UNIVERSIDAD TECNOLÓGICA DE QUERÉTARO
|
|
|
- María Concepción Castillo Botella
- hace 7 años
- Vistas:
Transcripción

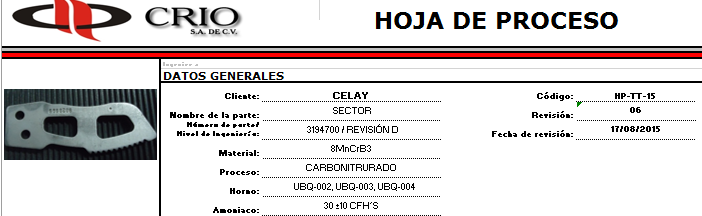
1 UNIVERSIDAD TECNOLÓGICA DE QUERÉTARO Nombre del proyecto: DISMINUCIÓN DE DEFORMACIÓN EN PROCESO DE CARBONITRURADO EN PIEZAS DE 4 MM DE ESPESOR Empresa: CRIO S.A DE C.V Memoria que como parte de los requisitos para obtener el título de: INGENIERO EN PROCESOS Y OPERACIONES INDUSTRIALES Presenta: CASTILLO OLMEDO EDSON EDUARDO Asesor de la UTEQ Ing. Luis Roberto Morales Pérez Asesor de la Organización Ing. Nancy Dávila Velázquez Santiago de Querétaro Qro., Abril de 2016
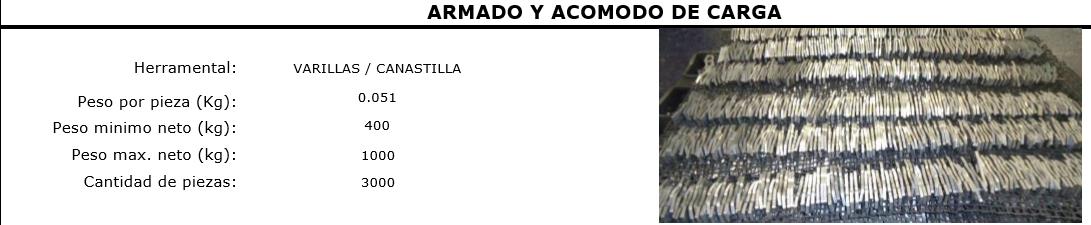
2 Resumen El presente proyecto se desarrolló dentro de la empresa CRIO S.A. de C.V. para concluir el periodo de estadía como Ingeniero en Procesos y Operaciones Industriales, el proyecto consistió en la disminución de deformación en proceso de Carbonitrurado en piezas de 4mm de espesor. Se realizó por medio de la evaluación del proceso y la utilización de distintos herramentales para el armado de carga, todo esto con la finalidad de disminuir el porcentaje de piezas con deformación por medio de un mejor acomodo del material a la hora de ser procesado. 2
3 Summary I did my internship at CRIO, a company that specializes in the thermal treatments of parts for the aeronautical and automotive industries. My project consists in the reduction of the deformation on the 4mm thick pieces in the carbonitrided process. I was responsible for evaluating the test results, to verify that the tooling and the arrangement of the material is adequate, to check, with assistance of the production supervisor, that the process meets the parameters indicated and that there aren t anomalies that could be causing the problem of deformation in the parts. To sum up, during my internship I learned how to solve an industry problem by implementing the project that benefit the company financially and reduce the percentage of scrap. Which is a great opportunity for me to improve my work experience and show the company that can trust me on future situations. 3
4 Dedicatorias Quiero dedicar este gran logro en mi vida a quienes siempre estuvieron con migo durante etapa nueva etapa en mi vida, ya que gracias a ellos estoy donde estoy y soy quien soy. Mis padres el señor Apolonio Castillo Rodríguez y la señora Ana Olmedo Solis que siempre han sido y serán un ejemplo para mí. Pero en especial a tres personas que son parte de mi vida y que por ellos estoy luchando día con día para ofrecerles lo mejor, ellos son mi familia, mi esposa Daira Pamela Rojo Valdez y mis hijos Gonzalo Fabián Castillo Rojo y Ángel Alexis Castillo Rojo esto es para ustedes. 4
5 Agradecimientos Quiero agradecerle este logro a mi familia que siempre estuvo a mi lado brindándome su apoyo y motivándome con sus palabras de aliento en momentos buenos y malos. Gracias familia por brindarme sus palabras de aliento que me motivan para seguir adelante y prepararme de una mejor manera día con día en esta vida. También quiero agradecer enormemente a los profesores que siempre brindan el apoyo para lograr buenos resultados académicamente y laboralmente mediante sus métodos de enseñanza que dejaron un gran aprendizaje en mí. Quisiera agradecer especialmente a la empresa Crio S.A. DE C.V. por seguirme dando la oportunidad de desarrollar y aplicar mis conocimientos dentro de sus instalaciones y por apoyarme para poder llevar a cabo la realización de este proyecto. 5
6 Índice Página Resumen... 2 Summary... 3 Dedicatorias... 4 Agradecimientos... 5 Índice... 6 I. INTRODUCCIÓN... 9 II. ANTECEDENTES Antecedentes de la empresa Giro Certificaciones Política de calidad Misión Visión Valores Antecedentes del proyecto III. JUSTIFICACIÓN IV. OBJETIVOS Objetivo general Objetivos específicos:
7 V. ALCANCE Por lo cual constará de estas etapas: VI. ANÁLISIS DE RIESGO VII. FUNDAMENTACIÓN TEÓRICA Tratamientos térmicos: Temple: Carbonitrurado: Revenido: Diagrama HIERRO-CARBONO Aleaciones Hierro-Carbono Austenita Ferrita Cementita Perlita Martensita Bainita VIII. PLAN DE ACTIVIDADES IX. RECURSOS MATERIALES Y HUMANOS Recursos Humanos: Recursos Materiales: X. DESARROLLO DEL PROYECTO Notificación de alto porcentaje de deformación
8 10.2 Determinar el número de parte, acero y el proceso Validar el porcentaje de deformación de acuerdo a las condiciones de PPAP establecidos Determinar condiciones que afectan la deformación (Tratamiento y Herramental) Validar las condiciones Correr pruebas en diferentes herramentales Validar condiciones ideales de procesos para PPAP, con herramentales adecuados Resultados, disminución del porcentaje de deformación XI. RESULTADOS OBTENIDOS XII. CONCLUSIONES Y RECOMENDACIONES XIII. ANEXOS... XIV. BIBLIOGRAFÍA... 8
9 I. Introducción La Universidad Tecnológica de Querétaro es una institución educativa que mediante la carrera de Ingeniería en Procesos y Operaciones Industriales, busca brindar a su comunidad estudiantil una oportunidad de involucrarse en el sector productivo nacional e internacional con herramientas y bases que los hagan competitivos en las áreas en las que se desarrollen. Por eso es que mediante este proyecto se busca poner en práctica lo aprendido en mi estancia en la Universidad Tecnológica de Querétaro, esto mediante la implementación, realización de métodos y actividades que permitan identificar, atacar y solucionar los distintos problemas que se pueden presentar en la industria. 9
10 II. Antecedentes 2.1 Antecedentes de la empresa. CRIO S.A. de C.V. inicia sus operaciones en el año de 1994, dedicándose a la comercialización de controladores lógicos programables, sistemas de control de supervisión y adquisición de datos; para variables de tratamiento térmico. En el año 2004, incursiona en procesos de tratamiento térmico y termoquímico de aceros, como respuesta a la demanda de la industria automotriz, utilizando equipo de nueva tecnología y asesores especializados. En el mes de junio del mismo año, CRIO S.A. de C.V. establece una planta y decide implementar un Sistema de Gestión de Calidad y se certifica bajo normas internacionales, para garantizar a sus clientes la calidad de sus procesos y servicios. La empresa es construida en la dirección: Calle 3, N 11, Zona Industrial Benito Juárez, C.P Teléfonos/Fax: 01 (52)+ (442) , 25 y 26 Pagina web: Como una evolución del Sistema de Gestión de Calidad, en el 2005 tuvo la aprobación de las empresas del grupo DESC y de Ford Motor Company como proveedores confiables de tratamientos térmicos y obtuvo la certificación bajo la Norma ISO 9001;
11 En el 2008 fue aprobado por Dana Corp, y TRW en la Norma CQI-9, en ese mismo año y correspondiendo al crecimiento de la industria aeronáutica en el estado fue aprobada como proveedor de tratamiento térmico de Meggitt. En el año 2009 se obtuvo la certificación bajo la Norma AS9100B. En enero del 2011 se inició el programa de actividades para la transición de la Norma AS9100B a la Norma AS9100C, Certificándose en Agosto del mismo año. En agosto del 2011 fue aprobada por FORD en el estándar CQI-9 y en octubre de ese mismo año abre una nueva planta en Ramos Arizpe Coahuila. En febrero del 2012 fue aprobada por FORD en el estándar CQI-9 en su tercera edición. 11
12 2.1.1 Giro Crio S.A. DE C.V. es una empresa del ramo de servicios, dedicada a los tratamientos térmicos y termoquímicos de los aceros para la industria automotriz y aeronáutica. Los tratamientos térmicos que ofrece son: Carburizado Temple Revenido Carbonitrurado Recocido Normalizado Relevado de esfuerzos Certificaciones La empresa cuenta con el equipo más moderno, personal capacitado y certificaciones como: Certificación AS9100C e ISO CQI-9 3 ED. 12
13 2.1.3 Política de calidad Estamos comprometidos a proveer servicios de tratamiento térmico que cumplan los requisitos de nuestros clientes, mediante un sistema de calidad que asegure la confiabilidad en nuestros procesos, que satisfagan las expectativas de nuestros clientes, accionistas y comunidad a través de la mejora continua, de la eficacia y la eficiencia de nuestra organización Misión CRIO S.A. de C.V. es una compañía dedicada a ofrecer procesos de tratamiento térmico de aceros, poniendo al alcance de sus clientes equipos fabricados con la más alta calidad, asegurando un proceso estable y repetitivo, como resultado de los sistemas de control desarrollados e instalados por las compañías líderes en tecnología de punta a nivel mundial, que demanda la industria automotriz en todo el mundo Visión Ser una empresa líder en tratamientos térmicos de aceros para la industria metalmecánica, automotriz y aeronáutica, a través de procesos con tecnología de punta y personal altamente calificado que asegure la calidad requerida y el mejor servicio al precio más competitivo. Beneficiando a los grupos de interés de la organización. 13
14 2.1.6 Valores Responsabilidad Calidad Honestidad Lealtad 2.2 Antecedentes del proyecto. Crio S.A. DE C.V. es una empresa dedicada al servicio de tratamientos térmicos, por lo cual debe brindar a sus clientes un servicio de alta calidad satisfaciendo las necesidades de sus clientes garantizando el servicio. Mediante la implementación de este proyecto se busca disminuir la deformación de una pieza de 4 mm de espesor sometida a un proceso de Carbonitrurado. Actualmente se presenta deformación equivalente del 15% del volumen total, esto quiere decir que de un contenedor de 9000 piezas, 1350 unidades presentan este problema, esta situación genera una pérdida económica y de material disponible para el cliente, esto debido a que era un problema de no calidad en el material y la pérdida económica era para el cliente celay, quien es el cliente directo de crio. La deformación es inherente al proceso de tratamiento térmico de Carbonitrurado al que son sometidas estas piezas, es una condición natural del proceso de la cual no podemos prescindir por las elevadas temperaturas a las 14
15 cuales se realiza el proceso, así como el enfriamiento brusco al que son sometidas las piezas; si bien es cierto que esa deformación será mantenida por dichas condiciones lo importante es como minimizarla la deformación para cada uno de los clientes. Es sabido en el ambiente de los tratamientos térmicos que existen condiciones que se pueden controlar para llevar a mejores resultados dimensionales los cuales son evaluados y considerados dependiendo de la geometría de la pieza, el volumen de la carga, etc; por mencionar algunos. Los cuáles serán evaluados en este proyecto. 15
16 III. Justificación. El propósito de este proyecto es disminuir la deformación de la pieza con un proceso de carbonitrurado de 4mm de espesor. Con el fin de disminuir la generación de scrap por contenedor de 15% a 1%. Esto para mejorar la calidad de las piezas mediante la disminución de la deformación y así las piezas sean funcionales de acuerdo a las tolerancias establecidas por el cliente, las piezas con deformaciones superiores a las toleradas no pueden ser utilizadas ya que no pueden ser ensambladas en los frenos. Lo que ocasiona pérdidas económicas para el cliente, problemas de entrega por parte de la empresa y riesgo de fallas en campo. 16
17 IV. Objetivos 4.1 Objetivo general Controlar el defecto de deformación de las piezas que se presenta en el proceso de carbonitrurado del número de parte , ya que esto genera un problema de scrap de 1350 piezas de 9000 por contenedor. Se pretende reducir de un 15% a un 1% el nivel de scrap. 4.2 Objetivos específicos: Notificación de alto porcentaje de deformación. Determinar el número de parte, acero y el proceso. Validar el porcentaje de deformación de acuerdo a las condiciones de PPAP establecidos. Determinar condiciones que afectan la deformación (Tratamiento y Herramental). Validar las condiciones. Correr pruebas en diferentes herramentales. Validar condiciones ideales de procesos para PPAP, con herramentales adecuados. Resultados, disminución del porcentaje de deformación. 17
18 V. Alcance El proyecto a realizar en la empresa Crio S.A. DE C.V., teniendo como finalidad la disminución de deformación por contenedor en proceso de carbonitrurado en piezas de 4mm de espesor para el número de parte Por lo cual constará de estas etapas: Notificación de alto porcentaje de deformación: Inicio el 19 de diciembre con una duración de 15 días. Se recaudó la información necesaria de cuanto era él % de deformación que se estaba presentando para poder determinar las acciones a realizar. Determinar el número de parte, acero y el proceso: Inicio el 13 de diciembre con una duración de 9 días. Para esta etapa se identificó el material que presentaba el problema: nombre, número de parte, tipo de acero y los parámetros del proceso. Esto mediante la revisión de documentos por parte de calidad y manufactura. Validar el porcentaje de deformación de acuerdo a las condiciones de PPAP establecidos. Inicio el 27 de diciembre con una duración de 9 días. Se estuvieron realizando corridas de prueba con el material para evaluar las condiciones y se recaudó la información necesaria para poder determinar las posibles causas del problema. 18
19 Determinar condiciones que afectan la deformación (Tratamiento y Herramental). Inicio el 3 de enero con una duración de 15 días. Después de estar evaluando las condiciones normales del proceso se dividieron solo en dos que fueron: El tratamiento térmico y el herramental que se estaba utilizando. De estas dos condiciones buscaríamos encontrar la posible causa raíz del problema. Después de una serie de corridas de pruebas en se descartó el proceso de tratamiento térmico debido a que los parámetros eran los indicados para un proceso de carbonitrurado, así que se llegó a la conclusión de que el herramental era el causante del problema. Validar las condiciones. Inicio el 24 de enero con una duración de 9 días. Para esta etapa nuevamente se tuvo como actividad estar evaluando los resultados de una nueva corrida de material que seguían arrojando los mismos resultados de deformación 15% por cantidad de material ingresado, pero ya que se tenía la posible causa del problema fue más fácil enfocarnos al herramental y acomodo del material procesado. Correr pruebas en diferentes herramentales. Inicio el 1 de Febrero con una duración de 10 días. En esta etapa se realizaron corridas de prueba con el herramental que se estaba utilizando y con un 19
20 herramental nuevo para comparar los resultados y poder evaluar estos para darle una respuesta al cliente. Validar condiciones ideales de procesos para PPAP, con herramentales adecuados. Inicio el 12 de febrero con una duración de 8 días. Se respaldan los resultados obtenidos en el PPAP con el herramental nuevo, los cuales fueron de una reducción de deformación de 15% a tan solo el 1%. Posteriormente se modifican los documentos en los cuales se hace mención del armado de la carga. Resultados, disminución del porcentaje de deformación. Inicio el 29 de febrero con una duración de 20 días. Se llegó a una conclusión de que el herramental y el acomodo del material eran la causa raíz del problema. Esto por los resultados positivos que se obtuvieron mediante las corridas de prueba con el herramental y acomodo nuevo, se ayudó a la empresa a mejorar la calidad del servicio y disminuir considerablemente el problema de deformación que se estaba presentando de un 15% tan solo el 1% de deformación por contenedor. 20
21 VI. Análisis de Riesgo El exceso de trabajo por parte de producción a veces retrasaba un poco el armado y proceso del material, la planeación de producción a veces no coincidía con los turnos de trabajo que tenía y no podía llevar una cierta continuidad del análisis. También el cliente tardaba en enviar material de ese número de parte para procesarlo, estos los considero como los principales riesgos para poder llevar acabo la elaboración del proyecto. El trabajo mecánico al cual son sometidas las piezas en su fabricación al ser procesados ocasiona deformación, el punto crítico se encuentra en la capacidad de controlar ese riesgo de deformación y minimizarlo lo más posible. 21
22 VII. Fundamentación Teórica 7.1 Tratamientos térmicos: Son métodos o procesos utilizados para alterar las propiedades físicas y algunas veces químicas de los materiales. Un tratamiento térmico implica calentar o enfriar el material, normalmente a temperaturas extremas, esto, con el fin de mejorar sus propiedades mecánicas, especialmente la dureza, la resistencia y la tenacidad. [1] 7.2 Temple: Se caracteriza porque proporciona estructuras duras y estables a temperatura ambiente, como lo es la martensita. Para realizarlo es preciso calentar el acero hasta 50 C por encima de la temperatura crítica superior a 900 C y, tras permanecer un tiempo suficiente, se enfría rápidamente. Si la velocidad de enfriamiento es superior a la velocidad crítica de temple, se obtiene una microestructura, mientras que una velocidad inferior a la velocidad crítica de temple conduce a microestructuras mixtas de martensita y otros constituyentes. [1] 7.3 Carbonitrurado: El proceso de Carbonitrurado se lleva a cabo en una atmosfera endotérmica introduciendo carbón y nitrógeno en aleaciones ferrosas manteniendo la temperatura por un tiempo determinado en una atmosfera que 22
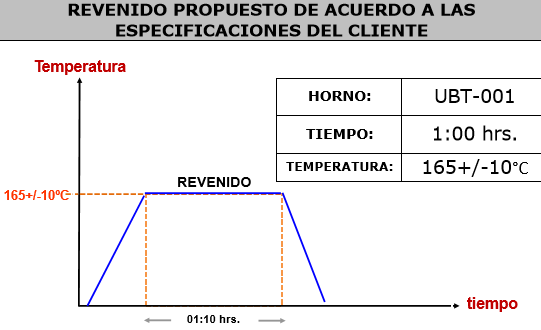
23 contiene gases tales como hidrocarburos, monóxido de carbono y amoniaco para obtener una profundidad capa, templado en aceite para obtener una superficie dura con alta resistencia al desgaste y revenido para eliminar las tensiones originadas durante el templado. [1] 7.4 Revenido: Tiene como fin reducir las tensiones internas de la pieza originadas por el temple o por deformación en frío. Mejora las características mecánicas reduciendo la fragilidad, disminuyendo ligeramente la dureza, esto será más probable cuando sea elevada la temperatura del revenido. La temperatura de calentamiento está entre 165 C y 650 C. [1] 23
24 Fig. 1 Diagrama Hierro-Carbono 24
25 7.5 Diagrama HIERRO-CARBONO El principio de tratamiento térmico se origina en el diagrama Fe-C que sirve como guía para predecir qué tipo de microestructura se espera en base a la Total case depth, min. [in] Rockwell scale C A N N N Less than "File hard" 26 fase correspondiente en el diagrama, este diagrama está en el equilibrio donde cualquier cambio produce resultados diferentes. Dicho diagrama se obtiene experimentalmente identificando los puntos críticos que son las temperaturas en las que se originan las sucesivas transformaciones por diversos métodos. Este diagrama en equilibrio es para diferentes temperaturas en concentraciones de porcentaje de carbono. En función del contenido de carbono suele dividirse de la siguiente manera: aleaciones con menos del 2 % de carbono y que se llaman aceros, y otra integrada por las aleaciones con más de un 2 % de carbono, las cuales se llaman fundiciones. A su vez, la región de los aceros se subdivide en otras dos: aceros con contenido de carbono inferior al correspondiente a la composición eutectoide (0,77 %C) los cuales se llaman aceros hipoeutectoides, y la compuesta por los aceros cuyo contenido se encuentra entre 0,77 y 2 %, que se conocen por aceros hipereutectoides. En el diagrama se distinguen dos temperaturas: temperatura crítica inferior A1, donde aparece la perlita y temperatura crítica superior A3 o temperatura de austenización completa, que varía con el contenido en carbono del acero. La temperatura A2 (768 C) se 25
26 conoce como temperatura de Curie. Cuando el enfriamiento de un acero eutectoide es muy lento, la austenita se transforma en perlita. Para un acero hipoeutectoide, un enfriamiento lento significa alcanzar una estructura perlítica rodeada de ferrita. Para aceros hipereutectoides la cementita tiende a formar nódulos o pequeños granos en el seno de la austenita, que se mantendrá cuando la austenita se transforme en perlita. [2] 7.6 Aleaciones Hierro-Carbono El hierro puro apenas tiene aplicaciones industriales, pero formando aleaciones con el carbono (además de otros elementos), es el metal más utilizado en la industria moderna. A la temperatura ambiente, salvo una pequeña parte disuelta en la ferrita, todo el carbono que contienen las aleaciones Fe-C está en forma de carburo de hierro( CFe3 ). Por eso, las aleaciones Fe-C se denominan también aleaciones hierro-carburo de hierro. Las aleaciones con contenido de C comprendido entre 0.03% y 1.76% tienen características muy bien definidas y se denominan aceros. Los aceros de cualquier proporción de carbono dentro de los límites citados pueden alearse con otros elementos, formando los denominados aceros aleados o aceros especiales. Algunos aceros aleados pueden contener excepcionalmente hasta el 2.5% de C. Los aceros generalmente son forjables, y es ésta una cualidad muy importante que los distingue. Si la proporción de C es superior a 1.76% las aleaciones de Fe-C se denominan fundiciones, siendo la máxima proporción de 26
27 C aleado del 6.67%, que corresponde a la cementita pura. Las fundiciones, en general, no son forjables. En las aleaciones Fe-C pueden encontrarse hasta once constituyentes diferentes, que se denominan: ferrita, cementita, perlita, austenita, martensita, troostita sorbita, bainita, ledeburita, steadita y grafito. [3] 7.7 Austenita Este es el constituyente más denso de los aceros, y está formado por la solución sólida, por inserción, de carbono en hierro gamma. La proporción de C disuelto varía desde el 0 al 1.76%, correspondiendo este último porcentaje de máxima solubilidad a la temperatura de 1130 ºC.La austenita en los aceros al carbono, es decir, si ningún otro elemento aleado, empieza a formarse a la temperatura de 723ºC. También puede obtenerse una estructura austenítica en los aceros a temperatura ambiente, enfriando muy rápidamente una probeta de acero de alto contenido de C a partir de una temperatura por encima de la crítica, pero este tipo de austenita no es estable, y con el tiempo se transforma en ferrita y perlita o bien cementita y perlita. Excepcionalmente, hay algunos aceros al cromo-niquel denominados austeníticos, cuya estructura es austenítica a la temperatura ambiente. La austenita está formada por cristales cúbicos de hierro gamma con los átomos de carbono intercalados en las aristas y en el centro. La austenita tiene una dureza de 305 Vickers, una resistencia de 100 Kg/mm 2 y un alargamiento de un 30 %. No presenta propiedades magnéticas. [4] 27
28 7.8 Ferrita Aunque la ferrita es en realidad una solución sólida de carbono en hierro alfa, su solubilidad a la temperatura ambiente es tan pequeña que no llega a disolver ni un 0.008% de C. Es por esto que prácticamente se considera la ferrita como hierro alfa puro. La ferrita es el más blando y dúctil constituyente de los aceros. Cristaliza en una estructura BCC. Tiene una dureza de 95 Vickers, y una resistencia a la rotura de 28 Kg/mm 2, llegando a un alargamiento del 35 al 40%. Además de todas estas características, presenta propiedades magnéticas. En los aceros aleados, la ferrita suele contener Ni, Mn, Cu, Si, Al en disolución sólida sustitucional. Al microscopio aparece como granos monofásicos, con límites de grano más irregulares que la austenita. El motivo de esto es que la ferrita se ha formado en una transformación en estado sólido, mientras que la austenita, procede de la solidificación. La ferrita en la naturaleza aparece como elemento proeutectoide que acompaña a la perlita en: Cristales mezclados con los de perlita (0.55% C) Formando una red o malla que limita los granos de perlita (0.55% a 0.85% de C) Formando agujas en dirección de los planos cristalográficos de la austenita. [4] 28
29 7.9 Cementita Es carburo de hierro y por tanto su composición es de 6.67% de C y 93.33% de Fe en peso. Es el constituyente más duro y frágil de los aceros, alcanzando una dureza de 960 Vickers. Cristaliza formando un paralelepípedo ortorrómbico de gran tamaño. Es magnética hasta los 210ºC, temperatura a partir de la cual pierde sus propiedades magnéticas. Aparece como: Cementita proeutectoide, en aceros hipereutectoides, formando un red que envuelve a los granos perlíticos. Componente de la perlita laminar. Componente de los glóbulos en perlita laminar. Cementita alargada (terciaria) en las uniones de los granos (0.25% de C) [4] 7.10 Perlita Es un constituyente compuesto por el 86.5% de ferrita y el 13.5% de cementita, es decir, hay 6.4 partes de ferrita y 1 de cementita. La perlita tiene una dureza de aproximadamente 200 Vickers, con una resistencia a la rotura de 80 Kg/mm 2 y un alargamiento del 15%. Cada grano de perlita está formado por láminas o placas alternadas de cementita y ferrita. Esta estructura laminar se observa en la perlita formada por enfriamiento muy lento. Si el enfriamiento es muy brusco, la estructura es más borrosa y se denomina perlita sorbítica. Si la 29
30 perlita laminar se calienta durante algún tiempo a una temperatura inferior a la crítica (723 ºC), la cementita adopta la forma de glóbulos incrustados en la masa de ferrita, recibiendo entonces la denominación de perlita globular. [4] 7.11 Martensita Bajo velocidades de enfriamiento bajas o moderadas, los átomos de C pueden difundirse hacia afuera de la estructura austenítica. De este modo, los átomos de Fe se mueven ligeramente para convertir su estructura en una tipo BCC. Esta transformación gamma-alfa tiene lugar mediante un proceso de nucleación y crecimiento dependiente del tiempo (si aumentamos la velocidad de enfriamiento no habrá tiempo suficiente para que el carbono se difunda en la solución y, aunque tiene lugar algún movimiento local de los átomos de Fe, la estructura resultante no podrá llegar a ser BCC, ya que el carbono está atrapado en la solución). La estructura resultante denominada martensita, es una solución sólida sobresaturada de carbono atrapado en una estructura tetragonal centrada en el cuerpo. Esta estructura reticular altamente distorsionada es la principal razón para la alta dureza de la martensita, ya que como los átomos en la martensita están empaquetados con una densidad menor que en la austenita, entonces durante la transformación (que nos lleva a la martensita) ocurre una expansión que produce altos esfuerzos localizados que dan como resultado la deformación plástica de la matriz. 30
31 Después de la cementita es el constituyente más duro de los aceros. La martensita se presenta en forma de agujas y cristaliza en la red tetragonal. La proporción de carbono en la martensita no es constante, sino que varía hasta un máximo de 0.89% aumentando su dureza, resistencia mecánica y fragilidad con el contenido de carbono. Su dureza está en torno a 540 Vickers, y su resistencia mecánica varía de 175 a 250 Kg/mm 2 y su alargamiento es del orden del 2.5 al 0.5%. Además es magnética. [4] 7.12 Bainita Se forma la bainita en la transformación isoterma de la austenita, en un rango de temperaturas de 250 a 550ºC. El proceso consiste en enfriar rápidamente la austenita hasta una temperatura constante, manteniéndose dicha temperatura hasta la transformación total de la austenita en bainita. [4] 31
32 VIII. Plan de Actividades UNIVERSIDAD TECNOLÓGICA DE QUERÉTARO DIVISIÓN INDUSTRIAL CARRERA INGENIERÍA EN PROCESOS Y OPERACIONES INDUSTRIALES ProyectoDisminucion de deformacion en proceso de carbonitrurado en piezas de 4 mm de espesor Empresa: Crio S.A. DE C.V. Asesor empresa: Ing. Nancy Dávila Velázquez Alumno: Edson Eduardo Castillo Olmedo Asesor UTEQ:Ing. Luis Roberto Morales Pérez DICIEMBRE ENERO FEBRERO MARZO ACTIVIDAD I.Notificacion de alto porcentaje de deformacion. II. Determinar el No. De parte, acero y proceso. III.Validar el procentaje de deformacion de acuerdo a las condiciones de PPAP establecidos. IV. Determinar las condiciones que afectan la deformacion V. Validar las condiciones VI. Correr pruebas en diferentes herramentales VII. Validar condiciones ideales de proceso para PPAP, con herramentales adecuados. VIII. Resultados obtenidos, disminucion del porcentaje de deformacion. P R P R P R P R P R P R P R P R P = Avance programado R = Avance real 32
33 IX. Recursos Materiales y Humanos Para poder llevar a cabo la realización de este proyecto fue necesario apoyarse tanto en recursos humanos como de recursos de materiales. 9.1 Recursos Humanos: Personal de producción: Armado y desarmado del material en los distintos herramentales así como llevar a cabo el muestreo indicado para la revisión del material. También son parte del proceso al estar monitoreando los parámetros del proceso al cual fue sometido el material (manejo del horno). Fig. 2 y 2.1 Personal Armando cargas. 33
34 9.2 Recursos Materiales: Fig. 3.0 Horno Bach Fig. 3.1 Revenidos y lavadora Fig. 3,2 Contenedor 34
35 Fig. 3.3 Rondanas Fig. 3.4 Herramental Fig. 3.5 Varillas Fig. 3.6 Canastillas Fig. 3.7 Malla Fig. 3.8 Pinzas 35
36 X. Desarrollo del Proyecto 10.1 Notificación de alto porcentaje de deformación. Se notificó por parte del cliente que se estaba presentando un problema de deformación el cual estaba causando (altos % de perdida en piezas y retrasos en las entregas de las cantidades acordadas con el cliente) retrasos en su linea de producción, reclamos de sus proveedores y grandes pérdidas económicas. Cada contenedor tiene un aproximado de 9000 piezas, de las cuales del 15% presentan este problema, esto equivale a que de 1300 piezas procesadas de las 9000 tienen deformación. Cada contenedor se divide en 3 partes con ciertas cantidades de material para no ingresar a proceso volúmenes excesivos. Fig. 4 Pieza con deformación 36
37 10.2 Determinar el número de parte, acero y el proceso. Se determinó que el material con el No. de parte con espesor de 4mm era el que estaba presentando deformación en el cuerpo. Fig. 5 Pieza Para determinar la información del material como sus características y las condiciones del proceso se revisó la hoja de proceso. [Ver anexo 1] 10.3 Validar el porcentaje de deformación de acuerdo a las condiciones de PPAP establecidos. Se realizaron 3 corridas bajo condiciones normales para evaluar el porcentaje de deformación que se estaba presentando: 1. Se realizó un muestreo de una cierta cantidad de piezas antes del proceso para revisar planicidad y si es que el material no venía con deformación antes de llegar a la empresa. 37
38 2. Una vez que el material salió de proceso se revisaron las piezas nuevamente para evaluar resultados. Fig. 6 Pieza en observación Fig. 6.1 Armado de carga 3. Posteriormente se realizó una inspección al 100% por parte del cliente. Fig. 6.2 Visita del cliente 38
, para descartar alguna anomalía en el mismo que pudiera ser la causa del problema de deformación.")
39 Determinar condiciones que afectan la deformación (Tratamiento y Herramental). Se revisan las condiciones del proceso que se dividieron en 2 etapas (Tratamiento y Herramental), para descartar alguna anomalía en el mismo que pudiera ser la causa del problema de deformación. Para ello se evaluó la información de los documentos del material que se muestran a continuación. Antes de entrar a proceso se verifica la información del proceso. [Ver anexo 2] Una vez que se tomó en cuenta la información se debe estar monitoreando el proceso por parte de los operadores, revisar que no se presente alguna anomalía durante el mismo, para ello se muestra a continuación la pantalla en el cual revisan los parámetros del proceso: Parámetros en el momento Parámetros ideales Otra inf. Receta, tiempo del proceso, tiempo que queda del proceso. Fig. 7 Pantalla del Horno Bach 39
40 Para evaluar el proceso se realizaron a distintas temperaturas no menores a los 850 que es la temperatura mínima para alcanzar el grado de austenisacion en los aceros. Esto con el fin de descartar si es que la temperatura pudiera afectar directamente al material. El resultado al proceso fue el mismo, a diferentes temperaturas se seguía teniendo el problema del 15 % de deformación, así que quedó descartada la posibilidad de que (la temperatura de austenización fuera la causante) en el proceso ocurriera alguna anomalía que pudiera ser la causante de la deformación del material. Etapa 2 Una vez que fue descartada la posibilidad de que el proceso estuviera afectando se revisó el herramienta el cual se estaba utilizando para el armado de la carga. 1.- Se colocan 170 piezas por varillas en 3 tendidos como se observa en la imagen Fig. 7.1 Armado de carga con malla 40
41 2.- Se mete el material a granel en canastillas, un aproximado de 750 piezas por canastilla. Fig. 7.2 Armado de carga en canastillas Los resultados de los 2 primeros armados seguían arrojando resultados del 15% de deformación, Una varilla con 150 piezas divididas por una rondana Fig. 7.3 Armado de material con herramental de prueba 41
42 Fig. 7.4 Piezas en varilla con rondana Cabe mencionar que en las corridas se estuvo utilizando una menor cantidad de material. Este nuevo acomodo en el herramental arrojo resultados positivos, ya que de un 15% de deformación se disminuyó a un 1% lo cual es bastante aceptable Validar las condiciones. Se realizó otra corrida repitiendo la etapa 2 del paso 4. El cual siguió arrojando los resultados mencionados anteriormente en los armados con el herramental usado anteriormente y el nuevo Correr pruebas en diferentes herramentales. En esta etapa se llevó a cabo una prueba con los distintos herramentales para arrojar una respuesta definitiva al cliente que en todo momento acepto los métodos para llegar a la causa raíz del problema. 42
43 Validar condiciones ideales de procesos para PPAP, con herramentales adecuados. Se respaldan los resultados obtenidos en el PPAP con el herramental nuevo, se modifican documentos en los cuales se hace mención del armado de la carga. Numero de prueba Característica Resultado 1 Condicion normal NO OK 2 Condicion normal NO OK 3 Condicion normal NO OK Resultados, disminución del porcentaje de deformación. La siguiente tabla representa los resultados: Corrida #1 (500 piezas) Numero de prueba Característica Resultado 1 Condición normal NO OK 2 Condición normal NO OK 3 Condición normal NO OK 43
44 Corrida #2 (500 piezas) Numero de prueba Característica Resultado 1 Condición normal NO OK 2 Condición normal NO OK 3 Condición normal NO OK Corrida #3 (500 piezas) Numero de prueba Característica Resultado 1 Condición normal NO OK 2 Condición normal NO OK 3 Condición nueva OK Corrida #4 (carga normal) Numero de prueba Característica Resultado 1 Condición normal NO OK 2 Condición normal NO OK 3 Condición nueva OK Con la nueva condición del armado se logró disminuir el porcentaje de deformación que se tenía. 44
45 XI. Resultados Obtenidos. Se logró disminuir el porcentaje de deformación que se estaba presentando en las piezas con espesor de 4mm. Se bajó el nivel de un 15% de deformación a solo obtener un 1% de deformación, esto mediante el análisis, la revisión de los factores que pudieron a ver estado causando este problema. A continuación se muestran dos graficas con el antes y el después en el cual se representan los porcentajes obtenidos: Antes: 15% Piezas con deformacion piezas ok 85% Grafica 1 Muestra los resultados con el herramental usado anteriormente 45
46 Después: 1% Piezas con deformacion piezas ok 99% Grafica 2 Muestra los resultados con el herramental nuevo 46
47 XII. Conclusiones y Recomendaciones Durante la elaboración y seguimiento de este proyecto en la empresa Crio S.A. de C.V. cada día representó una nueva oportunidad para demostrar los conocimientos y habilidades que puedo brindar a la empresa para la solución de problemas que se pueden llegar a presentar. Con la disminución de la deformación en las piezas con espesor de 4mm se lograron los objetivos y resultados planteados, cabe mencionar que fue una gran experiencia laboral a ver participado en la elaboración de estas actividades que realice todo con el fin de lograr un objetivo y mantener a la empresa en un nivel competitivo. Darle seguimiento a un proceso es de suma importancia para darle un buen funcionamiento al mismo, por tal motivo se da como recomendación seguirle dando un seguimiento no solo a este número, ya que la demanda que se tiene es muy alta a veces no se da el tiempo para revisar estos tipos de detalles. Sabiendo que es de suma importancia ya que se reconoce a la empresa por ofrecer un servicio de buena calidad por parte de los distintos clientes. 47
48 XIII. Anexos
49 Anexo 1.
50 Anexo 2.
51
52 XIV. Bibliografía [1] Avner, S. (1979). Introdicción a la Metalúrgica Física. México: Mc Graw Hill. [2] Barriro, J. A. (1971). Tratamientos térmicos de los aceros. Madrid: DOSSAT. [3] Morral. (1985). Meatalurgia general tomo 2. Barcelona: Reverté. [4] Solá, P. M. (1991). Tratamientos térmicos de metales. Barcelona: Productica.
TEMA 3: ALEACIONES Fe-C, PROPIEDADES Y CLASIFICACIÓN. 2.- Formas de encontrar el carbono en las aleaciones férreas
 TEMA 3: ALEACIONES Fe-C, PROPIEDADES Y CLASIFICACIÓN 1.- Estados alotrópicos del Hierro (Fe) Según las condiciones de temperatura, el hierro puede presentar diferentes estados, con mayor o menor capacidad
TEMA 3: ALEACIONES Fe-C, PROPIEDADES Y CLASIFICACIÓN 1.- Estados alotrópicos del Hierro (Fe) Según las condiciones de temperatura, el hierro puede presentar diferentes estados, con mayor o menor capacidad
TEMA 9. TRANSFORMACIONES DE FASE Y TRATAMIENTOS TÉRMICOS EN ALEACIONES Fe-C
 TEMA 9. TRANSFORMACIONES DE FASE Y TRATAMIENTOS TÉRMICOS EN ALEACIONES Fe-C Los Diagramas de Fase representan estados y transformaciones en condiciones de equilibrio, pero no aportan información sobre
TEMA 9. TRANSFORMACIONES DE FASE Y TRATAMIENTOS TÉRMICOS EN ALEACIONES Fe-C Los Diagramas de Fase representan estados y transformaciones en condiciones de equilibrio, pero no aportan información sobre
Capítulo II TRATAMIENTOS TÉRMICOS Y SELECCIÓN DEL MATERIAL PARA LA FABRICACIÓN DE LEVAS
 Capítulo II TRATAMIENTOS TÉRMICOS Y SELECCIÓN DEL MATERIAL PARA LA FABRICACIÓN DE LEVAS 2.1) Introducción. Como se dijo en el capítulo anterior, para que un mecanismo leva-seguidor sea vida útil de la
Capítulo II TRATAMIENTOS TÉRMICOS Y SELECCIÓN DEL MATERIAL PARA LA FABRICACIÓN DE LEVAS 2.1) Introducción. Como se dijo en el capítulo anterior, para que un mecanismo leva-seguidor sea vida útil de la
Informe 3: Ensayo de dureza en Acero con distintos tratamientos termicos. Ciencias de los Materiales CM3201
 Universidad de Chile Facultad de Ciencias Físicas y Matemáticas Departamento de Ciencia de los Materiales Informe 3: Ensayo de dureza en Acero con distintos tratamientos termicos Ciencias de los Materiales
Universidad de Chile Facultad de Ciencias Físicas y Matemáticas Departamento de Ciencia de los Materiales Informe 3: Ensayo de dureza en Acero con distintos tratamientos termicos Ciencias de los Materiales
METALOGRAFÍA DE LA FUNDICIÓN. Introducción. Tipos De Fundición
 1 METALOGRAFÍA DE LA FUNDICIÓN La metalografía microscópica (o micrografía de metales) estudia los productos metalúrgicos, con el auxilio del microscopio, objetivando determinar sus constituyentes y su
1 METALOGRAFÍA DE LA FUNDICIÓN La metalografía microscópica (o micrografía de metales) estudia los productos metalúrgicos, con el auxilio del microscopio, objetivando determinar sus constituyentes y su
T9 LOS METALES FERROSOS
 T9 LOS METALES FERROSOS Índice 1. Generalidades acerca de los metales 1.1 Estructuras cristalinas 1.2 Aleaciones. Soluciones sólidas. 2. Los metales ferrosos 2.1 Productos férreos industriales 3. El proceso
T9 LOS METALES FERROSOS Índice 1. Generalidades acerca de los metales 1.1 Estructuras cristalinas 1.2 Aleaciones. Soluciones sólidas. 2. Los metales ferrosos 2.1 Productos férreos industriales 3. El proceso
Ministerio de Educación Perfil Profesional Sector Metalmecánica
 Ministerio de Educación Perfil Profesional Sector Metalmecánica OPERADOR DE HORNOS PARA TRATAMIENTOS TÉRMICOS MAYO 2011 Perfil Profesional del OPERADOR DE HORNOS PARA TRATAMIENTOS TÉRMICOS Alcance del
Ministerio de Educación Perfil Profesional Sector Metalmecánica OPERADOR DE HORNOS PARA TRATAMIENTOS TÉRMICOS MAYO 2011 Perfil Profesional del OPERADOR DE HORNOS PARA TRATAMIENTOS TÉRMICOS Alcance del
Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas
 Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas reflejada por bajos valores de dureza, produciendo mayor
Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas reflejada por bajos valores de dureza, produciendo mayor
TRATAMIENTOS TÉRMICOS DE LOS ACEROS CONTENIDOS
 TRATAMIENTOS TÉRMICOS DE LOS ACEROS CONTENIDOS Diagrama Fe-C Tratamiento de los metales para mejorar sus propiedades Tratamientos térmicos Tratamientos termoquímicos Tratamientos mecánicos Tratamientos
TRATAMIENTOS TÉRMICOS DE LOS ACEROS CONTENIDOS Diagrama Fe-C Tratamiento de los metales para mejorar sus propiedades Tratamientos térmicos Tratamientos termoquímicos Tratamientos mecánicos Tratamientos
1.7.2. Diagrama de fases hierro - carbono
 Capítulo 7 Aleaciones Ferrosas 1.7. Acero al carbono y fundiciones 1.7.1. Clasificación de las aleaciones ferrosas El AISI (American Iron and Steel Institute) y el SAE (Society of Automotive Engineers)
Capítulo 7 Aleaciones Ferrosas 1.7. Acero al carbono y fundiciones 1.7.1. Clasificación de las aleaciones ferrosas El AISI (American Iron and Steel Institute) y el SAE (Society of Automotive Engineers)
BLOQUE IV.- Materiales metálicos
 BLOQUE IV.- Materiales metálicos. Aceros * William F. Smith Fundamentos de la Ciencia e Ingeniería de Materiales. Tercera Edición. Ed. Mc-Graw Hill * James F. Shackerlford Introducción a la Ciencia de
BLOQUE IV.- Materiales metálicos. Aceros * William F. Smith Fundamentos de la Ciencia e Ingeniería de Materiales. Tercera Edición. Ed. Mc-Graw Hill * James F. Shackerlford Introducción a la Ciencia de
Hoja de problemas Tema 7
 Hoja 7 FUNDAMENTOS DE CIENCIA DE MATERIALES 1 Hoja de problemas Tema 7 1. Sea el diagrama de fases esquemático de la figura para el sistema A-B. (a) Indique la posición de las líneas de liquidus, solidus
Hoja 7 FUNDAMENTOS DE CIENCIA DE MATERIALES 1 Hoja de problemas Tema 7 1. Sea el diagrama de fases esquemático de la figura para el sistema A-B. (a) Indique la posición de las líneas de liquidus, solidus
PROPIEDADES ESTRUCTURALES I. Tratamiento Térmico del Acero
 PROPIEDADES ESTRUCTURALES I Tratamiento Térmico del Acero Tratamiento térmico del acero Contenido: 1. Introducción 2. TT de Recocido 3. TT de Normalizado 4. TT de Temple 5. TT de Martempering 6. TT de
PROPIEDADES ESTRUCTURALES I Tratamiento Térmico del Acero Tratamiento térmico del acero Contenido: 1. Introducción 2. TT de Recocido 3. TT de Normalizado 4. TT de Temple 5. TT de Martempering 6. TT de
Informe de Materiales de Ingeniería CM4201. Informe N 2. Laboratorio A: Ensayo Jominy
 Departamento de Ciencia de los Materiales Semestre Primavera 2012 Informe de Materiales de Ingeniería CM4201 Informe N 2 Laboratorio A: Ensayo Jominy Nombre alumno: Paulo Arriagada Grupo: 1 Fecha realización:
Departamento de Ciencia de los Materiales Semestre Primavera 2012 Informe de Materiales de Ingeniería CM4201 Informe N 2 Laboratorio A: Ensayo Jominy Nombre alumno: Paulo Arriagada Grupo: 1 Fecha realización:
I. OBJETIVOS TRATAMIENTOS TERMICOS
 CICLO I-16 TECNOLOGIA DE LOS MATERIALES. UNIVERSIDAD DON BOSCO FACULTAD DE ESTUDIOS TECNOLÓGICOS COORDINACIÓN DE ELÉCTRICA Y MECÁNICA GUIA DE LABORATORIO # 12, 13, 14, 15 TRATAMIENTOS TERMICOS I. OBJETIVOS
CICLO I-16 TECNOLOGIA DE LOS MATERIALES. UNIVERSIDAD DON BOSCO FACULTAD DE ESTUDIOS TECNOLÓGICOS COORDINACIÓN DE ELÉCTRICA Y MECÁNICA GUIA DE LABORATORIO # 12, 13, 14, 15 TRATAMIENTOS TERMICOS I. OBJETIVOS
FUNDICIONES. 2 a 4,5 % C 0,5 a 3,5 % Si 0,4 a 2 % Mn 0,01 a 0,2 % S 0,04 a 0,8 % P
 FUNDICIONES FUNDICIONES Las fundiciones de hierro son aleaciones de hierro carbono del 2 al 5%, cantidades de silicio del 0.5 al 4%, del manganeso hasta 2%, bajo azufre y bajo fósforo. Se caracterizan
FUNDICIONES FUNDICIONES Las fundiciones de hierro son aleaciones de hierro carbono del 2 al 5%, cantidades de silicio del 0.5 al 4%, del manganeso hasta 2%, bajo azufre y bajo fósforo. Se caracterizan
Tema 14 Endurecimiento por transformación de fase. Tratamientos térmicos.
 Tema 14 Endurecimiento por transformación de fase. Tratamientos térmicos. Las fases en equilibrio solamente pueden darse cuando el material se enfría muy lentamente desde la fase de austenita. Cuando el
Tema 14 Endurecimiento por transformación de fase. Tratamientos térmicos. Las fases en equilibrio solamente pueden darse cuando el material se enfría muy lentamente desde la fase de austenita. Cuando el
Práctica 10 RECONOCIMIENTO DE LOS MICROCONSTITUYENTES DE LAS FUNDICIONES DE HIERRO
 Práctica 10 RECONOCIMIENTO DE LOS MICROCONSTITUYENTES DE LAS FUNDICIONES DE HIERRO OBJETIVO El alumno identificará los constituyentes principales de los diferentes tipos de hierro fundido. INTRODUCCIÓN
Práctica 10 RECONOCIMIENTO DE LOS MICROCONSTITUYENTES DE LAS FUNDICIONES DE HIERRO OBJETIVO El alumno identificará los constituyentes principales de los diferentes tipos de hierro fundido. INTRODUCCIÓN
ADI: Obtención de ausferrita a partir de fundiciones esferoidales y su uso
 ADI: Obtención de ausferrita a partir de fundiciones esferoidales y su uso José Crisanti * Se analiza cómo es posible mejorar las propiedades mecánicas de las fundiciones de hierro gris con grafito esferoidal
ADI: Obtención de ausferrita a partir de fundiciones esferoidales y su uso José Crisanti * Se analiza cómo es posible mejorar las propiedades mecánicas de las fundiciones de hierro gris con grafito esferoidal
ESTRUCTURA DE LOS MATERIALES 2. 25/02/2012 Elaboró Ing. Efrén Giraldo T. 1
 ESTRUCTURA DE LOS MATERIALES 2 25/02/2012 Elaboró Ing. Efrén Giraldo T. 1 FACTOR DE EMPAQUETAMIENTO FEA = (No de átomos por celda. Vol de un átomo) / V (celda) 25/02/2012 Elaboró Ing. Efrén Giraldo T.
ESTRUCTURA DE LOS MATERIALES 2 25/02/2012 Elaboró Ing. Efrén Giraldo T. 1 FACTOR DE EMPAQUETAMIENTO FEA = (No de átomos por celda. Vol de un átomo) / V (celda) 25/02/2012 Elaboró Ing. Efrén Giraldo T.
TRATAMIENTO DE LOS METALES PARA MEJORAR SUS PROPIEDADES.
 TRATAMIENTO DE LOS METALES PARA MEJORAR SUS PROPIEDADES. Del estudio de las microestructuras de los aceros y de las propiedades mecánicas de cada una de ellas se puede extraer una importante conclusión.
TRATAMIENTO DE LOS METALES PARA MEJORAR SUS PROPIEDADES. Del estudio de las microestructuras de los aceros y de las propiedades mecánicas de cada una de ellas se puede extraer una importante conclusión.
TEMA 2: DIAGRAMAS DE FASES
 TEMA 2: DIAGRAMAS DE FASES 1.- LAS ALEACIONES 2.- FUSIÓN Y SOLIDIFICACIÓN 3.- DIAGRAMAS DE EQUILIBRIO O DE FASES 4.- TIPOS DE DIAGRAMAS 5.- REPASO - 1 - 1.- ALEACIONES Una aleación es una sustancia compuesta
TEMA 2: DIAGRAMAS DE FASES 1.- LAS ALEACIONES 2.- FUSIÓN Y SOLIDIFICACIÓN 3.- DIAGRAMAS DE EQUILIBRIO O DE FASES 4.- TIPOS DE DIAGRAMAS 5.- REPASO - 1 - 1.- ALEACIONES Una aleación es una sustancia compuesta
PROGRAMA INSTRUCCIONAL LABORATORIO DE PROCESOS
 UNIVERSIDAD FERMIN TORO VICE-RECTORADO ACADEMICO FACULTAD DE INGENIERIA ESCUELA DE MANTENIMIENTO MECANICO PROGRAMA AL LABORATORIO DE PROCESOS CÓDIGO ASIGNADO SEMESTRE U.C DENSIDAD HORARIA H.T H.P/H.L H.A
UNIVERSIDAD FERMIN TORO VICE-RECTORADO ACADEMICO FACULTAD DE INGENIERIA ESCUELA DE MANTENIMIENTO MECANICO PROGRAMA AL LABORATORIO DE PROCESOS CÓDIGO ASIGNADO SEMESTRE U.C DENSIDAD HORARIA H.T H.P/H.L H.A
Shell Térmico Oil B. Aceite para transferencia térmica
 Shell Térmico B es un aceite mineral puro de baja viscosidad, baja tensión de vapor y alta resistencia a la oxidación desarrollado para transferencia de calor ya sea en sistemas de calefacción cerrados
Shell Térmico B es un aceite mineral puro de baja viscosidad, baja tensión de vapor y alta resistencia a la oxidación desarrollado para transferencia de calor ya sea en sistemas de calefacción cerrados
V- ESTRUCTURAS DEL ACERO
 Metalografía y Tratamientos Térmicos V - 1 - V- ESTRUCTURAS DEL ACERO Basado en texto del Ing. Va Larre V.1- En aceros recocidos V.1.1. Ferrita Es una solución sólida de pequeñísimas cantidades de C en
Metalografía y Tratamientos Térmicos V - 1 - V- ESTRUCTURAS DEL ACERO Basado en texto del Ing. Va Larre V.1- En aceros recocidos V.1.1. Ferrita Es una solución sólida de pequeñísimas cantidades de C en
MINISTERIO DE EDUCACION DIRECCION DE EDUCACION TECNICA Y PROFESIONAL ESPECIALIDADES: METALURGIA Y CONSTRUCCION DE ESTRUCTURAS
 MINISTERIO DE EDUCACION DIRECCION DE EDUCACION TECNICA Y PROFESIONAL ESPECIALIDADES: METALURGIA Y CONSTRUCCION DE ESTRUCTURAS ASIGNATURA: TALLER DE TRATAMIENTO TERMICO NIVEL: TECNICO MEDIO ESCOLARIDAD
MINISTERIO DE EDUCACION DIRECCION DE EDUCACION TECNICA Y PROFESIONAL ESPECIALIDADES: METALURGIA Y CONSTRUCCION DE ESTRUCTURAS ASIGNATURA: TALLER DE TRATAMIENTO TERMICO NIVEL: TECNICO MEDIO ESCOLARIDAD
Unidad6 ENDURECIMIENTO POR ALEACION. ALEACIONES CON SOLUBILIDAD PARCIAL EN ESTADO SOLIDO
 Unidad6 ENDURECIMIENTO POR ALEACION. ALEACIONES CON SOLUBILIDAD PARCIAL EN ESTADO SOLIDO 1 PRESENTACION En esta Unidad se analiza la casuística que aparece cuando en el estado sólido existen componentes
Unidad6 ENDURECIMIENTO POR ALEACION. ALEACIONES CON SOLUBILIDAD PARCIAL EN ESTADO SOLIDO 1 PRESENTACION En esta Unidad se analiza la casuística que aparece cuando en el estado sólido existen componentes
BLOQUE IV.- Materiales metálicos
 BLOQUE IV.- Materiales metálicos Térmicos * William F. Smith Fundamentos de la Ciencia e Ingeniería de Materiales. Tercera Edición. Ed. Mc-Graw Hill * James F. Shackerlford Introducción a la Ciencia de
BLOQUE IV.- Materiales metálicos Térmicos * William F. Smith Fundamentos de la Ciencia e Ingeniería de Materiales. Tercera Edición. Ed. Mc-Graw Hill * James F. Shackerlford Introducción a la Ciencia de
ACEROS ESPECIALES. Página 1 de 11. HH Aleaciones S.A. de C.V Políticas de Privacidad Todos los derechos reservados México.
 ACEROS ESPECIALES Página 1 de 11 1018 ACERO AL CARBON Análisis Químico (Típico) % C Mn P S 0.15/0.20 0.60/0.90 0.040 máx. 0.050 máx. Propiedades Mecánicas Resistencia a la Limite Elongacion Reducion de
ACEROS ESPECIALES Página 1 de 11 1018 ACERO AL CARBON Análisis Químico (Típico) % C Mn P S 0.15/0.20 0.60/0.90 0.040 máx. 0.050 máx. Propiedades Mecánicas Resistencia a la Limite Elongacion Reducion de
MATERIALES INDUSTRIALES I. Capitulo 4. Aceros
 MATERIALES INDUSTRIALES I Capitulo 4 Tratamientos Térmicos T de los Aceros los tratamientos térmicost RECOCIDO NORMALIZADO TEMPLE O TEMPLADO TRATAMIENTOS ISOTERMICOS TRATAMIENTOS SUPERFICIALES TRATAMIENTOS
MATERIALES INDUSTRIALES I Capitulo 4 Tratamientos Térmicos T de los Aceros los tratamientos térmicost RECOCIDO NORMALIZADO TEMPLE O TEMPLADO TRATAMIENTOS ISOTERMICOS TRATAMIENTOS SUPERFICIALES TRATAMIENTOS
NMX-B SCFI INDUSTRIA SIDERÚRGICA - LÁMINA DE ACERO AL CARBONO, LAMINADA EN FRÍO PARA USO COMÚN - ESPECIFICACIONES
 INDUSTRIA SIDERÚRGICA - LÁMINA DE ACERO AL CARBONO, LAMINADA EN FRÍO PARA USO COMÚN - ESPECIFICACIONES SIDERURGICAL INDUSTRY - STEEL SHEET CARBON, COLD ROLLED COMMERCIAL QUALITY - SPECIFICATIONS P R E
INDUSTRIA SIDERÚRGICA - LÁMINA DE ACERO AL CARBONO, LAMINADA EN FRÍO PARA USO COMÚN - ESPECIFICACIONES SIDERURGICAL INDUSTRY - STEEL SHEET CARBON, COLD ROLLED COMMERCIAL QUALITY - SPECIFICATIONS P R E
MATERIALES METALICOS 2do Ingeniería Mecánica. Diagramas de Equilibrio de Fases
 MATERIALES METALICOS 2do Ingeniería Mecánica Diagramas de Equilibrio de Fases Ing. Víctor Gómez Universidad Tecnológica Nacional Facultad Regional Tucumán Aleaciones Ø Aleación: Sustancia que tiene propiedades
MATERIALES METALICOS 2do Ingeniería Mecánica Diagramas de Equilibrio de Fases Ing. Víctor Gómez Universidad Tecnológica Nacional Facultad Regional Tucumán Aleaciones Ø Aleación: Sustancia que tiene propiedades
Al bajar la temperatura la austenita pasa a ser inestable y comienza la transformación a ferrita (Feα) y cementita (Fe3C).
 y cementita (Fe3C).") TRATAMIENTO TÉRMICO DE LOS ACEROS Un proceso de tratamiento térmico adecuado permite aumentar significativamente las propiedades mecánicas de dureza, tenacidad y resistencia mecánica del acero. Los tratamientos
TRATAMIENTO TÉRMICO DE LOS ACEROS Un proceso de tratamiento térmico adecuado permite aumentar significativamente las propiedades mecánicas de dureza, tenacidad y resistencia mecánica del acero. Los tratamientos
RAMAX 2. Acero inoxidable para portamoldes pretemplado
 RAMAX 2 Acero inoxidable para portamoldes pretemplado Esta información se basa en nuestro presente estado de conocimientos y está dirigida a proporcionar información general sobre nuestros productos y
RAMAX 2 Acero inoxidable para portamoldes pretemplado Esta información se basa en nuestro presente estado de conocimientos y está dirigida a proporcionar información general sobre nuestros productos y
EL ALUMINIO. Propiedades del aluminio utilizado en la fabricación de carrocerías
 EL ALUMINIO Propiedades del aluminio utilizado en la fabricación de carrocerías Desde hace algunos años el acero está dejando paso a otros materiales a la hora de fabricar elementos de carrocería, entre
EL ALUMINIO Propiedades del aluminio utilizado en la fabricación de carrocerías Desde hace algunos años el acero está dejando paso a otros materiales a la hora de fabricar elementos de carrocería, entre
Desde un punto de vista tecnológico, al margen de consideraciones económicas, el empleo de materiales dúctiles presenta ventajas:
 Maleabilidad: La maleabilidad es la propiedad de la materia, que junto a la ductilidad presentan los cuerpos a ser labrados por deformación. Se diferencia de aquella en que mientras la ductilidad se refiere
Maleabilidad: La maleabilidad es la propiedad de la materia, que junto a la ductilidad presentan los cuerpos a ser labrados por deformación. Se diferencia de aquella en que mientras la ductilidad se refiere
XV- TRATAMIENTOS DE FUNDICIONES DE HIERRO
 Metalografía y Tratamientos Térmicos XV - 1 - XV- TRATAMIENTOS DE FUNDICIONES DE HIERRO Dentro de las aleaciones Fe-C, las fundiciones de hierro tienen gran importancia industrial, no sólo debido a las
Metalografía y Tratamientos Térmicos XV - 1 - XV- TRATAMIENTOS DE FUNDICIONES DE HIERRO Dentro de las aleaciones Fe-C, las fundiciones de hierro tienen gran importancia industrial, no sólo debido a las
TEMAS Noviembre Belén Molina Sánchez UNIVERSIDAD ANTONIO DE NEBRIJA ASIGNATURA: MATERIALES I
 TEMAS 16-21 Noviembre 2005 Belén Molina Sánchez 1 Sistema: porción del universo que ha sido aislada de tal modo que sus propiedades pueden ser estudiadas. Microconstituyente: aquello que es observable
TEMAS 16-21 Noviembre 2005 Belén Molina Sánchez 1 Sistema: porción del universo que ha sido aislada de tal modo que sus propiedades pueden ser estudiadas. Microconstituyente: aquello que es observable
Un tratamiento térmico queda definido por su ciclo térmico y no por las propiedades que se logran con él.
 CAPÍTULO 25: TRATAMIENTOS TÉRMICOS 25.1. INTRODUCCIÓN Un tratamiento térmico queda definido por su ciclo térmico y no por las propiedades que se logran con él. Para cada caso particular lo que hay que
CAPÍTULO 25: TRATAMIENTOS TÉRMICOS 25.1. INTRODUCCIÓN Un tratamiento térmico queda definido por su ciclo térmico y no por las propiedades que se logran con él. Para cada caso particular lo que hay que
TEMA 3: DIAGRAMAS DE EQUILIBRIO
 TEMA 3: DIAGRAMAS DE EQUILIBRIO 1.- Aleaciones Características Los metales puros tienen poca aplicación en la industria. La mayoría de ellos se combinan con otros metales o no metales para mejorar sus
TEMA 3: DIAGRAMAS DE EQUILIBRIO 1.- Aleaciones Características Los metales puros tienen poca aplicación en la industria. La mayoría de ellos se combinan con otros metales o no metales para mejorar sus
PROGRAMA DE ESTÍMULOS A LA INNOVACIÓN
 TÍTULO DEL PROYECTO: Diseño y desarrollo de sistema de refrigeración autónomo para medicamento especializado EMPRESA BENEFICIADA: INGENETIC S.A. DE C.V. MODALIDAD: PROINNOVA MONTO DE APOYO OTORGADO POR
TÍTULO DEL PROYECTO: Diseño y desarrollo de sistema de refrigeración autónomo para medicamento especializado EMPRESA BENEFICIADA: INGENETIC S.A. DE C.V. MODALIDAD: PROINNOVA MONTO DE APOYO OTORGADO POR
Endurecimiento por aleación. Aleaciones con solubilidad parcial en estado sólido. Luis Íñiguez de Onzoño Sanz
 Endurecimiento por aleación. Aleaciones con solubilidad parcial en estado sólido Luis Íñiguez de Onzoño Sanz Aleación de solubilidad parcial. La práctica anterior trabajamos con aleaciones que tenían solubilidad
Endurecimiento por aleación. Aleaciones con solubilidad parcial en estado sólido Luis Íñiguez de Onzoño Sanz Aleación de solubilidad parcial. La práctica anterior trabajamos con aleaciones que tenían solubilidad
Metalurgia: FUNDAMENTOS DE METALURGIA
 : FUNDAMENTOS DE METALURGIA : Diagrama de transformación Liquido-Sólido : Diagrama transformación de fases durante solidificación isotérmica DIAGRAMAS T-T-T Se denomina curva TTT al diagrama que relaciona
: FUNDAMENTOS DE METALURGIA : Diagrama de transformación Liquido-Sólido : Diagrama transformación de fases durante solidificación isotérmica DIAGRAMAS T-T-T Se denomina curva TTT al diagrama que relaciona
PROBLEMAS TEMA 2. FASES y TRANSFORMACIONES DE FASE. DIAGRAMAS DE EQUILIBRIO
 PROBLEMAS TEMA 2. FASES y TRANSFORMACIONES DE FASE. DIAGRAMAS DE EQUILIBRIO 1. Se adjunta el peso atómico y el radio atómico de tres hipotéticos metales. Determinar para cada una de ellas si su estructura
PROBLEMAS TEMA 2. FASES y TRANSFORMACIONES DE FASE. DIAGRAMAS DE EQUILIBRIO 1. Se adjunta el peso atómico y el radio atómico de tres hipotéticos metales. Determinar para cada una de ellas si su estructura
PROCEDIMIENTO DE ACCIONES CORRECTIVAS Y PREVENTIVAS
 PÁGINA 1 DE 5 1. OBJETIVO Establecer un método unificado para identificar, analizar y tratar las causas de No conformidades reales o potenciales, observaciones, u objeto de mejora para el Sistema Integrado
PÁGINA 1 DE 5 1. OBJETIVO Establecer un método unificado para identificar, analizar y tratar las causas de No conformidades reales o potenciales, observaciones, u objeto de mejora para el Sistema Integrado
2a Parte CIENCIA DE MATERIALES FAC. DE CS. DE LA ELECTRÓNICA OTOÑO 2009
 2a Parte CIENCIA DE MATERIALES FAC. DE CS. DE LA ELECTRÓNICA OTOÑO 2009 Determinan el comportamiento de los materiales ante el calor. Conductividad térmica: propiedad de los materiales de transmitir el
2a Parte CIENCIA DE MATERIALES FAC. DE CS. DE LA ELECTRÓNICA OTOÑO 2009 Determinan el comportamiento de los materiales ante el calor. Conductividad térmica: propiedad de los materiales de transmitir el
5. TRATAMIENTOS ACEROS
 CONTENIDO 5.1. INTRODUCCIÓN 5. TRATAMIENTOS TÉRMICOS DE LOS ACEROS 1 5.2. TRANSFORMACIONES DE FASE 5.3. DIAGRAMAS TTT PARA ENFRIAMIENTOS ISOTÉRMICOS Y CONTINUOS 5. 3.1. Diagrama TTT para transformación
CONTENIDO 5.1. INTRODUCCIÓN 5. TRATAMIENTOS TÉRMICOS DE LOS ACEROS 1 5.2. TRANSFORMACIONES DE FASE 5.3. DIAGRAMAS TTT PARA ENFRIAMIENTOS ISOTÉRMICOS Y CONTINUOS 5. 3.1. Diagrama TTT para transformación
FICHA PÚBLICA DEL PROYECTO
 NUMERO DE PROYECTO: 218824 EMPRESA BENEFICIADA: MICROCALLI DEL GOLFO S.A DE C.V TÍTULO DEL PROYECTO: LÍNEA DE PRODUCTOS DE SOFTWARE PARA DOMÓTICA OBJETIVO DEL PROYECTO: Incorporar el paradigma de LPS como
NUMERO DE PROYECTO: 218824 EMPRESA BENEFICIADA: MICROCALLI DEL GOLFO S.A DE C.V TÍTULO DEL PROYECTO: LÍNEA DE PRODUCTOS DE SOFTWARE PARA DOMÓTICA OBJETIVO DEL PROYECTO: Incorporar el paradigma de LPS como
TEMA 4: TRATAMIENTOS TÉRMICOS DEL ACERO. LA CORROSIÓN
 TEMA 4: TRATAMIENTOS TÉRMICOS DEL ACERO. LA CORROSIÓN 1.- Tratamientos térmicos del acero Los tratamientos térmicos son el conjunto de operacioners de calentamiento y enfriamiento para modificar la estructura
TEMA 4: TRATAMIENTOS TÉRMICOS DEL ACERO. LA CORROSIÓN 1.- Tratamientos térmicos del acero Los tratamientos térmicos son el conjunto de operacioners de calentamiento y enfriamiento para modificar la estructura
IMPERFECCIONES EN SÓLIDOSS
 IMPERFECCIONES EN SÓLIDOSS UN ORDENAMIENTO PERFECTO DE LOS ÁTOMOS EN LOS MATERIALES CRISTALINOS SOLAMENTE PUEDE OCURRIR A UNA TEMPERATURA DE 0 K. TAL SÓLIDO IDEAL NO EXISTE: TODOS TIENEN GRAN NÚMERO DE
IMPERFECCIONES EN SÓLIDOSS UN ORDENAMIENTO PERFECTO DE LOS ÁTOMOS EN LOS MATERIALES CRISTALINOS SOLAMENTE PUEDE OCURRIR A UNA TEMPERATURA DE 0 K. TAL SÓLIDO IDEAL NO EXISTE: TODOS TIENEN GRAN NÚMERO DE
Ciencia de Materiales, 4º curso, 2004/2005
 Tema 4. Aleaciones Hierro-Carbono. Aceros y Fundiciones. 4.1. Diagrama Fe-C. 4.2. Aceros y fundiciones. 4.3. Aceros inoxidables. 4.4. Curvas TTT de aceros. El sistema de aleaciones binario más importante
Tema 4. Aleaciones Hierro-Carbono. Aceros y Fundiciones. 4.1. Diagrama Fe-C. 4.2. Aceros y fundiciones. 4.3. Aceros inoxidables. 4.4. Curvas TTT de aceros. El sistema de aleaciones binario más importante
UNIVERSIDAD DON BOSCO. FACULTAD DE ESTUDIOS TECNÓLÓGICOS TÉCNICO EN ING. MECANICA.
 UNIVERSIDAD DON BOSCO. FACULTAD DE ESTUDIOS TECNÓLÓGICOS TÉCNICO EN ING. MECANICA. CICLO - AÑO 02-2013 GUIA DE LABORATORIO # 7. Nombre de la Práctica: Tratamientos térmicos 1. Lugar de Ejecución: Taller
UNIVERSIDAD DON BOSCO. FACULTAD DE ESTUDIOS TECNÓLÓGICOS TÉCNICO EN ING. MECANICA. CICLO - AÑO 02-2013 GUIA DE LABORATORIO # 7. Nombre de la Práctica: Tratamientos térmicos 1. Lugar de Ejecución: Taller
FICHA PÚBLICA DEL PROYECTO
 NUMERO DE PROYECTO: 0000213253 EMPRESA BENEFICIADA: Bright Finishing S. de R.L. de C.V. TÍTULO DEL PROYECTO: Desarrollo de una planta piloto automatizada para el revestimiento electroquímico de piezas
NUMERO DE PROYECTO: 0000213253 EMPRESA BENEFICIADA: Bright Finishing S. de R.L. de C.V. TÍTULO DEL PROYECTO: Desarrollo de una planta piloto automatizada para el revestimiento electroquímico de piezas
6: TRATAMIENTOS TÉRMICOS DEL ACERO
 Tema 6: TRATAMIENTOS TÉRMICOS DEL ACERO Son operaciones o conjunto de operaciones que consisten en someter a los aceros en estado sólido a uno o varios ciclos térmicos con el objeto de mejorar sus características
Tema 6: TRATAMIENTOS TÉRMICOS DEL ACERO Son operaciones o conjunto de operaciones que consisten en someter a los aceros en estado sólido a uno o varios ciclos térmicos con el objeto de mejorar sus características
CLASIFICACION GENERAL. FERROSOS Aceros y sus tipos Hierros y sus clases NO FERROSOS Bronces Latones NORMAS
 CLASIFICACION GENERAL Aceros y sus tipos Hierros y sus clases NO Bronces Latones NORMAS AISI SAE ASTM Internacional Normas Europeas CLASIFICACIÓN GENERAL CLASIFICACION GENERAL Aceros y sus tipos Hierros
CLASIFICACION GENERAL Aceros y sus tipos Hierros y sus clases NO Bronces Latones NORMAS AISI SAE ASTM Internacional Normas Europeas CLASIFICACIÓN GENERAL CLASIFICACION GENERAL Aceros y sus tipos Hierros
Ministerio de Educación. Dirección de Educación Técnica Profesional. Familia de Especialidades: Mecánica. Código: Programa de Asignatura
 Ministerio de Educación Dirección de Educación Técnica Profesional Familia de Especialidades: Mecánica Código: Programa de Asignatura Mecánica Básica I (Temático 1er. Año) Nivel: MEDIO SUPERIOR TECNICO
Ministerio de Educación Dirección de Educación Técnica Profesional Familia de Especialidades: Mecánica Código: Programa de Asignatura Mecánica Básica I (Temático 1er. Año) Nivel: MEDIO SUPERIOR TECNICO
Tema 3: Materiales metálicos siderúrgicos.
 Tema 3: Materiales metálicos siderúrgicos. 1. Materiales metálicos y Aleaciones. 2. Aceros y fundiciones: el sistema hierrocarbono. 3. Tipos de aceros. 4. Tratamientos térmicos de los aceros 5. Fabricación
Tema 3: Materiales metálicos siderúrgicos. 1. Materiales metálicos y Aleaciones. 2. Aceros y fundiciones: el sistema hierrocarbono. 3. Tipos de aceros. 4. Tratamientos térmicos de los aceros 5. Fabricación
7. MECANISMOS DE ENDURECIMIENTO
 7. MECANISMOS DE ENDURECIMIENTO Materiales I 13/14 INDICE Endurecimiento Mecanismos de endurecimiento Endurecimiento por reducción del tamaño de grano Endurecimiento por solución sólida Endurecimiento
7. MECANISMOS DE ENDURECIMIENTO Materiales I 13/14 INDICE Endurecimiento Mecanismos de endurecimiento Endurecimiento por reducción del tamaño de grano Endurecimiento por solución sólida Endurecimiento
FUNCIONES Y PERFIL DE CARGO
 Página 1 de 5 Anexo 9a GERENTE DE PRODUCCION 1. DATOS DE IDENTIFICACION 1.1 Nombre del cargo: Gerente de Producción Departamento: Producción Reporta a: Supervisa a: Secretario de Producción Supervisores
Página 1 de 5 Anexo 9a GERENTE DE PRODUCCION 1. DATOS DE IDENTIFICACION 1.1 Nombre del cargo: Gerente de Producción Departamento: Producción Reporta a: Supervisa a: Secretario de Producción Supervisores
Tema 15 Clasificación de los metales ferrosos.
 Tema 15 Clasificación de los metales ferrosos. Los aceros son aleaciones de hierro y carbono que pueden contener cantidades apreciables de otros elementos de aleación. Existe una gran cantidad de aleaciones
Tema 15 Clasificación de los metales ferrosos. Los aceros son aleaciones de hierro y carbono que pueden contener cantidades apreciables de otros elementos de aleación. Existe una gran cantidad de aleaciones
3.- Con el diagrama de equilibrio Cu-Ni, haga el análisis de fases para una aleación del 50% de Cu a: 1400ºC, 1300ºC, 1200ºC 1100ºC.
 1.- Con el diagrama de equilibrio Cu-Ni que se adjunta, describir el enfriamiento lento de una aleación del 3% de Ni y determinar su composición a 12ºC. 2.- Una aleación compuesta de 2 Kg de Cu y 2 Kg
1.- Con el diagrama de equilibrio Cu-Ni que se adjunta, describir el enfriamiento lento de una aleación del 3% de Ni y determinar su composición a 12ºC. 2.- Una aleación compuesta de 2 Kg de Cu y 2 Kg
8. Ensayos con materiales
 8. Ensayos con materiales Los materiales de interés tecnológico se someten a una variedad de ensayos para conocer sus propiedades. Se simulan las condiciones de trabajo real y su estudia su aplicación.
8. Ensayos con materiales Los materiales de interés tecnológico se someten a una variedad de ensayos para conocer sus propiedades. Se simulan las condiciones de trabajo real y su estudia su aplicación.
Fundiciones grises aleadas de alta resistencia
 Fundiciones grises aleadas de alta resistencia Ing. Manuel Vega Utrera Docente de Ciencia e Ingeniería de Materiales y Metalurgia Universidad de Montevideo, Facultad de Ingeniería La fabricación de piezas
Fundiciones grises aleadas de alta resistencia Ing. Manuel Vega Utrera Docente de Ciencia e Ingeniería de Materiales y Metalurgia Universidad de Montevideo, Facultad de Ingeniería La fabricación de piezas
VENTAJAS COMPETITIVAS DE LA INSCRIPCIÓN EN EL REGISTRO EMAS
 VENTAJAS COMPETITIVAS DE LA INSCRIPCIÓN EN EL REGISTRO EMAS Mª Dolores Carrasco López, Responsable de Medio Ambiente de COFRUTOS, S.A. SISTEMA DE GESTIÓN MEDIOAMBIENTAL Existen diversas definiciones de
VENTAJAS COMPETITIVAS DE LA INSCRIPCIÓN EN EL REGISTRO EMAS Mª Dolores Carrasco López, Responsable de Medio Ambiente de COFRUTOS, S.A. SISTEMA DE GESTIÓN MEDIOAMBIENTAL Existen diversas definiciones de
CAPITULO III. El propósito de la investigación fue recopilar información actualizada de las Micro
 90 CAPITULO III INVESTIGACIÓN DE CAMPO SOBRE LA APLICACION DE UN SISTEMA DE DESARROLLO DE MARCA PARA LA COMERCIALIZACIÓN DE LA MIEL DE ABEJAS PRODUCIDA POR LAS MICRO EMPRESAS, UBICADAS EN EL DEPARTAMENTO
90 CAPITULO III INVESTIGACIÓN DE CAMPO SOBRE LA APLICACION DE UN SISTEMA DE DESARROLLO DE MARCA PARA LA COMERCIALIZACIÓN DE LA MIEL DE ABEJAS PRODUCIDA POR LAS MICRO EMPRESAS, UBICADAS EN EL DEPARTAMENTO
Pamplona, noviembre de Ing. M.Sc. José Manuel Ramírez Quintero
 Pamplona, noviembre de 2014 Ing. M.Sc. José Manuel Ramírez Quintero Introducción El modelo integral CMD, siglas de (Confiabilidad, Mantenibilidad y Disponibilidad), es una herramienta útil para la predicción
Pamplona, noviembre de 2014 Ing. M.Sc. José Manuel Ramírez Quintero Introducción El modelo integral CMD, siglas de (Confiabilidad, Mantenibilidad y Disponibilidad), es una herramienta útil para la predicción
ThyssenKrupp Aceros y Servicios S.A.
 Aceros para Herramientas Normas Nombre AISI W. Nr. DIN Trabajo en caliente THYROTHERM 2344 EFS/EFS SUPRA H13 1.2344 X40CrMoV51 Aplicaciones Fabricación de herramientas para forja y estampa en caliente
Aceros para Herramientas Normas Nombre AISI W. Nr. DIN Trabajo en caliente THYROTHERM 2344 EFS/EFS SUPRA H13 1.2344 X40CrMoV51 Aplicaciones Fabricación de herramientas para forja y estampa en caliente
XVII- ACEROS DE HERRAMIENTAS PARA TRABAJO EN FRÍO
 Metalografía y Tratamientos Térmicos XVII - 1 - XVII- ACEROS DE HERRAMIENTAS PARA TRABAJO EN FRÍO Las normas SAE clasifican los aceros para herramientas y matrices en los siguientes grupos: W: de temple
Metalografía y Tratamientos Térmicos XVII - 1 - XVII- ACEROS DE HERRAMIENTAS PARA TRABAJO EN FRÍO Las normas SAE clasifican los aceros para herramientas y matrices en los siguientes grupos: W: de temple
CAPÍTULO 1 IDENTIFICACIÓN DEL PROBLEMA
 CAPÍTULO 1 IDENTIFICACIÓN DEL PROBLEMA A través de este primer capítulo se describe el problema que se plantea en la presente tesis. De la misma manera se determina el objetivo general y los objetivos
CAPÍTULO 1 IDENTIFICACIÓN DEL PROBLEMA A través de este primer capítulo se describe el problema que se plantea en la presente tesis. De la misma manera se determina el objetivo general y los objetivos
CICLO SUPERIOR DE AUTOMOCION
 CICLO SUPERIOR DE AUTOMOCION MODULO DE ELEMENTOS AMOVIBLES Y FIJOS NO ESTRUCTURALES AUTOR: LEONARDO CAÑADAS Página 1 de 14 INDICE TEMA Página 1.-LA METALURGIA 3 2.-PROCESOS DE CONFORMACIÓN 3 3.-LOS METALES
CICLO SUPERIOR DE AUTOMOCION MODULO DE ELEMENTOS AMOVIBLES Y FIJOS NO ESTRUCTURALES AUTOR: LEONARDO CAÑADAS Página 1 de 14 INDICE TEMA Página 1.-LA METALURGIA 3 2.-PROCESOS DE CONFORMACIÓN 3 3.-LOS METALES
FÍSICA Y QUÍMICA 3º ESO. OBJETIVOS, CONTENIDOS Y CRITERIOS DE EVALUACIÓN 1ª Evaluación: Unidad 1. La medida y el método científico.
 FÍSICA Y QUÍMICA 3º ESO. OBJETIVOS, CONTENIDOS Y CRITERIOS DE EVALUACIÓN 1ª Evaluación: Unidad 1. La medida y el método científico. OBJETIVOS 1. Reconocer las etapas del trabajo científico y elaborar informes
FÍSICA Y QUÍMICA 3º ESO. OBJETIVOS, CONTENIDOS Y CRITERIOS DE EVALUACIÓN 1ª Evaluación: Unidad 1. La medida y el método científico. OBJETIVOS 1. Reconocer las etapas del trabajo científico y elaborar informes
IMPORTANCIA DE LA MICROESTRUCTURA EN EL DESGASTE DE ACEROS HERRAMIENTAS
 Composición Química IMPORTANCIA DE LA MICROESTRUCTURA EN EL DESGASTE DE ACEROS HERRAMIENTAS Tratamiento térmico Desgaste Formación de carburos Microestructuras Austenita retenida Tratamiento térmico subcero
Composición Química IMPORTANCIA DE LA MICROESTRUCTURA EN EL DESGASTE DE ACEROS HERRAMIENTAS Tratamiento térmico Desgaste Formación de carburos Microestructuras Austenita retenida Tratamiento térmico subcero
DISEÑO CURRICULAR AUDITORIA DE SISTEMAS
 DISEÑO CURRICULAR AUDITORIA DE SISTEMAS FACULTAD (ES) CARRERA (S) Ingeniería Sistemas CÓDIGO HORAS TEÓRICAS HORAS PRÁCTICAS UNIDADES DE CRÉDITO SEMESTRE PRE-REQUISITO 129543 04 03 IX SISTEMAS DE INFORMACIÓN
DISEÑO CURRICULAR AUDITORIA DE SISTEMAS FACULTAD (ES) CARRERA (S) Ingeniería Sistemas CÓDIGO HORAS TEÓRICAS HORAS PRÁCTICAS UNIDADES DE CRÉDITO SEMESTRE PRE-REQUISITO 129543 04 03 IX SISTEMAS DE INFORMACIÓN
PERFIL PROFESIONAL INGENIERÍA EN TECNOLOGÍA AMBIENTAL. Universidad Politécnica de Durango
 PERFIL PROFESIONAL INGENIERÍA EN TECNOLOGÍA AMBIENTAL Universidad Politécnica de Durango I. Programa Educativo II. Requerimientos del Sector Productivo Ingeniería en Tecnología Ambiental Evaluación de
PERFIL PROFESIONAL INGENIERÍA EN TECNOLOGÍA AMBIENTAL Universidad Politécnica de Durango I. Programa Educativo II. Requerimientos del Sector Productivo Ingeniería en Tecnología Ambiental Evaluación de
CAPÍTULO 1 INTRODUCCIÓN. Un proceso productivo hace uso de varios recursos, por ejemplo: materias
 CAPÍTULO 1 INTRODUCCIÓN Un proceso productivo hace uso de varios recursos, por ejemplo: materias primas, mano de obra, máquinas, recursos naturales, tecnología, etc. Dando como resultado de su combinación,
CAPÍTULO 1 INTRODUCCIÓN Un proceso productivo hace uso de varios recursos, por ejemplo: materias primas, mano de obra, máquinas, recursos naturales, tecnología, etc. Dando como resultado de su combinación,
Productos de Planchas Recubiertas por Inmersión en Caliente
 1. Productos con Recubrimientos Metálicos y Especificaciones GalvInfoNote 1.2 Introducción Productos de Planchas Recubiertas por Rev. 0 Jan-07 GalvInfoNote 2.1 describe el proceso de recubrimiento por
1. Productos con Recubrimientos Metálicos y Especificaciones GalvInfoNote 1.2 Introducción Productos de Planchas Recubiertas por Rev. 0 Jan-07 GalvInfoNote 2.1 describe el proceso de recubrimiento por
MARIA. -Plan de Estudios- Doctorado en Marketing
 MARIA -Plan de Estudios- en Marketing CONTENIDOS 1) Presentación 5) Objetivos 2) Requisitos 6) Cursos Obligatorios 3) Plan de Estudios / Duración 7) Cursos Sugeridos 4) Tabla de Créditos 1) Presentación
MARIA -Plan de Estudios- en Marketing CONTENIDOS 1) Presentación 5) Objetivos 2) Requisitos 6) Cursos Obligatorios 3) Plan de Estudios / Duración 7) Cursos Sugeridos 4) Tabla de Créditos 1) Presentación
subcontraloría de auditoría financiera y contable
 Manual de Organización de la subcontraloría de auditoría financiera y contable ENERO 2015 1 Manual de Organización del Departamento de Auditoria Financiera y Contable C. Gerardo Allende de la Fuente Contralor
Manual de Organización de la subcontraloría de auditoría financiera y contable ENERO 2015 1 Manual de Organización del Departamento de Auditoria Financiera y Contable C. Gerardo Allende de la Fuente Contralor
PROCESO DE EXTRUSIÓN PROCESOS II ING. CARLOS RODELO A
 PROCESO DE EXTRUSIÓN CONTENIDO Definición y Clasificación de los Procesos Equipos y sus Características Técnicas Variables Principales del Proceso Defectos Análisis de Extrusión PROCESOS I Definición Es
PROCESO DE EXTRUSIÓN CONTENIDO Definición y Clasificación de los Procesos Equipos y sus Características Técnicas Variables Principales del Proceso Defectos Análisis de Extrusión PROCESOS I Definición Es
Bloque I: Materiales. Tema 8: Estructura atómica y cristalina de los materiales. Aleaciones y diagramas de fases.
 Bloque I: Materiales Tema 8: Estructura atómica y cristalina de los materiales. Aleaciones y diagramas de fases. Guion 1. Estructura atómica. 2. Modelos atómicos. 3. Enlace químico. Covalente e iónico.
Bloque I: Materiales Tema 8: Estructura atómica y cristalina de los materiales. Aleaciones y diagramas de fases. Guion 1. Estructura atómica. 2. Modelos atómicos. 3. Enlace químico. Covalente e iónico.
FOMENTO DE LA CULTURA DE CONTROL INTERNO
 FOMENTO DE LA CULTURA DE CONTROL INTERNO ELABORACIÓN REVISIÓN Y APROBACIÓN Elaborado por: Revisado y aprobado por: Alix Amaya Gómez Cargo: Asesor Eduin Fernando Valdez Cargo: Jefe de Oficina Asesora Página
FOMENTO DE LA CULTURA DE CONTROL INTERNO ELABORACIÓN REVISIÓN Y APROBACIÓN Elaborado por: Revisado y aprobado por: Alix Amaya Gómez Cargo: Asesor Eduin Fernando Valdez Cargo: Jefe de Oficina Asesora Página
MODIFICACIÓN DE LAS PROPIEDADES DE LOS METALES CONTENIDOS
 MODIFICACIÓN DE LAS PROPIEDADES DE LOS METALES CONTENIDOS Generalidades Estructura interna de los metales. Defectos en la estructura cristalina Soluciones sólidas Mecanismos de endurecimiento de los metales
MODIFICACIÓN DE LAS PROPIEDADES DE LOS METALES CONTENIDOS Generalidades Estructura interna de los metales. Defectos en la estructura cristalina Soluciones sólidas Mecanismos de endurecimiento de los metales
Guía para el Diligenciamiento de la Matriz de Marco Lógico
 Guía para el Diligenciamiento de la Matriz de Marco Lógico PRESENTACIÓN Este documento se constituye como una guía para el diligenciamiento del Anexo Formato Presentación Propuesta Técnica, de los términos
Guía para el Diligenciamiento de la Matriz de Marco Lógico PRESENTACIÓN Este documento se constituye como una guía para el diligenciamiento del Anexo Formato Presentación Propuesta Técnica, de los términos
DIVISIÓN DE INGENIERIAS DEPARTAMENTO DE INGENIERÍA QUÍMICA PROGRAMA DE ASIGNATURA
 CENTRO UNIVERSITARIO DE CIENCIAS EXACTAS E INGENIERIAS DIVISIÓN DE INGENIERIAS DEPARTAMENTO DE INGENIERÍA QUÍMICA PROGRAMA DE ASIGNATURA NOMBRE DE MATERIA TERMODINÁMICA QUÍMICA CLAVE DE MATERIA DEPARTAMENTO
CENTRO UNIVERSITARIO DE CIENCIAS EXACTAS E INGENIERIAS DIVISIÓN DE INGENIERIAS DEPARTAMENTO DE INGENIERÍA QUÍMICA PROGRAMA DE ASIGNATURA NOMBRE DE MATERIA TERMODINÁMICA QUÍMICA CLAVE DE MATERIA DEPARTAMENTO
Estudio de viabilidad económica de la implantación de tecnología CNC en un taller metalmecánico.
 Estudio de viabilidad económica de la implantación de tecnología CNC en un taller metalmecánico. Resumen Autora: Sonia Boza Rodríguez Titulación: Grado en Ingeniería en Organización Industrial Escuela
Estudio de viabilidad económica de la implantación de tecnología CNC en un taller metalmecánico. Resumen Autora: Sonia Boza Rodríguez Titulación: Grado en Ingeniería en Organización Industrial Escuela
- Temple bainítico o austempering. En aceros hipoeutectoides. Se obtiene bainita y no hace falta realizar revenido después.
 TRATAMIENTOS DEL ACERO PARA MEJORAR SUS PROPIEDADES TÉRMICOS TERMOQUÍMICOS MECÁNICOS SUPERFICIALES Recocido Normalizado Revenido escalonado bainítico Patentado Disminución gradual de la temperatura Tratamientos
TRATAMIENTOS DEL ACERO PARA MEJORAR SUS PROPIEDADES TÉRMICOS TERMOQUÍMICOS MECÁNICOS SUPERFICIALES Recocido Normalizado Revenido escalonado bainítico Patentado Disminución gradual de la temperatura Tratamientos
Introducción a la Estrategia
 1. Planeación estratégica Pet & Beyond 1.1. Giro de la empresa Pet & Beyond es una empresa que se dedica a: Ofrecer una experiencia integral (salud, diversión, alimentación, etc) para las mascotas y sus
1. Planeación estratégica Pet & Beyond 1.1. Giro de la empresa Pet & Beyond es una empresa que se dedica a: Ofrecer una experiencia integral (salud, diversión, alimentación, etc) para las mascotas y sus
Guía Teórica Experiencia Motor Stirling
 Universidad de Chile Escuela de Verano 2009 Curso de Energía Renovable Guía Teórica Experiencia Motor Stirling Escrito por: Diego Huarapil Enero 2009 Introducción El Motor Stirling es un motor térmico,
Universidad de Chile Escuela de Verano 2009 Curso de Energía Renovable Guía Teórica Experiencia Motor Stirling Escrito por: Diego Huarapil Enero 2009 Introducción El Motor Stirling es un motor térmico,
INTRODUCCION 1.1.-PREAMBULO
 INTRODUCCION 1.1.-PREAMBULO El suelo en un sitio de construcción no siempre será totalmente adecuado para soportar estructuras como edificios, puentes, carreteras y presas. Los estratos de arcillas blanda
INTRODUCCION 1.1.-PREAMBULO El suelo en un sitio de construcción no siempre será totalmente adecuado para soportar estructuras como edificios, puentes, carreteras y presas. Los estratos de arcillas blanda
DEPARTAMENTO DE INGENIERIA QUÍMICA CÁTEDRA DE FISICOQUÍMICA TRABAJO PRÁCTICO DE LABORATORIO Nº 4
 Universidad Tecnológica Nacional Facultad Regional La Plata DEPARTAMENTO DE INGENIERIA QUÍMICA CÁTEDRA DE FISICOQUÍMICA TRABAJO PRÁCTICO DE LABORATORIO Nº 4 Descenso crioscópico Objeto de la experiencia:
Universidad Tecnológica Nacional Facultad Regional La Plata DEPARTAMENTO DE INGENIERIA QUÍMICA CÁTEDRA DE FISICOQUÍMICA TRABAJO PRÁCTICO DE LABORATORIO Nº 4 Descenso crioscópico Objeto de la experiencia:
: Algorítmica y Estructura de Datos I
 FACULTAD POLITÉCNICA DIRECCIÓN ACADÉMICA PROGRAMA DE ESTUDIO I. IDENTIFICACIÓN Carrera : Ingeniería de Sistemas CARGA HORARIA (Horas reloj) Asignatura : Algorítmica y Estructura de Datos I Carga Horaria
FACULTAD POLITÉCNICA DIRECCIÓN ACADÉMICA PROGRAMA DE ESTUDIO I. IDENTIFICACIÓN Carrera : Ingeniería de Sistemas CARGA HORARIA (Horas reloj) Asignatura : Algorítmica y Estructura de Datos I Carga Horaria
TÉCNICO SUPERIOR UNIVERSITARIO EN MANUFACTURA AERONÁUTICA ÁREA MAQUINADOS DE PRECISIÓN EN COMPETENCIAS PROFESIONALES
 TÉCNICO SUPERIOR UNIVERSITARIO EN MANUFACTURA AERONÁUTICA ÁREA MAQUINADOS DE PRECISIÓN EN COMPETENCIAS PROFESIONALES ASIGNATURA DE MECANIZADO NO CONVENCIONAL 1. Competencias Desarrollar la manufactura
TÉCNICO SUPERIOR UNIVERSITARIO EN MANUFACTURA AERONÁUTICA ÁREA MAQUINADOS DE PRECISIÓN EN COMPETENCIAS PROFESIONALES ASIGNATURA DE MECANIZADO NO CONVENCIONAL 1. Competencias Desarrollar la manufactura
Herramientas De Corte Materiales y Geometrías
 TECNOLOGÍA DE MATERIALES Herramientas De Corte Materiales y Geometrías TECNOLOGÍA INDUSTRIAL I Liceo Industrial Vicente Pérez Rosales Profesor: Richard Ayacura Castillo HERRAMIENTAS DE CORTE Materiales
TECNOLOGÍA DE MATERIALES Herramientas De Corte Materiales y Geometrías TECNOLOGÍA INDUSTRIAL I Liceo Industrial Vicente Pérez Rosales Profesor: Richard Ayacura Castillo HERRAMIENTAS DE CORTE Materiales
Optimice sus elementos de molienda
 Optimice sus elementos de molienda Noticias sobre mantenimiento Servicio de Atención al Cliente Cada proceso de molienda va acompañado del fenómeno de desgaste. El desgaste es la pérdida de material de
Optimice sus elementos de molienda Noticias sobre mantenimiento Servicio de Atención al Cliente Cada proceso de molienda va acompañado del fenómeno de desgaste. El desgaste es la pérdida de material de
Capítulo 1: Introducción
 Capítulo 1: Introducción 1.1 Planteamiento del Problema 1.2 Objetivo General 1.3 Objetivos Específicos 1.4 Justificación 1.5 Alcances 1.6 Limitaciones 1.7 Organización del Informe CAPÍTULO 1 1.1 PLANTEAMIENTO
Capítulo 1: Introducción 1.1 Planteamiento del Problema 1.2 Objetivo General 1.3 Objetivos Específicos 1.4 Justificación 1.5 Alcances 1.6 Limitaciones 1.7 Organización del Informe CAPÍTULO 1 1.1 PLANTEAMIENTO
El Mecanizado Tecnología de los Materiales
 El Mecanizado Tecnología de los Materiales TECNOLOGÍA INDUSTRIAL II Liceo Industrial Vicente Pérez Rosales Profesor: Richard Ayacura Castillo MEcanizado ÍNDICE 10.0 Introducción 10.1 Procesos de mecanizado
El Mecanizado Tecnología de los Materiales TECNOLOGÍA INDUSTRIAL II Liceo Industrial Vicente Pérez Rosales Profesor: Richard Ayacura Castillo MEcanizado ÍNDICE 10.0 Introducción 10.1 Procesos de mecanizado
INGENIERIA CIVIL EN MECANICA VESPERTINO GUÍA DE LABORATORIO ASIGNATURA PROCESOS DE FABRICACIÓN II NIVEL 03 EXPERIENCIA C911
 INGENIERIA CIVIL EN MECANICA VESPERTINO GUÍA DE LABORATORIO ASIGNATURA PROCESOS DE FABRICACIÓN II NIVEL 03 EXPERIENCIA C911 FUERZA DE CORTE EN EL TORNEADO HORARIO: VIERNES 19:00 A 21:30 HORAS 1 1.- OBJETIVOS
INGENIERIA CIVIL EN MECANICA VESPERTINO GUÍA DE LABORATORIO ASIGNATURA PROCESOS DE FABRICACIÓN II NIVEL 03 EXPERIENCIA C911 FUERZA DE CORTE EN EL TORNEADO HORARIO: VIERNES 19:00 A 21:30 HORAS 1 1.- OBJETIVOS
METALOGRAFÍA DE LOS ACEROS MICROCONSTITUYENTES DE LOS ACEROS
 1 METALOGRAFÍA DE LOS ACEROS La metalografía microscópica (o micrografía de metales) estudia los productos metalúrgicos, con el auxilio del microscopio, objetivando determinar sus constituyentes y su textura.
1 METALOGRAFÍA DE LOS ACEROS La metalografía microscópica (o micrografía de metales) estudia los productos metalúrgicos, con el auxilio del microscopio, objetivando determinar sus constituyentes y su textura.
Capítulo VI. Análisis de Fracturas
 Capítulo VI Análisis de Fracturas El análisis de las diferentes formas en las que un material puede fallar, se ha convertido en uno de los aspectos más importantes a evaluar. La investigación en el comportamiento
Capítulo VI Análisis de Fracturas El análisis de las diferentes formas en las que un material puede fallar, se ha convertido en uno de los aspectos más importantes a evaluar. La investigación en el comportamiento
ACEROS PARA TRABAJO EN FRÍO 9
 ACEROS PARA TRABAJO EN FRÍO 9 EN/DIN AISI UNE ~D3 F5212 (U12) D2 ~F5211 (U12 mejorado) ~S1 ~F5242 ~1.2721 F5305 ~O2 F5229 (U13) calidad especial Böhler también
ACEROS PARA TRABAJO EN FRÍO 9 EN/DIN AISI UNE ~D3 F5212 (U12) D2 ~F5211 (U12 mejorado) ~S1 ~F5242 ~1.2721 F5305 ~O2 F5229 (U13) calidad especial Böhler también