Aplicaciones de la Probabilidad en la Industria
|
|
|
- Jesús Martín Crespo
- hace 8 años
- Vistas:
Transcripción
1 Aplicaciones de la Probabilidad en la Industria Dr. Enrique Villa Diharce CIMAT, Guanajuato, México Verano de probabilidad y estadística CIMAT Guanajuato,Gto. Julio 2010

2 Contenido: 1.- Introducción Introducción Capacidad de procesos 2.- Capacidad de procesos Métricas Herramientas estadísticas 3.- Procesos de medición Estudios de repetibilidad y reproducibilidad 4.- Monitoreo de procesos Monitoreo de procesos Cartas de control. 6.- Conclusiones Pensamiento estadístico

3 Cuál es el interés en la industria? Mejorar de la calidad

4 Introducción Rev. industrial (Maquinas en la manufactura) Linea de ensamble (Ford) Producción Lean (Toyota) Supermercados aplicas JIT Wall-Mart desarrolla conceptos Lean en la gestión de cadenas de proveedores Algunos métodos de gestión en el tiempo

5 ANOVA, DDE (Fisher) ANOVA, DDE (Fisher) Control estadístico (Shewhart) Deming en Japón DDE en manufactura (Box y Taguchi) Introducción Difusión del uso de métodos formales en la toma de decisiones (Six sigma, M. Harry) Mínimos cuadrados (Laplace) Regresión (Galton) FDA sugiere la necesidad de ocupar estadísticos Aplicaciones de la estadística en el sector de servicios (Hoerl) Algunos métodos estadísticos en el tiempo
 Algunos métodos")
6 Introducción Procesos Entradas Proceso Salidas El término proceso representa acciones ( de manufactura y no manufactura) que transforma entradas en una salida o producto terminal.

7 Introducción SIPOC Proveedores Entradas Proceso Salidas Clientes Los Proveedores aportan las Entradas que son transformadas por el Proceso en Salidas que llegan finalmente a los Clientes. Los proveedores y clientes son parte fundamental de una empresa

8 Introducción Mano de obra Materiales Maquinaria x x x x x x Producto y x x x x x x Medio ambiente Métodos Mediciones Diagrama de causas y efectos. Causas de variación

9 Introducción La variabilidad del producto final tiene un gran número de contribuyentes. Por el Teorema Central del Límite, la distribución de la característica de interés es Normal El término proceso representa acciones ( de manufactura y no manufactura) que transforma entradas en una salida o producto terminal.

10 El Teorema Central del Límite Sea X,,... 1 X 2 una sucesión de variables aleatorias independientes 2 con E ( X i ) = µ, y,. i V ( X i ) = i =1,2,... i Sea Y n = X1 + X X n. Luego bajo ciertas condiciones generales, Z n = Y n n n i= 1 i= 1 Tiene una distribución asintóticamente N(0,1). µ 2 i i

11 Ejemplo Una máquina produce piezas de mica. Se toman 50 piezas consecutivas y se mide el grosor (en mm): Estos datos tienen distribución normal?

12

13

14 Áreas Bajo la Curva Normal 68.27% 95.45% 99.73% 14 µ 3 µ µ

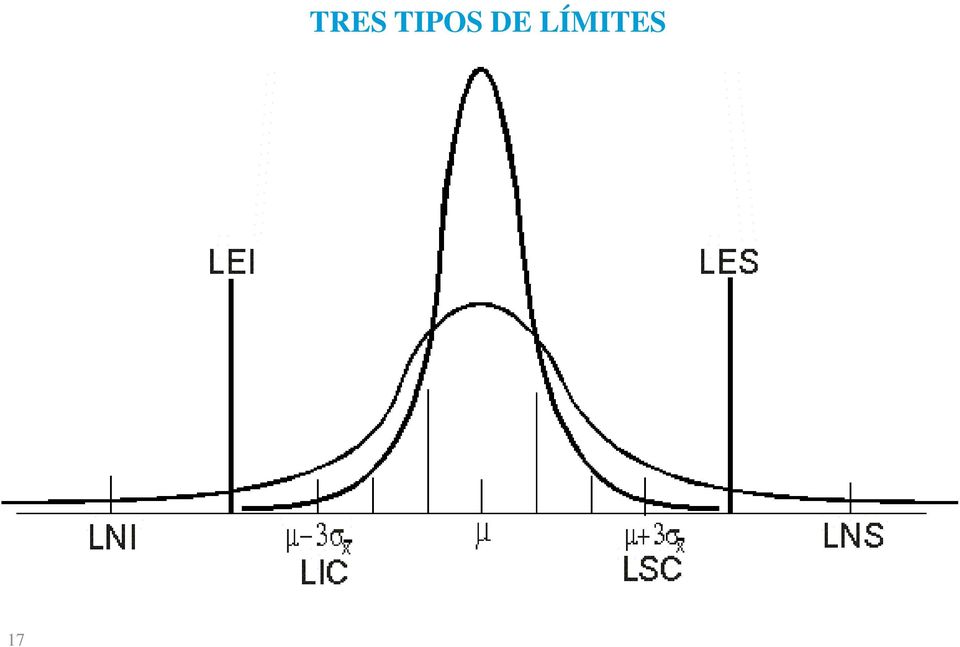
15 ESPECIFICACIONES Y ANCHO DEL PROCESO LIE µ LSE El ancho del proceso, suponiendo normalidad, se define como 6. El ancho de las especificaciones puede medir cualquier cantidad de sigmas. 15

16 ESPECIFICACIONES Y ANCHO DEL PROCESO EI ES La curva representa lo OBSERVADO y las especificaciones representan lo DESEADO. 16

17 17 TRES TIPOS DE LÍMITES
18 Capacidad de Procesos Proceso con capacidad potencial y real Proceso con capacidad potencial, pero SIN capacidad real 18

19 Índices de Capacidad C p = ancho de especificaciones ancho del proceso = LES LEI 6 Cp<1 es inaceptable, 1<Cp<1.33 marginal y Cp>1.33 es capacidad potencial adecuada. CR = 1 C p = 6 ES EI proporción de la tolerancia que ocuparía el proceso 19

20 Índice Cp 20 No toma en cuenta la localización!

21 21 LEI LES µ PK PL PU L U C C C Z Z,,,, Indices µ µ LEI Z LES Z L U = = L U Z EI CPL Z ES CPU = = = = µ µ { } CPU CPL LES LIE C PK, min 3, 3 min = = µ µ µ LES µ LEI
22 Índice C PK Pero, el Cpk no puede distinguir entre los tres procesos representados en la figura, los cuales son bastante diferentes. Note que Cpk=Cp si el proceso está centrado. 22
23 Índice de Cpm C pm = ES EI ( µ T ) 2 Coincide con el Cp y el Cpk cuando el proceso está centrado en el valor nominal (T). El índice Cpm sí distingue entre los tres procesos de la figura. Se cumple que: C pm ES EI < 6 µ T Cpm = 1 Esta relación implica que para que Cpm sea Cpm = 0.63 igual a 1, se debe cumplir Cpm = 0.44 ES EI µ T < 6 Es decir, la media del proceso no se puede alejar del valor objetivo más allá de un sexto de la tolerancia. 23
24 24 Comparación de Índices
25 k = 1 2 T µ Este es el índice k que mide el grado en que el proceso se desvía del valor nominal (T) expresado en unidades de ½ de la tolerancia. ( ES EI ) Relación entre Cpk y Cp Si EI µ ES Cpk = ( 1 k) Cp se cumple que 0 k 1 25
26 PROCESO SEIS SIGMA ESTATICO 6.002ppm.002ppm EI ES Un proceso centrado en la tolerancia media 26
27 PROCESO SEIS SIGMA DINAMICO ppm 3.4ppm EI ES Un proceso con un corrimiento superior de en la media del proceso 27
28 PROCESO CUATRO SIGMA ESTATICO 4 32ppm 32ppm EI ES Un proceso centrado en la tolerancia media 28
29 PROCESO CUATRO SIGMA DINAMICO ppm 6210ppm EI 1.5 ES Un proceso con un corrimiento superior de 1.5 en la media del proceso 29
30 Métricas para procesos estáticos y dinámicos Proceso estático Proceso dinámico Cp Zmin Zmax ppm Zmin Zmax ppm , ,
31 El significado de Seis Sigma 1. Como Metodología. Es una estrategia de negocios y de mejora continua que busca encontrar y eliminar causas de errores o defectos en los procesos enfocándose a las variables de importancia crítica para los clientes. 2. Como Métrica. Es una medida de la calidad. Mientras más grande es el valor de sigma de un proceso, producto o servicio, su calidad es mejor. En particular, calidad 6 sigma significa sólo 3.4 defectos por millón de oportunidades. 3. Como Meta. Es un nivel de calidad que implica casi cero defectos, al producir % bueno.
32 Seis Sigma Como Método Definir Definir problema (VCC) y señalar cómo afecta al cliente e precisar los beneficios esperados del proyecto. Controlar Diseñar un sistema para que mantenga las mejoras logradas (controlar las X vitales), y cerrar el proyecto Medir Medir las VCC, verificar que pueden medir bien, y determinar situación actual Mejorar Evaluar e implementar soluciones, asegurándose que se reducen los defectos Analizar Identificar causas raíz, cómo se genera el problema y confirmar las causas con datos
33 Seis Sigma: Herramientas y Técnicas 1.0 DEFINIR OPORTUNIDADES 2.0 MEDIR DESEMPEÑO 3.0 ANALIZAR OPORTUNIDAD 4.0 MEJORAR DESEMPEÑO 5.0 CONTROLAR DESEMPEÑO Herramientas y técnicas (pueden ser utilizadas a través el proceso de mejoramiento Seis Sigma) Diagrama de afinidad Benchmarking Causa y efecto Análisis costo beneficio FMEA Tormenta de ideas Investigación al cliente Gráficas de Gantt Team Charter Análisis cualitativo de procesos Mapeo de procesos QFD Hojas de chequeo Gráficas de Control Gráficas de datos Gage R&R Histogramas Indicadores Gráfica de corridas Muestreo Cálculo Sigma Estratificación Variación Correlación Diseño de Experimentos Arbol de fallas Prueba de Hipótesis Pareto Simulación de proceso Análisis del Proceso Cuantitativo Regresión Estratificación Estructura de árbol Matriz de Correlación Análisis de fuerza de campo Mapeo mental Seis sombreros para pensar Carta de la historia Mapeo de solución Diseño de Experimentos Optimización Sistema de control de procesos Planeación del Trabajo Cartas de control Análisis de evaluación
34 Procesos de medición Impacto del sistema de medición en los estudios de riesgo y capacidad de proceso
35 Se requieren mediciones para: Monitorear procesos Clasificar componentes Determinar la variabilidad de los procesos La incertidumbre del proceso de medición debe ser adecuada a la aplicación que se hace. Es conveniente hacer inicialmente un estudio RyR para verificar que el proceso de medición tiene la incertidumbre adecuada. 35
36 Modelo de medición donde, ε ijk Estudios RyR yi N(0, 2 = µ + ε ) i es el error de medición. ε i Mensurando (desconocido) µ y i Medición 36
37 Estudios R&R Modelo de medición para un estudio R&R yijk = µ + α + β + αβ + ε i j ij ijk donde, α β αβ ε i j ijk ij N(0, N(0, 2 α 2 β N(0, N(0, ) 2 ) 2 αβ ) ) Efecto piezas Efecto operadores Interacción piezas-operadores Error Nota: Los efectos y el termino de error se consideran independientes. 37
38 Estimamos con algún método estadístico los parámetros del modelo de medición, µ,,, y. α β αβ Variabilidad del instrumento de medición: ˆ = ˆ, (repetibilidad). 2 2 repet. Variabilidad debida al operador: ˆ = ˆ + ˆ, (reproducibilidad) repro. β αβ Variabilidad del sistema de medición: ˆ = ˆ + ˆ. 2 2 RyR repet. repro. 38
39 Indices Calidad del instrumento de medición δ = piezas R& R Cociente Repetibilidad-Tolerancia: ˆ RyR P/ T = k, ( LSE LIE ) Cociente Error de Medición-Variabilidad Total: EM / VT ˆ ˆ RyR = = ˆ + ˆ ˆ 2 2 RyR piezas RyR total 39
40 (LIE, LSE) son los límites de especificación del proceso de medición. Algunas veces k=5.15, ya que representa el rango de la normal estándar que comprende una probabilidad de 99%. K=6 corresponde a una probabilidad de 99.73%. Clasificación de sistemas de medición, de acuerdo a la magnitud de la métrica P/T. P/T Interpretación P/T < 10% Desempeño excelente 10% < P/T < 20% Desempeño adecuado 20% < P/T < 30% Desempeño marginal 30% < P/T Desempeño inadecuado 40
41 Impacto de la incertidumbre de medición sobre la estimación de la capacidad del proceso. Consideramos un proceso centrado y con una capacidad Cpk igual a uno. Relación entre los índices Cpk y P/T, EM/VT y δ: Cpk = ( P/ T) Cpk = ( EM / VT ) Cpk 2 = / δ Observación: La capacidad del proceso se subestima 41
42 Relación entre Cpk y los índices P/T y EM/VT P/T EM VarTot P/T; EM/VarTot ( / ) R&R total 42
43 Relación entre el índice Cpk y el índice δ. Cpk C pk 1 = 1+ 1/ δ delta 43
44 Ejemplo 1. En un estudio de capacidad de medición de un instrumento, se hicieron tres mediciones a dos piezas de parte de cinco operadores elegidos aleatoriamente. Las mediciones obtenidas son las siguientes: Pieza Op. 1 Op. 2 Op. 3 Op. 4 Op
45 Salida gráfica de Minitab
46 Componentes de variabilidad del sistema de medición Cantidad Estimación Variación Porciento repet. repro. R&R. piezas total % % % % % piezas R & R = repet R & R =.9571 Variación = 6
47 Análisis de Riesgos Unidad conforme Unidad no conforme (dentro de especificación) (fuera de especificación) La clasificación de una unidad se hace después de medir la característica de interés. Debido a la incertidumbre del instrumento de medición, es posible que se cometa alguno de los dos siguientes errores: Clasificar como no conforme a una unidad que es conforme. Declarar como conforme a una unidad que no lo es. 47
48 A = la unidad es conforme B = La unidad se clasifica como no conforme después de la medición. Riesgo del productor: α = PB ( A) = PA ( B)/ PA ( ) Riesgo del consumidor: C C C C C β = PB ( A) = PA ( B)/ PA ( ) Como modelamos la variabilidad pieza a pieza y la variabilidad del instrumento de medición? 48
49 X = valor real de la característica de interés Y = valor de medición Y = X + ε = error de medición ε Se tiene que: X 2 N( µ, ) y ε p p N(0, 2 RyR ) EY ( ) = EX ( + ε) = EX ( ) + E( ε ) = µ V Y V X V X V 2 2 ( ) = ( + ε) = ( ) + ( ε) = p + RyR La covarianza entre X y independientes. { } 2 µ µ Cov( X, Y ) = E ( X )( Y ) = ε p p p es cero, debido a que son 49
50 + = = ,, RyR p p p p p p Y XY XY X Y X N N Y X µ µ µ µ Distribución conjunta del valor real (X) de la característica de calidad y su medición (Y)
51 Probabilidades conjuntas de conformidad y clasificación Clasificada dentro de especificaciones Clasificada fuera de especificaciones Realmente dentro de especificaciones C PA ( B) Realmente fuera de especificaciones C C PA ( B) PA ( B) C PA ( B) 51
52 Estado real de la pieza Clasificación de la pieza LEI LES X 52
53 Ejemplo 2. Un dispositivo de detección óptica tiene una lámpara donde el parámetro de desempeño es la luminosidad (cd/m 2 ). De un estudio RyR se ha encontrado que (P/T)%=38.73% y además que la luminosidad se distribuye normalmente, con una media de cd/m 2 y una desviación estándar de cd/m 2. Los límites de especificación inferior y superior son y cd/m 2. Variabilidad RyR del instrumento? RyR ( P / T )( LES LEI) (.3873)(42 30) = = = k
54 54
55 55
56 56
57 Distribución de X y Y? 2 2 X µ X p p N, N, = Y µ Y p p + RyR Análisis de Riesgos Realidad Clasificación Clasificada dentro de especificaciones Clasificada fuera de especificaciones Realmente dentro de especificaciones Realmente fuera de especificaciones =.8234 C C =.0178 C PA ( B) PA ( B) =.0248 C =.1331 PA ( B) PA ( B) PA ( ) = P(35.2 < X< 42) =.8491 C PA ( ) = 1 PA ( ) =
58 Riesgos: α = =.0292 β = =.1180 (R. del fabricante) (R. del consumidor) Comentarios: 58
59 Ejemplo 3. Consideramos el proceso del primer ejemplo. Tomamos como valores de los parámetros a las estimaciones de la variabilidad del proceso y del equipo de medición, así como del tamaño medio de las piezas. Recordamos además que (LIE, LSE) = (3.00, 4.00) Distribución de X y Y? 59 = , , N N Y X RyR p p p p Y X µ µ & 2 2 = = = = = µ R R piezas
60 PA ( ) = P(3 < X< 4) = , PA ( C ) = Realidad Clasificación Clasificada dentro de especificaciones Clasificada fuera de especificaciones R. del fabricante R. del consumidor Realmente dentro de especificaciones Realmente fuera de especificaciones C PA ( B) ( C C PA B) = = C PA ( B) PA ( B) = = Riesgos α = / = β = / =
61 Comentarios Indicadores de desempeño de los sistemas de medición de los ejemplos 2 y 3. Indice Ejemplo 2 Ejemplo 3 δ P/T α β El proceso de medición del Ejemplo 3 es globalmente mejor que el del Ejemplo 2, comparados con los respectivos procesos que generan las piezas que se miden y clasifican. 61
62 Fin de la primera parte
Seis Sigma Manufactura o Servicios
 Aquí va LOGO o lema de la empresa que presenta su proyecto Seis Sigma Manufactura o Servicios Título del Proyecto Nombre del Expositor Pagina 1 Aquí va LOGO o lema de la empresa que presenta su proyecto
Aquí va LOGO o lema de la empresa que presenta su proyecto Seis Sigma Manufactura o Servicios Título del Proyecto Nombre del Expositor Pagina 1 Aquí va LOGO o lema de la empresa que presenta su proyecto
MÓDULO III SEIS SIGMA ESTRATEGIA PARA LA MEJORA DE PROYECTOS
 MÓDULO III SEIS SIGMA ESTRATEGIA PARA LA MEJORA DE PROYECTOS 1 ÍNDICE DEFINIR. 3 MEDIR.... 4 ANALIZAR..... 5 MEJORAR. 6 CONTROLAR... 7 GLOSARIO... 8 MAPA CONCEPTUAL. 10 2 DEFINIR: Iniciación del proyecto.
MÓDULO III SEIS SIGMA ESTRATEGIA PARA LA MEJORA DE PROYECTOS 1 ÍNDICE DEFINIR. 3 MEDIR.... 4 ANALIZAR..... 5 MEJORAR. 6 CONTROLAR... 7 GLOSARIO... 8 MAPA CONCEPTUAL. 10 2 DEFINIR: Iniciación del proyecto.
Seis Sigma. Nueva filosofía Administrativa.
 Seis Sigma. Nueva filosofía Administrativa. GIN. Filosofía de Calidad. El Seis Sigma es un parámetro cuya base principal es la desviación estándar y su enfoque es reducir la variación y/o defectos en lo
Seis Sigma. Nueva filosofía Administrativa. GIN. Filosofía de Calidad. El Seis Sigma es un parámetro cuya base principal es la desviación estándar y su enfoque es reducir la variación y/o defectos en lo
Estrategia de Negocios que revoluciona y transforma a las empresas hacia Clase Mundial.
 & 6 Sigma Diplomado y Certificación Black Belt TECNOLOGIA JAPONESA DE CLASE MUNDIAL QUE SI FUNCIONA! MANUFACTURA Y SERVICIOS Estrategia de Negocios que revoluciona y transforma a las empresas hacia Clase
& 6 Sigma Diplomado y Certificación Black Belt TECNOLOGIA JAPONESA DE CLASE MUNDIAL QUE SI FUNCIONA! MANUFACTURA Y SERVICIOS Estrategia de Negocios que revoluciona y transforma a las empresas hacia Clase
Master en Gestión de la Calidad
 Master en Gestión de la Calidad E U R O P E A N Q U A L I T Y 18. Estudios de Capacidad 1 / 1 Estudios de Capacidad: Lo que vamos a estudiar en este apartado se emplea tanto en la planificación de los
Master en Gestión de la Calidad E U R O P E A N Q U A L I T Y 18. Estudios de Capacidad 1 / 1 Estudios de Capacidad: Lo que vamos a estudiar en este apartado se emplea tanto en la planificación de los
TEMA 7: Análisis de la Capacidad del Proceso
 TEMA 7: Análisis de la Capacidad del Proceso 1 Introducción Índices de capacidad 3 Herramientas estadísticas para el análisis de la capacidad 4 Límites de tolerancia naturales 1 Introducción La capacidad
TEMA 7: Análisis de la Capacidad del Proceso 1 Introducción Índices de capacidad 3 Herramientas estadísticas para el análisis de la capacidad 4 Límites de tolerancia naturales 1 Introducción La capacidad
Estrategia de Impacto de Seis Sigma
 8-21-2000 1 6 Estrategia de Impacto de Seis Sigma 8-21-2000 2 Estrategia de Impacto de Seis Sigma Contenido Qué es Seis Sigma? Los Efectos de la Reducción de Variación Detección de Defectos Traducción
8-21-2000 1 6 Estrategia de Impacto de Seis Sigma 8-21-2000 2 Estrategia de Impacto de Seis Sigma Contenido Qué es Seis Sigma? Los Efectos de la Reducción de Variación Detección de Defectos Traducción
CURSO DE LEAN SIGMA TRANSACCIONAL PARA BLACK BELTS Dr. P. Reyes www.icicm.com CURSO DE BLACK BELTS EN LEAN SIGMA TRANSACCIONAL
 CURSO DE BLACK BELTS EN LEAN SIGMA TRANSACCIONAL Duración: 80 horas distribuidas en dos módulos de 40 horas. OBJETIVO Formar los Black Belts del programa Seis Sigma Transaccional de la empresa u organización,
CURSO DE BLACK BELTS EN LEAN SIGMA TRANSACCIONAL Duración: 80 horas distribuidas en dos módulos de 40 horas. OBJETIVO Formar los Black Belts del programa Seis Sigma Transaccional de la empresa u organización,
HERRAMIENTAS DE LA CALIDAD
 HERRAMIENTAS DE LA CALIDAD Ayudan en la medición, análisis e implementación de mejoramientos. Para mejorar Las principales herramientas de la calidad se agrupan en dos categorías: las siete herramientas
HERRAMIENTAS DE LA CALIDAD Ayudan en la medición, análisis e implementación de mejoramientos. Para mejorar Las principales herramientas de la calidad se agrupan en dos categorías: las siete herramientas
CARTAS DE CONTROL. FeGoSa
 Las empresas en general, ante la apertura comercial han venido reaccionando ante los cambios y situaciones adversas, reaccionan por ejemplo ante: Disminución de ventas Cancelación de pedidos Deterioro
Las empresas en general, ante la apertura comercial han venido reaccionando ante los cambios y situaciones adversas, reaccionan por ejemplo ante: Disminución de ventas Cancelación de pedidos Deterioro
Control Estadístico de Procesos
 Control Estadístico de Procesos Lic. Elda Monterroso UNLu Características de calidad Variables Características que se pueden medir (peso, longitud, temperatura, etc.) Pueden ser números enteros o fracciones
Control Estadístico de Procesos Lic. Elda Monterroso UNLu Características de calidad Variables Características que se pueden medir (peso, longitud, temperatura, etc.) Pueden ser números enteros o fracciones
Control Estadístico del Proceso. Ing. Claudia Salguero Ing. Alvaro Díaz
 Control Estadístico del Proceso Ing. Claudia Salguero Ing. Alvaro Díaz Control Estadístico del Proceso Es un conjunto de herramientas estadísticas que permiten recopilar, estudiar y analizar la información
Control Estadístico del Proceso Ing. Claudia Salguero Ing. Alvaro Díaz Control Estadístico del Proceso Es un conjunto de herramientas estadísticas que permiten recopilar, estudiar y analizar la información
TÉCNICO SUPERIOR UNIVERSITARIO EN PROCESOS INDUSTRIALES
 Pág. 1 de 16 TÉCNICO SUPERIOR UNIVERSITARIO EN PROCESOS INDUSTRIALES HOJA DE ASIGNATURA CON DESGLOSE DE UNIDADES TEMÁTICAS 1. Nombre de la asignatura Control estadístico del proceso 2. Competencias Administrar
Pág. 1 de 16 TÉCNICO SUPERIOR UNIVERSITARIO EN PROCESOS INDUSTRIALES HOJA DE ASIGNATURA CON DESGLOSE DE UNIDADES TEMÁTICAS 1. Nombre de la asignatura Control estadístico del proceso 2. Competencias Administrar
Planeación de la Recolección de Datos. Planeacion de Recoleccion de Datos
 Planeación de la Recolección de Datos Qué Son los datos? Recolección de Datos Contenido Por Qué Es Importante la Recolección de Datos? Estrategias de Muestreo Estrategias para la Definición de Datos Base
Planeación de la Recolección de Datos Qué Son los datos? Recolección de Datos Contenido Por Qué Es Importante la Recolección de Datos? Estrategias de Muestreo Estrategias para la Definición de Datos Base
www.fundibeq.org Además se recomienda su uso como herramienta de trabajo dentro de las actividades habituales de planificación y control.
 ESTUDIOS DE CAPACIDAD POTENCIAL DE CALIDAD 1.- INTRODUCCIÓN Este documento proporciona las pautas para la realización e interpretación de una de las herramientas fundamentales para el control y la planificación
ESTUDIOS DE CAPACIDAD POTENCIAL DE CALIDAD 1.- INTRODUCCIÓN Este documento proporciona las pautas para la realización e interpretación de una de las herramientas fundamentales para el control y la planificación
AMEF Análisis de Modo y Efecto de Falla
 AMEF Análisis de Modo y Efecto de Falla Un compromiso a largo plazo que complementa el desarrollo del producto y Nace en la Aeronáutica Busca determinar el modo y efecto de falla Potencial AMEF DE DISEÑO
AMEF Análisis de Modo y Efecto de Falla Un compromiso a largo plazo que complementa el desarrollo del producto y Nace en la Aeronáutica Busca determinar el modo y efecto de falla Potencial AMEF DE DISEÑO
TEMA 2. FILOSOFÍA DE LOS GRÁFICOS DE CONTROL. Principios básicos de los gráficos de control. Análisis de patrones.
 TEMA 2. FILOSOFÍA DE LOS GRÁFICOS DE CONTROL. Principios básicos de los gráficos de control. Análisis de patrones. La herramienta que nos indica si el proceso está o no controlado o Estado de Control son
TEMA 2. FILOSOFÍA DE LOS GRÁFICOS DE CONTROL. Principios básicos de los gráficos de control. Análisis de patrones. La herramienta que nos indica si el proceso está o no controlado o Estado de Control son
GESTIÓN DEL SISTEMA DE MEDICIÓN ANÁLISIS Y MEJORAMIENTO
 GESTIÓN DEL SISTEMA DE MEDICIÓN ANÁLISIS Y MEJORAMIENTO Derechos reservados ICONTEC- 1 MEDICIÓN, ANÁLISIS Y MEJORAMIENTO DEL SISTEMA DE GESTIÓN DE LA MEDICIÓN. Normas Aplicadas NTC-ISO 10012. Duración
GESTIÓN DEL SISTEMA DE MEDICIÓN ANÁLISIS Y MEJORAMIENTO Derechos reservados ICONTEC- 1 MEDICIÓN, ANÁLISIS Y MEJORAMIENTO DEL SISTEMA DE GESTIÓN DE LA MEDICIÓN. Normas Aplicadas NTC-ISO 10012. Duración
INDICE (606 páginas)
") 1 INDICE (606 páginas) Agradecimientos Prefacio Dedicatoria Sobre el autor Introducción Significado de Seis-Sigma Estructura organizacional de Seis-Sigma Definición de Problema Selección de un proyecto
1 INDICE (606 páginas) Agradecimientos Prefacio Dedicatoria Sobre el autor Introducción Significado de Seis-Sigma Estructura organizacional de Seis-Sigma Definición de Problema Selección de un proyecto
Análisis de Sistemas de Medición MSA. Ing. Victor Reyes - TRAINix ASQ Ambos Nogales
 Análisis de Sistemas de Medición MSA Ing. Victor Reyes - TRAINix ASQ Ambos Nogales Agenda Sistemas de Medición Qué son? Uso de los datos de la medición Calidad de los datos El MSA y las normas de gestión
Análisis de Sistemas de Medición MSA Ing. Victor Reyes - TRAINix ASQ Ambos Nogales Agenda Sistemas de Medición Qué son? Uso de los datos de la medición Calidad de los datos El MSA y las normas de gestión
CURSO HERRAMIENTAS ESTADISTICAS PARA IMPLEMENTACION DE SIX SIGMA EN EMPRESAS DE PRODUCCION, LOGISTICA Y SERVICIOS
 CURSO HERRAMIENTAS ESTADISTICAS PARA IMPLEMENTACION DE SIX SIGMA EN EMPRESAS DE PRODUCCION, LOGISTICA Y SERVICIOS Cnel. R.L. Falcón 1435 C1406GNC 35 Buenos Aires, Argentina Tel.: 054-15-4492-6252 Fax:
CURSO HERRAMIENTAS ESTADISTICAS PARA IMPLEMENTACION DE SIX SIGMA EN EMPRESAS DE PRODUCCION, LOGISTICA Y SERVICIOS Cnel. R.L. Falcón 1435 C1406GNC 35 Buenos Aires, Argentina Tel.: 054-15-4492-6252 Fax:
Introducción a MINITAB 15. David R. González Barreto. Ofrecido en Wyeth, Carolina, Puerto Rico
 Introducción a MINITAB 15 Ofrecido en Wyeth, Carolina, Puerto Rico INDICE Listado de Archivos...2 Pantalla Principal..3 Texto a Número.4 Estibar (Stack)..6 Split 8 Dotplot Una población.10 Dotplot Dos
Introducción a MINITAB 15 Ofrecido en Wyeth, Carolina, Puerto Rico INDICE Listado de Archivos...2 Pantalla Principal..3 Texto a Número.4 Estibar (Stack)..6 Split 8 Dotplot Una población.10 Dotplot Dos
LEAN MANUFACTURING Dr. Genichi Taguchi. JAVIER MEJIA NIETO CONSULTOR EMPRESARIAL jmejia@eafit.edu.co
 Dr. Genichi Taguchi El sistema integrado de Ingeniería de Calidad del Dr. Genichi Taguchi es uno de los grandes logros en ingeniería del siglo XX. Ha sido ampliamente reconocido como líder del movimiento
Dr. Genichi Taguchi El sistema integrado de Ingeniería de Calidad del Dr. Genichi Taguchi es uno de los grandes logros en ingeniería del siglo XX. Ha sido ampliamente reconocido como líder del movimiento
Value Stream Mapping, un enfoque de sistemas en el mundo empresarial. MI Alfonso Cipriano Octaviano Villasana
 Value Stream Mapping, un enfoque de sistemas en el mundo empresarial MI Alfonso Cipriano Octaviano Villasana Mapeo de la cadena de valor Sirve para ver y entender un proceso e identificar sus desperdicios.
Value Stream Mapping, un enfoque de sistemas en el mundo empresarial MI Alfonso Cipriano Octaviano Villasana Mapeo de la cadena de valor Sirve para ver y entender un proceso e identificar sus desperdicios.
TEMA 4: Introducción al Control Estadístico de Procesos
 TEMA 4: Introducción al Control Estadístico de Procesos 1 Introducción 2 Base estadística del diagrama de control 3 Muestreo y agrupación de datos 4 Análisis de patrones en diagramas de control 1. Introducción
TEMA 4: Introducción al Control Estadístico de Procesos 1 Introducción 2 Base estadística del diagrama de control 3 Muestreo y agrupación de datos 4 Análisis de patrones en diagramas de control 1. Introducción
Las Reglas de Westgard más Six Sigma, igual a Mejores Métodos, Mejor Control de la Calidad. Gabriel Alejandro Migliarino
 Las Reglas de Westgard más Six Sigma, igual a Mejores Métodos, Mejor Control de la Calidad. Gabriel Alejandro Migliarino Agenda Introducción Definiciones Métrica Sigma Introducción Calidad Analítica y
Las Reglas de Westgard más Six Sigma, igual a Mejores Métodos, Mejor Control de la Calidad. Gabriel Alejandro Migliarino Agenda Introducción Definiciones Métrica Sigma Introducción Calidad Analítica y
II. ANÁLISIS DE SISTEMAS DE MEDICIÓN
 II. ANÁLISIS DE SISTEMAS DE MEDICIÓN INTRODUCCIÓN Siempre que registramos o medimos los resultados de un proceso nos encontramos con cierta variación en los datos obtenidos. Esta variación puede provenir
II. ANÁLISIS DE SISTEMAS DE MEDICIÓN INTRODUCCIÓN Siempre que registramos o medimos los resultados de un proceso nos encontramos con cierta variación en los datos obtenidos. Esta variación puede provenir
Charlas para la gestión del mantenimiento Fernando Espinosa Fuentes
 Charlas para la gestión del mantenimiento Fernando Espinosa Fuentes Six Sigma es una metodología de la gerencia de calidad que provee a las empresas de herramientas para mejorar la capacidad de sus procesos
Charlas para la gestión del mantenimiento Fernando Espinosa Fuentes Six Sigma es una metodología de la gerencia de calidad que provee a las empresas de herramientas para mejorar la capacidad de sus procesos
Control Estadístico de Procesos
 Control Estadístico de Procesos Gráficos de Control Los gráficos de control o cartas de control son una importante herramienta utilizada en control de calidad de procesos. Básicamente, una Carta de Control
Control Estadístico de Procesos Gráficos de Control Los gráficos de control o cartas de control son una importante herramienta utilizada en control de calidad de procesos. Básicamente, una Carta de Control
Técnicas para Mejorar la Calidad del Proceso y el Producto en las Industrias de Productos Madera: Una introducción al Control Estadístico del Proceso
 Técnicas para Mejorar la Calidad del Proceso y el Producto en las Industrias de Productos Madera: Una introducción al Control Estadístico del Proceso Scott Leavengood Oregon State University Extension
Técnicas para Mejorar la Calidad del Proceso y el Producto en las Industrias de Productos Madera: Una introducción al Control Estadístico del Proceso Scott Leavengood Oregon State University Extension
Resumen de los Modelos Kaizen, Lean y Six Sigma
 Resumen de los Modelos Kaizen, Lean y Six Sigma Kaizen Un tercer modelo famoso es el denominado Kaizen. En japonés, Kai significa cambio y Zen significa bueno, con lo que la traducción literal del concepto
Resumen de los Modelos Kaizen, Lean y Six Sigma Kaizen Un tercer modelo famoso es el denominado Kaizen. En japonés, Kai significa cambio y Zen significa bueno, con lo que la traducción literal del concepto
GUÍA DE APRENDIZAJE MÓDULO I SEIS SIGMA SPACER. Aprendizaje sin fronteras uvirtual@pep.pemex.com
 GUÍA DE APRENDIZAJE MÓDULO I SEIS SIGMA SPACER ÍNDICE I. SPACER... 2 Seguridad 2 Propósito 2 Agenda 3 Código de Conducta 4 Expectativas 4 Roles 5 II. GLOSARIO 6 III. MAPA CONCEPTUAL 9 1 I. SPACER Seguridad
GUÍA DE APRENDIZAJE MÓDULO I SEIS SIGMA SPACER ÍNDICE I. SPACER... 2 Seguridad 2 Propósito 2 Agenda 3 Código de Conducta 4 Expectativas 4 Roles 5 II. GLOSARIO 6 III. MAPA CONCEPTUAL 9 1 I. SPACER Seguridad
LA MEDIDA Y SUS ERRORES
 LA MEDIDA Y SUS ERRORES Magnitud, unidad y medida. Magnitud es todo aquello que se puede medir y que se puede representar por un número. Para obtener el número que representa a la magnitud debemos escoger
LA MEDIDA Y SUS ERRORES Magnitud, unidad y medida. Magnitud es todo aquello que se puede medir y que se puede representar por un número. Para obtener el número que representa a la magnitud debemos escoger
Calidad de Software Cápsula 17 Parte 2 METODOLOGÍA SIX SIGMA
 METODOLOGÍA SIX SIGMA 1. Qué significa la palabra Sigma? 2. Qué es y para qué sirve Six-Sigma? Seis Sigma es una metodología de mejora de procesos, centrada en la reducción de la variabilidad de los mismos,
METODOLOGÍA SIX SIGMA 1. Qué significa la palabra Sigma? 2. Qué es y para qué sirve Six-Sigma? Seis Sigma es una metodología de mejora de procesos, centrada en la reducción de la variabilidad de los mismos,
Diseño de un estudio de investigación de mercados
 Diseño de un estudio de investigación de mercados En cualquier diseño de un proyecto de investigación de mercados, es necesario especificar varios elementos como las fuentes a utilizar, la metodología,
Diseño de un estudio de investigación de mercados En cualquier diseño de un proyecto de investigación de mercados, es necesario especificar varios elementos como las fuentes a utilizar, la metodología,
Tema 12. Seis Sigma. Mejora de procesos centrándose en el cliente
 Tema 12. Seis Sigma. Mejora de procesos centrándose en el cliente 12.1. Origen de Seis Sigma 12.2. Descripción de la filosofía Seis Sigma 12.3. Fundamentos de la metodología 12.4. Etapas de la metodología
Tema 12. Seis Sigma. Mejora de procesos centrándose en el cliente 12.1. Origen de Seis Sigma 12.2. Descripción de la filosofía Seis Sigma 12.3. Fundamentos de la metodología 12.4. Etapas de la metodología
Curso: ASISTENTE TECNICO ESTADISTICO
 Curso: ASISTENTE TECNICO ESTADISTICO Objetivo General El Participante será capaz de trabajar coordinadamente con las áreas responsables por la medición de los procesos de la empresa, desarrollando labores
Curso: ASISTENTE TECNICO ESTADISTICO Objetivo General El Participante será capaz de trabajar coordinadamente con las áreas responsables por la medición de los procesos de la empresa, desarrollando labores
Certificación Virtual LIVE
 QUÉ ES LEAN SIX SIGMA? Lean Six Sigma es un cultura de trabajo sustentada en liderazgo y herramientas que han sido diseñadas y probadas por empresas como Toyota, Motorola, GE, etc., y que hoy en día permiten
QUÉ ES LEAN SIX SIGMA? Lean Six Sigma es un cultura de trabajo sustentada en liderazgo y herramientas que han sido diseñadas y probadas por empresas como Toyota, Motorola, GE, etc., y que hoy en día permiten
GESTIÓN DE LA CALIDAD Y COMPETITIVIDAD. MBA. Ing. Gustavo Montoya Cárdenas. Especialista en Sistemas de Calidad y Productividad
 GESTIÓN DE LA CALIDAD Y COMPETITIVIDAD MBA. Ing. Gustavo Montoya Cárdenas. Especialista en Sistemas de Calidad y Productividad TEMARIO CALIDAD Definición de la Calidad Qué es la Gestión de la Calidad?
GESTIÓN DE LA CALIDAD Y COMPETITIVIDAD MBA. Ing. Gustavo Montoya Cárdenas. Especialista en Sistemas de Calidad y Productividad TEMARIO CALIDAD Definición de la Calidad Qué es la Gestión de la Calidad?
1. Proyecto de intervención
 1. Proyecto de intervención 3.1. Enunciado y descripción del proyecto de Intervención. El trabajo de intervención realizado en Servi Industrias del Noroeste se fundamenta en varios conceptos centrales
1. Proyecto de intervención 3.1. Enunciado y descripción del proyecto de Intervención. El trabajo de intervención realizado en Servi Industrias del Noroeste se fundamenta en varios conceptos centrales
chiapas.academiajournals.com 1946-5351 ONLINE, 1948-2353 CD ROM
 Aplicación de herramientas para el desarrollo de una metodología para el análisis de la variación de pesos en máquinas envasadoras en la empresa Campo Fresco MC. Joel Everardo Valtierra Olivares 1, Dr.
Aplicación de herramientas para el desarrollo de una metodología para el análisis de la variación de pesos en máquinas envasadoras en la empresa Campo Fresco MC. Joel Everardo Valtierra Olivares 1, Dr.
GRÁFICAS DE CONTROL DE LA CALIDAD EMPLEANDO EXCEL Y WINSTATS
 GRÁFICAS DE CONTROL DE LA CALIDAD EMPLEANDO EXCEL Y WINSTATS 1) INTRODUCCIÓN Tanto la administración de calidad como la administración Seis Sigma utilizan una gran colección de herramientas estadísticas.
GRÁFICAS DE CONTROL DE LA CALIDAD EMPLEANDO EXCEL Y WINSTATS 1) INTRODUCCIÓN Tanto la administración de calidad como la administración Seis Sigma utilizan una gran colección de herramientas estadísticas.
www.bvbusiness-school.com
 Gráficos de Control de Shewart www.bvbusiness-school.com GRÁFICOS DE CONTROL DE SHEWART Una de las herramientas estadísticas más importantes en el Control Estadístico de Procesos son los Gráficos de Control.
Gráficos de Control de Shewart www.bvbusiness-school.com GRÁFICOS DE CONTROL DE SHEWART Una de las herramientas estadísticas más importantes en el Control Estadístico de Procesos son los Gráficos de Control.
Suplemento Control estadístico stico de procesos
 Suplemento Control estadístico stico de procesos Contenido Control estadístico de procesos (CEP) Gráficos de control para variables El teorema central del límite Fijación de límites del gráfico de medias
Suplemento Control estadístico stico de procesos Contenido Control estadístico de procesos (CEP) Gráficos de control para variables El teorema central del límite Fijación de límites del gráfico de medias
CARTAS DE CONTROL: SU EFECTIVIDAD PARA DETECTAR CAMBIOS
 CARTAS DE CONTROL: SU EFECTIVIDAD PARA DETECTAR CAMBIOS MEDIANTE UN ENFOQUE POR CADENAS DE MARKOV ABSORBENTES Lidia Toscana - Nélida Moretto - Fernanda Villarreal Universidad Nacional del Sur, ltoscana@criba.edu.ar
CARTAS DE CONTROL: SU EFECTIVIDAD PARA DETECTAR CAMBIOS MEDIANTE UN ENFOQUE POR CADENAS DE MARKOV ABSORBENTES Lidia Toscana - Nélida Moretto - Fernanda Villarreal Universidad Nacional del Sur, ltoscana@criba.edu.ar
ESTIMACIÓN. puntual y por intervalo
 ESTIMACIÓN puntual y por intervalo ( ) Podemos conocer el comportamiento del ser humano? Podemos usar la información contenida en la muestra para tratar de adivinar algún aspecto de la población bajo estudio
ESTIMACIÓN puntual y por intervalo ( ) Podemos conocer el comportamiento del ser humano? Podemos usar la información contenida en la muestra para tratar de adivinar algún aspecto de la población bajo estudio
Herramientas y Métodos de Seis Sigma para Solución de Problemas y Mejoramiento Continuo. Qué es Six Sigma
 Qué es Six Sigma Establecer prioridades con base en lo que es más importante para el cliente. Uso intensivo de herramientas estadísticaspara analizar y mejorar procesos. Enfoque total en la reducción de
Qué es Six Sigma Establecer prioridades con base en lo que es más importante para el cliente. Uso intensivo de herramientas estadísticaspara analizar y mejorar procesos. Enfoque total en la reducción de
1.1. Introducción y conceptos básicos
 Tema 1 Variables estadísticas Contenido 1.1. Introducción y conceptos básicos.................. 1 1.2. Tipos de variables estadísticas................... 2 1.3. Distribuciones de frecuencias....................
Tema 1 Variables estadísticas Contenido 1.1. Introducción y conceptos básicos.................. 1 1.2. Tipos de variables estadísticas................... 2 1.3. Distribuciones de frecuencias....................
SÍNTESIS Y PERSPECTIVAS
 SÍNTESIS Y PERSPECTIVAS Los invitamos a observar, a identificar problemas, pero al mismo tiempo a buscar oportunidades de mejoras en sus empresas. REVISIÓN DE CONCEPTOS. Esta es la última clase del curso.
SÍNTESIS Y PERSPECTIVAS Los invitamos a observar, a identificar problemas, pero al mismo tiempo a buscar oportunidades de mejoras en sus empresas. REVISIÓN DE CONCEPTOS. Esta es la última clase del curso.
Contenido: CARTAS DE CONTROL. Cartas de control C Cartas de control U Cartas de control P Cartas de control NP DIAGRAMA DE PARETTO HISTOGRAMAS
 Contenido: CARTAS DE CONTROL Cartas de control C Cartas de control U Cartas de control P Cartas de control NP DIAGRAMA DE PARETTO HISTOGRAMAS TEST DE MEDIANAS CEL: 72488950 1 Antes de querer utilizar cualquier
Contenido: CARTAS DE CONTROL Cartas de control C Cartas de control U Cartas de control P Cartas de control NP DIAGRAMA DE PARETTO HISTOGRAMAS TEST DE MEDIANAS CEL: 72488950 1 Antes de querer utilizar cualquier
GCL- 1305 SATCA 1 : 4-1-5. Carrera:
 1. Datos Generales de la asignatura Nombre de la asignatura: Procesos de Mejora Continua (Seis Sigma) Clave de la asignatura: GCL- 1305 SATCA 1 : 4-1-5 Carrera: Ingeniería Industrial 2. Presentación Caracterización
1. Datos Generales de la asignatura Nombre de la asignatura: Procesos de Mejora Continua (Seis Sigma) Clave de la asignatura: GCL- 1305 SATCA 1 : 4-1-5 Carrera: Ingeniería Industrial 2. Presentación Caracterización
PROGRAMA DE ESTUDIO. Básico ( ) Profesional ( X ) Especializado ( ) Práctica ( )
 Profesional ( X ) Especializado ( ) Práctica ( )") Nombre de la asignatura: SEIS SIGMA Clave: CAD03 Fecha de elaboración: marzo 2015 Horas Semestre Horas semana Horas Teoría PROGRAMA DE ESTUDIO Ciclo Formativo: Básico ( ) Profesional ( X ) Especializado
Nombre de la asignatura: SEIS SIGMA Clave: CAD03 Fecha de elaboración: marzo 2015 Horas Semestre Horas semana Horas Teoría PROGRAMA DE ESTUDIO Ciclo Formativo: Básico ( ) Profesional ( X ) Especializado
3.1 Qué es la investigación de mercados?
 3.1 Qué es la investigación de mercados? La investigación de mercados es la función que enlaza al consumidor, al cliente y al público con el comercializador a través de la información. Esta información
3.1 Qué es la investigación de mercados? La investigación de mercados es la función que enlaza al consumidor, al cliente y al público con el comercializador a través de la información. Esta información
7 HERRAMIENTAS PARA EL CONTROL DE LA CALIDAD
 Agencia de Cooperación Internacional del Japón Universidad de Santiago de Chile Facultad de Ingeniería Departamento de Ingeniería Industrial 7 HERRAMIENTAS PARA EL CONTROL DE LA CALIDAD Elaboración: Kiyohiro
Agencia de Cooperación Internacional del Japón Universidad de Santiago de Chile Facultad de Ingeniería Departamento de Ingeniería Industrial 7 HERRAMIENTAS PARA EL CONTROL DE LA CALIDAD Elaboración: Kiyohiro
Diplomado Calidad y Productividad
 Diplomado Calidad y Productividad OBJETIVO Capacitar y formar al personal para realizar mejoras en los procesos, a partir de la adecuada aplicación de diferentes metodologías y filosofías de calidad y
Diplomado Calidad y Productividad OBJETIVO Capacitar y formar al personal para realizar mejoras en los procesos, a partir de la adecuada aplicación de diferentes metodologías y filosofías de calidad y
CAPITULO 4 JUSTIFICACION DEL ESTUDIO. En este capítulo se presenta la justificación del estudio, supuestos y limitaciones de
 CAPITULO 4 JUSTIFICACION DEL ESTUDIO En este capítulo se presenta la justificación del estudio, supuestos y limitaciones de estudios previos y los alcances que justifican el presente estudio. 4.1. Justificación.
CAPITULO 4 JUSTIFICACION DEL ESTUDIO En este capítulo se presenta la justificación del estudio, supuestos y limitaciones de estudios previos y los alcances que justifican el presente estudio. 4.1. Justificación.
SEIS SIGMA: CALIDAD POTENCIADA
 SEIS SIGMA: CALIDAD POTENCIADA Conseguir, mantener y maximizar el éxito de los negocios es el objetivo de esta herramienta. Qué es? Qué es Seis Sigma? Un sistema de mejoramiento que tiene como meta ayudar
SEIS SIGMA: CALIDAD POTENCIADA Conseguir, mantener y maximizar el éxito de los negocios es el objetivo de esta herramienta. Qué es? Qué es Seis Sigma? Un sistema de mejoramiento que tiene como meta ayudar
Diplomatura Lean Manufacturing (Manufactura Esbelta) Proceso Lean Manufacturing (definir, medir, analizar, mejorar y controlar)
 Proceso Lean Manufacturing (definir, medir, analizar, mejorar y controlar)") Diplomatura Lean Manufacturing (Manufactura Esbelta) Proceso Lean Manufacturing (definir, medir, analizar, mejorar y controlar) CONSULTOR EMPRESARIAL FASE DE DEFINICIÓN Selección y justificación del proyecto
Diplomatura Lean Manufacturing (Manufactura Esbelta) Proceso Lean Manufacturing (definir, medir, analizar, mejorar y controlar) CONSULTOR EMPRESARIAL FASE DE DEFINICIÓN Selección y justificación del proyecto
CAPÍTULO IV METODOLOGÍA PARA EL CONTROL DE INVENTARIOS. En este capítulo se presenta los pasos que se siguieron para la elaboración de un sistema de
 CAPÍTULO IV METODOLOGÍA PARA EL CONTROL DE INVENTARIOS En este capítulo se presenta los pasos que se siguieron para la elaboración de un sistema de inventarios para lograr un control de los productos.
CAPÍTULO IV METODOLOGÍA PARA EL CONTROL DE INVENTARIOS En este capítulo se presenta los pasos que se siguieron para la elaboración de un sistema de inventarios para lograr un control de los productos.
La clave para un mejor control en SEIS SIGMA: Ing. Luis Aranda
 La clave para un mejor control en SEIS SIGMA: Ing. Luis Aranda Qué SPC? SPC (Statistical Process Control) CEP (Control Estadístico de Proceso) El SPC es una herramienta estadística que nos permite analizar,
La clave para un mejor control en SEIS SIGMA: Ing. Luis Aranda Qué SPC? SPC (Statistical Process Control) CEP (Control Estadístico de Proceso) El SPC es una herramienta estadística que nos permite analizar,
17 de Agosto de 2013 HERRAMIENTAS DE CALIDAD TOTAL
 HERRAMIENTAS DE CALIDAD TOTAL 1 Daniel Dingler Paredes. Licenciatura en Administración. Calidad Total. Descripción de Herramientas de calidad total. Calidad Total significa Mejora continua. Ofrecer el
HERRAMIENTAS DE CALIDAD TOTAL 1 Daniel Dingler Paredes. Licenciatura en Administración. Calidad Total. Descripción de Herramientas de calidad total. Calidad Total significa Mejora continua. Ofrecer el
METODOLOGÍA SEIS SIGMA A TRAVÉS DE EXCEL
 METODOLOGÍA SEIS SIGMA A TRAVÉS DE EXCEL María Pérez Marqués Metodología Seis Sigma a través de Excel María Pérez Marqués ISBN: 978-84-937769-7-8 EAN: 9788493776978 Copyright 2010 RC Libros RC Libros es
METODOLOGÍA SEIS SIGMA A TRAVÉS DE EXCEL María Pérez Marqués Metodología Seis Sigma a través de Excel María Pérez Marqués ISBN: 978-84-937769-7-8 EAN: 9788493776978 Copyright 2010 RC Libros RC Libros es
Lean SEIS SIGMA Área Temática: Logística
 Proyecto fin de Master Hito 3 Ejercicio Nº 1 Lean SEIS SIGMA Área Temática: Logística www.formatoedu.com 1 Enunciado Lean Seis Sigma es una metodología eficaz para reducir sistemáticamente todas las deficiencias
Proyecto fin de Master Hito 3 Ejercicio Nº 1 Lean SEIS SIGMA Área Temática: Logística www.formatoedu.com 1 Enunciado Lean Seis Sigma es una metodología eficaz para reducir sistemáticamente todas las deficiencias
Las 7 Herramientas Fundamentales de la Calidad
 Las 7 Herramientas Fundamentales de la Calidad Se utilizarán los métodos estadísticos elementales, dado que está dirigido a todos los funcionarios, desde la alta dirección hasta los operarios de base (Ej:
Las 7 Herramientas Fundamentales de la Calidad Se utilizarán los métodos estadísticos elementales, dado que está dirigido a todos los funcionarios, desde la alta dirección hasta los operarios de base (Ej:
TÉCNICO SUPERIOR UNIVERSITARIO EN PROCESOS ALIMENTARIOS
 TÉCNICO SUPERIOR UNIVERSITARIO EN PROCESOS ALIMENTARIOS HOJA DE ASIGNATURA CON DESGLOSE DE UNIDADES TEMÁTICAS 1. Nombre de la asignatura Estadística para el control de procesos 2. Competencias a la que
TÉCNICO SUPERIOR UNIVERSITARIO EN PROCESOS ALIMENTARIOS HOJA DE ASIGNATURA CON DESGLOSE DE UNIDADES TEMÁTICAS 1. Nombre de la asignatura Estadística para el control de procesos 2. Competencias a la que
Simulación Monte Carlo
 Simulación Monte Carlo Modelado estocástico Cuando se realiza un análisis estático a un proyecto, una serie de supuestos y variables producen un resultado de valor único. Mientras que un análisis estocástico
Simulación Monte Carlo Modelado estocástico Cuando se realiza un análisis estático a un proyecto, una serie de supuestos y variables producen un resultado de valor único. Mientras que un análisis estocástico
Seis Sigma OPN-1304 0-6-6
 1.- DATOS DE LA ASIGNATURA Nombre de la asignatura: Carrera: Clave de la asignatura: (Créditos) SATCA 1 Seis Sigma Ingeniería Industrial OPN-1304 0-6-6 2.- PRESENTACIÓN Caracterización de la asignatura.
1.- DATOS DE LA ASIGNATURA Nombre de la asignatura: Carrera: Clave de la asignatura: (Créditos) SATCA 1 Seis Sigma Ingeniería Industrial OPN-1304 0-6-6 2.- PRESENTACIÓN Caracterización de la asignatura.
Integradora 4. Control de calidad, materiales e inventario.
 Administración de Operaciones Integradora 4. Control de calidad, materiales e inventario. Objetivo Al finalizar la actividad integradora serás capaz de: Comprender los conceptos del Comercio Electrónico
Administración de Operaciones Integradora 4. Control de calidad, materiales e inventario. Objetivo Al finalizar la actividad integradora serás capaz de: Comprender los conceptos del Comercio Electrónico
PLATAFORMA GESTIÓN INTEGRAL DE PRODUCCIÓN GESTIÓN DE OPERACIONES
 PLATAFORMA GESTIÓN INTEGRAL DE PRODUCCIÓN GESTIÓN DE OPERACIONES CONTROL DE CALIDAD CONTROL ESTADÍSTICO DE PROCESO Avanzar hacia la excelencia operacional es clave para la mejora de la competitividad de
PLATAFORMA GESTIÓN INTEGRAL DE PRODUCCIÓN GESTIÓN DE OPERACIONES CONTROL DE CALIDAD CONTROL ESTADÍSTICO DE PROCESO Avanzar hacia la excelencia operacional es clave para la mejora de la competitividad de
www.bvbusiness-school.com
 Control Estadístico de Procesos www.bvbusiness-school.com CONTROL ESTADÍSTICO DE PROCESOS El es un conjunto de técnicas estadísticas destinadas a hacer un seguimiento, en tiempo real, de la calidad que
Control Estadístico de Procesos www.bvbusiness-school.com CONTROL ESTADÍSTICO DE PROCESOS El es un conjunto de técnicas estadísticas destinadas a hacer un seguimiento, en tiempo real, de la calidad que
Distribuciones Multivariantes. Distribuciones Multivariantes. Distribuciones Multivariantes. Objetivos del tema:
 Distribuciones Multivariantes Distribuciones Multivariantes Distribución conjunta de un vector aleatorio Objetivos del tema: Distribuciones marginales y condicionadas Al final del tema el alumno será capaz
Distribuciones Multivariantes Distribuciones Multivariantes Distribución conjunta de un vector aleatorio Objetivos del tema: Distribuciones marginales y condicionadas Al final del tema el alumno será capaz
KAIZEN College On Line. KAIZEN Institute México
 KAIZEN College On Line KAIZEN Institute México * Pueden CERTIFICACION Seis Sigma Programas KAIZEN KAIZEN-Lean Lean Seis Sigma MBB KAIZEN Ejecutivo BB LSS BB GB YB WB Facilitador KAIZEN Gemba Líder GB LSS
KAIZEN College On Line KAIZEN Institute México * Pueden CERTIFICACION Seis Sigma Programas KAIZEN KAIZEN-Lean Lean Seis Sigma MBB KAIZEN Ejecutivo BB LSS BB GB YB WB Facilitador KAIZEN Gemba Líder GB LSS
QUÉ ES LA CALIDAD? CALIDAD ES LA TOTAL SATISFACCION DEL CLIENTE. CLIENTE ES TODO AQUEL QUE COMPRA LOS PRODUCTOS O USA LOS SERVICIOS.
 Q QUÉ ES LA CALIDAD? INTRODUCCIÓN CALIDAD ES LA TOTAL SATISFACCION DEL CLIENTE. CLIENTE ES TODO AQUEL QUE COMPRA LOS PRODUCTOS O USA LOS SERVICIOS. SATISFACCION ES LA PERCEPCION DEL CUMPLIMIENTO DE LOS
Q QUÉ ES LA CALIDAD? INTRODUCCIÓN CALIDAD ES LA TOTAL SATISFACCION DEL CLIENTE. CLIENTE ES TODO AQUEL QUE COMPRA LOS PRODUCTOS O USA LOS SERVICIOS. SATISFACCION ES LA PERCEPCION DEL CUMPLIMIENTO DE LOS
CURSO DE BLACK BELTS EN SEIS SIGMA PARA MANUFACTURA
 CURSO DE BLACK BELTS EN SEIS SIGMA PARA MANUFACTURA Duración 200 horas distribuidas en módulos de 40 horas por semana, durante 4 meses OBJETIVO Formar los Black Belts del programa Seis Sigma de Manufactura
CURSO DE BLACK BELTS EN SEIS SIGMA PARA MANUFACTURA Duración 200 horas distribuidas en módulos de 40 horas por semana, durante 4 meses OBJETIVO Formar los Black Belts del programa Seis Sigma de Manufactura
Muestreo estadístico. Relación 2 Curso 2007-2008
 Muestreo estadístico. Relación 2 Curso 2007-2008 1. Para tomar la decisión de mantener un determinado libro como texto oficial de una asignatura, se pretende tomar una muestra aleatoria simple entre los
Muestreo estadístico. Relación 2 Curso 2007-2008 1. Para tomar la decisión de mantener un determinado libro como texto oficial de una asignatura, se pretende tomar una muestra aleatoria simple entre los
INGENIERÍA EN MECATRÓNICA
 INGENIERÍA EN MECATRÓNICA HOJA DE ASIGNATURA CON DESGLOSE DE UNIDADES TEMÁTICAS 1. Nombre de la asignatura Control estadístico de procesos 2. Competencias Desarrollar proyectos de automatización y control,
INGENIERÍA EN MECATRÓNICA HOJA DE ASIGNATURA CON DESGLOSE DE UNIDADES TEMÁTICAS 1. Nombre de la asignatura Control estadístico de procesos 2. Competencias Desarrollar proyectos de automatización y control,
ESCUELA DE EMPRESAS Universidad San Francisco de Quito. CERTIFICADO INTERNACIONAL SEIS SIGMA: GREEN BELT Educación Empresarial
 ESCUELA DE EMPRESAS Universidad San Francisco de Quito CERTIFICADO INTERNACIONAL SEIS SIGMA: GREEN BELT Educación Empresarial Antecedentes: Basados en la filosofía de Artes Liberales, la Escuela de Empresas
ESCUELA DE EMPRESAS Universidad San Francisco de Quito CERTIFICADO INTERNACIONAL SEIS SIGMA: GREEN BELT Educación Empresarial Antecedentes: Basados en la filosofía de Artes Liberales, la Escuela de Empresas
UNIVERSIDAD NACIONAL DE INGENIERÍA CENTRO DE EXTENSIÓN Y PROYECCIÓN SOCIAL
 UNIVERSIDAD NACIONAL DE INGENIERÍA CURSO SIX SIGMA CERTIFICA ORGANIZA Mayor Información: informes@uni.edu.pe Visite Nuestra Web http://www.ceps.uni.edu..pe OBJETIVOS GENERALES El curso de Six Sigma tiene
UNIVERSIDAD NACIONAL DE INGENIERÍA CURSO SIX SIGMA CERTIFICA ORGANIZA Mayor Información: informes@uni.edu.pe Visite Nuestra Web http://www.ceps.uni.edu..pe OBJETIVOS GENERALES El curso de Six Sigma tiene
Diseñar e Implantar el Control estadístico de de Calidad en un proceso para alcanzar la mejora continua.
 Nombre de la asignatura: Control Estadístico de Calidad Créditos: 4-1-5 Aportación al perfil Conocer Aplicar las herramientas estadísticas básicas del control de calidad para la toma de decisiones. Analizar
Nombre de la asignatura: Control Estadístico de Calidad Créditos: 4-1-5 Aportación al perfil Conocer Aplicar las herramientas estadísticas básicas del control de calidad para la toma de decisiones. Analizar
TEMA 5 VALIDEZ DE LA INVESTIGACIÓN (II): Validez de conclusión estadística
: Validez de conclusión estadística") TEMA 5 VALIDEZ DE LA INVESTIGACIÓN (II): Validez de conclusión estadística 1 TAMAÑO DEL EFECTO 2 TAMAÑO DEL EFECTO vel tamaño del efecto es el nombre dado a una familia de índices que miden la magnitud
TEMA 5 VALIDEZ DE LA INVESTIGACIÓN (II): Validez de conclusión estadística 1 TAMAÑO DEL EFECTO 2 TAMAÑO DEL EFECTO vel tamaño del efecto es el nombre dado a una familia de índices que miden la magnitud
Técnicas de Planeación y Control
 Técnicas de Planeación y Control 1 Sesión No. 12 Nombre: Mejora continua de procesos Contextualización Se habla mucho de la supervivencia en las empresas en un entorno, además de altamente competitivo,
Técnicas de Planeación y Control 1 Sesión No. 12 Nombre: Mejora continua de procesos Contextualización Se habla mucho de la supervivencia en las empresas en un entorno, además de altamente competitivo,
TELECOMUNICACIONES DE MEXICO
 TELECOMUNICACIONES DE MEXICO Guía Técnica para el Elaboró: FACILITADORES DE MEJORA Revisó: RESPONSABLE DEL PROCESO Autorizó: LIDER DE PROCESO Alma Arteaga Pérez Humberto Abaunza Castillo Gerente del Centro
TELECOMUNICACIONES DE MEXICO Guía Técnica para el Elaboró: FACILITADORES DE MEJORA Revisó: RESPONSABLE DEL PROCESO Autorizó: LIDER DE PROCESO Alma Arteaga Pérez Humberto Abaunza Castillo Gerente del Centro
APLICACIÓN DEL PROCESO SIX SIGMA EN LA INDUSTRIA ALIMENTICIA Por Michael Latuga, Director General de TBM Consulting Group México
 www.infosol.com.mx APLICACIÓN DEL PROCESO SIX SIGMA EN LA INDUSTRIA ALIMENTICIA Por Michael Latuga, Director General de TBM Consulting Group México Cuando disfruta de una hamburguesa en una cadena de comida
www.infosol.com.mx APLICACIÓN DEL PROCESO SIX SIGMA EN LA INDUSTRIA ALIMENTICIA Por Michael Latuga, Director General de TBM Consulting Group México Cuando disfruta de una hamburguesa en una cadena de comida
MÓDULO V EVALUANDO EL RIESGO: ANÁLISIS DE MODO FALLA Y SUS EFECTOS
 MÓDULO V EVALUANDO EL RIESGO: ANÁLISIS DE MODO FALLA Y SUS EFECTOS ÍNDICE OBJETIVOS 3 DEFINICIÓN FMEA... 3 HISTORIA 4 ROL DEL PROCESO.. 4 PROPÓSITO DEL FMEA DE PROCESOS 4 FMEA: ENTRADAS Y SALIDAS.. 5 ANÁLISIS
MÓDULO V EVALUANDO EL RIESGO: ANÁLISIS DE MODO FALLA Y SUS EFECTOS ÍNDICE OBJETIVOS 3 DEFINICIÓN FMEA... 3 HISTORIA 4 ROL DEL PROCESO.. 4 PROPÓSITO DEL FMEA DE PROCESOS 4 FMEA: ENTRADAS Y SALIDAS.. 5 ANÁLISIS
PROCEDIMIENTO ESPECÍFICO. Código S-VII-01 Edición 0
 Índice 1. TABLA RESUMEN... 2 2. OBJETO... 2 3. ALCANCE... 2 4. RESPONSABILIDADES... 3 5. ENTRADAS... 3 6. SALIDAS... 3 7. PROCESOS RELACIONADOS... 3 8. DIAGRAMA DE FLUJO... 4 9. DESARROLLO... 5 9.1. PLANEACIÓN...
Índice 1. TABLA RESUMEN... 2 2. OBJETO... 2 3. ALCANCE... 2 4. RESPONSABILIDADES... 3 5. ENTRADAS... 3 6. SALIDAS... 3 7. PROCESOS RELACIONADOS... 3 8. DIAGRAMA DE FLUJO... 4 9. DESARROLLO... 5 9.1. PLANEACIÓN...
Decisión: Indican puntos en que se toman decisiones: sí o no, o se verifica una actividad del flujo grama.
 Diagrama de Flujo La presentación gráfica de un sistema es una forma ampliamente utilizada como herramienta de análisis, ya que permite identificar aspectos relevantes de una manera rápida y simple. El
Diagrama de Flujo La presentación gráfica de un sistema es una forma ampliamente utilizada como herramienta de análisis, ya que permite identificar aspectos relevantes de una manera rápida y simple. El
GUÍA DE APRENDIZAJE. Módulo II Seis Sigma. Aprendizaje sin fronteras uvirtual@pep.pemex.com
 GUÍA DE APRENDIZAJE Módulo II Seis Sigma ÍNDICE 1. Visión General Seis Sigma 2 2. Objetivos 2 3. La Iniciativa 3 4. Cambiando el Proceso de Toma de Decisiones 3 5. La Metodología 5 6. La Medición 12 7.
GUÍA DE APRENDIZAJE Módulo II Seis Sigma ÍNDICE 1. Visión General Seis Sigma 2 2. Objetivos 2 3. La Iniciativa 3 4. Cambiando el Proceso de Toma de Decisiones 3 5. La Metodología 5 6. La Medición 12 7.
MARCO METODOLÓGICO CAPITULO III
 MARCO METODOLÓGICO CAPITULO III CAPITULO III MARCO METODOLÓGICO En esta sección se presenta el tipo de investigación, las técnicas de recolección de datos y finalmente la metodología utilizada para el
MARCO METODOLÓGICO CAPITULO III CAPITULO III MARCO METODOLÓGICO En esta sección se presenta el tipo de investigación, las técnicas de recolección de datos y finalmente la metodología utilizada para el
ESCUELA SUPERIOR POLITÉCNICA DEL LITORAL C CENTRO DE INVESTIGACIÓN CIENTÍFICA Y TECNOLÓGICA
 Revista Tecnológica ESPOL, Vol. xx, N. xx, pp-pp, (Mes, 200x) Control Estadístico De Los Indicadores De Calidad De Calzado Plástico (1) Vélez Suárez, Erika Pamela; e-mail: evelez@espol.edu.ec Facultad
Revista Tecnológica ESPOL, Vol. xx, N. xx, pp-pp, (Mes, 200x) Control Estadístico De Los Indicadores De Calidad De Calzado Plástico (1) Vélez Suárez, Erika Pamela; e-mail: evelez@espol.edu.ec Facultad
8.2 ASEGURAR LA CALIDAD PROYECTO TÉCNICO
 8.2 ASEGURAR LA CALIDAD PROYECTO TÉCNICO Documento redactado por Documento revisado por Documento aprobado por Joaquín De Abreu Jordi Labandeira 02-09-12 Joaquín De Abreu 05-09-12 David Naranjo 03-09-12
8.2 ASEGURAR LA CALIDAD PROYECTO TÉCNICO Documento redactado por Documento revisado por Documento aprobado por Joaquín De Abreu Jordi Labandeira 02-09-12 Joaquín De Abreu 05-09-12 David Naranjo 03-09-12
Kaizen Sigma Consulting. MINITAB Release 14 Software Estadístico CONTENIDO: PRESENTACION DE LOS PARTICIPANTES. Objetivo:
 MINITAB Release 14 Software Estadístico Objetivo: Optimizar el análisis de datos que caracterizan a un proceso, producto o servicio a través de las diferentes aplicaciones gráficas y estadísticas que presenta
MINITAB Release 14 Software Estadístico Objetivo: Optimizar el análisis de datos que caracterizan a un proceso, producto o servicio a través de las diferentes aplicaciones gráficas y estadísticas que presenta
de la empresa Al finalizar la unidad, el alumno:
 de la empresa Al finalizar la unidad, el alumno: Identificará el concepto de rentabilidad. Identificará cómo afecta a una empresa la rentabilidad. Evaluará la rentabilidad de una empresa, mediante la aplicación
de la empresa Al finalizar la unidad, el alumno: Identificará el concepto de rentabilidad. Identificará cómo afecta a una empresa la rentabilidad. Evaluará la rentabilidad de una empresa, mediante la aplicación
Grado en Ingeniería. Estadística. Tema 3
 Grado en Ingeniería Asignatura: Estadística Tema 3. Control Estadístico de Procesos (SPC) Control Estadístico de Procesos (SPC) Introducción Variabilidad de un proceso de fabricación Causas asignables
Grado en Ingeniería Asignatura: Estadística Tema 3. Control Estadístico de Procesos (SPC) Control Estadístico de Procesos (SPC) Introducción Variabilidad de un proceso de fabricación Causas asignables
Salud de Activos Reflejo de la Estrategia de Mantenimiento
 Salud de Activos Reflejo de la Estrategia de Mantenimiento Mucho se ha dicho y escrito acerca de como medir la efectividad de una estrategia de mantenimiento, sin embargo, al momento solo porciones de
Salud de Activos Reflejo de la Estrategia de Mantenimiento Mucho se ha dicho y escrito acerca de como medir la efectividad de una estrategia de mantenimiento, sin embargo, al momento solo porciones de
Seis Sigma. CAJ-1306 4-2-6
 1.- DATOS DE LA ASIGNATURA Nombre de la asignatura: Carrera: Clave de la asignatura: (Créditos) SATCA 1 Seis Sigma. Ingeniería Industrial CAJ-1306 4-2-6 2.- PRESENTACIÓN Caracterización de la asignatura.
1.- DATOS DE LA ASIGNATURA Nombre de la asignatura: Carrera: Clave de la asignatura: (Créditos) SATCA 1 Seis Sigma. Ingeniería Industrial CAJ-1306 4-2-6 2.- PRESENTACIÓN Caracterización de la asignatura.
Corporativos. Enfoque Kaizen mejora continua
 Enfoque Kaizen mejora continua Objetivo general: Que los empresarios comprendan el enfoque y filosofía kaizen de sistemas y herramientas para solución de problemas y desarrollo de nuevos proyectos. Introducción
Enfoque Kaizen mejora continua Objetivo general: Que los empresarios comprendan el enfoque y filosofía kaizen de sistemas y herramientas para solución de problemas y desarrollo de nuevos proyectos. Introducción
Cursos a distancia 2014. -learning
 Cursos a distancia 2014 -learning Descripción El diplomado e-learning Lean Six Sigma Champion con Certificación Internacional, tiene una duración aproximada de 12 semanas, sin embargo, el estudiante tendrá
Cursos a distancia 2014 -learning Descripción El diplomado e-learning Lean Six Sigma Champion con Certificación Internacional, tiene una duración aproximada de 12 semanas, sin embargo, el estudiante tendrá
El Rol de la Estadística en el Control de la Calidad
 El Rol de la Estadística en el Control de la Calidad Jaime Mosquera Restrepo Profesor Escuela de Estadística. Universidad del Valle jaime.mosquera@correounivalle.edu.co Que es calidad? Como se evalúa la
El Rol de la Estadística en el Control de la Calidad Jaime Mosquera Restrepo Profesor Escuela de Estadística. Universidad del Valle jaime.mosquera@correounivalle.edu.co Que es calidad? Como se evalúa la
% PRODUCTOS NO CONFORMES 10% 5%
 Departamento de Ingeniería Mecánica Tecnología Mecánica I 67.15 Unidad 13: Control de Calidad Ing. Sergio Laguzzi 1 TEMARIO - Definición de Calidad. Costos de la no Calidad. Estrategia de detección (Planes
Departamento de Ingeniería Mecánica Tecnología Mecánica I 67.15 Unidad 13: Control de Calidad Ing. Sergio Laguzzi 1 TEMARIO - Definición de Calidad. Costos de la no Calidad. Estrategia de detección (Planes
En este capítulo describiremos la metodología que usamos para el desarrollo de este
 CAPITULO II 2. Metodología En este capítulo describiremos la metodología que usamos para el desarrollo de este proyecto el cual incluye las definiciones de manufactura esbelta, seis sigma y la fase del
CAPITULO II 2. Metodología En este capítulo describiremos la metodología que usamos para el desarrollo de este proyecto el cual incluye las definiciones de manufactura esbelta, seis sigma y la fase del