11 Número de publicación: Int. Cl. 7 : B05D 3/00, B05D 3/ Inventor/es: Elder, Danny J. 74 Agente: Carvajal y Urquijo, Isabel
|
|
|
- Purificación Alarcón del Río
- hace 7 años
- Vistas:
Transcripción

1 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: Int. Cl. 7 : B0D 3/00, B0D 3/02 B0D 3/04, B0D 1/18 A01G 23/08, F26B 7/00 F26B /04, F26B 3/00 F26B 3/04, F26B 21/06 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: Fecha de presentación: Número de publicación de la solicitud: Fecha de publicación de la solicitud: Título: Proceso de tratamiento y aceleración del secado de madera verde. Prioridad: US US Titular/es: Robert Keith Wade North Ninth Street Beaumont, Texas , US 4 Fecha de publicación de la mención BOPI: Inventor/es: Elder, Danny J. 4 Fecha de la publicación del folleto de la patente: Agente: Carvajal y Urquijo, Isabel ES T3 Aviso: En el plazo de nueve meses a contar desde la fecha de publicación en el Boletín europeo de patentes, de la mención de concesión de la patente europea, cualquier persona podrá oponerse ante la Oficina Europea de Patentes a la patente concedida. La oposición deberá formularse por escrito y estar motivada; sólo se considerará como formulada una vez que se haya realizado el pago de la tasa de oposición (art del Convenio sobre concesión de Patentes Europeas). Venta de fascículos: Oficina Española de Patentes y Marcas. C/Panamá, Madrid
2 DESCRIPCIÓN Proceso de tratamiento y aceleración del secado de madera verde. Campo de la invención Esta invención está relacionada con un método para la reducción rápida de la humedad contenida en la madera verde Antecedentes de la invención Puesto que un árbol vivo contiene grandes cantidades de agua, el leñador hacer referencia con frecuencia a las distintas etapas del corte inicial de un árbol a través del aserrado y secado de la madera con respecto al contenido de humedad ( MC ) de la madera. El contenido de humedad de la madera, expresada usualmente con un porcentaje, es la relación de la cantidad de agua en una pieza de madera que se compara con el peso de dicha madera cuando se haya eliminado toda la humedad. Uno de los métodos que se utilizan ( contenido de humedad sobre la base de secado en horno ) para determinar el factor MC de la madera en cualquier etapa durante el proceso de producción de la madera de construcción es pesar una muestra dada de madera y registrar dicho peso ( peso en húmedo. La muestra se coloca después en un horno y se calienta a temperaturas que no superen los 3ºC hasta que se haya eliminado toda la humedad ( peso en seco en el horno ) y anotándose dicho peso. Puede determinarse que se ha conseguido el peso en seco en el horno cuando después de la pesada en varios intervalos, la muestra para de perder peso. El peso en seco en el horno se resta entonces del peso en húmedo y el resultante se divide por el peso en seco en el horno. La cifra resultante se multiplica entonces por 0 para determinar el porcentaje del valor MC. La fórmula está representa de la forma siguiente: MC% = (peso en húmedo peso en seco en el horno) x 0 (peso en seco en el horno de la madera) Este tipo de unidades utilizado para el cálculo anterior, es decir, onzas, gramos, libras, kilogramos, etc., no es importante en tanto que los pesos se registran en el mismo tipo de unidades, puesto que los cálculos se basan en una relación de dichos pesos. Se han desarrollado otros métodos de determinación del MC, así como también máquinas electrónicas que calcular el factor MC, basándose en reacciones eléctricas conocidas y otras reacciones. Independientemente del método utilizado para determinar el MC, será importante para el presente proceso el conocimiento del contenido de humedad y la forma en que afecta a la madera. Cuando se lleva a cabo la tala de un árbol tal como el roble rojo o blanco, abeto, arce, fresno o cualquiera de las muchas especies de árboles que producen madera que sea útil en la producción de madera, tendrá un valor del MC de cualquier valor comprendido entre el % y el 0% (este contenido de humedad se ha encontrado que es incluso mayor, hasta un valor del 0% en algunas especies). Esto es lo que se denomina como contenido de humedad verde ( GMC ). En oposición a la creencia popular, el contenido de humedad verde no varía notablemente con la estación correspondiente a la tala del tronco. Esta humedad o agua tiene que ser eliminada o secada de la madera con el fin de hacer que la madera sea estable y por tanto utilizable en cualquiera de las fases en la industria de la madera de construcción, que precisa de maderos secados al aire o secados en hornos. El secado o curado de la madera verde comprende por tanto la eliminación controlada del agua de la madera, hasta un nivel que la madera llegue a ser suficientemente estable para la fabricación de distintos productos. El proceso de curación o curado tal como se utiliza aquí se refiere a la eliminación de la humedad mediante el acto controlado del secado al aire, secado en horno, o bien mediante una combinación de ambos. Después de que un árbol se haya talado y aserrado en maderos de distintos tamaños y tipos, se apilan de una forma en particular para la preparación del proceso de secado y/o presecado. Durante este proceso de curado, pueden tener lugar muchos problemas que pueden dañar, destruir o degradar la calidad de la madera y hacer que sea menos aprovechable en algunos casos, e incluso desaprovechable en absoluto. Los maderos aserrados pueden desarrollar grietas en los extremos ( fisuras de los extremos ), grietas en las partes internas de los maderos (en forma de panel de abeja ), grietas en la superficie ( fisuras de superficies ), así como también con muchos tipos de ondulaciones y dobleces ( copa, doblamiento, torcidos, etc.). Todos los mencionados problemas están relacionados con la presencia de humedad en la propia madera y con el desplazamiento, y subsiguientemente la eliminación, de dicha humedad desde el momento del talado del árbol hasta la terminación del proceso de curado. Las capas típicas de un árbol son: a) corteza exterior; b) corteza interior; c) la capa del cámbium; d) la albura y e) el duramen. La corteza exterior es una capa de textura basta compuesta por el tejido seco y muerto que proporciona al árbol su primera línea de defensa contra los daños exteriores y la infestación por los insectos. La corteza exterior está separada de la capa siguiente denominado corteza interior mediante una capa fina denominada el cámbium de la corteza. La corteza interior es una capa blanda y húmeda que contiene células vivas que juegan un papel en la transferencia de alimento a las partes en crecimiento del árbol. La capa del cámbium es una capa microscópica muy pequeña que está justamente dentro de la corteza interior. La función principal de la capa del cámbium es generar tanto la corteza como las células de la madera. La albura está compuesta por madera coloreada clara y está compuesta por tejidos tanto vivos como muertos. El 2
3 duramen es la sección central del árbol que está cargada con resinas y taninos y es básicamente activa. El duramen está formado por la transformación de la albura conforme envejece el árbol. El duramen es menos permeable que la albura y subsiguientemente necesita más tiempo de secado, y está sujeto a más defectos de secado que la albura. La infiltración de resinas, pegamentos, y demás materiales en el duramen lo hacen más resistente al flujo de la humedad y hacen que sea más oscuro el duramen en su color. A partir del momento del talado de un árbol, se inicia alguna forma de pérdida de la humedad desde los extremos aserrados, cortes para eliminar las ramas, abrasiones para eliminar la corteza, etc. Todas las maderas pierden y posiblemente ganan humedad en un intento para recuperar estado de equilibrio con la humedad presente en el aire que las rodean. Conforme la madera pierde humedad, comienza a encogerse y a desarrollar tensiones internas que se liberan mediante la formación de grietas. Debido a que la humedad se desplaza mucho más rápidamente desde los extremos cortados de la madera que desde los lados o márgenes, se producirán grietas o particiones al cabo de un tiempo corto en caso de que la pérdida de la humedad substancial tenga lugar desde dichos extremos. Usualmente, si el árbol está aserrado en maderos de construcción dentro de un periodo de tiempo relativamente corto después de su talado, tal como una semana, dicha perdida de humedad incidental no será significativa. No obstante, si las condiciones del medio ambiente son muy calientes y secas, los periodos de retención largos para los maderos tienen que acompañarse mediante el regado con agua de los maderos para retardar la pérdida de humedad o mediante el proceso con cera de los extremos de corte, cortes de ramas y demás abrasiones. Una vez que se elimina la corteza protectora, y que el tronco se corta en maderos, se inicia la migración de la humedad. Dicha migración de la humedad del madero tiene que ser controlada y restringida con el fin de prevenir los defectos del secado. Según las prácticas convencionales, conforme un tronco se sierra en maderos, los tablones individuales de grosor uniforme se apilan con una separación entre los mismos con tablones separadores colocados o adhesivos, usualmente de aproximadamente ¾ x ¾ x 48 de longitud entre las capas (proceso denominado como operación de pegado en la industria). El pegado promociona una cantidad extra de exposición a la atmósfera (bien natural o artificial) dentro del apilamiento que se haya creado. Los extremos de cada madero no están revestidos previamente y se recubren con una forma especial de cera, o bien otro revestimiento adecuado, para retardar el agrietamiento debido al movimiento acelerado de la humedad desde los extremos de todos los maderos (en comparación con el movimiento de la humedad desde un lado). El apilamiento se preseca normalmente o se seca al aire mediante la colocación del apilamiento en una zona de una exposición controlada al aire, calor y humedad para permitir un escape controlado de la humedad necesario para el presecado o fase de secado al aire. La fase de presecado es efectiva para eliminar parte o toda el agua libre que esté presente en las células de la propia madera. En algunos casos, no obstante, la fase de presecado puede ser omitida. Según se utiliza en la memoria técnica y en las reivindicaciones presentes, el agua libre se define como la humedad contenida dentro de las cavidades de las células de la madera. Debido a que dicha agua libre se mantiene en forma menos fija que la humedad o agua restante en la madera, se precisa de una menor energía para eliminar dicha agua durante el proceso de secado subsiguiente en el horno, aplicado después del presecado o fase de presecado al aire. Esto es lo contrario al agua unida que se define como el agua que está contenida dentro de las paredes celulares y que requiere de una aplicación más alta de energía para llevar a cabo la reducción de humedad hasta un nivel predeterminado. La mayoría de los defectos y problemas de secado asociados con los maderos secados al horno tienen lugar durante la eliminación del agua unida. La eliminación de agua libre lleva a la madera a un nivel crítico en el secado en el horno, conocido como el punto de saturación de las fibras. Tal como se utiliza aquí, el término punto de saturación de las fibras se define como el punto en el que las paredes de las células se encuentran todavía saturadas, y en el que toda el agua libre se ha eliminado de las cavidades celulares. Para la mayoría de los fines, el punto de saturación de las fibras es de aproximadamente el %, y puede ser distinto para algunas especies (posiblemente inferiores). Puesto que la madera se seca desde el exterior hacia el interior (principalmente por difusión y/o por acción capilar), existe un diferencial usualmente entre el valor del MC de la superficie de un madero y el MC interior durante el proceso de curado. Este diferencial, denominado como gradiente entre el MC interior y el MC exterior, se encuentra usualmente del % al 4% aproximadamente. Aunque el MC promedio podría ser del %, muchas de las células interiores podrían no estar en el punto de saturación de las fibras. Puesto que se ha establecido que bajo ciertas condiciones la eliminación del agua unida provoca muchos de los problemas asociados con el proceso de curado, es importante determinar el momento en que se haya alcanzado el punto de saturación de las fibras. El contenido de humedad de equilibrio ( EMC ) es otro factor importante que se utiliza convencionalmente en el curado de maderas. Tal como se utiliza aquí, el contenido de humedad de equilibrio es el punto en el que el MC de una madera dada alcanza un equilibrio con la temperatura exterior y la humedad relativa (la atmósfera ambiente de dicha madera o el RH ). Existen otros factores que podrían tener un efecto pequeño en el EMC, tal como las especies de la madera o el contenido previo de humedad, por ejemplo. El secado en horno convencional incluye una manipulación continua de la temperatura y de la humedad relativa para mantener la progresión del cambio del EMC a una velocidad predeterminada de reducción. Durante el periodo de curado, la humedad relativa puede ser monitorizada constantemente. La humedad relativa puede ser determinada y monitorizada mediante varios métodos utilizando distintos tipos de equipamiento. Un método común para determinar la humedad relativa es mediante el uso de un termómetro de bulbo húmedo, simultáneamente con un termómetro de bulbo seco. El termómetro de bulbo húmedo es un termómetro estándar que tiene la parte sensora recubierta con una mecha que se mantiene húmeda mediante agua. El termómetro de bulbo seco es el mismo dispositivo de detección de la temperatura menos la mecha húmeda. Mediante la monitorización de la diferencia en las temperaturas entre los termómetros de bulbo húmedo y de bulbo seco (la depresión de bulbo húmedo ) y conociendo la temperatura del bulbo seco, puede consultarse un 3
4 gráfico para determinar la humedad relativa del aire. Aunque pueden ser efectivos otros métodos de determinación del factor RH, se utiliza en esta invención el método del bulbo húmedo / bulbo seco Los términos que incluyen sus definiciones tal como los expuestos anteriormente para el proceso de curado, se utilizan en el curado convencional de la madera, y son importantes para comprender las fuerzas que mueven la humedad dentro de una pieza dada de madera. Estas fuerzas, principalmente por difusión y por la acción de la capilaridad, al no estar controladas, provocan la mayoría de los defectos de secado: es decir, las grietas, fisuras superficiales, y fisuras en los extremos, copas, dobleces, y otros tipos de ondulaciones: en forma de panel de abeja. Las técnicas de curado convencionales requieren controles complicados para inhibir el movimiento de la humedad para impedir que se produzcan dichos defectos. Según lo expuesto anteriormente, la madera se seca desde el exterior hacia el interior, por tanto un secado no controlado o rápido puede provocar una situación en la que el exterior de un madero se seque demasiado rápidamente, y deformándose permanentemente, provocando una situación conocida como deformación de caja Conforme continua el secado, el interior del madero desarrolla tensiones internas que son incapaces de contraerse, desarrollando por tanto grietas internas (en forma de panel de abeja). Debido a este defecto, el grosor de un madero dado que está siendo curado es de particular importancia para dichos procesos de curado. En el secado de la madera, particularmente en un madero relativamente grueso, la velocidad de secado desde la zona de la superficie es más rápida que desde el interior. Así pues, las zonas superficiales se secan hasta el punto de saturación de las fibras en el cual se inicia el encogimiento, antes de que comience a encogerse las zonas adyacentes hacia el interior. La superficie trata de encogerse pero el encogimiento está contrarrestado por las zonas adyacentes sin encogimiento. Se establece una tensión que puede dar lugar a defectos estructurales, tales como el agrietamiento, deformación en forma de copa, retorcimientos, o dobleces. Así mismo, si las zonas superficiales comienzan a secarse rápidamente, se reduce la transferencia del calor y de la masa. Es por tanto necesario mantener las zonas superficiales lo más húmedas posibles con respecto al resto de la madera, para reducir la degradación y los defectos. Normalmente, esto se lleva a cabo mediante el control de la humedad y del aire circulante, de forma que el equilibrio entre la presión del vapor de aire y el de la madera mantenga un contenido de humedad alto de la madera. No obstante, los altos contenidos de humedad de equilibrio se establecen solamente bajo ciertas condiciones de una humedad relativa alta, la cual puede ser difícil de conseguir. El secado de la madera, especialmente cuando se consideran las distintas especies de maderas, es un proceso muy especializado y exacto. Se encuentran programas normales para la industria de secado de la madera que son muy complejos para presecado y el secado en hornos, siendo efectivos la mayor parte de los mismos solo para una localidad y clima dados. Hasta el momento actual y particularmente para las maderas, se utiliza frecuentemente una fase de presecado para reducir el MC en la madera hasta un nivel aceptable con antelación al secado en horno normal, mediante la eliminación lenta del MC a través de varios días o más. Se ha aceptado hasta el momento actual que el MC de la madera dura no deberá reducirse más de aproximadamente el 2 ½% por día para el roble y especies similares, con el fin de minimizar cualesquiera defectos o problemas de secado que pudieran desarrollarse en el proceso de secado en horno, en donde se utiliza un calor alto. Hasta el momento actual ha sido normal un promedio de aproximadamente 1 ¾ de reducción del MC para el roble y especies similares de madera dura en un periodo de 24 horas. La fase de presecado es efectiva normalmente para reducir el MC al menos el %, y que puede ser a través de un periodo de varios días o varias semanas. La fase de presecado común comprende la colocación de los maderos cortados que hayan apilado al aire libre durante un periodo de varios días o semanas antes del secado en el horno. Generalmente, la fase de presecado no utiliza ningún calor artificial o generado, pero utiliza el estado del calor ambiental para realizar la fase de presecado. La madera verde tiene un MC de al menos el % aproximadamente al talar el árbol y la pérdida de humedad mediante el procesamiento de secado al aire y otros es efectiva para reducir el contenido de humedad al menos de aproximadamente el % con antelación al secado en el horno. Hasta el momento actual, con el inicio de la tala de un árbol, ha sido común reducir el contenido de humedad de la madera verde de forma lo más rápido posible. No han hecho intentos hasta el momento presente para mantener el contenido de humedad (MC) de la madera verde lo más cerca posible del MC original del tronco húmedo. Las prácticas aceptadas han reestructurado la cantidad de MC que podría eliminarse de la madera verde durante veinticuatro horas (24) hasta aproximadamente el 2 ½% para el roble y especies similares de maderas duras, de forma que no se produzcan los defectos de secado y demás problemas que se desarrollan en el proceso de secado al horno. Una eliminación de MC promedio para la madera dura de aproximadamente de 1 al 1 ½% es normal para un clima del Sur. Para el uso comercial, el contenido de humedad de la madera dura destinada a mobiliario o productos de madera similares, se reduce a un MC final de entre el 6% al %. El contenido de humedad de las maderas blandas, tales como las utilizadas en la industria de la construcción para casas y edificios, es preciso que se reduzca hasta un MC final de entre el % y el %. Así pues, los tiempos de secado para el secado en el horno, particularmente para maderas duras, han sido normalmente de varios días. Puesto que los procedimientos de secado hasta el momento presente no intentan retener el MC del tronco después de su talado, el MC de la madera después del presecado es generalmente inferior a aproximadamente el 3% al 0%, particularmente para las maderas duras. El secado en el horno es entonces efectivo para reducir el MC hasta un MC total de entre el 6% y el % para la mayoría de maderas duras, y un MC total de entre el % y el % para la mayoría de las maderas blandas. Muchas maderas blandas, tales como el pino amarillo del Sur, así como para algunas maderas duras tales como los robles de los montes Apalaches, por ejemplo, no soportan una fase de presecado y con frecuencia colocan directamente 4
5 en un horno de secado al cabo de unos días después de la tala en el bosque. En este caso, el MC original en la madera de pino no se reduce de aproximadamente el % al %. Incluso el tiempo para el curado de la madera blanda de pino en un horno de secado es de aproximadamente dos (2) a tres (3) días mediante el calentamiento de la madera hasta aproximadamente 82ºC a 99ºC, y manteniendo el calor a este nivel a través de toda la programación de secado. Para prevenir el tintado de la madera, es deseable particularmente la madera dura, puesto que la madera dura se utiliza generalmente para los muebles. La madera aserrada desarrolla varios tipos de tintura, que pueden tener lugar durante el proceso del secado. La mayor parte de las tinturas tienen lugar entre el instante en que se tala el árbol y durante el proceso de secado. La tintura conforma un problema substancial, particularmente en las maderas duras que se utilizan para los muebles. Tales entintados caen dentro de dos clases muy molestas, en donde el entintado de la albura o tintado azul está provocado por un hongo, y los tintados químicos provocados por la acción de las enzimas que están contenidas en la madera. La tintura azul es una tintura por hongos que tiene lugar en la albura del árbol. La albura comprende las capas vivas (células de parénquima), capas en crecimiento (capa del cámbium) y células semi-durmientes que tienen parte en los procesos vitales del árbol que rodean al duramen. El duramen contiene células estabilizadas que están endurecidas y cargadas con tanino, productos químicos y resinas. La estabilidad de las células en el duramen y la presencia de tanino, así como también la falta de azúcares y almidones, impiden la intrusión de decoloraciones debido a la tintura azul y a las tinturas químicas en dichas células del duramen. La tintura azul está provocada por la actividad de hongos que se promociona mediante cuatro elementos principales. Dichos elementos son: a) temperatura por encima de ºC (razón por la que la tintura azul es más problemática en el Sur de los Estados Unidos); b) presencia de oxígeno; c) presencia de humedad; y d) presencia de azúcar y almidón que tiene lugar de forma natural en las células vivas del duramen. La eliminación de uno de estos elementos es efectiva normalmente para controlar la tintura azul. Las tinturas químicas tales como la tintura adhesiva y el interior gris tienen lugar en la albura, y están producidas por la oxidación de las encimas que están presentes en las células vivas de las fibras de la albura. No obstante, los programas de secado que se utilizan actualmente no han sido muy efectivos en la prevención del crecimiento de la tintura. La patente de los Estados Unidos número RE280 del 28 de Mayo de 1974 expone un proceso de secado en horno, diseñado para reducir el tiempo de permanencia en el horno con una generación mínima de tensiones estructurales. La velocidad de eliminación de la humedad se mantiene substancialmente constante, o acelerada en forma constante, a través del periodo de secado. La temperatura del fluido calefactor se incrementa por encima de la temperatura de la madera y se mantiene este estado hasta que el contenido de humedad de la madera queda reducido hasta el nivel requerido. La patente RE280 no muestra ninguna reducción en la temperatura del fluido calefactor hasta una temperatura por debajo de la temperatura de la madera durante el proceso de secado para la eliminación del calor interno de la madera, y no muestra la exposición de la madera después del calentamiento a un fluido de enfriamiento exterior que rodea la madera para reducir la temperatura y la humedad de la madera a la temperatura y humedad del fluido de enfriamiento exterior. La clase genérica de la presente invención se encuentra expuesta en el documento Secado de maderos de madera dura el Este de McMillen, Manual de Agricultura número 28, del Laboratorio de Productos del Bosque, Departamento de Agricultura de los EE.UU. de Septiembre de A partir de este documento, se conocen varios tratamientos especiales que pueden ser utilizados antes o en forma temprana al secado para acelerar la velocidad de secado, para modificar el color o para prevenir el agrietamiento y otros defectos. Una de estas técnicas es el tratamiento con vapor de las maderas duras antes del secado, cuya aplicación da lugar a la reducción del tiempo de secado. Es conocido que la madera de construcción puede se precalentada con vapor casi saturado a 8ºC durante cuatro horas. Después de este procedimiento con vapor, el secado concluye en un horno. El documento US expone un proceso para preservar una madera de construcción resinosa y producir subproductos posteriormente, que comprende el calentamiento de la madera mediante la introducción de vapor activo en el horno hasta que se desplace el aire, continuando después con el suministro de vapor activo a una velocidad reducida suficiente para mantener una presión superior ligeramente a la presión atmosférica en el horno. Después de terminar el tratamiento por vapor, se abre el horno, sacándose los grupos del horno y apilándose la madera para el enfriamiento al aire libre. El tratamiento de vapor en el horno requiere un periodo de aproximadamente a 12 horas mediante una temperatura del interior del horno entre 97ºC y 99ºC, que se mantiene constante substancialmente durante el proceso de ejecución. En el documento US-0933, cuando se inicia la curación, la temperatura y la humedad se elevan a una velocidad predeterminada a un nivel alto predeterminado durante un tiempo predeterminado, después del cual descienden ambas hasta un nivel bajo predeterminado, a una velocidad predeterminada, y manteniéndose durante un cierto tiempo al nivel inferior, después de lo cual se elevan de nuevo la temperatura y la humedad hasta el primer nivel alto. Dicho ciclo se repite continuamente. El documento WO 97/07373 está relacionado con un método de enfriamiento para su utilización en relación con el tratamiento de secado caliente de la madera de la construcción, en cuyo método la madera se seca en caliente /
6 tratada en caliente en un dispositivo, el cual está formado por un espacio libre de tratamiento exento de oxígeno. Después de la etapa del tratamiento de secado en caliente, la carga de madera se enfría por medios de un gas protector suministrado al interior del espacio de tratamiento y/o por medios de un elemento de enfriamiento presente en el espacio del tratamiento al menos durante un periodo de tiempo suficientemente largo para que la temperatura de la carga de madera descienda por debajo del límite de daños en la madera. Es un objeto de la presente invención el proporcionar un proceso para el tratamiento de madera verde que minimiza o elimina la tintura azul y las tinturas químicas en la madera. Es un objeto de esta invención el proporcionar un proceso para el curado o secado acelerados de la madera verde que reduce substancialmente el tiempo de curado mientras que se producen mínimos defectos de secado, tales como el agrietamiento o dobladuras. Es un objeto adicional de esta invención el proporcionar un proceso para el curado o secado acelerados de madera verde, que es efectivo también para prevenir o minimizar el entintado de la madera. Sumario de la invención El proceso de la presente invención para el tratamiento de madera verde con antelación al curado para minimizar o eliminar el entintado se encuentra definido en la reivindicación 1 adjunta, e incluye el uso de un medio de calentamiento del fluido tal como agua, vapor o bien otro medio adecuado, que eleve la temperatura interna de los troncos aserrados o de la madera aserrada, hasta una temperatura de al menos aproximadamente 66ºC, y manteniendo dichos troncos aserrados o la madera aserrada a una temperatura elevada durante un tiempo predeterminado, dependiente principalmente del nivel de dicha temperatura, y del tipo de madera que estén siendo procesada. El proceso de tratamiento de la madera verde se ejecuta dentro de un periodo de tiempo después de la tala del árbol, o bien del bosque, de forma que se mantenga en general el contenido de humedad original (MC) dentro de la madera con antelación a la aplicación de calor del proceso de la madera verde. Este periodo de tiempo máximo anterior a la etapa de calentamiento se denomina como proceso interno. El contenido de humedad original (MC) puede ser mantenido generalmente dentro de la madera durante la aplicación del proceso de la madera verde, que comprende la presente invención mediante un humedecimiento o pulverización con agua de la madera verde con antelación a la etapa de calentamiento. Según se indicó, el MC de un tronco al ser talado está normalmente entre aproximadamente el % al 0%, aunque es substancialmente más alto para algunas maderas, particularmente para las maderas blandas. La presente invención incluye también un proceso acelerado de secado o curado par la reducción de humedad en la madera verde hasta un contenido de humedad predeterminado con una tensión estructural mínimo en la madera. El proceso acelerado utiliza la madera verde que se coloca dentro de un armazón o en una zona confinada que tenga un contenido de humedad (MC) que sea muy cercano al contenido de humedad original que tenía la madera cuando fue talada con una reducción no superior al % en la madera verde antes de colocarla en posición dentro del armazón para el calentamiento. El término madera tal como se utiliza aquí, tiene por objeto el incluir la madera en cualquier forma de troncos, postes, madera de construcción, planchas, maderos, traviesas de ferrocarril, contrachapados, y bandas así como cualesquiera otros productos de la madera. La madera verde que tenga substancialmente su contenido de humedad original se calienta primeramente en un armazón hasta una temperatura predeterminada, preferiblemente en torno a 66ºC durante un periodo de tiempo predeterminado para proporcionar un calentamiento uniforme en general a través de la sección transversal completa de la madera con humedad aplicada durante el calentamiento de la madera para una depresión del bulbo húmedo de un valor substancialmente cero, para prevenir o minimizar cualquier pérdida de humedad. La madera verde se calienta inicialmente tan pronto como sea posible después de ser talada y sin utilizar cualquiera de las etapas de presecado. Después de que la madera se haya calentado hasta una temperatura predeterminada, la temperatura se mantiene durante un tiempo predeterminado dependiendo principalmente de las especies de la madera y si el entintado puede ser un problema. En el caso de que se estén curando maderas blandas para ser utilizadas en la fabricación de mobiliario, será deseable el mantenimiento de la temperatura de objetivo en la zona de calentamiento o armazón durante al menos dos horas, para prevenir o minimizar las tinturas. El fluido de calentamiento es normalmente vapor, aunque podrían ser utilizados otros tipos de fluidos de calentamiento con efectividad, tal como el agua calentada o aceites calentados. Después del calentamiento inicial de la madera, la madera se expone a un fluido de enfriamiento, tan pronto como sea posible después de calentar la madera y al cabo de treinta () minutos para conseguir los mejores resultados. El fluido de enfriamiento rodea la madera y siendo de una temperatura y humedad substancialmente inferiores a la temperatura y humedad de la madera calentada para la transferencia del calor interno y la humedad hacia el fluido de enfriamiento con la madera expuesta al fluido de enfriamiento durante un periodo de tiempo de aproximadamente 3 a horas, de forma que la madera consiga substancialmente la temperatura del entorno ambiente con al menos aproximadamente el % de la humedad eliminada de la madera después de ser enfriada por el fluido de enfriamiento. El fluido de enfriamiento tiene una humedad relativa al menos de aproximadamente el % inferior a la humedad relativa de la zona confinada calentada, y teniendo una temperatura al menos de aproximadamente 17ºC inferior a la temperatura de la madera calentada para unos resultados mínimos, y preferiblemente teniendo una temperatura de aproximadamente 28ºC a 33ºC por debajo de la temperatura de la madera para conseguir los mejores resultados. La temperatura de la madera se reduce a la temperatura del fluido de enfriamiento y el MC de la madera se reduce normalmente al menos en torno al %. El fluido de enfriamiento utiliza preferiblemente el aire ambiente y pude 6
7 ser aplicado mediante la exposición de la madera a las condiciones ambientes exteriores o teniendo un ventilador que proporcione aire ambiente procedente del entorno exterior. Si las condiciones del ambiente no son satisfactorias, puede utilizarse como fluido de enfriamiento el aire artificial acondicionado por una unidad de acondicionamiento de aire. El aire o fluido de enfriamiento rodea la madera verde y genera una alta eliminación no esperada de la humedad durante el proceso de enfriamiento sin crear ninguno de los defectos del secado. El fluido de enfriamiento afecta a la pérdida de humedad en la madera verde de al menos aproximadamente el % y acondiciona la madera para una eliminación rápida no esperada de la humedad con el tratamiento subsiguiente de la madera verde. La cantidad de pérdida del contenido de humedad por la madera verde durante la etapa de enfriamiento es directamente proporcional a la cantidad de cambio con respecto a la temperatura de calentamiento de objetivo y la humedad en la zona o armazón de calentamiento. La etapa de enfriamiento después del calentamiento de la madera se denomina a veces a partir de ahora como la etapa de evaporación instantánea que incluye una temperatura de evaporación instantánea para el fluido de enfriamiento y una humedad relativa de evaporación instantánea para el fluido de enfriamiento. La etapa de evaporación instantánea es esencialmente el proceso de la presente invención y da lugar a una permeabilidad incrementada de la madera que se mantiene al menos a través de la totalidad del proceso de secado completo hasta que se alcance el MC final de la madera verde. Así pues, prácticamente todas las etapas de secado o curado aplicadas después de la etapa de evaporación instantánea, dan lugar a una pérdida del MC mayor que la obtenida hasta el momento actual por las etapas de secado convencionales. Después de la terminación de la etapa de enfriamiento o etapa de evaporación instantánea, la madera verde se somete a etapas de secado adicionales para la eliminación de la humedad hasta que se alcance el MC final predeterminado de la madera verde. Las etapas de curado adicionales incluyen normalmente el recalentamiento de la madera hasta una alta temperatura predeterminada aunque en algunos casos cuando no sea crítico el tiempo de secado, puede utilizarse un secado al aire en un entorno natural con la eliminación de humedad incrementada en comparación con el secado al aire sin la aplicación de la etapa de evaporación instantánea. La etapa de evaporación instantánea se ejecuta como una etapa de pretratamiento mediante la colocación de la madera en un horno de secado convencional para las etapas de secado convencionales. Normalmente, después de la etapa de evaporación instantánea, la madera se recalienta en una zona o armazón de calentamiento adecuada o hasta una temperatura predeterminada con unas velocidades de perdida de la humedad mejoradas substancialmente, como resultado del acondicionamiento de la madera verde por la etapa de enfriamiento, para incrementar la permeabilidad de la madera. La depresión del bulbo húmedo se incrementa gradual y progresivamente durante el recalentamiento de la madera después de ser enfriada. Otra ventaja de la presente invención es una reducción del encogimiento de la madera. Normalmente, el encogimiento del pino y de la mayoría de las maderas blandas es de aproximadamente del % al 9%. Bajo el proceso de la presente invención, el encogimiento del pino se ha reducido hasta aproximadamente del 2% al 4%. Otros objetos, características y ventajas de esta invención serán evidentes a partir de la siguiente memoria técnica y del dibujo. Descripción del dibujo La figura 1 es una vista esquemática general de un aparato adecuado para la realización del proceso de esta invención. Descripción de la invención Con referencia a la figura 1, se muestra una cámara u horno de calentamiento en forma esquemática adecuada para llevar a cabo el proceso de curado o secado de la presente invención. El horno se ilustra generalmente en que tiene una cámara cerrada 12 para el tratamiento de la madera verde. La base o cimientos 14 de la cámara 12 soporta un par de paredes laterales 16 y las paredes laterales 18. Están provistas las puertas adecuadas en las paredes extremas 18 y una pared lateral 16. Las puertas, que pueden comprender varias secciones de puertas están montadas para ser movidas entre las posiciones de abiertas o cerradas. Los carros con ruedas 22 están montados sobre raíles fijados a los cimientos 14 y las agrupaciones rectangulares o haces 24 de los maderos apilados se encuentran soportadas sobre los carros 22 para la curación y el secado dentro de la cámara cerrada 12 mediante el proceso presente. Para la cámara de calentamiento12 y para proporcionar la humedad deseada, se extiende una tubería de vapor 26 desde un caldera de vapor adecuada (no mostrada) hasta un colector adecuado para una pluralidad de tuberías 28 de vapor internas dentro de la cámara 18. Los serpentines de calentamiento están provistos también para un calor adicional, si así se desea, o para calentar por separado. Los ventiladores 32 que extienden a través del techo 34 pueden abrirse y cerrarse según se desee. Están provistos deflectores o pantallas abisagrados 34 en distintos lugares dentro de la cámara 12 para dirigir el flujo de aire a los apilamientos 24 de maderos rectangulares, y para prevenir que el flujo de aire se cortocircuite o que sean dirigidos alejándolo de los apilamientos 24 de maderos apilados. Se muestra en 38 un termómetro de bulbo húmedo y en se muestra un termómetro de bulbo seco. Durante la etapa de calentamiento puede ser deseable proporcionar aire circulante desde los ventiladores adecuados (no mostrados) situados en posición adyacente a los serpentines de calentamiento, para dirigir aire caliente hacia abajo hacia el área inferior de la cámara 12 para calentar uniformemente los haces 24. Se muestra generalmente en 42 una sala de control para un operador para el control de la cámara del horno 12. Un instrumento de registro se muestra en 44 para monitorizar y registrar la temperatura del bulbo húmedo y la 7
8 temperatura del bulbo seco a partir de los termómetros 38 y. Montados en la pared lateral 16 se encuentra una pluralidad de ventiladores 46 montados en aberturas en la pared 16. Las aberturas en la pared 16 para los ventiladores 46 están cerradas mediante tapas móviles adecuadas cuando los ventiladores 46 no se encuentren en funcionamiento. Las ventilaciones exteriores 48 hacia la atmósfera están provistas en una pared exterior 0 de la sala de control 42. Se muestra en 2 una unidad de acondicionamiento de aire, y que tiene un ventilador 4 para el suministro de aire frío a una temperatura y humedad relativa predeterminadas, si así se desea. En algunos casos, particularmente si afecta a las condiciones de enfriamiento de las condiciones ambientales, puede ser deseable calentar el aire ambiente hasta una temperatura predeterminada. Los ventiladores 46 son efectivos parta suministrar aire ambiente desde la atmósfera exterior o aire refrigerado a la cámara 12. Así mismo, si se desea, podrían montarse tuberías de refrigeración dentro de las paredes que definen la cámara de tratamiento 12. El uso de aire ambiente se ha encontrado que es económico y ha funcionado de forma satisfactoria bajo condiciones ambientales medias, sin el uso de ningún aire de enfriamiento refrigerado para la cámara de tratamiento 12. Aunque los ventiladores 46 se han ilustrado como situados en la pared 16, los ventiladores 46 pueden ser situados en cualquier lugar deseado, tal como sobre el techo de la cámara cerrada 12, para dirigir el aire hacia abajo contra los haces 24. Aunque la cámara 12 no ha sido ilustrada en los dibujos estando sometida a una presión negativa o positiva, se comprenderá que la cámara 12 puede estar presurizada o sometida a una presión negativa bajo ciertas condiciones, y pudiendo ser utilizada con el proceso de la presente invención. El contenido de humedad de la madera verde tal como se ha expuesto aquí se determina mediante la fórmula anterior, utilizando el peso en húmedo y el peso de secado al horno de la madera. La humedad relativa en el aire que rodea la madera se determina mediante un medidor de humedad relativa que tenga una lectura digital. Un termómetro determina la temperatura del aire. La temperatura de la madera se determina mediante una sonda de temperatura incrustada en la madera y extendiéndose hasta el centro de la madera. Los niveles específicos de humedad, periodos de tiempo, y programas de temperaturas para los distintos tamaños de las maderas específicas pueden predeterminarse para el fluido de enfriamiento y el fluido de calentamiento después de las pruebas. Como un ejemplo típico, se han depositado maderos de construcción de un tamaño y grosor uniformes apilados en haces rectangulares 24, cargándose dentro de la cámara de tratamiento 12. La madera a tratar es verde con esencialmente el mismo MC que tenia dicha madera al ser talada, excepto para una pérdida de humedad máxima posible no superior a aproximadamente al %. La cámara de tratamiento 12 que forma el armazón de secado se rellena con dicha madera para permitir una penetración óptima del calor y del vapor en todas las superficies de los maderos apilados durante el procesamiento. La cámara 12 se cierra entonces herméticamente y el fluido de calentamiento que comprende vapor se inyecta a través de la tubería de vapor 26 dentro de la cámara 12 para rellenar la cámara 12 con vapor saturado, a una presión y velocidad relativamente bajas. La temperatura se eleva hasta la temperatura de objetivo, de aproximadamente 66ºC con una depresión del bulbo húmedo cercana al 0 tanto como sea posible, y mantenida en ese punto hasta que el centro de la parte más gruesa de la madera haya llegado a dicha temperatura de objetivo, según lo determinado por una sonda incrustada de temperatura. En dicho punto, la madera se mantiene en dichas condiciones durante un periodo de tiempo prescrito dependiendo de varios factores, usualmente durante dos horas, lo cual es efectivo para minimizar cualquier tintado de la madera. A continuación, los haces 24 de madera apilados calentados se exponen dentro de la cámara de tratamiento 12 a un fluido de enfriamiento preferiblemente comprendiendo el aire ambiente de la atmósfera exterior recibido a través de las ventilaciones 48. La madera calentada se expone al fluido de enfriamiento durante un tiempo inferior a aproximadamente treinta minutos después del calentamiento de la madera verde. Los ventiladores 46 se alimentan eléctricamente para hacer fluir el aire ambiente en la cámara de tratamiento 12 desde el entorno exterior y la puerta de la pared lateral para la pared lateral 16 que se abre permitir el flujo del aire a través de la cámara 12 que rodea los haces 24. El aire ambiente tiene una temperatura (la temperatura de evaporación instantánea ) al menos de aproximadamente 17ºC, por debajo de la temperatura de la madera calentada y con una humedad relativa ( RH de evaporación instantánea ) al menos de aproximadamente el % inferior al RH de la cámara de calentamiento 12. Para conseguir los mejores resultados, la temperatura de evaporación instantánea es al menos de 28ºC por debajo de la temperatura de la madera calentada y el RH de evaporación instantánea es al menos del % inferior al RH de la cámara calentada. El aire ambiente es extraído por los ventiladores 46 dentro de la cámara de tratamiento 12 y dirigido mediante las pantallas 34 contra los haces 24. La madera se enfría rápidamente a la temperatura del aire ambiente en aproximadamente 3 a horas, y tiene una perdida del contenido de humedad de aproximadamente el % al 14% cuando la madera caliente se enfríe a la temperatura del fluido de enfriamiento. Se ha encontrado que un flujo de aire de aproximadamente 4,6 m/minuto proporciona los mejores resultados. Sin embargo, un flujo de aire entre aproximadamente,2 m/min a,8 m/min proporcionará los mejores resultados. Dicha exposición de la madera verde calentada a la temperatura de evaporación instantánea y al RH de evaporación instantánea puede llevarse a cabo mediante el desplazamiento de la madera desde el armazón de calentamiento o cámara 12 hacia el aire exterior, si son adecuadas las condiciones del exterior. Después de que la madera haya alcanzado un equilibrio con la temperatura de evaporación instantánea, entonces la madera puede ser secada bajo programas convencionales a unas velocidades aceleradas basándose en el tipo de las especies y en el producto acabado deseado. La madera verde se expone al fluido de enfriamiento al cabo de de un periodo de tiempo relativamente corto después de que la madera haya sido calentada hasta la temperatura de objetivo predeterminada. Para conseguir los mejores resultados, la madera calentada se expone al fluido de enfriamiento tan rápidamente como sea posible, y antes de que la madera pierda cualquier calor substancial al cabo de treinta minutos después de haber terminado la etapa 8
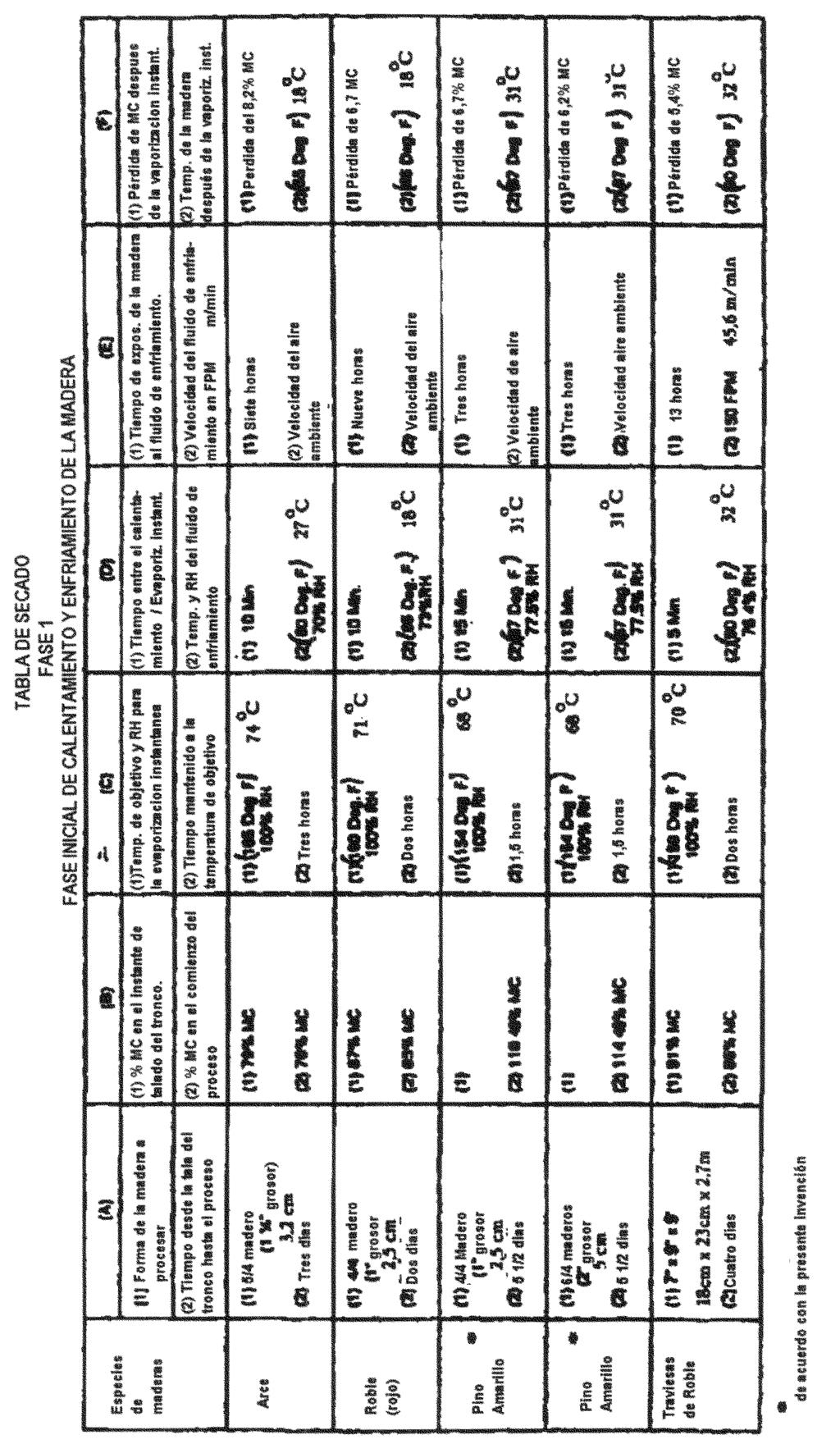
9 2 de calentamiento. Aunque la cámara de tratamiento 12 se ha ilustrado para la aplicación del fluido de enfriamiento, la madera calentada puede colocarse en el entorno exterior después del calentamiento con aire natural que comprende el fluido de enfriamiento si el aire exterior tiene una temperatura satisfactoria y una humedad relativa satisfactoria para la temperatura deseada de la evaporación instantánea y para humedad de evaporación instantánea. Según se ha indicado anteriormente, la temperatura de evaporación instantánea es al menos de aproximadamente 17ºC por debajo de la temperatura de la madera calentada y de la humedad de evaporación instantánea de al menos el % por debajo del RH de la cámara de calentamiento. Durante el calentamiento de la madera, se aplica vapor a la cámara de calentamiento 12, de forma que el MC de la madera después del calentamiento sea substancialmente el mismo que el MC de la madera antes del calentamiento. Como resultado del enfriamiento rápido de la madera después del calentamiento, se acondiciona la permeabilidad de la madera verde para obtener con el procesamiento adicional unas perdidas incrementadas del contenido de humedad con respecto a las pérdidas convencionales presentes hasta que se obtenga el MC final deseado. Según se ha indicado anteriormente, el MC final deseado para la madera dura se encuentra entre el % y el % para la madera blanda entre el % y el % aproximadamente. El procesamiento subsiguiente de la madera verdes después del calentamiento y el enfriamiento rápido inmediatamente después del calentamiento ha dado por resultado pérdidas de humedad promedio de más del 4% por día con varias etapas de curado adicionales. El proceso de la presente invención ha sido comprobado en varias especies de madera, y la tabla siguiente ilustra el ciclo de secado completo para la madera verde de los troncos hasta conseguir el MC final de la madera verde. La tabla está dividida en la fase 1 y la fase 2 del ciclo de secado. La fase 1 que incluye la etapa de evaporación instantánea es la fase calentamiento y enfriamiento de la madera verde, en la cual la madera calentada se expone a un fluido de enfriamiento para enfriar la madera verde calentada al menos a 17ºC, y dando por resultado una perdida de humedad superior al menos al % aproximadamente. La fase 2 incluye las etapas de secado generalmente convencionales en forma subsiguiente, que son efectivas para reducir el MC de la madera verde hasta un MC predeterminado en un mínimo de tiempo. La fase 2 fue comprobada en un horno de secado que formó la cámara de tratamiento y el secado existente utilizado o etapas de curado con un alto calor con depresiones del bulbo húmedo progresivamente en incremento. La fase 1 podría ser utilizada como fase de pretratamiento para la fase 2. No obstante, con la madera verde acondicionada mediante la fase 1, se eliminaron cantidades incrementadas de humedad mediante las etapas de secado generalmente convencionales aplicadas en la fase 2 después de la terminación de la fase 1. La tabla para el ciclo de secado es tal como se expone a continuación. 3 (Tabla pasa a página siguiente)
10
11
12 Los resultados de las pruebas se encuentran expuestos en la tabla siguiente que se obtuvieron con el calentamiento de la madera verde en un armazón calentado con vapor durante un periodo de tiempo predeterminado, y desplazando después la madera calentada desde el armazón al entorno exterior ambiente, en donde el aire ambiente formaba el fluido de enfriamiento. El aire ambiente estaba entre 18ºC y 32ºC, con una humedad relativa entre el 70% y 80%. La columna 1 muestra la pérdida de MC promedio durante el secado durante la fase 2 con un valor de entorno al 3,8% por hora para el pino amarillo. Tales pérdidas de humedad son substancialmente más altas que las pérdidas de MC en los programas de secado convencionales utilizados actualmente. Las pérdidas de MC para ciertas maderas duras inferiores al 3% en un periodo de tiempo de 24 horas, excepto para el pino del Sur, han sido normales como la cantidad máxima de MC que podría eliminarse sin defectos de secado. El acondicionamiento de la madera verde por las etapas de calentamiento y enfriamiento en la fase 1 da por resultado un incremento en la permeabilidad de la madera durante un periodo substancial de tiempo para permitir que la fase 2 extraiga una cantidad incrementada de humedad de la madera. Aunque se han realizado pruebas en un horno de calentamiento cerrado para la fase 2, se han eliminado cantidades incrementadas de humedad mediante el secado por aire después del acondicionamiento de la madera verde mediante la fase 1 sin calentar subsiguientemente en un horno. Los elementos para terminar una etapa de evaporación instantánea con éxito tal como se expone en la Fase 1, son como sigue a continuación: La madera sujeto necesita que tenga un MC lo más cercano posible a la madera verde o recién cortada en todo lo posible, y habiendo sufrido no más del % de perdida del MC a partir de dicho estado o condición de la madera verde o recién cortada. 2. La madera sujeto tiene que ser calentada en una cámara de calentamiento en todo su grosor hasta la temperatura de objetivo de evaporización instantánea, al menos de aproximadamente 66ºC hasta que el centro de la placa más gruesa, vigueta o poste, según sea el caso, llegue a tener dicha temperatura de objetivo. 3. La madera sujeto deberá mantenerse a dicha temperatura de objetivo durante un periodo de tiempo predeterminado, usualmente dos horas, particularmente para minimizar o prevenir los entintados. 4. La madera sujeto a través del dicho calentamiento deberá mantenerse tan cerca como sea posible de 0 grados de depresión del bulbo húmedo.. La madera sujeto necesita que se exponga al fluido de enfriamiento de temperatura reducida (al menos 17ºC) y preferiblemente de 28ºC inferior a la temperatura de la madera calentada) y una RH reducida (al menos del % y preferiblemente en torno al % inferior al RH de la cámara de calentamiento). 6. La madera sujeto necesita que pueda transferir su calor interno (desde la masa o pila) hasta dicha temperatura reducida de vaporización instantánea y un RH reducido de revaporización instantánea hasta que alcance un equilibro con dicha temperatura reducida, es decir, de 3 a horas. El fluido de enfriamiento puede ser el aire ambiente o el aire ambiente asistido por la introducción de aire forzado de la misma temperatura reducida y RH reducida, tal como el aire ambiente a través del haz de maderos. Dicho aire forzado puede ser de la forma de una temperatura reducida artificialmente y de RH reducida a partir de una refrigeración o bien otro tipo similar de unidad para la fabricación de un refrigerador, aire seco tal como el mostrado en la figura 1. Las pruebas han mostrado que la cantidad de MC creada por la madera sujeto durante la etapa de evaporización instantánea es proporcional a la cantidad de variación con respecto a la temperatura y RH de objetivo en la cámara de calentamiento a la temperatura y entorno del RH tal que dicha madera procesada sujeta a la etapa de evaporación instantánea. La Fase 1 se ha encontrado que es necesaria para el curado acelerado de la madera verde, independientemente de si desea minimizar o prevenir cualquier entintado. La minimización o prevención del tintado se basa principalmente en la obtención de una temperatura de objetivo precisa seguida por un rápido enfriamiento. La curación o secado acelerados se basa principalmente en el diferencial de la temperatura entre la temperatura de objetivo y la temperatura del medio de enfriamiento utilizado en las etapas de enfriamiento rápido. La cantidad de variación de temperatura que tiene lugar durante el enfriamiento rápido actúa como un habilitador para el secado acelerado resultante, y en cierto grado, cuanto mayor sea el diferencial de temperatura, más será la perdida de humedad en el periodo de enfriamiento inicial. Así pues, la utilización de la Fase 1 solo para el secado acelerado de la madera verde da por resultado también el poder minimizar o reducir las tinturas en la madera verde. Para el secado adicional de la madera verde bajo la Fase 2 después de completar la Fase 1, la madera verde se recalienta bajo las operaciones convencionales del horno de secado hasta una temperatura predetermina con depresiones del bulbo húmedo en el rango de 1,7ºC a 8,3º inicialmente, de forma que la humedad se traslade rápidamente a la superficie de la madera, y que se evapore en la cámara del horno. Conforme avanza el proceso de calentamiento, la depresión del bulbo húmedo se incrementa en torno a 1,7ºC a 28ºC, dependiendo de las especies y otros distintos factores. Esto es posible puesto que la madera verde procesada bajo la fase 1 aparece haber desarrollado una conversión interna. Dicha conversión tiene su origen en el agua asociada, bien cambiándola en agua libre, (o asumiendo) las características del agua libre. La única precaución en el uso de calor elevado y de RH reducido es observar en forma 12
Int. Cl.: 74 Agente: Temiño Ceniceros, Ignacio
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 286 07 1 Int. Cl.: A61F 7/00 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01274669.9 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 286 07 1 Int. Cl.: A61F 7/00 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01274669.9 86 Fecha
11 Número de publicación: Int. Cl.: 72 Inventor/es: Isaksson, Jan y Nilsson, Bo. 74 Agente: Durán Moya, Carlos
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 29 137 1 Int. Cl.: B27N 3/14 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 03719044.4 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 29 137 1 Int. Cl.: B27N 3/14 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 03719044.4 86 Fecha
11 kn. de publicación: ES kint. Cl. 5 : A23L 1/16. k 72 Inventor/es: Guarneri, Roberto. k 74 Agente: Elzaburu Márquez, Fernando
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 062 848 1 Int. Cl. : A23L 1/16 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 92876.7 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 062 848 1 Int. Cl. : A23L 1/16 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 92876.7 86 Fecha de presentación
11 Número de publicación: Int. Cl. 7 : B31F 1/ Inventor/es: Gianni, Paolo. 74 Agente: Curell Suñol, Marcelino
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 230 446 1 Int. Cl. 7 : B31F 1/07 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 02076223.3 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 230 446 1 Int. Cl. 7 : B31F 1/07 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 02076223.3 86 Fecha de presentación:
SECADO DE LA MADERA. Ing. José Ricardo Morris Carreño Ingeniero Forestal Universidad Distrital. Febrero de 2008
 SECADO DE LA MADERA Ing. José Ricardo Morris Carreño Ingeniero Forestal Universidad Distrital Febrero de 2008 Definición El secado de la madera consiste en obtener un contenido de humedad que quede en
SECADO DE LA MADERA Ing. José Ricardo Morris Carreño Ingeniero Forestal Universidad Distrital Febrero de 2008 Definición El secado de la madera consiste en obtener un contenido de humedad que quede en
11 Número de publicación: Int. Cl. 7 : A47G 25/ Inventor/es: Wegscheider, Gustav. 74 Agente: Aguilar Camprubí, M.
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 223 979 1 Int. Cl. 7 : A47G 2/30 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0200473.6 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 223 979 1 Int. Cl. 7 : A47G 2/30 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0200473.6 86 Fecha de presentación:
k 11 N. de publicación: ES k 51 Int. Cl. 5 : A47J 31/54
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 03 987 k 1 Int. Cl. : A47J 31/4 A47J 31/36 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 89109296.7
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 03 987 k 1 Int. Cl. : A47J 31/4 A47J 31/36 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 89109296.7
11 Número de publicación: Int. Cl. 7 : A41B 9/ Inventor/es: Chung, Seun Yung
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 208 769 1 Int. Cl. 7 : A41B 9/02 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 96940731.1 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 208 769 1 Int. Cl. 7 : A41B 9/02 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 96940731.1 86 Fecha de presentación:
k 11 N. de publicación: ES k 51 Int. Cl. 5 : B21C 47/14 k 72 Inventor/es: Poloni, Alfredo k 74 Agente: Aguilar Forment, Domenec
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 047 163 1 Int. Cl. : B21C 47/14 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 901189.0 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 047 163 1 Int. Cl. : B21C 47/14 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 901189.0 86 Fecha de presentación
11 kn. de publicación: ES kint. Cl. 6 : B29C 47/00. k 72 Inventor/es: Sand, Kjell. k 74 Agente: Morgades Manonelles, Juan Antonio
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 07 220 1 Int. Cl. 6 : B29C 47/00 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 90914797.7 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 07 220 1 Int. Cl. 6 : B29C 47/00 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 90914797.7 86 Fecha de presentación
11 knúmero de publicación: kint. Cl. 7 : G01C 9/26
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 18 4 1 kint. Cl. 7 : G01C 9/26 G01C 2/00 B22F 3/11 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 18 4 1 kint. Cl. 7 : G01C 9/26 G01C 2/00 B22F 3/11 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea:
11 kn. de publicación: ES kint. Cl. 6 : A61B 17/58
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 086 417 1 kint. Cl. 6 : A61B 17/8 A61B 17/86 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 9091441.1
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 086 417 1 kint. Cl. 6 : A61B 17/8 A61B 17/86 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 9091441.1
k 11 N. de publicación: ES k 51 Int. Cl. 5 : B29C 45/28 k 72 Inventor/es: Männer, Otto k 74 Agente: Lehmann Novo, María Isabel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 041 8 1 Int. Cl. : B29C /28 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 89412.7 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 041 8 1 Int. Cl. : B29C /28 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 89412.7 86 Fecha de presentación
11 knúmero de publicación: kint. Cl. 6 : B24B 5/18
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 13 68 1 kint. Cl. 6 : B24B /18 B24B 41/00 B23Q 1/2 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 13 68 1 kint. Cl. 6 : B24B /18 B24B 41/00 B23Q 1/2 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea:
k 11 N. de publicación: ES k 51 Int. Cl. 5 : A47L 9/22 k 72 Inventor/es: Hayashi, Seizo; k 74 Agente: Ungría Goiburu, Bernardo
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 018 175 k 51 Int. Cl. 5 : A47L 9/22 k 12 TRADUCCION DE PATENTE EUROPEA B3 k k k k 86 Número de solicitud europea: 87102004.6
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 018 175 k 51 Int. Cl. 5 : A47L 9/22 k 12 TRADUCCION DE PATENTE EUROPEA B3 k k k k 86 Número de solicitud europea: 87102004.6
11 Número de publicación: Int. Cl. 7 : F02F 3/ Inventor/es: Junge, Klaus. 74 Agente: Dávila Baz, Ángel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 201 76 1 Int. Cl. 7 : F02F 3/00 F02F 3/22 B22D 19/00 F16J 1/09 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud: 99101167.7
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 201 76 1 Int. Cl. 7 : F02F 3/00 F02F 3/22 B22D 19/00 F16J 1/09 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud: 99101167.7
Int. Cl. 7 : B26D 7/12. 72 Inventor/es: Gambini, Giovanni. 74 Agente: Curell Suñol, Marcelino
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 243 392 51 Int. Cl. 7 : B26D 7/12 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01202805.6 86 Fecha de
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 243 392 51 Int. Cl. 7 : B26D 7/12 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01202805.6 86 Fecha de
11 Número de publicación: Int. Cl. 7 : A47K 10/ Agente: Díez de Rivera de Elzaburu, Alfonso
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 240 01 1 Int. Cl. 7 : A47K 10/38 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 003047.4 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 240 01 1 Int. Cl. 7 : A47K 10/38 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 003047.4 86 Fecha de presentación:
k 11 N. de publicación: ES k 51 Int. Cl. 5 : B07B 1/28
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 06 183 k 1 Int. Cl. : B07B 1/28 B07B 1/46 B07B 1/0 B07B 13/08 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número de solicitud
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 06 183 k 1 Int. Cl. : B07B 1/28 B07B 1/46 B07B 1/0 B07B 13/08 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número de solicitud
11 knúmero de publicación: kint. Cl. 6 : A47B 96/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 132 325 51 kint. Cl. 6 : A47B 96/00 A47B 95/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 94202154.4
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 132 325 51 kint. Cl. 6 : A47B 96/00 A47B 95/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 94202154.4
El propósito principal de la deshidratación de alimentos es prolongar la durabilidad
 1.1 INTRODUCCIÓN El propósito principal de la deshidratación de alimentos es prolongar la durabilidad del producto final. El objetivo primordial del proceso de deshidratación es reducir el contenido de
1.1 INTRODUCCIÓN El propósito principal de la deshidratación de alimentos es prolongar la durabilidad del producto final. El objetivo primordial del proceso de deshidratación es reducir el contenido de
OPERACIÒN Y CONTROL DEL PROCESO DE SECADO DE MADERA
 OPERACIÒN Y CONTROL DEL PROCESO DE SECADO DE MADERA Rompamos paradigmas!! El contenido de humedad final de una carga de secado de madera NO ES UNA VARIABE DIRECTA DE CONTROL Es el Resultado de Conducir
OPERACIÒN Y CONTROL DEL PROCESO DE SECADO DE MADERA Rompamos paradigmas!! El contenido de humedad final de una carga de secado de madera NO ES UNA VARIABE DIRECTA DE CONTROL Es el Resultado de Conducir
11 kn. de publicación: ES kint. Cl. 6 : B28B 7/18
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 087 705 51 kint. Cl. 6 : B28B 7/18 B28B 7/16 B28B 11/08 B28B 11/12 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número de solicitud
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 087 705 51 kint. Cl. 6 : B28B 7/18 B28B 7/16 B28B 11/08 B28B 11/12 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número de solicitud
11 knúmero de publicación: kint. Cl. 7 : A45D 20/30
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 1 697 1 kint. Cl. 7 : A4D / H02M 7/06 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 97938886. 86
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 1 697 1 kint. Cl. 7 : A4D / H02M 7/06 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 97938886. 86
TECNOLOGÍA DE SECADO DE LECHE
 INFORME TÉCNICO TECNOLOGÍA DE SECADO DE LECHE 1 tecnología de secado de leche El descubrimiento de secado por spray constituyó un avance sumamente importante en la producción de deshidratados sensibles
INFORME TÉCNICO TECNOLOGÍA DE SECADO DE LECHE 1 tecnología de secado de leche El descubrimiento de secado por spray constituyó un avance sumamente importante en la producción de deshidratados sensibles
Int. Cl. 7 : B21B 31/ Agente: Carvajal y Urquijo, Isabel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 247 306 1 Int. Cl. 7 : B21B 31/07 F16J 1/32 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 02712930.3 86
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 247 306 1 Int. Cl. 7 : B21B 31/07 F16J 1/32 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 02712930.3 86
11 Número de publicación: Int. Cl. 7 : B21K 1/ Inventor/es: Shimomura, Mitsuhiko. 74 Agente: Cañadell Isern, Roberto
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 215 510 51 Int. Cl. 7 : B21K 1/30 B23P 15/14 F16H 55/17 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00106733.9
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 215 510 51 Int. Cl. 7 : B21K 1/30 B23P 15/14 F16H 55/17 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00106733.9
11 Número de publicación: Int. Cl. 7 : C03C 17/ Agente: Curell Suñol, Marcelino
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 233 844 1 Int. Cl. 7 : C03C 17/34 C04B 41/89 B44C /04 B41M /00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 233 844 1 Int. Cl. 7 : C03C 17/34 C04B 41/89 B44C /04 B41M /00 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea:
k 11 N. de publicación: ES 2 034 574 k 51 Int. Cl. 5 : A61G 7/057
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 034 74 k 1 Int. Cl. : A61G 7/07 F26B 3/08 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 890398.9
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA k 11 N. de publicación: ES 2 034 74 k 1 Int. Cl. : A61G 7/07 F26B 3/08 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 890398.9
Sistemas de refrigeración: compresión y absorción
 Sistemas de refrigeración: compresión y absorción La refrigeración es el proceso de producir frío, en realidad extraer calor. Para producir frío lo que se hace es transportar calor de un lugar a otro.
Sistemas de refrigeración: compresión y absorción La refrigeración es el proceso de producir frío, en realidad extraer calor. Para producir frío lo que se hace es transportar calor de un lugar a otro.
11 Número de publicación: Int. Cl. 7 : A47B 96/ Inventor/es: Bohnacker, Ulrich. 74 Agente: Curell Suñol, Marcelino
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 246 331 1 Int. Cl. 7 : A47B 96/06 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01949478.0 86 Fecha de
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 246 331 1 Int. Cl. 7 : A47B 96/06 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 01949478.0 86 Fecha de
k 11 N. de publicación: ES k 21 Número de solicitud: k 51 Int. Cl. 4 : A23N 7/00
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 004 603 k 21 Número de solicitud: 8701111 k 1 Int. Cl. 4 : A23N 7/00 k 12 PATENTEDEINVENCION A6 k 22 Fecha de presentación:
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 004 603 k 21 Número de solicitud: 8701111 k 1 Int. Cl. 4 : A23N 7/00 k 12 PATENTEDEINVENCION A6 k 22 Fecha de presentación:
11 Número de publicación: Int. Cl. 7 : A61K 39/ Inventor/es: Davelaar, Frans, Gerrit. 74 Agente: Curell Suñol, Marcelino
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 224 294 1 Int. Cl. 7 : A61K 39/17 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9793833.7 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 224 294 1 Int. Cl. 7 : A61K 39/17 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9793833.7 86 Fecha de presentación:
11 Número de publicación: Int. Cl. 7 : A01J 5/ Inventor/es: Schulze-Wartenhorst, Bernhard. 74 Agente: Dávila Baz, Ángel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 211 41 1 Int. Cl. 7 : A01J /007 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00111933.8 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 211 41 1 Int. Cl. 7 : A01J /007 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00111933.8 86 Fecha de presentación:
VENTILACIÓN. Ventajas de la Ventilación:
 VENTILACIÓN Definición: Se llama Ventilación, en un incendio, a la remoción sistemática de aire y gases calientes de una estructura siniestrada, seguida por el abastecimiento de aire fresco, acción que
VENTILACIÓN Definición: Se llama Ventilación, en un incendio, a la remoción sistemática de aire y gases calientes de una estructura siniestrada, seguida por el abastecimiento de aire fresco, acción que
Int. Cl. 6 : A61H 39/08
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k N. de publicación: ES 2 095 807 21 k Número de solicitud: 9500618 51 k Int. Cl. 6 : A61H 39/08 B65B 9/02 k 12 SOLICITUD DE PATENTE A1 22 kfecha de
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k N. de publicación: ES 2 095 807 21 k Número de solicitud: 9500618 51 k Int. Cl. 6 : A61H 39/08 B65B 9/02 k 12 SOLICITUD DE PATENTE A1 22 kfecha de
Efectos de corrosión y acumulación de residuos solidos en las superficies de contactos electrónicos
 Efectos de corrosión y acumulación de residuos solidos en las superficies de contactos electrónicos 1. Que es la corrosión? 2. Qué causa la corrosión en los equipos electrónicos? 3. Tipos de corrosión
Efectos de corrosión y acumulación de residuos solidos en las superficies de contactos electrónicos 1. Que es la corrosión? 2. Qué causa la corrosión en los equipos electrónicos? 3. Tipos de corrosión
CAPITULO 5 PROCESO DE SECADO. Se entiende por secado de alimentos la extracción deliberada del agua que contienen,
 CAPITULO 5 PROCESO DE SECADO 5.1 SECADO DE ALIMENTOS Se entiende por secado de alimentos la extracción deliberada del agua que contienen, operación que se lleva a cabo en la mayoría de los casos evaporando
CAPITULO 5 PROCESO DE SECADO 5.1 SECADO DE ALIMENTOS Se entiende por secado de alimentos la extracción deliberada del agua que contienen, operación que se lleva a cabo en la mayoría de los casos evaporando
11 knúmero de publicación: kint. Cl. 7 : A63F 9/08. k 72 Inventor/es: Matijek, Josip. k 74 Agente: Lehmann Novo, María Isabel
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 170 285 51 kint. Cl. 7 : A63F 9/08 k 12 TRADUCCION DE PATENTE EUROPEA T3 k k k k 86 Número de solicitud europea: 96938604.4
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 170 285 51 kint. Cl. 7 : A63F 9/08 k 12 TRADUCCION DE PATENTE EUROPEA T3 k k k k 86 Número de solicitud europea: 96938604.4
11 knúmero de publicación: kint. Cl. 7 : A63B 9/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 176 162 1 kint. Cl. 7 : A63B 9/00 E04B 1/19 A47B 47/00 E04B 1/8 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número de solicitud
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 176 162 1 kint. Cl. 7 : A63B 9/00 E04B 1/19 A47B 47/00 E04B 1/8 12 k TRADUCCION DE PATENTE EUROPEA T3 86 k Número de solicitud
k 11 N. de publicación: ES k 21 Número de solicitud: k 51 Int. Cl. 5 : A63B 49/10
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 026 413 k 21 Número de solicitud: 9002911 k 1 Int. Cl. : A63B 49/10 B32B 27/40 k 12 PATENTEDEINVENCION A6 22 kfecha de presentación:
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 026 413 k 21 Número de solicitud: 9002911 k 1 Int. Cl. : A63B 49/10 B32B 27/40 k 12 PATENTEDEINVENCION A6 22 kfecha de presentación:
11 Número de publicación: Int. Cl. 7 : A43B 7/ Inventor/es: Chu, Huey-Cheng. 74 Agente: Durán Moya, Luis Alfonso
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 23 183 1 Int. Cl. 7 : A43B 7/06 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0030461.8 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 23 183 1 Int. Cl. 7 : A43B 7/06 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0030461.8 86 Fecha de presentación
k 11 N. de publicación: ES k 51 Int. Cl. 5 : B60B 21/10 k 72 Inventor/es: Holmes, Thomas y k 74 Agente: Gómez-Acebo Pombo, J.
 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 N. de publicación: ES 2 021 714 1 Int. Cl. : BB 21/ 12 TRADUCCION DE PATENTE EUROPEA B3 86 Número de solicitud europea: 8714.9 86 Fecha de presentación
19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 N. de publicación: ES 2 021 714 1 Int. Cl. : BB 21/ 12 TRADUCCION DE PATENTE EUROPEA B3 86 Número de solicitud europea: 8714.9 86 Fecha de presentación
ES U. Número de publicación: PATENTES Y MARCAS. Número de solicitud: U Int. Cl. 7 : B27C 1/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 049 134 21 k Número de solicitud: U 200101313 1 k Int. Cl. 7 : B27C 1/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 049 134 21 k Número de solicitud: U 200101313 1 k Int. Cl. 7 : B27C 1/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
11 kn. de publicación: ES kint. Cl. 5 : A61M 11/06
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 09 968 1 kint. Cl. : A61M 11/06 A61M 3/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 90123831.1
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 kn. de publicación: ES 2 09 968 1 kint. Cl. : A61M 11/06 A61M 3/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 90123831.1
11 Número de publicación: Int. Cl.: 72 Inventor/es: Brotzki, Herbert y Fest, Thomas. 74 Agente: Carvajal y Urquijo, Isabel
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 268 618 1 Int. Cl.: B22D 11/128 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0470268.8 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 268 618 1 Int. Cl.: B22D 11/128 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 0470268.8 86 Fecha
Flota en el agua, por lo que se ha usado para la fabricación de embarcaciones.
 1. PROPIEDADES DE LA MADERA La madera es un recurso natural que ha sido empleado por el hombre desde los primeros tiempos, primero como combustible para producir fuego, y más tarde para la fabricación
1. PROPIEDADES DE LA MADERA La madera es un recurso natural que ha sido empleado por el hombre desde los primeros tiempos, primero como combustible para producir fuego, y más tarde para la fabricación
SISTEMA DE CONTROL DEL PROCESO DE EVAPORACIÓN A VACÍO. Abril Requena, J.* y Gómez Ochoa de Alda, J.J.
 SISTEMA DE CONTROL DEL PROCESO DE EVAPORACIÓN A VACÍO Abril Requena, J.* y Gómez Ochoa de Alda, J.J. Tecnología de Alimentos. Universidad Pública de Navarra. Campus Arrosadia. 31006 Pamplona e-mail: jabril@unavarra.es
SISTEMA DE CONTROL DEL PROCESO DE EVAPORACIÓN A VACÍO Abril Requena, J.* y Gómez Ochoa de Alda, J.J. Tecnología de Alimentos. Universidad Pública de Navarra. Campus Arrosadia. 31006 Pamplona e-mail: jabril@unavarra.es
Tema 6. Celulosa y papel
 Procesos Químicos Industriales Ingeniero Químico Universidad de Granada Tema 6. Celulosa y papel Dr. Rafael Bailón Moreno Sumario Materias primas Fabricación de pasta de celulosa: Pasta mecánica y pasta
Procesos Químicos Industriales Ingeniero Químico Universidad de Granada Tema 6. Celulosa y papel Dr. Rafael Bailón Moreno Sumario Materias primas Fabricación de pasta de celulosa: Pasta mecánica y pasta
El proceso de secado consiste en la remoción de humedad de una sustancia, involucrando los fenómenos de transferencia de calor y masa, en forma
 SECADOR DE BANDEJA El proceso El proceso de secado consiste en la remoción de humedad de una sustancia, involucrando los fenómenos de transferencia de calor y masa, en forma simultanea. La transferencia
SECADOR DE BANDEJA El proceso El proceso de secado consiste en la remoción de humedad de una sustancia, involucrando los fenómenos de transferencia de calor y masa, en forma simultanea. La transferencia
11 knúmero de publicación: kint. Cl. 6 : B42D 15/08
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 103 487 1 kint. Cl. 6 : B42D 1/08 B31B 19/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 93919338.9
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 103 487 1 kint. Cl. 6 : B42D 1/08 B31B 19/00 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea: 93919338.9
11 Número de publicación: Int. Cl.: 74 Agente: Elzaburu Márquez, Alberto
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 261 701 1 Int. Cl.: B22D 18/04 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 02743.4 86 Fecha de
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 261 701 1 Int. Cl.: B22D 18/04 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 02743.4 86 Fecha de
MasTiposde.com LA MADERA
 MasTiposde.com LA MADERA LA MADERA ES UN MATERIAL DE ORIGEN VEGETAL QUE SE OBTIENE DE LOS ÁRBOLES COMPOSICIÓN DE LA MADERA La madera se compone de fibras de celulosa unidas mediante una sustancia llamada
MasTiposde.com LA MADERA LA MADERA ES UN MATERIAL DE ORIGEN VEGETAL QUE SE OBTIENE DE LOS ÁRBOLES COMPOSICIÓN DE LA MADERA La madera se compone de fibras de celulosa unidas mediante una sustancia llamada
DIFERENTES ETAPAS DEL PROCESO DE SECADO
 NOTA TÉCNICA N 1- LATU - SECTOR PRODUCTOS FORESTALES DIFERENTES ETAPAS DEL PROCESO DE SECADO GRUPO TÉCNICO DE SECADO DE MADERAS (GT4) Ing. Agr. Álvaro Pérez del Castillo (aperez@latu.org.uy) Ing. Quím.
NOTA TÉCNICA N 1- LATU - SECTOR PRODUCTOS FORESTALES DIFERENTES ETAPAS DEL PROCESO DE SECADO GRUPO TÉCNICO DE SECADO DE MADERAS (GT4) Ing. Agr. Álvaro Pérez del Castillo (aperez@latu.org.uy) Ing. Quím.
11 knúmero de publicación: kint. Cl. 7 : A01K 39/01. k 73 Titular/es: k 72 Inventor/es: Martin, Thierry y
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 172 03 1 Int. Cl. 7 : A01K 39/01 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 98108029.4 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 172 03 1 Int. Cl. 7 : A01K 39/01 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 98108029.4 86 Fecha de presentación:
Int. Cl.: 72 Inventor/es: Moroni, Vitaliano. 74 Agente: Gallego Jiménez, José Fernando
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 269 046 1 Int. Cl.: B21D 1/22 (06.01) A47J 37/ (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00116239.
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 269 046 1 Int. Cl.: B21D 1/22 (06.01) A47J 37/ (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00116239.
Sesión 7. El proceso cerámico tradicional (continuación)
") Sesión 7 El proceso cerámico tradicional (continuación) Moldeo El moldeo de las pastas cerámicas tradicionales depende de las propiedades plásticas y de flujo de ésta. La facilidad con que cambia de forma
Sesión 7 El proceso cerámico tradicional (continuación) Moldeo El moldeo de las pastas cerámicas tradicionales depende de las propiedades plásticas y de flujo de ésta. La facilidad con que cambia de forma
11 knúmero de publicación: kint. Cl. 6 : A61F 2/68
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 125 683 51 kint. Cl. 6 : A61F 2/68 A61F 2/64 F16F 9/12 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 125 683 51 kint. Cl. 6 : A61F 2/68 A61F 2/64 F16F 9/12 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea:
k 11 N. de publicación: ES k 51 Int. Cl. 5 : A61H 33/06 k 72 Inventor/es: Been, Dirk k 74 Agente: Urizar Anasagasti, José Antonio
 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 N. de publicación: ES 2 027 687 1 Int. Cl. : A61H 33/06 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 87297.8 86 Fecha de presentación
19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 N. de publicación: ES 2 027 687 1 Int. Cl. : A61H 33/06 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 87297.8 86 Fecha de presentación
I UNIDAD I: CARACTERÍSTICAS DE LA POSCOSECHA DE GRANOS
 Ingeniería Poscosecha I UNIDAD I: CARACTERÍSTICAS DE LA POSCOSECHA DE GRANOS Secado de los granos Después de la trilla, los granos suelen tener un contenido de humedad superior para una buena conservación
Ingeniería Poscosecha I UNIDAD I: CARACTERÍSTICAS DE LA POSCOSECHA DE GRANOS Secado de los granos Después de la trilla, los granos suelen tener un contenido de humedad superior para una buena conservación
Tratamientos térmicos
 Tratamientos térmicos Endurecimiento del acero Temple (revenido) Recocido Cementado Carburización por empaquetado Carburización en baño líquido Carburización por gas Carbonitrurado, cianurado y nitrurado
Tratamientos térmicos Endurecimiento del acero Temple (revenido) Recocido Cementado Carburización por empaquetado Carburización en baño líquido Carburización por gas Carbonitrurado, cianurado y nitrurado
Int. Cl. 7 : C02F 1/04
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 12 810 21 k Número de solicitud: 009800876 1 k Int. Cl. 7 : C02F 1/04 A23K 1/00 C0F 7/00 C02F 1/16 k 12 SOLICITUD DE PATENTE
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 12 810 21 k Número de solicitud: 009800876 1 k Int. Cl. 7 : C02F 1/04 A23K 1/00 C0F 7/00 C02F 1/16 k 12 SOLICITUD DE PATENTE
ES U. Número de publicación: PATENTES Y MARCAS. Número de solicitud: U Int. Cl. 5 : A01G 25/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 025 291 21 k Número de solicitud: U 9301941 51 k Int. Cl. 5 : A01G 25/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 025 291 21 k Número de solicitud: U 9301941 51 k Int. Cl. 5 : A01G 25/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
DIRECTRICES QUALANOD HOJA DE ACTUALIZACIÓN Nº 16 Edición Página 1 de 5 INSPECCIONES RUTINARIAS A LICENCIATARIOS
 Página 1 de 5 INSPECCIONES RUTINARIAS A LICENCIATARIOS Propuesta: Comité Técnico Decisión de QUALANOD: Reunión noviembre 2012 Fecha de aplicación: 1 de julio de 2013 Parte de las Directrices a la que afecta:
Página 1 de 5 INSPECCIONES RUTINARIAS A LICENCIATARIOS Propuesta: Comité Técnico Decisión de QUALANOD: Reunión noviembre 2012 Fecha de aplicación: 1 de julio de 2013 Parte de las Directrices a la que afecta:
Proceso respiratorio bajo condiciones aeróbicas
 UNIVERSIDAD NACIONAL DEL SANTA RESPIRACIÓN N Y PATOLOGÍA A DE LOS GRANOS Y SEMILLAS RESPIRACIÓN N Y PATOLOGÍA A DE LOS GRANOS Y SEMILLAS Independientemente del uso que se le dará al producto cosechado,
UNIVERSIDAD NACIONAL DEL SANTA RESPIRACIÓN N Y PATOLOGÍA A DE LOS GRANOS Y SEMILLAS RESPIRACIÓN N Y PATOLOGÍA A DE LOS GRANOS Y SEMILLAS Independientemente del uso que se le dará al producto cosechado,
ES U. Número de publicación: REGISTRO DE LA PROPIEDAD INDUSTRIAL. Número de solicitud: U Int. Cl.
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k Número de publicación: 1 002 776 21 k Número de solicitud: U 8702222 1 k Int. Cl. 4 : B09B 3/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 k Número de publicación: 1 002 776 21 k Número de solicitud: U 8702222 1 k Int. Cl. 4 : B09B 3/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
k 11 N. de publicación: ES 2 045 591 k 51 Int. Cl. 5 : B27N 5/00 k 73 Titular/es: Werzalit AG + CO. k 72 Inventor/es: Munk, Edmund y
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 04 91 1 Int. Cl. : B27N /00 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 90103198.9 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 04 91 1 Int. Cl. : B27N /00 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 90103198.9 86 Fecha de presentación
Shell Térmico Oil B. Aceite para transferencia térmica
 Shell Térmico B es un aceite mineral puro de baja viscosidad, baja tensión de vapor y alta resistencia a la oxidación desarrollado para transferencia de calor ya sea en sistemas de calefacción cerrados
Shell Térmico B es un aceite mineral puro de baja viscosidad, baja tensión de vapor y alta resistencia a la oxidación desarrollado para transferencia de calor ya sea en sistemas de calefacción cerrados
D06B 1/08 B05D 7/20 REGISTRO DE LA PROPIEDAD INDUSTRIAL
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 002 78 k 21 Número de solicitud: 8602044 k 1 Int. Cl. 4 : D06B /16 D06B 1/08 B0D 7/20 k 12 PATENTEDEINVENCION A6 22 kfecha de
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 002 78 k 21 Número de solicitud: 8602044 k 1 Int. Cl. 4 : D06B /16 D06B 1/08 B0D 7/20 k 12 PATENTEDEINVENCION A6 22 kfecha de
ES A1 B29C 39/10 //B29K 75:00. Número de publicación: PATENTES Y MARCAS. Número de solicitud: Int. Cl.
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 156 736 21 k Número de solicitud: 009901276 51 k Int. Cl. 7 : A47B 96/20 B29C 39/10 //B29K 75:00 k 12 SOLICITUD DE PATENTE
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 2 156 736 21 k Número de solicitud: 009901276 51 k Int. Cl. 7 : A47B 96/20 B29C 39/10 //B29K 75:00 k 12 SOLICITUD DE PATENTE
11 kn. de publicación: ES kint. Cl. 6 : A61B 17/74. k 72 Inventor/es: Harder, Hans Erich y. k 74 Agente: Carpintero López, Francisco
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 098 423 1 Int. Cl. 6 : A61B 17/74 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9211991.3 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 098 423 1 Int. Cl. 6 : A61B 17/74 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9211991.3 86 Fecha de presentación
11 knúmero de publicación: 2 105 097. 51 kint. Cl. 6 : C04B 30/02
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 10 097 1 kint. Cl. 6 : C04B 30/02 C04B 41/68 B0D 3/08 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea:
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 knúmero de publicación: 2 10 097 1 kint. Cl. 6 : C04B 30/02 C04B 41/68 B0D 3/08 12 k TRADUCCION DE PATENTE EUROPEA T3 86 knúmero de solicitud europea:
Llenado del Silo. Aireación de Granos
 Llenado del Silo Aireación de Granos Ing. Ricardo Bartosik Ing. Juan Carlos Rodríguez Tucumán 6 y 7 de Abril de 2010 Efecto de la Acumulación de Finos en el Silo El material fino ocupa el espacio intergranario
Llenado del Silo Aireación de Granos Ing. Ricardo Bartosik Ing. Juan Carlos Rodríguez Tucumán 6 y 7 de Abril de 2010 Efecto de la Acumulación de Finos en el Silo El material fino ocupa el espacio intergranario
ES A2 ESPAÑA 11. Número de publicación: Número de solicitud: C22C 13/00 ( )
") 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 21 Número de publicación: 2 418 279 Número de solicitud: 201131629 51 Int. CI.: C22C 13/00 (2006.01) 12 SOLICITUD DE PATENTE A2 22 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 21 Número de publicación: 2 418 279 Número de solicitud: 201131629 51 Int. CI.: C22C 13/00 (2006.01) 12 SOLICITUD DE PATENTE A2 22 Fecha de presentación:
ES A1 B21D 39/04 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA. 11 Número de publicación: Número de solicitud:
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 224 824 21 Número de solicitud: 200202742 1 Int. Cl. 7 : F16L 13/14 B21D 39/04 12 SOLICITUD DE PATENTE A1 22 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 224 824 21 Número de solicitud: 200202742 1 Int. Cl. 7 : F16L 13/14 B21D 39/04 12 SOLICITUD DE PATENTE A1 22 Fecha de presentación:
11 Número de publicación: Int. Cl. 7 : B23B 27/ Inventor/es: Müller, Roland. 74 Agente: No consta
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 218 271 1 Int. Cl. 7 : B23B 27/00 B23Q 17/22 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00987063. 86
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 218 271 1 Int. Cl. 7 : B23B 27/00 B23Q 17/22 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 00987063. 86
Oferta tecnológica: Nuevo catalizador para descomponer óxido nitroso (N 2 O) en gases inocuos
 en gases inocuos") Oferta tecnológica: Nuevo catalizador para descomponer óxido nitroso (N 2 O) en gases inocuos Oferta tecnológica: Nuevo catalizador para descomponer óxido nitroso (N 2 O) en gases inocuos. RESUMEN El grupo
Oferta tecnológica: Nuevo catalizador para descomponer óxido nitroso (N 2 O) en gases inocuos Oferta tecnológica: Nuevo catalizador para descomponer óxido nitroso (N 2 O) en gases inocuos. RESUMEN El grupo
Tema 2 AHORRO EN CONSUMO DE ENERGÉTICOS MANTENIMIENTO
 Tema 2 AHORRO EN CONSUMO DE ENERGÉTICOS MANTENIMIENTO Objetivo específico : Ahorro en el consumo de energéticos Objetivo específico Conocer las acciones mas importantes que se deben llevar acabo en la
Tema 2 AHORRO EN CONSUMO DE ENERGÉTICOS MANTENIMIENTO Objetivo específico : Ahorro en el consumo de energéticos Objetivo específico Conocer las acciones mas importantes que se deben llevar acabo en la
k 11 N. de publicación: ES k 51 Int. Cl. 5 : B30B 7/02 Número de solicitud europea: kfecha de presentación :
 k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 002 090 k 51 Int. Cl. 5 : B30B 7/02 F16J 15/46 12 k TRADUCCION DE PATENTE EUROPEA B3 86 k Número de solicitud europea: 87113370.8
k 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA k 11 N. de publicación: ES 2 002 090 k 51 Int. Cl. 5 : B30B 7/02 F16J 15/46 12 k TRADUCCION DE PATENTE EUROPEA B3 86 k Número de solicitud europea: 87113370.8
ES U. Número de publicación: PATENTES Y MARCAS. Número de solicitud: U Int. Cl. 6 : A23L 3/00
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 039 18 21 k Número de solicitud: U 970338 1 k Int. Cl. 6 : A23L 3/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 039 18 21 k Número de solicitud: U 970338 1 k Int. Cl. 6 : A23L 3/00 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha de
FORMACION DE HIELO EN EL CARBURADOR
 FORMACION DE HIELO EN EL CARBURADOR Los motores con aspiración normal y carburador pueden, bajo ciertas condiciones de humedad, temperatura y condiciones de operación experimentar una formación de hielo.
FORMACION DE HIELO EN EL CARBURADOR Los motores con aspiración normal y carburador pueden, bajo ciertas condiciones de humedad, temperatura y condiciones de operación experimentar una formación de hielo.
k 11 N. de publicación: ES k 51 Int. Cl. 5 : A45D 44/08
 19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 N. de publicación: ES 2 01 964 1 Int. Cl. : A4D 44/08 12 TRADUCCION DE PATENTE EUROPEA B3 86 Número de solicitud europea: 87420068.6 86 Fecha de presentación
19 REGISTRO DE LA PROPIEDAD INDUSTRIAL ESPAÑA 11 N. de publicación: ES 2 01 964 1 Int. Cl. : A4D 44/08 12 TRADUCCION DE PATENTE EUROPEA B3 86 Número de solicitud europea: 87420068.6 86 Fecha de presentación
Tipos de aserradero y sierras.
 Tipos de aserraderos Clase # 3 Tipos de aserradero y sierras. Tipos de sierras Sierras de cinta o de bandas. Diámetros medios y grandes Sierra de disco o circular de diámetro grande. Lugares apartados.
Tipos de aserraderos Clase # 3 Tipos de aserradero y sierras. Tipos de sierras Sierras de cinta o de bandas. Diámetros medios y grandes Sierra de disco o circular de diámetro grande. Lugares apartados.
11 knúmero de publicación: kint. Cl. 7 : B21B 1/36
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 163 413 1 Int. Cl. 7 : B21B 1/36 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9410441.1 86 Fecha de presentación:
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 163 413 1 Int. Cl. 7 : B21B 1/36 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9410441.1 86 Fecha de presentación:
COEFICIENTE ADIABÁTICO DE GASES
 PRÁCTICA 4A COEFICIENTE ADIABÁTICO DE GASES OBJETIVO Determinación del coeficiente adiabático γ del aire, argón y del anhídrido carbónico utilizando un oscilador de gas tipo Flammersfeld. MATERIAL NECESARIO
PRÁCTICA 4A COEFICIENTE ADIABÁTICO DE GASES OBJETIVO Determinación del coeficiente adiabático γ del aire, argón y del anhídrido carbónico utilizando un oscilador de gas tipo Flammersfeld. MATERIAL NECESARIO
Air Handling & Climate S. L. Sobrepresión de escaleras
 Air Handling & Climate S. L. Sobrepresión de escaleras Definición Se considera una escalera de evacuación sobrepresionada a una escalera de trazado continuo desde su inicio hasta su desembarco en planta
Air Handling & Climate S. L. Sobrepresión de escaleras Definición Se considera una escalera de evacuación sobrepresionada a una escalera de trazado continuo desde su inicio hasta su desembarco en planta
11 Número de publicación: Int. Cl. 7 : B23G 1/ Inventor/es: Riley, Martin John. 74 Agente: Civanto Villar, Alicia
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 218 768 51 Int. Cl. 7 : B23G 1/00 B23G 9/00 F16H 25/24 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 98304461.1
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 218 768 51 Int. Cl. 7 : B23G 1/00 B23G 9/00 F16H 25/24 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 98304461.1
FUNDAMENTOS DE REFRIGERACION
 FUNDAMENTOS DE REFRIGERACION PRESENTACION EN ESPAÑOL Mayo 2010 Renato C. OLvera Index ESTADOS DE LA MATERIA LOS DIFERENTES ESTADOS DE LA MATERIA SON MANIFESTACIONES DE LA CANTIDAD DE ENERGIA QUE DICHA
FUNDAMENTOS DE REFRIGERACION PRESENTACION EN ESPAÑOL Mayo 2010 Renato C. OLvera Index ESTADOS DE LA MATERIA LOS DIFERENTES ESTADOS DE LA MATERIA SON MANIFESTACIONES DE LA CANTIDAD DE ENERGIA QUE DICHA
11 Número de publicación: Int. Cl.: 74 Agente: Carpintero López, Francisco
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 266 927 1 Int. Cl.: B21B 31/32 (06.01) F1B 1/14 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 001877.2
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 266 927 1 Int. Cl.: B21B 31/32 (06.01) F1B 1/14 (06.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 001877.2
Sobrepresión de Escaleras.
 www.air-handling.com ÍNDICE 1. Definición 2. Clasificación de Sistemas de Presión Diferencial para Edificios 3. Requisitos del Sistema de Clase C 4. Instalación y Equipamiento 5. Solución Air Handling
www.air-handling.com ÍNDICE 1. Definición 2. Clasificación de Sistemas de Presión Diferencial para Edificios 3. Requisitos del Sistema de Clase C 4. Instalación y Equipamiento 5. Solución Air Handling
11 Número de publicación: Int. Cl.: 74 Agente: Zuazo Araluze, Alexander
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 284 109 51 Int. Cl.: A61G 5/10 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 05017292.3 86 Fecha
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 284 109 51 Int. Cl.: A61G 5/10 (2006.01) 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud europea: 05017292.3 86 Fecha
Int. Cl. 6 : A23N 7/02. k 71 Solicitante/s: Germán Sierra Salvador. k 72 Inventor/es: Sierra Salvador, Germán
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 043 684 21 k Número de solicitud: U 009901882 1 k Int. Cl. 6 : A23N 7/02 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 043 684 21 k Número de solicitud: U 009901882 1 k Int. Cl. 6 : A23N 7/02 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
11 Número de publicación: Int. Cl. 7 : B65H 3/ Inventor/es: Redo Sánchez, Albert. 74 Agente: Urizar Anasagasti, José Antonio
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 232 469 51 Int. Cl. 7 : B65H 3/16 B65G 59/04 B21D 43/24 H01F 7/02 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 Número de publicación: 2 232 469 51 Int. Cl. 7 : B65H 3/16 B65G 59/04 B21D 43/24 H01F 7/02 12 TRADUCCIÓN DE PATENTE EUROPEA T3 86 Número de solicitud
Int. Cl. 7 : B30B 9/32. k 71 Solicitante/s: HINEUMAJ, S.L. k 72 Inventor/es: Martínez Trigo, Miguel Angel
 k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 04 820 21 k Número de solicitud: U 20000094 1 k Int. Cl. 7 : B30B 9/32 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
k 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 k Número de publicación: 1 04 820 21 k Número de solicitud: U 20000094 1 k Int. Cl. 7 : B30B 9/32 k 12 SOLICITUD DE MODELO DE UTILIDAD U k 22 Fecha
Termostatos. Termostatos. Danfoss A/S (RA Marketing/MWA), DKRCC.PF.000.G1.05 / 520H
, DKRCC.PF.000.G1.05 / 520H") Índice Página Instalación... 29 Termostato KP con sensor de aire.... 29 Ajuste... 30 con rearme automático.... 30 con rearme máximo... 30 con rearme mínimo... 30 Ejemplo de ajuste... 31 Comprobación del
Índice Página Instalación... 29 Termostato KP con sensor de aire.... 29 Ajuste... 30 con rearme automático.... 30 con rearme máximo... 30 con rearme mínimo... 30 Ejemplo de ajuste... 31 Comprobación del
los Aceros El porqué? Tratamientos térmicos Microestructura) Propiedades d Mecánicas FCEIA-UNR C Materiales FCEIA-UNR C-3.20.
 Propiedades d Mecánicas FCEIA-UNR C Materiales FCEIA-UNR C-3.20.") 11. Tratamientos t Térmicos de los Aceros El porqué? Tratamientos térmicos (Temperatura y tiempo) Microestructura) Propiedades d Mecánicas 1 El factor TIEMPO La mayoría de las transformaciones en estado
11. Tratamientos t Térmicos de los Aceros El porqué? Tratamientos térmicos (Temperatura y tiempo) Microestructura) Propiedades d Mecánicas 1 El factor TIEMPO La mayoría de las transformaciones en estado
La madera es el recurso natural más antiguo empleado por el ser humano. Desde siempre ha proporcionado combustible, herramientas y protección.
 Tema 3 : LA MADERA. 0-INTRODUCCION. La madera es el recurso natural más antiguo empleado por el ser humano. Desde siempre ha proporcionado combustible, herramientas y protección. 1.-ORIGEN. La madera es
Tema 3 : LA MADERA. 0-INTRODUCCION. La madera es el recurso natural más antiguo empleado por el ser humano. Desde siempre ha proporcionado combustible, herramientas y protección. 1.-ORIGEN. La madera es
BALANCE ENERGÉTICO CLIMATIZACIÓN
 BALANCE ENERGÉTICO EN INSTALACIONES DE CLIMATIZACIÓN LAS CARGAS INTERNAS CARGA POR ILUMINACIÓN La iluminación de un local a acondicionar constituye una generación interna de calor sensible que debe ser
BALANCE ENERGÉTICO EN INSTALACIONES DE CLIMATIZACIÓN LAS CARGAS INTERNAS CARGA POR ILUMINACIÓN La iluminación de un local a acondicionar constituye una generación interna de calor sensible que debe ser
convección (4.1) 4.1. fundamentos de la convección Planteamiento de un problema de convección
 4.1. fundamentos de la convección Planteamiento de un problema de convección") convección El modo de transferencia de calor por convección se compone de dos mecanismos de transporte, que son, la transferencia de energía debido al movimiento aleatorio de las moléculas (difusión térmica)
convección El modo de transferencia de calor por convección se compone de dos mecanismos de transporte, que son, la transferencia de energía debido al movimiento aleatorio de las moléculas (difusión térmica)
k 11 N. de publicación: ES 2 037 551 k 51 Int. Cl. 5 : A47L 15/48 k 72 Inventor/es: Dygve, Hans Gustav Elof k 74 Agente: Elzaburu Márquez, Alberto
 19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 037 1 1 Int. Cl. : A47L 1/48 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9080021.8 86 Fecha de presentación
19 OFICINA ESPAÑOLA DE PATENTES Y MARCAS ESPAÑA 11 N. de publicación: ES 2 037 1 1 Int. Cl. : A47L 1/48 12 TRADUCCION DE PATENTE EUROPEA T3 86 Número de solicitud europea: 9080021.8 86 Fecha de presentación