Estudios de capacidad Cp y Cpk (Pp y Ppk)
|
|
|
- Victoria de la Cruz Rodríguez
- hace 5 años
- Vistas:
Transcripción
1 Estudios de capacidad Cp y Cpk (Pp y Ppk) Contenido Qué es la Capacidad del Proceso? Capacidad del Proceso a partir de Datos Variables. Índices Cp y Cpk (y también Pp y Ppk). Estudios a Corto Plazo vs. Largo Plazo. Capacidad del Proceso a parir de Datos de Atributos. 1
2 El Valor del Control de Procesos Cuando un proceso está bajo control: Puedes predecir lo que hará en el futuro, en términos de su desempeño promedio y variación. Puedes calcular la capacidad del proceso para cumplir con las especificaciones. Puedes reducir la variación de los procesos y sus costos. CUIDADO! Cuando un proceso no es estable, no se pueden generar conclusiones válidas acerca de su capacidad para cumplir con las especificaciones! 2
3 Control de Procesos vs Capacidad de Procesos Control del Proceso = Estabilidad a través del tiempo. Límite de Especificación Inferior Límite de Especificación Superior Capacidad del Proceso = La capacidad de un proceso estable para cumplir con las especificaciones. 3
4 Ejemplos de Estabilidad y Capacidad LSL USL Estable y Capaz Estable pero no Capaz LSL USL 4
5 Control Vs Capacidad Qué se puede decir acerca de este Proceso? LSL USL 5





6 Procesos Procesos Incapaces Capaces METRIC Control Vs Capacidad Procesos en Control Procesos Fuera de Control 6
7 Qué es la Capacidad del Proceso? La capacidad de un proceso para cumplir con los requerimientos del cliente. Prueba dim. De Arnes Dimensión de longitud (mm) Proceso de Contratación Tiempo de Contratación (en Días) LSL USL USL El producto excede los límites de especificación! Contrataciones que toman demasiado tiempo! 7
8 % de No Conformancia y PPM (Partes por Millón) Dimensión de longitud (mm) Tiempo de Contratación (en Días) LSL USL USL 3% 3% 15% 6% de las arneses están fuera de la especificación. Esto se traduce en... 60,000 PPM 15% es demasiado tiempo para cubrir los puestos disponibles. Esto se traduce en ,000 PPM 8
9 Un Proceso Capaz LSL USL Mediciones Individuales RECUERDA! Un proceso estable es el que ofrece cálculos más fiables para la capacidad del proceso. 6s Se dice que un proceso es capaz cuando los puntos de la distribución de las mediciones individuales quedan comprendidos ± 3s dentro de los límites de especificación. 9
10 Cuatro Procesos Estables A B Qué se puede decir acerca de la capacidad de estos procesos? L S L U S L L S L U S L C D L S L U S L L S L U S L 10
11 Qué tan Capaz es? 6 s LSL Proceso Capaz USL 6 s 6 s LSL Un Proceso Muy Capaz USL LSL Un Proceso Muy, Muy Capaz USL 11
12 Especificación 12
13 Especificación 13
14 Especificación 14
15 Especificación 15
16 Especificación 16
17 Especificación 17
18 Especificación 18
19 Especificación 19
20 Especificación 20
21 Especificación 21
22 Especificación 22
23 Especificación -6s -5s -4s -3s -2s -1s +1s +2s +3s +4s +5s +6s Cp = Especificación / Proceso Cp = 8 / 6 =
24 Especificación -6s -5s -4s -3s -2s -1s +1s +2s +3s +4s +5s +6s 24
25 25

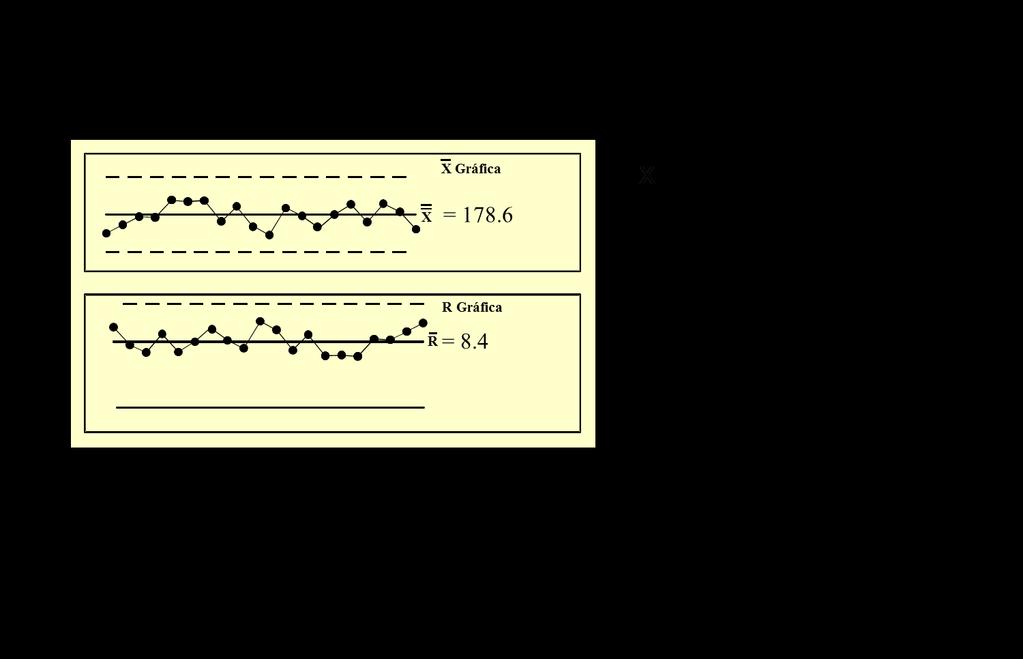
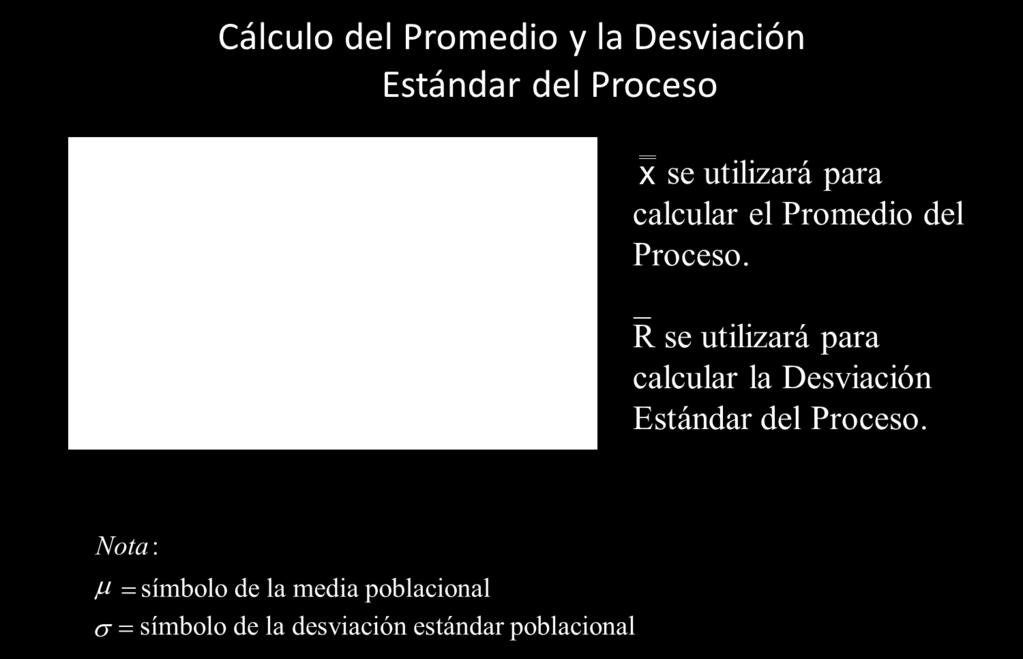
26 Cálculo del Promedio y la Desviación Estándar del Proceso Promedio del Proceso : X De la Gráfica de Control Desviación Estándar del Proceso sˆ R d 2 d 2 es una constante que depende del tamaño del subgrupo usado en la grafica de control X-R (ver la Tabla de valores para d2, por lo regular, n = 5 aunque existen gráficas de control de n = 3 ó n = 8, etc 26
27 Promedio del Proceso y Desviación Estándar Ejemplo: El promedio de todos los datos = y el rango promedio = 8.4 de una gráfica de control estable que utilizó una muestra de tamaño 5. Población Por ello, s ˆ = R d 2 = = X Promedio del Proceso Desviación Estándar del Proceso Meta = 171. El proceso está concentrado en la meta? 27
28 LSL = 160 USL = 182 METRIC Determinación de la Variación del Proceso y Comparación con los Límites de Especificación Variación del Proceso: Esperamos que el 99.73% de las veces, se produzca un producto que esté entre y Meta x -3s x x + 3s De acuerdo con las especificaciones, queremos que todo el producto esté entre 160 y 182. Si estuviera centrado, podrá este proceso cumplir con las especificaciones de ingeniería? 28
29 Determinación de la Capacidad Potencial del Proceso (C p ) LSL USL C p = 1 El índice Cp refleja el potencial del proceso si el promedio estuviera perfectamente concentrado entre los límites de especificación C p > 1 Entre más grande el índice C p, mejor! C p USL - LSL 6sˆ C p < 1 Para un Proceso Six Sigma, Cp = 2 29
30 LSL = 160 METRIC USL = 182 Ejercicio de Indice Cp Calculen el índice Cp: C p USL - LSL 6 ˆ s Recuerda : ˆ s Si estuviera centrado, podría este proceso ser capaz de satisfacer las especificaciones? 30
31 LSL = 160 METRIC USL = 182 Ejercicio de Indice Cp Calculen el índice Cp: C p USL - LSL 6 ˆ s Recuerda : ˆ s Si estuviera centrado, podría este proceso ser capaz de satisfacer las especificaciones? 31
32 Cuantificación del Desempeño Real del Proceso (C pk ) A diferencia del índice Cp, el índice Cpk toma en cuenta el desplazamiento fuera del centro del proceso. Mientras mayor sea el índice Cpk, mejor. LSL USL LSL USL 6s 6s C P = 1 C PK = 1 C P = 1 C pk < 1 Para un Proceso Six Sigma, C pk =
33 LSL = 160 USL = 182 METRIC Cálculo del Indice Cpk Cpk = superior y Cpk inferior Por lo general, sólo se reporta un Cpk (el que sea mas bajo). Lo correcto es siempre reportar los dos sˆ = ( ) / 6 C pk Superior USL - 3sˆ X 182 = C pk Inferior X - LSL 3sˆ = 33
34 LSL = 160 USL = 182 METRIC Cálculo del Indice Cpk Cpk = superior y Cpk inferior Por lo general, sólo se reporta un Cpk (el que sea mas bajo). Lo correcto es siempre reportar los dos C pk Superior USL - 3sˆ X 182 = C pk Inferior X - LSL 3sˆ = 34
35 Capacidad del Proceso con Especificaciones Unilaterales 1. Asegúrate que los datos estén distribuidos normalmente. 2. Calcula el promedio y la desviación estándar del proceso. 3. Calcula el porcentaje del producto (o PPM) que esté fuera del límite de especificación. 4. Cuantifica el desempeño del proceso por medio del cálculo del índice Cpk. C pk Superior USL - 3sˆ X C pk Inferior X - LSL 3sˆ 35
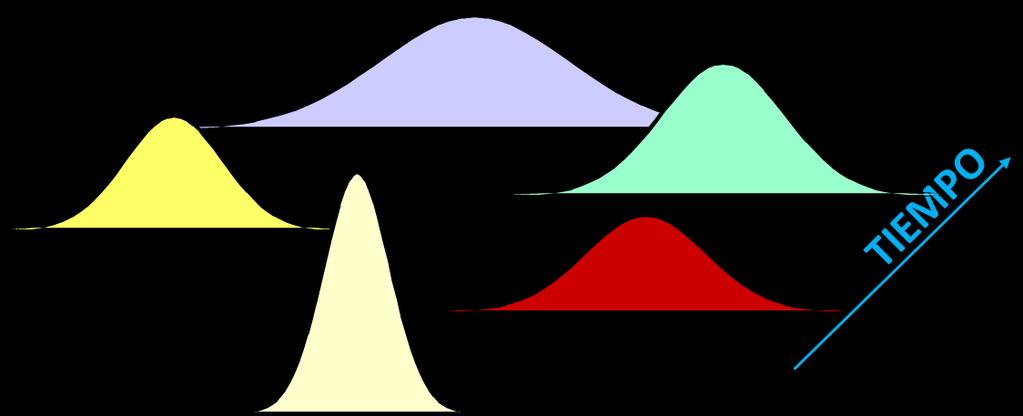
36 Estudios a Corto Plazo vs Largo Plazo Cuando se evalúa la capacidad de un proceso, se realiza un estudio a corto plazo para determinar qué tan bueno puede ser dicho proceso. Se recolectan datos por un período corto de tiempo durante el cual el proceso se ve influenciado únicamente por causas aleatorias de variación. Se realiza un estudio a largo plazo para determinar el desempeño real del proceso a largo plazo. Se recolectan datos por un período lo suficientemente largo de tal manera que el proceso se ve afectado esencialmente por todas las causas, aleatorias y no-aleatorias, (ejemplos: datos recolectados varios lotes, turnos, temporadas, etc.) de 36
37 Turno y Significado lun mar mie jue vie A la larga... Ocurren Desplazamientos! 37
38 Estudios a Corto y Largo Plazo Estudios a Corto Plazo Estudio a largo Plazo 38
39 El Desplazamiento Sigma 1.5s Se calcula que, a largo plazo, los procesos se desplazan aproximadamente 1.5 sigmas 39
40 Como hacer un estudio de Cp/Cpk en Minitab 8:00AM 10:00AM 12:00PM 2:00PM 4:00PM

41 Como hacer un estudio de Cp/Cpk en Minitab 41
 42")
42 Como hacer un estudio de Cp/Cpk en Minitab En un estudio de capacidad ideal (largo plazo), los datos deben ser recolectados respetando el orden del tiempo, tratando de que sean varios dias de producción (de otra forma, sólo se le puede considerar un estudio a corto plazo) 42
43 Como hacer un estudio de Cp/Cpk en Minitab Si los datos se obtuvieron sin respetar el orden del tiempo 43



44 Como hacer un estudio de Cp/Cpk en Minitab Se debe desactivar esta opción porque los datos conforman un solo subgrupo. 44

45 Como hacer un estudio de Cp/Cpk en Minitab Datos obtenidos respetando el orden del tiempo 45


46 Como hacer un estudio de Cp/Cpk en Minitab Datos obtenidos sin respetar el orden del tiempo 46


47 Como hacer un estudio de Cp/Cpk en Minitab Datos obtenidos respetando el orden del tiempo Datos obtenidos sin respetar el orden del tiempo Mensaje: Antes de tomar datos para hacer un estudio de Cp/Cpk, determina que tipo de estudio se requiere, como vas a recolectar los datos y que tipo de grafica/estudio vas a presentar. 47
48 Recuerda! Cuando se evalúa la capacidad de un proceso... Se realiza un estudio a corto plazo para ver que tan bueno puede ser un proceso. Los datos se recolectan durante un período corto, en el cual el proceso será influenciado únicamente por causas aleatorias (estudio tradicional). Un estudio a largo plazo se realiza para ver el desempeño real de un proceso en el largo plazo. Los datos se recolectan durante un período de tiempo lo suficientemente largo para que tanto las causas aleatorias como las no aleatorias afecten el proceso (cálculo de Promedio y Desviación estándar a partir de la gráfica de control). El ajuste Sigma de 1.5, a la larga, justifica el desplazamiento y la fluctuación de la distribución a corto plazo. 48
LJMM ITAt CARTAS (Gráficos) DE CONTROL
 DE CONTROL") CARTAS (Gráficos) DE CONTROL GRÁFICAS X - R Se toman alrededor de 25 a 30 Muestras Tamaño de muestras de 3 a 10 Calculamos: La media ( xi) y el rango (Ri) para cada muestra (i) La media general ( xi )
CARTAS (Gráficos) DE CONTROL GRÁFICAS X - R Se toman alrededor de 25 a 30 Muestras Tamaño de muestras de 3 a 10 Calculamos: La media ( xi) y el rango (Ri) para cada muestra (i) La media general ( xi )
, desviación típica de los datos del proceso
 78 donde, LSE, límite superior de especificación µ σ, media de los datos del proceso, desviación típica de los datos del proceso Si el CPU >= entonces el proceso es capaz, caso contrario el proceso no
78 donde, LSE, límite superior de especificación µ σ, media de los datos del proceso, desviación típica de los datos del proceso Si el CPU >= entonces el proceso es capaz, caso contrario el proceso no
CAPÍTULO VII EVALUACIÓN DE LA CAPACIDAD DEL PROCESO
 CAPÍTULO VII EVALUACIÓN DE LA CAPACIDAD DEL PROCESO [133] CAPÍTULO VII EVALUACIÓN DE LA CAPACIDAD DEL PROCESO Una vez ajustado el proceso y disminuido su variación se evalúa la capacidad del proceso. Un
CAPÍTULO VII EVALUACIÓN DE LA CAPACIDAD DEL PROCESO [133] CAPÍTULO VII EVALUACIÓN DE LA CAPACIDAD DEL PROCESO Una vez ajustado el proceso y disminuido su variación se evalúa la capacidad del proceso. Un
Los Gráficos de Control de Shewart
 Los Gráficos de Control de Shewart La idea tradicional de inspeccionar el producto final y eliminar las unidades que no cumplen con las especificaciones una vez terminado el proceso, se reemplaza por una
Los Gráficos de Control de Shewart La idea tradicional de inspeccionar el producto final y eliminar las unidades que no cumplen con las especificaciones una vez terminado el proceso, se reemplaza por una
2016 Lun Mar Mie Jue Vie Sab Dom
 2 4 5 6 7 29 3 4 5 6 28 29 30 3 3 4 5 6 28 29 30 3 2 Lun Sab Mar Mie Jue Vie Dom 4 5 6 7 29 4 25 26 27 28 29 30 5 2 3 4 5 6 7 8 9 0 2 3 4 5 6 7 8 9 20 2 22 23 24 25 26 27 28 29 30 3 6 4 5 6 7 8 9 0 2 3
2 4 5 6 7 29 3 4 5 6 28 29 30 3 3 4 5 6 28 29 30 3 2 Lun Sab Mar Mie Jue Vie Dom 4 5 6 7 29 4 25 26 27 28 29 30 5 2 3 4 5 6 7 8 9 0 2 3 4 5 6 7 8 9 20 2 22 23 24 25 26 27 28 29 30 3 6 4 5 6 7 8 9 0 2 3
Índices de capacidad Cp, Cpk, Pp y Ppk. By Marc Schaeffers
 Índices de capacidad Cp, Cpk, Pp y Ppk By Marc Schaeffers Índices de capacidad Cp, Cpk, Pp y Ppk INTRODUCCIÓN Una parte importante de cualquier implementación de SPC es el uso de índices de capacidad de
Índices de capacidad Cp, Cpk, Pp y Ppk By Marc Schaeffers Índices de capacidad Cp, Cpk, Pp y Ppk INTRODUCCIÓN Una parte importante de cualquier implementación de SPC es el uso de índices de capacidad de
Unidad 5 Control Estadístico de la Calidad. Administración de Operaciones III
 Unidad 5 Control Estadístico de la Calidad Administración de Operaciones III 1 Contenido 1. Antecedentes del control estadístico de la calidad 2. Definición 3. Importancia y aplicación 4. Control estadístico
Unidad 5 Control Estadístico de la Calidad Administración de Operaciones III 1 Contenido 1. Antecedentes del control estadístico de la calidad 2. Definición 3. Importancia y aplicación 4. Control estadístico
PLATAFORMA GESTIÓN INTEGRAL DE PRODUCCIÓN GESTIÓN DE OPERACIONES
 PLATAFORMA GESTIÓN INTEGRAL DE PRODUCCIÓN GESTIÓN DE OPERACIONES CONTROL DE CALIDAD CONTROL ESTADÍSTICO DE PROCESO Avanzar hacia la excelencia operacional es clave para la mejora de la competitividad de
PLATAFORMA GESTIÓN INTEGRAL DE PRODUCCIÓN GESTIÓN DE OPERACIONES CONTROL DE CALIDAD CONTROL ESTADÍSTICO DE PROCESO Avanzar hacia la excelencia operacional es clave para la mejora de la competitividad de
Análisis de la Capacidad o Aptitud de un proceso ( Capítulo 8 ) Control Estadístico de Calidad
 Control Estadístico de Calidad") Análisis de la Capacidad o Aptitud de un proceso ( Capítulo 8 ) Control Estadístico de Calidad Introducción Cuantificar la variabilidad de un proceso. Analizar esta variabilidad en relación con los requisitos
Análisis de la Capacidad o Aptitud de un proceso ( Capítulo 8 ) Control Estadístico de Calidad Introducción Cuantificar la variabilidad de un proceso. Analizar esta variabilidad en relación con los requisitos
Aplicaciones de la Probabilidad en la Industria
 Tercera parte Aplicaciones de la Probabilidad en la Industria Dr Enrique Villa Diharce CIMAT, Guanajuato, México Verano de probabilidad y estadística CIMAT Guanajuato,Gto Julio 2010 Cartas de control Carta
Tercera parte Aplicaciones de la Probabilidad en la Industria Dr Enrique Villa Diharce CIMAT, Guanajuato, México Verano de probabilidad y estadística CIMAT Guanajuato,Gto Julio 2010 Cartas de control Carta
PDF created with pdffactory trial version www.pdffactory.com
 Cátedra de Métricas del Software Universidad Tecnológica Nacional Facultad Regional Córdoba } Diego Rubio } Álvaro Ruiz de Mendarozqueta } Natalia Andriano } Juan Pablo Bruno } Conocer, interpretar y aplicar
Cátedra de Métricas del Software Universidad Tecnológica Nacional Facultad Regional Córdoba } Diego Rubio } Álvaro Ruiz de Mendarozqueta } Natalia Andriano } Juan Pablo Bruno } Conocer, interpretar y aplicar
Control Estadístico de Procesos Capacidad de Proceso
 Control Estadístico de Procesos Capacidad de Proceso Un proceso de fabricación es un conjunto de equipos, materiales, personas y métodos de trabajo que genera un producto fabricado. Maquinaria Métodos
Control Estadístico de Procesos Capacidad de Proceso Un proceso de fabricación es un conjunto de equipos, materiales, personas y métodos de trabajo que genera un producto fabricado. Maquinaria Métodos
Determinación del número de Repeticiones
 Determinación del número de Repeticiones Introducción (Región de estabilidad) Cuando se modela un sistema mediante un programa de computadora los resultados que se obtengan se deberán analizar de manera
Determinación del número de Repeticiones Introducción (Región de estabilidad) Cuando se modela un sistema mediante un programa de computadora los resultados que se obtengan se deberán analizar de manera
Programa Core Tools para Aplicación
 Descripción del Curso. Programa Core Tools para Aplicación El objetivo de este programa es que los asistentes: Identifiquen cada una de las Core Tools y sus características principales Conozcan los beneficios
Descripción del Curso. Programa Core Tools para Aplicación El objetivo de este programa es que los asistentes: Identifiquen cada una de las Core Tools y sus características principales Conozcan los beneficios
INSTRUCCIONES. XmR DC TM. Análisis del Comportamiento de Sistemas y Procesos a través de la Variación. (antes Gráficos de Control) DE LA APLICACIÓN
 DE LA APLICACIÓN") INSTRUCCIONES DE LA APLICACIÓN XmR DC TM Análisis del Comportamiento de Sistemas y Procesos a través de la Variación (antes Gráficos de Control) 29 Noviembre 2012 Versión 2.3 SUMARIO PROPÓSITO Y UTILIDAD
INSTRUCCIONES DE LA APLICACIÓN XmR DC TM Análisis del Comportamiento de Sistemas y Procesos a través de la Variación (antes Gráficos de Control) 29 Noviembre 2012 Versión 2.3 SUMARIO PROPÓSITO Y UTILIDAD
Definiciones Importantes
 CAPITULO III Control Estadístico de Procesos (Gráficos de Control) Definiciones Importantes a. Tipos de variabilidad en un proceso de producción 1. Variabilidad Inherente o Usual: Efecto acumulativo de
CAPITULO III Control Estadístico de Procesos (Gráficos de Control) Definiciones Importantes a. Tipos de variabilidad en un proceso de producción 1. Variabilidad Inherente o Usual: Efecto acumulativo de
TEMA 4: CONTROL POR VARIABLES Hoja de ejercicios (Entregar el 7 -problema de examen-)
") MÉTODOS ESTADÍSTICOS PARA LA MEJORA DE LA CALIDAD INGENIERIA DE TELECOMUNICACIONES TEMA 4: CONTROL POR VARIABLES Hoja de ejercicios (Entregar el 7 -problema de examen-) 1. Un proceso industrial fabrica
MÉTODOS ESTADÍSTICOS PARA LA MEJORA DE LA CALIDAD INGENIERIA DE TELECOMUNICACIONES TEMA 4: CONTROL POR VARIABLES Hoja de ejercicios (Entregar el 7 -problema de examen-) 1. Un proceso industrial fabrica
Programa: Tecnología en Control de Calidad
 CARTAS (EJERCICIOS) 1. En un cierto proceso de fabricación, una de las operaciones consiste en efectuar un corte en una pieza de plástico. Dicho corte debe tener una profundidad especificada en los planos.
CARTAS (EJERCICIOS) 1. En un cierto proceso de fabricación, una de las operaciones consiste en efectuar un corte en una pieza de plástico. Dicho corte debe tener una profundidad especificada en los planos.
CAPÍTULO 4 CAPACIDAD DEL PROCESO
 APÍTULO 4 APAIDAD DEL PROESO APÍTULO 4 APAIDAD DEL PROESO En este capítulo se hace una evaluación de la situación actual de la producción de la tapa de las guanteras para el coche modelo Jetta A4. Para
APÍTULO 4 APAIDAD DEL PROESO APÍTULO 4 APAIDAD DEL PROESO En este capítulo se hace una evaluación de la situación actual de la producción de la tapa de las guanteras para el coche modelo Jetta A4. Para
UNIVERSIDAD TÉCNICA DEL NORTE INFORME TÉCNICO
 UNIVERSIDAD TÉCNICA DEL NORTE FACULTAD DE INGENIERÍA EN CIENCIAS APLICADAS CARRERA DE INGENIERÍA INDUSTRIAL INFORME TÉCNICO TEMA IMPLEMENTACIÓN DEL CONTROL ESTADÍSTICO PARA LA CALIDAD EN LA EMPRESA ANGIE
UNIVERSIDAD TÉCNICA DEL NORTE FACULTAD DE INGENIERÍA EN CIENCIAS APLICADAS CARRERA DE INGENIERÍA INDUSTRIAL INFORME TÉCNICO TEMA IMPLEMENTACIÓN DEL CONTROL ESTADÍSTICO PARA LA CALIDAD EN LA EMPRESA ANGIE
DIPLOMADO SIX SIGMA GREEN BELT
 DIPLOMADO SIX SIGMA GREEN BELT CARACTERISTICAS GENERALES Duración: 60 Horas Son personas parcialmente dedicadas a realizar proyectos Six Sigma para mejorar los procesos de su área de trabajo, utilizan
DIPLOMADO SIX SIGMA GREEN BELT CARACTERISTICAS GENERALES Duración: 60 Horas Son personas parcialmente dedicadas a realizar proyectos Six Sigma para mejorar los procesos de su área de trabajo, utilizan
INDICES DE CAPACIDAD
 INDICES DE CAPACIDAD Producción bajo control no significa que el producto satisfaga las especificaciones de calidad (externas) fijadas por el diseñador, el productor o el comprador, sobre todo si la variabilidad
INDICES DE CAPACIDAD Producción bajo control no significa que el producto satisfaga las especificaciones de calidad (externas) fijadas por el diseñador, el productor o el comprador, sobre todo si la variabilidad
Aprender a construir gráficos X-S y conocer sus limitaciones.
 Objetivos Aprender a construir gráficos X-R y conocer sus limitaciones. Aprender a construir gráficos X-S y conocer sus limitaciones. Comprender la relación entre los Gráficos de Control y el intervalo
Objetivos Aprender a construir gráficos X-R y conocer sus limitaciones. Aprender a construir gráficos X-S y conocer sus limitaciones. Comprender la relación entre los Gráficos de Control y el intervalo
Rev 1 CAPACIDAD DE PROCESO. El objetivo del presente laboratorio es que el estudiante pueda realizar análisis de capacidad de proceso.
 CAPACIDAD DE PROCESO 1.- OBJETIVO El objetivo del presente laboratorio es que el estudiante pueda realizar análisis de capacidad de proceso. 2.- FUNDAMENTO TEÓRICO 2.1 ANALISIS DE CAPACIDAD DE PROCESO
CAPACIDAD DE PROCESO 1.- OBJETIVO El objetivo del presente laboratorio es que el estudiante pueda realizar análisis de capacidad de proceso. 2.- FUNDAMENTO TEÓRICO 2.1 ANALISIS DE CAPACIDAD DE PROCESO
Gestión del Desempeño Organizacional Basado en un Sistema de Mediciones. Miguel Ángel Anza México
 Gestión del Desempeño Organizacional Basado en un Sistema de Mediciones Miguel Ángel Anza México Qué Queremos Hacer en este Taller Este Taller les servirá para hacer una revisión de su Sistema de Medición
Gestión del Desempeño Organizacional Basado en un Sistema de Mediciones Miguel Ángel Anza México Qué Queremos Hacer en este Taller Este Taller les servirá para hacer una revisión de su Sistema de Medición
Curso de Estadística Básica
 Curso de SESION 5 TEOREMA DE CHEBYSHEV, REGLA EMPÍRICA Y CASO MCC. Manuel Uribe Saldaña MCC. José Gonzalo Lugo Pérez Objetivo Comprender y aplicar el teorema de Chebyshev y la regla empírica para una distribución
Curso de SESION 5 TEOREMA DE CHEBYSHEV, REGLA EMPÍRICA Y CASO MCC. Manuel Uribe Saldaña MCC. José Gonzalo Lugo Pérez Objetivo Comprender y aplicar el teorema de Chebyshev y la regla empírica para una distribución
Unidad V. Control Estadístico de la Calidad
 UNIVERSIDAD NACIONAL DE INGENIERÍA UNI- NORTE - SEDE REGIONAL ESTELÍ Unidad V. Control Estadístico de la Calidad Objetivos Reconocer los principios estadísticos del control de calidad. Explicar la forma
UNIVERSIDAD NACIONAL DE INGENIERÍA UNI- NORTE - SEDE REGIONAL ESTELÍ Unidad V. Control Estadístico de la Calidad Objetivos Reconocer los principios estadísticos del control de calidad. Explicar la forma
IND-LAB-CAL Capacidad de Proceso CAPACIDAD DE PROCESO
 CAPACIDAD DE PROCESO 1.- OBJETIVO El objetivo del presente laboratorio es que el estudiante pueda realizar análisis de capacidad de proceso. 2.- FUNDAMENTO TEÓRICO 2.1ANALISIS DE CAPACIDAD DE PROCESO Analicemos
CAPACIDAD DE PROCESO 1.- OBJETIVO El objetivo del presente laboratorio es que el estudiante pueda realizar análisis de capacidad de proceso. 2.- FUNDAMENTO TEÓRICO 2.1ANALISIS DE CAPACIDAD DE PROCESO Analicemos
PPAP- PROCESO DE APROBACIÓN DE PARTES DE PRODUCCIÓN. P. Reyes
 PPAP- PROCESO DE APROBACIÓN DE PARTES DE PRODUCCIÓN 1 I.1 GENERAL? El proveedor debe obtener aprobación completa del producto por la actividad responsable del cliente para:? Una parte o producto nuevo?
PPAP- PROCESO DE APROBACIÓN DE PARTES DE PRODUCCIÓN 1 I.1 GENERAL? El proveedor debe obtener aprobación completa del producto por la actividad responsable del cliente para:? Una parte o producto nuevo?
GRAFICOS DE CONTROL. Es una importante herramienta utilizada en control de la calidad de los procesos.
 Es un gráfico en el cual se representan los valores de algún tipo de medición realizada durante el funcionamiento de un proceso continuo y que sirve para controlar dicho proceso. Es una importante herramienta
Es un gráfico en el cual se representan los valores de algún tipo de medición realizada durante el funcionamiento de un proceso continuo y que sirve para controlar dicho proceso. Es una importante herramienta
INFORME DE VALIDACIÓN DEL PROCESO DE PRODUCCIÓN DE AIRE MEDICINAL CLÍNICA LA COLINA SERVICIO FARMACÉUTICO
 PAGINAS: 1 de 17 INFORME DE VALIDACIÓN DEL PROCESO DE PRODUCCIÓN DE AIRE MEDICINAL CLÍNICA LA COLINA SERVICIO FARMACÉUTICO FECHA DE INICIO: 24-11-2016 FECHA DE FINALIZACIÓN: 04-01-2017 BOGOTÁ, ENERO DE
PAGINAS: 1 de 17 INFORME DE VALIDACIÓN DEL PROCESO DE PRODUCCIÓN DE AIRE MEDICINAL CLÍNICA LA COLINA SERVICIO FARMACÉUTICO FECHA DE INICIO: 24-11-2016 FECHA DE FINALIZACIÓN: 04-01-2017 BOGOTÁ, ENERO DE
Modelado y simulación en Ingeniería Química. Manuel Rodríguez
 ÍNDICE Modelos de caja gris Calibración de modelos Estimación de parámetros Análisis de la estimación Regresión no lineal 1. Modelos de caja gris Son modelos de un sistema (o proceso), donde: Desarrollados
ÍNDICE Modelos de caja gris Calibración de modelos Estimación de parámetros Análisis de la estimación Regresión no lineal 1. Modelos de caja gris Son modelos de un sistema (o proceso), donde: Desarrollados
MÓDULO III SEIS SIGMA ESTRATEGIA PARA LA MEJORA DE PROYECTOS
 MÓDULO III SEIS SIGMA ESTRATEGIA PARA LA MEJORA DE PROYECTOS 1 ÍNDICE DEFINIR. 3 MEDIR.... 4 ANALIZAR..... 5 MEJORAR. 6 CONTROLAR... 7 GLOSARIO... 8 MAPA CONCEPTUAL. 10 2 DEFINIR: Iniciación del proyecto.
MÓDULO III SEIS SIGMA ESTRATEGIA PARA LA MEJORA DE PROYECTOS 1 ÍNDICE DEFINIR. 3 MEDIR.... 4 ANALIZAR..... 5 MEJORAR. 6 CONTROLAR... 7 GLOSARIO... 8 MAPA CONCEPTUAL. 10 2 DEFINIR: Iniciación del proyecto.
ESTADISTICA GENERAL. PRINCIPALES DISTRIBUCIONES CONTINUAS Profesor: Celso Celso Gonzales
 ESTADISTICA GENERAL PRINCIPALES DISTRIBUCIONES CONTINUAS Profesor: Celso Celso Gonzales OBJETIVOS Describir las características de las distribuciones de probabilidad : Normal, Ji-cuadrado, t de student
ESTADISTICA GENERAL PRINCIPALES DISTRIBUCIONES CONTINUAS Profesor: Celso Celso Gonzales OBJETIVOS Describir las características de las distribuciones de probabilidad : Normal, Ji-cuadrado, t de student
CORE TOOLS PARA APLICACIÓN
 CORE TOOLS PARA APLICACIÓN Descripción del Curso. El objetivo es el de proporcionar una capacitación básica en esta herramienta que les permita comprender a los asistentes Por qué se usa Qué beneficios
CORE TOOLS PARA APLICACIÓN Descripción del Curso. El objetivo es el de proporcionar una capacitación básica en esta herramienta que les permita comprender a los asistentes Por qué se usa Qué beneficios
MEDIR (Evaluación del sistema de medición) ING MARTA GABRIELA RIOS NAVA
 ING MARTA GABRIELA RIOS NAVA") MEDIR (Evaluación del sistema de medición) ING MARTA GABRIELA RIOS NAVA 2 FLUJO DMAIC 1 D Definir el problema Eliminar causas especiales N Proceso estable? M Describir el problema S S Capaz? M Medición
MEDIR (Evaluación del sistema de medición) ING MARTA GABRIELA RIOS NAVA 2 FLUJO DMAIC 1 D Definir el problema Eliminar causas especiales N Proceso estable? M Describir el problema S S Capaz? M Medición
Kaizen Sigma Consulting. MINITAB Release 14 Software Estadístico CONTENIDO: PRESENTACION DE LOS PARTICIPANTES. Objetivo:
 MINITAB Release 14 Software Estadístico Objetivo: Optimizar el análisis de datos que caracterizan a un proceso, producto o servicio a través de las diferentes aplicaciones gráficas y estadísticas que presenta
MINITAB Release 14 Software Estadístico Objetivo: Optimizar el análisis de datos que caracterizan a un proceso, producto o servicio a través de las diferentes aplicaciones gráficas y estadísticas que presenta
TÉCNICO SUPERIOR UNIVERSITARIO EN PROCESOS INDUSTRIALES ÁREA MANUFACTURA EN COMPETENCIAS PROFESIONALES
 TÉCNICO SUPERIOR UNIVERSITARIO EN PROCESOS INDUSTRIALES ÁREA MANUFACTURA EN COMPETENCIAS PROFESIONALES ASIGNATURA DE CONTROL ESTADÍSTICO DEL PROCESO 1. Competencias Administrar la cadena de suministro,
TÉCNICO SUPERIOR UNIVERSITARIO EN PROCESOS INDUSTRIALES ÁREA MANUFACTURA EN COMPETENCIAS PROFESIONALES ASIGNATURA DE CONTROL ESTADÍSTICO DEL PROCESO 1. Competencias Administrar la cadena de suministro,
Dr. Reynaldo Carvajal O.
 6σ Método Científico : Supuestos Variabilidad, Exactitud, Precisión Proceso Variabilidad de un proceso Capacidad de un proceso Seis Sigma Fases de la metodología Seis Sigma 1. CARÁCTER DE LA REALIDAD 2.
6σ Método Científico : Supuestos Variabilidad, Exactitud, Precisión Proceso Variabilidad de un proceso Capacidad de un proceso Seis Sigma Fases de la metodología Seis Sigma 1. CARÁCTER DE LA REALIDAD 2.
Avisos. Siguiente sesión. Evaluación del módulo. Examen de 1 hora. Incluye todos los temas incluyendo el día de hoy. Empieza el tiempo a las 12:00 pm.
 Lean Six Sigma Avisos Siguiente sesión. Examen de 1 hora. Incluye todos los temas incluyendo el día de hoy. Empieza el tiempo a las 12:00 pm. Evaluación del módulo. 4 tareas y 1 examen. 60% tareas y 40%
Lean Six Sigma Avisos Siguiente sesión. Examen de 1 hora. Incluye todos los temas incluyendo el día de hoy. Empieza el tiempo a las 12:00 pm. Evaluación del módulo. 4 tareas y 1 examen. 60% tareas y 40%
Uso de tareas el jue 12/06/08 MSProj11. Página 1
 mié 01 oct jue 02 oct vie 03 oct sáb 04 oct dom 05 oct lun 06 oct Página 1 mar 07 oct mié 08 oct jue 09 oct vie 10 oct sáb 11 oct dom 12 oct Página 2 lun 13 oct mar 14 oct mié 15 oct jue 16 oct vie 17
mié 01 oct jue 02 oct vie 03 oct sáb 04 oct dom 05 oct lun 06 oct Página 1 mar 07 oct mié 08 oct jue 09 oct vie 10 oct sáb 11 oct dom 12 oct Página 2 lun 13 oct mar 14 oct mié 15 oct jue 16 oct vie 17
Modelos de Simulación en Excel
 Modelos de Simulación en Excel DIANA COBOS DEL ANGEL El tiempo que transcurre entre la llegada de ciertas piezas a una estación de inspección sigue una distribución exponencial con media de 5 minutos/pieza.
Modelos de Simulación en Excel DIANA COBOS DEL ANGEL El tiempo que transcurre entre la llegada de ciertas piezas a una estación de inspección sigue una distribución exponencial con media de 5 minutos/pieza.
1.-DATOS DE LA ASIGNATURA
 1.-DATOS DE LA ASIGNATURA Nombre de la asignatura : Carrera : Calve de la asignatura : Horas teoría-horas práctica-créditos : Seis Sigma Ingeniería Industrial ICG-1805 2 2 6 2.- PRESENTACION. Caracterización
1.-DATOS DE LA ASIGNATURA Nombre de la asignatura : Carrera : Calve de la asignatura : Horas teoría-horas práctica-créditos : Seis Sigma Ingeniería Industrial ICG-1805 2 2 6 2.- PRESENTACION. Caracterización
DISTRIBUCIÓN NORMAL CAPÍTULO 16
 CAPÍTULO 6 DISTRIBUCIÓN NORMAL Cuando los datos están distribuidos con frecuencias ascendentes-descendentes aproimadamente simétricas, se le llama distribución normal. Cuando se trata de una variable discreta,
CAPÍTULO 6 DISTRIBUCIÓN NORMAL Cuando los datos están distribuidos con frecuencias ascendentes-descendentes aproimadamente simétricas, se le llama distribución normal. Cuando se trata de una variable discreta,
Método Seis Sigma. Maria Soledad Lahitte
 Método Seis Sigma Maria Soledad Lahitte Introducción Seis Sigma es el término elegido por Motorola, hace más de 17 años, para denominar su iniciativa de reducción radical de defectos en productos, lo cual
Método Seis Sigma Maria Soledad Lahitte Introducción Seis Sigma es el término elegido por Motorola, hace más de 17 años, para denominar su iniciativa de reducción radical de defectos en productos, lo cual
SEIS SIGMA PARA REDUCCIÓN DE LA VARIACIÓN
 SEIS SIGMA PARA REDUCCIÓN DE LA VARIACIÓN ANTECEDENTES Metodología de mejora y solución de problemas complejos desarrollada a partir de la tesis doctoral de Mikel Harry: conceptos de administración por
SEIS SIGMA PARA REDUCCIÓN DE LA VARIACIÓN ANTECEDENTES Metodología de mejora y solución de problemas complejos desarrollada a partir de la tesis doctoral de Mikel Harry: conceptos de administración por
DXN MEXICO S.A. DE C.V. CALENDARIO DE ACTIVIDADES POR ESTADO MAYO 2016
 DXN MEXICO S.A. DE C.V. CALENDARIO DE ACTIVIDADES POR ESTADO MAYO 2016 DXN MEXICO 20 VIE 7 A.M. TLAXCALA FABRICA DE DXN MEXICO TLAXCALA Visita a la Fabrica de DXN México LUGARES AGOTADOS! 2 LUN 10 A.M.
DXN MEXICO S.A. DE C.V. CALENDARIO DE ACTIVIDADES POR ESTADO MAYO 2016 DXN MEXICO 20 VIE 7 A.M. TLAXCALA FABRICA DE DXN MEXICO TLAXCALA Visita a la Fabrica de DXN México LUGARES AGOTADOS! 2 LUN 10 A.M.
Manual de Calidad para Proveedores: Métodos y Ejemplos. Índice
 Estándar John Deere JDS-G3X Manual de Calidad para Proveedores: Métodos y Ejemplos Índice 1 Alcance... 4 Términos y Definiciones... 4 3 Diagrama de Flujo para el Control de Procesos: PDP y Producción Inicial...
Estándar John Deere JDS-G3X Manual de Calidad para Proveedores: Métodos y Ejemplos Índice 1 Alcance... 4 Términos y Definiciones... 4 3 Diagrama de Flujo para el Control de Procesos: PDP y Producción Inicial...
GUÍA DE APRENDIZAJE MÓDULO I SEIS SIGMA SPACER. Aprendizaje sin fronteras uvirtual@pep.pemex.com
 GUÍA DE APRENDIZAJE MÓDULO I SEIS SIGMA SPACER ÍNDICE I. SPACER... 2 Seguridad 2 Propósito 2 Agenda 3 Código de Conducta 4 Expectativas 4 Roles 5 II. GLOSARIO 6 III. MAPA CONCEPTUAL 9 1 I. SPACER Seguridad
GUÍA DE APRENDIZAJE MÓDULO I SEIS SIGMA SPACER ÍNDICE I. SPACER... 2 Seguridad 2 Propósito 2 Agenda 3 Código de Conducta 4 Expectativas 4 Roles 5 II. GLOSARIO 6 III. MAPA CONCEPTUAL 9 1 I. SPACER Seguridad
Resultados nacionales aplicación EXIM
 2011 Resultados nacionales aplicación EXIM Realizó: Simón Andrés De León Novoa Revisó: Luis Alberto González Araujo RESULTADOS NACIONALES APLICACIÓN 2011 Conformación La prueba estuvo compuesta por dos
2011 Resultados nacionales aplicación EXIM Realizó: Simón Andrés De León Novoa Revisó: Luis Alberto González Araujo RESULTADOS NACIONALES APLICACIÓN 2011 Conformación La prueba estuvo compuesta por dos
TABLA DE CONTENIDOS. Dedicatoria. Agradecimientos. Tabla de Contenidos. Índice de Figuras. Índice de Tablas. Resumen
 TABLA DE CONTENIDOS página Dedicatoria Agradecimientos Tabla de Contenidos Índice de Figuras Índice de Tablas Resumen I II III VI VIII XI 1. Introducción 12 1.1. Descripción del problema.........................
TABLA DE CONTENIDOS página Dedicatoria Agradecimientos Tabla de Contenidos Índice de Figuras Índice de Tablas Resumen I II III VI VIII XI 1. Introducción 12 1.1. Descripción del problema.........................
PORCENTAJE DE CARAS FRACTURADAS EN LOS AGREGADOS I.N.V. E
 PORCENTAJE DE CARAS FRACTURADAS EN LOS AGREGADOS I.N.V. E 227 07 1. OBJETO 1.1 Esta norma describe el procedimiento para determinar el porcentaje, en masa o por conteo de una muestra de agregado grueso
PORCENTAJE DE CARAS FRACTURADAS EN LOS AGREGADOS I.N.V. E 227 07 1. OBJETO 1.1 Esta norma describe el procedimiento para determinar el porcentaje, en masa o por conteo de una muestra de agregado grueso
INFORME DE VALIDACION DEL PROCESO DE PRODUCCION DE AIRE MEDICINAL EN SITIO POR COMPRESOR ESTUDIO PROSPECTIVO DE VALIDACION CLINICA LA COLINA
 de 24 INFORME DE VALIDACION DEL PROCESO DE PRODUCCION DE AIRE MEDICINAL EN SITIO ESTUDIO PROSPECTIVO DE VALIDACION CLINICA LA COLINA BOGOTA, MAYO DE 204 2 de 24. OBJETIVO Determinar que el proceso de producción
de 24 INFORME DE VALIDACION DEL PROCESO DE PRODUCCION DE AIRE MEDICINAL EN SITIO ESTUDIO PROSPECTIVO DE VALIDACION CLINICA LA COLINA BOGOTA, MAYO DE 204 2 de 24. OBJETIVO Determinar que el proceso de producción
Fenómenos físicos empleados para medir. Principios de medidas químicas
 Fenómenos físicos empleados para medir Principios de medidas químicas Objetivo Establecer una relación entre las medidas físicas y químicas. Objetivo de una medidas química Determinar la concentración
Fenómenos físicos empleados para medir Principios de medidas químicas Objetivo Establecer una relación entre las medidas físicas y químicas. Objetivo de una medidas química Determinar la concentración
Práctica No 1. Análisis estadísticos de los datos termodinámicos
 Práctica No 1 Análisis estadísticos de los datos termodinámicos 1. Objetivo general: Aplicación correcta de las herramientas estadísticas en el manejo de propiedades, tales como: presión, temperatura y
Práctica No 1 Análisis estadísticos de los datos termodinámicos 1. Objetivo general: Aplicación correcta de las herramientas estadísticas en el manejo de propiedades, tales como: presión, temperatura y
CARTAS DE CONTROL. Control Estadístico de la Calidad. Tuesday, August 5, 14
 CARTAS DE CONTROL Control Estadístico de la Calidad PROCESOS PRODUCTIVOS Los procesos productivos son incapaces de producir dos unidades de producto exactamente iguales. Esto se debe a un sin número de
CARTAS DE CONTROL Control Estadístico de la Calidad PROCESOS PRODUCTIVOS Los procesos productivos son incapaces de producir dos unidades de producto exactamente iguales. Esto se debe a un sin número de
INTRODUCCIÓN...13 CAPÍTULO 1. DEFINICIÓN DE CONTROL DE CALIDAD, NOTAS HISTÓRICAS Y HERRAMIENTAS...17
 ÍNDICE INTRODUCCIÓN...13 CAPÍTULO 1. DEFINICIÓN DE CONTROL DE CALIDAD, NOTAS HISTÓRICAS Y HERRAMIENTAS...17 1.1 DEFINICIÓN DE CONTROL DE CALIDAD...17 1.2 HISTORIA DEL CONTROL DE CALIDAD...18 1.3 MEDICIÓN
ÍNDICE INTRODUCCIÓN...13 CAPÍTULO 1. DEFINICIÓN DE CONTROL DE CALIDAD, NOTAS HISTÓRICAS Y HERRAMIENTAS...17 1.1 DEFINICIÓN DE CONTROL DE CALIDAD...17 1.2 HISTORIA DEL CONTROL DE CALIDAD...18 1.3 MEDICIÓN
Gráficos de Control para Variables
 Gráficos de Control para Variables S Procesos Productivos S Los procesos productivos son incapaces de producir dos unidades de producto exactamente iguales. Esto se debe a un sin número de causas que provocan
Gráficos de Control para Variables S Procesos Productivos S Los procesos productivos son incapaces de producir dos unidades de producto exactamente iguales. Esto se debe a un sin número de causas que provocan
Big Data y Control Estadistico de Procesos. By Marc Schaeffers
 Big Data y Control Estadistico de Procesos By Marc Schaeffers Big Data y Control Estadistico de Procesos INTRODUCCIÓN Las empresas han estado aplicando técnicas de control de procesos estadísticos (SPC)
Big Data y Control Estadistico de Procesos By Marc Schaeffers Big Data y Control Estadistico de Procesos INTRODUCCIÓN Las empresas han estado aplicando técnicas de control de procesos estadísticos (SPC)
Análisis de Capacidad Multivariada
 Análisis de Capacidad Multivariada Resumen El procedimiento Análisis de Capacidad Multivariada determina la probabilidad de que los puntos caracterizados por dos o más variables se encuentren establecidos
Análisis de Capacidad Multivariada Resumen El procedimiento Análisis de Capacidad Multivariada determina la probabilidad de que los puntos caracterizados por dos o más variables se encuentren establecidos
Objetivos. Aprender a construir gráficos p y/o np. Aprender a construir gráficos c y u. Cuando usarlos. Epígrafes
 Objetivos Aprender a construir gráficos p y/o np. Aprender a construir gráficos c y u. Cuando usarlos Epígrafes Introducción a los Gráficos p, np. Interpretación Gráficos c y u. Interpretación 2-1 Gráfico
Objetivos Aprender a construir gráficos p y/o np. Aprender a construir gráficos c y u. Cuando usarlos Epígrafes Introducción a los Gráficos p, np. Interpretación Gráficos c y u. Interpretación 2-1 Gráfico
UNIVERSIDAD DEL VALLE DE MÉXICO PROGRAMA DE ESTUDIO DE LICENCIATURA PRAXIS MES XXI
 UNIVERSIDAD DEL VALLE DE MÉXICO PROGRAMA DE ESTUDIO DE LICENCIATURA PRAXIS MES XXI NOMBRE DE LA ASIGNATURA: INGENIERÍA DE CALIDAD AVANZADA FECHA DE ELABORACIÓN: MARZO 2005 ÁREA DEL PLAN DE ESTUDIOS: AS
UNIVERSIDAD DEL VALLE DE MÉXICO PROGRAMA DE ESTUDIO DE LICENCIATURA PRAXIS MES XXI NOMBRE DE LA ASIGNATURA: INGENIERÍA DE CALIDAD AVANZADA FECHA DE ELABORACIÓN: MARZO 2005 ÁREA DEL PLAN DE ESTUDIOS: AS
Control Estadístico del Proceso. Ing. Claudia Salguero Ing. Alvaro Díaz
 Control Estadístico del Proceso Ing. Claudia Salguero Ing. Alvaro Díaz Control Estadístico del Proceso Es un conjunto de herramientas estadísticas que permiten recopilar, estudiar y analizar la información
Control Estadístico del Proceso Ing. Claudia Salguero Ing. Alvaro Díaz Control Estadístico del Proceso Es un conjunto de herramientas estadísticas que permiten recopilar, estudiar y analizar la información
Gráficas X y R Gráficos de Control de Shewhart
 Gráficas X y R Gráficos de Control de Shewhart La idea tradicional de inspeccionar el producto final y eliminar las unidades que no cumplen con las especificaciones una vez terminado el proceso, se reemplaza
Gráficas X y R Gráficos de Control de Shewhart La idea tradicional de inspeccionar el producto final y eliminar las unidades que no cumplen con las especificaciones una vez terminado el proceso, se reemplaza
Control Estadístico de Procesos (SPC) para NO estadísticos.
 para NO estadísticos.") Control Estadístico de Procesos (SPC) para NO estadísticos. - Sesión 3ª de 4 - Impartido por: Jaume Ramonet Fernández Ingeniero Industrial Superior PMP (PMI ) Consultoría y Formación Actitud requerida
Control Estadístico de Procesos (SPC) para NO estadísticos. - Sesión 3ª de 4 - Impartido por: Jaume Ramonet Fernández Ingeniero Industrial Superior PMP (PMI ) Consultoría y Formación Actitud requerida
MEC-1801 SATCA 1 : ( ) Carrera:
 Carrera:") 1. Datos Generales de la asignatura Nombre de la asignatura: Análisis de Sistemas de Medición Clave de la asignatura: MEC-1801 SATCA 1 : (2-2 - 4) Carrera: Ingeniería Industrial 2. Presentación Caracterización
1. Datos Generales de la asignatura Nombre de la asignatura: Análisis de Sistemas de Medición Clave de la asignatura: MEC-1801 SATCA 1 : (2-2 - 4) Carrera: Ingeniería Industrial 2. Presentación Caracterización
Control Estadístico de la Calidad. Gráficos de Control. Estadistica Básica
 Control Estadístico de la Calidad Gráficos de Control Estadistica Básica Control de Calidad Calidad significa idoneidad de uso, Es la interacción de la calidad: Del diseño Nivel de desempeño, de confiabilidad
Control Estadístico de la Calidad Gráficos de Control Estadistica Básica Control de Calidad Calidad significa idoneidad de uso, Es la interacción de la calidad: Del diseño Nivel de desempeño, de confiabilidad
El aseguramiento de la calidad en el entorno moderno de la gestión. Calidad Montgomery Douglas
 El aseguramiento de la calidad en el entorno moderno de la gestión Referencia: : Control Estadístico stico de Calidad Montgomery Douglas Significado de la calidad Es esencial que los productos satisfagan
El aseguramiento de la calidad en el entorno moderno de la gestión Referencia: : Control Estadístico stico de Calidad Montgomery Douglas Significado de la calidad Es esencial que los productos satisfagan
Introducción al tratamiento de datos experimentales. Aplicación en fisicoquímica
 Introducción al tratamiento de datos experimentales Aplicación en fisicoquímica Medidas experimentales 1. 8.86 M H 2 O 2 100V 8.93M Titulación con KMnO 4 2. 8.78 M 3. 9.10 M Resultado promedio: 8.91 M
Introducción al tratamiento de datos experimentales Aplicación en fisicoquímica Medidas experimentales 1. 8.86 M H 2 O 2 100V 8.93M Titulación con KMnO 4 2. 8.78 M 3. 9.10 M Resultado promedio: 8.91 M
UNIVERSIDAD NACIONAL DE INGENIERIA
 AÑO ACADEMICO: 2015 _ PLAN CALENDARIO DE ASIGNATURA FACULTAD / SEDE/ INSTITUTO FEC CARRERA Ingeniería Electrónica DEPARTAMENTO / COORDINACION: Electrónica NOMBRE DE LA ASIGNATURA de Medición TOTAL DE HORAS
AÑO ACADEMICO: 2015 _ PLAN CALENDARIO DE ASIGNATURA FACULTAD / SEDE/ INSTITUTO FEC CARRERA Ingeniería Electrónica DEPARTAMENTO / COORDINACION: Electrónica NOMBRE DE LA ASIGNATURA de Medición TOTAL DE HORAS
ESTADISTICA AVANZADA MODULO I
 ESTADISTICA AVANZADA MODULO I Repaso Medidas y gráficos descriptivos Normalidad y Capacidad CEP Orden Etapas Detalladas DMAIC TSP 1 Selección del Proyecto 2 Cuaderno del Proyecto 3 Justificación Económica
ESTADISTICA AVANZADA MODULO I Repaso Medidas y gráficos descriptivos Normalidad y Capacidad CEP Orden Etapas Detalladas DMAIC TSP 1 Selección del Proyecto 2 Cuaderno del Proyecto 3 Justificación Económica
COSTOS DE CALIDAD (QCs)
") COSTOS DE CALIDAD (QCs) CONCEPTOS DE COSTOS DE CALIDAD P. Reyes 1 Costos de calidad Representan la diferencia entre los costos reales de un producto o servicio y el costo reducido si no hubiera la posibilidad
COSTOS DE CALIDAD (QCs) CONCEPTOS DE COSTOS DE CALIDAD P. Reyes 1 Costos de calidad Representan la diferencia entre los costos reales de un producto o servicio y el costo reducido si no hubiera la posibilidad
ESTADISTICA INFERENCIAL DR. JORGE ACUÑA A.
 ESTADISTICA INFERENCIAL DR. JORGE ACUÑA A. 1 PROBABILIDAD Probabilidad de un evento es la posibilidad relativa de que este ocurra al realizar el experimento Es la frecuencia de que algo ocurra dividido
ESTADISTICA INFERENCIAL DR. JORGE ACUÑA A. 1 PROBABILIDAD Probabilidad de un evento es la posibilidad relativa de que este ocurra al realizar el experimento Es la frecuencia de que algo ocurra dividido
Procesamiento de la Señal
 Filtrado I: Ruido 8 de abril de 2013 Repaso: Teoría de la Información La teoría de la información tiene por objeto la determinación de la manera más eciente de codicar un mensaje para su correcta entrega
Filtrado I: Ruido 8 de abril de 2013 Repaso: Teoría de la Información La teoría de la información tiene por objeto la determinación de la manera más eciente de codicar un mensaje para su correcta entrega
xn, y a su vez existen variables que no son determinadas o incontrolables z1, z2 zn.
 CAPÍTULO 4 CONSIDERACIONES PARA EL DISEÑO DE EXPERIMENTOS Todos los investigadores realizan experimentos en todos los campos del saber con el objetivo de descubrir algo acerca de un proceso. Un experimento
CAPÍTULO 4 CONSIDERACIONES PARA EL DISEÑO DE EXPERIMENTOS Todos los investigadores realizan experimentos en todos los campos del saber con el objetivo de descubrir algo acerca de un proceso. Un experimento
VARIABILIDAD EN LOS SISTEMAS DE PAVIMENTOS
 VARIABILIDAD EN LOS SISTEMAS DE PAVIMENTOS CONTENIDO Ejemplos de la variabilidad que afecta a los pavimentos Variabilidad en el comportamiento del pavimento Variabilidad en los resultados de los ensayos
VARIABILIDAD EN LOS SISTEMAS DE PAVIMENTOS CONTENIDO Ejemplos de la variabilidad que afecta a los pavimentos Variabilidad en el comportamiento del pavimento Variabilidad en los resultados de los ensayos
INFERENCIA ESTADÍSTICA CON EL SOFTWARE MINITAB
 UNIVERSIDAD PRIVADA ALAS PERUANAS ESCUELA PROFESIONAL DE INGENIERÍA DE SISTEMAS INFERENCIA ESTADÍSTICA CON EL SOFTWARE MINITAB 15.0 E1) La tabla muestra el tiempo requerido, en días, para determinar auditorias
UNIVERSIDAD PRIVADA ALAS PERUANAS ESCUELA PROFESIONAL DE INGENIERÍA DE SISTEMAS INFERENCIA ESTADÍSTICA CON EL SOFTWARE MINITAB 15.0 E1) La tabla muestra el tiempo requerido, en días, para determinar auditorias
INDICADORES DE LA CALIDAD
 INDICADORES DE LA CALIDAD INDICADORES DE LA CALIDAD Son parámetros que nos indican cuál es la situación interna y cuál es la tendencia que siguen nuestros procesos. Un indicador de calidad exige: Unidad
INDICADORES DE LA CALIDAD INDICADORES DE LA CALIDAD Son parámetros que nos indican cuál es la situación interna y cuál es la tendencia que siguen nuestros procesos. Un indicador de calidad exige: Unidad
Intervalos de confianza para los índices de capacidad C pm y C pmk en procesos estacionarios gaussianos
 Revista Colombiana de Estadística Volumen 29 N o 2. pp. 153 a 162. Diciembre 2006 Intervalos de confianza para los índices de capacidad C pm y C pmk en procesos estacionarios gaussianos Confidence Intervals
Revista Colombiana de Estadística Volumen 29 N o 2. pp. 153 a 162. Diciembre 2006 Intervalos de confianza para los índices de capacidad C pm y C pmk en procesos estacionarios gaussianos Confidence Intervals
CAPÍTULO VII DETERMINACIÓN DE LA MUESTRA
 CAPÍTULO VII DETERMINACIÓN DE LA MUESTRA Para determinar la muestra es necesario considerar primero cuál es nuestro universo. Se debe entender como universo al total de elementos que reúnen ciertas características
CAPÍTULO VII DETERMINACIÓN DE LA MUESTRA Para determinar la muestra es necesario considerar primero cuál es nuestro universo. Se debe entender como universo al total de elementos que reúnen ciertas características
Certificación Six Sigma Modalidad Presencial
 México, D.F. a 24 de Enero de 2017 UNIPOLI Ing. Rosendo Chávez Departamento de Ingeniería Industrial Presente: Nos permitimos presentar a su consideración la propuesta técnica económica del siguiente servicio:
México, D.F. a 24 de Enero de 2017 UNIPOLI Ing. Rosendo Chávez Departamento de Ingeniería Industrial Presente: Nos permitimos presentar a su consideración la propuesta técnica económica del siguiente servicio:
CURSO PRÁCTICO DE ESTADÍSTICA BÁSICA APLICADA A LA INDUSTRIA BIOSANITARIA.
 CURSO PRÁCTICO DE ESTADÍSTICA BÁSICA APLICADA A LA INDUSTRIA BIOSANITARIA. Barcelona, 29, 30 y 31 de mayo y 5, 6, 7, 12 y 13 de junio de 2018 Objetivo: Proporcionar una visión práctica sobre las técnicas
CURSO PRÁCTICO DE ESTADÍSTICA BÁSICA APLICADA A LA INDUSTRIA BIOSANITARIA. Barcelona, 29, 30 y 31 de mayo y 5, 6, 7, 12 y 13 de junio de 2018 Objetivo: Proporcionar una visión práctica sobre las técnicas
CMC-1505 (2-2-4) SATCA 1 : Carrera:
 SATCA 1 : Carrera:") 1. Datos Generales de la asignatura Nombre de la asignatura: Metrología y Normalización II Clave de la asignatura: CMC-1505 SATCA 1 : (2-2-4) Carrera: Ingeniería Industrial 2. Presentación Caracterización
1. Datos Generales de la asignatura Nombre de la asignatura: Metrología y Normalización II Clave de la asignatura: CMC-1505 SATCA 1 : (2-2-4) Carrera: Ingeniería Industrial 2. Presentación Caracterización
UNIVERSIDAD DEL VALLE DE MÉXICO PROGRAMA DE ESTUDIO DE LICENCIATURA PRAXIS MES XXI
 UNIVERSIDAD DEL VALLE DE MÉXICO PROGRAMA DE ESTUDIO DE LICENCIATURA PRAXIS MES XXI NOMBRE DE LA ASIGNATURA: CONTROL DE CALIDAD FECHA DE ELABORACIÓN: ENERO 2005 ÁREA DEL PLAN DE ESTUDIOS: AS ( ) AC ( )
UNIVERSIDAD DEL VALLE DE MÉXICO PROGRAMA DE ESTUDIO DE LICENCIATURA PRAXIS MES XXI NOMBRE DE LA ASIGNATURA: CONTROL DE CALIDAD FECHA DE ELABORACIÓN: ENERO 2005 ÁREA DEL PLAN DE ESTUDIOS: AS ( ) AC ( )
PROBABILIDAD Y ESTADÍSTICA ININ4010 Prof. DAVID GONZÁLEZ BARRETO SOLUCIÓN ASIGNACIÓN 6
 PROBABILIDAD Y ESTADÍSTICA ININ4 Prof. DAVID GONZÁLEZ BARRETO SOLUCIÓN ASIGNACIÓN 6. Con base en probabilidades de la distribución normal a, 2 y 3 desviaciones, determine para una variable con μ = 5 y
PROBABILIDAD Y ESTADÍSTICA ININ4 Prof. DAVID GONZÁLEZ BARRETO SOLUCIÓN ASIGNACIÓN 6. Con base en probabilidades de la distribución normal a, 2 y 3 desviaciones, determine para una variable con μ = 5 y
Telefono Oficina: 81 5000 9230. Raul_perez@kaizensigma.com Ricardo_espinosa@kaizensigma.com. KAISEN SIGMA Tel (81) 5000 9230 www.kaizensigma.
 5000 9230 www.kaizensigma.") 1 Diplomado en Core Tools KS Especialistas Kaizen Sigma Consultores Telefono Oficina: 81 5000 9230 Raul_perez@kaizensigma.com Ricardo_espinosa@kaizensigma.com www.kaizensigma.com PLANEACION AVANZADA DE
1 Diplomado en Core Tools KS Especialistas Kaizen Sigma Consultores Telefono Oficina: 81 5000 9230 Raul_perez@kaizensigma.com Ricardo_espinosa@kaizensigma.com www.kaizensigma.com PLANEACION AVANZADA DE
CALIDAD. Convocatoria de Junio Primer Parcial ( )
") CALIDAD Convocatoria de Junio Primer Parcial (2013-2014) Apellidos: Nombre: Compañía: Sección: Fecha: 12/06/2014 Rellene sus datos personales Compruebe que tiene todas las cuestiones y ejercicios resueltos
CALIDAD Convocatoria de Junio Primer Parcial (2013-2014) Apellidos: Nombre: Compañía: Sección: Fecha: 12/06/2014 Rellene sus datos personales Compruebe que tiene todas las cuestiones y ejercicios resueltos
VI. CAPACIDAD DE PROCESOS
 V. Capacidad de Procesos V. CAPACDAD DE PROCESOS NTRODUCCÓN Una vez hayamos comprobado que el proceso está bajo control, estaremos interesados en saber si es un proceso capaz, es decir, si cumple con las
V. Capacidad de Procesos V. CAPACDAD DE PROCESOS NTRODUCCÓN Una vez hayamos comprobado que el proceso está bajo control, estaremos interesados en saber si es un proceso capaz, es decir, si cumple con las
Gestión del rendimiento de los proyectos con EVM (Gestión del
 Gestión del rendimiento de los proyectos con EVM (Gestión del Valor Ganado) y Gráficos de Control Autor: Claudio Borsetti En este artículo se presenta el concepto de gestión del índice de valor ganado
Gestión del rendimiento de los proyectos con EVM (Gestión del Valor Ganado) y Gráficos de Control Autor: Claudio Borsetti En este artículo se presenta el concepto de gestión del índice de valor ganado
CENTRO DE INGENIERIA DE LA CALIDAD CALI COLOMBIA www.cicalidad.com info@cicalidad.com
 CENTRO DE INGENIERIA DE LA CALIDAD CALI COLOMBIA www.cicalidad.com info@cicalidad.com Control Estadístico de Procesos - (Statistical Process Control) El objetivo del Control estadístico de procesos es
CENTRO DE INGENIERIA DE LA CALIDAD CALI COLOMBIA www.cicalidad.com info@cicalidad.com Control Estadístico de Procesos - (Statistical Process Control) El objetivo del Control estadístico de procesos es
CAPÍTULO 4 IMPLEMENTACIÓN DEL CONTROL ESTADÍSTICO DEL PROCESO
 CAPÍTULO 4 IMPLEMENTACIÓN DEL CONTROL ESTADÍSTICO DEL PROCESO 31 CAPÍTULO 4 CONTROL ESTADÍSTICO DEL PROCESO Como se ha dado a conocer en el capítulo anterior, el proceso de laminación de Clorets Nueva
CAPÍTULO 4 IMPLEMENTACIÓN DEL CONTROL ESTADÍSTICO DEL PROCESO 31 CAPÍTULO 4 CONTROL ESTADÍSTICO DEL PROCESO Como se ha dado a conocer en el capítulo anterior, el proceso de laminación de Clorets Nueva
LEAN SIX SIGMA YELLOW BELT
 LEAN SIX SIGMA YELLOW BELT CARACTERISTICAS GENERALES Duración: 32 Horas Son personas que participan activamente en el desarrollo de los proyectos Lean-Six Sigma de su área de trabajo, si son operadores
LEAN SIX SIGMA YELLOW BELT CARACTERISTICAS GENERALES Duración: 32 Horas Son personas que participan activamente en el desarrollo de los proyectos Lean-Six Sigma de su área de trabajo, si son operadores
COMPETENCIA GENERAL. Resuelve problemas de gestión y control estadístico de la calidad en la industria. COMPETENCIASPARTICULARES
 PLAN 2008 Guía de Aprendizaje GESTIÓN DE LA CALIDAD COMPETENCIA GENERAL Resuelve problemas de gestión y control estadístico de la calidad en la industria. COMPETENCIASPARTICULARES 1. Explica los conceptos
PLAN 2008 Guía de Aprendizaje GESTIÓN DE LA CALIDAD COMPETENCIA GENERAL Resuelve problemas de gestión y control estadístico de la calidad en la industria. COMPETENCIASPARTICULARES 1. Explica los conceptos
Estimaciones puntuales. Estadística II
 Estimaciones puntuales Estadística II Estimación Podemos hacer dos tipos de estimaciones concernientes a una población: una estimación puntual y una estimación de intervalo. Una estimación puntual es un
Estimaciones puntuales Estadística II Estimación Podemos hacer dos tipos de estimaciones concernientes a una población: una estimación puntual y una estimación de intervalo. Una estimación puntual es un
El Rol de la Estadística en el Control de la Calidad
 El Rol de la Estadística en el Control de la Calidad Jaime Mosquera Restrepo Profesor Escuela de Estadística. Universidad del Valle jaime.mosquera@correounivalle.edu.co Que es calidad? Como se evalúa la
El Rol de la Estadística en el Control de la Calidad Jaime Mosquera Restrepo Profesor Escuela de Estadística. Universidad del Valle jaime.mosquera@correounivalle.edu.co Que es calidad? Como se evalúa la
MÉTODOS ESTADÍSTICOS DE LA INGENIERÍA PRIMERA CONVOCATORIA Usando el modelo de probabilidad clásico de Laplace:
 MÉTODOS ESTADÍSTICOS DE LA INGENIERÍA PRIMERA CONVOCATORIA 2011-2012 EJERCICIO 1 (1º) Calcular la probabilidad de que al lanzar dos dados la puntuación de uno de ellos sea menor que la del otro. Usando
MÉTODOS ESTADÍSTICOS DE LA INGENIERÍA PRIMERA CONVOCATORIA 2011-2012 EJERCICIO 1 (1º) Calcular la probabilidad de que al lanzar dos dados la puntuación de uno de ellos sea menor que la del otro. Usando
DISTRIBUCIÓN NORMAL. Modelo matemático: f ( x ) = σ 2 π
 = σ 2 π") DISTRIBUCIÓN NORMAL. Es la más importante de las distribuciones teóricas, es también conocida con los nombres de curva normal y curva de Gauss. De Moivre publico en 1773 su trabajo sobre la curva normal
DISTRIBUCIÓN NORMAL. Es la más importante de las distribuciones teóricas, es también conocida con los nombres de curva normal y curva de Gauss. De Moivre publico en 1773 su trabajo sobre la curva normal
Gráfico de Control de Aceptación
 Gráfico de Control de Aceptación Resumen El procedimiento de Gráfico de Control de Aceptación crea gráficos de control con límites de control modificados basándose en la desviación estándar del proceso
Gráfico de Control de Aceptación Resumen El procedimiento de Gráfico de Control de Aceptación crea gráficos de control con límites de control modificados basándose en la desviación estándar del proceso