Departamento de Diseño Mecánico Instrumentacion Industrial CURSO INSTRUMENTACION INDUSTRIAL.
|
|
|
- Germán Plaza Rojo
- hace 8 años
- Vistas:
Transcripción
1 CURSO INSTRUMENTACION INDUSTRIAL 1

2 FASES DE ESTUDIO EN LA ELABORACIÓN DE UN AUTOMATISMO. Datos con los que se debe contar: 1- Especificaciones técnicas del sistema o proceso a automatizar y su correcta interpretación. 2- La parte económica asignada para no caer en el error de elaborar una buena opción desde el punto de vista técnico, pero inviable económicamente. 3- Los materiales, aparatos, etc., existentes en el mercado que se van a utilizar para diseñar el automatismo. En este apartado es importante conocer también: - Calidad de la información técnica de los equipos. Disponibilidad y rapidez en cuanto a recambios y asistencia técnica. Fases. a- Estudio previo: Conocimiento del mayor detalle posible las características, el funcionamiento, las distintas funciones (elaborar la mayor cantidad de planos posibles del proceso), etc. b- Estudio técnico económico: Es la parte técnica de especificaciones del automatismo: relación de materiales, bastidores, su adaptación al sistema y al entorno en el que se haya inscrito, etc. c- Decisión final: En el apartado anterior se han debido estudiar las dos posibilidades u opciones tecnológicas generales posibles: lógica cableada y lógica programada. 2

3 Los parámetros que se deben valorar para una decisión correcta pueden ser muchos y variados, p.e.: - Ventajas e inconvenientes que se le asignan a cada opción en relación a su fiabilidad, vida media y mantenimiento. Posibilidad de ampliación y de aprovechamiento de lo existente en cada caso. Posibilidades económicas y rentabilidad de la inversión realizada en cada opción. Ahorro desde el punto de vista de necesidades para su manejo y mantenimiento Una vez realizado éste análisis sólo queda adoptar la solución final elegida. 3

4 OPCIONES TECNOLÓGICAS. Tipo Familia Tecnológica Lógica Cableada Eléctrica Electrónica Lógica Electrónica Programada 4 Subfamilias Especificas Relés electromagnéticos Electroneumática Electrohidráulica Electrónica Estática Sistemas Microordenadores Informáticos Miniordenadores Microsistemas (universales específicos) Autómatas Programables

5 ORGANIGRAMA DE ELECCIÓN TECNOLOGICA 5

6 ORGANIGRAMAS PARA DESARROLLAR EL CONTROL DE UN PROCESO. Según sea la opción tecnológica elegida: PROCESO CON LOGICA CABLEADA: 6

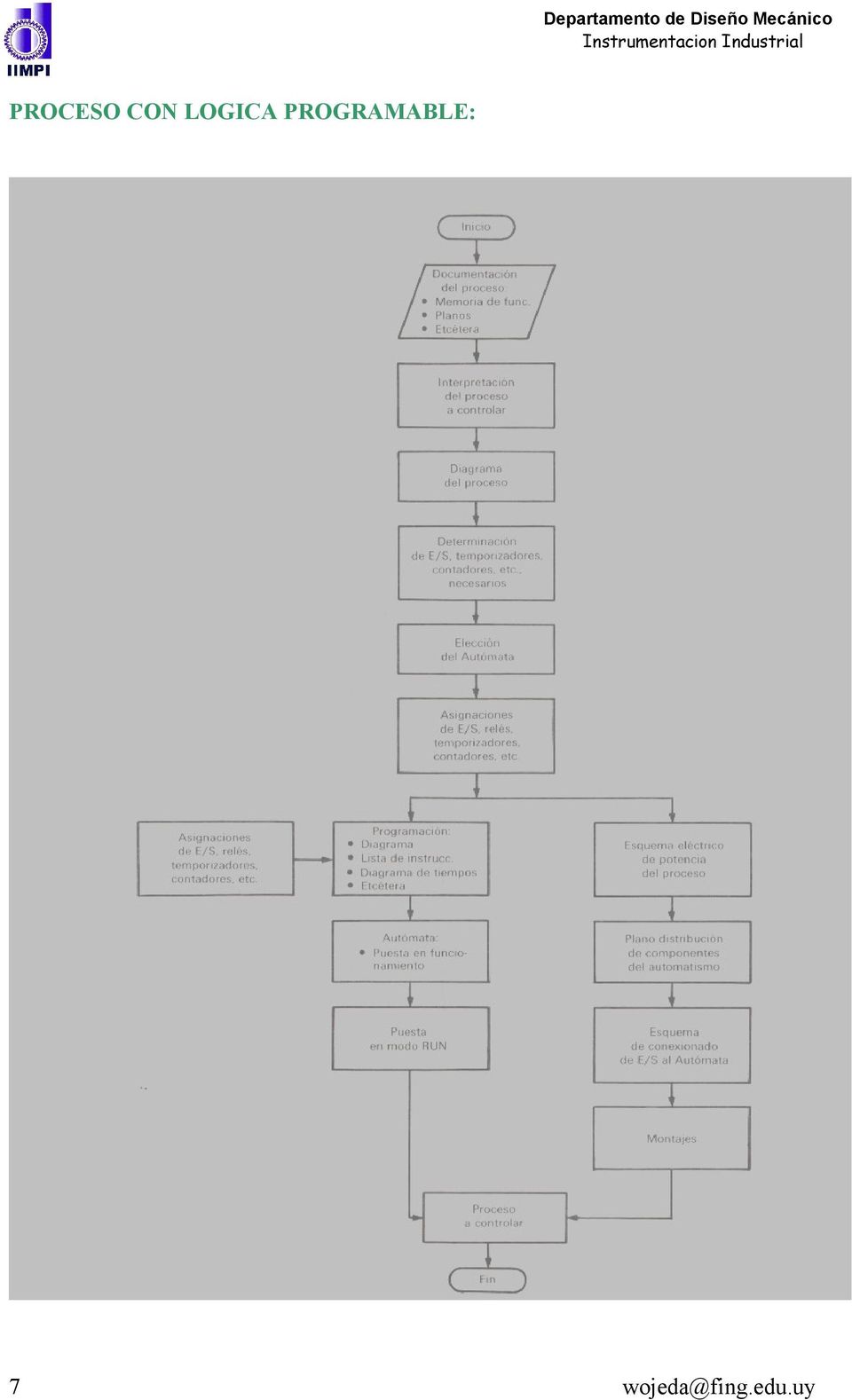
7 PROCESO CON LOGICA PROGRAMABLE: 7
8 EJEMPLOS Arrancador estrella-triangulo con temporizador -TECNICA CABLEADA Arrancador estrella-triangulo con temporizador -TECNICA PROGRAMADA 8

9 CONCLUSION 9

10 10

11 Definición de Controlador Lógico Programable. 1- Controlador Lógico Programable: Se entiende por controlador lógico programable (PLC), o autómata programable, a toda máquina electrónica diseñada para controlar en tiempo real y en medio industrial procesos secuenciales. Esta definición se está quedando un poco desfasada, ya que han aparecido los microplc's, destinados a pequeñas necesidades y al alcance de cualquier persona. 2- Controlador Lógico Programable. De acuerdo con la definición de la "NEMA" (National Electrical Manufacturers Association) un controlador programable es: "Un aparato electrónico operado digitalmente, que usa una memoria programable para el almacenamiento interno de instrucciones para implementar funciones específicas, tales como lógica, secuenciación, registro y control de tiempos, conteo y operaciones aritméticas para controlar, a través de módulos de entrada/salida digitales (ON/OFF) o analógicos (1 5 VDC, 4 20 ma, etc.),varios tipos de máquinas o procesos. 11



12 Las entradas pueden recibir señales de tipo digital, por ejemplo: interruptores, o de tipo analógico, como son los sensores de temperatura. Estas señales son transformadas internamente en señales compatibles con los microprocesadores y demás circuitos integrados de procesamiento interno. Su funcionamiento depende de un programa que se le ha introducido previamente, con el cual se ejecuta cierta secuencia en forma completamente automática. 12

13 Campos de aplicación. Un autómata programable suele emplearse en procesos industriales que tengan una o varias de las siguientes necesidades: - Espacio reducido. - Procesos de producción periódicamente cambiantes. - Procesos secuenciales. - Maquinaria de procesos variables. - Instalaciones de procesos complejos y amplios. - Chequeo de programación centralizada de las partes del proceso. Aplicaciones generales: - Maniobra de máquinas. - Maniobra de instalaciones. - Señalización y control. Tal y como dijimos anteriormente, esto se refiere a los autómatas programables industriales, dejando de lado los pequeños autómatas para uso más personal (que se pueden emplear, incluso, para automatizar procesos en el hogar, como la puerta de un cochera o las luces de la casa). Ventajas e inconvenientes de los PLC's. Entre la ventajas tenemos: - Menor tiempo de elaboración de proyectos. - Posibilidad de añadir modificaciones sin costo añadido en otros componentes. - Mínimo espacio de ocupación. - Menor costo de mano de obra. - Mantenimiento económico. - Posibilidad de gobernar varias máquinas con el mismo autómata. - Menor tiempo de puesta en funcionamiento. - Si el autómata queda pequeño para el proceso industrial puede seguir siendo de utilidad en otras máquinas o sistemas de producción. Y entre los inconvenientes: - Adiestramiento de técnicos. - Costo *. * Obs.: El punto de equilibrio a partir del cual su precio es comparable, o incluso inferior a los tradicionales de lógica cableada disminuye constantemente. 13

14 Estructura externa. Todos los autómatas programables, poseen una de las siguientes estructuras: - Compacta o integrada: en un solo bloque están todos lo elementos. - Modular: Estructura americana: separa las E/S del resto del autómata. Estructura europea: cada módulo es una función (fuente de alimentación, CPU, E/S, etc.). Exteriormente nos encontraremos con cajas que contienen una de estas estructuras, las cuales poseen indicadores y conectores en función del modelo y fabricante. Para el caso de una estructura modular se dispone de la posibilidad de fijar los distintos módulos en railes normalizados, para que el conjunto sea compacto y resistente. Los micro-autómatas suelen venir sin caja, en formato kit, ya que su empleo no es determinado y se suele incluir dentro de un conjunto más grande de control o dentro de la misma maquinaria que se debe controlar. 14

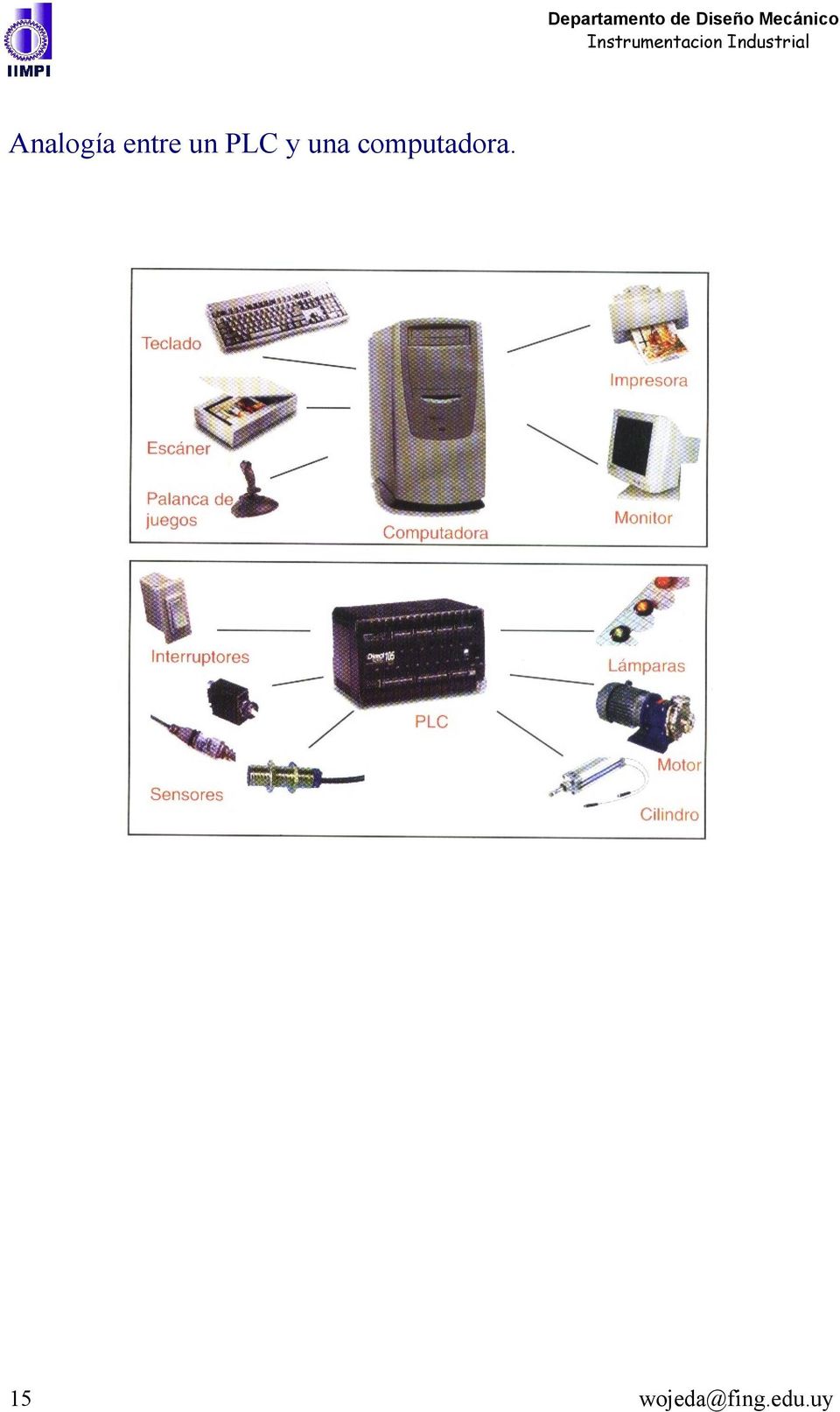
15 Analogía entre un PLC y una computadora. 15

16 Estructura completa de un PLC y su entorno: Obs: un PLc, puede tener como una salida también una impresora. 16

17 Estructura interna. Los elementos esenciales, que todo autómata programable posee como mínimo, son: Sección de entradas: se trata de líneas de entrada, las cuales pueden ser de tipo digital o analógico. En ambos casos tenemos unos rangos de tensión característicos, los cuales se encuentran en las hojas de características del fabricante. A estas líneas conectaremos los sensores. Sección de salidas: son una serie de líneas de salida, que también pueden ser de carácter digital o analógico. A estas líneas conectaremos los actuadores. Unidad central de proceso (CPU): se encarga de procesar el programa de usuario que le introduciremos. Adicionalmente, en determinados modelos más avanzados, podemos disponer de funciones ya integradas en la CPU; como reguladores PID, control de posición, etc. Tanto las entradas como las salidas están aisladas de la CPU según el tipo de autómata que utilicemos. Normalmente se suelen emplear optoacopladores en las entradas y relés/optoacopladores en las salidas. 17

18 Aparte de estos elementos podemos disponer de los siguientes: - Unidad de alimentación: (algunas CPU la llevan incluida). - Unidad o consola de programación: que nos permitirá introducir, modificar y supervisar el programa de usuario. - Dispositivos periféricos: como nuevas unidades de E/S, más memoria, unidades de comunicación en red, etc. - Interfaces: facilitan la comunicación del autómata mediante enlace serie con otros dispositivos (como un PC). Esquema simplificado de un PLC: 18
.")
19 Arquitectura de un PLC: 19

20 Memorias. Tipo de memoria Sistema de Programación Sistema de borrado Ante el corte de tensión, la memoria... RAM o memoria de lectura-escritura Eléctrica Eléctrico Se pierde, es volátil ROM o memoria de solo lectura Durante el proceso de fabricación Es imposible su borrado Se mantiene PROM o memoria programable Eléctrica Es imposible su borrado Se mantiene EPROM o memoria modificable Eléctrica Por rayos ultravioletas Se mantiene EEPROM o memoria modificable Eléctrica Eléctrico Se mantiene Dentro de la CPU vamos a disponer de un área de memoria, la cual emplearemos para diversas funciones: - Memoria del programa de usuario: aquí introduciremos el programa que el autómata va a ejecutar cíclicamente (RAM). Respaldo por una batería tampón que impide su borrado. NOTA: En algunos PLC, la memoria RAM se auxilia de una memoria sombra del tipo EEPROM i.e. la combinación de RAM + EEPROM resulta más flexible, pues actúan como memoria de seguridad ante un fallo en el suministro de energía, y una vez reestablecida ésta, el contenido de la EEPROM se vuelca sobre la RAM. Las soluciones de éste tipo están sustituyendo a las clásicas RAM + batería. - Memoria de la tabla de datos: se suele subdividir en zonas según el tipo de datos (como marcas de memoria, temporizadores, contadores, etc.). Es del tipo RAM. - Memoria del sistema: aquí se encuentra el programa en código máquina que monitoriza el sistema (programa del sistema o firmware). Este programa es ejecutado directamente por el microprocesador/microcontrolador que posea el PLC. - Memoria de almacenamiento: se trata de memoria externa que empleamos para almacenar el programa de usuario, y en ciertos casos parte de la memoria de la tabla de datos. Suele ser de uno de los siguientes tipos: EPROM, EEPROM, o FLASH. 20

21 Cada autómata divide su memoria de esta forma genérica, haciendo subdivisiones específicas según el modelo y fabricante. Resumen de memorias de un PLC: 21
22 CPU. La CPU es el corazón del autómata programable (procesador, memoria y circuitos auxiliares). Es la encargada de ejecutar el programa de usuario mediante el programa del sistema. Sus funciones son: - Vigilar que el tiempo de ejecución del programa de usuario no excede un determinado tiempo máximo (tiempo de ciclo máximo). A esta función se le suele denominar Watchdog (perro guardián). - Ejecutar el programa de usuario. - Crear una imagen de las entradas, ya que el programa de usuario no debe acceder directamente a dichas entradas. - Renovar el estado de las salidas en función de la imagen de las mismas obtenida al final del ciclo de ejecución del programa de usuario. - Chequeo del sistema. Para ello el autómata va a poseer un ciclo de trabajo, que ejecutará de forma continua: 22
23 Unidades de E/S. Son los dispositivos básicos por dónde se toma la información de los captadores, en el caso de las entradas, y por donde se realiza la activación de los actuadores, en las salidas. Sus funciones principales son adaptar las tensiones e intensidades de trabajo de los captadores a las de trabajo de los circuitos electrónicos del PLC; realizar una separación eléctrica entre los circuitos lógicos de los de potencia, generalmente a través de optoacopladores, y proporcionar el medio de identificación de los captadores y actuadores ante el procesador. Generalmente vamos a disponer de dos tipos de E/S: analógicas y digitales. Entradas: - Analógicas. Su principio de funcionamiento se basa en la conversión de la señal analógica a código binario mediante un convertidor analógico/digital (A/D). Parámetros más significativos de éste tipo de módulos: Campo o rango de intensidad o tensión 0-10 V 4-20 ma 0-10 V 4-20 ma 23 Resolución Tiempo de conversión Precisión 8 bits 8 bits 12 bits 12 bits 1 ms 1 ms 1 ms 1 ms +/- (1% + 1 bit) en entradas +/- 1% en salidas
24 - Digitales. Son las más utilizadas y corresponden a una señal de entrada a un nivel de tensión o a la ausencia de la misma. En el siguiente esquema simplificado, se muestra el circuito de entrada por transistor del tipo NPN, y en el que se destaca como elemento principal, el optoacoplador. Salidas: En las salidas donde se conectan o acoplan los dispositivos de salida o actuadores, e incluyen un indicador luminoso LED de activado. Tres son los tipos de salidas que se pueden dar: i. A relé. ii. A triac. iii. A transistor. Mientras que la salida a transistor se utiliza cuando los actuadores son a DC, las de relés y triacs suelen utilizarse para actuadores s CA. Por ejemplo: circuito de salida a triac: 24
25 Interfaces. Todo autómata, salvo casos excepcionales, posee la virtud de poder comunicarse con otros dispositivos (como un PC). Lo normal es que posea una E/S serie del tipo RS-232 / RS-422, y efectúan la comunicación mediante el código ASCII. Asimismo, permiten la introducción, verificación y depuración del programa mediante la consola de programación, así como la grabación del programa a diskete, en memoria EPROM, comunicación con un monitor, impresora, etc. Bateria. Mantiene energizada la memoria RAM que almacena el programa mientras el PLC permanece des-energizado. El PLC, con batería, generalmente puede mantener el programa durante alrededor de tres meses. La vida útil de la batería, varía de 1 a 3 años. En aquellos PLCs que contienen memoria no volátil (EEPROM o de cualquier otro tipo), la batería no es indispensable. 25
26 Equipos o unidades de programación. Funciones principales: 1-Programación i. Introducción de programas. ii. Búsqueda de instrucciones o posiciones de memoria. iii. Modificación del programa: borrado de instrucciones. inserción de instrucciones. modificación de instrucciones. iv. Detección de errores de sintaxis o formato. v. Visualización del programa de usuario o parte del mismo, contenido en la memoria de usuario. vi. Forzamiento del estado de marcas, registros, contadores, temporizadores, etc. 2- Grabación de programas. i. En disquete mediante impresora. ii. En chip de memoria EPROM o EEPROM. iii. En papel mediante impresora. 3- Visualización y verificación dinámica del programa. i. Del programa o parte de él. ii. De entradas y salidas. iii. De temporizadores, contadores, registros, etc. 4- Modos de servicio. i. STOP (off-line), o salidas en reposo. ii. RUN (on-line), o ejecutando programa. iii. Otros modos intermedios como Monitorización, etc. 26
27 El autómata debe disponer de alguna forma de programación, la cual se suele realizar empleando alguno de los siguientes elementos: Unidad de programación: suele ser en forma de calculadora. Usualmente se la conoce como Hand-held Consola de programación: es un terminal a modo de ordenador que proporciona una forma más cómoda de realizar el programa de usuario y observar parámetros internos del autómata. Desfasado actualmente. PC: es el modo más potente y empleado en la actualidad. Permite programar desde un ordenador personal estándar, con todo lo que ello supone: herramientas más potentes, posibilidad de almacenamiento en soporte magnético, impresión, transferencia de datos, monitorización mediante software SCADA, etc. 27
, módulos auxiliares de E/S, memoria adicional.")
28 Dispositivos periféricos. El autómata programable, en la mayoría de los casos, puede ser ampliable. Las ampliaciones abarcan un gran abanico de posibilidades, que van desde las redes internas (LAN, etc.), módulos auxiliares de E/S, memoria adicional... hasta la conexión con otros autómatas del mismo modelo. Cada fabricante facilita las posibilidades de ampliación de sus modelos, los cuales pueden variar incluso entre modelos de la misma serie. NOTA: Configuración del sistema. El software de interfaz entre la computadora personal y el PLC puede ser configurado fácilmente por el usuario para seleccionar la velocidad de comunicación, el puerto serial a utilizar, el puerto paralelo a utilizar por la impresora, los colores de la pantalla, y opciones de video rápido, entre una gran diversidad de opciones que difieren entre fabricantes de PLC que son los desarrolladores del software. Actualmente, se presentan en ambiente Windows, y con opciones de tipo común a todos los programas, permiten un ambiente de trabajo amigable. 1 28
29 TAMAÑO DE LOS CONTROLADORES LOGICO PROGRAMABLES. La clasificación de los PLCs se realiza en función del número de sus entradas y salidas; son admitidos los tres grupos siguientes: GAMA BAJA: Hasta un máximo de 128 entradas/salidas. La memoria de usuario de que disponen suele alcanzar un valor máximo de 4K de instrucciones. GAMA MEDIA: De 128 a 512 entradas/salidas. La memoria de usuario de que disponen suele alcanzar un valor máximo de hasta 16K de instrucciones. GAMA ALTA: Más de 512 entradas/salidas. Su memoria de usuario supera en algunos de ellos los 100 K de instrucciones. 29
30 PROGRAMACION DEL CONTROLADOR PLC. El ciclo: Lectura de las entradas. Tratamiento del programa. Escritura de las salidas. E Procesador Memoria S Bus El PLC se descompone en 4 subconjuntos principales: 1- Interfaces de entrada. 2- Procesador (lee las entradas y en función de ellas y de las instrucciones del programa, escribe las salidas. 3- Memoria. 4- Interfaces de salida. Los intercambios entre la unidad central y las interfaces de E/S se realizan de manera cíclica (algunas decenas de mseg. por ciclo). El ciclo de funcionamiento comprende 3 fases sucesivas. FASE 1: Adquisición del estado de las entradas (y memorización de las mismas en la memoria de datos). FASE 2: Tratamiento del programa (y actualización de las imágenes de las salidas en la memoria de datos). FASE 3: Actualización de las salidas (las imágenes de las salidas se transfieren a las interfaces de salida). 30
31 FASE 1: el procesador fotografía, el estado lógico de las entradas y después transfiere la imagen obtenida en la memoria de datos. FASE 2: Ejecución de operaciones lógicas contenidas en la memoria de programa, una tras otra hasta la última. Para ello utiliza la imagen del estado de las entradas contenida en la memoria de datos, y actualiza el resultado de cada operación lógica en la memoria de datos (imágenes de las salidas). 31
32 FASE 3: copia sobre los módulos de salida, el conjunto de las imágenes (estados lógicos de las salidas) contenidos en la memoria de datos. 32
33 TIEMPO DE CICLO DEL PLC. FASE 1 Lectura de entradas FASE 2 Escrutación del programa FASE 3 Actualización de salidas El tiempo de ciclo (o de escrutación) es el tiempo transcurrido entre 2 escrutaciones de una entrada física (eléctrica). La máxima duración del programa de usuario está controlada por el autómata (watchdog del programa) y no debe rebasar los 150 ms. 33
34 El programa. Nota: El tema que a continuación se analizará, es muy específico hacia el PLC particular que se quiera programar. Es por eso que fue de nuestro mayor esfuerzo, generalizar lo mayor posible la información que sigue. Definición: Un programa es una sucesión o lista en un determinado orden de distintas órdenes de trabajo también llamadas instrucciones y capaz de hacer ejecutar al PLC la secuencia de trabajo pretendido. Instrucción u orden de trabajo. Es la parte más pequeña de un programa y consta de dos partes: operación. operando. Instrucción Operación qué? Operando dónde? Símbolo Parámetro La operación, es el código de la instrucción. Puede venir como código numérico (08) o código nemónico (AND). El operando es el complemento al código u operación. Mediante el operando indicamos la dirección del elemento de que se trate (contadores, temporizadores, E/S, etc.), así como las contadas, temporizaciones, bits de registro de desplazamiento, etc. En los PLC más sencillos, el símbolo no aparece, ya que al ser fijas las entradas/salidas y tener asignados números distintos unas y otras, al indicarle a la CPU el número, ya queda determinada, en el caso de las entradas la distinción con las marcas internas y las salidas con el código de la operación. La operación le indica a la CPU qué tiene que hacer (clase de instrucción que ha de ejecutar) Por ej.: AND (Y): formar una concatenación serie. OR (O): formar una concatenación paralelo. OUT(=): asignar una salida a lo precedente. El operando le indica a la CPU 34 dónde debe de hacerlo (dónde debe realizarse la instrucción).
35 Por ej.: módulo entrada nº de entrada E.2.1 Símbolo Parámetro Cuando se programa, cada instrucción del programa se aloja en una celda o plaza de memoria que están numeradas desde la dirección 0000 hasta el último número, en función de la capacidad de memoria; en el caso de una memoria de usuario de 1 K palabras, las direcciones disponibles serían de la 0000 a la Nota: se ha supuesto que cada instrucción ocupa una palabra, que en general, es de 16 bits o 2 bytes, si la instrucción ocupa más de 2 bytes como ocurre en algunos casos, el número de direcciones disponibles se reduce. Otro concepto a tener en cuenta es la línea o línea de programa. Una línea contiene dirección o paso, operación y operando, por tanto, se puede decir que una línea de programa consta de una instrucción, salvo algunos casos en el que son necesarias dos líneas para alojar una sola instrucción. Para poder elaborar un programa no es suficiente con las instrucciones de mando o de programa, son necesarias otro tipo de instrucciones que reciben el nombre de instrucciones de servicio u órdenes de manejo y por medio de las cuales se consigue la elaboración, análisis y puesta a punto del programa, así como otras posibilidades. 35
36 EJECUCION DE PROGRAMAS. Cuando se realiza el ciclo de ejecución periódica, la CPU realiza, entre otras funciones, el barrido del programa contenido en la memoria de usuario, desde la casilla, dirección o línea 0000 hasta la última posible, según la capacidad de la misma, esto es, efectúa el ciclo de scan. En función de cómo se efectúe la ejecución o barrido del programa, se distinguen los siguientes sistemas, modos o estructuras de programación: Ejecución cíclica o lineal. Ejecución con salto condicional. Ejecución con salto a subrutinas. Ejecución con programas paralelos. Ejecución Lineal El ciclo de barrido de la memoria de usuario se realiza línea tras línea. La CPU consulta las instrucciones contenidas en la memoria secuencialmente, una tras otra. 36
37 Salto condicional. Cuando el ciclo de ejecución de un programa tiene la posibilidad, previa establecida, de alterar la secuencia línea a línea del mismo y dar un salto a otras línea de programa, dejando X líneas sin ejecutar. 37
38 Salto o subrutinas. En algunas ocasiones ocurre que en un programa hay uno o más grupos de secuencias de instrucciones idénticas que se repiten y que habrá que reescribir tantas veces como éstas se repitan en dicho programa principal. En estos caso, es muy útil escribir una sola vez ésta secuencia o subrutina, e ir a ella cuando se requiera (por lo gral. Los PLC de la gama bajo, no contienen ésta posibilidad). Programas paralelos. En aquellos casos en que con un único PLC querramos controlar varios procesos totalmente independientes, éste sistema es muy útil, aunque también se utiliza controlando funciones de un proceso único. Esta posibilidad no la contienen los PLC de la gama baja. 38
39 LENGUAJES DE PROGRAMACIÓN. En gral. se podría decir que los lenguajes de programación más usados son aquellos que transfieren directamente el esquema de contactos y las ecuaciones lógicas o los logigramas, pero éstos no son los únicos. Los lenguajes más usados: 39 Nemónico, conocido como lista de instrucciones, booleano. Diagrama de contactos, (ladder diagram) KOP Plano de funciones, o bloques funcionales FUP Grafcet, o diagrama funcional, diagrama de etapas o fases. Texto estructurado (informáticos). AWL
40 Dado el siguiente circuito con lógica de relés, veremos como es su programación en los diversos, lenguajes nombrados: Nemónicos o booleanos - AWL. Alguno de los nemónicos son: STR: operación inicio contacto abierto. STR NOT: operación inicio contacto cerrado. AND (Y): contacto serie abierto. OR (O): contacto paralelo abierto. AND NOT: contacto serie cerrado. OR NOT: contacto paralelo cerrado. OUT: bobina de relé de salida. TMR: temporizador. CNT: contador. 40
41 MCS: conexión de una función a un grupo de salidas. SFR: registro de desplazamiento. etc. El ejemplo quedaría: STR NOT AND STR NOT AND OR STR OR AND NOT OUT X1 X2 X4 X5 Y1 X3 Y1 Observaciones: Permite crear programas de control introduciendo la nemotécnica de las operaciones. El editor AWL también permite crear ciertos programas que, de otra forma, no se podrían programar con los editores KOP ni FUP. Ello se debe a que AWL es el lenguaje nativo de la CPU, a diferencia de los editores gráficos en los que son aplicables ciertas restricciones para poder dibujar los diagramas correctamente. Ventajas: Más apropiado para los programadores expertos. En algunos casos AWL permite solucionar problemas que no podrían solucionarse con KOP o FUP En tanto que el editor AWL se puede utilizar siempre para ver o editar un programa creado con los editores KOP o FUP, lo contrario no es posible en todos los casos. 41
42 Diagrama ladder - KOP. Es una sucesión de redes de contactos que transfieren la información lógica de las entradas a las salidas. El resultado depende de las funciones programadas. Consiste en asignar los contactos a las entradas del controlador y las bobinas a los relés, a las salidas o a los bits internos del PLC. Observaciones: La lógica se divide en unidades pequeñas y de fácil comprensión llamadas llamadas segmentos" o networks El programa se ejecuta segmento por segmento, de izquierda a derecha. y luego de arriba a abajo. Tras alcanzar la CPU el final del programa, comienza nuevamente en la en la primera operación del mismo. Ventajas del lenguaje ladder: El lenguaje KOP les facilita el trabajo a los programadores principiantes. La representación gráfica es a menudo fácil de comprender, siendo popular en el mundo entero. El editor AWL siempre se puede utilizar para visualizar un programa creado en KOP. 42
43 Funciones básicas: 43
44 Plano de funciones - FUP. Observar su similitud con los símbolos lógicos o puertas lógicas. Grafcet (Graphe de Comande Etape Transition). Es un método gráfico de análisis. Consiste en descomponer todo automatismo secuencial en una sucesión de etapas, a las que están asociadas acciones, transiciones y receptividades. El paso de una etapa a otra está condicionada por una transición. 44
45 FUNCIONALIDADES DE BASE. i. LOS TEMPORIZADORES %TM Son posiciones de memoria, que se actualizan automáticamente por el SO a ritmo de reloj. Permiten sincronizar operaciones de entradas/salidas, medir tiempos, etc. Los temporizadores tienen asociados un bit lógico, para indicar su estado. Los parámetros del temporizador: 45
46 Hay 3 tipos (básicos)o modos de funcionamiento: 46 TP: monoestable, permite generar un impulso de duración precisa (duración programable). TON: Permite controlar el retardo en la conexión (retardo programable). TOF: Permite controlar el retardo en la desconexión (retardo programable).
47 Utilización en monoestable TP: Utilización del temporizador con retardo en la conexión TON: Utilización de la temporización con retardo en la desconexión TOF: 47
48 ii. LOS CONTADORES/ DESCONTADORES %Ci contar. descontar. contar/descontar. Un contador es un posición de memoria que se actualiza según unas determinadas instrucciones. Trabajan con flanco. 48
49 Los parámetros del contador: 49

50 iii. INSTRUCCIONES DE COMPARACION Las instrucciones de comparacion permite cortejar un valor contenido en una tabla de datos con respecto a un valor fijo. Εstas instrucciones se consideran como instruciones de entrada. Entre otras: OTRAS FUNCIONALIDADES DE BASE. OBJETOS PALABRAS. FUNCION REGULACION ANALOGICA EXTENSION DE ENTRADAS/SALIDAS COMUNICACIONES ENTRE PLCs. 50
51 Ejemplos de nomenclaura según distintos fabricantes: Fabricante Nomenclatura utlzada en los modulos de entrada Allen Bradley Nomenclatura utilizada en los modulos de saida I:A.B/C (Modelos: Micrologix, SLC Donde: I = Input o Entrada 500, PLC5) O:A.B/C A = Número de ranura, módulo o slot B = Word o Palabra del módulo A. C = Número de bit de la palabra B = Número del punto de conexión. Donde: O = Output o Salida A = Número de módulo o slot. B = Número de Palabra o Word del módulo A. C = Número de bit en la palabra B = Número del punto de conexión. Mitsubishi (PLC modelo: FX1s,...) XA YB Donde: X = Input A = Número de conexión en el módulo de entradas (0 a n n =>0 y n =7) Donde: Y = Output B = Número de conexión en el módulo de salidas (0 a n n =>0 y n =5) XXXXX XXXXX Donde: a son entradas Donde: a son salidas. % I % Q Donde: I = Input 2 = Rack 2 05 = Módulo 5 3 = Punto de conexión Donde: Q = Ouotput 2 = Rack 2 05 = Módulo 5 3 = Punto de conexión XA.B YA.B Donde: I = Input A = Módulo B = Punto de conexión Donde: Q = Salida A = Módulo B = Punto de conexión Omron (PLC modelo: PCM1,... ) Schneider (PLC modelo: TSX, ) Siemens (PLC series: 505 ) 51
52 CRITERIOS DE SELECCION CRITERIOS CUANTITATIVOS: Dentro de estos criterios se pueden englobar todas aquellas caracteisticas que definen a este tipo de equipos y que pueden ser medidas y por tanto comparadas, a saber: CICLO DE EJECUCION. Mide el tiempo que el automata tarda en ejecutar una instruccion o un kbyte de instrucciones. Depende directamente de la velocidad de la CPU del equipo e influira directamente en el ciclo de SCAN. CAPACIDAD DE ENTRADAS-SALIDAS. Define el numero de E/S que se pueden conectar a un equipo. CARACTERISTICAS DE LAS ENTRADAS-SALIDAS. Deterina el tipo de E/S que se pueden conectar al automata. Determina por tanto la forma en que el equipo se relaciona con el proceso. MODULOS FUNCIONALES. Algunos tipos de acciones que se pueden llevar a cabo sobre el proceso como por ejemplo el posicionaminto de ejes, el control de procesos continuos, la nocion del tiempo, etc., MEMORIA DE PROGRAMA. Define el tamaño de la memoria del autómata programable y al igual que en caso de los PC s, esta se mide en bytes o múltiplos de bytes. CONJUNTO DE INSTRUCCIONES. No todos los autómatas son capaces de ejecutar los mismos tipos de instrucciones. Por ejemplo, no todos los autómatas son capaces de realizar operaciones en coma flotante. Esta caracteristca determinará la potencia del equipo para afrontar el control de ciertos tipos de procesos. COMUNICACIONES. Otra de las caracteristicas más importantes a la hora de poder establecer comparaciones entre autómatas es la capacidad que tengan para intercambiar información con otros autómatas u otros módulos de E-S. PERIFERIA Y PROGRAMADORAS. Los autómatas programables pueden ser complementados con dispositivos auxiliares que sin ser esenciales para llevar a cabo su principal función (controlar un proceso), si facilitan ciertas tareas secundarias. 52

53 De forma gráfica se puede confeccionar un diagama que permite comparar de manera visual varios autómatas programables para determinar cual es el que mejor se adapta a nuestras necesidades. El polígono que mayor área tenga representará el autómata más potente. OBS.: En la mayoría de los casos para llevar acabo la elección final del auómata es necesario tener en cuenta otros criterios que son dificilmente medibles y por tanto comparables. Son los llamados criterios cualitatvos. 53
54 CRITERIOS CUALITATIVOS: AYUDAS AL DESARROLLO DEL PROGRAMA. Hace referencia a la cantidad de informacion y ayuda que presta la empresa distribuidora del equipo a nivel local. FIABILIADAD DEL PRODUCTO. Por lo general la marca o nombre del fabricante del equipo es un aval suficiente para conocer el grado de fiabilidad del mismo. SERVICIOS DEL SUMINISTRADOR. Es muy importante evaluar que servicios extra aporta el distribuidor del equipo a nivel local, tales como: pequeños cursos de formación, su precio, el lugar de impatición y el número de fechas disponibles, capacidad para aportar recursos técnicos, etc. NORMALIZACION EN PLANTA. Esta característica hace referencia a la capacidad del equipo para ser conectado e intercambiar información de manera correcta y efectiva con el resto de los dispositivos y equipos que ya estén instalados en planta. Vendrá determinada por la capacidad del autómata de soportar estándares internacionales de comunicación, de programación, de conexión, de arquitectura, etc. Ttendencia en el pasado reciente era hacia la fidelización del cliente mediante el empleo de sistemas de comunicación y arquiecturas totalmente incompatibles con el resto de los fabricantes de autómatas. COMPATIBILIDAD CON EQUIPOS DE OTRAS GAMAS. Ahondando en el punto anterior, incluso puede darse el caso en que dos equipos del mismo fabricante pero de gamas distintas no sean compatibles entre sí, desde el punto de vista de la conexión y la capacidad de comunicación. COSTO. Aunque el precio de un producto es un criterio cuantitativo que puede ser medido y comparado, su costo o valor apreciado no lo es. Este hace referencia a la apreciación de cuánto caro o barato le parece a una persona un producto. NOTA: Estas característcas cualitativas a la larga acaban convirtiéndose en las más importantes a la hora de seleccionar no tanto qué equipo adquirir sino de qué fabricante en cuestión. Esto es debido fundamentalmente a que hoy en día todos los fabricantes proporcionan equipos con características cuantitativas muy similares, y con una alta gama de formatos. Esto hace que el punto de vista cuantitativo no sea muy determinante a la hora de seleccionar el autómata programable más adecuado. 54
INTRODUCCION A LA PROGRAMACION DE PLC
 INTRODUCCION A LA PROGRAMACION DE PLC Esta guía se utilizará para estudiar la estructura general de programación de um PLC Instrucciones y Programas Una instrucción u orden de trabajo consta de dos partes
INTRODUCCION A LA PROGRAMACION DE PLC Esta guía se utilizará para estudiar la estructura general de programación de um PLC Instrucciones y Programas Una instrucción u orden de trabajo consta de dos partes
I NTRODUCCIÓN 1. ORDENADOR E INFORMÁTICA
 I. INTRODUCCIÓN 1. ORDENADOR E INFORMÁTICA 1.1. Informática Informática (Información Automática) es la ciencia y la técnica del tratamiento automatizado de la información mediante el uso de ordenadores.
I. INTRODUCCIÓN 1. ORDENADOR E INFORMÁTICA 1.1. Informática Informática (Información Automática) es la ciencia y la técnica del tratamiento automatizado de la información mediante el uso de ordenadores.
Automatización digital de procesos. Tema B
 Automatización digital de procesos Tema B Estructura de sistema ACTUADORES PROCESO SENSORES Acciones que se realizan sobre el proceso Información suministrada por el proceso SALIDAS PLC ENTRADAS Bloques
Automatización digital de procesos Tema B Estructura de sistema ACTUADORES PROCESO SENSORES Acciones que se realizan sobre el proceso Información suministrada por el proceso SALIDAS PLC ENTRADAS Bloques
Memoria La memoria es la parte del ordenador en la que se guardan o almacenan los programas (las instrucciones y los datos).
.") Memoria La memoria es la parte del ordenador en la que se guardan o almacenan los programas (las instrucciones y los datos). Memoria Típica. Los datos almacenados en memoria tienen que pasar, en un momento
Memoria La memoria es la parte del ordenador en la que se guardan o almacenan los programas (las instrucciones y los datos). Memoria Típica. Los datos almacenados en memoria tienen que pasar, en un momento
AUTOMATIZACION. Reconocer la arquitectura y características de un PLC Diferenciar los tipos de entradas y salidas
 AUTOMATIZACION GUIA DE TRABAJO 2 DOCENTE: VICTOR HUGO BERNAL UNIDAD No. 3 OBJETIVO GENERAL Realizar una introducción a los controladores lógicos programables OBJETIVOS ESPECIFICOS: Reconocer la arquitectura
AUTOMATIZACION GUIA DE TRABAJO 2 DOCENTE: VICTOR HUGO BERNAL UNIDAD No. 3 OBJETIVO GENERAL Realizar una introducción a los controladores lógicos programables OBJETIVOS ESPECIFICOS: Reconocer la arquitectura
PROGRAMACION LADDER PLC BASICA. Descripción del lenguaje ladder
 PROGRAMACION LADDER PLC BASICA Descripción del lenguaje ladder Existen distintos tipos de lenguaje de programación de un PLC, quizás el más común sea la programación tipo escalera o ladder. Los diagramas
PROGRAMACION LADDER PLC BASICA Descripción del lenguaje ladder Existen distintos tipos de lenguaje de programación de un PLC, quizás el más común sea la programación tipo escalera o ladder. Los diagramas
Introducción. Ciclo de vida de los Sistemas de Información. Diseño Conceptual
 Introducción Algunas de las personas que trabajan con SGBD relacionales parecen preguntarse porqué deberían preocuparse del diseño de las bases de datos que utilizan. Después de todo, la mayoría de los
Introducción Algunas de las personas que trabajan con SGBD relacionales parecen preguntarse porqué deberían preocuparse del diseño de las bases de datos que utilizan. Después de todo, la mayoría de los
CONTROL LÒGICO PROGRAMABLE (PLC s) Instructor : Ing. JULIO CÉSAR BEDOYA PINO
 Instructor : Ing. JULIO CÉSAR BEDOYA PINO") CONTROL LÒGICO PROGRAMABLE (PLC s) Instructor : Ing. JULIO CÉSAR BEDOYA PINO CONTENIDO AUTOMATISMO OPCIONES TECNOLÓGICAS PLC VENTAJAS Y DESVENTAJAS ESTRUCTURA DE LOS PLC`s DE QUE SE COMPONE UN PLC? CONTENIDO
CONTROL LÒGICO PROGRAMABLE (PLC s) Instructor : Ing. JULIO CÉSAR BEDOYA PINO CONTENIDO AUTOMATISMO OPCIONES TECNOLÓGICAS PLC VENTAJAS Y DESVENTAJAS ESTRUCTURA DE LOS PLC`s DE QUE SE COMPONE UN PLC? CONTENIDO
Autómata Siemens S7-200
 Autómata Siemens S7-200 El autómata S7-200 está constituido por la CPU S7-200 y una serie de módulos de expansión adicionales, hasta un máximo de 7 en el caso de la CPU 224. CPU S7-200 La CPU S7-200 está
Autómata Siemens S7-200 El autómata S7-200 está constituido por la CPU S7-200 y una serie de módulos de expansión adicionales, hasta un máximo de 7 en el caso de la CPU 224. CPU S7-200 La CPU S7-200 está
CAPÍTULO I. Sistemas de Control Distribuido (SCD).
.") 1.1 Sistemas de Control. Un sistema es un ente cuya función es la de recibir acciones externas llamadas variables de entrada que a su vez provocan una o varias reacciones como respuesta llamadas variables
1.1 Sistemas de Control. Un sistema es un ente cuya función es la de recibir acciones externas llamadas variables de entrada que a su vez provocan una o varias reacciones como respuesta llamadas variables
Introducción al control industrial
 Introducción al control industrial 1 Introducción al control industrial!! Introducción al Control Industrial!Introducción!! Definición de control!! Ejemplos!Clasificación de sistemas de control!evolución
Introducción al control industrial 1 Introducción al control industrial!! Introducción al Control Industrial!Introducción!! Definición de control!! Ejemplos!Clasificación de sistemas de control!evolución
ÍNDICE 1.0 INTRODUCCIÓN 3 2.0 INSTALACIÓN 3 2.1. Inserción de la tarjeta en el dispositivo 4 2.2. Inserción del dispositivo CAM tdt en el televisor 4
 ÍNDICE 1.0 INTRODUCCIÓN 3 2.0 INSTALACIÓN 3 2.1. Inserción de la tarjeta en el dispositivo 4 2.2. Inserción del dispositivo CAM tdt en el televisor 4 3.0 ACTUALIZACIÓN DEL PROGRAMA DEL DISPOSITIVO 5 4.0
ÍNDICE 1.0 INTRODUCCIÓN 3 2.0 INSTALACIÓN 3 2.1. Inserción de la tarjeta en el dispositivo 4 2.2. Inserción del dispositivo CAM tdt en el televisor 4 3.0 ACTUALIZACIÓN DEL PROGRAMA DEL DISPOSITIVO 5 4.0
Partes, módulos y aplicaciones de un Controlador de Procesos
 Partes, módulos y aplicaciones de un Controlador de Procesos Conceptos PLC Un controlador lógico programable es un sistema que originalmente fue desarrollado para la industria de manufactura, en particular
Partes, módulos y aplicaciones de un Controlador de Procesos Conceptos PLC Un controlador lógico programable es un sistema que originalmente fue desarrollado para la industria de manufactura, en particular
CICLO FORMATIVO: MANTENIMIENTO ELECTROMECÁNICO MÓDULO: MONTAJE Y MANTENIMIENTO DE LÍNEAS AUTOMATIZADAS CURSO: 2014-2015
 v.01 CICLO FORMATIVO: MANTENIMIENTO ELECTROMECÁNICO MÓDULO: MONTAJE Y MANTENIMIENTO DE LÍNEAS AUTOMATIZADAS CURSO: 2014-2015 Duración: 190 HORAS Lugar: AULA 232 OBJETIVOS: La formación del módulo contribuye
v.01 CICLO FORMATIVO: MANTENIMIENTO ELECTROMECÁNICO MÓDULO: MONTAJE Y MANTENIMIENTO DE LÍNEAS AUTOMATIZADAS CURSO: 2014-2015 Duración: 190 HORAS Lugar: AULA 232 OBJETIVOS: La formación del módulo contribuye
DESCRIPCIÓN TÉCNICA SYSTEM MANAGER SOFTWARE (SMS)
") DESCRIPCIÓN TÉCNICA SYSTEM MANAGER SOFTWARE (SMS) Dossier Soporte BTP-C, Enero 2003 -pág. A.3-1 - 1. DESCRIPCIÓN TÉCNICA DEL SOFTWARE SUPERVISOR System Manager Software o SMS. Características SMS: Existen
DESCRIPCIÓN TÉCNICA SYSTEM MANAGER SOFTWARE (SMS) Dossier Soporte BTP-C, Enero 2003 -pág. A.3-1 - 1. DESCRIPCIÓN TÉCNICA DEL SOFTWARE SUPERVISOR System Manager Software o SMS. Características SMS: Existen
Twido Twido Windows Executive Loader Wizard Ayuda en pantalla. spa Versión 3.2
 Twido Twido Windows Executive Loader Wizard Ayuda en pantalla spa Versión 3.2 2 Tabla de materias Acerca de este libro................................... 5 Capítulo 1 Utilización de Twido Executive Loader
Twido Twido Windows Executive Loader Wizard Ayuda en pantalla spa Versión 3.2 2 Tabla de materias Acerca de este libro................................... 5 Capítulo 1 Utilización de Twido Executive Loader
5. Despliegue en la PC
 5 DESPLIEGUE EN LA PC 62 5.1 Conexión a la PC por medio de la tarjeta de audio La adquisición de señales analógicas es un trabajo que cada vez se hace más necesario en todos los campos relacionados con
5 DESPLIEGUE EN LA PC 62 5.1 Conexión a la PC por medio de la tarjeta de audio La adquisición de señales analógicas es un trabajo que cada vez se hace más necesario en todos los campos relacionados con
MATERIAL 2 EXCEL 2007
 INTRODUCCIÓN A EXCEL 2007 MATERIAL 2 EXCEL 2007 Excel 2007 es una planilla de cálculo, un programa que permite manejar datos de diferente tipo, realizar cálculos, hacer gráficos y tablas; una herramienta
INTRODUCCIÓN A EXCEL 2007 MATERIAL 2 EXCEL 2007 Excel 2007 es una planilla de cálculo, un programa que permite manejar datos de diferente tipo, realizar cálculos, hacer gráficos y tablas; una herramienta
Centro de Capacitación en Informática
 Fórmulas y Funciones Las fórmulas constituyen el núcleo de cualquier hoja de cálculo, y por tanto de Excel. Mediante fórmulas, se llevan a cabo todos los cálculos que se necesitan en una hoja de cálculo.
Fórmulas y Funciones Las fórmulas constituyen el núcleo de cualquier hoja de cálculo, y por tanto de Excel. Mediante fórmulas, se llevan a cabo todos los cálculos que se necesitan en una hoja de cálculo.
DESCRIPCION DEL SITEMA MASTER.
 DESCRIPCION DEL SITEMA MASTER. ESTRUCTURA. El sistema MASTER (Sistema Modular para Control Adaptativo en Tiempo Real) se ha implementado en base a un computador compatible PC-AT, dotado de una tarjeta
DESCRIPCION DEL SITEMA MASTER. ESTRUCTURA. El sistema MASTER (Sistema Modular para Control Adaptativo en Tiempo Real) se ha implementado en base a un computador compatible PC-AT, dotado de una tarjeta
Solución de telefonía para empresas TL 200 - Presentación de producto. Telefonía IP
 Solución de telefonía para empresas TL 200 - Presentación de producto Telefonía IP Qué ofrece la telefonía IP? La Telefonía IP puede realizar las mismas funciones o características de la telefonía tradicional,
Solución de telefonía para empresas TL 200 - Presentación de producto Telefonía IP Qué ofrece la telefonía IP? La Telefonía IP puede realizar las mismas funciones o características de la telefonía tradicional,
PRÁCTICA 1. Creación de proyectos en STEP-7
 AUTÓMATAS Y SISTEMAS DE CONTROL PRÁCTICA 1 Creación de proyectos en STEP-7 Qué hay que hacer en la práctica? 1) Lea los apartados 1 y 2 del guión de prácticas. En ellos se explica las características básicas
AUTÓMATAS Y SISTEMAS DE CONTROL PRÁCTICA 1 Creación de proyectos en STEP-7 Qué hay que hacer en la práctica? 1) Lea los apartados 1 y 2 del guión de prácticas. En ellos se explica las características básicas
INSTRUCCIÓN DE SERVICIO NOCIONES BÁSICAS PARA DIAGRAMAS DE FLUJO. MICROSOFT VISIO
 INSTRUCCIÓN DE SERVICIO NOCIONES BÁSICAS PARA DIAGRAMAS DE FLUJO. MICROSOFT VISIO 2007 Fecha: 23/11/07 Autor: Aurora Estévez Ballester. TGRI Sección Normalización y Proceso Técnico Área de Bibliotecas
INSTRUCCIÓN DE SERVICIO NOCIONES BÁSICAS PARA DIAGRAMAS DE FLUJO. MICROSOFT VISIO 2007 Fecha: 23/11/07 Autor: Aurora Estévez Ballester. TGRI Sección Normalización y Proceso Técnico Área de Bibliotecas
Semana 3: Entorno de programación CX Programmer
 PLC Semana 3: Entorno de programación CX Programmer CX-PROGRAMMER Para programar un PLC, además de contar con el equipo en cuestión y los conocimientos de programación, necesitaremos el entorno de desarrollo
PLC Semana 3: Entorno de programación CX Programmer CX-PROGRAMMER Para programar un PLC, además de contar con el equipo en cuestión y los conocimientos de programación, necesitaremos el entorno de desarrollo
Laboratorio de control INTRODUCCION AL PLC 28/6/2002
 OBJETIVOS INVESTIGACIÓN PREVIA INTRODUCCIÓN LABORATORIO DE CONTROL Salvador Macías Hernández 717320 Fernando Taffoya Martinez 456357 Quinta Práctica del Laboratorio de control INTRODUCCION AL PLC 28/6/2002
OBJETIVOS INVESTIGACIÓN PREVIA INTRODUCCIÓN LABORATORIO DE CONTROL Salvador Macías Hernández 717320 Fernando Taffoya Martinez 456357 Quinta Práctica del Laboratorio de control INTRODUCCION AL PLC 28/6/2002
1.1. INTRODUCCIÓN AL CONTROL INDUSTRIAL
 INTRODUCCIÓN TEÓRICA Este documento pretende ser una introducción al control industrial y como evolución más actual de éste se introducirán los autómatas programables (PLC), que son elementos fundamentales
INTRODUCCIÓN TEÓRICA Este documento pretende ser una introducción al control industrial y como evolución más actual de éste se introducirán los autómatas programables (PLC), que son elementos fundamentales
AUTÓMATAS PROGRAMABLES
 AUTÓMATAS PROGRAMABLES Curso: 11FP35CF187 Alicante, marzo abril 2011 Roberto Álvarez Sindín Sistemas Electrotécnicos y Automáticos Índice El PLC: Definición Objetivos y funciones de la automatización Estructura
AUTÓMATAS PROGRAMABLES Curso: 11FP35CF187 Alicante, marzo abril 2011 Roberto Álvarez Sindín Sistemas Electrotécnicos y Automáticos Índice El PLC: Definición Objetivos y funciones de la automatización Estructura
ÍNDICE DISEÑO DE CONTADORES SÍNCRONOS JESÚS PIZARRO PELÁEZ
 ELECTRÓNICA DIGITAL DISEÑO DE CONTADORES SÍNCRONOS JESÚS PIZARRO PELÁEZ IES TRINIDAD ARROYO DPTO. DE ELECTRÓNICA ÍNDICE ÍNDICE... 1 1. LIMITACIONES DE LOS CONTADORES ASÍNCRONOS... 2 2. CONTADORES SÍNCRONOS...
ELECTRÓNICA DIGITAL DISEÑO DE CONTADORES SÍNCRONOS JESÚS PIZARRO PELÁEZ IES TRINIDAD ARROYO DPTO. DE ELECTRÓNICA ÍNDICE ÍNDICE... 1 1. LIMITACIONES DE LOS CONTADORES ASÍNCRONOS... 2 2. CONTADORES SÍNCRONOS...
GESTIÓN Y CONTROL DEL DESARROLLO E IMPLANTACIÓN DE APLICACIONES
 Ciclo Formativo: Módulo: Desarrollo de Aplicaciones Informáticas Análisis y Diseño Detallado de Aplicaciones Informáticas de Gestión Unidad de Trabajo 10: GESTIÓN Y CONTROL DEL DESARROLLO E IMPLANTACIÓN
Ciclo Formativo: Módulo: Desarrollo de Aplicaciones Informáticas Análisis y Diseño Detallado de Aplicaciones Informáticas de Gestión Unidad de Trabajo 10: GESTIÓN Y CONTROL DEL DESARROLLO E IMPLANTACIÓN
El Computador. Software
 El Computador Es una máquina electrónica que recibe y procesa datos para convertirlos en información útil. Una computadora es una colección de circuitos integrados y otros componentes relacionados que
El Computador Es una máquina electrónica que recibe y procesa datos para convertirlos en información útil. Una computadora es una colección de circuitos integrados y otros componentes relacionados que
6. Controlador del Motor
 6. Controlador del Motor 82 6.1 Introducción: El controlador es el dispositivo encargado de controlar el motor, dependiendo de las señales que le llegan a través del programador de mano y las señales provenientes
6. Controlador del Motor 82 6.1 Introducción: El controlador es el dispositivo encargado de controlar el motor, dependiendo de las señales que le llegan a través del programador de mano y las señales provenientes
INSTALAR SOFTWARE DE APLICACIÓN STEP 7
 INSTALAR SOFTWARE DE APLICACIÓN STEP 7 El autómata S7-200, como ya se ha dicho en el apartado anterior, puede programarse por medio de STEP 7-Micro/WIN. En este capítulo haremos una breve descripción de
INSTALAR SOFTWARE DE APLICACIÓN STEP 7 El autómata S7-200, como ya se ha dicho en el apartado anterior, puede programarse por medio de STEP 7-Micro/WIN. En este capítulo haremos una breve descripción de
Tema : ELECTRÓNICA DIGITAL
 (La Herradura Granada) Departamento de TECNOLOGÍA Tema : ELECTRÓNICA DIGITAL.- Introducción. 2.- Representación de operadores lógicos. 3.- Álgebra de Boole. 3..- Operadores básicos. 3.2.- Función lógica
(La Herradura Granada) Departamento de TECNOLOGÍA Tema : ELECTRÓNICA DIGITAL.- Introducción. 2.- Representación de operadores lógicos. 3.- Álgebra de Boole. 3..- Operadores básicos. 3.2.- Función lógica
La Dirección Comercial
 La Dirección Comercial 1. La función comercial en la empresa: a) Análisis del sistema comercial: b) Diseño de estrategias: c) Dirección, organización y control de la actividad comercial. 2. El sistema
La Dirección Comercial 1. La función comercial en la empresa: a) Análisis del sistema comercial: b) Diseño de estrategias: c) Dirección, organización y control de la actividad comercial. 2. El sistema
Organización de Computadoras. Turno Recursantes Clase 8
 Organización de Computadoras Turno Recursantes Clase 8 Temas de Clase Subsistema de Memoria Organización de Memoria Principal Notas de clase 8 2 Memoria Velocidad del procesador: se duplica cada 18 meses
Organización de Computadoras Turno Recursantes Clase 8 Temas de Clase Subsistema de Memoria Organización de Memoria Principal Notas de clase 8 2 Memoria Velocidad del procesador: se duplica cada 18 meses
502 A I.S.C. JOSE BARDO MORENO MACHADO ENRIQUE EDUARDO MORAN PRADO EDILBERTO RASCON HERNANDEZ
 502 A I.S.C. JOSE BARDO MORENO MACHADO ENRIQUE EDUARDO MORAN PRADO EDILBERTO RASCON HERNANDEZ Dispositivo basado en circuitos que posibilitan el almacenamiento limitado de información y su posterior recuperación.
502 A I.S.C. JOSE BARDO MORENO MACHADO ENRIQUE EDUARDO MORAN PRADO EDILBERTO RASCON HERNANDEZ Dispositivo basado en circuitos que posibilitan el almacenamiento limitado de información y su posterior recuperación.
La gestión de contenidos en el nuevo Portal del Ministerio de Hacienda
 La gestión de contenidos en el nuevo Portal del Ministerio de Hacienda Raquel Poncela González Introducción La aparición de los gestores de contenidos para la gestión de portales ha sido una verdadera
La gestión de contenidos en el nuevo Portal del Ministerio de Hacienda Raquel Poncela González Introducción La aparición de los gestores de contenidos para la gestión de portales ha sido una verdadera
UNIDADES FUNCIONALES DEL ORDENADOR TEMA 3
 UNIDADES FUNCIONALES DEL ORDENADOR TEMA 3 INTRODUCCIÓN El elemento hardware de un sistema básico de proceso de datos se puede estructurar en tres partes claramente diferenciadas en cuanto a sus funciones:
UNIDADES FUNCIONALES DEL ORDENADOR TEMA 3 INTRODUCCIÓN El elemento hardware de un sistema básico de proceso de datos se puede estructurar en tres partes claramente diferenciadas en cuanto a sus funciones:
... partes internas del computador!...
 ... partes internas del computador!... LOS DISPOSITIVOS INTERNOS UNA PC EN SI, PUEDE "DAR SEÑALES DE VIDA" SIN EL TECLADO, SIN EL MONITOR, SIN EL RATÓN Y TODOS LOS DISPOSITIVOS EXTERNOS, AUNQUE NO TENDRÍA
... partes internas del computador!... LOS DISPOSITIVOS INTERNOS UNA PC EN SI, PUEDE "DAR SEÑALES DE VIDA" SIN EL TECLADO, SIN EL MONITOR, SIN EL RATÓN Y TODOS LOS DISPOSITIVOS EXTERNOS, AUNQUE NO TENDRÍA
Figura 1.4. Elementos que integran a la Tecnología de Información.
 1.5. Organización, estructura y arquitectura de computadoras La Gráfica siguiente muestra la descomposición de la tecnología de información en los elementos que la conforman: Figura 1.4. Elementos que
1.5. Organización, estructura y arquitectura de computadoras La Gráfica siguiente muestra la descomposición de la tecnología de información en los elementos que la conforman: Figura 1.4. Elementos que
Práctica PLC1: Introducción a la programación del PLC Siemens 314IFM en el entorno Step-7
 Práctica PLC1: Introducción a la programación del PLC Siemens 314IFM en el entorno Step-7 1. Objetivos El objetivo de esta práctica es familiarizar al alumno con los autómatas programables de la serie
Práctica PLC1: Introducción a la programación del PLC Siemens 314IFM en el entorno Step-7 1. Objetivos El objetivo de esta práctica es familiarizar al alumno con los autómatas programables de la serie
Una computadora de cualquier forma que se vea tiene dos tipos de componentes: El Hardware y el Software.
 ARQUITECTURA DE LAS COMPUTADORAS QUE ES UNA COMPUTADORA (UN ORDENADOR)? Existen numerosas definiciones de una computadora, entre ellas las siguientes: 1) Una computadora es un dispositivo capaz de realizar
ARQUITECTURA DE LAS COMPUTADORAS QUE ES UNA COMPUTADORA (UN ORDENADOR)? Existen numerosas definiciones de una computadora, entre ellas las siguientes: 1) Una computadora es un dispositivo capaz de realizar
Actividades para mejoras. Actividades donde se evalúa constantemente todo el proceso del proyecto para evitar errores y eficientar los procesos.
 Apéndice C. Glosario A Actividades de coordinación entre grupos. Son dinámicas y canales de comunicación cuyo objetivo es facilitar el trabajo entre los distintos equipos del proyecto. Actividades integradas
Apéndice C. Glosario A Actividades de coordinación entre grupos. Son dinámicas y canales de comunicación cuyo objetivo es facilitar el trabajo entre los distintos equipos del proyecto. Actividades integradas
Instructivo de Microsoft Windows
 Instructivo de Microsoft Windows El presente instructivo corresponde a una guía básica para el manejo de los programas y la adquisición de conceptos en relación a estos utilitarios. No obstante ello, para
Instructivo de Microsoft Windows El presente instructivo corresponde a una guía básica para el manejo de los programas y la adquisición de conceptos en relación a estos utilitarios. No obstante ello, para
CIM A CIM B. Manufactura Integrada por Computadora. (CIM) es un método de manufactura en el cual el
 es un método de manufactura en el cual el") Manufactura Integrada por Computadora (CIM) es un método de manufactura en el cual el proceso entero de producción es controlado por una computadora. Típicamente, depende de procesos de control de lazo
Manufactura Integrada por Computadora (CIM) es un método de manufactura en el cual el proceso entero de producción es controlado por una computadora. Típicamente, depende de procesos de control de lazo
SCT3000 95. Software para la calibración de transductores de fuerza. Versión 3.5. Microtest S.A. microtes@arrakis.es
 SCT3000 95 Versión 3.5 Software para la calibración de transductores de fuerza. Microtest S.A. microtes@arrakis.es Introducción El programa SCT3000 95, es un sistema diseñado para la calibración automática
SCT3000 95 Versión 3.5 Software para la calibración de transductores de fuerza. Microtest S.A. microtes@arrakis.es Introducción El programa SCT3000 95, es un sistema diseñado para la calibración automática
CAPÍTULO 4. DISEÑO CONCEPTUAL Y DE CONFIGURACIÓN. Figura 4.1.Caja Negra. Generar. Sistema de control. Acumular. Figura 4.2. Diagrama de funciones
 CAPÍTULO 4 37 CAPÍTULO 4. DISEÑO CONCEPTUAL Y DE CONFIGURACIÓN Para diseñar el SGE, lo primero que se necesita es plantear diferentes formas en las que se pueda resolver el problema para finalmente decidir
CAPÍTULO 4 37 CAPÍTULO 4. DISEÑO CONCEPTUAL Y DE CONFIGURACIÓN Para diseñar el SGE, lo primero que se necesita es plantear diferentes formas en las que se pueda resolver el problema para finalmente decidir
Para crear formularios se utiliza la barra de herramientas Formulario, que se activa a través del comando Ver barra de herramientas.
 Formularios TEMA: FORMULARIOS. 1. INTRODUCCIÓN. 2. CREACIÓN DE FORMULARIOS. 3. INTRODUCIR DATOS EN UN FORMULARIO. 4. MODIFICAR UN FORMULARIO 5. MANERAS DE GUARDAR UN FORMULARIO. 6. IMPRIMIR FORMULARIOS.
Formularios TEMA: FORMULARIOS. 1. INTRODUCCIÓN. 2. CREACIÓN DE FORMULARIOS. 3. INTRODUCIR DATOS EN UN FORMULARIO. 4. MODIFICAR UN FORMULARIO 5. MANERAS DE GUARDAR UN FORMULARIO. 6. IMPRIMIR FORMULARIOS.
GUÍA TÉCNICA PARA LA DEFINICIÓN DE COMPROMISOS DE CALIDAD Y SUS INDICADORES
 GUÍA TÉCNICA PARA LA DEFINICIÓN DE COMPROMISOS DE CALIDAD Y SUS INDICADORES Tema: Cartas de Servicios Primera versión: 2008 Datos de contacto: Evaluación y Calidad. Gobierno de Navarra. evaluacionycalidad@navarra.es
GUÍA TÉCNICA PARA LA DEFINICIÓN DE COMPROMISOS DE CALIDAD Y SUS INDICADORES Tema: Cartas de Servicios Primera versión: 2008 Datos de contacto: Evaluación y Calidad. Gobierno de Navarra. evaluacionycalidad@navarra.es
Manual del usuario. Flash Point Genius. FLASH POINT GENIUS: Programación Serial para turismos
 Manual del usuario Flash Point Genius FLASH POINT GENIUS: Programación Serial para turismos 2010 INDICE 1. INTRODUCCIÓN 3 2. COMPONENTES DEL SISTEMA FLASH POINT 3 3. REQUISITOS DEL SISTEMA 4 4. INSTALACIÓN
Manual del usuario Flash Point Genius FLASH POINT GENIUS: Programación Serial para turismos 2010 INDICE 1. INTRODUCCIÓN 3 2. COMPONENTES DEL SISTEMA FLASH POINT 3 3. REQUISITOS DEL SISTEMA 4 4. INSTALACIÓN
Actividad N 1. Primer procesador creado por Intel
 Actividad N 1 Primer procesador creado por Intel El Intel 4004 (i4004), un CPU de 4bits, fue el primer microprocesador en un simple chip, así como el primero disponible comercialmente. Aproximadamente
Actividad N 1 Primer procesador creado por Intel El Intel 4004 (i4004), un CPU de 4bits, fue el primer microprocesador en un simple chip, así como el primero disponible comercialmente. Aproximadamente
Universidad de Cantabria Facultad de Ciencias Ingeniería en Informática Ingeniería del Software I - Teoría. Ejercicios del Tema 10
 Universidad de Cantabria Facultad de Ciencias Ingeniería en Informática Ingeniería del Software I - Teoría Ejercicios del Tema 10 Ejercicio 10.1: Modelar mediante diagramas de clases el modelo de dominio
Universidad de Cantabria Facultad de Ciencias Ingeniería en Informática Ingeniería del Software I - Teoría Ejercicios del Tema 10 Ejercicio 10.1: Modelar mediante diagramas de clases el modelo de dominio
Procesamiento de datos de medidores de agua y de calorímetros
 ...porque cada gota de agua cuenta. Procesamiento de datos de medidores de agua y de calorímetros Equipos Software Aplicaciones 3/V0797E 19.05.99 KARL ADOLF ZENNER Teléfono: (49) 681 99 676-0 Wasserzählerfabrik
...porque cada gota de agua cuenta. Procesamiento de datos de medidores de agua y de calorímetros Equipos Software Aplicaciones 3/V0797E 19.05.99 KARL ADOLF ZENNER Teléfono: (49) 681 99 676-0 Wasserzählerfabrik
ÍNDICE. 1.- Descripción del sistema. 1.- Descripción del sistema. 2.- Descripción general. 3.- Características diferenciales.
 ÍNDICE 1.- Descripción del sistema. 2.- Descripción general. 3.- Características diferenciales. 4.- Elementos electrónicos que forman la red. 5.-Especificaciones técnicas. 6.- Descripción del funcionamiento.
ÍNDICE 1.- Descripción del sistema. 2.- Descripción general. 3.- Características diferenciales. 4.- Elementos electrónicos que forman la red. 5.-Especificaciones técnicas. 6.- Descripción del funcionamiento.
Universidad Autónoma de Baja California Facultad de Ingeniería Mexicali
 Sumadores En este documento se describe el funcionamiento del circuito integrado 7483, el cual implementa un sumador binario de 4 bits. Adicionalmente, se muestra la manera de conectarlo con otros dispositivos
Sumadores En este documento se describe el funcionamiento del circuito integrado 7483, el cual implementa un sumador binario de 4 bits. Adicionalmente, se muestra la manera de conectarlo con otros dispositivos
Microsoft Office: EXCEL. Objetivos curso
 Objetivos curso Conocer las aplicaciones ofimáticas de Microsoft Office y las utilidades a las que se orientan cada una de ellas, con el objetivo que cada formado descubra las posibilidades concretas de
Objetivos curso Conocer las aplicaciones ofimáticas de Microsoft Office y las utilidades a las que se orientan cada una de ellas, con el objetivo que cada formado descubra las posibilidades concretas de
Tema 2: Programación de PLCs
 Tema 2: Programación de PLCs 1. STEP 7 Qué es y para qué sirve? Configuración Hardware Programación Ciclo de ejecución 2. PROGRAMACIÓN BÁSICA EN AWL 3. PROGRAMACIÓN ESTRUCTURADA Página 1 STEP 7 Es el software
Tema 2: Programación de PLCs 1. STEP 7 Qué es y para qué sirve? Configuración Hardware Programación Ciclo de ejecución 2. PROGRAMACIÓN BÁSICA EN AWL 3. PROGRAMACIÓN ESTRUCTURADA Página 1 STEP 7 Es el software
Manual de usuario para Android de la aplicación PORTAFIRMAS MÓVIL
 Manual de usuario para Android de la aplicación PORTAFIRMAS MÓVIL Índice 1 Introducción... 5 1.1 Perfil de la aplicación... 5 1.2 Requisitos técnicos... 5 2 Manual de usuario... 7 2.1 Instalación del certificado...
Manual de usuario para Android de la aplicación PORTAFIRMAS MÓVIL Índice 1 Introducción... 5 1.1 Perfil de la aplicación... 5 1.2 Requisitos técnicos... 5 2 Manual de usuario... 7 2.1 Instalación del certificado...
Caso práctico de Cuadro de Mando con Tablas Dinámicas
 1 Caso práctico de Cuadro de Mando con Tablas Dinámicas Luis Muñiz Socio Director de SisConGes & Estrategia Introducción Hay una frase célebre que nos permite decir que: Lo que no se mide no se puede controlar
1 Caso práctico de Cuadro de Mando con Tablas Dinámicas Luis Muñiz Socio Director de SisConGes & Estrategia Introducción Hay una frase célebre que nos permite decir que: Lo que no se mide no se puede controlar
IAP 1003 - ENTORNOS INFORMATIZADOS CON SISTEMAS DE BASES DE DATOS
 IAP 1003 - ENTORNOS INFORMATIZADOS CON SISTEMAS DE BASES DE DATOS Introducción 1. El propósito de esta Declaración es prestar apoyo al auditor a la implantación de la NIA 400, "Evaluación del Riesgo y
IAP 1003 - ENTORNOS INFORMATIZADOS CON SISTEMAS DE BASES DE DATOS Introducción 1. El propósito de esta Declaración es prestar apoyo al auditor a la implantación de la NIA 400, "Evaluación del Riesgo y
INGENIERÍA AMBIENTAL Tema 3. Parte V SCADA (Supervisory Control and Data Acquisition) Alfredo Rosado Máster Universitario
 Alfredo Rosado Máster Universitario") INGENIERÍA AMBIENTAL Tema 3. Parte V SCADA (Supervisory Control and Data Acquisition) Alfredo Rosado Máster Universitario INDICE Control Mediante PC. Introducción SCADA. Funciones y Prestaciones. Módulos.
INGENIERÍA AMBIENTAL Tema 3. Parte V SCADA (Supervisory Control and Data Acquisition) Alfredo Rosado Máster Universitario INDICE Control Mediante PC. Introducción SCADA. Funciones y Prestaciones. Módulos.
LABORATORIO Nº 2 GUÍA PARA REALIZAR FORMULAS EN EXCEL
 OBJETIVO Mejorar el nivel de comprensión y el manejo de las destrezas del estudiante para utilizar formulas en Microsoft Excel 2010. 1) DEFINICIÓN Una fórmula de Excel es un código especial que introducimos
OBJETIVO Mejorar el nivel de comprensión y el manejo de las destrezas del estudiante para utilizar formulas en Microsoft Excel 2010. 1) DEFINICIÓN Una fórmula de Excel es un código especial que introducimos
Act 1: Revisión de Presaberes. Lectura No. 1. Título de la Lectura: El Computador
 Act 1: Revisión de Presaberes Lectura No. 1 Título de la Lectura: El Computador Computador, dispositivo electrónico capaz de recibir un conjunto de instrucciones (input) y ejecutarlas realizando cálculos
Act 1: Revisión de Presaberes Lectura No. 1 Título de la Lectura: El Computador Computador, dispositivo electrónico capaz de recibir un conjunto de instrucciones (input) y ejecutarlas realizando cálculos
MACROS Y FORMULARIOS
 MACROS Y FORMULARIOS Para poder realizar formularios en Excel es necesario ubicar el menú programador Qué hacer si no aparece el menú programador? En algunos equipos no aparece este menú, por lo que es
MACROS Y FORMULARIOS Para poder realizar formularios en Excel es necesario ubicar el menú programador Qué hacer si no aparece el menú programador? En algunos equipos no aparece este menú, por lo que es
Asistencia técnica de software
 Resumen Fase del proceso: selección y dimensionamiento Nuevas funciones: Nuevo buscador de productos para actuadores con guía lineal Nueva clase de entrega en el programa básico Fase del proceso: construcción
Resumen Fase del proceso: selección y dimensionamiento Nuevas funciones: Nuevo buscador de productos para actuadores con guía lineal Nueva clase de entrega en el programa básico Fase del proceso: construcción
Unidad II: Administración de Procesos y del procesador
 Unidad II: Administración de Procesos y del procesador 2.1 Concepto de proceso Un proceso no es más que un programa en ejecución, e incluye los valores actuales del contador de programa, los registros
Unidad II: Administración de Procesos y del procesador 2.1 Concepto de proceso Un proceso no es más que un programa en ejecución, e incluye los valores actuales del contador de programa, los registros
UNIVERSIDAD DE ORIENTE FACULTAD DE ICIENCIAS ECONOMICAS LAS REDES I. Licda. Consuelo Eleticia Sandoval
 UNIVERSIDAD DE ORIENTE FACULTAD DE ICIENCIAS ECONOMICAS LAS REDES I Licda. Consuelo Eleticia Sandoval OBJETIVO: ANALIZAR LAS VENTAJAS Y DESVENTAJAS DE LAS REDES DE COMPUTADORAS. Que es una red de computadoras?
UNIVERSIDAD DE ORIENTE FACULTAD DE ICIENCIAS ECONOMICAS LAS REDES I Licda. Consuelo Eleticia Sandoval OBJETIVO: ANALIZAR LAS VENTAJAS Y DESVENTAJAS DE LAS REDES DE COMPUTADORAS. Que es una red de computadoras?
Características y ventajas de WinZip
 Características y ventajas de WinZip Métodos de compresión Zip disponibles Existen varios métodos de compresión de archivos disponibles. Zip es el más conocido y es un formato abierto que ha evolucionado
Características y ventajas de WinZip Métodos de compresión Zip disponibles Existen varios métodos de compresión de archivos disponibles. Zip es el más conocido y es un formato abierto que ha evolucionado
EDICIÓN Y FORMATO (II)
") EDICIÓN Y FORMATO (II) 1. INTRODUCCIÓN Writer dispone de una serie de barras de herramientas predeterminadas, en las que se encuentran botones de acceso directo a comandos específicos que se activan con
EDICIÓN Y FORMATO (II) 1. INTRODUCCIÓN Writer dispone de una serie de barras de herramientas predeterminadas, en las que se encuentran botones de acceso directo a comandos específicos que se activan con
HERRAMIENTA DE DIMENSIONADO DE SISTEMAS FOTOVOLTAICOS AUTONOMOS
 HERRAMIENTA DE DIMENSIONADO DE SISTEMAS FOTOVOLTAICOS AUTONOMOS M. VAZQUEZ, N. NUÑEZ Y L. DIAZ Sección Departamental de Electrónica Física EUIT de Telecomunicación Universidad Politécnica de Madrid e-mail
HERRAMIENTA DE DIMENSIONADO DE SISTEMAS FOTOVOLTAICOS AUTONOMOS M. VAZQUEZ, N. NUÑEZ Y L. DIAZ Sección Departamental de Electrónica Física EUIT de Telecomunicación Universidad Politécnica de Madrid e-mail
CAPÍTULO 17: ASPECTOS BÁSICOS DEL SISTEMA OPERATIVO WINDOWS
 CAPÍTULO 17: ASPECTOS BÁSICOS DEL SISTEMA OPERATIVO WINDOWS Tecnologías informáticas en la escuela 379 17 ASPECTOS BÁSICOS DEL SISTEMA OPERATIVO WINDOWS 17.1 INTRODUCCIÓN Existe una gran cantidad de SO,
CAPÍTULO 17: ASPECTOS BÁSICOS DEL SISTEMA OPERATIVO WINDOWS Tecnologías informáticas en la escuela 379 17 ASPECTOS BÁSICOS DEL SISTEMA OPERATIVO WINDOWS 17.1 INTRODUCCIÓN Existe una gran cantidad de SO,
Componentes: RESISTENCIAS FIJAS
 ELECTRÓNICA ELECTRÓNICA Componentes: RESISTENCIAS FIJAS Componentes: RESISTENCIAS VARIABLES Componentes: RESISTENCIAS DEPENDIENTES Componentes: RESISTENCIAS DEPENDIENTES Componentes: CONDENSADORES Componentes:
ELECTRÓNICA ELECTRÓNICA Componentes: RESISTENCIAS FIJAS Componentes: RESISTENCIAS VARIABLES Componentes: RESISTENCIAS DEPENDIENTES Componentes: RESISTENCIAS DEPENDIENTES Componentes: CONDENSADORES Componentes:
Descripción técnica. Sicherheit-TES103010 Versión 1.0
 Monitorización de la instalación Concepto sobre seguridad y contraseñas de SMA para instalaciones fotovoltaicas protegidas por contraseñas con Bluetooth Wireless Technology Descripción técnica Sicherheit-TES103010
Monitorización de la instalación Concepto sobre seguridad y contraseñas de SMA para instalaciones fotovoltaicas protegidas por contraseñas con Bluetooth Wireless Technology Descripción técnica Sicherheit-TES103010
Se encarga de realizar las funciones básicas de manejo y configuración del ordenador. La BIOS tiene más tareas fundamentales: Chequearse a sí misma.
 La BIOS, siglas de su nombre en inglés Basic Input-Output System, también conocida como Sistema Básico de Entrada / Salida, es básicamente un código de software que permite iniciar el sistema operativo
La BIOS, siglas de su nombre en inglés Basic Input-Output System, también conocida como Sistema Básico de Entrada / Salida, es básicamente un código de software que permite iniciar el sistema operativo
TEMA VII: DISEÑO SECUENCIAL PROGRAMABLE
 TEMA VII: ISEÑO SECUENCIAL PROGRAMABLE e igual forma que podíamos disponer de dispositivos combinacionales programables para poder implementar funciones combinacionales en un solo integrado, en el dominio
TEMA VII: ISEÑO SECUENCIAL PROGRAMABLE e igual forma que podíamos disponer de dispositivos combinacionales programables para poder implementar funciones combinacionales en un solo integrado, en el dominio
Contenido. MANUAL DE USO E INSTALACIÓN DLC Detector de línea cortada Página 1 de 13
 DLC Detector de línea cortada Página 1 de 13 Contenido 1 Introducción DLC... 2 2 Funcionamiento... 2 3 Instalación... 3 4 Combinando con Reductores de flujo... 3 5 Mantenimiento... 5 6 Configuración Alarmas
DLC Detector de línea cortada Página 1 de 13 Contenido 1 Introducción DLC... 2 2 Funcionamiento... 2 3 Instalación... 3 4 Combinando con Reductores de flujo... 3 5 Mantenimiento... 5 6 Configuración Alarmas
P9: ENSAYO DE VACÍO Y CORTOCIRCUITO DEL TRANSFORMADOR MONOFÁSICO FUNDAMENTOS DE TECNOLOGÍA ELÉCTRICA
 ESCUELA UNIVERSITARIA DE INGENIERÍA TÉCNICA INDUSTRIAL (BILBAO) Departamento de Ingeniería Eléctrica INDUSTRI INGENIARITZA TEKNIKORAKO UNIBERTSITATE-ESKOLA (BILBO) Ingeniaritza Elektriko Saila ALUMNO P9:
ESCUELA UNIVERSITARIA DE INGENIERÍA TÉCNICA INDUSTRIAL (BILBAO) Departamento de Ingeniería Eléctrica INDUSTRI INGENIARITZA TEKNIKORAKO UNIBERTSITATE-ESKOLA (BILBO) Ingeniaritza Elektriko Saila ALUMNO P9:
UNIDAD DE TRABAJO Nº2. INSTALACIONES DE MEGAFONÍA. UNIDAD DE TRABAJO Nº2.1. Descripción de Componentes. Simbología AURICULARES
 UNIDAD DE TRABAJO Nº2. INSTALACIONES DE MEGAFONÍA UNIDAD DE TRABAJO Nº2.1. Descripción de Componentes. Simbología 2. Auriculares. Descripción. AURICULARES Son transductores electroacústicos que, al igual
UNIDAD DE TRABAJO Nº2. INSTALACIONES DE MEGAFONÍA UNIDAD DE TRABAJO Nº2.1. Descripción de Componentes. Simbología 2. Auriculares. Descripción. AURICULARES Son transductores electroacústicos que, al igual
PROGRAMACIÓN ORIENTADA A OBJETOS
 PROGRAMACIÓN ORIENTADA A OBJETOS Clase 1. Introducción Profesor: Diego Sánchez Gómez Introducción a la programación orientada a objetos 1. Introducción a la programación orientada a objetos 2. Las clases
PROGRAMACIÓN ORIENTADA A OBJETOS Clase 1. Introducción Profesor: Diego Sánchez Gómez Introducción a la programación orientada a objetos 1. Introducción a la programación orientada a objetos 2. Las clases
Productos de medición monofásica para aplicaciones avanzadas de medición de energía. Medición Residencial
 Productos de medición monofásica para aplicaciones avanzadas de medición de energía Medición Residencial Tecnología de Punta Landis+Gyr cuenta con más de 100 años de experiencia en diseño y desarrollo
Productos de medición monofásica para aplicaciones avanzadas de medición de energía Medición Residencial Tecnología de Punta Landis+Gyr cuenta con más de 100 años de experiencia en diseño y desarrollo
INTEGRACIÓN HERMES POSITRÓN
 INTEGRACIÓN HERMES POSITRÓN 1. SOFTWARE CENTRAL - HERMES La aplicación Hermes es una herramienta para el control de tráfico interurbano, túneles y para el mantenimiento de equipos de carretera. Todo el
INTEGRACIÓN HERMES POSITRÓN 1. SOFTWARE CENTRAL - HERMES La aplicación Hermes es una herramienta para el control de tráfico interurbano, túneles y para el mantenimiento de equipos de carretera. Todo el
Sistemas de Calidad Empresarial
 Portal Empresarial Aljaraque Empresarial Sistemas de Calidad Empresarial 1 ÍNDICE 1. INTRODUCCIÓN. 2. CONCEPTO DE CALIDAD Y SU SISTEMA. 3. MÉTODO PARA IMPLANTAR UN SISTEMA DE GESTIÓN DE LA CALIDAD. 4.
Portal Empresarial Aljaraque Empresarial Sistemas de Calidad Empresarial 1 ÍNDICE 1. INTRODUCCIÓN. 2. CONCEPTO DE CALIDAD Y SU SISTEMA. 3. MÉTODO PARA IMPLANTAR UN SISTEMA DE GESTIÓN DE LA CALIDAD. 4.
GESTIÓN DE LA DOCUMENTACIÓN
 Página: 1 de 8 Elaborado por: Revidado por: Aprobado por: Comité de calidad Responsable de calidad Director Misión: Controlar los documentos y registros del Sistema de Gestión de Calidad para garantizar
Página: 1 de 8 Elaborado por: Revidado por: Aprobado por: Comité de calidad Responsable de calidad Director Misión: Controlar los documentos y registros del Sistema de Gestión de Calidad para garantizar
Iniciando con Motores a Pasos: Primera parte
 Iniciando con Motores a Pasos: Primera parte Se ha determinado que un sistema de control de movimiento de lazo abierto manejará la exactitud y requisitos de su aplicación y por lo tanto usted ha elegido
Iniciando con Motores a Pasos: Primera parte Se ha determinado que un sistema de control de movimiento de lazo abierto manejará la exactitud y requisitos de su aplicación y por lo tanto usted ha elegido
DataMAX pa r a PS3. Manual del Usuario V1.0
 DataMAX pa r a PS3 Manual del Usuario V1.0 IMPORTANTE! Debe seguir los pasos de este manual antes de que pueda usar tarjetas de memoria de 8, 16, 32 o 64MB de otras compañías en su PlayStation 3. Índice
DataMAX pa r a PS3 Manual del Usuario V1.0 IMPORTANTE! Debe seguir los pasos de este manual antes de que pueda usar tarjetas de memoria de 8, 16, 32 o 64MB de otras compañías en su PlayStation 3. Índice
PROCEDIMIENTO DE ENLACE TCPIP
 DISPOSITIVOS TCP/IP. Los dispositivos TCP/IP son equipos autónomos que funcionan de forma independiente a la PC y que tiene incorporado el procesamiento de identificación por medio de la huella digital,
DISPOSITIVOS TCP/IP. Los dispositivos TCP/IP son equipos autónomos que funcionan de forma independiente a la PC y que tiene incorporado el procesamiento de identificación por medio de la huella digital,
CASO PRÁCTICO DISTRIBUCIÓN DE COSTES
 CASO PRÁCTICO DISTRIBUCIÓN DE COSTES Nuestra empresa tiene centros de distribución en tres ciudades europeas: Zaragoza, Milán y Burdeos. Hemos solicitado a los responsables de cada uno de los centros que
CASO PRÁCTICO DISTRIBUCIÓN DE COSTES Nuestra empresa tiene centros de distribución en tres ciudades europeas: Zaragoza, Milán y Burdeos. Hemos solicitado a los responsables de cada uno de los centros que
TELEX. SISTEMA PARA EL CONTROL DE GASTOS TELEFÓNICOS Anyell Cano Ramos anyell@minrex.gov.cu Ministerio de Relaciones Exteriores Cuba RESUMEN
 TELEX. SISTEMA PARA EL CONTROL DE GASTOS TELEFÓNICOS Anyell Cano Ramos anyell@minrex.gov.cu Ministerio de Relaciones Exteriores Cuba RESUMEN El Ministerio de Relaciones Exteriores de Cuba (MINREX) es el
TELEX. SISTEMA PARA EL CONTROL DE GASTOS TELEFÓNICOS Anyell Cano Ramos anyell@minrex.gov.cu Ministerio de Relaciones Exteriores Cuba RESUMEN El Ministerio de Relaciones Exteriores de Cuba (MINREX) es el
Programación básica del PLC S
 Programación básica del PLC S logo (controlador lógico programable) DISEÑOS CURRICULARES CON ENFOQUE POR COMPETENCIAS LABORALES Créditos EQUIPO TÉCNICO Dirección de Diseño y Contenido Pedagógico DISEÑO
Programación básica del PLC S logo (controlador lógico programable) DISEÑOS CURRICULARES CON ENFOQUE POR COMPETENCIAS LABORALES Créditos EQUIPO TÉCNICO Dirección de Diseño y Contenido Pedagógico DISEÑO
PLANIFICADOR DE OBJETIVOS
 PLANIFICADOR DE OBJETIVOS INDICE Fijación de objetivos en la plataforma digital Qualitas CLOUD 1.Introducción incorporando criterios de las normas ISO 2015 2.Crear objetivos 3.Planificador de Objetivos
PLANIFICADOR DE OBJETIVOS INDICE Fijación de objetivos en la plataforma digital Qualitas CLOUD 1.Introducción incorporando criterios de las normas ISO 2015 2.Crear objetivos 3.Planificador de Objetivos
Centrados en sus objetivos SERVICIOS Y SOPORTE DE AGILENT RESUMEN DE POSIBILIDADES
 Centrados en sus objetivos SERVICIOS Y SOPORTE DE AGILENT RESUMEN DE POSIBILIDADES Los laboratorios se enfrentan en la actualidad a complejos desafíos científicos y empresariales que exigen disponer del
Centrados en sus objetivos SERVICIOS Y SOPORTE DE AGILENT RESUMEN DE POSIBILIDADES Los laboratorios se enfrentan en la actualidad a complejos desafíos científicos y empresariales que exigen disponer del
18. Camino de datos y unidad de control
 Oliverio J. Santana Jaria Sistemas Digitales Ingeniería Técnica en Informática de Sistemas Curso 2006 2007 18. Camino de datos y unidad de control Un La versatilidad una característica deseable los Los
Oliverio J. Santana Jaria Sistemas Digitales Ingeniería Técnica en Informática de Sistemas Curso 2006 2007 18. Camino de datos y unidad de control Un La versatilidad una característica deseable los Los
Controladores lógicos programables
 lógicos Controladores RPX 10 a 4 Entradas/Salidas entradas aisladas 24 Vcc. Detector de 2 ó 3 hilos NPN / PNP y contactos secos 1 entrada contaje rápido 3,5 Khz ó 1 Khz para el Micro RPX10 salidas independientes
lógicos Controladores RPX 10 a 4 Entradas/Salidas entradas aisladas 24 Vcc. Detector de 2 ó 3 hilos NPN / PNP y contactos secos 1 entrada contaje rápido 3,5 Khz ó 1 Khz para el Micro RPX10 salidas independientes
LA FACTURACIÓN DE LA ELECTRICIDAD
 LA FACTURACIÓN DE LA ELECTRICIDAD A partir del 1 de octubre de 2015 las empresas comercializadoras de referencia deben facturar con los con los datos procedentes de la curva de carga horaria, siempre que
LA FACTURACIÓN DE LA ELECTRICIDAD A partir del 1 de octubre de 2015 las empresas comercializadoras de referencia deben facturar con los con los datos procedentes de la curva de carga horaria, siempre que
Microsoft Office: EXCEL
 Objetivos curso... 3 INTRODUCCIÓN A LA OFIMÁTICA. APLICACIÓN OFFICE.... 4 1. INTRODUCCION A LAS HOJAS DE CÁLCULO... 7 1.1. Barras de Herramientas... 9 1.2. Ayuda... 11 Ejercicios del capitulo... 13 2.
Objetivos curso... 3 INTRODUCCIÓN A LA OFIMÁTICA. APLICACIÓN OFFICE.... 4 1. INTRODUCCION A LAS HOJAS DE CÁLCULO... 7 1.1. Barras de Herramientas... 9 1.2. Ayuda... 11 Ejercicios del capitulo... 13 2.
Rendimiento y eficacia
 01 E Rendimiento y eficacia Sistema de gestión de aire comprimido Soluciones de control superiores SmartAir Master Eficiencia. Rendimiento. Supervisión. Gran potencial de ahorro de energía La gestión de
01 E Rendimiento y eficacia Sistema de gestión de aire comprimido Soluciones de control superiores SmartAir Master Eficiencia. Rendimiento. Supervisión. Gran potencial de ahorro de energía La gestión de
HARDWARE DE UN ORDENADOR. Elementos básicos
 HARDWARE DE UN ORDENADOR Elementos básicos Componentes de un ordenador Hardware: todos los componentes físicos, tanto internos como externos: monitor, teclado, disco duro, memoria, etc. Software: todos
HARDWARE DE UN ORDENADOR Elementos básicos Componentes de un ordenador Hardware: todos los componentes físicos, tanto internos como externos: monitor, teclado, disco duro, memoria, etc. Software: todos
CAPITULO 3: SISTEMAS ADICIONALES PARA EL CENTRO DE LLAMADAS DE EMERGENCIA
 CAPITULO 3: SISTEMAS ADICIONALES PARA EL CENTRO DE LLAMADAS DE EMERGENCIA 3.1 INTRODUCCIÓN En un centro de llamadas de emergencia de nueve llamadas que se reciben solo una es real y las ocho restantes
CAPITULO 3: SISTEMAS ADICIONALES PARA EL CENTRO DE LLAMADAS DE EMERGENCIA 3.1 INTRODUCCIÓN En un centro de llamadas de emergencia de nueve llamadas que se reciben solo una es real y las ocho restantes
Documento técnico Sistemas según el principio de modularidad Automatización modular con terminales de válvulas
 Documento técnico Sistemas según el principio de modularidad Automatización modular con terminales de válvulas Los fabricantes deben acostumbrarse cada vez más a un mercado que realiza encargos más pequeños
Documento técnico Sistemas según el principio de modularidad Automatización modular con terminales de válvulas Los fabricantes deben acostumbrarse cada vez más a un mercado que realiza encargos más pequeños