Int. Cl. 7 : A61C 13/ Agente: Carpintero López, Francisco
|
|
|
- Ana María Bustos Sáez
- hace 8 años
- Vistas:
Transcripción
1 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: Int. Cl. 7 : A61C 13/00 A61K 6/06 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: Fecha de presentación : Número de publicación de la solicitud: Fecha de publicación de la solicitud: Título: Procedimiento para fabricar una prótesis dental cerámica. 30 Prioridad: DE Titular/es: Inocermic Gesellschaft für Innovative Keramik mbh Michael-Faraday-Strasse, Hermsdorf, DE Ralph Gunnar Luthardt 45 Fecha de publicación de la mención BOPI: Inventor/es: Luthardt, Ralph, Gunnar; Herold, Volker; Johannes, Martina y Sandkuhl, Olaf 45 Fecha de la publicación del folleto de la patente: Agente: Carpintero López, Francisco ES T3 Aviso: En el plazo de nueve meses a contar desde la fecha de publicación en el Boletín europeo de patentes, de la mención de concesión de la patente europea, cualquier persona podrá oponerse ante la Oficina Europea de Patentes a la patente concedida. La oposición deberá formularse por escrito y estar motivada; sólo se considerará como formulada una vez que se haya realizado el pago de la tasa de oposición (art del Convenio sobre concesión de Patentes Europeas). Venta de fascículos: Oficina Española de Patentes y Marcas. C/Panamá, Madrid

2 DESCRIPCIÓN Procedimiento para fabricar una prótesis dental cerámica La presente invención se refiere a un procedimiento para fabricar prótesis dentales cerámicas como, por ejemplo, incrustaciones de tipo inlay, incrustaciones de tipo onlay, coronas parciales, coronas, puentes y superestructuras de implantes. La cerámica se conoce en diversas formas de realización como material para prótesis dentales de cualquier tipo por su aspecto y su resistencia similar a las características de los dientes naturales. Si se selecciona el material adecuado, la cerámica además es inocua fisiológicamente. Un factor económico considerable consiste menos en el material en sí que en la conformación final exacta necesaria, y la elevada resistencia deseada de la prótesis dental se opone a la posibilidad de acabado de la misma en el estado de cerámica cocida. Asimismo, se conoce generalmente el procedimiento para colar prótesis dentales a partir de aleaciones metálicas especiales, obteniéndose por ejemplo el molde interior correspondiente a un raigón mediante una impresión. Este procedimiento se limita a las aleaciones metálicas colables. Además, se conoce el procedimiento para copiar un modelo realizado previamente de la prótesis dental, haciendo pasar un palpador a lo largo del modelo, que hace que, de forma sincrónica a su movimiento, una muela abrasiva o un elemento abrasivo sea guiado para mecanizar una pieza en bruto de una prótesis dental (documento EP B2). De esta forma, en principio, se puede mecanizar cualquier material de casi cualquier dureza y resistencia como, por ejemplo, la cerámica. Sin embargo, requiere un mecanismo muy complicado y, pese a ello, se ve limitado en caso de concavidades y destalonamientos por las dimensiones finitas de la muela abrasiva o del elemento abrasivo. Igualmente, se conocen los procedimientos CAD/CAM para el fresado tridimensional de materiales macizos cerámicos cocidos fuertemente para fabricar prótesis dentales, en los que, en parte, incluso se introducen en un ordenador informaciones relativas al paciente, como el color, el material y el registro de la mordida, y se procesan en la pantalla, y a partir de modelos de corona obtenidos en una base de datos, se realiza en la pantalla una selección y modelación (artículo de A. Schmidt, W. Walter, K. Böning CAD/CAM/CIM-Systeme in der restaurativen Zahnmedizin, Quintessenz 49, 11, páginas (1998)). Aunque aquí, frente al estado de la técnica tratado anteriormente, son posibles una mayor variedad de formas y una mayor fidelidad de detalle sin necesidad de fabricar obligatoriamente modelos, sigue existiendo el inconveniente del elevado gasto de mecanización de la cerámica dura (cocida). A las piezas en bruto de las prótesis dentales también se les puede conferir su forma definitiva deseada mediante procedimientos de erosión como erosión por ultrasonido o electroerosión, pero en este caso se fabrican previamente las herramientas de mecanizado, tales como sonotrodos, electrodos de electroerosión, a partir de moldes o de modelos, como reproducción complementaria exacta de la forma deseada. El procedimiento para la electroerosión se limita, en principio, a los materiales electroconductores, mientras que la erosión por ultrasonido no está sujeta a esta limitación pudiendo aplicarse expresamente también en materiales cerámicos. Mediante una división a lo largo del denominado ecuador, es posible mecanizar tanto el lado cervical (orientado hacia el maxilar) como el lado oclusal o incisal (orientado hacia la cavidad bucal) (documento EP A1). Según un procedimiento sofisticado, una combinación de ambos principios de erosión permite la fabricación exacta de una prótesis dental cerámica o de una corona metálica, en cuyo caso mediante la aplicación galvánica sobre modelos fabricados previamente puede fabricarse incluso un juego de herramientas de desbastar (de mecanizado grueso) y de mecanizado fino, superando el problema de la falsificación de la precisión de ajuste (documento EP B1). El procedimiento se diferencia según si está previsto mecanizar cerámica o metal, en el que en este caso la aplicación de la electroerosión por chispas precisa una herramienta de moldeo de grafito. Como inconvenientes de estos procedimientos quedan los largos tiempos de mecanizado y, sobre todo, en el caso del procedimiento según la publicación mencionada en segundo lugar, la multitud de diferentes etapas de procedimiento siguientes que han de coordinarse entre sí. Para fabricar las denominadas coronas Jacket se conoce el procedimiento para aplicar una lámina cerámica flexible, fabricada previamente en estado bruto plástico de forma isostática, a presión sobre un modelo de yeso de la forma interior, que se había moldeado previamente, de forma asistida por ordenador, según la forma del raigón teniendo en cuenta una medida por exceso para la contracción por sinterización de la cerámica (documento EP A1). Dado que la lámina se fabrica con un espesor determinado que se puede deformar sólo poco sin romperse durante la conformación en el modelo, este procedimiento se limita a la fabricación de coronas y no se puede transmitir a otras formas de prótesis dentales. Finalmente, se conoce el procedimiento para fabricar el molde cervical de una prótesis dental que ha de colocarse sobre una o varias superficies de raigón preparadas o sobre piezas de sujeción artificiales y cuyo molde oclusal se reviste de porcelana dental aplicada al horno, mediante prensado en seco o mediante colada de barbotina sobre un modelo, por ejemplo de yeso, fabricado previamente con una fresadora controlada por ordenador conforme a un palpado tridimensional directamente en la boca o en un modelo colado teniendo en cuenta la posterior contracción por sinterización y una hendidura para el cemento para la fijación (documento EP B1 correspondiente al documento DE T2, documento WO94/27517A1). En cuanto a la forma oclusal de la prótesis dental, cabe mencionar sólo que la superficie exterior del núcleo de la prótesis dental, fabricado de esta manera, debe tener una forma cercana al tamaño deseado, es decir que las superficies de masticación no se pueden fabricar directamente según dicho procedimiento, precisando de un acabado en el estado cocido. Para ello, en cualquier caso, se requieren otras etapas de procedimiento con al menos los mismos requerimientos en cuanto a la precisión de ajuste y el aspecto 2

3 y la fidelidad de detalle, que en total, por lo menos, duplican el trabajo de fabricación. El prensado en seco de piezas de cerámica de alta capacidad tiene el inconveniente de una compactación poco homogénea en la conformación, por lo que después de la cocción o la sinterización quedan defectos en forma de una estructura parcialmente porosa Otro procedimiento conocido muy complicado, que requiere mucho material para la fabricación de prótesis dentales cerámicas, pretende evitar el moldeo final en estado totalmente sinterizado (duro), descrito al principio, problemático especialmente por el desgaste de herramientas, y resolver al mismo tiempo el problema de que las zonas marginales finas de la prótesis dental se deformen o se vuelvan frágiles durante la sinterización. Para ello, los moldes negativos exterior e interior de la prótesis dental se fabrican a partir de una pieza de molde en bruto compactada en frío o parcialmente sinterizada, teniendo en cuenta la contracción por sinterización, y a partir de las virutas de mecanizado o de un material equivalente se moldea y se acaba sinterizando (documento WO96/29951A2) en dicho molde que además se ha tratado con un agente de separación. Se puede renunciar también a la fabricación de un modelo de cera o de plástico, de tal forma que la forma exterior de la incrustación de tipo inlay y la forma de la cavidad o la forma del raigón preparado se registra, para la fabricación del molde asistida por ordenador, directamente mediante el palpado en la boca del paciente. Los defectos de esta solución técnica seguramente no radican en la calidad de una prótesis dental fabricada de esta manera, sino en la larga duración del procedimiento para fabricación y en el gasto que requiere. Además se conoce el procedimiento para fabricar un modelo positivo de la estructura básica para las coronas dentales y/o los puentes dentales que han de colocarse, que se palpa y se digitaliza y se aumenta en todas las direcciones espaciales para la composición de la contracción por sinterización. Este modelo aumentado se suministra después a una máquina de mecanizado con control electrónico, que mecaniza una pieza en bruto de cerámica porosa (parcialmente sinterizada), que se somete después a la cocción final. También es posible completar mediante informática las partes que falten del modelo positivo para fabricar puentes dentales (documento EP A1). El inconveniente de esta solución técnica consiste en el mecanizado multilateral necesario de la pieza en bruto porosa, que causa un elevado trabajo de acabado mecánico también en cuanto a las herramientas necesarias de materiales duras, y a pesar de considerar la contracción durante la sinterización final, conlleva dudas respecto a los antecedentes de sinterización con posibles texturas. Finalmente, se conoce el procedimiento para realizar el molde interior de la prótesis dental, orientado hacia el raigón o el maxilar, mediante un procedimiento para conformación determinado, a saber mediante el prensado (en seco) de un polvo cerámico, produciéndose también un palpado óptimo o mecánico de las zonas preparadas para la prótesis dental, o bien directamente en la boca del paciente, o bien, en un modelo positivo, y realizándose en un procedimiento para fresado copiador del molde negativo para la conformación antes mencionada un aumento para tener en cuenta la contracción por sinterización y una hendidura de cemento. Sin embargo, el molde exterior de la prótesis dental, orientado hacia la cavidad bucal, se produce colocando piezas separadas sobre cuya conformación no se dice nada (documento EP B1). Un inconveniente de esta solución técnica consiste, además del procedimiento complicado y por tanto caro, en los problemas de medición de la coincidencia y de la tolerancia de la dimensión incremental al ensamblar las piezas para el molde interior y el molde exterior y al menos durante el prensado en seco que en el caso de esta solución técnica está anclado en la reivindicación principal siendo de aplicación obligatoria, la necesidad de respetar un determinado espesor mínimo de pared, de forma que sigue existiendo el problema de realizar el borde de restauración, que se vuelve paulatinamente más fino, mediante las piezas antes mencionadas, colocadas por separado. La publicación mencionada en el párrafo anterior menciona también la cerámica de óxido de aluminio de elevada resistencia, pero sólo para el molde interior descrito anteriormente, y no para el molde exterior. Las prótesis dentales de óxido de aluminio, dado el caso, con aditivos, así como de óxido de zirconio, se conocen independientemente de un procedimiento para fabricación determinado de las mismas (documento EP B1) Partiendo del estado de la técnica mencionado anteriormente, la presente invención tiene el objetivo de proporcionar un procedimiento para fabricar prótesis dentales, especialmente prótesis dentales cerámicas fijas, según el cual, evitando el mecanizado duro de la cerámica y con un mínimo de etapas de procedimiento, se fabrica en su forma definitiva el molde exterior de la prótesis dental cerámica, orientado hacia la cavidad bucal, incluyendo el borde de restauración que se vuelve gradualmente más fino, en el que se debe considerar la contracción por sinterización. Según la invención, este objetivo se consigue con el procedimiento según la reivindicación 1. Según la forma de la prótesis dental que ha de fabricarse, se aplicarán moldes de una o varias piezas. Preferentemente, se aplicarán moldes de una sola pieza con geometrías libres de destalonamientos de la prótesis dental a fabricar. En el caso de geometrías más complejas de la prótesis dental acabada, se aplicarán, preferentemente, moldes de dos o varias piezas. Las formas destalonadas resultan obligatoriamente al fabricar coronas parciales, coronas o prótesis dentales para la reconstrucción de las superficies de masticación funcionales y/o puentes y/o superestructuras de implantes. Los planos de separación se extienden preferentemente en la zona del ecuador anatómico de la prótesis dental. Por la geometría del molde, en el caso de un molde de una sola pieza queda definido el molde exterior de la prótesis cerámica, mientras que la conformación del molde interior de la prótesis dental puede realizarse con desprendimiento de virutas mediante erosión o con arranque de virutas, por ejemplo, amolando o fresando la pieza en verde, la pieza 3

4 en marrón o en estado sinterizado. El mecanizado se basará preferentemente en los datos de mecanizado CAD que comprenden los registros de datos de los moldes interior y exterior. Alternativamente, el mecanizado de los moldes es posible también con tecnologías convencionales como la amoladura o el fresado copiadores. La asignación tridimensional de los moldes en las máquinas de mecanizado se realiza, preferentemente, a través de superficies de definición y de sujeción. Alternativamente es posible un posicionamiento a través de la pieza de trabajo. Por la geometría de la forma, en el caso de un molde de varias piezas queda definido el molde exterior y, generalmente, también el molde interior de la prótesis dental. Aquí, el molde exterior de la prótesis dental se mecaniza como negativo, mientras que el molde interior de la prótesis dental se mecaniza como positivo. En el caso de coronas o coronas parciales o incrustaciones de tipo inlay, junto con el molde interior, se definen, preferentemente, también las partes cervicales de la restauración. En los puentes, junto con el molde interior del puente, se define preferentemente también la superficie basal del elemento intermedio del puente. La asignación tridimensional de los moldes parciales entre sí se realiza, preferentemente, a través de superficies de determinación y de sujeción. Mediante la construcción del molde de la prótesis dental que se realiza, preferentemente, mediante tecnologías CAD/CAM, es posible simular de forma asistida por ordenador, para cualquier restauración, y calcular los cambios de dimensión tridimensionales que se producen durante la conformación primaria. Los datos de digitalización de los dientes preparados, que se obtienen mediante la medición intraoral o extraoral, óptica o mecánica de dientes, modelos o modelos parciales de uno o de ambos maxilares con o sin registro de la asignación espacial del maxilar superior y del maxilar inferior, sirven como base de las tecnologías CAD/CAM dentales. Opcionalmente, se aprovechan los datos de digitalización de los dientes contiguos para el diseño de las partes aproximadas de las incrustaciones de tipo inlay, incrustaciones de tipo onlay, coronas parciales, coronas, puentes y superestructuras de implantes o de las estructuras de todas las restauraciones mencionadas anteriormente, así como los datos de digitalización de los dientes antagonistas en la reconstrucción de las superficies de masticación funcionales de las restauraciones que han de fabricarse. La calidad de la reconstrucción de las superficies de masticación de las incrustaciones de tipo inlay, incrustaciones de tipo onlay, coronas parciales, coronas, puentes y superestructuras de implantes o de las estructuras de todas las restauraciones mencionadas anteriormente, puede optimizarse aprovechando los datos de digitalización de los maxilares superior e inferior junto con a los datos relativos a las trayectorias de movimiento de las articulaciones maxilares. En la simulación de los cambios tridimensionales de las dimensiones de los materiales durante la conformación primaria influyen tanto los datos de los dientes preparados, la geometría de las incrustaciones de tipo inlay, incrustaciones de tipo onlay, coronas parciales, coronas, puentes y superestructuras de implantes construidos o de las estructuras de las restauraciones mencionadas anteriormente, los grosores de capa de materiales de fijación odontológicos, así como los parámetros técnicos del material de los moldes, de la cerámica y otras magnitudes de influencia del procedimiento para conformación primaria correspondiente. Los moldes de una sola pieza se realizan, preferentemente, de materiales en bloque. Para geometrías más complejas o en el caso de formas exteriores destalonadas de la prótesis dental a fabricar, se precisa una separación del molde en dos o más piezas. Para este fin, se aplican piezas en bruto prefabricadas especialmente para moldes parciales, que tienen en cuenta, preferentemente, los planos de separación y canales de vertido o de inyección para el procedimiento para conformación correspondiente. Los distintos moldes parciales se asignan entre sí de forma unívoca mediante superficies de determinación y de sujeción. El mecanizado de los moldes parciales se realiza junto o por separado, preferentemente con máquinas de mecanizado de 3 ó más ejes. Como materiales para fabricar la prótesis dental se emplean, preferentemente, cerámica, especialmente cerámica de alta pureza y de elevada resistencia (Al 2 O 3, ZrO 2 estabilizado parcial o totalmente, cerámica de dispersión) con tamaños de grano medio en la estructura < 1 µm, pero también metales. Para mejorar la apariencia estética de la prótesis dental se emplean tanto cerámicas transparentes de elevada resistencia como cerámicas teñidas según los 16 denominados colores Vita. Es posible emplear materiales graduales para optimizar las características ópticas y/o mecánicas. La posibilidad de la optimización estética de las restauraciones que han de fabricarse se realiza, preferentemente, mediante dopantes en el orden de ppm. La conformación primaria de las incrustaciones de tipo inlay, incrustaciones de tipo onlay, coronas parciales, coronas, puentes y superestructuras de implantes o de las estructuras de todas las restauraciones mencionadas anteriormente, se realiza preferentemente mediante colada de barbotina de cerámica o colada por inyección de cerámica. Mediante la aplicación de la invención es posible, en principio, una conformación más económica de la prótesis dental, de forma que la conformación con arranque de virutas del mecanizado duro de la cerámica se traspasa al material mucho más blando del molde para la conformación primaria, como por ejemplo, el yeso. Cabe considerar que la prótesis dental, con el objetivo de la reconstrucción de las superficies (de masticación) oclusales, se caracteriza especialmente por la forma polifacética y compleja del molde exterior, mientras que el molde interior que se fabrica ya de forma asistida por CAD, es relativamente sencillo. La prótesis dental se realiza obteniendo su resistencia inherente al material ( de material cocido ). 65 Mediante la aplicación de la invención, es posible fabricar prótesis dentales exentas de metal como, por ejemplo, incrustaciones de tipo inlay, incrustaciones de tipo onlay, coronas parciales, coronas y superestructuras de implantes, así como puentes con superficies de masticación funcionales, que sin ningún acabado cumplen con los requisitos estéticos y biológicos en cuanto a la prótesis definitiva. 4

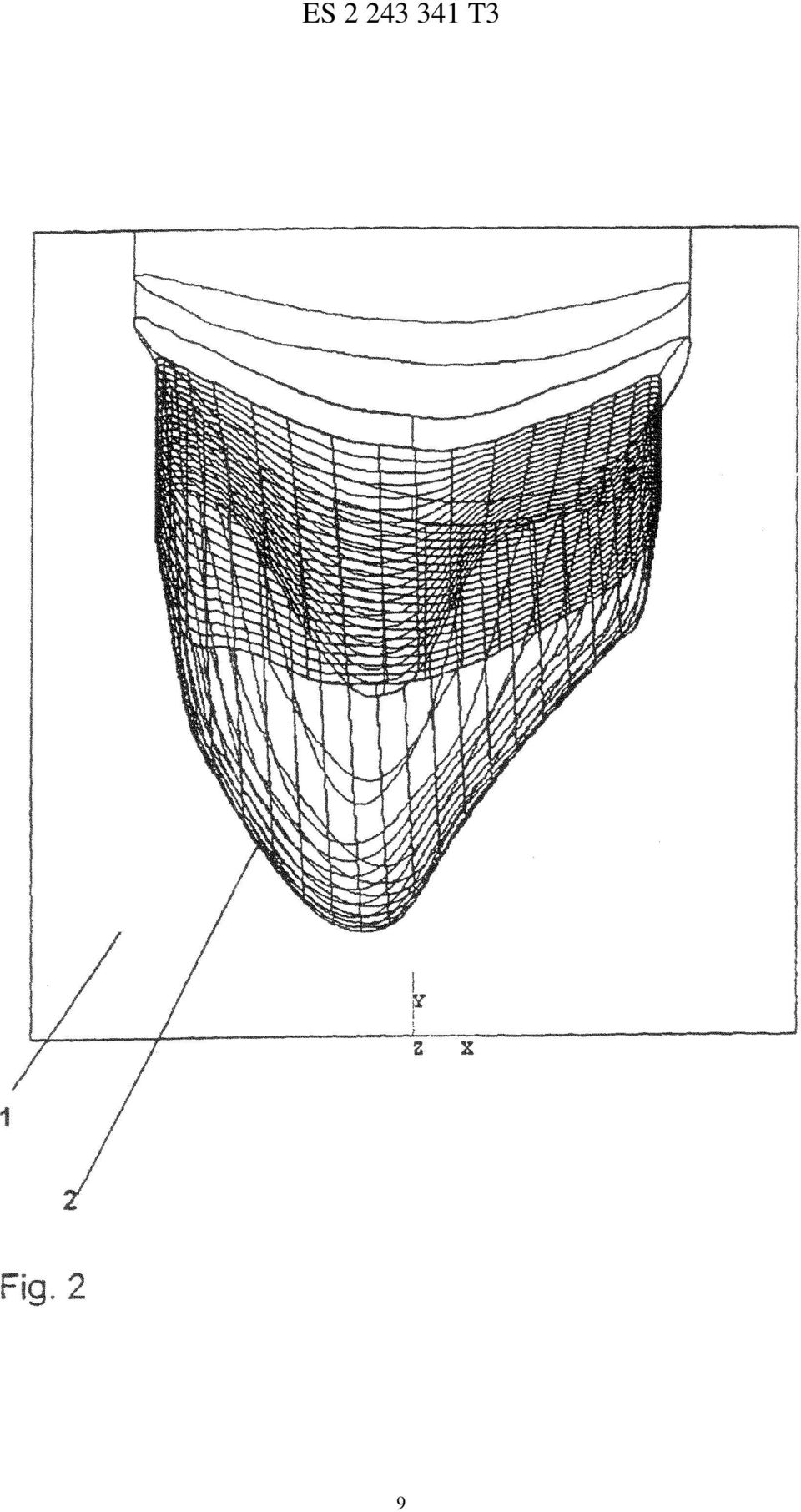
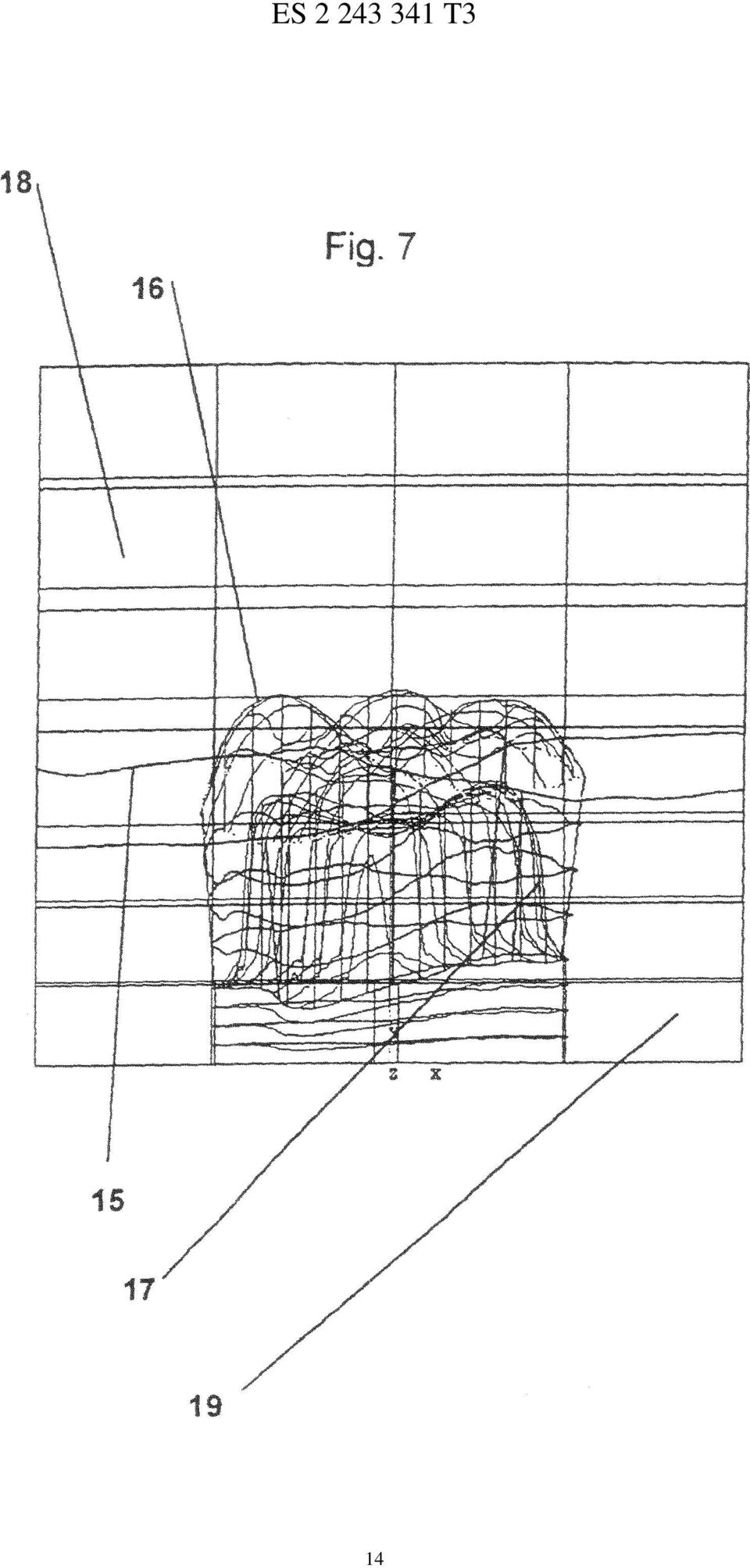
5 Más detalles y características del procedimiento según la invención resultan de la siguiente descripción de ejemplos de realización y con la ayuda de los dibujos. Las distintas figuras de los dibujos muestran: 5 la figura 1 una representación del procedimiento básico en la fabricación de una prótesis dental según el procedimiento para la invención, la figura 2 una representación de un molde de colada según el procedimiento para la invención, con un molde exterior de una estructura de corona, la figura 3 una representación de un molde de colada según el procedimiento para la invención, con un molde interior de la estructura de corona, la figura 4 una representación en perspectiva de un segundo molde de colada según el procedimiento para la invención, la figura 5 una representación en perspectiva de un molde de colada según el procedimiento para la invención con un molde exterior de una corona con superficie de masticación funcional, la figura 6 una representación de un molde de colada según el procedimiento para la invención, con un molde interior de una corona, la figura 7 una representación de un molde de colada en dos piezas de una corona con superficie de masticación funcional, según el procedimiento para la invención, la figura 8 una representación de un molde de colada en dos piezas de una estructura de puente. La cadena de las etapas de procedimiento según la invención (figura 1) permite una optimización de gastos mediante la división en etapas de procedimiento del tipo que pueden realizarse de forma centralizada y del tipo que han de realizarse de forma descentralizada. Los prestadores de servicios CAD/CAM o protésicos dentales que trabajen para diversos clientes, cooperan por ejemplo con la siguiente división de fases de trabajo que resulta favorable, pero que naturalmente no es obligatoria: - Tratamiento odontológico descentralizado convencional con preparación, 35 - Moldeo y fabricación de modelos de precisión y su digitalización óptica o digitalización intraoral directa. - Cálculo central de la forma geométrica del molde para la colada de barbotina teniendo en cuenta el comportamiento de contracción simulado Fabricación central del programa CNC para mecanizar el molde individual para la colada de barbotina, así como fabricación del mismo. - Colada central y sinterización de la prótesis dental En caso necesario, individualización estética descentralizada. Los moldes, tal como se representan en las figuras 2 a 7, respectivamente con los ejes X, Y y Z de su sistema de las superficies de determinación y de sujeción, sirven para realizar el procedimiento para fabricar prótesis dentales cerámicas, así como prótesis dentales cerámicas de elevada resistencia, fabricadas de esta forma. Dichos moldes están constituidos por un molde (figura 3) de una o varias piezas, constituido por la mitad exterior 1 del molde o la mitad exterior 5, 10, 18 del molde y la mitad interior 3, 8, 13, 19 del molde para la definición del molde exterior 2 o del molde exterior 7, 11, 16, 20 y del molde interior 9, 14, 17, 21 de las restauraciones a realizar, el sistema de los canales de colada 6, así como las superficies de separación 12 ó 15. La figura 2 muestra un molde exterior exento de destalonamientos, que permite, en principio, un molde en una sola pieza para la definición del molde exterior 1 de la restauración que ha de realizarse. Junto con la mitad interior 3 del molde, representada en la figura 3, para la definición del molde interior 4 de la restauración, se pueden ensamblar formando un molde de varias piezas (figura 4). La figura 4 muestra, además, el canal de colada 6, así como el plano de separación. A medida que aumenta la complejidad de la geometría de la restauración (figuras 5, 6, 7) que ha de realizarse, resultan unas superficies de separación 12 ó 15 más complejas. La figura 8 representa los moldes exterior e interior (20 y 21) de un puente. La invención se describe además en cuanto al material, con la ayuda de dos ejemplos de realización. Ejemplo de realización 1 65 En un molino de tambor se introducen 500 g de óxido de aluminio con un tamaño de grano de d 50 = 0,2 µm, junto con el 0,05% en masa de carbonato de magnesio, el 1,5% en masa de un fluidificante conocido para preparar barbotinas de colada, así como agua. La proporción de masas de material a moler : cuerpos de molienda es de 1:6. Después de un tiempo de molienda de 24 horas se extrae la barbotina. Su contenido en sólidos es del 71,0% en masa. Esta barbotina 5

6 se introduce en el molde de colada fabricado según el esquema de la figura, para fabricar una corona. Después de un tiempo de espera de aproximadamente 30 minutos, la corona se extrae del molde y, después de su secado, se cuece a 1350ºC durante un tiempo de 2 horas Ejemplo de realización 2 Se procesan 500 g de una mezcla de componentes de 80% en masa de óxido de aluminio y 20% en masa de óxido de zirconio parcialmente estabilizado con un tamaño de grano de d 50 = 0,3 µm, de forma análoga al ejemplo de realización 1, con la única diferencia de que la sinterización se realiza a 1400ºC. Lista de referencias utilizadas 1 Mitad exterior del molde 15 2 Molde exterior 3 Mitad interior del molde 20 4 Molde interior 5 Mitad exterior del molde 6 Canal de colada 25 7 Molde exterior 8 Mitad interior del molde 30 9 Molde interior 10 Mitad exterior del molde 11 Molde exterior Superficie de separación 13 Mitad interior del molde Molde interior 15 Superficie de separación 16 Molde exterior Molde interior 18 Mitad exterior del molde Mitad interior del molde 20 Molde exterior 21 Molde interior

7 REIVINDICACIONES Procedimiento para la fabricación de una prótesis dental artificial que se puede adaptar a al menos un raigón preparado previamente y cuya geometría se puede dividir en una geometría interior, determinada por la superficie límite entre el raigón preparado y la prótesis dental, y una geometría exterior, facilitándose los datos para la fabricación de la geometría interior por la digitalización de los raigones, caracterizado porque - los datos para la geometría exterior se obtienen mediante la digitalización del entorno de los raigones preparados y/o de los dientes antagonistas y - todos los datos digitalizados se usan en la conformación primaria de la prótesis dental constituida enteramente por la misma cerámica de elevada resistencia, para su forma definitiva Procedimiento según la reivindicación 1 caracterizado porque se realiza una reproducción de las superficies de masticación fisiológicas, naturales, con las profundidades y radios correspondientes de las fisuras, mediante colada de barbotina como procedimiento para conformación primaria. 3. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque el molde exterior se reduce por la parte de la cerámica de revestimiento. 4. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque la cerámica de elevada resistencia se tiñe de maneras diferentes mediante dopantes en el orden de ppm con el objetivo de simular la coloración del diente natural. 5. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque se aplica una cerámica de elevada resistencia con características transparentes. 6. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque a la prótesis dental, durante la conformación primaria, se le confiere también la forma interior (4, 9, 14, 17, 21) definitiva, orientada hacia el maxilar o el raigón, obtenida generalmente tomando una impresión, teniendo en cuenta el grosor de capa de los materiales de fijación odontológicos. 7. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque la conformación del molde interior se realiza con desprendimiento de virutas, por ejemplo por erosión, o con arranque de virutas, por ejemplo amolando o fresando la pieza en verde, la pieza en marrón o en estado sinterizado. 8. Procedimiento según una de las reivindicaciones precedentes, salvo la reivindicación 2 y las reivindicaciones subordinadas de ésta, caracterizado porque la conformación primaria se realiza mediante moldeo por inyección de cerámica

8 8

9 9
10 10

11 11

12 12

13 13

14 14
15 15

11 Número de publicación: 2 240 556. 51 Int. Cl. 7 : A43C 15/16. 72 Inventor/es: Jungkind, Roland. 74 Agente: Díez de Rivera y Elzaburu, Ignacio
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 240 6 1 Int. Cl. 7 : A43C 1/16 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01993409.0 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 240 6 1 Int. Cl. 7 : A43C 1/16 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01993409.0 86 Fecha de presentación
11 Número de publicación: 2 285 293. 51 Int. Cl.: 74 Agente: Roeb Díaz-Álvarez, María
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 28 293 1 Int. Cl.: A61C 13/00 (06.01) A61C 8/00 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0076.4
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 28 293 1 Int. Cl.: A61C 13/00 (06.01) A61C 8/00 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0076.4
11 Número de publicación: 2 214 889. 51 Int. Cl. 7 : A45C 13/18. 72 Inventor/es: Haller, Hubert. 74 Agente: Lehmann Novo, María Isabel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 214 889 51 Int. Cl. 7 : A45C 13/18 E05G 1/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99948973.5 86
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 214 889 51 Int. Cl. 7 : A45C 13/18 E05G 1/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99948973.5 86
11 kn. de publicación: ES 2 075 192. 51 kint. Cl. 6 : B29C 55/06
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 07 192 1 kint. Cl. 6 : B29C /06 //B29K 27/18 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 90890096.2
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 07 192 1 kint. Cl. 6 : B29C /06 //B29K 27/18 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 90890096.2
Int. Cl. 6 : B23C 1/08. 22 kfecha de presentación: 22.07.94 71 k Solicitante/s: Noran S.L. C. Saconi, 18 Arriegas Erandio, Vizcaya, ES
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 118 016 21 k Número de solicitud: 9401634 1 k Int. Cl. 6 : B23C 1/08 B23C 1/16 B23Q 3/10 k 12 SOLICITUD DE PATENTE A1 22
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 118 016 21 k Número de solicitud: 9401634 1 k Int. Cl. 6 : B23C 1/08 B23C 1/16 B23Q 3/10 k 12 SOLICITUD DE PATENTE A1 22
11 Número de publicación: 2 321 587. 51 Int. Cl.: 72 Inventor/es: Kunigita, Hisayuki. 74 Agente: Elzaburu Márquez, Alberto
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 321 587 51 Int. Cl.: G06T 11/60 (2006.01) G06T 15/00 (2006.01) G06Q 30/00 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 96 Número
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 321 587 51 Int. Cl.: G06T 11/60 (2006.01) G06T 15/00 (2006.01) G06Q 30/00 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 96 Número
ES 1 054 096 U. Número de publicación: 1 054 096 PATENTES Y MARCAS. Número de solicitud: U 200300474. Int. Cl. 7 : A61C 7/36
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 04 096 21 k Número de solicitud: U 200300474 1 k Int. Cl. 7 : A61C 7/36 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 04 096 21 k Número de solicitud: U 200300474 1 k Int. Cl. 7 : A61C 7/36 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
11 knúmero de publicación: 2 141 353. 51 kint. Cl. 6 : F16H 37/04. Número de solicitud europea: 95919718.7 86 kfecha de presentación : 12.05.
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 141 33 1 kint. Cl. 6 : F16H 37/04 F16H 7/02 B2J 18/00 B2J 9/ H02K 7/116 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 141 33 1 kint. Cl. 6 : F16H 37/04 F16H 7/02 B2J 18/00 B2J 9/ H02K 7/116 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número
k 11 N. de publicación: ES 2 046 714 k 51 Int. Cl. 5 : B60C 5/08 k 72 Inventor/es: Sicard, Alain k 74 Agente: Esteban Pérez-Serrano, M ā Isabel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 046 714 1 Int. Cl. : BC /08 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 900164.1 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 046 714 1 Int. Cl. : BC /08 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 900164.1 86 Fecha de presentación
11 knúmero de publicación: 2 163 415. 51 kint. Cl. 7 : B01D 39/18
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 163 41 1 kint. Cl. 7 : B01D 39/18 B01D 39/08 B01D 39/16 A47L 9/14 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número de solicitud
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 163 41 1 kint. Cl. 7 : B01D 39/18 B01D 39/08 B01D 39/16 A47L 9/14 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número de solicitud
11 knúmero de publicación: 2 147 278. 51 kint. Cl. 7 : E04D 5/10
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 147 278 1 kint. Cl. 7 : E04D /10 E04D /14 E01D 19/08 B32B 7/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número de solicitud
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 147 278 1 kint. Cl. 7 : E04D /10 E04D /14 E01D 19/08 B32B 7/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número de solicitud
11 kn. de publicación: ES 2 078 638. 51 kint. Cl. 6 : F02F 11/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 078 638 1 kint. Cl. 6 : F02F 11/00 B23P 11/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 921213.9
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 078 638 1 kint. Cl. 6 : F02F 11/00 B23P 11/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 921213.9
11 Número de publicación: 2 232 572. 51 Int. Cl. 7 : B23Q 17/00. 72 Inventor/es: Desmoulins, Marcel. 74 Agente: Urizar Anasagasti, José Antonio
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 232 72 1 Int. Cl. 7 : B23Q 17/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01400203.4 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 232 72 1 Int. Cl. 7 : B23Q 17/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01400203.4 86 Fecha de presentación:
Centro. fresado LAVA. Un sistema para todas las soluciones
 Centro fresado LAVA Un sistema para todas las soluciones Un sistema para todas las soluciones Por qué LAVA? Porque, aunque todos los óxidos de zirconio son químicamente similares, la diferencia está en
Centro fresado LAVA Un sistema para todas las soluciones Un sistema para todas las soluciones Por qué LAVA? Porque, aunque todos los óxidos de zirconio son químicamente similares, la diferencia está en
11 knúmero de publicación: 2 176 384. 51 kint. Cl. 7 : A41G 3/00. k 72 Inventor/es: Ragazzi, Cesare. k 74 Agente: Ponti Sales, Adelaida
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 176 384 1 Int. Cl. 7 : A41G 3/00 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 96114776.6 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 176 384 1 Int. Cl. 7 : A41G 3/00 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 96114776.6 86 Fecha de presentación:
Int. Cl.: 72 Inventor/es: Ortubai Balanzategui, Kristina. 74 Agente: Carvajal y Urquijo, Isabel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 279 19 1 Int. Cl.: A63F 3/00 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0378144.4 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 279 19 1 Int. Cl.: A63F 3/00 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0378144.4 86 Fecha
11 Número de publicación: 2 200 458. 51 Int. Cl. 7 : B42D 15/02. 72 Inventor/es: Ziggel, Carsten. 74 Agente: Roeb Diaz-Álvarez, Maria
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 0 48 1 Int. Cl. 7 : B42D 1/02 G11B 7/24 G11B 23/ 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud: 991239.2 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 0 48 1 Int. Cl. 7 : B42D 1/02 G11B 7/24 G11B 23/ 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud: 991239.2 86 Fecha
k 11 N. de publicación: ES 2 042 790 k 51 Int. Cl. 5 : A47G 21/04 k 73 Titular/es: SA G.A.D. k 72 Inventor/es: Rambin, Christian
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 042 790 1 Int. Cl. : A47G 21/04 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 88403164.2 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 042 790 1 Int. Cl. : A47G 21/04 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 88403164.2 86 Fecha de presentación
11 knúmero de publicación: 2 177 634. 51 kint. Cl. 7 : B29D 11/00. k 72 Inventor/es: Apollonio, Attilio. k 74 Agente: Ungría López, Javier
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 177 634 1 Int. Cl. 7 : B29D 11/00 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99116.9 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 177 634 1 Int. Cl. 7 : B29D 11/00 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99116.9 86 Fecha de presentación:
11 Número de publicación: 2 207 542. 51 Int. Cl. 7 : B23K 9/10. 72 Inventor/es: Mela, Franco. 74 Agente: Ponti Sales, Adelaida
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 207 542 51 Int. Cl. 7 : B23K 9/10 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00954462.8 86 Fecha de
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 207 542 51 Int. Cl. 7 : B23K 9/10 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00954462.8 86 Fecha de
11 knúmero de publicación: 2 164 289. 51 kint. Cl. 7 : A62C 13/66. k 72 Inventor/es: Neumeir, Anton. k 74 Agente: Botella Reyna, Antonio
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 164 289 1 kint. Cl. 7 : A62C 13/66 k 12 TRADUCCION DE PATENTE EUROPEA T3 k k k k 86 Número de solicitud europea: 97119016.0
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 164 289 1 kint. Cl. 7 : A62C 13/66 k 12 TRADUCCION DE PATENTE EUROPEA T3 k k k k 86 Número de solicitud europea: 97119016.0
11 kn. de publicación: ES 2 076 061. 51 kint. Cl. 6 : B65D 1/02
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 076 061 1 kint. Cl. 6 : B6D 1/02 B29C 49/48 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 93917373.8
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 076 061 1 kint. Cl. 6 : B6D 1/02 B29C 49/48 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 93917373.8
Int. Cl. 7 : B32B 7/04
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 170 710 21 k Número de solicitud: 200002878 1 k Int. Cl. 7 : B32B 7/04 B44C 1/10 k 12 SOLICITUD DE PATENTE A1 22 kfecha de
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 170 710 21 k Número de solicitud: 200002878 1 k Int. Cl. 7 : B32B 7/04 B44C 1/10 k 12 SOLICITUD DE PATENTE A1 22 kfecha de
Le falta uno o más dientes? Está usted llevando una dentadura postiza de la cual está insatisfecho?
 Le falta uno o más dientes? Está usted llevando una dentadura postiza de la cual está insatisfecho? Deje de preocuparse ya, nuestra empresa le ofrece la solución! Implantes dentales, Le regalamos la mejor
Le falta uno o más dientes? Está usted llevando una dentadura postiza de la cual está insatisfecho? Deje de preocuparse ya, nuestra empresa le ofrece la solución! Implantes dentales, Le regalamos la mejor
ES 1 044 251 U. Número de publicación: 1 044 251 PATENTES Y MARCAS. Número de solicitud: U 009902521. Int. Cl. 6 : A61C 13/093
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 044 21 21 k Número de solicitud: U 00990221 1 k Int. Cl. 6 : A61C 13/093 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 044 21 21 k Número de solicitud: U 00990221 1 k Int. Cl. 6 : A61C 13/093 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
ES 1 013 957 U. Número de publicación: 1 013 957 REGISTRO DE LA PROPIEDAD INDUSTRIAL. Número de solicitud: U 9001555. Int. Cl.
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k Número de publicación: 1 013 97 21 k Número de solicitud: U 9001 1 k Int. Cl. : A61C 1/04 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k Número de publicación: 1 013 97 21 k Número de solicitud: U 9001 1 k Int. Cl. : A61C 1/04 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
11 knúmero de publicación: 2 141 193. 51 kint. Cl. 6 : B42F 11/02
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 141 193 1 Int. Cl. 6 : B42F 11/02 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 94201617.1 86 Fecha de
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 141 193 1 Int. Cl. 6 : B42F 11/02 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 94201617.1 86 Fecha de
Int. Cl.: 72 Inventor/es: Meier, Reinhold. 74 Agente: Roeb Díaz-Álvarez, María
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 322 3 1 Int. Cl.: B23K 26/34 (06.01) F16J 1/44 (06.01) F01D 11/12 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 96 Número de solicitud
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 322 3 1 Int. Cl.: B23K 26/34 (06.01) F16J 1/44 (06.01) F01D 11/12 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 96 Número de solicitud
T.P. N 7 - VISITA A TALLER DE CERÁMICA
 T.P. N 7 - VISITA A TALLER DE CERÁMICA Visitamos el taller de alfarería "Se torna cacharro", ubicado en Cabrera al 3600, en el distrito de Palermo, CABA; donde pudimos observar la clase que se dicta ahí.
T.P. N 7 - VISITA A TALLER DE CERÁMICA Visitamos el taller de alfarería "Se torna cacharro", ubicado en Cabrera al 3600, en el distrito de Palermo, CABA; donde pudimos observar la clase que se dicta ahí.
11 Número de publicación: 1 059 420. 21 Número de solicitud: U 200500128. 51 Int. Cl. 7 : B42D 15/10. 72 Inventor/es: Roig Ayora, María
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 09 4 21 Número de solicitud: U 000128 1 Int. Cl. 7 : B42D 1/ 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación: 13.01.0
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 09 4 21 Número de solicitud: U 000128 1 Int. Cl. 7 : B42D 1/ 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación: 13.01.0
Int. Cl. 7 : B28B 7/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 146 12 21 k Número de solicitud: 009702444 1 k Int. Cl. 7 : B28B 7/00 E04G 9/04 E04G 9/10 E04C 3/20 k 12 SOLICITUD DE PATENTE
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 146 12 21 k Número de solicitud: 009702444 1 k Int. Cl. 7 : B28B 7/00 E04G 9/04 E04G 9/10 E04C 3/20 k 12 SOLICITUD DE PATENTE
Capítulo 1 Introducción y análisis de sistemas CNC
 Capítulo 1 Introducción y análisis de sistemas CNC INTRODUCCIÓN La evolución del control numérico ha producido la introducción del mismo en grandes, medianas, familiares y pequeñas empresas, lo que ha
Capítulo 1 Introducción y análisis de sistemas CNC INTRODUCCIÓN La evolución del control numérico ha producido la introducción del mismo en grandes, medianas, familiares y pequeñas empresas, lo que ha
ES 2 140 999 A1. Número de publicación: 2 140 999 PATENTES Y MARCAS. Número de solicitud: 009601563. Int. Cl. 6 : B42F 3/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 140 999 21 k Número de solicitud: 00960163 1 k Int. Cl. 6 : B42F 3/00 k 12 SOLICITUD DE PATENTE A1 k 22 Fecha de presentación:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 140 999 21 k Número de solicitud: 00960163 1 k Int. Cl. 6 : B42F 3/00 k 12 SOLICITUD DE PATENTE A1 k 22 Fecha de presentación:
11 knúmero de publicación: 2 187 100. 51 kint. Cl. 7 : A41D 31/00. k 72 Inventor/es: Schäfer, Werner; k 74 Agente: Elzaburu Márquez, Alberto
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 187 0 1 Int. Cl. 7 : A41D 31/00 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99111829.0 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 187 0 1 Int. Cl. 7 : A41D 31/00 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99111829.0 86 Fecha de presentación:
B23K 23/00 //E01B 29/42 B60M 5/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k N. de publicación: ES 2 036 42 21 k Número de solicitud: 91412 1 k Int. Cl. : H01R 4/02 B23K 23/00 //E01B 29/42 BM /00 k 12 SOLICITUD DE PATENTE A2
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k N. de publicación: ES 2 036 42 21 k Número de solicitud: 91412 1 k Int. Cl. : H01R 4/02 B23K 23/00 //E01B 29/42 BM /00 k 12 SOLICITUD DE PATENTE A2
ES 1 054 923 U. Número de publicación: 1 054 923 PATENTES Y MARCAS. Número de solicitud: U 200301380. Int. Cl. 7 : B44C 3/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 04 923 21 k Número de solicitud: U 01380 1 k Int. Cl. 7 : B44C 3/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 04 923 21 k Número de solicitud: U 01380 1 k Int. Cl. 7 : B44C 3/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
k 11 N. de publicación: ES 2 026 954 k 51 Int. Cl. 5 : B29C 45/16
 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 N. de publicación: ES 2 026 94 1 Int. Cl. : B29C 4/16 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 881613.3 86 Fecha de presentación
19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 N. de publicación: ES 2 026 94 1 Int. Cl. : B29C 4/16 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 881613.3 86 Fecha de presentación
CAPÍTULO 7. CONCLUSIONES FINALES
 CAPÍTULO 7. CONCLUSIONES FINALES Conclusiones finales El grado de protección, UPF, que un tejido proporciona contra el paso de radiación ultravioleta viene influenciado por todos los parámetros de los
CAPÍTULO 7. CONCLUSIONES FINALES Conclusiones finales El grado de protección, UPF, que un tejido proporciona contra el paso de radiación ultravioleta viene influenciado por todos los parámetros de los
ES 2 113 826 A1 A61C 19/10. Número de publicación: 2 113 826 PATENTES Y MARCAS. Número de solicitud: 9601300. Int. Cl. 6 : G01J 3/50 01.05.
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 113 826 21 k Número de solicitud: 9601300 51 k Int. Cl. 6 : G01J 3/50 A61C 19/10 k 12 SOLICITUD DE PATENTE A1 22 kfecha de
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 113 826 21 k Número de solicitud: 9601300 51 k Int. Cl. 6 : G01J 3/50 A61C 19/10 k 12 SOLICITUD DE PATENTE A1 22 kfecha de
11 Número de publicación: 2 254 098. 51 Int. Cl. 7 : A61G 5/06. 72 Inventor/es: Koch, Michael. 74 Agente: Carpintero López, Francisco
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 24 098 1 Int. Cl. 7 : A61G /06 B62B /02 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00121714.0 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 24 098 1 Int. Cl. 7 : A61G /06 B62B /02 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00121714.0 86 Fecha
Los negros de humo para cementos, hormigones y morteros.
 Los negros de humo para cementos, hormigones y morteros. Los pigmentos negros de óxido de hierro son los más utilizados para colorear cementos, morteros y hormigones. Estos, al igual que ocurre con los
Los negros de humo para cementos, hormigones y morteros. Los pigmentos negros de óxido de hierro son los más utilizados para colorear cementos, morteros y hormigones. Estos, al igual que ocurre con los
Figura 1.12 Señalización analógica y digital de datos analógicos y digitales.
 Los datos digitales se pueden representar por señales digitales, con un nivel de tensión diferente por cada uno de los dígitos binarios. Como se muestra en la figura 1.12, éstas no son las únicas posibilidades.
Los datos digitales se pueden representar por señales digitales, con un nivel de tensión diferente por cada uno de los dígitos binarios. Como se muestra en la figura 1.12, éstas no son las únicas posibilidades.
Sistemas de Calidad Empresarial
 Portal Empresarial Aljaraque Empresarial Sistemas de Calidad Empresarial 1 ÍNDICE 1. INTRODUCCIÓN. 2. CONCEPTO DE CALIDAD Y SU SISTEMA. 3. MÉTODO PARA IMPLANTAR UN SISTEMA DE GESTIÓN DE LA CALIDAD. 4.
Portal Empresarial Aljaraque Empresarial Sistemas de Calidad Empresarial 1 ÍNDICE 1. INTRODUCCIÓN. 2. CONCEPTO DE CALIDAD Y SU SISTEMA. 3. MÉTODO PARA IMPLANTAR UN SISTEMA DE GESTIÓN DE LA CALIDAD. 4.
ES 2 196 968 A1 A23L 1/318 A23L 1/315 A22C 11/00. Número de publicación: 2 196 968 PATENTES Y MARCAS. Número de solicitud: 200101862
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 196 968 21 k Número de solicitud: 200101862 1 k Int. Cl. 7 : A23L 1/314 A23L 1/318 A23L 1/31 A22C 11/00 k 12 SOLICITUD DE
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 196 968 21 k Número de solicitud: 200101862 1 k Int. Cl. 7 : A23L 1/314 A23L 1/318 A23L 1/31 A22C 11/00 k 12 SOLICITUD DE
11 knúmero de publicación: 2 150 799. 51 kint. Cl. 7 : B65G 1/02
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 799 1 kint. Cl. 7 : B6G 1/02 A47B 47/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 98221.0 86
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 799 1 kint. Cl. 7 : B6G 1/02 A47B 47/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 98221.0 86
k 11 N. de publicación: ES 2 030 155 k 51 Int. Cl. 5 : A61G 15/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 0 1 k 1 Int. Cl. : A61G 1/00 A61B 19/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 881222.2 86
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 0 1 k 1 Int. Cl. : A61G 1/00 A61B 19/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 881222.2 86
ES 2 230 956 A1 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA. 11 Número de publicación: 2 230 956. 21 Número de solicitud: 200202096
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 230 956 21 Número de solicitud: 200202096 51 Int. Cl. 7 : B23Q 11/00 12 SOLICITUD DE PATENTE A1 22 Fecha de presentación: 12.09.2002
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 230 956 21 Número de solicitud: 200202096 51 Int. Cl. 7 : B23Q 11/00 12 SOLICITUD DE PATENTE A1 22 Fecha de presentación: 12.09.2002
51 Int. CI.: B60R 13/08 (2006.01) G10K 11/168 (2006.01) TRADUCCIÓN DE PATENTE EUROPEA
 G10K 11/168 (2006.01) TRADUCCIÓN DE PATENTE EUROPEA") 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 37 707 1 Int. CI.: B60R 13/08 (2006.01) G10K 11/168 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 96 Fecha de presentación y
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 37 707 1 Int. CI.: B60R 13/08 (2006.01) G10K 11/168 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 96 Fecha de presentación y
11 Número de publicación: 2 203 094. 51 Int. Cl. 7 : B60N 2/02. 74 Agente: Justo Vázquez, Jorge Miguel de
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 3 094 1 Int. Cl. 7 : BN 2/02 A47C 1/024 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud: 9991184.0 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 3 094 1 Int. Cl. 7 : BN 2/02 A47C 1/024 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud: 9991184.0 86 Fecha de presentación:
11 knúmero de publicación: 2 144 127. 51 kint. Cl. 7 : B07C 5/342. k 72 Inventor/es: Wahlquist, Anders. k 74 Agente: Esteban Pérez-Serrano, M ā Isabel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 144 127 1 Int. Cl. 7 : B07C /342 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99331.6 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 144 127 1 Int. Cl. 7 : B07C /342 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99331.6 86 Fecha de presentación
11 kn. de publicación: ES 2 101 169. 51 kint. Cl. 6 : A24D 1/02
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 1 169 1 kint. Cl. 6 : A24D 1/02 D21H 17/17 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 939244.9
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 1 169 1 kint. Cl. 6 : A24D 1/02 D21H 17/17 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 939244.9
11 knúmero de publicación: 2 108 710. 51 kint. Cl. 6 : A61M 1/00. k 72 Inventor/es: Masaki, Nobuyuki. k 74 Agente: Carpintero López, Francisco
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 108 710 51 kint. Cl. 6 : A61M 1/00 k 12 TRADUCCION DE PATENTE EUROPEA T3 k k k k 86 Número de solicitud europea: 91900941.5
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 108 710 51 kint. Cl. 6 : A61M 1/00 k 12 TRADUCCION DE PATENTE EUROPEA T3 k k k k 86 Número de solicitud europea: 91900941.5
REGISTRO DE LA PROPIEDAD INDUSTRIAL. 44-1 Hatagaya 2- Chome, Shibuya-Ku, JP 01.03.89
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 005 353 k 21 Número de solicitud: 8702772 k 51 Int. Cl. 4 : A61B 5/02 k 12 PATENTEDEINVENCION A6 k 22 Fecha de presentación:
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 005 353 k 21 Número de solicitud: 8702772 k 51 Int. Cl. 4 : A61B 5/02 k 12 PATENTEDEINVENCION A6 k 22 Fecha de presentación:
GUÍA TÉCNICA PARA LA DEFINICIÓN DE COMPROMISOS DE CALIDAD Y SUS INDICADORES
 GUÍA TÉCNICA PARA LA DEFINICIÓN DE COMPROMISOS DE CALIDAD Y SUS INDICADORES Tema: Cartas de Servicios Primera versión: 2008 Datos de contacto: Evaluación y Calidad. Gobierno de Navarra. evaluacionycalidad@navarra.es
GUÍA TÉCNICA PARA LA DEFINICIÓN DE COMPROMISOS DE CALIDAD Y SUS INDICADORES Tema: Cartas de Servicios Primera versión: 2008 Datos de contacto: Evaluación y Calidad. Gobierno de Navarra. evaluacionycalidad@navarra.es
11 knúmero de publicación: 2 146 283. 51 kint. Cl. 7 : A61B 6/14. k 72 Inventor/es: Pfeiffer, Manfred. k 74 Agente: Carpintero López, Francisco
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 146 283 1 Int. Cl. 7 : A61B 6/14 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9119680.7 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 146 283 1 Int. Cl. 7 : A61B 6/14 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9119680.7 86 Fecha de presentación
Int. Cl. 6 : B31B 5/04
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 110 333 21 k Número de solicitud: 940027 1 k Int. Cl. 6 : B31B /04 A63H 27/10 k 12 SOLICITUD DE PATENTE A2 22 kfecha de presentación:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 110 333 21 k Número de solicitud: 940027 1 k Int. Cl. 6 : B31B /04 A63H 27/10 k 12 SOLICITUD DE PATENTE A2 22 kfecha de presentación:
11 knúmero de publicación: 2 163 122. 51 kint. Cl. 7 : B23K 26/12. k 72 Inventor/es: Faerber, Mark. k 74 Agente: Carpintero López, Francisco
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 163 122 1 Int. Cl. 7 : B23K 26/12 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9790148.9 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 163 122 1 Int. Cl. 7 : B23K 26/12 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9790148.9 86 Fecha de presentación:
9.2.- PROCESO DE OBTENCIÓN DEL ACERO Y OTROS PRODUCTOS FERROSOS. 9.9.- IMPACTO MEDIOAMBIENTAL DE LOS PRODUCTOS FERROSOS.
 ÍNDICE (del tema del libro) INTRODUCCIÓN 9.1.- METALES FERROSOS O FÉRRICOS 9.2.- PROCESO DE OBTENCIÓN DEL ACERO Y OTROS PRODUCTOS FERROSOS. 9.3.- COLADA DE ACERO. 9.4.- TRENES DE LAMINACIÓN. 9.5.- PRODUCTOS
ÍNDICE (del tema del libro) INTRODUCCIÓN 9.1.- METALES FERROSOS O FÉRRICOS 9.2.- PROCESO DE OBTENCIÓN DEL ACERO Y OTROS PRODUCTOS FERROSOS. 9.3.- COLADA DE ACERO. 9.4.- TRENES DE LAMINACIÓN. 9.5.- PRODUCTOS
A45D 40/16 REGISTRO DE LA PROPIEDAD INDUSTRIAL. Carretera Madrid-Barcelona, Km. 34,2 Alcalá de Henares, Madrid, ES 01.06.92. obtenidos.
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 027 8 k 21 Número de solicitud: 9100084 k 1 Int. Cl. : A61K 7/021 A4D 40/16 k 12 PATENTEDEINVENCION A6 k 22 Fecha de presentación:
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 027 8 k 21 Número de solicitud: 9100084 k 1 Int. Cl. : A61K 7/021 A4D 40/16 k 12 PATENTEDEINVENCION A6 k 22 Fecha de presentación:
INFOFICHA: Ficha de orientación educativa CICLOS FORMATIVOS FABRICACIÓN MECÁNICA. Ciclo Formativo de Grado Medio: MECANIZADO IES BARAJAS.
 INFOFICHA: Ficha de orientación educativa CICLOS FORMATIVOS FABRICACIÓN MECÁNICA Ciclo Formativo de Grado Medio: MECANIZADO IES BARAJAS 1 de 6 MECANIZADO DESCRIPCIÓN DEL CICLO FORMATIVO MECANIZADO.- Aplicación
INFOFICHA: Ficha de orientación educativa CICLOS FORMATIVOS FABRICACIÓN MECÁNICA Ciclo Formativo de Grado Medio: MECANIZADO IES BARAJAS 1 de 6 MECANIZADO DESCRIPCIÓN DEL CICLO FORMATIVO MECANIZADO.- Aplicación
11 Número de publicación: 1 059 568. 21 Número de solicitud: U 200500355. 51 Int. Cl. 7 : A01K 15/00. 72 Inventor/es: Valdivieso Moral, Heliodoro
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 09 68 21 Número de solicitud: U 0003 1 Int. Cl. 7 : A01K 1/00 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 09 68 21 Número de solicitud: U 0003 1 Int. Cl. 7 : A01K 1/00 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
Líneas de espera. Introducción.
 Líneas de espera. Introducción. En este capítulo se aplica la teoría de colas. Una Cola es una línea de espera y la teoría de colas es una colección de modelos matemáticos que describen sistemas de líneas
Líneas de espera. Introducción. En este capítulo se aplica la teoría de colas. Una Cola es una línea de espera y la teoría de colas es una colección de modelos matemáticos que describen sistemas de líneas
MÓDULO I: FUNDICIÓN y SINTERIZADO. TEMA 4: Sinterizado TECNOLOGÍAS DE FABRICACIÓN. Grado en Ingeniería en Organización Industrial
 Tema 4: Sinterizado 1/16 MÓDULO I: FUNDICIÓN y SINTERIZADO TEMA 4: Sinterizado TECNOLOGÍAS DE FABRICACIÓN Grado en Ingeniería en Organización Industrial DPTO. DE INGENIERÍA MECÁNICA Universidad del País
Tema 4: Sinterizado 1/16 MÓDULO I: FUNDICIÓN y SINTERIZADO TEMA 4: Sinterizado TECNOLOGÍAS DE FABRICACIÓN Grado en Ingeniería en Organización Industrial DPTO. DE INGENIERÍA MECÁNICA Universidad del País
11 Número de publicación: 2 250 124. 51 Int. Cl. 7 : C22C 21/00. 74 Agente: Díez de Rivera y Elzaburu, Ignacio
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 124 1 Int. Cl. 7 : C22C 21/00 B22D 11/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00922378. 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 124 1 Int. Cl. 7 : C22C 21/00 B22D 11/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00922378. 86 Fecha
11 Número de publicación: 1 072 543. 21 Número de solicitud: U 201030477. 51 Int. Cl.: 72 Inventor/es: Martín Ramos, Domingo
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 072 43 21 Número de solicitud: U 477 1 Int. Cl.: H02N 6/00 (06.01) 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 072 43 21 Número de solicitud: U 477 1 Int. Cl.: H02N 6/00 (06.01) 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
ES 1 029 641 U. Número de publicación: 1 029 641 PATENTES Y MARCAS. Número de solicitud: U 9402893. Int. Cl. 6 : A61M 3/02
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 029 641 21 k Número de solicitud: U 9402893 1 k Int. Cl. 6 : A61M 3/02 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 029 641 21 k Número de solicitud: U 9402893 1 k Int. Cl. 6 : A61M 3/02 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
11 Número de publicación: 2 221 796. 21 Número de solicitud: 200301089. 51 Int. Cl. 7 : A23B 4/10. 72 Inventor/es: Gómez Romero, Luis Antonio
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 221 796 21 Número de solicitud: 089 1 Int. Cl. 7 : A23B 4/ 12 SOLICITUD DE PATENTE A1 22 Fecha de presentación: 12.0.03 71 Solicitante/s:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 221 796 21 Número de solicitud: 089 1 Int. Cl. 7 : A23B 4/ 12 SOLICITUD DE PATENTE A1 22 Fecha de presentación: 12.0.03 71 Solicitante/s:
Int. Cl. 7 : G09F 15/00. 22 kfecha de presentación: 27.07.2001 71 k Solicitante/s: David Donoso Pía Paseo de la Castellana 70, local Madrid, ES
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 199 640 21 k Número de solicitud: 200101771 51 k Int. Cl. 7 : G09F 15/00 G09F 17/00 A47F 5/01 k 12 SOLICITUD DE PATENTE A1
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 199 640 21 k Número de solicitud: 200101771 51 k Int. Cl. 7 : G09F 15/00 G09F 17/00 A47F 5/01 k 12 SOLICITUD DE PATENTE A1
Int. Cl. 6 : C04B 18/04
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 121 29 21 k Número de solicitud: 902334 1 k Int. Cl. 6 : C04B 18/04 B09B 3/00 k 12 SOLICITUD DE PATENTE A1 22 kfecha de presentación:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 121 29 21 k Número de solicitud: 902334 1 k Int. Cl. 6 : C04B 18/04 B09B 3/00 k 12 SOLICITUD DE PATENTE A1 22 kfecha de presentación:
MATERIALES PLÁSTICOS RECICLABLES
 MATERIALES PLÁSTICOS RECICLABLES QUÉ SE ENTIENDE POR RECICLAMIENTO Primero, para entrar en materia, se debe entender por reciclamiento la circulación de materiales dentro de un sistema cerrado con el propósito
MATERIALES PLÁSTICOS RECICLABLES QUÉ SE ENTIENDE POR RECICLAMIENTO Primero, para entrar en materia, se debe entender por reciclamiento la circulación de materiales dentro de un sistema cerrado con el propósito
11 knúmero de publicación: 2 123 095. 51 kint. Cl. 6 : A63F 3/06. k 72 Inventor/es: Behm, William Frederick y. k 74 Agente: Curell Suñol, Marcelino
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 123 09 1 Int. Cl. 6 : A63F 3/06 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 942827.4 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 123 09 1 Int. Cl. 6 : A63F 3/06 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 942827.4 86 Fecha de presentación
R M A C I Ó N D E L M E T A L
 R M A C I Ó N D E L M E T A L Fundada en el año 2000, Formas Inoxman S.L. forma parte de la industria siderometalúrgica con una actividad enfocada al diseño y fabricación de productos metálicos, en especial
R M A C I Ó N D E L M E T A L Fundada en el año 2000, Formas Inoxman S.L. forma parte de la industria siderometalúrgica con una actividad enfocada al diseño y fabricación de productos metálicos, en especial
El Futuro de la Computación en la Industria de Generación Eléctrica
 El Futuro de la Computación en la Industria de Generación Eléctrica Retos a los que se enfrenta la industria de generación La industria de generación eléctrica se enfrenta a dos retos muy significativos
El Futuro de la Computación en la Industria de Generación Eléctrica Retos a los que se enfrenta la industria de generación La industria de generación eléctrica se enfrenta a dos retos muy significativos
11 Número de publicación: 2 256 996. 51 Int. Cl. 7 : B31B 19/74
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 26 996 1 Int. Cl. 7 : B31B 19/74 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99120740.8 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 26 996 1 Int. Cl. 7 : B31B 19/74 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99120740.8 86 Fecha de presentación
11 Número de publicación: 2 265 862. 51 Int. Cl.: 72 Inventor/es: Pastorino, Giorgio. 74 Agente: Espiell Volart, Eduardo María
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 265 862 51 Int. Cl.: B05D 7/14 (2006.01) B05D 7/22 (2006.01) B05D 5/08 (2006.01) F28F 19/04 (2006.01) 12 TRADUCCIÓN DE PATENTE
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 265 862 51 Int. Cl.: B05D 7/14 (2006.01) B05D 7/22 (2006.01) B05D 5/08 (2006.01) F28F 19/04 (2006.01) 12 TRADUCCIÓN DE PATENTE
ES 2 137 877 A1. Número de publicación: 2 137 877 PATENTES Y MARCAS. Número de solicitud: 009702451. Int. Cl. 6 : A45D 44/22
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 137 877 21 k Número de solicitud: 00970241 1 k Int. Cl. 6 : A4D 44/22 k 12 SOLICITUD DE PATENTE A1 k 22 Fecha de presentación:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 137 877 21 k Número de solicitud: 00970241 1 k Int. Cl. 6 : A4D 44/22 k 12 SOLICITUD DE PATENTE A1 k 22 Fecha de presentación:
11 Número de publicación: 2 242 073. 51 Int. Cl. 7 : A47G 29/14. 74 Agente: Carpintero López, Francisco
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 242 073 1 Int. Cl. 7 : A47G 29/14 G07C 9/00 G07F 17/12 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 02779139.1
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 242 073 1 Int. Cl. 7 : A47G 29/14 G07C 9/00 G07F 17/12 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 02779139.1
Revestimientos ELASTEC para Molinos de bolas. Revestimientos ELASTEC para Molinos de Bolas
 Revestimientos ELASTEC para Molinos de Bolas 1 Molinos Discontinuos 1 Molinos Continuos Calidad Elastec Tras 25 años de experiencia, disponemos de una posición cómoda en el sector de productos de goma,
Revestimientos ELASTEC para Molinos de Bolas 1 Molinos Discontinuos 1 Molinos Continuos Calidad Elastec Tras 25 años de experiencia, disponemos de una posición cómoda en el sector de productos de goma,
ES 1 050 597 U. Número de publicación: 1 050 597 PATENTES Y MARCAS. Número de solicitud: U 200102750. Int. Cl. 7 : A44B 15/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 0 97 21 k Número de solicitud: U 027 1 k Int. Cl. 7 : A44B /00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 0 97 21 k Número de solicitud: U 027 1 k Int. Cl. 7 : A44B /00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
Aplicación para la docencia en ingeniería: Cálculo de costes de mecanizado. MECACOST 1.0
 Aplicación para la docencia en ingeniería: Cálculo de costes de mecanizado. MECACOST 1.0 R. Balart, D. García-Sanoguera, O. Fenollar, T. Boronat, L. Sánchez-Nácher Departamento de Ingeniería Mecánica y
Aplicación para la docencia en ingeniería: Cálculo de costes de mecanizado. MECACOST 1.0 R. Balart, D. García-Sanoguera, O. Fenollar, T. Boronat, L. Sánchez-Nácher Departamento de Ingeniería Mecánica y
Aún se lo está pensando?
 Aún se lo está pensando? Este folleto ofrece una información detallada sobre las propiedades, ventajas y técnicas de los tratamientos con implantes dentales KLOCKNER, la mejor opción para disfrutar de
Aún se lo está pensando? Este folleto ofrece una información detallada sobre las propiedades, ventajas y técnicas de los tratamientos con implantes dentales KLOCKNER, la mejor opción para disfrutar de
Ambas componentes del sistema tienen costos asociados que deben de considerarse.
 1. Introducción. En este trabajo se aplica la teoría de colas. Una Cola es una línea de espera y la teoría de colas es una colección de modelos matemáticos que describen sistemas de líneas de espera particulares
1. Introducción. En este trabajo se aplica la teoría de colas. Una Cola es una línea de espera y la teoría de colas es una colección de modelos matemáticos que describen sistemas de líneas de espera particulares
CIRUGÍA DE TERCEROS MOLARES
 CIRUGÍA La cirugía bucal es la rama de la odontología que se ocupa del diagnóstico, y tratamiento quirúrgico de las enfermedades, traumatismos y defectos de los maxilares y regiones adyacentes. Los procedimientos
CIRUGÍA La cirugía bucal es la rama de la odontología que se ocupa del diagnóstico, y tratamiento quirúrgico de las enfermedades, traumatismos y defectos de los maxilares y regiones adyacentes. Los procedimientos
Artículos técnicos sobre prevención en construcción
 Artículos técnicos sobre prevención en construcción SISTEMA V DE REDES DE SEGURIDAD SISTEMA V ETOSA bip 140 PREVENCIÓN SISTEMA V DE REDES DE SEGURIDAD SISTEMA V ETOSA. De todos es conocida la existencia
Artículos técnicos sobre prevención en construcción SISTEMA V DE REDES DE SEGURIDAD SISTEMA V ETOSA bip 140 PREVENCIÓN SISTEMA V DE REDES DE SEGURIDAD SISTEMA V ETOSA. De todos es conocida la existencia
El motor eléctrico. Física. Liceo integrado de zipaquira MOTOR ELECTRICO
 El motor eléctrico Física Liceo integrado de zipaquira MOTOR ELECTRICO Motores y generadores eléctricos, grupo de aparatos que se utilizan para convertir la energía mecánica en eléctrica, o a la inversa,
El motor eléctrico Física Liceo integrado de zipaquira MOTOR ELECTRICO Motores y generadores eléctricos, grupo de aparatos que se utilizan para convertir la energía mecánica en eléctrica, o a la inversa,
11 knúmero de publicación: 2 123 237. 51 kint. Cl. 6 : B29D 11/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 123 237 1 kint. Cl. 6 : B29D 11/00 B29C 33/ 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 991179.1
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 123 237 1 kint. Cl. 6 : B29D 11/00 B29C 33/ 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 991179.1
SELECCIÓN N Y DISEÑO DEL PRODUCTO Y SERVICIO
 SELECCIÓN N Y DISEÑO DEL PRODUCTO Y SERVICIO Administración n de Operaciones II 1 El desarrollo consistente y la introducción n de nuevos productos que valoren los clientes es muy importante para la prosperidad
SELECCIÓN N Y DISEÑO DEL PRODUCTO Y SERVICIO Administración n de Operaciones II 1 El desarrollo consistente y la introducción n de nuevos productos que valoren los clientes es muy importante para la prosperidad
11 knúmero de publicación: 2 174 587. 51 kint. Cl. 7 : B29C 45/27. k 72 Inventor/es: Christen, Andreas. k 74 Agente: Isern Jara, Jorge
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 174 587 51 Int. Cl. 7 : B29C 45/27 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99900197.7 86 Fecha de
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 174 587 51 Int. Cl. 7 : B29C 45/27 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99900197.7 86 Fecha de
11 knúmero de publicación: 2 153 065. 51 kint. Cl. 7 : B05C 17/02. k 72 Inventor/es: Clauss, Peter. k 74 Agente: Elzaburu Márquez, Alberto
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 13 06 1 Int. Cl. 7 : B0C 17/02 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 96112779.2 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 13 06 1 Int. Cl. 7 : B0C 17/02 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 96112779.2 86 Fecha de presentación
11 Número de publicación: 2 266 436. 51 Int. Cl.: 72 Inventor/es: Polvilampi, Janne. 74 Agente: García-Cabrerizo y del Santo, Pedro
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 266 436 1 Int. Cl.: B66F 9/08 (2006.01) B21C 23/14 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 266 436 1 Int. Cl.: B66F 9/08 (2006.01) B21C 23/14 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea:
Medición de la fuerza
 Medición de la fuerza LAS FUERZAS PROBLEMÁTICA VECTORIAL En la mecánica clásica, una fuerza se define como una acción susceptible de modificar la cantidad de movimiento de un punto material. De ello resulta
Medición de la fuerza LAS FUERZAS PROBLEMÁTICA VECTORIAL En la mecánica clásica, una fuerza se define como una acción susceptible de modificar la cantidad de movimiento de un punto material. De ello resulta
Int. Cl. 7 : B30B 9/30
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 11 417 21 k Número de solicitud: 00980190 1 k Int. Cl. 7 : B30B 9/30 B30B 1/04 B30B 1/06 k 12 SOLICITUD DE PATENTE A1 22
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 11 417 21 k Número de solicitud: 00980190 1 k Int. Cl. 7 : B30B 9/30 B30B 1/04 B30B 1/06 k 12 SOLICITUD DE PATENTE A1 22
Se ha previsto una versión con un nervio (5) de escaso relieve en la parte trocantérea.
 de escaso relieve en la parte trocantérea.") DE LA PROPIEDAD REGISTRO ESPAÑA INDUSTRIAL DATOS DE PRIORIDAD 31 NUMERO 32 FECHA 33 PAIS A1 12 PATENTE DE INVENCION 21 NUMERO DE SOLICITUD 22 FECHA DE PRESENTACION 71 SOLICITANTE(S) NACIONALIDAD Don Enrique
DE LA PROPIEDAD REGISTRO ESPAÑA INDUSTRIAL DATOS DE PRIORIDAD 31 NUMERO 32 FECHA 33 PAIS A1 12 PATENTE DE INVENCION 21 NUMERO DE SOLICITUD 22 FECHA DE PRESENTACION 71 SOLICITANTE(S) NACIONALIDAD Don Enrique
B65D 65/40 B29C 51/16
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 006 648 k 21 Número de solicitud: 880130 k 1 Int. Cl. 4 : B6D 2/36 B6D 6/40 B29C 1/16 k 12 PATENTEDEINVENCION A6 k 22 Fecha
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 006 648 k 21 Número de solicitud: 880130 k 1 Int. Cl. 4 : B6D 2/36 B6D 6/40 B29C 1/16 k 12 PATENTEDEINVENCION A6 k 22 Fecha
Gabinete Jurídico. Informe 0346/2008
 Informe 0346/2008 La consulta plantea, varias cuestiones relacionadas con la necesidad de formalizar los oportunos contratos con aquellas empresas encargadas de prestar los servicios de prevención de riesgos
Informe 0346/2008 La consulta plantea, varias cuestiones relacionadas con la necesidad de formalizar los oportunos contratos con aquellas empresas encargadas de prestar los servicios de prevención de riesgos
ES 1 060 402 U OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA. (celulosa moldeada u otros). 11 Número de publicación: 1 060 402
. 11 Número de publicación: 1 060 402") 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 060 402 21 Número de solicitud: U 20001288 1 Int. Cl. 7 : A61G 9/00 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 060 402 21 Número de solicitud: U 20001288 1 Int. Cl. 7 : A61G 9/00 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
ANEXO 1. Símbolo Internacional del Reciclaje
 ANEXO 1 Símbolo Internacional del Reciclaje Norma Oficial Mexicana NMX-E-232-CNCP-2005 1 PET o PETE 2 PEAD o HDPE 3 PVC o V 4 PEBD o LDPE 5 PP 6 PS 7 Abreviatura del material o OTROS Formas de identificación
ANEXO 1 Símbolo Internacional del Reciclaje Norma Oficial Mexicana NMX-E-232-CNCP-2005 1 PET o PETE 2 PEAD o HDPE 3 PVC o V 4 PEBD o LDPE 5 PP 6 PS 7 Abreviatura del material o OTROS Formas de identificación
Centro de Capacitación en Informática
 Fórmulas y Funciones Las fórmulas constituyen el núcleo de cualquier hoja de cálculo, y por tanto de Excel. Mediante fórmulas, se llevan a cabo todos los cálculos que se necesitan en una hoja de cálculo.
Fórmulas y Funciones Las fórmulas constituyen el núcleo de cualquier hoja de cálculo, y por tanto de Excel. Mediante fórmulas, se llevan a cabo todos los cálculos que se necesitan en una hoja de cálculo.
Desarrollo Organizacional
 Desarrollo Organizacional 1 Sesión No. 1 Nombre: Introducción al desarrollo organizacional. Parte I. Objetivo de la sesión: El alumno entenderá el significado del desarrollo organizacional. El alumno aplicará
Desarrollo Organizacional 1 Sesión No. 1 Nombre: Introducción al desarrollo organizacional. Parte I. Objetivo de la sesión: El alumno entenderá el significado del desarrollo organizacional. El alumno aplicará
ENSAYO DE TRACCIÓN UNIVERSAL
 BLOQUE II.- Práctica II.-Ensayo de Tracción, pag 1 PRACTICA II: ENSAYO DE TRACCIÓN UNIVERSAL OBJETIVOS: El objetivo del ensayo de tracción es determinar aspectos importantes de la resistencia y alargamiento
BLOQUE II.- Práctica II.-Ensayo de Tracción, pag 1 PRACTICA II: ENSAYO DE TRACCIÓN UNIVERSAL OBJETIVOS: El objetivo del ensayo de tracción es determinar aspectos importantes de la resistencia y alargamiento