11 Número de publicación: Int. Cl. 7 : B22C 9/ Agente: Lehmann Novo, Isabel
|
|
|
- Rubén Silva Rojo
- hace 7 años
- Vistas:
Transcripción
1 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: Int. Cl. 7 : B22C 9/02 B22C 9/06 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: Fecha de presentación: Número de publicación de la solicitud: Fecha de publicación de la solicitud: Título: Molde de fundición para la fabricación de una pieza moldeada de materia prima de moldeo y procedimiento para la fabricación de un molde de fundición. Prioridad:.0.02 DE Titular/es: Deutsche Giesserei- und Industrie-Holding AG. Altendorfer Strasse Essen, DE 4 Fecha de publicación de la mención BOPI: Inventor/es: Schreiner, Jens y Flesch, Andreas 4 Fecha de la publicación del folleto de la patente: Agente: Lehmann Novo, Isabel ES T3 Aviso: En el plazo de nueve meses a contar desde la fecha de publicación en el Boletín europeo de patentes, de la mención de concesión de la patente europea, cualquier persona podrá oponerse ante la Oficina Europea de Patentes a la patente concedida. La oposición deberá formularse por escrito y estar motivada; sólo se considerará como formulada una vez que se haya realizado el pago de la tasa de oposición (art del Convenio sobre concesión de Patentes Europeas). Venta de fascículos: Oficina Española de Patentes y Marcas. C/Panamá, Madrid

2 1 ES T3 2 DESCRIPCIÓN Molde de fundición para la fabricación de una pieza moldeada de materia prima de moldeo y procedimiento para la fabricación de un molde de fundición. La invención se refiere a un molde de fundición para la fabricación de una pieza moldeada mediante el uso de materia prima de moldeo, así como un procedimiento para la fabricación de un molde de fundición tal. Las piezas fundidas que frecuentemente tienen una forma complicada se fabrican por regla general en los llamados moldes perdidos o en moldes permanentes. En la fundición en moldes perdidos, que por regla general se componen de una materia prima granulada ignífuga mineral, como por ejemplo, arena de cuarzo o arena de mineral de cromo, así como de un aglutinante y a menudo también otros aditivos para mejorar las propiedades de la materia prima de moldeo, tras la fundición se destruye el molde por el proceso de desmoldado. En relación con la fundición en moldes perdidos, en primer lugar se fabrica un modelo de la pieza fundida de metal, madera, yeso o plástico. El modelo representa el contorno exterior de la pieza de soporte. El modelo es fundamentalmente reutilizable. Para la fabricación del molde de fundición la parte superior e inferior del modelo se posicionan en una caja de moldeo, o sea, una caja superior de moldeo y una caja inferior de moldeo, y se rodean con la materia prima de moldeo. Tras la compresión y endurecimiento de la materia prima de moldeo se extraen del molde de arena las piezas del modelo. A continuación se separan unas de otras las cajas superior e inferior de moldeo. Con esto se termina el molde negativo. La fundición con moldes perdidos se emplea especialmente para aleaciones de elevado punto de fusión de base Fe. En la fundición con moldes perdidos es una desventaja que tras cada proceso de fundición no sólo se tenga que fabricar un nuevo molde de fundición sino que la reelaboración y/o eliminación de residuos de materia prima de moldeo tras la fundición está relacionado con un gasto financiero y de técnica de instalaciones elevado. En este contexto es especialmente importante que las cajas de moldeo para la fabricación de los moldes tengan normalmente un formato estándar, de manera que incluso para piezas moldeadas pequeñas es necesaria una cantidad comparativamente grande de materia prima de moldeo para poder fabricar el molde. Otra desventaja de la fundición con moldes perdidos consiste en que los segmentos de refrigeración no se pueden posicionar exactamente. Los segmentos de refrigeración se emplean normalmente en un molde perdido para la formación de un gradiente de temperatura y para el ajuste de una solidificación controlada. Para ello, empezando por la zona final de una pieza moldeada, se facilita el flujo de alimentación hacia la zona del alimentador. Los segmentos de refrigeración se disponen sueltos en el modelo en las respectivas cajas y se fijan a través de la materia prima de moldeo que los rodea. Además, durante la compresión de la materia prima de moldeo se puede perder el posicionamiento exacto del segmento de refrigeración. Sin embargo, el posicionamiento exacto de los segmentos de refrigeración tiene una importancia considerable incluso en la fundición de piezas de fundición de pared delgada En la fundición en moldes permanentes se pueden obtener miles hasta cientos de miles de moldeados por fundición con la misma disposición del molde. Los moldes permanentes han alcanzado una importancia extraordinaria para los materiales de fundición de metal no férreo comparativamente de bajo punto de fusión, ya que el requerimiento técnico que pone límites a los moldes permanentes es aceptable a causa de sus temperaturas de fundición relativamente bajas para metales NF. Los materiales férreos de fundición y el acero también se pueden fundir fundamentalmente en moldes permanentes, aunque es muy alto el coste del acabado y el mantenimiento relacionado con esto, condicionado por los materiales de moldeo usados (por ejemplo, grafito, metales sinterizados, materiales cerámicos). Por eso, los moldes permanentes apropiados para la fundición de materiales férreos de fundición y acero son muy caros y a causa de la elevada carga térmica se agrietan parcialmente o a causa de la cocción local del molde tienden al desgaste por fricción. Por eso, es objetivo de la presente invención proporcionar un molde de fundición así como un procedimiento para la fabricación de un molde de fundición, mediante el cual sea posible una fundición sencilla y asequible de materiales férreos de fundición y acero. Por otro lado, se conoce un molde de fundición con dos mitades de cuerpos de moldeo de metal, en que el espacio interior que se encuentra entre las mitades de los cuerpos de moldeo estrechamente unidas entre sí es algo mayor que la pieza moldeada, aunque su forma se corresponde aproximadamente. En el interior de las mitades de los cuerpos de moldeo se aplica una capa de materia prima de moldeo y/o arena de moldeo (documento DE-A ). Además, es desventajoso el gasto relativamente grande en el material valioso de las mitades de los cuerpos de moldeo metálicos. La desventaja se evita según la invención mediante la configuración del molde de fundición según la reivindicación 1. La realización en dos partes de las mitades de los cuerpos de moldeo con una sencilla placa de soporte exterior y un cuerpo de moldeo interior permite el empleo de las mismas placas de soporte exteriores para diferentes cuerpos de moldeo interiores. De la misma manera que en el documento mencionado DE-A sólo es necesaria una pequeña cantidad de materia prima de moldeo para la formación del espacio vacío de fundición. Según el procedimiento, para la fabricación del molde de fundición según la invención se prevé en una alternativa que el grosor de capa de la materia prima de moldeo se seleccione con dependencia del grosor de pared de la pieza fundida para moldear y/o con dependencia del comportamiento de solidificación y con ello también de la temperatura de la masa fundida introducida en el molde de fundición. En una configuración alternativa la materia prima de moldeo se introduce de forma neumática mediante impulsos de aire en una mitad del cuerpo de moldeo construida especialmente de forma modular, sujeta a un soporte de moldeo. Aunque para el molde de fundición según la invención se trata como modelo un molde perdido, se obtienen ventajas considerables frente al estado de la técnica. A causa del cuerpo de moldeo dispuesto entre los soportes de moldeo, que al menos en lo esencial usa directamente el molde negativo y/o el espacio vacío de fundición, solamente es necesaria una menor

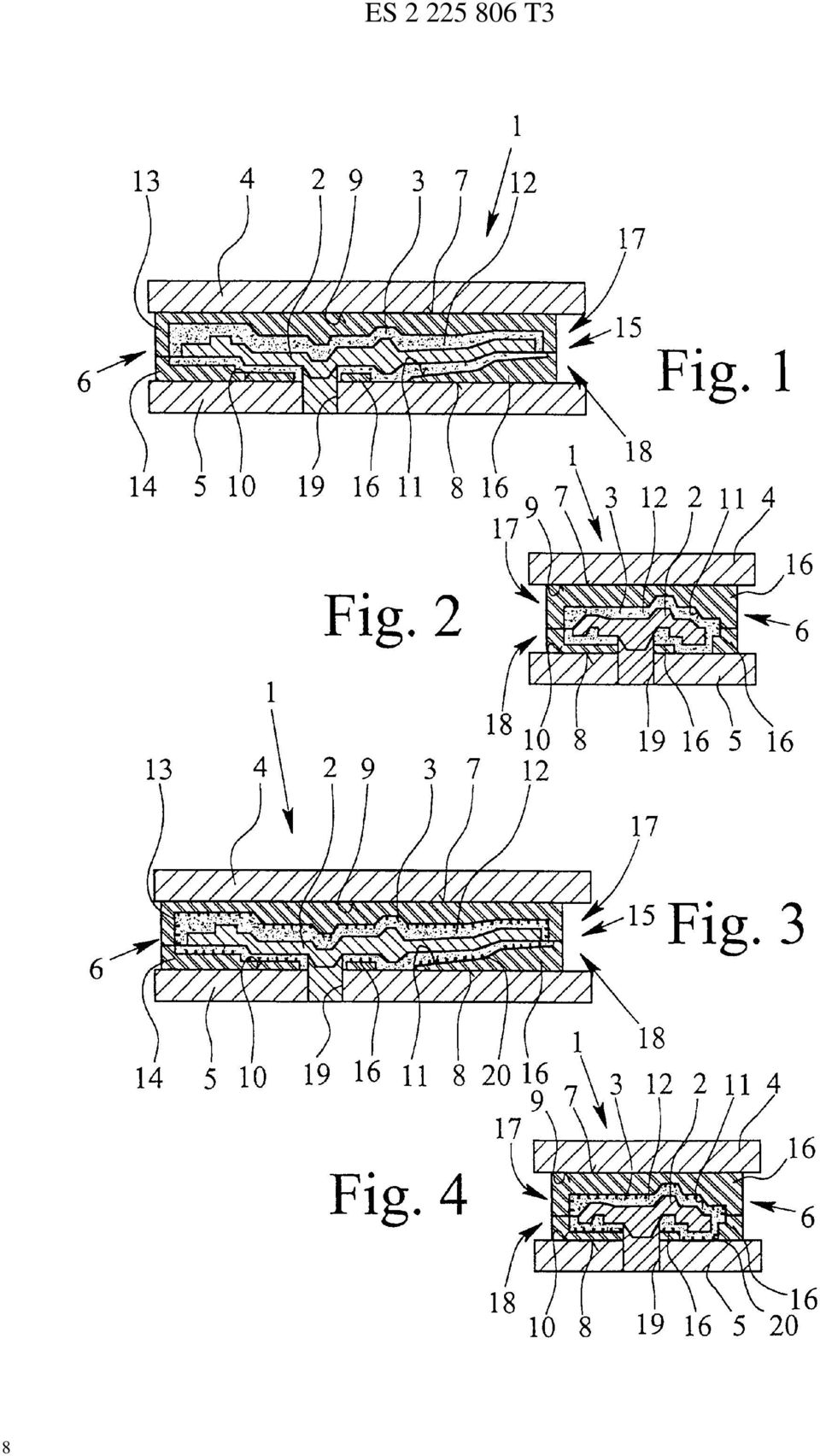
3 3 ES T cantidad de materia prima de moldeo para la fabricación del verdadero molde negativo. Por eso, al contrario que el estado de la técnica, sólo toma parte una menor cantidad de materia prima de moldeo en cada proceso de fundición. Esto es especialmente importante sobre todo en piezas moldeadas de pared delgada con un grosor de pared entre 1 y mm. Al fundir este tipo de piezas moldeadas de paredes delgadas de hecho toma parte también sólo una menor cantidad de calor, que se tiene que extraer de la materia prima de moldeo durante la solidificación. Por eso, el aglutinante de la materia prima de moldeo se quema sólo a una profundidad de pocos centímetros. Ahora, en la invención se usa exactamente este hecho y se selecciona respectivamente el grosor de capa de la materia prima de moldeo aplicada con dependencia del grosor de pared de la pieza moldeada para fundir y/o con dependencia del comportamiento de solidificación o la temperatura de la masa fundida introducida en el molde de fundición. Para ello, finalmente en el caso óptimo también es necesaria sólo la cantidad de materia prima de moldeo que por razones técnicas se requiere para la fundición. Al contrario, en el estado de la técnica sucede que para piezas moldeadas pequeñas o de pared delgada se introducen directamente en la reelaboración grandes cantidades de materia prima de moldeo, que en sí aún sería utilizable tras la fundición. Esto no sólo está relacionado con costes elevados y en sí no necesarios para la materia prima de moldeo, sino también con un gasto elevado de técnica de instalaciones para la reelaboración. También aparecen elevados costes energéticos. Además, el diseño de la elaboración de arena de la fundición es más caro a causa de las grandes cantidades de arena que toman parte. Finalmente, en el estado de la técnica aparecen grandes cantidades de polvos, lo que puede conllevar no sólo una degradación del medio ambiente, sino también costes elevados para el vertido de residuos. Pero el uso de los cuerpos de moldeo según la invención aún ofrece otras ventajas. Como el cuerpo de moldeo que usa la forma básica negativa preparada, ya forma una pieza grande del volumen entre los soportes de moldeo y en consecuencia sólo son necesarias pequeñas cantidades de arena para la fabricación de un molde de fundición, se pueden alcanzar tiempos de ciclo considerablemente menores para la fabricación del molde de fundición. Además, para el molde de fundición según la invención es posible sujetar directamente segmentos de refrigeración al soporte de moldeo o al cuerpo de moldeo, de manera que se obtiene un posicionamiento exacto, que como se indica en primer lugar es esencial ya para el acabado de piezas fundidas de moldeo de pared delgada. Por otro lado también es posible que el cuerpo de moldeo - para la correspondiente selección del material- directamente tome al menos por zonas la función propia de un segmento de refrigeración, es decir, en zonas que no están recubiertas o sólo están recubiertas con una pequeña capa de materia prima de moldeo. Además, especialmente los tiempos de ciclo pequeños se pueden realizar debido a que la aplicación de la capa de materia prima de moldeo sobre el cuerpo de moldeo y/o las mitades de los cuerpos de moldeo individuales se realiza con el apoyo de una corriente de aire. De esta manera también se puede ajustar directamente el grosor de la capa de arena correspondiente a las necesidades de una solidificación controlada. Entonces, tras la aplicación de la capa, las mitades de los cuerpos de moldeo se juntan una sobre otra, de manera que se cierra el molde de fundición. Por otro lado se establece que en el uso de soportes de moldeo metálicos y/o cerámicos y un cuerpo de moldeo metálico se produce una considerable estabilización del molde, lo que incluso es importante para el acabado de las piezas fundidas de pared delgada, donde se tienen que mantener estrechas tolerancias de acabado. En relación con la presente invención es especialmente ventajoso construir el cuerpo de moldeo de forma modular, de manera que se compone de un gran número de segmentos del cuerpo de moldeo. Mediante esta construcción modular es posible completar de forma sencilla módulos individuales y con ello usar el molde de soporte negativo para aportar el espacio hueco de fundición. El molde negativo final se forma entonces mediante la materia prima de moldeo, mientras esta se aplica sobre el cuerpo de moldeo. Las configuraciones preferibles de la invención resultan de las reivindicaciones secundarias. A continuación se explican las formas de realización preferibles de la invención en vista del dibujo. Allí se muestra Fig. 1 una vista de la sección transversal de una primera forma de realización de un molde de fundición según la invención, Fig. 2 otra vista de la sección transversal del molde de fundición según la fig. 1, Fig. 3 una vista de la sección transversal de una segunda forma de realización de un molde de fundición según la invención, Fig. 4 otra vista de la sección transversal del molde de fundición según la fig. 3, Fig. una vista de la sección transversal de una tercera forma de realización de un molde de fundición según la invención, Fig. 6 otra vista de la sección transversal del molde de fundición según la fig., Fig. 7 una vista de la sección transversal de una cuarta forma de realización de un molde de fundición según la invención, Fig. 8 otra vista de la sección transversal del molde de fundición según la fig. 7, Fig. 9 una vista de la sección transversal de una quinta forma de realización de un molde de fundición según la invención, Fig. otra vista de la sección transversal del molde de fundición según la fig. 9, Fig. 11 una vista de la sección transversal de una sexta forma de realización de un molde de fundición según la invención y Fig. 12 una vista de la sección transversal de una séptima forma de realización de un molde de fundición según la invención. En las figuras individuales se representa respectivamente un molde de fundición 1 para la fabricación de una pieza moldeada 2 mediante el uso de materia prima de moldeo 3. De forma conocida, la materia prima de moldeo es material granulado, ignífugo mineral, como arena, con aglutinantes y dado el caso otros aditivos. Mediante el uso de materia prima de moldeo, el molde de fundición 1 es un molde del tipo molde perdido según el fundamento. El molde de fundición 1 presenta un primer soporte de moldeo 4 exterior y un segundo soporte de moldeo exterior. Los soportes de moldeo 4 y son los límites superior e inferior del molde de fundición 1 3

4 ES T3 6 en la disposición horizontal. Naturalmente se entiende que el molde de fundición también se puede disponer en diagonal e incluso en vertical. En la disposición vertical del molde de fundición 1 los soportes de moldeo 4, se encuentran también por fuera, pero entonces se disponen a la derecha y a la izquierda. Las realizaciones siguientes se refieren de la misma manera a la disposición derecha-izquierda del soporte de moldeo, aunque solamente se representa y se describe la disposición arriba-abajo del soporte de moldeo. Por otro lado sirve lo mismo para las mitades del cuerpo de moldeo 13, 14 descritas más detalladamente a continuación. Entre los soportes de moldeo 4, se encuentra un cuerpo de moldeo 6, que se compone normalmente de metal, aunque al menos por zonas también se puede componer de cerámica. El cuerpo de moldeo 6 se sitúa con sus lados externos 7, 8 sobre las superficies internas 9, de los soportes de moldeo 4,. La superficie interna 11 del cuerpo de moldeo 6 se perfila y corresponde al menos esencialmente al contorno externo de la pieza fundida 2. La superficie interior 11 del cuerpo de moldeo 6 forma con esto un pre-molde negativo o un pre-molde externo. Sobre la superficie interior 11 del cuerpo de moldeo 6 se aplica al menos parcialmente una capa 12 de materia prima de moldeo 3 para la formación del espacio hueco de fundición no descrito en detalle. El grosor de la capa varía de 0 mm hasta un máximo de 0 mm y puede presentar cualquier valor intermedio, sin que sea necesaria una enumeración detallada. Aunque en las figuras individuales toda la superficie interna del cuerpo de moldeo 6 está recubierta con materia prima de moldeo 3, se debe indicar que por razones técnicas de fundición fundamentalmente también es posible no recubrir zonas de superficie individuales. Esto se indica más detalladamente a continuación. Por otro lado, en las formas de realización representadas la capa 12 de materia prima de moldeo 3 se aplica en parte también directamente sobre la superficie interna del soporte de moldeo inferior. Naturalmente, para determinadas piezas moldeadas 2 esto es posible en la zona del soporte de moldeo superior 4, aunque esto no se representa aquí. Como resulta de las figuras individuales, el cuerpo de moldeo 6 presenta una primera mitad del cuerpo de moldeo 13 y una segunda mitad del cuerpo de moldeo 14. Además, la mitad superior del cuerpo de moldeo 13 se sujeta al soporte de moldeo superior 4, mientras la mitad inferior del cuerpo de moldeo 14 se sujeta al soporte de moldeo inferior. En el estado cerrado del molde de fundición 1 las mitades del cuerpo de moldeo 13, 14 se encuentran en cualquier caso una sobre otra en su zona del borde externo 1, de manera que el molde de fundición 1 está cerrado en esta zona. Sobretodo a partir de las figuras 11 y 12 resulta que el cuerpo de moldeo 6 presenta un gran número de segmentos del soporte de moldeo 16 construidos especialmente de forma modular. Mediante la construcción modular es posible en caso necesario conectar o separar segmentos del cuerpo de moldeo 16 individuales, para alcanzar una variación del grosor de la capa 12 para ajustarse a los requerimientos de una solidificación controlada. En cualquier caso, modular significa aquí también que los segmentos del cuerpo de moldeo 16 se construyen en forma de cajas de construcción, o sea, las longitudes, anchuras y/o alturas de los segmentos del cuerpo de moldeo 16 se determinan unas sobre otras en sus medidas, lo que significa que se prevé un determinado tamaño base n y todos los tamaños base son un múltiplo entero del tamaño base n. Los segmentos del cuerpo de moldeo 16 individuales están conectados al mismo tiempo de forma fija con los respectivos soportes de moldeo 4,. Para la realización de un determinado molde negativo y/o pre-molde negativo es necesario situar uno sobre otro los segmentos del cuerpo de moldeo 16, se entiende que en este caso los segmentos del cuerpo de moldeo 16 implicados se sujetan uno sobre otro, en especial se atornillan. Por otro lado, en los lados externos 7, 8 de los segmentos del cuerpo de moldeo 16 así como en las superficies internas 9, de los soportes de moldeo 4, se prevén los correspondientes elementos de dirección, como pernos y roscas, para garantizar un posicionamiento exacto de los segmentos del cuerpo de moldeo 16 individuales y/o de las mitades del cuerpo de moldeo 13, 14 en los soportes de moldeo 4,. A causa de la construcción modular del cuerpo de moldeo 6 es posible directamente prever siempre los correspondientes elementos de dirección o posicionamiento adecuados para las piezas de construcción implicadas. En los ejemplos de realización individuales los segmentos del cuerpo de moldeo 16 se describen como bloques macizos. La realización maciza conduce a un peso comparativamente elevado, tanto de la caja superior de moldeo 17, que se compone del soporte de moldeo superior 4, la mitad del cuerpo de moldeo superior 13 y la capa 3 aplicada, como de la caja inferior de moldeo 18, que presenta el soporte de moldeo inferior, la mitad del cuerpo de moldeo inferior 14 y la capa 12 aplicada encima. Para determinados casos de aplicación es ventajoso de todas maneras un peso comparativamente elevado de la caja superior de moldeo. En los ejemplos de realización representados se emplea el molde de fundición 1 para fundición a baja presión. El llenado del molde de fundición 1 se realiza desde abajo, es decir, a través de una abertura 19 normalmente representada como un corte en el soporte de moldeo inferior. Mediante la realización maciza de la mitad del cuerpo de moldeo superior 13 y el propio peso que resulta de ésta se puede impedir un efecto de flotación de la caja superior de moldeo 17 en la fundición. Se pueden ahorrar medios adicionales para mantener abajo la caja superior de moldeo 17 o también un engrapado del molde de fundición 1. No se representa que para ahorrar peso los segmentos del cuerpo de moldeo 16 se pueden proveer con espacios huecos, exclusiones y similares en el lado encarado a los respectivos soportes de moldeo 4,. Con ello se puede alcanzar entonces un ahorro de peso mientras éste se desee y sea necesario - según el procedimiento de fundición y/o la aplicación. En la forma de realización representada en las figuras 3 y 4, sobre la superficie interna 11 del cuerpo de moldeo 6, o sea, sobre el lado encarado a la materia prima de moldeo 3, se prevén apoyos de fijación para impedir el deslizamiento no intencionado de la materia prima de moldeo 3 del cuerpo de moldeo 6. Los apoyos de fijación son, por ejemplo, salientes del tipo de hormigón reforzado de hierro que deben evitar un deslizamiento de la arena de moldeo por las vibraciones aparecidas en el funcionamiento de la fundición. En lugar de hormigón reforzado de hierro también es fundamentalmente posible prever apoyos de fijación del tipo de un perfil superficial de la superficie interna 11 del cuerpo de moldeo 6, para mantener

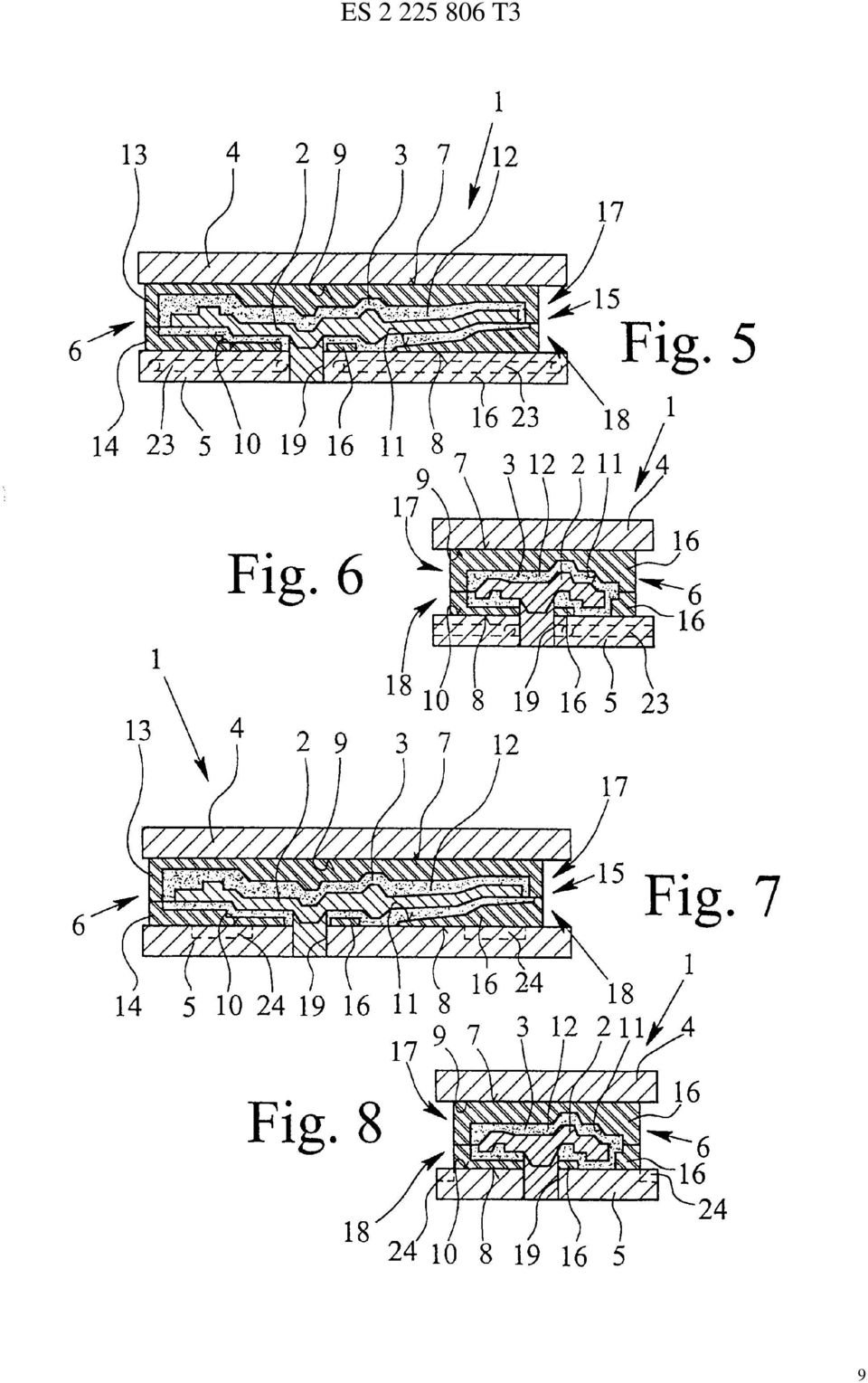
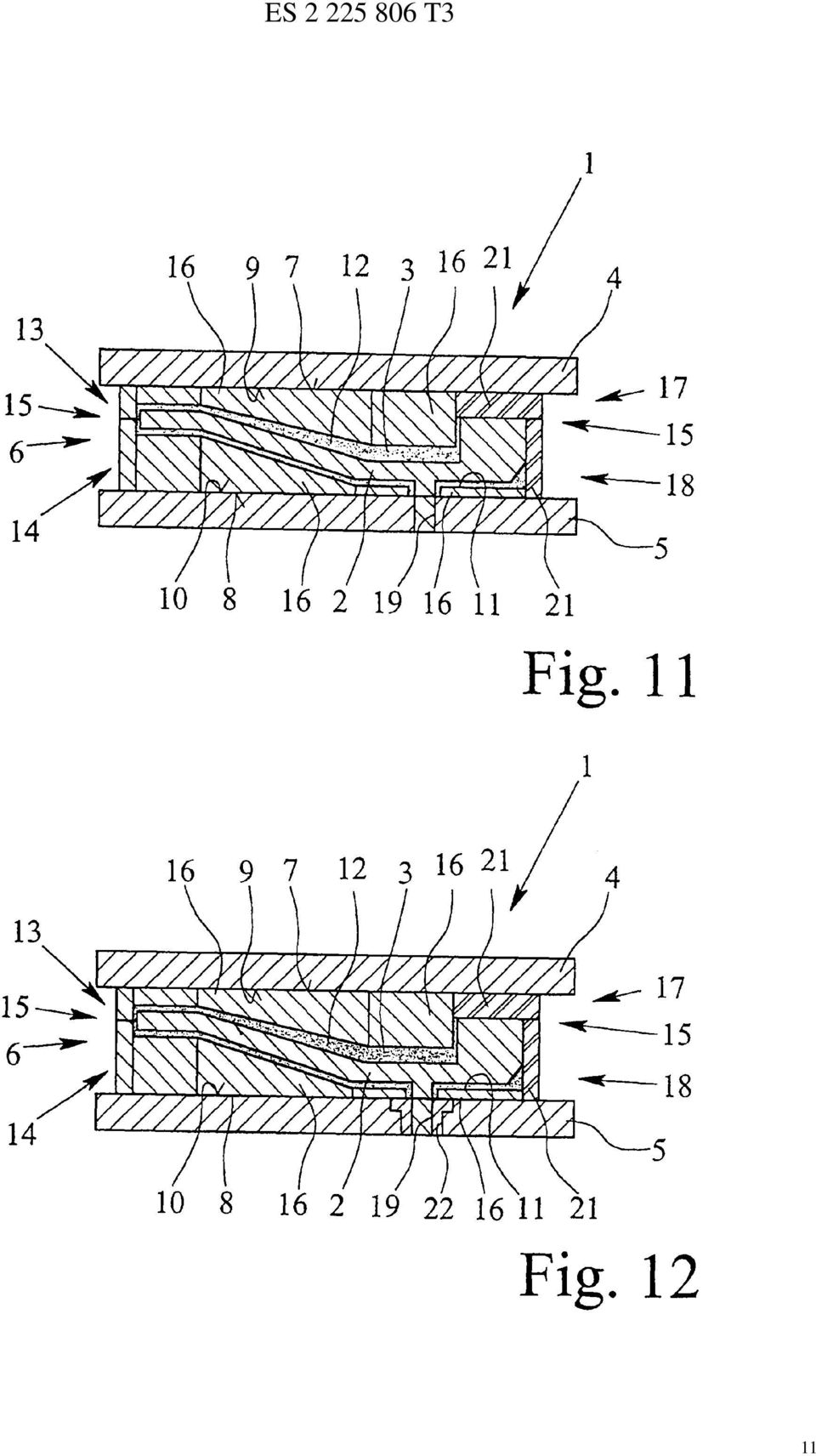
5 7 ES T3 8 una conexión mejor de la materia prima de moldeo 3 con el cuerpo de moldeo 6. El propio cuerpo de moldeo 6 y/o los segmentos del cuerpo de moldeo 16 individuales se componen preferiblemente de un material resistente a altas temperaturas, especialmente como grafito, carburo de wolframio o acero. Por regla general es necesaria una selección del material de este tipo, ya que el cuerpo de moldeo 6 está sujeto a un elevado requerimiento térmico en la fundición. Por el contrario, los soportes de moldeo 4, se pueden fabricar a partir de materiales más asequibles ya que por regla general la carga térmica de estos componentes es considerablemente menor. En las formas de realización representadas en las figuras 11 y 12 un segmento de refrigeración 21 se sujeta respectivamente tanto al soporte de moldeo superior 4 como al soporte de moldeo inferior. Mediante la sujeción directa del segmento de refrigeración 21 a los soportes de moldeo 4, se obtiene un posicionamiento exacto de estos segmentos, lo que tiene una importancia considerable en vista a una solidificación controlada incluso para piezas moldeadas de pared delgada. Los segmentos de refrigeración 21 se caracterizan porque al menos por zonas no se aplica una capa 12 sobre la materia prima de moldeo 3 y por eso se elimina muy rápido la energía térmica a través de los segmentos de refrigeración 21. Finalmente los segmentos de refrigeración 21 son segmentos del cuerpo de moldeo 16 sobre los que no se aplica la materia prima de moldeo 3 que aísla térmicamente o se aplica sólo parcialmente. Como resulta de las representaciones individuales, la materia prima de moldeo 3 se aplica con diferente grosor de capa sobre el cuerpo de moldeo 6 y/o la superficie interna 11. En las zonas en las que la masa fundida debe permanecer fluida el mayor tiempo posible, el grosor de capa es mayor, de manera que allí se produce un efecto de aislamiento térmico. En las zonas donde se encuentra mucho material de la pieza moldeada 2 y/o debe tener lugar una solidificación lo más rápida posible, el grosor de la capa es muy pequeño o en estas zonas también se renuncia totalmente a la materia prima de moldeo 3, como es el caso en las formas de realización según las figuras 11 y 12 en la zona de los segmentos de refrigeración 21. En cada caso el grosor de la capa 12 se puede ajustar y con ello optimizar correspondientemente los requerimientos de una solidificación controlada bajo la consideración del grosor de pared de la pieza moldeada 1 para fundir. Incluso cuando esto no se representa detalladamente, la propia materia prima de moldeo 3 se aplica de forma neumática y especialmente mediante impulsos de aire, o sea, con elevada velocidad y a presión elevada, sobre la superficie interior 11 del cuerpo de moldeo 6. La materia prima de moldeo 3 casi se dispara en el cuerpo de moldeo 6. De esta manera se puede obtener de forma exacta y en el tiempo más corto posible el grosor de capa deseado. En vista de esta introducción tan rápida de la materia prima de moldeo 3 en el cuerpo de moldeo 6 se prevén en el cuerpo de moldeo 6 aberturas no representadas de menor anchura de orificio para disipar el aire en la aplicación de la materia prima de moldeo 3 asistida por corriente de aire. La materia prima de moldeo 3 se aplica de forma totalmente automática con el grosor de capa deseado, que se encuentra normalmente en la zona de un solo dígito del centímetro, teniendo como resultado muy rápidamente un endurecimiento a causa del aglutinante contenido en la materia prima de moldeo 3. A causa de este tipo de fabricación del molde negativo se pueden alcanzar tiempos de ciclo muy pequeños para la fabricación del molde de fundición 1, especialmente desde que sólo se tiene que aplicar una pequeña cantidad de materia prima de moldeo 3 sobre el cuerpo de moldeo 6. Como resulta de las otras figuras individuales, los soportes de moldeo 4, se forman respectivamente en forma de placa como las llamadas placas de soporte. Finalmente las placas de soporte toman solamente la función de soporte para el cuerpo de moldeo 6, que puede ser cualquiera de su tamaño, aunque no debe sobresalir por encima de las placas de soporte. La invención también ofrece la posibilidad de emplear placas de soporte estandarizadas, a las que según la pieza moldeada para fabricar se ajustan cuerpos de moldeo 6 mayores o menores. A causa de la formación en forma de placa de los soportes de moldeo 4, estos forman solamente la terminación superior e inferior del molde de fundición 1. Lateralmente el molde de fundición 1 está limitado por el cuerpo de moldeo 6 y/o las mitades del cuerpo de moldeo 13, 14 que se encuentran una sobre otra. Como ya se ha indicado previamente, en el soporte de moldeo inferior se encuentra dispuesta una abertura 19 para el llenado del molde de fundición 1. Fundamentalmente también es posible prever una abertura correspondiente en el soporte de moldeo superior 4 o también lateralmente en el cuerpo de moldeo 6. La disposición de los cortes se realiza bajo la consideración del respectivo procedimiento de fundición seleccionado, pudiéndose emplear el molde de fundición 1 fundamentalmente junto a la fundición a baja presión también para la fundición por gravedad y la fundición a presión, así como para la fundición basculante. En cada caso se ofrece, en la zona del corte y/o de un alimentador no representado del molde de fundición 1, prever una inserción 22 de material termoresistente, como se representa en la figura 12. La inserción se puede componer de materia prima de moldeo o también de materiales de aislamiento comerciales. No se representa que la inserción 22 fundamentalmente también puede sobresalir hacia fuera. En la forma de realización representada en las figuras y 6 se prevé una refrigeración en la zona de la abertura 19. La refrigeración presenta un canal de refrigeración 23 al menos presente a través del corte y preferiblemente rodeándolo esencialmente para la conducción de un medio refrigerante. El canal de refrigeración 23 se encuentra presente en el soporte de moldeo inferior, de manera que se enfría éste y especialmente la zona de la abertura 19. Según el procedimiento se activa la refrigeración hacia el final del proceso de fundición. El efecto refrigerante creado se utiliza para la formación de una solidificación controlada y/o para el ajuste de una solidificación rápida en la zona de la abertura 19. La rápida solidificación en la zona de la abertura 19 es necesaria en la utilización de tiempos de ciclo menores para impedir un derrame del metal aún fluido por la abertura 19. Como medios refrigerantes que se introducen por el canal de refrigeración 23 y preferiblemente se conducen en ciclo se pueden usar todos los materiales apropiados fluidos o en forma de gas. Por otro lado se debe indicar que la disposición de

6 9 ES T3 1 2 la refrigeración en la zona de la abertura 19 puede ser importante por sí sola. En las figuras 7 y 8 se representa que en un soporte de moldeo, presente en el soporte de moldeo inferior, se prevén medios para el acoplamiento con el dispositivo de fundición añadido. Los medios de acoplamiento presentes son exclusiones 24 que se enganchan en los correspondientes ganchos o salientes del dispositivo de fundición cuando el molde de fundición 1 se posiciona sobre el dispositivo de fundición. Se entiende que fundamentalmente también es posible prever las correspondientes exclusiones adicionalmente o solamente en el soporte de moldeo superior 4. En las figuras 9 y se representa que tanto en el soporte de moldeo superior 4 como en el soporte de moldeo inferior se prevén medios de dirección 2, 26 para poder formar y posicionar de forma sencilla los soportes de moldeo 4,. En el ejemplo de realización representado, el medio de dirección 2 es un saliente de dirección de largo recorrido, separado lateralmente del soporte de moldeo inferior, mientras el medio de dirección 26 son varias piezas de dirección separadas lateralmente. La fabricación de un molde de fundición 1 se realiza de forma que en primer lugar se pone el segmento del cuerpo de moldeo 16 sobre los respectivos soportes de moldeo 4, y se posiciona de forma exacta con ayuda de los correspondientes medios de posicionamientos o cierre del molde. A continuación, los segmentos del cuerpo de moldeo 16 se unen de forma fija con los respectivos soportes de moldeo 4,. Entonces la materia prima de moldeo 3 se aplica de forma neumática mediante impulsos de aire en el correspondiente grosor de capa dependiendo del grosor de pared de la pieza moldeada para fabricar. El grosor de capa necesario para alcanzar una solidificación controlada es de la incumbencia del especialista teniendo en cuenta su conocimiento especializado sobre el fundamento del parámetro mencionado anteriormente. Además es fundamental que en las zonas en las que debe tener lugar una solidificación lo más tarde posible se escoja un grosor de capa grande, mientras en las zonas en las que la masa fundida debe solidificar rápidamente se debe tomar un grosor de capa muy pequeño e incluso ninguno. En casos en los que la masa fundida entra en contacto directamente con segmentos de refrigeración 21 y/o segmentos del cuerpo de moldeo 16 se produce finalmente una combinación de molde permanente metálico y molde perdido. Tras la introducción de la capa 12 las mitades del cuerpo de moldeo 13, 14 se sitúan una sobre otra, de manera que el molde de fundición 1 queda cerrado y se puede introducir la masa fundida

7 11 ES T3 12 REIVINDICACIONES 1. Molde de fundición (1) para la fabricación de una pieza moldeada (2) mediante el uso de materia prima de moldeo (3), con un cuerpo de moldeo (6) que presenta una primera mitad del cuerpo de moldeo (13) y una segunda mitad del cuerpo de moldeo (14) y una capa interna (12) de materia prima de moldeo (3) aplicada al menos por zonas sobre el cuerpo de moldeo (6), para la formación del espacio hueco de fundición, caracterizado porque se prevén un primer soporte de moldeo (4) exterior formado como placa de soporte y un segundo soporte de moldeo () exterior formado como placa de soporte, que cada mitad del cuerpo de moldeo (13, 14) está sujeta a un soporte de moldeo (4, ) y que el cuerpo de moldeo (6) está dispuesto entre los soportes de moldeo (4, ). 2. Molde de fundición según la reivindicación 1, caracterizado porque las mitades del cuerpo de moldeo (13, 14) se disponen una sobre otra en estado cerrado del molde de fundición (1). 3. Molde de fundición según la reivindicación 1 ó 2, caracterizado porque el cuerpo de moldeo (6) presenta un gran número de segmentos del cuerpo de moldeo (16) construidos de forma modular, especialmente de un material resistente a las altas temperaturas, especialmente como grafito, carburo de wolframio o acero, y que preferiblemente los segmentos del cuerpo de moldeo (16) están provistos de exclusiones, espacios vacíos o similares en el lado encarado al soporte de moldeo (4, ) o que los segmentos del cuerpo de moldeo (16) se forman como bloques macizos. 4. Molde de fundición según una de las reivindicaciones anteriores, caracterizado porque se prevén apoyos de fijación () en el cuerpo de moldeo (6) sobre el lado encarado a la materia prima de moldeo (3) para impedir la dispersión no deseada de la materia prima de moldeo (3) del cuerpo de moldeo (6).. Molde de fundición según una de las reivindicaciones anteriores, caracterizado porque en el primer soporte de moldeo (4), en el segundo soporte de moldeo () y/o en el cuerpo de moldeo (6) está sujeto al menos un segmento de refrigeración (21). 6. Molde de fundición según una de las reivindicaciones anteriores, caracterizado porque entre los soportes de moldeo (4, ) y el cuerpo de moldeo (6) se prevén medios de cierre del molde para el posicionamiento exacto. 7. Molde de fundición según una de las reivindicaciones anteriores, caracterizado porque la materia prima de moldeo (3) se introduce en el cuerpo de moldeo (6) con diferente grosor de capa. 8. Molde de fundición según una de las reivindicaciones anteriores, caracterizado porque la materia prima de moldeo (3) se introduce en el cuerpo de moldeo (6) de forma neumática mediante impulsos de aire y que preferiblemente en el cuerpo de moldeo (6) se prevén aberturas de menor anchura de orificio para disipar el aire en la aplicación de la materia prima de moldeo (3) asistida por corriente de aire. 9. Molde de fundición según una de las reivindicaciones anteriores, caracterizado porque en el soporte de moldeo (4, ) se prevé al menos una abertura (19) como un corte para el llenado del molde de fundición (1), que preferiblemente en la abertura (19) se emplea una inserción (22) de material resistente a las altas temperaturas, que preferiblemente en los soportes de moldeo (4, ) en la zona de la abertura (19) se prevé una refrigeración, que preferiblemente la refrigeración presenta al menos un canal de refrigeración (23) que pasa por la abertura (19) para la conducción de un medio refrigerante.. Molde de fundición según una de las reivindicaciones anteriores, caracterizado porque al menos en uno de los soportes de moldeo (4, ) se prevén medios para el acoplamiento con el dispositivo de fundición añadido y/o medios de dirección laterales (2, 26) para el procedimiento y/o posicionamiento del molde de fundición (1) y/o del soporte de moldeo (4, ). 11. Uso del molde de fundición (1) según una de las reivindicaciones anteriores para la fundición por gravedad, a baja presión, de moldeo a presión y basculante
 exterior formado como placa de soporte y un segundo soporte de moldeo () exterior formado como placa de soporte, que")
8 8 ES T3
9 ES T3 9
10 ES T3

11 ES T3 11
11 Número de publicación: 2 226 899. 51 Int. Cl. 7 : A01G 9/14. 74 Agente: Tomás Gil, Tesifonte-Enrique
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 226 899 1 Int. Cl. 7 : A01G 9/14 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 009382.4 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 226 899 1 Int. Cl. 7 : A01G 9/14 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 009382.4 86 Fecha de presentación:
11 Número de publicación: 2 244 530. 51 Int. Cl. 7 : B42D 1/00. 72 Inventor/es: Imelauer, Ron. 74 Agente: Tavira Montes-Jovellar, Antonio
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 244 1 Int. Cl. 7 : B42D 1/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01118617.8 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 244 1 Int. Cl. 7 : B42D 1/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01118617.8 86 Fecha de presentación
11 Número de publicación: 2 271 421. 51 Int. Cl.: 72 Inventor/es: Stefanescu, Liviu. 74 Agente: Curell Suñol, Marcelino
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 271 421 1 Int. Cl.: A01D 34/81 (2006.01) B62D 2/10 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 271 421 1 Int. Cl.: A01D 34/81 (2006.01) B62D 2/10 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea:
11 Número de publicación: 2 259 636. 51 Int. Cl.: 72 Inventor/es: Müller, Norbert. 74 Agente: Lehmann Novo, María Isabel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 29 636 1 Int. Cl.: A47B 21/00 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0111394.0 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 29 636 1 Int. Cl.: A47B 21/00 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0111394.0 86 Fecha
k 11 N. de publicación: ES 2 045 591 k 51 Int. Cl. 5 : B27N 5/00 k 73 Titular/es: Werzalit AG + CO. k 72 Inventor/es: Munk, Edmund y
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 04 91 1 Int. Cl. : B27N /00 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 90103198.9 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 04 91 1 Int. Cl. : B27N /00 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 90103198.9 86 Fecha de presentación
11 Número de publicación: 2 283 584. 51 Int. Cl.: 72 Inventor/es: Baumgartner, Heinrich, Georg. 74 Agente: No consta
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 283 584 51 Int. Cl.: B22D 1/00 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 02758341.8 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 283 584 51 Int. Cl.: B22D 1/00 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 02758341.8 86 Fecha
11 Número de publicación: 2 280 852. 51 Int. Cl.: 72 Inventor/es: Seidel, Marc. 74 Agente: Carpintero López, Francisco
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 280 852 51 Int. Cl.: F03D 11/04 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 03817946.1 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 280 852 51 Int. Cl.: F03D 11/04 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 03817946.1 86 Fecha
11 Número de publicación: 2 250 304. 51 Int. Cl. 7 : A41B 9/02. 72 Inventor/es: Söderström, Peter. 74 Agente: Carvajal y Urquijo, Isabel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 4 1 Int. Cl. 7 : A41B 9/02 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 012724.3 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 4 1 Int. Cl. 7 : A41B 9/02 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 012724.3 86 Fecha de presentación
11 kn. de publicación: ES 2 096 978. 51 kint. Cl. 6 : F16F 13/14
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 096 978 1 kint. Cl. 6 : F16F 13/14 BG 7/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 941702.1
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 096 978 1 kint. Cl. 6 : F16F 13/14 BG 7/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 941702.1
11 kn. de publicación: ES 2 080 495. 51 kint. Cl. 6 : B27G 19/10
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 080 49 1 kint. Cl. 6 : B27G 19/10 B27C 1/12 B23Q 3/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 080 49 1 kint. Cl. 6 : B27G 19/10 B27C 1/12 B23Q 3/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea:
11 Número de publicación: 2 220 379. 51 Int. Cl. 7 : A61B 17/72. 72 Inventor/es: Adam, Michael. 74 Agente: Ungría López, Javier
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 220 379 1 Int. Cl. 7 : A61B 17/72 A61B 17/74 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00810083.6 86
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 220 379 1 Int. Cl. 7 : A61B 17/72 A61B 17/74 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00810083.6 86
k 11 N. de publicación: ES 2 026 512 k 51 Int. Cl. 5 : A62C 13/00 k 72 Inventor/es: Schweinfurth, Erich k 74 Agente: Lehmann Novo, María Isabel
 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 N. de publicación: ES 2 026 12 1 Int. Cl. : A62C 13/00 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 87117939.6 86 Fecha de presentación
19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 N. de publicación: ES 2 026 12 1 Int. Cl. : A62C 13/00 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 87117939.6 86 Fecha de presentación
11 Número de publicación: 2 234 932. 51 Int. Cl. 7 : B29C 45/27. 72 Inventor/es: Ciccone, Vince. 74 Agente: Carpintero López, Francisco
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 234 932 51 Int. Cl. 7 : B29C 45/27 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01996451.9 86 Fecha de
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 234 932 51 Int. Cl. 7 : B29C 45/27 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01996451.9 86 Fecha de
11 Número de publicación: 2 223 356. 51 Int. Cl. 7 : A47C 23/00. 72 Inventor/es: Baumjohann, Matthias. 74 Agente: Curell Suñol, Marcelino
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 223 36 1 Int. Cl. 7 : A47C 23/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00118993. 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 223 36 1 Int. Cl. 7 : A47C 23/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00118993. 86 Fecha de presentación:
11 knúmero de publicación: 2 127 194. 51 kint. Cl. 6 : A61F 5/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 127 194 1 kint. Cl. 6 : A61F /00 A61F 6/04 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 919046.9
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 127 194 1 kint. Cl. 6 : A61F /00 A61F 6/04 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 919046.9
11 Número de publicación: 2 281 582. 51 Int. Cl.: 72 Inventor/es: Hartmann, Siegbert. 74 Agente: Lehmann Novo, María Isabel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 281 82 1 Int. Cl.: A47C 23/06 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0301278.6 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 281 82 1 Int. Cl.: A47C 23/06 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0301278.6 86 Fecha
11 knúmero de publicación: 2 176 426. 51 kint. Cl. 7 : A47G 19/14
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 176 426 1 Int. Cl. 7 : A47G 19/14 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 96830672.0 86 Fecha de
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 176 426 1 Int. Cl. 7 : A47G 19/14 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 96830672.0 86 Fecha de
k 11 N. de publicación: ES 2 049 848 k 51 Int. Cl. 5 : B31B 1/74
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 049 848 k 1 Int. Cl. : B31B 1/74 B31B 3/74 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 89912942.3
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 049 848 k 1 Int. Cl. : B31B 1/74 B31B 3/74 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 89912942.3
Int. Cl.: 72 Inventor/es: Schärf, Reinhold. 74 Agente: Sugrañes Moliné, Pedro
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 263 90 1 Int. Cl.: A47J 31/40 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 03702171.4 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 263 90 1 Int. Cl.: A47J 31/40 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 03702171.4 86 Fecha
11 Número de publicación: 2 285 328. 51 Int. Cl.: 74 Agente: Elzaburu Márquez, Alberto
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 28 328 1 Int. Cl.: A61F 2/18 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 04023734.9 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 28 328 1 Int. Cl.: A61F 2/18 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 04023734.9 86 Fecha
11 Número de publicación: 1 058 260. 21 Número de solicitud: U 200401932. 51 Int. Cl. 7 : A01G 5/04. 72 Inventor/es: Monteagudo Melgar, María Dolores
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 058 260 21 Número de solicitud: U 200401932 51 Int. Cl. 7 : A01G 5/04 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 058 260 21 Número de solicitud: U 200401932 51 Int. Cl. 7 : A01G 5/04 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
Int. Cl. 7 : F16B 35/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 04 724 21 k Número de solicitud: U 0000722 1 k Int. Cl. 7 : F16B 3/00 B21H 3/02 k 12 SOLICITUD DE MODELO DE UTILIDAD U 22
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 04 724 21 k Número de solicitud: U 0000722 1 k Int. Cl. 7 : F16B 3/00 B21H 3/02 k 12 SOLICITUD DE MODELO DE UTILIDAD U 22
11 Número de publicación: 2 254 347. 51 Int. Cl. 7 : A47J 37/06. 72 Inventor/es: Betend-Bon, Alain. 74 Agente: Cañadell Isern, Roberto
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 24 347 1 Int. Cl. 7 : A47J 37/06 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 012289.1 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 24 347 1 Int. Cl. 7 : A47J 37/06 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 012289.1 86 Fecha de presentación
11 Número de publicación: 1 058 009. 21 Número de solicitud: U 200401513. 51 Int. Cl. 7 : A01G 9/10. 72 Inventor/es: Cantarero Blasco, Mauricio
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 08 009 21 Número de solicitud: U 20040113 1 Int. Cl. 7 : A01G 9/10 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 08 009 21 Número de solicitud: U 20040113 1 Int. Cl. 7 : A01G 9/10 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
11 knúmero de publicación: 2 115 183. 51 kint. Cl. 6 : B44C 1/17
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 11 183 1 kint. Cl. 6 : B44C 1/17 B41F 16/00 B41F 17/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 11 183 1 kint. Cl. 6 : B44C 1/17 B41F 16/00 B41F 17/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea:
11 Número de publicación: 2 213 247. 51 Int. Cl. 7 : B05D 1/28. 74 Agente: Curell Suñol, Marcelino
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 213 247 1 Int. Cl. 7 : B0D 1/28 B44C 1/17 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 98119326.1 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 213 247 1 Int. Cl. 7 : B0D 1/28 B44C 1/17 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 98119326.1 86 Fecha
Int. Cl.: 72 Inventor/es: Kent, Frank Michael John. 74 Agente: Roeb Díaz-Álvarez, María
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 278 17 1 Int. Cl.: B2H 1/00 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 03742602.0 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 278 17 1 Int. Cl.: B2H 1/00 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 03742602.0 86 Fecha
11 knúmero de publicación: 2 128 155. 51 kint. Cl. 6 : A01G 9/10. k 72 Inventor/es: Schlösser, Ulrich. k 74 Agente: Arpe Fernández, Manuel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 128 1 1 Int. Cl. 6 : A01G 9/10 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 96900873.9 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 128 1 1 Int. Cl. 6 : A01G 9/10 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 96900873.9 86 Fecha de presentación
11 kn. de publicación: ES 2 101 219. 51 kint. Cl. 6 : B42D 15/10. k 72 Inventor/es: Kruizinga, Jan Johannes. k 74 Agente: López Marchena, Juan Luis
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 1 219 1 Int. Cl. 6 : B42D 1/ 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 933370.7 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 1 219 1 Int. Cl. 6 : B42D 1/ 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 933370.7 86 Fecha de presentación
11 Número de publicación: 2 247 449. 51 Int. Cl. 7 : A61B 17/72. 74 Agente: Roeb Díaz-Álvarez, María
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 247 449 1 Int. Cl. 7 : A61B 17/72 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 009903.0 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 247 449 1 Int. Cl. 7 : A61B 17/72 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 009903.0 86 Fecha de presentación
Int. Cl.: 74 Agente: Ungría López, Javier
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 279 129 51 Int. Cl.: E05D 7/08 (2006.01) A47B 91/02 (2006.01) E05D 7/12 (2006.01) F25D 23/02 (2006.01) 12 TRADUCCIÓN DE PATENTE
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 279 129 51 Int. Cl.: E05D 7/08 (2006.01) A47B 91/02 (2006.01) E05D 7/12 (2006.01) F25D 23/02 (2006.01) 12 TRADUCCIÓN DE PATENTE
ES 1 045 916 U. Número de publicación: 1 045 916 PATENTES Y MARCAS. Número de solicitud: U 200001114. Int. Cl. 7 : B29C 45/33
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 04 916 21 k Número de solicitud: U 0001114 1 k Int. Cl. 7 : B29C 4/33 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 04 916 21 k Número de solicitud: U 0001114 1 k Int. Cl. 7 : B29C 4/33 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
ES 1 019 376 U. Número de publicación: 1 019 376 REGISTRO DE LA PROPIEDAD INDUSTRIAL. Número de solicitud: U 9103488. Int. Cl.
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k Número de publicación: 1 019 376 21 k Número de solicitud: U 9103488 51 k Int. Cl. 5 : B44D 3/18 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k Número de publicación: 1 019 376 21 k Número de solicitud: U 9103488 51 k Int. Cl. 5 : B44D 3/18 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
11 Número de publicación: 2 282 458. 51 Int. Cl.: 72 Inventor/es: Refsum, Bjorn. 74 Agente: Carpintero López, Francisco
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 282 48 1 Int. Cl.: A47D 13/04 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0276311.9 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 282 48 1 Int. Cl.: A47D 13/04 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0276311.9 86 Fecha
11 Número de publicación: 1 058 948. 21 Número de solicitud: U 200401806. 51 Int. Cl. 7 : B63H 1/14. 72 Inventor/es: Robles Giménez, Ramón
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 08 948 21 Número de solicitud: U 01806 1 Int. Cl. 7 : B63H 1/14 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 08 948 21 Número de solicitud: U 01806 1 Int. Cl. 7 : B63H 1/14 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
11 Número de publicación: 2 271 917. 51 Int. Cl.: 74 Agente: Sugrañes Moliné, Pedro
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 271 917 1 Int. Cl.: A01B 9/00 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0003731.6 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 271 917 1 Int. Cl.: A01B 9/00 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0003731.6 86 Fecha
11 Número de publicación: 1 056 546. 21 Número de solicitud: U 200400111. 51 Int. Cl. 7 : B44C 1/00. 71 Solicitante/s: Bartolomé Martínez Espino
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 06 46 21 Número de solicitud: U 200400111 1 Int. Cl. 7 : B44C 1/00 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 06 46 21 Número de solicitud: U 200400111 1 Int. Cl. 7 : B44C 1/00 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
11 Número de publicación: 2 271 887. 51 Int. Cl.: 72 Inventor/es: Vaccari, Carlo. 74 Agente: Isern Jara, Jorge
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 271 887 1 Int. Cl.: A01K 39/012 (2006.01) A01K 31/06 (2006.01) A01K 1/03 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 271 887 1 Int. Cl.: A01K 39/012 (2006.01) A01K 31/06 (2006.01) A01K 1/03 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número
11 Número de publicación: 2 235 360. 51 Int. Cl. 7 : A61C 13/00. 74 Agente: Durán Moya, Carlos
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 23 3 1 Int. Cl. 7 : A61C 13/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 98944388.2 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 23 3 1 Int. Cl. 7 : A61C 13/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 98944388.2 86 Fecha de presentación:
11 knúmero de publicación: 2 144 468. 51 kint. Cl. 7 : A61L 2/06
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 144 468 1 kint. Cl. 7 : A61L 2/06 F16L 9/16 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 94108973.2
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 144 468 1 kint. Cl. 7 : A61L 2/06 F16L 9/16 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 94108973.2
11 Número de publicación: 2 258 044. 51 Int. Cl.: 72 Inventor/es: Tunzini, Simon. 74 Agente: Elzaburu Márquez, Alberto
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 28 044 1 Int. Cl.: B60G 7/00 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0111099.2 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 28 044 1 Int. Cl.: B60G 7/00 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0111099.2 86 Fecha
ES 1 043 782 U. Número de publicación: 1 043 782 PATENTES Y MARCAS. Número de solicitud: U 009902009. Int. Cl. 6 : B44D 3/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 043 782 21 k Número de solicitud: U 0099009 1 k Int. Cl. 6 : B44D 3/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 043 782 21 k Número de solicitud: U 0099009 1 k Int. Cl. 6 : B44D 3/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
11 kn. de publicación: ES 2 063 380. 51 kint. Cl. 5 : A01G 9/14
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 063 380 51 kint. Cl. 5 : A01G 9/14 E04C 3/40 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 90916755.3
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 063 380 51 kint. Cl. 5 : A01G 9/14 E04C 3/40 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 90916755.3
11 kn. de publicación: ES 2 101 188. 51 kint. Cl. 6 : A47J 27/21. k 72 Inventor/es: Bois, Bernard Marcel y
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 1 188 1 Int. Cl. 6 : A47J 27/21 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 93116163.2 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 1 188 1 Int. Cl. 6 : A47J 27/21 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 93116163.2 86 Fecha de presentación
k 11 N. de publicación: ES 2 044 073 k 51 Int. Cl. 5 : A61C 8/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 044 073 k 1 Int. Cl. : A61C 8/00 k 12 TRADUCCION DE PATENTE EUROPEA T3 k k k k 86 Número de solicitud europea: 892010.7 86
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 044 073 k 1 Int. Cl. : A61C 8/00 k 12 TRADUCCION DE PATENTE EUROPEA T3 k k k k 86 Número de solicitud europea: 892010.7 86
ES 2 238 105 A1 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA. 11 Número de publicación: 2 238 105. 21 Número de solicitud: 200200421
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 238 105 21 Número de solicitud: 200200421 51 Int. Cl. 7 : B29C 39/12 12 SOLICITUD DE PATENTE A1 22 Fecha de presentación: 21.02.2002
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 238 105 21 Número de solicitud: 200200421 51 Int. Cl. 7 : B29C 39/12 12 SOLICITUD DE PATENTE A1 22 Fecha de presentación: 21.02.2002
11 knúmero de publicación: kint. Cl. 7 : B22D 25/02
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 18 976 1 kint. Cl. 7 : B22D 2/02 B22C 9/28 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 96113208.1
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 18 976 1 kint. Cl. 7 : B22D 2/02 B22C 9/28 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 96113208.1
ES 1 038 180 U. Número de publicación: 1 038 180 PATENTES Y MARCAS. Número de solicitud: U 9702311. Int. Cl. 6 : A47K 3/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 038 180 21 k Número de solicitud: U 9702311 1 k Int. Cl. 6 : A47K 3/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 038 180 21 k Número de solicitud: U 9702311 1 k Int. Cl. 6 : A47K 3/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
Int. Cl.: 72 Inventor/es: Frye, Mark, R. 74 Agente: Elzaburu Márquez, Alberto
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 273 74 1 Int. Cl.: A61M 16/00 (2006.01) A61M 16/14 (2006.01) A61M 16/20 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 273 74 1 Int. Cl.: A61M 16/00 (2006.01) A61M 16/14 (2006.01) A61M 16/20 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número
11 Número de publicación: 2 216 419. 51 Int. Cl. 7 : A46D 1/00. 72 Inventor/es: Kaizuka, Kazutoshi. 74 Agente: Ungría López, Javier
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 216 419 1 Int. Cl. 7 : A46D 1/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9912323.9 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 216 419 1 Int. Cl. 7 : A46D 1/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9912323.9 86 Fecha de presentación:
11 Número de publicación: 2 203 983. 51 Int. Cl. 7 : G02B 23/24. 72 Inventor/es: Matern, Ulrich. 74 Agente: Díez de Rivera y Elzaburu, Ignacio
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 3 983 1 Int. Cl. 7 : G02B 23/24 A61B 1/00 A61B 1/24 A61B 1/04 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud: 98946249.4
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 3 983 1 Int. Cl. 7 : G02B 23/24 A61B 1/00 A61B 1/24 A61B 1/04 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud: 98946249.4
11 Número de publicación: 2 217 792. 51 Int. Cl. 7 : A01K 41/00. 72 Inventor/es: Meter, Tjitze. 74 Agente: Tomás Gil, Tesifonte-Enrique
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 217 792 1 Int. Cl. 7 : A01K 41/00 A01K 41/02 F24F 13/068 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 217 792 1 Int. Cl. 7 : A01K 41/00 A01K 41/02 F24F 13/068 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea:
Int. Cl.: 72 Inventor/es: Coccia, Stefano. 74 Agente: No consta
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 272 38 1 Int. Cl.: A41D 1/08 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01117638. 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 272 38 1 Int. Cl.: A41D 1/08 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01117638. 86 Fecha
11 kn. de publicación: ES 2 066 520. 51 kint. Cl. 5 : B27K 3/50
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 066 1 kint. Cl. : B27K 3/0 k 12 TRADUCCION DE PATENTE EUROPEA T3 k k k k 86 Número de solicitud europea: 929. 86 Fecha de presentación
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 066 1 kint. Cl. : B27K 3/0 k 12 TRADUCCION DE PATENTE EUROPEA T3 k k k k 86 Número de solicitud europea: 929. 86 Fecha de presentación
Int. Cl. 6 : A47B 17/03. k 71 Solicitante/s: Juan Fernando Gil Guanter. k 72 Inventor/es: Gil Guanter, Juan Fernando
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 033 373 21 k Número de solicitud: U 960017 1 k Int. Cl. 6 : A47B 17/03 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 033 373 21 k Número de solicitud: U 960017 1 k Int. Cl. 6 : A47B 17/03 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
Int. Cl. 7 : A47C 27/10
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 142 733 21 k Número de solicitud: 009702182 1 k Int. Cl. 7 : A47C 27/10 A47C 27/08 k 12 SOLICITUD DE PATENTE A1 22 kfecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 142 733 21 k Número de solicitud: 009702182 1 k Int. Cl. 7 : A47C 27/10 A47C 27/08 k 12 SOLICITUD DE PATENTE A1 22 kfecha
Int. Cl. 6 : A23G 3/18. k 71 Solicitante/s: Helados La Menorquina, S.A. k 72 Inventor/es: Massanet Giménez, Pedro
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 039 139 21 k Número de solicitud: U 9800042 1 k Int. Cl. 6 : A23G 3/18 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 039 139 21 k Número de solicitud: U 9800042 1 k Int. Cl. 6 : A23G 3/18 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
11 Número de publicación: 2 202 203. 51 Int. Cl. 7 : B63B 59/06. biológica y cepillo y agente de revestimiento utilizados asociados.
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 2 3 1 Int. Cl. 7 : B63B 9/06 B63B 9/04 A46D 1/00 C09D /16 // B24D 13: 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 2 3 1 Int. Cl. 7 : B63B 9/06 B63B 9/04 A46D 1/00 C09D /16 // B24D 13: 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud:
Int. Cl. 6 : B44C 5/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 142 699 21 k Número de solicitud: 009600803 1 k Int. Cl. 6 : B44C /00 B29C 6/04 A44C 27/00 k 12 SOLICITUD DE PATENTE A1 22
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 142 699 21 k Número de solicitud: 009600803 1 k Int. Cl. 6 : B44C /00 B29C 6/04 A44C 27/00 k 12 SOLICITUD DE PATENTE A1 22
11 Número de publicación: 2 286 049. 51 Int. Cl.: 72 Inventor/es: Schmidt, Roland. 74 Agente: Lehmann Novo, María Isabel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 286 049 1 Int. Cl.: BG 3/26 (06.01) BG 7/00 (06.01) BT 1/06 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 286 049 1 Int. Cl.: BG 3/26 (06.01) BG 7/00 (06.01) BT 1/06 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud
11 Número de publicación: 1 060 806. 21 Número de solicitud: U 200501682. 51 Int. Cl. 7 : A63C 19/10. 72 Inventor/es: Ortiz Domínguez, Francisco
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 060 806 21 Número de solicitud: U 20001682 1 Int. Cl. 7 : A63C 19/10 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 060 806 21 Número de solicitud: U 20001682 1 Int. Cl. 7 : A63C 19/10 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
ES 1 038 439 U. Número de publicación: 1 038 439 PATENTES Y MARCAS. Número de solicitud: U 9702618. Int. Cl. 6 : B41F 13/44
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 038 439 21 k Número de solicitud: U 9702618 51 k Int. Cl. 6 : B41F 13/44 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 038 439 21 k Número de solicitud: U 9702618 51 k Int. Cl. 6 : B41F 13/44 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
11 Número de publicación: 2 258 119. 51 Int. Cl.: 74 Agente: Carpintero López, Francisco
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 258 119 51 Int. Cl.: B31F 1/28 (2006.01) B24B 19/02 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 258 119 51 Int. Cl.: B31F 1/28 (2006.01) B24B 19/02 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea:
11 Número de publicación: 2 282 540. 51 Int. Cl.: 72 Inventor/es: Dalla Corte, Bruno. 74 Agente: Durán Moya, Luis Alfonso
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 282 1 Int. Cl.: A47J 31/00 (06.01) A47J 31/36 (06.01) A47J 31/6 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 282 1 Int. Cl.: A47J 31/00 (06.01) A47J 31/36 (06.01) A47J 31/6 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud
E04C 2/42 B21B 1/08 B23K 9/32
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 025 482 k 21 Número de solicitud: 9002149 k 51 Int. Cl. 5 : E04F 15/06 E04C 2/42 B21B 1/08 B23K 9/32 k 12 PATENTEDEINVENCION
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 025 482 k 21 Número de solicitud: 9002149 k 51 Int. Cl. 5 : E04F 15/06 E04C 2/42 B21B 1/08 B23K 9/32 k 12 PATENTEDEINVENCION
ES 1 023 217 U. Número de publicación: 1 023 217 PATENTES Y MARCAS. Número de solicitud: U 9203653. Int. Cl. 5 : A01G 27/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 023 217 21 k Número de solicitud: U 9203653 51 k Int. Cl. 5 : A01G 27/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 023 217 21 k Número de solicitud: U 9203653 51 k Int. Cl. 5 : A01G 27/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
ES 1 043 742 U. Número de publicación: 1 043 742 PATENTES Y MARCAS. Número de solicitud: U 009901957. Int. Cl. 6 : A45C 11/10
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 043 742 21 k Número de solicitud: U 00990197 1 k Int. Cl. 6 : A4C 11/10 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 043 742 21 k Número de solicitud: U 00990197 1 k Int. Cl. 6 : A4C 11/10 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
Int. Cl. 5 : A47H 19/00. k 71 Solicitante/s: José Luis Béjar Sánchez. k 72 Inventor/es: Béjar Sánchez, José Luis
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 021 0 21 k Número de solicitud: U 91783 1 k Int. Cl. : A47H 19/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 021 0 21 k Número de solicitud: U 91783 1 k Int. Cl. : A47H 19/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
11 Número de publicación: 2 217 077. 51 Int. Cl. 7 : B60C 13/00. 72 Inventor/es: Gonzaga, Tullio. 74 Agente: Carpintero López, Francisco
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 217 077 1 Int. Cl. 7 : B60C 13/00 G06K 7/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01127307. 86
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 217 077 1 Int. Cl. 7 : B60C 13/00 G06K 7/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01127307. 86
ES 1 056 005 U. Número de publicación: 1 056 005 PATENTES Y MARCAS. Número de solicitud: U 200302531. Int. Cl. 7 : A47F 1/14
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 056 005 21 k Número de solicitud: U 200302531 51 k Int. Cl. 7 : A47F 1/14 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 056 005 21 k Número de solicitud: U 200302531 51 k Int. Cl. 7 : A47F 1/14 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
11 knúmero de publicación: 2 120 629. 51 kint. Cl. 6 : B05B 1/30. Número de solicitud europea: 94923530.3 86 kfecha de presentación : 18.07.
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 120 629 1 kint. Cl. 6 : B0B 1/30 B0B 1/00 B29C 47/00 B29C 3/08 B29C 3/48 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 120 629 1 kint. Cl. 6 : B0B 1/30 B0B 1/00 B29C 47/00 B29C 3/08 B29C 3/48 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número
ES 1 040 980 U. Número de publicación: 1 040 980 PATENTES Y MARCAS. Número de solicitud: U 9802035. Int. Cl. 6 : A63H 7/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 0 980 21 k Número de solicitud: U 9803 1 k Int. Cl. 6 : A63H 7/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 0 980 21 k Número de solicitud: U 9803 1 k Int. Cl. 6 : A63H 7/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
ES 1 048 525 U. Número de publicación: 1 048 525 PATENTES Y MARCAS. Número de solicitud: U 200100548. Int. Cl. 7 : B44D 3/18
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 048 2 21 k Número de solicitud: U 0048 1 k Int. Cl. 7 : B44D 3/18 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 048 2 21 k Número de solicitud: U 0048 1 k Int. Cl. 7 : B44D 3/18 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
11 knúmero de publicación: 2 103 074. 51 kint. Cl. 6 : B29C 45/03
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 3 074 1 kint. Cl. 6 : B29C /03 B29C /18 B29C /00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 93901277.9
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 3 074 1 kint. Cl. 6 : B29C /03 B29C /18 B29C /00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 93901277.9
11 Número de publicación: 2 230 461. 51 Int. Cl. 7 : B44D 3/22. 72 Inventor/es: Gilli, Alberto. 74 Agente: Carpintero López, Francisco
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 230 461 51 Int. Cl. 7 : B44D 3/22 G09B 11/10 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 02425346.0 86
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 230 461 51 Int. Cl. 7 : B44D 3/22 G09B 11/10 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 02425346.0 86
11 Número de publicación: Int. Cl.: 72 Inventor/es: Van der Starre, Huibert. 74 Agente: Tomás Gil, Tesifonte Enrique
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 282 189 1 Int. Cl.: A01G 9/02 (2006.01) A01G 9/12 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 282 189 1 Int. Cl.: A01G 9/02 (2006.01) A01G 9/12 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea:
11 Número de publicación: 2 205 234. 51 Int. Cl. 7 : A61N 5/06. 72 Inventor/es: Thiberg, Rolf. 74 Agente: Álvarez López, Fernando
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 20 234 1 Int. Cl. 7 : A61N /06 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud: 9792748.4 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 20 234 1 Int. Cl. 7 : A61N /06 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud: 9792748.4 86 Fecha de presentación:
11 Número de publicación: 1 057 097. 21 Número de solicitud: U 200400714. 51 Int. Cl. 7 : A47F 5/08. 72 Inventor/es: Hernández Rofa, Jorge
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 07 097 21 Número de solicitud: U 200400714 1 Int. Cl. 7 : A47F /08 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 07 097 21 Número de solicitud: U 200400714 1 Int. Cl. 7 : A47F /08 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
Int. Cl. 6 : E05B 61/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 042 18 21 k Número de solicitud: U 980323 1 k Int. Cl. 6 : E0B 61/00 E0B 6/02 k 12 SOLICITUD DE MODELO DE UTILIDAD U 22 kfecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 042 18 21 k Número de solicitud: U 980323 1 k Int. Cl. 6 : E0B 61/00 E0B 6/02 k 12 SOLICITUD DE MODELO DE UTILIDAD U 22 kfecha
ES 1 050 064 U. Número de publicación: 1 050 064 PATENTES Y MARCAS. Número de solicitud: U 200102310. Int. Cl. 7 : B21C 23/21
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 050 064 21 k Número de solicitud: U 200102310 51 k Int. Cl. 7 : B21C 23/21 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 050 064 21 k Número de solicitud: U 200102310 51 k Int. Cl. 7 : B21C 23/21 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
ES 1 053 271 U. Número de publicación: 1 053 271 PATENTES Y MARCAS. Número de solicitud: U 200202718. Int. Cl. 7 : A47D 15/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 03 271 21 k Número de solicitud: U 200202718 1 k Int. Cl. 7 : A47D 1/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 03 271 21 k Número de solicitud: U 200202718 1 k Int. Cl. 7 : A47D 1/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
11 Número de publicación: 2 269 338. 51 Int. Cl.: 72 Inventor/es: Castellini, Franco. 74 Agente: Carpintero López, Francisco
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 269 338 1 Int. Cl.: A61L 2/18 (06.01) A61L 2/24 (06.01) A61L 2/26 (06.01) A61C 1/00 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 269 338 1 Int. Cl.: A61L 2/18 (06.01) A61L 2/24 (06.01) A61L 2/26 (06.01) A61C 1/00 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA
11 Número de publicación: 2 274 215. 51 Int. Cl.: 72 Inventor/es: Pineschi, Sandro. 74 Agente: No consta
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 274 21 1 Int. Cl.: B32B 3/04 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 03712133.2 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 274 21 1 Int. Cl.: B32B 3/04 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 03712133.2 86 Fecha
11 Número de publicación: 1 057 803. 21 Número de solicitud: U 200401452. 51 Int. Cl. 7 : A47F 7/03. 72 Inventor/es: Conde García, Francisco
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 07 803 21 Número de solicitud: U 0142 1 Int. Cl. 7 : A47F 7/03 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 07 803 21 Número de solicitud: U 0142 1 Int. Cl. 7 : A47F 7/03 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
11 knúmero de publicación: 2 124 971. 51 kint. Cl. 6 : A21B 5/02
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 124 971 1 Int. Cl. 6 : A21B /02 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9400078.2 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 124 971 1 Int. Cl. 6 : A21B /02 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9400078.2 86 Fecha de presentación
11 Número de publicación: 2 197 190. 51 Int. Cl. 7 : A61N 1/30. 72 Inventor/es: Aloisi, Alessandro. 74 Agente: Aguilar Camprubí, M.
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 197 190 1 Int. Cl. 7 : A61N 1/30 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9907812.2 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 197 190 1 Int. Cl. 7 : A61N 1/30 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9907812.2 86 Fecha de presentación:
11 knúmero de publicación: 2 169 732. 51 kint. Cl. 7 : B32B 17/10
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 169 732 1 kint. Cl. 7 : B32B 17/10 B60J 1/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 94401649.2
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 169 732 1 kint. Cl. 7 : B32B 17/10 B60J 1/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 94401649.2
ES 1 018 984 U. Número de publicación: 1 018 984 REGISTRO DE LA PROPIEDAD INDUSTRIAL. Número de solicitud: U 9102732. Int. Cl.
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k Número de publicación: 1 018 984 21 k Número de solicitud: U 9102732 51 k Int. Cl. 5 : A21B 3/04 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k Número de publicación: 1 018 984 21 k Número de solicitud: U 9102732 51 k Int. Cl. 5 : A21B 3/04 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
k 11 N. de publicación: ES 2 021 341 k 51 Int. Cl. 5 : A61C 13/235 k 72 Inventor/es: Waeber, René k 74 Agente: Isern Cuyas, María Luisa
 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 N. de publicación: ES 2 021 341 1 Int. Cl. : A61C 13/23 12 TRADUCCION DE PATENTE EUROPEA B3 86 Número de solicitud europea: 870939.4 86 Fecha de presentación
19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 N. de publicación: ES 2 021 341 1 Int. Cl. : A61C 13/23 12 TRADUCCION DE PATENTE EUROPEA B3 86 Número de solicitud europea: 870939.4 86 Fecha de presentación
11 Número de publicación: 2 257 248. 51 Int. Cl.: 74 Agente: Curell Suñol, Marcelino
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 27 248 1 Int. Cl.: B41F 3/00 (06.01) B41F /24 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00122461.7
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 27 248 1 Int. Cl.: B41F 3/00 (06.01) B41F /24 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00122461.7
ES 1 035 223 U. Número de publicación: 1 035 223 PATENTES Y MARCAS. Número de solicitud: U 9602500. Int. Cl. 6 : B25B 7/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 03 223 21 k Número de solicitud: U 960200 1 k Int. Cl. 6 : B2B 7/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 03 223 21 k Número de solicitud: U 960200 1 k Int. Cl. 6 : B2B 7/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
11 Número de publicación: Int. Cl. 7 : B21H 3/ Inventor/es: Focken, Andreas y Oppelt, Klaus. 74 Agente: Roeb Díaz-Álvarez, María
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 9 693 1 Int. Cl. 7 : B21H 3/04 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 001837.3 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 9 693 1 Int. Cl. 7 : B21H 3/04 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 001837.3 86 Fecha de presentación:
ES 1 053 562 U. Número de publicación: 1 053 562 PATENTES Y MARCAS. Número de solicitud: U 200203072. Int. Cl. 7 : A46B 11/04
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 03 62 21 k Número de solicitud: U 200203072 1 k Int. Cl. 7 : A46B 11/04 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 03 62 21 k Número de solicitud: U 200203072 1 k Int. Cl. 7 : A46B 11/04 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
11 Número de publicación: Int. Cl. 7 : F25D 25/ Inventor/es: Sättele, Eugen. 74 Agente: Dávila Baz, Ángel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 207 074 1 Int. Cl. 7 : F2D 2/02 A47B 88/04 A47B 88/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99111661.7
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 207 074 1 Int. Cl. 7 : F2D 2/02 A47B 88/04 A47B 88/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99111661.7
ES 1 015 031 U. Número de publicación: 1 015 031 REGISTRO DE LA PROPIEDAD INDUSTRIAL. Número de solicitud: U 9002566. Int. Cl.
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k Número de publicación: 1 01 031 21 k Número de solicitud: U 900266 1 k Int. Cl. : A63C 19/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k Número de publicación: 1 01 031 21 k Número de solicitud: U 900266 1 k Int. Cl. : A63C 19/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
ES 1 045 009 U. Número de publicación: 1 045 009 PATENTES Y MARCAS. Número de solicitud: U 009903285. Int. Cl. 7 : B29C 49/50
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 04 009 21 k Número de solicitud: U 00990328 1 k Int. Cl. 7 : B29C 49/0 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 04 009 21 k Número de solicitud: U 00990328 1 k Int. Cl. 7 : B29C 49/0 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
11 Número de publicación: Int. Cl. 7 : A47B 96/ Inventor/es: Bohnacker, Ulrich. 74 Agente: Curell Suñol, Marcelino
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 246 331 1 Int. Cl. 7 : A47B 96/06 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01949478.0 86 Fecha de
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 246 331 1 Int. Cl. 7 : A47B 96/06 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01949478.0 86 Fecha de
ES 1 022 794 U. Número de publicación: 1 022 794 PATENTES Y MARCAS. Número de solicitud: U 9203215. Int. Cl. 5 : B08B 1/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 022 794 21 k Número de solicitud: U 9203215 51 k Int. Cl. 5 : B08B 1/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 022 794 21 k Número de solicitud: U 9203215 51 k Int. Cl. 5 : B08B 1/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
Int. Cl. 7 : A45D 40/26. 72 Inventor/es: Gueret, Jean-Louis. 74 Agente: Curell Suñol, Marcelino
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 248 970 51 Int. Cl. 7 : A45D 40/26 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99401428.0 86 Fecha de
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 248 970 51 Int. Cl. 7 : A45D 40/26 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99401428.0 86 Fecha de
11 Número de publicación: 2 203 010. 51 Int. Cl. 7 : B21B 35/02. 72 Inventor/es: Wang, Jifeng. 74 Agente: Carpintero López, Francisco
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 203 010 1 Int. Cl. 7 : B21B 3/02 F16H 3/08 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud: 9930043.8 86 Fecha de
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 203 010 1 Int. Cl. 7 : B21B 3/02 F16H 3/08 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud: 9930043.8 86 Fecha de