Operación y Programación
|
|
|
- Santiago Alcaraz Rojas
- hace 7 años
- Vistas:
Transcripción
1 Operación y Programación Torno CNC
2 Conceptos Generales Control Numérico Elementos Básicos Aplicaciones Ventajas Desventajas
3 Elementos básicos El programa El control numérico La máquina
4 APLICACIONES: Cuando el grado de complejidad de los artículos producidos es alto Cuando se tienen altos volúmenes de producción Cuando se realizan cambios en un artículo a fin de darle actualidad o brindar una variedad de modelos. Cuando es necesario un alto grado de precisión
5 Ventajas: Mayor precisión y mejor calidad de productos. Mayor uniformidad en los productos producidos. Un operario puede operar varias máquinas a la vez. Fácil procesamiento de productos de apariencia complicada. Flexibilidad para el cambio en el diseño.
6 Desventajas: Alto costo de la maquinaria. Falta de opciones o alternativas en caso de fallas. Es necesario programar en forma correcta la selección de las herramientas de corte y la secuencia de operación para un eficiente funcionamiento. Los costos de mantenimiento aumenta. Es necesario mantener un gran volumen.
7 Características del Programador Requisitos Etapas del proceso de mecanizado Estudio del plano de la pieza a fabricar Análisis de las operaciones elementales Selección de la máquina Selección de las herramientas Definición de las condiciones técnicas de mecanizado Diseño y selección de utillaje Secuenciación de las fases de trabajo.
8 Pasos a seguir para la ejecución de una pieza en una máquina herramienta CNC Información previa disponible Confección del plan de trabajo Confección del programa Preparación de la máquina
9 Sistemas Incorporados a Máquinas de Control Numérico Sistemas de posicionamiento de la herramienta. Sistemas de medición del desplazamiento. Sistemas de medición de piezas y herramientas. Sistemas de control de condiciones de mecanizado. Sistemas de cambio de herramientas Sistemas de cambio de pieza.

10 Clasificación de tornos CNC

11 Torno automático a CNC

12 Torno CNC de carros múltiples

13 Torno CNC de carros múltiples

14 Tornos CNC con sistema automatizado de suministro de piezas

15 Programación de un torno CNC Sistema de referencia
16 Sistema de referencia: Cero Máquina: Punto fijo sobre el que se sitúa el sistema de coordenadas inicial de las máquinas, este origen viene dado por el fabricante. Normalmente se sitúa en la cara frontal del plato de garras. Punto de referencia: Punto en el cual se realiza la sincronización del sistema de referencia de la máquina. Al conectarse, la máquina CNC desconoce dónde está su origen de referencia inicial (el cero máquina). Cero Pieza: Sistema de referencia que el programador adopta por razones prácticas, teniendo en cuenta la geometría y acotación de la pieza a mecanizar, para facilitar la programación CNC. Este sistema de referencia auxiliar en el cero pieza, debe estar a su vez referenciado sobre el cero máquina o sobre otro cero pieza, que a su vez estará referenciado sobre el cero máquina.
17 Sistemas de programación Sistema de programación absoluta Cada punto programado es definido con respecto a un cero absoluto Ejemplo 1: X Z
18 Sistemas de Programación Sistema de programación absoluta Cada punto programado es definido con respecto a un cero absoluto Ejemplo 2
19 Sistema de Programación Sistema de programación Incremental Cada punto programado es definido como un nuevo cero Ejemplo 1: X Z
20 Lenguaje ISO Lenguaje universal alfanumérico para programación de máquinas de control numérico
21 Clasificación de las funciones: Funciones preparatorias de tipo geométrico (G) Funciones preparatorias de tipo técnico (G) Funciones misceláneas (M) Funciones auxiliares
22 Comportamiento de las funciones: Funciones Modales: Permanecen activas hasta que otra modal las desactive Funciones No modales: Ejecutan la instrucción y se desactivan automáticamente
23 Funciones Preparatorias Geométricas G0 = Desplazamiento rápido G1 = Desplazamiento lineal con avance programado G2 = Desplazamiento circular horario con avance programado G3 = Desplazamiento circular anti horario con avance programado
24 Funciones Preparatorias Técnicas G99= Reseteo de Programa G54,55,56 = Origen cero pieza G90 = Programación absoluta G91 = Programación incremental G94 = Avance en milímetros por minutos G95 = Avance en milímetros por revolución G97 = Revoluciones por minuto G96 = velocidad de corte constante G41 = Compensación de radio a izquierda G42 = Compensación de radio a derechas G40 = Anula compensación
25 Compensación de radios (G40,G41,G42): El proceso de compensación del radio de la herramienta tiene una gran importancia en el mecanizado, especialmente en piezas que contengan perfiles irregulares. El control del CNC interpreta las trayectorias programadas y mueve el punto P de la figura llamado "Punta teórica del filo" según las coordenadas de las trayectorias
26 Funciones Misceláneas M3 = Giro horario del plato M4 = Giro anti horario del plato M8 = Abre refrigerante M9 = Cierra refrigerante M30 = Fin de programa M0 = Parada de programa M5 = Parada de husillo
27 Funciones Auxiliares T = Herramienta F = Valor avance S = Valor velocidad R= Radio
28 Estructura de programa 1.- Origen pieza 2.- Designación de herramientas 3.- Condiciones de mecanizado 4.- Geometría 5.- Fin de programa.
29 Estructura Horizontal Ejemplo: N10 G54 N20 T1 N30 G90 (G91) G95 (G94) G96 (G97) F S M3 (M4) M8 N40 G92 S (Si esta programado G96) N50 Geometría... N60... N70... N80G0 X...Z...M9 N90 M30
30 Estructura Vertical Ejemplo: N10 G54 N20 T1 N30 G90 (G91) N40G95 (G94) F... N50G96 (G97) S N60M3 (M4) M8 N70 G92 S (Si esta programado G96) N80 Geometría... N90... N100 G0 X...Z...M9 N110 M30
31 Estructura Vertical Romi Mach 9 Ejemplo: % N10 G99 N20T0101 N30M06 N40GXZ N50G92X100.Z100. N60M12 N70G97 N80S1500 N90M03 N100M08 N110 Geometría... N N130 G0 X...Z...M9 N140 M30
32 Aplicación del lenguaje ISO % N10 G99 N20M06 N30T0101 N40GXZ N50G92X100.Z100. N60M12 N70G97 N80S1500 N90M03 N100M08 N110 G0X20.Z2. N120 G1X20.Z0.F0.18 N130 G1X20.Z-6. N140 G1 X26.Z-26. N150 G3X40.Z-33. N160 G1X40.Z-41. N170 G0X100.Z100. N180M9 N190 M30
33 Elaboración de un programa de desbaste y afinado de una pieza:
34 1ro.- Proceso de Desbaste x z
35 N10 G54 N20 T1; Desbaste N30 G90 G95 G96 F0.2 S150 M3 N35 G92 S2000 N40 G0 X41 Z2 N50 G1 X41 Z-41 N60 G0 X43 Z2 N70 G0 X39 Z2 N80 G1 X39 Z 29.2 N90 G0 X41 Z2 N100 G0 X37 Z2 N110 G1 X37 Z-27.8 N120 G0 X39 Z2 N130 G0 X35 Z2 N140 G1 X35 Z-27 N150 G0 X37 Z2 N160 G0 X33 Z2 N170 G1 X33 Z-26.3 N180 G0 X35 Z2 N190 G0 X31 Z2 N200 G1 X31 Z-25.9 N210 G0 X33 Z2 N220 G0 X29 Z2 N230 G1 X29 Z-25.6 N240 G0 X31 Z2 N250 G0 X27 Z2 N260 G1 X27 Z-25.5 N270 G0 X29 Z2 N280 G0 X25 Z2 N290 G1 X25 Z-19.3 N300 G0 X27 Z2 N310 G0 X23 Z2 N320 G1 X23 Z-12.6 N330 G0 X 25 Z2 N340 G0 X21 Z2 N350 G1 X21 Z-5.96 N360 G0 X100Z100M9 N370 G54 N380 T2; Afinado N390 G90 G95 G97 F0.18 S200M3 N400 G92 S2000 N410 G0 X20 Z2 N420 G42 N430 G1 X20 Z0 N440 G1 X20 Z-6 N450 G1 X26 Z-26 N460 G3 X40 Z-33 N470 G1 X40 Z-41 N480 G40 N490 G0 X100 Z100 M9 N500 M30
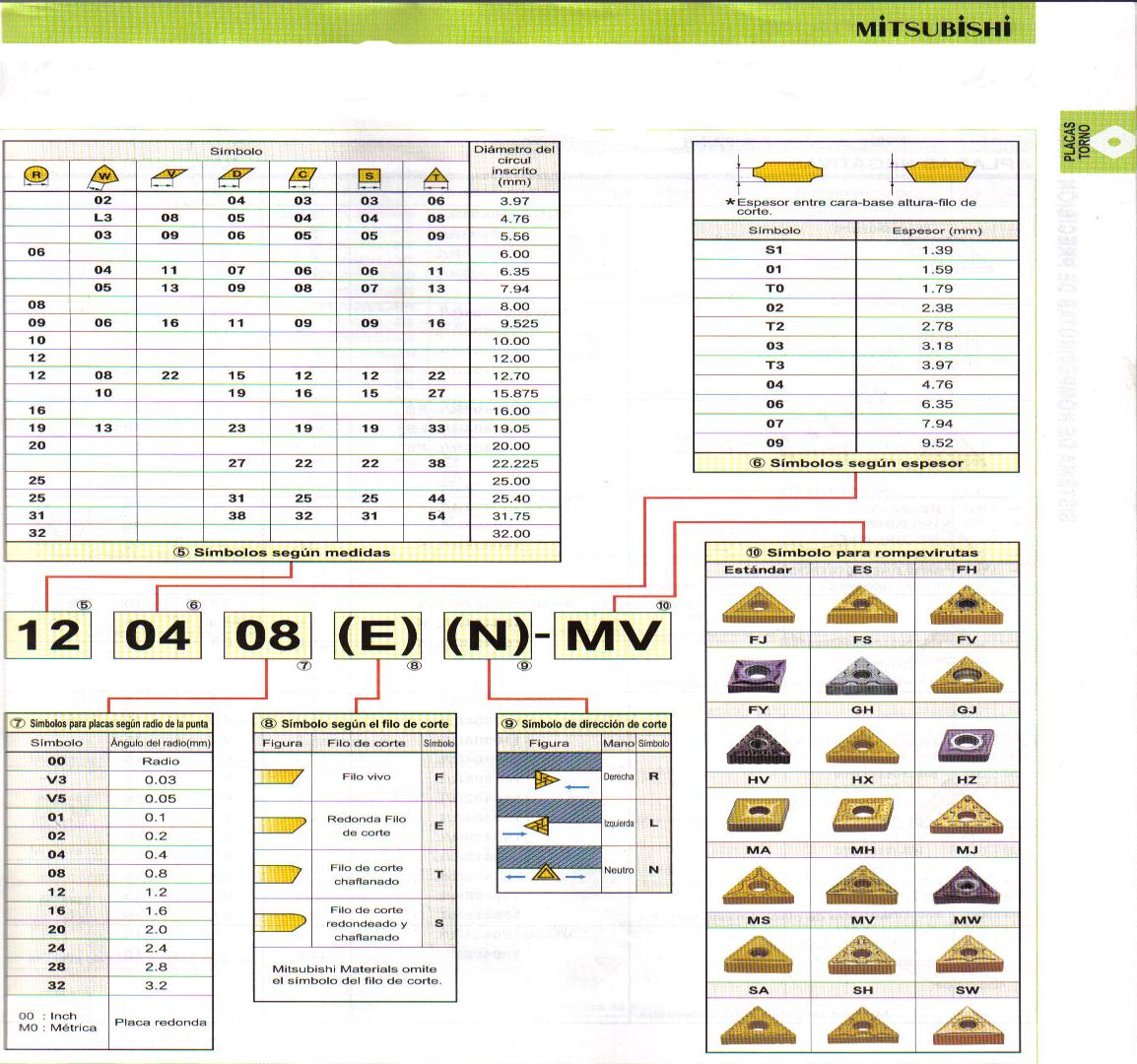
36 IDENTIFICACION PLACAS TORNOS

37 CODIGOS DE PORTA HERRAMIENTAS
TEMA 6. BASES PARA LA PROGRAMACIÓN DE MHCN
 TEMA 6. BASES PARA LA PROGRAMACIÓN DE MHCN 1. INFORMACIÓN NECESARIA. 2. FASES DE PROGRAMACIÓN. 3. SISTEMAS DE REFERENCIA. 4. ORÍGENES. PUNTOS DE REFERENCIA. 5. COMPENSACIÓN DEL RADIO DE LA HERRAMIENTA.
TEMA 6. BASES PARA LA PROGRAMACIÓN DE MHCN 1. INFORMACIÓN NECESARIA. 2. FASES DE PROGRAMACIÓN. 3. SISTEMAS DE REFERENCIA. 4. ORÍGENES. PUNTOS DE REFERENCIA. 5. COMPENSACIÓN DEL RADIO DE LA HERRAMIENTA.
TEMA BASES PARA LA PROGRAMACIÓN DE MHCN
 TEMA 14-2. BASES PARA LA PROGRAMACIÓN DE MHCN 1. INFORMACIÓN NECESARIA. 2. FASES DE PROGRAMACIÓN. 3. SISTEMAS DE REFERENCIA. 4. ORÍGENES. PUNTOS DE REFERENCIA. 5. COMPENSACIÓN DEL RADIO DE LA HERRAMIENTA.
TEMA 14-2. BASES PARA LA PROGRAMACIÓN DE MHCN 1. INFORMACIÓN NECESARIA. 2. FASES DE PROGRAMACIÓN. 3. SISTEMAS DE REFERENCIA. 4. ORÍGENES. PUNTOS DE REFERENCIA. 5. COMPENSACIÓN DEL RADIO DE LA HERRAMIENTA.
PROGRAMACION C.N.C. CONTENIDO Parte 1 Introducción. (el proceso de programación). Partes principales del torno Evaluación
. Partes principales del torno Evaluación") PROGRAMACION C.N.C OBJETIVO Lograr que el alumno aprenda a programar el control de un torno CNC. Para ello se han introducido los gráficos y explicaciones necesarios para entender la manera en que opera
PROGRAMACION C.N.C OBJETIVO Lograr que el alumno aprenda a programar el control de un torno CNC. Para ello se han introducido los gráficos y explicaciones necesarios para entender la manera en que opera
Qué es una máquina-herramienta?
 El torno CNC Qué es una máquina-herramienta? Una máquina-herramienta puede considerarse constituida por el conjunto de dispositivos que permiten el desplazamiento relativo entre una pieza y la herramienta
El torno CNC Qué es una máquina-herramienta? Una máquina-herramienta puede considerarse constituida por el conjunto de dispositivos que permiten el desplazamiento relativo entre una pieza y la herramienta
FUNCIÓN G EN WINUNISOFT
 FUNCIÓN G EN WINUNISOFT La función G00, correspondiente a posicionamiento rápido, se utiliza para ubicar la herramienta en un punto cualquiera de la pieza a maquinar. El código G00 nos brinda un desplazamiento
FUNCIÓN G EN WINUNISOFT La función G00, correspondiente a posicionamiento rápido, se utiliza para ubicar la herramienta en un punto cualquiera de la pieza a maquinar. El código G00 nos brinda un desplazamiento
MHCN. Posición y movimientos de los carros Cambios de herramienta Cambios de pieza Condiciones y estados de funcionamiento
 MHCN Posición y movimientos de los carros Cambios de herramienta Cambios de pieza Condiciones y estados de funcionamiento Diferencias constructivas Transmisiones Guias Sistemas de medida Accionamientos
MHCN Posición y movimientos de los carros Cambios de herramienta Cambios de pieza Condiciones y estados de funcionamiento Diferencias constructivas Transmisiones Guias Sistemas de medida Accionamientos
Tema 5: Introducción al CN. Ingeniería de Sistemas y Automática Fabricación Asistida por Computador
 Tema 5: Introducción al CN Definición de Control Numérico (CN) El control numérico (CN) es una forma de automatización programable en la cual, en base a una serie de instrucciones codificadas (programa),
Tema 5: Introducción al CN Definición de Control Numérico (CN) El control numérico (CN) es una forma de automatización programable en la cual, en base a una serie de instrucciones codificadas (programa),
FORMULARIO FABRICACIÓN ASISTIDA POR COMPUTADOR
 FORMULARIO FABRICACIÓN ASISTIDA POR COMPUTADOR Tabla de funciones G empleadas en el CNC 8025/30 (TORNO) (Modal) G00 Posicionamiento rápido (Modal) G01 Interpolación lineal (Modal) G02 Interpolación circular
FORMULARIO FABRICACIÓN ASISTIDA POR COMPUTADOR Tabla de funciones G empleadas en el CNC 8025/30 (TORNO) (Modal) G00 Posicionamiento rápido (Modal) G01 Interpolación lineal (Modal) G02 Interpolación circular
TEMA 8. PROGRAMACIÓN BÁSICA DE FRESADORAS DE CNC
 TEMA 8. PROGRAMACIÓN BÁSICA DE FRESADORAS DE CNC 1. LISTADO DE FUNCIONES PREPARATORIAS. 2. FUNCIONES Y DATOS PREVIOS A LA PROGRAMACIÓN. 3. FUNCIONES DE MOVIMIENTO LINEAL Y CIRCULAR. 4. FACTOR DE ESCALA.
TEMA 8. PROGRAMACIÓN BÁSICA DE FRESADORAS DE CNC 1. LISTADO DE FUNCIONES PREPARATORIAS. 2. FUNCIONES Y DATOS PREVIOS A LA PROGRAMACIÓN. 3. FUNCIONES DE MOVIMIENTO LINEAL Y CIRCULAR. 4. FACTOR DE ESCALA.
DURACION: 400 horas *materiales didácticos, titulación y gastos de envío incluidos. (Internacionales se presupuestará aparte)
") PRECIO: 425 MODALIDAD: A distancia DURACION: 400 horas *materiales didácticos, titulación y gastos de envío incluidos. (Internacionales se presupuestará aparte) DESCRIPCIÓN El curso está enfocado al aprendizaje,
PRECIO: 425 MODALIDAD: A distancia DURACION: 400 horas *materiales didácticos, titulación y gastos de envío incluidos. (Internacionales se presupuestará aparte) DESCRIPCIÓN El curso está enfocado al aprendizaje,
PROLOGO...17 HISTORIA Y ARQUITECTURA DE LAS MÁQUINAS DE CONTROL NUMÉRICO. CAMBIO DE HERRAMIENTAS...19
 ÍNDICE PROLOGO....17 Capítulo 1 HISTORIA Y ARQUITECTURA DE LAS MÁQUINAS DE CONTROL NUMÉRICO. CAMBIO DE HERRAMIENTAS...19 1.1. HISTORIA DEL CONTROL NUMÉRICO...21 1.2. INTRODUCCIÓN...22 1.3. VENTAJAS DEL
ÍNDICE PROLOGO....17 Capítulo 1 HISTORIA Y ARQUITECTURA DE LAS MÁQUINAS DE CONTROL NUMÉRICO. CAMBIO DE HERRAMIENTAS...19 1.1. HISTORIA DEL CONTROL NUMÉRICO...21 1.2. INTRODUCCIÓN...22 1.3. VENTAJAS DEL
MAQUINAS HERRAMIENTAS DE CONTROL NUMERICO. CNC (FMEM004PO)
") MAQUINAS HERRAMIENTAS DE CONTROL NUMERICO. CNC (FMEM004PO) MAQUINAS HERRAMIENTAS DE CONTROL NUMERICO. CNC (FMEM004PO) Horas: 60 Teoría: 24 Práctica: 36 Presenciales: 60 A Distancia: 0 Acción: Nº Grupo:
MAQUINAS HERRAMIENTAS DE CONTROL NUMERICO. CNC (FMEM004PO) MAQUINAS HERRAMIENTAS DE CONTROL NUMERICO. CNC (FMEM004PO) Horas: 60 Teoría: 24 Práctica: 36 Presenciales: 60 A Distancia: 0 Acción: Nº Grupo:
FABRICACIÓN ASISTIDA POR COMPUTADOR. 2º INGENIERÍA TÉCNICA INDUSTRIAL, ESPECIALIDAD MECÁNICA.
 FABRICACIÓN ASISTIDA POR COMPUTADOR. 2º INGENIERÍA TÉCNICA INDUSTRIAL, ESPECIALIDAD MECÁNICA. PROBLEMAS TEMA 7 PROGRAMACIÓN DE TORNOS DE CNC. PARTE 1: FUNCIONES PREPARATORIAS 1.- Programar las siguientes
FABRICACIÓN ASISTIDA POR COMPUTADOR. 2º INGENIERÍA TÉCNICA INDUSTRIAL, ESPECIALIDAD MECÁNICA. PROBLEMAS TEMA 7 PROGRAMACIÓN DE TORNOS DE CNC. PARTE 1: FUNCIONES PREPARATORIAS 1.- Programar las siguientes
I. PROGRAMACIÓN CNC TORNO 5 to. Primeras maniobras para la puesta a punto
 I. PROGRAMACIÓN CNC TORNO 5 to Programación y manejo de un torno cnc con controlador de la marca siemens del tipo sinumerik 802 s/c Primeras maniobras para la puesta a punto Orden de puesta a punto al
I. PROGRAMACIÓN CNC TORNO 5 to Programación y manejo de un torno cnc con controlador de la marca siemens del tipo sinumerik 802 s/c Primeras maniobras para la puesta a punto Orden de puesta a punto al
CICLOS FIJOS DE MECANIZADO Funciones G79-G87 (Control Fagor)
") CICLOS FIJOS DE MECANIZADO Funciones G79-G87 (Control Fagor) G79 : Ciclo fijo definido por el usuario G81 : Ciclo fijo de taladrado G82 : Ciclo fijo de taladrado con temporización G83 : Ciclo fijo de taladrado
CICLOS FIJOS DE MECANIZADO Funciones G79-G87 (Control Fagor) G79 : Ciclo fijo definido por el usuario G81 : Ciclo fijo de taladrado G82 : Ciclo fijo de taladrado con temporización G83 : Ciclo fijo de taladrado
TALLER III MAQUINAS HERRAMIENTAS DE CONTROL NUMERICO (MHCN)
") TALLER III MAQUINAS HERRAMIENTAS DE CONTROL NUMERICO (MHCN) Torno CNC Fresadora CNC Ejes de torno CNC Con herramienta atacando desde la parte delantera Se entiende como eje en las MHCN, a las direcciones
TALLER III MAQUINAS HERRAMIENTAS DE CONTROL NUMERICO (MHCN) Torno CNC Fresadora CNC Ejes de torno CNC Con herramienta atacando desde la parte delantera Se entiende como eje en las MHCN, a las direcciones
1. Control numérico 1.1 Introducción Ventajas de la utilización de las máquinas-herramientas con control numérico
 ÍNDICE 1. Control numérico 1.1 Introducción... 13 1.2 Ventajas de la utilización de las máquinas-herramientas con control numérico... 14 2. Conocimientos previos 2.1 Fundamentos del trabajo en el torno...
ÍNDICE 1. Control numérico 1.1 Introducción... 13 1.2 Ventajas de la utilización de las máquinas-herramientas con control numérico... 14 2. Conocimientos previos 2.1 Fundamentos del trabajo en el torno...
Módulo IV.- manufactura piezas mecánicas en máquinas CNC. SUBMÓDULO 2 Manufactura piezas en fresadora de control numérico por computador (CNC)
") Módulo IV.- manufactura piezas mecánicas en máquinas CNC. SUBMÓDULO 2 Manufactura piezas en fresadora de control numérico por computador (CNC) Elabora y corre programas de torno de CNC en sistema absoluto.
Módulo IV.- manufactura piezas mecánicas en máquinas CNC. SUBMÓDULO 2 Manufactura piezas en fresadora de control numérico por computador (CNC) Elabora y corre programas de torno de CNC en sistema absoluto.
MECANIZADO POR CNC. Aseguramiento de la tolerancia dimensional y del acabado superficial
 MECANIZADO POR CNC Aseguramiento de la tolerancia dimensional y del acabado superficial Aspectos relacionados: 1. Las características de la máquina y la herramienta. 2. Las funciones del control 3. Programación
MECANIZADO POR CNC Aseguramiento de la tolerancia dimensional y del acabado superficial Aspectos relacionados: 1. Las características de la máquina y la herramienta. 2. Las funciones del control 3. Programación
PROGRAMACIÓN DE FRESADORAS DE CNC.
 PROGRAMACIÓN DE FRESADORAS DE CNC. 1. Programar la siguiente trayectoria, haciendo uso de las funciones de simetría (de modo que únicamente sea necesario programar la mitad de la trayectoria). 2. Dado
PROGRAMACIÓN DE FRESADORAS DE CNC. 1. Programar la siguiente trayectoria, haciendo uso de las funciones de simetría (de modo que únicamente sea necesario programar la mitad de la trayectoria). 2. Dado
Curso de Control Numérico-CNC
 Titulación certificada por EUROINNOVA BUSINESS SCHOOL Curso de Control Numérico-CNC Curso de Control Numérico-CNC Duración: 300 horas Precio: 300 * Modalidad: A distancia * Materiales didácticos, titulación
Titulación certificada por EUROINNOVA BUSINESS SCHOOL Curso de Control Numérico-CNC Curso de Control Numérico-CNC Duración: 300 horas Precio: 300 * Modalidad: A distancia * Materiales didácticos, titulación
FABRICACIÓN ASISTIDA POR COMPUTADOR. 2º INGENIERÍA TÉCNICA INDUSTRIAL, ESPECIALIDAD MECÁNICA.
 FABRICACIÓN ASISTIDA POR COMPUTADOR. 2º INGENIERÍA TÉCNICA INDUSTRIAL, ESPECIALIDAD MECÁNICA. PROBLEMAS TEMA 7 PROGRAMACIÓN DE TORNOS DE CNC. PARTE 1: FUNCIONES PREPARATORIAS 1.- Programar las siguientes
FABRICACIÓN ASISTIDA POR COMPUTADOR. 2º INGENIERÍA TÉCNICA INDUSTRIAL, ESPECIALIDAD MECÁNICA. PROBLEMAS TEMA 7 PROGRAMACIÓN DE TORNOS DE CNC. PARTE 1: FUNCIONES PREPARATORIAS 1.- Programar las siguientes
UNIVERSIDAD AUTONOMA DE BAJA CALIFORNIA
 UNIVERSIDAD AUTONOMA DE BAJA CALIFORNIA DIRECCION GENERAL DE ASUNTOS ACADEMICOS PROGRAMA DE ASIGNATURA POR COMPETENCIAS I. DATOS DE IDENTIFICACIÓN 1. Unidad Académica: FACULTAD DE INGENIERÍA Unidad Mexicali
UNIVERSIDAD AUTONOMA DE BAJA CALIFORNIA DIRECCION GENERAL DE ASUNTOS ACADEMICOS PROGRAMA DE ASIGNATURA POR COMPETENCIAS I. DATOS DE IDENTIFICACIÓN 1. Unidad Académica: FACULTAD DE INGENIERÍA Unidad Mexicali
TRABAJO 1 FABRICACIÓN (1474)
") JOSÉ FERNANDO GUTIÉRREZ BARTOLOMÉ Nº MATRÍCULA: 12518 TRABAJO 1 FABRICACIÓN (1474) Realizad en WU una pieza de torneado "libre" con las siguientes restricciones: 1. Pieza que al menos tenga las siguientes
JOSÉ FERNANDO GUTIÉRREZ BARTOLOMÉ Nº MATRÍCULA: 12518 TRABAJO 1 FABRICACIÓN (1474) Realizad en WU una pieza de torneado "libre" con las siguientes restricciones: 1. Pieza que al menos tenga las siguientes
Obtención de Piezas en Máquinas-Herramientas Convencionales FRESADORA
 Obtención de Piezas en Máquinas-Herramientas Convencionales FRESADORA 1 Torno Paralelo 2 Comparación entre Mecanizado Convencional y por CNC MECANIZADO CONVENCIONAL Plano pieza OPERARIO Hoja de Instrucciones
Obtención de Piezas en Máquinas-Herramientas Convencionales FRESADORA 1 Torno Paralelo 2 Comparación entre Mecanizado Convencional y por CNC MECANIZADO CONVENCIONAL Plano pieza OPERARIO Hoja de Instrucciones
CURSO FABRICACION MECANICA 3/5 EJES CON CATIA V5
 Objetivos y Temario CURSO FABRICACION MECANICA 3/5 EJES CON CATIA V5 OBJETIVOS Al finalizar el módulo el curso será capaz de: - Elaborar operaciones de mecanizado: cajeras, planeados, desbastes prismáticos,
Objetivos y Temario CURSO FABRICACION MECANICA 3/5 EJES CON CATIA V5 OBJETIVOS Al finalizar el módulo el curso será capaz de: - Elaborar operaciones de mecanizado: cajeras, planeados, desbastes prismáticos,
FRESA CNC Escuela Técnica Ntra Sra. De la Guardia Nº 8199
 Control Numérico Computarizado (CNC): Un control numérico es una computadora que interpreta códigos con un formato predeterminado (Código ISO) y los transmite a la máquina herramienta como órdenes hacia
Control Numérico Computarizado (CNC): Un control numérico es una computadora que interpreta códigos con un formato predeterminado (Código ISO) y los transmite a la máquina herramienta como órdenes hacia
TÉCNICO SUPERIOR UNIVERSITARIO EN MECATRÓNICA ÁREA SISTEMAS DE MANUFACTURA FLEXIBLE
 TÉCNICO SUPERIOR UNIVERSITARIO EN MECATRÓNICA ÁREA SISTEMAS DE MANUFACTURA FLEXIBLE HOJA DE ASIGNATURA CON DESGLOSE DE UNIDADES TEMÁTICAS 1. Nombre de la asignatura Procesos de manufactura I 2. Competencias
TÉCNICO SUPERIOR UNIVERSITARIO EN MECATRÓNICA ÁREA SISTEMAS DE MANUFACTURA FLEXIBLE HOJA DE ASIGNATURA CON DESGLOSE DE UNIDADES TEMÁTICAS 1. Nombre de la asignatura Procesos de manufactura I 2. Competencias
TORNO PARALELO HISTORIA DEL TORNO PARALELO. Tornos mecánicos
 TORNO PARALELO Se denomina torno, a un conjunto de máquinas y herramientas que permiten mecanizar piezas de forma geométrica de revolución. Estas máquinas-herramienta operan haciendo girar la pieza a mecanizar,
TORNO PARALELO Se denomina torno, a un conjunto de máquinas y herramientas que permiten mecanizar piezas de forma geométrica de revolución. Estas máquinas-herramienta operan haciendo girar la pieza a mecanizar,
Iniciación en Control Numérico Computarizado
 Iniciación en Control Numérico Computarizado INTRODUCCIÓN Una máquina a control numérico, es una máquina convencional con algunos elementos más sofisticados, como por ejemplo una computadora que la comanda.
Iniciación en Control Numérico Computarizado INTRODUCCIÓN Una máquina a control numérico, es una máquina convencional con algunos elementos más sofisticados, como por ejemplo una computadora que la comanda.
Tema 6.- Sistema de programación ISO para centros de torneado (2 ejes) Ingeniería de Sistemas y Automática Fabricación Asistida por Computador
 Ingeniería de Sistemas y Automática Fabricación Asistida por Computador") Tema 6.- Sistema de programación ISO para centros de torneado (2 ejes) ISO (1) El movimiento de avance lo tiene la herramienta, y así se programa. Velocidad por unidad de tiempo (in/min o mm/min) G98 Velocidad
Tema 6.- Sistema de programación ISO para centros de torneado (2 ejes) ISO (1) El movimiento de avance lo tiene la herramienta, y así se programa. Velocidad por unidad de tiempo (in/min o mm/min) G98 Velocidad
Programación de Máquinas a Control Numérico
 Programación de Máquinas a Control Numérico Maquina a Control Numérico moderna Interior Estructuras Principales Plato Carros Longitudinal y Transversal Torreta Portaherramientas Portaherramientas Flujo
Programación de Máquinas a Control Numérico Maquina a Control Numérico moderna Interior Estructuras Principales Plato Carros Longitudinal y Transversal Torreta Portaherramientas Portaherramientas Flujo
MÓDULO Horas. Programación Básica de códigos ISO. Descripción. Temario del Curso. Resumen. Módulo: Básico
 MÓDULO 1 Programación Básica de códigos ISO 21 Horas Descripción El C.N.C. utilizado para ejercer el control de una máquina-herramienta a través de un ordenador mediante un programa escrito previamente
MÓDULO 1 Programación Básica de códigos ISO 21 Horas Descripción El C.N.C. utilizado para ejercer el control de una máquina-herramienta a través de un ordenador mediante un programa escrito previamente
Códigos de programación para CNC tipos G y M
 Códigos de programación para CNC tipos G y M Programación de máquinas de CNC con códigos G&M La programación nativa de la mayoría de las máquinas de Control Numérico Computarizado se efectúa mediante un
Códigos de programación para CNC tipos G y M Programación de máquinas de CNC con códigos G&M La programación nativa de la mayoría de las máquinas de Control Numérico Computarizado se efectúa mediante un
TEMA 7. PROGRAMACIÓN BÁSICA DE TORNOS DE CNC
 TEMA 7. PROGRAMACIÓN BÁSICA DE TORNOS DE CNC PARTE 2: CICLOS FIJOS EN TORNO: G68, G69. CICLOS FIJOS DE DESBASTADO. G81, G82. CICLOS FIJOS DE DESBASTADO DE TRAMOS RECTOS. G84, G85. CICLOS FIJOS DE DESBASTADO
TEMA 7. PROGRAMACIÓN BÁSICA DE TORNOS DE CNC PARTE 2: CICLOS FIJOS EN TORNO: G68, G69. CICLOS FIJOS DE DESBASTADO. G81, G82. CICLOS FIJOS DE DESBASTADO DE TRAMOS RECTOS. G84, G85. CICLOS FIJOS DE DESBASTADO
CENTRO DE MAQUINADO HAAS CÓDIGOS G. Códigos comunes. Códigos de unidades que cambian entre maquinas
 CENTRO DE MAQUINADO HAAS CÓDIGOS G Códigos comunes Códigos de unidades que cambian entre maquinas G00 Posicionamiento con movimiento rápido (Grupo 01) G01 Movimiento de interpolación lineal (Grupo 01)
CENTRO DE MAQUINADO HAAS CÓDIGOS G Códigos comunes Códigos de unidades que cambian entre maquinas G00 Posicionamiento con movimiento rápido (Grupo 01) G01 Movimiento de interpolación lineal (Grupo 01)
Lanbide ANEXO I PROGRAMA FORMATIVO TÉCNICO DE MECANIZADO EN CAM. Euskal Enplegu Zerbitzua Servicio Vasco de Empleo
 Lanbide Euskal Enplegu Zerbitzua Servicio Vasco de Empleo ANEXO I PROGRAMA FORMATIVO TÉCNICO DE MECANIZADO EN CAM 1 DATOS GENERALES DE LA ESPECIALIDAD 1. Familia Profesional: Fabricación Mecánica Área
Lanbide Euskal Enplegu Zerbitzua Servicio Vasco de Empleo ANEXO I PROGRAMA FORMATIVO TÉCNICO DE MECANIZADO EN CAM 1 DATOS GENERALES DE LA ESPECIALIDAD 1. Familia Profesional: Fabricación Mecánica Área
ELEMENTO VISUAL DETALLE. 1 Campo de manejo MA Máquina PA PR SV DG STOP. Parámetro Programación Servicios Diagnosis Parada. 2 Estado del programa
 II.PROGRAMACIÓN CNC TORNO 6TO AÑO Programación y manejo de un torno cnc con controlador de la marca siemens del tipo sinumerik 802 s/c Esta es una guía básica sobre operación y programación en un torno
II.PROGRAMACIÓN CNC TORNO 6TO AÑO Programación y manejo de un torno cnc con controlador de la marca siemens del tipo sinumerik 802 s/c Esta es una guía básica sobre operación y programación en un torno
PROGRAMA EDUCATIVO HOJA DE ASIGNATURA CON DESGLOSE DE UNIDADES TEMÁTICAS
 PROGRAMA EDUCATIVO HOJA DE ASIGNATURA CON DESGLOSE DE UNIDADES TEMÁTICAS 1. Nombre de la asignatura Optativa I - Tópicos de Manufactura Asistida por Computadora 2. Competencias Diseñar y Manufacturar piezas
PROGRAMA EDUCATIVO HOJA DE ASIGNATURA CON DESGLOSE DE UNIDADES TEMÁTICAS 1. Nombre de la asignatura Optativa I - Tópicos de Manufactura Asistida por Computadora 2. Competencias Diseñar y Manufacturar piezas
EL TORNO C O N T E N I D O
 C O N T E N I D O El Torno Especificaciones del torno Tipos de tornos Herramientas para tornear Torneado de conos externos Torneado de conos internos Roscado en el torno Parámetros de corte Fluidos de
C O N T E N I D O El Torno Especificaciones del torno Tipos de tornos Herramientas para tornear Torneado de conos externos Torneado de conos internos Roscado en el torno Parámetros de corte Fluidos de
Programa de la asignatura Curso: 2007 / 2008 PROCESOS DE FABRICACIÓN (3288)
") Programa de la asignatura Curso: 2007 / 2008 PROCESOS DE FABRICACIÓN (3288) PROFESORADO Profesor/es: FRANCISCO JAVIER GÓMEZ GIL - correo-e: fjggil@ubu.es FICHA TÉCNICA Titulación: INGENIERÍA TÉCNICA INDUSTRIAL:
Programa de la asignatura Curso: 2007 / 2008 PROCESOS DE FABRICACIÓN (3288) PROFESORADO Profesor/es: FRANCISCO JAVIER GÓMEZ GIL - correo-e: fjggil@ubu.es FICHA TÉCNICA Titulación: INGENIERÍA TÉCNICA INDUSTRIAL:
Manual de Programación Torno CNC con FANUC series 0i
 anual de Programación Torno CNC con FANUC series 0i por RODRIGO O. GALETTO Técnico ecánico especialista en aquinas Herramientas http://rodrigogaletto. anual de Programación Torno CNC con FANUC series 0i
anual de Programación Torno CNC con FANUC series 0i por RODRIGO O. GALETTO Técnico ecánico especialista en aquinas Herramientas http://rodrigogaletto. anual de Programación Torno CNC con FANUC series 0i
TORNOS CNC Arranque de viruta
 L 28HS Torno CNC de bancada plana ideal para centros de formación. Bancada de fundición de hierro gris con guías templadas por inducción (HRC 42-52) y rectificado de precisión. Rodillos de precisión para
L 28HS Torno CNC de bancada plana ideal para centros de formación. Bancada de fundición de hierro gris con guías templadas por inducción (HRC 42-52) y rectificado de precisión. Rodillos de precisión para
Sistemas de Producción y Fabricación. Práctica 2
 Sistemas de Producción y Fabricación Práctica 2 CAD-CAM Torneado OBJETIVOS DE LA PRÁCTICA: Utilización de un programa CAD-CAM para el desarrollo de programas de CN de torneado. INTRODUCCIÓN: La programación
Sistemas de Producción y Fabricación Práctica 2 CAD-CAM Torneado OBJETIVOS DE LA PRÁCTICA: Utilización de un programa CAD-CAM para el desarrollo de programas de CN de torneado. INTRODUCCIÓN: La programación
MÓDULO Programación Básica de códigos ISO
 BÁSICO Programación Básica de códigos ISO 1. FUNDAMENTOS DE LA PROGRAMACIÓN. a. Introducción a la programación manual b. Programación de puntos para los c. Sistemas de programación. (Incremental y absoluto)
BÁSICO Programación Básica de códigos ISO 1. FUNDAMENTOS DE LA PROGRAMACIÓN. a. Introducción a la programación manual b. Programación de puntos para los c. Sistemas de programación. (Incremental y absoluto)
MEMORIA JUSTIFICATIVA
 MEMORIA JUSTIFICATIVA AYUDAS DE LA UNIVERSIDAD DE SALAMANCA PARA LOS PROYECTOS ESTRATÉGICOS DE FORMACIÓN Y MEJORA DOCENTE CONVOCATORIA DE 2011 TÍTULO DEL PROYECTO: Elaboración de material docente para
MEMORIA JUSTIFICATIVA AYUDAS DE LA UNIVERSIDAD DE SALAMANCA PARA LOS PROYECTOS ESTRATÉGICOS DE FORMACIÓN Y MEJORA DOCENTE CONVOCATORIA DE 2011 TÍTULO DEL PROYECTO: Elaboración de material docente para
PROGRAMACION DESCRIPCION DE PALABRAS Y CODIGOS G
 PROGRAMACION DESCRIPCION DE PALABRAS Y CODIGOS G A pesar de que el control en general aceptara palabras de programación de partes en cualquier secuencia, se recomienda que la palabra para cada bloque sea
PROGRAMACION DESCRIPCION DE PALABRAS Y CODIGOS G A pesar de que el control en general aceptara palabras de programación de partes en cualquier secuencia, se recomienda que la palabra para cada bloque sea
REGLADA REV. 0 Pág.: 1 / 5
 REGLADA REV. 0 Pág.: 1 / 5 Identificación del curso. Denominación Crédito formativo Código del curso Área competencial Subárea competencial Cualificación profesional Unidad /Ambito de competencia Modulo
REGLADA REV. 0 Pág.: 1 / 5 Identificación del curso. Denominación Crédito formativo Código del curso Área competencial Subárea competencial Cualificación profesional Unidad /Ambito de competencia Modulo
COMO OPERAR UN CNC SINUMERIK 802 S/C
 COMO OPERAR UN CNC SINUMERIK 802 S/C Esta es una guía básica sobre operación y programación en un torno con control numérico Siemens, específicamente en el control Sinumerik 802 S/C. No pretende ser un
COMO OPERAR UN CNC SINUMERIK 802 S/C Esta es una guía básica sobre operación y programación en un torno con control numérico Siemens, específicamente en el control Sinumerik 802 S/C. No pretende ser un
Torneado pieza #4... i. Contenido... i. 1. Descripción... iii. 2. Herramientas... iii Herramienta para tornear (T1)... iv
... iv") TORNEADO PIEZA #4 Contenido Torneado pieza #4... i Contenido... i 1. Descripción... iii 2. Herramientas... iii 2.1. Herramienta para tornear (T1)... iv 2.2. Herramienta para ranurar (T2)... iv 2.3. Herramienta
TORNEADO PIEZA #4 Contenido Torneado pieza #4... i Contenido... i 1. Descripción... iii 2. Herramientas... iii 2.1. Herramienta para tornear (T1)... iv 2.2. Herramienta para ranurar (T2)... iv 2.3. Herramienta
Torneado pieza #3... i. Contenido... i. 1. Descripción... iii. 2. Herramientas... iii Broca (T1)... iv Escariador (T2)...
... iv Escariador (T2)...") TORNEADO PIEZA #3 Contenido Torneado pieza #3... i Contenido... i 1. Descripción... iii 2. Herramientas... iii 2.1. Broca (T1)... iv 2.2. Escariador (T2)... iv 2.3. Barra de mandrinar para torno (T3)...
TORNEADO PIEZA #3 Contenido Torneado pieza #3... i Contenido... i 1. Descripción... iii 2. Herramientas... iii 2.1. Broca (T1)... iv 2.2. Escariador (T2)... iv 2.3. Barra de mandrinar para torno (T3)...
La compensación de radio de herramienta, permite programar directamente el contorno de la pieza sin tener en cuenta las dimensiones de la herramienta.
 6.16. COMPENSACION DE RADIO DE HERRAMIENTA En los trabajos habituales de fresado, es necesario calcular y definir la trayectoria de la herramienta teniendo en cuenta el radio de la misma, de forma que
6.16. COMPENSACION DE RADIO DE HERRAMIENTA En los trabajos habituales de fresado, es necesario calcular y definir la trayectoria de la herramienta teniendo en cuenta el radio de la misma, de forma que
TÉCNICO SUPERIOR UNIVERSITARIO EN MANUFACTURA AERONÁUTICA ÁREA MAQUINADOS DE PRECISIÓN EN COMPETENCIAS PROFESIONALES ASIGNATURA DE MECANIZADO CNC
 TÉCNICO SUPERIOR UNIVERSITARIO EN MANUFACTURA AERONÁUTICA ÁREA MAQUINADOS DE PRECISIÓN EN COMPETENCIAS PROFESIONALES ASIGNATURA DE MECANIZADO CNC 1. Competencias Desarrollar la manufactura de piezas aeronáuticas
TÉCNICO SUPERIOR UNIVERSITARIO EN MANUFACTURA AERONÁUTICA ÁREA MAQUINADOS DE PRECISIÓN EN COMPETENCIAS PROFESIONALES ASIGNATURA DE MECANIZADO CNC 1. Competencias Desarrollar la manufactura de piezas aeronáuticas
Torneado CNC - Cilindrado
 Torneado CNC - Cilindrado Ejemplo: Reducción de diámetro en un segmento extremo de barra Modos de programación posibles Modo Convencional, trayectoria de la herramienta --- Aplicación de Subrutina Estándar
Torneado CNC - Cilindrado Ejemplo: Reducción de diámetro en un segmento extremo de barra Modos de programación posibles Modo Convencional, trayectoria de la herramienta --- Aplicación de Subrutina Estándar
TECNOLOGÍA MECANICA I 2017
 TECNOLOGÍA MECANICA I 2017 Informe TP N o 7. Continuación Tema: Fresado: Hoja de instrucciones Comisión Nº Apellido y nombre Mat. N o Fecha de corrección:././. Docente Revisor: Calificación: Observaciones:
TECNOLOGÍA MECANICA I 2017 Informe TP N o 7. Continuación Tema: Fresado: Hoja de instrucciones Comisión Nº Apellido y nombre Mat. N o Fecha de corrección:././. Docente Revisor: Calificación: Observaciones:
Tecnología Mecánica. Fac. de Ingeniería Univ. Nac. de La Pampa. Procesos de remoción de Material: Corte III
 Tecnología Mecánica Procesos de remoción de Material: Corte III Contenido 2 Introducción Clasificación de procesos Generan formas circulares y Taladrado Generan formas prismáticas, Planeado y Perfilado
Tecnología Mecánica Procesos de remoción de Material: Corte III Contenido 2 Introducción Clasificación de procesos Generan formas circulares y Taladrado Generan formas prismáticas, Planeado y Perfilado
FORMULARIO PARA EL MAQUINADO POR DESCARGAS ELÉCTRICAS: FORMULARIO PARA EL CORTE CON SIERRAS: FORMULARIO PARA EL MAQUINADO POR TORNEADO:
 FORMULARIO PARA EL MAQUINADO POR DESCARGAS ELÉCTRICAS: V = volumen del material a remover (mm 3 ). v R = velocidad de remoción del material ( ) FORMULARIO PARA EL CORTE CON SIERRAS: S = superficie efectiva
FORMULARIO PARA EL MAQUINADO POR DESCARGAS ELÉCTRICAS: V = volumen del material a remover (mm 3 ). v R = velocidad de remoción del material ( ) FORMULARIO PARA EL CORTE CON SIERRAS: S = superficie efectiva
Control numérico. ORTEGA CABEZÓN Alberto Ejemplo 1
 ORTEGA CABEZÓN Alberto 07336 Control numérico Ejemplo 1 N010 G53 X0 Y0 Z0 (traslado de origen) N020 G53 N030 T1.1 (seleccion de herramiente) N040 M06 (cambio de herramiena) N050 G00 G90 X0 Y0 Z10 (posicionamiento
ORTEGA CABEZÓN Alberto 07336 Control numérico Ejemplo 1 N010 G53 X0 Y0 Z0 (traslado de origen) N020 G53 N030 T1.1 (seleccion de herramiente) N040 M06 (cambio de herramiena) N050 G00 G90 X0 Y0 Z10 (posicionamiento
Centro de reafilado CNC Modelo UW I D
 Centro de reafilado CNC Modelo UW I D Con 5 ejes controlados NC Intercambiador de muelas totalmente automático y cargador de piezas Una máquina compacta y flexible Un producto de SAACKE para el siglo 21
Centro de reafilado CNC Modelo UW I D Con 5 ejes controlados NC Intercambiador de muelas totalmente automático y cargador de piezas Una máquina compacta y flexible Un producto de SAACKE para el siglo 21
Mecanizado para Torno Fresador CNC
 Mecanizado para Torno Fresador CNC Nos enorgullece presentar nuestro nuevo sistema de Torneado, este sistema representa un gran paso para BobCAD-CAM, por que finaliza nuestro paquete completo de soluciones
Mecanizado para Torno Fresador CNC Nos enorgullece presentar nuestro nuevo sistema de Torneado, este sistema representa un gran paso para BobCAD-CAM, por que finaliza nuestro paquete completo de soluciones
Funciones de las teclas
 Funciones de las teclas SKIP (no se ejecutan bloques de secuencia opcional. DRY RUN (recorrido de prueba de programas) OPT STOP (parada de programa con M01) Reset Mecanizado bloque a bloque(sbl) Parar/arrancar
Funciones de las teclas SKIP (no se ejecutan bloques de secuencia opcional. DRY RUN (recorrido de prueba de programas) OPT STOP (parada de programa con M01) Reset Mecanizado bloque a bloque(sbl) Parar/arrancar
MS 3. SISTEMA DE SEGURIDAD PARA ELECTROHUSILLOS DE MÁQUINA HERRAMIENTA
 MS 3. SISTEMA DE SEGURIDAD PARA ELECTROHUSILLOS DE MÁQUINA HERRAMIENTA PROTECCIÓN CONTRA COLISIONES Las colisiones a velocidades de avance elevadas pueden provocar daños sustanciales. Se han realizado
MS 3. SISTEMA DE SEGURIDAD PARA ELECTROHUSILLOS DE MÁQUINA HERRAMIENTA PROTECCIÓN CONTRA COLISIONES Las colisiones a velocidades de avance elevadas pueden provocar daños sustanciales. Se han realizado
PRÁCTICA nº 3 CICLOS FIJOS (G68,G69, G88)
") PRÁCTICA nº 3 CICLOS FIJOS (G68,G69, G88) 1.1 Ciclos fijos La misión de un ciclo fijo es facilitar la programación de operaciones típicas de torneado, siendo posible programar en una sola línea operaciones
PRÁCTICA nº 3 CICLOS FIJOS (G68,G69, G88) 1.1 Ciclos fijos La misión de un ciclo fijo es facilitar la programación de operaciones típicas de torneado, siendo posible programar en una sola línea operaciones
de C.N.C. Apuntes 01 Programación CNC Torno Guillermo Casado Este documento puede quedar obsoleto una vez impreso
 Apuntes de C.N.C. 01 Programación CNC Torno Guillermo Casado Este documento puede quedar obsoleto una vez impreso Revisón: R4 Índice de contenidos 1.- Programación en CNC Torno...3 2.- Funciones G...9
Apuntes de C.N.C. 01 Programación CNC Torno Guillermo Casado Este documento puede quedar obsoleto una vez impreso Revisón: R4 Índice de contenidos 1.- Programación en CNC Torno...3 2.- Funciones G...9
NORMA DE COMPETENCIA LABORAL
 Página 1 de 6 VERSION REGIONAL VERSION AVALADA MESA SECTORIAL MESA SECTORIAL METALMECÁNICA CALDAS CENTRO CENTRO DE AUTOMATIZACIÓN INDUSTRIAL - CALDAS MARÍA TERESA ACEVEDO GONZÁLEZ VERSION 1 FECHA APROBACION
Página 1 de 6 VERSION REGIONAL VERSION AVALADA MESA SECTORIAL MESA SECTORIAL METALMECÁNICA CALDAS CENTRO CENTRO DE AUTOMATIZACIÓN INDUSTRIAL - CALDAS MARÍA TERESA ACEVEDO GONZÁLEZ VERSION 1 FECHA APROBACION
TORNOS DE SOBREMESA Arranque de viruta
 TU 1503V Torno compacto con velocidad electrónica ajustable. Perfecto para el modelista. Motor corriente continua. Bancada prismática de fundición gris, templada inductivamente y de gran precisión en el
TU 1503V Torno compacto con velocidad electrónica ajustable. Perfecto para el modelista. Motor corriente continua. Bancada prismática de fundición gris, templada inductivamente y de gran precisión en el
UNIVERSIDAD AUTONOMA DE BAJA CALIFORNIA
 UNIVERSIDAD AUTONOMA DE BAJA CALIFORNIA DIRECCION GENERAL DE ASUNTOS ACADEMICOS PROGRAMA DE ASIGNATURA POR COMPETENCIAS tlniversidai'l A. JMA DE BAJA CAUFv.. riia 1. Unidad Académica: 2. Programa (s) de
UNIVERSIDAD AUTONOMA DE BAJA CALIFORNIA DIRECCION GENERAL DE ASUNTOS ACADEMICOS PROGRAMA DE ASIGNATURA POR COMPETENCIAS tlniversidai'l A. JMA DE BAJA CAUFv.. riia 1. Unidad Académica: 2. Programa (s) de
CNC 8055 / CNC 8055i EJEMPLOS DE PROGRAMACIÓN (MODELO M ) (REF 0603) (ref 0603)
 (REF 0603) (ref 0603)") / i EJEMPLOS DE PROGRAMACIÓN () (ref 0603) Todos los derechos reservados. No puede reproducirse ninguna parte de esta documentación, transmitirse, transcribirse, almacenarse en un sistema de recuperación
/ i EJEMPLOS DE PROGRAMACIÓN () (ref 0603) Todos los derechos reservados. No puede reproducirse ninguna parte de esta documentación, transmitirse, transcribirse, almacenarse en un sistema de recuperación
ÍNDICE INDICE DE FIGURAS 4 INDICE DE TABLAS 6 1. INTRODUCCIÓN Objetivo y alcance del proyecto 10
 ÍNDICE INDICE DE FIGURAS 4 INDICE DE TABLAS 6 CAPÍTULO 1 1. INTRODUCCIÓN 9 1.1 Objetivo y alcance del proyecto 10 CAPÍTULO 2 2. FUNCIÓN, PLANO Y DATOS DE FABRICACIÓN DE LA PIEZA 13 2.1 Función de la pieza
ÍNDICE INDICE DE FIGURAS 4 INDICE DE TABLAS 6 CAPÍTULO 1 1. INTRODUCCIÓN 9 1.1 Objetivo y alcance del proyecto 10 CAPÍTULO 2 2. FUNCIÓN, PLANO Y DATOS DE FABRICACIÓN DE LA PIEZA 13 2.1 Función de la pieza
T M E A M R A I R O - Al A e l sa s do d r o a r s: Di D s i ti t nt n o t s t po p s o, de mon o t n a t nt n e f j i o y móv ó i v l,
 Departamento de Ingeniería Mecánica Tecnología Mecánica I 67.15 Unidad 6_B: Alesadoras 1 TEMARIO - Alesadoras: Distintos tipos, de montante fijo y móvil, verticales y horizontales, punteadoras etc. Principio
Departamento de Ingeniería Mecánica Tecnología Mecánica I 67.15 Unidad 6_B: Alesadoras 1 TEMARIO - Alesadoras: Distintos tipos, de montante fijo y móvil, verticales y horizontales, punteadoras etc. Principio
CNC 8055 MC MANUAL DE EJEMPLOS REF Ref. 0601
 MANUAL DE EJEMPLOS Ref. 0601 Todos los derechos reservados. No puede reproducirse ninguna parte de esta documentación, transmitirse, transcribirse, almacenarse en un sistema de recuperación de datos o
MANUAL DE EJEMPLOS Ref. 0601 Todos los derechos reservados. No puede reproducirse ninguna parte de esta documentación, transmitirse, transcribirse, almacenarse en un sistema de recuperación de datos o
PROCESOS DE MANUFACTURA
 PROCESOS DE MANUFACTURA Proceso Técnico Proceso Económico La manufactura la definen como el proceso de convertir la materia prima en productos. Incluye: El diseño del producto, La selección de la materia
PROCESOS DE MANUFACTURA Proceso Técnico Proceso Económico La manufactura la definen como el proceso de convertir la materia prima en productos. Incluye: El diseño del producto, La selección de la materia
Procesos de Fabricación II. Guía 7 y 8 1 PROCESOS DE FABRICACIÓN II
 Procesos de Fabricación II. Guía 7 y 8 1 PROCESOS DE FABRICACIÓN II Procesos de Fabricación II. Guía 7 y 8 1 Tema: FUNDAMENTOS DE FRESADO I Contenidos Identificación de las partes de la fresadora Operaciones
Procesos de Fabricación II. Guía 7 y 8 1 PROCESOS DE FABRICACIÓN II Procesos de Fabricación II. Guía 7 y 8 1 Tema: FUNDAMENTOS DE FRESADO I Contenidos Identificación de las partes de la fresadora Operaciones
Tema V: Procesos de Mecanizado. Escuela Politécnica Superior Tecnología Mecánica
 Tema V: Procesos de Mecanizado Escuela Politécnica Superior Tecnología Mecánica Índice Mecanizado con Filos Geométricamente Determinados Proceso de Torneado El torno paralelo. Componentes. Clases de tornos.
Tema V: Procesos de Mecanizado Escuela Politécnica Superior Tecnología Mecánica Índice Mecanizado con Filos Geométricamente Determinados Proceso de Torneado El torno paralelo. Componentes. Clases de tornos.
INGENIERÍA DE MANUFACTURA. Control Numérico por Computadora (CNC) Ing. Ricardo Jiménez
 Ing. Ricardo Jiménez") INGENIERÍA DE MANUFACTURA Control Numérico por Computadora (CNC) Ing. Ricardo Jiménez Introducción Control Numérico (CN) es el término original de esta tecnología. Actualmente es intercambiable con el
INGENIERÍA DE MANUFACTURA Control Numérico por Computadora (CNC) Ing. Ricardo Jiménez Introducción Control Numérico (CN) es el término original de esta tecnología. Actualmente es intercambiable con el
OPERACIONES CON MAQUINAS HERRAMIENTAS.
 . OPERACIONES CON MAQUINAS HERRAMIENTAS MAQUINAS HERRAMIENTAS: La máquina herramienta es un tipo de máquina que se utiliza para dar forma a piezas sólidas, principalmente metales. Su característica principal
. OPERACIONES CON MAQUINAS HERRAMIENTAS MAQUINAS HERRAMIENTAS: La máquina herramienta es un tipo de máquina que se utiliza para dar forma a piezas sólidas, principalmente metales. Su característica principal
CABEZAL Torno control numérico horizontal. Gama 3
 TORNOS CABEZAL Torno control numérico horizontal CODIGO 11101 DESPLAZAMIENTOS X= 190 Z= Y= 640 = CABEZAL Tipo motor c.a. TORRETA Potencia 11 Cono Tipo Motorizada Gama de velocidades n 1 n 2 Paso de barra
TORNOS CABEZAL Torno control numérico horizontal CODIGO 11101 DESPLAZAMIENTOS X= 190 Z= Y= 640 = CABEZAL Tipo motor c.a. TORRETA Potencia 11 Cono Tipo Motorizada Gama de velocidades n 1 n 2 Paso de barra
PREPARACION DE HERRAMIENTAS PARA EL CENTRO DE MECANIZADO LEADWELL V-20 ING. DANIEL A. RAMIREZ
 PREPARACION DE HERRAMIENTAS PARA EL CENTRO DE MECANIZADO LEADWELL V-20 ING. DANIEL A. RAMIREZ PREPARACION DE HERRAMIENTAS PARA EL SENSADO DE LA LONGITUD DE HERRAMIENTA Llevar la máquina a Home en el eje
PREPARACION DE HERRAMIENTAS PARA EL CENTRO DE MECANIZADO LEADWELL V-20 ING. DANIEL A. RAMIREZ PREPARACION DE HERRAMIENTAS PARA EL SENSADO DE LA LONGITUD DE HERRAMIENTA Llevar la máquina a Home en el eje
TEMA 12. PROGRAMACIÓN AVANZADA CON CONTROL NUMÉRICO
 TEMA 12. PROGRAMACIÓN AVANZADA CON CONTROL NUMÉRICO SUBRUTINAS ESTÁNDAR. SUBRUTINAS PARAMÉTRICAS. 2. PROGRAMACIÓN PARAMÉTRICA. PARÁMETROS. OPERACIONES CON PARÁMETROS. INDICADORES. FUNCIONES DE SALTO CONDICIONAL.
TEMA 12. PROGRAMACIÓN AVANZADA CON CONTROL NUMÉRICO SUBRUTINAS ESTÁNDAR. SUBRUTINAS PARAMÉTRICAS. 2. PROGRAMACIÓN PARAMÉTRICA. PARÁMETROS. OPERACIONES CON PARÁMETROS. INDICADORES. FUNCIONES DE SALTO CONDICIONAL.
Unidad 6_B: Alesadoras
 Departamento de Ingeniería a Mecánica Tecnología a Mecánica I 67.15 Unidad 6_B: Alesadoras 1 ALESADO Las máquinas m alesadoras están n destinadas principalmente a mandrinar (tornear) superficies cilíndricas
Departamento de Ingeniería a Mecánica Tecnología a Mecánica I 67.15 Unidad 6_B: Alesadoras 1 ALESADO Las máquinas m alesadoras están n destinadas principalmente a mandrinar (tornear) superficies cilíndricas
TEMA 18: Control Numérico para Máquinas-Herramienta
 Tema 18: Control Numérico para MH 1/12 MÓDULO III: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 18: Control Numérico para Máquinas-Herramienta TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE
Tema 18: Control Numérico para MH 1/12 MÓDULO III: MECANIZADO POR ARRANQUE DE VIRUTA TEMA 18: Control Numérico para Máquinas-Herramienta TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE
Tema VI: Procesos de Mecanizado II. Escuela Politécnica Superior Tecnología Mecánica
 Tema VI: Procesos de Mecanizado II Escuela Politécnica Superior Tecnología Mecánica Índice Proceso de Fresado Introducción Tipos de fresadoras Sujeción de piezas en la fresadora Operaciones de fresado
Tema VI: Procesos de Mecanizado II Escuela Politécnica Superior Tecnología Mecánica Índice Proceso de Fresado Introducción Tipos de fresadoras Sujeción de piezas en la fresadora Operaciones de fresado
1. Introducción a la programación 2. S.R. máquina S.R. pieza. Triedros de referencia 3. Hoja de procesos 4. Funciones de programación 5.
 FABRICACIÓN ASISTIDA POR ORDENADOR Control Numérico Tema 03: Índice 1. Introducción a la programación 2. S.R. máquina S.R. pieza. Triedros de referencia 3. Hoja de procesos 4. Funciones de programación
FABRICACIÓN ASISTIDA POR ORDENADOR Control Numérico Tema 03: Índice 1. Introducción a la programación 2. S.R. máquina S.R. pieza. Triedros de referencia 3. Hoja de procesos 4. Funciones de programación
ELITE CU PRO. Afiladora CNC de cuchillas de altas prestaciones.
 ELITE CU PRO Afiladora CNC de cuchillas de altas prestaciones. Máquina robusta, equipada con panel de control de muy fácil programación que permite el afilado y fabricación de cuchillas para la industria
ELITE CU PRO Afiladora CNC de cuchillas de altas prestaciones. Máquina robusta, equipada con panel de control de muy fácil programación que permite el afilado y fabricación de cuchillas para la industria
HERRAMIENTAS ROTATIVAS DE PCD. Máquina de electroerosión por disco para un mecanizado completo de herramientas con recubrimiento de PCD QXD 250
 HERRAMIENTAS ROTATIVAS DE PCD Máquina de electroerosión por disco para un mecanizado completo de herramientas con recubrimiento de PCD QXD 250 / HERRAMIENTAS ROTATIVAS DE PCD // EROSIÓN POR DISCO QUÉ PODEMOS
HERRAMIENTAS ROTATIVAS DE PCD Máquina de electroerosión por disco para un mecanizado completo de herramientas con recubrimiento de PCD QXD 250 / HERRAMIENTAS ROTATIVAS DE PCD // EROSIÓN POR DISCO QUÉ PODEMOS
Prácticas Presenciales
 PRÁCTICAS PRESENCIALES FRESADORA CNC Prácticas Presenciales Control Numérico y CAM Área: (M205) Control Numérico LUGAR DE CELEBRACIÓN Instalaciones de Fundación San Valero, en c/ Violeta Parra 9 50015
PRÁCTICAS PRESENCIALES FRESADORA CNC Prácticas Presenciales Control Numérico y CAM Área: (M205) Control Numérico LUGAR DE CELEBRACIÓN Instalaciones de Fundación San Valero, en c/ Violeta Parra 9 50015
SISTEMAS DE FABRICACIÓN FLEXIBLE. Ingeniería de Sistemas y Automática Tecnología de Fabricación y Tecnología de Máquinas
 SISTEMAS DE FABRICACIÓN Índice Introducción a los SFF Conceptos Básicos Características de la Fabricación Flexible Elementos de la Fabricación Flexible El control de células de Fabricación Selección de
SISTEMAS DE FABRICACIÓN Índice Introducción a los SFF Conceptos Básicos Características de la Fabricación Flexible Elementos de la Fabricación Flexible El control de células de Fabricación Selección de
PROCESOS II (9BN-I/M)
") ESCUELA COLOMBIANA DE CARRERAS INDUSTRIALES SEDE BOGOTÁ Programa de Asignatura Semestre: 2-2013 PROCESOS II (9BN-I/M) 30.9.4 Docente: Ing. Carlos Alberto Rodelo Agamez E mail: crodeloa@ecci.edu.co, carodeloagamez@gmail.com
ESCUELA COLOMBIANA DE CARRERAS INDUSTRIALES SEDE BOGOTÁ Programa de Asignatura Semestre: 2-2013 PROCESOS II (9BN-I/M) 30.9.4 Docente: Ing. Carlos Alberto Rodelo Agamez E mail: crodeloa@ecci.edu.co, carodeloagamez@gmail.com
Recursos de Aprendizaje
 Recursos de Aprendizaje Capitulo 1. Procesos con desprendimiento de viruta Contenido: 1. Procesos con desprendimiento de viruta 1.1 Procesos con desprendimiento de viruta 1.2 Maquinados convencionales
Recursos de Aprendizaje Capitulo 1. Procesos con desprendimiento de viruta Contenido: 1. Procesos con desprendimiento de viruta 1.1 Procesos con desprendimiento de viruta 1.2 Maquinados convencionales
Centro de reafilado CNC Modelo UW I G
 Centro de reafilado CNC Modelo UW I G Mecanizado completo de herramientas de hasta 630 mm de longitud La nueva dimensión en el rectificado de herramientas Un paquete de potencia altamente flexible 630
Centro de reafilado CNC Modelo UW I G Mecanizado completo de herramientas de hasta 630 mm de longitud La nueva dimensión en el rectificado de herramientas Un paquete de potencia altamente flexible 630
Profesor: Richard Ayacura Castillo
 PROCESOS DE FABRICACIÓN FRESADO Profesor: Richard Ayacura Castillo LICEO INDUSTRIAL VICENTE PEREZ ROSALES DEPARTAMENTO DE MECANICA INDUSTRIAL FRESADO 1. Introducción, movimientos. 2. Partes de la fresadora.
PROCESOS DE FABRICACIÓN FRESADO Profesor: Richard Ayacura Castillo LICEO INDUSTRIAL VICENTE PEREZ ROSALES DEPARTAMENTO DE MECANICA INDUSTRIAL FRESADO 1. Introducción, movimientos. 2. Partes de la fresadora.
Descripción. Tornos fáciles de usar con gran capacidad de arranque de viruta. Nueva generación SE
 Nueva generación SE Descripción Tornos fáciles de usar con gran capacidad de arranque de viruta La serie SE combina la capacidad de trabajo del torno convencional con las ventajas del CNC. Los SE son máquinas
Nueva generación SE Descripción Tornos fáciles de usar con gran capacidad de arranque de viruta La serie SE combina la capacidad de trabajo del torno convencional con las ventajas del CNC. Los SE son máquinas
4. PROGRAMACIÓN DE CNC. 4.1. TORNOS.
 4.1. TORNOS. DETERMINACIÓN DEL ORIGEN PIEZA REGLAJE DE LA HERRAMIENTA El reglaje de herramientas es la operación previa al mecanizado, mediante la cual se establece la distancia desde cada punta o extremo
4.1. TORNOS. DETERMINACIÓN DEL ORIGEN PIEZA REGLAJE DE LA HERRAMIENTA El reglaje de herramientas es la operación previa al mecanizado, mediante la cual se establece la distancia desde cada punta o extremo
Universidad Ricardo Palma PLAN DE ESTUDIOS 2006-II SÍLABO
 Universidad Ricardo Palma FACULTAD DE INGENIERÍA ESCUELA ACADÉMICO PROFESIONAL DE INGENIERÍA INDUSTRIAL DEPARTAMENTO ACADÉMICO DE INGENIERÍA SÍLABO 1. DATOS ADMINISTRATIVOS Nombre del curso : PROCESOS
Universidad Ricardo Palma FACULTAD DE INGENIERÍA ESCUELA ACADÉMICO PROFESIONAL DE INGENIERÍA INDUSTRIAL DEPARTAMENTO ACADÉMICO DE INGENIERÍA SÍLABO 1. DATOS ADMINISTRATIVOS Nombre del curso : PROCESOS
Características técnicas para la contratación suministro, entrega e instalación de un centro de mecanizado multiprocesos de alta productividad.
 Características técnicas para la contratación suministro, entrega e instalación de un centro de mecanizado multiprocesos de alta productividad. Elgoibar, 25 de noviembre de 2008 Centro de mecanizado multiprocesos
Características técnicas para la contratación suministro, entrega e instalación de un centro de mecanizado multiprocesos de alta productividad. Elgoibar, 25 de noviembre de 2008 Centro de mecanizado multiprocesos
TORNEADO POR CONTROL NUMÉRICO 1ª
 TEST PROJECT - 06 TORNEADO POR CONTROL NUMÉRICO 1ª Edición Convoca Patrocina Este documento, denominado Test Project, es un proyecto para que los competidores puedan practicar su preparación para el Campeonato
TEST PROJECT - 06 TORNEADO POR CONTROL NUMÉRICO 1ª Edición Convoca Patrocina Este documento, denominado Test Project, es un proyecto para que los competidores puedan practicar su preparación para el Campeonato
Lazos de Control. Procesamiento COMPARADOR. Pulsos de control TECLADO CONTROL. Señales de realimentación CORRECTOR MOTOR (L.C.) TACODÍNAMO CARRO GUÍA
 TACODÍNAMO CARRO GUÍA") Lazos de Control Lazo abierto (L.A) Lazo cerrado (L.C.) PC TECLADO CONTROL Pulsos de control Procesamiento COMPARADOR Señales de realimentación CORRECTOR TRANSDUCTOR DE POSICION TACODÍNAMO MOTOR (L.C.)
Lazos de Control Lazo abierto (L.A) Lazo cerrado (L.C.) PC TECLADO CONTROL Pulsos de control Procesamiento COMPARADOR Señales de realimentación CORRECTOR TRANSDUCTOR DE POSICION TACODÍNAMO MOTOR (L.C.)