UNIVERSIDAD TECNOLÓGICA DE QUERÉTARO. Desarrollo y Presentación de Documentación del Proceso de Aprobación de Partes de Producción (PPAP).
|
|
|
- Xavier Parra Córdoba
- hace 8 años
- Vistas:
Transcripción
1 UNIVERSIDAD TECNOLÓGICA DE QUERÉTARO Nombre del proyecto: Desarrollo y Presentación de Documentación del Proceso de Aprobación de Partes de Producción (PPAP). Empresa: Brovedani Reme Mexico S.A de C.V. Memoria que como parte de los requisitos para obtener el título de: Ingeniero en Procesos y Operaciones Industriales Presenta: José Roberto Chávez García M. en T. A. Alberto Navarro Cortés Ing. Francesco Centaro Mateo Asesor de la UTEQ Asesor de la Empresa Santiago de Querétaro, Qro. Septiembre de 2012.

2 Resumen Durante el desarrollo de este proyecto se aprecia todo lo que conlleva el desarrollo y recaudación de la documentación del Proceso de Aprobación de Partes de Producción (PPAP) que es requerida por el cliente y debe ser presentada al inicio de un proyecto, en especial del sector automotriz, en este caso se desarrollaron dos proyectos completamente nuevos llamados Magnetic Cup y Núcleo interno, todo el proceso de desarrollo fue llevado a cabo con un equipo multidisciplinario asignado por la organización, cada uno de los integrantes que ayudaron en el desarrollo de los ambos proyectos, pertenecen a departamentos distintos, a su vez se utilizaron diversas herramientas como los son APQP, Análisis de Pareto, Estudio de habilidad y Reproducibilidad (R&R), Análisis de Modo y Efecto de Falla de Proceso (PFMEA), Estudios de Capacidad de Proceso (Cpk s), entre otros, los resultados fueron satisfactorios internamente ya que se logró la implementación de toda la documentación y procesos para poder iniciar la producción de los proyectos. Palabras Clave Proceso de Aprobación de Partes de Producción (PPAP). Análisis de Modo y Efecto de Falla de Proceso (PFMEA). Estudios de Repetitibilidad y Reproducibilidad (R&R). Planeamiento Avanzado de la Calidad de Producto (APQP). Garantía de Sumisión de la Parte (PSW). II
, Análisis de Modo y")
3 Abstract During the development of this project is appreciated everything that involves the development and collection of documentation Approval Process (PPAP) Production Part that is required by the customer and must be presented at the beginning of a project, especially in the automotive sector, in this case developed two completely new projects called "Magnetic Cup" and "inner core", the entire development process was conducted with a multidisciplinary team assigned by the organization, each of the members who helped in the development of both projects are in different departments, in turn used various tools as are APQP, Pareto analysis, study skill and Reproducibility (R & R) Analysis Mode and Effects Failure Process (PFMEA), capability studies process (Cpk's), among others, the results were satisfactory as it was achieved internally implementing all the documentation and processes to begin production of the projects. III
 Analysis Mode and Effects Failure Process (PFMEA), capability studies process (Cpk's), among others,")
4 Dedicatorias Este documento esta dedicado a mi Madre Sandra Guadalupe García Babb, la mujer que con apoyo, cariño, esfuerzo, enseñanzas, regaños y valores hizo de mi un profesionista que tendrá las herramientas necesarias para poder salir adelante de forma autónoma. IV

5 Índice Resumen... II Abstract... III Dedicatorias... IV Índice... V I. Introducción... 6 II. Antecedentes... 8 III. Justificación... 9 IV. Objetivos... 9 V. Alcances... 9 VI. Fundamentación Teórica VII. Plan de actividades VIII. Recursos Materiales y Humanos IX. Desarrollo del Proyecto X. Resultados Obtenidos XI. Análisis de Riesgo XII. Conclusiones XIII. Recomendaciones XIV. Referencias Bibliográficas Anexos Anexo A. Garantía de la Sumisión de la Parte Anexo B. Diseño Numerado Anexo C. Reporte Dimensional Anexo D. Estudio de capacidad Anexo E. Estudio de capacidad del instrumento de medición (Cgk) Anexo F. Imagen de Estudio de Repetitibilidad y Reproducibilidad (R&R) Anexo G. Estudio de capacidad del instrumento de medición Cgk) Anexo H. Imagen de Estudio de Repetitibilidad y Reproducibilidad (R&R) Anexo I. Lista de Instrumentos Anexo J. Portada del AMEF de Proceso Anexo K. Página inicial del Plan de Control Anexo L. Lista de Características Importantes (ICL) Anexo M. Certificado de Calidad del Proveedor de Materia Prima Anexo N. Portada de Catalogo de Defectos Anexo O. Diagrama de Flujo de Proceso Anexo P. Informe del IMDS Anexo Q. Tabla de información y gráfico de Pareto V
.... 47 Anexo F. Imagen de Estudio de Repetitibilidad y Reproducibilidad (R&R).... 48 Anexo G.")
6 I. Introducción En 1947, Silvio Brovedani, un mecánico emprendedor con talentos extraordinarios, abre un pequeño taller en la zona de Pordenone. Un gran auge económico se produce en esos años, y la empresa pequeña que muy pronto hace un llamamiento a los productores locales en un área que se está estableciendo como uno de los distritos más importantes para la industria metalmecánica italiana, con las grandes empresas como el grupo Zanussi. Además, el área se convierte en Maniago conocida por sus tornillos para las tijeras y las horquillas de los mangos de cuchillos de cocina y de bolsillo Refuerzo de la relación con el grupo de Zanussi. La fundación de dos socios en 1972, la empresa es asumida por la empresa Benito Zollia es quién implica Macuz Felice. Ellos se fijaron el objetivo de darle nueva vitalidad, aprovechando la experiencia adquirida durante las décadas anteriores de actividad. En 1974, se produce un aumento en la bisagra de producción para el lavado Zanussi puertas de la máquina, una bisagra nuevo concepto de chapa estampada desarrollado por Brovedani. REME En marzo del 2009, el Grupo Brovedani ha firmado un acuerdo histórico con Reme dando vida a Brovedani Reme en México.La empresa que ahora forma parte del Grupo Brovedani tiene una larga historia. Fundada en 1965 por es señor Helmut Huber se ha distinguido a lo largo de los años. Así muchos clientes siguen optando por Reme como su proveedor. 6

7 La combinación de métodos y la mentalidad de Alemania (la familia Huber tiene un claro origen germánico), la pasión por la mecánica y la ubicación de estratégica en el estado de Querétaro, ha permitido el gradual pero constante crecimiento de Reme a lo largo de los años que llevaron a los empleados a superar 50 unidades. Brovedani-Reme, tiene ahora la tarea de desarrollar este precioso patrimonio, de proporcionar experiencia a gran escala y la experiencia adquirida a lo largo de los años.la decisión de ir a México, más de kilómetros desde el lugar se S. Vito, confirma la voluntad del grupo de alcanzar una dimensión internacional. Los frutos de esta colaboración se traducen ahora en una nueva planta con más de 10, 000 m 2 de construcción, la cual se encuentra ubicada en el parque industrial Querétaro. Y con la cual se está comenzando a incursionar en la industria Aeroespacial. Solo de esta manera, es posible ofrecer a los clientes las soluciones que están buscando a sus proveedores: Presencia global, las soluciones tecnológicamente avanzadas y un enfoque en los costos de producción. Aunque pueda parecer extraño, gracias hoy a Brovedani-Reme es uno de los grupos más fuerte y competitivo en Europa. 7

8 II. Antecedentes Hoy en día la industria automotriz es una de las industrias más importantes a nivel mundial por lo que esto torna que sus procesos sean demasiado completos y a su vez complejos ya que es necesario producir piezas con grandes volúmenes de producción y altos estándares de calidad, para poder tener un buen desempeño del producto una vez que se ensamblan los vehículos, por tal motivo la implementación de los procesos y la documentación es muy compleja y es muy similar ya que todas las empresas que quieran proveer o fabricar partes automotrices deben estar certificadas en la norma internacional ISO TS16949, y cada cliente tiene que aprobar a sus proveedores la producción de las partes que están comprando, estos procesos de aprobación se tornan un poco complejos y es un gran reto para todas las organización conseguir este tipo de aprobaciones en las cuales se tienen utilizar diversas herramientas estándar dela industria automotriz como los son Cpk s, estudios R&R, PFMEA, plan de Control, Diagramas de Flujo entre otras, el desarrollo e implementación de estas herramientas para cada organización es independiente y cada organización puede plantearla como mejor le convenga pero siempre con la premisa de que el cliente tiene que estar de acuerdo, para facilitar la interpretación y presentación de la documentación y que ambas partes (Cliente-proveedor) entiendan lo mismo, se utiliza la herramienta llamada PPAP en la cual se sustenta el desarrollo de este proyecto y se da seguimiento a los lineamientos del Manual PPAP de la AIAG (Automotive Industry Action Group), el cual fue conformado por las grandes compañías Automotrices como General Motors, FORD y Daimler Chrysler 8

9 III. Justificación El proyecto fue asignado debido a la importancia que representa para la organización, tanto económica como comercial, así como la importancia que genera para la consecución de nuevos proyectos con el cliente al que se suministrarán estos proyectos, se tiene contemplado proveer aproximadamente 1,900,000 piezas al año por cada proyecto (Magnetic Cup y Núcleo Interno), y se pretende que si estos proyectos son completamente satisfactorios, se pueden conseguir nuevos proyectos de volúmenes similares. IV. Objetivos 1. Obtener la aprobación del cliente mediante la presentación de la documentación PPAP para poder iniciar con la producción de partes. 2. Determinar los criterios de aceptación de defectos visuales mediante la creación de un catálogo que permita crear un criterio autónomo de aceptación de defectos sobre las piezas. V. Alcances El alcance de este proyecto inicia en el requerimiento del cliente para presentar la documentación PPAP, pasando por el desarrollo e implementación del proceso mediante herramientas de ingeniería como estudios de capacidad, análisis y estudio de los procesos de maquinado, capacitación del personal en aspectos técnicos, metodológicos y de calidad hasta la presentación de la documentación PPAP con el fin de obtener una mejor eficiencia del proceso mediante la estandarización de la documentación presentada y una estabilidad en el futuro para hacer el proyecto rentable y así cumplir con el objetivo de la organización. 9

10 VI. Fundamentación Teórica PPAP fue la culminación de los esfuerzos conjuntos por Chrysler, Ford y GM, trabajan bajo los auspicios de la SAE y la sociedad estadounidense de Control de calidad, para desarrollar estándares amplia que se aplicarían a todos sus proveedores de muchos. En 1993 publicó la primera ortografía manual a los múltiples requisitos de PPAP. PPAP es parte de producto calidad anticipación iniciativa general de la industria del automóvil, procedimientos paso a paso para garantizar la producción de un producto final que satisfaga a los consumidores. (Hanneby, 2012) PPAP especifica los pasos y normas para cada fase del proceso de planificación y producción. Documentación PPAP, que sigue el producto desde su inicio hasta su finalización, contiene por lo menos 18 elementos separados por el momento se ha completado la producción. Estos incluyen registros de diseño, ingeniería de aprobaciones, diagrama de flujo de proceso, análisis de modos y efectos de fallas, resultados de pruebas de estudios y todos los productos de análisis de sistema de medición. (Hanneby, 2012) Documentación PPAP. (Chrysler Group LLC, Ford Motor Company, General Motors Corporation, 2006) PPAP, Production Part Approval Process (Proceso de aprobación de piezas para producción), es la especificación del grupo formado por Ford, General Motors, Chrysler Group, donde se establecen los requisitos para la presentación y aprobación de piezas para producción. Propósito. El propósito de esta requerimiento, es definir los requerimientos genéricos para la aprobación de la producción de parte, incluyendo las materias primas utilizadas para producir partes, El propósito del PPAP es determinar si toda la ingeniería del cliente y las especificaciones de los requerimientos son 10
 PPAP especifica los pasos y normas para cada fase del proceso de planificación y producción.")
11 comprendidos apropiadamente por la organización y que los procesos de manufactura tienen la capacidad para producir consistentemente conociendo aquellos requerimientos durante la corrida actual de producción con el ritmo de producción requerido. Aplicación. El PPAP debe aplicarse en todos lo sitio s productivos de la organización tanto internos como externos que prevén partes de producción, servicios, materiales de producción, materias primas a granel. Para las materias primas a granel, el PPAP no es requerido a menos que sean requeridas formalmente por el representante del cliente. Una organización que produzca partes estándar o servicios debe cumplir con el PPAP a menos que exista una autorización formal de desviación aprobada por algún representante del cliente. NOTA 1: Ver los requerimientos específicos del cliente para información adicional. Todas la preguntas acerca del PPAP deben ser realizadas al representante del cliente. NOTA 2: El cliente puede prescindir de algunos de los requerimientos del PPAP. Así como las desviaciones pueden ser echas solo por el representante del cliente. NOTA 3: Una organización o proveedor que requiera una desviación de algún requerimiento de PPAP debe contactar al representante del cliente. La organización o proveedor debe obtener la documentación de la desviación por parte del representante del cliente. NOTA 4: Los catálogos de partes son definidos y/o ordenados por las especificaciones funcionales o por las reconocidas especificaciones estándar. Enfoque. La palabra deberá indica los requerimientos obligatorios. La palabra debería indica recomendación. 11

12 Los párrafos marcados con NOTA son para una guía para entender o clarificar los requerimientos asociados. La palabra debería que aparece en la NOTA es solamente una guía. Los propósitos del PPAP, términos y definiciones están dados en ISO/TS y el glosario del PPAP aplicable. Sumisión del PPAP. La organización debe obtener la aprobación del representante por un representante del cliente autorizado para: 1. Una nueva parte o producto. 2. Corrección o discrepancia de una sumisión previa de la parte. 3. Modificación del producto por un cambio de ingeniería en el diseño, especificaciones o materiales. 4. Cualquier situación requerida notificada por el cliente. Requerimientos del Proceso PPAP (Crrysler Group LLC, Ford Motor Company, General Motors Corporation, 2006) Corridas significativas de producción. Para la producción de partes. Los productos para PPAP deben ser tomados de una corrida significativa de producción. Esta corrida significativa de producción deber ser de una a ocho horas de producción, y con la especificación de cantidad de producción total con un mínimo de 300 partes consecutivas, a menos que de otra manera sea autorizado por el representante del cliente. La corrida significativa de producción debe ser llevada a cabo en el sitio de producción, utilizando las herramientas de producción, instrumentos de producción, procesos de producción, materiales de producción y operadores de producción. 12

13 Requerimientos de PPAP. (Chrysler Group LLC, Ford Motor Company, General Motors Corporation, 2006) La organización debe conocer todo lo especificado en los requerimientos del PPAP debajo descritos. La organización debe también conocer todo lo especificado en los requerimientos del cliente. Las partes de producción deben cumplir con todos los diseños de ingeniería y especificaciones del cliente (incluyendo los requerimientos de seguridad y legalidad). 1) Diseño. (Chrysler Group LLC, Ford Motor Company, General Motors Corporation, 2006) La organización debe tener el diseño para piezas o productos vendibles, incluyendo los diseños para componentes o detalles del producto o pieza vendible. 2) Documentos de cambios de ingeniería autorizados. (Chrysler Group LLC, Ford Motor Company, General Motors Corporation, 2006) La organización debe tener cualquier documento de de cambio de ingeniería autorizado para aquellos cambios que aun no son registrados en el diseño pero están incorporados en el producto, parte o herramental. 3) Aprobación de ingeniería del cliente. (Chrysler Group LLC, Ford Motor Company, General Motors Corporation, 2006) Donde este especificado por el cliente, la organización debe tener evidencia de la aprobación de ingeniería del cliente. 13
 La organización debe tener el diseño para piezas o productos vendibles, incluyendo los diseños para componentes o detalles")
14 4) Análisis de Modo y Efecto de Falla de Diseño (AMEF de Diseño). (Chrysler Group LLC, Ford Motor Company, General Motors Corporation, 2008) El producto diseño-responsabilidad, la organización debe desarrollar una MAED de diseño de acuerdo con, y obedeciendo a los requerimientos específicos del cliente. NOTA: Un AMEF de diseño simple tal vez aplica a una familia similar de partes o materiales. 5) Diagrama de flujo de proceso. (Chrysler Group LLC, Ford Motor Company, General Motors Corporation, 2006) La organización debe tener un diagrama de flujo de proceso en un formato específico de la organización que este claramente descrito los pasos de los procesos de producción y su secuencia apropiada, y conocer las necesidades específicas del cliente, requerimientos y expectativas. NOTA: Los diagramas de flujo de proceso para familias o partes similares son aceptables si nuevas partes han sido revisadas para ser común por la organización. 6) Análisis de Modo y Efecto de Falla de Proceso (AMEF de Proceso). (Chrysler Group LLC, Ford Motor Company, General Motors Corporation, 2008) La organización debe desarrollar el AMEF de proceso de acuerdo con, y cumpliendo con los requerimientos específicos del cliente. NOTA: Un AMEF de Proceso simple tal vez aplica a una familia similar de partes o materiales si han sido revisadas para ser común por la organización. 14
 La organización debe tener un diagrama de flujo de proceso en un formato específico de la organización que este claramente")
15 7) Plan de Control. (Chrysler Group LLC, Ford Motor Company, General Motors Corporation, 2008) La organización debe tener un Plan de Control que defina todos los métodos usados para el control del proceso y cumpliendo con los requerimientos específicos del cliente. NOTA 1: El Plan de Control para familias de partes son aceptables si nuevas partes han sido revisadas para ser común por la organización. NOTA 2: La aprobación del Plan de Control tal vez puede ser requerida por un determinado cliente. 8) Estudios de Análisis del Sistema de Medición. (Chrysler Group LLC, Ford Motor Company, General Motors Corporation, 2010) La organización debe tener aplicación de Estudios de Análisis del Sistema de Medición para todos los instrumentos nuevos o modificados, mediciones y pruebas del equipo. 9) Resultados Dimensionales. (Chrysler Group LLC, Ford Motor Company, General Motors Corporation, 2006) La organización debe proveer evidencia de las verificaciones dimensionales requeridas en el diseño y en el Plan de Control y que han sido completados y los resultados indiquen el cumplimiento con los requerimientos específicos. La organización debe tener resultados dimensionales de cada proceso de producción. La organización debe registrar con los resultados actuales: todas las dimensiones (excepto dimensiones de referencia), características, y especificaciones como notas sobre el diseño y el Plan de Control. 15
 Estudios de Análisis del Sistema de Medición.")
16 La organización debe indicar la fecha del diseño, nivel de cambio y cualquier documento de cambio de ingeniería aun no incorporado en el diseño para cada parte que fue hecha. La organización debe registrar el nivel de cambio, fecha de diseño, nombre de la organización y numero de parte en todos los documentos auxiliares. Las copias para estos material auxiliares deben ser acompañados del reporte dimensiona de acuerdo a la tabla de requerimientos de conservación/sumisión. Un rastro debe ser incluido para una comparación óptica necesaria para inspección. La organización debe ser identificar una de las partes medidas como muestra patrón. 10) Registros de Material. (Chrysler Group LLC, Ford Motor Company, General Motors Corporation, 2006) La organización debe tener registros de material y/o pruebas de desempeño para pruebas especificadas en el diseño o en el Plan de Control. a) Resultados de Pruebas de Material. La organización debe desempeñar pruebas para todas las partes y productos materiales cuando los requerimientos químicos, físicos o metalúrgicos estén especificados por el diseño o el Plan de Control. Los resultados de las pruebas de materiales deben indicar e incluir: Nivel de cambio del diseño de las piezas probadas; Cualquier documentos de autorización de cambio de de ingeniería que aun no estén incorporados en el diseño; 16
 Registros de Material.")
17 Número, fecha y nivel de cambio de las especificaciones de cada parte que ha sido probada; Fecha de cuando la prueba fue hecha; Cantidad probada. Resultados actuales Nombre de los proveedores de material y, cuando lo requirió el cliente, numero de proveedor asignado por el cliente. NOTA: Los resultados de las pruebas de material pueden ser presentadas en cualquier formato conveniente. b) Resultados de las pruebas de desempeño. La organización debe desempeñar pruebas para todas las partes o productos materiales cuando el desempeño o funcionalidad estén especificados en el diseño o Plan de Control. Los resultados de las pruebas de desempeño deben indicar e incluir: Nivel de cambio del diseño de las piezas probadas. Cualquier documentos de autorización de cambio de de ingeniería que aun no estén incorporados en el diseño; Número, fecha y nivel de cambio de las especificaciones de cada parte que ha sido probada; Fecha de cuando la prueba fue hecha; Cantidad probada. Resultados actuales NOTA: Los resultados de las pruebas de material pueden ser presentadas en cualquier formato conveniente. 17

18 11) Estudios Iniciales del Proceso. (Chrysler Group LLC, Ford Motor Company, General Motors Corporation, 2008) El nivel inicial de capacidad inicial del proceso o desempeño debe ser determinado debe ser aceptados antes de la sumisión para todas las características especiales designadas por el cliente u organización. La organización deberá obtener la conformidad del cliente en el índice de capacidad de proceso para la estimación inicial antes de la presentación. La organización deberá desempeñar análisis del sistema de medición para entender como el error de medición afecta el estudio de medición. 12) Documentación del Laboratorio Calificado. (Crysler Group LLC, Ford Motor Company, General Motors Corporation, 2006) La inspección y pruebas para PPAP deberán ser desempeñadas por un laboratorio calificado así como definido por los requerimientos del cliente. Tendrá el laboratorio calificado el alcance de laboratorio y documentación de laboratorio que demuestre que está capacitado para el tipo de medida o análisis efectuado. Cuando un laboratorio comercial externos usado, la organización debe presentar los resultados de las pruebas con el membrete del laboratorio o reporte en un formato normal del laboratorio. El nombre del laboratorio que desempeño las pruebas, la fecha de la prueba, y los estándares utilizados para correr las pruebas, deberán ser identificadas. 13) Reporte de Aprobación de Apariencia (AAR). (Chrysler Group LLC, Ford Motor Company, General Motors Corporation, 2006) 18

19 Para separar el Reporte de Aprobación de Apariencia (AAR) deberá ser completada para cada parte o series de partes si el producto o parte tiene requerimientos de apariencia sobre el diseño. Tras la finalización satisfactoria de todos los criterios requeridos, la organización deberá registrar la información requerida sobre el ARR. El ARR completo de los productos/partes representativos de producción debe ser presentado para la ubicaron especificada por el cliente para recibir la disposición. Los AAR (completar con la disposición de la parte y la firma del representante autorizado del cliente) debe entonces acompañar el PSW en el momento de la presentación final basada sobre el nivel de presentación solicitada. Ver los requerimientos específicos del cliente para cualquier requerimiento adicional. NOTA 1: Típicamente las aplicaciones del AAR son solamente para partes con color, granos, o superficies con requerimientos de apariencia. NOTA 2: Determinados clientes no requieren todas las entradas de los campos de AAR. 14) Muestras de Partes de Producción. (Chrysler Group LLC, Ford Motor Company, General Motors Corporation, 2006) La organización debe proveer muestras del producto especificadas por el cliente. 15) Muestras Patrón. (Chrysler Group LLC, Ford Motor Company, General Motors Corporation, 2006) La organización deberá conservar una muestra patrón, por el mismo periodo que los registros de la aprobación de partes de producción o a) hasta que una nueva muestra patrón este producida por el mismo nuecero de parte del cliente y con la aprobación del cliente, o b) donde una muestra patrón es requerida por el diseño, Plan de Control o criterios de inspección como referencia o estándar. La muestra patrón deberá ser identificada como tal, y deberá 19
 debe entonces acompañar el PSW en el momento de la presentación final basada sobre el nivel de")
20 mostrarse con la fecha de aprobación de la muestra por el cliente. La organización deberá conservar una muestra patrón por cada posición de múltiples cavidades de una matriz, molde, herramienta o modelo, o proceso de producción a menos que se especifique lo contrario por el cliente. NOTA: Cuando el tamaño de la parte, volumen de las partes, etc. Haga que el almacenamiento de las muestras patrón difícil, la conservación de las muestras tal vez sea modificada o desviada por escrito por el representante autorizado del cliente. El propósito de las muestras patrón es asistir en definición los estándares de producción, especialmente donde la fecha es ambigua o los detalles son insuficientes para replicar completamente la parte aprobada en el estado original. 16) Ayudas de Control. (Chrysler Group LLC, Ford Motor Company, General Motors Corporation, 2006) Si es requerido por el cliente, la organización deberá mostrar con la presentación del PPAP, cualquier componente de ayuda de control para el ensamble especifico de la parte. La organización deberá certificar que todos los aspectos de la ayuda de control están acordados con los requerimientos dimensionales. La organización deberá documentar todas las actualizaciones de ingeniería de diseño que han sido incorporadas en la ayuda de control en el momento de la presentación. La organización deberá proveer para el mantenimiento preventivo de cualquier ayuda de control para la vida de la parte. Los estudios de análisis del sistema de medición, R&R de instrumento, precisión, tendencia, linealidad, estudios de estabilidad, deben ser conducidos en conformidad con los requerimientos del cliente. NOTA: Las ayudas de control pueden incluir accesorios, instrumentos de variables o atributos, modelos, plantillas, mylars especificas al producto que se envía. 20

21 17) Requerimientos Específicos del Cliente. (Chrysler Group LLC, Ford Motor Company, General Motors Corporation, 2006) La organización deberá tener registros de conformidad para todos los requerimientos específicos del cliente. Para las materias primas a granel, los requerimientos específicos del cliente aplicables deberán ser documentados en la lista de requerimientos de materias primas a granel. 18) Garantía de la Sumisión de la Parte (PSW). Al completar todos los requerimientos del PPAP, la organización deberá completar la Garantía de la Sumisión de la Parte (PSW). Por separado, el PSW deberá ser completado para cada número de parte del cliente a menos que se acuerde otra cosa con el representante autorizado del cliente. Si las partes de producción serán producidas en más de una cavidad, molde, herramienta, plantilla o proceso de producción (línea o celda) la organización deberá completar la evaluación dimensional sobre una parte de cada una. La especificación de la cavidad, molde, línea, etc. Deberá ser identificada en la línea Molde/Cavidad/Proceso de Producción sobre el PSW, o en el PSW adjunto. La organización deberá verificar que todas la mediciones y resultados de las pruebas muestran conformidad con los requerimientos del cliente y que toda la documentación requerida esta disponible y, para el Nivel 2, 3, y 4, y que esta incluida en una presentación apropiada. El responsable oficial de la organización debe aprobar el PSW y proveer la información para el contacto. NOTA 1: Una garantía por cliente puede ser usada para resumir muchos cambios siempre que todos los cambios sean adecuadamente documentados, y 21
22 que la presentación esta en conformidad con el programa de sincronización de requerimientos del cliente. NOTA 2: El PSW puede ser presentado electrónicamente en conformidad con los requerimientos del cliente. 22
23 VII. Plan de actividades 23
24 VIII. Recursos Materiales y Humanos RECURSOS HUMANOS Los Recursos Humanos utilizados en el desarrollo de estos proyectos fueron: Chief Engineer (Ing. Francesco Liut). Team Leader MX (Ing. Francesco Centaro). Process Engineer Italia (Ing. Claudio Dei Negri). Process Engineer México (Ing. Andrea Sigalotti, Ing. Rodrigo Sanchez). Quality Engineer (TSU. Roberto Chavez). Production Manager Mexico (Ing. Francesco Centaro). RECURSOS MATERIALES Los Recursos Materiales utilizados en el desarrollo de estos proyectos fueron: 2 Tornos Multi-husillo con una un tiempo de ciclo de 7 segundos aproximadamente (6 husillos simultáneos). 8 Bore gage para medición de diámetros interiores. 8 Anillos Patrón para la calibración de los Bore Gage 2 Equipos Merlín SPC en línea para el registro de gráficos de control en línea. 2 Horquillas con Zonda F10 de Marposs para la medición de diámetros exteriores. 2 Pernos Patrón para la calibración de las horquillas. 5 Pernos Pasa No pasa para control de diámetros interiores con frecuencias de inspección mas cerradas. 1 Gage de Concentricidad. 4 Indicadores Digitales 0-25 mm con dispositivos especiales. 2 Mesas de trabajo 24
25 5 Paquetes de Tarifold (Portadocumentos en línea). 2 Microscopios con lentes de hasta 50x. 1 Rugosimetro 1 Perfilometro 25
26 IX. Desarrollo del Proyecto Para el desarrollo del proyecto se requirió principalmente del manual de la AIAG para cumplir con los requerimientos del cliente ya que al ser un cliente del sector automotriz, el manual de la AIAG es la guía requerida y estándar para la presentación de documentos. Como el manual lo menciona, el cliente tiene la libertad de omitir algunos de los 18 puntos indicados en el manual de la AIAG. En el caso de este proyecto es así, el cliente Robert Bosch GS envío una lista para cada uno de los proyectos (Magnetic Cup y Nucleo Interno) con los requerimientos que se deben cumplir (PPAP_checklist_Brovedani), los requerimientos de esta lista no están precisamente en orden de acuerdo a lo que indica el manual de la AIAG, cabe mencionar que para ambos proyectos los requerimientos son los mismos, por lo la empresa únicamente permitió que se mencionaran o mostraran solo los documentos de uno de los dos proyectos, en especifico del Magnetic Cup y son los siguientes: 0.1 PSW (Part submission Warrant), correspondiente al punto 18 del manual de la AIAG. 0.2 Diseño boleado (Balloned Drawing), correspondiente al punto número 1 del manual de la AIAG. 1.0 Reporte dimensional (initial sample inspection report acc. to VDA 2.5), correspondiente al punto número 9 del manual de la AIAG. 2.0 Capacidad de la maquina (cmk evidence of significant characteristics (ICL sheet or other demand)) correspondiente al punto número 11 del manual de la AIAG. 2.0 Inspección visual (mínimo 300 piezas) con un microscopio de 10 aumentos (Visual inspecion (min. 300 pieces) - standard for visual inspection: 10x magnification with stereo-microscope, if not specified 26
27 differently), este requerimiento es específico del cliente y esta basado en el punto 17 del manual de la AIAG. 3.0 Estudios de capacidad del sistema de medición (Capability of measurement systems (see ICL-sheet) (cgk ³ 1.33 (procedure 1) and %GRR 10% procedure 2 or 3)), este requerimiento es correspondiente al punto número 8 del manual de la AIAG. 4.0 Lista de instrumentos de acuerdo a un formato del cliente Robert Bosch GS (Test equipment list in excel template), este requerimiento es específico del cliente y esta basado en el punto 17 del manual de la AIAG. 5.0 Análisis de Modo y Efecto de Falla de Proceso (Confirmation of FMEA), este requerimiento es correspondiente al punto número 6 del manual de la AIAG. 6.0 Plan de Control (PQP (Process Quality Plan)), este requerimiento es correspondiente al punto número 6 del manual de la AIAG. 7.0 Lista de características importantes (Important Characteristics List (ICL)), este requerimiento es específico del cliente y esta basado en el punto 17 del manual de la AIAG. 8.0 Certificado de material con valores químicos y físicos incluyendo proveedor de material prima y número de material con referencias a la especificación de Bosch (Material certificate with chem. and phys. values including supplier of raw material and material number with reference to Bosch specification), este requerimiento es correspondiente al punto número 10 del manual de la AIAG. 9.0 Análisis de Pareto (Pareto analysis (ca pieces from visual inspection), este requerimiento es específico del cliente y esta basado en el punto 17 del manual de la AIAG Plan de producción y documentación de proceso (Production plan and process documentation), este requerimiento es correspondiente a los puntos número 5 y 17 del manual de la AIAG. 27
28 11.0 Reporte del International Material Data System IMDS (IMDSreport (MDB-report)), este requerimiento es específico del cliente y esta basado en el punto 17 del manual de la AIAG. Con los 11 puntos anteriormente mencionados de acuerdo a la lista de requerimientos del PPAP por parte de cliente, se cumple la requisición del cliente, cabe mencionar que al presentar la documentación solicitada por el cliente, esta es sujeta a revisión y aprobación del cliente en todos los aspectos, en caso de que no se cumpliera alguno de los puntos, el proveedor debe presentar una lista de actividades para la corrección de las discrepancias que puedan existir. Para cumplir con los 11 puntos antes mocionados se siguieron las siguientes actividades: 0.1 PSW (Part submission Warrant), correspondiente al punto 18 del manual de la AIAG. El PSW es un formato estándar en el que se incluye toda la información de la parte a proveer, en este caso fue complementada por el Ingeniero de Calidad de México y aprobada por el Gerente de operaciones de la planta (ver anexo A), el Ingeniero de Calidad también es encargado de recabar toda la información del PPAP para ser presentada al cliente, el PSW fue el último documento que se completó y adjuntó al la documentación PPAP ya que este representa la garantía que ofrece el proveedor, en este caso Brovedani Reme Mexico S.A de C.V., para proveer las piezas con los requerimientos de calidad y cantidad. NOTA: Si se requiere información adicional del formato, se recomienda consultar el Manual PPAP de la AIAG. 28
29 0.2 Diseño boleado (Balloned Drawing), correspondiente al punto número 1 del manual de la AIAG. Al ser un diseño proporcionado por el cliente, en este punto el trabajo que se realizo por el Ingeniero de Calidad, fue numerar de manera ordenada, es decir, siguiendo la numeración de las características, una a una y cada una de las características incluidas en el diseño del cliente, de manera que al momento de seguir el orden de la numeración, no sea difícil para el interprete del diseño encontrar los números (ver Anexo B). Posteriormente el Diseño Boleado fue proporcionado a uno de los Ingenieros de Proceso de México, el cual se encargo de copiar a un formato interno de la compañía mediante el software de diseño Solid Edge, esta es una copia que incluye todas las características mencionadas en el diseño del cliente y es creada para un mejor entendimiento del diseño al momento de producir y de medir las piezas, así mismo se crea con la finalidad de tener un mejor control de documentos para cumplir con los requisitos del Sistema de Gestión de Calidad. 1.0 Reporte dimensional (initial sample inspection report acc. to VDA 2.5), correspondiente al punto número 9 del manual de la AIAG. Para poder realizar el reporte dimensional es necesario tener un formato para darle presentación a este, el formato es realizado en una hoja de calculo y fue creado por el Ingeniero de Calidad el cual dio seguimiento a la numeración del diseño del cliente ya que todos los documentos deben estar ligados para una mejor interpretación y seguimiento de los mismos (ver anexo C). El reporte dimensional fue completado con las mediciones de 5 piezas iniciales de producción de cada uno de los proyectos, las piezas fueron medidas al 100% por el personal de Metrología y con el soporte del Ingeniero de Calidad y de acuerdo al diseño boleado. 29
30 También para complementar el reporte dimensional, se requirió de varias especificaciones técnicas para la medición de características de acabado superficial debido a que este tipo de características son de suma importancia para la funcionalidad del producto y cabe destacar que representa un reto la medición de este tipo de características debido a que las piezas son demasiado pequeñas y por consecuencia los detalles también, las normas fueron proporcionadas por el cliente y son mencionadas a continuación: Norma Bosch F00V-H TURNING MAGNETIC CUP. Norma Bosch F00V-H TURNING AND PROVING SUPPORT TUBE. 2.0 Capacidad de la maquina (cmk evidence of significant characteristics (ICL sheet or other demand)) correspondiente al punto número 11 del manual de la AIAG. De acuerdo con los requerimientos del cliente, fue necesario desarrollar los estudios de capacidad de la Maquina (Cmk s), debido a que las maquinas son de 6 husillos a la vez, se tomaron 10 piezas por husillo y de manera consecutiva, lo que suma un total de 60 piezas a las cuales se les midieron las características indicadas en la ICL del cliente, Las lecturas de las mediciones fueron introducidas en el software para este tipo de estudios Q-das y todos los resultados fueron mayores al 1.67 requerido por el cliente y por el manual de la AIAG (ver Anexo D), cabe destacar que el software donde se realizaron los cálculos, es uno de los más reconocidos a nivel mundial, los estudios fueron elaborados por el Ingeniero de Calidad de México y los Ingenieros de Proceso de México. 30
31 2.0 Inspección visual (mínimo 300 piezas) con un microscopio de 10 aumentos (Visual inspecion (min. 300 pieces) - standard for visual inspection: 10x magnification with stereo-microscope, if not specified differently), este requerimiento es específico del cliente y esta basado en el punto 17 del manual de la AIAG. En este caso la inspección visual es uno de los procesos clave para cumplir con algunos de los requerimientos de calidad del producto, fue necesario la adquisición de dos microscopios con una capacidad de hasta 50x, aunque en los requerimientos del cliente se especifico que era necesario utilizar solo 10x para la inspección visual, se decidió comprar estos dos equipo ya que en el costo no es representativo y en un futuro se puede llegar a necesitar. Para el caso de los operadores fueron sometidos a un programa de capacitación, este estuvo compuesto de dos sesiones de 90 minutos aproximadamente cada una en aula y un periodo de 5 días de soporte en área de trabajo proporcionado por el Ingeniero de Calidad, esto con la finalidad de que los operadores de inspección visual, conocieran los principales defectos encontrados durante la producción y así poder detectar y segregar piezas defectuosas (Piezas con golpes, errores de maquinado, rebabas, aceite, marcadas por rebaba etc.) para evitar que estas salgan de las instalaciones de Brovedani Reme Mexico S.A de C.V. y lleguen a las instalaciones del cliente Robert Bosch GS Cabe mencionar que se definió que los operadores de inspección visual, realizan la inspección de las piezas una a una y las empacaran con el mismo método (una a una), esto con la finalidad de reducir la manipulación de las piezas y así evitar que estas lleguen a ser golpeadas debido al exceso en el manejo de material. 31
32 3.0 Estudios de capacidad del sistema de medición (Capability of measurement systems (see ICL-sheet) (cgk ³ 1.33 (procedure 1) and %GRR 10% procedure 2 or 3)), este requerimiento es correspondiente al punto número 8 del manual de la AIAG. Durante el desarrollo de los estudio de capacidad del sistema de medición, fue necesario dar seguimiento al Manual de la AIAG (Measurement system analisys), en primera instancia, todos los instrumentos fueron sometidos a estudio de capacidad de la medición, de acuerdo al manual, se debe tomar cada uno de los instrumentos de medición junto con su patrón correspondiente para calibrar, tomar 25 mediciones en una misma posición con un solo operador. El resultado del Cgk debe ser mayor a 1.33 para poder tomar como aceptable el instrumento (ver Anexo E). Una vez que realizamos la capacidad de todos los instrumentos de medición y corroboramos que todos eran aceptables, procedimos a realizar el estudio de Repetitibilidad y Reproducibilidad de los instrumentos manuales a los que les aplicaba este tipo de método. El método consistió en tomar 10 piezas de producción, se numeraron y se colocaron marcas para que los operadores las midieran siempre en una misma posición, las 10 piezas fueron medidas en 3 repeticiones y por 3 operadores de producción, ya que así lo indica el manual MSA de la AIAG, del mismo modo, el manual indica que los resultados del porcentaje del estudio R&R para tomar el instrumento como aceptable, deben ser menores a 10 porciento, todos los instrumentos fueron aceptables por lo que cumplen con los requerimientos del cliente y con el manual MSA de la AIAG (ver Anexo F). 32
33 4.0 Lista de instrumentos de acuerdo a un formato del cliente Robert Bosch GS (Test equipment list in excel template), este requerimiento es específico del cliente y está basado en el punto 17 del manual de la AIAG. La lista de instrumentos fue completada por el Ingeniero de Calidad con la descripción, código y fecha de vencimiento de todos los instrumentos utilizados en producción, la finalidad de la lista es corroborar que todos los instrumentos con los que se esta controlando la producción de las piezas, están debidamente calibrados y del mismo modo se corrobora que los estudios de análisis del sistema de medición fueron hechos a los instrumentos indicados en la lista de los mismos (ver Anexo G). 5.0 Análisis de Modo y Efecto de Falla de Proceso (Confirmation of FMEA), este requerimiento es correspondiente al punto número 6 del manual de la AIAG. La creación del AMEF de Proceso es uno de los pasos más complejos en el desarrollo de un proyecto y de la documentación PPAP, debe ser creado de acuerdo al manual FMEA de la AIAG, en el caso de este proyecto, el AMEF fue realizado por todos los integrantes del equipo de trabajo de este proyecto, durante el desarrollo del AMEF, se analizaron todas la posibles causas que pueden afectar al producto final y de qué manera impactan en el proceso, del mismo modo de acuerdo al tipo de características, se analizaron las características criticas o de seguridad descritas por el cliente por ultimo se determina el nivel de detección en caso de que no se cumpla con alguna de las características. Al momento de presentar la documentación PPAP, solo se presenta una portada del AMEF (Ver Anexo H) y no el documento completo debido a políticas de la empresa, en caso de que el cliente solicite ver el AMEF, un representante del cliente puede visitar las instalaciones de Brovedani Reme México y revisar el 33
34 documento junto con alguno de los Ingenieros de Proceso para una mejor comprensión del mismo. NOTA: Si se requiere mayor información acerco del Formato y contendido del Plan de Control, se recomienda consultar el manual PPAP de la AIAG. 6.0 Plan de Control (PQP (Process Quality Plan)), este requerimiento es correspondiente al punto número 6 del manual de la AIAG. Debido a que el Plan de Control es un documento sumamente importante, fue necesario para la creación de este, la colaboración de los Ingenieros de Proceso así como del Ingeniero el cual es responsable de elaborar el plan de control, para la elaboración se dio seguimiento al diagrama de flujo y se contemplaron todos los procesos a los que son sometidos las piezas, desde la recepción de la materia prima hasta la inspección visual-empaque de las piezas (ver Anexo I). El proceso mas complejo en cuanto a control es el torneado, para este proceso se tomaron en cuenta todas la características del diseño interno que a su vez esta basado en el diseño del cliente, se asignaron todos los instrumentos y se determino que serian dedicados únicamente para estos productos, así mismo de acuerdo al tipo de características (Criticas, Importantes, de seguridad, etc.) y a la capacidad de la maquinas se definieron las frecuencias de inspección para el control del proceso y el aseguramiento del cumplimiento de los requerimientos. El plan de control a su vez esta soportado por las hojas de trabajo ya que en el plan de control no se contemplan algunos detalles que están implícitos en las hojas de trabajo, así que en el plan de control solo se hace referencia a las hojas de trabajo utilizadas en cada proceso. 34
35 NOTA: Si se requiere mayor información acerco del Formato y contendido del Plan de Control, se recomienda consultar el manual APQP and Control Plan de la AIAG. 7.0 Lista de características importantes (Important Characteristics List (ICL)), este requerimiento es específico del cliente y esta basado en el punto 17 del manual de la AIAG. La Lista de Características Importantes (ICL) es proporcionada por el cliente ya que en ella se indican los objetivos a cumplir en cuento a valores de esturios Cgk s, R&R s, Cmk s, Ppk s, indica tambien si es necesario algún tipo de registro de Control Estadístico de Proceso (SPC), (ver Anexo J). Nuestro trabajo como proveedor es complementar el formato proporcionado por el cliente con los siguientes datos: Valores de la Ocurrencia, Severidad, Detección y RPN s obtenidos en el AMEF de Proceso. Descripción del equipo de medición utilizado para cada una de las características importantes. Resultados de los estudios realizados al sistema de medicion (Cgk s 1.33 y R&R s 10%). Resultados del desempeño de proceso (Cpk s en este caso no fueron requeridos por el cliente). Resultados de las capacidades de maquina (Cmk s) Métodos de control para los registros SPC solicitados por el cliente (Gráficos X-R en nuestro caso). 35
36 Cabe destacar que esta tabla debe de coincidir con todos los documentos de control de proceso y esta ligada directamente a las evidencias objetivas principales que son: Plan de Control, Estudios del sistema de medición, Estudios de capacidad de la maquina, AMEF de Proceso, Control estadístico de proceso (SPC). 8.0 Certificado de material con valores químicos y físicos incluyendo proveedor de material prima y número de material con referencias a la especificación de Bosch (Material certificate with chem. and phys. values including supplier of raw material and material number with reference to Bosch specification), este requerimiento es correspondiente al punto número 10 del manual de la AIAG. Normalmente los proveedores de materia prima de acero o aleaciones de acero, expiden un certificado de calidad con cada lote, esto es con el fin de garantizar que el material que se esta vendiendo cumple con los requerimientos de acuerdo a la norma o especificación técnica con la que se esta comprando. En el caso de este proyecto el cliente requirió que el certificado haga referencia a una norma propiedad de Robert Bosch y del mismo modo que hiciera referencia al numero de material Asignado por Brovedani Reme México, estos dos requerimientos fueron especiales por lo que se hicieron llegar al cliente mediante una orden de compra en la que se especifica las normas o especificaciones técnicas que debe respectar el proveedor de materia prima, del mismo modo indicar en su certificado de calidad como esta producido el material. 36
37 Una vez que es recibida la materia prima el personal del área de metrología, verifico las dimensiones en este caso de las barras, los porcentajes de la composición química y características mecánicas/físicas del material, cotejando con los requerimientos de la norma de Robert Bosch para asegurar que el material cumple con todos lo requerimientos de la misma. Los resultados del certificado de materia prima fueron aceptables en el caso de este primer lote (Ver Anexo K). NOTA: El formato en que el proveedor presenta el certificado de calidad es completamente responsabilidad del mismo pero siempre debe cumplir con los requerimientos de la Orden de Compra o Contrato existente. 9.0 Análisis de Pareto (Pareto analysis (ca pieces from visual inspection), este requerimiento es específico del cliente y esta basado en el punto 17 del manual de la AIAG. Dentro de los requerimientos del cliente estaba especificado que era necesario hacer un análisis de Pareto de los defectos visuales encontrados en 1000 piezas, los defectos encontrados están referenciados en un catalogo de defectos en el que se presentan los posibles defectos encontrados hasta ese momento. El resultado de este estudio fue de un 8% de chatarra (scrap) para este primer lote, este porcentaje se considera alto ya que no cumple con los objetivos del proyecto inicial que es de 1.5%, este 8% no fue el porcentaje final ya que aun es necesario que se negocien algunos criterios de aceptación con el cliente de acuerdo al Catálogo de Defectos (ver Ilustración 1). NOTA: El formato presentado del análisis de Pareto, es una tabla junto con la gráfica y fueron creadas en un ahoja de calculo. 37
38 10.0 Plan de producción y documentación de proceso (Production plan and process documentation), este requerimiento es correspondiente a los puntos número 5 y 17 del manual de la AIAG. a) Catalogo de defectos Dentro de los documentos relacionados con el proceso, se creo un catalogo de defectos para identificar todos los posibles defectos visuales que puedan afectar o impactar directamente en la funcionalidad de las piezas, este catalogo tiene que estar en constante actualización conforme se encuentren defectos a lo largo de la vida del proyecto (ver Anexo L). Como se menciono anteriormente, el catalogo se creó inicialmente con los defectos visuales encontrados sobre las piezas durante las corridas de fabricación de las piezas muestra, piezas que fueron inspeccionas en Brovedani Reme México, posteriormente dichas piezas fueron enviadas a las instalaciones de una compañía sorteadora externa llamada Tecnomix por requerimiento del cliente, Tecnomix se dedica a la inspección visual y es un proveedor directo del cliente Robert Bosch GS para la inspección visual de nuevos proyectos para componentes de sistemas de gasolina o diesel. Después de que Tecnomix realizo la inspección de las 2000 piezas suministradas por Brovedani Reme México, genero un reporte con los defectos encontrados durante dicha inspección, el reporte fue presentado a Robert Bosch Gs y a Brovedani Reme México, nosotros por nuestra parte, se realizo una actualización del catalogo de defectos y algunos defectos visuales se presentaron como aceptables a Robert Bosch para espera la aprobación. Los criterios de aceptación están basados en las áreas funcionales, en los impactos sobre áreas funcionales, tamaño de defecto y cantidad de defectos 38
39 sobre una misma pieza, de esta manera se busca reducir el porcentaje de chatarra (scrap). Hasta la fecha se está a la espera de la aprobación del catalogo para tener claramente definidos los criterios de aceptación. b) Diagrama de Flujo. Uno de los documentos principales y en donde se encuentra la información de todos los pasos existentes para obtener el producto final, es el Diagrama de Flujo de Proceso, en el están documentados todos los procesos por lo que se debe pasar para obtener una pieza de acuerdo con los requerimientos del cliente. En el Diagrama de Flujo también se hace referencia a las maquinas equipo y/o recursos materiales utilizados, número de plan de Mantenimiento Preventivo para la s maquinas, documentos de control utilizados durante el proceso, se hace referencia a las características importantes y a su respectivo método de control. Para la creación de este documento fue necesaria la colaboración del Ingeniero de Calidad y de los Ingenieros de Proceso para pode tener bien claro cuáles eran los procesos necesarios (ver imagen debajo) para poder obtener una pieza que cumpla con todos los requerimientos del cliente. El Diagrama de Flujo de Proceso, fue presentado en un formato estándar interno de Brovedani Reme México ya que este cumple con toda la información requerida en el Manual PPAP de la AIAG (Ver Anexo M) Reporte del International Material Data System IMDS (IMDS-report (MDB-report)), este requerimiento es específico del cliente y esta basado en el punto 17 del manual de la AIAG. El reporte del IMDS es un requerimiento específico del cliente, se basa en declarar y crear un componente, subcomponente o material ante un sistema internacional/base de datos en el cual la organización debe estar dada de alta con 39
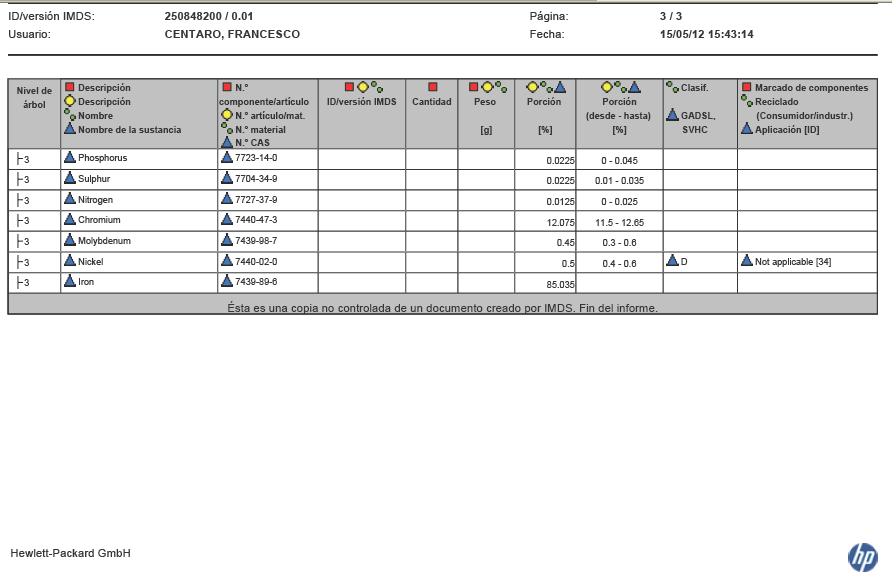
40 un numero de organización independiente a los números de proveedor que se pueda tener para cada cliente, todas sustancias y los porcentajes de dichas sustancias contenidas en un material, esta declaración se hace respecto a la norma o especificación técnica correspondiente a la materia prima, es necesario declarar también: El peso de componente, Revisión del diseño del producto en el que se requiere este material (Desing Record), Fecha de la revisión de diseño, Numero de proveedor para la organización (cliente) a la que se proveerá el componente/parte. Descripción del articulo Una vez que se ha declarado toda la información requerida en el IMDS, se debe direccionar al cliente mediante el número de identificación (ID o nodo) que tiene el cliente. Al direccionarse el IMDS al cliente mediante el nodo, se tuvo que esperar que el cliente aprobara el número de IMDS, el número de IMDS del componente se mostros a su vez en el PSW en el reglón correspondiente y el reporte obtenido por el sistema fue presentado en el PPAP (Ver Anexo N). 40
41 X. Resultados Obtenidos El desarrollo y resultados del proyecto desarrollado durante cuatro meses, fueron satisfactorios para la organización ya que todos los documentos necesarios fueron creados implementados y comprendidos por el personal involucrado, cabe destacar que aunque se reciba la aprobación del PSW es necesario tener una visión de mejora continua para el mejor desempeño del proyecto. XI. Análisis de Riesgo Al terminar el periodo de estadía aún no se cuenta con la aprobación del PPAP así como la aprobación de los criterios de aceptación debido a que el cliente retraso todo el proceso ya que fue desarrollado en un periodo en donde normalmente todo el personal de las organizaciones europeas toma su periodos vacacional anual respecto a las determinaciones de las ley, Se tiene planeado que se reciba la aprobación oficial de uno de los proyectos (Magnetic Cup) mediante la firma del PSW por parte del cliente a mediados del mes de septiembre del año XII. Conclusiones Una vez que ha finalizado el periodo de estadía podemos concluir que siempre es importante la comunicación interna y con los clientes si es el caso, esta fue una de las acciones que aportaron en gran tamaño al desarrollo del proyecto, así mismo siempre es importante comprender y tener claramente identificados todos los requerimientos y como se va a cumplir con ellos, esto con la finalidad de que durante la vida del proyecto no se tengan problemas por falta de comprensión, a su vez también es sumamente importante compartir toda la información con el personal (operadores) que está directamente en contacto con la producción de las piezas, podemos tener la satisfacción de que la organización quedo conforme con la implementación de estos proyectos y que se puede augurar un futuro satisfactorio para estos. 41
42 XIII. Recomendaciones Debido a la complejidad con la que cuentan los dos números de parte antes mencionados, se recomienda dar seguimiento a toda la documentación de control mediante Auditorias de Proceso interno para corroborar que todo el flujo de material es llevado a cabo y con los parámetros determinaos, así como Auditorias de Producto para llevar un control de las dimensiones sin dejar de lado los detalles que en ocasiones se toman a la ligera, esos dos tipos de Auditorias pueden ser de gran ayuda para evitar tener impactos en la calidad del producto que puede conllevar a tener rechazos con el cliente, lo cual impacta directamente al proceso y a los costos de producción, logística y calidad. XIV. Referencias Bibliográficas Chrysler Group LLC, Ford Motor Company, General Motors Corporation. (2006). Production Part Approval Process PPAP. USA: Autor. Chrysler Group LLC, Ford Motor Company, General Motors Corporation. (2008). Advanced Product Quality Planning APQP. USA: Autor. Chrysler Group LLC, Ford Motor Company, General Motors Corporation. (2008). Potential Failure Mode Effects Analysis FMEA. USA: Autor. Chrysler Group LLC, Ford Motor Company, General Motors Corporation. (2008). Statistical Process Control. USA: Autor. Chrysler Group LLC, Ford Motor Company, General Motors Corporation. (2010). Measuremet System Analysis MSA. USA: Autor. Hanneby. (19 de Septiembre de 2012). hanneby.com. Obtenido de hanneby.com: 42

43 Anexos Anexo A. Garantía de la Sumisión de la Parte 43
44 Anexo B. Diseño Numerado 44
45 Anexo C. Reporte Dimensional 45
46 Anexo D. Estudio de capacidad 46
47 Anexo E. Estudio de capacidad del instrumento de medición (Cgk). 47
48 Anexo F. Imagen de Estudio de Repetitibilidad y Reproducibilidad (R&R). 48
49 Anexo G. Estudio de capacidad del instrumento de medición Cgk). 49
50 Anexo H. Imagen de Estudio de Repetitibilidad y Reproducibilidad (R&R). 50

51 Anexo I. Lista de Instrumentos 51
52 Anexo J. Portada del AMEF de Proceso. 52

53 Anexo K. Página inicial del Plan de Control 53

54 Anexo L. Lista de Características Importantes (ICL). 54
55 Anexo M. Certificado de Calidad del Proveedor de Materia Prima. 55
56 Anexo N. Portada de Catalogo de Defectos. 56

57 Anexo O. Diagrama de Flujo de Proceso. 57
58 Anexo P. Informe del IMDS. 58
59 59

60 Anexo Q. Tabla de información y gráfico de Pareto 60
Advanced Product Quality Planning, APQP
 Advanced Product Quality Planning, APQP Diplomado en Gestión de la calidad Ing. J. Gpe. Octavio Cabrera Lazarini M.C. Advanced Product Quality Planning Es un conjunto de procedimientos y técnicas usadas
Advanced Product Quality Planning, APQP Diplomado en Gestión de la calidad Ing. J. Gpe. Octavio Cabrera Lazarini M.C. Advanced Product Quality Planning Es un conjunto de procedimientos y técnicas usadas
Calidad y Auditor Interno ISO TS 16949:2009. Diplomado Profesional en
 Diplomado Profesional en Calidad y Auditor Interno ISO TS 16949:2009 Diplomado con asesoría para realización de proyectos con aplicación practica en empresas del sector manufacturero, comercial y de servicios;
Diplomado Profesional en Calidad y Auditor Interno ISO TS 16949:2009 Diplomado con asesoría para realización de proyectos con aplicación practica en empresas del sector manufacturero, comercial y de servicios;
Actividades para mejoras. Actividades donde se evalúa constantemente todo el proceso del proyecto para evitar errores y eficientar los procesos.
 Apéndice C. Glosario A Actividades de coordinación entre grupos. Son dinámicas y canales de comunicación cuyo objetivo es facilitar el trabajo entre los distintos equipos del proyecto. Actividades integradas
Apéndice C. Glosario A Actividades de coordinación entre grupos. Son dinámicas y canales de comunicación cuyo objetivo es facilitar el trabajo entre los distintos equipos del proyecto. Actividades integradas
El diagnóstico se realizó en el mes de octubre del año 2002 y se elaboró evaluando la
 IV. IMPLANTACIÓN EN LAVANDERÍA AKI 4.1 EVALUACIÓN Y DIAGNÓSTICO El diagnóstico se realizó en el mes de octubre del año 2002 y se elaboró evaluando la aplicación de cada cláusula de la Norma ISO 9001:2000
IV. IMPLANTACIÓN EN LAVANDERÍA AKI 4.1 EVALUACIÓN Y DIAGNÓSTICO El diagnóstico se realizó en el mes de octubre del año 2002 y se elaboró evaluando la aplicación de cada cláusula de la Norma ISO 9001:2000
Janesville de México S.A. de C.V.
 Janesville de México S.A. de C.V. CALIDAD PARA PROVEEDORES Janesville de México S.A. de C.V. Privada de Encino No. 243 Col. El Colorín Norte Uruapan Michoacán, México Tel: +52 452 51 98100 Fax : + 52 452
Janesville de México S.A. de C.V. CALIDAD PARA PROVEEDORES Janesville de México S.A. de C.V. Privada de Encino No. 243 Col. El Colorín Norte Uruapan Michoacán, México Tel: +52 452 51 98100 Fax : + 52 452
PROCEDIMIENTOS Código Titulo:
 Mayo. 27, de 2011 0 1 de 7 Índice Página I Objetivo 2 II Alcance 2 III Responsabilidades 2 IV Procedimiento 4 V Registros 6 VI Revisiones 7 VII Destinatarios 7 Elaboró: Revisó: Aprobó: Jesús Mendoza Castillo
Mayo. 27, de 2011 0 1 de 7 Índice Página I Objetivo 2 II Alcance 2 III Responsabilidades 2 IV Procedimiento 4 V Registros 6 VI Revisiones 7 VII Destinatarios 7 Elaboró: Revisó: Aprobó: Jesús Mendoza Castillo
Somos su Relevo a la Calidad. La Guía MetAs, es el boletín periódico de MetAs & Metrólogos
 Año 03 # 06 2004-junio Cartas de Control para Instrumentos de Medición MetAs & Metrólogos Asociados La Guía MetAs Las cartas de control son una importante herramienta utilizada en control estadístico de
Año 03 # 06 2004-junio Cartas de Control para Instrumentos de Medición MetAs & Metrólogos Asociados La Guía MetAs Las cartas de control son una importante herramienta utilizada en control estadístico de
2. Auditorías de sistemas de medición de la calidad del aire
 2. Auditorías de sistemas de medición de la calidad del aire En términos generales una auditoría es: una evaluación sistemática e independiente para determinar si las actividades de calidad y los resultados
2. Auditorías de sistemas de medición de la calidad del aire En términos generales una auditoría es: una evaluación sistemática e independiente para determinar si las actividades de calidad y los resultados
Sistemas de Calidad Empresarial
 Portal Empresarial Aljaraque Empresarial Sistemas de Calidad Empresarial 1 ÍNDICE 1. INTRODUCCIÓN. 2. CONCEPTO DE CALIDAD Y SU SISTEMA. 3. MÉTODO PARA IMPLANTAR UN SISTEMA DE GESTIÓN DE LA CALIDAD. 4.
Portal Empresarial Aljaraque Empresarial Sistemas de Calidad Empresarial 1 ÍNDICE 1. INTRODUCCIÓN. 2. CONCEPTO DE CALIDAD Y SU SISTEMA. 3. MÉTODO PARA IMPLANTAR UN SISTEMA DE GESTIÓN DE LA CALIDAD. 4.
8. MEDICIÓN, ANÁLISIS Y MEJORA
 Página 1 de 12 8.1 Generalidades La Alta Gerencia de La ADMINISTRACIÓN DE LA ZONA LIBRE DE COLÓN planea e implementa los procesos de seguimiento, medición, análisis y mejoras necesarias para: Demostrar
Página 1 de 12 8.1 Generalidades La Alta Gerencia de La ADMINISTRACIÓN DE LA ZONA LIBRE DE COLÓN planea e implementa los procesos de seguimiento, medición, análisis y mejoras necesarias para: Demostrar
Manual de Calidad. Capítulo 1 : Objetivo y Campo de Aplicación. Capítulo 2 : Normas para Consulta. Capítulo 3 : Términos y Definiciones
 Manual de Calidad Capítulo 1 : Objetivo y Campo de Aplicación Capítulo 2 : Normas para Consulta Capítulo 3 : Términos y Definiciones Capitulo 4 : Requerimientos del Sistema de Calidad Capítulo 5 : Responsabilidad
Manual de Calidad Capítulo 1 : Objetivo y Campo de Aplicación Capítulo 2 : Normas para Consulta Capítulo 3 : Términos y Definiciones Capitulo 4 : Requerimientos del Sistema de Calidad Capítulo 5 : Responsabilidad
ASEGURAMIENTO DE LA CALIDAD EN LABORATORIO
 FUNDACION NEXUS ASEGURAMIENTO DE LA CALIDAD EN LABORATORIO Marzo de 2012 CALIDAD, CONTROL DE LA CALIDAD Y ASEGURAMIENTO DE LA CALIDAD El laboratorio de análisis ofrece a sus clientes un servicio que se
FUNDACION NEXUS ASEGURAMIENTO DE LA CALIDAD EN LABORATORIO Marzo de 2012 CALIDAD, CONTROL DE LA CALIDAD Y ASEGURAMIENTO DE LA CALIDAD El laboratorio de análisis ofrece a sus clientes un servicio que se
GUÍA TÉCNICA PARA LA DEFINICIÓN DE COMPROMISOS DE CALIDAD Y SUS INDICADORES
 GUÍA TÉCNICA PARA LA DEFINICIÓN DE COMPROMISOS DE CALIDAD Y SUS INDICADORES Tema: Cartas de Servicios Primera versión: 2008 Datos de contacto: Evaluación y Calidad. Gobierno de Navarra. evaluacionycalidad@navarra.es
GUÍA TÉCNICA PARA LA DEFINICIÓN DE COMPROMISOS DE CALIDAD Y SUS INDICADORES Tema: Cartas de Servicios Primera versión: 2008 Datos de contacto: Evaluación y Calidad. Gobierno de Navarra. evaluacionycalidad@navarra.es
MANUAL DE CALIDAD MANUAL DE CALIDAD. COPIA NO CONTROLADA Empresa S.A.
 Página : 1 de 14 MANUAL DE CALIDAD Empresa S.A. Esta es una copia no controlada si carece de sello en el reverso de sus hojas, en cuyo caso se advierte al lector que su contenido puede ser objeto de modificaciones
Página : 1 de 14 MANUAL DE CALIDAD Empresa S.A. Esta es una copia no controlada si carece de sello en el reverso de sus hojas, en cuyo caso se advierte al lector que su contenido puede ser objeto de modificaciones
GESTIÓN DE LA DOCUMENTACIÓN
 Página: 1 de 8 Elaborado por: Revidado por: Aprobado por: Comité de calidad Responsable de calidad Director Misión: Controlar los documentos y registros del Sistema de Gestión de Calidad para garantizar
Página: 1 de 8 Elaborado por: Revidado por: Aprobado por: Comité de calidad Responsable de calidad Director Misión: Controlar los documentos y registros del Sistema de Gestión de Calidad para garantizar
Introducción. Ciclo de vida de los Sistemas de Información. Diseño Conceptual
 Introducción Algunas de las personas que trabajan con SGBD relacionales parecen preguntarse porqué deberían preocuparse del diseño de las bases de datos que utilizan. Después de todo, la mayoría de los
Introducción Algunas de las personas que trabajan con SGBD relacionales parecen preguntarse porqué deberían preocuparse del diseño de las bases de datos que utilizan. Después de todo, la mayoría de los
CAL. CONTROL Y ASEGURAMIENTO DE CALIDAD
 LIBRO: PARTE: TÍTULO: CAL. CONTROL Y ASEGURAMIENTO DE CALIDAD 1. CONTROL DE CALIDAD 01. Ejecución del Control de Calidad Durante la Construcción y/o Conservación A. CONTENIDO Esta Norma contiene los criterios
LIBRO: PARTE: TÍTULO: CAL. CONTROL Y ASEGURAMIENTO DE CALIDAD 1. CONTROL DE CALIDAD 01. Ejecución del Control de Calidad Durante la Construcción y/o Conservación A. CONTENIDO Esta Norma contiene los criterios
C O N T E N I D O. 1. Propósito. 2. Alcance. 3. Responsabilidad y autoridad. 4. Normatividad aplicable. 5. Políticas
 Coordinación del C O N T E N I D O 1. Propósito 2. Alcance 3. Responsabilidad y autoridad 4. Normatividad aplicable 5. Políticas 6. Diagrama de bloque del procedimiento 7. Glosario 8. Anexos 9. Revisión
Coordinación del C O N T E N I D O 1. Propósito 2. Alcance 3. Responsabilidad y autoridad 4. Normatividad aplicable 5. Políticas 6. Diagrama de bloque del procedimiento 7. Glosario 8. Anexos 9. Revisión
2. LOS SISTEMAS DE COSTOS
 2. LOS SISTEMAS DE COSTOS En el actual desarrollo de las técnicas y sistemas de costos se persiguen tres importantes objetivos: La medición de los costos, la más correcta y precisa asignación de costos
2. LOS SISTEMAS DE COSTOS En el actual desarrollo de las técnicas y sistemas de costos se persiguen tres importantes objetivos: La medición de los costos, la más correcta y precisa asignación de costos
Jornada informativa Nueva ISO 9001:2008
 Jornada informativa Nueva www.agedum.com www.promalagaqualifica.es 1.1 Generalidades 1.2 Aplicación Nuevo en Modificado en No aparece en a) necesita demostrar su capacidad para proporcionar regularmente
Jornada informativa Nueva www.agedum.com www.promalagaqualifica.es 1.1 Generalidades 1.2 Aplicación Nuevo en Modificado en No aparece en a) necesita demostrar su capacidad para proporcionar regularmente
Unidad 3. Tema 4. No conformidades - Acciones correctivas y preventivas
 Unidad 3 Tema 4. No conformidades - Acciones correctivas y preventivas No conformidades Los resultados de las auditorías se reflejan en notas de no conformidades u observaciones, donde una no conformidad
Unidad 3 Tema 4. No conformidades - Acciones correctivas y preventivas No conformidades Los resultados de las auditorías se reflejan en notas de no conformidades u observaciones, donde una no conformidad
www.fundibeq.org Además se recomienda su uso como herramienta de trabajo dentro de las actividades habituales de gestión.
 HOJAS DE COMPROBACIOÓN Y HOJAS DE RECOGIDA DE DATOS 1.- INTRODUCCIÓN En este documento se describe el proceso de obtención de información a partir de la recogida y análisis de datos, desde el establecimiento
HOJAS DE COMPROBACIOÓN Y HOJAS DE RECOGIDA DE DATOS 1.- INTRODUCCIÓN En este documento se describe el proceso de obtención de información a partir de la recogida y análisis de datos, desde el establecimiento
CONTROL DE CAMBIOS. FICHA CONTROL DE CAMBIOS Versión Fecha Descripción de la Modificación
 CONTROL DE CAMBIOS FICHA CONTROL DE CAMBIOS Versión Fecha Descripción de la Modificación 01 02/07/07 Primera versión del Anexo Requerimientos Para La Elaboración Del Plan De Calidad Elaboró: Revisó: Aprobó:
CONTROL DE CAMBIOS FICHA CONTROL DE CAMBIOS Versión Fecha Descripción de la Modificación 01 02/07/07 Primera versión del Anexo Requerimientos Para La Elaboración Del Plan De Calidad Elaboró: Revisó: Aprobó:
MANUAL DE GESTIÓN: SISTEMA DE GESTIÓN DE LA CALIDAD EN LA UNIDAD de FORMACIÓN DE LA DIPUTACION DE MALAGA
 Página 1 de 17 MANUAL DE GESTIÓN: SISTEMA DE GESTIÓN DE LA CALIDAD EN LA UNIDAD de FORMACIÓN DE LA DIPUTACION DE MALAGA Página 2 de 17 1 ÍNDICE DEL DOCUMENTO 1 ÍNDICE DEL DOCUMENTO... 2 2 PRESENTACIÓN
Página 1 de 17 MANUAL DE GESTIÓN: SISTEMA DE GESTIÓN DE LA CALIDAD EN LA UNIDAD de FORMACIÓN DE LA DIPUTACION DE MALAGA Página 2 de 17 1 ÍNDICE DEL DOCUMENTO 1 ÍNDICE DEL DOCUMENTO... 2 2 PRESENTACIÓN
------------------------------------------------------------------------------------------------------------------------ VISIÓN, MISIÓN, VALORES
 ------------------------------------------------------------------------------------------------------------------------ VISIÓN, MISIÓN, VALORES Se abrió este foro acerca de las primeras definiciones estratégicas,
------------------------------------------------------------------------------------------------------------------------ VISIÓN, MISIÓN, VALORES Se abrió este foro acerca de las primeras definiciones estratégicas,
CAPÍTULO 1 INFORMACIÓN GENERAL DE LA EMPRESA: AUTOMÓVILES Y CAMIONES RIVERA S.A. DE C.V.
 CAPÍTULO 1 INFORMACIÓN GENERAL DE LA EMPRESA: AUTOMÓVILES Y CAMIONES RIVERA S.A. DE C.V. Este primer capítulo presenta una breve introducción a la empresa Automóviles y Camiones Rivera S.A. de C.V., en
CAPÍTULO 1 INFORMACIÓN GENERAL DE LA EMPRESA: AUTOMÓVILES Y CAMIONES RIVERA S.A. DE C.V. Este primer capítulo presenta una breve introducción a la empresa Automóviles y Camiones Rivera S.A. de C.V., en
Operación 8 Claves para la ISO 9001-2015
 Operación 8Claves para la ISO 9001-2015 BLOQUE 8: Operación A grandes rasgos, se puede decir que este bloque se corresponde con el capítulo 7 de la antigua norma ISO 9001:2008 de Realización del Producto,
Operación 8Claves para la ISO 9001-2015 BLOQUE 8: Operación A grandes rasgos, se puede decir que este bloque se corresponde con el capítulo 7 de la antigua norma ISO 9001:2008 de Realización del Producto,
Capítulo 4. GESTIÓN DE LA INTEGRACIÓN DEL PROYECTO
 Capítulo 4. GESTIÓN DE LA INTEGRACIÓN DEL PROYECTO Dante Guerrero Piura, 2013 FACULTAD DE INGENIERÍA Área Departamental de Ingeniería Industrial y de Sistemas Capítulo 4. GESTIÓN DE LA INTEGRACIÓN DEL
Capítulo 4. GESTIÓN DE LA INTEGRACIÓN DEL PROYECTO Dante Guerrero Piura, 2013 FACULTAD DE INGENIERÍA Área Departamental de Ingeniería Industrial y de Sistemas Capítulo 4. GESTIÓN DE LA INTEGRACIÓN DEL
Lista de la Verificación de la Gestión de la Seguridad y Salud Ocupacional 1
 Lista de la Verificación de la Gestión de la Seguridad y Salud Ocupacional 1 Sección Punto de Control Cumplimiento 4. Requisitos del Sistema de gestión de la seguridad y salud ocupacional 4.1 Requisitos
Lista de la Verificación de la Gestión de la Seguridad y Salud Ocupacional 1 Sección Punto de Control Cumplimiento 4. Requisitos del Sistema de gestión de la seguridad y salud ocupacional 4.1 Requisitos
Política de Gestión Integral de Riesgos Compañía Sud Americana de Vapores S.A.
 de Riesgos Compañía Sud Americana de Vapores S.A. Elaborado Por Revisado Por Aprobado por Nombre Cargo Fecha Claudio Salgado Comité de Directores Contralor Comité de Directores Diciembre 2015 21 de diciembre
de Riesgos Compañía Sud Americana de Vapores S.A. Elaborado Por Revisado Por Aprobado por Nombre Cargo Fecha Claudio Salgado Comité de Directores Contralor Comité de Directores Diciembre 2015 21 de diciembre
ESTÁNDAR DE COMPETENCIA
 I.- Datos Generales Código Título Maquinado de piezas de aplicación aeroespacial en equipos de control numérico computarizado. Propósito del Estándar de Competencia Servir como referente para la evaluación
I.- Datos Generales Código Título Maquinado de piezas de aplicación aeroespacial en equipos de control numérico computarizado. Propósito del Estándar de Competencia Servir como referente para la evaluación
CAPITULO VI ESTRATEGIAS DE OUTSOURCING
 CAPITULO VI ESTRATEGIAS DE OUTSOURCING Cuando una compañía decide llevar a cabo un proceso de outsourcing debe definir una estrategia que guíe todo el proceso. Hay dos tipos genéricos de estrategia de
CAPITULO VI ESTRATEGIAS DE OUTSOURCING Cuando una compañía decide llevar a cabo un proceso de outsourcing debe definir una estrategia que guíe todo el proceso. Hay dos tipos genéricos de estrategia de
Revisión ISO 9001:2015 Preguntas frecuentes
 Revisiones ISO Norma Final Revisión ISO 9001:2015 Preguntas frecuentes Introducción ISO 9001, la norma internacional de calidad líder en el mundo, ha ayudado a millones de organizaciones a mejorar su calidad
Revisiones ISO Norma Final Revisión ISO 9001:2015 Preguntas frecuentes Introducción ISO 9001, la norma internacional de calidad líder en el mundo, ha ayudado a millones de organizaciones a mejorar su calidad
MANUAL DE REQUERIMIENTOS A PROVEEDORES. 1. PROPÓSITO: Establecer los requerimientos de calidad de los proveedores de Pertek Erler.
 1. PROPÓSITO: Establecer los requerimientos de calidad de los proveedores de Pertek Erler. 2. ALCANCE: Este procedimiento aplica a todos los proveedores enlistados en el AVL. 3. MATRIZ DE CONTROL DE REGISTROS:
1. PROPÓSITO: Establecer los requerimientos de calidad de los proveedores de Pertek Erler. 2. ALCANCE: Este procedimiento aplica a todos los proveedores enlistados en el AVL. 3. MATRIZ DE CONTROL DE REGISTROS:
COPPEL MANUAL TÉCNICO MCC DE SISTEMAS PROGRAMACIÓN DESCRIPCIÓN DEL PROCESO DE ARQUITECTURA DE SOFTWARE
 COPPEL MANUAL TÉCNICO MCC DE SISTEMAS PROGRAMACIÓN DESCRIPCIÓN DEL PROCESO DE ARQUITECTURA DE SOFTWARE Creado en May/14 Objetivo: Contar con una guía de las actividades que se deben realizar en esta fase,
COPPEL MANUAL TÉCNICO MCC DE SISTEMAS PROGRAMACIÓN DESCRIPCIÓN DEL PROCESO DE ARQUITECTURA DE SOFTWARE Creado en May/14 Objetivo: Contar con una guía de las actividades que se deben realizar en esta fase,
El sistema de aseguramiento de calidad adecuado para la fabricación de medicamentos debe garantizar que:
 II. GENERALIDADES. II.1. CONCEPTOS GENERALES. II.1.1. GESTION DE LA CALIDAD. La gestión de la calidad total es la organización estructurada y funcional de recursos humanos y materiales que tiene por objeto
II. GENERALIDADES. II.1. CONCEPTOS GENERALES. II.1.1. GESTION DE LA CALIDAD. La gestión de la calidad total es la organización estructurada y funcional de recursos humanos y materiales que tiene por objeto
BUENAS PRÁCTICAS EN GESTIÓN DE TECNOLOGÍAS MÉDICAS
 BUENAS PRÁCTICAS EN GESTIÓN DE TECNOLOGÍAS MÉDICAS Fernando Ballina 1,2, Sabina Figari Bizzotto 1,2 1 Hospital de Alta Complejidad en Red El Cruce Dr. Néstor Carlos Kirchner, Buenos Aires, Argentina INTRODUCCIÓN
BUENAS PRÁCTICAS EN GESTIÓN DE TECNOLOGÍAS MÉDICAS Fernando Ballina 1,2, Sabina Figari Bizzotto 1,2 1 Hospital de Alta Complejidad en Red El Cruce Dr. Néstor Carlos Kirchner, Buenos Aires, Argentina INTRODUCCIÓN
SISTEMA DE GESTIÓN DE LA CALIDAD
 SISTEMA DE GESTIÓN DE LA CALIDAD SUBDIRECCIÓN GENERAL DE ADMINISTRACIÓN PROCEDIMIENTO PARA AUDITORIA INTERNA DE CALIDAD PR-SGA-RS-05 Versión 02 HOJA DE AUTORIZACIÓN Elaboró Lic. Edith Ávila Romo Titular
SISTEMA DE GESTIÓN DE LA CALIDAD SUBDIRECCIÓN GENERAL DE ADMINISTRACIÓN PROCEDIMIENTO PARA AUDITORIA INTERNA DE CALIDAD PR-SGA-RS-05 Versión 02 HOJA DE AUTORIZACIÓN Elaboró Lic. Edith Ávila Romo Titular
Fecha Cargo Nombre Firma
 Código: OUADOC014 Revisión Nro. 10 Página 1 de 8 1. OBJETIVO Establecer los requisitos de carácter interpretativo de la UNIT- (equivalente a la ISO/IEC 17025) que los laboratorios de ensayo y calibración
Código: OUADOC014 Revisión Nro. 10 Página 1 de 8 1. OBJETIVO Establecer los requisitos de carácter interpretativo de la UNIT- (equivalente a la ISO/IEC 17025) que los laboratorios de ensayo y calibración
TALLER: CALIFICACIÓN DE EQUIPOS Y SISTEMAS
 TALLER: CALIFICACIÓN DE EQUIPOS Y SISTEMAS QFB. ELIZABETH MARTÍNEZ FLORES TERRA FARMA S.A DE C.V. Documento propiedad de su autor. Prohibida su reproducción por cualquier medio para fines distintos a la
TALLER: CALIFICACIÓN DE EQUIPOS Y SISTEMAS QFB. ELIZABETH MARTÍNEZ FLORES TERRA FARMA S.A DE C.V. Documento propiedad de su autor. Prohibida su reproducción por cualquier medio para fines distintos a la
ESPECIFICACIONES TÉCNICAS DEL PROCESO DE ATENCIÓN AL CIUDADANO
 ESPECIFICACIONES TÉCNICAS DEL PROCESO DE ATENCIÓN AL CIUDADANO OBJETO. El presente Documento de Especificaciones Técnicas tiene por objeto establecer los requisitos que debe cumplir el proceso de Atención
ESPECIFICACIONES TÉCNICAS DEL PROCESO DE ATENCIÓN AL CIUDADANO OBJETO. El presente Documento de Especificaciones Técnicas tiene por objeto establecer los requisitos que debe cumplir el proceso de Atención
Procedimiento para la solicitud de MODIFICACIONES en los Títulos Universitarios Oficiales de Grado y Máster
 Procedimiento para la solicitud de MODIFICACIONES en los Títulos Universitarios Oficiales de Grado y Máster Dirección de Evaluación y Acreditación Universitaria (DEVA). V.03. 07/11/2013 V.03. 07/11/13
Procedimiento para la solicitud de MODIFICACIONES en los Títulos Universitarios Oficiales de Grado y Máster Dirección de Evaluación y Acreditación Universitaria (DEVA). V.03. 07/11/2013 V.03. 07/11/13
PRC-DTI-006 Administración de Roles de los Sistemas de Información de la DTI Procedimiento Dirección de TI - COSEVI
 PRC-DTI-006 Administración de Roles de los Sistemas de Información de la DTI Procedimiento Dirección de TI - COSEVI Versión: 1.0 Fecha de la versión: Febrero del 2012 Creado por: PwC Costa Rica Aprobado
PRC-DTI-006 Administración de Roles de los Sistemas de Información de la DTI Procedimiento Dirección de TI - COSEVI Versión: 1.0 Fecha de la versión: Febrero del 2012 Creado por: PwC Costa Rica Aprobado
153. a SESIÓN DEL COMITÉ EJECUTIVO
 ORGANIZACIÓN PANAMERICANA DE LA SALUD ORGANIZACIÓN MUNDIAL DE LA SALUD 153. a SESIÓN DEL COMITÉ EJECUTIVO Washington, D.C., EUA, 4 de octubre del 2013 Punto 5.2 del orden del día provisional CE153/5 (Esp.)
ORGANIZACIÓN PANAMERICANA DE LA SALUD ORGANIZACIÓN MUNDIAL DE LA SALUD 153. a SESIÓN DEL COMITÉ EJECUTIVO Washington, D.C., EUA, 4 de octubre del 2013 Punto 5.2 del orden del día provisional CE153/5 (Esp.)
GUIA ASISTENCIAL FECHAS DE VENCIMIENTO EN MEDICAMENTOS GPMASSF001-1 V5
 FECHAS DE VENCIMIENTO EN MEDICAMENTOS GPMASSF001-1 V5 BOGOTA, D.C. - 2014 Página 2 de 12 TABLA DE CONTENIDO 1 OBJETIVO... 3 2 ALCANCE... 3 3 DEFINICIONES Y SIGLAS... 4 3.1 TECNICO AUXILIAR DE FARMACIA
FECHAS DE VENCIMIENTO EN MEDICAMENTOS GPMASSF001-1 V5 BOGOTA, D.C. - 2014 Página 2 de 12 TABLA DE CONTENIDO 1 OBJETIVO... 3 2 ALCANCE... 3 3 DEFINICIONES Y SIGLAS... 4 3.1 TECNICO AUXILIAR DE FARMACIA
AUDITORIA HACCP/ ISO 22000. CONSIDERACIONES GENERALES
 AUDITORIA HACCP/ ISO 22000. CONSIDERACIONES GENERALES Lic. José Manuel Fuentes Hernández Especialista Principal en Gestión de la Calidad Total. EXPOCUBA. Cuba Auditor Líder Gestión de la Calidad Total,
AUDITORIA HACCP/ ISO 22000. CONSIDERACIONES GENERALES Lic. José Manuel Fuentes Hernández Especialista Principal en Gestión de la Calidad Total. EXPOCUBA. Cuba Auditor Líder Gestión de la Calidad Total,
RESUMEN DEL INFORME DE PENETRACIÓN Y USO DE LAS NUEVAS TECNOLOGÍAS EN EL SECTOR DE LOS PEQUEÑOS HOTELES DE LA CIUDAD DE MADRID
 RESUMEN DEL INFORME DE PENETRACIÓN Y USO DE LAS NUEVAS TECNOLOGÍAS EN EL SECTOR DE LOS PEQUEÑOS HOTELES DE LA CIUDAD DE MADRID Junio de 2007 Introducción Madrid Tecnología, el programa del Ayuntamiento
RESUMEN DEL INFORME DE PENETRACIÓN Y USO DE LAS NUEVAS TECNOLOGÍAS EN EL SECTOR DE LOS PEQUEÑOS HOTELES DE LA CIUDAD DE MADRID Junio de 2007 Introducción Madrid Tecnología, el programa del Ayuntamiento
PROCEDIMIENTO PARA LA GESTIÓN DE LOS REGISTROS DEL SISTEMA DE CALIDAD
 Página : 1 de 6 PROCEDIMIENTO PARA LA GESTIÓN DE LOS REGISTROS DEL SISTEMA DE CALIDAD Esta es una copia no controlada si carece de sello en el reverso de sus hojas, en cuyo caso se advierte al lector que
Página : 1 de 6 PROCEDIMIENTO PARA LA GESTIÓN DE LOS REGISTROS DEL SISTEMA DE CALIDAD Esta es una copia no controlada si carece de sello en el reverso de sus hojas, en cuyo caso se advierte al lector que
Norma Internacional ISO 9001:2008: Sistemas de Gestión de la Calidad- Requisitos. 4. Sistema de Gestión de la Calidad
 Norma Internacional ISO 9001:2008: Sistemas de Gestión de la Calidad- Requisitos 4. Sistema de Gestión de la Calidad Figura N 1. Estructura del capítulo 4, Norma ISO 9001:2008. La Norma ISO 9001: 2008
Norma Internacional ISO 9001:2008: Sistemas de Gestión de la Calidad- Requisitos 4. Sistema de Gestión de la Calidad Figura N 1. Estructura del capítulo 4, Norma ISO 9001:2008. La Norma ISO 9001: 2008
ANEXO 4A PRUEBAS DE ORIGEN
 ANEXO 4A PRUEBAS DE ORIGEN Regla 1: Pruebas de Origen Las mercancías originarias de una Parte se beneficiarán del trato arancelario preferencial de este Acuerdo, al momento de su importación en la otra
ANEXO 4A PRUEBAS DE ORIGEN Regla 1: Pruebas de Origen Las mercancías originarias de una Parte se beneficiarán del trato arancelario preferencial de este Acuerdo, al momento de su importación en la otra
COMITÉ TECNICO DE NORMALIZACION DE GESTION Y ASEGURAMIENTO DE LA CALIDAD
 COMISION DE REGLAMENTOS TECNICOS - CRT COMITÉ TECNICO DE NORMALIZACION DE GESTION Y ASEGURAMIENTO DE LA CALIDAD SUB COMITÉ SECTOR EDUCACION NORMAS APROBADAS NTP 833.920-2003 Guía de aplicación de la Norma
COMISION DE REGLAMENTOS TECNICOS - CRT COMITÉ TECNICO DE NORMALIZACION DE GESTION Y ASEGURAMIENTO DE LA CALIDAD SUB COMITÉ SECTOR EDUCACION NORMAS APROBADAS NTP 833.920-2003 Guía de aplicación de la Norma
El ABC de la revisión periódica de las instalaciones internas de gas
 El ABC de la revisión periódica de las instalaciones internas de gas Ante las constantes inconformidades de los usuarios de gas natural con respecto a las revisiones periódicas de las instalaciones internas,
El ABC de la revisión periódica de las instalaciones internas de gas Ante las constantes inconformidades de los usuarios de gas natural con respecto a las revisiones periódicas de las instalaciones internas,
GERENCIA DE INTEGRACIÓN
 GERENCIA DE INTEGRACIÓN CONTENIDO Desarrollo del plan Ejecución del plan Control de cambios INTRODUCCIÓN La gerencia de integración del proyecto incluye los procesos requeridos para asegurar que los diversos
GERENCIA DE INTEGRACIÓN CONTENIDO Desarrollo del plan Ejecución del plan Control de cambios INTRODUCCIÓN La gerencia de integración del proyecto incluye los procesos requeridos para asegurar que los diversos
CAPÍTULO IV: ANÁLISIS, INTERPRETACIÓN Y DISCUSIÓN DE RESULTADOS
 CAPÍTULO IV: ANÁLISIS, INTERPRETACIÓN Y DISCUSIÓN DE RESULTADOS 4.1 CUESTIONARIO Con la finalidad de dar validez al presente trabajo de investigación, se realizó el diagnóstico y estudió sobre el desarrollo
CAPÍTULO IV: ANÁLISIS, INTERPRETACIÓN Y DISCUSIÓN DE RESULTADOS 4.1 CUESTIONARIO Con la finalidad de dar validez al presente trabajo de investigación, se realizó el diagnóstico y estudió sobre el desarrollo
Certificación de Productos Condiciones de certificación de calidad de playas
 Certificación de Productos Condiciones de Certificación de Calidad de Playas Clave EPPr13 1. OBJETIVO Página 1 de 5 Establecer las condiciones bajo las cuales el IMNC otorga, mantiene, amplia, reduce,
Certificación de Productos Condiciones de Certificación de Calidad de Playas Clave EPPr13 1. OBJETIVO Página 1 de 5 Establecer las condiciones bajo las cuales el IMNC otorga, mantiene, amplia, reduce,
Diagnóstico al Sistema Licitado de Mediación Familiar. Documento Resumen Auditoría Ernst &Young
 Diagnóstico al Sistema Licitado de Mediación Familiar Documento Resumen Auditoría Ernst &Young Marzo 2010 I. INTRODUCCION En el mes de Octubre de 2008 el Ministerio de Justicia mediante resolución exenta
Diagnóstico al Sistema Licitado de Mediación Familiar Documento Resumen Auditoría Ernst &Young Marzo 2010 I. INTRODUCCION En el mes de Octubre de 2008 el Ministerio de Justicia mediante resolución exenta
Sesión No. 2. Contextualización: Nombre de la sesión: Paquetería ASPEL - COI PAQUETERÍA CONTABLE
 Paquetería contable 1 Sesión No. 2 Nombre de la sesión: Paquetería ASPEL - COI Contextualización: Como hemos venido comentando, existe en el mercado software o paquetería contable diversa que nos servirá
Paquetería contable 1 Sesión No. 2 Nombre de la sesión: Paquetería ASPEL - COI Contextualización: Como hemos venido comentando, existe en el mercado software o paquetería contable diversa que nos servirá
CONTROL DE EMISIÓN ELABORÓ REVISÓ AUTORIZÓ
 1. Propósito Establecer los lineamientos para dirigir la planificación y realización de las Auditorías Internas que permitan verificar la implantación, operación, mantenimiento y conformidad de los sistemas
1. Propósito Establecer los lineamientos para dirigir la planificación y realización de las Auditorías Internas que permitan verificar la implantación, operación, mantenimiento y conformidad de los sistemas
PROCEDIMIENTO PLANEACION DE PROYECTOS PROCESO GESTION DE PROGRAMAS Y PROYECTOS
 Página: 1 de 10 1. OBJETIVO: Establecer las actividades para identificar los parámetros iniciales y para constituir las bases de un nuevo proyecto o fase de un proyecto existente que garanticen el cumplimiento
Página: 1 de 10 1. OBJETIVO: Establecer las actividades para identificar los parámetros iniciales y para constituir las bases de un nuevo proyecto o fase de un proyecto existente que garanticen el cumplimiento
ACTUALIZACIÓN DE PERIODICO EN LINEA E IMPLEMENTACION DE PAGINA WEB COMUNICACIÓN GLOBAL EDICONES Y MEDIOS S.A DE SRL
 UNIVERSIDAD TECNOLÓGICA DE QUERÉTARO Voluntad. Conocimiento. Servicio. ACTUALIZACIÓN DE PERIODICO EN LINEA E IMPLEMENTACION DE PAGINA WEB COMUNICACIÓN GLOBAL EDICONES Y MEDIOS S.A DE SRL Reporte de Estadía
UNIVERSIDAD TECNOLÓGICA DE QUERÉTARO Voluntad. Conocimiento. Servicio. ACTUALIZACIÓN DE PERIODICO EN LINEA E IMPLEMENTACION DE PAGINA WEB COMUNICACIÓN GLOBAL EDICONES Y MEDIOS S.A DE SRL Reporte de Estadía
CAPÍTULO III MARCO TEÓRICO. Cada día cambian las condiciones de los mercados debido a diferentes factores como: el
 CAPÍTULO III MARCO TEÓRICO 3.1 Introducción Cada día cambian las condiciones de los mercados debido a diferentes factores como: el incremento de la competencia, la globalización, la dinámica de la economía,
CAPÍTULO III MARCO TEÓRICO 3.1 Introducción Cada día cambian las condiciones de los mercados debido a diferentes factores como: el incremento de la competencia, la globalización, la dinámica de la economía,
Evaluación de la capacidad óptima de medida y alcance de la acreditación de un laboratorio de calibración
 Evaluación de la capacidad óptima de medida y alcance de la acreditación de un laboratorio de calibración Fernández Pareja, Mª Teresa te_fer@topografia.upm.es Departamento de Ingeniería Topográfica y Cartografía
Evaluación de la capacidad óptima de medida y alcance de la acreditación de un laboratorio de calibración Fernández Pareja, Mª Teresa te_fer@topografia.upm.es Departamento de Ingeniería Topográfica y Cartografía
ANEXO INSTRUCCIONES DECLARACION DE GASTOS EN LINEA DE BIENES DE CAPITAL
 ANEXO INSTRUCCIONES DECLARACION DE GASTOS EN LINEA DE BIENES DE CAPITAL INDICE TEMATICO Página 1. INTRODUCCION 3 2. DEFINICIONES 3 3. PLAZOS PARA DECLARAR 4 4. DOCUMENTOS PERMITIDOS 4 4.1 TIPO DE DOCUMENTOS
ANEXO INSTRUCCIONES DECLARACION DE GASTOS EN LINEA DE BIENES DE CAPITAL INDICE TEMATICO Página 1. INTRODUCCION 3 2. DEFINICIONES 3 3. PLAZOS PARA DECLARAR 4 4. DOCUMENTOS PERMITIDOS 4 4.1 TIPO DE DOCUMENTOS
Elementos requeridos para crearlos (ejemplo: el compilador)
") Generalidades A lo largo del ciclo de vida del proceso de software, los productos de software evolucionan. Desde la concepción del producto y la captura de requisitos inicial hasta la puesta en producción
Generalidades A lo largo del ciclo de vida del proceso de software, los productos de software evolucionan. Desde la concepción del producto y la captura de requisitos inicial hasta la puesta en producción
Procedimiento de Auditoría Interna
 Fecha de liberación: 01.08.05 Área responsable: Representante de la Dirección Procedimiento de auditoria interna Fecha de versión: 30.04.13 Páginas : 1/26 Código de documento: FCE-RD-PR.03 Tipo de documento:
Fecha de liberación: 01.08.05 Área responsable: Representante de la Dirección Procedimiento de auditoria interna Fecha de versión: 30.04.13 Páginas : 1/26 Código de documento: FCE-RD-PR.03 Tipo de documento:
Corte Suprema de Justicia Secretaría General
 CIRCULAR N 112-2010 Asunto: Normas para la Creación de Páginas o Sitios Web en el Portal de Servicios Digitales del Poder Judicial (PSD). A LOS EMPLEADOS Y EMPLEADAS DEL PODER JUDICIAL SE LES HACE SABER
CIRCULAR N 112-2010 Asunto: Normas para la Creación de Páginas o Sitios Web en el Portal de Servicios Digitales del Poder Judicial (PSD). A LOS EMPLEADOS Y EMPLEADAS DEL PODER JUDICIAL SE LES HACE SABER
Capítulo 1. Introducción
 Capítulo 1. Introducción 1.1 Antecedentes La selección de personal siempre ha sido una tarea en la cual se ha requerido mucho tiempo y esfuerzo para el área de recursos humanos dentro de una organización.
Capítulo 1. Introducción 1.1 Antecedentes La selección de personal siempre ha sido una tarea en la cual se ha requerido mucho tiempo y esfuerzo para el área de recursos humanos dentro de una organización.
PROCEDIMIENTO OPERATIVO INVESTIGACION DE ACCIDENTES Y ESTADISTICA DE SINIESTRALIDAD DPMPO09
 Página: 1 PROCEDIMIENTO OPERATIVO ESTADISTICA DE SINIESTRALIDAD Página: 2 Edición Motivo cambio Firma Fecha 0 Edición Inicial 6.05.2002 Página: 3 I N D I C E 1. OBJETO 4 2. AMBITO DE APLICACIÓN 4 3. NORMATIVA
Página: 1 PROCEDIMIENTO OPERATIVO ESTADISTICA DE SINIESTRALIDAD Página: 2 Edición Motivo cambio Firma Fecha 0 Edición Inicial 6.05.2002 Página: 3 I N D I C E 1. OBJETO 4 2. AMBITO DE APLICACIÓN 4 3. NORMATIVA
Nota de Información al cliente ISO 22000 Proceso de auditoría
 Nota de Información al cliente ISO 22000 Proceso de auditoría La presente Nota de Información a Cliente explica las principales fases del proceso de auditoría y certificación de Sistemas de Gestión de
Nota de Información al cliente ISO 22000 Proceso de auditoría La presente Nota de Información a Cliente explica las principales fases del proceso de auditoría y certificación de Sistemas de Gestión de
PROCEDIMIENTO AUDITORIA INTERNA
 Procedimiento AUDITORIA INTERNA Página 1 de 9 PROCEDIMIENTO AUDITORIA INTERNA Nota importante: El presente documento es de exclusiva propiedad de LUTROMO INDUSTRIAS LTDA. El contenido total o parcial no
Procedimiento AUDITORIA INTERNA Página 1 de 9 PROCEDIMIENTO AUDITORIA INTERNA Nota importante: El presente documento es de exclusiva propiedad de LUTROMO INDUSTRIAS LTDA. El contenido total o parcial no
ENSAYOS DE IMPULSO DE ORIGEN ATMOSFÉRICO EN TRANSFORMADORES LABORATORIO DE ALTA TENSIÓN FACULTAD DE CIENCIAS EXACTAS FÍSICAS Y NATURALES
 ENSAYOS DE IMPULSO DE ORIGEN ATMOSFÉRICO EN TRANSFORMADORES LABORATORIO DE ALTA TENSIÓN FACULTAD DE CIENCIAS EXACTAS FÍSICAS Y NATURALES UNIVERSIDAD NACIONAL DE CÓRDOBA 2004 Autores Alberto Torresi-Ex.
ENSAYOS DE IMPULSO DE ORIGEN ATMOSFÉRICO EN TRANSFORMADORES LABORATORIO DE ALTA TENSIÓN FACULTAD DE CIENCIAS EXACTAS FÍSICAS Y NATURALES UNIVERSIDAD NACIONAL DE CÓRDOBA 2004 Autores Alberto Torresi-Ex.
NUEVA EDICION NORMA ISO 9001 AÑO 2015: SISTEMAS DE GESTIÓN DE LA CALIDAD Ing. Laura Barrantes Chaves, Presidenta Comité Técnico 176. Costa Rica.
 NUEVA EDICION NORMA ISO 9001 AÑO 2015: SISTEMAS DE GESTIÓN DE LA CALIDAD Ing. Laura Barrantes Chaves, Presidenta Comité Técnico 176. Costa Rica. Antecedentes Los sistemas de gestión de la calidad utilizan
NUEVA EDICION NORMA ISO 9001 AÑO 2015: SISTEMAS DE GESTIÓN DE LA CALIDAD Ing. Laura Barrantes Chaves, Presidenta Comité Técnico 176. Costa Rica. Antecedentes Los sistemas de gestión de la calidad utilizan
Plan provincial de Producción más limpia de Salta
 Plan provincial de Producción más limpia de Salta Guía IRAM 009 V.1 Requisitos para la obtención de los distintos niveles de la distinción GESTION SALTEÑA ECOECFICIENTE INTRODUCCIÓN: IRAM, junto con la
Plan provincial de Producción más limpia de Salta Guía IRAM 009 V.1 Requisitos para la obtención de los distintos niveles de la distinción GESTION SALTEÑA ECOECFICIENTE INTRODUCCIÓN: IRAM, junto con la
Verificación de la Calidad en los Productos de Software Desarrollados
 Página 1 de 7 1. Objetivo y Alcance Verificar que el aplicativo o módulo a ser entregado al área de Soporte Tecnológico cumpla con las exigencias del usuario y con los parámetros de calidad definidos por
Página 1 de 7 1. Objetivo y Alcance Verificar que el aplicativo o módulo a ser entregado al área de Soporte Tecnológico cumpla con las exigencias del usuario y con los parámetros de calidad definidos por
Bloque I: Conceptos básicos y fundamentos de la Dirección de Proyectos.
 1.- Objeto. Presentar y fomentar la existencia de metodologías en Dirección de Proyectos o Project Management a través de experiencias, documentos, normas y estándares nacionales e internacionales. Ofrecer
1.- Objeto. Presentar y fomentar la existencia de metodologías en Dirección de Proyectos o Project Management a través de experiencias, documentos, normas y estándares nacionales e internacionales. Ofrecer
PLANIFICACIÓN Y GESTIÓN DE PROYECTOS INFORMÁTICOS. TEMA 8. Procesos de ejecución y cierre
 PLANIFICACIÓN Y GESTIÓN DE PROYECTOS INFORMÁTICOS TEMA 8. Procesos de ejecución y cierre Indice de la presentación Procesos de ejecución Procesos de cierre Lecciones aprendidas Áreas de Conocimiento (PMBOK)
PLANIFICACIÓN Y GESTIÓN DE PROYECTOS INFORMÁTICOS TEMA 8. Procesos de ejecución y cierre Indice de la presentación Procesos de ejecución Procesos de cierre Lecciones aprendidas Áreas de Conocimiento (PMBOK)
Bhar aumenta 30% la eficiencia y mejora la satisfacción de los clientes
 Bhar aumenta 30% la eficiencia y mejora la satisfacción de los clientes Panorama general: Fabricante de moldeados por inyección industriales y para automóviles mejora la eficiencia operativa 30% con un
Bhar aumenta 30% la eficiencia y mejora la satisfacción de los clientes Panorama general: Fabricante de moldeados por inyección industriales y para automóviles mejora la eficiencia operativa 30% con un
Capítulo 1: Introducción. TEMA 3: Organigrama de una Empresa de Producción.
 Capítulo 1: Introducción TEMA 3: Organigrama de una Empresa de Producción. ÍNDICE 1. Estructura básica de una empresa de producción 2. Organigrama 2.1 Componentes de un sistema productivo Subdirección
Capítulo 1: Introducción TEMA 3: Organigrama de una Empresa de Producción. ÍNDICE 1. Estructura básica de una empresa de producción 2. Organigrama 2.1 Componentes de un sistema productivo Subdirección
PROCEDIMIENTO: COLEGIO DE BACHILLERES DEL ESTADO DE VERACRUZ VERSIÓN NÚMERO: 4 FECHA DE APROBACIÓN: 13/03/12 PROCEDIMIENTOS OBLIGATORIOS
 PÁGINA: 1 DE 14 PROCEDIMIENTO: PÁGINA: 2 DE 14 1. Objetivo: Asegurar el control y manejo adecuado de la documentación declarada en el Sistema de Gestión de la Calidad (SGC), por medio del establecimiento
PÁGINA: 1 DE 14 PROCEDIMIENTO: PÁGINA: 2 DE 14 1. Objetivo: Asegurar el control y manejo adecuado de la documentación declarada en el Sistema de Gestión de la Calidad (SGC), por medio del establecimiento
El reto de la Gestión Documental
 El reto de la Gestión Documental Introducción Quizá la pregunta más habitual que nos hacemos al considerar soluciones de Gestión Documental sea cómo puedo digitalizar la enorme cantidad de documentos que
El reto de la Gestión Documental Introducción Quizá la pregunta más habitual que nos hacemos al considerar soluciones de Gestión Documental sea cómo puedo digitalizar la enorme cantidad de documentos que
Caso práctico de Cuadro de Mando con Tablas Dinámicas
 1 Caso práctico de Cuadro de Mando con Tablas Dinámicas Luis Muñiz Socio Director de SisConGes & Estrategia Introducción Hay una frase célebre que nos permite decir que: Lo que no se mide no se puede controlar
1 Caso práctico de Cuadro de Mando con Tablas Dinámicas Luis Muñiz Socio Director de SisConGes & Estrategia Introducción Hay una frase célebre que nos permite decir que: Lo que no se mide no se puede controlar
Programa Presupuestos de Sevillana de Informática.
 Programa Presupuestos de Sevillana de Informática. Introducción. En sus inicios, el programa Presupuestos estaba pensado únicamente para escribir e imprimir presupuestos, facilitando el trabajo con un
Programa Presupuestos de Sevillana de Informática. Introducción. En sus inicios, el programa Presupuestos estaba pensado únicamente para escribir e imprimir presupuestos, facilitando el trabajo con un
Diseño de una estrategia tecnológica de Customer Relationship Management (CRM) para la empresa BPM de México. CAPITULO 6
 para la empresa BPM de México. CAPITULO 6") CAPITULO 6 6.1 Conclusiones y Recomendaciones. 6.1.1 Conclusiones. En esta investigación se presentó de manera detallada el concepto de una estrategia de Customer Relationship Management, pues al tratarse
CAPITULO 6 6.1 Conclusiones y Recomendaciones. 6.1.1 Conclusiones. En esta investigación se presentó de manera detallada el concepto de una estrategia de Customer Relationship Management, pues al tratarse
Metodología IPMVP (EVO World)
") Metodología IPMVP (EVO World) 1 Análisis del IPMVP El International Performance Measurement and Verification Protocol (IPMVP) o Protocolo Internacional de Medida y Verificación del Ahorro Energético, desarrollado
Metodología IPMVP (EVO World) 1 Análisis del IPMVP El International Performance Measurement and Verification Protocol (IPMVP) o Protocolo Internacional de Medida y Verificación del Ahorro Energético, desarrollado
CUESTIONARIO DE AUTOEVALUACIÓN
 CUESTIONARIO DE AUTOEVALUACIÓN El presente Cuestionario permite conocer en qué estado de madurez se encuentra el Sistema de Gestión Ambiental (en adelante, SGA) de su organización, de acuerdo a los requisitos
CUESTIONARIO DE AUTOEVALUACIÓN El presente Cuestionario permite conocer en qué estado de madurez se encuentra el Sistema de Gestión Ambiental (en adelante, SGA) de su organización, de acuerdo a los requisitos
NORMAS Y PROCEDIMIENTOS PARA LA EVALUACION DE LA CALIDAD DE LOS PROGRAMAS DE POSTGRADO
 NORMAS Y PROCEDIMIENTOS PARA LA EVALUACION DE LA CALIDAD DE LOS PROGRAMAS DE POSTGRADO El presente documento se basa en la Guía de Normas y Procedimientos de la Comisión Nacional de Acreditación (CNA)
NORMAS Y PROCEDIMIENTOS PARA LA EVALUACION DE LA CALIDAD DE LOS PROGRAMAS DE POSTGRADO El presente documento se basa en la Guía de Normas y Procedimientos de la Comisión Nacional de Acreditación (CNA)
Cómo ingresar a la Sucursal Electrónica?
 Tabla de Contenidos Cómo ingresar a la Sucursal Electrónica? 2 Página Principal 3 Cómo consultar o eliminar colaboradores o proveedores en mi plan de Proveedores o Planillas? 4 Consultas y Exclusiones
Tabla de Contenidos Cómo ingresar a la Sucursal Electrónica? 2 Página Principal 3 Cómo consultar o eliminar colaboradores o proveedores en mi plan de Proveedores o Planillas? 4 Consultas y Exclusiones
JUEGO DE NEGOCIOS BHP BILLITON PAMPA NORTE
 JUEGO DE NEGOCIOS BHP BILLITON PAMPA NORTE Facilita: 1 Juego de Negocios Bhp Billiton Pampa Norte Introducción El lugar donde se desarrolla la simulación, es un gran mercado donde se instalan empresas
JUEGO DE NEGOCIOS BHP BILLITON PAMPA NORTE Facilita: 1 Juego de Negocios Bhp Billiton Pampa Norte Introducción El lugar donde se desarrolla la simulación, es un gran mercado donde se instalan empresas
Por qué es importante la planificación?
 Por qué es importante la planificación? La planificación ayuda a los empresarios a mejorar las probabilidades de que la empresa logre sus objetivos. Así como también a identificar problemas claves, oportunidades
Por qué es importante la planificación? La planificación ayuda a los empresarios a mejorar las probabilidades de que la empresa logre sus objetivos. Así como también a identificar problemas claves, oportunidades
SBDCGlobal.com Manual de Asesor
 SBDCGlobal.com Manual de Asesor El Manual de Asesor de SBDCGlobal.com indica cómo el Asesor debe usar los componentes, características y herramientas de SBDCGlobal.com. El Equipo de Administración se reserva
SBDCGlobal.com Manual de Asesor El Manual de Asesor de SBDCGlobal.com indica cómo el Asesor debe usar los componentes, características y herramientas de SBDCGlobal.com. El Equipo de Administración se reserva
Norma ISO 9001:2015. Cuáles son los cambios presentados en la actualización de la Norma?
 Norma ISO 9001:2015 Cuáles son los cambios presentados en la actualización de la Norma? Norma ISO 9001:2015 Contenido Introducción Perspectiva de la norma ISO 9001 Cambios de la norma ISO 9001 Cambios
Norma ISO 9001:2015 Cuáles son los cambios presentados en la actualización de la Norma? Norma ISO 9001:2015 Contenido Introducción Perspectiva de la norma ISO 9001 Cambios de la norma ISO 9001 Cambios
Instituto Tecnológico de Costa Rica
 Instituto Tecnológico de Costa Rica Escuela de Ingeniería en Computación Proyecto Programado: Revisión de Utilización Médica: Aplicación Web para el control de pacientes en hospitales de Puerto Rico Práctica
Instituto Tecnológico de Costa Rica Escuela de Ingeniería en Computación Proyecto Programado: Revisión de Utilización Médica: Aplicación Web para el control de pacientes en hospitales de Puerto Rico Práctica
Empresa: DHL Express Proyecto: Iniciativa First Choice Reclutamiento (Reducción de Tiempos en cobertura de vacantes)
") Casos finalistas empresas grandes Categoría: Reclutamiento y Selección Premio OCCMundial de Recursos Humanos 2014 Empresa: DHL Express Proyecto: Iniciativa First Choice Reclutamiento (Reducción de Tiempos
Casos finalistas empresas grandes Categoría: Reclutamiento y Selección Premio OCCMundial de Recursos Humanos 2014 Empresa: DHL Express Proyecto: Iniciativa First Choice Reclutamiento (Reducción de Tiempos
Adaptación del producto
 Adaptación del producto 3 Muchas empresas comienzan su proceso de internacionalización buscando mercados extranjeros para sus productos o servicios existentes. La decisión de entrada se basa en informaciones
Adaptación del producto 3 Muchas empresas comienzan su proceso de internacionalización buscando mercados extranjeros para sus productos o servicios existentes. La decisión de entrada se basa en informaciones
CAPÍTULO 6 CONCLUSIONES Y RECOMENDACIONES
 CAPÍTULO 6 CONCLUSIONES Y RECOMENDACIONES 6.1 CONCLUSIONES La presente investigación se llevó a cabo en el despacho de seguros AERO,S.C. debido a que presenta un bajo posicionamiento de su marca con sus
CAPÍTULO 6 CONCLUSIONES Y RECOMENDACIONES 6.1 CONCLUSIONES La presente investigación se llevó a cabo en el despacho de seguros AERO,S.C. debido a que presenta un bajo posicionamiento de su marca con sus
2.1 Planificación del Alcance
 2. Gestión del Alcance del Proyecto La Gestión del Alcance del Proyecto incluye los procesos necesarios para asegurarse que el incluya todo el trabajo requerido, y sólo el trabajo requerido, para completar
2. Gestión del Alcance del Proyecto La Gestión del Alcance del Proyecto incluye los procesos necesarios para asegurarse que el incluya todo el trabajo requerido, y sólo el trabajo requerido, para completar
4. METODOLOGÍA. 4.1 Materiales. 4.1.1 Equipo
 4. METODOLOGÍA 4.1 Materiales 4.1.1 Equipo Equipo de cómputo. Para el empleo del la metodología HAZOP se requiere de un equipo de cómputo con interfase Windows 98 o más reciente con procesador Pentium
4. METODOLOGÍA 4.1 Materiales 4.1.1 Equipo Equipo de cómputo. Para el empleo del la metodología HAZOP se requiere de un equipo de cómputo con interfase Windows 98 o más reciente con procesador Pentium
Para obtener información más detallada, conviene dirigirse a www.facturae.es.
 1. Introducción Con el fin de facilitar la tarea a los proveedores y mejorar la gestión interna de las facturas que recibe la Diputación, se ha habilitado un nuevo módulo de Registro de facturas, compatible
1. Introducción Con el fin de facilitar la tarea a los proveedores y mejorar la gestión interna de las facturas que recibe la Diputación, se ha habilitado un nuevo módulo de Registro de facturas, compatible
ISO 27001- Anexo A OBJETIVOS DE CONTROL Y CONTROLES DE REFERENCIA DANIELA RAMIREZ PEÑARANDA 1150453 WENDY CARRASCAL VILLAMIZAR 1150458
 ISO 27001- Anexo A OBJETIVOS DE CONTROL Y CONTROLES DE REFERENCIA DANIELA RAMIREZ PEÑARANDA 1150453 WENDY CARRASCAL VILLAMIZAR 1150458 UNIVERSIDAD FRANCISCO DE PAULA SANTANDER INGENIERIA DE SISTEMAS SEGURIDAD
ISO 27001- Anexo A OBJETIVOS DE CONTROL Y CONTROLES DE REFERENCIA DANIELA RAMIREZ PEÑARANDA 1150453 WENDY CARRASCAL VILLAMIZAR 1150458 UNIVERSIDAD FRANCISCO DE PAULA SANTANDER INGENIERIA DE SISTEMAS SEGURIDAD
S E C C I O N 13 DE LAS OBLIGACIONES Y SANCIONES. MINISTERIO DE VIVIENDA Y URBANISMO División Técnica de Estudios y Fomento Habitacional
 S E C C I O N 13 DE LAS OBLIGACIONES Y SANCIONES SECC. 13-1 SECCION 13 DE LAS OBLIGACIONES Y SANCIONES 13.1. Generalidades: Esta sección dispone la obligatoriedad de uso del sistema de autocontrol para
S E C C I O N 13 DE LAS OBLIGACIONES Y SANCIONES SECC. 13-1 SECCION 13 DE LAS OBLIGACIONES Y SANCIONES 13.1. Generalidades: Esta sección dispone la obligatoriedad de uso del sistema de autocontrol para