medición (12.57 mm) Toma
De acuerdo con sus características podemos considerar tres tipos de vectores:
 CÁLCULO VECTORIAL 1. ESCALARES Y VECTORES 1.1.-MAGNITUDES ESCALARES Y VECTORIALES Existen magnitudes físicas cuyas cantidades pueden ser expresadas mediante un número y una unidad. Otras, en cambio, requieren
CÁLCULO VECTORIAL 1. ESCALARES Y VECTORES 1.1.-MAGNITUDES ESCALARES Y VECTORIALES Existen magnitudes físicas cuyas cantidades pueden ser expresadas mediante un número y una unidad. Otras, en cambio, requieren
TRANSFORMACIONES ISOMÉTRICAS
 TRANSFORMACIONES ISOMÉTRICAS En una transformación isométrica: 1) No se altera la forma ni el tamaño de la figura. 2) Sólo cambia la posición (orientación o sentido de ésta). TRANSFORMACIONES ISOMÉTRICAS
TRANSFORMACIONES ISOMÉTRICAS En una transformación isométrica: 1) No se altera la forma ni el tamaño de la figura. 2) Sólo cambia la posición (orientación o sentido de ésta). TRANSFORMACIONES ISOMÉTRICAS
PARAMETROS DE MAQUINA Y MECANIZADOS
 PARAMETROS DE MAQUINA Y MECANIZADOS Una vez diseñada la pieza debemos definir el tipo de máquina con la cual vamos a realizar el proceso de mecanizado dando clic en la pestaña. Vamos al Gestor de lista
PARAMETROS DE MAQUINA Y MECANIZADOS Una vez diseñada la pieza debemos definir el tipo de máquina con la cual vamos a realizar el proceso de mecanizado dando clic en la pestaña. Vamos al Gestor de lista
PROGRAMACIÓN DE FRESADORAS DE CNC.
 PROGRAMACIÓN DE FRESADORAS DE CNC. 1. Programar la siguiente trayectoria, haciendo uso de las funciones de simetría (de modo que únicamente sea necesario programar la mitad de la trayectoria). 2. Dado
PROGRAMACIÓN DE FRESADORAS DE CNC. 1. Programar la siguiente trayectoria, haciendo uso de las funciones de simetría (de modo que únicamente sea necesario programar la mitad de la trayectoria). 2. Dado
Manual de Microsoft Power Point 2007 Parte 2 Universidad Politécnica de San Luis Potosí
 Contenido: Manual de Microsoft Power Point 2007 Parte 2 1. Insertar y dar formato a los cuadros de texto.... 2 2. Insertar cuadros de texto.... 2 3. Estilos de forma - Contornos y colores.... 3 4. Estilos
Contenido: Manual de Microsoft Power Point 2007 Parte 2 1. Insertar y dar formato a los cuadros de texto.... 2 2. Insertar cuadros de texto.... 2 3. Estilos de forma - Contornos y colores.... 3 4. Estilos
Actividades recreativas para recordar a los vectores. 1) Representa en un eje de coordenadas las siguientes sugerencias:
 Representa en un eje de coordenadas las siguientes sugerencias:") Actividades recreativas para recordar a los vectores 1) Representa en un eje de coordenadas las siguientes sugerencias: a) Dibuja un segmento y oriéntalo en sentido positivo. b) Dibuja un segmento y oriéntalo
Actividades recreativas para recordar a los vectores 1) Representa en un eje de coordenadas las siguientes sugerencias: a) Dibuja un segmento y oriéntalo en sentido positivo. b) Dibuja un segmento y oriéntalo
CAPÍTULO VI PREPARACIÓN DEL MODELO EN ALGOR. En este capítulo, se hablará acerca de los pasos a seguir para poder realizar el análisis de
 CAPÍTULO VI PREPARACIÓN DEL MODELO EN ALGOR. En este capítulo, se hablará acerca de los pasos a seguir para poder realizar el análisis de cualquier modelo en el software Algor. La preparación de un modelo,
CAPÍTULO VI PREPARACIÓN DEL MODELO EN ALGOR. En este capítulo, se hablará acerca de los pasos a seguir para poder realizar el análisis de cualquier modelo en el software Algor. La preparación de un modelo,
UF0879 Elaboración de Programas de CNC para la Fabricación de Piezas por Arranque
 UF0879 Elaboración de Programas de CNC para la Fabricación de Piezas por Arranque de Viruta Titulación acredidatada por la Comisión Internacional de Formación de la UNESCO UF0879 Elaboración de Programas
UF0879 Elaboración de Programas de CNC para la Fabricación de Piezas por Arranque de Viruta Titulación acredidatada por la Comisión Internacional de Formación de la UNESCO UF0879 Elaboración de Programas
TIPOS DE RESTRICCIONES
 RESTRICCIONES: Las restricciones son reglas que determinan la posición relativa de las distintas geometrías existentes en el archivo de trabajo. Para poder aplicarlas con rigor es preciso entender el grado
RESTRICCIONES: Las restricciones son reglas que determinan la posición relativa de las distintas geometrías existentes en el archivo de trabajo. Para poder aplicarlas con rigor es preciso entender el grado
Torno CNC: Programar bien es Tornear bien MAQUINARIA. Mayor precisión, ahorro en costos operativos.
 24 MAQUINARIA Foto: www.tak-rem.pl Torno CNC: Programar bien es Tornear bien Luisa Fernanda Castro Patiño Periodista Metal Actual Mayor precisión, ahorro en costos operativos. El torno CNC es un tipo de
24 MAQUINARIA Foto: www.tak-rem.pl Torno CNC: Programar bien es Tornear bien Luisa Fernanda Castro Patiño Periodista Metal Actual Mayor precisión, ahorro en costos operativos. El torno CNC es un tipo de
GRUPO TECNOLOGÍA MECÁNICA PROCESOS DE FABRICACIÒN
 BROCHADORAS Generalidades y Tipos de superficies que generan Se llama brochado a la operación que consiste en arrancar lineal y progresivamente la viruta de una superficie de un cuerpo mediante una sucesión
BROCHADORAS Generalidades y Tipos de superficies que generan Se llama brochado a la operación que consiste en arrancar lineal y progresivamente la viruta de una superficie de un cuerpo mediante una sucesión
Procesos de Fabricación I. Guía 2, 3 0. Procesos de Fabricación I
 Procesos de Fabricación I. Guía 2, 3 0 Procesos de Fabricación I Procesos de Fabricación I. Guía 2, 3 1 Facultad: Ingeniería Escuela: Ingeniería Mecánica Asignatura: Procesos de Fabricación 1 Tema: Uso
Procesos de Fabricación I. Guía 2, 3 0 Procesos de Fabricación I Procesos de Fabricación I. Guía 2, 3 1 Facultad: Ingeniería Escuela: Ingeniería Mecánica Asignatura: Procesos de Fabricación 1 Tema: Uso
14. Máquinas Herramientas de Control Numérico Computarizado (MHCNC).
.") 14. Máquinas Herramientas de Control Numérico Computarizado (MHCNC). A principios de los años 90 s llegan a su madurez las máquinas de Control Numérico Computarizado (CNC), el problema que se presentaba
14. Máquinas Herramientas de Control Numérico Computarizado (MHCNC). A principios de los años 90 s llegan a su madurez las máquinas de Control Numérico Computarizado (CNC), el problema que se presentaba
Las conexiones conectan cuerpos entre sí formando un mecanismo En el ejemplo, cada cuerpo, en este caso las distintas secciones de la pala mecánica,
 1 2 Las conexiones conectan cuerpos entre sí formando un mecanismo En el ejemplo, cada cuerpo, en este caso las distintas secciones de la pala mecánica, es representado por su centro de gravedad, en el
1 2 Las conexiones conectan cuerpos entre sí formando un mecanismo En el ejemplo, cada cuerpo, en este caso las distintas secciones de la pala mecánica, es representado por su centro de gravedad, en el
FABRICACIÓN ASISTIDA POR COMPUTADOR. 2º INGENIERÍA TÉCNICA INDUSTRIAL, ESPECIALIDAD MECÁNICA.
 FABRICACIÓN ASISTIDA POR COMPUTADOR. 2º INGENIERÍA TÉCNICA INDUSTRIAL, ESPECIALIDAD MECÁNICA. PROBLEMAS TEMA 7 PROGRAMACIÓN DE TORNOS DE CNC. PARTE 1: FUNCIONES PREPARATORIAS 1.- Programar las siguientes
FABRICACIÓN ASISTIDA POR COMPUTADOR. 2º INGENIERÍA TÉCNICA INDUSTRIAL, ESPECIALIDAD MECÁNICA. PROBLEMAS TEMA 7 PROGRAMACIÓN DE TORNOS DE CNC. PARTE 1: FUNCIONES PREPARATORIAS 1.- Programar las siguientes
Manual de Ejemplos Modelo Torno
 Manual de Ejemplos Modelo Torno Ref. 0112 (cas) INDICE Herramientas... 1 Reglaje de herramientas... 2 Ejemplos generales... 5 Ciclos fijos... 11 Programación en el eje C... 33 Editor de perfiles... 37
Manual de Ejemplos Modelo Torno Ref. 0112 (cas) INDICE Herramientas... 1 Reglaje de herramientas... 2 Ejemplos generales... 5 Ciclos fijos... 11 Programación en el eje C... 33 Editor de perfiles... 37
CICLOS FIJOS DE MECANIZADO Funciones G79-G87 (Control Fagor)
") CICLOS FIJOS DE MECANIZADO Funciones G79-G87 (Control Fagor) G79 : Ciclo fijo definido por el usuario G81 : Ciclo fijo de taladrado G82 : Ciclo fijo de taladrado con temporización G83 : Ciclo fijo de taladrado
CICLOS FIJOS DE MECANIZADO Funciones G79-G87 (Control Fagor) G79 : Ciclo fijo definido por el usuario G81 : Ciclo fijo de taladrado G82 : Ciclo fijo de taladrado con temporización G83 : Ciclo fijo de taladrado
Composites. Soluciones para aplicaciones en composites
 Composites Soluciones para aplicaciones en composites Alas de composite Mecanizado superficial Enfoque en los composites Las altas demandas en mecanizado de superficies ha encontrado soluciones novedosas
Composites Soluciones para aplicaciones en composites Alas de composite Mecanizado superficial Enfoque en los composites Las altas demandas en mecanizado de superficies ha encontrado soluciones novedosas
A.2. Notación y representación gráfica de vectores. Tipos de vectores.
 Apéndice A: Vectores A.1. Magnitudes escalares y vectoriales Las magnitudes escalares son aquellas magnitudes físicas que quedan completamente definidas por un módulo (valor numérico) y la unidad de medida
Apéndice A: Vectores A.1. Magnitudes escalares y vectoriales Las magnitudes escalares son aquellas magnitudes físicas que quedan completamente definidas por un módulo (valor numérico) y la unidad de medida
6. VECTORES Y COORDENADAS
 6. VECTORES Y COORDENADAS Página 1 Traslaciones. Vectores Sistema de referencia. Coordenadas. Punto medio de un segmento Ecuaciones de rectas. Paralelismo. Distancias Página 2 1. TRASLACIONES. VECTORES
6. VECTORES Y COORDENADAS Página 1 Traslaciones. Vectores Sistema de referencia. Coordenadas. Punto medio de un segmento Ecuaciones de rectas. Paralelismo. Distancias Página 2 1. TRASLACIONES. VECTORES
Mayor fiabilidad en operaciones de tronzado más profundo
 Mayor fiabilidad en operaciones de tronzado más profundo La prioridad de los requisitos del usuario... en las operaciones de tronzado más profundo se tuvo en cuenta en la fase inicial del desarrollo de
Mayor fiabilidad en operaciones de tronzado más profundo La prioridad de los requisitos del usuario... en las operaciones de tronzado más profundo se tuvo en cuenta en la fase inicial del desarrollo de
Código/Título de la Unidad Didáctica: MATEMÁTICAS BASICAS APLICADAS EN EL MECANIZADO. Actividad nº/título: REGLA DE TRES y SISTEMAS DE COORDENADAS
 Código/Título de la Unidad Didáctica: MATEMÁTICAS BASICAS APLICADAS EN EL MECANIZADO Actividad nº/título: REGLA DE TRES y SISTEMAS DE COORDENADAS Introducción a la actividad Material Didáctico: Tiempo:
Código/Título de la Unidad Didáctica: MATEMÁTICAS BASICAS APLICADAS EN EL MECANIZADO Actividad nº/título: REGLA DE TRES y SISTEMAS DE COORDENADAS Introducción a la actividad Material Didáctico: Tiempo:
Universidad Autónoma de San Luis Potosí Facultad de Ingeniería Programas Analíticos del Área Mecánica y Eléctrica. 5631 Control Numérico Computarizado
 A) CURSO Clave Asignatura 5631 Control Numérico Computarizado Horas de teoría por semana Horas de práctica por semana Horas trabajo adicional estudiante Créditos Horas Totales 3 2 3 8 48 hrs. teoría 32
A) CURSO Clave Asignatura 5631 Control Numérico Computarizado Horas de teoría por semana Horas de práctica por semana Horas trabajo adicional estudiante Créditos Horas Totales 3 2 3 8 48 hrs. teoría 32
REPRESENTACIÓN GRÁFICA. La representación gráfica que realizamos de nuestros proyectos están sujetas a las normas UNE, siguientes:
 REPRESENTACIÓN GRÁFICA La representación gráfica que realizamos de nuestros proyectos están sujetas a las normas UNE, siguientes: NORMA UNE 1032 NORMA UNE 1026 NORMA UNE 1011 NORMA UNE 1041 NORMA UNE 1036
REPRESENTACIÓN GRÁFICA La representación gráfica que realizamos de nuestros proyectos están sujetas a las normas UNE, siguientes: NORMA UNE 1032 NORMA UNE 1026 NORMA UNE 1011 NORMA UNE 1041 NORMA UNE 1036
TÉCNICO SUPERIOR UNIVERSITARIO EN MECATRÓNICA ÁREA SISTEMAS DE MANUFACTURA FLEXIBLE
 TÉCNICO SUPERIOR UNIVERSITARIO EN MECATRÓNICA ÁREA SISTEMAS DE MANUFACTURA FLEXIBLE 1 de 19 HOJA DE ASIGNATURA CON DESGLOSE DE UNIDADES TEMÁTICAS 1. Nombre de la asignatura Manufactura asistida por 2.
TÉCNICO SUPERIOR UNIVERSITARIO EN MECATRÓNICA ÁREA SISTEMAS DE MANUFACTURA FLEXIBLE 1 de 19 HOJA DE ASIGNATURA CON DESGLOSE DE UNIDADES TEMÁTICAS 1. Nombre de la asignatura Manufactura asistida por 2.
Unidad V: Integración
 Unidad V: Integración 5.1 Introducción La integración es un concepto fundamental de las matemáticas avanzadas, especialmente en los campos del cálculo y del análisis matemático. Básicamente, una integral
Unidad V: Integración 5.1 Introducción La integración es un concepto fundamental de las matemáticas avanzadas, especialmente en los campos del cálculo y del análisis matemático. Básicamente, una integral
Muchas veces hemos visto un juego de billar y no nos percatamos de los movimientos de las bolas (ver gráfico 8). Gráfico 8
. Gráfico 8") Esta semana estudiaremos la definición de vectores y su aplicabilidad a muchas situaciones, particularmente a las relacionadas con el movimiento. Por otro lado, se podrán establecer las características
Esta semana estudiaremos la definición de vectores y su aplicabilidad a muchas situaciones, particularmente a las relacionadas con el movimiento. Por otro lado, se podrán establecer las características
PÁGINA INTRODUCCIÓN MASTERCAM 2 MASTERCAM FRESADO 3 MASTERCAM TORNEADO 5 MASTERCAM MILL TURN 6 MASTERCAM TORNO SUIZO 7 MASTERCAM HILO 8
 ÍNDICE SOFTWARE CNC PÁGINA INTRODUCCIÓN MASTERCAM 2 MASTERCAM FRESADO 3 MASTERCAM TORNEADO 5 MASTERCAM MILL TURN 6 MASTERCAM TORNO SUIZO 7 MASTERCAM HILO 8 MASTERCAM SOLID WORKS 9 1 Mastercam, fabricado
ÍNDICE SOFTWARE CNC PÁGINA INTRODUCCIÓN MASTERCAM 2 MASTERCAM FRESADO 3 MASTERCAM TORNEADO 5 MASTERCAM MILL TURN 6 MASTERCAM TORNO SUIZO 7 MASTERCAM HILO 8 MASTERCAM SOLID WORKS 9 1 Mastercam, fabricado
STEP 7 INDICE. Contadores rápidos Restricciones en el uso de los contadores rápidos HSC0, HSC3, HSC4, HSC5
 Programación n de Autómatas STEP 7 Contadores Rápidos R (HSC) ISA-UMH 1 INDICE Introducción Contadores rápidos Restricciones en el uso de los contadores rápidos HSC0, HSC3, HSC4, HSC5 Utilización de los
Programación n de Autómatas STEP 7 Contadores Rápidos R (HSC) ISA-UMH 1 INDICE Introducción Contadores rápidos Restricciones en el uso de los contadores rápidos HSC0, HSC3, HSC4, HSC5 Utilización de los
AF Services Technical Report
 ISO 9001 / V2008 GEAR COMPANY Cliente: HOERBIGER DE COLOMBIA LTDA Fecha de ejecución: 02 al 16 de Marzo del 2015 Trabajo ejecutado: Mecanizado en situ de carcasa superior Ubicación: Refinería Ecopetrol,
ISO 9001 / V2008 GEAR COMPANY Cliente: HOERBIGER DE COLOMBIA LTDA Fecha de ejecución: 02 al 16 de Marzo del 2015 Trabajo ejecutado: Mecanizado en situ de carcasa superior Ubicación: Refinería Ecopetrol,
Manual de ayuda broker bankinter. Manual de ayuda. Página 1 de 17
 Manual de ayuda Página 1 de 17 NOTA IMPORTANTE SOBRE BROKER BANKINTER LITE: El presente manual describe el funcionamiento del Broker Bankinter en su versión PRO. La versión PRO únicamente puede ser utilizada
Manual de ayuda Página 1 de 17 NOTA IMPORTANTE SOBRE BROKER BANKINTER LITE: El presente manual describe el funcionamiento del Broker Bankinter en su versión PRO. La versión PRO únicamente puede ser utilizada
Para crear una lista como la anterior, primero escribe la información, y después selecciona el texto y aplícale el formato de viñetas.
 Módulo 3 Herramientas de Cómputo Listas, tabulaciones, columnas y cuadros de texto Listas En muchas ocasiones es necesario que enumeres diferentes elementos en tus documentos. Word no sólo reconoce números
Módulo 3 Herramientas de Cómputo Listas, tabulaciones, columnas y cuadros de texto Listas En muchas ocasiones es necesario que enumeres diferentes elementos en tus documentos. Word no sólo reconoce números
VECTORES EN EL PLANO
 VECTORES EN EL PLANO VECTOR: vectores libres Segmento orientado, con un origen y extremo. Módulo: es la longitud del segmento orientado, es un número positivo y su símbolo es a Dirección: es la recta que
VECTORES EN EL PLANO VECTOR: vectores libres Segmento orientado, con un origen y extremo. Módulo: es la longitud del segmento orientado, es un número positivo y su símbolo es a Dirección: es la recta que
Vectores en el espacio
 Vectores en el espacio Un sistema de coordenadas tridimensional se construye trazando un eje Z, perpendicular en el origen de coordenadas a los ejes X e Y. Cada punto viene determinado por tres coordenadas
Vectores en el espacio Un sistema de coordenadas tridimensional se construye trazando un eje Z, perpendicular en el origen de coordenadas a los ejes X e Y. Cada punto viene determinado por tres coordenadas
DIAGRAMA DE GANTT. Este gráfico consiste simplemente en un sistema de coordenadas en que se indica:
 INTRODUCCION DIAGRAMA DE GANTT Diagrama de Gantt: Los cronogramas de barras o gráficos de Gantt fueron concebidos por el ingeniero norteamericano Henry L. Gantt, uno de los precursores de la ingeniería
INTRODUCCION DIAGRAMA DE GANTT Diagrama de Gantt: Los cronogramas de barras o gráficos de Gantt fueron concebidos por el ingeniero norteamericano Henry L. Gantt, uno de los precursores de la ingeniería
Cursos de Perfeccionamiento
 www.infoplc.net 1 INDICE Introducción Contadores rápidos Restricciones en el uso de los contadores rápidos HSC0, HSC3, HSC4, HSC5 Utilización de los contadores rápidos Direccionamiento de los contadores
www.infoplc.net 1 INDICE Introducción Contadores rápidos Restricciones en el uso de los contadores rápidos HSC0, HSC3, HSC4, HSC5 Utilización de los contadores rápidos Direccionamiento de los contadores
3.9. Tutorial Excavadora
 3.9. Tutorial Excavadora 3.9.1. Introducción En este tutorial se va a simular el funcionamiento de una retroexcavadora. Como se sabe, el movimiento de una excavadora está gobernado por unos cilindros hidráulicos,
3.9. Tutorial Excavadora 3.9.1. Introducción En este tutorial se va a simular el funcionamiento de una retroexcavadora. Como se sabe, el movimiento de una excavadora está gobernado por unos cilindros hidráulicos,
quinas-herramienta (I): Funciones, tipos y arquitecturas
: Funciones, tipos y arquitecturas") Tema16: Má (I) 1/17 MÓDULO III: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 16: MáquinasM (I): Funciones, tipos y arquitecturas TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A
Tema16: Má (I) 1/17 MÓDULO III: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 16: MáquinasM (I): Funciones, tipos y arquitecturas TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A
Normalización y Acotación
 Normalización y Acotación Ingeniería Gráfica Curso 2010-2011 Normalización y Acotación Normativa de Referencia - UNE 1-039-94: Norma Española. Dibujos Técnicos. Acotación (Basada en la Norma ISO 129-1985.
Normalización y Acotación Ingeniería Gráfica Curso 2010-2011 Normalización y Acotación Normativa de Referencia - UNE 1-039-94: Norma Española. Dibujos Técnicos. Acotación (Basada en la Norma ISO 129-1985.
BARRA DE HERRAMIENTAS DE BOCETO:
 INTRODUCCIÓN: Autodesk Inventor es un sistema de modelado sólido basado en operaciones geométrica, que proporciona todas las herramientas necesarias para ejecutar proyectos de diseño, desde el primer boceto
INTRODUCCIÓN: Autodesk Inventor es un sistema de modelado sólido basado en operaciones geométrica, que proporciona todas las herramientas necesarias para ejecutar proyectos de diseño, desde el primer boceto