Aplicación del Método de la Tapa. Geológica al Modelado de Compactación de Polvos. Presenta:
|
|
|
- Guillermo Gallego Maestre
- hace 7 años
- Vistas:
Transcripción
1 Aplicación del Método de la Tapa Presenta: Geológica al Modelado de Compactación de Polvos. Andrés Alejandro Ortega del Campo Rafael Ángel Rodríguez Cruz Roberto González Ojeda (U. P.) Cuauhtémoc Rubio Arana. San Miguel De Allende Gto. Octubre del 2005
2 INTRODUCCION
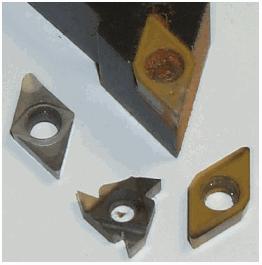
3 INTRODUCCIÓN La metalurgia de polvos MP es un procesamiento de metales en la que se producen partes a partir de polvos metálicos. La metalurgia de polvos es un proceso que permite fabricar productos de ingeniería utilizando materiales que incluyen: Polvos ferrosos y no ferrosos Cerámicos Metales duros Magnéticos Carbón Abrasivos Polvos para tabletas medicinales y dulces
4 En la secuencia usual de producción de la MP, el polvo metálico se compacta colocándolo en una cavidad cerrada (dado) bajo presión para darle la forma deseada. El material compactado es puesto en un horno y sinterizado en una atmósfera controlada a altas temperaturas, ocasionando que los polvos se unan y formen una masa dura y rígida. La compresión, llamada prensado, se realiza en una maquina tipo prensa cuyas herramientas se diseñan específicamente para la pieza a producir. Las herramientas, que consisten generalmente en un dado y uno o más punzones, pueden ser costosas y es por esto que la MP es mas adecuada para niveles medios o altos de producción.




5
6 En algunos casos, la conversión de emplear métodos de vaciado o forjado a MP ahorra hasta 40% en costos. Un componente sinterizado de calidad comparable puede ser más barato que uno forjado o vaciado. Permite controlar la porosidad de un componente para desarrollar la capacidad de autolubricación Permite gran consistencia y comportamiento predecible en el producto Las piezas están terminadas después del sinterizado ( en general, no necesitan maquinado posterior) Se utiliza más del 97% de la materia prima en la parte terminada Permite la fabricación de componentes de tungsteno, molibdeno y tantalio, que serían muy difíciles o imposibles de fabricar por su alto punto de fusión. Permite mezclar dos metales insolubles, incluso estando líquidos, o mezclas de metales y óxidos Tolerancias muy reducidas (0.013mm) y muy buen acabado superficial
7 La variación en la densidad del compactado puede tener un efecto considerable en las propiedades mecánicas, en el desempeño operacional de los componentes y producir distorsiones o grietas en la pieza después del sinterizado. Las principales causas de esta variación son: P Efectos de fricción con la pared del dado Punzon de accion simple Mezcla no uniforme de los polvos Distribución de densidad inicial del polvo Efectos de fricción dentro del polvo Alta densidad Punzon Polvos comprimidos Dado Geometría de la parte Baja densidad Fuerzas compresivas
8 La compactación de polvos se ha descrito por un largo tiempo y se ha establecido que el proceso muestra tres mecanismos de densificación: Reacomodo. La presión del polvo en esta etapa es muy baja y ocurre un deslizamiento entre las partículas, lo cual ocasiona un reacomodo entre ellas. Deformación o endurecimiento geométrico. Esta etapa involucra deformaciones tanto elásticas como plásticas debidas a las áreas de contacto entre las partículas. Estas se deforman plásticamente y cierran los espacios vacíos que existen entre ellas. Endurecimiento por deformación. En esta etapa el material se encuentra sometido a una presión muy alta y la resistencia al flujo del material se incrementa debido al endurecimiento por deformación del material

9 FENÓMENOS FÍSICOS INVOLUCRADOS EN LA COMPACTACIÓN Cohesión Preexistente. Creada por frotación de las partículas bajo presión. Destruida por el movimiento relativo de las partículas.

10 FENÓMENOS FÍSICOS INVOLUCRADOS EN LA COMPACTACIÓN Movimiento relativo Implica dilatación (incremento del volumen bajo esfuerzos cortantes, aún si la presión hidrostática es compresiva).

11 FENÓMENOS FÍSICOS INVOLUCRADOS EN LA COMPACTACIÓN Reacomodo Ocurre en la etapa inicial El alcance depende de la densidad inicial (menos densidad, más reacomodo). Depende de la cohesión y de la fricción interparticular. La fricción interparticular puede ser modificada por lubricantes. Los arcos se rompen y las partículas son forzadas a tomar configuraciones más compactas.

12 FENÓMENOS FÍSICOS INVOLUCRADOS EN LA COMPACTACIÓN Deformación plástica Ocurre después de la etapa de reacomodo. Las partículas experimentan primero deformación elástica y después plástica Algunas partículas se fracturan. Se reducen aún más los espacios vacíos entre las partículas.
13 Para el modelado exitoso del proceso de compactación de polvos se deben cumplir ciertos requerimientos: Dado que el polvo es una material compresible y con fricción, la densificación depende de la etapa de la compactación y el modelo de material debe reflejar las características de fricción y de cedencia del polvo. Durante la compactación, el polvo presenta endurecimiento por deformación, el volumen se reduce, los espacios de aire se cierran y las partículas se endurecen debido a la deformación plástica volumétrica. Dado que el proceso de compactación involucra una gran reducción en volumen, la formulación adoptada debe ser capaz de representar este proceso físico. Debe de considerarse que dos materiales diferentes están involucrados, los cuales tienen contacto y movimiento relativo en relación con el otro.
14 JUSTIFICACION La fabricación de partes complejas por compactación de polvos puede ser una tarea difícil, ya que dependiendo del diseño del juego de herramientas, de las posiciones de los punzones en la etapa de llenado, de las fuerzas del punzón durante la compactación, y del procedimiento de expulsión, las partes resultantes exhibirán una mayor o menor homogeneidad en la densidad y esto tiene como consecuencia que la pieza contenga o no grietas. Dado el elevado costo del herramental empleado, es necesario una herramienta que permita el diseño adecuado del proceso de compactación (forma y diseño de punzones y dados, movimiento de punzones, comportamiento del polvo en compresión) para disminuir o eliminar los diseños defectuosos.
15 MODELOS DE MATERIAL
16 Existen dos aproximaciones para simular numéricamente el comportamiento de los polvos metálicos: aproximaciones continuas y aproximaciones discretos. APROXIMACIONES CONTINUAS Son las más maduras en términos de desarrollo y aplicación. Requieren cinco entradas: Características de cedencia del material Fricción entre polvo y dado Geometría al inicio de la compactación Variación de densidad inicial Cinemática de la herramienta
17 APROXIMACIONES DISCRETAS Objetivos: Entender la interacción entre partículas modelando cada partícula. Analizar el comportamiento en compactación entre partículas dúctiles y frágiles. Predecir datos constitutivos que puedan introducirse en el análisis continuo.
18 MODELOS DE PLASTICIDAD PARA MATERIALES GRANULARES Al principio del proceso de compactación el material es altamente compresible y las deformaciones son casi completamente irrecuperables. Desde un punto de vista macroscópico el material puede entonces considerarse como un material poroso con un gran contenido de huecos y, consecuentemente, con una baja densidad inicial relativa. Durante las primeras etapas del proceso, la deformación aparente proviene de la reducción de los poros, por lo cual es irrecuperable. En las etapas posteriores el numero de contactos entre los granos se incrementa y las variaciones en la deformación aparente son debidas a la deformación elástica recuperable y a la deformación plástica de las partículas. En las etapas finales, la deformación es casi completamente elástica y el material se comporta elásticamente. La plasticidad de grandes deformaciones provee un marco de trabajo para simular la aparentemente gran deformación irrecuperable (granos+poros) asociada con la reducción de los poros así como a la más pequeña deformación elástica y plástica de las partículas del polvo.
19 Se han desarrollado varios modelos constitutivos para describir los efectos del estado de esfuerzo en la respuesta del material en polvo. En las aproximaciones continuas se pueden encontrar modelos elásticos, plásticos, viscoelásticos y viscoplásticos. Los modelos elasto-plásticos basados en materiales porosos (mecánica de suelos) son utilizados comúnmente para describir el comportamiento del material en polvo en procesos de compactación en frío.
 σ σ = sinφ")
20 MODELOS DE PLASTICIDAD PARA MATERIALES GRANULARES MOHR-COULOMB τ = c + σ tanφ ( 2c cot ) σ σ = sinφ σ + σ + φ
 ( ) ( ) 2 2 2 2 1 2 + 2 3 + 3 1 = 2 y σ")
21 MODELOS DE PLASTICIDAD PARA MATERIALES GRANULARES DRUCKER-PRAGER ( ) ( ) ( ) = 2 y σ σ σ σ σ σ σ
22 MODELOS DE PLASTICIDAD PARA MATERIALES GRANULARES Se utilizó un modelo de material conocido como modelo de tapa (Cap model) desarrollado originalmente por Dimaggio y Sandler en Este modelo consta de una superficie de cedencia que refleja la falla en cortante y en compresión del material y una segunda para reflejar la densificación o deformación volumétrica. f [ α γ exp ( βi ) + Θ ] 1 = J 2 1 I1 f 2 = J 2 1 R 2 [ X ( κ ) L( κ )] [ J L( κ )] 2 f 3 = Toff I 1 1 { 1 exp ( 1 0) } ε = p v W D I X p ε υ Fun. de enduecimiento
23 MODELOS DE PLASTICIDAD PARA MATERIALES GRANULARES SUPERFICIE DE CEDENCIA EN CORTANTE Tiene la siguiente forma funcional: Donde ( ) exp( ) J = f I = α γ βi + θi I1 = σ1+ σ2 + σ3 = 3p p = ( σ 1 + 2σ 3 )/ 3 σ 2 = σ 3 es el primer invariante del tensor de esfuerzos es el esfuerzo medio con en caso de una prueba hidrostática.
24 SUPERFICIE DE TAPA 1 J2 = f2( I1, κ) = X ( κ) L( κ) I1 L( κ) R ( κ) = κ+ ( κ) X Rf es la intersección de la superficie de tapa con el eje I 1 κ es la coordenada en I 1 de la intersección entre la superficie de capucha y la superficie de cedencia por cortante L ( κ ) κ si κ > 0 0 si κ 0
25 CARACTERIZACION DEL MATERIAL
26 El modelo contiene un número de parámetros los cuales deben ser seleccionados para que representen un material en particular y generalmente están basados en datos experimentales. ENTRADA DESCRIPCION BULK G ALPHA, THETA, BETA, GAMMA R Módulo volumétrico elástico Módulo de cortante elástico Parámetros de la superficie de cedencia en cortante. Elipticidad de la tapa D, W, X0 Parámetros de la superficie de compactación FTYPE Suelos 1 Concreto 2 TOFF Punto de corte en tensión
 Tamaño: 20-180 micrómetros Dureza: 105 HV0.025 Densidad aparente: 3.")
27 Universidad de Guanajuato POLVO METÁLICO DISTALOY AE 4% Ni, 1.5% Cu 0.5% Mo, 0.5% C, 1% cera Hoechst (lubricante interno) Tamaño: micrómetros Dureza: 105 HV0.025 Densidad aparente: 3.04 g/cm 3 Densidad total: 7.33 g/cm 3
28 CARACTERIZACIÓN DEL POLVO METÁLICO Diferencia de esfuerzos Esfuerzo medio Prueba triaxial Prensado uniaxial Prensado hidrostático
29 CARACTERIZACIÓN DEL POLVO METÁLICO MÓDULO VOLUMÉTRICO K = 500 MPa / 0.04 = 12.5 GPa I.C. Sinka, A.C.F. Cocks, C.J. Morrison & A. Lightfoot
30 CARACTERIZACIÓN DEL POLVO METÁLICO MÓDULO CORTANTE ( ν ) σ σ3 = p 1+ ν ν = K G = ( + ν ) ( ν ) G = GPa
31 CARACTERIZACIÓN DEL POLVO METÁLICO RESPUESTA A LA COMPACTACIÓN 8 7 DENSIDAD (Mg/m 3 ) PRESION (MPa) ε = ε + ε ε ε e p kk kk kk e kk p kk I 3K 1 = = p K { 1 exp ( ( κ) 0 ) } = W D X X Con los resultados publicados por Doremus y mediante un ajuste de la curva se llega a: D=3.2E-9, W=0.855, X o =0.0
32 CARACTERIZACIÓN DEL POLVO METÁLICO RESPUESTA A LA COMPACTACIÓN
33 CARACTERIZACIÓN DEL POLVO METÁLICO AJUSTE DE LA SUPERFICIE DE TAPA ELÍPTICA Ajuste a la curva con W=0.855,D=3.2E-9,R=6.0
34 CARACTERIZACIÓN DEL POLVO METÁLICO AJUSTE DE LA SUPERFICIE DE TAPA ELÍPTICA Ajuste a la curva con W=0.855,D=3.2E-9,R=6.0
35 CARACTERIZACIÓN DEL POLVO METÁLICO AJUSTE DE LA SUPERFICIE DE TAPA ELÍPTICA Ajuste a la curva con W=0.855,D=3.2E-9,R=6.0
36 IMPLEMENTACION EN LS-DYNA
37 ANÁLISIS EXPLÍCITOS En una aproximación explicita las fuerzas internas y externas son sumadas en cada nodo, y la aceleración nodal es calculada dividida por la masa nodal. La solución es desarrollada integrando la aceleración con respecto al tiempo. El método explícito se utiliza para la solución de problemas dinámicos tales como impacto, choque, etc. Para el método explicito, se usa un método de integración de diferencias centrales. La aceleración es evaluada en un tiempo t dado por: { } [ ] 1 ( ext int a ) t = M F t F t
38 Las velocidades y desplazamientos son entonces evaluados: donde: { V t + Δ t / 2} = { V t Δ t / 2} + { a t } Δt t { U t+ Δt } = { U t } + { Vt+Δ t / 2} Δtt+ Δt / 2 Δ t /2.5( ) t+δ t = Δ t+δtt+δt y Δ tt Δ t/2 =.5( Δt Δtt+Δt) La geometría es actualizada por la adición de incrementos de desplazamientos a la geometría inicial {X 0 } { x } = { x } + { U } t+δ t 0 t+δt
39 Para problemas no lineales: Una matriz de masa es requerida para simple inversión. Las ecuaciones inician no acopladas y pueden ser resueltas directamente (explícitamente). No se requiere la inversión de la matriz de rigidez. Todas las no linealidades (incluyendo contacto) están incluidos en el vector fuerza. El mayor costo computacional es el cálculo de las fuerzas internas No se necesitan comprobaciones de convergencia dado que las ecuaciones están desacopladas. Se requieren pasos de tiempo muy pequeños para mantener el límite de estabilidad
40 El procedimiento general para llevar acabo un análisis en LS- DYNA puede ser descrito con los siguientes pasos: Modelado. Aplicación de las condiciones de frontera. Solución. Revisión de resultados.
41 GEOMETRIA DE LA PIEZA (sincronizador) Kergadallan, ofrece datos de los efectos de la cinemática de los punzones. Componente usado como referencia en la red europea PM Modnet
42 PARAMETROS DE MATERIAL PARAMETRO VALOR RO 6.0X10 5 kg/m 3 BULK 1.25X10 10 G 5.544X10 9 ALPHA 6.0E+6 THETA GAMMA 0.0 BETA 0.0 R 6.0 D 3.2X10-9 W X0 0.0 C 0.0 N 0.0 TOFF 2.0X10 5
43 APLICACIÓN DE LAS CONDICIONES DE FRONTERA Después de la construcción del modelo el siguiente paso es aplicar las cargas a la estructura. En orden al comportamiento propio de la estructura, es necesario aplicar las cargas con respecto a un intervalo de tiempo especificado. Todas las cargas en un análisis explicito deben de ser dependientes del tiempo. Designar las porciones del modelo que recibirán las cargas como componentes (o partes para cuerpos rígidos ). Definir los arreglos de parámetros que contengan los intervalos de tiempo y los valores de la carga. Especificar curvas de carga Definir la dirección de las cargas si estas no actúan en el sistema global de coordenadas Aplicar las cargas al modelo.

44 APLICACIÓN DE LAS CARGAS

45 APLICACIÓN DE LAS CARGAS PUNZON SUPERIOR DADOS MOVILES `PUNZON INFERIOR
46 APLICACIÓN DE LAS CARGAS Pieza 9
47 APLICACIÓN DE LAS CARGAS Pieza 30
48 RESULTADOS

49 PRESION Pieza 30 Pieza 9
50 DESPLAZAMIENTOS Pieza 30 Pieza 9

51 DEFORMACION PLASTICA Pieza 30 Pieza 9
52 ESFUERZOS DE VON MISES Pieza 30 Pieza 9
53 ESFUERZOS CORTANTES MAXIMOS Pieza 30 Pieza 9

54 CURVAS DE DEFORMACION PLASTICA EN LOS ELEMENTOS CERCANOS A LA ESQUINA, PIEZA 9.

55 CURVAS DE DEFORMACION PLASTICA EN LOS ELEMENTOS CERCANOS A LA ESQUINA, PIEZA 30.
56 DISTRIBUCION DENSIDAD DENSIDAD DENSIDAD DENSIDAD DENSIDAD DENSIDAD REGION INICIAL RELATIVA RELATIVA DIF. ABSOLUTA ABSOLUTA DIF. g/cm 3 CALCULADA (%) MEDIDA (%) (%) CALCULADA MEDIDA a b c d e Pieza 9 DENSIDAD DENSIDAD DENSIDAD DENSIDAD DENSIDAD REGION INICIAL RELATIVA RELATIVA DIF. ABSOLUTA ABSOLUTA DIF. g/cm 3 CALCULADA (%) MEDIDA (%) (%) CALCULADA MEDIDA a b c d e Pieza 30
57
58 DISTRIBUCION DENSIDAD DENSIDAD DENSIDAD DENSIDAD DIFERENCIA DENSIDAD DENSIDAD DIFERENCIA INICIAL RELATIVA RELATIVA RELATIVA CALCULADA MEDIDA g/cm 3 CALCULADA MEDIDA REGION A REGION B REGION C REGION D REGION E Pieza 30 Densidad inicial diferente. Precisión dentro de 0.1 g/cm 3
59 COMPARACION DE TRABAJOS Datos de entrada Simulación Modelo Rigidez Densidad Coeficiente Tiempo Centro Componente constitutivo herramientas inicial fricción Remallado computo 1 Parte 34 Cam Clay Elástica Si 60 min 2 Parte 9 D-P-C Rígida Una vez 210 min 3 Parte 9 Cap Elástica Uniforme y Depende de ALE 45 min no uniforme la densidad 4 Parte 9 Cam Clay Rígida Uniforme y Fijo y depende No 60 min no uniforme del esfuerzo 5 Parte 9 Cap Rígida No 75 min
60 COMPARACION DE TRABAJOS Centro 1 Centro 2 Centro 3 Centro 4 Centro 5 Parte 34 Parte 9 Parte 9 Parte 9 Parte 9 Región Exp. Modelo Exp. Caso 1 Caso 2 Caso 1 Caso 2 Caso 3 Caso 1 Caso 2 Caso 3 Caso 4 Caso 1 a * * * b * * c * * * d * 6.90* * e * Precisión dentro de 0.1 g/cm 3 + Precisión dentro de 0.05 g/cm 3 ++ Precisión dentro de 0.2 g/cm 3
61 CONCLUSIONES
62 OBSERVACIONES Y CONCLUSIONES Se implementó el modelo de material de tapa geológica MAT25 en ANSYS/LS-DYNA para la simulación de compactación de polvos metálicos. Se desarrolló una simulación para ajustar el comportamiento del polvo metálico en una prueba triaxial a varias presiones de consolidación (100, 300 y 500 MPa). El modelo de tapa geológica utilizado no considera la variación de los parámetros elásticos como son el módulo de Young, el módulo de cortante y la razón de Poisson, aunque varias investigaciones demuestran que estos parámetros cambian continuamente a la largo de todo el proceso de compactación. Esto es debido al cambio de la estructura del material cuando se deforman las partículas de polvo, de tal manera que el material se endurece y aumentan las fuerzas de unión entre las partículas.
63 OBSERVACIONES Y CONCLUSIONES Es fácil ajustar manualmente la respuesta del material a la compactación hidrostática, aunque se requiere de una ecuación p diferente a la ec. ε v = W{ 1 exp D( J1 X0) } para ajustar mejor la región de baja presión. El parámetro R se antoja demasiado grande, pues en trabajos similares a éste el valor de R varía de 0.8 a 2.0. Sin embargo, el modelado del comportamiento del polvo en las pruebas triaxiales para altas presiones de consolidación es adecuado. La simulación de prueba triaxial a la presión de consolidación de 100 MPa presentan una desviación importante respecto de los datos experimentales. Se encontró que el incremento en la magnitud del parámetro de densidad inicial no influye significativamente en la predicción de esfuerzos y deformaciones del modelo y sí disminuye el tiempo de computación.
64 OBSERVACIONES Y CONCLUSIONES Se obtuvieron gráficas de contorno de presión, esfuerzos efectivos de Von Mises, deformación plástica y desplazamiento resultante para las dos piezas analizadas en el instante posterior a la compactación. Los contornos de presión final muestran que puede conseguirse una distribución de presión adecuada para cada región de la pieza a partir del movimiento de los dados y punzones: en la región del reborde de la pieza 30, la cual inicia con una densidad inicial relativamente baja, es necesaria una presión alta para conseguir una densidad final homogénea en toda la pieza. En la pieza 9, por el contrario, la cinemática de los punzones produce una presión alta en el cubo de la pieza y baja en el reborde.
65 OBSERVACIONES Y CONCLUSIONES Los contornos de esfuerzo de Von Mises muestran una distribución homogénea en la mayor parte de ambas piezas con un valor promedio de 45 MPa y algunas regiones alcanzan esfuerzos de alrededor de 100 MPa. Estos esfuerzos no significan un problema, pues se encuentran por debajo del límite de cedencia del material y no ocasionan grietas en el proceso de compactación, pero sí podrían provocar distorsiones de forma en el sinterizado. Sin embargo, la principal causa de defectos en las partes fabricadas por MP es debida a la mala distribución de la densidad. La distribución de densidad calculada excedió por mucho el error permitido para la región del reborde de la pieza 9, pero es adecuada para la región del cubo. Esto es debido al pobre ajuste en la respuesta de compactación del polvo en la región de baja presión en la prueba de compresión hidrostática.
66 OBSERVACIONES Y CONCLUSIONES Se obtuvo una correlación dentro de 0.22 g/cm3 entre la distribución de densidades medidas y las calculadas para la pieza 30 en todas las regiones de la pieza. La densidad inicial propuesta para ambas piezas tiene cierta incertidumbre según M. Oldenburg y propone que el valor inicial oscile entre 3.01 g/cm 3 y 3.58 g/cm 3. Tomando esto en cuenta, si las densidades iniciales cambian a 3.53 g/cm 3 para el cubo y 3.27 g/cm 3 para el reborde (una variación de 0.06 g/cm 3 respecto a la densidad inicial especificada), la densidad calculada se encontrará dentro del rango aceptable de 0.1 g/cm 3 Se mostró que el presente modelo de material describe adecuadamente el comportamiento cualitativo y cuantitativo del polvo metálico durante la compactación en este último caso de estudio.
67 OBSERVACIONES Y CONCLUSIONES La presente simulación predijo la aparición de una grieta en la pieza 9. Tal grieta es resultado de una sincronización inadecuada en el movimiento de los punzones, lo que se muestra en los contornos de desplazamientos resultantes, al no existir un desplazamiento homogéneo en el polvo. La grieta puede evitarse modificando la cinemática de los punzones.
68 RECOMENDACIONES
69 SUGERENCIAS PARA TRABAJOS FUTUROS Es posible mejorar la simulación de la compactación del polvo metálico modificando el modelo de material propuesto. Esto incluye implementar la variación de las propiedades elásticas del material, tales como el módulo de Young, módulo cortante y razón de Poisson. Se puede modificar la ecuación que describe la respuesta a la compactación, pues la región simulada de baja presión presenta una desviación importante respecto de los datos experimentales. También es conveniente la adición de un parámetro en la ecuación de respuesta a la compactación que indique el nivel de porosidad actual del material, de manera que la posición de inicio en la curva de compactación sea la adecuada para el estado inicial del polvo.
70 SUGERENCIAS PARA TRABAJOS FUTUROS Algunos trabajos también han demostrado que el coeficiente de fricción entre el polvo y las paredes del molde varía conforme progresa el proceso de compactación. Por tanto, la implementación de un modelo con coeficiente de fricción variable mejoraría la respuesta simulada del polvo. La distorsión de forma final de algunos elementos cercanos a la grieta de la pieza 9 muestran que es posible mejorar el comportamiento del modelo si se emplea una formulación arbitraria Lagrangiana--Euleriana (ALE), la cual permite flujo de material entre los elementos, lo que mantendría una malla relativamente uniforme en las etapas avanzadas de la compactación.
71 SUGERENCIAS PARA TRABAJOS FUTUROS Un caso de estudio más complicado es el de una pieza en forma de H. La pieza y el proceso de compactación presentado en este trabajo, una pieza en L, es el caso de estudio más simple encontrado en la literatura, pero también el más analizado y por eso se utiliza como referencia para varios centros de investigación que simulan el comportamiento del polvo metálico en la compactación. Existe menos información de la pieza en H, pero suficiente para comparar resultados experimentales y simulados por medio de un modelo de compactación de polvos. La dificultad de la pieza en H estriba en el mayor número de punzones y dados y en la geometría más complicada, lo cual exige una mayor exactitud del modelo para la obtención de resultados aceptables.
72 GRACIAS POR SU ATENCION
13. SINTERIZADO PULVIMETALURGIA CARACTERÍSTICAS CARACTERIZACÓN DE POLVOS PROPIEDADES DE LA MASA DE POLVOS
 13. SINTERIZADO 1 Materiales I 13/14 ÍNDICE CARACTERÍSTICAS CARACTERIZACÓN DE POLVOS PROPIEDADES DE LA MASA DE POLVOS COMPRESIBILIDAD RESISTENCIA EN VERDE SINTERABILIDAD COMPACTACIÓN DE POLVOS METÁLICOS
13. SINTERIZADO 1 Materiales I 13/14 ÍNDICE CARACTERÍSTICAS CARACTERIZACÓN DE POLVOS PROPIEDADES DE LA MASA DE POLVOS COMPRESIBILIDAD RESISTENCIA EN VERDE SINTERABILIDAD COMPACTACIÓN DE POLVOS METÁLICOS
PROCESO DE EXTRUSIÓN PROCESOS II ING. CARLOS RODELO A
 PROCESO DE EXTRUSIÓN CONTENIDO Definición y Clasificación de los Procesos Equipos y sus Características Técnicas Variables Principales del Proceso Defectos Análisis de Extrusión PROCESOS I Definición Es
PROCESO DE EXTRUSIÓN CONTENIDO Definición y Clasificación de los Procesos Equipos y sus Características Técnicas Variables Principales del Proceso Defectos Análisis de Extrusión PROCESOS I Definición Es
FEM para Mecánica 3D. Miguel Ángel Otaduy. Animación Avanzada 7 de Marzo de 2014
 FEM para Mecánica 3D Miguel Ángel Otaduy Animación Avanzada 7 de Marzo de 2014 Índice Repaso Hoy Funciones de forma Formulación fuerte formulación débil Matriz de rigidez Ec. de elasticidad en 3D Deformación
FEM para Mecánica 3D Miguel Ángel Otaduy Animación Avanzada 7 de Marzo de 2014 Índice Repaso Hoy Funciones de forma Formulación fuerte formulación débil Matriz de rigidez Ec. de elasticidad en 3D Deformación
PROCESO DE TREFILADO
 Transformación plástica primaria PROCESOS DE CONFORMADO MECÁNICO PROCESOS DE CONFORMADO LINGOTES LÁMINAS PROCESAMIENTO DE POLVO FORJA LAMINACIÓN EXTRUSIÓN CONFORMADO DE LÁMINAS METÁLICAS CONFORMADO SUPERPLÁSTICO
Transformación plástica primaria PROCESOS DE CONFORMADO MECÁNICO PROCESOS DE CONFORMADO LINGOTES LÁMINAS PROCESAMIENTO DE POLVO FORJA LAMINACIÓN EXTRUSIÓN CONFORMADO DE LÁMINAS METÁLICAS CONFORMADO SUPERPLÁSTICO
CAPITULO 6. Análisis Dimensional y Semejanza Dinámica
 CAPITULO 6. Análisis Dimensional y Semejanza Dinámica Debido a que son pocos los flujos reales que pueden ser resueltos con exactitud sólo mediante métodos analíticos, el desarrollo de la mecánica de fluidos
CAPITULO 6. Análisis Dimensional y Semejanza Dinámica Debido a que son pocos los flujos reales que pueden ser resueltos con exactitud sólo mediante métodos analíticos, el desarrollo de la mecánica de fluidos
IX. Análisis dinámico de fuerzas
 Objetivos: IX. Análisis dinámico de fuerzas 1. Comprender la diferencia entre masa y peso. 2. Comprender como calcular el momento de masa de inercia de un objeto. 3. Recordar el teorema de ejes paralelos.
Objetivos: IX. Análisis dinámico de fuerzas 1. Comprender la diferencia entre masa y peso. 2. Comprender como calcular el momento de masa de inercia de un objeto. 3. Recordar el teorema de ejes paralelos.
INTRODUCCION 1.1.-PREAMBULO
 INTRODUCCION 1.1.-PREAMBULO El suelo en un sitio de construcción no siempre será totalmente adecuado para soportar estructuras como edificios, puentes, carreteras y presas. Los estratos de arcillas blanda
INTRODUCCION 1.1.-PREAMBULO El suelo en un sitio de construcción no siempre será totalmente adecuado para soportar estructuras como edificios, puentes, carreteras y presas. Los estratos de arcillas blanda
CONFORMACIÓN PLASTICA DE METALES: FORJA
 CONFORMACIÓN PLASTICA DE METALES: FORJA CONTENIDO Definición y Clasificación de los Procesos de Forja Equipos y sus Características Técnicas Variables Principales del Proceso Métodos Operativos (Equipos
CONFORMACIÓN PLASTICA DE METALES: FORJA CONTENIDO Definición y Clasificación de los Procesos de Forja Equipos y sus Características Técnicas Variables Principales del Proceso Métodos Operativos (Equipos
Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas
 Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas reflejada por bajos valores de dureza, produciendo mayor
Cuando una pieza de acero durante su tratamiento térmico sufre una oxidación superficial, esta experimenta pérdidas de sus propiedades mecánicas reflejada por bajos valores de dureza, produciendo mayor
TEMA 1: Fundición n en Arena
 Tema1: Fundición en Arena 1/18 MÓDULO I: FUNDICIÓN TEMA 1: Fundición n en Arena TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA Universidad del País s Vasco Euskal
Tema1: Fundición en Arena 1/18 MÓDULO I: FUNDICIÓN TEMA 1: Fundición n en Arena TECNOLOGÍAS DE FABRICACIÓN N Y TECNOLOGÍA A DE MÁQUINAS DPTO. DE INGENIERÍA A MECÁNICA Universidad del País s Vasco Euskal
2015, Año del Generalísimo José María Morelos y Pavón
 Nombre de la Asignatura: ROBOTICA Línea de Investigación o Trabajo: PROCESAMIENTO DE SEÑALES ELECTRICAS Y ELECTRONICAS Tiempo de dedicación del estudiante a las actividades de: DOC-TIS-TPS-CRÉDITOS 48
Nombre de la Asignatura: ROBOTICA Línea de Investigación o Trabajo: PROCESAMIENTO DE SEÑALES ELECTRICAS Y ELECTRONICAS Tiempo de dedicación del estudiante a las actividades de: DOC-TIS-TPS-CRÉDITOS 48
Ángulo de rozamiento interno y cohesión de un suelo. rozamiento. Estudiando el equilibrio en la dirección del plano de deslizamiento:
 Ángulo de rozamiento interno y cohesión de un suelo. Ángulo de rozamiento interno. Deslizamiento de un cuerpo sobre un plano inclinado. A Sin rozamiento rozamiento Ø Rozamiento muebles Ø P (peso cuerpo)
Ángulo de rozamiento interno y cohesión de un suelo. Ángulo de rozamiento interno. Deslizamiento de un cuerpo sobre un plano inclinado. A Sin rozamiento rozamiento Ø Rozamiento muebles Ø P (peso cuerpo)
EL ALUMINIO. Propiedades del aluminio utilizado en la fabricación de carrocerías
 EL ALUMINIO Propiedades del aluminio utilizado en la fabricación de carrocerías Desde hace algunos años el acero está dejando paso a otros materiales a la hora de fabricar elementos de carrocería, entre
EL ALUMINIO Propiedades del aluminio utilizado en la fabricación de carrocerías Desde hace algunos años el acero está dejando paso a otros materiales a la hora de fabricar elementos de carrocería, entre
Electricidad y calor
 Electricidad y calor Webpage: http://paginas.fisica.uson.mx/qb 2007 Departamento de Física Universidad de Sonora Temario A. Termodinámica 1. Temperatura y Ley Cero. (3horas) 1. Equilibrio Térmico y ley
Electricidad y calor Webpage: http://paginas.fisica.uson.mx/qb 2007 Departamento de Física Universidad de Sonora Temario A. Termodinámica 1. Temperatura y Ley Cero. (3horas) 1. Equilibrio Térmico y ley
Mecánica de Fluidos. Análisis Diferencial
 Mecánica de Fluidos Análisis Diferencial Análisis Diferencial: Descripción y caracterización del flujo en función de la descripción de una partícula genérica del flujo. 1. Introducción 2. Movimiento de
Mecánica de Fluidos Análisis Diferencial Análisis Diferencial: Descripción y caracterización del flujo en función de la descripción de una partícula genérica del flujo. 1. Introducción 2. Movimiento de
REGIMENES DE CORRIENTES O FLUJOS
 LINEAS DE CORRIENTE Ø Las líneas de corriente son líneas imaginarias dibujadas a través de un fluido en movimiento y que indican la dirección de éste en los diversos puntos del flujo de fluidos. Ø Una
LINEAS DE CORRIENTE Ø Las líneas de corriente son líneas imaginarias dibujadas a través de un fluido en movimiento y que indican la dirección de éste en los diversos puntos del flujo de fluidos. Ø Una
Electricidad y calor. Webpage: Departamento de Física Universidad de Sonora
 Electricidad y calor Webpage: http://paginas.fisica.uson.mx/qb 2007 Departamento de Física Universidad de Sonora Temario A. Termodinámica 1. Temperatura y Ley Cero. (3horas) 1. Equilibrio Térmico y ley
Electricidad y calor Webpage: http://paginas.fisica.uson.mx/qb 2007 Departamento de Física Universidad de Sonora Temario A. Termodinámica 1. Temperatura y Ley Cero. (3horas) 1. Equilibrio Térmico y ley
Groz-Beckert ha adaptado todas las agujas de bordar en su geometría y precisas tolerancias a los requerimientos del mercado.
 info INFORMACIÓN TÉCNICA SEWING 14 AGUJAS PARA MÁQUINAS DE BORDAR DE UNA Y MULTICABEZAS En el bordado con máquinas de bordar de una o multicabezas hoy en día casi no hay límites para la creatividad. Por
info INFORMACIÓN TÉCNICA SEWING 14 AGUJAS PARA MÁQUINAS DE BORDAR DE UNA Y MULTICABEZAS En el bordado con máquinas de bordar de una o multicabezas hoy en día casi no hay límites para la creatividad. Por
Tema 5 Instrumentación
 Control de Procesos Químicos Tema 5 Instrumentación Medida de Temperatura Medida de Presión Se utiliza alguno de estos fenómenos para medir la temperatura: Medida de Temperatura a) Variación de volumen
Control de Procesos Químicos Tema 5 Instrumentación Medida de Temperatura Medida de Presión Se utiliza alguno de estos fenómenos para medir la temperatura: Medida de Temperatura a) Variación de volumen
DEFINICIONES Y CONCEPTOS (SISTEMAS DE PERCEPCIÓN - DTE) Curso
 Curso") DEFINICIONES Y CONCEPTOS (SISTEMAS DE PERCEPCIÓN - DTE) Curso 2009-10 1. Generalidades Instrumentación: En general la instrumentación comprende todas las técnicas, equipos y metodología relacionados con
DEFINICIONES Y CONCEPTOS (SISTEMAS DE PERCEPCIÓN - DTE) Curso 2009-10 1. Generalidades Instrumentación: En general la instrumentación comprende todas las técnicas, equipos y metodología relacionados con
11 Número de publicación: Int. Cl.: 72 Inventor/es: Isaksson, Jan y Nilsson, Bo. 74 Agente: Durán Moya, Carlos
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 29 137 1 Int. Cl.: B27N 3/14 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 03719044.4 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 29 137 1 Int. Cl.: B27N 3/14 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 03719044.4 86 Fecha
TEMA 5: El proceso de forja
 MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 5: El proceso de forja TECNOLOGÍA MECÁNICA DPTO. DE INGENIERÍA MECÁNICA Universidad del País Vasco Euskal Herriko Unibertsitatea Tema 5: El proceso de forja
MÓDULO II: CONFORMADO PLÁSTICO DE METALES TEMA 5: El proceso de forja TECNOLOGÍA MECÁNICA DPTO. DE INGENIERÍA MECÁNICA Universidad del País Vasco Euskal Herriko Unibertsitatea Tema 5: El proceso de forja
La principal particularidad de esta magnitud es lo amplitud del rango de medidas de interés para la ciencia y la ingeniería.
 Sensores de Distancia SENSORES DE DISTANCIA La principal particularidad de esta magnitud es lo amplitud del rango de medidas de interés para la ciencia y la ingeniería. Sensores de Distancia SENSORES DE
Sensores de Distancia SENSORES DE DISTANCIA La principal particularidad de esta magnitud es lo amplitud del rango de medidas de interés para la ciencia y la ingeniería. Sensores de Distancia SENSORES DE
PROPIEDADES Y ENSAYOS
 PROPIEDADES Y ENSAYOS Las propiedades de todos los materiales estructurales se evalúan por ensayos, cuyos resultados sólo dan un índice del comportamiento del material que se debe interpretar mediante
PROPIEDADES Y ENSAYOS Las propiedades de todos los materiales estructurales se evalúan por ensayos, cuyos resultados sólo dan un índice del comportamiento del material que se debe interpretar mediante
Representación en el espacio de estado. Sistemas Control Embebidos e Instrumentación Electrónica UNIVERSIDAD EAFIT
 Representación en el espacio de estado Representación en espacio de estado Control clásico El modelado y control de sistemas basado en la transformada de Laplace, es un enfoque muy sencillo y de fácil
Representación en el espacio de estado Representación en espacio de estado Control clásico El modelado y control de sistemas basado en la transformada de Laplace, es un enfoque muy sencillo y de fácil
Jorge A. AVILA Investigador y Profesor Instituto de Ingeniería, UNAM División Estudios Posgrado de la Facultad Ingeniería (DEPFI), UNAM México, D.F.
, UNAM México, D.F.") RESPUESTA SÍSMICA INELÁSTICA DE DOS EDIFICIOS DE CONCRETO REFORZADO DISEÑADOS CON DIFERENTES FACTORES DE COMPORTAMIENTO SÍSMICO, SIN Y CON EFECTOS DE SOBRE-RESISTENCIAS Jorge A. AVILA Investigador y Profesor
RESPUESTA SÍSMICA INELÁSTICA DE DOS EDIFICIOS DE CONCRETO REFORZADO DISEÑADOS CON DIFERENTES FACTORES DE COMPORTAMIENTO SÍSMICO, SIN Y CON EFECTOS DE SOBRE-RESISTENCIAS Jorge A. AVILA Investigador y Profesor
ANÁLISIS DE RECIPIENTES DE PRESIÓN BOBINADOS
 RESUMEN ANÁLISIS DE RECIPIENTES DE PRESIÓN BOBINADOS C. Sacco a y A. Liberatto a a Departamento de Mecánica Aeronáutica, Instituto Universitario Aeronáutico Av. Fuerza Aérea Argentina 6500, Córdoba. Email:
RESUMEN ANÁLISIS DE RECIPIENTES DE PRESIÓN BOBINADOS C. Sacco a y A. Liberatto a a Departamento de Mecánica Aeronáutica, Instituto Universitario Aeronáutico Av. Fuerza Aérea Argentina 6500, Córdoba. Email:
Aisladores Sísmicos Péndulo de Fricción
 «Aisladores Sísmicos Péndulo de Fricción Apoyo de Péndulo Triple «1. Aisladores sísmicos para la protección de edificios, puentes y facilidades industriales Los Apoyos de Péndulo de Fricción son aisladores
«Aisladores Sísmicos Péndulo de Fricción Apoyo de Péndulo Triple «1. Aisladores sísmicos para la protección de edificios, puentes y facilidades industriales Los Apoyos de Péndulo de Fricción son aisladores
INGENIERIA CIVIL EN MECANICA VESPERTINO GUÍA DE LABORATORIO ASIGNATURA PROCESOS DE FABRICACIÓN II NIVEL 03 EXPERIENCIA C911
 INGENIERIA CIVIL EN MECANICA VESPERTINO GUÍA DE LABORATORIO ASIGNATURA PROCESOS DE FABRICACIÓN II NIVEL 03 EXPERIENCIA C911 FUERZA DE CORTE EN EL TORNEADO HORARIO: VIERNES 19:00 A 21:30 HORAS 1 1.- OBJETIVOS
INGENIERIA CIVIL EN MECANICA VESPERTINO GUÍA DE LABORATORIO ASIGNATURA PROCESOS DE FABRICACIÓN II NIVEL 03 EXPERIENCIA C911 FUERZA DE CORTE EN EL TORNEADO HORARIO: VIERNES 19:00 A 21:30 HORAS 1 1.- OBJETIVOS
3. ESTRUCTURAS. Se realiza un cálculo lineal de primer orden, admitiéndose localmente plastificaciones de acuerdo a lo indicado en la norma.
 3. ESTRUCTURAS El presente estudio tiene por objeto justificar el cálculo de la estructura de la obra de referencia. Asimismo se indican las características de los materiales empleados, hipótesis utilizadas
3. ESTRUCTURAS El presente estudio tiene por objeto justificar el cálculo de la estructura de la obra de referencia. Asimismo se indican las características de los materiales empleados, hipótesis utilizadas
Asentamiento en Zapata
 Manual de Ingeniería No. 10 Actualización: 03/2016 Asentamiento en Zapata Programa: Archivo: Zapata Demo_manual_10.gpa En este capítulo, se describe cómo se realiza el análisis de asiento y la rotación
Manual de Ingeniería No. 10 Actualización: 03/2016 Asentamiento en Zapata Programa: Archivo: Zapata Demo_manual_10.gpa En este capítulo, se describe cómo se realiza el análisis de asiento y la rotación
LABORATORIO 1: RESISTENCIA Y PARÁMETROS RESISTENTES
 LABORATORIO 1: RESISTENCIA Y PARÁMETROS RESISTENTES El comportamiento mecánico de las rocas está definido por su resistencia y su deformabilidad. La resistencia es el esfuerzo que soporta una roca para
LABORATORIO 1: RESISTENCIA Y PARÁMETROS RESISTENTES El comportamiento mecánico de las rocas está definido por su resistencia y su deformabilidad. La resistencia es el esfuerzo que soporta una roca para
Qué se busca al restaurar?
 Aleaciones Qué se busca al restaurar? Estética y función Devolver la armonía óptica Devolver la forma anatómica Evitar la formación de nuevas lesiones Restablecer el comportamiento biomecánico Qué se busca
Aleaciones Qué se busca al restaurar? Estética y función Devolver la armonía óptica Devolver la forma anatómica Evitar la formación de nuevas lesiones Restablecer el comportamiento biomecánico Qué se busca
Curvas esfuerzo-deformación para concreto confinado. Introducción
 Curvas esfuerzo-deformación para concreto confinado PF-3921 Concreto Estructural Avanzado 3 setiembre 12 Posgrado en Ingeniería Civil 1 Introducción En el diseño sísmico de columnas de concreto reforzado
Curvas esfuerzo-deformación para concreto confinado PF-3921 Concreto Estructural Avanzado 3 setiembre 12 Posgrado en Ingeniería Civil 1 Introducción En el diseño sísmico de columnas de concreto reforzado
UNIVERSIDAD AUTÓNOMA DE SINALOA FACULTAD DE AGRONOMÍA HIDRÁULICA
 UNIVERSIDAD AUTÓNOMA DE SINALOA FACULTAD DE AGRONOMÍA HIDRÁULICA UNIDAD III. HIDROCINEMÁTICA Introducción. La hidrocinemática o cinemática de los líquidos se ocupa del estudio de las partículas que integran
UNIVERSIDAD AUTÓNOMA DE SINALOA FACULTAD DE AGRONOMÍA HIDRÁULICA UNIDAD III. HIDROCINEMÁTICA Introducción. La hidrocinemática o cinemática de los líquidos se ocupa del estudio de las partículas que integran
Capítulo VI. Análisis de Fracturas
 Capítulo VI Análisis de Fracturas El análisis de las diferentes formas en las que un material puede fallar, se ha convertido en uno de los aspectos más importantes a evaluar. La investigación en el comportamiento
Capítulo VI Análisis de Fracturas El análisis de las diferentes formas en las que un material puede fallar, se ha convertido en uno de los aspectos más importantes a evaluar. La investigación en el comportamiento
RESISTENTE AL ESFUERZO CORTANTE DE LOS SUELOS. Ing. MSc. Luz Marina Torrado Gómez Ing. MSc. José Alberto Rondón
 RESISTENTE AL ESFUERZO CORTANTE DE LOS SUELOS Ing. MSc. Luz Marina Torrado Gómez RESISTENTE AL ESFUERZO CORTANTE DE LOS SUELOS SOLICITACIONES INTERNAS QUE SE GENERAN EN UN SUELO Tensiones normales, : Pueden
RESISTENTE AL ESFUERZO CORTANTE DE LOS SUELOS Ing. MSc. Luz Marina Torrado Gómez RESISTENTE AL ESFUERZO CORTANTE DE LOS SUELOS SOLICITACIONES INTERNAS QUE SE GENERAN EN UN SUELO Tensiones normales, : Pueden
8. Ensayos con materiales
 8. Ensayos con materiales Los materiales de interés tecnológico se someten a una variedad de ensayos para conocer sus propiedades. Se simulan las condiciones de trabajo real y su estudia su aplicación.
8. Ensayos con materiales Los materiales de interés tecnológico se someten a una variedad de ensayos para conocer sus propiedades. Se simulan las condiciones de trabajo real y su estudia su aplicación.
Fundición en molde permanente
 Fundición en molde permanente Fundición en molde permanente Generalidades Se usan moldes metálicos que se reutilizan muchas veces. Los metales que usualmente se funden en moldes permanentes son el estaño,
Fundición en molde permanente Fundición en molde permanente Generalidades Se usan moldes metálicos que se reutilizan muchas veces. Los metales que usualmente se funden en moldes permanentes son el estaño,
2 o Bachillerato. Conceptos básicos
 Física 2 o Bachillerato Conceptos básicos Movimiento. Cambio de posición de un cuerpo respecto de un punto que se toma como referencia. Cinemática. Parte de la Física que estudia el movimiento de los cuerpos
Física 2 o Bachillerato Conceptos básicos Movimiento. Cambio de posición de un cuerpo respecto de un punto que se toma como referencia. Cinemática. Parte de la Física que estudia el movimiento de los cuerpos
Objetivos. Epígrafes 3-1. Francisco José García Álvarez
 Objetivos Entender el concepto de variabilidad natural de un procesos Comprender la necesidad de los gráficos de control Aprender a diferenciar los tipos de gráficos de control y conocer sus limitaciones.
Objetivos Entender el concepto de variabilidad natural de un procesos Comprender la necesidad de los gráficos de control Aprender a diferenciar los tipos de gráficos de control y conocer sus limitaciones.
7. MECANISMOS DE ENDURECIMIENTO
 7. MECANISMOS DE ENDURECIMIENTO Materiales I 13/14 INDICE Endurecimiento Mecanismos de endurecimiento Endurecimiento por reducción del tamaño de grano Endurecimiento por solución sólida Endurecimiento
7. MECANISMOS DE ENDURECIMIENTO Materiales I 13/14 INDICE Endurecimiento Mecanismos de endurecimiento Endurecimiento por reducción del tamaño de grano Endurecimiento por solución sólida Endurecimiento
Universidad de Sonora Departamento de Ingeniería Civil y Minas
 Universidad de Sonora Departamento de Ingeniería Civil y Minas Proporcionamiento de mezclas de morteros de peso normal y ligeros PRESENTADO POR: M.I. MANUEL RAMÓN RAMIREZ CELAYA Hermosillo, Sonora Mayo
Universidad de Sonora Departamento de Ingeniería Civil y Minas Proporcionamiento de mezclas de morteros de peso normal y ligeros PRESENTADO POR: M.I. MANUEL RAMÓN RAMIREZ CELAYA Hermosillo, Sonora Mayo
FUNDICION A PRESION. También llamado: Proceso de fundición por inyección
 FUNDICION A PRESION También llamado: FUNDICION A PRESION Proceso de fundición por inyección Procedimiento i En este proceso se inyecta a alta velocidad el metal líquido en el molde. La velocidad está alrededor
FUNDICION A PRESION También llamado: FUNDICION A PRESION Proceso de fundición por inyección Procedimiento i En este proceso se inyecta a alta velocidad el metal líquido en el molde. La velocidad está alrededor
Una nueva tecnología que se ha desarrollado más recientemente es la de la ultra alta presión por homogenización (UHPH).
.") Ultra alta presión de homogenización como alternativa de pasteurización de productos lácteos fluidos ULTRA ALTA PRESIÓN POR HOMOGENIZACIÓN COMO ALTERNATIVA DE PASTEURIZACIÓN DE PRODUCTOS LÁCTEOS FLUIDOS
Ultra alta presión de homogenización como alternativa de pasteurización de productos lácteos fluidos ULTRA ALTA PRESIÓN POR HOMOGENIZACIÓN COMO ALTERNATIVA DE PASTEURIZACIÓN DE PRODUCTOS LÁCTEOS FLUIDOS
TUBIFICACIÓN EN PRESAS DE MATERIALES DE PRESTAMO. Ms. Sc. Ing. Jorge Briones G.
 TUBIFICACIÓN EN PRESAS DE MATERIALES DE PRESTAMO Ms. Sc. Ing. Jorge Briones G. jebriones@hotmail.com EJEMPLO DE EROSION INTERNA EN PRESAS DE MATERIALES DE PRESTAMO PRESAS DE MATERIALES DE PRESTAMO Presa
TUBIFICACIÓN EN PRESAS DE MATERIALES DE PRESTAMO Ms. Sc. Ing. Jorge Briones G. jebriones@hotmail.com EJEMPLO DE EROSION INTERNA EN PRESAS DE MATERIALES DE PRESTAMO PRESAS DE MATERIALES DE PRESTAMO Presa
Mecánica para Ingenieros: Cinemática. 1. La Mecánica como ciencia
 Mecánica para Ingenieros: Cinemática 1. La Mecánica como ciencia La Mecánica como ciencia 1. Objeto de la Mecánica 2. Magnitudes físicas y unidades 3. Idealizaciones 4. Leyes de Newton 5. Partes de la
Mecánica para Ingenieros: Cinemática 1. La Mecánica como ciencia La Mecánica como ciencia 1. Objeto de la Mecánica 2. Magnitudes físicas y unidades 3. Idealizaciones 4. Leyes de Newton 5. Partes de la
FÍSICA Y QUÍMICA 3º ESO. OBJETIVOS, CONTENIDOS Y CRITERIOS DE EVALUACIÓN 1ª Evaluación: Unidad 1. La medida y el método científico.
 FÍSICA Y QUÍMICA 3º ESO. OBJETIVOS, CONTENIDOS Y CRITERIOS DE EVALUACIÓN 1ª Evaluación: Unidad 1. La medida y el método científico. OBJETIVOS 1. Reconocer las etapas del trabajo científico y elaborar informes
FÍSICA Y QUÍMICA 3º ESO. OBJETIVOS, CONTENIDOS Y CRITERIOS DE EVALUACIÓN 1ª Evaluación: Unidad 1. La medida y el método científico. OBJETIVOS 1. Reconocer las etapas del trabajo científico y elaborar informes
El polvo de bronce empleado ha sido suministrado por la empresa ECKART. Su denominación comercial es ECKA Spherical Bronze 89/11 AK.
 3. MATERIALES 3.1 BRONCE El polvo de bronce empleado ha sido suministrado por la empresa ECKART. Su denominación comercial es ECKA Spherical Bronze 89/11 AK. 3.1.1 PROPIEDADES GENERALES En este apartado
3. MATERIALES 3.1 BRONCE El polvo de bronce empleado ha sido suministrado por la empresa ECKART. Su denominación comercial es ECKA Spherical Bronze 89/11 AK. 3.1.1 PROPIEDADES GENERALES En este apartado
ESCALARES Y VECTORES
 ESCALARES Y VECTORES MAGNITUD ESCALAR Un escalar es un tipo de magnitud física que se expresa por un solo número y tiene el mismo valor para todos los observadores. Se dice también que es aquella que solo
ESCALARES Y VECTORES MAGNITUD ESCALAR Un escalar es un tipo de magnitud física que se expresa por un solo número y tiene el mismo valor para todos los observadores. Se dice también que es aquella que solo
Agro 6998 Conferencia 2. Introducción a los modelos estadísticos mixtos
 Agro 6998 Conferencia Introducción a los modelos estadísticos mixtos Los modelos estadísticos permiten modelar la respuesta de un estudio experimental u observacional en función de factores (tratamientos,
Agro 6998 Conferencia Introducción a los modelos estadísticos mixtos Los modelos estadísticos permiten modelar la respuesta de un estudio experimental u observacional en función de factores (tratamientos,
Ingeniería Civil II Mariños Medina Oscar
 2013 Ingeniería Civil II Equipos de Compactación Las normas de construcción en las diversas capas de un pavimento exigen, como uno de los requisitos más importantes, la adecuada densificación de ellas
2013 Ingeniería Civil II Equipos de Compactación Las normas de construcción en las diversas capas de un pavimento exigen, como uno de los requisitos más importantes, la adecuada densificación de ellas
MECANICA DE LOS FLUIDOS
 MECANICA DE LOS FLUIDOS 6 ANALISIS DIMENSIONAL Y SEMEJANZA HIDRAULICA Ing. Alejandro Mayori 6 ANALISIS DIMENSIONAL Y SEMEJANZA HIDRAULICA 6.1 Introducción - Teoría matemática y resultados experimentales
MECANICA DE LOS FLUIDOS 6 ANALISIS DIMENSIONAL Y SEMEJANZA HIDRAULICA Ing. Alejandro Mayori 6 ANALISIS DIMENSIONAL Y SEMEJANZA HIDRAULICA 6.1 Introducción - Teoría matemática y resultados experimentales
Resistencia de Materiales 1A. Profesor Herbert Yépez Castillo
 Resistencia de Materiales 1A Profesor Herbert Yépez Castillo 2014-2 2 Capítulo 5. Torsión 5.4 Ángulo 3 Un par es un momento que tiende a hacer girar respecto a su eje longitudinal. Su efecto es de interés
Resistencia de Materiales 1A Profesor Herbert Yépez Castillo 2014-2 2 Capítulo 5. Torsión 5.4 Ángulo 3 Un par es un momento que tiende a hacer girar respecto a su eje longitudinal. Su efecto es de interés
CENTRIFUGACIÓN. Fundamentos. Teoría de la centrifugación
 CENTRIFUGACIÓN Fundamentos. Teoría de la centrifugación Fuerzas intervinientes Tipos de centrífugas Tubular De discos Filtración centrífuga 1 SEDIMENTACIÓN Se basa en la diferencia de densidades entre
CENTRIFUGACIÓN Fundamentos. Teoría de la centrifugación Fuerzas intervinientes Tipos de centrífugas Tubular De discos Filtración centrífuga 1 SEDIMENTACIÓN Se basa en la diferencia de densidades entre
PROCESOS INDUSTRIALES
 PROCESOS INDUSTRIALES HOJA DE ASIGNATURA CON DESGLOSE DE UNIDADES TEMÁTICAS 1. Nombre de la asignatura METROLOGÍA 2. Competencias Planear la producción considerando los recursos tecnológicos, financieros,
PROCESOS INDUSTRIALES HOJA DE ASIGNATURA CON DESGLOSE DE UNIDADES TEMÁTICAS 1. Nombre de la asignatura METROLOGÍA 2. Competencias Planear la producción considerando los recursos tecnológicos, financieros,
Introducción. Alfonso Cubillos. Programa de Ing. Mecánica Universidad de Ibagué. Aplicaciones computacionales de la Mecánica de Materiales
 Programa de Ing. Mecánica Universidad de Ibagué Aplicaciones computacionales de la Mecánica de Materiales Agosto 2007 Cuál es la definición de Mecánica? Cuál es la definición de Mecánica? La mecánica es
Programa de Ing. Mecánica Universidad de Ibagué Aplicaciones computacionales de la Mecánica de Materiales Agosto 2007 Cuál es la definición de Mecánica? Cuál es la definición de Mecánica? La mecánica es
Pulvimetalurgia. Se define como el arte de elaborar productos comerciales a partir de polvos metálicos.
 Pulvimetalurgia Producción y caracterización de polvos Métodos para producir polvos Polvos especiales Conformación Extrusión Sinterizado Se define como el arte de elaborar productos comerciales a partir
Pulvimetalurgia Producción y caracterización de polvos Métodos para producir polvos Polvos especiales Conformación Extrusión Sinterizado Se define como el arte de elaborar productos comerciales a partir
SECADO DE LA MADERA. Ing. José Ricardo Morris Carreño Ingeniero Forestal Universidad Distrital. Febrero de 2008
 SECADO DE LA MADERA Ing. José Ricardo Morris Carreño Ingeniero Forestal Universidad Distrital Febrero de 2008 Definición El secado de la madera consiste en obtener un contenido de humedad que quede en
SECADO DE LA MADERA Ing. José Ricardo Morris Carreño Ingeniero Forestal Universidad Distrital Febrero de 2008 Definición El secado de la madera consiste en obtener un contenido de humedad que quede en
Física I. Carrera: SCM Participantes. Representantes de la academia de sistemas y computación de los Institutos Tecnológicos.
 1.- DATOS DE LA ASIGNATURA Nombre de la asignatura: Carrera: Clave de la asignatura: Horas teoría-horas práctica-créditos Física I Ingeniería en Sistemas Computacionales SCM - 0409 3-2-8 2.- HISTORIA DEL
1.- DATOS DE LA ASIGNATURA Nombre de la asignatura: Carrera: Clave de la asignatura: Horas teoría-horas práctica-créditos Física I Ingeniería en Sistemas Computacionales SCM - 0409 3-2-8 2.- HISTORIA DEL
ANEXO 1. CALIBRADO DE LOS SENSORES.
 ANEXO 1. CALIBRADO DE LOS SENSORES. Las resistencias dependientes de la luz (LDR) varían su resistencia en función de la luz que reciben. Un incremento de la luz que reciben produce una disminución de
ANEXO 1. CALIBRADO DE LOS SENSORES. Las resistencias dependientes de la luz (LDR) varían su resistencia en función de la luz que reciben. Un incremento de la luz que reciben produce una disminución de
A. Menéndez Taller CES 15_ Confiabilidad. 15. Confiabilidad
 15. Confiabilidad La confiabilidad se refiere a la consistencia de los resultados. En el análisis de la confiabilidad se busca que los resultados de un cuestionario concuerden con los resultados del mismo
15. Confiabilidad La confiabilidad se refiere a la consistencia de los resultados. En el análisis de la confiabilidad se busca que los resultados de un cuestionario concuerden con los resultados del mismo
Tema IV: Conformación por Desprendimiento de Material. Escuela Politécnica Superior: Tecnología Mecánica
 Tema IV: Conformación por Desprendimiento de Material Escuela Politécnica Superior: Tecnología Mecánica Índice Tecnología de Mecanizado Introducción Fundamentos del Arranque de Viruta Corte Ortogonal Magnitudes
Tema IV: Conformación por Desprendimiento de Material Escuela Politécnica Superior: Tecnología Mecánica Índice Tecnología de Mecanizado Introducción Fundamentos del Arranque de Viruta Corte Ortogonal Magnitudes
Parte 1. Esfuerzo. Deformación. Reología. Deformación
 Geología Estructural 2012 Parte 1. Esfuerzo. Deformación. Reología. Deformación Definición de deformación (deformation). Cuatro aspectos de un sistema deformado (posición final, desplazamiento, camino
Geología Estructural 2012 Parte 1. Esfuerzo. Deformación. Reología. Deformación Definición de deformación (deformation). Cuatro aspectos de un sistema deformado (posición final, desplazamiento, camino
RECICLAJE DE ARENAS RESIDUALES DE FUNDICION. Edmundo Claro Pétreos Quilín
 RECICLAJE DE ARENAS RESIDUALES DE FUNDICION Edmundo Claro Pétreos Quilín 21-11-2006 Contenidos 1. Generación de arenas residuales en las fundiciones 2. Características de las arenas residuales 3. Reciclaje
RECICLAJE DE ARENAS RESIDUALES DE FUNDICION Edmundo Claro Pétreos Quilín 21-11-2006 Contenidos 1. Generación de arenas residuales en las fundiciones 2. Características de las arenas residuales 3. Reciclaje
FORMACIÓN EN VÁLVULAS DE CONTROL: CRITERIOS DE SELECCIÓN Y DISEÑOS SEGÚN CONDICIONES DE PROCESO
 FORMACIÓN EN VÁLVULAS DE CONTROL: CRITERIOS DE SELECCIÓN Y DISEÑOS SEGÚN CONDICIONES DE PROCESO. Alberto Argilés Ringo Válvulas S.L. 1.- Introducción La válvula de control manipula el fluido que pasa por
FORMACIÓN EN VÁLVULAS DE CONTROL: CRITERIOS DE SELECCIÓN Y DISEÑOS SEGÚN CONDICIONES DE PROCESO. Alberto Argilés Ringo Válvulas S.L. 1.- Introducción La válvula de control manipula el fluido que pasa por
Informe de Materiales de Ingeniería CM4201. Informe N 2. Laboratorio A: Ensayo Jominy
 Departamento de Ciencia de los Materiales Semestre Primavera 2012 Informe de Materiales de Ingeniería CM4201 Informe N 2 Laboratorio A: Ensayo Jominy Nombre alumno: Paulo Arriagada Grupo: 1 Fecha realización:
Departamento de Ciencia de los Materiales Semestre Primavera 2012 Informe de Materiales de Ingeniería CM4201 Informe N 2 Laboratorio A: Ensayo Jominy Nombre alumno: Paulo Arriagada Grupo: 1 Fecha realización:
Lista de comprobación para el control de proyecto
 ANEJO 25º Lista de comprobación para el control de proyecto 1. MEMORIA DE CÁLCULO 1.1. ESTUDIO GEOMÉTRICO 1.2 INFORME GEOTÉCNICO Se comprobará si el informe especifica: a) el tipo de cimentación; b) las
ANEJO 25º Lista de comprobación para el control de proyecto 1. MEMORIA DE CÁLCULO 1.1. ESTUDIO GEOMÉTRICO 1.2 INFORME GEOTÉCNICO Se comprobará si el informe especifica: a) el tipo de cimentación; b) las
INFORMACION PRELIMINAR DEL HELE SHAW HELE SHAW MODELO HS
 1 INFORMACION PRELIMINAR DEL HELE SHAW HELE SHAW MODELO HS1-50-01 1. INTRODUCCIÓN Este es un instrumento que permite simular fenómenos y diferentes condiciones en modelos bidimensionales, Fue creado por
1 INFORMACION PRELIMINAR DEL HELE SHAW HELE SHAW MODELO HS1-50-01 1. INTRODUCCIÓN Este es un instrumento que permite simular fenómenos y diferentes condiciones en modelos bidimensionales, Fue creado por
Shell Térmico Oil B. Aceite para transferencia térmica
 Shell Térmico B es un aceite mineral puro de baja viscosidad, baja tensión de vapor y alta resistencia a la oxidación desarrollado para transferencia de calor ya sea en sistemas de calefacción cerrados
Shell Térmico B es un aceite mineral puro de baja viscosidad, baja tensión de vapor y alta resistencia a la oxidación desarrollado para transferencia de calor ya sea en sistemas de calefacción cerrados
Evaluación de los procesos de medición
 Evaluación de los procesos de medición Dentro de las causas de la variabilidad de la medición se encuentran dos principales fuentes, el operario encargado de tomar los valores y el equipo de medición empleado.
Evaluación de los procesos de medición Dentro de las causas de la variabilidad de la medición se encuentran dos principales fuentes, el operario encargado de tomar los valores y el equipo de medición empleado.
ThyssenKrupp Aceros y Servicios S.A.
 Aceros para Herramientas Moldes para plásticos Normas Nombre AISI W. Nr. DIN THYROPLAST 2738 P20+Ni 1.2738 40CrMnNiMo8 Aplicaciones Moldes para la industria plástica con grabado profundo y alta resistencia
Aceros para Herramientas Moldes para plásticos Normas Nombre AISI W. Nr. DIN THYROPLAST 2738 P20+Ni 1.2738 40CrMnNiMo8 Aplicaciones Moldes para la industria plástica con grabado profundo y alta resistencia
CAPÍTULO IV: ANÁLISIS ESTRUCTURAL 4.1. Introducción al comportamiento de las estructuras Generalidades Concepto estructural Compo
 CAPITULO 0: ACCIONES EN LA EDIFICACIÓN 0.1. El contexto normativo Europeo. Programa de Eurocódigos. 0.2. Introducción al Eurocódigo 1. Acciones en estructuras. 0.3. Eurocódigo 1. Parte 1-1. Densidades
CAPITULO 0: ACCIONES EN LA EDIFICACIÓN 0.1. El contexto normativo Europeo. Programa de Eurocódigos. 0.2. Introducción al Eurocódigo 1. Acciones en estructuras. 0.3. Eurocódigo 1. Parte 1-1. Densidades
Diseño de mezclas de concreto hidráulico. Grupo de trabajo en concreto hidráulico. Instituto Tecnológico de Tepic
 Diseño de mezclas de concreto hidráulico Grupo de trabajo en concreto hidráulico. Instituto Tecnológico de Tepic Introducción. Concreto hidráulico Material resultante de la mezcla de cemento (u otro conglomerante)
Diseño de mezclas de concreto hidráulico Grupo de trabajo en concreto hidráulico. Instituto Tecnológico de Tepic Introducción. Concreto hidráulico Material resultante de la mezcla de cemento (u otro conglomerante)
Universidad de Oriente Núcleo de Bolívar Unidad de cursos básicos Matemáticas IV. María Palma Roselvis Flores
 Universidad de Oriente Núcleo de Bolívar Unidad de cursos básicos Matemáticas IV Profesor: Cristian Castillo Bachilleres: Yessica Flores María Palma Roselvis Flores Ciudad Bolívar; Marzo de 2010 Movimiento
Universidad de Oriente Núcleo de Bolívar Unidad de cursos básicos Matemáticas IV Profesor: Cristian Castillo Bachilleres: Yessica Flores María Palma Roselvis Flores Ciudad Bolívar; Marzo de 2010 Movimiento
CONTROL DE CALIDAD DEL CONCRETO
 CONTROL DE CALIDAD DEL CONCRETO CONTROL DE CALIDAD DEL CONCRETO EN ESTADO FRESCO ENSAYOS AL CONCRETO FRESCO Temperatura Muestreo del concreto recién mezclado Asentamiento Peso Unitario % Aire (Método de
CONTROL DE CALIDAD DEL CONCRETO CONTROL DE CALIDAD DEL CONCRETO EN ESTADO FRESCO ENSAYOS AL CONCRETO FRESCO Temperatura Muestreo del concreto recién mezclado Asentamiento Peso Unitario % Aire (Método de
TEMA 1: Fundición en Arena
 MÓDULO I: FUNDICIÓN TEMA 1: Fundición en Arena TECNOLOGÍA MECÁNICA DPTO. DE INGENIERÍA MECÁNICA Universidad del País Vasco Euskal Herriko Unibertsitatea Tema1: Fundición en Arena 1/19 Contenidos 1. Introducción
MÓDULO I: FUNDICIÓN TEMA 1: Fundición en Arena TECNOLOGÍA MECÁNICA DPTO. DE INGENIERÍA MECÁNICA Universidad del País Vasco Euskal Herriko Unibertsitatea Tema1: Fundición en Arena 1/19 Contenidos 1. Introducción
4. NÚMEROS PSEUDOALEATORIOS.
 4. NÚMEROS PSEUDOALEATORIOS. En los experimentos de simulación es necesario generar valores para las variables aleatorias representadas estas por medio de distribuciones de probabilidad. Para poder generar
4. NÚMEROS PSEUDOALEATORIOS. En los experimentos de simulación es necesario generar valores para las variables aleatorias representadas estas por medio de distribuciones de probabilidad. Para poder generar
MEDICIÓN DEL VOLUMEN
 MEDICIÓN DEL VOLUMEN CONCEPTOS BÁSICOS Volumen: porción de espacio que ocupa un cuerpo ya sea sólido, líquido o gaseoso. Capacidad: es el volumen de un fluido que puede contener o suministrar un instrumento
MEDICIÓN DEL VOLUMEN CONCEPTOS BÁSICOS Volumen: porción de espacio que ocupa un cuerpo ya sea sólido, líquido o gaseoso. Capacidad: es el volumen de un fluido que puede contener o suministrar un instrumento
Modelos de curvas uniaxiales esfuerzo-deformación
 2.5. Comportamiento inelástico de los materiales El término plástico se utiliza para describir ciertas expresiones, como carga plástica. El término plasticidad se utiliza para describir el comportamiento
2.5. Comportamiento inelástico de los materiales El término plástico se utiliza para describir ciertas expresiones, como carga plástica. El término plasticidad se utiliza para describir el comportamiento
LISTA DE SÍMBOLOS. Capítulo 2 EJEMPLOS Y TEORIA DE LAS VIBRACIONES PARAMÉTRICAS 2.1 Introducción T - Periodo Ω - Frecuencia a- parámetro b- parámetro
 LISTA DE SÍMBOLOS Capítulo 2 EJEMPLOS Y TEORIA DE LAS VIBRACIONES PARAMÉTRICAS 2.1 Introducción T - Periodo Ω - Frecuencia a- parámetro b- parámetro 2.1.1 Rigidez Flexiva que Difiere en dos Ejes x- Desplazamiento
LISTA DE SÍMBOLOS Capítulo 2 EJEMPLOS Y TEORIA DE LAS VIBRACIONES PARAMÉTRICAS 2.1 Introducción T - Periodo Ω - Frecuencia a- parámetro b- parámetro 2.1.1 Rigidez Flexiva que Difiere en dos Ejes x- Desplazamiento
NORMA DE COMPETENCIA LABORAL N.C.L.
 Página 1 de 5 VERSIÓN INICIAL VERIFICACIÓN METODOLÓGICA X VERIFICACIÓN TÉCNICA X CONSULTA PÚBLICA VERSIÓN AVALADA MESA SECTORIAL MESA SECTORIAL: REGIONAL: CENTRO: METODÓLOGO: MANTENIMIENTO DISTRITO CAPITAL
Página 1 de 5 VERSIÓN INICIAL VERIFICACIÓN METODOLÓGICA X VERIFICACIÓN TÉCNICA X CONSULTA PÚBLICA VERSIÓN AVALADA MESA SECTORIAL MESA SECTORIAL: REGIONAL: CENTRO: METODÓLOGO: MANTENIMIENTO DISTRITO CAPITAL
7 CONGRESO MEXICANO DEL ASFALTO AMAAC
 7 CONGRESO MEXICANO DEL ASFALTO AMAAC Rigidez del Concreto Asfáltico Estimada con Ensayes de Laboratorio y de Campo Dr. Raúl Vicente Orozco Santoyo Perito en Vías Terrestres y en Geotecnia RESUMEN Se describen
7 CONGRESO MEXICANO DEL ASFALTO AMAAC Rigidez del Concreto Asfáltico Estimada con Ensayes de Laboratorio y de Campo Dr. Raúl Vicente Orozco Santoyo Perito en Vías Terrestres y en Geotecnia RESUMEN Se describen
Ing. Rafael Salinas Basualdo
 UNIVERSIDAD NACIONAL DE INGENIERIA FACULTAD DE INGENIERIA CIVIL Ingeniería Antisísmica Aspectos Básicos de Sismología Ing. Rafael Salinas Basualdo Mayores Sismos Catastróficos Recientes en el Mundo N Sismo
UNIVERSIDAD NACIONAL DE INGENIERIA FACULTAD DE INGENIERIA CIVIL Ingeniería Antisísmica Aspectos Básicos de Sismología Ing. Rafael Salinas Basualdo Mayores Sismos Catastróficos Recientes en el Mundo N Sismo
Trabajo Práctico n 2. Robotización de un Puente Grúa. Presentación. Restricciones. Curso 2011
 Trabajo Práctico n 2 Robotización de un Puente Grúa Presentación Este problema consiste en desarrollar un sistema de control automático que permita robotizar la operación de un puente grúa para la carga
Trabajo Práctico n 2 Robotización de un Puente Grúa Presentación Este problema consiste en desarrollar un sistema de control automático que permita robotizar la operación de un puente grúa para la carga
Cantidad de producto en preempacados. Presentador: Lic. Douglas Arias Molina Laboratorio Costarricense de Metrología
 Cantidad de producto en preempacados Presentador: Lic. Douglas Arias Molina Laboratorio Costarricense de Metrología RTCA 01.01.11:06 Cantidad de Producto Pre-empacado Decreto 33371-COMEX-MEIC Gaceta N
Cantidad de producto en preempacados Presentador: Lic. Douglas Arias Molina Laboratorio Costarricense de Metrología RTCA 01.01.11:06 Cantidad de Producto Pre-empacado Decreto 33371-COMEX-MEIC Gaceta N
TUTORIAL BÁSICO DE MECÁNICA FLUIDOS
 TUTORIAL BÁSICO DE MECÁNICA FLUIDOS El tutorial es básico pues como habréis visto en muchos de ellos es haceros entender no sólo la aplicación práctica de cada teoría sino su propia existencia y justificación.
TUTORIAL BÁSICO DE MECÁNICA FLUIDOS El tutorial es básico pues como habréis visto en muchos de ellos es haceros entender no sólo la aplicación práctica de cada teoría sino su propia existencia y justificación.
CAPÍTULO 1. ESPECIFICACIONES GENERALES
 CAPÍTULO 1. ESPECIFICACIONES GENERALES 1.1. INTRODUCCIÓN Este Reglamento establece los requisitos s para el proyecto de elementos estructurales de acero realizados con tubos con y sin costura, y de sus
CAPÍTULO 1. ESPECIFICACIONES GENERALES 1.1. INTRODUCCIÓN Este Reglamento establece los requisitos s para el proyecto de elementos estructurales de acero realizados con tubos con y sin costura, y de sus
Elementos Uniaxiales Sometidos a Carga Axial Pura
 Elementos Uniaiales Sometidos a Carga ial ura Definición: La Tensión representa la intensidad de las fuerzas internas por unidad de área en diferentes puntos de una sección del sólido aislada (Fig. 1a).
Elementos Uniaiales Sometidos a Carga ial ura Definición: La Tensión representa la intensidad de las fuerzas internas por unidad de área en diferentes puntos de una sección del sólido aislada (Fig. 1a).
METALES. 1.- Materiales CRISTALINOS y la deformación plástica
 METALES 1.- Materiales CRISTALINOS y la deformación plástica esfuerzo El ensayo de tracción s = F/A 0 s f, resistencia a la fluencia s T, resistencia a la tracción s T, resistencia a la ruptura s= Ke n
METALES 1.- Materiales CRISTALINOS y la deformación plástica esfuerzo El ensayo de tracción s = F/A 0 s f, resistencia a la fluencia s T, resistencia a la tracción s T, resistencia a la ruptura s= Ke n
APÉNDICE I. Calibración de la señal cromatográfica como función de la concentración: Sistema Ternario
 APÉNDICE I Calibración de la señal cromatográfica como función de la concentración: Sistema Ternario En este apéndice se muestra la información correspondiente a la elaboración de las diferentes curvas
APÉNDICE I Calibración de la señal cromatográfica como función de la concentración: Sistema Ternario En este apéndice se muestra la información correspondiente a la elaboración de las diferentes curvas
QUÉ ES LA TEMPERATURA?
 1 QUÉ ES LA TEMPERATURA? Nosotros experimentamos la temperatura todos los días. Cuando estamos en verano, generalmente decimos Hace calor! y en invierno Hace mucho frío!. Los términos que frecuentemente
1 QUÉ ES LA TEMPERATURA? Nosotros experimentamos la temperatura todos los días. Cuando estamos en verano, generalmente decimos Hace calor! y en invierno Hace mucho frío!. Los términos que frecuentemente
PROGRAMA DE CURSO DE INGRESO - ASIGNATURA FISICA
 PROGRAMA DE CURSO DE INGRESO - ASIGNATURA FISICA Unidades Programáticas 1. Magnitudes Físicas 2. Vectores 3. Cinemática Escalar 4. Dinámica 5. Mecánica de Fluidos 6. Termometría y Calorimetría. Desarrollo
PROGRAMA DE CURSO DE INGRESO - ASIGNATURA FISICA Unidades Programáticas 1. Magnitudes Físicas 2. Vectores 3. Cinemática Escalar 4. Dinámica 5. Mecánica de Fluidos 6. Termometría y Calorimetría. Desarrollo
TEMA 1. MECANISMOS BÁSICOS DE TRANSMISIÓN DE CALOR
 TEMA 1. MECANISMOS BÁSICOS DE TRANSMISIÓN DE CALOR El calor: Es una forma de energía en tránsito. La Termodinámica y La Transferencia de calor. Diferencias. TERMODINAMICA 1er. Principio.Permite determinar
TEMA 1. MECANISMOS BÁSICOS DE TRANSMISIÓN DE CALOR El calor: Es una forma de energía en tránsito. La Termodinámica y La Transferencia de calor. Diferencias. TERMODINAMICA 1er. Principio.Permite determinar
SISTEMAS DE ENCOFRADO DE POLÍMERO PARA HORMIGÓN
 SISTEMAS DE ENCOFRADO DE POLÍMERO PARA HORMIGÓN SISTEMAS DE ENCOFRADO DE POLÍMERO PARA HORMIGÓN revolución en el encofrado de hormigón QUÉ ES PLADECK? ÁREAS DE APLICACIÓN Pladeck es un producto polímero
SISTEMAS DE ENCOFRADO DE POLÍMERO PARA HORMIGÓN SISTEMAS DE ENCOFRADO DE POLÍMERO PARA HORMIGÓN revolución en el encofrado de hormigón QUÉ ES PLADECK? ÁREAS DE APLICACIÓN Pladeck es un producto polímero
Titulo: Análisis del Comportamiento no Lineal del Hormigón en Vigas Isostáticas en Puentes.
 Titulo: Análisis del Comportamiento no Lineal del Hormigón en Vigas Isostáticas en Puentes. Aval de la Investigación: Centro Provincial de Vialidad. Pinar del Río Dirección: Isabel Rubio # 52 e/ Juan Gualberto
Titulo: Análisis del Comportamiento no Lineal del Hormigón en Vigas Isostáticas en Puentes. Aval de la Investigación: Centro Provincial de Vialidad. Pinar del Río Dirección: Isabel Rubio # 52 e/ Juan Gualberto
TIPOS DE TERMOPARES TERMOPARES
 TIPOS DE TERMOPARES Para escoger los materiales que forman el termopar se deben tomar en cuenta algunos factores que garanticen su mantenimiento y comercialización. De esta forma se han desarrollado los
TIPOS DE TERMOPARES Para escoger los materiales que forman el termopar se deben tomar en cuenta algunos factores que garanticen su mantenimiento y comercialización. De esta forma se han desarrollado los
INDICE 1.- CÁLCULO DE CHIMENEA DE EVACUACIÓN DE HUMOS SEGÚN LA NORMA EN DATOS DE PARTIDA... 2
 INDICE 1.- CÁLCULO DE CHIMENEA DE EVACUACIÓN DE HUMOS SEGÚN LA NORMA EN 13384-1.... 2 1.1.- DATOS DE PARTIDA.... 2 1.2.- CAUDAL DE LOS PRODUCTOS DE COMBUSTIÓN.... 2 1.3.- DENSIDAD MEDIA DE LOS HUMOS...
INDICE 1.- CÁLCULO DE CHIMENEA DE EVACUACIÓN DE HUMOS SEGÚN LA NORMA EN 13384-1.... 2 1.1.- DATOS DE PARTIDA.... 2 1.2.- CAUDAL DE LOS PRODUCTOS DE COMBUSTIÓN.... 2 1.3.- DENSIDAD MEDIA DE LOS HUMOS...