11 Número de publicación: Número de solicitud: Int. Cl. 7 : F16J 15/ Agente: Dávila Baz, Ángel
|
|
|
- Alicia Redondo Toledo
- hace 8 años
- Vistas:
Transcripción
1 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: Número de solicitud: Int. Cl. 7 : F16J 1/12 F16J 1/ 12 PATENTE DE INVENCIÓN CON EXAMEN PREVIO B2 22 Fecha de presentación: Prioridad: US 08/ US 09/ Fecha de publicación de la solicitud: Titular/es: INTERFACE SOLUTIONS, INC. 216 Wohlsen Way Lancaster, Pennsylvania, , US Fecha de la concesión: Fecha de modificación de las reivindicaciones: Fecha de anuncio de la concesión: Inventor/es: Forry, John S.; Lehr, Brian C.; Dempsey, Dennis M.; Morris, Christopher L. y Sload, Linda L. 4 Fecha de publicación del folleto de la patente: Agente: Dávila Baz, Ángel 4 Título: Junta de alta obturación. ES B2 7 Resumen: Junta de alta obturación. Juntas de alta obturación que tienen dos caras opuestas y un borde dispuesto entre ellas se aplica un revestimiento ancho sobre el borde. El revestimiento es suficientemente ancho de manera que se extiende de esquina a esquina sobre el borde y se proyecta más allá de la esquina sobre al menos un lado de la junta en una dirección perpendicular a un plano facial de la junta. El revestimiento se proyecta en una cantidad efectiva para dar a la junta una capacidad de obturación que es mejor que la capacidad de obturación de la misma junta si tuviese un revestimiento que se extendiese simplemente de esquina a esquina sin proyectarse. Un proceso para revestir los bordes de la junta que están alrededor de la abertura comprende colocar juntas las láminas de junta de manera que se forma una cavidad por las aberturas, siendo los lados de la cavidad los bordes de abertura que se van a revestir. El material de revestimiento se coloca en la cavidad, y está en contacto con los bordes que se van a revestir para formar los bordes revestidos. Aviso: Se puede realizar consulta prevista por el art LP. Venta de fascículos: Oficina Española de Patentes y Marcas. C/Panamá, Madrid

2 1 ES B2 2 DESCRIPCIÓN Juntas de alta obturación. Antecedentes de la invención Campo de la invención La invención se refiere a láminas de junta que tienen buenas propiedades de obturación incluso con bajas presiones en la pestaña. Más particularmente, la presente invención proporciona una junta que se puede utilizar para sellar fluidos. Las juntas de la presente invención, colocadas en una pestaña y que tienen que sellar contra fluidos, pueden sellar contra fugas de fluido que pasan tanto a través de la lámina de junta interiormente como a través de la cara de la junta. Las láminas de junta se utilizan para sellar fluidos en motores. Se han utilizado un número de soluciones con el fin de obtener una buena obturabilidad (capacidad de obturación) en las juntas. Se conoce la formación de cordón sobre la cara de la junta. Tal formación de cordón es un área elevada colocada sobre la cara; sin embargo, esta formación de cordón no se extiende más allá del borde y además no se extiende sobre el borde. Tal formación de cordón se utiliza para mejorar la obturación. Un material de junta que se puede utilizar para dar una buena obturación con altas temperaturas se describe en el documento U.S Esta referencia describe un material de lámina de junta que tiene fibras, substancias de carga y aglutinantes. De acuerdo con la referencia, el componente de carga proporciona la capacidad de obturación deseada. Otra referencia que describe materiales de lamina de junta es el documento U.S Esta referencia describe un material de lámina de junta con fibras y substancias de carga. El componente de carga debe incluir un mineral de formación de gel. Este componente de carga da a la junta buenas propiedades de obturación, especialmente contra los líquidos polares. A pesar de la extensa utilización de juntas para obtener una obturación contra fluidos en motores, la obtención de una buena obturación continúa siendo un problema en los materiales de lámina de junta. Muchas juntas no sellan bien a bajas presiones de pestaña. A otras juntas se aplican revestimientos particulares con el fin de obtener una lámina de junta que selle bien. Desafortunadamente, tales revestimientos son responsables de que la junta tenga una resistencia al fallo por compresión escasa. Las juntas descritas aquí proporcionan una buena capacidad de obturación incluso a bajas presiones de pestaña. En algunas formas de realización la junta no está revestida c tiene solamente una cantidad limitada de un revestimiento dada con el fin de obtener una buena capacidad de obturación, permitiendo así que la junta también sea resistente al fallo por compresión. Resumen de la invención Una lámina de junta que comprende dos caras opuestas, y una abertura con un borde de lámina de junta (también llamado el borde de la abertura o el borde de la lámina junta de la abertura) que está substancialmente perpendicular a las caras opuestas. El borde de la lámina tiene además al menos un cuerpo que forma una barrera o dique para retardar el flujo de fluido desde la abertura, más allá del borde y a través de una cara de la junta. La barrera puede proyectarse desde el borde o desde la cara de la junta. Cuando la barrera se proyecta desde el borde, se ensancha en la dirección perpendicular a un plano facial de la junta, y se proyecta más allá de un plano de esquina en algún punto entre el borde de la lámina y la abertura. La barrera es suficientemente ancha para retardar el flujo de fluido desde la abertura a través de la cara de la junta, de manera que la barrera se proyecta una distancia suficiente más allá de la esquina del borde de la lámina de la junta para ser eficaz para darle a la junta una mejor capacidad de obturación que la que tendría la junta si la barrera se parase en un punto en un plano que pasa a través de la esquina del borde (detenida en la esquina entre la cara y el borde). En la mayoría de las formas de realización de esta invención la barrera está formada por un revestimiento que es más ancho que el espesor del borde de la lámina de junta de la abertura, midiendo la anchura del revestimiento en una dirección paralela al borde de la lámina desde una de las esquinas entre el borde y la cara a través de la otra esquina entre el borde y la otra cara. El revestimiento, en el borde, es de esta manera suficientemente ancho para proyectarse más allá de al menos una de dichas esquinas en una dirección paralela a la superficie del borde de la lámina. El revestimiento sobre el borde de la lámina de la junta en la abertura va más allá de una de dichas esquinas en una cantidad suficiente para dar a la junta una capacidad de obturación mejor que la que tendría la junta si el revestimiento sólo fuese tan ancho como el espesor del borde de la lámina de la junta y se detuviese de esta manera en ambas esquinas. Sin embargo, el revestimiento no se solapa necesariamente alrededor de la esquina sobre la cara de la junta, aunque pueda hacerlo opcionalmente. El revestimiento sobre el borde de la lámina, que va más allá de al menos una de las esquinas que se encuentra entre una cara y el borde de la lámina de la junta de la abertura (donde el borde se encuentra con la cara de la junta), se refiere aquí como un revestimiento de borde ancho o una revestimiento en proyección. La esquina está colocada a cada lado del borde donde hace de tope la cara, en el punto entre la cara y el borde; este punto puede identificarse fácilmente como el punto donde termina el borde cortado, frecuentemente poroso y comienza la cara menos porosa, no cortada de la junta. En algunas formas de realización se da a la junta un revestimiento en proyección sobre el borde de la esquina que está alrededor del exterior de la junta (revestimiento C). Esta es una posición de obturación secundaria que sella al fluido que se fuga más allá de la junta y fuera de la pestaña, y como tal es menos preferible que los revestimientos sobre el borde de la abertura que sella la junta donde la junta se expone primero y principalmente al fluido (proporcionando una junta primaria). El revestimiento del borde alrededor del perímetro de la junta (revestimiento C), debe proyectarse más allá al menos una esquina del borde de la lámina de la junta, y preferiblemente, en formas de realización donde el plano facial no pasa a través de la esquina del borde de la junta, el revestimiento se proyecta más allá del plano facial. El revestimiento en proyección, que se da a la junta, puede extenderse sobre cualquiera o sobre ambas caras, y se puede extender tan lejos hasta revestir completamente una o ambas caras de la junta, excepto que el revestimiento debe proyectarse para proporcionar la barrera, y no ser un revestimiento a nivel sobre la junta. Cuando el revestimiento del borde se fija

3 3 ES B2 4 más allá del plano de la esquina o del plano facial en un borde, el revestimiento proporciona un dique para retardar el paso de fluidos desde la abertura más allá del borde y hacia fuera sobre la cara de la junta entre la cara y una pestaña; donde el borde es un borde perimétrico, la proyección del revestimiento impedirá que los fluidos pasen más allá de la junta fuera de la pestaña. Además, una junta completamente revestida puede aprovecharse de la capacidad de obturación proporcionada por la presente invención, aunque en algunas formas de realización, para conservar la resistencia al fallo por compresión, la cantidad de revestimiento se limita preferiblemente para revestir sólo una porción de la junta, quedando sin revestir el resto de la junta. En tales formas de realización es preferible utilizar un revestimiento de borde ancho para sellar herméticamente el borde de la lámina de la junta de la abertura a los fluidos que pasan a través de la propia junta. Preferiblemente, para conservar la resistencia al fallo por compresión un revestimiento cubrirá hasta aproximadamente el 0% de la junta, e incluso más preferiblemente se limita a revestir un máximo de aproximadamente el % de la junta. En otra forma de realización preferible no hay ningún revestimiento sobre ninguna de las caras de la junta de manera que la junta tiene resistencia optimizada a fallo por compresión. La resistencia a fallo por compresión es la capacidad de una estructura de junta para soportar la presión sin deformar la junta hasta el punto de fallar. El ensayo de aplastamiento es una medición aceptada en la industria de resistencia a fallo por compresión. El grado de resistencia a fallo por compresión que debe tener una junta se fija típicamente por la carga que experimentará en una aplicación particular o en una pestaña específica. Convenientemente, el revestimiento sobre el borde cubre todas las porciones del borde que deben estar cubiertas con el fin de dar a la junta una buena capacidad de obturación. Puede que no sea necesario, por ejemplo, tener el revestimiento sobre el borde en áreas de pernos o en porciones no porosas del borde. El borde está cubierto para permitir que la junta proporcione una mejor obturación. Formas de realización aceptables incluyen ejemplos en que el revestimiento cubre las porciones más importantes del borde. El borde de la lámina de la junta puede estar cubierto de esta manera en una cantidad eficaz para conseguir una obturación substancial de la junta a lo largo del borde de la abertura. El borde, por ejemplo, puede estar revestido hasta aproximadamente el 7% del borde de la junta de la abertura. tales formas de realización pueden utilizarse para una buena capacidad de obturación, donde no tiene que utilizarse la capacidad de obturación óptima, que se obtiene al revestir la totalidad del borde de la junta. Sin embargo, preferiblemente, se reviste la. totalidad del borde de la abertura. Descripción de las figuras La figura 1 es una fotografía que muestra una ampliación de una porción en sección transversal de una junta con una abertura que tiene un borde revestido. Una porción del borde de la lámina de la junta de la abertura revestida se muestra en sección transversal; este borde de lámina está substancialmente perpendicular a planos opuestos paralelos, estando colocado un plano sobre cada cara de la junta (un plano facial). En la fotografía se puede ver que la junta tiene dos caras que están substancialmente paralelas. La esquina entre el borde de lámina revestido y la cara se ve en la, fotografía en la parte superior e inferior de la lámina de junta. En una dirección paralela al borde revestido de la junta, el revestimiento es más ancho que el borde y va más allá de la esquina del borde revestido para proyectarse de esta manera más allá de la esquina sobre el borde. Además, de hecho, el revestimiento es suficientemente ancho para que el propio revestimiento se proyecte más allá del plano facial en al menos un lado de la junta. El revestimiento es un revestimiento de caucho de silicona. La figura 2 es una fotografía que muestra una ampliación de la sección transversal de una porción de una junta que tiene una abertura con un borde revestido. Se muestra una porción del borde revestido de la junta. Se ve el borde revestido de la lámina de junta y está substancialmente perpendicular a cada cara y a los planos opuestos, paralelos, faciales que se encuentran a lo largo de cada una de las caras substancialmente paralelas de la junta. En la fotografía, la esquina entre cada cara de la junta y el borde revestido de la lámina de junta se ve en la parte superior e inferior de la junta. En la figura 2, pasando a través del revestimiento en una dirección paralela al borde de la junta en la dirección que va de esquina a esquina, el revestimiento es más ancho que el borde revestido de la lámina de la junta y de hecho es suficientemente ancho para que el propio revestimiento se proyecte más allá de la esquina en cada lado del borde, y en esta forma de realización el revestimiento también se proyecta más allá del plano facial a ambos lados de la junta. Esto da a la junta una mejor capacidad de obturación que la que tendría si el revestimiento estuviese a nivel con la junta en cada cara. Esto proporciona de esta manera a la junta una barrera sobre el borde de la lámina de la junta para retardar que el flujo de fluidos desde la abertura a través de la cara de la lámina de la junta. En esta forma de realización, el revestimiento también se extiende hacia fuera sobre la cara de la junta a cada lado de la junta. El revestimiento es un látex acrílico. La figura 3 es una fotografía que muestra una ampliación de una porción en sección transversal de una junta que tiene una abertura con un borde revestido de lámina de junta. El borde revestido está substancialmente perpendicular a cada cara de la junta y a cada uno de los planos opuestos, paralelos, faciales que contiene cada cara de junta. La fotografía muestra una porción del borde revestido sobre la lámina de la junta. Además, la esquina entre cada cara y el borde revestido de la lámina de la junta se ve en la parte superior e inferior de la junta en la fotografía. En la dirección de esquina a esquina paralelamente al borde de la lámina de la junta de la junta, el revestimiento es más ancho que el borde y va más allá de cada esquina y, de hecho, el revestimiento es suficientemente ancho como para que el propio revestimiento vaya más allá del plano facial a cada lado de la junta. En esta forma de realización, el revestimiento no se extiende sobre ninguna de las caras de la junta. El revestimiento a cada lado de la junta se va haciendo gradualmente más ancho que el borde hasta que el revestimiento llega a un punto. La forma de realización de esta fotografía proporciona una junta con una capacidad de obturación que se extiende desde una buena obturación hasta una obturación total y simultáneamente proporciona la mejor (más optimizada) resistencia al fallo 3

4 ES B2 6 por compresión, dado que ninguna de las caras de la junta tiene ningún revestimiento para sellar la junta. El revestimiento es un látex acrílico. La figura 4 es un dibujo de una sección transversal ampliada de una porción de una junta que tiene un revestimiento sobre el borde de la lámina de la junta (71), estando dicho borde substancialmente perpendicular a los planos opuestos (34 y 3) que contienen las caras de las juntas (1 y ), y el revestimiento, en una dirección paralela al borde es suficientemente ancho para que el revestimiento vaya más allá de los planos (34 y 3) a ambos lados de la junta. Aquí, ambos planos 34 y 3 son un plano facial y un plano de esquina (que va más allá de la esquina entre la cara y el borde de la junta revestido). El revestimiento, que se va haciendo gradualmente más grande en una dirección que va desde el borde de la junta (71), da de esta manera al revestimiento un efecto de estrechamiento cónico de manera que la superficie del revestimiento forma un plano inclinado hasta su punto más ancho. Esto forma una barrera contra el paso de fluidos a través de la cara de la junta. Esta es una forma de realización preferible de la presente invención (también se muestra en la figura 3). La figura es un dibujo de una sección transversal ampliada de una porción de una junta que tiene un revestimiento sobre un borde (72) de lámina de junta de la abertura, estando dicho borde substancialmente perpendicular a las caras opuestas (17 y 31). Este revestimiento (18) es aquí suficientemente ancho, en una dirección paralela al borde, para ir más allá de la esquina de la junta que se encuentra en el borde superior (72), y más allá del plano facial (4). Aquí, el plano facial (4) no es el mismo que el plano de esquina (no se indica) que pasa a través de la esquina del borde. La figura 6 es un dibujo de una sección transversal ampliada de una porción de una junta que tiene un revestimiento en un borde (7) de la lámina de la junta de la abertura. El borde (o superficie del borde) está substancialmente perpendicular a las caras opuestas (24 y 32). El revestimiento (26) se proyecta más allá de los planos faciales o planos de esquina (37 y 38) a ambos lados de la junta. Aquí, el plano facial y el plano de esquina se encuentran en el mismo plano. La figura 7 es un dibujo de una junta () que tiene un borde revestido (12) y una porción de la cara de la junta también está revestida (11). La figura 8 es un dibujo de una sección transversal ampliada de la junta de la figura 7, como se indica. El revestimiento (12) está indicado sobre el borde (76) de la lámina de la junta de la abertura y también se indica la porción extendida (11) del revestimiento que solapa sobre la cara (2). Se muestran planos faciales de esquina (39 y 6). El revestimiento se proyecta más allá de los planos, yendo en dirección paralela al borde (76). En formas de realización más preferidas, el revestimiento se proyectará al menos aproximadamente 0,02 mm más allá de esa parte del revestimiento que se encuentra sobre la cara de la junta, como se muestra, por ejemplo, mediante la figura 2 y la figura 8. En la figura 2 se ve que el revestimiento se extiende hacia fuera sobre la cara de la junta, pero el revestimiento de lado a otro en una dirección paralela al borde es más ancho que la distancia desde la superficie del revestimiento pasando a través de la lámina de junta y fuera hacia la superficie del revestimiento en el otro lado. En la figura 8 la barrera contra fluidos se extiende sobre las caras (2) y (33). En la figura 2, en cada lado de la junta la barrera contra fluidos descansa y se inclina ligeramente sobre la cara de la junta. La figura 9 es un dibujo de una sección transversal ampliada de una porción de una junta que tiene un revestimiento (41) sobre el borde (77). El revestimiento se proyecta más allá de la esquina del borde que se encuentra entre la cara () y el borde (77), (yendo de esta manera más allá del plano de la esquina (41)), pero el revestimiento no se extiende más allá del plano facial (36). Este tipo de revestimiento, sobre un lado de la junta proporciona una barrera contra los fluidos que, en otro caso, podrían pasar desde la abertura a través de la cara () de la junta, aunque la barrera (dique) no es tan alta, es decir, no se extiende sobre la cara (24) tanto como el revestimiento de la figura 6. La figura es un dibujo de una sección transversal ampliada de una junta que muestra el borde exterior o perímetro (47) de una junta que tiene revestimiento (48) sobre un borde (78) de la lámina de la junta de una abertura. La junta tiene áreas de formación de cordón (46) y áreas de cara que están más bajas (49) que el plano facial; estas áreas puede estar hechas mediante estampación. El revestimiento (48) va más allá del plano (), que es tanto un plano facial como un plano de esquina. Ambas caras (44) y (4) muestran áreas hechas mediante estampación y formación de cordón; se ve que la extensión del plano facial () pasa a través de la cara de la junta, desde un lado de la junta, a través de la junta hasta el otro lado. Se puede indicar que el plano facial () contiene las porciones planas de la cara (4) de la junta y la esquina entre el borde revestido (78) y la cara (4). Descripción detallada Un revestimiento en proyección es eficaz para retardar o para detener el flujo de fluidos a través de la cara de cualquier junta que debe sellar contra fluidos. El revestimiento consigue esto proporcionando un dique sobre el borde de la junta. Este dique es la porción en proyección del revestimiento del borde y es una barrera preferida para el fluido. Se puede dar a un material de junta blanda una obturación de borde sobre una abertura expuesta a fluidos y obtener una obturación contra el fluido. Sorprendentemente, no hay necesidad de cambiar la composición del material de lámina para ninguna mejora significativa en la capacidad de obturación. El revestimiento del borde proporciona la obturación. Sorprendentemente, en muchos casos no es necesaria una capacidad de obturación significativa en la lámina de base. Además, una lámina de base con la obturación del borde puede alojar muchos tipos distintos de pestañas sin que se haga ningún cambio en la lámina de base. Cualquier material de junta que selle contra fluidos puede sacar provecho de la presente invención. Este incluye las juntas revestidas o sin revestir; materiales de junta blandas; y juntas de capas tales como juntas que tienen un núcleo compresible o no compresible en medio de dos capas o que tienen una lámina de substrato incompresible sobre un lado de la junta. En formas de realización donde la junta tiene más de una capa, un revestimiento en proyección en el borde de abertura podría estar la única capa. Sin embargo, preferiblemente, el revestimiento en proyección se extendería a través de las capas completamente en una dirección desde una de las esquinas entre una cara y el borde hasta la otra esquina entre la otra cara y el bor-
 a ambos lados de la junta.")
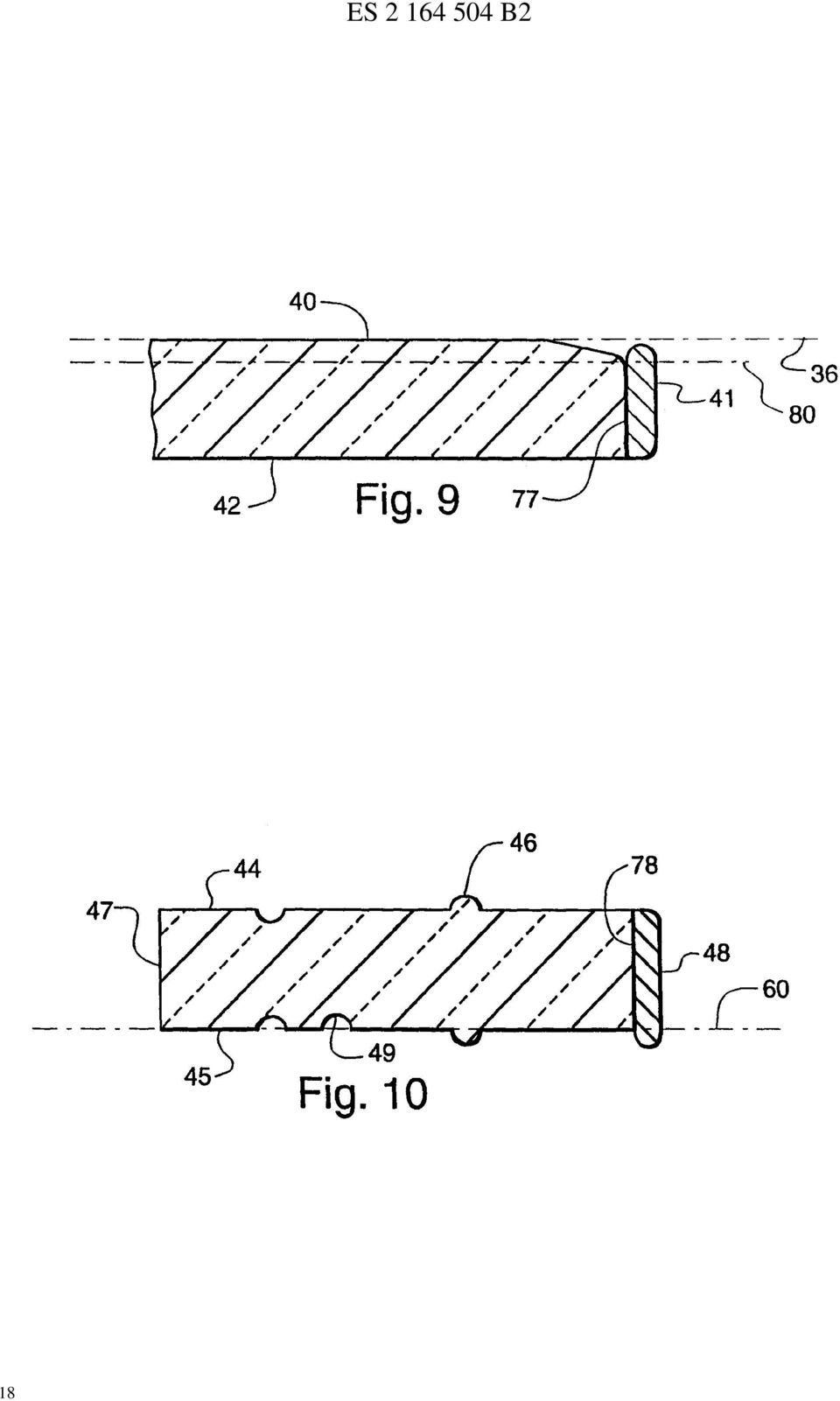
5 7 ES B de y se desplazaría al menos más allá de una de las esquinas. Preferiblemente, el revestimiento penetraría y sellaría cualquier grieta presente entre las capas. En algunas formas de realización, la barrera se extiende en una dirección perpendicular a al menos un plano facial, más allá de la esquina entre el borde de la lámina de la junta y la cara. Algunas formas de realización tienen una barrera sobre el revestimiento del borde donde el revestimiento se extiende sobre el borde. Preferiblemente, la junta tendrá barreras que se proyectan más allá de ambas esquinas de abertura, como en las figuras 6 y 8. Sin embargo, algunas formas de realización de la presente invención, se adaptan idealmente y son muy preferibles para juntas que son compresibles y porosos y que deben sellar también contra los fluidos que pasan a través de la junta. En tal caso, un revestimiento de borde ancho sobre un borde de la lámina de la junta que cubre el borde de esquina a esquina y más allá de la esquina, que se proyecta más allá del plano de esquina en una dirección perpendicular al plano facial, dará a la junta una mejor capacidad de obturación, especialmente dado que sella contra dos tipos de flujo de fluido; tanto a través de la junta como a través de la cara de la junta. Esto es particularmente verdadero donde la abertura se ha cortado en la junta. El borde cortado tendrá más poros que otra superficie, que no se corta incluso en juntas porosas y compresibles. El revestimiento del borde de manera que el revestimiento penetra o cierra los poros será efectivo para sellar los poros al fluido que podría filtrarse a través de la junta. Los materiales de junta blandos son preferibles para uso con el revestimiento de borde ancho de la presente invención. Muchos tipos de materiales de junta blandos comprenden fibras y aglutinantes; otros tipos de materiales de junta blandos comprenden un aglutinante y una substancia de carga, como por ejemplo, caucho y corcho. Muchos materiales de junta blandas comprenden fibras, aglutinantes y substancias de carga. Tales materiales de junta blandos tiene poros a lo largo del borde de lámina donde se ha cortado la abertura. Estos poros son perjudiciales para la capacidad de obturación de la junta. Así pues, es preferible tener un revestimiento de borde en el borde de la lámina de la junta de la abertura que penetre o al menos cierre los poros. En algunas formas de realización la abertura es un agujero de perno. Cuando el material de la lámina de juntas comprende fibras y aglutinantes, en la mayoría de los casos, también está presente una substancia de carga. La lámina de junta debería tener al menos un 1% en peso del aglutinante y al menos aproximadamente un % en peso de la fibra. También se puede añadir substancia de carga a un nivel mínimo de aproximadamente un 1%. Los intervalos adecuadas don desde aproximadamente 3% hasta aproximadamente % en peso del aglutinante, desde aproximadamente el % hasta aproximadamente 70% en peso (peso) de la fibra, y desde aproximadamente 1% hasta aproximadamente 92% en peso de la substancia de carga. Las juntas preferidas que pueden utilizar la presente obturación de borde son juntas para colectores de entrada, juntas de depósitos de aceite (obturación contra el aceite); juntas de revestimiento tales como una cubierta de válvula (que sella contra el aceite) o una cubierta de eje (que sella contra el lubricante del engranaje); y juntas de compresor que están frecuentemente expuestas a refrigerantes tales como el freón; una junta de medidor de gas que sella el gas; una junta de bomba de agua que sella contra el agua y anticongelante; y una junta para una pestaña industrial que sellará contra el vapor de agua y/o las substancias químicas. El tipo de revestimiento para cada aplicación es importante para conseguir formas de realización preferidas, dado que algunos tipos particulares de revestimientos soportarán el fluido particular mejor que otros. Se ha descubierto que, en efecto, este diseño de obturación de borde ancho está sorprendentemente adaptado para sellar depósitos de aceite de motores diesel y para sellar vacío en colectores de entrada contra el aire y mezclas de combustible. El polímero cloroprene y el acrilonitrilo son los revestimientos preferidos para formas de realización que se exponen a refrigerantes; el acrílico y el acrilonitrilo son los revestimientos preferidos para formas de realización con exposición a aceite o lubricante de engranaje. En cada extremo del borde de la lámina de la junta de la abertura hay una esquina que hace tope en una cara de la junta. Puede considerarse que cada esquina se apoya en dos planos diferentes, paralelos e infinitos (tal como, por ejemplo, en la figura 8 que tiene el plano 39 y el plano 6). El plano es un plano facial cuando pasa a través de un área de superficie substancialmente plana de una cara de junta. El plano facial contiene así el área de superficie plana de la cara de la junta. Generalmente, el borde de la lámina de la junta alrededor de la abertura está substancialmente perpendicular al plano facial. Un plano es un plano de esquina cuando el plano infinito contiene una esquina entre la cara y el borde. En algunos casos, el plano facial no pasa a través de la esquina, de manera que hay tanto un plano facial infinito como una plano de esquina infinito (tal como en la figura que muestra el plano facial (4) y en la figura 9 que muestra el plano de esquina (80) y el plano facial (36)). Cuando el plano facial pasa a través de la esquina entre la cara y un borde de lámina de la junta de la abertura el plano es tanto un plano de esquina como un plano facial (un plano de esquina, facial ). Un revestimiento que se extiende más allá de la esquina que existe entre el borde y la cara se proyectará más allá del plano de esquina como el revestimiento (41) de la figura 9. El revestimiento debería proyectarse más allá del plano de esquina con el fin de proporcionar la obturación contra fluidos que, por el contrario, se filtrarían hacia fuera sobre la cara de la junta entre la superficie de la cara de la junta y la pestaña. En algunas formas de realización preferidas, el revestimiento se proyecta más allá tanto del plano de esquina como del plano facial (en formas de realización donde el plano facial no pasa a través de la esquina del borde de la lámina de la junta de la abertura). Tales formas de realización proporcionan incluso una barrera mejor contra el paso de fluidos a través de la cara de la junta, entre la cara y la pestaña. El espesor del borde es la distancia en el borde desde una esquina que se encuentra entre una cara y el borde y la otra esquina que se encuentra entre la otra cara y el borde. En la presente invención, para obtener una capacidad de obturación a través de la cara de la junta y a través de la junta, el revestimiento del borde es más ancho que el espesor del borde, de manera que el revestimiento del borde va más allá del plano de esquina en al menos un lado de la junta.

6 9 ES B2 En la mayoría de los casos, el plano facial y el plano de esquina serán el mismo plano. Sin embargo, en algunos casos, mediante la utilización de presión, se puede empujar un área facial a un plano diferente que el del resto de la cara. Cuando esto se produce haciendo tope en una abertura, la esquina entre la cara y el borde puede redondearse y puede ser más difícil emplazar la localización del plano de esquina. En tales casos, el plano de esquina se sitúa fácilmente anotando el punto en el que termina la porción cortada del borde; este punto está en el plano de esquina. La porción cortada del borde contiene típicamente más poros que la superficie de cualquier cara de la junta y también se distingue en apariencia porque muestra una sección transversal de los materiales dentro de la junta. La porción de revestimiento del borde de la junta, tal como en las figuras 9,, 4, 6 y 3 se puede referir como revestimiento A. Las figuras 2 y 8 muestran formas de realización en las que el revestimiento A se encuentra sobre el borde del material de la junta, y dado que el revestimiento también solapa sobre la cara de la junta, también tiene un revestimiento B. Así pues, donde el revestimiento se extiende para cubrir la cara de la junta, la porción de revestimiento sobre la cara se puede referir como revestimiento B, tal como se puede ver en la figura 8 y en la figura 2; el revestimiento A se encuentra sobre el borde de la junta. Un revestimiento como el revestimiento A que se encuentra en el perímetro exterior del borde de la lámina de la junta se refiere aquí como revestimiento C. Donde el revestimiento C se extiende sobre la cara de la junta es el revestimiento B. Preferiblemente, el revestimiento A se extiende más allá del revestimiento B, en proyección más allá de la superficie del revestimiento B al menos aproximadamente 0,02 mm sobre al menos un lado de la junta; más preferiblemente el revestimiento A se proyecta al menos aproximadamente 0,12 mm más allá del revestimiento B, y más preferiblemente el revestimiento A se proyecta más allá del revestimiento B al menos aproximadamente 0,2 mm sobre al menos un lado de la junta. Las formas de realización preferidas tienen un revestimiento A que se proyecta más allá del revestimiento B sobre ambos lados de la junta. Las características en las que el revestimiento A se extiende más allá de la cara de la junta en la esquina del borde (proyectándose de esta manera más allá del plano facial, de esquina), o donde el revestimiento A se extiende más allá del revestimiento B, se pueden referir como una formación de saliente o saliente. Este saliente forma un dique o barrera contra fluidos en el lado de abertura del revestimiento. Al menos a un borde, que está alrededor de una abertura y está substancialmente perpendicular a las caras substancialmente opuestas, puede darse un revestimiento de borde ancho que va más allá de al menos una esquina del borde (proyectándose a través del plano de esquina de esa esquina). En una dirección desde una de las esquinas entre una cara y el borde más allá de la otra esquina entre la otra cara y el borde y paralelamente al borde, el revestimiento saliente debería ser suficientemente ancho para dar a la junta una capacidad de obturación mejor que la que tendría la junta con un revestimiento que se extendiese únicamente desde uno de los planos de esquina hasta el otro plano de esquina (meramente tocando el plano de esquina) Convenientemente, en esta dirección, el borde de lámina de la junta de la abertura tiene una barrera (tal como un revestimiento) que se proyecta más allá del plano de esquina una distancia de al menos alrededor de 0,02 mm. Un revestimiento de esquina a esquina será de esta manera al menos aproximadamente 0,02 mm más ancho que el espesor del borde. Además, se ha encontrado que un revestimiento de barrera incluso más ancho dará una capacidad de obturación incluso mejor. Más preferiblemente, por lo tanto, la barrera se proyecta al menos aproximadamente 0,12 mm más allá de un plano de esquina. Convenientemente, la barrera se extiende desde aproximadamente 0,02 hasta aproximadamente 2,03 mm más allá del plano de esquina. El revestimiento de borde ancho puede así proyectarse más allá de cualquiera o de ambos planos de esquina una distancia de aproximadamente 0,02 a aproximadamente 2,03 mm. Un intervalo preferido es de aproximadamente 0,12 a aproximadamente 2,03 mm, todavía más preferiblemente el revestimiento se proyecta una distancia de aproximadamente 0,2 a aproximadamente 2,03 mm más allá del plano de esquina. Preferiblemente, el revestimiento del borde ancho se proyecta más allá de al menos un plano de esquina una distancia de al menos aproximadamente 0,2 mm, más preferiblemente el revestimiento ancho se extiende más allá cada plano de esquina una distancia de al menos aproximadamente 0,2 mm; de hecho, se ha encontrado que juntas con revestimientos de este tipo dan una extensión de obturación desde obturación excelente hasta una obturación total. Esto es verdadero incluso con presiones de pestaña de aproximadamente 0 PSI (,4 atm)o más, o aproximadamente 2 (1,7 atm) PSI o más. Se encuentra una obturación total donde el revestimiento previene completamente la fuga de fluidos más allá de la abertura, a través de la cara de la junta y también a través de la lámina de la junta. Para lograr una obturación de este tipo es preferible que el revestimiento de borde ancho se proyecte más allá cada plano de esquina una distancia de al menos aproximadamente 0,37 mm. Para una junta que proporciona una obturación total también es preferible que desde la superficie del borde, en una dirección que va hasta la abertura paralelamente al plano facial y fuera del borde, el revestimiento sobre el borde se va haciendo gradualmente más ancho (como se ve en las figuras 2, 3 y 4) formando un plano inclinado, hasta que llegue hasta el punto más ancho del revestimiento a cierta distancia del borde. La distancia desde el borde que se extiende el revestimiento y alcanza su punto más ancho no es crítica. Sin embargo, convenientemente, en una forma de realización de este tipo, el revestimiento es al menos una milésima más ancho que el espesor del borde de la junta. Preferiblemente, el revestimiento es al menos 0,12 mm más ancho que el espesor del borde de la junta. Es preferible que se forme un saliente, como en la figura 6, o como en las figuras 2, 3 y 4 (donde el saliente se asimila a un plano inclinado y está formado por el revestimiento que se va haciendo gradualmente más ancho partiendo desde el borde de la lámina de la junta de la abertura). En las formas de realización en las que una cara tiene un plano facial que no pasa a través de una esquina entre la cara y un plano, es opcionalmente preferible tener una barrera que se proyecte más allá del plano facial. Convenientemente, la barrera se proyectará más allá del plano en una cantidad efectiva para

7 11 ES B dar una mejor obturación que la que la junta tendría si la barrera únicamente llegase hasta el plano facial, pero no fuese más allá de él. El revestimiento puede proyectarse al menos aproximadamente 0,02 mm más allá de dicho plano facial; más preferiblemente se extiende al menos aproximadamente 0,12 mm más allá de dicho plano facial e incluso más preferiblemente se extiende al menos aproximadamente 0,2 mm más allá de dicho plano facial. Preferiblemente, la barrera se extenderá al menos aproximadamente 0,02 mm más allá de al menos un plano facial; más preferiblemente se extenderá al menos aproximadamente 0,12 mm más allá de al menos un plano facial, e incluso más preferiblemente el revestimiento se extenderá al menos aproximadamente 0,2 mm más allá que al menos un plano facial; se han alcanzado obturaciones totales particularmente donde el revestimiento se proyecta al menos aproximadamente 0,37 mm más allá del plano facial; en un intervalo preferido, la barrera se extenderá desde aproximadamente 0,12 hasta aproximadamente 2,03 mm más allá de al menos un plano facial (incluyendo formas de realización en las que el plano facial se apoya sobre o fuera del plano de esquina en la cara de la junta como se indica en la figura y en la figura 9). La forma de realización más preferida tiene la barrera en forma de un revestimiento que se extiende más allá del plano facial en ambas caras de la junta. El revestimiento puede estar colocado de cualquier manera que forme película como, por ejemplo, mediante inmersión, fusión o pintando el borde expuesto mientras se protege cualquier porción de la junta que no se va a revestir. En una forma de realización, el revestimiento puede estar colocado en un borde de la abertura (el borde de la lámina de la junta) colocando juntas una pluralidad de láminas de junta de manera que se forma una cavidad a partir de las aberturas de la pluralidad de las láminas de juntas, y después poniendo en contacto el borde de cada lámina de junta a lo largo de la cavidad con un material de revestimiento de manera que los bordes se revistan en una cantidad efectiva para alcanzar una obturación substancial de la junta a lo largo del borde de la lámina de la junta en la abertura donde se reviste el borde. Los lados de la cavidad son los bordes de la abertura que se van a revestir. El material de revestimiento se coloca en la cavidad, se pone en contacto con los bordes que se van a revestir para formar los bordes revestidos, si se ha dejado cualquier material de revestimiento se elimina, y después se secan los bordes de la junta. Sin embargo, incluso cuando las láminas de la junta están colocadas juntas para formar una cavidad a partir de las aberturas y el revestimiento se pone en contacto con la superficie de la cavidad, entonces la separación de las juntas mientras el revestimiento es viscoso o elástico (antes de que el revestimiento se endurezca o se vuelva duro) estirará el revestimiento de manera que se hace más ancho que el borde de la lámina de la junta de la abertura. Cuando el revestimiento se ha endurecido parcialmente o cuando es plástico o moldeable, entonces la separación de las láminas puede provocar que el revestimiento sobre el borde sea más afilado y más ancho que el borde de la abertura (esto se muestra por las figuras 2 y 3) formando un plano inclinado. Esta técnica se consigue fácilmente y con preferencia con látex acrílico. Las juntas pueden estar alineadas y colocadas juntas de manera que se apoyan a tope, o en algunas de estas formas de realización puede desearse colocar otras láminas (espaciadoras) entre dos o más láminas de la junta. Un método que se puede utilizar para alinear la pila de juntas y espaciadores consiste en cortar las láminas de forma idéntica dando a cada una la abertura con el revestimiento que debe darse al borde, y también al menos una, preferiblemente dos aberturas receptoras de varillas. Se coloca una varilla a través de dichas aberturas de recepción de varillas para colocar la junta o juntas y espaciadores alineados y mantenerlos alineados mientras la composición de revestimiento contacta los bordes de abertura que se van a revestir. Se pueden utilizar pernos en cada extremo de la varilla para asegurar el apilamiento de las juntas y asegurarse de que están retenidas apretadas. El apilamiento de juntas o las juntas y espaciadores están preferiblemente alineados para formar la cavidad dentro de la que el revestimiento puede estar colocado con el fin de entrar en contacto con el borde que se va a revestir. En otra forma de realización preferible, cuando las láminas están aseguradas juntas, (con o sin espaciadores), es preferible que un contenedor de almacenamiento ( pozo ) para la composición de revestimiento esté unido o al menos colocado en un extremo de la cavidad que fue formada por las láminas. La pila de láminas junto con ese pozo relleno de revestimiento puede sumergirse de manera que el revestimiento se extienda desde el pozo y dentro de la cavidad a lo largo de los bordes de la lámina de manera que estén en contacto y sean revestidos. Preferiblemente, el apilamiento de las láminas y el pozo se giran juntos de manera que los bordes se revistan completamente. Ventajosamente, la utilización del pozo relleno de revestimiento en este método, 1) reduce al mínimo el problema de atrapar o hacer burbujas de aire en el revestimiento, 2) permite que una superficie máxima sea revestida con un volumen mínimo de revestimiento, y 3) facilita el revestimiento del borde en una multiplicidad de juntas. Las láminas situadas entre las juntas se refieren como espaciadoras que separan unas juntas de otras. La ventaja de utilizar espaciadores es que el espaciador permitirá que se aplique más revestimiento al borde y el espaciador también permitirá que el revestimiento pase sobre en el borde sólo en los lugares expuestos de manera que el revestimiento de junta resultante tiene una configuración particular. Se pueden utilizar espaciadores, por ejemplo, para obtener revestimientos que tengan la configuración de las figuras 4, 6 u 8. Las láminas espaciadoras tienen aberturas, pero las aberturas pueden tener 1) el mismo tamaño, 2) ser tan anchas, o 3) ser más pequeñas que las aberturas de las juntas. La lámina espaciadora particular dará lugar a una configuración de revestimiento que se produce característicamente por es espaciador. Por ejemplo, cuando la abertura del espaciador es más ancha que la abertura de la junta, una porción de la cara de la lámina de la junta se expone, y el material de revestimiento entra en contacto con la cara de la junta alrededor del borde y reviste la cara don se expone alrededor de la abertura. Este tipo de espaciador produce característicamente revestimientos que son más anchos que el borde de la junta y de esta manera se proyectan más allá del plano facial, pero que también tienen la cara de la junta revestida cerca de la abertura como se indica en las figuras 7 y 8. 7

8 13 ES B2 14 Cuando la abertura del espaciador es más pequeña, las láminas de las juntas se separarán las unas de las otras y se previene que el revestimiento solape la esquina del borde sobre la cara de la lámina. Sin embargo, el revestimiento puede ser aún más ancho que el borde de la junta en la dirección paralela al borde de manera que el revestimiento se proyecta más allá de la cara, si los espaciadores y juntas se separan cuando el revestimiento es lo suficientemente líquido o plástico como para estirarse o fluir dentro de una formación de saliente. No obstante, este tipo de espaciador también se puede utilizar para hacer juntas que sólo tengan el revestimiento sobre el borde de la junta. Los espaciadores pueden revestirse para hacer que el material de revestimiento se desprenda fácilmente. Los espaciadores también se pueden utilizar para formar el revestimiento en proyección sobre un borde. En otras formas de realización, los espaciadores pueden estar configuradas para dar al revestimiento de borde ancho final una forma diferente, particularmente donde el revestimiento se proyecta más allá del plano de esquina. Cuando se le da al espaciador una abertura que es más ancha que la abertura de la junta, la abertura del espaciador tiene adecuadamente una abertura que es desde aproximadamente 0,12 hasta aproximadamente 3,12 mm más grande que la abertura de la junta. Esto permite que algo de revestimiento se deposite sobre la cara de la junta expuesta. Cuando el espaciador debe tener una abertura que es más pequeña que la abertura de la junta es preferible que la abertura del espaciador esté en el intervalo de aproximadamente 0,07 a aproximadamente 0,3 mm más pequeña que la abertura de la junta. Se pueden incluso utilizar espaciadores que tienen aberturas que varían desde ser más anchas que la abertura de la junta en algunos lugares, tener el mismo tamaño en otros lugares, y ser más pequeñas que la abertura de la junta en otros lugares. Así pues, la abertura espaciadora puede ser de aproximadamente a 3,12 mm más ancha que la abertura de la junta en algunos lugares y también desde aproximadamente 0,07 hasta aproximadamente 0,3 mm menor que la abertura de la junta en otros lugares. Un espaciador puede incluso tener una abertura que varía desde aproximadamente 0,12 mm más ancha hasta aproximadamente 0,07 mm más pequeña que la abertura de la junta. Las propias láminas espaciadoras deben ser suficientemente gruesas para permitir la separación de las láminas de la junta, al menos aproximadamente 0,12 mm de espesor, lo que colocará las juntas 0,12 mm separadas cuando sus bordes de abertura estén revestidos. Los espaciadores pueden tener un espesor en el intervalo desde aproximadamente 0,12 hasta aproximadamente 3,7 mm. Sin embargo, es preferible utilizar espaciadores con un espesor que varía desde aproximadamente 0,2 hasta a aproximadamente 1 mm de espesor. También se ha descubierto que se pueden utilizar espaciadores altamente porosos. Los espaciadores altamente porosos permiten ventajosamente que el líquido del revestimiento se absorba en el espaciador. La absorción del líquido de revestimiento hará que el revestimiento se seque más rápidamente, permitiendo que se forme una capa sólida más rápidamente sobre el borde de la junta. Un espaciador muy poroso tiene un volumen huecos mínimo de al menos aproximadamente el 3%. Preferiblemente, el espaciador poroso tiene desde aproximadamente 3 hasta aproximadamente 7% de volumen hueco. Un espaciador no poroso tiene un máximo de aproximadamente 1% de volumen hueco, convenientemente de aproximadamente 1 al 0,01% de volumen hueco. En otra forma de realización, parte del borde de lámina de la junta de la abertura puede estar protegida del material de revestimiento de manera que sólo una porción de cada borde de la lámina de junta en la abertura está en contacto con el material de revestimiento. Esto puede ser útil cuando el borde está cerca de un área de pernos. Donde el borde está, por ejemplo, dentro de 3, cm (centímetros) de un perno, puede ser deseable preservar una mayor resistencia a la compresión sin añadir un revestimiento incluso al borde. La presión extra añadida por el perno será efectiva para dar cierta capacidad de obturación a la junta, de manera que puede que no sea necesario o deseable revestir completamente el borde de la lámina de la junta de la abertura. Para lograr tales formas de realización se configura una lámina espaciadora para cubrir la porción del borde que no se ha revestido. Donde la junta debe sellar contra fluidos que pasarían a través de la lámina de la junta, sin embargo, el material de revestimiento debería ponerse en contacto con la porción del borde que se va a revestir de manera que el material de revestimiento cubra el borde que va completamente desde una esquina a la otra esquina. Un área de pernos es un área cercana o debajo del perno donde se ejerce una presión mayor sobre la junta que en otras áreas más allá del perno. Se puede aplicar un revestimiento a cualquier borde vertical entre las caras opuestas de un material de lámina de junta, incluyendo el borde que forma el perímetro exterior de la junta. El revestimiento puede ser orgánico o inorgánico. Sin embargo, cuando el borde vertical es uno que se encuentra con fluidos durante su uso, un revestimiento de polímero es particularmente útil y preferido. Opcionalmente, se puede colocar una tira de revestimiento (revestimiento B) en una o varias caras completamente alrededor de una abertura de manera que se apoya en el borde perpendicular a cada cara y también se apoya o incluso se une con el revestimiento en el borde de la lámina de la junta de la abertura (revestimiento A). La cinta de revestimiento se puede utilizar con ventaja donde las pestañas no se montan ajustadamente unidas para formar una obturación ajustada contra fluidos. Si, por ejemplo, se arrolla una pestaña incluso ligeramente de manera que se curva hacia fuera desde una superficie planar (plana), la tira de revestimiento puede ser útil para proporcionar una mejor obturación contra las fugas de fluidos. Para tales aplicaciones, la tira de revestimiento se colocará preferiblemente alrededor de la abertura donde los fluidos se encuentran en uso. El revestimiento en el borde de la lámina de la junta de la abertura (revestimiento A) puede solaparse en cualquiera o ambas caras, formando el revestimiento B. El solape puede extenderse una distancia que varía desde justo una traza, menos de 0,02 mm o puede extenderse sobre la superficie total de la junta. El revestimiento del borde sobre el borde vertical puede solaparse sobre cualquiera o ambas caras de la junta (tal como se muestra, por ejemplo, en la figura 8). Preferiblemente, el revestimiento de obturación puede extenderse hasta aproximadamente 1, cm sobre la cara de la junta. Más preferiblemente, se extiende

9 1 ES B un máximo de aproximadamente milímetros (mm) a través de la cara de la junta, y más preferiblemente se extiende un máximo de aproximadamente 1 mm; tales formas de realización son para una buena resistencia a la compresión (reduciendo al mínimo el revestimiento sobre las caras de la junta). Opcionalmente, sólo se le puede dar a cada cara de junta o una porción de la misma, un revestimiento desprendible, y ningún revestimiento para sellar la junta. Esto dará a la junta una mayor resistencia a la compresión. Los revestimientos desprendibles, en general no afectan substancialmente a la resistencia a la compresión. Un revestimiento desprendible tiene normalmente menos de 0,02 mm de espesor. Sin embargo, los revestimientos para sellar la junta son más pesados, gruesos, y generalmente más penetrantes dentro de la junta y los poros de la junta que un revestimiento desprendible; así pues, los revestimientos para una capacidad de obturación son perjudiciales para la resistencia a la compresión y por lo tanto están limitados en formas de realización donde es importante preservar la resistencia a la compresión. Se ha encontrado que el espesor del revestimiento sobre la cara de la junta también será perjudicial para la resistencia a la compresión. Por lo tanto, por esta razón, es preferible que el solape del revestimiento del borde sobre la cara de la junta sea un máximo de aproximadamente 0,28 mm de espesor con el fin de preservar la resistencia a la compresión. Cuando se va a utilizar un revestimiento desprendible, para un mayor rendimiento, el revestimiento desprendible no penetra en la estructura de la junta. Esto dará a la junta una mayor resistencia al fallo por compresión que si el revestimiento desprendible penetrase. Un revestimiento desprendible adecuado es un revestimiento de polímero que contiene fluorpolímero. En la práctica es el factor que limita el espesor del revestimiento en el borde vertical, es decir, el espesor tanto en la dirección paralela al borde vertical :como perpendicular al borde vertical. Se ha encontrado que espesores muy pequeños (que están perpendiculares al borde) son efectivos. Dado que un revestimiento relativamente fino es efectivo, será rentable limitar el espesor y la anchura del revestimiento en el borde vertical de la abertura de la junta. Así pues, el espesor del revestimiento, en la dirección perpendicular al borde vertical y paralelamente al plano facial no es crítico. El revestimiento tiene preferiblemente un mínimo de al menos aproximadamente 0,1 mm de espesor y preferiblemente puede llegar hasta aproximadamente 2 mm de espesor. Se pretende que el revestimiento sobre el borde vertical selle la junta contra fluidos que proceden tanto a través del borde de la lámina de la junta como a través de la superficie de al menos una cara de la junta. El revestimiento debería tener un espesor mínimo necesario para sellar la junta contra los fluidos que proceden a través del borde de la abertura. Convenientemente, el revestimiento de obturación sobre el borde de la lámina de junta blanda debería tener de al menos 0,02 mm de espesor (extendiéndose en una dirección perpendicular al borde vertical). Formas de realización preferidas tendrán un borde en proyección formando una barrera que va más allá del plano de esquina una distancia suficiente para dar a la junta una obturación contra los fluidos que proceden a través de al menos una cara de la junta, y preferiblemente a través de ambas caras. Los materiales inorgánicos que se pueden utilizar como revestimiento incluyen revestimientos de vermiculita y mica delaminados químicamente. Los revestimientos preferidos son polímeros. Los revestimientos de polímeros pueden utilizarse para formar tanto el revestimiento A, como el revestimiento B, y/o el revestimiento C. Los revestimientos de polímero incluyen polímeros orgánicos, inorgánicos, o híbridos inorgánicos/orgánicos así como polímeros rellenos. Convenientemente, los materiales de revestimiento de polímeros son revestimientos seleccionados a partir del grupo que consta de acrílico, acrilonitrilo, cloruro de polivinilideno, fluorosilicona, poliuretano, caucho de acrilonitril butadieno (NBR), fluoro-polímeros, NBR hidrogenado, revestimientos de caucho de silicona (tanto endurecibles a UV como endurecibles a temperatura ambiente), polímero de estireno butadieno, polímero de fluorelastómero, polímero de fluorsilicona, polímero de acrilonitrilo acrílico, polímero de acrilonitrilo carboxilado, polímero de estireno butadieno carboxilado, polímero de caucho de cloropreno, polímero de caucho de etilen propileno, etileno/acetato de vinilo, epoxi, y se pueden utilizar las mezclas de los mismos. Se puede utilizar cualquier látex. También son adecuados como revestimientos los polvos de polímeros que se calientan para fundirlos en la superficie de la junta. De hecho, cualquier polvo que se pueda fundir se puede utilizar para sellar y revestir la junta. Los revestimientos A, B y C pueden estar hechos de revestimientos distintos o pueden ser del mismo material. Ejemplos Se cortaron dos juntas anulares idénticas de un material de lámina de junta de papel a base de celulosa. Cada junta formaba un anillo y tenía las siguientes medidas: diámetro interior 0,1 pulgadas ((13,81 milímetros)distancia desde el centro de la abertura al borde interior del anillo), diámetro exterior 0,9 pulgadas (24,13 milímetros); anchura del anillo 0,2*17 pulgadas (2*444 milímetros). Cada una de las juntas tenía dos caras opuestas, substancialmente planas y cada abertura del anillo tenía un borde que estaba substancialmente vertical y substancialmente perpendicular a cada cara. El espesor del borde (también el espesor de la junta) se midió con un espesor de 0,8 mm. Se dejó un anillo de junta para la muestra A completamente sin revestir como control. Para la muestra B, se utilizó un látex acrílico para recubrir la muestra del anillo de la junta en el borde vertical interior de la abertura del anillo. Se aplicó el revestimiento sobre el borde de la lámina de la junta de la abertura de manera que el revestimiento era más ancho que el espesor del borde de la abertura (más ancho que el espesor de la junta), e iba más allá de cada esquina del borde interior vertical aproximadamente 27 milésimas a cada lado, midiendo el revestimiento en su punto más ancho. La distancia desde el borde interior, vertical de la junta hasta la superficie del revestimiento en el centro de la junta se midió en aproximadamente 0,9 mm (milímetros). El revestimiento sobre el borde de la lámina de la junta en la abertura era como el revestimiento que se muestra en una vista en sección transversal vista en la figura 4 y en figura 3. La junta se sometió a ensayo en un cilindro que podría presurizarse con nitrógeno. La presión del nitrógeno en el cilindro se llevó hasta 0.93 atmósferas, 9

10 17 ES B2 18 y se midió el número de minutos transcurridos mientras la presión disminuía a 13 PSI (0,884 atmósferas). Se colocó cada junta en la pestaña del cilindro y se apretó la pestaña. El ensayo se realizó en una pestaña lisa que medía 18 RaMS (Ra es el valor medio de la rugosidad y se mide en micropulgadas; MS indica las micro-pulgadas)(47 micrómetros). La pestaña se apretó y el nivel de presión de la pestaña se midió en atmósferas. La muestra A para este ensayo resistió a la presión sólo durante 1, minutos y necesitó una presión de pestaña de PSI (142,8 atmósferas). La muestra B, la junta sellada de borde ancho, proporcionó una obturación total (la presión nunca descendió en el cilindro), y la presión de la pestaña del cilindro en la junta de la muestra B era sólo de 0 PSI (,4 atmósferas)
.")
11 19 ES B2 REIVINDICACIONES Una junta que comprende una lámina () con dos caras opuestas, teniendo cada cara un plano facial, teniendo además dicha junta una abertura y una superficie de borde (11) alrededor de la abertura, estando dicha superficie substancialmente perpendicular a los planos faciales, teniendo además la superficie del borde un revestimiento (12) sobre ella, que es más ancho que la superficie del borde en una dirección paralela a la superficie del borde de manera que el revestimiento se proyecta al menos aproximadamente 0,02 mm más allá del plano facial de al menos una cara y se extiende más allá del plano facial en una dirección perpendicular al plano, proporcionando además la lámina () sea comprensible y porosa. 2. La junta de la reivindicación 1 donde al menos un plano facial pasa a través de una esquina que se encuentra entre la superficie del borde (11) y una cara. 3. La junta de la reivindicación 1 donde ningún plano facial pasa a través de una esquina que se encuentra entre la superficie del borde (11) y una cara. 4. La junta de la reivindicación 1 donde el revestimiento (12) sólo está sobre una parte del borde.. La junta de la reivindicación 1 donde el revestimiento (12) está sobre toda la superficie del borde (11). 6. La junta de la reivindicación 1 donde el revestimiento (12) se extiende al menos aproximadamente 0,2 mm más allá del plano facial en ambas caras de la junta para dar a la junta la capacidad de tener una obturación total en una pestaña con una presión de pestaña de aproximadamente 1.7 atmósferas o más. 7. La junta de la reivindicación 1 donde el revestimiento (12) es un polímero. 8. La junta de la reivindicación 1 que puede ser o bien una junta de depósito de aceite, que debe sellar contra aceite o una junta de cubierta que debe sellar contra un lubricante de engranaje. 9. La junta de la reivindicación 1 que es una junta para un colector de entrada.. La junta de la reivindicación 1 que es una junta de compresor. 11. La junta de la reivindicación 1 que debe sellar contra un refrigerante. 12. La junta de la reivindicación 1 que es una junta de medidor de gas para sellar contra gas. 13. La junta de la reivindicación 1 que es para una pestaña industrial para sellar contra vapor de agua y/o substancias químicas. 14. La junta de la reivindicación 1 en la que el revestimiento (12) sobre la superficie del borde es acrílico o acrilonitrilo que sella o bien contra aceite o lubricante de engranaje. 1. La junta de la reivindicación 11 en la que el revestimiento (12) sobre la superficie del borde es polímero de cloropreno. 16. La junta de la reivindicación 1 en la que el revestimiento (12) es un material de revestimiento seleccionado a partir del grupo que consta de acrílico, acrilonitrilo, cloruro de polivinilideno, fluorosilicona, poliuretano, caucho de acrilonitril butadieno, fluoropolímeros, NBR hidrogenado, revestimientos de caucho de silicona, polímero de estireno butadieno, polímero de fluorelastómero, polímero de fluorsilicona, polímero de acrilonitrilo acrílico, polímero de acrilonitrilo carboxilado, polímero de estireno butadieno carboxilado, polímero de caucho de cloropreno, polímero de caucho de etilenpropileno, etileno/acetato de vinilo, epoxi, y mezclas de los mismos. 17. Una junta que comprende una lámina () con dos caras, teniendo cada cara un plano facial, estando los planos substancialmente paralelos entre sí, teniendo además dicha junta una abertura y una superficie de borde (11) alrededor de la abertura, estando además dicha superficie de borde substancialmente perpendicular a los planos, teniendo la superficie del borde (11) un revestimiento (12) que es más ancho que la superficie de borde (11) en una dirección paralela a la superficie del borde de manera que el revestimiento se proyecta más allá de una esquina de la superficie del borde y forma una barrera contra fluidos, yendo los revestimientos más allá de la esquina en una cantidad que es efectiva para dar a la junta una capacidad de obturación mayor que la que tendría la junta si el revestimiento (12) no fuese más ancho que la superficie de borde (11), estando dicha esquina entre el borde y una cara; la barrera formada por el revestimiento (12) se extiende además más allá de la esquina en una dirección substancialmente perpendicular a los planos faciales de la junta donde además la lámina () es compresible y porosa. 18. La junta de la reivindicación 17 donde al menos un plano facial pasa a través de una esquina que se encuentra entre la superficie del borde (11) y una cara. 19. La junta de la reivindicación 17 donde ningún plano facial pasa a través de una esquina que se encuentra entre la superficie del borde (11) y una cara.. La junta de la reivindicación 17 donde el revestimiento (12) es sólo parte del borde. 21. La junta de la reivindicación 17 donde el revestimiento (12) está sobre todo el borde de la lámina (). 22. La junta de la reivindicación 18 donde ambos planos faciales paralelos pasan a través de la esquina entre la superficie del borde (11) y la cara, y el revestimiento (12) se proyecta más allá de ambos planos. 23. La junta de la reivindicación 22 donde el revestimiento (12) se proyecta más allá de cada plano una distancia de al menos aproximadamente 0,12 mm. 24. La junta de la reivindicación 17 donde el revestimiento (12) es un polímero. 2. La junta de la reivindicación 17 que es o bien una junta de depósito de aceite, que debe sellar contra aceite, o una junta de cubierta que debe sellar contra lubricante de engranaje. 26. La junta de la reivindicación 2 donde el revestimiento (12) es un polímero acrílico o un polímero de acrilonitrilo. 27. La junta de la reivindicación 17 que es una junta de comprensor. 28. La junta de la reivindicación 17 que debe sellar contra un refrigerante. 29. La junta de la reivindicación 17 que es una junta de medidor de gas para sellar contra gas.. La junta de la reivindicación 17 que es para una pestaña industrial para sellar contra vapor de agua y/o substancias químicas. 31. La junta de la reivindicación 2 donde la junta es una junta de depósito de aceite para motores diesel. 32. La junta de la reivindicación 28 en la que el revestimiento (12) sobre la superficie del borde (11) es un polímero de cloropreno. 33. La junta de la reivindicación 24 donde el re- 11

12 21 ES B2 22 vestimiento (12) es un material de revestimiento seleccionado a partir del grupo que consta de acrílico, acrilonitrilo, cloruro de polivinilideno, fluorosilicona, poliuretano, caucho de acrilonitril butadieno, fluoropolímeros, NBR hidrogenado, revestimientos de caucho de silicona, polímero de estireno butadieno, polímero de fluorelastómero, polímero de fluorsilicona, polímero de acrilonitrilo acrílico, polímero de acrilonitrilo carboxilado, polímero de estireno butadieno carboxilado, polímero de caucho de cloropreno, polímero de caucho de etilenpropileno, etileno/acetato de vinilo, epoxi, y mezclas de los mismos. 34. La junta de la reivindicación 17 en la que el revestimiento (12) se proyecta una distancia en un intervalo desde aproximadamente 0,12 hasta aproximadamente 2,03 mm. 3. La junta de la reivindicación 17 en la que el revestimiento (12) se proyecta una distancia en el intervalo desde aproximadamente 0,2 hasta aproximadamente 2,03 mm. 36. Una lámina () de junta que comprende dos caras, teniendo cada cara un plano facial, estando los planos substancialmente paralelos entre sí, teniendo dicha junta además un borde exterior alrededor de la lámina () de la junta que forma un perímetro, estando el borde substancialmente perpendicular a los planos faciales y teniendo dos esquinas, estando cada esquina entre el borde y la cara, teniendo además el borde un revestimiento (12) sobre él que forma una barrera para retardar el flujo de fluido más allá de al menos una cara de la junta, extendiéndose la barrera además más allá de una esquina del borde en una dirección substancialmente perpendicular a un plano facial de la junta, donde además la lámina () de la junta es compresible y porosa. 37. La lámina () de la junta de la reivindicación 36 donde el revestimiento (12) se extiende más allá de la esquina de cada cara. 38. La lámina () de la junta de la reivindicación 37 donde el revestimiento (12) está sobre toda la lámina. 39. La lámina () de la junta de la reivindicación 36 donde al menos un plano facial pasa a través de una esquina que se encuentra entre la superficie del borde y una cara.. La lámina () de la junta de la reivindicación 36 donde ningún plano facial pasa a través de una esquina que se encuentra entre la superficie del borde (11) y una cara. 41. La lámina () de la junta de la reivindicación 36 donde el revestimiento (12) es un polímero. 42. La junta de la reivindicación 36 que es o bien una junta de depósito de aceite, que debe sellar contra aceite, o es una junta de cubierta que debe sellar contra un lubricante de engranaje. 43. La junta de la reivindicación 42 donde el revestimiento (12) es un polímero de acrílico d un polímero de acrilonitrilo. 44. La junta de la reivindicación 36 que es una junta de compresor. 4. La junta de la reivindicación 36 que debe sellar contra un refrigerante. 46. La junta de la reivindicación 36 que es una junta de medidor de gas para la obturación contra gas. 47. La junta de la reivindicación 36 que es para que una pestaña industrial selle contra vapor de agua y/o substancias químicas. 48. La junta de la reivindicación 4 en la que el revestimiento (12) sobre la superficie del borde (11) es un polímero de cloropreno. 49. La junta de la reivindicación 36 donde el revestimiento (12) es un material de revestimiento seleccionado a partir del grupo que consta de acrílico, acrilonitrilo, cloruro de polivinilideno, fluorosilicona, poliuretano, caucho de acrilonitril butadieno, fluoropolímeros, NBR hidrogenado, revestimientos de caucho de silicona, polímero de estireno butadieno, polímero de fluorelastómero, polímero de fluorsilicona, polímero de acrilonitrilo acrílico, polímero de acrilonitrilo carboxilado, polímero de estireno butadieno carboxilado, polímero de caucho de cloropreno, polímero de caucho de etilenpropileno, etileno/acetato de vinilo, epoxi, y mezclas de los mismos. 0. La junta de la reivindicación 36 en la que el revestimiento (12) se extiende una distancia en el intervalo desde aproximadamente 0,12 hasta aproximadamente 2,03 mm más allá de la esquina. 1. La junta de la reivindicación 36 en la que el revestimiento (12) se extiende una distancia en el intervalo desde aproximadamente 0,2 hasta aproximadamente 2,03 mm más allá de la esquina. 2. Una lámina () de junta que comprende dos caras opuestas y una abertura en la lámina, siendo la lámina comprensible y porosa y teniendo un borde (11) alrededor de la abertura, estando el borde substancialmente perpendicular a las caras opuestas, teniendo el borde además un revestimiento (12) sobre él que forma una barrera para retardar el fluido que procede de la abertura, más allá del borde y a través de cualquiera de las caras de la junta, donde el borde (11) tiene una esquina que se apoya en cada cara y la barrera de revestimiento se extiende además al menos aproximadamente 0,12 mm más allá de cada esquina del borde en una dirección substancialmente perpendicular a un plano facial de la junta, proporcionando además el revestimiento (12) tenga una superficie que se apoya en cada esquina de la junta, formando dicha superficie de revestimiento un plano inclinado a cada lado que se apoya en la lámina () de la junta entre la lámina y la abertura como resultado del revestimiento sobre el borde que se va haciendo más amplio gradualmente en una dirección substancialmente perpendicular al borde. 3. La lámina () de la junta de la reivindicación 2 donde el revestimiento (12) se extiende al menos aproximadamente 0,2 mm más allá del plano facial sobre ambas caras de la junta para dar a la junta la capacidad de tener una obturación total en una pestaña. 4. La junta de la reivindicación 2 que es o bien una junta de depósito de aceite, que debe sellar contra aceite, o es una junta de cubierta que debe sellar contra lubricante de engranaje.. La junta de la reivindicación 2 que es para un colector de entrada. 6. La junta de la reivindicación 2 que es una junta de compresor. 7. La junta de la reivindicación 2 que debe sellar contra un refrigerante. 8. La junta de la reivindicación 2 que es una junta de medidor de gas para sellar contra gas. 9. La junta de la reivindicación 2 que es para una pestaña industrial para sellar contra vapor de agua y/o substancias químicas.. La junta de la reivindicación 2 en la que el revestimiento (12) sobre la superficie del borde es un polímero acrílico o un polímero de acrilonitrilo que

13 23 ES B2 24 debe sellar contra aceite o contra lubricante de engranaje. 61. La junta de la reivindicación 7 en la que el revestimiento (12) sobre la superficie del borde (11) es un polímero de cloropreno. 62. La junta de la reivindicación 2 donde el revestimiento (12) es un material de revestimiento seleccionado a partir del grupo que consta de acrílico, acrilonitrilo, cloruro de polivinilideno, fluorosilicona, poliuretano, caucho de acrilonitril butadieno, fluoropolímeros, NBR hidrogenado, revestimientos de caucho de silicona, polímero de estireno butadieno, polímero de fluorelastómero, polímero de fluorsilicona, polímero de acrilonitrilo acrílico, polímero de acrilonitrilo carboxilado, polímero de estireno butadieno carboxilado, polímero de caucho de cloropreno, polímero de caucho de etilenpropileno, etileno/acetato de vinilo, epoxi, y mezclas de los mismos. 63. La junta de la reivindicación 2 en la que el revestimiento (12) se extiende una distancia en un intervalo desde aproximadamente 0,12 hasta aproximadamente 2,03 mm más allá de cada esquina. 64. La junta de la reivindicación 2 en la que el revestimiento (12) se extiende una distancia en un intervalo desde aproximadamente 0,2 hasta aproximadamente 2,03 mm más allá de cada esquina. 6. Un proceso para aplicar un revestimiento (12) sobre un borde de abertura de una lámina () de junta blanda donde la lámina de junta tiene dos superficies faciales substancialmente opuestas y una abertura con el borde substancialmente perpendicular a las superficies faciales, que comprende colocar juntas una pluralidad de las láminas () de junta, donde la abertura de cada lámina de junta es substancialmente idéntica en tamaño y forma, y las láminas están colocadas unidas de manera que se forma una cavidad por las aberturas de la pluralidad de láminas de junta, y poner en contacto los bordes de la abertura en cada lámina de junta con un material de revestimiento de manera que los bordes se revisten en una cantidad efectiva para conseguir una obturación substancial de la junta a lo largo del borde de la abertura donde el borde está revestido. 66. El proceso de la reivindicación 6 donde cada lámina () tiene también una abertura de recepción de vástago, y que proporciona además que las láminas () de junta estén colocadas juntas y alineadas insertando un vástago a través de la abertura de recepción del vástago en cada lámina. 67. El proceso de la reivindicación 6 donde un pozo que contiene el material de revestimiento está situado en un extremo de la cavidad formada por la abertura de la pluralidad de láminas () de juntas y donde además, los bordes (11) de la abertura se ponen en contacto con el material de revestimiento sumergiendo el pozo y las láminas () de juntas para que el revestimiento (12) se extienda desde el pozo y dentro de la cavidad a lo largo de los bordes de la lámina de manera que son contactados por el material de revestimiento y son revestidos. 68. El proceso de la reivindicación 6 donde la pluralidad de las láminas () tiene al menos un espaciador, que también tiene una abertura, que está colocado entre al menos dos láminas de junta. 69. El proceso de la reivindicación 68 donde la abertura de cada junta es idéntica en tamaño y forma, y cada espaciador es o bien A) del mismo tamaño, B) más ancho, o C) más pequeño que la abertura de las láminas () de la junta a cada uno de sus lados. 70. El proceso de la reivindicación 69 donde la abertura de cada espaciador es B) más ancha que la abertura de las láminas () de la junta de cada uno de sus lados. 71. El proceso de la reivindicación 69 donde la abertura de cada espaciador es de aproximadamente 0,12 a aproximadamente 3,12 mm mayor que la abertura de las láminas () de la junta a cada uno de sus lados. 72. El proceso de la reivindicación 69 donde la abertura de cada espaciador es desde aproximadamente 0,07 hasta aproximadamente 0,3 mm menor que la abertura de las láminas () de junta a cada uno de sus lados. 73. El proceso de la reivindicación 68 donde cada espaciador tiene un espesor de al menos aproximadamente 0,12 mm. 74. El proceso de la reivindicación 68 donde cada espaciador tiene un espesor en el intervalo de aproximadamente 0,12 a aproximadamente 3,7 mm. 7. El proceso de la reivindicación 68 donde al menos un espaciador tiene un volumen hueco mínimo de al menos aproximadamente 3%. 76. El proceso de la reivindicación 68 donde al menos un espaciador tiene un volumen hueco en un intervalo desde aproximadamente 3% hasta aproximadamente 7%. 77. El proceso de la reivindicación 68 donde al menos un espaciador tiene un volumen hueco máximo de aproximadamente 1%. 78. El proceso de la reivindicación 68 donde al menos un espaciador tiene un volumen hueco en el intervalo de aproximadamente 1 a aproximadamente el 0,01%. 6 13

14 14 ES B2

15 ES B2 1

16 16 ES B2

17 ES B2 17

18 18 ES B2
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 ES Nº de solicitud: Fecha de presentación de la solicitud: Fecha de prioridad: INFORME SOBRE EL ESTADO DE LA TÉCNICA 1 Int. Cl. 7 : F16J 1/12, 1/ DOCUMENTOS RELEVANTES Categoría Documentos citados Reividicaciones afectadas Y EP A (KSA DICHTSYSTEME) , todo el documento. 1 A 2,,8,9, 17,22,36 Y WO A (GORE & ASSOCIATES) , todo el documento. 1 A 4,9,16 A EP A (PERROT BREMSEN) , columna, líneas 9-18; 4 figura. A WO A (W.L. GORE & ASSOCIATES) , página 4, 7,16 línea 12 - página 7, línea 4; figuras 2,3. A GB 1907 A (GOETZE AG) , página 2, líneas -44; 16 figura. A DE A (KSA DICHTSYSTEME) , 1 reivindicaciones 1-; figuras 1-3. Categoría de los documentos citados X: de particular relevancia Y: de particular relevancia combinado con otro/s de la misma categoría A: refleja el estado de la técnica El presente informe ha sido realizado para todas las reivindicaciones O: referido a divulgación no escrita P: publicado entre la fecha de prioridad y la de presentación de la solicitud E: documento anterior, pero publicado después de la fecha de presentación de la solicitud para las reivindicaciones nº: Fecha de realización del informe Examinador Página Fco. J. Cervera Jiménez 1/1
 11.06.1992, página 4, 7,16 línea 12 - página 7, línea 4; figuras 2,3. A GB 1907 A (GOETZE AG) 31..1979, página 2, líneas -44; 16 figura.")
ES 1 097 480 U ESPAÑA 11. Número de publicación: 1 097 480. Número de solicitud: 201331388 A47G 29/00 (2006.01) 03.12.2013
 03.12.2013") 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 21 Número de publicación: 1 097 480 Número de solicitud: 1331388 1 Int. CI.: A47G 29/00 (06.01) 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 21 Número de publicación: 1 097 480 Número de solicitud: 1331388 1 Int. CI.: A47G 29/00 (06.01) 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
11 knúmero de publicación: 2 153 065. 51 kint. Cl. 7 : B05C 17/02. k 72 Inventor/es: Clauss, Peter. k 74 Agente: Elzaburu Márquez, Alberto
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 13 06 1 Int. Cl. 7 : B0C 17/02 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 96112779.2 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 13 06 1 Int. Cl. 7 : B0C 17/02 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 96112779.2 86 Fecha de presentación
11 knúmero de publicación: 2 127 379. 51 kint. Cl. 6 : B25J 9/04
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 127 379 51 kint. Cl. 6 : B25J 9/04 B25J 9/10 B25J 18/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 127 379 51 kint. Cl. 6 : B25J 9/04 B25J 9/10 B25J 18/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea:
B23K 23/00 //E01B 29/42 B60M 5/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k N. de publicación: ES 2 036 42 21 k Número de solicitud: 91412 1 k Int. Cl. : H01R 4/02 B23K 23/00 //E01B 29/42 BM /00 k 12 SOLICITUD DE PATENTE A2
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k N. de publicación: ES 2 036 42 21 k Número de solicitud: 91412 1 k Int. Cl. : H01R 4/02 B23K 23/00 //E01B 29/42 BM /00 k 12 SOLICITUD DE PATENTE A2
ES 1 055 617 U. Número de publicación: 1 055 617 PATENTES Y MARCAS. Número de solicitud: U 200302165. Int. Cl. 7 : A43B 7/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 0 617 21 k Número de solicitud: U 0216 1 k Int. Cl. 7 : A43B 7/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 0 617 21 k Número de solicitud: U 0216 1 k Int. Cl. 7 : A43B 7/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
51 Int. CI.: B60R 13/08 (2006.01) G10K 11/168 (2006.01) TRADUCCIÓN DE PATENTE EUROPEA
 G10K 11/168 (2006.01) TRADUCCIÓN DE PATENTE EUROPEA") 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 37 707 1 Int. CI.: B60R 13/08 (2006.01) G10K 11/168 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 96 Fecha de presentación y
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 37 707 1 Int. CI.: B60R 13/08 (2006.01) G10K 11/168 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 96 Fecha de presentación y
k 11 N. de publicación: ES 2 042 302 k 51 Int. Cl. 5 : A62B 18/10 k 72 Inventor/es: Harrison, Brian, H. y k 74 Agente: Ungría Goiburu, Bernardo
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 042 302 1 Int. Cl. : A62B 18/10 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 90909602.6 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 042 302 1 Int. Cl. : A62B 18/10 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 90909602.6 86 Fecha de presentación
Cambio del filtro y aceite de la transmision
 Cambio del filtro y aceite de la transmision Objetivo: Cambiar el fluido de la transmisión automática y eje de transmisión. Esta hoja de actividades contiene: Instrucciones paso por paso para completar
Cambio del filtro y aceite de la transmision Objetivo: Cambiar el fluido de la transmisión automática y eje de transmisión. Esta hoja de actividades contiene: Instrucciones paso por paso para completar
k 11 N. de publicación: ES 2 032 728 k 51 Int. Cl. 5 : E05F 3/10 k 72 Inventor/es: Tillmann, Horst k 74 Agente: Elzaburu Márquez, Alberto
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 032 728 1 Int. Cl. : E0F 3/10 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 91120383.4 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 032 728 1 Int. Cl. : E0F 3/10 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 91120383.4 86 Fecha de presentación
UNIDAD 6.- NEUMÁTICA.
 UNIDAD 6.- NEUMÁTICA. 1.-ELEMENTOS DE UN CIRCUITO NEUMÁTICO. El aire comprimido se puede utilizar de dos maneras distintas: Como elemento de mando y control: permitiendo que se abran o cierren determinadas
UNIDAD 6.- NEUMÁTICA. 1.-ELEMENTOS DE UN CIRCUITO NEUMÁTICO. El aire comprimido se puede utilizar de dos maneras distintas: Como elemento de mando y control: permitiendo que se abran o cierren determinadas
k 11 N. de publicación: ES 2 012 852 k 21 Número de solicitud: 8802912 k 51 Int. Cl. 4 : G07F 17/32 k 73 Titular/es: Ainsworth Nominees Pty.
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 012 852 k 21 Número de solicitud: 8802912 k 51 Int. Cl. 4 : G07F 17/32 k 12 PATENTEDEINVENCION A6 k 22 Fecha de presentación:
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 012 852 k 21 Número de solicitud: 8802912 k 51 Int. Cl. 4 : G07F 17/32 k 12 PATENTEDEINVENCION A6 k 22 Fecha de presentación:
11 knúmero de publicación: 2 182 585. 51 kint. Cl. 7 : B60C 23/04. k 72 Inventor/es: Delaporte, Françis
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 182 8 1 Int. Cl. 7 : BC 23/04 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9999471.6 86 Fecha de presentación:.12.1999
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 182 8 1 Int. Cl. 7 : BC 23/04 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9999471.6 86 Fecha de presentación:.12.1999
ES 2 487 992 A1 ESPAÑA 11. Número de publicación: 2 487 992. Número de solicitud: 201490058 B61D 17/06 (2006.01) 07.12.2011
 07.12.2011") 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 21 Número de publicación: 2 487 992 Número de solicitud: 149008 1 Int. CI.: B61D 17/06 (06.01) 12 SOLICITUD DE PATENTE A1 22 Fecha de presentación: 07.12.11
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 21 Número de publicación: 2 487 992 Número de solicitud: 149008 1 Int. CI.: B61D 17/06 (06.01) 12 SOLICITUD DE PATENTE A1 22 Fecha de presentación: 07.12.11
11 knúmero de publicación: 2 190 546. 51 kint. Cl. 7 : A46B 11/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 190 46 1 kint. Cl. 7 : A46B 11/00 F16K 1/06 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 9794997.
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 190 46 1 kint. Cl. 7 : A46B 11/00 F16K 1/06 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 9794997.
11 Número de publicación: 2 208 222. 51 Int. Cl. 7 : B21J 15/04. 74 Agente: Isern Jara, Jorge
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 208 222 51 Int. Cl. 7 : B21J 15/04 B21J 15/06 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00301734.0
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 208 222 51 Int. Cl. 7 : B21J 15/04 B21J 15/06 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00301734.0
Int. Cl.: 74 Agente: Ungría López, Javier
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 361 129 1 Int. Cl.: B2J 1/00 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 96 Número de solicitud europea: 078289. 96 Fecha de
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 361 129 1 Int. Cl.: B2J 1/00 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 96 Número de solicitud europea: 078289. 96 Fecha de
Como resultado del ensayo se dará el valor individual de la succión de cada uno de los ladrillos y el valor medio de los seis.
 Capilaridad o succión: Es la velocidad inicial con la que el ladrillo toma agua por capilaridad, medida en gramos de agua absorbidos por cada cm 2 de superficie puesta en contacto con el agua en un minuto,
Capilaridad o succión: Es la velocidad inicial con la que el ladrillo toma agua por capilaridad, medida en gramos de agua absorbidos por cada cm 2 de superficie puesta en contacto con el agua en un minuto,
11 knúmero de publicación: 2 134 021. 51 kint. Cl. 6 : A61M 5/32. k 73 Titular/es: NOVO NORDISK A/S. k 72 Inventor/es: Smedegaard, Jorgen K.
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 134 021 1 Int. Cl. 6 : A61M /32 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9694196.7 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 134 021 1 Int. Cl. 6 : A61M /32 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9694196.7 86 Fecha de presentación
ES 1 046 526 U. Número de publicación: 1 046 526 PATENTES Y MARCAS. Número de solicitud: U 200001569. Int. Cl. 7 : B61D 35/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 046 26 21 k Número de solicitud: U 000169 1 k Int. Cl. 7 : B61D 3/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 046 26 21 k Número de solicitud: U 000169 1 k Int. Cl. 7 : B61D 3/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
Ensayos de hormigón endurecido: determinación de la resistencia a compresión de probetas.
 González,E.yAlloza,A.M. Ensayos de hormigón endurecido: determinación de la resistencia a compresión de probetas. FUNDAMENTO Las probetas se comprimen hasta rotura en una máquina de ensayo de compresión.
González,E.yAlloza,A.M. Ensayos de hormigón endurecido: determinación de la resistencia a compresión de probetas. FUNDAMENTO Las probetas se comprimen hasta rotura en una máquina de ensayo de compresión.
MANUAL COPIAS DE SEGURIDAD
 MANUAL COPIAS DE SEGURIDAD Índice de contenido Ventajas del nuevo sistema de copia de seguridad...2 Actualización de la configuración...2 Pantalla de configuración...3 Configuración de las rutas...4 Carpeta
MANUAL COPIAS DE SEGURIDAD Índice de contenido Ventajas del nuevo sistema de copia de seguridad...2 Actualización de la configuración...2 Pantalla de configuración...3 Configuración de las rutas...4 Carpeta
TEMA 1: REPRESENTACIÓN GRÁFICA. 0.- MANEJO DE ESCUADRA Y CARTABON (Repaso 1º ESO)
") TEMA 1: REPRESENTACIÓN GRÁFICA 0.- MANEJO DE ESCUADRA Y CARTABON (Repaso 1º ESO) Son dos instrumentos de plástico transparente que se suelen usar de forma conjunta. La escuadra tiene forma de triángulo
TEMA 1: REPRESENTACIÓN GRÁFICA 0.- MANEJO DE ESCUADRA Y CARTABON (Repaso 1º ESO) Son dos instrumentos de plástico transparente que se suelen usar de forma conjunta. La escuadra tiene forma de triángulo
ES 2 192 897 A1 B42F 5/00. Número de publicación: 2 192 897 PATENTES Y MARCAS. Número de solicitud: 200000528. Int. Cl. 7 : B42D 1/08 16.10.
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 192 897 21 k Número de solicitud: 200000528 51 k Int. Cl. 7 : B42D 1/08 B42F 5/00 k 12 SOLICITUD DE PATENTE A1 22 kfecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 192 897 21 k Número de solicitud: 200000528 51 k Int. Cl. 7 : B42D 1/08 B42F 5/00 k 12 SOLICITUD DE PATENTE A1 22 kfecha
TIPOS DE RESTRICCIONES
 RESTRICCIONES: Las restricciones son reglas que determinan la posición relativa de las distintas geometrías existentes en el archivo de trabajo. Para poder aplicarlas con rigor es preciso entender el grado
RESTRICCIONES: Las restricciones son reglas que determinan la posición relativa de las distintas geometrías existentes en el archivo de trabajo. Para poder aplicarlas con rigor es preciso entender el grado
ES 1 000 594 U. Número de publicación: 1 000 594 REGISTRO DE LA PROPIEDAD INDUSTRIAL. Número de solicitud: U 8600286. Int. Cl.
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k Número de publicación: 1 000 94 21 k Número de solicitud: U 80286 1 k Int. Cl. 4 : A47K 13/14 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k Número de publicación: 1 000 94 21 k Número de solicitud: U 80286 1 k Int. Cl. 4 : A47K 13/14 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
11 knúmero de publicación: 2 130 777. 51 kint. Cl. 6 : B43L 13/20
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 130 777 51 kint. Cl. 6 : B43L 13/20 B44F 7/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 96900212.0
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 130 777 51 kint. Cl. 6 : B43L 13/20 B44F 7/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 96900212.0
Int. Cl. 7 : B30B 9/30
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 11 417 21 k Número de solicitud: 00980190 1 k Int. Cl. 7 : B30B 9/30 B30B 1/04 B30B 1/06 k 12 SOLICITUD DE PATENTE A1 22
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 11 417 21 k Número de solicitud: 00980190 1 k Int. Cl. 7 : B30B 9/30 B30B 1/04 B30B 1/06 k 12 SOLICITUD DE PATENTE A1 22
D E S C R I P C I O N
 SISTEMA DE REFRIGERACIÓN CON CO 2 COMO FLUIDO SECUNDARIO D E S C R I P C I O N OBJETO DE LA INVENCIÓN La presente invención se refiere a un sistema de refrigeración con CO 2 como fluido secundario que
SISTEMA DE REFRIGERACIÓN CON CO 2 COMO FLUIDO SECUNDARIO D E S C R I P C I O N OBJETO DE LA INVENCIÓN La presente invención se refiere a un sistema de refrigeración con CO 2 como fluido secundario que
11 Número de publicación: 2 256 996. 51 Int. Cl. 7 : B31B 19/74
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 26 996 1 Int. Cl. 7 : B31B 19/74 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99120740.8 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 26 996 1 Int. Cl. 7 : B31B 19/74 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99120740.8 86 Fecha de presentación
11 knúmero de publicación: 2 146 897. 51 kint. Cl. 7 : E04F 21/20. k 73 Titular/es: Cairn Holdings (UK) Limited
 Limited") k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 146 897 51 kint. Cl. 7 : E04F 21/20 k 12 TRADUCCION DE PATENTE EUROPEA T3 k k k k 86 Número de solicitud europea: 96927766.4
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 146 897 51 kint. Cl. 7 : E04F 21/20 k 12 TRADUCCION DE PATENTE EUROPEA T3 k k k k 86 Número de solicitud europea: 96927766.4
Un vistazo a la calle revela que hay una gran cantidad de vehículos con arañazos o
 C arrocería rápida La respuesta rápida a las pequeñas reparaciones Pilar Santos Un vistazo a la calle revela que hay una gran cantidad de vehículos con arañazos o pequeños daños sin reparar, poniendo de
C arrocería rápida La respuesta rápida a las pequeñas reparaciones Pilar Santos Un vistazo a la calle revela que hay una gran cantidad de vehículos con arañazos o pequeños daños sin reparar, poniendo de
LÍNEAS DEL DIAGRAMA DE MOLLIER
 DIAGRAMA DE MOLLIER El refrigerante cambia de estado a lo largo del ciclo frigorífico como hemos visto en el capítulo anterior. Representaremos sobre el diagrama de p-h las distintas transformaciones que
DIAGRAMA DE MOLLIER El refrigerante cambia de estado a lo largo del ciclo frigorífico como hemos visto en el capítulo anterior. Representaremos sobre el diagrama de p-h las distintas transformaciones que
ES 1 055 325 U. Número de publicación: 1 055 325 PATENTES Y MARCAS. Número de solicitud: U 200301198. Int. Cl. 7 : B60C 29/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 0 32 21 k Número de solicitud: U 01198 1 k Int. Cl. 7 : BC 29/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 0 32 21 k Número de solicitud: U 01198 1 k Int. Cl. 7 : BC 29/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
Gestión de la Configuración
 Gestión de la ÍNDICE DESCRIPCIÓN Y OBJETIVOS... 1 ESTUDIO DE VIABILIDAD DEL SISTEMA... 2 ACTIVIDAD EVS-GC 1: DEFINICIÓN DE LOS REQUISITOS DE GESTIÓN DE CONFIGURACIÓN... 2 Tarea EVS-GC 1.1: Definición de
Gestión de la ÍNDICE DESCRIPCIÓN Y OBJETIVOS... 1 ESTUDIO DE VIABILIDAD DEL SISTEMA... 2 ACTIVIDAD EVS-GC 1: DEFINICIÓN DE LOS REQUISITOS DE GESTIÓN DE CONFIGURACIÓN... 2 Tarea EVS-GC 1.1: Definición de
11 knúmero de publicación: 2 150 799. 51 kint. Cl. 7 : B65G 1/02
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 799 1 kint. Cl. 7 : B6G 1/02 A47B 47/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 98221.0 86
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 799 1 kint. Cl. 7 : B6G 1/02 A47B 47/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 98221.0 86
11 knúmero de publicación: 2 135 795. 51 kint. Cl. 6 : B61C 17/04. k 72 Inventor/es: Barberis, Dario. k 74 Agente: Dávila Baz, Angel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 13 79 1 Int. Cl. 6 : B61C 17/04 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 971.7 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 13 79 1 Int. Cl. 6 : B61C 17/04 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 971.7 86 Fecha de presentación
Soluciones Durlock Informes técnicos
 Aplicaciones de placas Durlock en ambientes húmedos. Hoja 1 de 5 En ambientes húmedos (locales con grado higrométrico alto no constante, como baños, vestuarios, cocinas, lavaderos), las paredes deben soportar
Aplicaciones de placas Durlock en ambientes húmedos. Hoja 1 de 5 En ambientes húmedos (locales con grado higrométrico alto no constante, como baños, vestuarios, cocinas, lavaderos), las paredes deben soportar
GUÍA TÉCNICA DE APLICACIÓN - ANEXOS SIGNIFICADO Y EXPLICACIÓN DE LOS CÓDIGOS IP, IK
 SIGNIFICADO Y EXPLICACIÓN DE LOS CÓDIGOS IP, IK 1 Introducción En el presente anexo se pretende dar una explicación acerca del significado del sistema de clasificación establecido por los códigos IP e
SIGNIFICADO Y EXPLICACIÓN DE LOS CÓDIGOS IP, IK 1 Introducción En el presente anexo se pretende dar una explicación acerca del significado del sistema de clasificación establecido por los códigos IP e
Int. Cl. 7 : A01G 25/02
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 184 605 21 k Número de solicitud: 200100858 51 k Int. Cl. 7 : A01G 25/02 A01G 25/06 k 12 SOLICITUD DE PATENTE A1 22 kfecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 184 605 21 k Número de solicitud: 200100858 51 k Int. Cl. 7 : A01G 25/02 A01G 25/06 k 12 SOLICITUD DE PATENTE A1 22 kfecha
11 knúmero de publicación: 2 163 415. 51 kint. Cl. 7 : B01D 39/18
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 163 41 1 kint. Cl. 7 : B01D 39/18 B01D 39/08 B01D 39/16 A47L 9/14 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número de solicitud
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 163 41 1 kint. Cl. 7 : B01D 39/18 B01D 39/08 B01D 39/16 A47L 9/14 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número de solicitud
39ª Reunión Anual de la SNE Reus (Tarragona) España, 25-27 septiembre 2013
 España, 25-27 septiembre 2013") Análisis del comportamiento del flujo de refrigerante a través del cabezal inferior y el impacto de la supresión de los taladros en el faldón lateral del MAEF-2012 con el código CFD STAR-CCM+. Introducción:
Análisis del comportamiento del flujo de refrigerante a través del cabezal inferior y el impacto de la supresión de los taladros en el faldón lateral del MAEF-2012 con el código CFD STAR-CCM+. Introducción:
11 Número de publicación: 2 198 652. 51 Int. Cl. 7 : G01D 5/353. 74 Agente: Tavira Montes-Jovellar, Antonio
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 198 62 1 Int. Cl. 7 : G01D /33 G01L 1/24 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 98304833.1 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 198 62 1 Int. Cl. 7 : G01D /33 G01L 1/24 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 98304833.1 86 Fecha
11 Número de publicación: 2 200 458. 51 Int. Cl. 7 : B42D 15/02. 72 Inventor/es: Ziggel, Carsten. 74 Agente: Roeb Diaz-Álvarez, Maria
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 0 48 1 Int. Cl. 7 : B42D 1/02 G11B 7/24 G11B 23/ 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud: 991239.2 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 0 48 1 Int. Cl. 7 : B42D 1/02 G11B 7/24 G11B 23/ 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud: 991239.2 86 Fecha
ES 1 055 491 U. Número de publicación: 1 055 491 PATENTES Y MARCAS. Número de solicitud: U 200302034. Int. Cl. 7 : A47F 5/13
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 055 491 21 k Número de solicitud: U 200302034 51 k Int. Cl. 7 : A47F 5/13 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 055 491 21 k Número de solicitud: U 200302034 51 k Int. Cl. 7 : A47F 5/13 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
Elementos de Física - Aplicaciones ENERGÍA. Taller Vertical 3 de Matemática y Física Aplicadas MASSUCCO ARRARÁS MARAÑON DI LEO
 Elementos de Física - Aplicaciones ENERGÍA Taller Vertical 3 de Matemática y Física Aplicadas MASSUCCO ARRARÁS MARAÑON DI LEO Energía La energía es una magnitud física que está asociada a la capacidad
Elementos de Física - Aplicaciones ENERGÍA Taller Vertical 3 de Matemática y Física Aplicadas MASSUCCO ARRARÁS MARAÑON DI LEO Energía La energía es una magnitud física que está asociada a la capacidad
TALLO FEMORAL PARA PROTESIS TOTAL DE CADERA
 1 TALLO FEMORAL PARA PROTESIS TOTAL DE CADERA 5 La presente invención se refiere a un tallo femoral para prótesis total de cadera, gracias al cual se consiguen notables mejoras en relación a los tallos
1 TALLO FEMORAL PARA PROTESIS TOTAL DE CADERA 5 La presente invención se refiere a un tallo femoral para prótesis total de cadera, gracias al cual se consiguen notables mejoras en relación a los tallos
Para crear una lista como la anterior, primero escribe la información, y después selecciona el texto y aplícale el formato de viñetas.
 Módulo 3 Herramientas de Cómputo Listas, tabulaciones, columnas y cuadros de texto Listas En muchas ocasiones es necesario que enumeres diferentes elementos en tus documentos. Word no sólo reconoce números
Módulo 3 Herramientas de Cómputo Listas, tabulaciones, columnas y cuadros de texto Listas En muchas ocasiones es necesario que enumeres diferentes elementos en tus documentos. Word no sólo reconoce números
11 knúmero de publicación: 2 141 353. 51 kint. Cl. 6 : F16H 37/04. Número de solicitud europea: 95919718.7 86 kfecha de presentación : 12.05.
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 141 33 1 kint. Cl. 6 : F16H 37/04 F16H 7/02 B2J 18/00 B2J 9/ H02K 7/116 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 141 33 1 kint. Cl. 6 : F16H 37/04 F16H 7/02 B2J 18/00 B2J 9/ H02K 7/116 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número
Supongamos que se tiene que montar un pilar de referencia"a" localizado en un plano de replanteo.
 EJEMPLOS DE SELECCIÓN DE GRÚAS TELESCÓPICAS Ejemplo 1: selección de la grúa para el montaje de pilares. Supongamos que se tiene que montar un pilar de referencia"a" localizado en un plano de replanteo.
EJEMPLOS DE SELECCIÓN DE GRÚAS TELESCÓPICAS Ejemplo 1: selección de la grúa para el montaje de pilares. Supongamos que se tiene que montar un pilar de referencia"a" localizado en un plano de replanteo.
Int. Cl. 5 : B31B 17/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k N. de publicación: ES 2 067 382 21 k Número de solicitud: 9300188 1 k Int. Cl. : B31B 17/00 k 12 SOLICITUD DE PATENTE A2 k 22 Fecha de presentación:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k N. de publicación: ES 2 067 382 21 k Número de solicitud: 9300188 1 k Int. Cl. : B31B 17/00 k 12 SOLICITUD DE PATENTE A2 k 22 Fecha de presentación:
ES 1 042 254 U. Número de publicación: 1 042 254 PATENTES Y MARCAS. Número de solicitud: U 9900391. Int. Cl. 6 : B42D 15/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 042 24 21 k Número de solicitud: U 9900391 1 k Int. Cl. 6 : B42D 1/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 042 24 21 k Número de solicitud: U 9900391 1 k Int. Cl. 6 : B42D 1/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
k 11 N. de publicación: ES 2 043 178 k 51 Int. Cl. 5 : B60B 27/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 043 178 k 1 Int. Cl. : B60B 27/00 F16B 39/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 90110226.9
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 043 178 k 1 Int. Cl. : B60B 27/00 F16B 39/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 90110226.9
Int. Cl.: 72 Inventor/es: Ortubai Balanzategui, Kristina. 74 Agente: Carvajal y Urquijo, Isabel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 279 19 1 Int. Cl.: A63F 3/00 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0378144.4 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 279 19 1 Int. Cl.: A63F 3/00 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0378144.4 86 Fecha
LOSA DE HORMIGON ARMADO
 MINISTERIO DE VIVIENDA, ORDENAMIENTO TERRITORIAL Y MEDIO AMBIENTE LOSA DE HORMIGON ARMADO Veamos un ejemplo de una losa horizontal simple J.G.BARCALA DETERMINACION DE ALTURA DE ENCOFRADO Para armar el
MINISTERIO DE VIVIENDA, ORDENAMIENTO TERRITORIAL Y MEDIO AMBIENTE LOSA DE HORMIGON ARMADO Veamos un ejemplo de una losa horizontal simple J.G.BARCALA DETERMINACION DE ALTURA DE ENCOFRADO Para armar el
k 11 N. de publicación: ES 2 037 551 k 51 Int. Cl. 5 : A47L 15/48 k 72 Inventor/es: Dygve, Hans Gustav Elof k 74 Agente: Elzaburu Márquez, Alberto
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 037 1 1 Int. Cl. : A47L 1/48 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9080021.8 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 037 1 1 Int. Cl. : A47L 1/48 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9080021.8 86 Fecha de presentación
11 Número de publicación: 2 282 089. 51 Int. Cl.: 72 Inventor/es: Rovera, Giuseppe. 74 Agente: Justo Vázquez, Jorge Miguel de
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 282 089 1 Int. Cl.: A01K 47/04 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00830639.1 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 282 089 1 Int. Cl.: A01K 47/04 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00830639.1 86 Fecha
11 Número de publicación: 2 221 796. 21 Número de solicitud: 200301089. 51 Int. Cl. 7 : A23B 4/10. 72 Inventor/es: Gómez Romero, Luis Antonio
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 221 796 21 Número de solicitud: 089 1 Int. Cl. 7 : A23B 4/ 12 SOLICITUD DE PATENTE A1 22 Fecha de presentación: 12.0.03 71 Solicitante/s:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 221 796 21 Número de solicitud: 089 1 Int. Cl. 7 : A23B 4/ 12 SOLICITUD DE PATENTE A1 22 Fecha de presentación: 12.0.03 71 Solicitante/s:
11 kn. de publicación: ES 2 083 260. 51 kint. Cl. 6 : A47C 31/02
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 083 2 1 Int. Cl. 6 : A47C 31/02 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 93097.4 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 083 2 1 Int. Cl. 6 : A47C 31/02 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 93097.4 86 Fecha de presentación
11 knúmero de publicación: 2 123 095. 51 kint. Cl. 6 : A63F 3/06. k 72 Inventor/es: Behm, William Frederick y. k 74 Agente: Curell Suñol, Marcelino
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 123 09 1 Int. Cl. 6 : A63F 3/06 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 942827.4 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 123 09 1 Int. Cl. 6 : A63F 3/06 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 942827.4 86 Fecha de presentación
ES 1 018 641 U. Número de publicación: 1 018 641 REGISTRO DE LA PROPIEDAD INDUSTRIAL. Número de solicitud: U 9102976. Int. Cl.
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k Número de publicación: 1 018 641 21 k Número de solicitud: U 9102976 51 k Int. Cl. 5 : A24F 15/08 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k Número de publicación: 1 018 641 21 k Número de solicitud: U 9102976 51 k Int. Cl. 5 : A24F 15/08 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
INDICE 3. CALCULO Y DISEÑO DE LAS LINEAS DE REFRIGERANTE 3.1.1. PERDIDA DE PRESION 3.1.2. RETORNO DEL ACEITE AL COMPRESOR 3.1.3.
 Cálculo y Diseño de Líneas de Refrigerante INDICE 0. INTRODUCCION 1. PRINCIPIOS BASICOS 2. MATERIAL 3. CALCULO Y DISEÑO DE LAS LINEAS DE REFRIGERANTE 3.1. LINEA DE ASPIRACION 3.1.1. PERDIDA DE PRESION
Cálculo y Diseño de Líneas de Refrigerante INDICE 0. INTRODUCCION 1. PRINCIPIOS BASICOS 2. MATERIAL 3. CALCULO Y DISEÑO DE LAS LINEAS DE REFRIGERANTE 3.1. LINEA DE ASPIRACION 3.1.1. PERDIDA DE PRESION
11 kn. de publicación: ES 2 082 185. 51 kint. Cl. 6 : G06K 7/10. k 72 Inventor/es: Bengtsson, Kjell. k 74 Agente: Alvarez López, Fernando
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 082 18 1 Int. Cl. 6 : G06K 7/ 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9180072.9 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 082 18 1 Int. Cl. 6 : G06K 7/ 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9180072.9 86 Fecha de presentación
ES 1 071 060 U D04H 5/00 (2006.01) OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA. 11 Número de publicación: 1 071 060
 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA. 11 Número de publicación: 1 071 060") 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 071 0 21 Número de solicitud: U 0901294 1 Int. Cl.: D04H /00 (06.01) 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 1 071 0 21 Número de solicitud: U 0901294 1 Int. Cl.: D04H /00 (06.01) 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
Int. Cl.: 72 Inventor/es: Meier, Reinhold. 74 Agente: Roeb Díaz-Álvarez, María
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 322 3 1 Int. Cl.: B23K 26/34 (06.01) F16J 1/44 (06.01) F01D 11/12 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 96 Número de solicitud
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 322 3 1 Int. Cl.: B23K 26/34 (06.01) F16J 1/44 (06.01) F01D 11/12 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 96 Número de solicitud
MANUAL DE CALIDAD VIDRIO INSULADO
 MANUAL DE CALIDAD VIDRIO INSULADO 8 Manual de Calidad para el VIDRIO INSULADO Este manual cubre los requerimientos para el vidrio insulado. Este consiste en armar dos o más vidrios separados por un elemento
MANUAL DE CALIDAD VIDRIO INSULADO 8 Manual de Calidad para el VIDRIO INSULADO Este manual cubre los requerimientos para el vidrio insulado. Este consiste en armar dos o más vidrios separados por un elemento
k 11 N. de publicación: ES 2 030 155 k 51 Int. Cl. 5 : A61G 15/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 0 1 k 1 Int. Cl. : A61G 1/00 A61B 19/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 881222.2 86
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 0 1 k 1 Int. Cl. : A61G 1/00 A61B 19/02 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 881222.2 86
11 Número de publicación: 2 288 447. 21 Número de solicitud: 200702102. 51 Int. Cl.: 72 Inventor/es: Cabre Roige, Luis
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 288 447 21 Número de solicitud: 200702102 51 Int. Cl.: A01G 9/02 (2006.01) A01G 27/04 (2006.01) 12 SOLICITUD DE PATENTE A2 22
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 288 447 21 Número de solicitud: 200702102 51 Int. Cl.: A01G 9/02 (2006.01) A01G 27/04 (2006.01) 12 SOLICITUD DE PATENTE A2 22
11 Número de publicación: 2 284 312. 21 Número de solicitud: 200500732. 51 Int. Cl.: 72 Inventor/es: Gubertini Ciriza, Raúl
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 284 312 21 Número de solicitud: 200500732 51 Int. Cl.: B65F 1/00 (2006.01) 12 PATENTE DE INVENCIÓN B1 22 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 284 312 21 Número de solicitud: 200500732 51 Int. Cl.: B65F 1/00 (2006.01) 12 PATENTE DE INVENCIÓN B1 22 Fecha de presentación:
Int. Cl. 7 : A43B 13/00. 22 kfecha de presentación: 21.02.2003 71 k Solicitante/s: TEMPE, S.A. Avda. de la Diputación s/n. 15142 Arteixo, A Coruña, ES
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 04 078 21 k Número de solicitud: U 200300446 1 k Int. Cl. 7 : A43B 13/00 G01V 1/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 04 078 21 k Número de solicitud: U 200300446 1 k Int. Cl. 7 : A43B 13/00 G01V 1/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U
PN 05 Técnicas básicas de panadería I
 4. AMASAR. DEFINICIÓN Y TIPOS DE MAQUINARIA EM- PLEADA Podemos definir amasar como: Trabajar a mano o máquina masas compuestas, fundamentalmente de harina, agua, sal y levadura, además de otros elementos
4. AMASAR. DEFINICIÓN Y TIPOS DE MAQUINARIA EM- PLEADA Podemos definir amasar como: Trabajar a mano o máquina masas compuestas, fundamentalmente de harina, agua, sal y levadura, además de otros elementos
Int. Cl. 7 : G09F 15/00. 22 kfecha de presentación: 27.07.2001 71 k Solicitante/s: David Donoso Pía Paseo de la Castellana 70, local Madrid, ES
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 199 640 21 k Número de solicitud: 200101771 51 k Int. Cl. 7 : G09F 15/00 G09F 17/00 A47F 5/01 k 12 SOLICITUD DE PATENTE A1
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 199 640 21 k Número de solicitud: 200101771 51 k Int. Cl. 7 : G09F 15/00 G09F 17/00 A47F 5/01 k 12 SOLICITUD DE PATENTE A1
CONCEPTOS DE LA FUERZA
 CONCEPTOS DE LA FUERZA PAPEL DE LA FUERZA EN EL RENDIMIENTO DEPORTIVO La mejora de la fuerza es un factor importante en todas las actividades deportivas, y en algunos casos determinantes (en el arbitraje
CONCEPTOS DE LA FUERZA PAPEL DE LA FUERZA EN EL RENDIMIENTO DEPORTIVO La mejora de la fuerza es un factor importante en todas las actividades deportivas, y en algunos casos determinantes (en el arbitraje
SISTEMAS Y MANUALES DE LA CALIDAD
 SISTEMAS Y MANUALES DE LA CALIDAD NORMATIVAS SOBRE SISTEMAS DE CALIDAD Introducción La experiencia de algunos sectores industriales que por las características particulares de sus productos tenían necesidad
SISTEMAS Y MANUALES DE LA CALIDAD NORMATIVAS SOBRE SISTEMAS DE CALIDAD Introducción La experiencia de algunos sectores industriales que por las características particulares de sus productos tenían necesidad
TABLA DE DECISION. Consideremos la siguiente tabla, expresada en forma genérica, como ejemplo y establezcamos la manera en que debe leerse.
 TABLA DE DECISION La tabla de decisión es una herramienta que sintetiza procesos en los cuales se dan un conjunto de condiciones y un conjunto de acciones a tomar según el valor que toman las condiciones.
TABLA DE DECISION La tabla de decisión es una herramienta que sintetiza procesos en los cuales se dan un conjunto de condiciones y un conjunto de acciones a tomar según el valor que toman las condiciones.
11 kn. de publicación: ES 2 071 398. 51 kint. Cl. 6 : B65D 8/06
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 071 398 1 kint. Cl. 6 : B6D 8/06 B21D 1/20 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 9211128.8
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 071 398 1 kint. Cl. 6 : B6D 8/06 B21D 1/20 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 9211128.8
Para el primer experimento: 10 hojas de papel tamaño carta u oficio cinta adhesiva. Para el segundo experimento: Una toma de agua (grifo) Una manguera
 Una manguera") Muchas veces observamos a las aves volar y entendemos que lo hacen por su misma naturaleza, y en algunas ocasiones vemos a los aviones (aves de metal) que hacen lo mismo que las aves: también vuelan, pero
Muchas veces observamos a las aves volar y entendemos que lo hacen por su misma naturaleza, y en algunas ocasiones vemos a los aviones (aves de metal) que hacen lo mismo que las aves: también vuelan, pero
Int. Cl. 5 : G07C 15/00. k 71 Solicitante/s: Israel Berbis González. k 72 Inventor/es: Berbis González, Israel
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 028 298 21 k Número de solicitud: U 91649 1 k Int. Cl. : G07C 1/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 028 298 21 k Número de solicitud: U 91649 1 k Int. Cl. : G07C 1/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
MESA MOSAICO. Vamos a reutilizar una mesa de caña, lo primero que hay que hacer es aplicarle decapante para quitar todo el barniz antiguo que tiene.
 MESA MOSAICO Vamos a reutilizar una mesa de caña, lo primero que hay que hacer es aplicarle decapante para quitar todo el barniz antiguo que tiene. Se le da el decapante, se deja actuar y se retira con
MESA MOSAICO Vamos a reutilizar una mesa de caña, lo primero que hay que hacer es aplicarle decapante para quitar todo el barniz antiguo que tiene. Se le da el decapante, se deja actuar y se retira con
11 kn. de publicación: ES 2 080 344. 51 kint. Cl. 6 : F02C 7/26
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 080 344 1 kint. Cl. 6 : F02C 7/26 F01D 19/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 91920661.
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 080 344 1 kint. Cl. 6 : F02C 7/26 F01D 19/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 91920661.
Int. Cl. 6 : A47L 15/48. 22 kfecha de presentación: 22.01.98 71 k Solicitante/s: Electrolux Zanussi S.p.A. Via Giardini Cattaneo 3 33170 Pordenone, IT
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 039 277 21 k Número de solicitud: U 9800169 1 k Int. Cl. 6 : A47L 1/48 A47L 19/04 k 12 SOLICITUD DE MODELO DE UTILIDAD U
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 039 277 21 k Número de solicitud: U 9800169 1 k Int. Cl. 6 : A47L 1/48 A47L 19/04 k 12 SOLICITUD DE MODELO DE UTILIDAD U
ES 1 077 910 U SOLICITUD DE MODELO DE UTILIDAD OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA. Número de solicitud: 201231058 E06B 7/00 (2006.
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 21 1 077 910 Número de solicitud: 20123108 1 Int. CI.: E06B 7/00 (2006.01) 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 21 1 077 910 Número de solicitud: 20123108 1 Int. CI.: E06B 7/00 (2006.01) 12 SOLICITUD DE MODELO DE UTILIDAD U 22 Fecha de presentación:
CÓMO... Medir la Presión Estática Local del Aire en la Incubadora?
 POR QUÉ ES IMPORTANTE MEDIR LA PRESIÓN ESTÁTICA LOCAL? QUÉ ES LA PRESIÓN ESTÁTICA LOCAL? "La presión local" es la diferencia que existe entre la presión de un ambiente específico y la presión que se utiliza
POR QUÉ ES IMPORTANTE MEDIR LA PRESIÓN ESTÁTICA LOCAL? QUÉ ES LA PRESIÓN ESTÁTICA LOCAL? "La presión local" es la diferencia que existe entre la presión de un ambiente específico y la presión que se utiliza
Lamas. Protección solar. Acristalamientos. Lucernarios. Complementos a bombas de calor
 Documentación video 4 Lamas. Protección solar. Acristalamientos. Lucernarios. Complementos a bombas de calor Sistema de Captación Solar Térmica con Proyecto ALCREA SOLAR c/ Mercurio 15. 28224 Pozuelo de
Documentación video 4 Lamas. Protección solar. Acristalamientos. Lucernarios. Complementos a bombas de calor Sistema de Captación Solar Térmica con Proyecto ALCREA SOLAR c/ Mercurio 15. 28224 Pozuelo de
Tema 3. Medidas de tendencia central. 3.1. Introducción. Contenido
 Tema 3 Medidas de tendencia central Contenido 31 Introducción 1 32 Media aritmética 2 33 Media ponderada 3 34 Media geométrica 4 35 Mediana 5 351 Cálculo de la mediana para datos agrupados 5 36 Moda 6
Tema 3 Medidas de tendencia central Contenido 31 Introducción 1 32 Media aritmética 2 33 Media ponderada 3 34 Media geométrica 4 35 Mediana 5 351 Cálculo de la mediana para datos agrupados 5 36 Moda 6
k 11 N. de publicación: ES 2 046 714 k 51 Int. Cl. 5 : B60C 5/08 k 72 Inventor/es: Sicard, Alain k 74 Agente: Esteban Pérez-Serrano, M ā Isabel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 046 714 1 Int. Cl. : BC /08 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 900164.1 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 046 714 1 Int. Cl. : BC /08 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 900164.1 86 Fecha de presentación
11 knúmero de publicación: 2 128 845. 51 kint. Cl. 6 : B25H 1/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 128 845 51 kint. Cl. 6 : B25H 1/00 B66F 7/08 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 96909035.6
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 128 845 51 kint. Cl. 6 : B25H 1/00 B66F 7/08 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 96909035.6
F25D 17/02 G05D 23/19
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 014 749 k 21 Número de solicitud: 89024 k 1 Int. Cl. : B67D 1/08 F2D 17/02 G0D 23/19 k 12 PATENTEDEINVENCION A6 22 kfecha de
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 014 749 k 21 Número de solicitud: 89024 k 1 Int. Cl. : B67D 1/08 F2D 17/02 G0D 23/19 k 12 PATENTEDEINVENCION A6 22 kfecha de
A continuación se presenta los resultados obtenidos en las pruebas realizadas en
 6.0 RESULTADOS, COMPARACIÓN Y ANALISIS. 6.1 PERMEABILIDAD. A continuación se presenta los resultados obtenidos en las pruebas realizadas en el laboratorio para la determinación del coeficiente de permeabilidad
6.0 RESULTADOS, COMPARACIÓN Y ANALISIS. 6.1 PERMEABILIDAD. A continuación se presenta los resultados obtenidos en las pruebas realizadas en el laboratorio para la determinación del coeficiente de permeabilidad
PARTES FUNDAMENTALES DE UNA CÁMARA FOTOGRÁFICA
 PARTES FUNDAMENTALES DE UNA CÁMARA FOTOGRÁFICA 1. Lente El lente es el componente de la cámara fotográfica que sirve para enfocar y regular el foco (las cámaras que tienen zoom son capaces de acercar y
PARTES FUNDAMENTALES DE UNA CÁMARA FOTOGRÁFICA 1. Lente El lente es el componente de la cámara fotográfica que sirve para enfocar y regular el foco (las cámaras que tienen zoom son capaces de acercar y
11 knúmero de publicación: 2 144 127. 51 kint. Cl. 7 : B07C 5/342. k 72 Inventor/es: Wahlquist, Anders. k 74 Agente: Esteban Pérez-Serrano, M ā Isabel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 144 127 1 Int. Cl. 7 : B07C /342 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99331.6 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 144 127 1 Int. Cl. 7 : B07C /342 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99331.6 86 Fecha de presentación
Int. Cl. 7 : A47F 3/04. 72 Inventor/es: Bocchini, Augusto. 74 Agente: Esteban Pérez-Serrano, María Isabel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 246 463 1 Int. Cl. 7 : A47F 3/04 A47F 3/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 03461.3 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 246 463 1 Int. Cl. 7 : A47F 3/04 A47F 3/00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 03461.3 86 Fecha
Se ha previsto una versión con un nervio (5) de escaso relieve en la parte trocantérea.
 de escaso relieve en la parte trocantérea.") DE LA PROPIEDAD REGISTRO ESPAÑA INDUSTRIAL DATOS DE PRIORIDAD 31 NUMERO 32 FECHA 33 PAIS A1 12 PATENTE DE INVENCION 21 NUMERO DE SOLICITUD 22 FECHA DE PRESENTACION 71 SOLICITANTE(S) NACIONALIDAD Don Enrique
DE LA PROPIEDAD REGISTRO ESPAÑA INDUSTRIAL DATOS DE PRIORIDAD 31 NUMERO 32 FECHA 33 PAIS A1 12 PATENTE DE INVENCION 21 NUMERO DE SOLICITUD 22 FECHA DE PRESENTACION 71 SOLICITANTE(S) NACIONALIDAD Don Enrique
MANUAL DE PROCEDIMIENTO PARA LA INSTALACION Y CONTROL DE ECO-CAR
 MANUAL DE PROCEDIMIENTO PARA LA INSTALACION Y CONTROL DE ECO-CAR A/ INSTALACION. Para una óptima instalación del dispositivo Eco-car se deben observar las siguientes pautas: 1.- El dispositivo debe estar
MANUAL DE PROCEDIMIENTO PARA LA INSTALACION Y CONTROL DE ECO-CAR A/ INSTALACION. Para una óptima instalación del dispositivo Eco-car se deben observar las siguientes pautas: 1.- El dispositivo debe estar
51 Int. CI.: H04L 12/58 (2006.01) TRADUCCIÓN DE PATENTE EUROPEA. 72 Inventor/es: 74 Agente/Representante:
 TRADUCCIÓN DE PATENTE EUROPEA. 72 Inventor/es: 74 Agente/Representante:") 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 444 942 1 Int. CI.: H04L 12/8 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 96 Fecha de presentación y número de la solicitud
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 444 942 1 Int. CI.: H04L 12/8 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 96 Fecha de presentación y número de la solicitud
11 knúmero de publicación: 2 171 369. 51 kint. Cl. 6 : A61B 17/20
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 171 369 1 kint. Cl. 6 : A61B 17/20 12 k TRADUCCION DE REIVINDICACIONES DE SOLICITUD T1 DE PATENTE EUROPEA 86 k Número de solicitud
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 171 369 1 kint. Cl. 6 : A61B 17/20 12 k TRADUCCION DE REIVINDICACIONES DE SOLICITUD T1 DE PATENTE EUROPEA 86 k Número de solicitud
ESTUDIO DEL SISTEMA ESTÁTICO DE PROTECCIÓN DE UNA TURBINA A GAS
 ESTUDIO DEL SISTEMA ESTÁTICO DE PROTECCIÓN DE UNA TURBINA A GAS Patricio León Alvarado 1, Eduardo León Castro 2 1 Ingeniero Eléctrico en Potencia 2000 2 Director de Tesis. Postgrado en Ingeniería Eléctrica
ESTUDIO DEL SISTEMA ESTÁTICO DE PROTECCIÓN DE UNA TURBINA A GAS Patricio León Alvarado 1, Eduardo León Castro 2 1 Ingeniero Eléctrico en Potencia 2000 2 Director de Tesis. Postgrado en Ingeniería Eléctrica
11 Número de publicación: 2 290 597. 51 Int. Cl.: 74 Agente: Carpintero López, Francisco
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 290 97 1 Int. Cl.: H01Q 1/2 (06.01) H01Q /00 (06.01) H01Q 21/ (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 290 97 1 Int. Cl.: H01Q 1/2 (06.01) H01Q /00 (06.01) H01Q 21/ (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud
11 knúmero de publicación: 2 174 587. 51 kint. Cl. 7 : B29C 45/27. k 72 Inventor/es: Christen, Andreas. k 74 Agente: Isern Jara, Jorge
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 174 587 51 Int. Cl. 7 : B29C 45/27 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99900197.7 86 Fecha de
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 174 587 51 Int. Cl. 7 : B29C 45/27 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 99900197.7 86 Fecha de
ES 1 004 505 U. Número de publicación: 1 004 505 REGISTRO DE LA PROPIEDAD INDUSTRIAL. Número de solicitud: U 8800095. Int. Cl.
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k Número de publicación: 1 004 0 21 k Número de solicitud: U 880009 1 k Int. Cl. 4 : A46B 11/02 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k Número de publicación: 1 004 0 21 k Número de solicitud: U 880009 1 k Int. Cl. 4 : A46B 11/02 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de presentación:
Int. Cl. 7 : B28B 7/22
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 161 621 21 k Número de solicitud: 00990196 1 k Int. Cl. 7 : B28B 7/22 B28B 7/36 k 12 SOLICITUD DE PATENTE A1 22 kfecha de
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 161 621 21 k Número de solicitud: 00990196 1 k Int. Cl. 7 : B28B 7/22 B28B 7/36 k 12 SOLICITUD DE PATENTE A1 22 kfecha de